Diferentes abordagens para uma metodologia de sele˘c~ao de ... · crit erios de escolha da pe˘ca...
75
Jo˜ ao Paulo de Castro Rebelo Diferentes abordagens para uma metodologia de sele¸ c˜ ao de pe¸ cas numa empresa metalomecˆ anica: um estudo comparativo. Departamento de Matem´ atica Faculdade de Ciˆ encias da Universidade do Porto setembro de 2012
Transcript of Diferentes abordagens para uma metodologia de sele˘c~ao de ... · crit erios de escolha da pe˘ca...

Joao Paulo de Castro Rebelo
Diferentes abordagens para umametodologia de selecao de pecas
numa empresa metalomecanica: umestudo comparativo.
Departamento de MatematicaFaculdade de Ciencias da Universidade do Porto
setembro de 2012


Joao Paulo de Castro Rebelo
Diferentes abordagens para umametodologia de selecao de pecas
numa empresa metalomecanica: umestudo comparativo.
Tese submetida a Faculdade de Ciencias daUniversidade do Porto para obtencao do grau de Mestre
em Engenharia Matematica
Orientadores:Prof.a Maria do Carmo Guedes
Prof. Joao Nuno Tavares
Departamento de MatematicaFaculdade de Ciencias da Universidade do Porto
setembro de 2012


Agradecimentos
Este projeto so foi possıvel gracas a colaboracao inestimavel de algumas pessoas, a quemgostaria de agradecer de seguida.
Comeco por agradecer a Professora Maria do Carmo Guedes por me ter proposto este projetoe me ter indicado a empresa, mas tambem pela habil orientacao, revisao crıtica do texto econfianca que sempre me concedeu durante o estagio.
Ao Professor Joao Nuno Tavares pela revisao do texto mas tambem pela disponibilidade eacessibilidade demonstrada durante todo o curso.
Ao Engenheiro Jorge Oliveira pela sua grande disponibilidade, exigencia de metodo e rigor,orientacao e paciencia que sempre demonstrou durante todo o meu estagio.
A F.Ramada e a todos os colaboradores com quem trabalhei, em especial ao AlexandreFonseca, ao Anthony Valente, ao Delfim Rodrigues, ao Jose Antonio, ao Jose Morais e aoTiago Tavares por me terem integrado na equipa sempre com grande disponibilidade parame ajudar e com boa disposicao.
Aos meus colegas de curso pela amizade, partilha de experiencias e espırito de entreajudadurante todo o percurso.
Aos meus pais por todos os sacrifıcios suportados para me possibilitarem a realizacao destecurso.
A Mariana por tudo, sempre.
iii

iv

Resumo
Atualmente, as empresas necessitam de otimizar todas as areas de negocio em que estaoenvolvidas, de modo a nao perder competitividade. A F.Ramada, empresa do sector me-talurgico, nao foge a regra. Umas das suas areas de negocio baseia-se na venda de parale-lepıpedos retangulares regulares em aco com medidas definidas pelos clientes, essencialmentepara a industria de moldes. Inicialmente a empresa compra paralelepıpedos de dimensoesgrandes e corta-os para obter as encomendas dos clientes. As sobras sao recolocadas emstock com o intuito de serem utilizadas no futuro para satisfazer outras encomendas. Oscriterios de escolha da peca do stock, para satisfazer os pedidos dos clientes, sao o problemasobre o qual incide este estudo.
Para se encontrar uma solucao que fosse de encontro as necessidades da empresa aprofun-dei conhecimentos na area do corte tridimensional. Depois da analise de dois algoritmosdiferentes, com base em Programacao Dinamica e em Pesquisa em Arvore, rapidamente meapercebi que a literatura existente sobre o problema nao se adequava ao problema em estudo.
Foram criadas tres metodologias com criterios diferentes de escolha das pecas. A primeirametodologia baseia-se no numero de medidas iguais da encomenda com as pecas em stock,enquanto a segunda tem como principal criterio o peso das pecas consideradas. A terceirametodologia usa o potencial de venda de uma peca que e definido atraves do historico dasencomendas. Em paralelo com as metodologias propostas foi tambem testada a estrategiaatual da empresa em que utiliza para cada peca encomendada uma peca do stock, ou seja,nao agrupa pecas iguais da mesma encomenda numa unica peca do stock.
De seguida foram efetuadas simulacoes com um grande conjunto de encomendas, em condicoesiguais, para comparar as diferentes metodologias e analisar a influencia da estrategia daempresa a longo prazo.
Pelos resultados obtidos sao postos em causa os criterios atuais de selecao de pecas em prolda metodologia que valoriza as pecas com o potencial de venda baseado no historico das en-comendas. Questiona-se, tambem, a estrategia da empresa em relacao ao nao agrupamentode pecas.
Palavras-chave: Pesquisa em Arvore; Problema de corte tridimensional; ProgramacaoDinamica; Selecao de pecas de aco tridimensionais.
v

vi

Abstract
Nowadays, every company needs to optimize the business areas in which they are involved, inorder not to lose their competitive edge. F. Ramada, a metallurgic company, is no exception.One of its business areas is based on the selling of rectangular steel parallelepipeds with theclients demanded measures, mostly for the mold industry. Initially, the company buys bigsized parallelepipeds and cuts them in order to get the clients requests. The scrap piecesare placed in stock for future orders. The selection criteria for those stocked pieces, in orderto satisfy the clients needs, are the subject of this study.
In order to find a solution that would meet the company’s needs, I went through a com-prehensive study about the three-dimensional cut. After the analysis of two differentalgorithms, based on Dynamic Programming and in Search Tree, I soon found out therewere no relevant papers addressing the needs of this study.
Three methodologies were created with different piece selection criteria. The first one isbased on the number of equal measures of the order with the existing stocked scrap pieces,while the second contemplates the weight of those pieces as the main criteria. The thirdmethodology uses the selling capability of a given piece which is calculated analyzing theorder history. Along with these methods, the company strategy, which consists in usinga restocked piece for each ordered piece, that is, it does not put together same-dimensionparallelepipeds of one order on a single stocked piece.
Afterwards, simulations were conducted with a large set of orders, with the same conditions,to compare the different methodologies and analyze the influence of the company strategyon a long-term basis.
Analysing the obtained results, the current piece selection criteria used by the company isjeopardized towards the third method created, the one that uses the selling capability of agiven piece which is calculated analyzing the order history. Also, the company strategy ofnot grouping up the scrap pieces is put into question.
Key-words: Search Tree; Three-dimensional cutting problem; Dynamic programming;Selection of steel pieces.
vii

viii

Conteudo
Indice de Tabelas xi
Indice de Figuras xii
1 Introducao 1
2 Apresentacao do Problema 32.1 Processo de Encomenda . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32.2 Informacao sobre pecas em stock . . . . . . . . . . . . . . . . . . . . . . . . 52.3 Posicao e Sequencia de Corte . . . . . . . . . . . . . . . . . . . . . . . . . . 62.4 Analise de encomendas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82.5 Clasificacao das encomendas . . . . . . . . . . . . . . . . . . . . . . . . . . . 122.6 Metodo atual de selecao de pecas . . . . . . . . . . . . . . . . . . . . . . . . 15
3 Fundamentos teoricos 173.1 Algoritmo de Programacao Dinamica . . . . . . . . . . . . . . . . . . . . . . 183.2 Algoritmo de Pesquisa em Arvore . . . . . . . . . . . . . . . . . . . . . . . . 193.3 Resultados conhecidos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233.4 Situacao concreta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
4 Metodologias propostas 254.1 Agrupamento de pecas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264.2 Descricao do Metodo Medidas Iguais . . . . . . . . . . . . . . . . . . . . . . 304.3 Descricao do Metodo Peso . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304.4 Descricao do Metodo Potencial . . . . . . . . . . . . . . . . . . . . . . . . . 314.5 Comparacao entre Metodologias . . . . . . . . . . . . . . . . . . . . . . . . . 33
5 Aplicacao 355.1 Problema Tratado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 355.2 Simplificacoes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 395.3 Dados iniciais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 395.4 Analise de Resultados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
6 Conclusoes 49
Referencias 51
ix

A Resultados 53
x
Lista de Tabelas
2.1 Numero de pecas e peso total das encomendas . . . . . . . . . . . . . . . . . 82.2 Distribuicao das pecas encomendadas pelo peso . . . . . . . . . . . . . . . . 82.3 Distribuicao das pecas encomendadas pelo peso ate 500Kg . . . . . . . . . . 92.4 Distribuicao das pecas encomendadas pelo peso ate 50Kg . . . . . . . . . . . 92.5 Distribuicao das pecas encomendas pelas tres dimensoes . . . . . . . . . . . 102.6 Distribuicao das pecas encomendas pelas tres dimensoes ate 1000mm . . . . 102.7 Distribuicao da quantidade de pecas por encomenda . . . . . . . . . . . . . . 112.8 Analise das dez classes mais representadas para o intervalo de 25mm . . . . . 122.9 Analise das dez classes mais representadas para o intervalo de 50mm . . . . . 132.10 Analise das dez classes mais representadas para para o intervalo de 100mm . 132.11 Numero de classes por ano com intervalo de 25mm . . . . . . . . . . . . . . 142.12 Numero de classes por ano com intervalo de 50mm . . . . . . . . . . . . . . 142.13 Numero de classes por ano com intervalo de 100mm . . . . . . . . . . . . . . 14
4.1 Exemplo do calculo do potencial de venda de uma peca . . . . . . . . . . . . 324.2 Exemplo da escolha de peca . . . . . . . . . . . . . . . . . . . . . . . . . . . 344.3 Peso e potencial de venda de diferentes pecas . . . . . . . . . . . . . . . . . . 34
5.1 Tempos de movimentacao das pecas no armazem em minutos . . . . . . . . . 385.2 Encomendas por mes em 2011 . . . . . . . . . . . . . . . . . . . . . . . . . . 405.3 Resumo dos resultados do Metodo Medidas Iguais agrupados pelo Parametro 1 415.4 Resumo dos resultados medios do Metodo Peso agrupados pelo Parametro 1 425.5 Resumo dos resultados medios do Metodo Peso agrupados pelo Parametro 2 435.6 Resumo dos resultados medios do Metodo Potencial agrupados pelo Parametro
1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 445.7 Resumo dos resultados medios do Metodo Potencial agrupados pelo Parametro
2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 455.8 Resumo dos resultados medios dos tres metodos . . . . . . . . . . . . . . . . 465.9 Resultados da melhor variante de cada um dos tres metodos . . . . . . . . . 475.10 Resultados da pior variante de cada um dos tres metodos . . . . . . . . . . . 47
A.1 Resultados do Metodo Medidas Iguais . . . . . . . . . . . . . . . . . . . . . 54A.2 Resultados do Metodo Peso (Parametro 2 = 0% ; 2, 5% ; 5% e 7, 5%) . . . . 55A.3 Resultados do Metodo Peso (Parametro 2 = 10% ; 15% e 20%) . . . . . . . 56A.4 Resultados do Metodo Potencial (Parametro 2 = 0% ; 2, 5% ; 5% e 7, 5%) . 57A.5 Resultados do Metodo Potencial (Parametro 2 = 10% ; 15% e 20%) . . . . . 58A.6 Posicao ordenada de todas as variantes das tres metodologias . . . . . . . . . 59
xi

xii

Lista de Figuras
2.1 Processo de encomenda . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.2 As seis diferentes formas de posicionamento . . . . . . . . . . . . . . . . . . 62.3 As seis diferentes sequencias de corte . . . . . . . . . . . . . . . . . . . . . . 7
3.1 Representacao da estrategia utilizada com duas grandes paletes a 2 dimensoes 193.2 Arvore de Procura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
4.1 Agrupamento de pecas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
5.1 Interface da aplicacao . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 355.2 Fluxo de movimentos das pecas no armazem . . . . . . . . . . . . . . . . . . 37
xiii

xiv

Capıtulo 1
Introducao
A F. Ramada e uma empresa retalhista de aco, fundada em 1935, que desenvolve a suaatividade em cinco areas diferentes: Acos Especiais, Arco de Aco Laminado a Frio, AcoEstirado a Frio, Sistemas de Armazenagem e Ferramentas para Madeira. Cotada em bolsadesde Julho de 2008, tem sede em Ovar e filiais em Braga, Porto, Marinha Grande, Aguedae Lisboa.
Desde sempre houve necessidade de gerir o stock das pecas de aco resultantes dos cortesefetuados. Antes do uso dos computadores, a escolha da peca do stock para satisfazeruma encomenda era completamente manual, ou seja, o operario responsavel escolhia apeca olhando para as que havia no armazem, o que evidentemente era bastante aleatorio eresultava numa escolha que nem sempre era a mais adequada.
Com a introducao dos computadores na gestao do stock, a empresa desenvolveu internamenteum algoritmo que escolhia a peca do stock em funcao da peca encomendada e os cortes aefetuar. O programa foi sofrendo varias alteracoes ao longo do tempo, mas sempre semhaver a certeza de os criterios utilizados conduzirem aos objetivos da empresa.
Neste trabalho pretende-se perceber de que modo diferentes criterios de escolha de pecasafetam os diferentes indicadores de analise a longo prazo, tais como o numero de pecascompradas, o numero de cortes efetuados, a area de corte respetiva e a quantidade de acodo stock final.
No segundo capıtulo e exposto o problema deste estudo, onde alem da descricao do processode encomenda, do tipo de informacao sobre pecas atualmente em stock e dos diferentes posi-cionamentos e sequencias de corte das pecas, e tambem analisado o historico de encomendase, por fim, e descrito o metodo utilizado atualmente para a selecao de pecas na empresa.
No capıtulo 3, e feita uma revisao bibliografica com o resumo de um artigo (Hifi, 2004b)onde sao comparados dois metodos para o problema tridimensional do corte. Depois de umabreve descricao de cada um, sao apresentados os resultados da comparacao. Por fim e feitauma analise onde se explica a dificuldade em adaptar a abordagem dos algoritmos teoricosao problema real em estudo.
1

2 CAPITULO 1. INTRODUCAO
No quarto capıtulo sao propostos tres metodos diferentes de selecao de pecas. E tambemdefinido um parametro para analisar a estrategia da empresa em relacao ao agrupamentode pecas da mesma encomenda.
No capıtulo 5 e descrita a aplicacao desenvolvida com intuito de simular os diferentesmetodos propostos de selecao de pecas. Descrevem-se tambem as simplificacoes realizadas eos dados iniciais simulados. Por fim e feita a analise de resultados individual e comparativados tres metodos propostos.
Por ultimo, no sexto capıtulo, serao apresentadas as conclusoes do trabalho.

Capıtulo 2
Apresentacao do Problema
A empresa vende diferentes tipos de aco em diferentes formas. Existem dois tipos de formasdistintas: pecas standard e pecas com medidas irregulares (MI). O primeiro tipo, standard,refere-se as pecas de catalogo com perfis pre-definidos e sao normalmente vendidas ao pesoou ao comprimento. O segundo tipo, MI, refere-se as pecas com a forma de paralelepıpedosretangulares regulares sem medidas pre-definidas. E sobre as pecas MI que incide esteestudo. Este tipo de pecas sao essencialmente vendidas para moldes.
Um cliente pede uma peca com um determinado comprimento, largura e espessura. Deseguida a empresa verifica se existe em stock uma peca com essas dimensoes. Se sim, envia-a ao cliente, senao escolhe uma do stock e faz os cortes necessarios para obter as medidaspedidas pelo cliente. As sobras obtidas a partir dos cortes efetuados sao registadas e voltama ser colocadas no stock, exceto se se encontrarem dentro de determinadas medidas sendoentao consideradas sucata. A sucata e posteriormente vendida ao peso, a um preco bastanteinferior ao de venda do aco ao cliente.
Este negocio, pela experiencia da empresa, tende a acumular um numero crescente de pecasem stock cuja gestao envolve milhares de pecas guardadas no armazem. O problema assentana escolha das pecas do tipo MI. Qual a peca do stock a escolher e o corte a efetuar parasatisfazer determinada encomenda de modo a otimizar a gestao de stock, sao questoes emaberto.
2.1 Processo de Encomenda
O departamento de vendas recebe o pedido de encomenda do cliente e regista-o no sistemainformatico. Automaticamente e impressa a Nota de Execucao Interna (NEI) no gabinetedo armazem.
A NEI apresenta varias informacoes sobre a encomenda, tais como o numero da encomenda,numero de cliente, qualidade do aco, dimensoes da peca, numero de pecas, peso teorico,entre outros.
A empresa possui um algoritmo, RamCorte, que escolhe automaticamente uma peca do
3
4 CAPITULO 2. APRESENTACAO DO PROBLEMA
stock que consegue satisfazer a encomenda, e determina o respetivo corte a efetuar. Estaassociacao so acontece nos casos em que o perfil das pecas encomendadas e MI.
No caso de nao se encontrar a peca no armazem, existe a possibilidade de desfazer aassociacao automatica e efetuar uma associacao manual atraves da lista de pecas disponıveisno sistema informatico.
Depois de escolhida a peca em stock para satisfazer a encomenda, e impressa uma folhacom o nome de Execucao de Cortes (EC) que identifica a peca associada a encomenda e oscortes a efetuar pelo funcionario que opera o serrote.
No caso em que as pecas encomendadas tem perfis com medidas standard nao existeassociacao de pecas, pois no sistema apenas existe o registo do peso em stock deste tipo depecas.
Depois de efetuado o corte, todas as pecas resultantes sao pesadas. As balancas registam nosistema informatico o peso real do aco e dados sobre os cortes efetuados. Esta informacaoe usada para definir o preco a cobrar ao cliente.
Depois da pesagem as pecas sao transportadas para o parque de expedicao, e a partir daqui adistribuicao e feita pelos camioes de transporte que vao entregar as encomendas aos clientes.
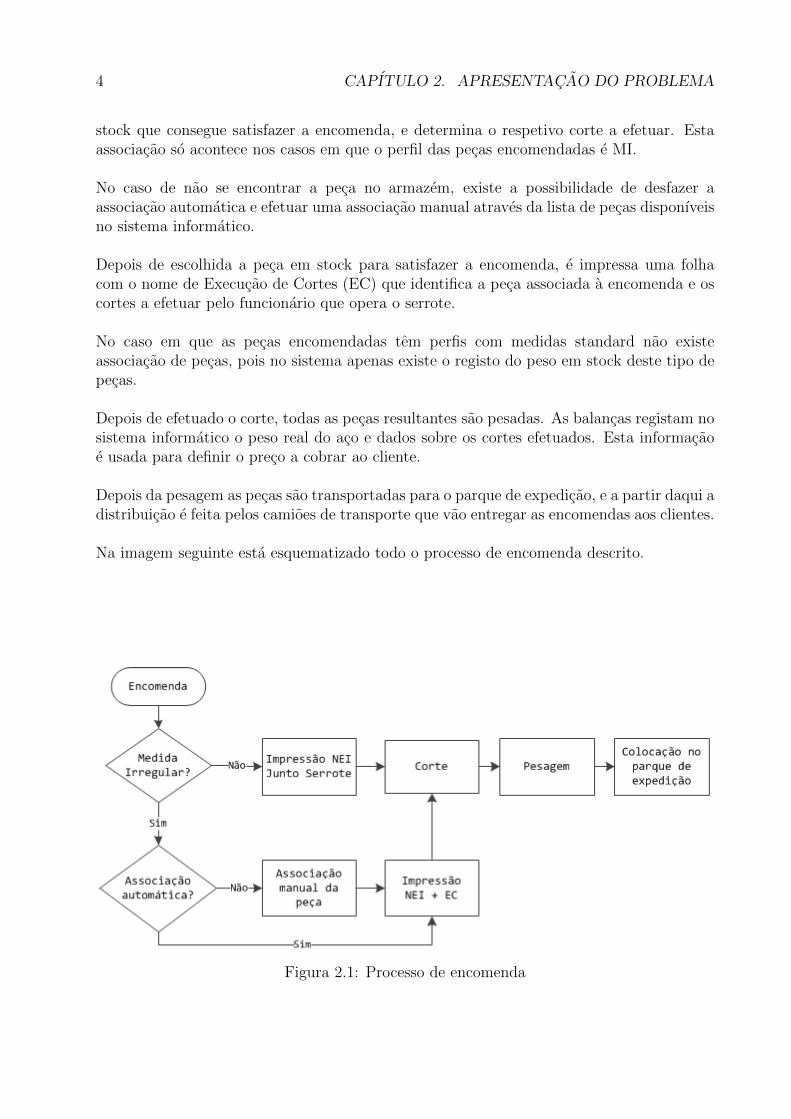
Na imagem seguinte esta esquematizado todo o processo de encomenda descrito.
Figura 2.1: Processo de encomenda

2.2. INFORMACAO SOBRE PECAS EM STOCK 5
2.2 Informacao sobre pecas em stock
Todas as pecas em stock tem associada uma quantidade de informacao essencial na logısticae gestao do armazem. Assim, ha em suporte informatico, a seguinte informacao:
Codigo da peca - Este campo e um codigo com 6 caracteres alfanumericos que identificaa peca.
Qualidade de aco – Este campo e um codigo com 4 caracteres numericos que identifica aqualidade do aco.
Perfil da peca – Todas as pecas Standard tem um perfil, as restantes sao consideradas deperfil de Medida Irregular. Os diferentes perfis podem ser: Redondo, Retangular, Oitavado,Sextavado, Anel, Quadrado ou Medida Irregular.
Comprimento – Maior medida da peca.
Largura – Segunda maior medida da peca.
Espessura – Menor medida da peca.
Peso – Peso da peca, calculado atraves das suas medidas e da densidade da qualidade do aco.
Localizacao – Local onde se encontra a peca, segundo um sistema proprio de coordenadas.
Peca de origem – Codigo que identifica a peca-mae.
Estado de associacao da peca – A peca pode ter dois estados diferentes de associacao. Seestiver “Livre”, significa que se encontra disponıvel para ser associada a uma encomenda. Seestiver “Associada” significa que ja esta associada a uma encomenda, mas ainda se encontrano stock a espera de ser cortada.
Estado fısico da peca – A peca pode ter dois estados fısicos diferentes. Se o seu estadofısico e “Real” significa que existe fisicamente no stock. Se for “Virtual” significa queainda nao existe fisicamente, e uma sobra prevista de um corte de outra peca, mas vai seradicionada ao stock.
6 CAPITULO 2. APRESENTACAO DO PROBLEMA
2.3 Posicao e Sequencia de Corte
Segundo (Oliveira, 2003) cada associacao de uma peca encomendada a uma peca em stockpode originar diferentes sobras dependendo da posicao da peca encomendada relativamentea peca em stock.
Para a definicao do posicionamento considere-se a seguinte notacao:Pal1 – Comprimento da peca em stockPal2 – Largura da peca em stockPal3 – Espessura da peca em stockPec1 – Comprimento da encomendaPec2 – Largura da encomendaPec3 – Espessura da encomenda
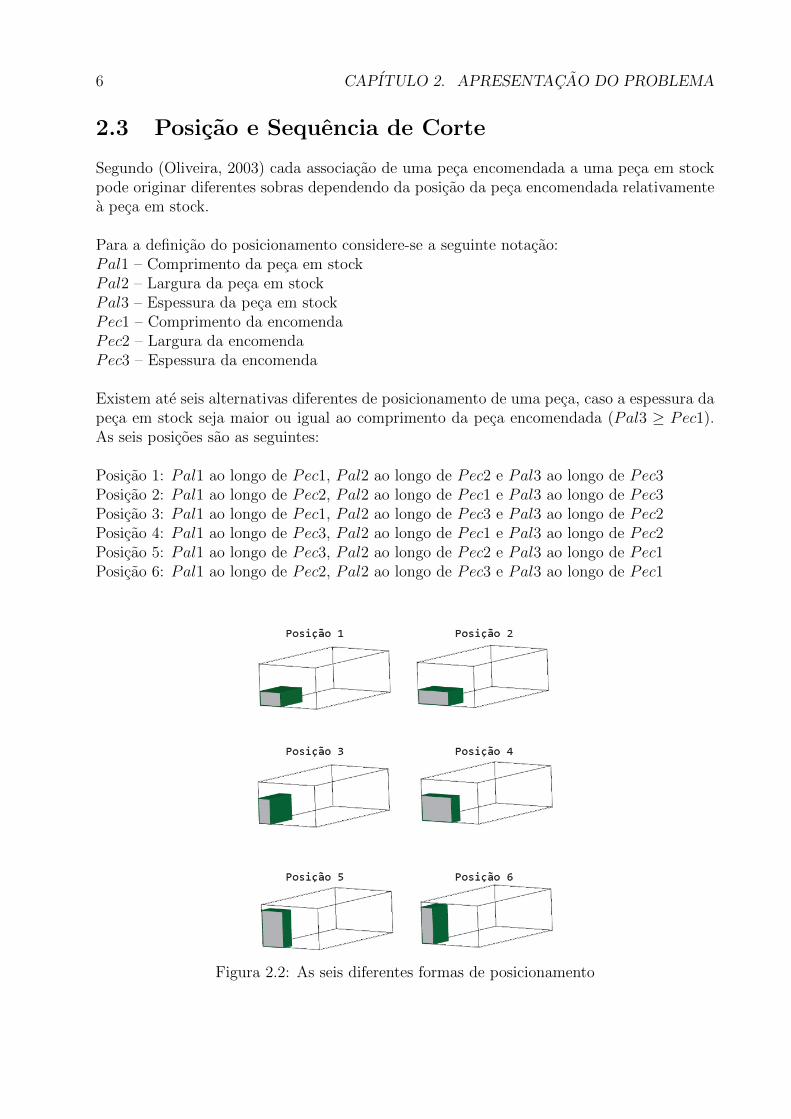
Existem ate seis alternativas diferentes de posicionamento de uma peca, caso a espessura dapeca em stock seja maior ou igual ao comprimento da peca encomendada (Pal3 ≥ Pec1).As seis posicoes sao as seguintes:
Posicao 1: Pal1 ao longo de Pec1, Pal2 ao longo de Pec2 e Pal3 ao longo de Pec3Posicao 2: Pal1 ao longo de Pec2, Pal2 ao longo de Pec1 e Pal3 ao longo de Pec3Posicao 3: Pal1 ao longo de Pec1, Pal2 ao longo de Pec3 e Pal3 ao longo de Pec2Posicao 4: Pal1 ao longo de Pec3, Pal2 ao longo de Pec1 e Pal3 ao longo de Pec2Posicao 5: Pal1 ao longo de Pec3, Pal2 ao longo de Pec2 e Pal3 ao longo de Pec1Posicao 6: Pal1 ao longo de Pec2, Pal2 ao longo de Pec3 e Pal3 ao longo de Pec1
Figura 2.2: As seis diferentes formas de posicionamento

2.3. POSICAO E SEQUENCIA DE CORTE 7
Depois de definida a posicao, existe ainda a necessidade de definir a sequencia de corte. Nafigura 2.3 estao seis imagens que representam as seis diferentes sequencias de corte possıveiscaso se verifique que Pal3 ≥ Pec1. Por exemplo, na primeira imagem estao representadas as3 sobras, a azul, que se obtem depois de aplicar em primeiro lugar o corte pelo comprimento,em segundo lugar o corte pela largura e em terceiro lugar o corte pela espessura.
Figura 2.3: As seis diferentes sequencias de corte
No maximo ha trinta e seis maneiras diferentes de cortar uma peca (seis posicoes vezes seiscortes).

8 CAPITULO 2. APRESENTACAO DO PROBLEMA
2.4 Analise de encomendas
No estudo que foi realizado neste trabalho, foi considerada apenas uma qualidade de aco.Esta e uma das qualidades mais vendidas pela empresa e representa uma boa amostra paraanalise do historico das encomendas. Foram tidas em conta todas as encomendas do ano de2011 e com perfil MI.
Cada encomenda tem uma dada quantidade de pecas. Um cliente quando faz uma enco-menda indica o numero de pecas, com as mesmas dimensoes, que quer comprar. Uma analisedo historico das encomendas levou aos resultados das tabelas de 2.1 a 2.6.
Tabela 2.1: Numero de pecas e peso total das encomendas
Encomendas Pecas Peso (Kg)
10.628 17.391 2.824.070
Existe uma grande variedade no peso e nas medidas. A peca mais leve pesa 80 gramas e amais pesada 6596 Kg. Daı o interesse em dar mais detalhe relativamente ao peso.
Tabela 2.2: Distribuicao das pecas encomendadas pelo peso
Peso (Kg) Pecas
]0;500] 16.101]500;1000] 805
]1000;1500] 233]1500;2000] 130]2000;2500] 53]2500;3000] 25]3000;3500] 16]3500;4000] 12]4000;4500] 3]4500;5000] 8]5000;5500] 2]5500;6000] 2]6000;7000] 1
Total 17.391
Atraves da tabela 2.2 vemos que a grande maioria das pecas tem um peso inferior a 500Kg,pelo que e obvio que se deve subdividir o primeiro intervalo destes pesos.

2.4. ANALISE DE ENCOMENDAS 9
Tabela 2.3: Distribuicao das pecas encomendadas pelo peso ate 500Kg
Peso (Kg) Pecas
]0;50] 8.269]50;100] 3.404
]100;150] 1.522]150;200] 911]200;250] 592]250;300] 450]300;350] 339]350;400] 274]400;450] 190]450;500] 150
Total 16.101
Pela tabela 2.3 vemos que das pecas ate 500Kg a maioria tem um peso ate 50Kg. Com amesma logica anterior, detalhou-se mais o primeiro intervalo desta tabela.
Tabela 2.4: Distribuicao das pecas encomendadas pelo peso ate 50Kg
Peso (Kg) Pecas
]0;5] 649]5;10] 1.051
]10;15] 954]15;20] 906]20;25] 1.338]25;30] 759]30;35] 746]35;40] 590]40;45] 632]45;50] 644Total 8.269
Pela tabela 2.4 observamos que as distribuicao das pecas com peso ate 50Kg em classesde 5 em 5Kg e relativamente homogenea. A classe mais representada e a das pecas compeso entre os 20 e 25Kg. De seguida analisou-se as pecas encomendadas a partir das tresdimensoes, comprimento, largura e espessura.

10 CAPITULO 2. APRESENTACAO DO PROBLEMA
Tabela 2.5: Distribuicao das pecas encomendas pelas tres dimensoes
Intervalo Comprimento Largura Espessura
]0;1000] 14.887 16.936 17.391]1000;2000] 2.232 455 0]2000;3000] 197 0 0]3000;4000] 32 0 0]4000;5000] 5 0 0]5000;6000] 38 0 0
Total 17.391 17.391 17.391
Pela tabela 2.5 podemos observar que a grande maioria das pecas tem as tres dimensoesinferiores a 1000mm. As pecas com comprimento superior a 2000mm sao em numero muitoreduzido. Nenhuma peca tem Largura superior a 2000mm enquanto todas tem espessurainferior a 1000mm. Assim, foi-se estudar com mais detalhe a primeira classe desta tabela.
Tabela 2.6: Distribuicao das pecas encomendas pelas tres dimensoes ate 1000mm
Intervalo Comprimento Largura Espessura
]0;100] 177 1.908 14.493]100;200] 1.343 5.231 2.646]200;300] 1.810 3.326 208]300;400] 2.582 2.335 38]400;500] 2.616 1.596 5]500;600] 1.857 802 1]600;700] 1.609 648 0]700;800] 1.164 499 0]800;900] 956 335 0
]900;1000] 773 256 0Total 14.887 16.936 17.391
Na tabela 2.6 observamos que a grande maioria das pecas tem largura entre os 100 e os500 mm e espessura inferior a 100mm. A distribuicao do comprimento e claramente maishomogenea do que nas outras duas dimensoes.
De seguida analisou-se a distribuicao da quantidade de pecas por encomenda durante o anode 2011. Na tabela 2.7 a primeira coluna indica a quantidade de pecas por encomenda,enquanto a segunda coluna indica o numero de encomendas com a quantidade indicada naprimeira coluna. A terceira coluna indica o numero de pecas encomendadas, ou seja, e oproduto entre a primeira e a segunda coluna. A quarta coluna indica a percentagem de pecasem relacao ao total pecas encomendadas, e a ultima coluna indica a mesma percentagemmas acumulada.

2.4. ANALISE DE ENCOMENDAS 11
Tabela 2.7: Distribuicao da quantidade de pecas por encomenda
Quantidade Encomendas Pecas Pecas (%) Pecas (% acum.)
1 7.066 7.066 40,6% 40,6%
2 2.772 5.544 31,9% 72,5%
3 132 396 2,3% 74,8%
4 378 1.512 8,7% 83,5%
5 49 245 1,4% 84,9%
6 60 360 2,1% 87,0%
7 7 49 0,3% 87,2%
8 66 528 3,0% 90,3%
9 5 45 0,3% 90,5%
10 24 240 1,4% 91,9%
11 4 44 0,3% 92,2%
12 31 372 2,1% 94,3%
14 2 28 0,2% 94,5%
16 12 192 1,1% 95,6%
17 1 17 0,1% 95,7%
18 1 18 0,1% 95,8%
20 5 100 0,6% 96,3%
22 2 44 0,3% 96,6%
24 1 24 0,1% 96,7%
25 1 25 0,1% 96,9%
26 1 26 0,1% 97,0%
28 2 56 0,3% 97,4%
40 2 80 0,5% 97,8%
60 1 60 0,3% 98,2%
75 1 75 0,4% 98,6%
120 1 120 0,7% 99,3%
125 1 125 0,7% 100,0%
Total 10.628 17.391 - -
Como se pode observar pela tabela 2.7 cerca de 40% de todas as pecas que saem do armazemsao de encomendas de uma unica peca. O numero de pecas que tem origem em encomendascom quantidade igual ou inferior a 4 pecas representa mais de 83% do total. Por outro lado,o numero de pecas que tem origem em encomendas com quantidade igual ou superior a 10e 20 pecas representa, respetivamente, 9,5% e 4,2%.
12 CAPITULO 2. APRESENTACAO DO PROBLEMA
2.5 Clasificacao das encomendas
Uma das dificuldades da empresa centra-se na valorizacao das pecas. Na empresa o valor deuma peca e medido pelo seu peso, ao qual esta associado um preco. Este tipo de valorizacaonao tem em conta as dimensoes da peca. Duas pecas com o mesmo peso mas com dimensoesdiferentes nao satisfazem necessariamente as mesmas encomendas, logo podemos dizer quetem potenciais de venda diferentes. Com base nesta dificuldade, foi criada uma classificacaodas pecas a partir das suas dimensoes.
Cada classe e um conjunto de 3 intervalos, iguais e um por cada dimensao, com um tamanhopre-definido. Cada intervalo tem um limite superior que e um multiplo do tamanho pre-definido.
Para esta analise foram considerados tres tamanhos diferentes do intervalo. Os tamanhossao de 25, 50 e 100 milımetros. Por exemplo, com o intervalo de 25mm contabilizam-se naclasse 300× 250× 125 com uma margem de 25mm por defeito, ou seja todas as pecas quetenham dimensoes nos intervalos [276; 300]× [226; 250]× [101; 125]. Ou seja, respetivamente,comprimento entre 276 e 300mm, largura entre 226 e 250mm, espessura entre 101 e 125mm.
Por exemplo, a peca 201× 175× 98 considerando:o intervalo de 25 mm, e contabilizada na classe 225× 175× 100.o intervalo de 50 mm, e contabilizada na classe 250× 200× 100.o intervalo de 100 mm, e contabilizada na classe 300× 200× 100.
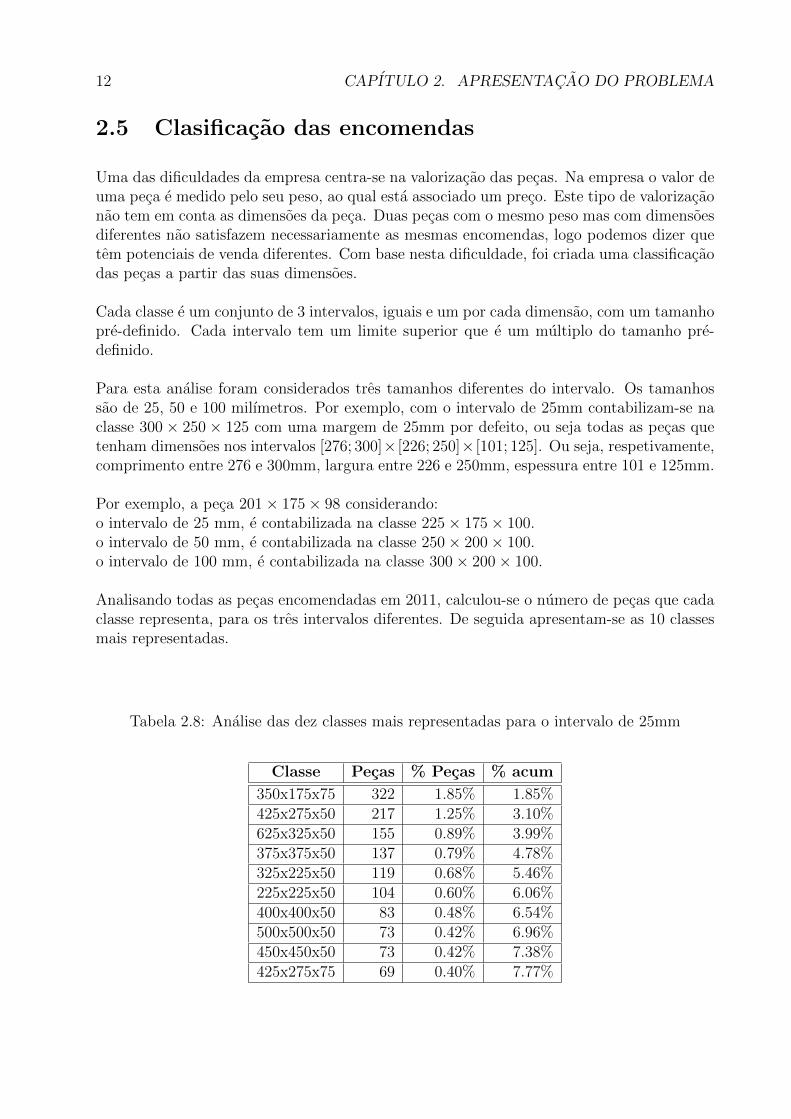
Analisando todas as pecas encomendadas em 2011, calculou-se o numero de pecas que cadaclasse representa, para os tres intervalos diferentes. De seguida apresentam-se as 10 classesmais representadas.
Tabela 2.8: Analise das dez classes mais representadas para o intervalo de 25mm
Classe Pecas % Pecas % acum
350x175x75 322 1.85% 1.85%425x275x50 217 1.25% 3.10%625x325x50 155 0.89% 3.99%375x375x50 137 0.79% 4.78%325x225x50 119 0.68% 5.46%225x225x50 104 0.60% 6.06%400x400x50 83 0.48% 6.54%500x500x50 73 0.42% 6.96%450x450x50 73 0.42% 7.38%425x275x75 69 0.40% 7.77%

2.5. CLASIFICACAO DAS ENCOMENDAS 13
Tabela 2.9: Analise das dez classes mais representadas para o intervalo de 50mm
Classe Pecas % Pecas % acum
350x200x100 358 2.06% 2.06%400x400x50 297 1.71% 3.77%450x300x50 296 1.70% 5.47%650x350x50 212 1.22% 6.69%350x250x50 189 1.09% 7.77%200x150x100 183 1.05% 8.83%500x500x50 163 0.94% 9.76%450x450x50 162 0.93% 10.70%250x250x50 154 0.89% 11.58%150x100x100 154 0.89% 12.47%
Tabela 2.10: Analise das dez classes mais representadas para para o intervalo de 100mm
Classe Pecas % Pecas % acum
400x200x100 765 4.40% 4.40%200x200x100 668 3.84% 8.24%400x300x100 633 3.64% 11.88%300x200x100 632 3.63% 15.51%500x300x100 600 3.45% 18.96%400x400x100 562 3.23% 22.20%500x200x100 556 3.20% 25.39%300x300x100 502 2.89% 28.28%500x500x100 486 2.79% 31.07%500x400x100 455 2.62% 33.69%
Como se pode ver na tabela anterior, quanto maior e o intervalo maior e o numero depecas que as principais classes representam. Sao necessarias 3994, 1667 e 532 classes pararepresentar todas as pecas com os intervalos de 25, 50 e 100mm respetivamente. Como seriade esperar, quanto maior e o intervalo, menor e o numero de classes que representam todasas pecas. Com o intervalo de 25mm sao precisas 5 classes para representar pelo menos 5%de todas as pecas, com o intervalo de 50mm sao necessarias 3 classes e com o intervalo de100mm apenas 2 classes.
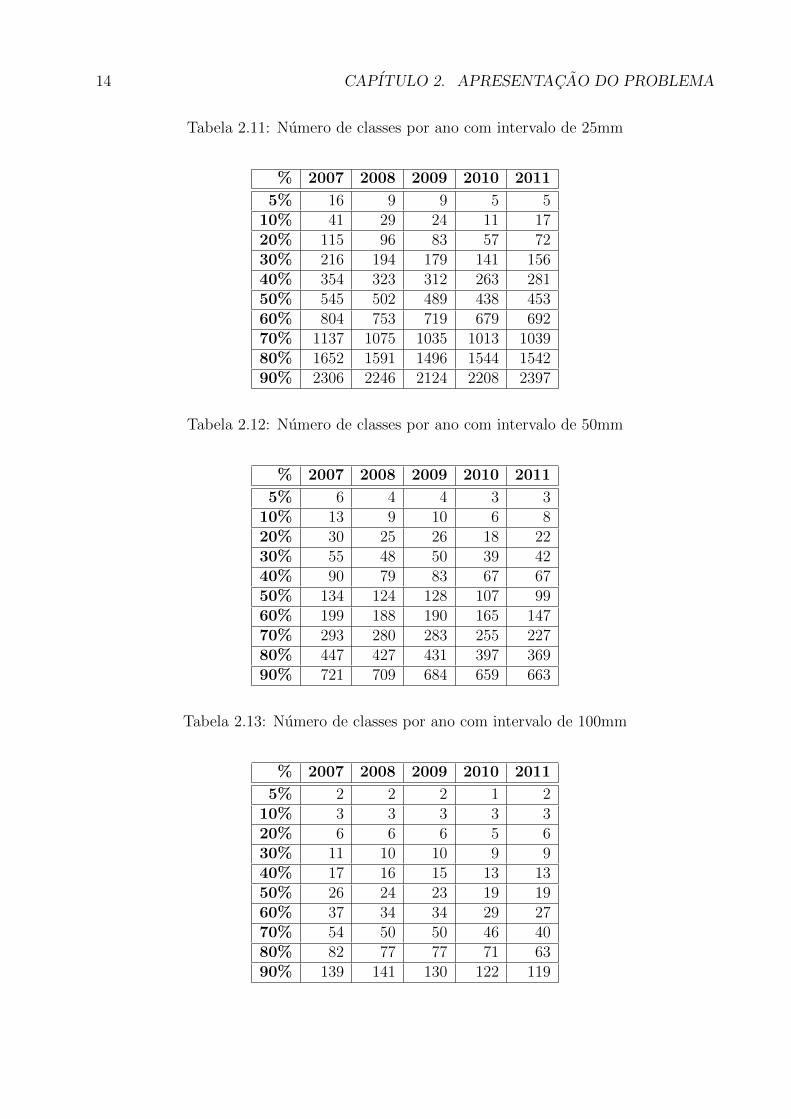
Foi feita a mesma analise desde 2007 ate 2012, mas agora com a intencao de verificar onumero de classes necessarias, ordenadas por numero de pecas, para representar uma pre-determinada percentagem de pecas.
14 CAPITULO 2. APRESENTACAO DO PROBLEMA
Tabela 2.11: Numero de classes por ano com intervalo de 25mm
% 2007 2008 2009 2010 2011
5% 16 9 9 5 510% 41 29 24 11 1720% 115 96 83 57 7230% 216 194 179 141 15640% 354 323 312 263 28150% 545 502 489 438 45360% 804 753 719 679 69270% 1137 1075 1035 1013 103980% 1652 1591 1496 1544 154290% 2306 2246 2124 2208 2397
Tabela 2.12: Numero de classes por ano com intervalo de 50mm
% 2007 2008 2009 2010 2011
5% 6 4 4 3 310% 13 9 10 6 820% 30 25 26 18 2230% 55 48 50 39 4240% 90 79 83 67 6750% 134 124 128 107 9960% 199 188 190 165 14770% 293 280 283 255 22780% 447 427 431 397 36990% 721 709 684 659 663
Tabela 2.13: Numero de classes por ano com intervalo de 100mm
% 2007 2008 2009 2010 2011
5% 2 2 2 1 210% 3 3 3 3 320% 6 6 6 5 630% 11 10 10 9 940% 17 16 15 13 1350% 26 24 23 19 1960% 37 34 34 29 2770% 54 50 50 46 4080% 82 77 77 71 6390% 139 141 130 122 119
2.6. METODO ATUAL DE SELECAO DE PECAS 15
Analisando os valores das tabelas 2.11, 2.12 e 2.13 observa-se que existe uma tendencianos 3 intervalos ao longo do tempo. Ela indica que ao longo dos 5 anos, com pequenasexcecoes, sao necessarias menos classes para representar a mesma percentagem de pecastotais. Podemos conjeturar que os clientes tendem a pedir mais pecas dentro de certasmedidas padronizadas.
2.6 Metodo atual de selecao de pecas
Atualmente a empresa tem um algoritmo desenvolvido internamente, apelidado de Ramcorte,que foi criado por colaboradores com experiencia de varios anos no problema. Sofreu variasalteracoes ao longo dos anos, fruto de correcoes proprias e adaptacoes as exigencias domercado.
De todas as pecas em stock que satisfazem a encomenda sao selecionadas as primeiras 15,ordenadas de modo crescente por espessura e depois por peso. A estas sao adicionadastambem as primeiras 15, ordenadas de modo crescente apenas por peso.
De seguida sao calculadas todas as diferentes posicoes e sequencias de corte para as 30 pecaspre-selecionadas. E escolhida uma entre todas as possibilidades calculadas. Esta escolha ebaseada em varios fatores de ponderacao tais como:
1. Numero de sobras, em funcao do tipo de sobra criada (peca ou sucata)
2. Tempo de corte
3. Area de corte
4. Peso das sobras
Cada fator de ponderacao tem um peso respetivo e a partir desses pesos e escolhida a pecaa usar.
Este algoritmo, nao sofre alteracoes ha alguns anos, tem como objectivos finais minimizaro numero de compras de pecas grandes, o numero de pecas em stock e a area de corte.
No capıtulo seguinte fazemos a ligacao do problema de selecao de pecas da empresa com ateoria existente sobre o corte tridimensional.

16 CAPITULO 2. APRESENTACAO DO PROBLEMA

Capıtulo 3
Fundamentos teoricos
Existem varios artigos relacionados com o problema de corte tridimesional. O denominadorcomum e a abordagem de problemas de corte e empacotamento (cutting and packing). Pornorma sao considerados dois tipos de problemas. O primeiro onde se tenta colocar umconjunto de pequenas pecas apenas numa unica grande peca, e o segundo, onde se tentacolocar um conjunto de pequenas pecas em varias grandes pecas. Tentar colocar parale-lepıpedos retangulares regulares pequenos num conjunto de varios paralelepıpedos maiores(ou apenas num) de modo a maximizar o volume ocupado, e um problema tridimensionalde corte (3DC ) e empacotamento NP-difıcil, ou seja, nao e solucionavel em tempo real.
Na literatura encontrada, normalmente e considerado um conjunto de n tipos de pecaspequenas que vao ser colocadas numa grande palete C. Cada peca i tem um comprimentoli, largura wi, altura hi e lucro ci. A grande palete C tem um comprimento L, largura W ealtura H. Seja (x1, . . . , xn) o vetor inteiro nao negativo de dimensao n. Um padrao de cortediz-se executavel se for possıvel colocar xi copias do tipo de peca i, i = 1, . . . , n, em C, semsobreposicao. Segundo Hifi (2004a), o problema fica otimizado se:
max
∑ni=1 cixi
sujeito a (x1, . . . , xn) correspondente a um padrao de corte
Quando houver restricao de um numero maximo de cada tipo de pecas a utilizar, o problemadiz-se com restricao. Caso contrario diz-se sem restricao. Se o lucro de cada tipo de pecafor igual ao seu volume, o problema diz-se nao pesado, caso contrario e pesado. Se cadapeca tem uma posicao relativa definida entao o problema diz-se fixo, caso contrario, rodado.Outra caracterıstica tıpica dos problemas 3DC e o corte. As pecas sao obtidas atraves decortes horizontais ou verticais que vao de uma face ate a face oposta, definidos como cortesde guilhotina.
Hifi (2004b) adaptou dois algoritmos exatos para resolver as versoes fixo e rodado doproblema 3DC. O primeiro algoritmo, que usa Programacao Dinamica, e o segundo, queusa Pesquisa em Arvore, vao ser sucintamente expostos de seguida.
17

18 CAPITULO 3. FUNDAMENTOS TEORICOS
3.1 Algoritmo de Programacao Dinamica
Este algoritmo e uma adaptacao do metodo exato para o problema bidimensional, semrestricao e com corte de guilhotina, de Gilmore and Gomory (1966). E denotado comoDPT porque usa tecnicas de programacao dinamica (dynamic programming techniques).Seja (α, β, γ) uma palete ou subpalete com medidas inteiras α, β e γ, e F (α, β, γ) autilidade maxima que resulta de colocar o conjunto de n tipo de pecas (li, wi, hi) de peso ci,i = 1, . . . , n, nesta palete ou subpalete. Esta funcao F (α, β, γ) e chamada de funcao mochilae tem as seguintes caracterısticas:
F (α, β, γ) ≥ 0,
F (α, β, γ) ≥ {ci tal que (li, wi, hi) ≤ (α, β, γ), i = 1, ..., n}
F (α1 + α2, β, γ) ≥ F (α1, β, γ) + F (α2, β, γ),
F (α, β1 + β2, γ) ≥ F (α, β1, γ) + F (α, β2, γ),
F (α, β, γ1 + γ2) ≥ F (α1, β, γ1) + F (α, β, γ2),
O nome funcao mochila (knapsack function) surge normalmente em duas situacoes. Se enecessario encher uma porcao de volume com diferentes objetos, cada um com o seu valor,o problema da mochila e encontrar o enchimento possıvel mais valioso. Equivalentemente,se uma porcao de volume tem de ser cortada em pecas de diferentes valores, o problema damochila e encontrar a maneira mais valiosa de se efetuar os cortes (Gilmore and Gomory,1966).
O algoritmo usa o princıpio de otimalidade de Bellman, ou de programacao dinamica. Umconjunto de decisoes tem a propriedade de qualquer que seja a primeira decisao, as restantesdecisoes devem ser otimas relativamente ao resultado associado a primeira decisao. Ou seja,a decisao otima depende so do estado onde se esta e nao como ali se chegou.
O DPT considera o conjunto de sub-paletes {(1, β, γ) , (2, β, γ) , ..., (α2, β, γ) , (α2 + 1, β, γ), ..., (L, β, γ)}, para β = 1, ...,W e γ = 1, ..., H. Para cada sub-palete, e encontrada a melhorsolucao usando a melhor solucao encontrada ate ao momento.
De modo a melhorar o desempenho do algoritmo consideram-se apenas um numero finitode cortes. Segundo Morabito and Arenales (1994), que cita Herz num artigo de 1972, naoexiste perda de otimalidade se os conjuntos de corte forem combinacoes lineares, inteiras naonegativas, das dimensoes dos tipos de pecas. Para uma dada palete ou subpalete (α, β, γ),os cortes das 3 dimensoes podem ser reduzidos a 3 conjuntos definidos:
• pelo comprimento:
X(α,β,γ) = {x|x =∑n
i=1 liti ≤ α , ti e um inteiro nao negativo, (wi, hi) ≤ (β, γ)}

3.2. ALGORITMO DE PESQUISA EM ARVORE 19
• pela largura:
Y(α,β,γ) = {y|y =∑n
i=1 witi ≤ β , ti e um inteiro nao negativo, (li, hi) ≤ (α, γ)}
• pela altura:
Z(α,β,γ) = {z|z =∑n
i=1 hiti ≤ γ , ti e um inteiro nao negativo, (li, wi) ≤ (α, β)}
Os conjuntos X, Y e Z sao designados por conjuntos normalizados.
Existem tres estrategias diferentes que podem ser utilizadas pelo DPT de modo a ser aplicadoao caso geral de varias grandes paletes. A primeira estrategia consiste em tratar as grandespaletes uma a uma e tratar o problema como a versao de apenas uma grande palete.
A segunda estrategia e considerar uma grande palete com dimensoes definidas pelo maximode cada uma das tres dimensoes de todas as grandes paletes, e aplicar o algoritmo a estagrande palete fictıcia calculando todos os valores da funcao mochila para qualquer sub-palete.
A terceira estrategia, que e a utilizada no artigo, consiste em sobrepor algumas sub-paletesque podem ser tratadas simultaneamente e ignorar as regioes que nao sao afetas a nenhumasub-palete, evitando assim calculos desnecessarios.
A imagem seguinte representa a estrategia utilizada.
Figura 3.1: Representacao da estrategia utilizada com duas grandes paletes a 2 dimensoes
3.2 Algoritmo de Pesquisa em Arvore
O algoritmo Search Graph Technique (SGT) resolve apenas o problema com uma grandepalete atraves de uma estrategia de procura em arvore. E uma adaptacao de Hifi andZissimopoulos (1996), inicialmente proposto para duas dimensoes. O SGT gera todos ospadroes de corte possıveis criando uma arvore onde as ramificacoes representam cortes e os

20 CAPITULO 3. FUNDAMENTOS TEORICOS
nos representam estados das paletes ou subpaletes. O primeiro no corresponde a grandepalete inicial e os nos finais coincidem com os tipos de pecas, tal como esta representado nafigura seguinte.
Figura 3.2: Arvore de Procura
Para cada no calcula-se o limite superior e inferior, de modo a otimizar a pesquisa em arvore.Para o calculo do limite inferior verifica-se qual e o tipo de peca que mais valoriza o espacode uma palete ou subpalete normalizada, da seguinte forma:
k = arg max1≤i≤n
{ ⌊α0
li
⌋×⌊β0wi
⌋×⌊γ0hi
⌋×ci tal que (li, wi, hi) ≥ (α0, β0, γ0)
}O limite superior e obtido resolvendo o problema da funcao mochila para uma grande palete,representado por:

3.2. ALGORITMO DE PESQUISA EM ARVORE 21
U(α0,β0,γ0) = max∑
i∈S(α0,β0,γ0)cixi
sujeito a∑
i∈S(α0,β0,γ0)(liwihi)xi ≤ α0β0γ0
xi ≤⌊α0
li
⌋×⌊β0wi
⌋×⌊γ0hi
⌋xi e um inteiro nao negativo, i = 1, ..., n
onde S(α0,β0,γ0) representa o conjunto do tipo de pecas colocadas na palete normalizada(α0, β0, γ0) e xi indica numero de vezes que o i-esimo tipo de peca e colocado em (α0, β0, γ0).
De modo a diminuir o tempo de computacao, sao relaxadas as restricoes de integralidade dasvariaveis, resultando assim num limite superior de qualidade inferior mas que e rapidamenteresolvido atraves de uma pesquisa “gulosa” (greedy).
Outro modo de diminuir o tempo de computacao e reduzir o numero de possıveis cortes.Primeiro usam-se apenas os conjuntos de cortes normalizados X, Y e Z ja descritos anteri-ormente. Depois limita-se o intervalo destes conjuntos a metade, X
α/2T , Y
β/2T e Z
γ/2T , assim
evita-se duplicacao de subpaletes, evitando o efeito de simetria, cortando apenas ate metadeda dimensao em questao, sem se falhar nenhum padrao de corte, segundo Christofides andWhitlock (1977).
Seja (α0, β0, γ0) uma palete ou subpalete normalizada, e (ρ0, β0, γ0) e (θ0, β0, γ0) as sub-paletes resultantes dum corte em α0, no eixo dos x’s. Seja B o valor da melhor solucaoatual. Seja LT , UT e OT , respetivamente, o limite inferior, limite superior e a solucao otimada sub-palete normalizada. O algoritmo tem cinco regras de ramificacao:
1. O limite inferior Lα0,β0,γ0 para uma dada sub-palete e atualizado se e so se a soma deLρ0,β0,γ0 + Lθ0,β0,γ0 e maior do que o valor do limite inferior atual Lα0,β0,γ0 .
2. Se os valores da solucao otima para as proximas duas sub-paletes ja foram calculados,entao para-se a ramificacao. O limite inferior deste no interno e substituıdo pormax
{Lα0,β0,γ0 , Oρ0,β0,γ0 +Oθ0,β0,γ0
}.
3. Se B − min{Uρ0,β0,γ0 , Oρ0,β0,γ0
}≤ Uθ0,β0,γ0 , entao nao e necessario investigar para a
sub-palete (ρ0, β0, γ0), pois nao e possıvel melhorar a solucao na direcao deste no.
4. Se min{Uρ0,β0,γ0 , Oρ0,β0,γ0
}+ min
{Uθ0,β0,γ0 , Oθ0,β0,γ0
}≥ Lα0,β0,γ0 entao o corte em x
pode ser negligenciado sem perda de otimalidade. Neste caso, o valor da melhorsolucao de (ρ0, β0, γ0) e (θ0, β0, γ0) nao pode ser melhorado.
5. A seguir a cada corte, examina-se o no que realiza omin
{Lρ0,β0,γ0/Uρ0,β0,γ0 , Lθ0,β0,γ0/Uθ0,β0,γ0
}.

22 CAPITULO 3. FUNDAMENTOS TEORICOS
Seja S(α0,β0,γ0) o conjunto de pecas que cabem dentro da sub-palete (α0, β0, γ0). O algoritmotem quatro modos para determinar o valor otimo de uma subpalete.
1. Se a subpalete normalizada (α0, β0, γ0) coincide com uma peca do conjunto S(α0,β0,γ0),entao a solucao obtida e uma solucao otima do no atual.
2. Se o valor da melhor solucao homogenea coincide com o volume da subpalete atual(α0, β0, γ0), entao o valor e uma solucao otima para o no atual.
3. Se a cardinalidade do conjunto S(α0,β0,γ0) e menor ou igual a um, entao a solucaohomogenea obtida representa uma solucao otima para o no atual.
4. Se (lp, wq, hr) >12(α0, β0, γ0) entao a melhor solucao homogenea e uma solucao otima
para (α0, β0, γ0), onde lp = min1≤i≤|S|{li}, wq = min1≤i≤|S|{wi}, hr = min1≤i≤|S|{hi} .
Todos os modos sao validos para o problema nao pesado, enquanto para o problema pesadosao apenas validos os modos 3 e 4.
Considera-se um no aberto, depois de gerado, se nao estiver expandido, caso contrarioconsidera-se fechado. A pesquisa chega ao fim quando o no inicial esta fechado.
A seguir estao descritos os principais passos do algoritmo, considerando uma grande paletecomo o no inicial.
Passo inicial:Seja INIT = (α, β, γ) o no inicial aberto.Seja L(α,β,γ) o valor da melhor solucao homogenea e NOD = INIT .Gerar os 3 conjuntos de pontos X(α,β,γ), Y(α,β,γ) e Z(α,β,γ)
Passo principal:Enquanto INIT nao esta fechado:
1. Gerar os nos sucessores do NOD ate que uma das estrategias seja satisfeita. Paracada no gerado (α, β, γ), considerar a sua sub-palete normalizada e calcular os limitesinferior e superior para evitar ramificacoes desnecessarias. Atualizar o limite inferiorate que o no antecessor seja alcancado.
2. Usar a estrategia 5 para escolher o caminho e fechar os nos que nao tem sucessores oucujos sucessores estao fechados.
3. Selecionar um no, no caminho escolhido, para atualizar o no NOD atual.

3.3. RESULTADOS CONHECIDOS 23
3.3 Resultados conhecidos
No artigo de Hifi (2004b) sao testados os dois algoritmos com 64 casos diferentes. Todosos casos tem apenas uma grande palete e varios tipos de pecas diferentes. As dimensoes dagrande palete variam de caso para caso, tal como o numero de tipos de pecas. Os primeiros32 sao nao pesados enquanto os restantes sao pesados. Todos os casos foram testados deduas maneiras diferentes, casos fixo e rodado.
Nas varias comparacoes efetuadas entre os dois algoritmos, o SGT foi em media quase cincovezes mais rapido do que o DPT. O SGT tem melhor desempenho com problemas naopesados e tambem com problemas fixos. Em ambos os algoritmos o tempo computacionalaumenta com o aumento das dimensoes da grande palete e tambem com o aumento donumero do tipo de pecas.
Mesmo com pior desempenho o DPT mantem-se um algoritmo util, pois resolve o problemade varias grandes paletes enquanto o SGT esta limitado ao caso de apenas uma grandepalete.
3.4 Situacao concreta
Descrevem-se de seguida os varios problemas que existem ao associar varias encomendas auma unica peca em stock.
Em ambos os algoritmos existe a premissa de que as sobras nao sao uteis no futuro, pois oseu objetivo principal e maximizar o volume ocupado da(s) grande(s) palete(s), o que e omesmo que minimizar o volume desocupado, ou seja, as sobras. A utilizacao de sub-paletesnormalizadas e um reflexo da desvalorizacao das sobras. Neste estudo essa premissa naose verifica, pois as sobras podem voltar ao stock, ou seja, podem ser consideradas grandespaletes. Portanto, interessa saber o numero de sobras tal como as respetivas formas.
A empresa tem a necessidade de entregar rapidamente as encomendas aos clientes. Asquestoes que se poem de imediato sao:
1. Quantas pecas encomendadas se associam por peca do stock?
2. E se num determinado dia so houver apenas uma encomenda de uma determinadaqualidade de aco? Espera-se que cheguem mais encomendas? E se a encomenda forurgente?
3. E se num dia houver um numero elevado de encomendas? Colocam-se todas numaunica peca? Algumas qualidades de aco tem em stock varias centenas de pecas. Quaisas pecas em stock a considerar? Com que criterio?
Estas questoes indicam a dificuldade na pratica em definir tanto as grandes paletes como ogrupo do tipo de pecas.

24 CAPITULO 3. FUNDAMENTOS TEORICOS
Existe tambem um problema de interpretacao das instrucoes e de logıstica para o serro-teiro. Quantas mais pecas diferentes se obtiverem a partir de uma unica peca, maior e acomplexidade dos cortes a efetuar. Cada corte gera uma nova peca que e preciso identificar.Sendo a maioria das encomendas de dimensoes diferentes, implica que os cortes tambemsao diferentes em cada peca nova. Esta situacao iria implicar uma dificuldade enorme nainterpretacao das instrucoes.
Um exemplo simples para se perceber melhor a situacao sera o de obter dez pecas diferentesa partir de apenas uma. Se por cada peca encomendada se efetuarem 3 cortes, significa quee necessario identificar 4 pecas diferentes: a peca encomendada mais as 3 sobras resultantes.Logo seria necessario identificar 40 pecas diferentes e efetuar 30 cortes diferentes a partirda mesma peca. Seria um problema obvio, nao so para interpretar instrucoes, como para alogıstica dos cortes.
Esta situacao verifica-se essencialmente pela origem da teoria do corte tridimensional. Oproblema inicial era escolher as pecas que iriam ocupar um determinado volume pre-definidoe a questao reside essencialmente neste ponto. A empresa quer saber qual a peca a escolherentre milhares em stock, com variadıssimas dimensoes, para satisfazer uma determinadaencomenda, enquanto a teoria oferece o contrario, escolhe a partir de um conjunto algumasencomendas para serem obtidas a partir de uma grande peca pre-definida.
Todos os pontos descritos demonstram que a teoria existente nao e facilmente adaptada aoproblema em estudo.

Capıtulo 4
Metodologias propostas
Com o intuito de perceber a influencia nos resultados finais de diferentes criterios, foramcriadas tres abordagens diferentes para a selecao de pecas em stock e a respetiva ordem decorte. Cada metodo tem um criterio distinto para a escolha da peca do stock de modo asatisfazer a encomenda e depois para a escolha da sequencia de corte a efetuar. A escolhada peca nao depende da escolha do corte, ou seja, primeiro escolhe-se a peca e so depois eescolhido o corte a efetuar.
Sao verificadas todas as possıveis posicoes de obter a encomenda pretendida atraves da pecaescolhida. Para cada posicao sao calculadas todas as sequencias de corte possıveis. Cadasequencia de corte, numa determinada posicao, origina um numero de sobras e uma area decorte. E a partir destes valores que e escolhida a posicao e respetiva sequencia.
Os criterios de escolha da peca e da sequencia de corte estao ordenados por prioridade, ouseja, so se usa o segundo criterio se existir mais do que uma peca ou sequencia com o mesmovalor do primeiro criterio. O mesmo se aplica aos criterios seguintes.
Os metodos simulam as encomendas de todo o ano de 2011 de uma determinada qualidadede aco. O stock inicial e o stock real de um dia escolhido aleatoriamente em 2011. Cadametodo percorre as encomendas, ordenadas pela data de registo no sistema informatico daempresa, e simula a escolha da peca e do corte para satisfazer a respetiva encomenda.
No subcapıtulo 4.1 e abordada uma estrategia que e aplicada nos tres metodos do mesmomodo, enquanto nos subcapıtulos 4.2 a 4.4 sao descritos cada um dos diferentes metodos.
25
26 CAPITULO 4. METODOLOGIAS PROPOSTAS
4.1 Agrupamento de pecas
Na empresa todas as encomendas com quantidade superior a um sao consideradas pecasdiferentes no momento de associacao de pecas. Ou seja, se um cliente pede dez pecasiguais, o RamCorte seleciona dez pecas diferentes do stock para se obter a encomenda. Estaestrategia e utilizada para se usar as pecas mais pequenas e assim tentar evitar a acumulacaodas pequenas pecas.
Para se perceber ate que ponto esta estrategia influencia a gestao de stock, definiu-se umparametro que indica o numero de pecas a partir do qual os metodos associam apenas umapeca para cortar todas as pecas da encomenda. A este chamamos Parametro 1. Ou seja, sea quantidade de pecas de uma encomenda for inferior ao Parametro 1, associa-se uma pecado stock por cada peca encomendada. Se a quantidade de pecas de uma encomenda forigual ou superior ao Parametro 1, associa-se apenas uma peca do stock, da qual se obtemtodas as pecas encomendadas.
Para a definicao do agrupamento de pecas considere-se a seguinte notacao:
Pal1 – Comprimento da peca em stock
Pal2 – Largura da peca em stock
Pal3 – Espessura da peca em stock
Med1 – Medida da peca encomendada ao longo do Comprimento da peca em stock, numadeterminada posicao.
Med2 – Medida da peca encomendada ao longo da Largura da peca em stock, numadeterminada posicao.
Med3 – Medida da peca encomendada ao longo da Espessura da peca em stock, numadeterminada posicao.
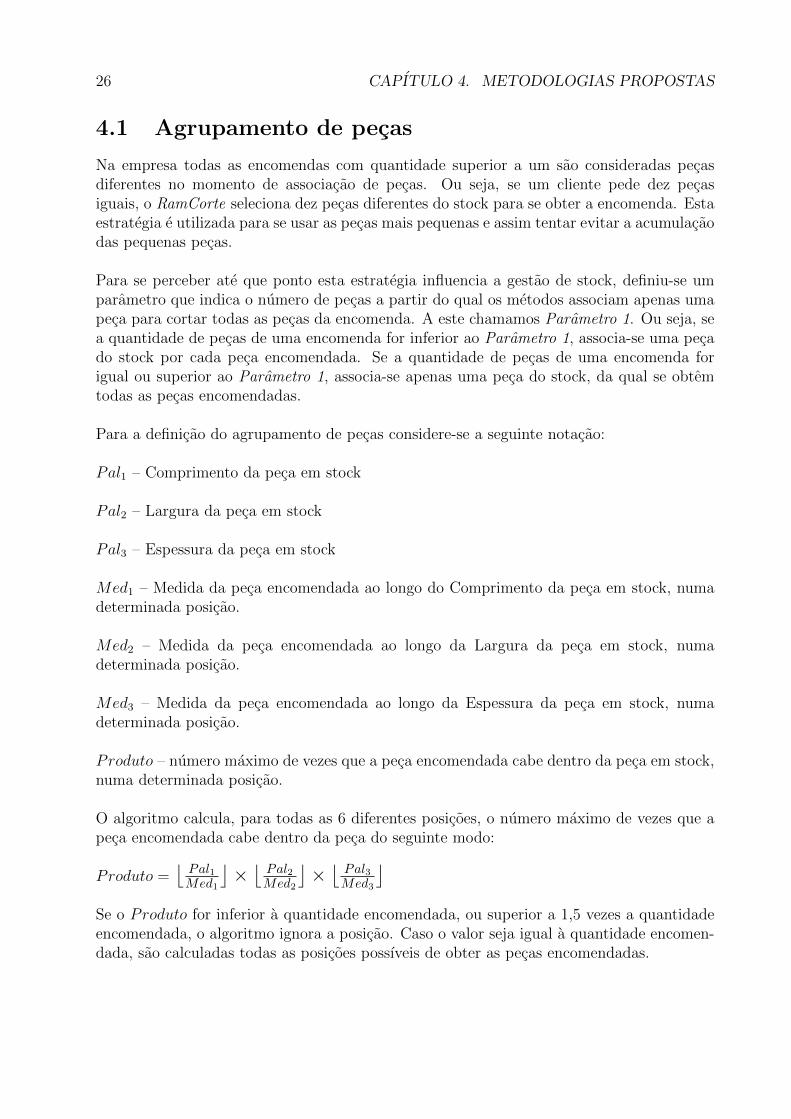
Produto – numero maximo de vezes que a peca encomendada cabe dentro da peca em stock,numa determinada posicao.
O algoritmo calcula, para todas as 6 diferentes posicoes, o numero maximo de vezes que apeca encomendada cabe dentro da peca do seguinte modo:
Produto =⌊Pal1Med1
⌋×⌊Pal2Med2
⌋×⌊Pal3Med3
⌋Se o Produto for inferior a quantidade encomendada, ou superior a 1,5 vezes a quantidadeencomendada, o algoritmo ignora a posicao. Caso o valor seja igual a quantidade encomen-dada, sao calculadas todas as posicoes possıveis de obter as pecas encomendadas.

4.1. AGRUPAMENTO DE PECAS 27
No caso em que o Produto e superior a 1 e igual ou inferior a 1,5 vezes a quantidadeencomendada, o algoritmo verifica se e possıvel distribuir as pecas pelas tres dimensoes demodo uniforme, ou seja, verifica se existe tres numeros inteiros superiores a zero com oproduto igual a quantidade encomendada. Se nao se verificar a condicao, entao o algoritmoignora a posicao.
Nao foram tidas em conta as situacoes em que o Produto e superior a 1,5 vezes a quantidadeencomendada, pois assim e um modo de evitar o uso de pecas demasiado grandes.
Nos casos em que nao existe nenhuma peca em stock capaz de satisfazer o agrupamento depecas, o algoritmo trata a encomenda como se fossem varias encomendas diferentes de umaunica peca cada.
Assim sendo, e preciso saber calcular o numero de cortes a efetuar e a respetiva area decorte nos casos de agrupamento de pecas. Nestas situacoes a forma final do conjunto depecas e um paralelepıpedo retangular regular, tal como se fosse uma peca maior.
Depois de feitos os cortes exteriores, no maximo tres, a peca obtida e o conjunto de pecasencomendadas. A esta peca chamaremos peca normalizada. Sejam C, L e E as medidasdesta peca, respetivamente comprimento, largura e espessura.
Sejam:
n = numero de pecas da encomendanC = numero de pecas ao longo do comprimentonL = numero de pecas ao longo da larguranE = numero de pecas ao longo da espessura
Entao temos: n = nC × nL × nE
Para, a partir de uma peca, se obterem n pecas iguais, cortando apenas ao longo de umadimensao, e preciso efetuar n− 1 cortes.
Considerando que se corta a peca normalizada primeiro pelo comprimento, depois pelalargura e no fim pela espessura, resulta nos seguintes cortes:
1. Efetuam-se nC − 1 cortes na peca normalizada, que originam nC pecas.
2. Em cada uma das nC pecas efectuam-se nL − 1 cortes, que originam nC × nL pecas.
3. Em cada uma das nC×nL pecas efectuam-se nE−1 cortes, que originam nC×nL×nEpecas.

28 CAPITULO 4. METODOLOGIAS PROPOSTAS
No total tem-se :
Cortes = (nC − 1) + (nL − 1)× nC + (nE − 1)× nC × nL= nC − 1 + nL × nC − nC + nE × nC × nL − nC × nL= nC × nL × nE − 1
= n− 1
E facil observar que, independentemente da ordem de corte, o resultado e o mesmo, ou seja,para se cortar uma peca normalizada tem-se sempre de efetuar n− 1 cortes, independente-mente da distribuicao das pecas ao longo das tres dimensoes, ou da ordem de corte.
Depois de calculado o numero de cortes, e necessario saber como calcular a area total doscortes efetuados na peca normalizada.
Usando a mesma ordem de corte, ou seja, comprimento, largura e por fim espessura, resultanos seguintes cortes:
1. Efetuam-se nC − 1 cortes na peca normalizada, cada corte com area igual a L× E, oque origina um total de area de corte igual a L× E × (nC − 1).
2. Em cada uma das nC pecas efectuam-se nL − 1 cortes, cada corte com area igual aCnC×E, o que origina um total de area de corte igual a C
nC×E × (nL − 1)× nC .
3. Em cada uma das nC×nL pecas efetuam-se nE−1 cortes, cada corte com area igual aCnC× L
nL, o que origina um total de area de corte igual a C
nC× L
nL×(nE−1)×nC×nL.
No total tem-se :
Area = L× E × (nC − 1) +C
nC× E × (nL − 1)× nC +
C
nC× L
nL× (nE − 1)× nC × nL
= L× E × (nC − 1) + C × E × (nL − 1) + C × L× (nE − 1)
E facil observar que independentemente da ordem de corte a formula final para o calculo daarea total e sempre a mesma, ou seja, para se cortar uma peca normalizada a area de cortee sempre igual a L× E × (nC − 1) + C × E × (nL − 1) + C × L× (nE − 1).
A imagem seguinte ilustra o agrupamento de pecas tal como descrito anteriormente, com umexemplo em que se obtem vinte e quatro pecas a partir de apenas uma: ficam distribuıdasquatro pecas pelo comprimento, tres pela largura e duas pela espessura.
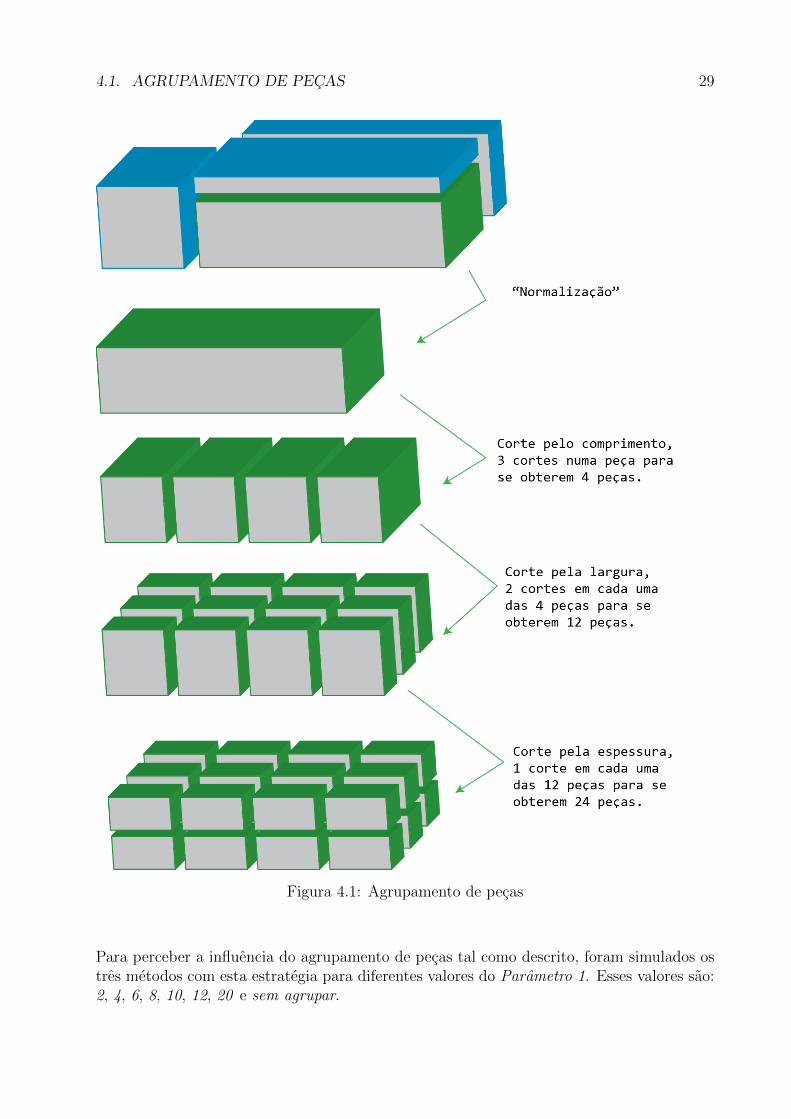
4.1. AGRUPAMENTO DE PECAS 29
Figura 4.1: Agrupamento de pecas
Para perceber a influencia do agrupamento de pecas tal como descrito, foram simulados ostres metodos com esta estrategia para diferentes valores do Parametro 1. Esses valores sao:2, 4, 6, 8, 10, 12, 20 e sem agrupar.
30 CAPITULO 4. METODOLOGIAS PROPOSTAS
Pela descricao no inıcio deste subcapıtulo, por exemplo: se o Parametro 1 e igual a seis,entao todas as encomendas com quantidade igual ou superior a seis sao obtidas a partir deapenas uma peca do stock, enquanto que se a quantidade da encomenda e inferior a seis,entao as seis pecas sao obtidas a partir de seis pecas do stock.
4.2 Descricao do Metodo Medidas Iguais
Este metodo escolhe a peca em funcao do numero de medidas iguais da encomenda com aspecas em stock que as conseguem satisfazer.
Criterios de escolha da peca:
1o: Escolhe-se a peca com maior numero de medidas iguais a encomenda.2o: Escolhe-se a peca com menor peso.
Criterios de escolha da sequencia de corte:
1o: Escolhe-se a sequencia que resulta no menor numero de sobras.2o: Escolhe-se a sequencia que resulta na menor area de corte.
Com os diferentes valores do Parametro 1 tem-se 8 variantes diferentes deste metodotestadas.
Esta abordagem tem como objetivo fazer o mınimo de cortes possıveis e, consequentemente,gerar um numero mınimo de sobras.
4.3 Descricao do Metodo Peso
Este metodo escolhe a peca em funcao do peso. A ideia e escolher a peca mais leve em stockque satisfaz a encomenda. Sendo esta escolha redutora em relacao ao numero de medidasiguais, define-se um parametro que tem em consideracao esse pormenor, ao qual se chamaParametro 2. Este parametro e um valor em percentagem.
Para os criterios de escolha da peca considera-se a seguinte notacao:
Pesomin – o menor peso de todas as pecas em stock que conseguem satisfazer a encomenda.Parametro2 - o valor do Parametro 2 considerado, em percentagem.
Criterios de escolha da peca:
1o: Escolhe-se a peca do intervalo [Pesomin;Pesomin × (1 + Parametro2)], com maiornumero de medidas iguais a encomenda.

4.4. DESCRICAO DO METODO POTENCIAL 31
2o: Escolhe-se a peca com menor peso.
Criterios de escolha da sequencia de corte:
1o: Escolhe-se a sequencia que resulta no menor numero de sobras.2o: Escolhe-se a sequencia que resulta na menor area de corte.
Foram testados os seguintes valores para o Parametro 2 : 0%, 2, 5%, 5%, 7, 5%, 10%, 15%e 20%. Assim sendo, com os oito valores do Parametro 1 temos um total de 56 variantesdiferentes testadas deste metodo. Ou seja, para cada um dos oito valores do Parametro 1testaram-se sete variantes com os diferentes valores do Parametro 2 indicados.
Esta abordagem tem como objetivo escolher a peca com menor potencial economico, pro-porcional ao seu peso. Deste modo espera-se que ao escolher a peca mais leve, se efetuemmais cortes, mas nao se cortem pecas mais pesadas, com maior potencial economico, quepodem ser usadas em encomendas maiores.
4.4 Descricao do Metodo Potencial
Este metodo escolhe a peca em funcao do potencial de venda. O potencial de venda de umapeca e calculado atraves da classificacao das encomendas dos ultimos doze meses anterioresao mes da encomenda. Esta divisao em classes, ja descrita no capıtulo 2.5, usa o intervalode 50mm.
De seguida descreve-se o calculo do potencial de venda de uma peca.
Verifica-se classe a classe se a peca a avaliar tem as tres medidas maiores ou iguais aoslimites superiores dos tres intervalos da classe. Se sim, entao soma-se a percentagem donumero de pecas que essa classe representa ao valor do potencial de venda da peca. Se nao,verifica-se se as tres dimensoes da peca sao maiores ou iguais a media de cada dimensao detodas as pecas encomendadas que pertencem a essa classe, caso isto aconteca, entao soma-semetade da percentagem do numero de pecas que essa classe representa ao valor do potencialde venda da peca. Se esta ultima condicao tambem nao se verificar, entao o potencial devenda mantem-se igual.
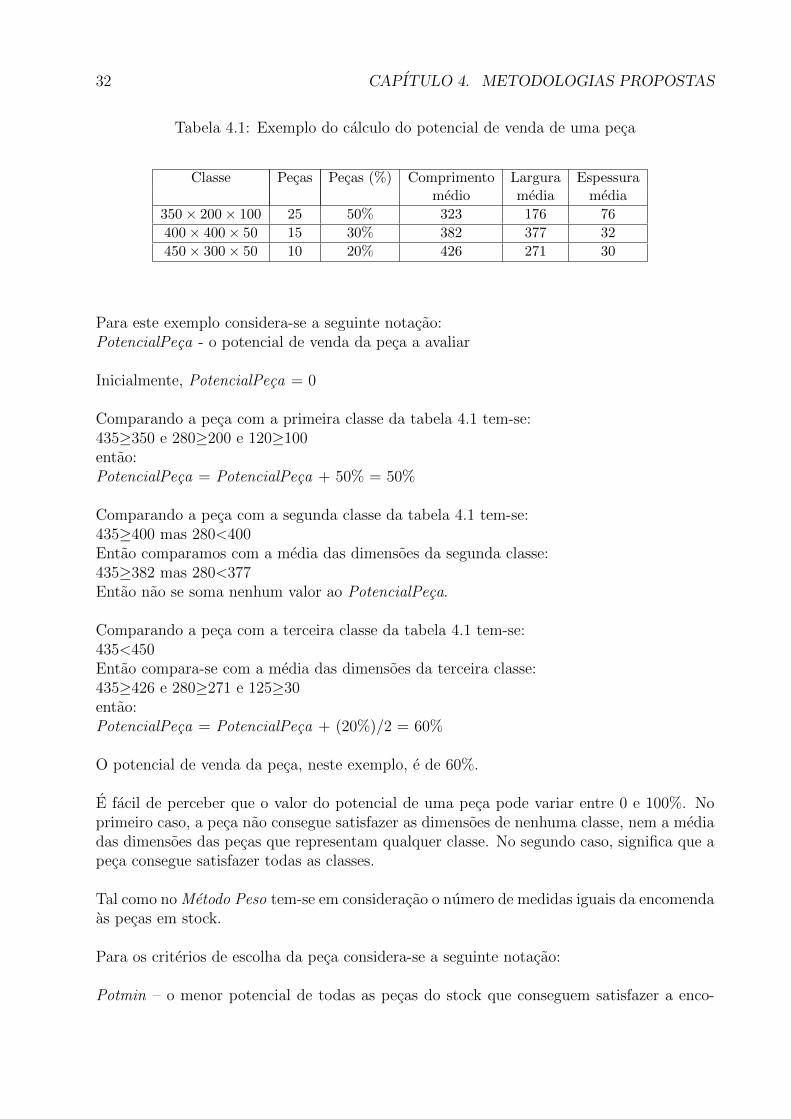
De seguida apresenta-se um exemplo, com dados fictıcios, onde se calcula o potencial devenda de uma peca com dimensoes 435 × 280 × 120, em milımetros. Na tabela 4.1 estaorepresentadas tres classes com a indicacao do numero de pecas, na primeira coluna, e arespetiva percentagem, na segunda coluna, enquanto as ultimas tres colunas indicam ovalor medio de cada uma das dimensoes das pecas de cada classe.
32 CAPITULO 4. METODOLOGIAS PROPOSTAS
Tabela 4.1: Exemplo do calculo do potencial de venda de uma peca
Classe Pecas Pecas (%) Comprimento Largura Espessuramedio media media
350× 200× 100 25 50% 323 176 76
400× 400× 50 15 30% 382 377 32
450× 300× 50 10 20% 426 271 30
Para este exemplo considera-se a seguinte notacao:PotencialPeca - o potencial de venda da peca a avaliar
Inicialmente, PotencialPeca = 0
Comparando a peca com a primeira classe da tabela 4.1 tem-se:435≥350 e 280≥200 e 120≥100entao:PotencialPeca = PotencialPeca + 50% = 50%
Comparando a peca com a segunda classe da tabela 4.1 tem-se:435≥400 mas 280<400Entao comparamos com a media das dimensoes da segunda classe:435≥382 mas 280<377Entao nao se soma nenhum valor ao PotencialPeca.
Comparando a peca com a terceira classe da tabela 4.1 tem-se:435<450Entao compara-se com a media das dimensoes da terceira classe:435≥426 e 280≥271 e 125≥30entao:PotencialPeca = PotencialPeca + (20%)/2 = 60%
O potencial de venda da peca, neste exemplo, e de 60%.
E facil de perceber que o valor do potencial de uma peca pode variar entre 0 e 100%. Noprimeiro caso, a peca nao consegue satisfazer as dimensoes de nenhuma classe, nem a mediadas dimensoes das pecas que representam qualquer classe. No segundo caso, significa que apeca consegue satisfazer todas as classes.
Tal como no Metodo Peso tem-se em consideracao o numero de medidas iguais da encomendaas pecas em stock.
Para os criterios de escolha da peca considera-se a seguinte notacao:
Potmin – o menor potencial de todas as pecas do stock que conseguem satisfazer a enco-

4.5. COMPARACAO ENTRE METODOLOGIAS 33
menda.parametro2 - o valor do Parametro 2 considerado, em percentagem.
Criterios de escolha da peca:
1o: Escolhe-se a peca do intervalo [Potmin;Potmin+ Parametro2], com maior numero demedidas iguais a encomenda.2o: Escolhe-se a peca com menor potencial de venda.
Criterios de escolha da sequencia de corte:
1o: Escolhe-se a sequencia que resulta no menor numero de sobras.2o: Escolhe-se a sequencia que resulta no maior valor medio do potencial de venda dassobras.3o: Escolhe-se a sequencia que resulta no maior valor da sobra com menor potencial devenda.4o: Escolhe-se a sequencia que resulta na menor area de corte.
Tal como no Metodo Peso foram testados os seguintes valores para o Parametro 2 : 0%,2, 5%, 5%, 7, 5%, 10%, 15% e 20%. Assim sendo, com os oito valores do Parametro 1 temosum total de 56 variantes diferentes testadas deste metodo. Ou seja, para cada um dos oitovalores do Parametro 1 testaram-se sete variantes com os diferentes valores do Parametro2 indicados.
Esta abordagem tem como objetivo escolher a peca com menor potencial de venda, ou seja,utilizar a peca com menor probabilidade de sair do stock, de acordo com o historico deencomendas.
4.5 Comparacao entre Metodologias
Neste subcapıtulo e feita uma pequena comparacao das tres diferentes metodologias. Comoja se viu nos subcapıtulos anteriores o Metodo Medidas Iguais escolhe as pecas com o maiornumero de medidas iguais da encomenda, o Metodo Peso escolhe as pecas com menor peso,enquanto o Metodo Potencial escolhe as pecas com o menor potencial de venda.
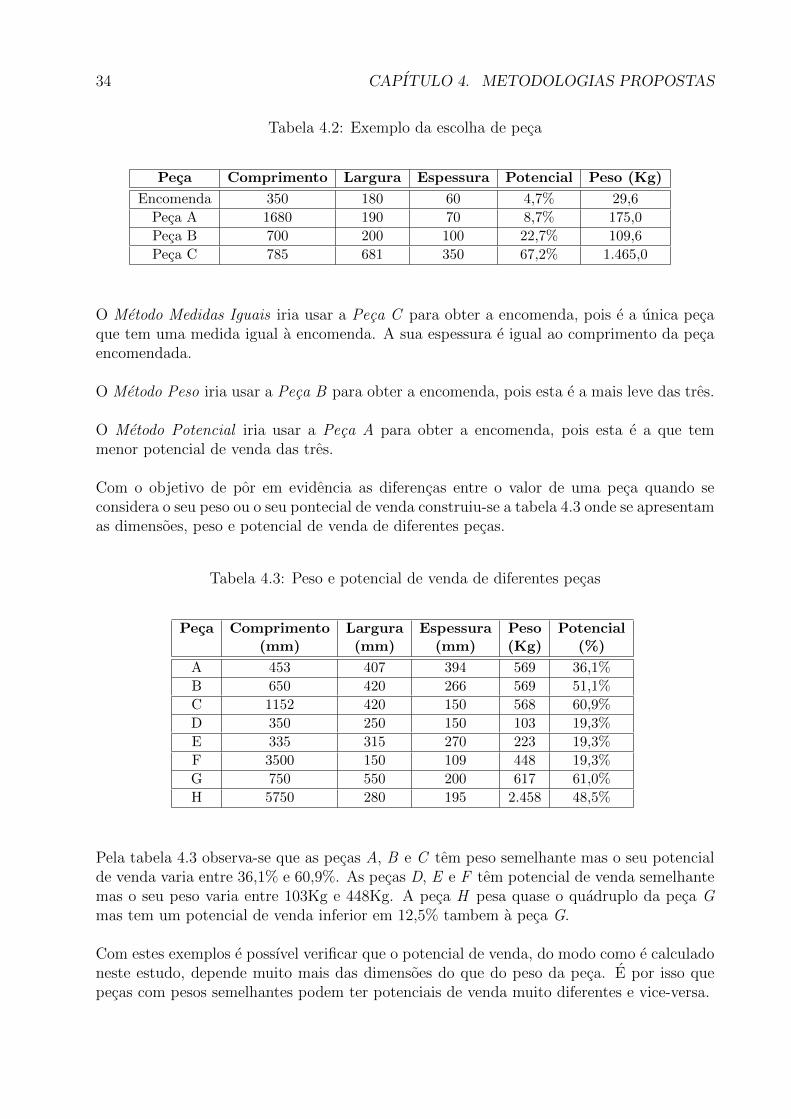
De seguida apresenta-se um exemplo em que existem apenas tres pecas em stock (A, B eC ), e se verifica qual a peca que cada um dos metodos escolheria segundo os seus criterios.A encomenda e de apenas uma peca com as dimensoes 350×180×60. As pecas em stock e apeca encomendada estao descritas na tabela 4.2, que alem das dimensoes tambem apresentao peso e o potencial de venda. E de notar que o potencial de venda e real e foi usado ohistorico de 2011 com o intervalo de 50mm.
34 CAPITULO 4. METODOLOGIAS PROPOSTAS
Tabela 4.2: Exemplo da escolha de peca
Peca Comprimento Largura Espessura Potencial Peso (Kg)
Encomenda 350 180 60 4,7% 29,6
Peca A 1680 190 70 8,7% 175,0
Peca B 700 200 100 22,7% 109,6
Peca C 785 681 350 67,2% 1.465,0
O Metodo Medidas Iguais iria usar a Peca C para obter a encomenda, pois e a unica pecaque tem uma medida igual a encomenda. A sua espessura e igual ao comprimento da pecaencomendada.
O Metodo Peso iria usar a Peca B para obter a encomenda, pois esta e a mais leve das tres.
O Metodo Potencial iria usar a Peca A para obter a encomenda, pois esta e a que temmenor potencial de venda das tres.
Com o objetivo de por em evidencia as diferencas entre o valor de uma peca quando seconsidera o seu peso ou o seu pontecial de venda construiu-se a tabela 4.3 onde se apresentamas dimensoes, peso e potencial de venda de diferentes pecas.
Tabela 4.3: Peso e potencial de venda de diferentes pecas
Peca Comprimento Largura Espessura Peso Potencial(mm) (mm) (mm) (Kg) (%)
A 453 407 394 569 36,1%
B 650 420 266 569 51,1%
C 1152 420 150 568 60,9%
D 350 250 150 103 19,3%
E 335 315 270 223 19,3%
F 3500 150 109 448 19,3%
G 750 550 200 617 61,0%
H 5750 280 195 2.458 48,5%
Pela tabela 4.3 observa-se que as pecas A, B e C tem peso semelhante mas o seu potencialde venda varia entre 36,1% e 60,9%. As pecas D, E e F tem potencial de venda semelhantemas o seu peso varia entre 103Kg e 448Kg. A peca H pesa quase o quadruplo da peca Gmas tem um potencial de venda inferior em 12,5% tambem a peca G.
Com estes exemplos e possıvel verificar que o potencial de venda, do modo como e calculadoneste estudo, depende muito mais das dimensoes do que do peso da peca. E por isso quepecas com pesos semelhantes podem ter potenciais de venda muito diferentes e vice-versa.

Capıtulo 5
Aplicacao
A aplicacao foi desenvolvida no software Visual Basic 2010 Pereira (2010). O seu interfacee composto apenas por um ecra simples, onde se pode escolher o metodo (Medidas iguais,Peso ou Potencial) e os respetivos parametros (parametro 1 e 2), tal como mostra a imagem5.1.
Depois de inicializado o metodo escolhido com os respetivos parametros, a aplicacao registainformacao sobre os cortes efetuados, os movimentos das pecas entre o stock e o serrote, osmovimentos das pecas entre o serrote e o stock, as pecas geradas para sucata, o stock finale o numero de pecas compradas.
Figura 5.1: Interface da aplicacao
5.1 Problema Tratado
Valores Calculados
Durante a simulacao de cada metodo sao calculados treze indicadores diferentes para com-paracao entre metodos.
Cortes:
35

36 CAPITULO 5. APLICACAO
No de cortes – Numero total de cortes efetuados.
Area – Area total de todos os cortes efetuados.
Sucata:
No de pecas – Numero de pecas geradas para sucata.
Peso – Peso total gerado para sucata em Kg.
Associacao:
No de pecas – Numero de pecas retiradas do stock para satisfazer as encomendas. (movi-mento: Stock → Serrote)
Peso – Peso total das pecas retiradas do stock para satisfazer as encomendas, em Kg.(movimento: Stock → Serrote)
Tempo – Tempo total planeado para transportar as pecas retiradas do stock para satisfazeras encomendas, em horas. (movimento: Stock → Serrote)
Reposicao:
No de pecas – Numero de sobras, nao consideradas sucata, colocadas no stock depois decada corte. (movimento: Serrote → Stock)
Peso – Peso total das sobras, nao consideradas sucata, colocadas no stock depois de cadacorte, em Kg. (movimento: Serrote → Stock)
Tempo – Tempo total planeado para transportar as sobras, nao consideradas sucata, parao stock depois de cada corte, em horas. (movimento: Serrote → Stock)
Stock Final:
No de pecas – No de pecas do Stock final.
Peso – Peso total das pecas do stock final, em Kg.
Compras:
No de compras – No de pecas compradas.
Dimensoes das pecas compradas
Caso nao exista nenhuma peca em stock capaz de satisfazer uma determinada encomenda,a aplicacao compra uma peca nova com as dimensoes 6000 × 2000 × 600, com o peso de

5.1. PROBLEMA TRATADO 37
56526 Kg. Note-se que esta e uma peca fictıcia, que por simplificacao consegue satisfazertodas as encomendas, tal como usado em (Oliveira, 2003).
Definicao de sucata
Os parametros para definir se uma peca e considerada sucata sao os seguintes:
Comprimento ≤ 250 , Largura ≤ 200 e Espessura ≤ 200;ouComprimento ≤ 499 , Largura ≤ 150 e Espessura ≤ 80;ouPeso ≤ 20 Kg.
Tempos de Movimentacao
Para se efetuar um corte, com o objetivo de satisfazer uma encomenda, existem variosmovimentos de transporte de pecas no armazem a ter em conta. O primeiro movimento eefetuado quando se transporta a peca, que foi associada para satisfazer a encomenda, dostock para o serrote. A este movimento chama-se “Movimento de Associacao”. Quandoa sobra resultante de um corte nao e considerada sucata e necessario coloca-la no stock.Ao movimento que transporta a peca do serrote ate ao stock chama-se “Movimento deReposicao”.
Quando a sobra e considerada sucata, e transportada para um bidao proprio que estacolocado ao lado do serrote. Por fim, por cada corte efetuado e preciso colocar a pecano serrote na posicao desejada. Este movimento designa-se “Movimento de setup”.Na imagem que se segue esta representado o fluxo dos diferentes movimentos.
Figura 5.2: Fluxo de movimentos das pecas no armazem
Por norma as pecas que vao para sucata sao pequenas e leves e sao rapidamente colocadasnum bidao que se encontra ao lado do serrote, por isso considera-se o ”Movimento de

38 CAPITULO 5. APLICACAO
Sucata”desprezavel.
Os movimentos de associacao e de reposicao sao considerados semelhantes para efeitos decalculo. O valor real dos tempos de movimentacao pode variar bastante por causa dalocalizacao da peca no stock, da localizacao do serrote e do peso da peca. A empresa temestimativas para estes tempos apenas em funcao do peso da peca, que estao representadosna tabela seguinte.
Tabela 5.1: Tempos de movimentacao das pecas no armazem em minutos
Peso min (Kg) Peso max (Kg) Tempo (min)
0 20 820 1.000 12
1.000 10.000 1510.000 999.999 20
A empresa tambem tem estimativas para os tempos de setup mas por uma questao desimplificacao, em termos de programacao, eles nao foram usados. Definiu-se um tempomedio, de 5 minutos, para cada corte efetuado e o tempo de setup total e o produto donumero de cortes com o tempo medio de setup.
Custos
Neste estudo foram apenas considerados os custos de gestao do armazem. Nao foi consi-derada a venda de aco ao cliente, nem a venda de sucata. Os custos considerados forama compra de pecas grandes, a area de corte e o tempo de trabalho. Todos os custos saofictıcios, mas a proporcionalidade entre estes e capaz de fornecer uma ideia correta do custofinal de cada metodo.
A compra de pecas grandes tem um custo de 0,80e/Kg, o que equivale a 45.220,80e(0,80e/Kg × 56.526Kg) por cada peca.
A area de corte tem um custo de 250e/m2.
O tempo de trabalho tem um custo de 25e/hora. Este tempo e a soma dos tempos deMovimentacao, Reposicao e de Setup.
Para o calculo do custo total de cada metodo usou-se a seguinte notacao:
Area - Area de corte total.Tempo - Tempo de trabalho total.Compras - Numero de pecas grandes compradas.

5.2. SIMPLIFICACOES 39
Assim, a formula do custo total e a seguinte:
Custo Total = Area×250e/m2 + Tempo×25e/hora + Compras×0, 80e/Kg × 56.526Kg
No total ha 120 variantes diferentes, cada uma com o seu custo total, que sera o principalindicador de comparacao entre metodos.
5.2 Simplificacoes
Neste subcapıtulo indicam-se as simplificacoes efetuadas durante as simulacoes. Todas assimplificacoes foram consideradas como nao influentes no resultado final deste estudo.
Tolerancia de corte
Na pratica o corte de uma peca de aco, um material muito denso, nao e 100% preciso. Naoe possıvel garantir as medidas finais exatas de uma peca ao cliente. Por isso quando umaencomenda e feita sao definidas as tolerancias de corte, superior e inferior. Estas garantemao cliente que as medidas da peca se encontram no intervalo: [Medida – ToleranciaInferior; Medida+ToleranciaSuperior ].
Por simplificacao neste trabalho nao foram consideradas as tolerancias.
Limalha
As serras dos serrotes tem, obviamente, uma espessura, e quando cortam geram limalha.O volume de limalha gerada e igual ao produto da espessura da serra pela area da seccaode corte. Este detalhe e considerado pela empresa, que calcula toda a limalha gerada peloscortes para se ter em conta na atualizacao do stock, ou seja, quando uma peca e vendida, eretirado do stock o seu peso e o peso da limalha gerado pelos cortes.
Neste trabalho considera-se a espessura da serra desprezıvel, logo nao gera limalha.
5.3 Dados iniciais
Stock
O stock inicial considerado e igual ao stock real da empresa de um dia de 2011 escolhidoaleatoriamente. Este stock e composto por 672 pecas com um peso total de 700.863 Kg,o que da um peso medio por peca de 1.043 Kg. As pecas tem um comprimento medio de2.497 mm, largura media de 528 mm e espessura media de 122 mm.
A peca mais leve tem 36,09 Kg e dimensoes 964×120×35. A peca mais pesada tem 8.973,14Kg e dimensoes 4.260× 1.580× 170.

40 CAPITULO 5. APLICACAO
Encomendas
Foram simuladas todas as encomendas de 2011, da mesma qualidade de aco analisada nosub-capıtulo 2.4, distribuıdas pelos 12 meses do modo indicado na tabela seguinte.
Tabela 5.2: Encomendas por mes em 2011
Mes Encomendas Pecas Peso (Kg)
1 883 1.506 211.5762 832 1.288 261.4163 1.026 1.605 280.9874 783 1.263 262.9065 925 1.410 212.7676 911 1.690 298.7737 962 1.721 262.3858 710 1.085 177.5859 871 1.340 181.955
10 1.020 1.675 219.94711 948 1.504 256.36712 757 1.304 197.406
Total 10.628 17.391 2.824.070
O objetivo de se simular uma quantidade tao grande de encomendas e o de perceber oimpacto a longo prazo de cada uma das metodologias propostas.
5.4 Analise de Resultados
Este subcapıtulo esta divido em quatro pontos. Nos proximos tres pontos analisam-se osresultados de cada um dos metodos. No quarto ponto e feita a comparacao entre os tresmetodos. Um dos interesses da analise indivıdual, por metodo, e perceber a influencia davariacao do Parametro 1 nos resultados. Nos metodos Peso e Potencial ha tambem ointeresse de analisar as consequencias da variacao do Parametro 2.
O principal indicador para analise sera, como ja foi dito, o Custo total. Todos os outrosindicadores irao servir para se entender as diferencas entre o Custo total de cada metodo.
Foi calculado tambem a Posicao do custo, que e a posicao de cada uma das 120 variantesordenadas pelo Custo total de modo crescente. Este indicador e criado com o intuito deajudar a percecionar a posicao relativa do Custo total de cada uma das variantes.
Os 13 indicadores inicialmente calculados para cada uma das 120 variantes estao em anexo.As tabelas apresentadas nos proximos capıtulos sao um resumo das tabelas em anexo. Paraeste resumo foi feita uma agregacao de alguns indicadores.

5.4. ANALISE DE RESULTADOS 41
Os tempos de movimentacao (associacao, reposicao e setup) foram agregados num unicoindicador a que se chamou de Tempo total, que e a soma dos tres tempos.
Os pesos de movimentacao (associacao e reposicao) foram agregados num unico indicadora que se chamou de Peso movimentado, que e a soma dos dois pesos.
O numero de pecas movimentadas (associacao e reposicao) foram agregadas num unicoindicador a que se chamou de Pecas movimentadas, que e a soma dos dois movimentos.
Metodo Medidas Iguais
Pela tabela 5.3 observa-se que para este metodo o aumento do Parametro 1 implica oaumento do numero de cortes, do numero de pecas movimentadas e do respectivo peso, dotempo total e do peso da sucata.
Curiosamente, apesar do maior numero de cortes efetuados, a area de corte mantem-se relativamente constante, sem mostrar nenhum tipo de tendencia com a variacao doParametro 1. Tal como a area, o peso do stock final e o numero de compras tambemnao mostram, aparentemente, nenhum tipo de tendencia com a variacao do Parametro 1. Ovalor mais baixo do stock final, 914 ton, acontece quando o Parametro 1 assume o valor 2,ou seja, quando se agrupam todas as pecas. O mesmo se passa com o numero de compras:quando se agrupam todas as pecas, e quando se efetuam menos compras.
O Custo total mais baixo tambem acontece quando o Parametro 1 e igual a 2, com 4.227me, enquanto o custo mais elevado e quando o Parametro 1 e igual a 12, com 4.478 me.
Tabela 5.3: Resumo dos resultados do Metodo Medidas Iguais agrupados pelo Parametro 1
Parametro 1 2 4 6 8 10 12 20 sem
Area (m2) 6.197 6.196 6.197 6.214 6.188 6.215 6.184 6.238
Nr de cortes 26.706 27.683 28.388 28.738 29.015 29.188 29.786 30.383
Pecas movim. 24.956 31.281 34.010 34.750 35.641 36.371 37.257 38.613
Peso movim. (ton) 39.262 45.183 46.067 47.566 46.776 49.518 47.153 48.274
Tempo total (h) 7.610 9.044 9.655 9.853 10.049 10.236 10.442 10.778
Sucata (ton) 60 72 80 83 86 87 91 98
Stock final (ton) 914 1.015 1.064 948 1.002 1.113 996 932
Compras 55 57 58 56 57 59 57 56
Custo total (me) 4.227 4.353 4.413 4.332 4.376 4.478 4.385 4.361
Posicao custo 39 74 87 70 81 97 84 76
Metodo Peso
A tabela 5.4 foi construıda com o objetivo de analisar a influencia do Parametro 1, apre-sentando os valores medios dos indicadores em analise das 56 variantes deste metodo para
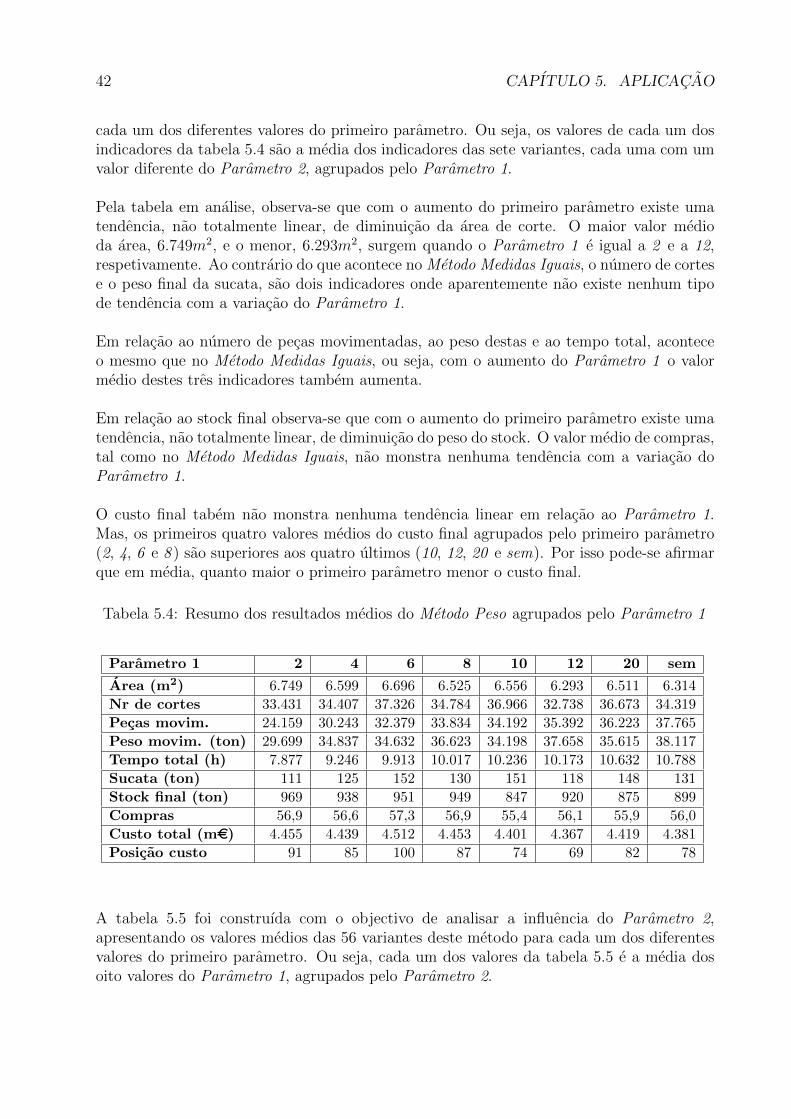
42 CAPITULO 5. APLICACAO
cada um dos diferentes valores do primeiro parametro. Ou seja, os valores de cada um dosindicadores da tabela 5.4 sao a media dos indicadores das sete variantes, cada uma com umvalor diferente do Parametro 2, agrupados pelo Parametro 1.
Pela tabela em analise, observa-se que com o aumento do primeiro parametro existe umatendencia, nao totalmente linear, de diminuicao da area de corte. O maior valor medioda area, 6.749m2, e o menor, 6.293m2, surgem quando o Parametro 1 e igual a 2 e a 12,respetivamente. Ao contrario do que acontece no Metodo Medidas Iguais, o numero de cortese o peso final da sucata, sao dois indicadores onde aparentemente nao existe nenhum tipode tendencia com a variacao do Parametro 1.
Em relacao ao numero de pecas movimentadas, ao peso destas e ao tempo total, aconteceo mesmo que no Metodo Medidas Iguais, ou seja, com o aumento do Parametro 1 o valormedio destes tres indicadores tambem aumenta.
Em relacao ao stock final observa-se que com o aumento do primeiro parametro existe umatendencia, nao totalmente linear, de diminuicao do peso do stock. O valor medio de compras,tal como no Metodo Medidas Iguais, nao monstra nenhuma tendencia com a variacao doParametro 1.
O custo final tabem nao monstra nenhuma tendencia linear em relacao ao Parametro 1.Mas, os primeiros quatro valores medios do custo final agrupados pelo primeiro parametro(2, 4, 6 e 8 ) sao superiores aos quatro ultimos (10, 12, 20 e sem). Por isso pode-se afirmarque em media, quanto maior o primeiro parametro menor o custo final.
Tabela 5.4: Resumo dos resultados medios do Metodo Peso agrupados pelo Parametro 1
Parametro 1 2 4 6 8 10 12 20 sem
Area (m2) 6.749 6.599 6.696 6.525 6.556 6.293 6.511 6.314
Nr de cortes 33.431 34.407 37.326 34.784 36.966 32.738 36.673 34.319
Pecas movim. 24.159 30.243 32.379 33.834 34.192 35.392 36.223 37.765
Peso movim. (ton) 29.699 34.837 34.632 36.623 34.198 37.658 35.615 38.117
Tempo total (h) 7.877 9.246 9.913 10.017 10.236 10.173 10.632 10.788
Sucata (ton) 111 125 152 130 151 118 148 131
Stock final (ton) 969 938 951 949 847 920 875 899
Compras 56,9 56,6 57,3 56,9 55,4 56,1 55,9 56,0
Custo total (me) 4.455 4.439 4.512 4.453 4.401 4.367 4.419 4.381
Posicao custo 91 85 100 87 74 69 82 78
A tabela 5.5 foi construıda com o objectivo de analisar a influencia do Parametro 2,apresentando os valores medios das 56 variantes deste metodo para cada um dos diferentesvalores do primeiro parametro. Ou seja, cada um dos valores da tabela 5.5 e a media dosoito valores do Parametro 1, agrupados pelo Parametro 2.

5.4. ANALISE DE RESULTADOS 43
Pela tabela em analise, observa-se que o maior valor medio da area de corte, 6.954m2, surgequando o Parametro 2 e igual a 0%. Para os restantes valores, o valor medio da area tendea baixar ligeiramente com o aumento do segundo parametro. Em relacao ao numero mediode cortes, o valor maximo surge tambem quando o segundo parametro e igual a 0%, maspara os restantes valores nao existe nenhuma tendencia. Observa-se tambem que o tempomedio total tende a diminuir com o aumento do Parametro 2.
Em relacao ao numero e peso medio de pecas movimentadas, ao peso medio da sucatafinal, ao peso medio do stock final, ao numero medio de compras e ao custo medio finalnao parece existir nenhum tipo de tendencia com a variacao do Parametro 2. Apesar disso,quando o Parametro 2 e igual a 0% assume valores medios que chamam a atencao em algunsindicadores: gera o menor numero medio de pecas movimentadas, 32.025, tal como o menorpeso medio das mesmas, 31.674ton; gera tambem o maior peso medio de sucata, 184ton, eo maior numero medio de compras, 57,5.
Como seria de esperar, quando o segundo parametro e igual a 0% verifica-se o maior customedio total, pois para este valor do Parametro 2 surge a maior area media de corte, o maiortempo medio total e o maior numero medio de compras.Comparando o pior e o melhor valor medio do custo final, respetivamente quando o segundoparametro e igual a 0% e 20%, existe uma diferenca de 245 mil euros. A diferenca do segundopior valor medio do custo final com o melhor valor medio do custo final, respetivamentequando o segundo parametro e igual a 7,5% e 20%, e de 88 mil euros.
Tabela 5.5: Resumo dos resultados medios do Metodo Peso agrupados pelo Parametro 2
Parametro 2 0% 2,5% 5% 7,5% 10% 15% 20%
Area (m2) 6.954 6.536 6.528 6.452 6.436 6.404 6.403
Nr de cortes 41.937 34.803 35.674 33.097 33.213 33.045 33.795
Pecas movim. 32.025 33.159 32.700 33.434 33.478 33.369 32.999
Peso movim. (ton) 31.674 36.124 33.078 39.539 35.220 36.059 34.513
Tempo total (h) 10.176 9.885 9.809 9.850 9.790 9.769 9.742
Sucata (ton) 184 129 140 117 119 117 128
Stock final (ton) 931 930 891 956 898 956 867
Compras 57,5 56,5 56,0 56,8 55,8 56,8 55,4
Custo total (me) 4.593 4.436 4.410 4.426 4.375 4.412 4.348
Posicao custo 111 84 74 87 75 84 69
Metodo Potencial
Neste ponto foi feita uma analise semelhante a que se fez no Metodo Peso. Comecou por seanalisar em primeiro lugar o efeito do Parametro 1 e depois o do Parametro 2. As tabelas5.6 e 5.7 sao identicas as tabelas 5.4 e 5.5, ou seja, apresentam valores medios agrupadospor cada um dos dois parametros.
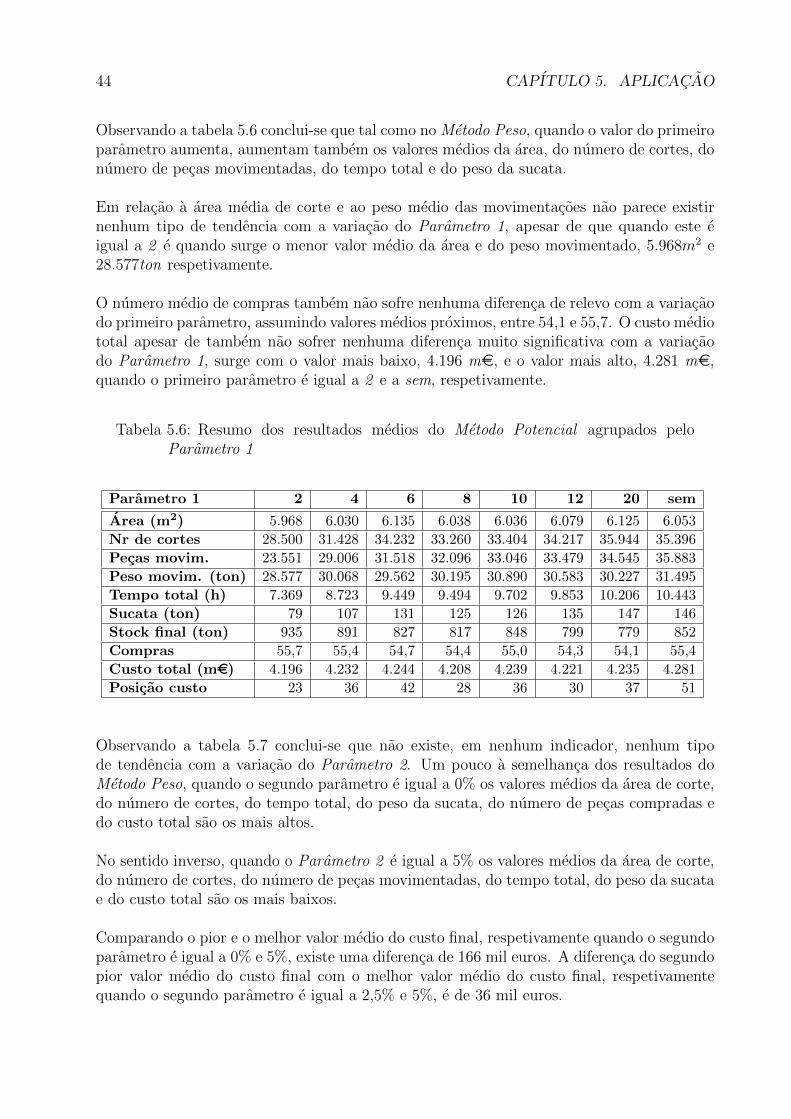
44 CAPITULO 5. APLICACAO
Observando a tabela 5.6 conclui-se que tal como no Metodo Peso, quando o valor do primeiroparametro aumenta, aumentam tambem os valores medios da area, do numero de cortes, donumero de pecas movimentadas, do tempo total e do peso da sucata.
Em relacao a area media de corte e ao peso medio das movimentacoes nao parece existirnenhum tipo de tendencia com a variacao do Parametro 1, apesar de que quando este eigual a 2 e quando surge o menor valor medio da area e do peso movimentado, 5.968m2 e28.577ton respetivamente.
O numero medio de compras tambem nao sofre nenhuma diferenca de relevo com a variacaodo primeiro parametro, assumindo valores medios proximos, entre 54,1 e 55,7. O custo mediototal apesar de tambem nao sofrer nenhuma diferenca muito significativa com a variacaodo Parametro 1, surge com o valor mais baixo, 4.196 me, e o valor mais alto, 4.281 me,quando o primeiro parametro e igual a 2 e a sem, respetivamente.
Tabela 5.6: Resumo dos resultados medios do Metodo Potencial agrupados peloParametro 1
Parametro 1 2 4 6 8 10 12 20 sem
Area (m2) 5.968 6.030 6.135 6.038 6.036 6.079 6.125 6.053
Nr de cortes 28.500 31.428 34.232 33.260 33.404 34.217 35.944 35.396
Pecas movim. 23.551 29.006 31.518 32.096 33.046 33.479 34.545 35.883
Peso movim. (ton) 28.577 30.068 29.562 30.195 30.890 30.583 30.227 31.495
Tempo total (h) 7.369 8.723 9.449 9.494 9.702 9.853 10.206 10.443
Sucata (ton) 79 107 131 125 126 135 147 146
Stock final (ton) 935 891 827 817 848 799 779 852
Compras 55,7 55,4 54,7 54,4 55,0 54,3 54,1 55,4
Custo total (me) 4.196 4.232 4.244 4.208 4.239 4.221 4.235 4.281
Posicao custo 23 36 42 28 36 30 37 51
Observando a tabela 5.7 conclui-se que nao existe, em nenhum indicador, nenhum tipode tendencia com a variacao do Parametro 2. Um pouco a semelhanca dos resultados doMetodo Peso, quando o segundo parametro e igual a 0% os valores medios da area de corte,do numero de cortes, do tempo total, do peso da sucata, do numero de pecas compradas edo custo total sao os mais altos.
No sentido inverso, quando o Parametro 2 e igual a 5% os valores medios da area de corte,do numero de cortes, do numero de pecas movimentadas, do tempo total, do peso da sucatae do custo total sao os mais baixos.
Comparando o pior e o melhor valor medio do custo final, respetivamente quando o segundoparametro e igual a 0% e 5%, existe uma diferenca de 166 mil euros. A diferenca do segundopior valor medio do custo final com o melhor valor medio do custo final, respetivamentequando o segundo parametro e igual a 2,5% e 5%, e de 36 mil euros.

5.4. ANALISE DE RESULTADOS 45
Tabela 5.7: Resumo dos resultados medios do Metodo Potencial agrupados peloParametro 2
Parametro 2 0% 2,5% 5% 7,5% 10% 15% 20%
Area (m2) 6.471 6.004 5.943 6.027 6.020 5.979 5.963
Nr de cortes 39.508 32.478 31.541 32.907 32.642 32.060 31.948
Pecas movim. 31.863 31.575 31.551 31.626 31.685 31.619 31.564
Peso movim. (ton) 28.379 30.629 31.025 30.405 29.990 30.406 30.562
Tempo total (h) 9.937 9.330 9.253 9.372 9.357 9.301 9.282
Sucata (ton) 157 120 114 124 122 118 117
Stock final (ton) 831 833 853 858 824 849 857
Compras 55,3 54,6 54,9 55,1 54,5 54,9 55,0
Custo total (me) 4.364 4.204 4.198 4.234 4.203 4.209 4.210
Posicao custo 77 27 24 36 27 29 28
Comparacao entre Metodos
A comparacao entre metodos foi analisada de diferentes perspetivas. A tabela 5.8 e cons-truıda com os valores medios de todas as variantes dos tres metodos. A tabela 5.9 foiconstruıda com a variante com o menor custo total de cada um dos tres metodos. A tabela5.10 e semelhante a 5.9, mas com o maior custo total.
Pela tabela 5.8 observa-se que em media o Metodo Peso tem uma area de corte superior em327m2 e 472m2 ao Metodo Medidas Iguais e ao Metodo Potencial respetivamente.
O Metodo Medidas Iguais tem o menor numero medio de cortes, 28.736, enquanto o MetodoPeso tem o maior, com 35.081 cortes. O menor numero medio de pecas movimentadas,31.640, e obtido pelo Metodo Potencial, enquanto o maior e obtido pelo Metodo MedidasIguais com 34.110 pecas.
Em relacao ao peso medio movimentado acontece o mesmo que no numero de pecas, ouseja, o menor valor e obtido com o Metodo Potencial, 30.200 toneladas, enquanto o MetodoMedidas iguais tem 46.225 toneladas.
O Metodo Peso tem o maior tempo total medio com 9.860 horas, seguido do Metodo MedidasIguais com 9.708 horas, enquanto o Metodo Potencial tem o menor tempo, com 9.405 horas.O valor mais alto do peso medio da sucata gerada e tambem obtido pelo Metodo Peso com133 toneladas, enquanto o Metodo Medidas Iguais tem o menor valor, com 82 toneladas.
Em relacao ao peso medio do stock final, o maior valor e obtido com o Metodo Medidas Iguaise o menor com o Metodo Potencial, 998 e 844 toneladas respetivamente. A compra de pecastem o maior valor medio de 56,9 pecas, seguido de 56,4 e 54,9, obtidos respetivamente pelo

46 CAPITULO 5. APLICACAO
Metodo Medidas Iguais, Metodo Peso e Metodo Potencial.
Na tabela 5.8 foi adicionada um novo indicador, Melhor posicao custo, que indica quale a posicao relativa da variante com menor custo total entre as todas 120 variantes dostres metodos. Atraves deste indicador observa-se que o metodo com a variante com menorcusto e o Metodo Potencial. O Metodo Peso tem a variante com menor custo em 15o lugarenquanto o Metodo Medidas Iguais fica-se pelo 39o lugar. Assim sendo conclui-se que ascatorze variantes com menor custo total pertencem todas ao Metodo Potencial.
O custo total tem o menor valor medio para o Metodo Potencial, seguido do Metodo MedidasIguais, enquanto o maior valor surge com o Metodo Peso. Em media o Metodo Potencialtem um custo total inferior ao Metodo Medidas Iguais de 133me, enquanto a diferenca parao Metodo Peso aumenta para 196me.
Tabela 5.8: Resumo dos resultados medios dos tres metodos
Metodo Medidas Peso Potencial
Area (m2) 6.203 6.530 6.058
Nr de cortes 28.736 35.081 33.298
Pecas movim. 34.110 33.023 31.640
Peso movim. (ton) 46.225 35.172 30.200
Tempo total (h) 9.708 9.860 9.405
Sucata (ton) 82 133 125
Stock final (ton) 998 919 844
Compras 56,9 56,4 54,9
Custo total (me) 4.365 4.428 4.232
Posicao custo 76 83 35
Melhor posicao custo 39 15 1
Pela tabela 5.9 observa-se que a variante com menor custo total, 4.134me, pertence aoMetodo Potencial com o primeiro parametro igual a 2 e o segundo parametro igual a 10%.A variante com menor custo total do Metodo Peso e obtida quando o Parametro 1 e igual a10 e o Parametro 2 e igual a 5%, assumindo o valor de 4.181me. O Metodo Medidas Iguaistem o menor custo total quando o primeiro parametro e igual a 2, com um valor de 4.227me.
E de notar que tanto no Metodo Medidas Iguais como no Metodo Potencial o valor doParametro 1 e igual a 2, e que tanto no Metodo Peso como no Metodo Potencial o valor doParamero 2 e superior a 0%.

5.4. ANALISE DE RESULTADOS 47
Tabela 5.9: Resultados da melhor variante de cada um dos tres metodos
Metodo Medidas Peso Potencial
Parametro 1 2 10 2
Parametro 2 - 5% 10%
Area (m2) 6.197 6.146 6.019
Nr de cortes 26.706 31.412 29.588
Pecas movim. 24.956 34.872 23.735
Peso movim. (ton) 39.262 34.657 27.108
Tempo total (h) 7.610 9.912 7.478
Sucata (ton) 60 111 90
Stock final (ton) 914 751 828
Compras 55 53 54
Custo total (me) 4.227 4.181 4.134
Pela tabela 5.10 observa-se que o Metodo Peso tem a variante com maior custo total, como valor de 4.721me. Assim sendo a diferenca entre a variante com menor custo e a variantecom mair custo deste metodo e de 540me. Esta diferenca para o Metodo Medidas Iguais ede 251me, enquanto para o Metodo Potencial e de 309me.
E de notar que tanto no Metodo Peso como no Metodo Potencial o valor do Paramero 2 eigual a 0%.
Tabela 5.10: Resultados da pior variante de cada um dos tres metodos
Metodo Medidas Peso Potencial
Parametro 1 12 12 sem
Parametro 2 - 0% 0%
Area (m2) 6.215 6.963 6.535
Nr de cortes 29.188 43.482 43.087
Pecas movim. 36.371 33.829 36.089
Peso movim. (ton) 49.518 32.173 29.383
Tempo total (h) 10.236 10.669 11.089
Sucata (ton) 87 198 188
Stock final (ton) 1.113 1.058 843
Compras 59 60 56
Custo total (me) 4.478 4.721 4.443

48 CAPITULO 5. APLICACAO
Capıtulo 6
Conclusoes
O objetivo principal deste trabalho e perceber como diferentes criterios de selecao de pecas ede escolha da sequencia de corte implicam diferentes custos finais na gestao de stock. Forampropostas tres metodologias com criterios diferentes no sentido de se aferir as consequenciasde cada uma.
O segundo objetivo e o de calcular o verdadeiro impacto na estrategia utilizada pela empresano que diz respeito ao agrupamento de pecas. A empresa trata as encomendas com maisdo que uma peca igual como se fossem varias encomendas de uma so peca. A analise doParametro 1 em todos os metodos e feita com esse intuito, ou seja, perceber ate que pontoo agrupamento de pecas tem um impacto significativo na gestao do stock.
Depois de analisados os resultados dos diferentes metodos verifica-se que oMetodo Potencialapresenta os melhores resultados medios, em comparacao com as outras duas metodologias,tal como apresenta as 14 variantes com menor custo total. Assim sendo, podemos concluirque ao utilizar um metodo de selecao de pecas com criterios baseados num potencial devenda das pecas, tal como e definido no Metodo Potencial, existe uma maior probabilidadede se obter um menor custo total na gestao do stock, do que se os criterios forem baseadosapenas no peso das pecas ou no numero de pecas iguais. Esta e a primeira conclusao aretirar deste estudo.
Em segundo lugar conclui-se, tambem, que nao existe nenhuma diferenca significativa nacompra de pecas com a variacao do Parametro 1. A empresa receia que a estrategia deagrupar pecas iguais numa unica peca leva a utilizacao de pecas maiores que poderiamser usadas com encomendas de dimensoes superiores. Apesar de ser um raciocıno queempiricamente faz sentido, o que se verifica e que em nenhum metodo existe uma diferencaque demonstre claramente esse receio. Posto isto, existe uma clara vantagem em agruparsempre que possıvel pecas iguais da mesma encomenda pois tanto o tempo como o pesototal de movimentacao sao significativamente reduzidos. Assim sendo, existe tambem avantagem na reducao do tempo de entrega das encomendas aos clientes e na energia eletricagasta durante as movimentacoes, gastos que nao foram contabilizados neste estudo mas quesao minimamente relevantes para a empresa.
Por ultimo, conclui-se que usar estrategias extremas no caso do Metodo Potencial ou do
49

50 CAPITULO 6. CONCLUSOES
Metodo Peso, considerando o Parametro 2 igual a 0%, resulta em piores resultados doquando se define uma margem a partir do mınimo considerado e a partir daı escolher a pecaem funcao do numero de medidas iguais.
A diferenca entre a variante de menor e maior custo total e de 586.931e. Esta diferencade mais de meio milhao de euros, num prazo de um ano e para apenas uma qualidadede aco, significa que este problema e bastante significativo para a empresa. Ou seja, umaboa metodologia permite a empresa diminuir uma quantia consideravel nos custos finais deproducao.
Em conclusao final, com base na analise de todos os resultados deste estudo parece plausıvelsubmeter a experiencia o melhor resultado obtido, ou seja, o Metodo Potencial com agru-pamento de pecas total, Parametro 1 igual a 2, e com uma margem, Parametro 2, de 10%.

Referencias
Christofides, N. and Whitlock, C. (1977). An algorithm for two-dimensional cuttingproblems. Operations Research, 2:31–44.
Gilmore and Gomory (1966). The theory and computation of knapsack functions.International Business Machines Corporation, 14:1045–74.
Hifi, M. (2004a). Dynamic programming and hill-climbing techniques for constrained two-dimensional cutting stock problems. Journal of Combinatorial Optimization, 8:65–84.
Hifi, M. (2004b). Exact algorithms for unconstrained three-dimensional cutting problems:a comparative study. Computers and Operations Research, 31:657–674.
Hifi, M. and Zissimopoulos, V. (1996). A recursive exact algorithm for weigted two-dimensional cutting. European Journal of Operational Research, 91:553–64.
Morabito, R. and Arenales, M. (1994). An and/or-graph approach to the container loadingproblem. International Transactions in Operational Research, 58:263–71.
Oliveira, J. (2003). Uma metodologia para a seleccao de pontas de aco numa empresametalomecanica. Master’s thesis, Faculdade de Engenharia da Universidade do Porto.
Pereira, V. (2010). O guia pratico do visual basic 2010. Centro Atlantico.
51

52 REFERENCIAS

Apendice A
Resultados
53

54 APENDICE A. RESULTADOS
Tab
ela
A.1
:R
esult
ados
do
Met
odo
Med
idas
Iguai
s
Par1
Cort
esS
uca
taR
eposi
coes
Ass
oci
aco
esS
tock
Fin
al
Com
pra
s
Are
aN
oN
oP
eso
(Kg)
No
mov.
Pes
o(K
g)
Tem
po
(h)
No
mov.
Pes
o(K
g)
Tem
po
(h)
No
Pes
o(K
g)
26.1
97
26.7
06
5.9
07
60.4
76
14.1
82
18.1
83.0
22
3.0
25
10.7
74
21.0
78.6
10
2.3
60
4.1
35
913.9
10
55
46.1
96
27.6
83
6.4
39
71.7
72
17.5
67
21.1
38.1
53
3.7
45
13.7
14
24.0
45.2
30
2.9
92
4.5
82
1.0
15.3
59
57
66.1
97
28.3
88
7.0
17
79.6
56
18.9
95
21.5
76.0
59
4.0
34
15.0
15
24.4
91.2
00
3.2
55
4.7
10
1.0
63.8
71
58
86.2
14
28.7
38
7.3
11
82.8
18
19.3
93
22.3
23.8
87
4.1
24
15.3
57
25.2
41.9
50
3.3
35
4.7
64
947.9
08
56
10
6.1
88
29.0
15
7.7
01
85.6
06
19.7
82
21.9
27.4
40
4.1
99
15.8
59
24.8
48.4
70
3.4
32
4.6
52
1.0
01.5
00
57
12
6.2
15
29.1
88
7.8
84
87.1
75
20.1
42
23.2
97.5
02
4.2
85
16.2
29
26.2
20.3
90
3.5
19
4.6
44
1.1
12.7
13
59
20
6.1
84
29.7
86
8.4
86
90.8
31
20.5
83
22.1
13.4
80
4.3
62
16.6
74
25.0
39.8
00
3.5
98
4.6
38
996.2
87
57
sem
6.2
38
30.3
83
9.1
61
98.3
47
21.2
22
22.6
70.2
95
4.4
98
17.3
91
25.6
03.7
80
3.7
49
4.5
59
932.4
17
56

55
Tab
ela
A.2
:R
esult
ados
do
Met
odo
Pes
o(P
aram
etro
2=
0%;
2,5%
;5%
e7,
5%)
Par1
Par2
Cort
esS
uca
taR
eposi
coes
Ass
oci
aco
esS
tock
Fin
al
Com
pra
s
Are
aN
oN
oP
eso
(Kg)
No
mov.
Pes
o(K
g)
Tem
po
(h)
No
mov.
Pes
o(K
g)
Tem
po
(h)
No
Pes
o(K
g)
20%
6.8
83
34.8
37
15.5
79
118.0
84
12.9
62
13.4
32.9
83
2.7
15
11.0
95
16.3
86.2
70
2.3
54
2.5
96
969.2
56
57
40%
6.8
97
39.6
36
20.4
60
164.5
31
15.6
72
14.2
15.2
79
3.2
67
13.8
87
17.2
15.2
80
2.9
23
2.5
15
979.0
25
58
60%
6.9
95
41.8
46
22.9
65
184.9
77
16.5
53
14.4
05.4
18
3.4
43
15.0
63
17.4
25.8
30
3.1
58
2.2
20
958.6
22
58
80%
6.9
73
42.3
98
23.4
98
188.6
34
17.0
51
14.3
96.3
70
3.5
42
15.5
42
17.4
20.4
20
3.2
54
2.2
38
898.5
08
57
10
0%
6.9
53
43.1
77
24.3
14
195.9
48
17.4
55
14.2
84.8
13
3.6
22
15.9
83
17.3
16.0
70
3.3
41
2.2
01
891.2
50
57
12
0%
6.9
63
43.4
82
24.7
20
197.8
69
17.6
00
14.5
69.6
40
3.6
53
16.2
29
17.6
03.2
40
3.3
92
2.1
03
1.0
58.4
45
60
20
0%
6.9
86
44.5
80
25.8
13
208.2
19
18.1
74
14.6
24.7
84
3.7
68
16.7
98
17.6
68.1
70
3.5
07
2.1
04
822.6
01
56
sem
0%
6.9
85
45.5
38
26.7
94
214.6
79
18.7
44
14.6
87.1
88
3.8
83
17.3
91
17.7
37.2
10
3.6
26
2.0
82
872.5
10
57
22,5
%6.8
96
34.6
99
15.4
38
118.8
70
13.0
23
13.3
83.8
38
2.7
29
11.1
53
16.3
38.0
10
2.3
68
2.6
00
1.0
24.8
46
58
42,5
%6.9
65
39.3
62
20.2
39
162.6
56
15.6
36
14.1
77.3
12
3.2
56
13.9
04
17.1
75.2
80
2.9
23
2.4
61
924.5
32
57
62,5
%6.1
25
28.6
67
7.4
22
81.9
19
18.8
69
18.9
11.2
81
3.9
79
15.0
15
21.8
28.4
40
3.2
25
4.5
82
948.8
62
56
82,5
%6.9
29
42.1
46
23.2
84
188.0
68
16.9
98
14.2
77.0
46
3.5
31
15.5
27
17.3
00.6
50
3.2
50
2.2
02
1.0
11.8
87
59
10
2,5
%6.1
23
29.3
91
8.2
16
88.9
75
19.7
67
18.8
60.6
55
4.1
59
15.9
83
21.7
84.5
90
3.4
20
4.5
10
829.0
15
54
12
2,5
%6.1
48
29.4
64
8.2
27
89.6
38
20.0
75
18.9
84.3
61
4.2
21
16.2
29
21.9
08.9
90
3.4
69
4.5
73
884.7
80
55
20
2,5
%6.9
48
44.1
10
25.4
78
205.1
36
17.9
34
14.6
16.7
28
3.7
20
16.6
93
17.6
57.1
60
3.4
85
1.9
70
882.0
66
57
sem
2,5
%6.1
52
30.5
82
9.5
08
98.2
75
21.0
74
19.4
28.7
27
4.4
32
17.3
91
22.3
62.2
40
3.7
12
4.4
11
932.4
75
56
25%
6.7
95
34.1
79
14.9
60
114.8
54
12.9
40
13.4
12.1
64
2.7
11
11.1
12
16.3
62.2
70
2.3
58
2.5
57
972.4
24
57
45%
6.9
21
38.9
35
19.8
89
160.6
80
15.4
15
14.2
02.1
05
3.2
11
13.7
60
17.1
98.1
90
2.8
93
2.3
85
982.9
06
58
65%
6.8
77
41.2
41
22.3
54
180.2
99
16.6
46
14.1
96.1
95
3.4
61
15.1
50
17.2
11.9
60
3.1
74
2.2
27
1.0
19.7
13
59
85%
6.9
49
41.9
00
23.0
09
188.3
10
17.0
35
14.5
96.8
68
3.5
38
15.5
35
17.6
20.7
50
3.2
51
2.2
31
1.0
11.6
74
59
10
5%
6.1
46
31.4
12
10.8
67
110.5
24
19.0
13
15.8
55.6
19
3.9
54
15.8
59
18.8
01.0
40
3.3
40
3.8
79
750.9
99
53
12
5%
6.1
80
31.9
04
11.4
79
115.0
21
19.1
39
16.1
49.9
49
3.9
81
16.1
05
19.1
00.0
20
3.3
91
3.7
60
802.8
90
54
20
5%
6.1
92
32.2
98
12.0
75
121.2
52
19.5
06
15.9
63.6
37
4.0
54
16.6
74
18.9
19.9
40
3.5
04
3.5
58
796.6
61
54
sem
5%
6.1
63
33.5
24
13.2
05
127.5
52
20.3
19
16.0
33.6
56
4.2
18
17.3
91
18.9
96.2
40
3.6
50
3.6
54
790.3
55
54
27,5
%6.7
44
34.0
30
14.7
78
114.9
02
12.9
89
13.2
60.1
52
2.7
21
11.1
28
16.2
10.0
80
2.3
62
2.5
89
916.0
69
56
47,5
%6.2
28
27.8
98
6.6
19
74.7
26
17.6
07
19.6
67.4
16
3.7
42
13.7
19
22.5
77.4
50
2.9
81
4.6
16
956.0
20
56
67,5
%6.2
01
28.5
95
7.2
90
81.1
12
19.0
53
20.5
94.8
77
4.0
43
15.1
39
23.5
11.5
30
3.2
77
4.6
44
1.0
62.4
48
58
87,5
%6.2
08
28.8
57
7.5
14
84.7
89
19.4
41
20.7
02.4
62
4.1
19
15.4
89
23.6
22.3
30
3.3
47
4.6
79
889.5
81
55
10
7,5
%6.8
79
42.0
69
23.2
24
191.8
07
17.3
52
14.3
08.4
10
3.6
04
15.8
98
17.3
35.5
80
3.3
26
2.1
83
895.3
71
57
12
7,5
%6.1
63
29.4
16
8.1
43
88.2
63
20.1
11
21.4
03.3
57
4.2
62
16.2
29
24.3
27.1
00
3.5
02
4.6
12
1.0
55.2
18
58
20
7,5
%6.9
44
43.4
38
24.7
63
202.4
84
17.9
58
14.6
00.2
03
3.7
24
16.6
74
17.6
37.9
60
3.4
80
2.0
13
884.7
52
57
sem
7,5
%6.2
51
30.4
76
9.1
81
97.6
09
21.2
95
21.8
11.1
01
4.5
04
17.3
91
24.7
44.0
70
3.7
41
4.6
33
989.5
36
57

56 APENDICE A. RESULTADOS
Tab
ela
A.3
:R
esult
ados
do
Met
odo
Pes
o(P
aram
etro
2=
10%
;15
%e
20%
)
Par1
Par2
Cort
esS
uca
taR
eposi
coes
Ass
oci
aco
esS
tock
Fin
al
Com
pra
s
Are
aN
oN
oP
eso
(Kg)
No
mov.
Pes
o(K
g)
Tem
po
(h)
No
mov.
Pes
o(K
g)
Tem
po
(h)
No
Pes
o(K
g)
210%
6.7
87
33.8
80
14.6
08
114.6
26
13.0
18
13.3
56.0
91
2.7
27
11.1
37
16.3
05.8
70
2.3
63
2.6
10
972.7
03
57
410%
6.8
57
38.6
50
19.6
38
160.2
30
15.5
03
14.0
58.8
52
3.2
29
13.8
82
17.0
54.3
60
2.9
18
2.3
50
926.9
50
57
610%
6.9
34
40.8
79
22.0
11
181.5
85
16.7
30
14.3
04.1
79
3.4
76
15.2
53
17.3
20.7
80
3.1
94
2.2
04
792.8
86
55
810%
6.2
02
29.7
02
8.2
85
91.2
94
19.4
07
17.2
09.5
56
4.0
51
15.3
81
20.1
36.0
20
3.2
63
4.7
53
882.9
93
55
10
10%
6.1
60
29.9
05
8.5
79
93.5
99
19.7
94
17.3
78.8
66
4.1
30
15.8
59
20.3
07.5
90
3.3
60
4.6
62
880.7
44
55
12
10%
6.1
87
30.2
22
8.8
60
97.5
25
20.0
76
17.2
97.6
93
4.1
83
16.1
05
20.2
30.2
40
3.4
07
4.6
97
820.4
20
54
20
10%
6.1
73
30.8
15
9.5
71
101.5
43
20.5
27
17.8
30.8
61
4.2
83
16.6
74
20.7
67.7
90
3.5
29
4.5
82
985.5
18
57
sem
10%
6.1
86
31.6
52
10.5
62
109.3
47
21.0
90
17.6
29.1
13
4.3
93
17.3
91
20.5
73.7
10
3.6
69
4.4
27
921.3
69
56
215%
6.7
96
33.3
88
14.1
47
112.3
28
12.9
42
13.3
45.2
70
2.7
11
11.0
92
16.2
92.9
30
2.3
53
2.5
80
1.0
31.3
76
58
415%
6.1
42
28.3
45
7.0
66
76.1
85
17.6
26
17.1
95.4
21
3.6
96
13.7
38
20.1
06.7
20
2.9
36
4.6
15
898.2
03
55
615%
6.8
48
40.2
86
21.4
71
178.0
13
16.5
87
14.2
98.8
22
3.4
49
15.1
63
17.3
12.1
20
3.1
77
2.1
53
909.1
67
57
815%
6.1
97
29.2
68
7.8
26
85.7
19
19.4
08
18.3
62.8
46
4.0
70
15.3
57
21.2
84.1
40
3.2
76
4.7
81
1.0
57.8
19
58
10
15%
6.8
17
41.5
31
22.8
36
188.9
43
17.1
72
14.2
07.0
54
3.5
65
15.8
68
17.2
31.2
10
3.3
18
2.0
32
841.8
69
56
12
15%
6.1
33
29.7
50
8.4
54
90.1
35
20.0
10
18.4
69.2
15
4.1
92
16.1
05
21.3
94.8
80
3.4
27
4.6
35
1.0
53.3
46
58
20
15%
6.1
64
30.4
70
9.1
54
96.9
82
20.5
99
17.8
98.3
30
4.3
00
16.6
74
20.8
30.3
70
3.5
32
4.6
52
877.3
69
55
sem
15%
6.1
40
31.3
19
10.0
97
105.3
43
21.2
22
18.6
49.7
57
4.4
35
17.3
91
21.5
90.5
50
3.6
85
4.5
60
981.6
96
57
220%
6.3
45
29.0
02
8.7
86
81.3
07
13.6
75
13.4
46.4
52
2.8
57
10.8
50
16.3
62.7
50
2.3
06
3.5
52
893.1
55
55
420%
6.1
83
28.0
25
6.7
18
73.5
93
17.6
33
18.0
54.4
22
3.7
20
13.7
17
20.9
63.0
60
2.9
54
4.6
43
900.7
64
55
620%
6.8
93
39.7
68
21.0
04
177.9
31
16.4
04
14.0
43.2
37
3.4
10
15.0
31
17.0
56.5
40
3.1
48
2.1
03
965.6
92
58
820%
6.2
16
29.2
16
7.8
71
86.3
29
19.3
11
18.2
54.6
50
4.0
55
15.3
57
21.1
76.1
50
3.2
82
4.6
81
887.9
81
55
10
20%
6.8
11
41.2
77
22.5
56
189.1
63
17.3
37
14.3
44.8
66
3.6
00
16.0
07
17.3
69.1
40
3.3
48
2.0
58
841.6
91
56
12
20%
6.2
82
34.9
31
16.0
21
150.6
00
17.6
24
14.5
91.2
93
3.6
59
16.1
05
17.5
76.6
90
3.3
71
2.2
45
767.5
28
54
20
20%
6.1
70
31.0
02
9.7
19
101.1
36
21.2
83
18.6
76.0
91
4.4
52
17.3
91
21.6
12.3
30
3.6
91
4.6
19
873.1
71
55
sem
20%
6.3
22
37.1
42
18.2
66
166.1
44
18.8
76
14.7
87.8
89
3.9
14
17.3
91
17.7
89.1
50
3.6
32
2.2
12
808.1
91
55

57
Tab
ela
A.4
:R
esult
ados
do
Met
odo
Pot
enci
al(P
aram
etro
2=
0%;
2,5%
;5%
e7,
5%)
Par1
Par2
Cort
esS
uca
taR
eposi
coes
Ass
oci
aco
esS
tock
Fin
al
Com
pra
s
Are
aN
oN
oP
eso
(Kg)
No
mov.
Pes
o(K
g)
Tem
po
(h)
No
mov.
Pes
o(K
g)
Tem
po
(h)
No
Pes
o(K
g)
20%
6.3
65
33.0
35
13.5
02
102.9
06
13.0
16
12.0
04.3
28
2.7
26
10.8
74
14.9
42.5
50
2.3
09
2.8
70
927.7
13
56
40%
6.4
40
37.1
83
18.1
19
136.9
45
15.4
24
12.4
01.1
00
3.2
12
13.7
51
15.3
73.2
10
2.8
90
2.4
00
837.3
34
55
60%
6.4
76
39.3
72
20.3
44
155.7
35
16.6
62
12.6
92.0
64
3.4
63
15.0
25
15.6
82.9
80
3.1
47
2.3
64
818.5
10
55
80%
6.4
95
39.9
34
20.8
78
159.2
06
17.0
38
12.7
38.3
31
3.5
38
15.3
73
15.7
32.7
20
3.2
17
2.3
92
815.0
38
55
10
0%
6.4
77
40.6
07
21.7
47
166.6
17
17.3
54
12.7
48.9
96
3.6
00
15.8
85
15.7
50.7
90
3.3
19
2.1
96
807.6
61
55
12
0%
6.4
99
40.9
60
22.0
90
171.5
08
17.6
00
12.7
33.0
90
3.6
50
16.1
21
15.7
39.8
00
3.3
66
2.2
06
802.7
70
55
20
0%
6.4
78
41.8
85
23.1
52
176.8
98
18.0
16
13.0
49.6
34
3.7
38
16.6
74
16.0
61.7
30
3.4
81
2.0
69
797.3
81
55
sem
0%
6.5
35
43.0
87
24.3
89
187.9
30
18.6
98
13.1
79.8
42
3.8
74
17.3
91
16.2
03.0
50
3.6
25
2.0
35
842.7
25
56
22,5
%5.8
79
27.3
76
8.1
97
72.2
39
12.6
17
13.1
44.6
76
2.6
65
10.8
29
16.0
52.2
40
2.3
17
2.5
16
958.4
11
56
42,5
%5.8
78
29.3
02
10.5
05
94.8
13
15.1
15
14.3
07.8
53
3.1
81
13.7
09
17.2
37.9
90
2.9
09
2.1
34
935.8
24
56
62,5
%6.3
34
36.9
85
18.0
26
149.8
85
16.5
98
12.6
56.6
07
3.4
50
15.0
30
15.6
41.4
60
3.1
49
2.2
94
768.0
98
54
82,5
%5.8
70
30.7
86
12.1
57
109.8
02
16.5
95
14.1
89.1
94
3.4
74
15.3
57
17.1
34.0
20
3.2
36
1.9
64
808.1
18
54
10
2,5
%5.9
08
31.3
18
12.6
75
112.8
07
17.1
11
14.4
13.4
99
3.5
79
15.8
59
17.3
61.4
80
3.3
38
1.9
79
861.4
56
55
12
2,5
%5.9
14
31.5
38
12.9
96
118.1
91
17.2
56
14.4
35.5
17
3.6
09
16.1
05
17.3
88.7
80
3.3
89
1.8
77
799.6
91
54
20
2,5
%6.3
37
39.4
10
20.7
42
169.7
98
17.9
51
12.8
94.9
61
3.7
23
16.6
74
15.8
99.6
40
3.4
81
2.0
02
691.7
29
53
sem
2,5
%5.9
08
33.1
12
14.7
09
132.8
66
18.4
03
14.6
54.0
44
3.8
41
17.3
91
17.6
22.0
60
3.6
48
1.7
39
841.4
12
55
25%
5.8
79
27.3
76
8.1
97
72.2
39
12.6
17
13.1
44.6
76
2.6
65
10.8
29
16.0
52.2
40
2.3
17
2.5
16
958.4
11
56
45%
5.8
78
29.3
02
10.5
05
94.8
13
15.1
15
14.3
07.8
53
3.1
81
13.7
09
17.2
37.9
90
2.9
09
2.1
34
935.8
24
56
65%
5.8
93
30.6
20
11.8
84
106.9
83
16.3
60
14.2
92.9
33
3.4
29
15.0
15
17.2
34.9
10
3.1
70
2.0
71
810.9
30
54
85%
5.8
70
30.7
86
12.1
57
109.8
02
16.5
95
14.1
89.1
94
3.4
74
15.3
57
17.1
34.0
20
3.2
36
1.9
64
808.1
18
54
10
5%
5.9
08
31.3
18
12.6
75
112.8
07
17.1
11
14.4
13.4
99
3.5
79
15.8
59
17.3
61.4
80
3.3
38
1.9
79
861.4
56
55
12
5%
6.2
98
37.5
43
18.7
41
158.5
35
17.5
16
12.9
31.1
49
3.6
36
16.1
05
15.9
24.8
70
3.3
65
2.1
38
815.7
44
55
20
5%
5.9
07
32.2
68
13.7
98
124.6
31
17.7
53
14.3
68.8
80
3.7
08
16.6
74
17.3
28.5
40
3.5
02
1.8
05
793.2
50
54
sem
5%
5.9
08
33.1
12
14.7
09
132.8
66
18.4
03
14.6
54.0
44
3.8
41
17.3
91
17.6
22.0
60
3.6
48
1.7
39
841.4
12
55
27,5
%5.8
79
27.3
76
8.1
97
72.2
39
12.6
17
13.1
44.6
76
2.6
65
10.8
29
16.0
52.2
40
2.3
17
2.5
16
958.4
11
56
47,5
%5.8
78
29.3
02
10.5
05
94.8
13
15.1
15
14.3
07.8
53
3.1
81
13.7
09
17.2
37.9
90
2.9
09
2.1
34
935.8
24
56
67,5
%5.8
93
30.6
20
11.8
84
106.9
83
16.3
60
14.2
92.9
33
3.4
29
15.0
15
17.2
34.9
10
3.1
70
2.0
71
810.9
30
54
87,5
%5.8
70
30.7
86
12.1
57
109.8
02
16.5
95
14.1
89.1
94
3.4
74
15.3
57
17.1
34.0
20
3.2
36
1.9
64
808.1
18
54
10
7,5
%6.2
37
36.6
32
17.7
79
153.3
98
17.3
47
12.9
32.6
45
3.6
04
15.8
85
15.9
21.2
70
3.3
23
2.1
89
820.8
45
55
12
7,5
%5.9
14
31.5
38
12.9
96
118.1
91
17.2
56
14.4
35.5
17
3.6
09
16.1
05
17.3
88.7
80
3.3
89
1.8
77
799.6
91
54
20
7,5
%6.2
49
37.8
78
19.1
41
162.6
17
18.0
20
13.1
37.3
15
3.7
41
16.6
74
16.1
35.1
40
3.4
83
2.0
73
811.6
60
55
sem
7,5
%6.2
98
39.1
26
20.3
95
171.7
75
18.7
31
13.3
46.0
39
3.8
84
17.3
91
16.3
53.2
90
3.6
27
2.0
69
915.2
20
57

58 APENDICE A. RESULTADOS
Tab
ela
A.5
:R
esult
ados
do
Met
odo
Pot
enci
al(P
aram
etro
2=
10%
;15
%e
20%
)
Par1
Par2
Cort
esS
uca
taR
eposi
coes
Ass
oci
aco
esS
tock
Fin
al
Com
pra
s
Are
aN
oN
oP
eso
(Kg)
No
mov.
Pes
o(K
g)
Tem
po
(h)
No
mov.
Pes
o(K
g)
Tem
po
(h)
No
Pes
o(K
g)
210%
6.0
19
29.5
88
10.1
84
89.5
41
12.8
74
12.0
91.7
10
2.7
02
10.8
61
15.0
16.2
90
2.3
10
2.7
39
828.3
28
54
410%
6.1
55
33.1
76
13.9
86
120.5
11
15.5
63
12.4
72.2
71
3.2
41
13.7
64
15.4
27.8
70
2.8
94
2.5
25
797.3
56
54
610%
6.1
72
34.8
73
15.9
31
138.5
14
16.5
76
12.8
75.5
36
3.4
49
15.0
25
15.8
49.2
10
3.1
50
2.2
78
835.7
64
55
810%
6.1
73
35.2
60
16.3
36
140.1
79
16.9
00
12.8
20.6
90
3.5
15
15.3
67
15.7
96.0
80
3.2
19
2.2
60
834.0
93
55
10
10%
5.9
08
31.3
18
12.6
75
112.8
07
17.1
11
14.4
13.4
99
3.5
79
15.8
59
17.3
61.4
80
3.3
38
1.9
79
861.4
56
55
12
10%
5.9
14
31.5
38
12.9
96
118.1
91
17.2
56
14.4
35.5
17
3.6
09
16.1
05
17.3
88.7
80
3.3
89
1.8
77
799.6
91
54
20
10%
5.9
07
32.2
68
13.7
98
124.6
31
17.7
53
14.3
68.8
80
3.7
08
16.6
74
17.3
28.5
40
3.5
02
1.8
05
793.2
50
54
sem
10%
5.9
08
33.1
12
14.7
09
132.8
66
18.4
03
14.6
54.0
44
3.8
41
17.3
91
17.6
22.0
60
3.6
48
1.7
39
841.4
12
55
215%
5.8
79
27.3
76
8.1
97
72.2
39
12.6
17
13.1
44.6
76
2.6
65
10.8
29
16.0
52.2
40
2.3
17
2.5
16
958.4
11
56
415%
6.1
00
32.4
28
13.2
59
115.1
66
15.5
11
12.8
34.7
19
3.2
37
13.7
33
15.7
85.0
50
2.8
92
2.5
05
859.1
13
55
615%
6.0
99
33.9
61
15.0
79
131.7
95
16.5
06
12.9
52.9
22
3.4
38
15.0
15
15.9
19.8
80
3.1
51
2.2
18
842.4
47
55
815%
6.1
18
34.4
81
15.6
16
135.8
11
16.8
31
13.0
05.4
04
3.5
04
15.3
57
15.9
76.4
00
3.2
20
2.2
01
838.4
67
55
10
15%
5.9
08
31.3
18
12.6
75
112.8
07
17.1
11
14.4
13.4
99
3.5
79
15.8
59
17.3
61.4
80
3.3
38
1.9
79
861.4
56
55
12
15%
5.9
14
31.5
38
12.9
96
118.1
91
17.2
56
14.4
35.5
17
3.6
09
16.1
05
17.3
88.7
80
3.3
89
1.8
77
799.6
91
54
20
15%
5.9
07
32.2
68
13.7
98
124.6
31
17.7
53
14.3
68.8
80
3.7
08
16.6
74
17.3
28.5
40
3.5
02
1.8
05
793.2
50
54
sem
15%
5.9
08
33.1
12
14.7
09
132.8
66
18.4
03
14.6
54.0
44
3.8
41
17.3
91
17.6
22.0
60
3.6
48
1.7
39
841.4
12
55
220%
5.8
79
27.3
76
8.1
97
72.2
39
12.6
17
13.1
44.6
76
2.6
65
10.8
29
16.0
52.2
40
2.3
17
2.5
16
958.4
11
56
420%
5.8
78
29.3
02
10.5
05
94.8
13
15.1
15
14.3
07.8
53
3.1
81
13.7
09
17.2
37.9
90
2.9
09
2.1
34
935.8
24
56
620%
6.0
75
33.1
90
14.4
24
126.1
96
16.4
06
13.3
22.5
85
3.4
21
15.0
31
16.2
84.1
60
3.1
56
2.1
03
904.4
23
56
820%
5.8
70
30.7
86
12.1
57
109.8
02
16.5
95
14.1
89.1
94
3.4
74
15.3
57
17.1
34.0
20
3.2
36
1.9
64
808.1
18
54
10
20%
5.9
08
31.3
18
12.6
75
112.8
07
17.1
11
14.4
13.4
99
3.5
79
15.8
59
17.3
61.4
80
3.3
38
1.9
79
861.4
56
55
12
20%
6.1
00
34.8
63
16.1
50
140.1
27
17.4
43
13.2
38.1
09
3.6
29
16.1
21
16.2
13.3
00
3.3
75
2.0
48
777.7
76
54
20
20%
6.0
90
35.6
33
17.0
66
147.4
40
17.8
50
13.1
68.9
30
3.7
09
16.6
74
16.1
51.3
90
3.4
85
1.9
02
770.4
27
54
sem
20%
5.9
08
33.1
12
14.7
09
132.8
66
18.4
03
14.6
54.0
44
3.8
41
17.3
91
17.6
22.0
60
3.6
48
1.7
39
841.4
12
55

59
Tabela A.6: Posicao ordenada de todas as variantes das tres metodologias
Posicao Metodo Par.1 Par.2 Custo total (e) Posicao Metodo Par.1 Par.2 Custo total (e)
1 Potencial 2 10,0% 4.133.661 61 Peso 20 15,0% 4.287.3583,5 Potencial 8 2,5% 4.141.234 62 Potencial 10 7,5% 4.295.9533,5 Potencial 8 5,0% 4.141.234 63 Peso 20 20,0% 4.297.8183,5 Potencial 8 7,5% 4.141.234 64 Peso 6 2,5% 4.303.3483,5 Potencial 8 20,0% 4.141.234 65 Potencial 20 7,5% 4.308.8566,5 Potencial 6 5,0% 4.143.988 66 Potencial 12 5,0% 4.314.9386,5 Potencial 6 7,5% 4.143.988 67 Peso 4 7,5% 4.315.5949,5 Potencial 12 2,5% 4.161.128 68 Potencial 2 0,0% 4.318.3109,5 Potencial 12 7,5% 4.161.128 69 Potencial 4 0,0% 4.327.2139,5 Potencial 12 10,0% 4.161.128 70 Medidas 8 - 4.332.1019,5 Potencial 12 15,0% 4.161.128 71 Peso sem 20,0% 4.333.78713 Potencial 20 5,0% 4.166.161 72 Peso sem 2,5% 4.337.67613 Potencial 20 10,0% 4.166.161 73 Peso sem 10,0% 4.346.41213 Potencial 20 15,0% 4.166.161 74 Medidas 4 - 4.352.59015 Peso 10 5,0% 4.181.081 75 Potencial 6 0,0% 4.353.37218 Potencial 2 2,5% 4.183.627 76 Medidas sem - 4.361.42018 Potencial 2 5,0% 4.183.627 77 Potencial 8 0,0% 4.362.84718 Potencial 2 7,5% 4.183.627 78 Potencial 10 0,0% 4.363.93118 Potencial 2 15,0% 4.183.627 79 Potencial 12 0,0% 4.372.55818 Potencial 2 20,0% 4.183.627 80 Potencial 20 0,0% 4.374.35523 Potencial 10 2,5% 4.202.276 81 Medidas 10 - 4.375.70323 Potencial 10 5,0% 4.202.276 82 Peso 20 10,0% 4.380.33723 Potencial 10 10,0% 4.202.276 83 Peso sem 15,0% 4.380.81123 Potencial 10 15,0% 4.202.276 84 Medidas 20 - 4.384.53523 Potencial 10 20,0% 4.202.276 85 Peso 12 15,0% 4.408.39326 Potencial 4 10,0% 4.203.177 86 Peso sem 7,5% 4.409.87127 Potencial 12 20,0% 4.214.712 87 Medidas 6 - 4.413.354
29,5 Potencial 4 2,5% 4.215.247 88 Peso 6 7,5% 4.415.53229,5 Potencial 4 5,0% 4.215.247 89 Peso 2 7,5% 4.416.33829,5 Potencial 4 7,5% 4.215.247 90 Peso 8 15,0% 4.416.62829,5 Potencial 4 20,0% 4.215.247 91 Peso 12 7,5% 4.419.02232 Potencial 20 20,0% 4.218.387 92 Potencial sem 7,5% 4.421.40735 Potencial sem 2,5% 4.220.359 93 Potencial sem 0,0% 4.443.41435 Potencial sem 5,0% 4.220.359 94 Peso 2 10,0% 4.472.07635 Potencial sem 10,0% 4.220.359 95 Peso 6 10,0% 4.472.48535 Potencial sem 15,0% 4.220.359 96 Peso 2 5,0% 4.474.28035 Potencial sem 20,0% 4.220.359 97 Medidas 12 - 4.477.58538 Peso 10 2,5% 4.223.438 98 Peso 10 20,0% 4.494.84139 Medidas 2 - 4.226.515 99 Peso 10 15,0% 4.495.14240 Potencial 4 15,0% 4.232.867 100 Peso 2 0,0% 4.497.68941 Peso 12 5,0% 4.237.708 101 Peso 2 15,0% 4.517.90242 Peso 12 10,0% 4.241.260 102 Peso 4 10,0% 4.526.02943 Potencial 20 2,5% 4.243.224 103 Peso 6 15,0% 4.539.14944 Peso 20 5,0% 4.246.111 104 Peso 2 2,5% 4.546.51945 Potencial 6 15,0% 4.247.438 105 Peso 20 0,0% 4.553.49446 Peso 4 15,0% 4.247.510 106 Peso 4 2,5% 4.555.34547 Peso sem 5,0% 4.249.313 107 Peso 10 7,5% 4.558.10148 Potencial 8 15,0% 4.256.492 108 Peso 8 0,0% 4.579.05449 Peso 4 20,0% 4.258.098 109 Peso 10 0,0% 4.579.81050 Peso 12 20,0% 4.260.824 110 Peso 20 7,5% 4.584.05851 Peso 2 20,0% 4.262.938 111 Peso 4 0,0% 4.584.30452 Potencial 6 2,5% 4.267.420 112 Peso 20 2,5% 4.586.66353 Potencial 6 10,0% 4.267.791 113 Peso 4 5,0% 4.586.84854 Potencial 8 10,0% 4.272.254 114 Peso 6 20,0% 4.592.82055 Peso 10 10,0% 4.276.708 115 Peso sem 0,0% 4.606.32356 Peso 12 2,5% 4.277.701 116 Peso 6 0,0% 4.623.85657 Peso 8 10,0% 4.282.293 117 Peso 6 5,0% 4.639.11058 Potencial 6 20,0% 4.284.551 118 Peso 8 2,5% 4.657.71159 Peso 8 20,0% 4.285.501 119 Peso 8 5,0% 4.662.31060 Peso 8 7,5% 4.285.792 120 Peso 12 0,0% 4.720.592










![6 Metodologia de avalia˘c~ao do risco - dbd.puc-rio.br · 100 6.1.1 O. Bouc Nos trabalhos de Bouc et al. [119, 120], intitulados como crit erios de se-guran˘ca para o armazenamento](https://static.fdocumentos.tips/doc/165x107/5c17717609d3f29c288b91b4/6-metodologia-de-avaliacao-do-risco-dbdpuc-rio-100-611-o-bouc-nos.jpg)