DESEMPENHO DE ARGAMASSAS FABRICADAS COM … · utilizar nas obras de engenharia civil agregados de...
167
DESEMPENHO DE ARGAMASSAS FABRICADAS COM INCORPORAÇÃO DE MATERIAIS FINOS PROVENIENTES DA TRITURAÇÃO DE PNEUS DIOGO ANDRÉ GOMES PEDRO DISSERTAÇÃO PARA OBTENÇÃO DO GRAU DE MESTRE EM CONSTRUÇÃO JÚRI: Presidente: Prof. Doutor Augusto Martins Gomes Orientador: Prof. Doutor Jorge Manuel Caliço Lopes de Brito Co-orientadora: Doutora Maria do Rosário da Silva Veiga Vogal: Doutora Paulina Rodrigues Setembro 2011
Transcript of DESEMPENHO DE ARGAMASSAS FABRICADAS COM … · utilizar nas obras de engenharia civil agregados de...
DESEMPENHO DE ARGAMASSAS FABRICADAS COM INCORPORAÇÃO DE MATERIAIS FINOS PROVENIENTES DA
TRITURAÇÃO DE PNEUS
DIOGO ANDRÉ GOMES PEDRO
DISSERTAÇÃO PARA OBTENÇÃO DO GRAU DE MESTRE EM
CONSTRUÇÃO
JÚRI:
Presidente: Prof. Doutor Augusto Martins Gomes Orientador: Prof. Doutor Jorge Manuel Caliço Lopes de Brito
Co-orientadora: Doutora Maria do Rosário da Silva Veiga Vogal: Doutora Paulina Rodrigues
Setembro 2011


i
Resumo
Actualmente, o sector da construção consciente da importância da questão ambiental tem
procurado encontrar soluções que consigam aliar ao crescimento económico a preservação do
património natural.
Os resíduos, nomeadamente os pneus, que constituem uma fonte de poluição são exemplo de
uma das áreas em que este sector tem dado um contributo. Desta forma, tem-se vindo a
utilizar nas obras de engenharia civil agregados de borracha reciclada, nomeadamente em
pavimentos de diversos tipos.
Neste contexto, a presente dissertação também procurou encontrar um destino final
adequado para os pneus usados, estudando o desempenho de argamassas fabricadas com
incorporação de materiais finos provenientes da trituração de pneus. Para tal, foi realizada
uma vasta campanha experimental, em que uma argamassa de referência foi comparada com
outras que continham agregados de borracha de pneus usados substituindo agregados
naturais.
Em todos os casos, o tamanho das partículas foi menor do que 2 mm, tendo sido consideradas
três taxas diferentes de substituição (5, 10 e 15% do volume total de agregados) de agregados
naturais por agregados de borracha de pneus usados.
Esta campanha foi estruturada em três fases. Na primeira, foram realizados ensaios com
objectivo de se analisar as propriedades dos constituintes das argamassas, mais
concretamente dos agregados naturais e dos agregados de borracha de pneus usados. A
segunda, consistiu em ensaios de carácter eliminatório, os quais avaliaram as características
essenciais das argamassas, tendo por objectivo identificar para que percentagem de
substituição é obtida a argamassa com melhores propriedades. Finalmente, a última fase,
consistiu em escolher a argamassa que apresentou melhores resultados nos ensaios anteriores
e efectuar nessa argamassa mais uma série de testes de modo a se obter uma caracterização
mais pormenorizada.
Os resultados obtidos mostram que, apesar de as argamassas com incorporação de agregados
de borracha apresentarem piores desempenhos relativamente às argamassas convencionais,
em certas propriedades como a resistência à compressão e à flexão por tracção, noutras
trazem benefícios, como a descida significativa do módulo de elasticidade e a alteração das
características de resistência ao choque.
Palavras-chave:
Reciclagem; Pneus usados; Borracha; Agregados reciclados; Argamassas de revestimento;
Desempenho.
ii
Abstract
In the last few years, men have a lot of attention to environment concern. Nowadays society
already begins to be aware that resources are limited and that the coming generation will also
need them to ensure their survival.
The waste, in particular the tires, which constitute a source of environmental pollution are the
example of one of the areas in which this sector has sought to make a contribution. This way,
have been used in engineering works aggregates of recycled rubber, in particular in pavements
of various types.
Therefore, this dissertation was also such a mission, to find a final destination suitable for used
tires. So, this study focused on the analyses of the manufactured mortars performance with
incorporations of fine materials from trituration of tires.
In all case, the size of the particulates was lower than 2 mm, having been considered three
different rates of replacement (5, 10 and 15% of the total volume of aggregates) of natural
aggregates by used rubber tires.
This campaign was structured in three phases. In the first one, tests were conducted with the
aim to analyze the properties of the constituents of mortars, more specifically of natural
aggregates and aggregates of used rubber tires. The second, consisted in the eliminating tests
to estimating the essential characteristics of mortars, having as its objective to identify the
percentage of replacement is obtained the mortar with the best properties. Finally, the last
phase was to choose the mortar that showed the best results in previous tests and to realize in
mortar over a series of tests in order to get a more detailed description.
The results obtained show that, in spite of the mortars with incorporation of rubber
aggregates make worse permance than convencional mortars, in certain proprieties such as
compressive and flexural strength, other bring benefits, as a result of the significant fall in the
modulus of elasticity and the modification of characteristics of impact resistance.
Key words:
Recycling; Used tires; Rubber; Recycled aggregates; Coating mortars; Performance.

iii
Agradecimentos
Com a realização da presente dissertação, encerro um ciclo da minha vida no Instituto Superior
Técnico. Durante este período, foram fundamentais algumas pessoas, às quais, desejo aqui
agradecer o apoio e conhecimentos transmitidos.
Ao Professor Jorge de Brito, pelo empenho, disponibilidade e entrega que demonstra com
todos os seus orientandos. Foi um Professor que admirei desde a minha entrada no IST, tendo
ficado extremamente feliz por ele ter vindo a ser o meu orientador.
À Eng.ª Maria do Rosário Veiga, minha co-orientadora, pela disponibilização das instalações do
Laboratório de Ensaio de Revestimentos de Paredes (LNEC/LERevPa) do Laboratório Nacional
de Engenharia Civil. Também pela ajuda e disponibilidade demonstradas no esclarecimento de
dúvidas que surgiram na realização da campanha experimental e interpretação dos resultados.
À Sra. Ana, ao Sr. Bento e ao Sr. Luís pela sua amizade e pela ajuda que me deram ao longo da
campanha experimental.
Aos Engenheiros Ana Fragata, Giovanni, Sílvia, Sandro, Sofia Malanho e Rita.
À RECIPNEU, na pessoa da Eng.ª Maria Leonilde Custódio, pela inteira disponibilidade
demonstrada no fornecimento do granulado de borracha de tecnologia de trituração
criogénica, utilizado na parte experimental da dissertação.
À BIOSAFE, na pessoa da Gestora Comercial Ângela Rodrigues, pela inteira disponibilidade
demonstrada no fornecimento do granulado de borracha de tecnologia de trituração
mecânica, utilizado na parte experimental da dissertação.
Ao meu colega de laboratório e de mestrado João Arromba.
Aos meus amigos e colegas do IST: António Duarte, Cláudio Ribeiro Faustino, Diogo Tojo, Diogo
Victória, Francisco Eusébio de Freitas, João Martins, Manuel Serra Andrade, Pedro Sequeira,
Pedro Teixeira e Rui Vasco Silva.
Ao meu amigo Tiago Almeida Santos, pela ajuda que me deu no início da minha Licenciatura.
Aos meus amigos: David, Diana, Hudson, Inês, Ricardo, Fátima e Rafael.
Aos meus irmãos, Tiago e Renato.
Aos meus pais.
À minha restante família.

iv
Índice geral
Resumo ................................................................................................................................i Abstract .............................................................................................................................. ii Agradecimentos ................................................................................................................. iii Índice ................................................................................................................................. iv Índice de figuras ................................................................................................................. vi Índice de quadros ............................................................................................................... ix Capítulo 1 - Introdução ........................................................................................................ 1 1.1 Considerações iniciais ............................................................................................................. 1 1.2 Objectivos da dissertação ....................................................................................................... 3 1.3 Estrutura e organização do trabalho ....................................................................................... 3 Capítulo 2 - Estado da arte ................................................................................................... 5 2.1 Introdução ............................................................................................................................... 5 2.2 Problema dos pneus usados.................................................................................................... 5 2.2.1 Definição e caracterização de um pneu ........................................................................... 5 2.2.2 Análise do ciclo de vida de um pneu ................................................................................ 7 2.2.3 Impactes no ambiente e na saúde pública..................................................................... 10 2.2.4 Enquadramento legal da gestão de pneus usados......................................................... 12 2.2.5 Tipo de valorização para os pneus usados ..................................................................... 16 2.3 Elastómeros ........................................................................................................................... 21 2.3.1 Introdução ...................................................................................................................... 21 2.3.2 Propriedades .................................................................................................................. 22 2.3.3 Granulado de borracha .................................................................................................. 24 2.4 Argamassas de revestimento ................................................................................................ 24 2.4.1 Síntese histórica das argamassas ................................................................................... 24 2.4.2 Definição e conceitos ..................................................................................................... 25 2.4.3 Regulamentação ............................................................................................................. 27 2.4.4 Exigências funcionais ...................................................................................................... 29 2.4.5 Caracterização dos constituintes das argamassas ......................................................... 34 2.4.5.1 Agregados .................................................................................................................. 34 2.4.5.2 Ligantes ...................................................................................................................... 35 2.4.5.3 Adjuvantes ................................................................................................................. 36 2.4.5.4 Adições ...................................................................................................................... 37 2.4.5.5 Água de amassadura ................................................................................................. 38 2.5 Propriedades das argamassas com borracha ........................................................................ 38 2.5.1 Descrição das campanhas experimentais ...................................................................... 38 2.5.2 Resistência à compressão .............................................................................................. 41 2.5.3 Resistência à tracção ...................................................................................................... 41 2.5.4 Resistência à tracção por flexão ..................................................................................... 42 2.5.5 Módulo de elasticidade .................................................................................................. 42 2.5.6 Retracção ........................................................................................................................ 42 2.5.7 Consistência ................................................................................................................... 43 2.5.8 Capacidade para absorver deformações ........................................................................ 43 2.5.9 Aderência na zona de transição ..................................................................................... 44 2.5.10 Teor de ar ..................................................................................................................... 45 2.5.11 Massa volúmica ............................................................................................................ 45 2.6 Conclusão .............................................................................................................................. 45
v
Capítulo 3 - Campanha experimental.................................................................................. 47 3.1 Introdução ............................................................................................................................. 47 3.2. Planeamento da campanha experimental ........................................................................... 47 3.3 Preparação dos provetes....................................................................................................... 50 3.4 Descrição dos ensaios ........................................................................................................... 52 3.4.1 Análise granulométrica (com base na EN 1015-1 (1998)) .............................................. 53 3.4.2Massa volúmica aparente (segundo o Cahier 2669-4 (1993)) ........................................ 54 3.4.3 Consistência por espalhamento (segundo a EN 1015-3 (1999)) .................................... 55 3.4.4 Massa volúmica da argamassa em pasta (segundo a EN 1015-6 (1998)) ...................... 57 3.4.5 Massa volúmica da argamassa no estado endurecido (segundo a EN 1015-10 (1999 .. 59 3.4.6 Resistência à flexão e à compressão (segundo a EN 1015-11 (1999)) ........................... 61 3.4.7 Absorção de água por capilaridade (segundo a EN 1015-18 (2002)) ............................. 63 3.4.8 Susceptibilidade à fendilhação ....................................................................................... 66 3.4.9 Variação dimensional (segundo a prEN 1015-13 (1993)) .............................................. 67 3.4.10 Aderência ao suporte (segundo a EN 1015-12 (1999)) ................................................ 68 3.4.11 Módulo de elasticidade (com base na NF B10-511F (1975)) ....................................... 70 3.4.12 Determinação da permeabilidade ao vapor de água (segundo a EN 1015-19 ............ 71 3.4.13 Resistência ao choque através da queda de uma massa conhecida ........................... 73 3.4.14 Susceptibilidade à fendilhação por retracção restringida (segundo a ficha de ensaio
do LNEC FE Pa 37) .................................................................................................................... 75 3.4.15 Ensaio de envelhecimento acelerado (com base na EN 1015-21 (2002)).................... 78 3.4.15.1 Permeabilidade à água líquida ................................................................................ 79 3.4.15.2 Aderência ao suporte .............................................................................................. 81 Capítulo 4 - Apresentação e análise de resultados .............................................................. 83 4.1 Primeira fase ......................................................................................................................... 83 4.1.1 Análise granulométrica .................................................................................................. 83 4.1.2 Massa volúmica aparente .............................................................................................. 85 4.2 Segunda fase ......................................................................................................................... 85 4.2.1 Consistência por espalhamento ..................................................................................... 85 4.2.2 Massa volúmica (argamassa no estado fresco) .............................................................. 86 4.2.3 Massa volúmica (argamassa no estado endurecido) ..................................................... 88 4.2.4 Resistência à flexão e à compressão .............................................................................. 90 4.2.5 Absorção de água por capilaridade ................................................................................ 95 4.2.6 Susceptibilidade à fendilhação ....................................................................................... 98 4.3 Terceira fase .......................................................................................................................... 98 4.3.1 Variação dimensional ..................................................................................................... 99 4.3.2 Aderência ao suporte ................................................................................................... 100 4.3.3 Módulo de elasticidade ................................................................................................ 101 4.3.4 Permeabilidade ao vapor de água................................................................................ 104 4.3.5 Resistência ao choque através da queda de uma massa conhecida ........................... 105 4.3.6 Susceptibilidade à fendilhação por retracção restringida ............................................ 109 4.3.7 Ensaio de envelhecimento acelerado .......................................................................... 111 4.3.7.1 Permeabilidade à água líquida ................................................................................ 111 4.3.7.2 Aderência ao suporte .............................................................................................. 112 Capítulo 5 - Conclusões e desenvolvimentos futuros ......................................................... 115 5.1 Considerações finais ............................................................................................................ 115 5.2 Conclusões gerais ................................................................................................................ 116 5.3 Propostas de desenvolvimentos futuros ............................................................................. 120 Referências bibliográficas ................................................................................................ 123 ANEXOS - Resultados individuais da campanha experimental ........................................... A-1

vi
Índice de figuras Figura 1.1 – Depósito de pneus ao ar livre .................................................................................... 1
Figura 1.2 – Primeira obra com betume modificado com borracha utilizando a via seca. ........... 2
Figura 2.1 – Constituição de um pneu .......................................................................................... 7
Figura 2.2 – Ciclo de vida de um pneu. ......................................................................................... 8
Figura 2.3 – Impacte global dos inputs durante o ciclo de vida. ................................................... 9
Figura 2.4 – Impacte global dos outputs durante o ciclo de vida. ................................................ 9
Figura 2.5 – Depósito de pneus em leitos de água. .................................................................... 10
Figura 2.6 – Incêndio num aterro de pneus. Ilha do Faial, Outubro de 2007 ............................. 11
Figura 2.7 – O depósito de pneus em terrenos baldios .............................................................. 12
Figura 2.8 – Tratamento das existências (toneladas).................................................................. 15
Figura 2.9 – Tratamento dos pneus usados gerados. ................................................................. 16
Figura 2.10 – Estrutura utilizada no recife artificial .................................................................... 17
Figura 2.11– Doca de barcos em Lerici, Itália .............................................................................. 17
Figura 2.12 – Pneus usados utilizados como protecção de barcos. ............................................ 17
Figura 2.13 – Sistema séptico de drenagem .............................................................................. 19
Figura 2.14 – Pavimento rodoviário ............................................................................................ 20
Figura 2.15 – Granulado incorporado em relva sintética e em recintos de equitação. .............. 20
Figura 2.16 – Pavimento anti-choque ........................................................................................ 21
Figura 2.17 - Borracha não vulcanizada (à esquerda) e borracha vulcanizada (à direita) .......... 23
Figura 2.18 – Perda de aderência de um reboco devido a movimentos diferenciais. ................ 30
Figura 2.19 – Humedecimento e secagem de um reboco poroso .............................................. 31
Figura 3.1 – Misturadora com a respectiva cuba ........................................................................ 51
Fgura 3.2 – Compactação da argamassa com um pilão .............................................................. 52
Figura 3.3 – Modo de proceder para rasar a superfície do recipiente ....................................... 52
Figura 3.4 – Máquina de vibração (à esquerda) e peneiros de malha quadrada (à direita) ....... 53
Figura 3.5 – Esquema de ensaio da baridade.............................................................................. 55
Figura 3.6 – Procedimento para retirar o excesso de argamassa e molde cónico truncado ..... 56
Figura 3.7 – Aspecto da argamassa após o levantamento do molde.......................................... 57
Figura 3.8 – Modo de proceder para o enchimento do recipiente cilíndrico ............................. 58
Figura 3.9 – Modo de proceder de modo a compactar a argamassa ......................................... 58
Figura 3.10 – Modo de proceder para rasar a superfície do recipiente cilíndrico ...................... 58
Figura 3.11 – Pesagem do conjunto recipiente + argamassa ...................................................... 59
Figura 3.12 – Provetes prismáticos ............................................................................................. 60
Figura 3.13 – Máquina de ensaios especificada na norma ......................................................... 61
Figura 3.14 – Rotura do semi-prisma à flexão ............................................................................ 62
Figura 3.15 – Rotura do semi-prisma à compressão ................................................................... 62
Figura 3.16 – Estufa ventilada ..................................................................................................... 64
Figura 3.17 – Aquecimento da cera (à direita) e barramento de cera (à esquerda) .................. 64
Figura 3.18 – Provetes numa tina com água ............................................................................... 65
Figura 3.19 - Balança com precisão de 0,1 g ............................................................................... 65
Figura 3.20 – Tijolo com tábuas de madeira e grampos de ferro ............................................... 66
Figura 3.21 – Humedecimento do tijolo ..................................................................................... 67
Figura 3.22 – Tijolo com argamassa aplicada .............................................................................. 67
vii
Figura 3.23 – Medição da variação dimensional ......................................................................... 68
Figura 3.24 – Pesagem da massa do provete .............................................................................. 68
Figura 3.25 – Aplicação da força ................................................................................................. 69
Figura 3.26 - Acessório de arrancamento ................................................................................... 69
Figura 3.27 – Resultado do arrancamento das carotes .............................................................. 70
Figuras 3.28 - Aparelho de medição de frequência de ressonância longitudinal ....................... 71
Figura 3.29 – Taças-teste com 600 ml de água ........................................................................... 72
Figura 3.30 – Selagem das juntas com cera ................................................................................ 72
Figura 3.31 – Câmara climática ................................................................................................... 73
Figura 3.32 – Ajustamento da posição do provete a ensaiar ...................................................... 74
Figura 3.33 – Queda da massa de 1 kg após se ter regulado a altura pretendida ...................... 74
Figura 3.34 – Queda da massa sobre o provete e seus efeitos ................................................... 75
Figura 3.35 – Estruturas de suporte dos transdutores de deslocamento ................................... 76
Figura 3.36 - Aparelhos de medição de retracção na posição vertical ....................................... 76
Figura 3.37 - Provete do ensaio de susceptibilidade à fendilhação por retracção restringida ... 77
Figura 3.38 – Aparelho de medição de retracção restringida ..................................................... 77
Figura 3.39 – Câmara de envelhecimento e arca frigorífica ....................................................... 79
Figura 3.40 – Colocação da massa de fixação nos bordos dos tubos de vidro ........................... 80
Figura 3.41 – Fixação dos tubos de vidro ao revestimento ........................................................ 80
Figura 3.42 – Provete posicionado na posição vertical ............................................................... 81
Figura 4.1 – Curva granulométrica da areia de rio ...................................................................... 84
Figura 4.2 – Curva granulométrica corrigida da areia de rio ....................................................... 84
Figura 4.3 – Baridade do ligante e dos agregados ...................................................................... 85
Figura 4.4 – Massa volúmica no estado fresco dos diferentes tipos de argamassa ................... 87
Figura 4.5 – Massa volúmica no estado fresco ........................................................................... 87
Figura 4.6 – Massa volúmica. Comparação com os resultados de BRAVO (2009) ...................... 88
Figura 4.7 – Massa volúmica no estado endurecido aos 28 e aos 90 dias .................................. 89
Figura 4.8 – Massa volúmica no estado endurecido aos 28 dias. ............................................... 89
Figura 4.9 – Massa volúmica das argamassas de agregados de borracha ................................ 90
Figura 4.10 – Tensão de rotura à tracção por flexão aos 28 e 90 dias ........................................ 91
Figura 4.11 – Tensão de rotura à compressão aos 28 e 90 dias ................................................. 91
Figura 4.12 – Flexão aos 28 e aos 90 dias das argamassas de agregados de borracha ............. 92
Figura 4.13 – Comparação dos resultados obtidos à flexão aos 28 dias ..................................... 93
Figura 4.14 – Ensaio de compressão das argamassas de agregados de borracha ..................... 94
Figura 4.15 – Comparação dos resultados obtidos à compressão com os de BRAVO (2009) .... 94
Figura 4.16 – Comparação dos resultados obtidos à compressão aos 28 dias ........................... 95
Figura 4.17 – Coeficiente de absorção de água por capilaridade para as várias argamassas .... 96
Figura 4.18 – Absorção de água por capilaridade para diferentes taxas de substituição .......... 96
Figura 4.19 – Absorção de água por capilaridade em g/mm, em betão (BRAVO, 2009) ............ 97
Figura 4.20 – Absorção de água por capilaridade, em mm, em betão (BRAVO, 2009) .............. 97
Figura 4.21 – Relação entre a variação dimensional e o tempo decorrido ................................ 99
Figura 4.22 – Comparação dos resultados obtidos aos 90 dias com os de BRAVO (2009) ....... 100
Figura 4.23 – Resultados do ensaio de aderência ao suporte .................................................. 101
Figura 4.24 – Resultados do ensaio do módulo de elasticidade aos 28 e 90 dias .................... 102
Figura 4.25 – Resultados interpolados do módulo de elasticidade relativo aos 28 dias .......... 102
viii
Figura 4.26 – Resultados interpolados do módulo de elasticidade relativo aos 90 dias .......... 103
Figura 4.27 – Comparação dos resultados do módulo de elasticidade relativo aos 28 dias ... 103
Figura 4.28 – Resultados obtidos para o módulo de elasticidade aos 28 e 90 dias ................. 104
Figura 4.29 – Variação da massa durante o ensaio de permeabilidade ao vapor de água ....... 105
Figura 4.30 – Fissuras ocorridas na argamassa de referência ................................................... 105
Figura 4.31 – Fissuras ocorridas na argamassa de 5% .............................................................. 106
Figura 4.32 – Fissuras ocorridas na argamassa de 10% ............................................................ 106
Figura 4.33 – Resultados obtidos na argamassa de 15% .......................................................... 107
Figura 4.34 – Força aplicada nos diversos tipos de argamassas em função do tempo ............ 110
Figura 4.35 – Volume de água absorvida durante uma hora .................................................... 111
Figura 4.36 – Resultados de aderência ao suporte após envelhecimento acelerado............... 112
Figura 4.37 – Resultados de aderência ao suporte antes e após envelhecimento acelerado .. 112

ix
Índice de quadros
Quadro 2.1 – Resultados da actividade. Tratamento dos pneus usados gerados ...................... 14
Quadro 2.2 – Resultados da actividade. Tratamento das existências. ....................................... 15
Quadro 2.3 – Resultados da actividade. Tratamento das existências ........................................ 15
Quadro 2.4 – Resultados globais da actividade. ......................................................................... 15
Quadro 2.5 – Propriedades da borracha natural ........................................................................ 23
Quadro 2.6 – Requisitos das argamassas no estado endurecido e norma de ensaio ................. 28
Quadro 2.7 – Classes de compressão para argamassas pré-doseadas de reboco. EN 998-1 ..... 28
Quadro 2.8 – Classes de absorção de água por capilaridade para argamassas. EN 998-1 ......... 28
Quadro 2.9 – Classes de condutividade térmica para argamassas de reboco. EN 998-1 ........... 29
Quadro 2.10 – Dosagens da argamassa de referência (TURATSINZE et al., 2005) ..................... 38
Quadro 2.11 – Composição das argamassa com e sem borracha (TOPÇU et al., 2009) ............. 40
Quadro 3.1 – Ensaios a efectuar na primeira fase ...................................................................... 48
Quadro 3.2 – Ensaios a efectuar na segunda fase ...................................................................... 48
Quadro 3.3 – Argamassas utilizadas na segunda fase ................................................................ 48
Quadro 3.4 – Ensaios a efectuar na terceira fase ....................................................................... 49
Quadro 3.5 – Argamassas utilizadas na terceira fase ................................................................. 49
Quadro 3.6 – Indicação dos tipos de cura para os diferentes ensaios ........................................ 50
Quadro 3.7 – Classificação quanto à susceptibilidade à fendilhação de argamassas ................. 78
Quadro 3.8 – Ciclos climáticos utilizados no ensaio de envelhecimento acelerado .................. 79
Quadro 4.1 – Gama de granulometrias utilizada para a substituição de agregados .................. 83
Quadro 4.2 – Análise granulométrica da areia de rio ................................................................. 84
Quadro 4.3 – Baridade do ligante dos agregados ....................................................................... 85
Quadro 4.4 – Água de amassadura e respectivo espalhamento para as várias argamassas ...... 86
Quadro 4.5 – Massa volúmica no estado fresco dos diferentes tipos de argamassa ................. 86
Quadro 4.6 – Massa volúmica no estado endurecido aos 28 dias para as várias argamassas .. 88
Quadro 4.7 – Massa volúmica no estado endurecido aos 90 dias para as várias argamassas ... 89
Quadro 4.8 – Resultados do ensaio de tracção por flexão ......................................................... 90
Quadro 4.9 – Resultados do ensaio de compressão ................................................................... 91
Quadro 4.10 – Coeficiente de absorção de água por capilaridade para diferentes argamassas 95
Quadro 4.11 – Resultados do ensaio de variação dimensional .................................................. 99
Quadro 4.12 – Resultados do ensaio de aderência ao suporte ................................................ 100
Quadro 4.13 – Resultados do ensaio do módulo de elasticidade aos 28 dias .......................... 101
Quadro 4.14 – Resultados do ensaio do módulo de elasticidade aos 90 dias .......................... 102
Quadro 4.15 – Resultados do ensaio de permeabilidade ao vapor de água ............................ 104
Quadro 4.16 – Resultados do ensaio resistência ao choque para as argamassas de 0 e 5% ... 108
Quadro 4.17 – Resultados do ensaio resistência ao choque para as argamassas de 10 e 15% 109
Quadro 4. 18 – Resultados do ensaio de retracção restringida e respectiva classificação ....... 109
Quadro 4.19 – Resultados de permeabilidade à água líquida com o tubo de Karsten ............. 111
Quadro 4.20 – Resultados do ensaio aderência ao suporte após envelhecimento acelerado . 112
Quadro 5.1 – Resultados dos ensaios realizados na campanha experimental ......................... 118

x

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
1
Capítulo 1 – Introdução
1.1 Considerações iniciais
Durante as últimas décadas nos países desenvolvidos e também, mais recentemente, nos
países em desenvolvimento, tem-se registado uma melhoria significativa na vida das
populações.
Este fenómeno tem levado a uma alteração do estilo de vida do Homem, fazendo aumentar o
nível de exigência e provocado um aumento do tipo e quantidade de resíduos.
Os resíduos que constituem uma fonte de poluição ambiental são considerados actualmente
como um dos principais problemas com que o mundo se debate.
Um dos tipos mais importantes de resíduos são os pneus, cuja quantidade a nível mundial tem
vindo também a aumentar, devido ao crescimento da indústria automóvel. A utilização dos
pneus trouxe consigo a questão de protecção ambiental pois a maior parte dos pneus usados
era abandonada em locais inadequados, constituindo um risco para o ambiente e para a saúde
pública.
De modo a combater esta situação, vários países têm vindo a elaborar legislação com o intuito
de submeter os pneus usados a uma gestão cuidada, procurando encontrar ambientes
destinados a uma correcta deposição deste resíduo.
Figura 1.1 – Depósito de pneus ao ar livre. Fonte: PIMENTA
No que respeita a Portugal, através do Decreto-Lei n.º 111/2001, de 6 Abril, foi estabelecida
uma hierarquia na gestão dos pneus usados, tendo sido definida como prioritária a prevenção
Capítulo 2 – Estado da arte
2
da sua produção, aliada do aumento da vida útil dos pneus, a promoção da recauchutagem e a
implementação e desenvolvimento de sistemas de reciclagem e de outras formas de
valorização dos pneus usados.
Em função das exigências da sociedade também o sector da construção civil tem procurado
encontrar um destino adequado para este tipo de resíduos. Segundo a VALORPNEU, 28.5% do
granulado de borracha produzido pelos recicladores nacionais foi utilizado em pavimentos,
sendo a maior fatia (60.4%) aplicada em relvados sintéticos.
Figura 1.2 – Primeira obra (EN 370) com betume modificado com borracha utilizando a via seca. Fonte: RECIPNEU
No entanto, existem outras tentativas por parte da indústria da construção para dar uma
utilização adequada aos pneus usados, sendo esta dissertação um exemplo disso mesmo, na
qual se pretende estudar o desempenho de argamassas fabricadas com incorporação de
materiais finos provenientes da trituração de pneus.
Deste modo, neste caso de estudo, pretende-se encontrar um material compósito que tire
partido da resistência mecânica conferida pelos materiais cimentícios e das características de
ductilidade apresentadas pelas borrachas.
Apesar de este tema já ter vindo a ser estudado nos últimos anos por investigadores
internacionais, ainda não foram abordadas muitas das propriedades necessárias a um bom
desempenho da argamassa em obra, nomeadamente como revestimento de parede.
Nos estudos já realizados, nomeadamente por TOPÇU et al. (2009), verifica-se que a
incorporação de agregados de borracha é prejudicial à resistência à compressão e à flexão por
tracção. Por outro lado, induz uma diminuição significativa do módulo de elasticidade.
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
3
1.2 Objectivos e metodologia da dissertação
Nesta dissertação, vai-se analisar uma solução alternativa a dar aos pneus usados sem agredir
o meio ambiente e contribuindo desta forma para a protecção ambiental. Mais
concretamente, estudar-se-á a sua aplicação em argamassas não-estruturais, nomeadamente
a usar como revestimentos de paredes.
Nos últimos tempos, outros investigadores já propuseram o uso de pneus usados em betão e
argamassas pelo que esta dissertação pretende adicionar mais informação à existente,
estudando o desempenho expectável, quer mecânico quer em termos de durabilidade, de
argamassas fabricadas com incorporação de materiais finos provenientes da trituração de
pneus.
Assim, para avaliar a influência da adição deste resíduo, ensaiaram-se argamassas com
agregados de borracha de pneus usados a substituírem a areia, com uma curva granulométrica
idêntica a esta última, de modo a reduzir a influência da granulometria nos resultados obtidos.
Para tal, foram fixadas diferentes taxas de substituição (5, 10 e 15% do volume total de
agregados) de agregados naturais por agregados de borracha de pneus usados. Em todos os
ensaios, foram utilizadas partículas menores do que 2 mm. Os resultados obtidos foram
comparados com uma argamassa de referência (sem partículas de borracha de pneus usados).
Este estudo, além de um óbvio interesse ambiental, tem como objectivo principal encontrar
soluções que, além de aproveitarem a resistência mecânica conferida pelos materiais
cimentícios, consigam também incrementar nas argamassas características de ductilidade.
1.3 Estrutura e organização do trabalho
Nesta investigação, estruturou-se o trabalho em 5 etapas: 1ª) pesquisa bibliográfica; 2ª)
preparação do plano de ensaios; 3ª) campanha experimental; 4ª) análise e discussão dos
resultados; 5ª) compilação da informação e escrita da dissertação.
A primeira etapa consistiu numa pesquisa bibliográfica, tendo como objectivo o de recolher
informação existente sobre o tema em estudo. Estudaram-se dissertações existentes e artigos
de revistas e de congressos de especialidade. Desta forma, foi possível adquirir-se numa
primeira fase um conhecimento generalizado sobre o assunto a ser tratado.
Terminada esta etapa seguiu-se a preparação do plano de ensaios. Através dos conhecimentos
adquiridos e do material pesquisado, procedeu-se à definição dos ensaios a realizar (que foram
baseados na normalização existente), à definição dos parâmetros a variar e, finalmente, à

Capítulo 2 – Estado da arte
4
preparação dos ensaios a realizar no Laboratório de Ensaio de Revestimentos de Paredes
(LNEC/LERevPa) do Laboratório Nacional de Engenharia Civil.
Além do referido, nesta fase elaborou-se também um mapa de quantidades, de modo a ser
possível saber-se a quantidade de cada material a ser usado no trabalho experimental. Assim,
foi possível proceder-se à encomenda e aquisição do respectivo material.
Num processo de encadeamento lógico, seguiu-se a campanha experimental. Esta terceira
etapa teve como objectivo avaliar as características de argamassas de cimento com a
incorporação de partículas finas de borracha, tendo sido estruturada em 3 fases. Na primeira,
foram realizados ensaios com intuito de se analisarem as propriedades dos constituintes das
argamassas, mais concretamente dos agregados naturais e dos agregados de borracha de
pneus usados. A segunda fase experimental consistiu em ensaios de carácter eliminatório, os
quais avaliaram as características essenciais das argamassas. Por fim, a terceira fase consistiu
em escolher a argamassa que apresentou melhores resultados nos ensaios realizados
anteriormente. Escolhida a argamassa, efectuou-se mais uma série de testes, de modo a obter-
se uma caracterização mais pormenorizada.
Feito isto, passou-se para a etapa de análise e discussão dos resultados, que se iniciou com o
início da campanha experimental.
Nesta etapa, efectuou-se a avaliação crítica do trabalho experimental através da análise dos
resultados obtidos. Procurou-se justificar e concluir sobre estes através da sua comparação
com valores de outros trabalhos já executados sobre o tema.
Finalmente, seguiu-se a última etapa que consistiu na compilação da informação e escrita da
dissertação. No que respeita à escrita da dissertação, de forma a que esta resultasse num texto
conciso e claro, foram definidos cinco capítulos:
capítulo 1: neste capítulo, efectua-se um enquadramento geral da dissertação,
apresentando as motivações que lhe deram origem e explicando os objectivos que
pretende alcançar; além disto, apresenta-se a metodologia utilizada na sua elaboração
bem como a sua organização por capítulos;
capítulo 2: no âmbito deste capítulo, é feita uma compilação da informação
pesquisada sobre o assunto a tratar; neste sentido, foi efectuado um levantamento do
estado da arte existente e que se encontrava relacionado com o tema da dissertação;
capítulo 3: neste capítulo, procede-se a uma descrição da campanha experimental;
deste modo, apresenta-se o planeamento elaborado para a sua execução, efectuando-
se uma descrição dos equipamentos, modos de procedimento e normas nas quais os
ensaios se basearam;
capítulo 4: no presente capítulo, apresenta-se e procura-se concluir sobre os
resultados obtidos na campanha experimental; nos ensaios em que isso é possível,
comparam-se os valores com os de outros trabalhos já realizados.
capítulo 5: no último capítulo da dissertação, apresentam-se as conclusões que
resultaram da sua realização; procura-se evidenciar as diferenças existentes entre as
argamassas com incorporação de agregados de borracha e as argamassas constituídas
apenas por agregados naturais (areia).
Por fim, a dissertação termina com as referências bibliográficas e anexos referenciados ao
longo do texto.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
5
Capítulo 2 – Estado da arte
2.1 Introdução
Este capítulo aborda três temáticas distintas que resultaram da pesquisa bibliográfica
efectuada para a elaboração da dissertação. Numa primeira fase, efectua-se uma exposição
sobre o tema pneu, analisando diversos vectores como o seu ciclo de vida, impactes no
ambiente e na saúde pública, enquadramento legal e tipos de valorização para os pneus
usados. Esta fase inicial encerra com uma caracterização dos elastómeros (borrachas),
principais constituintes dos pneus.
O segundo tema abordado diz respeito às argamassas de revestimento. Nesta parte, começa-
se por referir definições e conceitos necessários à compreensão do tema bem como
regulamentação a que as argamassas de revestimento estão sujeitas. Posteriormente,
abordam-se as exigências funcionais que um revestimento exterior de paredes necessita de
cumprir para poder desempenhar adequadamente as suas funções.
Finalmente, no último tema, procede-se a uma descrição de estudos já realizados sobre
argamassas com borrachas, expondo-se os resultados e conclusões postuladas pelos seus
autores.
2.2 Problema dos pneus usados 2.2.1 Definição e caracterização de um pneu
De acordo com o Decreto-Lei n.º 111/2001, de 6 de Abril, que estabelece os princípios e as
normas aplicáveis à gestão de pneus e pneus usados apresentam-se as seguintes definições:
a) Pneus:
Os pneus utilizados em veículos motorizados, aeronaves, reboques, velocípedes e
outros equipamentos, motorizados ou não motorizados, que os contenham;
b) Pneus usados:
Quaisquer pneus de que o respectivo detentor se desfaça ou tenha a intenção ou a
obrigação de se desfazer e que constituam resíduos na acepção da alínea a) do artigo
3.o do Decreto-Lei n.o 239/97, de 9 de Setembro, ainda que destinados a reutilização
(recauchutagem);

Capítulo 2 – Estado da arte
6
c) Pneu recauchutado:
O pneu usado que é objecto de processo industrial de acordo com as especificações
técnicas aplicáveis, com vista à sua reutilização, sendo de novo colocado no mercado.
No que respeita à sua constituição (Figura 2.1), os pneus apresentam os seguintes
componentes (FAPEMIG, 2002):
a) Carcaça: é a estrutura interna do pneu, tendo como finalidade suportar o peso do
veículo e reter o ar sob pressão. É constituída por lonas de nylon, poliéster ou aço, que
no caso dos pneus convencionais (ou diagonais) são dispostas no sentido diagonal
enquanto que, nos pneus radiais, o são no sentido radial. Neste caso, existe uma série
adicional de lonas, denominada cintura, que cobre a tela tendo como objectivo a sua
estabilização. Estas lonas são constituídas por aço (FAPEMIG, 2002);
b) Talão: apresenta a forma de um anel e permite que o pneu fique solidário com a jante,
sendo construído por diversos arames de aço de alta resistência, que são unidos e
envolvidos por borracha (FAPEMIG, 2002);
c) Paredes: são as partes laterais do pneu e têm como função proteger a carcaça. São
constituídos por borracha com alto grau de elasticidade (BRASIL TIRES, 2009);
d) Banda de rodagem: é a parte que fica em contacto directo com o solo, constituída por
compostos de borracha com alta resistência ao desgaste. É a zona por onde o esforço
do motor se transmite ao solo permitindo que o veículo se mova, curve e trave. A sua
superfície é formada por partes cheias e outras vazias (sulcos) com o intuito de
maximizar a aderência dos veículos aos diversos tipos de pavimento (VALORPNEU,
2009A);
e) Cintas: constituídas por um tecido de aço revestido a borracha colocada nos pneus
radiais com função de estabilizar a carcaça (FAPEMIG, 2002);
f) Capa: camada que permite a impermeabilidade ao ar e substitui as câmaras-de-ar;
g) Cunhas: reforçam o talão. São perfis de borracha muito dura;
h) Tiras: reforços que podem ser construídos só com misturas de borracha ou com
tecidos revestidos a borracha. Têm como objectivo ajudar a dar forma ao pneu e a
rematar pormenores de construção. A sua utilização é muito variável de fabricante
para fabricante. Podem ser colocadas a formar ombros, a sujeitar os extremos das
cintas, a proteger a zona de encaixe na jante ou a rematar os extremos da carcaça.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
7
Figura 2.1 – Constituição de um pneu
2.2.2 Análise do ciclo de vida de um pneu
A análise do ciclo de vida é uma técnica que permite avaliar os aspectos ecológicos resultantes
da interacção de um produto com o Ambiente.
Neste subcapítulo, são apresentados dados sobre o fluxo material e energético e sobre as
emissões e resíduos que se podem originar durante o ciclo de vida de um pneu. Estes dados
constam de um estudo elaborado por KRÖMER et al. (1999) para a Continental.
Segundo KRÖMER et al. (1999), o ciclo de vida de um pneu (Figura 2.2) é composto por cinco
estágios:
a) Extracção de minerais e matérias-primas fósseis, como o petróleo bruto,
o carvão, o gás natural e o ferro;
b) Fabrico das matérias-primas do pneu, como a borracha, o negro de carbono e
produtos químicos;
c) Produção do pneu;
d) Consumo do pneu (uso do pneu na estrada);
e) Utilização dos pneus usados como matéria-prima ou fornecedor de energia.

Capítulo 2 – Estado da arte
8
Figura 2.2 – Ciclo de vida de um pneu. Fonte: Michelin
Estes investigadores fizeram uma análise ao ciclo de vida estudando os inputs e os outputs do
sistema. Os inputs estudados foram:
a) Recursos consumidos;
b) Necessidades de água;
c) Necessidades de ar.
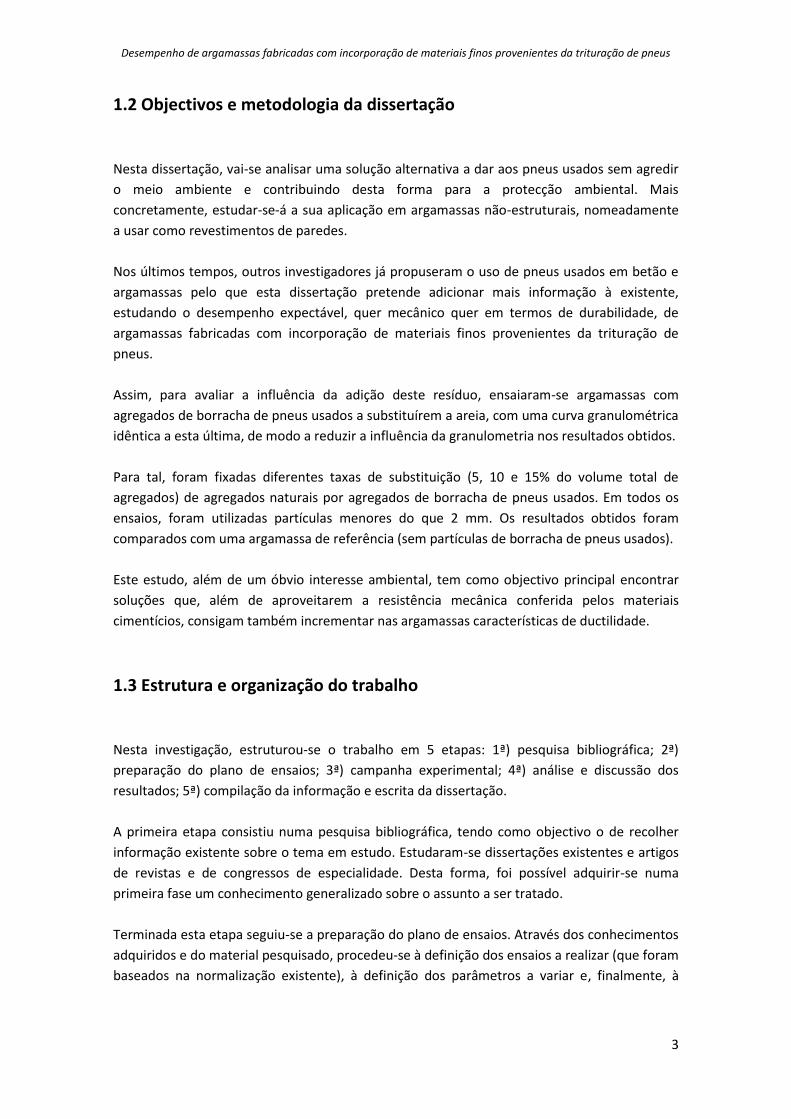
Através da Figura 2.3, é possível observar que o fabrico e o transporte são as fases do ciclo de
vida de um pneu com menor impacte global nos inputs estudados. A fase de transporte
apresenta valores de consumo dos diferentes inputs de apenas de 0.2% e a fase de fabrico
consumos que variam entre 1.1 e 4.8% consoante o input em causa.
A utilização do pneu representa a fase com maior impacte global no que respeita aos inputs
recursos consumidos e necessidades de ar com valores aproximadamente de 88 e 96%,
respectivamente. Estes valores são justificados pelo facto de nesta fase ser necessário obter
grandes quantidades de energia.
Relativamente à aquisição de matérias-primas, verifica-se que é nesta fase que é usada a
maioria do input necessidades de água, cerca de 90%. As necessidades deste input estão
directamente relacionadas com o fabrico de borracha sintética (SBR) e também com a
obtenção de rayon (fibra).
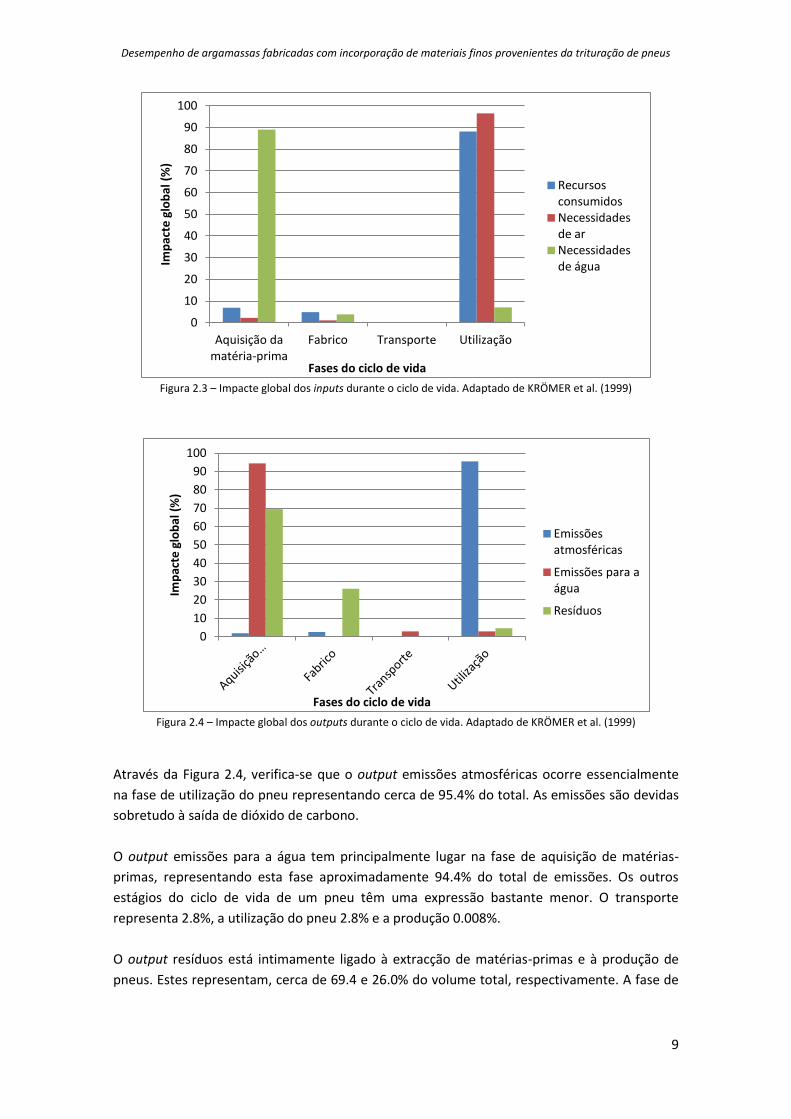
No que respeita aos outputs, foram analisados os seguintes:
a) Emissões atmosféricas;
b) Emissões para a água;
c) Resíduos.
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
9
Figura 2.3 – Impacte global dos inputs durante o ciclo de vida. Adaptado de KRÖMER et al. (1999)
Figura 2.4 – Impacte global dos outputs durante o ciclo de vida. Adaptado de KRÖMER et al. (1999)
Através da Figura 2.4, verifica-se que o output emissões atmosféricas ocorre essencialmente
na fase de utilização do pneu representando cerca de 95.4% do total. As emissões são devidas
sobretudo à saída de dióxido de carbono.
O output emissões para a água tem principalmente lugar na fase de aquisição de matérias-
primas, representando esta fase aproximadamente 94.4% do total de emissões. Os outros
estágios do ciclo de vida de um pneu têm uma expressão bastante menor. O transporte
representa 2.8%, a utilização do pneu 2.8% e a produção 0.008%.
O output resíduos está intimamente ligado à extracção de matérias-primas e à produção de
pneus. Estes representam, cerca de 69.4 e 26.0% do volume total, respectivamente. A fase de
0
10
20
30
40
50
60
70
80
90
100
Aquisição da matéria-prima
Fabrico Transporte Utilização
Imp
acte
glo
bal
(%
)
Fases do ciclo de vida
Recursos consumidos Necessidades de ar Necessidades de água
0
10
20
30
40
50
60
70
80
90
100
Imp
acte
glo
bal
(%
)
Fases do ciclo de vida
Emissões atmosféricas
Emissões para a água
Resíduos
Capítulo 2 – Estado da arte
10
utilização de um pneu corresponde a cerca de 4,6% do volume total de resíduo e o transporte
a menos de 0.1%.
2.2.3 Impactes no ambiente e na saúde pública
Os pneus usados gerados, embora relacionados com a frota de veículos de cada país,
constituem um problema mundial pois é difícil encontrar uma solução para o seu destino final.
Isto acontece porque, apesar de o valor intrínseco dos constituintes deste resíduo ser elevado,
a sua reciclagem comporta custos elevados relacionados com dificuldades logísticas e
tecnológicas.
Os pneus são constituídos essencialmente por borrachas (natural e sintéticas) vulcanizadas e é
por causa do processo de vulcanização que se torna difícil reaproveitar os constituintes
originais do pneu devido à dificuldade de reverter este processo e de separar os restantes
componentes da matriz molecular criada.
Os dados mostram que a quantidade de pneus usados nas últimas décadas a nível mundial tem
vindo a aumentar devido ao crescimento da indústria automóvel. Nos países industrializados, é
descartado, de um modo geral, o correspondente a um pneu de automóvel ligeiro por
habitante por ano, ou seja, 9 kg/habitante/ano (RESCHNER, 2008).
Devido à inexistência de interesse comercial na reciclagem de pneus usados, estes deram
origem a depósitos ao ar livre de grandes dimensões, sendo estes um risco para o ambiente e
para a saúde pública.
Os problemas ambientais que ocorrem devido ao depósito de pneus usados estão
relacionados com os seguintes factores:
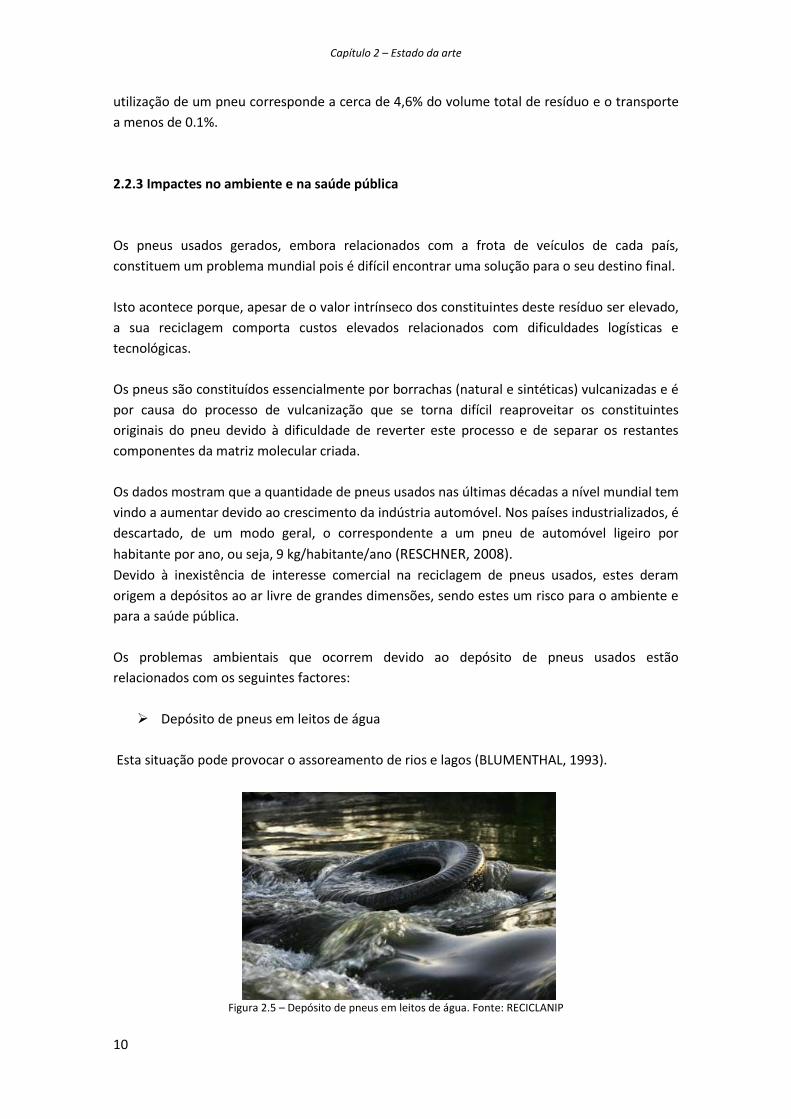
Depósito de pneus em leitos de água
Esta situação pode provocar o assoreamento de rios e lagos (BLUMENTHAL, 1993).
Figura 2.5 – Depósito de pneus em leitos de água. Fonte: RECICLANIP
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
11
Deposição em aterros sanitários
A deposição em aterros sanitários também se mostrou desadequada, sendo proibida na
Europa pela Directiva do Conselho 1999/31/CE, de 26 de Abril. Uma das razões é que os pneus,
por apresentarem baixa compressibilidade, quando compactados inteiros tendem a voltar à
sua forma de origem, reduzindo assim a vida útil dos aterros e comprometendo a sua
estabilidade (COLLINS et al., 1994). Uma outra razão é o tempo de decomposição de um
pneu ser de centenas de anos.
Assim, os Governos dos países mais desenvolvidos têm criado, por via legislativa, ambientes
propícios a uma correcta deposição final deste resíduo.
Nos Estados Unidos da América, o caminho seguido tem sido o de procurar influenciar o
mercado. Na Europa, a opção preferida tem sido a de responsabilizar o fabricante do bem pelo
seu destino final adequado. Tende a considerar-se, na Europa, que o poluidor é quem produz o
bem e não quem o utiliza. Portugal não foge a esta regra e a opção foi a de obrigar os
produtores a constituir uma Entidade Gestora do Sistema de Gestão de Pneus Usados.
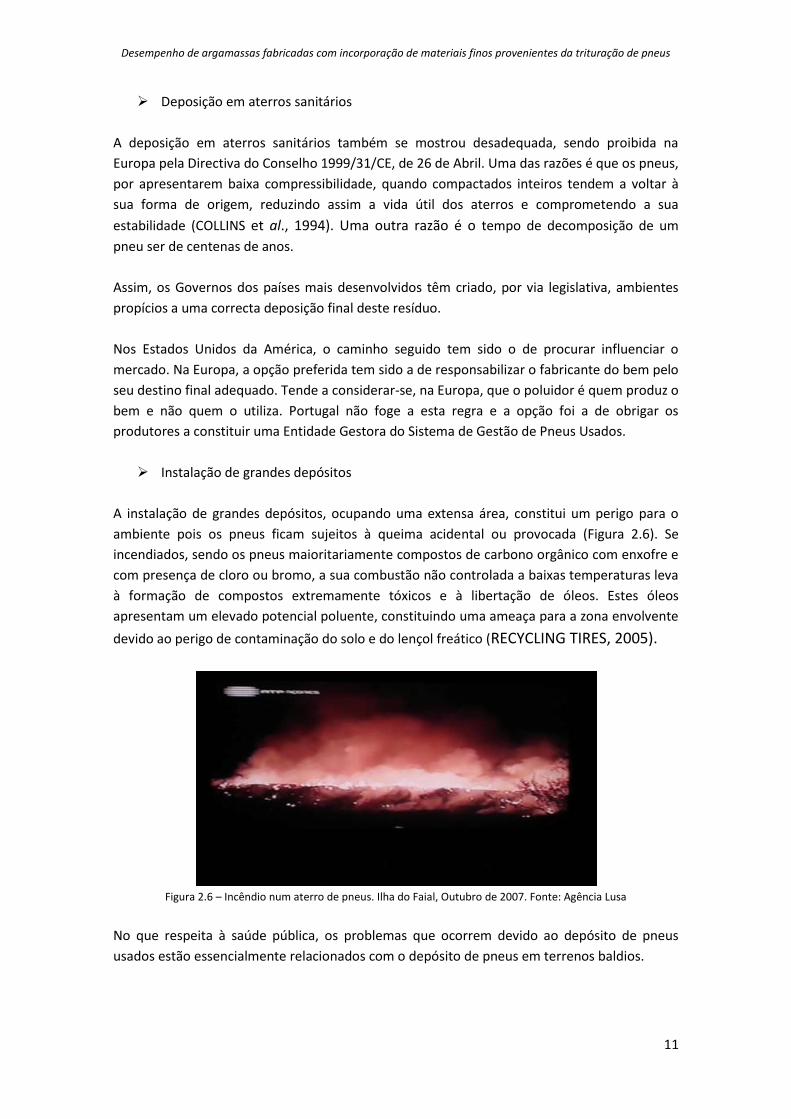
Instalação de grandes depósitos
A instalação de grandes depósitos, ocupando uma extensa área, constitui um perigo para o
ambiente pois os pneus ficam sujeitos à queima acidental ou provocada (Figura 2.6). Se
incendiados, sendo os pneus maioritariamente compostos de carbono orgânico com enxofre e
com presença de cloro ou bromo, a sua combustão não controlada a baixas temperaturas leva
à formação de compostos extremamente tóxicos e à libertação de óleos. Estes óleos
apresentam um elevado potencial poluente, constituindo uma ameaça para a zona envolvente
devido ao perigo de contaminação do solo e do lençol freático (RECYCLING TIRES, 2005).
Figura 2.6 – Incêndio num aterro de pneus. Ilha do Faial, Outubro de 2007. Fonte: Agência Lusa
No que respeita à saúde pública, os problemas que ocorrem devido ao depósito de pneus
usados estão essencialmente relacionados com o depósito de pneus em terrenos baldios.

Capítulo 2 – Estado da arte
12
A deposição de pneus em terrenos baldios tende a atrair e a reter a água da chuva, bem como
a absorver a luz do sol (Figura 2.7). Assim, a água estagnada, aliada às condições de calor
geradas, criam um ambiente propício à procriação e multiplicação de mosquitos (Nehdi, 2001).
Esta situação tem especial relevância nos países tropicais onde os mosquitos são importantes
vectores de propagação de doenças como a malária, o dengue (Figura 2.7) ou a febre-amarela.
Além disto, os pneus usados encontram-se desta forma sujeitos à queima acidental ou
provocada.
Figura 2.7 – O depósito de pneus em terrenos baldios pode levar a problemas de saúde pública
2.2.4 Enquadramento legal da gestão de pneus usados
Como referido, o abandono em terrenos não apropriados, a queima a céu aberto e a
deposição de pneus usados originam graves problemas ambientais. Assim sendo, para que
estes não constituam um risco para a saúde pública, é necessário existir uma atenção
suplementar na sua gestão.
Esta problemática começou a estar na agenda dos países membros da Comunidade Europeia
em 1990, de modo a que fossem encontradas soluções que assegurassem o controlo e a
eliminação dos pneus usados dos aterros.
Contudo, não foi criado nenhum regulamento europeu que tratasse especificamente dos
pneus, apesar de terem sido realizadas tentativas em 1993 e 1994 para aprovar duas directivas
que tratavam somente de pneus, tendo estes projectos sido suspensos. As regulamentações
variam consoante o país mas todas elas contemplam mecanismos de recolha e tratamento de
pneus.
No entanto, a Directiva europeia 1999/31/CE veio proibir o depósito de pneus inteiros e
triturados nos aterros, cabendo a cada estado membro determinar o seu próprio sistema de
gestão no final da vida útil dos pneus. Esta Directiva foi transposta para o direito interno
português pelo DL n.º 152/2002, de 23 de Maio. Na Europa, existem três tipos de sistemas de
gestão:
1.Sistema de responsabilidade do produtor;
2.Sistema de taxas;
3.Sistema de mercado livre.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
13
Em Portugal, é usado o sistema de responsabilidade do produtor. Este sistema encontra-se
regulamentado através do Decreto-Lei n.º 111/2001, de 6 de Abril, que posteriormente foi
alterado pelo DL n.º 43/2004, de 2 de Março, que estabelece os princípios e as normas
aplicáveis à gestão de pneus e pneus usados. Este DL confere prioridade à prevenção da
produção de pneus usados, à qual, segundo este, se deve aliar um acréscimo da vida útil dos
pneus, a promoção da recauchutagem e a implementação e desenvolvimento de sistemas de
reciclagem bem como outras formas de valorização.
No sistema de responsabilidade do produtor, o produtor de pneus novos é o responsável pela
recolha, transporte e destino final adequado dos pneus usados, sendo que, em Portugal, de
acordo com a legislação referida, a gestão destes deve ser submetida a um sistema integrado e
a responsabilidade deve ser transferida para uma entidade gestora do sistema integrado,
desde que devidamente licenciada para exercer essa actividade.
A responsabilidade do produtor pelo destino adequado dos pneus usados termina com a
entrega destes, por parte da entidade gestora, a uma entidade devidamente autorizada e/ou
licenciada para a sua recauchutagem, reciclagem ou outras formas de valorização.
No entanto, as entidades que apenas utilizam pneus usados em trabalhos de construção civil e
obras públicas, como protecção de embarcações, molhes marítimos ou fluviais e no
revestimento dos suportes dos separadores de vias de circulação automóvel, estão
dispensadas de autorização ao abrigo da legislação aplicável à gestão de resíduos.
A entidade gestora deve ser uma entidade sem fins lucrativos, constituída pelos produtores,
pelos distribuidores, pelos recauchutadores, pelos recicladores e por outros valorizadores. A
entidade gestora do sistema integrado tem como função:
a) Organizar a rede de recolha e transporte dos pneus usados, efectuando os necessários
contratos com distribuidores, sistemas municipais e multimunicipais de gestão de resíduos
sólidos urbanos ou seus concessionários ou outros operadores, a quem deverá prestar as
correspondentes contrapartidas financeiras;
b) Decidir sobre o destino a dar a cada lote de pneus usados, respeitando a hierarquia dos
princípios de gestão e tendo em conta os objectivos fixados no Decreto-Lei;
c) Estabelecer contratos com os recauchutadores, recicladores e outros valorizadores para
regular as receitas ou encargos determinados pelos respectivos destinos dados aos pneus. A
transferência de responsabilidade de cada produtor para a entidade gestora é objecto de
contrato escrito, com a duração mínima de cinco anos.
Em Portugal, os produtores de pneus organizaram-se, conjuntamente com os industriais de
recauchutagem de pneus e de borracha e formaram a VALORPNEU – Sociedade de Gestão de
Pneus, L.da., que se constituiu como a entidade gestora do Sistema Integrado de Gestão de
Pneus Usados (SGPU). Esta foi licenciada em 7 de Outubro de 2002, por um prazo de 5 anos,
pelos Ministérios das Cidades, Ordenamento do Território e Ambiente e da Economia, tendo
Capítulo 2 – Estado da arte
14
sido a licença entretanto renovada até 31 de Dezembro de 2013 segundo o despacho n.º
19692 de 2009.
A VALORPNEU é uma sociedade por quotas, com o capital repartido pela ACAP (Associação do
Comércio Automóvel de Portugal), ANIRP (Associação Nacional dos Industriais de
Recauchutagem de Pneus) e APIB (Associação Portuguesa dos Industriais de Borracha).
A VALORPNEU gere todos os pneus usados gerados, sendo financiada através de um ecovalor
cobrado por cada pneu colocado no mercado.
O destino dos pneus usados depende do tipo de pneu em questão, da qualidade e estado de
conservação da carcaça e do valor comercial que estas possam ter para reutilização
(recauchutagem). Atendendo a estas diferenças, os pneus foram classificados em treze
categorias homogéneas, com base na tipologia utilizada pelos produtores.
Na licença de exploração atribuída à VALORPNEU, está estipulada a cessação da deposição de
pneus usados em aterros, nos termos do Decreto-Lei n.º 152/2002, de 23 de Maio, relativo à
deposição de resíduos em aterros.
No entanto, segundo o artigo 6º, alínea d) do mesmo Decreto-Lei, é permitida a deposição em
aterro dos pneus utilizados como elementos de protecção num aterro, dos pneus de bicicleta e
dos que possuam um diâmetro exterior superior a 1400 mm.
Assim sendo, os destinos possíveis para os pneus usados são a recauchutagem, a reciclagem, a
valorização energética e, para algumas categorias de pneus, o aterro.
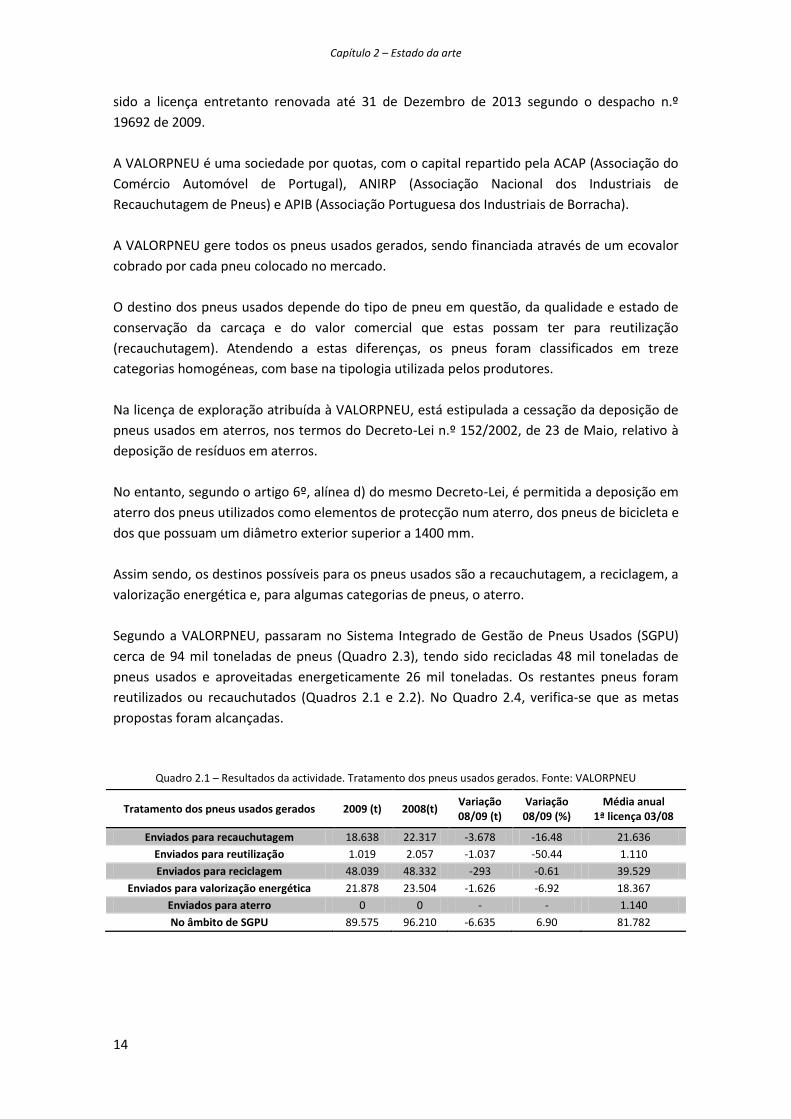
Segundo a VALORPNEU, passaram no Sistema Integrado de Gestão de Pneus Usados (SGPU)
cerca de 94 mil toneladas de pneus (Quadro 2.3), tendo sido recicladas 48 mil toneladas de
pneus usados e aproveitadas energeticamente 26 mil toneladas. Os restantes pneus foram
reutilizados ou recauchutados (Quadros 2.1 e 2.2). No Quadro 2.4, verifica-se que as metas
propostas foram alcançadas.
Quadro 2.1 – Resultados da actividade. Tratamento dos pneus usados gerados. Fonte: VALORPNEU
Tratamento dos pneus usados gerados 2009 (t) 2008(t) Variação 08/09 (t)
Variação 08/09 (%)
Média anual 1ª licença 03/08
Enviados para recauchutagem 18.638 22.317 -3.678 -16.48 21.636
Enviados para reutilização 1.019 2.057 -1.037 -50.44 1.110
Enviados para reciclagem 48.039 48.332 -293 -0.61 39.529
Enviados para valorização energética 21.878 23.504 -1.626 -6.92 18.367
Enviados para aterro 0 0 - - 1.140
No âmbito de SGPU 89.575 96.210 -6.635 6.90 81.782
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
15
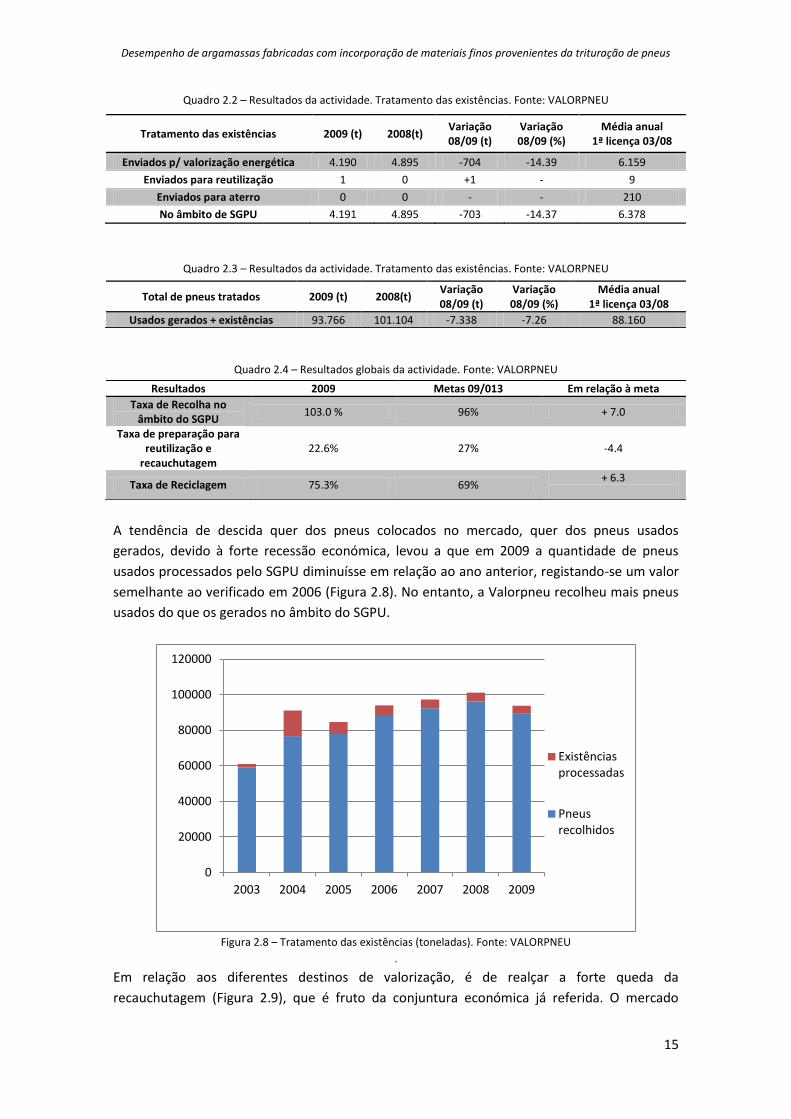
Quadro 2.2 – Resultados da actividade. Tratamento das existências. Fonte: VALORPNEU
Quadro 2.3 – Resultados da actividade. Tratamento das existências. Fonte: VALORPNEU
Quadro 2.4 – Resultados globais da actividade. Fonte: VALORPNEU
A tendência de descida quer dos pneus colocados no mercado, quer dos pneus usados
gerados, devido à forte recessão económica, levou a que em 2009 a quantidade de pneus
usados processados pelo SGPU diminuísse em relação ao ano anterior, registando-se um valor
semelhante ao verificado em 2006 (Figura 2.8). No entanto, a Valorpneu recolheu mais pneus
usados do que os gerados no âmbito do SGPU.
Figura 2.8 – Tratamento das existências (toneladas). Fonte: VALORPNEU
.
Em relação aos diferentes destinos de valorização, é de realçar a forte queda da
recauchutagem (Figura 2.9), que é fruto da conjuntura económica já referida. O mercado
0
20000
40000
60000
80000
100000
120000
2003 2004 2005 2006 2007 2008 2009
Existências processadas
Pneus recolhidos
Tratamento das existências 2009 (t) 2008(t) Variação 08/09 (t)
Variação 08/09 (%)
Média anual 1ª licença 03/08
Enviados p/ valorização energética 4.190 4.895 -704 -14.39 6.159
Enviados para reutilização 1 0 +1 - 9
Enviados para aterro 0 0 - - 210
No âmbito de SGPU 4.191 4.895 -703 -14.37 6.378
Total de pneus tratados 2009 (t) 2008(t) Variação 08/09 (t)
Variação 08/09 (%)
Média anual 1ª licença 03/08
Usados gerados + existências 93.766 101.104 -7.338 -7.26 88.160
Resultados 2009 Metas 09/013 Em relação à meta
Taxa de Recolha no âmbito do SGPU
103.0 % 96% + 7.0
Taxa de preparação para reutilização e
recauchutagem 22.6% 27% -4.4
Taxa de Reciclagem 75.3% 69% + 6.3

Capítulo 2 – Estado da arte
16
condiciona fortemente a produção, nomeadamente de pneus recauchutados, e a sua
comercialização.
Apesar deste facto, através da Figura 2.9, verifica-se que a reciclagem se manteve ao nível do
ano anterior.
Figura 2.9 – Tratamento dos pneus usados gerados. Fonte: VALORPNEU
2.2.5 Tipo de valorização para os pneus usados
Como referido, a valorização dos pneus usados passa por uma das seguintes formas:
a) Reutilização;
b) Recauchutagem;
c) Reciclagem;
d) Valorização energética.
Reutilização
Segundo a VALORPNEU, a reutilização consiste no "aproveitamento do pneu, que ainda se
encontra em condições, sendo de novo colocado no mercado para continuar a ser utilizado
para o mesmo fim (reutilização meio-piso), ou aproveitamento do pneu, sem necessidade de
qualquer pré-processamento, para utilização em fim diverso do qual foi concebido
(reutilização para outros fins) ".
Os pneus usados podem ser reutilizados em diversas aplicações como, por exemplo:
0
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
2003 2004 2005 2006 2007 2008 2009
Valorização Energética
Reciclagem
Recauchutagem
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
17
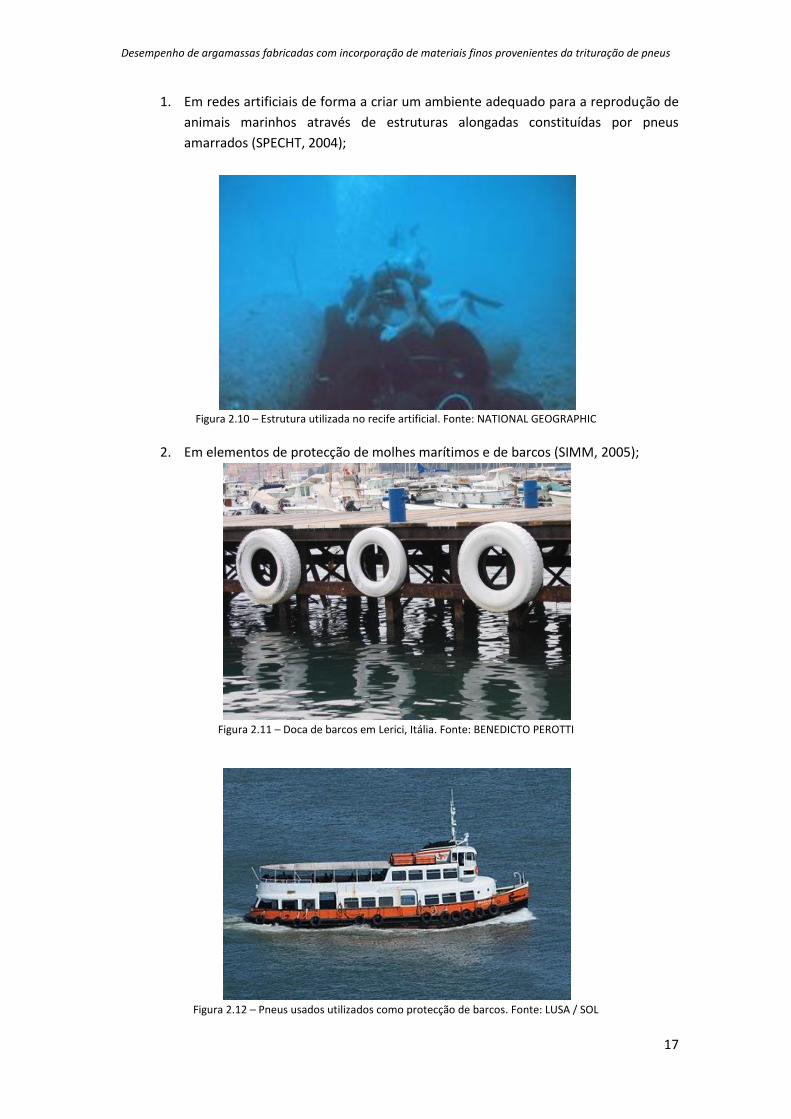
1. Em redes artificiais de forma a criar um ambiente adequado para a reprodução de
animais marinhos através de estruturas alongadas constituídas por pneus
amarrados (SPECHT, 2004);
Figura 2.10 – Estrutura utilizada no recife artificial. Fonte: NATIONAL GEOGRAPHIC
2. Em elementos de protecção de molhes marítimos e de barcos (SIMM, 2005);
Figura 2.11 – Doca de barcos em Lerici, Itália. Fonte: BENEDICTO PEROTTI
Figura 2.12 – Pneus usados utilizados como protecção de barcos. Fonte: LUSA / SOL

Capítulo 2 – Estado da arte
18
3. Na protecção contra a erosão costeira (SIMM, 2005);
4. Na construção de túneis, para evitar o contacto directo entre as rochas
desprendidas dos maciços e a laje superior do túnel;
5. Em pisos permeáveis para estradas, assim como em camadas drenantes na
construção de plataformas ou armazéns (VALORPNEU, 2009d);
6. Na construção de edificações: segundo SPECHT (2004), os pneus inteiros quando
preenchidos com material granular, apresentam bons resultados no que diz
respeito ao isolamento térmico, acústico e apresentam uma flexibilidade capaz de
absorver possíveis assentamentos nas fundações.
Recauchutagem
Segundo o Decreto-Lei n.o 111/2001, de 6 de Abril, a recauchutagem é a "operação pela qual
um pneu já utilizado, após cumprir o ciclo de vida para o qual foi projectado e concebido, é
reconstruído de modo a permitir a sua utilização para o mesmo fim para que foi concebido;".
Reciclagem
De acordo com o Decreto-Lei referido, a reciclagem consiste no "processamento de pneus
usados para qualquer fim, que não o inicial, nomeadamente como matéria-prima, excluindo a
valorização energética;".
Dois dos processos mais conhecidos de reciclagem de pneus usados são o processo mecânico e
o processo criogénico. O processo mecânico consiste na fragmentação dos pneus numa série
de trituradoras e moinhos até a borracha atingir a dimensão de grânulos. No processo
criogénico, o pneu sofre uma primeira trituração mecânica sendo em seguida os seus
fragmentos transportados para o túnel criogénico. Após a passagem pelo túnel criogénico e
pelos martelos pneumáticos, obtém-se granulado de borracha fino, aço e têxtil.
De acordo com a OCDE (JOHNSTONE et al., 2005), uma das grandes dificuldades no
desenvolvimento dos mercados de reciclagem consiste no estabelecimento de padrões. Estes
padrões são importantes para agilizar a comunicação e os custos da negociação. Neste sentido,
a ETRA (European Tyre Recycling Association) desenvolveu uma classificação para os vários
níveis de reciclados:
a) Aglomerados (bales): empacotamento de pneus inteiros prensados e atados juntos;
b) Cortes (cuts): pneus fragmentados mecanicamente de forma irregular em grandes
bocados > 300 mm;
c) Pedaços (shreds): cortes de menores dimensões, entre 50 e 300 mm;

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
19
d) Chips: pedaços de menores dimensões, entre 10 e 50 mm;
e) Grosagem (buffings) ou raspagem: borracha vulcanizada resultante da raspagem do
pneu para remover restos de piso antes da recauchutagem;
f) Granulados: borracha triturada em grãos entre 1 e 10 mm. Podem ser obtidos por
moagem criogénica ou à temperatura ambiente;
g) Pó: fracções médias da moagem, inferior a 1 mm, facilmente obtidos por moagem
criogénica;
h) Pó refinado: fracções mais finas da moagem, inferior a 0,5 mm, essencialmente
proveniente da moagem criogénica; pode incluir também pós com superfícies
modificadas para fins específicos;
i) Regenerado (reclaimed): borracha submetida a tratamento para reverter a
vulcanização e retomar algumas propriedades originais, em especial a capacidade de
vulcanizar novamente, a processabilidade e a adesividade;
j) Materiais melhorados (upgraded): borrachas processadas para realçar propriedades
específicas;
k) Aço: fibras de aço recuperadas dos pneus;
l) Fluff: o cotão resultante da separação dos têxteis presentes nos pneus;
m) Outros: outros artigos.
Os pneus usados reciclados podem ser usados:
1. Em engenharia de aterro sanitário, onde os pneus inteiros, cortados em pedaços ou
triturados podem ser utilizados como material de enchimento (KAMIMURA, 2002);
Figura 2.13 – Sistema séptico de drenagem (KAMIMURA, 2002)

Capítulo 2 – Estado da arte
20
2. Em sistemas de drenagem (KAMIMURA, 2002);
3. Segundo a empresa Recipneu, em pavimentos rodoviários através do uso de Betume
Modificado com Borracha (BMB). Esta técnica apresenta como vantagens o aumento
da aderência entre o pneu e a estrada (atrito) conduzindo assim a um aumento de
segurança e uma redução do ruído de circulação. Estas características encontram-se
certificadas;
Figura 2.14 – Pavimento rodoviário. Fonte: RECIPNEU
4. Segundo a mesma empresa, como enchimento para campos de relva sintética e para
pisos de picadeiros, arenas, pistas e outros recintos para a prática da equitação.
Relativamente à sua utilização em campos de relva sintética, estes apresentam
excelentes características relativamente à drenagem, restituição de energia e
resistência à compactação e fricção, sendo o odor a borracha imperceptível. Em
relação ao seu uso em desportos hípicos, obtêm-se excelentes resultados quer a nível
da elasticidade quer dos efeitos amortecedores e anticompactantes do piso,
aumentando o conforto e diminuindo o risco de lesão dos cavalos. Existe também uma
diminuição significativa nas frequências das regas;
Figura 2.15 – Granulado de borracha incorporado em relva sintética e em recintos de equitação. Fonte: RECIPNEU
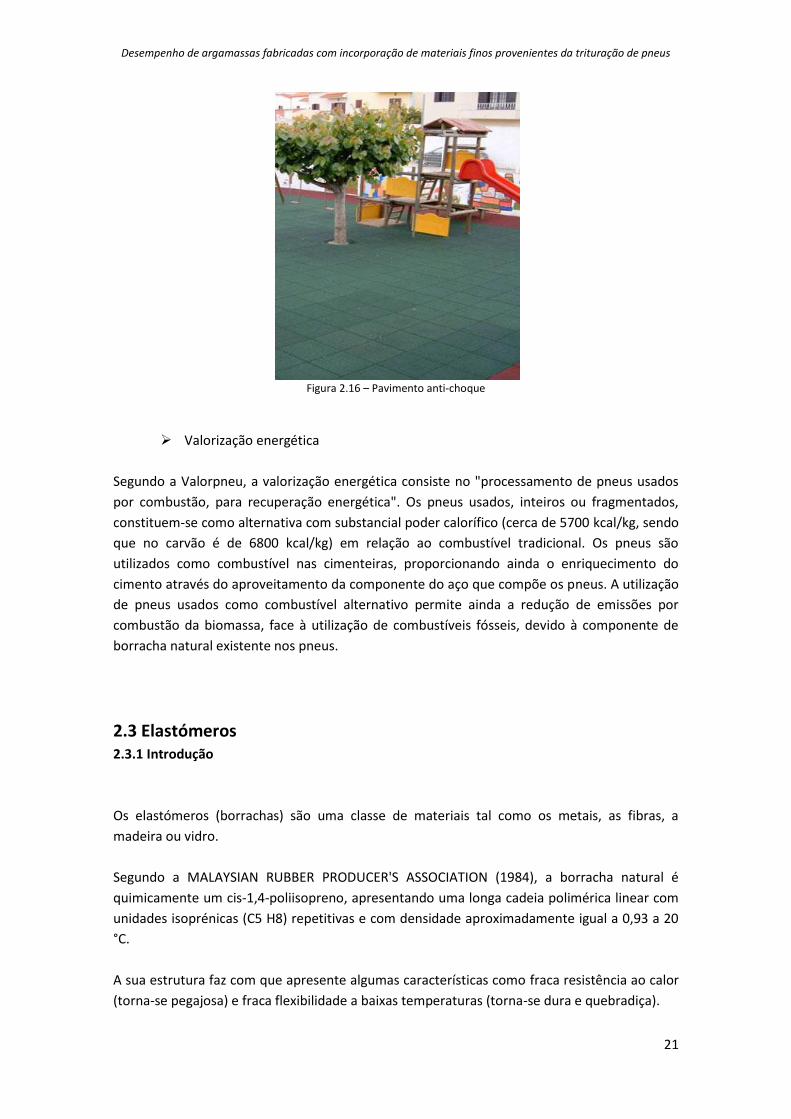
5. Em pavimentos anti-choque, existindo esta solução no mercado. Destinam-se a
amortecer o impacto em situações de queda e visam a segurança dos seus
utilizadores. Podem ser aplicados em parques infantis, piscinas, campos de golfe e
áreas recreativas. Têm como principais características: capacidade de absorção do
choque, propriedades anti-derrapantes, flexibilidade, durabilidade, permeabilidade à
água (secagem rápida após chuva e lavagem) e rapidez na aplicação e eventual
reparação.
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
21
Figura 2.16 – Pavimento anti-choque
Valorização energética
Segundo a Valorpneu, a valorização energética consiste no "processamento de pneus usados
por combustão, para recuperação energética". Os pneus usados, inteiros ou fragmentados,
constituem-se como alternativa com substancial poder calorífico (cerca de 5700 kcal/kg, sendo
que no carvão é de 6800 kcal/kg) em relação ao combustível tradicional. Os pneus são
utilizados como combustível nas cimenteiras, proporcionando ainda o enriquecimento do
cimento através do aproveitamento da componente do aço que compõe os pneus. A utilização
de pneus usados como combustível alternativo permite ainda a redução de emissões por
combustão da biomassa, face à utilização de combustíveis fósseis, devido à componente de
borracha natural existente nos pneus.
2.3 Elastómeros 2.3.1 Introdução
Os elastómeros (borrachas) são uma classe de materiais tal como os metais, as fibras, a
madeira ou vidro.
Segundo a MALAYSIAN RUBBER PRODUCER'S ASSOCIATION (1984), a borracha natural é
quimicamente um cis-1,4-poliisopreno, apresentando uma longa cadeia polimérica linear com
unidades isoprénicas (C5 H8) repetitivas e com densidade aproximadamente igual a 0,93 a 20
°C.
A sua estrutura faz com que apresente algumas características como fraca resistência ao calor
(torna-se pegajosa) e fraca flexibilidade a baixas temperaturas (torna-se dura e quebradiça).

Capítulo 2 – Estado da arte
22
Devido a esta situação, apesar de a história da borracha começar nos finais do século XV,
quando em 1493 a tripulação de Cristóvão Colombo descreve que os nativos do actual Haiti
brincavam com bolas que “ao tocarem o solo subiam a grande altura”, só a partir de 1839,
quando, simultaneamente, Charles Goodyear, nos Estados Unidos, e Thomas Hancock, no
Reino Unido, descobriram o processo de vulcanização da borracha é que o seu uso se
massificou. Desde então, a borracha foi sendo testada e desenvolvida de acordo com as
necessidades do momento e passou a ser utilizada como matéria-prima para várias indústrias.
O primeiro a aplicar a borracha em rodas de veículos foi o irlandês John Boyd Dunlop, em
1888. O primeiro pneu fabricado nos Estados Unidos data de 1891.
Até meados da segunda metade do século XX, a indústria da borracha tinha apenas disponível
a borracha natural. O aparecimento das borrachas sintéticas possibilitou uma maior
capacidade de adaptação das formulações às especificações dos produtos devido à existência
de uma maior variedade de polímeros e aditivos disponíveis. Nomeadamente, a borracha de
Estireno-Butadieno (SBR) desenvolvida durante a II Guerra Mundial, quando importantes
fornecimentos de borracha natural foram cortados, supera todas as outras borrachas
sintéticas no consumo, sendo utilizada em grandes quantidades em pneus de automóveis e de
camiões. É o copolímero mais importante da borracha sintética representando cerca de
metade da produção mundial total.
Estatísticas do International Rubber Study Group, mostram que o consumo de borracha
(sintética e natural) pelos países em 2009 foi de cerca de vinte e um milhões de toneladas. A
borracha natural representa 44% do consumo global e a borracha sintética 56%.
Através dos dados disponíveis, quase ¾ da produção mundial de borracha (natural e sintética)
destina-se à utilização em pneus. A restante é utilizada numa grande variedade de produtos
industriais e de consumo.
2.3.2 Propriedades
Como referido, foi devido à descoberta da vulcanização que o uso da borracha se massificou.
Esta operação permite que sejam criadas ligações entre as macromoléculas de um elastómero
(reticulação), convertendo um emaranhamento viscoso de moléculas com longa cadeia (Figura
2.17, à esquerda) numa rede elástica tridimensional (Figura 2.17, à direita). Desta forma, o
elastómero, que à partida se apresenta como uma massa fraca, muito plástica e sem
propriedades mecânicas de interesse, é transformado num produto forte, resistente e com
boas características elásticas. No entanto, apresenta algumas desvantagens, uma vez que as
suas propriedades são dependentes da temperatura e do tempo e podem degradar em
determinados ambientes.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
23
Figura 2.17 - Borracha não vulcanizada (à esquerda) e borracha vulcanizada (à direita)
A propriedade principal de um elastómero é a sua capacidade de recuperação após ter sido
deformado devido à aplicação de uma tensão. No Quadro 2.5, resumem-se as propriedades da
borracha natural através de uma escala qualitativa.
Quadro 2.5 – Propriedades da borracha natural. Adaptado de MANTELL (1958)
Relativamente à borracha sintética (SBR), verifica-se que, para muitas das aplicações, substitui
directamente a borracha natural fazendo depender a escolha unicamente da economia.
Tal como a borracha natural, a SBR é enfraquecida devido aos hidrocarbonetos e óleos e é
degradada ao longo do tempo pela atmosfera (oxigénio e ozono). Contudo, o principal efeito
da oxidação na borracha de butadieno estireno é aumentar a interligação das cadeias do
polímero e, assim, ao contrário da borracha natural, ela tende a endurecer com a idade, em
vez de amolecer.
Segundo NAGDI e KHAIRI (1987), os produtos vulcanizados obtidos a partir da borracha de
butadieno estireno apresentam uma melhor resistência à abrasão, uma melhor resistência a
altas temperaturas e uma melhor resistência ao envelhecimento do que a borracha natural.
No entanto, estes têm uma menor flexibilidade e elasticidade a baixas temperaturas e
apresentam a temperaturas elevadas um endurecimento e não um amolecimento como
acontece com os vulcanizados de borracha natural.
Propriedade Borracha natural
Resistência à tracção Excelente Alongamento Excelente
Resiliência Excelente Envelhecimento natural Boa
Resistência ao ozono Fraca Resistência à luz solar Fraca
Envelhecimento com o calor Fraca Estabilidade térmica Má
Comportamento a baixas temperaturas Boa Fluência Fraca
Relaxação Fraca Permeabilidade ao ar Fraca
Resistência a óleos lubrificantes Má
Capítulo 2 – Estado da arte
24
2.3.3 Granulado de borracha
Relativamente às propriedades do granulado de borracha, este mantém a maioria das
características referidas para as borrachas.
Em Portugal, existem duas indústrias de reciclagem de pneus usados que produzem
granulados: a BIOSAFE, que utiliza a tecnologia de trituração mecânica, e a RECIPNEU, que
recorre a tecnologia criogénica.
A tecnologia de trituração mecânica divide mecanicamente a borracha, obtendo-se deste
modo, segundo RESCHNER (2008), um granulado de aspecto rugoso e áspero com elevada
superfície específica.
No processo criogénico, a borracha é arrefecida por azoto líquido e submetida à acção de
forças elevadas, resultando um granulado de borracha, segundo RESCHNER (2008), liso e de
aparência uniforme com uma baixa superfície específica.
2.4 Argamassas de revestimento 2.4.1 Síntese histórica das argamassas
Segundo BAYER e LUTZ (2003), a utilização de argamassas teve origem há mais de 8 000 anos,
sendo a primeira argamassa composta por barro misturado com água e usada pelo Homem na
construção dos seus abrigos.
Desde esse período até ao presente, as argamassas foram-se modificando e acompanhando a
evolução do conhecimento. Por exemplo, a descoberta do fogo permitiu conhecer os efeitos
do calor nas propriedades das argilas e dos calcários, demonstrando que estes apresentam
características aglutinantes em contacto com a água (DUARTE, 2007).
Devido a este conhecimento, o Homem passou a utilizar nas argamassas outro tipo de ligantes,
como a cal e o gesso. Embora as argamassas de cal já fossem usados antes na construção os
Romanos desenvolveram de forma muito significativa, a preparação e a utilização de misturas
de cal, areia, matérias orgânicas, pedra partida e outros materiais, sob a forma de argamassas
e betões, para a construção de edifícios e pavimentos. Esta civilização foi também responsável
pelo aproveitamento das características de determinada pozolanas naturais as quais, quando
adicionadas à cal, conferem maior resistência à acção da água doce ou salgada.
Assim, estas diferentes composições das argamassas eram utilizadas pelos Romanos sempre
que se pretendia aumentar a sua resistência ou garantir melhores condições de hidraulicidade
(PINTO et al., 2006; RIBEIRO et al., 2008; ALVAREZ et al., 2005).
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
25
Contudo, durante a Idade Média, a qualidade das construções e a sua duração foi bastante
inferior às dos Romanos, levando a crer que eventuais segredos industriais de doseamento e
fabrico se tenham perdido ou que os materiais empregues nesta era fossem de má qualidade.
Só em 1759 é que voltou a surgir uma obra emblemática: o 4º farol de Eddystone, construído
pelo inglês John Smeaton. Este decidiu construir o farol em pedra pois os faróis anteriores
eram feitos em madeira e acabavam por arder. Para tal, necessitou de argamassas com
ligantes hidráulicos (cal hidráulica), que estudou e desenvolveu (VEIGA et al., 2008).
A propriedade hidráulica da mistura obtida no tempo dos Romanos foi explicada por Vicat
(1817), que demonstrou existir uma relação entre as características hidráulicas das argamassas
e a presença de argila nos calcários que constituem as matérias-primas ou a mistura de
pozolanas na cal aérea.
Em 1824, Joseph Aspdin patenteou o processo de fabricar um ligante hidráulico constituído
por uma mistura de calcário e argila. Este ligante diferenciava-se do de Vicat pela temperatura
de calcinação mais elevada, o que permitia atingir resistências mecânicas maiores. Como o
produto resultante da calcinação e moagem desta mistura tinha cor e características
semelhantes às das pedras da ilha de Portland, ficou conhecido por cimento portland.
A partir do momento em que foi possível produzir industrialmente o cimento portland, em que
as suas propriedades foram conhecidas e o seu custo se tornou competitivo, verificou-se a
substituição da cal aérea e da cal hidráulica por este ligante, no fabrico de argamassas para
construção. Até então, a cal aérea simples ou misturada com pozolanas e o gesso eram os
principais ligantes conhecidos e utilizados.
Nas últimas décadas, esta tendência acentuou-se e as cais praticamente deixaram de ser
utilizadas em trabalhos correntes.
No entanto, actualmente, a utilização das argamassas de cal aérea no campo da conservação
encontra-se em fase ascendente, devido tanto à componente estética, abrangendo cor e
textura, como à sua adequada prestação sobre suportes antigos (VEIGA et al., 2008).
2.4.2 Definição e conceitos
Segundo o “Dicionário Técnico de Argamassas Europeias” preparado pelo European Mortar
Industry Organization (EMO), uma argamassa define-se como uma mistura de um ou mais
ligantes orgânicos ou inorgânicos, agregados, cargas, adições e/ou adjuvantes.
Em relação ao tipo de argamassa em estudo, uma argamassa mineral de reboco é definida
como uma mistura de um ou mais ligantes inorgânicos, agregados e eventualmente adições
e/ou adjuvantes, usada para reboco interior ou exterior (EN 998-1).

Capítulo 2 – Estado da arte
26
De acordo com as normas EN 998-1:2010 e EN 998-2:2010, é possível classificar as argamassas
segundo:
o seu local de produção;
a sua concepção.
Na classificação segundo o local de produção, existem três grupos de argamassas:
a) Argamassas industriais – argamassas doseadas e misturadas em fábrica. Podem
apresentar-se “em pó”, requerendo apenas a adição de água, ou “em pasta”, já
amassadas fornecidas prontas a aplicar;
b) Argamassas industriais semi-acabadas – argamassas pré-doseadas, a modificar em
obra. Deste grupo fazem parte as argamassas pré-doseadas e as pré-misturadas:
Argamassas pré-doseadas – componentes doseados em fábrica e fornecidos em
obra, onde serão misturados segundo instruções e condições do fabricante como,
por exemplo, o silo multi-câmara. Este tipo de argamassas pode ser classificado
segundo as suas propriedades e utilização englobando os seguintes grupos:
a) Argamassa de uso geral (GP) – argamassa que satisfaz as necessidades
gerais, sem possuir características especiais. Pode ser fabricada como
argamassa de desempenho (doseada de modo a ter certas
características definidas) e/ou de formulação (doseada com base numa
composição definida). Esta argamassa inclui-se no âmbito das
argamassas minerais de reboco;
b) Argamassa de reboco leve (LW) – argamassa de desempenho, com
massa volúmica seca inferior a um limite definido;
c) Argamassa colorida (CR) – argamassa especialmente pigmentada para
uma função decorativa;
d) Monocamada (OC) – argamassa de revestimento concebida para
aplicação numa só camada, de forma a cumprir todas as funções de
protecção e decoração conseguidas por um sistema multi-camada.
Geralmente é colorida na massa;
e) Argamassa de renovação (R) – argamassa de desempenho muito porosa
mas de capilaridade reduzida usada em paredes de alvenaria húmidas e
impregandas de sais solúveis.
f) Argamassa de isolamento térmico (T) – argamassa de desempenho,
com propriedades específicas de isolamento térmico;

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
27
Argamassas pré-fabricadas – componentes doseados e misturados em fábrica,
fornecidos à obra, onde serão adicionados outros componentes que o fabricante
especifica ou também fornece como, por exemplo, o cimento;
c) Argamassas feitas em obra (caso de estudo) – argamassas compostas por constituintes
primários (por exemplo, ligantes, agregados e água) doseados e misturados em obra.
No que respeita à classificação de acordo com a concepção, distinguem-se dois tipos de
argamassa:
a) Argamassas de desempenho (ou de prestação) – argamassas cuja composição e
processo de fabrico estão definidos pelo fabricante com vista a obter propriedades
específicas;
b) Argamassas de formulação – argamassas fabricadas segundo uma composição pré-
determinada, para a qual as propriedades obtidas dependem da proporção entre os
componentes.
2.4.3 Regulamentação
Para cada um dos tipos de argamassas pré-doseadas de reboco referidas, classificadas de
acordo com as propriedades e utilização, a norma EN 998-1:2010 especifica os requisitos a
cumprir, a respectiva norma de ensaio e o enquadramento dos valores obtidos. Nos Quadros
2.6, 2.7, 2.8 e 2.9, encontram-se os requisitos referentes às argamassas de reboco de uso geral
e monocamadas no estado endurecido.
De um modo geral, verifica-se que as argamassas pré-doseadas de reboco pertencem à classe
de compressão CS-III e que, quando usadas na reabilitação, se encontram uma classe abaixo.
Além da norma EN 998-1:2010, existe ainda mais regulamentação europeia sobre argamassas
de revestimento, nomeadamente a EN 13914-1 e a EN 13914-2, de Maio de 2005, relativas à
preparação e aplicação de argamassas de reboco exterior e interior, respectivamente.
Este conjunto de normas europeias veio permitir uniformizar os métodos de execução e
análise, possibilitando assim análises mais credíveis aos resultados obtidos.

Capítulo 2 – Estado da arte
28
Quadro 2.6 – Requisitos das argamassas no estado endurecido e respectiva norma de ensaio. EN 998-1
Quadro 2.7 – Classes de compressão para argamassas pré-doseadas de reboco. EN 998-1
Quadro 2.8 – Classes de absorção de água por capilaridade para argamassas pré-doseadas de reboco. EN 998-1
Propriedades Norma de
ensaio
Tipo de argamassas
OC GP
Massa volúmica [kg/m
3]
EN 1015–10
Intervalo de valores declarados
Resistência à compressão (categorias)
EN 1015–11
CS I a CS IV
Aderência [N/mm
2] e tipo de fractura (A, B, C)
EN 1015–12
-
≥ Valor declarado e
tipo de fractura
Aderência após ciclos de cura [N/mm2] e tipo
de fractura (A,B,C)
EN 1015–21 Valor declarado e tipo de fractura
-
Absorção de água por capilaridade (categorias) – só para argamassas destinadas
ao exterior
EN 1015–18
W1 até W2 W0 até W2
Permeabilidade à água após ciclos climáticos (ml/cm
2 após 48 horas)
EN 1015–21
≤ 1 ml/cm2 depois de
48 horas -
Coeficiente de permeabilidade ao vapor de água *μ+ - só para argamassas destinadas ao
exterior
EN 1015–19
≤ Valor declarado
Condutividade térmica [W/m.K]
EN 1745–Tabela A.12
Valor tabelado
Reacção ao fogo (classe) NP EN 13501-1 Declaração de acordo com o ponto
5.2.2 da norma EN 998-1
Durabilidade -
Avaliação visual da aderência e
permeabilidade após ciclos climáticos
-
Classe de compressão
Resistência à compressão aos 28 dias
CS – I 0,4 a 2,5 N/mm2
CS – II 1,5 a 5,0 N/mm2
CS – III 3,5 a 7,5 N/mm2
CS – IV ≥ 6 N/mm2
Absorção de água por capilaridade
Capilaridade
W0 Não especificado W1 c ≤ 0,40 kg/m
2 .min
0.5
W2 c ≤ 0,20 Kg/m2 .min
0,5

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
29
Quadro 2.9 – Classes de condutividade térmica para argamassas pré-doseadas de reboco. EN 998-1
Condutividade térmica
Condutividade
T1 ≤ 0,1 W/m.K T2 ≤ 0,2 W /m.K
2.4.4 Exigências funcionais
Segundo VEIGA (1997) (2005a), os rebocos têm como funções principais:
a) Regularização das imperfeições dos toscos das paredes;
b) Acabamento dos paramentos;
c) Protecção das alvenarias.
É normal fazer-se a destrinça entre rebocos interiores e rebocos exteriores, pois, apesar de as
propriedades a verificar estarem relacionadas com os mesmos factores, com a excepção de
impermeabilização em zona não fendilhada, estes têm uma importância relativa distinta
(VEIGA, 1997).
As principais propriedades a verificar para que um revestimento exterior de paredes possa
cumprir as suas funções estão relacionadas com: trabalhabilidade; aderência ao suporte;
resistência à fendilhação; capacidade de impermeabilização em zona não-fendilhada;
permeabilidade a água; absorção de água por capilaridade; permeabilidade ao vapor de água;
aspecto estético; durabilidade (VEIGA, 1997; 2005).
Trabalhabilidade
A trabalhabilidade é uma propriedade importante nas argamassas, pois o comportamento do
reboco está relacionado com as suas condições de aplicação. Deste modo, é necessária uma
correcta aplicação (que garanta aderência e compacidade satisfatórias) a qual só é possível se
a argamassa tiver boa trabalhabilidade.
Devido à sua complexidade, a trabalhabilidade é difícil de ser quantificada. Esta propriedade
depende de várias variáveis, como a relação água / cimento, a relação cimento / agregado
fino, a forma dos grãos, a distribuição granulométrica do agregado, o teor de ar incorporado, o
tipo de cimento utilizado, bem como as características do suporte.
É recomendado que a melhoria da trabalhabilidade seja efectuada através da mistura de cal ou
da incorporação de adjuvante em vez do aumento do teor de finos das areias usadas, do
aumento do teor de ligante ou do aumento da água de amassadura, pois estes factores têm
consequências nefastas para outras propriedades do reboco (VEIGA, 1997).
Esta propriedade é caracterizada normalmente através da consistência e da plasticidade.
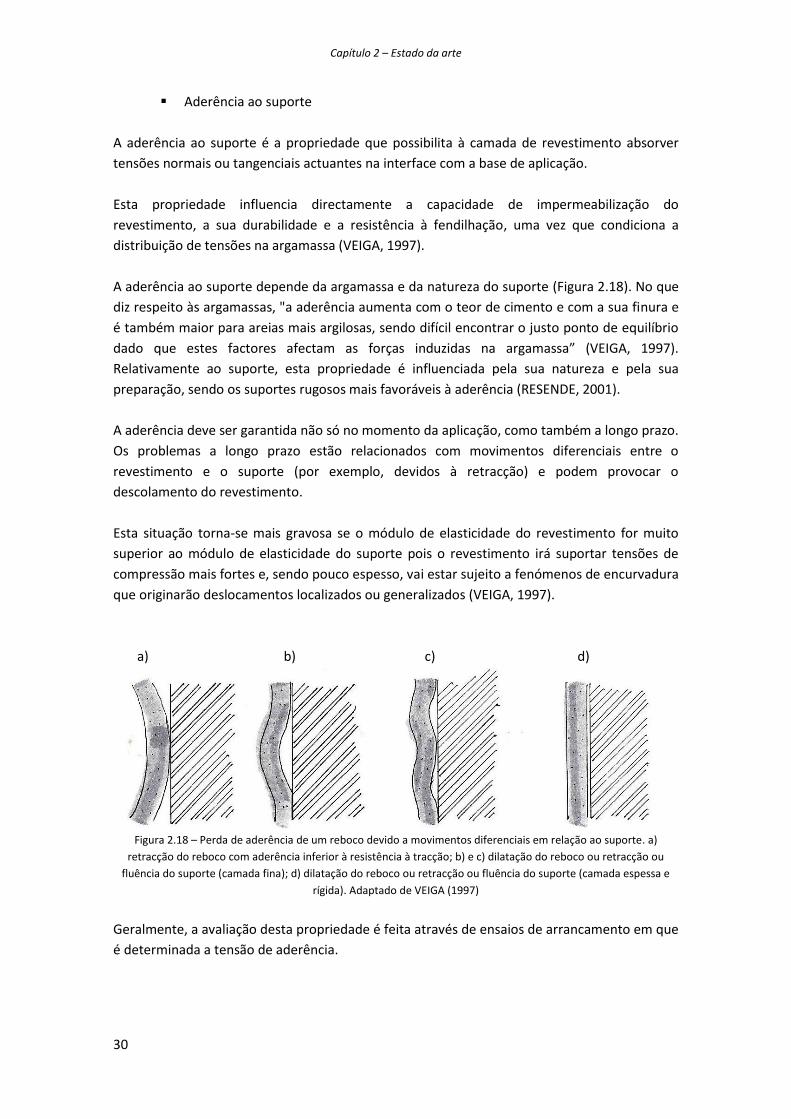
Capítulo 2 – Estado da arte
30
Aderência ao suporte
A aderência ao suporte é a propriedade que possibilita à camada de revestimento absorver
tensões normais ou tangenciais actuantes na interface com a base de aplicação.
Esta propriedade influencia directamente a capacidade de impermeabilização do
revestimento, a sua durabilidade e a resistência à fendilhação, uma vez que condiciona a
distribuição de tensões na argamassa (VEIGA, 1997).
A aderência ao suporte depende da argamassa e da natureza do suporte (Figura 2.18). No que
diz respeito às argamassas, "a aderência aumenta com o teor de cimento e com a sua finura e
é também maior para areias mais argilosas, sendo difícil encontrar o justo ponto de equilíbrio
dado que estes factores afectam as forças induzidas na argamassa” (VEIGA, 1997).
Relativamente ao suporte, esta propriedade é influenciada pela sua natureza e pela sua
preparação, sendo os suportes rugosos mais favoráveis à aderência (RESENDE, 2001).
A aderência deve ser garantida não só no momento da aplicação, como também a longo prazo.
Os problemas a longo prazo estão relacionados com movimentos diferenciais entre o
revestimento e o suporte (por exemplo, devidos à retracção) e podem provocar o
descolamento do revestimento.
Esta situação torna-se mais gravosa se o módulo de elasticidade do revestimento for muito
superior ao módulo de elasticidade do suporte pois o revestimento irá suportar tensões de
compressão mais fortes e, sendo pouco espesso, vai estar sujeito a fenómenos de encurvadura
que originarão deslocamentos localizados ou generalizados (VEIGA, 1997).
a) b) c) d)
Figura 2.18 – Perda de aderência de um reboco devido a movimentos diferenciais em relação ao suporte. a)
retracção do reboco com aderência inferior à resistência à tracção; b) e c) dilatação do reboco ou retracção ou
fluência do suporte (camada fina); d) dilatação do reboco ou retracção ou fluência do suporte (camada espessa e
rígida). Adaptado de VEIGA (1997)
Geralmente, a avaliação desta propriedade é feita através de ensaios de arrancamento em que
é determinada a tensão de aderência.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
31
Resistência à fendilhação
A resistência à fendilhação de uma argamassa está relacionada com a capacidade que esta tem
de resistir às tensões de tracção nela instaladas, originadas de um modo geral por
deformações impostas. Segundo VEIGA (2004), as causas para a fendilhação de rebocos são: a
retracção restringida, as variações térmicas e higrométricas diferenciais entre as várias
camadas de revestimento e entre o revestimento e o respectivo suporte, o suporte de
materiais diferentes revestidos em continuidade, a deformação excessiva do suporte, a
fendilhação do suporte, a formação de gelo nos poros da argamassa, a cristalização de sais
solúveis nos poros da argamassa e a oxidação de elementos metálicos no interior do
revestimento.
Capacidade de impermeabilização em zona não-fendilhada
A capacidade de impermeabilização em zona não-fendilhada depende essencialmente de duas
propriedades das argamassas: permeabilidade à água e absorção de água por capilaridade.
Esta propriedade tem um papel fundamental na estanqueidade e no nível de protecção que as
argamassas oferecem aos suportes contra as infiltrações de água, apresentando assim uma
enorme influência na durabilidade dos rebocos. Factores como o tipo de ligante, dosagem de
água e de ligante, granulometria e quantidade de fissuras ou micro-fissuras influenciam esta
propriedade (PINTO et al., 2006) (VEIGA, 1997).
Tendo em conta o referido, será de esperar que, com uma permeabilidade à água e uma
capilaridade reduzidas, aliadas a uma elevada permeabilidade ao vapor de água, se obtenha
uma melhor capacidade de impermeabilização em zona não fendilhada. No entanto, nas
argamassas tradicionais, estas características são interdependentes, existindo uma tendência
acentuada para que a uma menor permeabilidade à água corresponda uma menor
permeabilidade ao vapor de água (VEIGA, 1997).
A avaliação da capacidade de impermeabilização em superfície não-fendilhada e aderente é
geralmente realizada através de ensaios de absorção de água por capilaridade em provetes
prismáticos (VEIGA, 2005b).
a) b)
Figura 2.19 – Humedecimento e secagem de um reboco poroso, de acordo com as condições climáticas: a) Chuva:
penetração da água; b) sol: eliminação da água por evaporação. Adaptado de VEIGA (1997)

Capítulo 2 – Estado da arte
32
Permeabilidade à água
As argamassas devem apresentar uma baixa permeabilidade à água para que não se deixem
atravessar por um líquido em pressão (por exemplo chuva sujeita a vento).
A permeabilidade à água está relacionada com a compacidade e esta com o número de vazios
existentes, pois, quanto menor for o número de vazios, maior será a compacidade e menor a
permeabilidade. No entanto, uma argamassa pode apresentar um teor mínimo de vazios mas,
devido à existência de fissuras, ter uma permeabilidade elevada.
Para avaliar esta propriedade, é habitual recorrer-se a ensaios que têm por base a
determinação da massa de água que penetra num provete do material sob a acção de uma
pressão constante (VEIGA, 1997).
Absorção de água por capilaridade
Relacionada com a permeabilidade, a absorção de água por capilaridade fornece informações
relativamente à susceptibilidade apresentada pelo reboco à entrada de água. Ela é definida
como sendo a capacidade que um material poroso, não saturado, tem de absorver e escoar
água líquida por sucção capilar.
A avaliação da capilaridade é feita geralmente através do coeficiente de capilaridade,
característica do material, dada pela massa de água absorvida por capilaridade num dado
intervalo de tempo, por unidade de área da superfície do provete em contacto com a água,
dividida pela diferença entre as raízes quadradas dos dois extremos do intervalo de tempo
considerado.
Permeabilidade ao vapor de água
A permeabilidade ao vapor de água é uma propriedade que possibilita às argamassas terem a
capacidade de expulsar, por secagem, a água que resulta de infiltrações. Esta propriedade
evita também a humidade de condensação no interior de edifícios.
Segundo VEIGA (1997), nos revestimentos de reboco tradicional, esta propriedade depende do
tipo de tinta, do traço, do tipo de ligante, do tipo de areia e do tipo de cura, entre outros
factores.
Aspecto estético
O aspecto estético é uma propriedade importante e todos os factores que afectam a
durabilidade do revestimento vão reflectir-se no aspecto estético deste a curto ou médio
prazo (VEIGA, 1990).
O aparecimento de fendilhação generalizada, eflorescências, fantasmas e os efeitos da
poluição atmosférica constituem exemplos comuns de problemas a nível estético.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
33
Durabilidade
De acordo com a empresa Weber, a durabilidade pode ser definida como a resistência da
argamassa a diferentes condições químicas, mecânicas e climáticas, que asseguram o seu
desempenho ao longo do tempo de vida útil. Esta propriedade está assim dependente de
factores como fendilhação, penetração de água por capilaridade, perda de aderência e
espessura excessiva.
Estas propriedades das argamassas estão dependentes de outras como, por exemplo, a
compatibilidade com o suporte, a capacidade de absorver deformações, a resistência
mecânica, a retenção de água, a retracção e o módulo de elasticidade.
Compatibilidade com o suporte
A compatibilidade do reboco com o suporte está relacionada com características que o reboco
apresenta devido às características do suporte. Esta compatibilidade, segundo VEIGA (1997),
está dependente de factores mecânicos, físicos e químicos.
No que respeita aos factores mecânicos, o revestimento deve apresentar características
mecânicas que se adaptem ao suporte. Por exemplo, tendo um suporte de baixa resistência
mecânica, o revestimento não deve ser muito forte nem muito rígido, para não transmitir
tensão elevadas que ponham em causa a integridade do suporte.
Os factores físicos estão relacionados com a necessidade da argamassa apresentar uma
permeabilidade ao vapor de água suficiente para permitir as trocas de humidade entre a
alvenaria e o ar exterior. Um outro factor físico a ter em conta n compatibilidade é a
semelhança de coeficientes de dilatação térmica entre o reboco e o suporte.
Finalmente, no âmbito dos factores químicos, o revestimento deve não só apresentar
capacidade para resistir ao ataque de sais que possam existir no suporte, como também ele
próprio não deve conter sais que, ao serem dissolvidos pela água e transportados para o
interior das alvenarias por capilaridade, possibilitem a sua degradação
Capacidade de absorver deformações
As argamassas devem possuir a capacidade de absorver as deformações intrínsecas
(retracções e expansões térmicas) e a deformação do suporte, sem apresentarem fissurações
visíveis (VEIGA, 2009). Esta propriedade permite às argamassas deformarem-se sem ruptura
ou através de micro-fissuras imperceptíveis, quando os esforços ultrapassam o limite da
resistência à tracção.
Resistência mecânica
A resistência mecânica das argamassas é vista como a sua capacidade de resistir a esforços
mecânicos sem desagregação ou deformações plásticas visíveis e a sua resistência ao desgaste
Capítulo 2 – Estado da arte
34
superficial. Segundo VEIGA (2009), a resistência mecânica não é, em geral, uma característica
condicionante, embora seja importante assegurar resistência suficiente para fazer face às
acções de choque, atrito e outras solicitações a que os revestimentos estão sujeitos.
Retenção de água
A retenção de água de uma argamassa consiste na capacidade de a argamassa no estado
fresco reter a água da amassadura, incentivando assim as reacções de hidratação do cimento e
possibilitando o desenvolvimento adequado da presa e do endurecimento.
Retracção
A retracção é a redução de volume causada pela perda de água, sendo tanto maior quanto
mais cimento e água se utilizar. A redução de volume provoca tensões internas que, quando
superiores à resistência à tracção, levam ao aparecimento de fissuras. A retracção pode
acontecer nos primeiros minutos da mistura ou ao longo do tempo e, dependendo da causa,
pode receber designações diferentes. Desta forma, é possível classificá-la em retracção
plástica e em retracção hidráulica ou por secagem. A retracção plástica acontece logo após a
aplicação da argamassa enquanto que a retracção hidráulica ocorre apenas a partir do instante
em que a argamassa faz presa.
Módulo de elasticidade
Segundo o documento normativo do CSTB (Cahier 2669-4)-A3:2, o módulo de elasticidade é a
relação entre uma força que actua sobre uma determinada área de um corpo e a deformação
unitária que este alcança. É um parâmetro que exprime a capacidade de uma argamassa para
se deformar. Quanto menor for o seu valor, maior é a deformabilidade de uma argamassa.
Assim, para se obter um reboco pouco susceptível à fendilhação, convém que este apresente
um módulo de elasticidade reduzido.
2.4.5 Caracterização dos constituintes das argamassas
2.4.5.1 Agregados
Segundo a EN 998, agregado é um material granular que não intervém na reacção de
endurecimento da argamassa. É um material particulado, incoesivo, de actividade química
praticamente nula, formado por uma mistura de partículas que cobrem uma extensa gama de
tamanhos (BAUER, 1994).
O agregado utilizado no fabrico de argamassas tradicionais é a areia. As areias mais utilizadas
em argamassas são as naturais. Estas são recolhidas em jazidas ou do leito de rios, sendo
depois sujeitas a um processo de lavagem e crivação.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
35
No entanto, existem outros tipos de areia, geralmente provenientes da exploração de
pedreiras, que resultam da britagem de partículas de maiores dimensões. Este tipo de areia
tem consequências ainda não muito estudadas no comportamento das argamassas, devidas
sobretudo à forma muito angulosa das suas partículas.
A forma das partículas da areia tem assim uma influência importante no comportamento das
argamassas. Esta propriedade condiciona a aderência da pasta de ligante ao agregado, a
trabalhabilidade do material fresco e a compacidade do material endurecido.
Uma outra propriedade da areia que influencia o comportamento das argamassas,
nomeadamente ao nível da sua estrutura porosa, é a sua dimensão. Esta propriedade é
caracterizada através da granulometria do agregado.
2.4.5.2 Ligantes
Os ligantes inorgânicos são materiais finamente moídos que, quando misturados com a água,
devido a reacções de hidratação, formam uma pasta que ganha presa e endurece. Estes
sofrem reacções químicas e são responsáveis pela união dos grãos dos agregados.
Segundo COUTINHO (1988), os ligantes podem dividir-se em três categorias:
a) Hidráulicos;
b) Aéreos;
c) Orgânicos.
Os ligantes hidráulicos são constituídos por pós muito finos que, quando amassados com a
água, formam uma pasta cujo endurecimento se dá pela reacção química entre o pó e a água.
Além de endurecerem ao ar, podem atingir as suas características debaixo de água.
Os ligantes aéreos, pelo contrário, não podem endurecer dentro de água, pois dependem do
dióxido de carbono da atmosfera para os transformar em carbonatos.
Finalmente, são exemplos de ligantes de natureza orgânica os hidrocarbonetos e as resinas
sintéticas.
Os ligantes inorgânicos podem ser utilizados isoladamente ou serem combinados, sempre que
são compatíveis entre eles, de forma a poder aproveitar as propriedades mais interessantes de
cada um.
O cimento é o ligante actualmente mais utilizado nas formulações de argamassas. Trata-se de
um ligante hidráulico caracterizado pelo seu poder aglomerante, que se manifesta quando
misturado com agregados.

Capítulo 2 – Estado da arte
36
Os cimentos comuns (CEM) encontram-se normalizados na norma EN 197-1 e os cimentos
brancos segundo a norma NP 4326.
2.4.5.3 Adjuvantes
Adjuvante é um material orgânico ou inorgânico adicionado em pequenas quantidades com o
objectivo de modificar as propriedades da argamassa fresca ou endurecida (EN 13318; EN 998-
1).
Segundo COUTINHO (1988), designa-se por adjuvante a substância utilizada numa
percentagem inferior a 5% da massa de cimento, adicionada durante a amassadura aos
componentes normais das argamassas e betões, com a finalidade de modificar certas
propriedades destes materiais, no estado fresco e endurecido ou ainda no momento da
passagem dum estado a outro.
Na conferência de Paris de 1967, dedicada aos adjuvantes para argamassas e betões, a RILEM
(Reunião Internacional dos Laboratórios de Ensaios de Materiais) classificou os adjuvantes em:
a) Modificadores da reologia da massa fresca;
b) Modificadores do tempo de presa;
c) Impermeabilizantes e hidrófugos;
d) Expansivos.
Os adjuvantes modificadores da reologia da massa fresca são produtos que permitem alterar a
consistência da massa, podendo ser classificados em:
plastificantes / redutores de água – permitem a diminuição da relação água /
cimento, garantindo a mesma trabalhabilidade e a diminuição da permeabilidade;
como efeitos secundários surgem o retardamento da presa e uma redução das
resistências iniciais (VEIGA, 1997; DOMONE, 1994; LEONHARDT, 1997, EDMEADES
et al., 1998);
introdutores de ar – são responsáveis pela introdução de pequenas bolhas de ar;
os introdutores de ar apresentam como vantagens um aumento considerável da
trabalhabilidade e da homogeneidade; minimização da exsudação; redução da
massa volúmica e do módulo de elasticidade; no entanto, podem conduzir a piores
aderências; os efeitos dos introdutores de ar podem ser avaliados através do
aumento do espalhamento e da redução da densidade da massa (VEIGA, 1997;
DOMONE, 1994; LEONHARDT, 1997, EDMEADES et al., 1998);
plastificantes / introdutores de ar – estes apresentam as vantagens dos dois tipos
de adjuvantes, isto é, actuam como fluidificantes e permitem a introdução de uma
pequena quantidade de ar à mistura;

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
37
retentores de água – regulam a perda de água de amassadura durante o processo
de secagem;
promotores de aderência / coesivos – são normalmente constituídos por resinas
sintéticas; combinados com ligantes hidráulicos e à temperatura de desidratação,
aumentam a aderência e diminuem a segregação. Contribuem também para uma
melhor capacidade de impermeabilização;
Os modificadores de tempo de presa são produtos que modificam o tempo de presa e o
desenvolvimento da resistência da argamassa durante o seu envelhecimento. Podem ser
classificados em:
activadores de endurecimento – produtos que aceleram o desenvolvimento da
resistência da argamassa, diminuindo, no entanto, a trabalhabilidade da argamassa
fresca;
aceleradores de presa – produtos que aceleram a presa; têm como desvantagens a
diminuição das resistências mecânicas a longo prazo e aos ciclos gelo-degelo;
retardadores de presa – produtos que prolongam as reacções de hidratação.
No que respeita aos impermeabilizantes e hidrofugantes, são produtos que têm como
objectivo reduzir a penetração de água bem como a sua circulação, através da redução da
tensão capilar no sistema poroso.
Finalmente, os adjuvantes expansivos são produtos que, contrariando a retracção, produzem
uma ligeira expansão, sem afectar a estabilidade da argamassa.
2.4.5.4 Adições
As adições são materiais inorgânicos finamente divididos que podem ser adicionados à
argamassa com o objectivo de obter melhores propriedades específicas (EN 13318; EN 998-2).
Estas podem ser de dois tipos:
a) Adições praticamente inertes:
cargas (Fíleres) minerais;
pigmentos inorgânicos;
b) Adições pozolânicas ou hidráulicas
materiais pozolânicos naturais;
cinzas volantes;
sílica de fumo;
escórias.
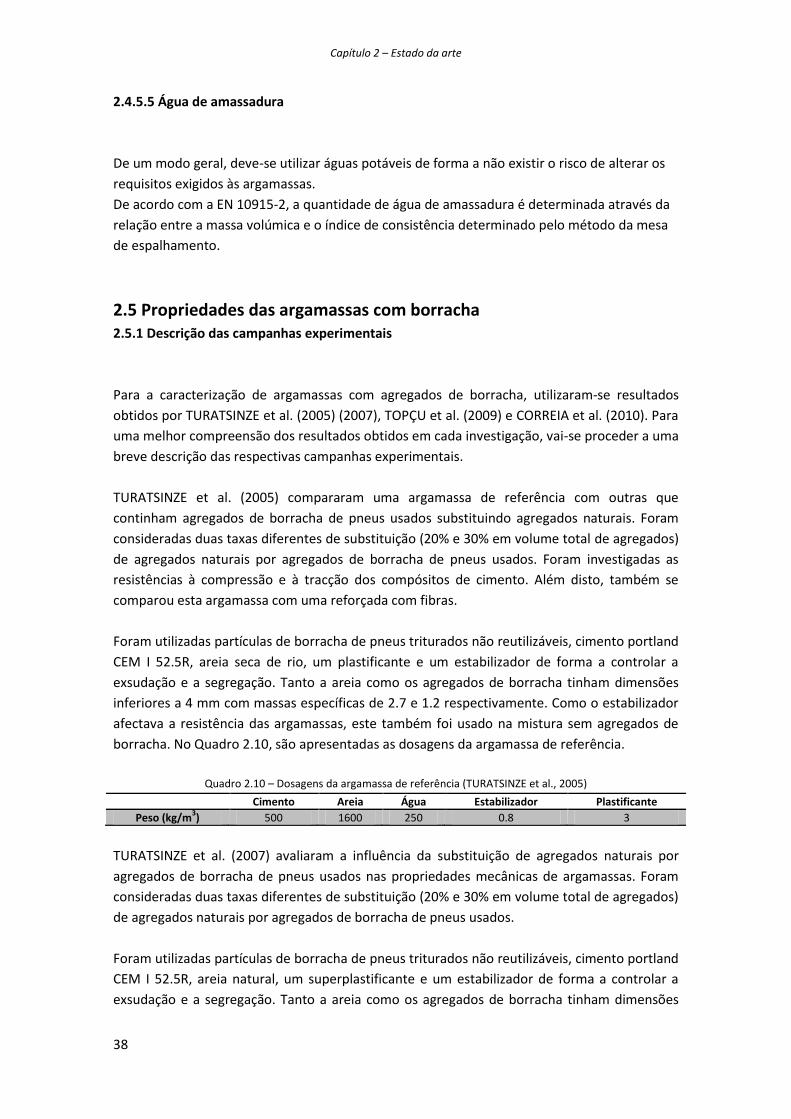
Capítulo 2 – Estado da arte
38
2.4.5.5 Água de amassadura
De um modo geral, deve-se utilizar águas potáveis de forma a não existir o risco de alterar os
requisitos exigidos às argamassas.
De acordo com a EN 10915-2, a quantidade de água de amassadura é determinada através da
relação entre a massa volúmica e o índice de consistência determinado pelo método da mesa
de espalhamento.
2.5 Propriedades das argamassas com borracha 2.5.1 Descrição das campanhas experimentais
Para a caracterização de argamassas com agregados de borracha, utilizaram-se resultados
obtidos por TURATSINZE et al. (2005) (2007), TOPÇU et al. (2009) e CORREIA et al. (2010). Para
uma melhor compreensão dos resultados obtidos em cada investigação, vai-se proceder a uma
breve descrição das respectivas campanhas experimentais.
TURATSINZE et al. (2005) compararam uma argamassa de referência com outras que
continham agregados de borracha de pneus usados substituindo agregados naturais. Foram
consideradas duas taxas diferentes de substituição (20% e 30% em volume total de agregados)
de agregados naturais por agregados de borracha de pneus usados. Foram investigadas as
resistências à compressão e à tracção dos compósitos de cimento. Além disto, também se
comparou esta argamassa com uma reforçada com fibras.
Foram utilizadas partículas de borracha de pneus triturados não reutilizáveis, cimento portland
CEM I 52.5R, areia seca de rio, um plastificante e um estabilizador de forma a controlar a
exsudação e a segregação. Tanto a areia como os agregados de borracha tinham dimensões
inferiores a 4 mm com massas específicas de 2.7 e 1.2 respectivamente. Como o estabilizador
afectava a resistência das argamassas, este também foi usado na mistura sem agregados de
borracha. No Quadro 2.10, são apresentadas as dosagens da argamassa de referência.
Quadro 2.10 – Dosagens da argamassa de referência (TURATSINZE et al., 2005)
Cimento Areia Água Estabilizador Plastificante
Peso (kg/m3) 500 1600 250 0.8 3
TURATSINZE et al. (2007) avaliaram a influência da substituição de agregados naturais por
agregados de borracha de pneus usados nas propriedades mecânicas de argamassas. Foram
consideradas duas taxas diferentes de substituição (20% e 30% em volume total de agregados)
de agregados naturais por agregados de borracha de pneus usados.
Foram utilizadas partículas de borracha de pneus triturados não reutilizáveis, cimento portland
CEM I 52.5R, areia natural, um superplastificante e um estabilizador de forma a controlar a
exsudação e a segregação. Tanto a areia como os agregados de borracha tinham dimensões
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
39
inferiores a 4 mm com massas específicas de 2.7 e 1.2 respectivamente. Como o estabilizador
afectava a resistência das argamassas, este também foi usado na mistura sem agregados de
borracha.
Os ensaios foram realizados aos 28 dias em amostras curadas a 20 °C e com 100% de
humidade relativa. A resistência à compressão das várias amostras foi determinada de acordo
com a norma NF P 18-406, utilizando amostras de 236 mm de altura e 118 mm de diâmetro.
Na determinação do módulo de elasticidade, foram seguidas as recomendações RILEM. Na
determinação da resistência à tracção, utilizaram-se núcleos de 100 mm de altura e 50 mm de
diâmetro obtidos a partir de uma amostra prismática 500 x 100 x 100 mm, sendo curados
como referido acima. Os ensaios de tracção foram carregados à taxa de 0,05 MPa / min. onde
cada valor é uma média de quatro testes. Utilizaram-se as dosagens de TURATSINZE et al.
(2005) apresentadas no Quadro 2.10.
TOPÇU et al. (2009) investigaram a influência de pneus usados na retracção por secagem em
argamassas autoconsolidadas, assim como nas propriedades no estado fresco e nas
propriedades físicas e mecânicas. Foram consideradas cinco taxas diferentes de substituição
(10, 20, 30, 40 e 50% em peso de areia) de agregados naturais por agregados de borracha de
pneus usados. Para cada mistura, utilizaram-se cinco relações A/C diferentes (0.40, 0.43, 0.47,
e 0.51). Nestas relações, considera-se C = cimento + cinzas. Foram utilizadas partículas de
borracha de pneus triturados não reutilizáveis, cimento portland CEM I 42.5R, areia de rio e
superplastificante. A areia de rio e as partículas de borracha apresentavam dimensões 0-4 mm
e 1-4 mm, respectivamente. O teor de cimento e cinzas foi mantido constante para todas as
misturas. A areia de rio apresentava valores de massa específica, módulo de finura e absorção
de água de 2.59, 2.07 e 3.73%, respectivamente. A massa específica e o módulo de finura das
partículas de borracha apresentaram valores de 0.65 e 1.5, respectivamente. No Quadro 2.12,
são apresentadas as composições das argamassa com e sem borracha utilizadas.
Nesta campanha experimental, foram usados dois tipos de amostras. Um era formado por um
conjunto de prismas de dimensões 40 X 40X 160 mm e o outro por um conjunto de dimensões
25 X 25 X 285 mm. O primeiro conjunto foi utilizado para medir a resistência à compressão, a
resistência à flexão, a velocidade de propagação de ultra-sons, a absorção de água, a
porosidade aparente e a massa volúmica. O segundo foi utilizado para medir a retracção por
secagem em função do tempo.
Os provetes foram desmoldados após 24 horas e curados em água durante 7 e 28 dias. Os
ensaios de resistência à compressão e à flexão foram realizados aos 7 e 28 dias em
conformidade com TS EN 196-1.
A retracção por secagem da argamassa autoconsolidada, curada em condições de laboratório
(temperatura ambiente e 65% de humidade relativa), foi determinada pela mudança de
comprimento das amostras com idade até 180 dias, de acordo com a norma ASTM C 596-07. A
massa volúmica, a porosidade específica e a absorção de água foram determinadas aos 28

Capítulo 2 – Estado da arte
40
dias. O módulo de elasticidade foi calculado utilizando a velocidade de propagação de ultra-
sons determinada em amostras de argamassa aos 28 dias de idade.
Quadro 2.11 – Composição das argamassa com e sem borracha (TOPÇU et al., 2009)
A/C Cimento (kg/m
3)
Água (kg/m
3)
Areia (kg/m
3)
Borracha (kg/m3) Cinza (kg/m
3)
0.4
450 240 1419 0.0 150 450 240 1277 141.9 150 450 240 1136 283.8 150 450 240 992 425.7 150 450 240 851 567.6 150 450 240 710 709.5 150
0.43
450 258 1371 0.0 150 450 258 1234 137.1 150 450 258 1096 274.2 150 450 258 960 411.3 150 450 258 822 548.4 150 450 258 686 685.5 150
0.47
450 282 1307 0.0 150 450 282 1176 130.7 150 450 282 1045 261.4 150 450 282 915 392.1 150 450 282 785 522.8 150 450 282 654 653.5 150
0.51
450 306 1244 0.0 150 450 306 1119 124.4 150 450 306 995 248.8 150 450 306 871 373.2 150 450 306 746 497.6 150 450 306 622 622.0 150
CORREIA et al. (2010) investigaram a substituição de agregados naturais por partículas de
borracha vulcanizada em argamassas, nomeadamente o seu efeito sobre o índice de
consistência em argamassas no estado fresco e sobre a resistência à compressão em
argamassas no estado endurecido, tendo determinado o teor de substituição. A investigação
foi realizada utilizando um modelo factorial de 9 experiências e a metodologia da superfície de
resposta tendo sido seleccionadas como variáveis a quantidade de agregados de borrachas e a
relação A/C. Foram consideradas três taxas diferentes de substituição (10, 20 e 30% em
volume) de agregados naturais por agregados de borracha com relações de A/C 0.52, 0.55 e
0.60.
Foram utilizadas partículas de borracha vulcanizada, cimento portland CP II E-32, areia de rio
natural e um superplastificante de modo a melhorar a trabalhabilidade. A areia de rio
apresentava dimensões inferiores a 2.4 mm enquanto que as partículas de borracha
apresentavam dimensões abaixo de 1.2 mm com uma massa volúmica de 0.405 g/cm3. A
relação agregado / cimento foi mantida constante em 3:1 em todas as misturas de argamassa.
Na preparação das argamassas, foi seguida a norma brasileira NBR 5738. A argamassa fresca
foi colocada em moldes metálicos cilíndricos (50 X 100 mm) e deixada endurecer durante 24
horas. As amostras foram imersas em água a 20 °C e curadas durante 28 dias. A resistência à
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
41
compressão das amostras foi determinada conforme especificado na norma brasileira NBR
5739, usando uma máquina de ensaios de compressão com capacidade máxima de 2000 kN.
Os resultados experimentais obtidos foram utilizados para a matriz factorial e o software foi
usado para diagnosticar e modelar as superfícies de resposta do índice de consistência (CI) e
da resistência à compressão aos 28 dias (CS28). Os efeitos das variáveis com nível de
significância de 10% ou menor (p-value ≤ 0.10) foram considerados estatisticamente
significativos.
Foi utilizada microscopia electrónica de varrimento (SEM, Zeiss DSM 940 com EDX) para
observar quer os agregados de borracha original por si só quer a zona de transição interfacial
(ITZ) entre os agregados de borracha e a matriz de cimento na argamassa endurecida das
amostras fracturadas.
2.5.2 Resistência à compressão
As várias investigações mostram que a substituição de agregados naturais por agregados de
borracha é prejudicial para a resistência à compressão, sendo tanto mais desfavorável quanto
maior for a taxa de substituição.
Segundo TURATSINZE et al. (2005), foi esta propriedade a principal razão para que definisse
como limite máximo de taxa de substituição o valor de 30%. Os resultados mostram que, para
uma taxa de substituição de 20%, existe uma queda de 50% na resistência à compressão e,
para 30%, a perda de resistência é de cerca de 80%.
TOPÇU et al. (2009) verificaram que a resistência à compressão diminui não só com o aumento
da taxa de substituição mas também com o aumento da relação A/C. Os resultados indicam
que a resistência à compressão aos 7 dias diminui 40-64% e a aos 28 dias 48%-58%, para
intervalos de 0.40-0.51, respectivamente. Um aumento da relação A/C de 0.4-0.51 na
argamassa de controlo fez com que a resistência à compressão aos 7 dias diminuísse 16% e aos
28 dias 37%. No entanto, para a taxa de substituição de 50%, um aumento da relação A/C de
0.40-0.51 fez com que a resistência à compressão aos 7 dias diminuísse cerca de 49% e aos 28
dias 50%.
Os resultados obtidos por CORREIA et al. (2010) estão de acordo com os já expostos, ou seja, a
resistência à compressão diminui com o aumento da quantidade de borracha e com o
aumento da relação A/C.
2.5.3 Resistência à tracção
Tal como a resistência à compressão, também a resistência à tracção diminui com a
substituição de agregados naturais por agregados de borracha. Segundo TURATSINZE et al.

Capítulo 2 – Estado da arte
42
(2005), para uma argamassa com 30% de agregados de borracha (em relação ao volume total
de agregados), existe uma redução de 70% no valor da resistência.
2.5.4 Resistência à tracção por flexão
TOPÇU et al. (2009) observaram que existe uma clara tendência para a diminuição da
resistência à tracção por flexão com o aumento da quantidade de borracha. Por exemplo, para
uma taxa de substituição de 50% e dependendo das diferentes relações A/C, houve uma
redução da resistência à tracção por flexão aos 28 dias entre 31 e 55%. Contudo, a resistência
à tracção por flexão para taxas de substituição até 30% e para baixas relações A/C,
nomeadamente para 0.40 e 0.43, não registou diminuições significativas. Constataram
também que, no ensaio de flexão, as amostras não colapsaram de repente.
2.5.5 Módulo de elasticidade
Segundo TOPÇU et al. (2009), há uma diminuição substancial no módulo de elasticidade com o
aumento da relação A/C de 0,47 para 0,51 de uma forma similar ao observado na compressão
e na tracção.
No que diz respeito à substituição parcial de areia natural por agregados de borracha, verifica-
se uma diminuição no módulo de elasticidade em comparação com a argamassa
autoconsolidada de controlo, segundo os investigadores devido ao aumento da estrutura
porosa. Comparando a argamassa de controlo com a argamassa contendo uma taxa de
substituição de 50% (em peso de areia) de agregados naturais por agregados de borracha,
verifica-se uma diminuição do módulo de elasticidade de 47,4, 55,8, 55,7 e 68,4% para
relações de A/C de 0,40, 0,43, 0,47 e 0,51, respectivamente.
2.5.6 Retracção
A retracção é uma das principais causas conhecidas para a existência de fissuras nos materiais
à base de cimento, especialmente quando esta é restringida, o que acontece por exemplo, no
caso de lajes e também no caso de argamassas de revestimento aplicadas sobre um suporte
rígido. Com a incorporação de agregados de borracha, espera-se um aumento da retracção
devido à redução da restrição interna (pois estes agregados apresentam um módulo de
elasticidade mais baixo).
Os resultados obtidos por TURATSINZE et al. (2007) confirmaram estas expectativas, tendo-se
registado maiores valores de retracção livre com a presença de agregados de borracha, para
uma relação A/C de 0.5. Contudo, TOPÇU et al. (2009) verificaram que, para baixas relações
A/C e pequenas quantidades de agregados de borracha, estes têm uma influência importante
na redução da retracção por secagem aos 28 dias.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
43
A partir dos valores obtidos por TOPÇU et al. (2009), verifica-se que o aumento das partículas
de borracha faz aumentar a porosidade das argamassas e que, para as relações mais altas de
A/C estudadas, 0.47 e 0.51, existe um claro aumento da retracção com o aumento da
quantidade de borracha. O aumento da retracção com a quantidade de água pode ser
explicado pelo aumento da porosidade.
Uma característica interessante deste estudo é que a retracção por secagem aos 28 dias vai
diminuindo com o aumento da relação A/C, para a taxa de substituição de 30%. Verifica-se
também que, para a relação mais alta de A/C, a retracção por secagem para argamassas com
10, 20 e 30% de agregados de borracha é menor do que a argamassa de controlo. No entanto,
a retracção máxima aos 180 dias foi geralmente obtida para as argamassas produzidas com
relações A/C mais altas.
No que diz respeito à fendilhação por retracção restringida, TURATSINZE et al. (2007)
demonstraram que era benéfica a incorporação de agregados de borracha. Observaram que a
fendilhação por retracção restringida era atrasada e que existia um caminho de fendas
descontínuo para a taxa de substituição de 20% e múltipla fissuração para a taxa de
substituição de 30%. Este comportamento contrastava com a da argamassa de controlo, que
apresentou uma das primeiras fendas, de uma única variedade, que percorria a amostra ao
longo da sua altura. No entanto, este benefício tem o seu inconveniente: uma crescente
diminuição na resistência o que significa que o uso de argamassas cimentícias à base de
borracha não é adequado quando a obtenção de altas resistências é uma prioridade.
2.5.7 Consistência
Como referido, CORREIA et al. (2010) estudaram o efeito das partículas de borracha sobre o
índice de consistência em argamassas no estado fresco. Os autores concluíram que a presença
de partículas de borracha vulcanizada não altera o natural aumento do índice de consistência
(melhor trabalhabilidade) com o aumento da relação A/C mas que, para uma relação A/C
constante, o índice de consistência diminui (pior trabalhabilidade) quando aumenta a
quantidade de partículas de borracha vulcanizada.
TOPÇU et al. (2009) verificaram que os valores do diâmetro médio para relações A/C de 0,40-
0,43 permaneceram inalterados devido à falta de lubrificação entre as partículas de cimento e
os agregados. Para outras relações A/C, os valores do diâmetro médio diminuíram com o
aumento da quantidade de borracha.
2.5.8 Capacidade para absorver deformações
TURATSINZE et al. (2005) observaram que a tensão de cedência e a rigidez diminuíram com a
quantidade de agregados de borracha, encontrando-se de acordo com os resultados

Capítulo 2 – Estado da arte
44
mencionados para a resistência à tracção e módulo de elasticidade. As curvas de tensão de
cedência vs abertura de fendas obtidas por estes autores mostram que o pico agudo existente
na argamassa de controlo passa a ter um patamar quase igual no caso dos compósitos com
borracha.
Segundo os mesmos autores, este patamar pode ser explicado pela presença de agregados de
borracha que funcionam como "crack arresters". No entanto, devido à sua capacidade de
absorção de energia, os agregados de borracha tendem a eliminar os mecanismos de
propagação o que leva a que a abertura da fissura associada ao fim do patamar de cedência
seja significativamente maior quando comparada com uma correspondente à carga máxima da
argamassa de controlo.
No que respeita ao efeito combinado de incorporação de agregados de borracha e reforço de
fibras, a análise do comportamento pós-pico mostra que a capacidade das fibras para
transferir tensões através da fenda não é afectada. Para uma determinada abertura de
fissuras, a resistência no estado fendilhado aumenta com o aumento da quantidade de fibras.
Assim, estes investigadores concluem que, quando a resistência não é uma prioridade, este
comportamento (elevada capacidade de deformação antes do “macrocrack” e ductilidade
melhorada) é uma característica que melhora a durabilidade do material.
TURATSINZE et al. (2007) avaliaram a capacidade de deformação através de ensaios de
tracção, tendo os resultados mostrado que os agregados de borracha aumentaram
significativamente a capacidade de deformação de argamassas à base de cimento, sendo 2.5
vezes mais alta quando a quantidade de borracha aumenta de 0% a 30%.
2.5.9 Aderência na zona de transição
Os agregados contidos na pasta de cimento criam heterogeneidades sendo a interface da
pasta de cimento normalmente chamada de zona de transição interfacial (ITZ).
TURKI et al. (2009) investigaram a zona de transição interfacial entre os agregados de
borracha e a matriz de cimento. Através da análise da sua microestrutura recorrendo a
microscopia electrónica de varrimento, observaram que, na argamassa de referência, havia
uma aderência completa entre a matriz de cimento e os agregados silÍciosos, enquanto que na
argamassa com agregados de borracha existia um espaço vazio entre os agregados de
borracha e a matriz de cimento.
Segundo estes investigadores, para taxas de substituição de 30% e 50%, pareciam existir dois
tipos de poros, um no cimento (porosidade da matriz) e outro em torno dos agregados de
borracha (zona de transição entre os agregados de borracha e a matriz de cimento).
Segundo CORREIA et al. (2010), as heterogeneidades microestruturais de argamassas e betões,
em particular na zona de transição interfacial (ITZ) entre os agregados e a matriz de cimento,

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
45
são responsáveis pelo comportamento mecânico final, afirmando que a adesão entre o
agregado e a matriz de cimento na zona de transição é um factor que regula a resistência do
betão. Os seus resultados vieram confirmar a influência da zona de transição interfacial sobre
a resistência à compressão aos 28 dias nas argamassas. Assim, uma argamassa com agregados
de borracha (30% de taxa de substituição e uma relação A/C de 0.52) apresentou uma
resistência de compressão aos 28 dias de apenas 14 MPa, enquanto que a argamassa sem
borracha apresentou aos 28 dias uma resistência à compressão de 18 MPa.
Apesar do exposto, TURATSINZE et al. (2007) consideram que a classificação dos agregados de
borracha como poros não é realista uma vez que o seu módulo de elasticidade é relativamente
elevado (da ordem de 1 GPa). Por conseguinte, estes agregados têm um papel não
negligenciável na resistência a cargas externas.
2.5.10 Teor de ar
KHATIB AND BAYOMY (1999) relataram a existência de um maior teor de ar no betão com
incorporação de borracha do que no betão de referência, mesmo sem a utilização de
introdutores de ar. Segundo os investigadores, isto pode ser devido à natureza não-polar das
partículas de borracha que apresentam tendência para repelir a água.
2.5.11 Massa volúmica
Devido à baixa massa volúmica das partículas de borracha, a massa volúmica das argamassas
com incorporação de borracha diminui com o aumento da percentagem de borracha. Além
deste facto, o aumento da quantidade de borracha aumenta o teor de ar incorporado, o que
leva também a uma diminuição desta propriedade.
No entanto, segundo KHATIB AND BAYOMY (1999), a diminuição de massa volúmica é
insignificante quando a quantidade de borracha é menor do que 10-20% do volume total de
agregados.
2.6 Conclusão
Segundo as referências bibliográficas analisadas, constata-se que a incorporação de agregados
de borracha pode ser benéfica em algumas das propriedades das argamassas.
Contudo, nos estudos realizados, fica clara a existência de um limite máximo de 30% de taxa
de substituição, devido a perdas significativas de resistência à compressão. Nesta propriedade,
tem-se, para taxas de substituição de 20%, quedas de aproximadamente 50% e, para 30%,
perdas de cerca de 80%.
Observa-se também que, devido à baixa massa volúmica das partículas de borracha, a massa
volúmica das argamassas com incorporação de borracha diminui com o aumento da
percentagem de borracha.

Capítulo 2 – Estado da arte
46
Por outro lado, verifica-se uma diminuição aproximadamente linear do módulo de elasticidade
com a incorporação de agregados de borracha, apresentando esta propriedade quedas na
ordem de 30% para taxas de substituição de 20%. Deste modo, verifica-se nestes materiais
compósitos uma ductilidade melhorada.
Um outro factor positivo observado diz respeito à fendilhação por retracção restringida, que
no caso de argamassas com borracha era atrasada e conduzia a um caminho de fendas
descontínuo.
No que respeita à capacidade de deformação através de ensaios de tracção, os estudos
mostraram também que a incorporação de borracha era benéfica, tendo-se verificado
aumentos significativos na capacidade de deformação de argamassas à base de cimento.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
47
Capítulo 3 – Campanha experimental
3.1 Introdução
A campanha experimental teve como objectivo avaliar as características de argamassas de
cimento com a incorporação de partículas finas de borracha.
Deste modo, realizou-se um conjunto de ensaios para determinar qual a taxa de substituição
(5, 10 ou 15% do volume total de agregados) de agregados naturais por agregados de borracha
de pneus que seria mais interessante para uma futura aplicação destes rebocos modificados
em revestimentos de paredes.
Para se proceder a esta escolha, dividiu-se a campanha experimental em duas partes.
Na primeira parte, realizou-se um conjunto de ensaios em argamassas com diferentes taxas de
substituição de borracha, tendo os resultados sido comparados com uma argamassa padrão
(sem partículas de borracha de pneus usados) com a finalidade de se efectuar uma escolha.
O critério de escolha que foi definido caso os diferentes tipos de argamassas apresentassem
propriedades idênticas ou dentro dos valores regulamentares foi o da mais elevada taxa de
substituição.
Na segunda fase, após a escolha da argamassa, efectuou-se um conjunto adicional de ensaios
para uma melhor caracterização.
Os ensaios realizados na campanha experimental foram efectuados no Laboratório de Ensaio
de Revestimentos de Paredes (LNEC/LERevPa) do Laboratório Nacional de Engenharia Civil.
3.2. Planeamento da campanha experimental
A campanha experimental demorou aproximadamente sete meses e foi estruturada em 3
fases. Na primeira, foram realizados ensaios com intuito de se analisar as propriedades dos
constituintes das argamassas, mais concretamente dos agregados naturais e dos agregados de
borracha de pneus usados.
Estes ensaios bem como as normas segundo as quais foram realizados estão referidos no
Quadro 3.1.
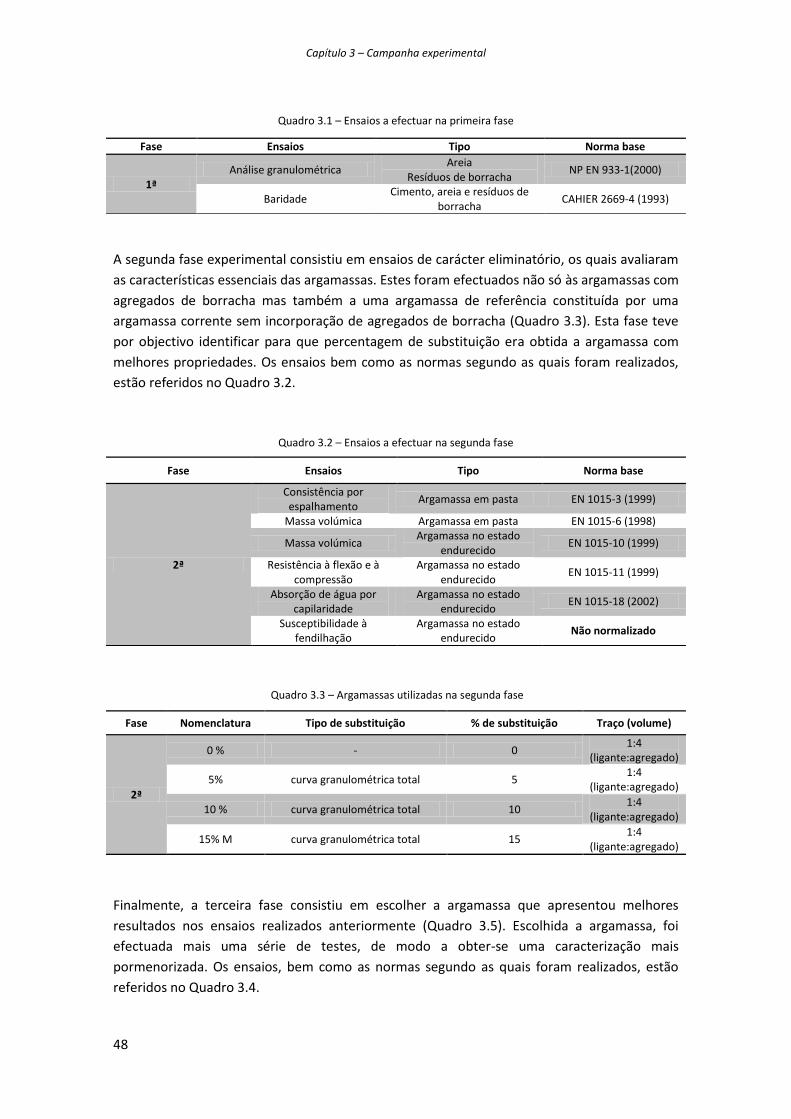
Capítulo 3 – Campanha experimental
48
Quadro 3.1 – Ensaios a efectuar na primeira fase
A segunda fase experimental consistiu em ensaios de carácter eliminatório, os quais avaliaram
as características essenciais das argamassas. Estes foram efectuados não só às argamassas com
agregados de borracha mas também a uma argamassa de referência constituída por uma
argamassa corrente sem incorporação de agregados de borracha (Quadro 3.3). Esta fase teve
por objectivo identificar para que percentagem de substituição era obtida a argamassa com
melhores propriedades. Os ensaios bem como as normas segundo as quais foram realizados,
estão referidos no Quadro 3.2.
Quadro 3.2 – Ensaios a efectuar na segunda fase
Quadro 3.3 – Argamassas utilizadas na segunda fase
Finalmente, a terceira fase consistiu em escolher a argamassa que apresentou melhores
resultados nos ensaios realizados anteriormente (Quadro 3.5). Escolhida a argamassa, foi
efectuada mais uma série de testes, de modo a obter-se uma caracterização mais
pormenorizada. Os ensaios, bem como as normas segundo as quais foram realizados, estão
referidos no Quadro 3.4.
Fase Ensaios Tipo Norma base
1ª Análise granulométrica
Areia Resíduos de borracha
NP EN 933-1(2000)
Baridade Cimento, areia e resíduos de
borracha CAHIER 2669-4 (1993)
Fase Ensaios Tipo Norma base
2ª
Consistência por espalhamento
Argamassa em pasta EN 1015-3 (1999)
Massa volúmica Argamassa em pasta EN 1015-6 (1998)
Massa volúmica Argamassa no estado
endurecido EN 1015-10 (1999)
Resistência à flexão e à compressão
Argamassa no estado endurecido
EN 1015-11 (1999)
Absorção de água por capilaridade
Argamassa no estado endurecido
EN 1015-18 (2002)
Susceptibilidade à fendilhação
Argamassa no estado endurecido
Não normalizado
Fase Nomenclatura Tipo de substituição % de substituição Traço (volume)
2ª
0 % - 0 1:4
(ligante:agregado)
5% curva granulométrica total 5 1:4
(ligante:agregado)
10 % curva granulométrica total 10 1:4
(ligante:agregado)
15% M curva granulométrica total 15 1:4
(ligante:agregado)

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
49
Quadro 3.4 – Ensaios a efectuar na terceira fase
Quadro 3.5 – Argamassas utilizadas na terceira fase
*Argamassa que apresentou melhores resultados nas 1ª e 2ª fases
Na execução da campanha experimental em função do tipo de ensaio e da norma que o
regulamenta, os provetes foram submetidos a três tipos de cura:
a) Cura do tipo A (tipo de cura indicada nas normas dos diferentes ensaios)
Neste tipo de cura, coloca-se o molde a uma temperatura de 20 ± 2 ºC e humidade
relativa de 95 ± 5% durante 2 dias. Estas condições de humidade relativa são
conseguidas através da colocação do molde num saco de polietileno. Findo este período
de tempo, procede-se à desmoldagem do molde e este é colocado nas condições
referidas durante mais 5 dias. Ao sétimo dia, retira-se os provetes do saco de
polietileno, devendo estes ficar sujeitos a uma temperatura de 20 ± 2 ºC e humidade
relativa de 65 ± 5% durante mais 21 dias.
b) Cura do tipo B
A cura do tipo B consiste em colocar o molde a uma temperatura de 23 ± 2 ºC e
humidade relativa de 50 ± 5% durante 28 dias, efectuando-se, no entanto, a
desmoldagem ao segundo dia.
Fase Ensaios Tipo Norma base
3ª
Retenção de água Argamassa em pasta prEN 1015-8 (1998) Variação dimensional
(retracção) Argamassa no estado
endurecido CAHIER 2669-4 (CSTB)
Aderência ao suporte Argamassa no estado
endurecido EN 1015-12 (2000)
Módulo de elasticidade Argamassa no estado
endurecido NF B10-511F (1975)
Permeabilidade ao vapor de água
Argamassa no estado endurecido
EN 1015-19 (1998)
Resistência ao choque
Argamassa no estado endurecido
Não normalizado
Retracção restringida e resistência à tracção
Argamassa no estado endurecido
Ficha de ensaio LNEC FE-Pa37
Compatibilidade com o suporte (envelhecimento)
Argamassa no estado endurecido
EN 1015-21 (2002)
Fase Nomenclatura Tipo de substituição % de substituição Traço (volume)
3ª
0 % - 0 1:4
(ligante:agregado)
15 %M* curva granulométrica total 15 1:4
(ligante:agregado)
15% C curva granulométrica total 15 1:4
(ligante:agregado)
Capítulo 3 – Campanha experimental
50
c) Cura do tipo C
Na cura do tipo C, coloca-se o molde a uma temperatura de 23 ± 2 ºC e humidade
relativa de 95 ± 5% durante 2 dias. Terminado este período de tempo, procede-se à
desmoldagem do molde e coloca-se-o a uma temperatura de 23 ± 2 ºC e humidade
relativa de 50 ± 5% durante mais 26 dias.
Quadro 3.6 – Indicação dos tipos de cura para os diferentes ensaios
No Quadro 3.6, efectua-se a correspondência entre os ensaios realizados, as normas de ensaio
e os tipos de cura utilizados.
3.3 Preparação dos provetes
As amassaduras realizadas na campanha experimental apresentam como constituintes os
seguintes materiais:
cimento portland composto tipo CEM II – 32.5;
areia de rio;
granulado de borracha.
As amassaduras foram executadas tendo como base a norma EN 1015-2, segundo o seguinte
procedimento:
1) Pesa-se a quantidade necessária de cada material e coloca-se-o no recipiente utilizado
para a mistura;
2) Mede-se a quantidade de água necessária para a mistura;
Ensaio Norma base Tipo de cura
Massa volúmica (estado endurecido) EN 1015-10 (1999) Cura do tipo A
Resistência à flexão e à compressão EN 1015-11 (1999) Cura do tipo A
Absorção de água por capilaridade EN 1015-18 (2002) Cura do tipo A
Susceptibilidade à fendilhação Não normalizado Cura do tipo B
Variação dimensional (retracção) CAHIER 2669-4 (CSTB) Cura do tipo B
Aderência ao suporte EN 1015-12 (2000) Cura do tipo A
Permeabilidade ao vapor de água EN 1015-19 (1998) Cura do tipo C
Resistência ao choque Não normalizado Cura do tipo B
Retracção restringida e resistência à tracção Ficha de ensaio LNEC FE-Pa37 Cura do tipo B
Compatibilidade com o suporte (envelhecimento) EN 1015-21 (2002) Cura do tipo A

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
51
3) Liga-se a misturadora e, mantendo-a na mesma velocidade de rotação, adiciona-se
água durante os primeiros 15 segundos;
4) Decorridos dois minutos e meio, retira-se o recipiente da misturadora e mexe-se
manualmente a argamassa com o auxílio de uma colher de pedreiro;
5) Coloca-se novamente o recipiente na misturadora durante mais 30 segundos (Figura
3.1).
Figura 3.1 – Misturadora com a respectiva cuba
Na realização dos ensaios de resistência à flexão e compressão, massa volúmica (estado
endurecido), absorção de água por capilaridade e módulo de elasticidade, utilizaram-se
provetes prismáticos. Também no ensaio de variação dimensional, foram utilizados provetes
prismáticos, diferindo estes dos anteriores pela existência de dois pernos colocados nas
extremidades de cada provete.
Estes prismas são obtidos através de conjuntos de 3 moldes (apresentando cada molde as
dimensões de 40 x 40 x 160 mm), sendo a argamassa colocada no seu interior através do
seguinte procedimento:
1) Introduz-se nos moldes a argamassa, com auxílio de uma colher de pedreiro, de modo
que cerca de metade da capacidade de cada molde fique preenchida;
2) Em seguida, compacta-se a argamassa com 25 pancadas, com auxílio de um pilão
específico para o ensaio (Figura 3.2);
3) Introduz-se novamente argamassa, de modo a encher completamente os moldes;
4) Repete-se o passo 2;

Capítulo 3 – Campanha experimental
52
Figura 3.2 – Compactação da argamassa com um pilão
5) Rasa-se a superfície do recipiente com o auxílio de uma talocha (Figura 3.3);
Figura 3.3 – Modo de proceder para rasar a superfície do recipiente
6) Submete-se os provetes ao tipo de cura especificada pela norma do ensaio.
Relativamente aos ensaios em que é utilizado outro tipo de provetes, a preparação destes
encontra-se descrita no procedimento do ensaio em causa.
3.4 Descrição dos ensaios
Neste subcapítulo, apresenta-se uma descrição detalhada dos ensaios referidos no
planeamento da campanha experimental. Assim, procede-se a uma descrição dos
equipamentos e modos de procedimentos dos vários ensaios. Primeiramente, referem-se os
ensaios relativos à definição dos constituintes das argamassas. Posteriormente, os ensaios de
carácter eliminatório realizados com vista à escolha da melhor argamassa e, por fim, os
efectuados com o objectivo de caracterizar a argamassa escolhida de um modo mais
aprofundado.
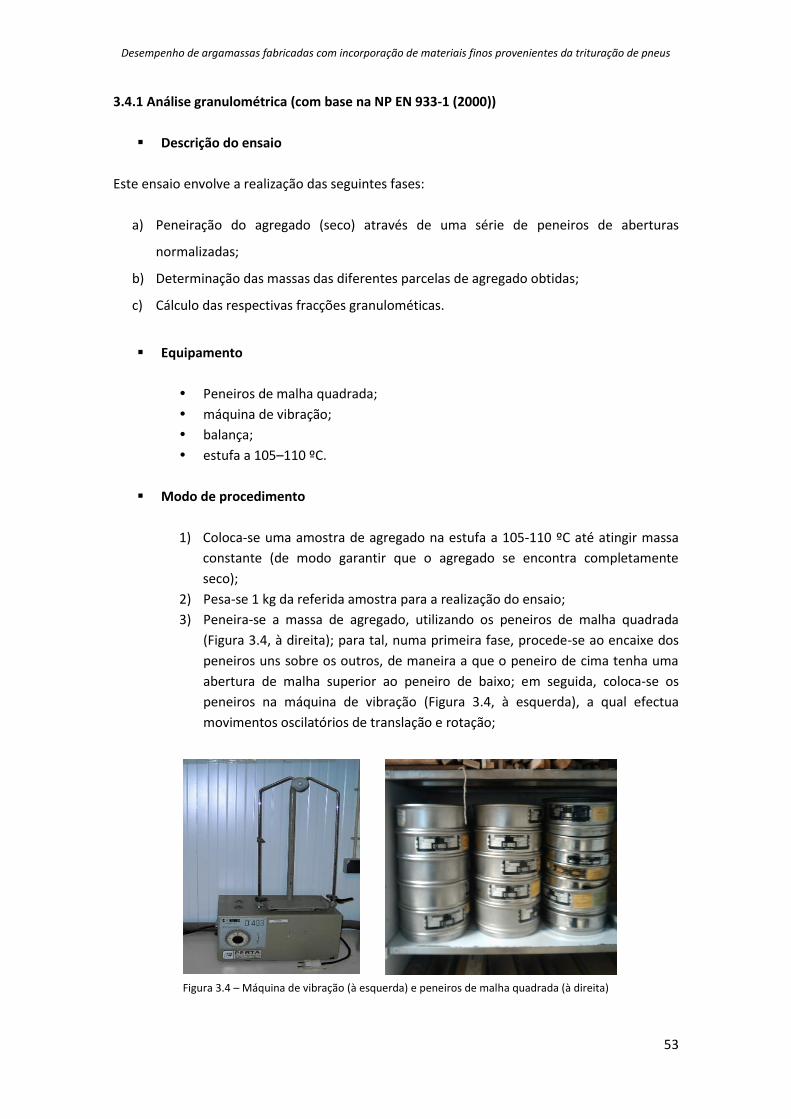
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
53
3.4.1 Análise granulométrica (com base na NP EN 933-1 (2000))
Descrição do ensaio
Este ensaio envolve a realização das seguintes fases:
a) Peneiração do agregado (seco) através de uma série de peneiros de aberturas
normalizadas;
b) Determinação das massas das diferentes parcelas de agregado obtidas;
c) Cálculo das respectivas fracções granulométicas.
Equipamento
Peneiros de malha quadrada;
máquina de vibração;
balança;
estufa a 105–110 ºC.
Modo de procedimento
1) Coloca-se uma amostra de agregado na estufa a 105-110 ºC até atingir massa
constante (de modo garantir que o agregado se encontra completamente
seco);
2) Pesa-se 1 kg da referida amostra para a realização do ensaio;
3) Peneira-se a massa de agregado, utilizando os peneiros de malha quadrada
(Figura 3.4, à direita); para tal, numa primeira fase, procede-se ao encaixe dos
peneiros uns sobre os outros, de maneira a que o peneiro de cima tenha uma
abertura de malha superior ao peneiro de baixo; em seguida, coloca-se os
peneiros na máquina de vibração (Figura 3.4, à esquerda), a qual efectua
movimentos oscilatórios de translação e rotação;
Figura 3.4 – Máquina de vibração (à esquerda) e peneiros de malha quadrada (à direita)

Capítulo 3 – Campanha experimental
54
4) Terminado o tempo de vibração e após uma peneiração manual, recolhe-se e
regista-se a massa de material retida em cada um dos peneiros; caso se
encravem partículas nas malhas dos peneiros, deve-se escovar a rede, pela face
interior, com uma escova de pêlo macio;
5) Por fim, soma-se o material retido em cada peneiro com o material que passou
através do peneiro de menor abertura (refugo).
Resultados
Calcula-se a percentagem retida em cada peneiro, segundo a seguinte equação:
R = (mpeneiro/mtotal) × 100%
Sendo,
R – percentagem de material retido no peneiro x (%);
mpeneiro – massa retida em cada peneiro (g);
mtotal – massa total da amostra (g).
Por fim, calcula-se a percentagem de material acumulado passado em cada um dos peneiros
de modo a obter-se a curva granulométrica. A percentagem de material acumulado passado
num dado peneiro obtém-se através da diferença entre 100 e o somatório da percentagem do
material retido no peneiro em causa e das do material retido em todos os peneiros de
abertura maior.
3.4.2Baridade (segundo o Cahier 2669-4 (1993))
Descrição do ensaio
Este ensaio consiste na determinação da massa do agregado seco que preenche um recipiente
de capacidade conhecida.
Equipamento
Equipamento de aço que inclui base com haste, molde tronco-cónico e
recipiente cilíndrico de volume conhecido (Figura 3.5);
colher-concha;
espátula;
balança com precisão até 0,1 g;
estufa a 105–110 ºC.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
55
Modo de procedimento
1) Coloca-se uma amostra de agregado na estufa a 105-110 ºC até atingir massa
constante (de modo garantir que o agregado se encontra completamente
seco);
2) Coloca-se o agregado no molde tronco-cónico através de uma colher, deixando-
o cair de um nível não superior a 5 cm da boca do recipiente;
3) Procede-se ao enchimento completo do molde até extravasar;
4) Remove-se a base do molde tronco-cónico da sua posição inicial, permitindo a
saída do agregado, por acção da gravidade.
5) Ajusta-se o nivelamento da superfície do material pelo plano da boca do
recipiente;
6) Pesa-se o recipiente cheio.
Figura 3.5 – Esquema de ensaio da baridade
Resultados
Determina-se a baridade do agregado seco através da seguinte expressão:
ρ = M /V
Sendo,
ρ – massa volúmica do agregado (g/dm3);
m – massa de agregado contida no interior do molde cilíndrico cheio (g);
v – volume de agregado contido no interior do molde cilíndrico cheio (0.5 dm3).
3.4.3 Consistência por espalhamento (segundo a EN 1015-3 (1999))
Descrição do ensaio
Este ensaio consiste na avaliação da consistência da argamassa através da medição do
espalhamento produzido.

Capítulo 3 – Campanha experimental
56
Equipamento
Mesa de espalhamento;
molde cónico truncado;
colher de pedreiro;
pilão;
craveira.
Modo de procedimento
1) Limpa-se o prato da mesa de espalhamento de modo a garantir o natural
espalhamento da argamassa;
2) Em seguida, coloca-se o molde cónico truncado centrado no prato da mesa;
3) Segura-se o molde naquela posição, exercendo uma pequena pressão contra o
prato da mesa de espalhamento, de modo a garantir que não existe saída de
água na superfície de contacto dos dois materiais; em seguida, enche-se o
molde por duas camadas de argamassa que deve ser previamente mexida com
o auxílio de uma colher de pedreiro;
4) Cada camada deve corresponder a aproximadamente metade do volume do
molde e ser apiloada com o pilão com 10 pancadas;
5) Retira-se o excesso de argamassa (Figura 3.6, à esquerda), alisando a parte
superior do molde com o auxílio da colher de pedreiro procedendo-se
posteriormente à limpeza dos detritos existentes no molde e no prato, que
resultaram da operação anterior (Figura 3.6, à direita);
Figura 3.6 – Modo de proceder para retirar o excesso de argamassa (à esquerda) e molde cónico truncado depois de
retirado o excesso de argamassa (à direita)
6) Após aproximadamente 15 s, levanta-se o molde, vertical e lentamente (Figura
3.7), e espalha-se a argamassa no prato, sacudindo a mesa 15 vezes, a uma
frequência constante de cerca de 1 batida por segundo.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
57
Figura 3.7 – Aspecto da argamassa após o levantamento do molde
Resultados
Mede-se o diâmetro (em mm) da argamassa espalhada com uma craveira, em duas direcções
ortogonais, anotando-se os respectivos resultados. Deve existir um espalhamento
relativamente uniforme ao longo de todo o perímetro. Por fim, calcula-se a média das duas
medições.
3.4.4 Massa volúmica da argamassa em pasta (segundo a EN 1015-6 (1998))
Descrição do ensaio
Este ensaio consiste na determinação da massa volúmica no estado fresco. Esta propriedade é
definida pelo quociente entre a massa de argamassa e o volume por esta ocupada.
Equipamento
Recipiente cilíndrico com capacidade para 1 l;
balança com precisão até 0,1 g;
colher de pedreiro;
espátula.
Modo de procedimento
1) Prepara-se a argamassa, numa quantidade que deve encher um recipiente
cilíndrico com capacidade para 1 l;
2) Embora o recipiente cilíndrico tenha massa e volume conhecidos, devem-se
avaliar estas duas grandezas (m1;V);
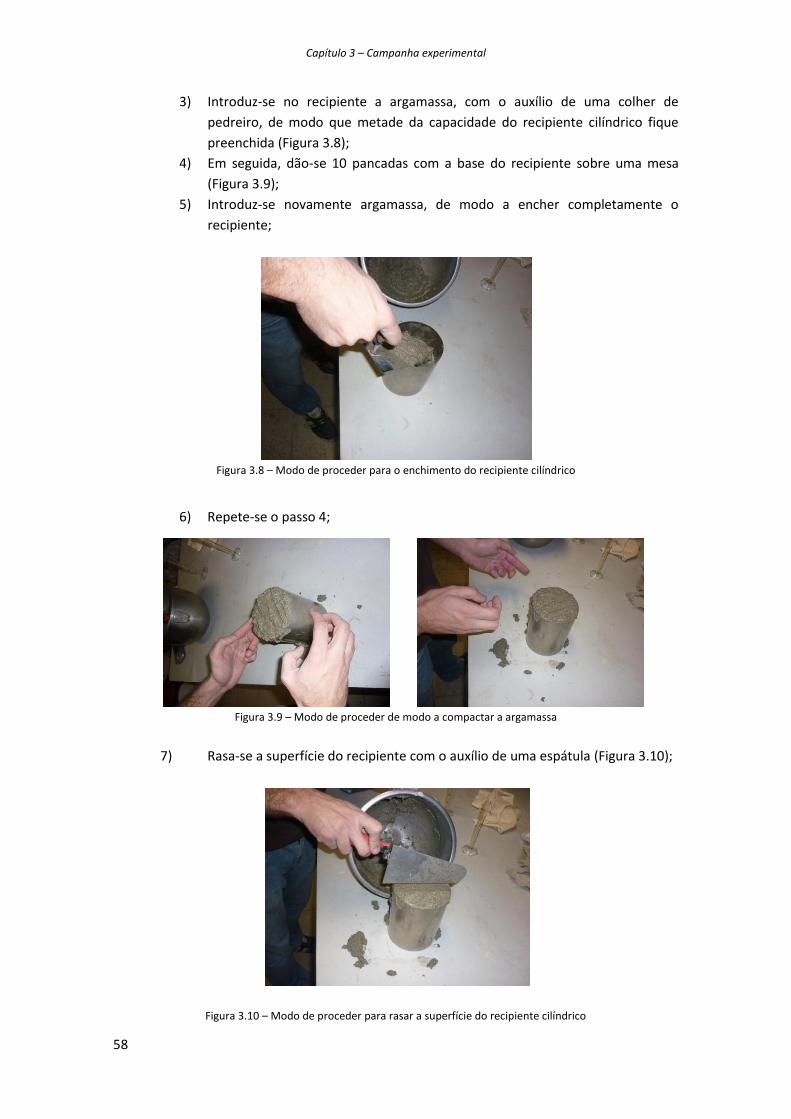
Capítulo 3 – Campanha experimental
58
3) Introduz-se no recipiente a argamassa, com o auxílio de uma colher de
pedreiro, de modo que metade da capacidade do recipiente cilíndrico fique
preenchida (Figura 3.8);
4) Em seguida, dão-se 10 pancadas com a base do recipiente sobre uma mesa
(Figura 3.9);
5) Introduz-se novamente argamassa, de modo a encher completamente o
recipiente;
Figura 3.8 – Modo de proceder para o enchimento do recipiente cilíndrico
6) Repete-se o passo 4;
Figura 3.9 – Modo de proceder de modo a compactar a argamassa
7) Rasa-se a superfície do recipiente com o auxílio de uma espátula (Figura 3.10);
Figura 3.10 – Modo de proceder para rasar a superfície do recipiente cilíndrico

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
59
8) Limpa-se o exterior do molde;
9) Pesa-se o molde com argamassa (Figura 3.11) e regista-se o valor da sua
massa (m2).
Figura 3.11 – Pesagem do conjunto recipiente + argamassa
Resultados
Calcula-se a diferença entre a massa do conjunto recipiente + argamassa (m2) e a massa do
recipiente (m1). Em seguida, determina-se a massa volúmica através da seguinte expressão:
ρ = M/V
Sendo,
ρ – massa volúmica da argamassa no estado fresco (g/dm3);
M – massa total de argamassa contida no interior do recipiente cilíndrico (m2-m1) (g);
V – volume de argamassa contido no interior do molde cilíndrico cheio (1 l).
3.4.5 Massa volúmica da argamassa no estado endurecido (segundo a EN 1015-10 (1999))
Descrição do ensaio
Este ensaio consiste na determinação da massa volúmica no estado endurecido, através dos
prismas do ensaio de flexão e compressão. Determina-se a massa e o volume de cada prisma
e, em seguida, efectua-se o cálculo da massa volúmica que é dada pelo quociente entre a
massa e o volume.
Equipamento
Balança com precisão até 0,1 g;
craveira;

Capítulo 3 – Campanha experimental
60
Modo de procedimento
1) Submete-se os provetes à cura do tipo A (Figura 3.12);
2) Mede-se as dimensões dos prismas; a largura e a altura são resultado da
média de três medições, a efectuar nos extremos e no centro do prisma; no
que respeita ao comprimento, apenas se efectua uma medição;
3) Pesa-se os prismas;
4) Para cada tipo de argamassa, utilizam-se três provetes.
Figura 3.12 – Provetes prismáticos
Resultados
Calcula-se o volume total de cada prisma através da seguinte expressão:
V = l × e × c
Sendo,
V – volume (mm3);
l – largura (mm);
a – altura (mm);
c – comprimento (mm).
Finalmente, a massa volúmica de cada prisma é determinada através da equação:
ρ = M /V
Sendo,
ρ – massa volúmica do provete (g/mm3);
M – massa do provete (g);
V – volume do provete (mm3).
O resultado final é a média dos três prismas.
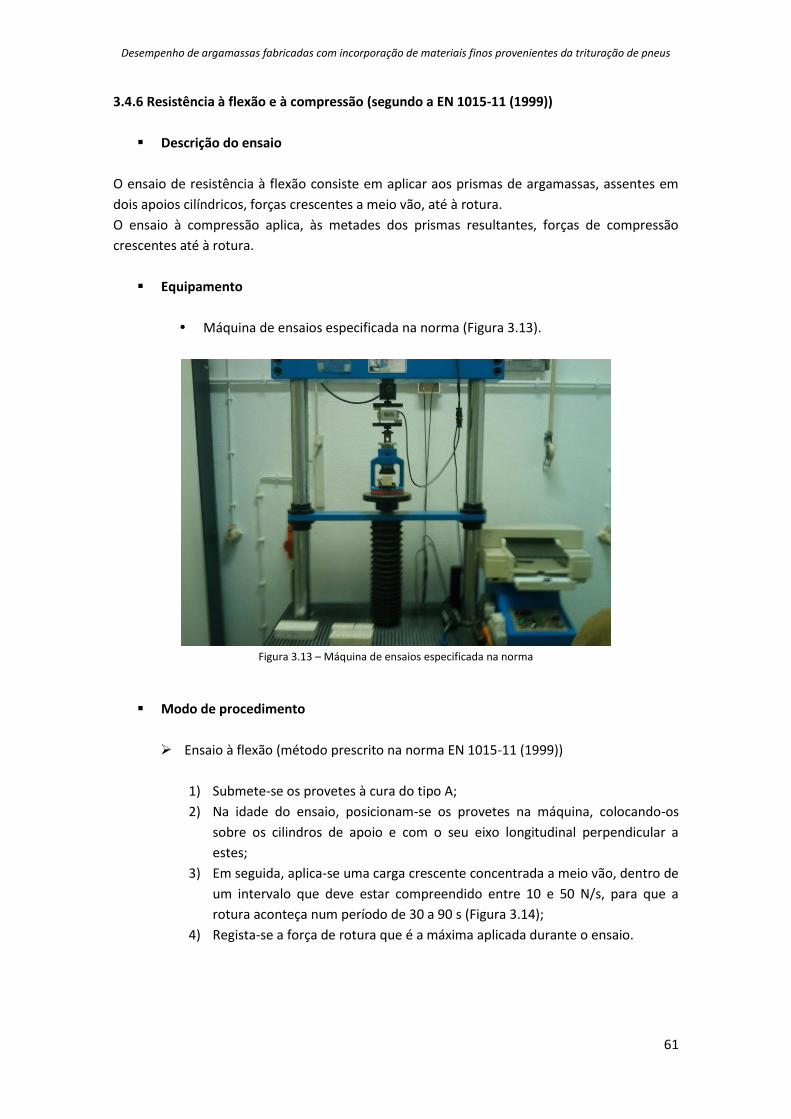
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
61
3.4.6 Resistência à flexão e à compressão (segundo a EN 1015-11 (1999))
Descrição do ensaio
O ensaio de resistência à flexão consiste em aplicar aos prismas de argamassas, assentes em
dois apoios cilíndricos, forças crescentes a meio vão, até à rotura.
O ensaio à compressão aplica, às metades dos prismas resultantes, forças de compressão
crescentes até à rotura.
Equipamento
Máquina de ensaios especificada na norma (Figura 3.13).
Figura 3.13 – Máquina de ensaios especificada na norma
Modo de procedimento
Ensaio à flexão (método prescrito na norma EN 1015-11 (1999))
1) Submete-se os provetes à cura do tipo A;
2) Na idade do ensaio, posicionam-se os provetes na máquina, colocando-os
sobre os cilindros de apoio e com o seu eixo longitudinal perpendicular a
estes;
3) Em seguida, aplica-se uma carga crescente concentrada a meio vão, dentro de
um intervalo que deve estar compreendido entre 10 e 50 N/s, para que a
rotura aconteça num período de 30 a 90 s (Figura 3.14);
4) Regista-se a força de rotura que é a máxima aplicada durante o ensaio.
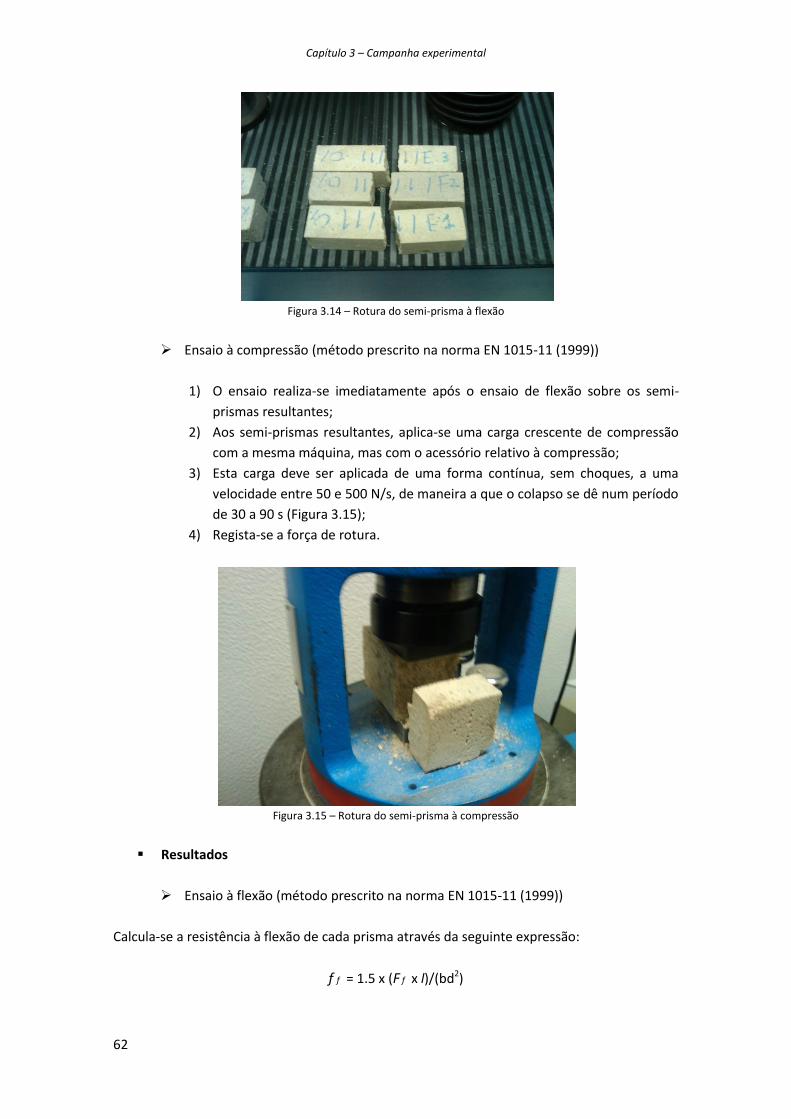
Capítulo 3 – Campanha experimental
62
Figura 3.14 – Rotura do semi-prisma à flexão
Ensaio à compressão (método prescrito na norma EN 1015-11 (1999))
1) O ensaio realiza-se imediatamente após o ensaio de flexão sobre os semi-
prismas resultantes;
2) Aos semi-prismas resultantes, aplica-se uma carga crescente de compressão
com a mesma máquina, mas com o acessório relativo à compressão;
3) Esta carga deve ser aplicada de uma forma contínua, sem choques, a uma
velocidade entre 50 e 500 N/s, de maneira a que o colapso se dê num período
de 30 a 90 s (Figura 3.15);
4) Regista-se a força de rotura.
Figura 3.15 – Rotura do semi-prisma à compressão
Resultados
Ensaio à flexão (método prescrito na norma EN 1015-11 (1999))
Calcula-se a resistência à flexão de cada prisma através da seguinte expressão:
f f = 1.5 x (F f x l)/(bd2)
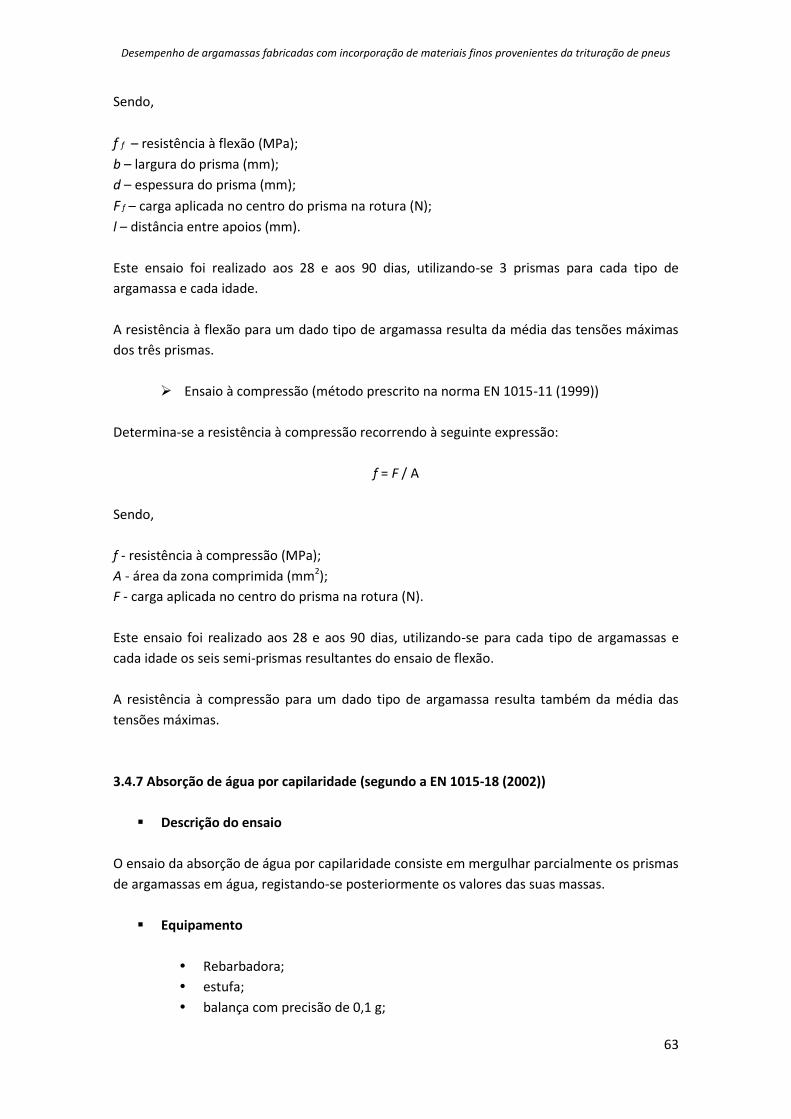
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
63
Sendo,
f f – resistência à flexão (MPa);
b – largura do prisma (mm);
d – espessura do prisma (mm);
F f – carga aplicada no centro do prisma na rotura (N);
l – distância entre apoios (mm).
Este ensaio foi realizado aos 28 e aos 90 dias, utilizando-se 3 prismas para cada tipo de
argamassa e cada idade.
A resistência à flexão para um dado tipo de argamassa resulta da média das tensões máximas
dos três prismas.
Ensaio à compressão (método prescrito na norma EN 1015-11 (1999))
Determina-se a resistência à compressão recorrendo à seguinte expressão:
f = F / A
Sendo,
f - resistência à compressão (MPa);
A - área da zona comprimida (mm2);
F - carga aplicada no centro do prisma na rotura (N).
Este ensaio foi realizado aos 28 e aos 90 dias, utilizando-se para cada tipo de argamassas e
cada idade os seis semi-prismas resultantes do ensaio de flexão.
A resistência à compressão para um dado tipo de argamassa resulta também da média das
tensões máximas.
3.4.7 Absorção de água por capilaridade (segundo a EN 1015-18 (2002))
Descrição do ensaio
O ensaio da absorção de água por capilaridade consiste em mergulhar parcialmente os prismas
de argamassas em água, registando-se posteriormente os valores das suas massas.
Equipamento
Rebarbadora;
estufa;
balança com precisão de 0,1 g;

Capítulo 3 – Campanha experimental
64
pincel para aplicação da cera;
tina (mínimo de 20 mm de profundidade);
papel absorvente;
espátula.
Modo de procedimento
1) Submete-se os provetes (três para cada tipo de argamassa) à cura do tipo A;
2) Dois dias antes da realização do ensaio (28 dias), cortam-se os provetes em
duas metades iguais, com auxílio de uma rebarbadora, e colocam-se estas
numa estufa ventilada à temperatura de 60 +/- 5 ºC durante um dia (Figura
3.16);
Figura 3.16 – Estufa ventilada
3) Terminado este período, barram-se as faces rectangulares de um dos semi-
prismas resultantes de cada um dos prismas iniciais com cera no estado
líquido (Figura 3.17), devendo estes, ser posteriormente colocados no
exsicador até à idade de realização do ensaio;
Figura 3.17 – Aquecimento da cera (à direita) e barramento de cera no estado líquido num semi-prisma (à
esquerda)
4) Colocam-se os provetes, que devem ser previamente pesados, numa tina com
água, com as faces cortadas voltadas para baixo, apoiadas por barras de
plástico, de modo a permitir que fiquem mergulhados a uma profundidade de
10 mm (Figura 3.18);

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
65
Figura 3.18 – Provetes numa tina com água
5) Deve-se cobrir a tina, de modo a evitar a evaporação da água e verificar o
nível de água ao longo do tempo de imersão;
6) Retiram-se os provetes da tina após 10 minutos, limpando-se a superfície
imersa com um papel absorvente e registam-se os valores das suas massas
(M1) (Figura 3.19);
Figura 3.19 - Balança com precisão de 0,1 g
7) Repete-se o ponto 6 30, 60, 90 (M2), 180, 300, 480 e 1440 minutos após a
imersão inicial.
Resultados
Determina-se o coeficiente de absorção de água por capilaridade de cada provete através da
seguinte expressão:
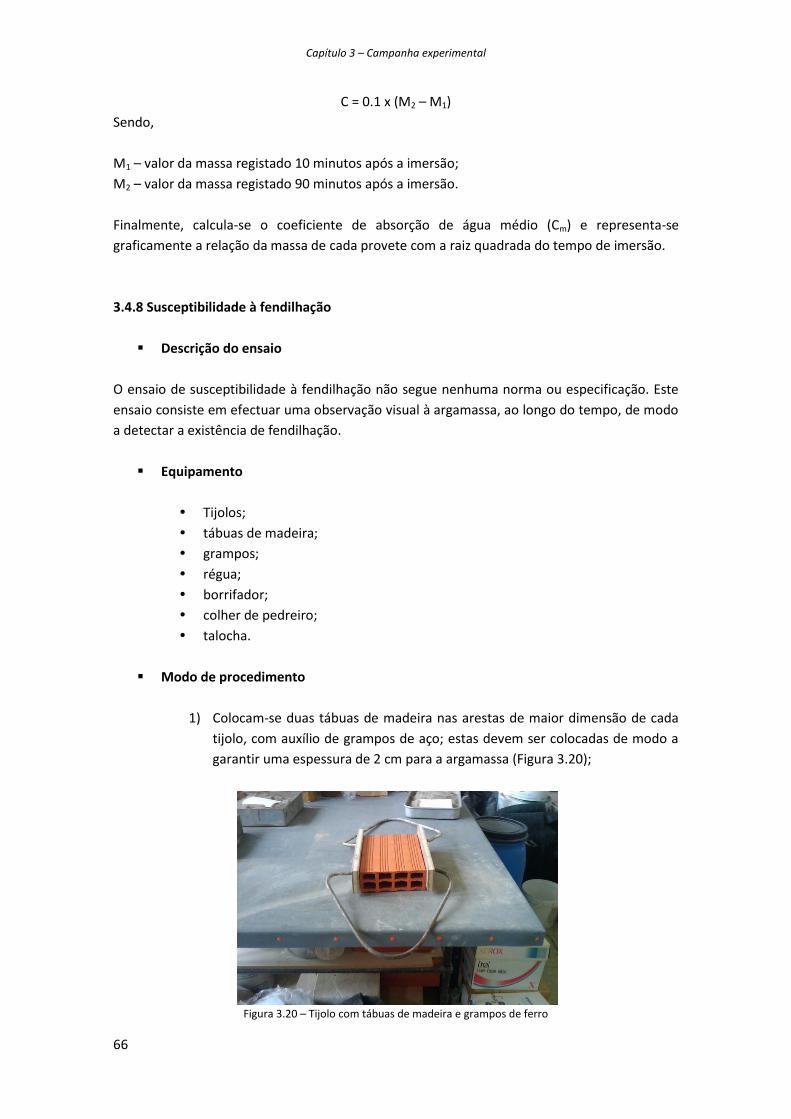
Capítulo 3 – Campanha experimental
66
C = 0.1 x (M2 – M1)
Sendo,
M1 – valor da massa registado 10 minutos após a imersão;
M2 – valor da massa registado 90 minutos após a imersão.
Finalmente, calcula-se o coeficiente de absorção de água médio (Cm) e representa-se
graficamente a relação da massa de cada provete com a raiz quadrada do tempo de imersão.
3.4.8 Susceptibilidade à fendilhação
Descrição do ensaio
O ensaio de susceptibilidade à fendilhação não segue nenhuma norma ou especificação. Este
ensaio consiste em efectuar uma observação visual à argamassa, ao longo do tempo, de modo
a detectar a existência de fendilhação.
Equipamento
Tijolos;
tábuas de madeira;
grampos;
régua;
borrifador;
colher de pedreiro;
talocha.
Modo de procedimento
1) Colocam-se duas tábuas de madeira nas arestas de maior dimensão de cada
tijolo, com auxílio de grampos de aço; estas devem ser colocadas de modo a
garantir uma espessura de 2 cm para a argamassa (Figura 3.20);
Figura 3.20 – Tijolo com tábuas de madeira e grampos de ferro
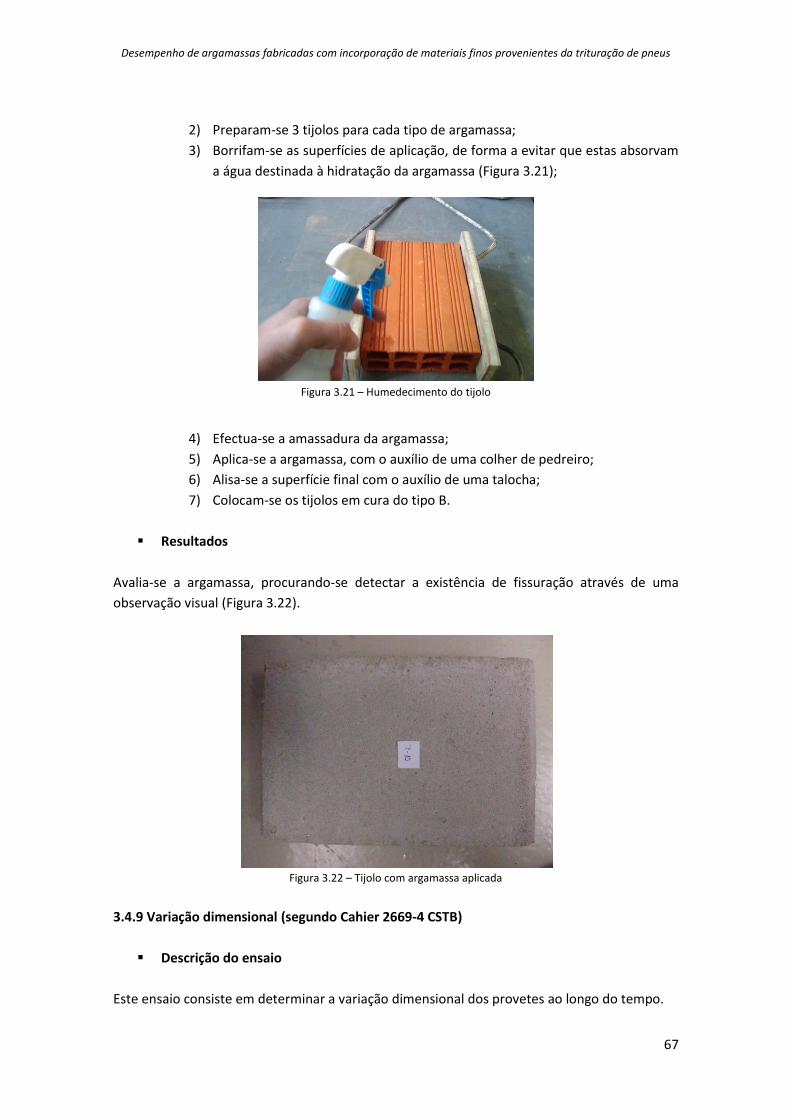
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
67
2) Preparam-se 3 tijolos para cada tipo de argamassa;
3) Borrifam-se as superfícies de aplicação, de forma a evitar que estas absorvam
a água destinada à hidratação da argamassa (Figura 3.21);
Figura 3.21 – Humedecimento do tijolo
4) Efectua-se a amassadura da argamassa;
5) Aplica-se a argamassa, com o auxílio de uma colher de pedreiro;
6) Alisa-se a superfície final com o auxílio de uma talocha;
7) Colocam-se os tijolos em cura do tipo B.
Resultados
Avalia-se a argamassa, procurando-se detectar a existência de fissuração através de uma
observação visual (Figura 3.22).
Figura 3.22 – Tijolo com argamassa aplicada
3.4.9 Variação dimensional (segundo Cahier 2669-4 CSTB)
Descrição do ensaio
Este ensaio consiste em determinar a variação dimensional dos provetes ao longo do tempo.
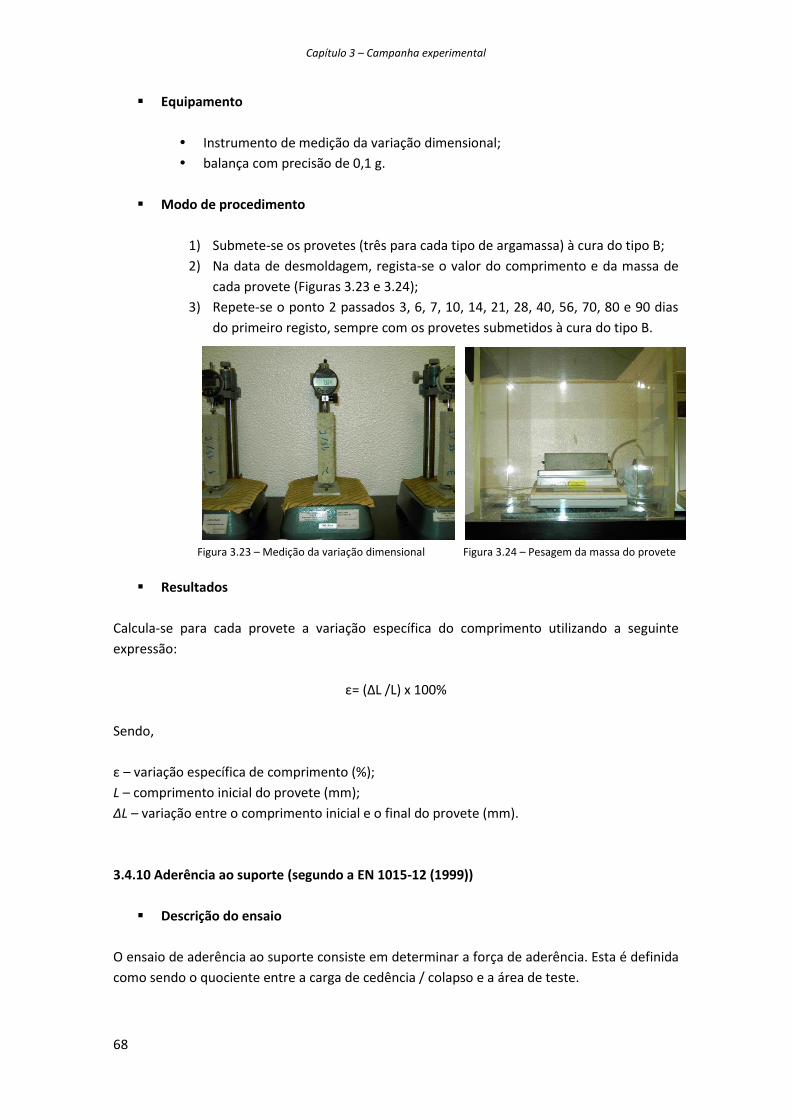
Capítulo 3 – Campanha experimental
68
Equipamento
Instrumento de medição da variação dimensional;
balança com precisão de 0,1 g.
Modo de procedimento
1) Submete-se os provetes (três para cada tipo de argamassa) à cura do tipo B;
2) Na data de desmoldagem, regista-se o valor do comprimento e da massa de
cada provete (Figuras 3.23 e 3.24);
3) Repete-se o ponto 2 passados 3, 6, 7, 10, 14, 21, 28, 40, 56, 70, 80 e 90 dias
do primeiro registo, sempre com os provetes submetidos à cura do tipo B.
Figura 3.23 – Medição da variação dimensional Figura 3.24 – Pesagem da massa do provete
Resultados
Calcula-se para cada provete a variação específica do comprimento utilizando a seguinte
expressão:
ε= (ΔL /L) x 100%
Sendo,
ε – variação específica de comprimento (%);
L – comprimento inicial do provete (mm);
ΔL – variação entre o comprimento inicial e o final do provete (mm).
3.4.10 Aderência ao suporte (segundo a EN 1015-12 (1999))
Descrição do ensaio
O ensaio de aderência ao suporte consiste em determinar a força de aderência. Esta é definida
como sendo o quociente entre a carga de cedência / colapso e a área de teste.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
69
Equipamento
Tijolos;
tábuas de madeira;
grampos;
régua;
borrifador;
colher de pedreiro;
máquina caroteadora;
acessório de arrancamento;
pastilhas;
resina epóxida.
Modo de procedimento
1) Colocam-se duas tábuas de madeira nas arestas de maior dimensão de cada
tijolo, com o auxílio de grampos de aço; estas devem ser colocadas de modo a
garantir uma espessura de 2 cm para a argamassa;
2) Preparam-se 2 tijolos para cada tipo de argamassa;
3) Borrifam-se as superfícies de aplicação, de forma a evitar que estas absorvam
a água destinada à hidratação da argamassa;
4) Efectua-se a amassadura da argamassa;
5) Aplica-se a argamassa, com o auxílio de uma colher de pedreiro;
6) Alisa-se a superfície final com o auxílio de uma talocha;
7) Colocam-se os tijolos num saco de polietileno (a argamassa deve estar
suficientemente endurecida) a uma temperatura de 20 ± 2 ºC durante 7 dias;
8) Terminado este período, retiram-se os tijolos dos sacos de polietileno
colocando-os a uma temperatura de 20 ± 2 ºC e 65 ± 5% de humidade relativa
durante 21 dias;
9) Próximo da data do ensaio, marcam-se áreas de teste na argamassa com
cerca de 50 mm de diâmetro, sendo os cortes realizados com uma
caroteadora; em seguida, colam-se as pastilhas aderentes, com auxílio de uma
resina epóxida;
10) Aos 28 dias (data de ensaio), aplica-se uma força uniforme perpendicular à
pastilha (Figura 3.25), com o auxílio do acessório de arrancamento (Figura
3.26); deve-se utilizar um acréscimo de tensão entre 0.003 e 0.100 N/(mm2.s)
de modo a que a cedência ocorra entre 20 e 60 s após o início do
carregamento;
Figura 3.25 – Aplicação da força Figura 3.26 - Acessório de arrancamento
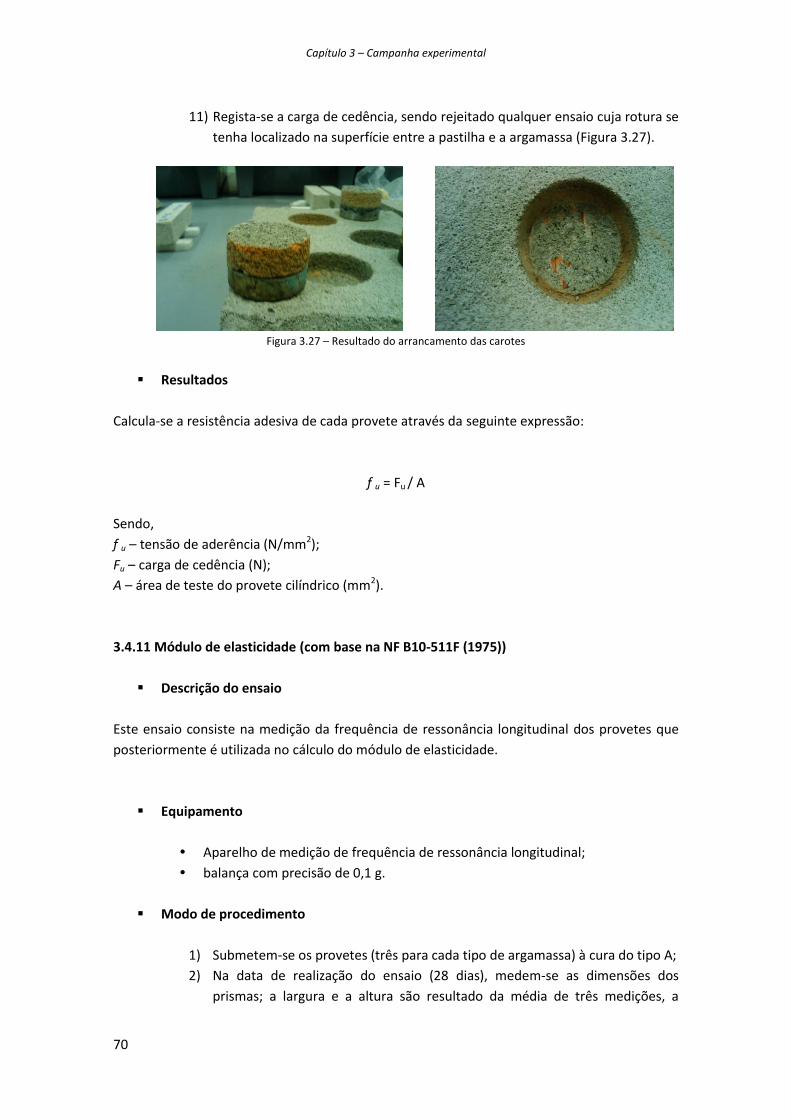
Capítulo 3 – Campanha experimental
70
11) Regista-se a carga de cedência, sendo rejeitado qualquer ensaio cuja rotura se
tenha localizado na superfície entre a pastilha e a argamassa (Figura 3.27).
Figura 3.27 – Resultado do arrancamento das carotes
Resultados
Calcula-se a resistência adesiva de cada provete através da seguinte expressão:
f u = Fu / A
Sendo,
f u – tensão de aderência (N/mm2);
Fu – carga de cedência (N);
A – área de teste do provete cilíndrico (mm2).
3.4.11 Módulo de elasticidade (com base na NF B10-511F (1975))
Descrição do ensaio
Este ensaio consiste na medição da frequência de ressonância longitudinal dos provetes que
posteriormente é utilizada no cálculo do módulo de elasticidade.
Equipamento
Aparelho de medição de frequência de ressonância longitudinal;
balança com precisão de 0,1 g.
Modo de procedimento
1) Submetem-se os provetes (três para cada tipo de argamassa) à cura do tipo A;
2) Na data de realização do ensaio (28 dias), medem-se as dimensões dos
prismas; a largura e a altura são resultado da média de três medições, a

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
71
efectuar nos extremos e no centro do prisma; no que respeita ao
comprimento, apenas efectua-se apenas uma medição;
3) Pesam-se os prismas;
4) Colocam-se os provetes no aparelho de medição de frequências de
ressonância longitudinais e regista-se o valor indicado no data logger (Figura
3.28).
Figuras 3.28 - Aparelho de medição de frequência de ressonância longitudinal
Resultados
Calcula-se o módulo de elasticidade dinâmico através da expressão:
Ed = 4L2 × F 2 ×ρ ×10−6
Sendo,
Ed – módulo de elasticidade dinâmico (MPa);
L – comprimento longitudinal do provete (m);
F – frequência de ressonância longitudinal (Hz);
ρ – massa volúmica (kg/m3).
Finalmente, calcula-se a média do módulo de elasticidade dinâmico dos três provetes.
3.4.12 Determinação da permeabilidade ao vapor de água (segundo a EN 1015-19 (1998))
Descrição do ensaio
Este ensaio consiste na determinação da permeabilidade ao vapor de água, propriedade que
possibilita às argamassas terem a capacidade de expulsar, por secagem, a água.
Equipamento
Câmara climática;
taças-teste;
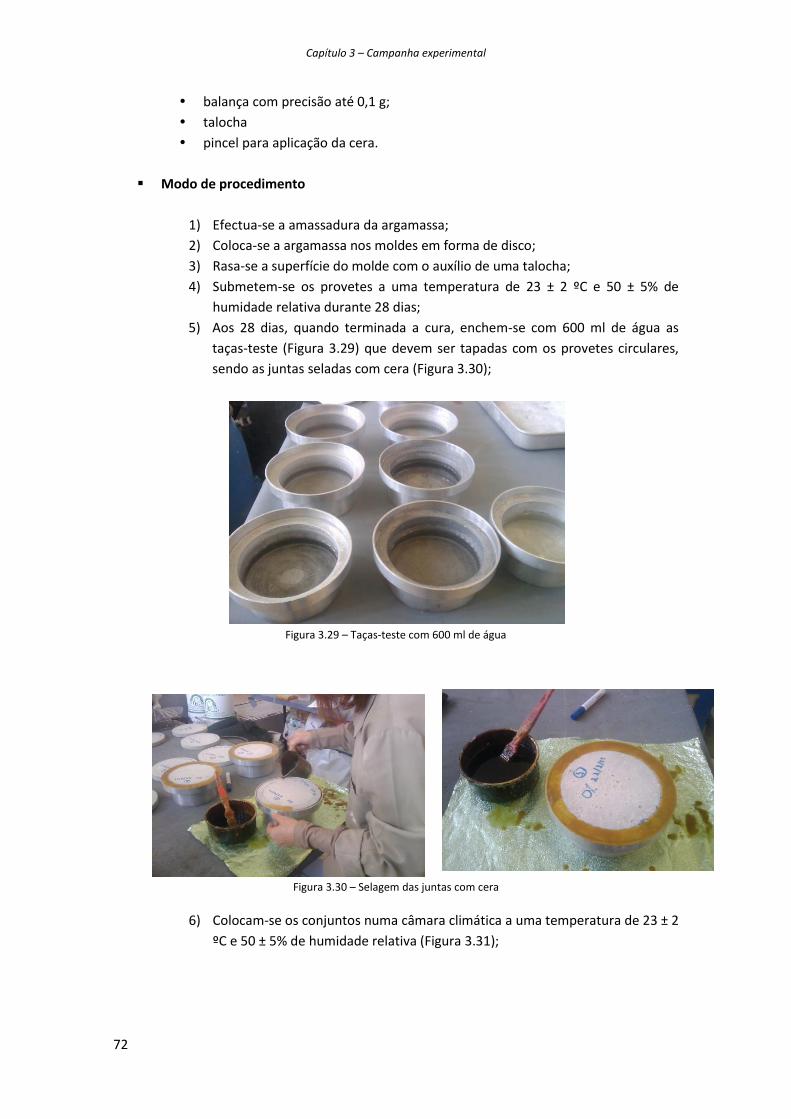
Capítulo 3 – Campanha experimental
72
balança com precisão até 0,1 g;
talocha
pincel para aplicação da cera.
Modo de procedimento
1) Efectua-se a amassadura da argamassa;
2) Coloca-se a argamassa nos moldes em forma de disco;
3) Rasa-se a superfície do molde com o auxílio de uma talocha;
4) Submetem-se os provetes a uma temperatura de 23 ± 2 ºC e 50 ± 5% de
humidade relativa durante 28 dias;
5) Aos 28 dias, quando terminada a cura, enchem-se com 600 ml de água as
taças-teste (Figura 3.29) que devem ser tapadas com os provetes circulares,
sendo as juntas seladas com cera (Figura 3.30);
Figura 3.29 – Taças-teste com 600 ml de água
Figura 3.30 – Selagem das juntas com cera
6) Colocam-se os conjuntos numa câmara climática a uma temperatura de 23 ± 2
ºC e 50 ± 5% de humidade relativa (Figura 3.31);
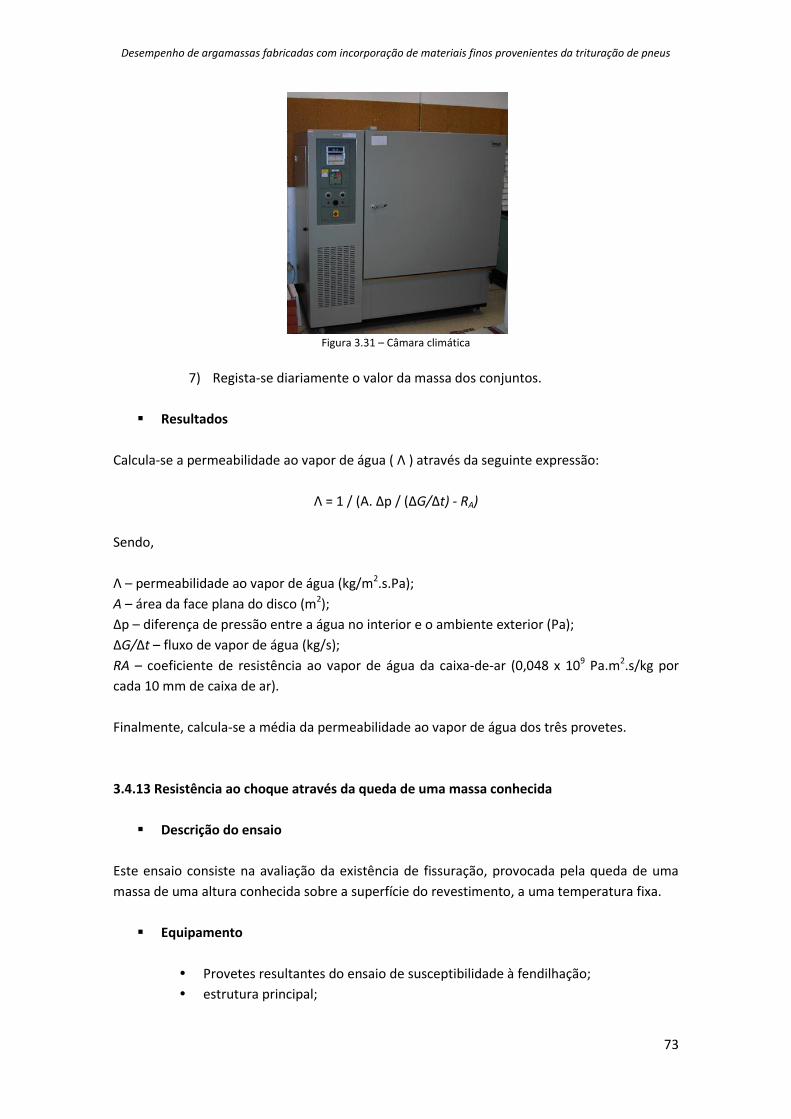
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
73
Figura 3.31 – Câmara climática
7) Regista-se diariamente o valor da massa dos conjuntos.
Resultados
Calcula-se a permeabilidade ao vapor de água ( Λ ) através da seguinte expressão:
Λ = 1 / (A. Δp / (ΔG/Δt) - RA)
Sendo,
Λ – permeabilidade ao vapor de água (kg/m2.s.Pa);
A – área da face plana do disco (m2);
Δp – diferença de pressão entre a água no interior e o ambiente exterior (Pa);
ΔG/Δt – fluxo de vapor de água (kg/s);
RA – coeficiente de resistência ao vapor de água da caixa-de-ar (0,048 x 109 Pa.m2.s/kg por
cada 10 mm de caixa de ar).
Finalmente, calcula-se a média da permeabilidade ao vapor de água dos três provetes.
3.4.13 Resistência ao choque através da queda de uma massa conhecida
Descrição do ensaio
Este ensaio consiste na avaliação da existência de fissuração, provocada pela queda de uma
massa de uma altura conhecida sobre a superfície do revestimento, a uma temperatura fixa.
Equipamento
Provetes resultantes do ensaio de susceptibilidade à fendilhação;
estrutura principal;

Capítulo 3 – Campanha experimental
74
base (apoio de aço rigidamente fixado numa base sólida onde deve ser
colocado o provete a ensaiar);
massa de 1 kg.
Modo de procedimento
1) Coloca-se o provete a ensaiar sobre a base (Figura 3.32);
Figura 3.32 – Ajustamento da posição do provete a ensaiar
2) Coloca-se a massa na estrutura principal e regula-se a altura de queda
pretendida;
3) Deixa-se cair a massa de 1 kg sobre o provete (Figura 3.33);
Figura 3.33 – Queda da massa de 1 kg após se ter regulado a altura pretendida

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
75
4) Registam-se os efeitos de queda da massa (Figura 3.34);
Figura 3.34 – Queda da massa sobre o provete e seus efeitos
5) Coloca-se novamente a massa na estrutura principal e repete-se o
procedimento para as diferentes alturas determinadas e diferentes provetes.
Resultados
Após a queda da massa, avalia-se a argamassa procurando detectar a existência de fissuração
através de uma observação visual.
3.4.14 Susceptibilidade à fendilhação por retracção restringida (segundo a ficha de ensaio do
LNEC FE Pa 37)
Descrição do ensaio
Este ensaio, desenvolvido por Veiga (Veiga, 1997) consiste na determinação das forças
provocadas pela restrição à retracção, desde a moldagem, até aos 7 dias de idade, na
determinação da resistência à tracção e do alongamento na rotura, em provetes
unidimensionais de argamassa aos 7 dias de idade.
Equipamento
Aparelho de medição de retracção restringida;
equipamento de aquisição de dados;
fonte de alimentação estabilizada;
colher de pedreiro;
pincel;
óleo lubrificante.

Capítulo 3 – Campanha experimental
76
Modo de procedimento
Retracção restringida
1) Montam-se dois aparelhos de medição de retracção restringida para cada tipo
de argamassa; estes, devem ser montados de forma a que a cabeça superior
fique imobilizada pelo parafuso, ligado ao transdutor de força;
2) Pincelam-se as bases dos moldes (placas de material acrílico) com óleo
lubrificante;
3) Efectua-se a amassadura da argamassa;
4) Com o aparelho na posição horizontal, aplica-se a argamassa, com o auxílio de
uma colher de pedreiro, sobre a placa de material acrílico, devendo o provete
ficar com a geometria indicada na Figura 3.38;
5) Aparafusam-se as estruturas de suporte dos transdutores de deslocamento
(Figura 3.35);
Figura 3.35 – Estruturas de suporte dos transdutores de deslocamento
6) Iniciam-se as medições e os respectivos registos;
7) Após cerca de duas horas, extraiem-se as varetas laterais;
8) Ao fim de aproximadamente 18 horas, colocam-se os aparelhos na vertical e
extraem-se as bases de material acrílico (Figura 3.36);
Figura 3.36 - Aparelhos de medição de retracção na posição vertical efectuando as respectivas medições e registos

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
77
Figura 3.37 - Geometria do provete do ensaio de susceptibilidade à fendilhação por retracção restringida
Resistências à tracção e alongamento de rotura
1) Na idade do ensaio (aos 7 dias de idade), movimenta-se lentamente o
parafuso, imprimindo uma força de tracção no provete, até atingir a rotura
(Figura 3.38);
2) Após a abertura da primeira fenda, adequa-se o movimento lento do
parafuso, até se anular completamente a resistência.
Figura 3.38 – Aparelho de medição de retracção restringida com o parafuso na parte superior da imagem
Resultados
Calcula-se o coeficiente de segurança à abertura da 1ª fenda (CSAF) e o coeficiente de
resistência à evolução da fendilhação (CREF) através das seguintes expressões:
CSAF = Rt / Fr max

Capítulo 3 – Campanha experimental
78
CREF = G / Fr máx
Sendo,
Rt - resistência à tracção (N);
Fr máx - força máxima medida durante o ensaio de retracção restringida (N);
G - energia de rotura no ensaio de tracção (N.mm).
Finalmente, comparam-se estes coeficientes com os limites estabelecidos no Quadro 3.7.
Quadro 3.7 – Classificação quanto à susceptibilidade à fendilhação de argamassa de revestimento (Veiga, 1998)
Classe de susceptibilidade à
fendilhação
1º critério - CSAF
2º critério - CREF (mm)
1 (Fraca) * CSAF ≥ 1 CREF ≥ 1
2 (Média) * CSAF ≥ 1 0,6 ≤ CREF < 1
3 (Forte) ** CSAF < 1 CREF < 0,6
*Tem que verificar as duas condições para pertencer à classe
** Basta verificar uma das condições para pertencer à classe
3.4.15 Ensaio de envelhecimento acelerado (com base na EN 1015-21 (2002))
Descrição do ensaio
Com este ensaio, pretende-se avaliar os efeitos dos ciclos climáticos (constituídos por uma
semana de calor-água seguida de duas semanas de gelo-degelo) nas principais características
de desempenho da argamassa. Para tal, são realizados, antes e após ciclos climáticos, dois
testes: permeabilidade à água líquida e aderência.
Equipamento
Tijolos;
tábuas de madeira;
grampos
régua;
borrifador;
colher de pedreiro;
talocha.
Modo de procedimento
1) Preparam-se 2 suportes para cada tipo de argamassa; cada suporte deve ser
constituído por um tijolo e duas metades unidos por juntas de argamassa;
2) Ao fim de pelo menos 28 dias, colocam-se duas tábuas de madeira nas arestas
de maior dimensão de cada suporte, com o auxílio de grampos de aço; estas
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
79
devem ser colocadas de modo a garantir uma espessura de 2 cm para a
argamassa;
3) Borrifam-se as superfícies de aplicação, de forma a evitar que estas absorvam
a água destinada à hidratação da argamassa;
4) Efectua-se a amassadura da argamassa;
5) Aplica-se a argamassa, com o auxílio de uma colher de pedreiro;
6) Alisa-se a superfície final com o auxílio de uma talocha;
7) Colocam-se os tijolos num saco de polietileno (a argamassa deve estar
suficientemente endurecida) a uma temperatura de 20 ± 2 ºC durante 7 dias;
8) Terminado este período, retiram-se os tijolos dos sacos de polietileno
colocando-os a uma temperatura de 20 ± 2 ºC e 65 ± 5% de humidade relativa
durante 21 dias;
9) Após a cura dos provetes segue-se o envelhecimento acelerado dos mesmos,
através de uma série de ciclos climáticos, realizados com o auxílio de uma
câmara de envelhecimento e de uma arca frigorífica (Figura 3.39). Os ciclos
aplicados encontram-se descritos no Quadro 3.8.
Quadro 3.8 – Ciclos climáticos utilizados no ensaio de envelhecimento acelerado
Tipo de ciclo
Número de ciclos / período de tempo
Montagem do ciclo
Calor – água
4 / 4 dias
60 ºC --- 8 h; Descanso --- 1 h; -15 ºC --- 15 h.
Gelo – degelo
8 / 8 dias
Chuva --- 8 h; Descanso --- 1 h; -15 ºC --- 15 h.
Figura 3.39 – Câmara de envelhecimento e arca frigorífica
3.4.15.1 Permeabilidade à água líquida
Equipamento
Tubos de vidro (tubos de Karsten) graduados de 0 a 4 ml;
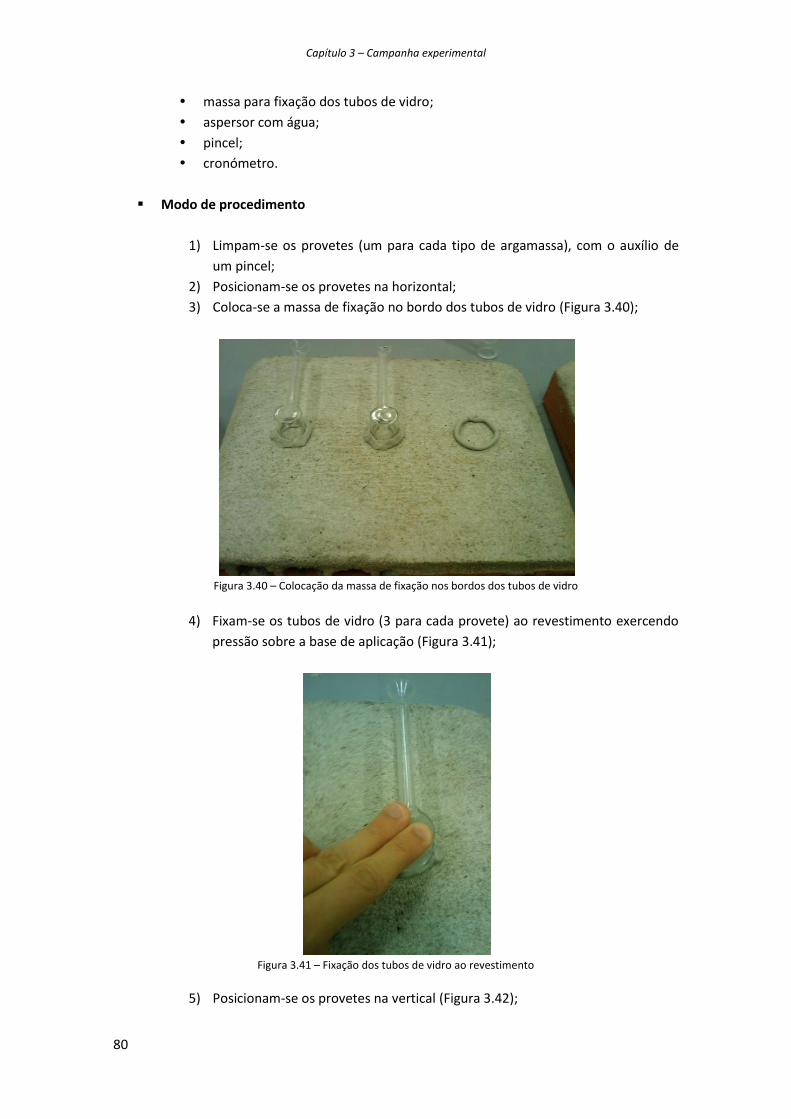
Capítulo 3 – Campanha experimental
80
massa para fixação dos tubos de vidro;
aspersor com água;
pincel;
cronómetro.
Modo de procedimento
1) Limpam-se os provetes (um para cada tipo de argamassa), com o auxílio de
um pincel;
2) Posicionam-se os provetes na horizontal;
3) Coloca-se a massa de fixação no bordo dos tubos de vidro (Figura 3.40);
Figura 3.40 – Colocação da massa de fixação nos bordos dos tubos de vidro
4) Fixam-se os tubos de vidro (3 para cada provete) ao revestimento exercendo
pressão sobre a base de aplicação (Figura 3.41);
Figura 3.41 – Fixação dos tubos de vidro ao revestimento
5) Posicionam-se os provetes na vertical (Figura 3.42);
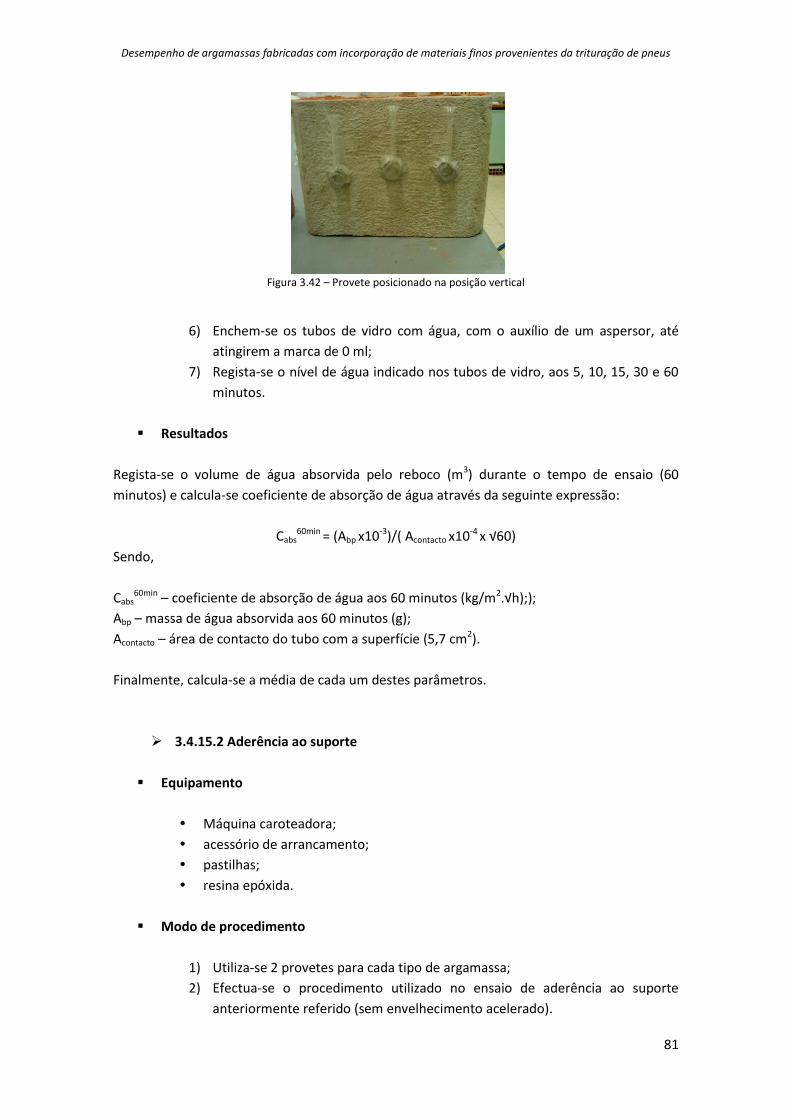
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
81
Figura 3.42 – Provete posicionado na posição vertical
6) Enchem-se os tubos de vidro com água, com o auxílio de um aspersor, até
atingirem a marca de 0 ml;
7) Regista-se o nível de água indicado nos tubos de vidro, aos 5, 10, 15, 30 e 60
minutos.
Resultados
Regista-se o volume de água absorvida pelo reboco (m3) durante o tempo de ensaio (60
minutos) e calcula-se coeficiente de absorção de água através da seguinte expressão:
Cabs60min = (Abp x10-3)/( Acontacto x10-4 x √60)
Sendo,
Cabs60min – coeficiente de absorção de água aos 60 minutos (kg/m2.√h););
Abp – massa de água absorvida aos 60 minutos (g);
Acontacto – área de contacto do tubo com a superfície (5,7 cm2).
Finalmente, calcula-se a média de cada um destes parâmetros.
3.4.15.2 Aderência ao suporte
Equipamento
Máquina caroteadora;
acessório de arrancamento;
pastilhas;
resina epóxida.
Modo de procedimento
1) Utiliza-se 2 provetes para cada tipo de argamassa;
2) Efectua-se o procedimento utilizado no ensaio de aderência ao suporte
anteriormente referido (sem envelhecimento acelerado).

Capítulo 3 – Campanha experimental
82

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
83
Capítulo 4 – Apresentação e análise de resultados
Neste capítulo, procede-se à apresentação dos resultados obtidos durante a campanha
experimental. Com estes dados, procura-se concluir sobre os aspectos negativos e positivos
resultantes da incorporação de materiais finos provenientes da trituração de pneus.
4.1 Primeira fase
Os ensaios realizados na primeira fase destinam-se a analisar as propriedades dos
constituintes das argamassas, nomeadamente dos agregados de areia e dos agregados de
borracha de pneus usados. Esta primeira etapa é necessária para que se possam definir com
rigor as composições das argamassas que mais se adequam ao tema da dissertação.
4.1.1 Análise granulométrica
O ensaio da análise granulométrica foi efectuado com base na norma NP EN 933-1 (2000) à
areia de rio. No Quadro 4.2, apresentam-se os resultados obtidos referentes à percentagem de
material passado e à percentagem de material acumulado passado em cada um dos peneiros
e, na Figura 4.1, representa-se a respectiva curva granulométrica.
Este ensaio não foi realizado aos agregados de borracha segundo a NP EN 933-1, uma vez que
todo o agregado de borracha disponível já se encontrava peneirado (na seguinte gama de
granulados: <0.18; 0.18-0.60 mm; 0.60-1.40 mm; 1.00-2.00 mm).
Este facto constituiu uma dificuldade na preparação das argamassas de borracha, uma vez que
este agregado deveria substituir a areia, com uma curva granulométrica idêntica a esta última,
de forma a minimizar a influência da granulometria
Para resolver esta situação, definiram-se novas fracções granulométricas (Quadro 4.1),
idênticas para a areia e borracha, tendo em consideração as fracções de borracha disponíveis e
a curva granulométrica apresentada pela areia segundo a norma NP EN 933-1 (2000). Obteve-
se assim, uma nova curva granulométrica (Figura 4.2), a partir da qual foram realizadas as
substituições de agregados naturais por agregados de borracha de pneus usados.
Quadro 4.1 – Gama de granulometrias utilizada para a substituição de agregados naturais por agregados de
borracha
2-1 mm 1-0.5 mm 0.5-0.25 mm 0.25-0.15 mm < 0.15 mm
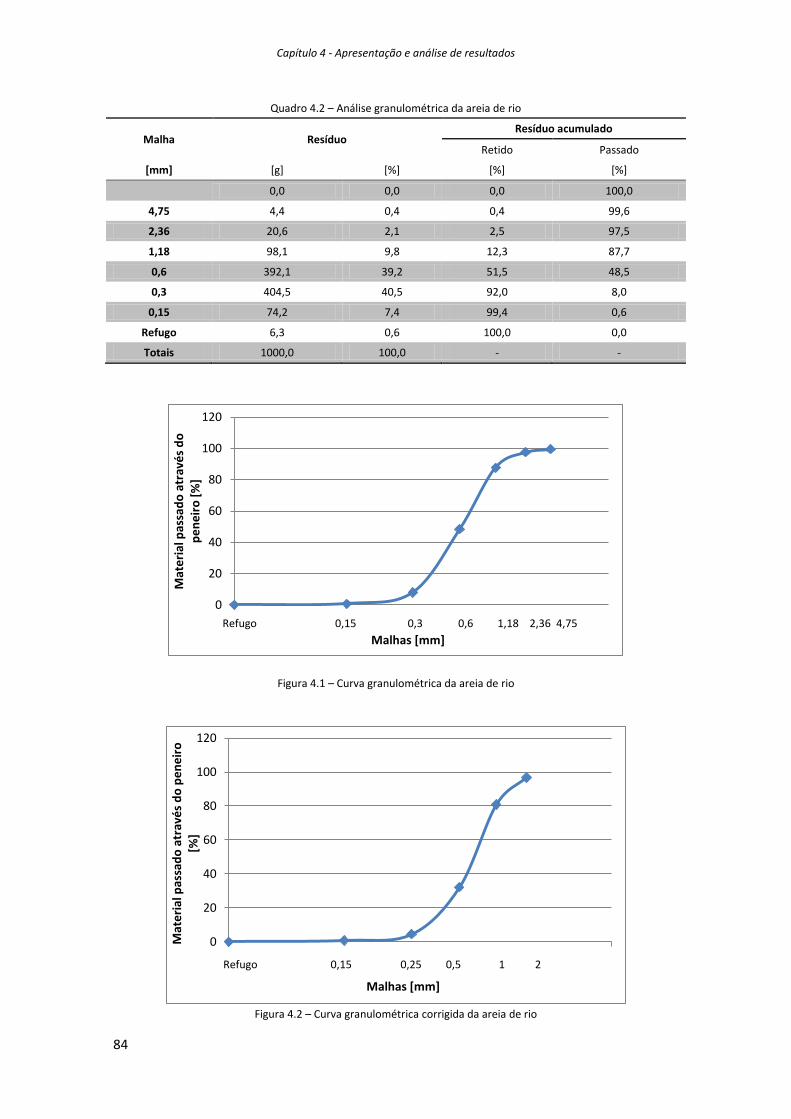
Capítulo 4 - Apresentação e análise de resultados
84
Quadro 4.2 – Análise granulométrica da areia de rio
Malha Resíduo Resíduo acumulado
Retido Passado
[mm] [g] [%] [%] [%]
0,0 0,0 0,0 100,0
4,75 4,4 0,4 0,4 99,6
2,36 20,6 2,1 2,5 97,5
1,18 98,1 9,8 12,3 87,7
0,6 392,1 39,2 51,5 48,5
0,3 404,5 40,5 92,0 8,0
0,15 74,2 7,4 99,4 0,6
Refugo 6,3 0,6 100,0 0,0
Totais 1000,0 100,0 - -
Figura 4.1 – Curva granulométrica da areia de rio
Figura 4.2 – Curva granulométrica corrigida da areia de rio
0
20
40
60
80
100
120
Mat
eri
al p
assa
do
atr
avé
s d
o
pe
ne
iro
[%
]
Malhas [mm]
Refugo 0,15 0,3 0,6 1,18 2,36 4,75
0
20
40
60
80
100
120
Mat
eri
al p
assa
do
atr
avé
s d
o p
en
eir
o
[%]
Malhas [mm]
Refugo 0,15 0,25 0,5 1 2
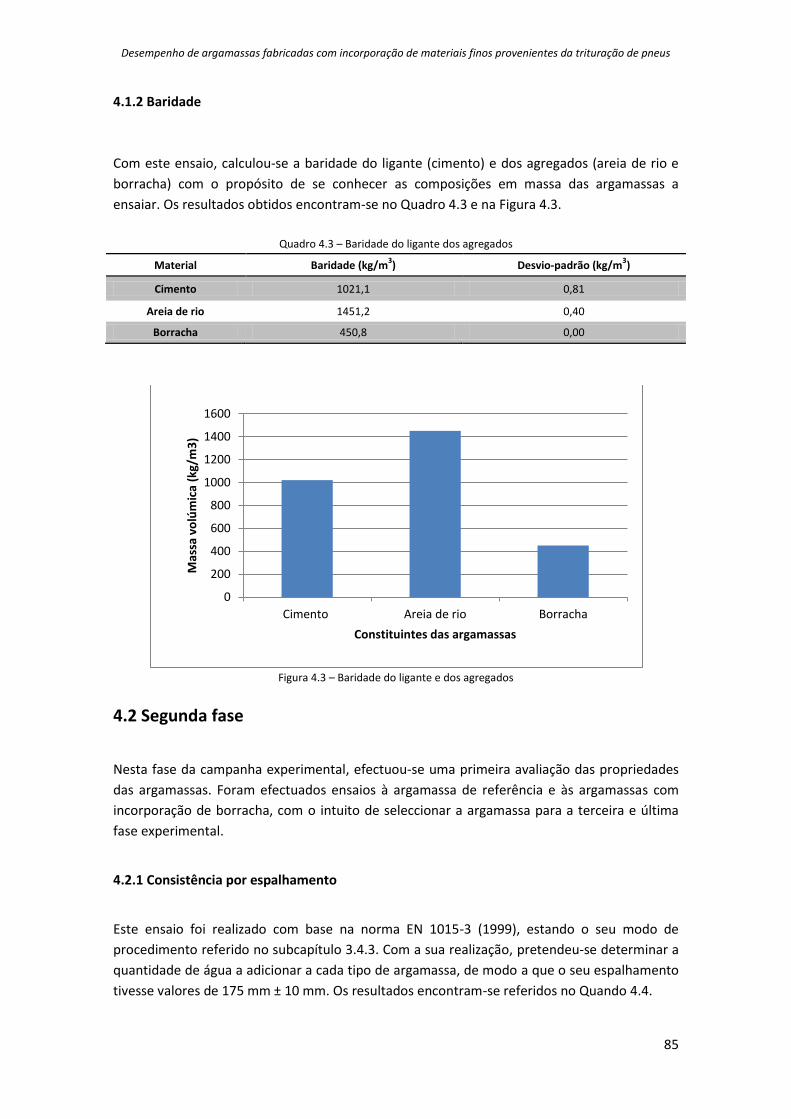
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
85
4.1.2 Baridade
Com este ensaio, calculou-se a baridade do ligante (cimento) e dos agregados (areia de rio e
borracha) com o propósito de se conhecer as composições em massa das argamassas a
ensaiar. Os resultados obtidos encontram-se no Quadro 4.3 e na Figura 4.3.
Quadro 4.3 – Baridade do ligante dos agregados
Material Baridade (kg/m3) Desvio-padrão (kg/m
3)
Cimento 1021,1 0,81
Areia de rio 1451,2 0,40
Borracha 450,8 0,00
Figura 4.3 – Baridade do ligante e dos agregados
4.2 Segunda fase
Nesta fase da campanha experimental, efectuou-se uma primeira avaliação das propriedades
das argamassas. Foram efectuados ensaios à argamassa de referência e às argamassas com
incorporação de borracha, com o intuito de seleccionar a argamassa para a terceira e última
fase experimental.
4.2.1 Consistência por espalhamento
Este ensaio foi realizado com base na norma EN 1015-3 (1999), estando o seu modo de
procedimento referido no subcapítulo 3.4.3. Com a sua realização, pretendeu-se determinar a
quantidade de água a adicionar a cada tipo de argamassa, de modo a que o seu espalhamento
tivesse valores de 175 mm ± 10 mm. Os resultados encontram-se referidos no Quando 4.4.
0
200
400
600
800
1000
1200
1400
1600
Cimento Areia de rio Borracha
Mas
sa v
olú
mic
a (k
g/m
3)
Constituintes das argamassas
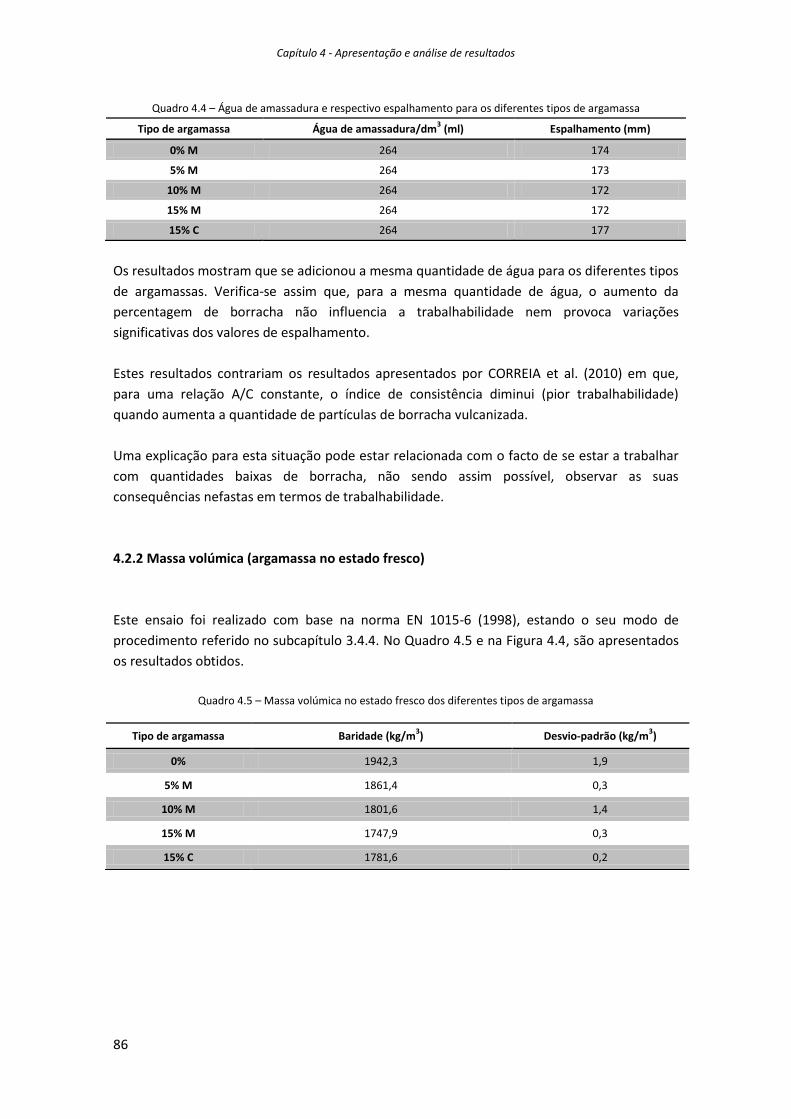
Capítulo 4 - Apresentação e análise de resultados
86
Quadro 4.4 – Água de amassadura e respectivo espalhamento para os diferentes tipos de argamassa
Tipo de argamassa Água de amassadura/dm3 (ml) Espalhamento (mm)
0% M 264 174
5% M 264 173
10% M 264 172
15% M 264 172
15% C 264 177
Os resultados mostram que se adicionou a mesma quantidade de água para os diferentes tipos
de argamassas. Verifica-se assim que, para a mesma quantidade de água, o aumento da
percentagem de borracha não influencia a trabalhabilidade nem provoca variações
significativas dos valores de espalhamento.
Estes resultados contrariam os resultados apresentados por CORREIA et al. (2010) em que,
para uma relação A/C constante, o índice de consistência diminui (pior trabalhabilidade)
quando aumenta a quantidade de partículas de borracha vulcanizada.
Uma explicação para esta situação pode estar relacionada com o facto de se estar a trabalhar
com quantidades baixas de borracha, não sendo assim possível, observar as suas
consequências nefastas em termos de trabalhabilidade.
4.2.2 Massa volúmica (argamassa no estado fresco)
Este ensaio foi realizado com base na norma EN 1015-6 (1998), estando o seu modo de
procedimento referido no subcapítulo 3.4.4. No Quadro 4.5 e na Figura 4.4, são apresentados
os resultados obtidos.
Quadro 4.5 – Massa volúmica no estado fresco dos diferentes tipos de argamassa
Tipo de argamassa Baridade (kg/m3) Desvio-padrão (kg/m
3)
0% 1942,3 1,9
5% M 1861,4 0,3
10% M 1801,6 1,4
15% M 1747,9 0,3
15% C 1781,6 0,2

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
87
Figura 4.4 – Massa volúmica no estado fresco dos diferentes tipos de argamassa
Os resultados mostram uma diminuição linear (R2 = 0.9905) da massa volúmica com o
aumento da taxa de substituição de agregados de borracha. Esta situação pode ser explicada
através da menor baridade da borracha (450.8 kg/m3) em relação à baridade da areia (1451.2
kg/m3).
Na Figura 4.5, comparam-se adimensionalmente os resultados obtidos com os de NENO
(2010), SILVA (2006) e BRAVO (2009), através da divisão de cada valor pelo respectivo valor de
referência.
A consulta da respectiva figura permite concluir que a substituição de areia por agregados
finos reciclados leva a uma diminuição da massa volúmica, sendo essa diminuição muito
mais significativa no caso de incorporação de agregados de borracha.
Figura 4.5 – Massa volúmica no estado fresco. Comparação com os resultados de NENO (2010), SILVA (2006) e
BRAVO (2009)
1650
1700
1750
1800
1850
1900
1950
2000
0% 5% M 10% M 15% M
Mas
sa v
olú
mic
a (k
g/m
3)
% de substituição
0,84
0,86
0,88
0,90
0,92
0,94
0,96
0,98
1,00
1,02
0% 5% M 10% M 15% M
Mas
sa v
olú
mic
a d
a p
asta
co
m
bo
rrac
ha/
mas
sa v
olú
mic
a d
a p
asta
de
re
ferê
nci
a
% de substituição
PEDRO (Reciclados de borracha em argamassas)
NENO (Reciclados finos de betão em argamassas) SILVA (Reciclados cerâmicos em argamassas)
BRAVO (Reciclados finos de borracha em betão)
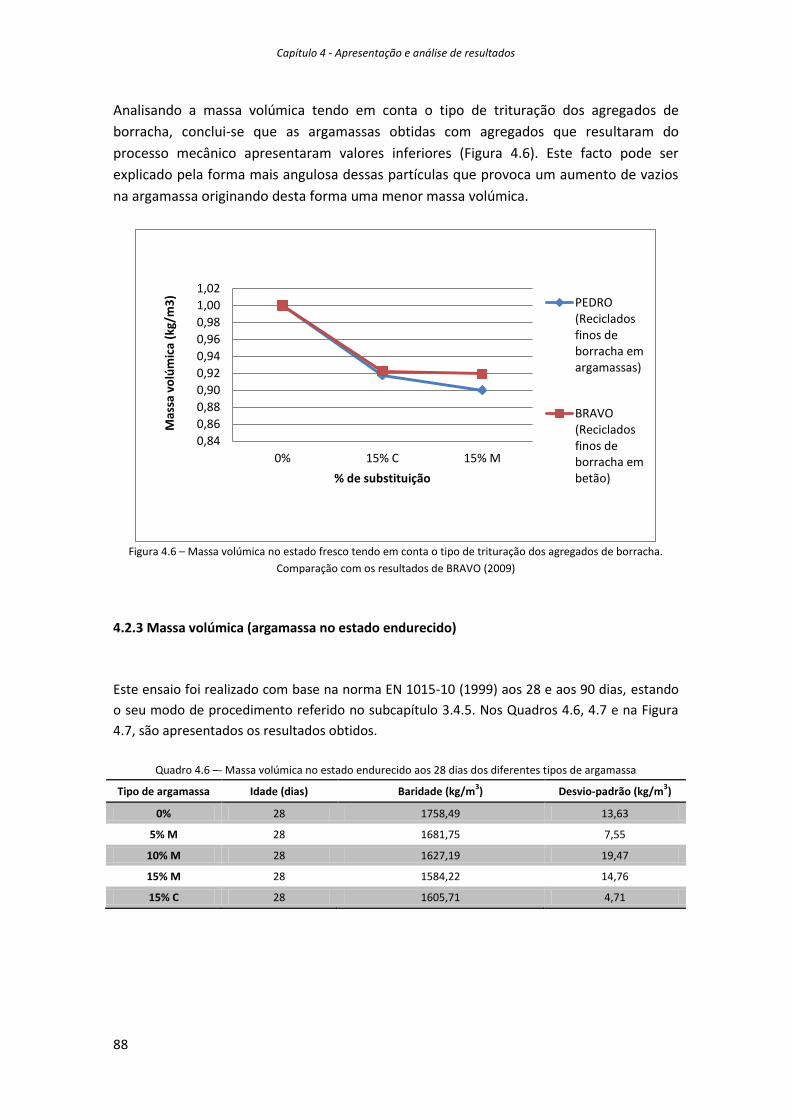
Capítulo 4 - Apresentação e análise de resultados
88
Analisando a massa volúmica tendo em conta o tipo de trituração dos agregados de
borracha, conclui-se que as argamassas obtidas com agregados que resultaram do
processo mecânico apresentaram valores inferiores (Figura 4.6). Este facto pode ser
explicado pela forma mais angulosa dessas partículas que provoca um aumento de vazios
na argamassa originando desta forma uma menor massa volúmica.
Figura 4.6 – Massa volúmica no estado fresco tendo em conta o tipo de trituração dos agregados de borracha.
Comparação com os resultados de BRAVO (2009)
4.2.3 Massa volúmica (argamassa no estado endurecido)
Este ensaio foi realizado com base na norma EN 1015-10 (1999) aos 28 e aos 90 dias, estando
o seu modo de procedimento referido no subcapítulo 3.4.5. Nos Quadros 4.6, 4.7 e na Figura
4.7, são apresentados os resultados obtidos.
Quadro 4.6 –- Massa volúmica no estado endurecido aos 28 dias dos diferentes tipos de argamassa
Tipo de argamassa Idade (dias) Baridade (kg/m3) Desvio-padrão (kg/m
3)
0% 28 1758,49 13,63
5% M 28 1681,75 7,55
10% M 28 1627,19 19,47
15% M 28 1584,22 14,76
15% C 28 1605,71 4,71
0,84
0,86
0,88
0,90
0,92
0,94
0,96
0,98
1,00
1,02
0% 15% C 15% M
Mas
sa v
olú
mic
a (k
g/m
3)
% de substituição
PEDRO (Reciclados finos de borracha em argamassas)
BRAVO (Reciclados finos de borracha em betão)
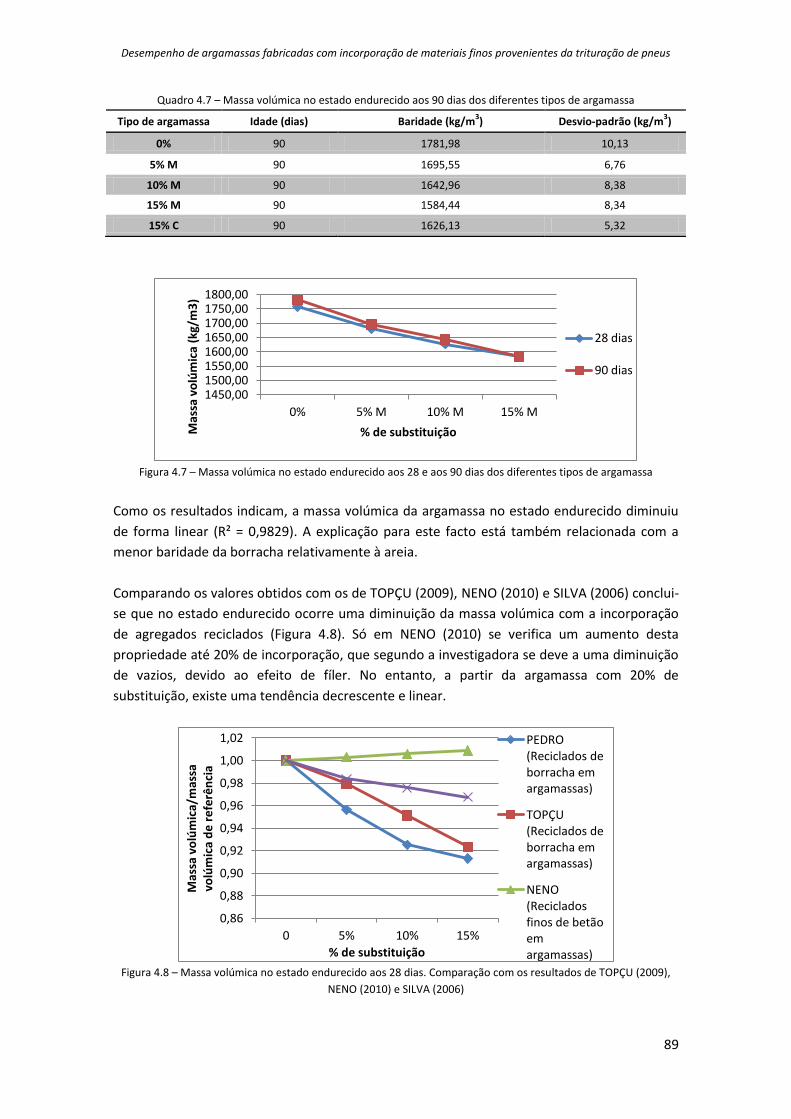
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
89
Quadro 4.7 – Massa volúmica no estado endurecido aos 90 dias dos diferentes tipos de argamassa
Tipo de argamassa Idade (dias) Baridade (kg/m3) Desvio-padrão (kg/m
3)
0% 90 1781,98 10,13
5% M 90 1695,55 6,76
10% M 90 1642,96 8,38
15% M 90 1584,44 8,34
15% C 90 1626,13 5,32
Figura 4.7 – Massa volúmica no estado endurecido aos 28 e aos 90 dias dos diferentes tipos de argamassa
Como os resultados indicam, a massa volúmica da argamassa no estado endurecido diminuiu
de forma linear (R² = 0,9829). A explicação para este facto está também relacionada com a
menor baridade da borracha relativamente à areia.
Comparando os valores obtidos com os de TOPÇU (2009), NENO (2010) e SILVA (2006) conclui-
se que no estado endurecido ocorre uma diminuição da massa volúmica com a incorporação
de agregados reciclados (Figura 4.8). Só em NENO (2010) se verifica um aumento desta
propriedade até 20% de incorporação, que segundo a investigadora se deve a uma diminuição
de vazios, devido ao efeito de fíler. No entanto, a partir da argamassa com 20% de
substituição, existe uma tendência decrescente e linear.
Figura 4.8 – Massa volúmica no estado endurecido aos 28 dias. Comparação com os resultados de TOPÇU (2009),
NENO (2010) e SILVA (2006)
1450,00 1500,00 1550,00 1600,00 1650,00 1700,00 1750,00 1800,00
0% 5% M 10% M 15% M
Mas
sa v
olú
mic
a (k
g/m
3)
% de substituição
28 dias
90 dias
0,86
0,88
0,90
0,92
0,94
0,96
0,98
1,00
1,02
0 5% 10% 15%
Mas
sa v
olú
mic
a/m
assa
vo
lúm
ica
de
re
ferê
nci
a
% de substituição
PEDRO (Reciclados de borracha em argamassas)
TOPÇU (Reciclados de borracha em argamassas)
NENO (Reciclados finos de betão em argamassas)

Capítulo 4 - Apresentação e análise de resultados
90
Através da análise da Figura 4.9, constata-se que, também no estado endurecido, as
argamassas obtidas com agregados resultantes do processo mecânico apresentaram valores
inferiores.
Figura 4.9 – Massa volúmica no estado endurecido aos 28 e aos 90 dias tendo em conta o tipo de trituração dos
agregados de borracha
4.2.4 Resistência à flexão e à compressão
O ensaio de resistência à flexão e compressão foi efectuado aos 28 e 90 dias segundo a norma
EN 1015-11 (1999), estando o seu modo de procedimento referido no subcapítulo 3.4.6. Nos
Quadros 4.8 e 4.9 e nas Figuras 4.10 e 4.11, são apresentados os resultados obtidos.
Quadro 4.8 – Resultados do ensaio de tracção por flexão
Tipo de argamassa /Grandeza
0% 5% M 10% M 15% M 15% C
28 dias
90 dias
28 dias
90 dias
28 dias
90 dias
28 dias
90 dias
28 dias
90 dias
Força (N)
656,33 860,33 562,33 571,67 616,33 651,5 515 538 639 618,33
Tracção (MPa)
1,26 1,68 1,11 1,11 1,19 1,3 0,99 1,04 1,22 1,21
Desvio-padrão
(N) 104,32 102,06 11,06 46,31 133,59 44,55 14 56,29 44,31 57,84
Desvio-padrão (Mpa)
0,2 0,16 0,03 0,09 0,27 0,1 0,01 0,1 0,09 0,11
1450,00
1500,00
1550,00
1600,00
1650,00
1700,00
1750,00
1800,00
0% 15% C 15% M
Mas
sa v
olú
mic
a (k
g/m
3)
% de substituição
28 dias
90 dias

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
91
Quadro 4.9 – Resultados do ensaio de compressão
Tipo de argamassa /Grandeza
0% 5% M 10% M 15% M 15% C
28 dias
90 dias
28 dias
90 dias
28 dias
90 dias
28 dias
90 dias
28 dias
90 dias
Força (N)
6750,83 7896,67 6140,5 6096,33 4369,83 4965 4039,83 4278,17 4945 4114
Tensão (MPa)
4,22 4,94 3,84 3,81 2,73 3,1 2,52 2,67 3,09 2,57
Desvio-padrão
(N) 661,34 864,78 513,77 362,74 766,75 480,8 1040,43 374,23 272,07 650
Desvio-padrão (Mpa)
0,41 0,54 0,32 0,23 0,48 0,3 0,65 0,23 0,17 0,41
Figura 4.10 – Tensão de rotura à tracção por flexão aos 28 e 90 dias
Figura 4.11 – Tensão de rotura à compressão aos 28 e 90 dias
Observando os resultados apresentados na Figura 4.10, verifica-se que a resistência à flexão
diminui até a uma taxa de substituição de 5% aumentando em seguida para taxas
compreendidas entre 5 e 10%, contudo ainda para valores inferiores ao da argamassa de
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
0% 5% M 10% M 15% M
MP
a
% de substituição
28 dias
90 dias
0,00
1,00
2,00
3,00
4,00
5,00
6,00
0% 5% M 10% M 15% M
MP
a
% de substituição
28 dias
90 dias
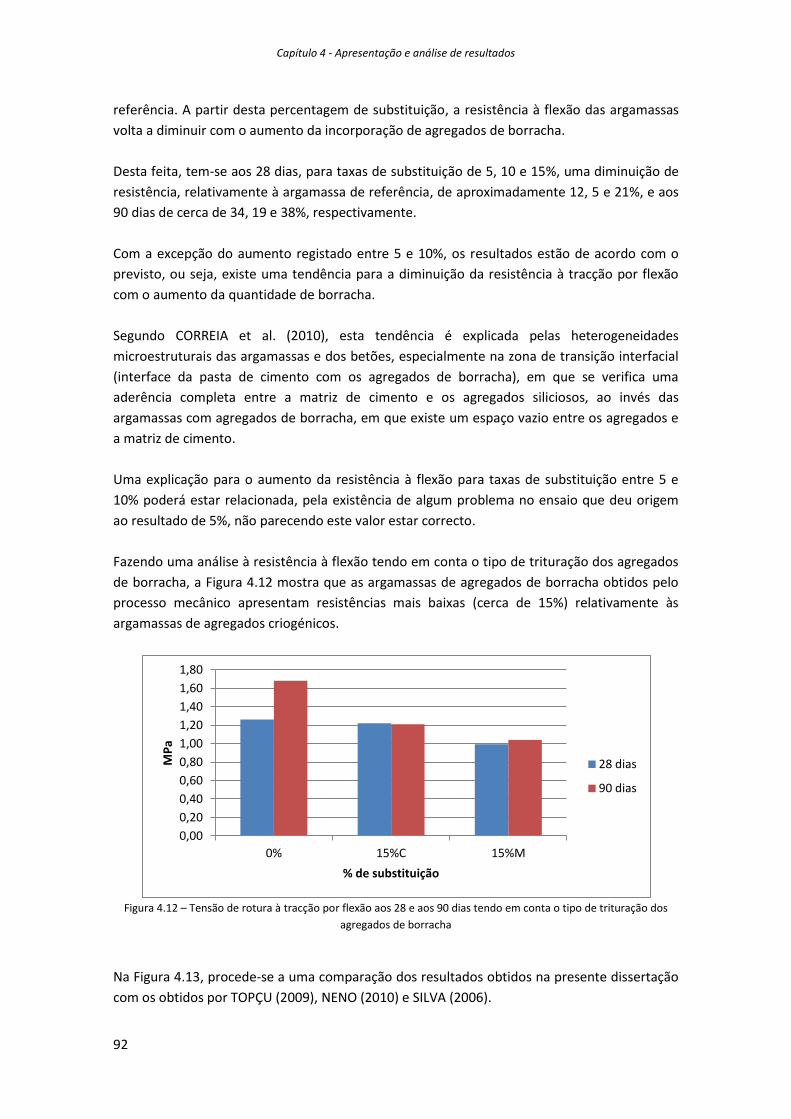
Capítulo 4 - Apresentação e análise de resultados
92
referência. A partir desta percentagem de substituição, a resistência à flexão das argamassas
volta a diminuir com o aumento da incorporação de agregados de borracha.
Desta feita, tem-se aos 28 dias, para taxas de substituição de 5, 10 e 15%, uma diminuição de
resistência, relativamente à argamassa de referência, de aproximadamente 12, 5 e 21%, e aos
90 dias de cerca de 34, 19 e 38%, respectivamente.
Com a excepção do aumento registado entre 5 e 10%, os resultados estão de acordo com o
previsto, ou seja, existe uma tendência para a diminuição da resistência à tracção por flexão
com o aumento da quantidade de borracha.
Segundo CORREIA et al. (2010), esta tendência é explicada pelas heterogeneidades
microestruturais das argamassas e dos betões, especialmente na zona de transição interfacial
(interface da pasta de cimento com os agregados de borracha), em que se verifica uma
aderência completa entre a matriz de cimento e os agregados siliciosos, ao invés das
argamassas com agregados de borracha, em que existe um espaço vazio entre os agregados e
a matriz de cimento.
Uma explicação para o aumento da resistência à flexão para taxas de substituição entre 5 e
10% poderá estar relacionada, pela existência de algum problema no ensaio que deu origem
ao resultado de 5%, não parecendo este valor estar correcto.
Fazendo uma análise à resistência à flexão tendo em conta o tipo de trituração dos agregados
de borracha, a Figura 4.12 mostra que as argamassas de agregados de borracha obtidos pelo
processo mecânico apresentam resistências mais baixas (cerca de 15%) relativamente às
argamassas de agregados criogénicos.
Figura 4.12 – Tensão de rotura à tracção por flexão aos 28 e aos 90 dias tendo em conta o tipo de trituração dos
agregados de borracha
Na Figura 4.13, procede-se a uma comparação dos resultados obtidos na presente dissertação
com os obtidos por TOPÇU (2009), NENO (2010) e SILVA (2006).
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
0% 15%C 15%M
MP
a
% de substituição
28 dias
90 dias

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
93
Figura 4.13 – Comparação dos resultados obtidos à flexão aos 28 dias com os de TOPÇU (2009), NENO (2010) e
SILVA (2006)
Através da análise da figura, verifica-se a existência de uma proximidade acentuada entre os
valores obtidos na realização deste trabalho e os de TOPÇU (2009), permitindo assim a sua
validação. Desta forma, os resultados obtidos na presente dissertação permitem efectuar uma
correcta análise à resistência à flexão.
Comparando as argamassas de borracha com as argamassas de RCD, mais concretamente de
reciclados finos de betão e reciclados cerâmicos, conclui-se que estas últimas e contrariamente
às de borracha apresentam para baixas taxas de substituição um crescimento da resistência à
flexão.
No caso de NENO (2010), este comportamento é explicado pelo facto de as partículas de betão
possuírem uma superfície específica maior do que a areia e também por estes resíduos
poderem conter alguma pasta de cimento ainda não hidratada. No que respeita a SILVA
(2006), o aumento de resistência para baixas taxas de substituição deve-se, segundo o
investigador, à combinação do efeito pozolânico dos finos cerâmicos com o efeito de fíler.
Tal como a resistência à flexão, também a resistência à compressão diminui com a substituição
de agregados naturais por agregados de borracha.
Observando a Figura 4.11, verifica-se que a resistência à compressão aos 28 e 90 dias diminui
cerca de 55 e 60%, respectivamente, para a taxa de substituição máxima de 15%. Na Figura
4.14, é possível observar que também na resistência à compressão as argamassas de
agregados mecânicos apresentam valores mais baixos de resistência relativamente às
argamassas de agregados criogénicos.
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
0% 5% 10% 15% Ten
são
de
ro
tura
à f
lexã
o/t
en
são
de
ro
tura
d
a ar
gam
assa
de
re
ferê
nci
a
% de substituição
PEDRO (Reciclados de borracha em argamassas)
TOPÇU (Reciclados de borracha em argamassas)
NENO (Reciclados finos de betão em argamassas)
SILVA (Reciclados cerâmicos em argamassas)
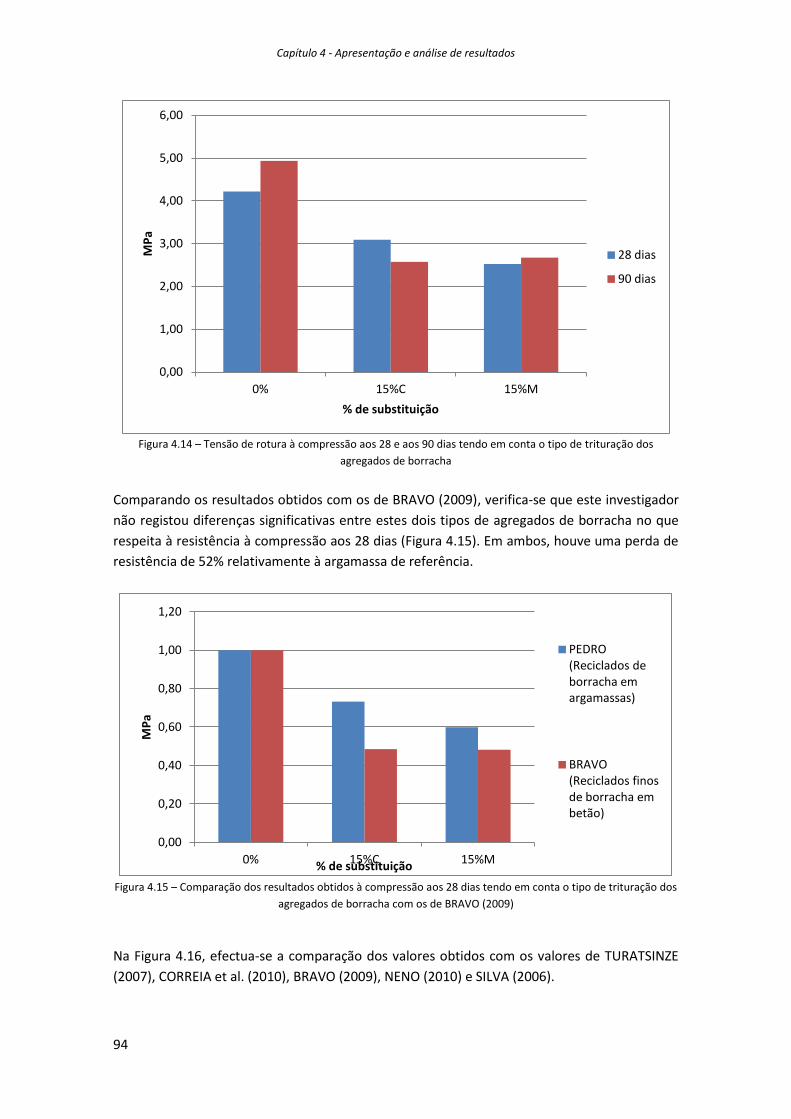
Capítulo 4 - Apresentação e análise de resultados
94
Figura 4.14 – Tensão de rotura à compressão aos 28 e aos 90 dias tendo em conta o tipo de trituração dos
agregados de borracha
Comparando os resultados obtidos com os de BRAVO (2009), verifica-se que este investigador
não registou diferenças significativas entre estes dois tipos de agregados de borracha no que
respeita à resistência à compressão aos 28 dias (Figura 4.15). Em ambos, houve uma perda de
resistência de 52% relativamente à argamassa de referência.
Figura 4.15 – Comparação dos resultados obtidos à compressão aos 28 dias tendo em conta o tipo de trituração dos
agregados de borracha com os de BRAVO (2009)
Na Figura 4.16, efectua-se a comparação dos valores obtidos com os valores de TURATSINZE
(2007), CORREIA et al. (2010), BRAVO (2009), NENO (2010) e SILVA (2006).
0,00
1,00
2,00
3,00
4,00
5,00
6,00
0% 15%C 15%M
MP
a
% de substituição
28 dias
90 dias
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0% 15%C 15%M
MP
a
% de substituição
PEDRO (Reciclados de borracha em argamassas)
BRAVO (Reciclados finos de borracha em betão)

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
95
Figura 4.16 – Comparação dos resultados obtidos à compressão aos 28 dias com os de TURATSINZE (2007), CORREIA
et al. (2010), BRAVO (2009), NENO (2010) e SILVA (2006)
Esta comparação mostra a existência de uma proximidade significativa entre os valores obtidos
pelos diferentes estudos em que foram utilizados agregados de borracha, quer em argamassas
quer em betão. Assim, conclui-se que os resultados obtidos nesta dissertação permitem fazer
uma análise coerente da evolução da tensão de rotura à compressão com o aumento da
incorporação de agregados de borracha.
No que concerne às argamassas de RCD, também à compressão ocorreu um aumento de
resistência para as taxas de substituição em estudo; tendo-se verificado em NENO (2010) e
SILVA (2006) aumentos de 27 e 10%, respectivamente.
4.2.5 Absorção de água por capilaridade
O ensaio de absorção de água por capilaridade foi efectuado aos 28 dias segundo a norma EN
1015-18 (2002), estando o seu modo de procedimento referido no subcapítulo 3.4.7. No
Quadro 4.10 e nas Figuras 4.17 e 4.18, são apresentados os resultados obtidos.
Quadro 4.10 – Coeficiente de absorção de água por capilaridade para diferentes taxas de substituição
Tipo de argamassa Idade (dias)
Coeficiente de capilaridade (kg/m
2min
0,5)
Desvio-padrão (kg/m
2min
0,5)
0% 28 1,07 0,028
5% M 28 0,97 0,011
10% M 28 1,14 0,061
15% M 28 1,03 0,116
15% C 28 0,94 0,012
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
0% 5% 10% 15%
Ten
são
de
ro
tura
à c
om
pre
ssão
/te
nsã
o d
e
rotu
ra d
a ar
gam
assa
de
re
ferÊ
nci
a
% de substituição
PEDRO (Reciclados de borracha em argamassas) TURATSINZE (Reciclados de borracha em argamassas) CORREIA (Reciclados de borracha em argamassas) BRAVO (Reciclados finos de borracha em betão)
NENO (Reciclados finos de betão em argamassas) SILVA (Reciclados cerâmicos em argamassas)

Capítulo 4 - Apresentação e análise de resultados
96
Figura 4.17 – Coeficiente de absorção de água por capilaridade para diferentes taxas de substituição
Figura 4.18 – Absorção de água por capilaridade para diferentes taxas de substituição
Através da observação das Figuras 4.17 e 4.18, constata-se a existência de um comportamento
de absorção de água por capilaridade aproximadamente idêntico para as diferentes taxas de
substituição.
No respeitante ao coeficiente de capilaridade, nota-se que os valores mínimos e máximos são
obtidos para as taxas de substituição de 5 e 10%, respectivamente, tendo uma variação
inferior a cerca de 15% (variação insignificante face aos desvios-padrão associados).
No entanto, esperava-se um aumento da absorção de água por capilaridade com o aumento
de incorporação de borracha, pois este agregado é responsável por uma pior compactação
devida à diminuição do peso próprio das argamassas. Por outro lado, segundo KHATIB AND
BAYOMY (1999), um aumento da quantidade de borracha conduz a um aumento do teor de ar
incorporado, sendo assim expectáveis menores valores de absorção de água para maiores
0,000
0,200
0,400
0,600
0,800
1,000
1,200
0% 5% M 10% M 15% M 15% C Co
efi
cie
nte
de
ab
sorç
ão d
e á
gua
po
r ca
pila
rid
ade
(kg
/m2
.min
0.5
)
% de substituição
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35
∆M
(g)
√t (min)
0%
5% M
10% M
15% M
15% C
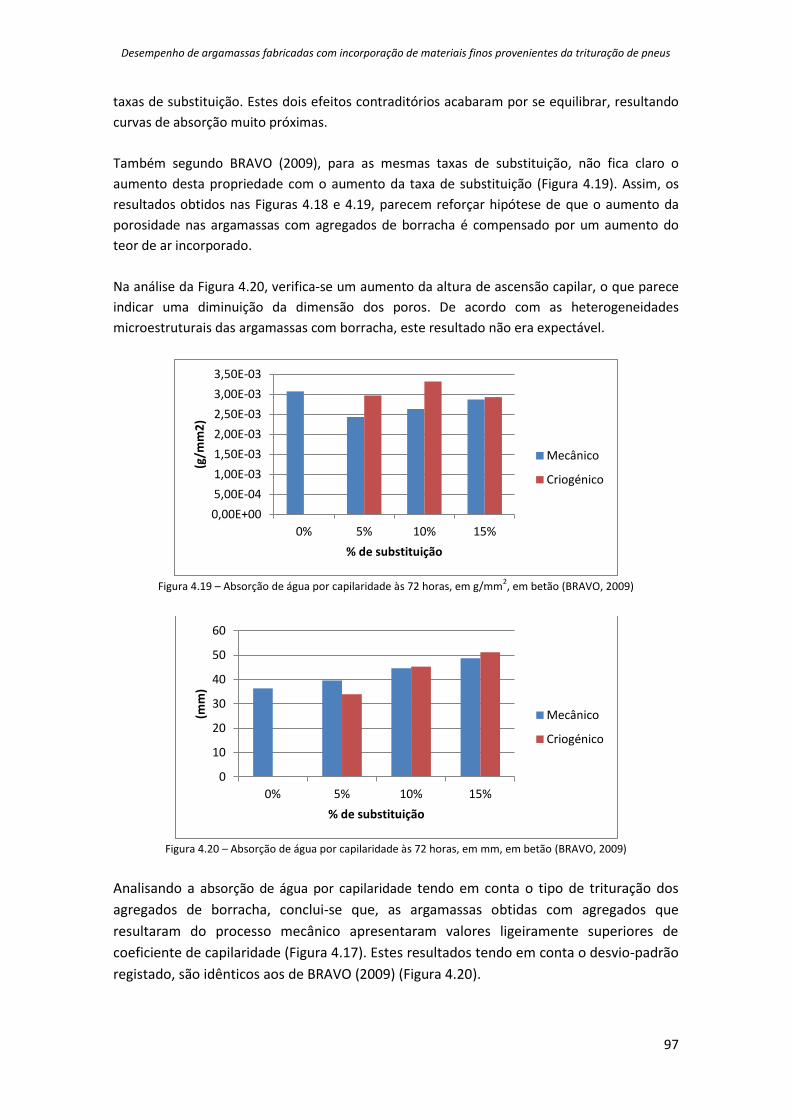
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
97
taxas de substituição. Estes dois efeitos contraditórios acabaram por se equilibrar, resultando
curvas de absorção muito próximas.
Também segundo BRAVO (2009), para as mesmas taxas de substituição, não fica claro o
aumento desta propriedade com o aumento da taxa de substituição (Figura 4.19). Assim, os
resultados obtidos nas Figuras 4.18 e 4.19, parecem reforçar hipótese de que o aumento da
porosidade nas argamassas com agregados de borracha é compensado por um aumento do
teor de ar incorporado.
Na análise da Figura 4.20, verifica-se um aumento da altura de ascensão capilar, o que parece
indicar uma diminuição da dimensão dos poros. De acordo com as heterogeneidades
microestruturais das argamassas com borracha, este resultado não era expectável.
Figura 4.19 – Absorção de água por capilaridade às 72 horas, em g/mm
2, em betão (BRAVO, 2009)
Figura 4.20 – Absorção de água por capilaridade às 72 horas, em mm, em betão (BRAVO, 2009)
Analisando a absorção de água por capilaridade tendo em conta o tipo de trituração dos
agregados de borracha, conclui-se que, as argamassas obtidas com agregados que
resultaram do processo mecânico apresentaram valores ligeiramente superiores de
coeficiente de capilaridade (Figura 4.17). Estes resultados tendo em conta o desvio-padrão
registado, são idênticos aos de BRAVO (2009) (Figura 4.20).
0,00E+00
5,00E-04
1,00E-03
1,50E-03
2,00E-03
2,50E-03
3,00E-03
3,50E-03
0% 5% 10% 15%
(g/m
m2
)
% de substituição
Mecânico
Criogénico
0
10
20
30
40
50
60
0% 5% 10% 15%
(mm
)
% de substituição
Mecânico
Criogénico
Capítulo 4 - Apresentação e análise de resultados
98
4.2.6 Susceptibilidade à fendilhação
O ensaio de susceptibilidade à fendilhação é um ensaio que não se encontra normalizado e
que segue uma metodologia empírica, estando o seu modo de procedimento referido no
subcapítulo 3.4.8.
Os resultados mostram que, ao fim de 3 meses, nenhum tipo de argamassa apresentava
fissuração. Assim, conclui-se que as argamassas produzidas para as diferentes taxas de
substituição de agregados naturais por agregados de borracha de pneus usados não
apresentam susceptibilidade à fendilhação.
4.3 Terceira fase
Na terceira fase da campanha experimental, escolheu-se a argamassa com 15% de agregados
de borracha (relativamente ao volume total de agregados).
Os critérios de classificação adoptados tiveram em conta dois indicadores: taxa de substituição
e propriedades analisadas na segunda fase.
No que respeita à taxa de substituição, definiu-se que este indicador seria tanto mais positivo
quanto maior o volume de incorporação de agregados de borracha na argamassa. Desta
forma, pretendeu-se dar importância a um dos objectivos da dissertação: a questão ambiental.
Relativamente ao segundo indicador, foram avaliadas as seguintes propriedades: consistência
por espalhamento; massa volúmica (argamassa no estado fresco); massa volúmica (argamassa
no estado fresco); resistência à flexão e à compressão; absorção de água por capilaridade e
susceptibilidade à fendilhação. Estas propriedades foram analisadas com o objectivo de avaliar
a máxima taxa de substituição de agregados naturais por agregados de borracha relativamente
à qual, as argamassas poderiam continuar a desempenhar de forma competente as suas
funções.
Em função dos resultados obtidos, as resistências à flexão e à compressão foram as que
tiveram maior influência no processo de decisão, uma vez que, nas outras propriedades não
foram detectadas grandes diferenças entre as três argamassas comparadas. Verificou-se que,
apesar de as resistências diminuírem significativamente com a substituição de agregados
naturais por agregados de borracha, estas continuaram apresentar valores aceitáveis para a
maior taxa de substituição em estudo (15%). Desta forma, foi escolhida argamassa com 15% de
agregados de borracha.
Seleccionada a argamassa, efectuou-se um conjunto adicional de testes, de modo a obter-se
um conhecimento mais aprofundado das características desta última.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
99
4.3.1 Variação dimensional
Este ensaio foi realizado com base no documento normativo do CSTB (Cahier 2669-4), estando
o seu modo de procedimento referido no subcapítulo 3.4.9. Na Figura 4.21 e no Quadro 4.11,
são apresentados os resultados obtidos.
Quadro 4.11 – Resultados do ensaio de variação dimensional
Dias 0% 15% M 15% C
εmédio (%) εmédio (%) εmédio (%)
3 -0,0206 -0,0365 -0,0390
6 -0,0327 -0,0431 -0,0506
7 -0,0354 -0,0413 -0,0479
10 -0,0369 -0,0429 -0,0527
14 -0,0375 -0,0475 -0,0550
21 -0,0413 -0,0463 -0,0577
28 -0,0417 -0,0767 -0,0590
40 -0,0419 -0,0696 -0,0581
56 -0,0429 -0,0683 -0,0579
70 -0,0429 -0,0681 -0,0583
80 -0,0429 -0,0679 -0,0594
90 -0,0429 -0,0679 -0,0596
Figura 4.21 – Relação entre a variação dimensional e o tempo decorrido
Pela observação do Quadro 4.11 e da Figura 4.21, consta-se que as argamassas com
incorporação de agregados de borracha apresentam uma maior retracção relativamente à
argamassa de referência. Estes resultados estão de acordo com as expectativas pois este tipo
-0,08
-0,07
-0,06
-0,05
-0,04
-0,03
-0,02
-0,01
0 10 20 30 40 50 60 70 80 90 100
Var
iaçã
o d
ime
nsi
on
al (
%)
Tempo (dias)
0%
15% M
15% C
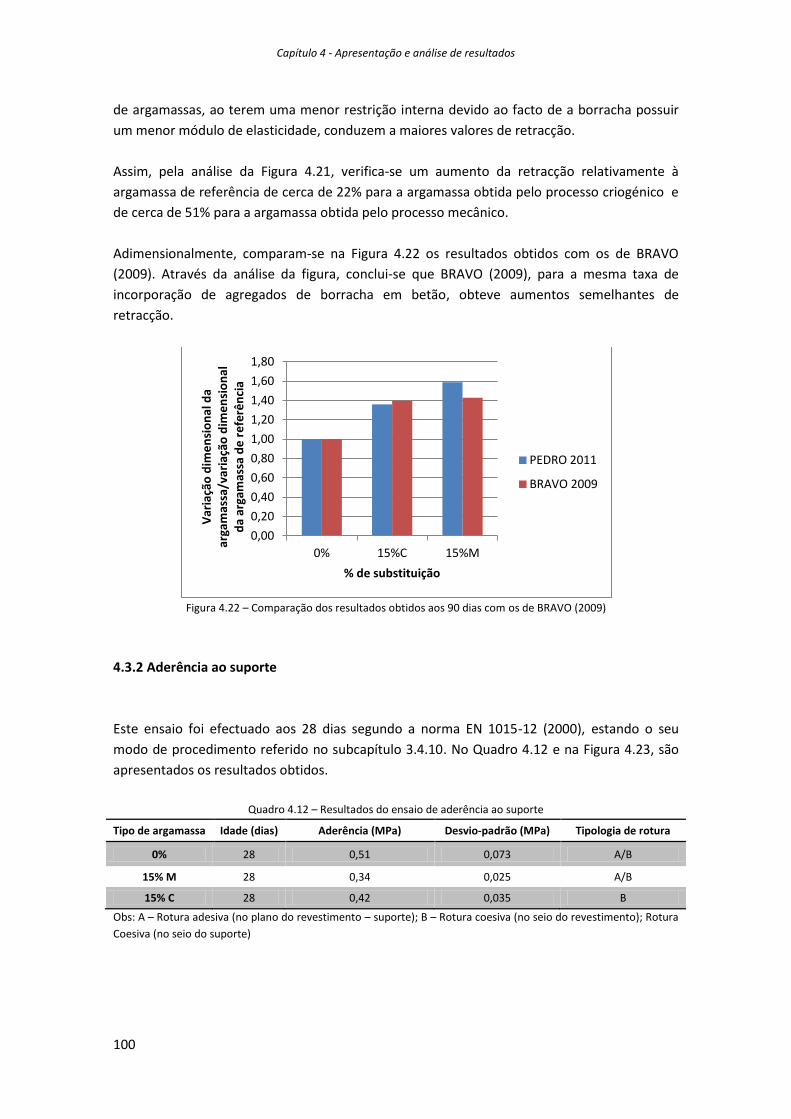
Capítulo 4 - Apresentação e análise de resultados
100
de argamassas, ao terem uma menor restrição interna devido ao facto de a borracha possuir
um menor módulo de elasticidade, conduzem a maiores valores de retracção.
Assim, pela análise da Figura 4.21, verifica-se um aumento da retracção relativamente à
argamassa de referência de cerca de 22% para a argamassa obtida pelo processo criogénico e
de cerca de 51% para a argamassa obtida pelo processo mecânico.
Adimensionalmente, comparam-se na Figura 4.22 os resultados obtidos com os de BRAVO
(2009). Através da análise da figura, conclui-se que BRAVO (2009), para a mesma taxa de
incorporação de agregados de borracha em betão, obteve aumentos semelhantes de
retracção.
Figura 4.22 – Comparação dos resultados obtidos aos 90 dias com os de BRAVO (2009)
4.3.2 Aderência ao suporte
Este ensaio foi efectuado aos 28 dias segundo a norma EN 1015-12 (2000), estando o seu
modo de procedimento referido no subcapítulo 3.4.10. No Quadro 4.12 e na Figura 4.23, são
apresentados os resultados obtidos.
Quadro 4.12 – Resultados do ensaio de aderência ao suporte
Tipo de argamassa Idade (dias) Aderência (MPa) Desvio-padrão (MPa) Tipologia de rotura
0% 28 0,51 0,073 A/B
15% M 28 0,34 0,025 A/B
15% C 28 0,42 0,035 B
Obs: A – Rotura adesiva (no plano do revestimento – suporte); B – Rotura coesiva (no seio do revestimento); Rotura
Coesiva (no seio do suporte)
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
0% 15%C 15%M
Var
iaçã
o d
ime
nsi
on
al d
a ar
gam
assa
/var
iaçã
o d
ime
nsi
on
al
da
arga
mas
sa d
e r
efe
rên
cia
% de substituição
PEDRO 2011
BRAVO 2009
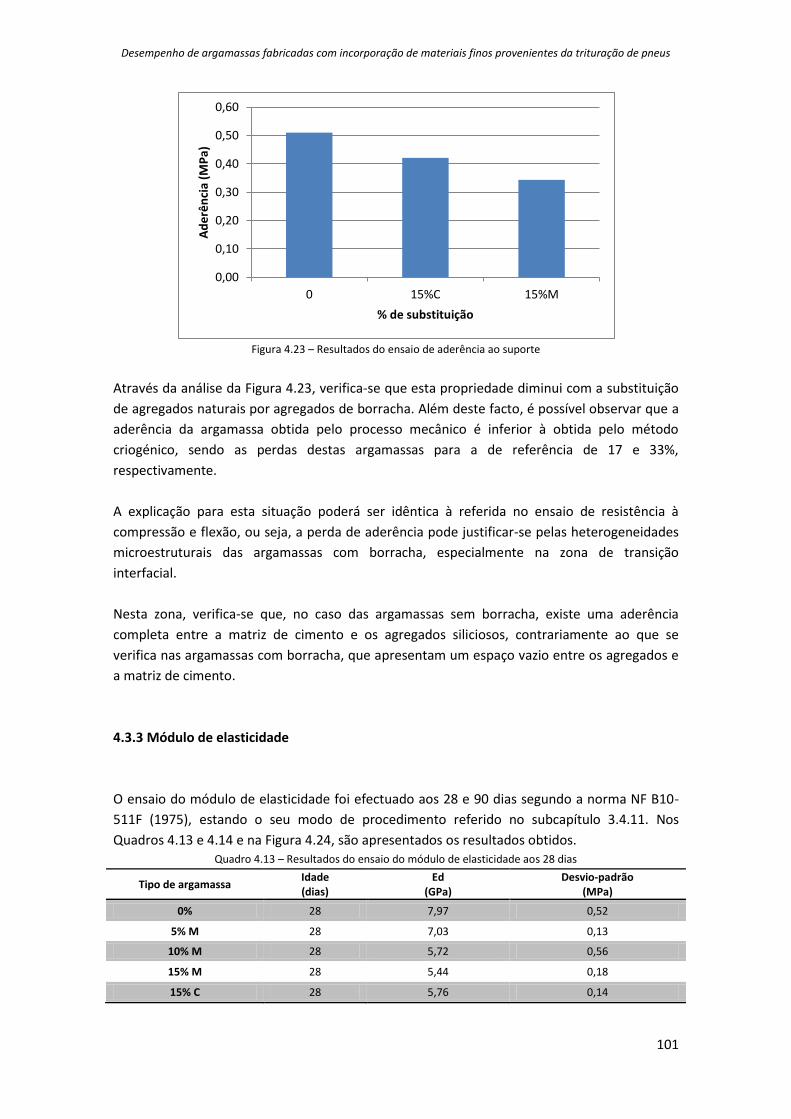
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
101
Figura 4.23 – Resultados do ensaio de aderência ao suporte
Através da análise da Figura 4.23, verifica-se que esta propriedade diminui com a substituição
de agregados naturais por agregados de borracha. Além deste facto, é possível observar que a
aderência da argamassa obtida pelo processo mecânico é inferior à obtida pelo método
criogénico, sendo as perdas destas argamassas para a de referência de 17 e 33%,
respectivamente.
A explicação para esta situação poderá ser idêntica à referida no ensaio de resistência à
compressão e flexão, ou seja, a perda de aderência pode justificar-se pelas heterogeneidades
microestruturais das argamassas com borracha, especialmente na zona de transição
interfacial.
Nesta zona, verifica-se que, no caso das argamassas sem borracha, existe uma aderência
completa entre a matriz de cimento e os agregados siliciosos, contrariamente ao que se
verifica nas argamassas com borracha, que apresentam um espaço vazio entre os agregados e
a matriz de cimento.
4.3.3 Módulo de elasticidade
O ensaio do módulo de elasticidade foi efectuado aos 28 e 90 dias segundo a norma NF B10-
511F (1975), estando o seu modo de procedimento referido no subcapítulo 3.4.11. Nos
Quadros 4.13 e 4.14 e na Figura 4.24, são apresentados os resultados obtidos. Quadro 4.13 – Resultados do ensaio do módulo de elasticidade aos 28 dias
Tipo de argamassa Idade (dias)
Ed (GPa)
Desvio-padrão (MPa)
0% 28 7,97 0,52
5% M 28 7,03 0,13
10% M 28 5,72 0,56
15% M 28 5,44 0,18
15% C 28 5,76 0,14
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0 15%C 15%M
Ad
erê
nci
a (M
Pa)
% de substituição
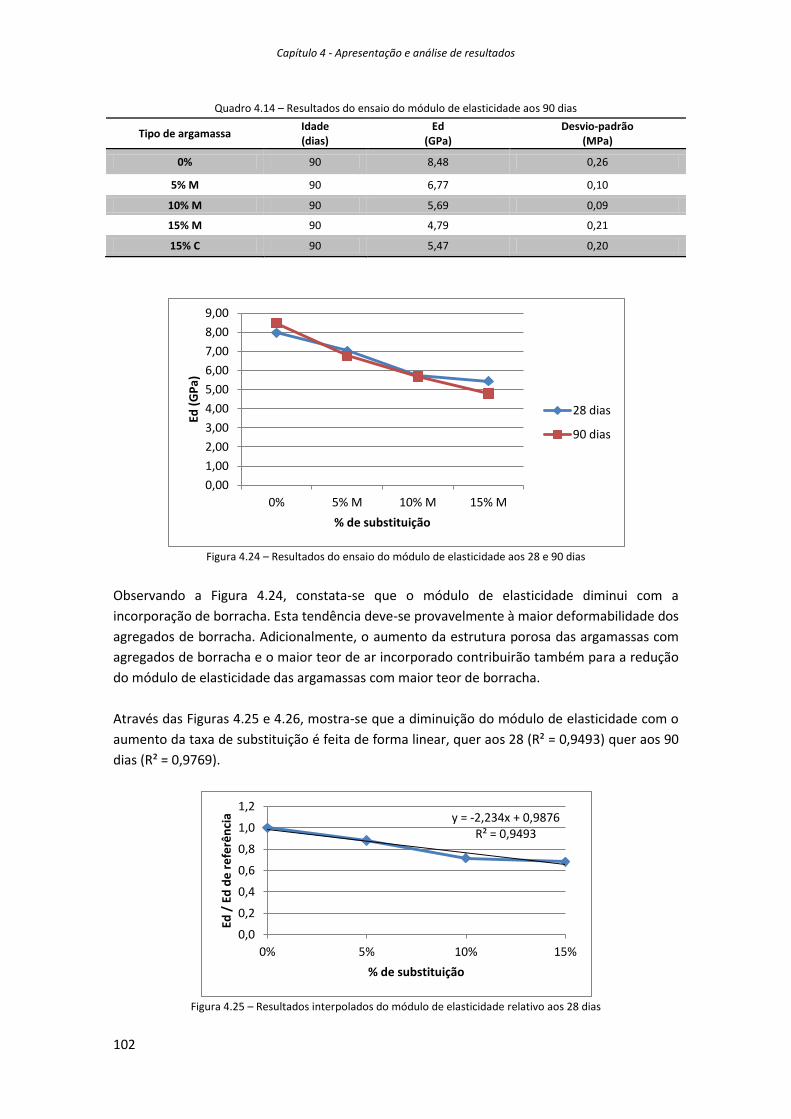
Capítulo 4 - Apresentação e análise de resultados
102
Quadro 4.14 – Resultados do ensaio do módulo de elasticidade aos 90 dias
Tipo de argamassa Idade (dias)
Ed (GPa)
Desvio-padrão (MPa)
0% 90 8,48 0,26
5% M 90 6,77 0,10
10% M 90 5,69 0,09
15% M 90 4,79 0,21
15% C 90 5,47 0,20
Figura 4.24 – Resultados do ensaio do módulo de elasticidade aos 28 e 90 dias
Observando a Figura 4.24, constata-se que o módulo de elasticidade diminui com a
incorporação de borracha. Esta tendência deve-se provavelmente à maior deformabilidade dos
agregados de borracha. Adicionalmente, o aumento da estrutura porosa das argamassas com
agregados de borracha e o maior teor de ar incorporado contribuirão também para a redução
do módulo de elasticidade das argamassas com maior teor de borracha.
Através das Figuras 4.25 e 4.26, mostra-se que a diminuição do módulo de elasticidade com o
aumento da taxa de substituição é feita de forma linear, quer aos 28 (R² = 0,9493) quer aos 90
dias (R² = 0,9769).
Figura 4.25 – Resultados interpolados do módulo de elasticidade relativo aos 28 dias
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
0% 5% M 10% M 15% M
Ed (
GP
a)
% de substituição
28 dias
90 dias
y = -2,234x + 0,9876 R² = 0,9493
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0% 5% 10% 15%
Ed /
Ed
de
re
ferê
nci
a
% de substituição

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
103
Figura 4.26 – Resultados interpolados do módulo de elasticidade relativo aos 90 dias
Comparando a argamassa de referência com as argamassas com taxas de substituição de 5, 10
e 15%, verifica-se uma diminuição do módulo de elasticidade aos 28 dias de 12, 28 e 32%,
respectivamente. Relativamente ao módulo de elasticidade aos 90 dias, registam-se
diminuições de 20, 33 e 43%, respectivamente.
Adimensionalmente, comparam-se na Figura 4.27 os resultados obtidos com os de TOPÇU
(2009), NENO (2010) e SILVA (2006). Os resultados mostram que em TOPÇU (2009) e SILVA
(2006) também se verificaram descidas do módulo de elasticidade, tendo-se registado para a
argamassa de 15% de substituição diminuições de 19 e 12 %, respectivamente.
Em TOPÇU (2009), em que se utilizou reciclados de borracha, apesar de os valores serem
aproximados verifica-se que a presente dissertação obteve maiores diminuições.
Só em NENO (2010) é que houve um aumento do módulo de elasticidade. Segundo a
investigadora, os resultados devem-se à maior massa volúmica (devida ao efeito de fíler) que
as argamassas constituídas por este tipo de agregados apresentaram para baixas percentagens
de substituição.
Figura 4.27 – Comparação dos resultados do módulo de elasticidade relativo aos 28 dias com os de TOPÇU (2009),
NENO (2010) e SILVA (2006)
y = -2,8631x + 0,9734 R² = 0,9769
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0% 5% 10% 15%
Ed /
Ed
de
re
ferê
nci
a
% de substituição
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0% 5% 10% 15%
Ed /
Ed
de
re
ferê
nci
a
% de substituição
PEDRO (Reciclados de borracha em argamassas)
TOPÇU(Reciclados de borracha em argamassas)
NENO (Reciclados finos de betão em argamassas)
SILVA (Reciclados cerâmicos em argamassas)

Capítulo 4 - Apresentação e análise de resultados
104
Na Figura 4.28, procede-se à análise do módulo de elasticidade tendo em conta o tipo de
trituração dos agregados de borracha.
Figura 4.28 – Resultados obtidos para o módulo de elasticidade aos 28 e 90 dias tendo em conta o tipo de trituração
dos agregados de borracha
Segundo a Figura 4.28, constata-se que o módulo de elasticidade aos 28 dias não varia
significativamente para os diferentes tipos de borracha, observando-se apenas uma
diminuição ligeira de cerca de 5% na argamassa de agregados de borracha obtidos pelo
processo mecânico relativamente à argamassa criogénica. No entanto, aos 90 dias essa
diminuição foi de aproximadamente 12%.
4.3.4 Permeabilidade ao vapor de água
Este ensaio foi realizado com base na norma EN 1015-19 (1998) aos 28 dias, estando o seu
modo de procedimento referido no subcapítulo 3.4.12. No Quadro 4.15, referem-se os
resultados obtidos. Quadro 4.15 – Resultados do ensaio de permeabilidade ao vapor de água
% de substituição Permeabilidade
(ng/(m-s.Pa))
Desvio
padrão
(ng/(m.s.Pa))
Espessura da camada de ar de difusão equivalente a 20 mm de argamassa (m)
0% 7,46 0,005 0,09
15%M 11,01 0,009 0,08
15%C 10,01 0,004 0,08
Os resultados mostram que a permeabilidade ao vapor de água aumentou com incorporação
de borracha. Através do Quadro 4.15, verifica-se que esse aumento foi de 48% para a
argamassa obtida pelo processo mecânico e 34% para a argamassa criogénica.
Com estes resultados, conclui-se que a incorporação de agregados de borracha possibilita às
argamassas um melhor desempenho no âmbito desta propriedade, apresentando estas uma
melhor capacidade de expulsar, por secagem, a água que resulta de infiltrações.
A Figura 4.29 mostra a evolução da variação da massa dos provetes durante o ensaio de
permeabilidade ao vapor de água.
0,00
2,00
4,00
6,00
8,00
10,00
0% 15% C 15% M
Ed (
GP
a)
% de substituição
28 dias
90 dias

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
105
Figura 4.29 – Variação da massa dos provetes durante o ensaio de permeabilidade ao vapor de água
4.3.5 Resistência ao choque através da queda de uma massa conhecida
O modo de procedimento deste ensaio encontra-se referido no subcapítulo 3.4.13. Nas Figuras
4.30, 4.31, 4.32 e 4.33 e no Quadro 4.16, são apresentados os resultados obtidos.
Figura 4.30 – Fissuras ocorridas na argamassa de referência
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50 4,00 4,50
0 2 4 6 8 10 12 14 16
∆M
(g)
Tempo (dias)
0%
15%M
15%C

Capítulo 4 - Apresentação e análise de resultados
106
Figura 4.31 – Fissuras ocorridas na argamassa de 5%
Figura 4.32 – Fissuras ocorridas na argamassa de 10%

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
107
Figura 4.33 – Resultados obtidos na argamassa de 15%
Através dos resultados obtidos, conclui-se que as argamassas com incorporação de agregados
de borracha apresentam diâmetros de mossa (entre 2 e 2,5 cm) superiores ao da argamassa de
referência (compreendido entre 1 e 1,5 cm).
Além disto, verificou-se que a profundidade da mossa aumentava com o aumento da taxa de
incorporação de agregados de borracha.
Este facto é claramente visível através da comparação das Figuras 4.30 e 4.33, em que no caso
da argamassa de 15% é visível a existência de manchas escuras na zona das mossas (devido às
profundidades por elas apresentadas), contrariamente ao que se verifica na argamassa de
referência.
Constatou-se também que, quanto maior era a taxa de incorporação de agregados de
borracha, maior era altura de queda a que a argamassa conseguia resistir sem fissurar.
Finalmente, verificou-se que a largura das fissuras tendia a diminuir com a incorporação de
agregados de borracha.

Capítulo 4 - Apresentação e análise de resultados
108
Estes factos eram expectáveis pois, como referido, os agregados de borracha, apesar de serem
prejudiciais à resistência mecânica, conduzem a argamassas com módulo de elasticidade mais
baixo e com maior capacidade de absorção de energia.
Quadro 4.16 – Resultados obtidos no ensaio de resistência ao choque para as argamassas de 0 e 5%
I – 1,00 m II – 1, 10 III – 1,20 m IV – 1,30 m V – 1,40 m VI – 1,50 m
0% -1 Não
existe fissuração
Ocorrência de fissura
perfeitamente nítida a olha nu,
que atravessa todo o tijolo
passando pela primeira mossa. Ocorre também uma fissura que
liga as duas mossas
existentes
0% -2 Não
existe fissuração
Ocorrência de fissura
perfeitamente nítida que
atravessa o tijolo passando pelas mossas
existentes. Verifica-se que a abertura da fenda diminui na zona mais
interior do revestimento
Ocorrência de uma fissura que se propaga em
direcção ao canto
5% - 1 Não
existe fissuração
Ocorrência de uma fissura
difícil de observar a olho
nu que se propaga em direcção ao
canto
Ocorrência de uma fissura
difícil de observar a olho
nu
Ocorrência de
uma fissura difícil de
observar a olho nu
5% - 2 Não
existe fissuração
Ocorrência de uma fissura
difícil de observar a olho
nu
Ocorrência de uma fissura
difícil de observar a olho
nu que se propaga em direcção ao
canto
Ocorrência de uma fissura
nítida a olho nu que se propaga em direcção ao
canto

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
109
Quadro 4.17 – Resultados obtidos no ensaio de resistência ao choque para as argamassas de 10 e 15%
I – 1,00 m II – 1, 10 III – 1,20 m IV – 1,30 m V – 1,40 m VI – 1,50 m
10% - 1 Não
existe fissuração
Não existe fissuração
Ocorrência de uma fenda
nítida a olho nú que se propaga para o centro e
para um dos cantos
Ocorrência de fissura
perfeitamente nítida que
atravessa o tijolo passando pelas mossas
existentes. Verifica-se que a abertura da fenda diminui na zona mais
interior do revestimento
10% - 2 Não
existe fissuração
Não existe fissuração
Não existe fissuração
Não existe fissuração
Ocorrência de uma pequena fissura que se propaga em direcção ao
canto
15% -1 Não existe fissuração
Não existe fissuração
Não existe fissuração
O tijolo rachou
Ocorrência de pequena fissura no
bordo lateral e de uma de
maior largura no ponto III
15% -2 Não
existe fissuração
Não existe fissuração
O impacto deu-se muito
próximo a um dos cantos
acabando por originar uma
fissura (claramente visível a olho
nu)
O impacto deu-se numa zona
central do revestimento
não tendo provocado fissuração
Não se detecta
fissuração
Ocorrência de uma fissura no
canto mais próximo ao
impacto
4.3.6 Susceptibilidade à fendilhação por retracção restringida
Este ensaio foi realizado com base na ficha de ensaio do LNEC FE Pa 37, resultante de estudos
de investigação realizados no LNEC (Veiga, 1997) estando o seu modo de procedimento
referido no subcapítulo 3.4.14. No Quadro 4.18 e na Figura 4.34, são apresentados os
resultados obtidos.
Quadro 4. 18 – Resultados do ensaio de retracção restringida e respectiva classificação
Tipo de argamassa Fr máx (N)
Rt (N)
CSAF CREF (mm)
Classe
0% 110,5 218,0 1,97 0,38 Forte
15% M 98,0 152,5 1,56 0,17 Forte
15% C 98,5 177,0 1,80 0,31 Forte

Capítulo 4 - Apresentação e análise de resultados
110
Figura 4.34 – Força aplicada nos diversos tipos de argamassas em função do tempo
Através do Quadro 4.18, verifica-se que todas as argamassas em estudo apresentaram uma
forte susceptibilidade à fendilhação.
Constata-se também que este ensaio não mostrou melhorias nesta propriedade nas
argamassas com incorporação de agregados de borracha, contrariamente ao que era esperado
devido à maior capacidade de absorção de energia.
No entanto, convém notar a existência de alguns problemas na realização deste ensaio,
nomeadamente o não registo por parte do equipamento de aquisição de dados da maioria dos
valores de forças e deslocamentos ocorridos durante a retracção restringida. Estes problemas
poderão ter falseado os resultados do ensaio.
As argamassas com incorporação de agregados de borracha mecânica e criogénica obtiveram
diminuições no parâmetro CSAF (coeficiente de segurança à abertura da 1ª fenda) de 23 e
11%. Estes resultados estão coerentes com os registados no ensaio de resistência à flexão.
Com efeito, embora tenha ocorrido, nas argamassas com agregados de borracha, uma
diminuição das forças geradas pela retracção restringida, a redução da resistência neutralizou
esta vantagem.
Contudo, relativamente ao valor do parâmetro CREF (coeficiente de resistência à evolução da
fendilhação), verifica-se que a substituição de areia por borracha reduziu a energia de rotura,
facto que não era expectável. É possível que o efeito da menor resistência na energia de rotura
tenha sido preponderante em relação à provável maior deformação na rotura. No entanto,
como referido, devido aos problemas ocorridos na realização deste ensaio colocam-se algumas
reservas nos resultados obtidos.
-800
-600
-400
-200
0
200
400
0 20 40 60 80 100 120 140 160 180
0%-1 0%-2 15% C-1 15% C-2 15% M-1

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
111
4.3.7 Ensaio de envelhecimento acelerado
Este ensaio foi realizado com base na norma EN 1015-21 (2002), estando o seu modo de
procedimento referido no subcapítulo 3.4.15. Com a sua realização, pretende-se avaliar os
efeitos dos ciclos climáticos através de dois testes: permeabilidade à água líquida e aderência.
4.3.7.1 Permeabilidade à água líquida
No Quadro 4.19, referem-se os resultados obtidos referentes à permeabilidade à água líquida.
Quadro 4.19 – Resultados de permeabilidade à água líquida com o tubo de Karsten aos 112 dias de idade e após
envelhecimento acelerado
% de substituição Volume de água absorvida (m3/h) Coeficiente de absorção (kg/ (m
2.√h))
0% 2,33 0,53
15%M 1,43 0,32
15%C 3,73 0,85
Através da análise do Quadro 4.19 e da Figura 4.35, constata-se que a argamassa criogénica foi
a que apresentou maior volume de água absorvida com 3,73 m3/h, sendo seguida pela
argamassa de referência e pela argamassa mecânica, que apresentaram valores de 2,33 e 1,
43, respectivamente.
Figura 4.35 – Volume de água absorvida durante uma hora
No que respeita ao coeficiente de absorção, verifica-se que a argamassa com borracha
criogénica e a argamassa de referência apresentam valores muito superiores (na ordem de 160
e 63%, respectivamente) relativamente à argamassa com borracha mecânica.
0
0,5
1
1,5
2
2,5
3
3,5
4
0 1 2 3 4 5 6 7 8
Vo
lum
e d
e á
gua
abso
rvid
a (c
m3
)
√t (min)
0%
15% M
15% C

Capítulo 4 - Apresentação e análise de resultados
112
4.3.7.2 Aderência ao suporte
Este ensaio foi efectuado aos 112 dias. No Quadro 4.20 e na Figura 4.36, são apresentados os
resultados obtidos.
Quadro 4.20 – Resultados do ensaio de aderência ao suporte após envelhecimento acelerado
Tipo de argamassa Idade (dias) Aderência (MPa) Desvio-padrão (MPa) Tipologia de rotura
0% 112 0,66 0,109 B
15% M 112 0,66 0,062 B
15% C 112 0,70 0,038 B
Obs: A – Rotura adesiva (no plano do revestimento – suporte); B – Rotura coesiva (no seio do revestimento); Rotura
Coesiva (no seio do suporte)
Figura 4.36 – Resultados do ensaio de aderência ao suporte após envelhecimento acelerado
Através da análise da Figura 4.36, verifica-se que os diferentes tipos de argamassas
apresentaram resultados muito similares após terem sido submetidos aos ciclos climáticos. Em
todos os casos, obteve-se uma rotura coesiva pela argamassa.
Na Figura 4.37, comparam-se os valores de tensão de aderência que se obtiveram antes e
depois do envelhecimento acelerado.
Figura 4.37 – Resultados do ensaio de aderência ao suporte antes e depois do envelhecimento acelerado
0,64
0,65
0,66
0,67
0,68
0,69
0,70
0,71
0% 15% C 15% M
Ad
erê
nci
a (M
Pa)
% de substituição
Com envelhecimento aos 112 dias
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0% 15% C 15% M
Ad
erê
nci
a (M
Pa)
% de substituição
Sem envelhecimento aos 28 dias
Com envelhecimento aos 112 dias

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
113
Consta-se assim que a aderência aumentou significativamente nos provetes que foram sujeitos
ao envelhecimento acelerado, tendo-se registado nas argamassas de 0%, 15% C e 15% M
aumentos de cerca de 29, 67 e 94%, respectivamente.
Desta forma, os resultados mostram que apesar de em todas as argamassas se verificarem
aumentos de aderência com o envelhecimento, esses aumentos nas argamassas com
incorporação de agregados borracha foram bastante superiores aos registados na argamassa
de referência.
Devido a este facto, as argamassas com borracha após o envelhecimento apresentaram
valores de aderência idênticos ao da argamassa de referência, contrariamente ao verificado no
ensaio de aderência simples em que esta propriedade diminuiu com a substituição de
agregados naturais por agregados de borracha.
O aumento de aderência com o envelhecimento poderá estar relacionado com o aumento da
hidratação do cimento que incrementou a coesão da argamassa e originou o desenvolvimento
de cristais no interior dos poros do suporte que melhoram a ligação. É também possível que os
ciclos tenham alterado os agregados de borracha, promovendo uma melhor ligação destes à
matriz cimentícia.

Capítulo 4 - Apresentação e análise de resultados
114
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
115
Capítulo 5 – Conclusões e desenvolvimentos futuros
5.1 Considerações finais
Os pneus são uma fonte importante de resíduos que tem vindo a aumentar devido ao
crescimento da indústria automóvel, constituindo cada vez mais um problema para o
ambiente.
Devido ao processo de vulcanização a que a borracha é sujeita, torna-se difícil reaproveitar os
constituintes originais do pneu, sendo por isso, a reciclagem de pneus usados uma tarefa
complexa.
Por esta razão, nos últimos anos, os pneus usados deram origem a depósitos ao ar livre de
grandes dimensões que são um risco para o ambiente e para a saúde pública.
No entanto, devido ao aumento dos problemas ambientais e das suas consequências na vida
das populações como, por exemplo, propagação de doenças, cheias, contaminação do solo e
do lençol freático, a Sociedade tem vindo a penalizar estas práticas e a procurar soluções que
constituam um destino final adequado para a sua deposição.
Neste âmbito, os países desenvolvidos têm vindo a criar legislação que proíbe o depósito de
pneus inteiros e triturados nos aterros. Em Portugal, existe o Decreto-Lei n.º 111/2001 com o
objectivo de prevenir a produção destes resíduos, assim como promover a recauchutagem, a
reciclagem e outras formas de valorização.
Assim, devido à necessidade de encontrar soluções que possibilitem o reaproveitamento e a
reciclagem de produtos e sendo a indústria da construção uma das principais responsáveis
pelo elevado consumo de recursos naturais que se está a tornar insustentável, esta
investigação procurou estudar o desempenho de argamassas fabricadas com incorporação de
materiais finos provenientes da trituração de pneus.
Os resultados mostram que a incorporação de agregados de borracha de pneus usados em
argamassas implica uma diminuição significativa na resistência à compressão e à tracção por
flexão. No entanto, verifica-se uma descida do módulo de elasticidade e um melhor
desempenho na resistência ao choque. Desta forma, e visto que em argamassas de
revestimento a resistência não é uma prioridade acima de determinados níveis, este
comportamento (ductilidade melhorada) é uma característica que melhora a durabilidade do
material. A absorção de água parece não ser significativamente afectada, enquanto a
permeabilidade ao vapor de água mostra um melhor desempenho.

Capítulo 5 – Conclusões e desenvolvimentos futuros
116
5.2 Conclusões gerais
Nesta dissertação, foi efectuada uma investigação bibliográfica bastante completa sobre três
grandes áreas: pneus usados, argamassas de revestimento e argamassas de revestimento com
agregados de borracha provenientes de pneus usados.
Na primeira grande área, obteve-se uma noção clara de que os pneus são uma fonte de
resíduos e que necessitam de uma atenção suplementar na sua gestão, de modo a não porem
em causa o ambiente e a saúde pública.
Percebeu-se que este tema apenas começou a estar na agenda dos países membros da
Comunidade Europeia em 1990, tendo sido elaboradas, a partir dessa altura, Directivas
europeias e regulamentações ao nível dos diversos países com o objectivo de assegurar o
controlo e a eliminação dos pneus usados dos aterros.
Verificou-se que, em Portugal, existe um sistema de gestão que se encontra regulamentado
pelo Decreto-Lei n.º 111/2001, de 6 Abril. Neste Decreto-Lei, existe uma hierarquia na gestão
dos pneus usados, definindo-se como uma prioridade a prevenção da sua produção, aliada do
aumento da vida útil dos pneus, a promoção da recauchutagem e a implementação e
desenvolvimento de sistemas de reciclagem e de outras formas de valorização dos pneus
usados.
Assim sendo, no final desta primeira área de investigação bibliográfica, com o intuito de
encontrar formas de valorização dos pneus usados, procurou-se compreender se era viável
incorporar a borracha dos pneus em argamassas de revestimento, tendo-se investigado as
suas características principais.
Conclui-se que a borracha, sendo um elastómero, apresenta como propriedades uma elevada
deformabilidade, baixo módulo de elasticidade, elevada capacidade de acumular energia e um
aumento da rigidez com a descida da temperatura.
Em relação à segunda área de levantamento bibliográfico, investigaram-se as principais
funções de um reboco e as propriedades que tem de verificar para que as possa desempenhar
adequadamente. Assim, conclui-se que um reboco competente deve apresentar as seguintes
características: trabalhabilidade; aderência ao suporte; resistência à fendilhação; capacidade
de impermeabilização em zona não-fendilhada; permeabilidade a água e absorção de água por
capilaridade moderadas; permeabilidade ao vapor de água; aspecto estético; durabilidade.
Finalmente, no que respeita a argamassas de revestimento com agregados de borracha
provenientes de pneus usados, procedeu-se à leitura e análise de dissertações sobre o tema,
assim como de artigos de revistas e de congressos.
Desta forma, verificou-se que seria interessante a incorporação de borracha em argamassas,
pois poderiam ser encontradas soluções que aliassem a ductilidade das borrachas à resistência
mecânica dos materiais cimentícios.

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
117
Assim, a presente dissertação procurou analisar o desempenho expectável quer mecânico
quer em termos de durabilidade de argamassas fabricadas com incorporação de materiais
finos provenientes da trituração de pneus.
Para tal, na campanha experimental realizada, foram fixadas diferentes taxas de substituição
(5, 10 e 15% do volume total de agregados) de agregados naturais por agregados de borracha
de pneus usados, sendo que, em todos os ensaios, foram utilizadas partículas menores do que
2 mm.
Os ensaios realizados foram agrupados em três fases. Na primeira, foram realizados ensaios à
análise granulométrica e à baridade, com intuito de se analisar as propriedades dos
constituintes das argamassas, mais concretamente dos agregados naturais e dos agregados de
borracha de pneus usados.
Na segunda fase, procurou-se avaliar as características essenciais das argamassas, tendo sido
realizados os seguintes ensaios: consistência por espalhamento; massa volúmica no estado
fresco; massa volúmica no estado endurecido; resistência à flexão e à compressão; absorção
de água por capilaridade e susceptibilidade à fendilhação.
Por fim, na terceira fase, escolheu-se a argamassa que apresentou melhores resultados, a qual,
de modo a obter-se uma caracterização mais pormenorizada, foi submetida aos seguintes
ensaios: variação dimensional (retracção); aderência ao suporte; módulo de elasticidade;
permeabilidade ao vapor de água; resistência ao choque; susceptibilidade à fendilhação por
retracção restringida e compatibilidade com o suporte (envelhecimento)
A maioria dos ensaios foi baseada nas normas europeias existentes e os seus resultados são
referidos no Quadro 5.1. Neste quadro, procede-se também à comparação dos valores das
argamassas com agregados de borracha relativamente à argamassa de referência.
No que respeita à massa volúmica, verificou-se que, tanto no estado fresco como no
endurecido, ocorre uma diminuição desta propriedade com o aumento da taxa de
incorporação de borracha. Esta situação é explicada pela menor baridade da borracha em
relação à baridade da areia. Constatou-se também que o processo de trituração dos agregados
de borracha não tem influência no valor da massa volúmica.
Relativamente à resistência à compressão e à flexão, observa-se uma descida significativa dos
valores obtidos à medida que se aumenta a quantidade de borracha, sendo que esta tendência
parece acentuar-se com a idade das argamassas. Este fenómeno é mais evidente na argamassa
com borracha de origem criogénica. Desta feita, conclui-se que, aos 28 dias para uma taxa de
15% existe uma diminuição à resistência à compressão e à flexão, de aproximadamente 40 e
21% e aos 90 dias de 46 e 38%, respectivamente. Esta tendência é atribuída a
heterogeneidades microestruturais das argamassas, verificando-se nas argamassas com
agregados de borracha um espaço vazio entre os agregados e a matriz de cimento.

Capítulo 5 – Conclusões e desenvolvimentos futuros
118
Quadro 5.1 – Resultados dos ensaios realizados na campanha experimental
No que concerne à absorção de água por capilaridade, conclui-se que esta propriedade
apresenta valores muito semelhantes nos diferentes tipos de argamassas estudadas. Estes
resultados podem ser explicados pelo facto de a incorporação de borracha provocar um
aumento do teor de ar incorporado, compensando assim, uma pior compactação devida à
diminuição do peso próprio das argamassas. Desta forma, estes dois efeitos contraditórios
equilibram-se originando valores idênticos nas diferentes argamassas.
Em relação ao ensaio de variação dimensional, observa-se que, as argamassas com
incorporação de agregados de borracha apresentam valores de retracção significativamente
maiores. No caso da argamassa com agregados de borracha obtidos pelo processo mecânico,
tem-se um aumento de 58% enquanto que na argamassa de agregados criogénicos esse
aumento é de 39%. Estes resultados eram expectáveis pois nestes materiais compósitos ocorre
uma redução da restrição interna devida à diminuição do módulo de elasticidade. Este
aumento da retracção poderá não originar aumento da susceptibilidade à fissuração devido à
maior deformabilidade da argamassa.
Ensaios Percentagem de substituição
0% 5% M 10% M 15% M 15% C
Massa volúmica (estado fresco) (kg/m3) 1942
1861 (-4%)
1802 (-7%)
1748 (-10%)
1782 (-8%)
Massa volúmica aos 28 dias (estado endurecido) (kg/m
3)
1758,49 1681,75
(-4%) 1627,19
(-7%) 1584,22 (-10%)
1605,71 (-9%)
Massa volúmica aos 90 dias (estado endurecido) (kg/m
3)
1781,98 1695,55
(-5%) 1642,96
(-8%) 1584,44 (-11%)
1626,13 (-9%)
Resistência à flexão aos 28 dias (MPa) 1,26 1,11
(-12%) 1,19 (-5%)
0,99 (-21%)
1,22 (-3%)
Resistência à flexão aos 90 dias(MPa) 1,68 1,11
(-34%) 1,36
(-19%) 1,04
(-38%) 1,21
(-28%)
Resistência à compressão aos 28 dias (MPa) 4,22 3,84 (-9%)
2,73 (-35%)
2,52 (-40%)
3,09 (-27%)
Resistência à compressão aos 90 dias (MPa) 4,94 3,81
(-23%) 3,1
(-37%) 2,67
(-46%) 2,57
(-48%)
Coeficiente de capilaridade (kg/m2min
0,5) 1,070
0,97 (-9%)
1,14 (+7%)
1,03 (-4%)
0,94 (-12%)
Variação dimensional (retracção) (%) -0,0429 - - -0,0679 (+58%)
-0,0596 (+39%)
Aderência ao suporte (MPa) 0,510 - - 0,34
(-33%) 0,42
(-18%)
Módulo de elasticidade aos 28 dias (GPa) 7,97 7,03
(-12%) 5,72
(-28%) 5,44
(-32%) 5,76
(-28%)
Módulo de elasticidade aos 90 dias (GPa) 8,48 6,77
(-20%) 5,69
(-33%) 4,79
(-44%) 5,47
(-35%) Permeabilidade ao vapor de água
(ng/(m.s.Pa)) 7,46 - -
11,01 (+44%)
10,01 (+34%)
Retracção restringida e resistência à tracção Forte - - Forte Forte Aderência ao suporte (MPa)
(após envelhecimento) 0,66 - - 0,66 0,70
Permeabilidade à água líquida (após envelhecimento)
0,53 - - 0,32
(-40%) 0,84
(+58%)
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
119
No caso do ensaio de aderência ao suporte, verifica-se também uma diminuição das
características desta propriedade com a incorporação de borracha. Verifica-se que as
argamassas de borracha, obtidas através de agregados mecânicos e criogénicos, apresentam
diminuições de 33 e 18%, respectivamente. Estes resultados justificam-se pelas
heterogeneidades microestruturais das argamassas com borracha, especialmente na zona de
transição interfacial. Por outro lado, parece existir uma tendência para um aumento dos
valores da aderência das argamassas com agregado de borracha após exposição às acções
climáticas, aproximando-os dos da argamassa de referência. Assim, esta desvantagem inicial
pode ser anulada com a idade.
No que respeita ao módulo de elasticidade, conclui-se que este diminui linearmente com a
incorporação de borracha. Esta tendência é justificada pela maior deformabilidade dos
agregados e também pelo aumento da estrutura porosa e pela maior incorporação de ar das
argamassas com agregados de borracha. Além disto, constata-se que o módulo de elasticidade
não varia significativamente para os diferentes tipos de borracha.
Relativamente à permeabilidade ao vapor de água, que é a propriedade que possibilita às
argamassas terem a capacidade de expulsar, por secagem, a água que resulta de infiltrações,
evitando a humidade de condensação no interior de edifícios, conclui-se que as argamassas
com incorporação de agregados de borracha apresentam um desempenho claramente melhor
relativamente à argamassa de referência. Assim, obtiveram-se aumentos nesta propriedade
para as argamassas de origem mecânica e de origem criogénica de 44 e 34%, respectivamente.
No que concerne ao ensaio de resistência ao choque, conclui-se que, quanto maior a taxa de
incorporação de agregados, maior o diâmetro da mossa, a profundidade da mossa, a altura de
queda de massa a que a argamassa conseguia resistir sem fissurar e menor a largura da fissura.
Ou seja, verifica-se uma maior capacidade da argamassa absorver a energia de choque, o que
representa um melhor desempenho ao choque, uma vez que a deformabilidade se mantém
dentro de valores moderados.
No caso do ensaio de retracção restringida, verifica-se que a incorporação de borracha não se
traduziu num melhor comportamento face à susceptibilidade à fendilhação. No entanto, os
valores obtidos devem ser encarados com alguma reserva devido a problemas ocorridos na
realização do ensaio.
Em relação ao ensaio de permeabilidade à água líquida (após envelhecimento), verifica-se que
o coeficiente de absorção da argamassa criogénica e da argamassa de referência apresenta
valores muito superiores (na ordem dos 160 e 63%, respectivamente) relativamente ao da
argamassa mecânica. Estes resultados justificam-se pelo facto de estes dois tipos de
argamassas terem sido mais sensíveis aos ciclos climáticos, apresentando maior porosidade
devido à acção dos ciclos gelo / degelo.
No que respeita ao ensaio de aderência ao suporte (após envelhecimento), conclui-se que a
aderência aumentou significativamente nos provetes que foram sujeitos ao envelhecimento
acelerado. As argamassas com borracha após o envelhecimento apresentaram valores de
Capítulo 5 – Conclusões e desenvolvimentos futuros
120
aderência idênticos à argamassa de referência, contrariamente ao verificado no ensaio de
aderência simples em que esta propriedade diminui com a substituição de agregados naturais
por agregados de borracha. O aumento de aderência com o envelhecimento poderá estar
relacionado com o aumento da hidratação do cimento que incrementou a coesão da
argamassa e originou o desenvolvimento de cristais no interior dos poros do suporte que
melhoram a ligação. É também possível que os ciclos tenham alterado os agregados de
borracha, promovendo uma melhor ligação destes à matriz cimentícia.
Concluindo, apenas nas propriedades de resistência à flexão, resistência à compressão e
retracção é que se verifica perdas de qualidade nas argamassas com agregados de borracha
relativamente à argamassa de referência. Contudo, estas baixas de resistência pouco
interessam aquando da sua utilização como argamassas não-estruturais, nomeadamente em
revestimentos de paredes. Utilizando a classificação de classes de resistência para argamassas
pré-doseadas de reboco presente na norma EN 998-1:2010, verifica-se que todas as
argamassas estudadas pertencem à classe de compressão CS-II, o que se adequa
perfeitamente para situações, em que, a resistência não é uma prioridade. No que respeita à
retracção, os aumentos verificados nesta propriedade poderão não originar acréscimos de
susceptibilidade à fissuração devido à maior deformabilidade da argamassa. Além disto,
existem propriedades que registam um desempenho francamente melhor quando se
incorpora agregados de borracha, como é o caso da permeabilidade ao vapor de água cujo
desempenho é essencial para que as argamassas possam cumprir adequadamente as suas
funções, do módulo de elasticidade que através da sua redução confere maior
deformabilidade à argamassa e por fim, da resistência ao choque, em que se verifica uma
maior capacidade da argamassa absorver a energia de choque.
Com a dissertação, concluiu-se ainda não existirem diferenças significativas entre os agregados
de borracha obtidos pelo processo criogénico e os obtidos pelo processo mecânico. No
entanto, os agregados criogénicos apresentaram na generalidade resultados ligeiramente
superiores, com excepção do ensaio de envelhecimento acelerado.
5.3 Propostas de desenvolvimentos futuros
O estudo desenvolvido nesta investigação permitiu efectuar uma análise sobre o desempenho
de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de
pneus. Assim, foi possível obter-se um conjunto alargado de conhecimentos sobre o assunto,
considerando-se no entanto importante que no futuro se desenvolvam os seguintes temas:
avaliação do desempenho de argamassas com incorporação de agregados de borracha
submetidos a tratamentos com diferentes tipos de soluções, nomeadamente soluções
de iões cloreto e de hidróxido de cálcio.
avaliação da influência da adição de polímeros em argamassas com agregados de
borracha;

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
121
análise da microestrutura das argamassas com incorporação de agregados de
borracha, com o intuito de se conhecer a zona de transição interfacial entre os
agregados de borracha e a matriz de cimento;
avaliação do isolamento térmico e acústico em argamassas com incorporação de
agregados de borracha;
análise mais aprofundada do comportamento à fissuração de argamassas com
agregados de borracha.

Capítulo 5 – Conclusões e desenvolvimentos futuros
122
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
123
Referências bibliográficas
Livros, teses e artigos
Alvarez, José; Sequeira, Cristina; Costa, Marta; “Ensinamentos a retirar do passado histórico
das argamassas”, 1º Congresso Nacional de Argamassas de Construção da APFAC, Lisboa,
Novembro de 2005, CD-ROM;
Barlow, Fred.; “Rubber compounding – Principles, methods and technics”, Marcel Dekker,
1988;
Bauer, L.A.; “Materiais de Construção 1”, LTC – Livros Técnicos e Científicos Editora, SA, 1994;
Bayer, R; Lutz, H; “Dry mortars – Ullmann´s Encyclopedia of Industrial Chemistry”, Wiley – VCH,
Alemanha, 2003;
Braga, Mariana; “Desempenho de argamassas com agregados finos provenientes da trituração
do betão”, Dissertação de Mestrado Integrado em Engenharia Civil, Instituto Superior Técnico,
Lisboa, Novembro de 2010;
Bravo, Miguel; “Desempenho em termos de durabilidade de betões com incorporação de
agregados provenientes da trituração de borracha de pneus usados”, Dissertação de Mestrado
Integrado em Engenharia Civil, Instituto Superior Técnico, Lisboa, Dezembro de 2009;
Cairns, R.; Kenny, M.; Kew, H.; “The use of recycled rubber tyres in concrete construction”,
University of Strathclyde, 2004;
Collins, R.J.; Ciesielski, S.K.; “Recycling and use of waste materials and by-products in highway
construction”, Synthesis of highway practice 199, TRB, National Research Council, Washington
DC, 1994;
Correia, S.L.; Partala, T.; Loch, F.C.; Segadães, A.M; “Factorial design used to model the
compressive strength of mortars containing recycled rubber”, Composite Structures 92(9),
2047-2051, 2010;
Coutinho, A. de Sousa; “Fabrico e propriedades do betão”, Volume I e II, LNEC, Lisboa, 1988;
Coran, A.Y.; “Vulcanization, science and technology of rubber”, Academic Press, New York,
1994;
Crawford, R. J.; “Plastics and rubbers engineering design and applications”, Mechanical
Engineering Publications, London, 1985;
Referências bibliográficas
124
Domone, P.L; “Construction materials – Their nature and behaviour”, Part 3 – Concrete, E & FN
SPON, 2nd edition, England, 1994;
Duarte, Carlos; “Argamassas, ano 10000”, Revista Pedra & Cal, Lisboa, 2007;
Edmeades, Rodney M.; Hewlett, Peter C.; “Lea´s chemistry of cement and concrete”, Chap. 15
– Cement Admixtures, 4th edition, Butterworth Heinemann, England, 1998;
Eldin, N.; Senouci, A.B.; “Rubber-tire particles as concrete aggregate”, Journal of Materials in
Civil Engineering 5 (4), 478–496, 1993;
Fattuhi, N.; Clark, L.; “Cement-based materials containingshredded scrap truck tire rubber”,
Construction and Building Materials 10 (4), 478–496, 1996;
Hofman, W.; “Rubber Technology Handbook”, Hanser Publishers, München, 1989;
Johnstone, N.;, de Tilly, S.; “Improving recycling markets”, Working Group on Waste Prevention
and Recycling, Environment Directorate, Environment Policy Committee, Organização para a
Cooperação e Desenvolvimento Económico, 2005;
Khatib, Z.K.; Bayomy, F.M.; “Rubberized portland cement concrete”, Journal of Materials in
Civil Engineering 11 (3), 206–213, 1999;
Leonhardt, F.; Monnig, E.; “Construções de concreto”, Volume 1, Editora Interciência, Rio de
Janeiro, Brasil, 1997;
Klingensmith, W.; Jenkins, F.; Klamp, W.; Fath, M.; “Rubber compounding”, Encyclopedia of
Chemical Technology, 4th edition, 21, 481-61, John Wiley and Sons, New York, 1995;
Li, G.; Stubblefield, M.A.; Garrick, G.; Eggers, J.; Abadie, C.; Huang, B.; “Development of waste
tire modified concrete”, Cement Concrete Research 34 (12), 2283–2289, 2004;
Malaysian rubber producer's association; “The natural rubber formulary and property index”,
luton limited, 1984;
Manual for the rubber industry, Development Section, Leverkusen, Bayer AG, 1993;
Morton M.; “Rubber technology”, 2nd edition, Van Nostrand Reinhold, New York, 1989;
Nagdi; Khairi; “Manualle della gomma”, Tecniche Nuove, 1987;
Nehdi, M.; Khan, A.; “Cementitious composites containing recycled tire rubber: an overview of
engineering properties and potential applications”, Cement, Concrete and Aggregates Journal
23(1), 3–10, 2001;

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
125
Neno, NENO J.F.; “Desempenho de argamassas com incorporação de agregados finos
provenientes da trituração do betão”, Dissertação de Mestrado Integrado em Engenharia Civil,
Instituto Superior Técnico, Lisboa, Dezembro de 2010;
Pinto, Ana P. F.; Gomes, Augusto; Pinto, Bessa; “Argamassas”, Materiais de Construção I -
2006/2007, Volume 4, Instituto Superior Técnico, Lisboa, 2006;
Reschner, K.; “Scrap tire recycling. A summary of prevalent disposal and recycling methods”,
EnTire-Engineering, 2008;
Resende, M.; “Patologia dos revestimentos de argamassa”, Tecnologia de produção de
revestimentos, Departamento de Engenharia de Construção Civil, Escola Politécnica da
Universidade de São Paulo, Maio de 2001;
Ribeiro, L.; Lopes, R. “Argamassas entre romanos”, Revista Arte & Construção - Especial
Reabilitação 212, 32 – 37, 2008;
Segre, N.; Joekes, I.; “Use of tire rubber particles as addition to cement paste”, Cement
Concrete Research 30 (9), 1421–1425, 2000;
Shulman, V. L.; “Tyre recycling”, European Tyre Recycling Association, Edição de RAPRA
Technology Ltd, Shropshire UK, 2004;
Silva, João R.M.C.; “Incorporação de resíduos de barro vermelho em argamassas cimentícias”,
Dissertação de Mestrado em Construção, Instituto Superior Técnico, Lisboa, Janeiro de 2006;
Simm, J.D.; “Sustainable re-use of tyres in port, coastal and river engineering - Guidance for
planning, implementation and maintenance”, Wallingford Limited, 2005;
Specht, Luciano Pivoto; “Avaliação de misturas asfálticas com incorporação de borracha
reciclada de pneus”, Tese de Doutoramento em Engenharia Civil, Universidade Federal do Rio
Grande do Sul, Porto Alegre, 2004;
Sukontasukkul, P.; Chaikaew, C.; “Properties of concrete pedestrian block mixed with crumb
rubber”, Construction and Building Materials 20 (7), 450–457, 2006;
Turatsinze, A.; Bonnet, S.; Granju, J.L.; “Mechanical characterisation of cement-based mortar
incorporating rubber aggregates from recycled worn tyres”, Building and Environment 40(2),
221–226, 2005;
Turatsinze, A.; Bonnet, S.; Granju, J.L.; “Potential of rubber aggregates to modify properties of
cement based-mortars: improvement in cracking shrinkage resistance”, Construction and
Building Materials 21 (1), 176–181, 2007;

Referências bibliográficas
126
Turki, M.; Bretagne, E.; Rouis, M.J.; Quéneudec, M.; “Microstructure, physical and mechanical
properties of mortar–rubber aggregates mixtures”, Construction and Building Materials 23(7),
2715-2722, 2009;
Uygunoğlu, T.; Topçu, I.B.; “The role of scrap rubber particles on the drying shrinkage and
mechanical properties of self-consolidating mortars”, Construction and Building Materials
24(7), 1141-1150, 2009;
Valadares, F.V.S; “Desempenho mecânico de betões estruturais com granulado de borracha
proveniente de pneus usados”, Dissertação Mestrado Integrado em Engenharia Civil, Instituto
Superior Técnico, Lisboa, Novembro de 2009;
Veiga, M. Rosário; “Comportamento de argamassas de revestimento de paredes. Contribuição
para o estudo da sua resistência à fendilhação”, Tese de Doutoramento em Engenharia Civil,
Faculdade de Engenharia da Universidade do Porto, Porto, Maio de 1997;
Veiga, M. Rosário; “Comportamento à fendilhação de rebocos: avaliação e melhoria”,
Cadernos de Edifícios n.º 3, 2004;
Veiga, M. Rosário; “Rules for awarding application documents to cement-based mineral
binders ready-mixed claddings for walls” (in Portuguese), Report 427/05 - NRI, LNEC, Lisbon,
2005;
Veiga, M. Rosário; “Comportamento de rebocos para edifícios antigos: Exigências gerais e
requisitos específicos para edifícios antigos”, Seminário “Sais solúveis em argamassas de
edifícios antigos”, Lisboa, LNEC, Fevereiro de 2005a;
Veiga, M. Rosário; “Comportamento de revestimentos de fachadas com base em ligante
mineral”, 1º Congresso Nacional de Argamassas de Construção, APFAC, Lisboa 24 e 25 de
Novembro de 2005b, CD-Rom;;
Veiga, M. Rosário; “Patologia de argamassas de alvenaria”, 3º Encontro sobre Patologia e
Reabilitação de edifícios, PATORREB 2009, Porto, Março de 2009;
Veiga, M. Rosário; Velosa, A.L; Tavares, M.; “A cor das argamassas”, Construção Magazine, nº
25, 2008;
Normas / Especificações de ensaio
.
ASTM C 596 – 07, American Society for Testing and Materials (2007), “Standard test method for drying shrinkage of mortar containing hydraulic cement”;

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
127
CAHIER 26694, Centre Scientifique et Technique du Bâtiment (1993), “Certification CSTB des
enduits monocouche d´imperméabilisation. Modalitésd´essais”, Paris;
EN 998-1, European Standard (2010), “Specification for mortar for masonry - Part 1: Rendering
and plastering mortar”, European Committee for Standardization (CEN);
EN 998-2, European Standard (2010), “Specification for mortar for masonry - Part 2: Mansory
mortar”, European Committee for Standardization (CEN);
EN 1015-2, European Standard (1998), “Methods of test for mortar for masonry - Part 2: Bulk
sampling of mortars and preparation of test mortars”, European Committee for
Standardization (CEN);
EN 1015-3, European Standard (1999), “Methods of test for mortar for masonry - Part 3:
Determination of consistence of fresh mortar (by flow table)”, European Committee for
Standardization (CEN);
EN 1015-4, European Standard (1998), “Methods of test for mortar for masonry - Part 4:
Determination of consistence of fresh mortar (by plunger penetration)”, European Committee
for Standardization (CEN);
EN 1015-6, European Standard (1998), “Methods of test for mortar for masonry - Part 6:
Determination of bulk density of fresh mortar”, European Committee for Standardization
(CEN);
prEN 1015-8, European Standard (1998), “Methods of test for mortar for masonry - Part 8:
Determination of water retentivity of fresh mortar”, European Committee for Standardization
(CEN);
EN 1015-10, European Standard (1999), “Methods of test for mortar for masonry - Part 10:
Determination of dry bulk density of hardened mortar”, European Committee for
Standardization (CEN);
EN 1015-11, European Standard (1999), “Methods of test for mortar for masonry - Part 11:
Determination of flexural and compressive strength of hardened mortar”, European
Committee for Standardization (CEN);
EN 1015-12, European Standard (2000), “Methods of test for mortar for masonry - Part 12:
Determination of adhesive strength of hardened rendering and plastering mortars on
substrates”, European Committee for Standardization (CEN);
EN 1015-18, European Standard (2002), “Methods of test for mortar for masonry - Part 18:
Determination of water absorption coefficient due to capillary action of hardened mortar”,
European Committee for Standardization (CEN);
Referências bibliográficas
128
EN 1015-19, European Standard (1998), “Methods of test for mortar for masonry - Part 19:
Determination of water vapour permeability of hardened rendering and plastering mortars”,
European Committee for Standardization (CEN);
EN 1015-21, European Standard (2002), “Methods of test for mortar for masonry - Part 21: Determination of the compatibility of one-coat rendering mortars with substrates”, European Committee for Standardization (CEN); FE Pa 37, Ficha de ensaio (1998), “Ensaio de susceptibilidade à fendilhação - revestimentos de
ligantes minerais para paredes”, Laboratório Nacional de Engenharia Civil (LNEC), Lisboa;
NF B 10-511, Norme Française Homologué (1975), “Mesure du module d´élasticité
dynamique”, Association Française de Normalisation (AFNOR);
NP EN 933-1, Norma Portuguesa Homologada (2000), “Ensaios das propriedades geométricas dos agregados – Parte 1: Análise granulométrica. Método de peneiração”;
TS EN 196-1, Turkish Standards (2002), “Methods of testing cement - Part 1: Determination of strength”;
Sites
http://www.dnr.state.oh.us/Default.aspx?alias=www.dnr.state.oh.us/recycling /facts/tires/,
(2005), consultado pela última vez a 2010-10-07;
http://www.apfac.pt/monografias/Monografia%20Rebocos%20e%20Monomassas%20v1Mai0
8.pdf , consultado pela última vez a 2010-10-10;
http://www.biosafe.pt, consultado pela última vez a 01/11/10;
http://www.recipneu.com, consultado pela última vez a 01/11/10;
http://www.valorpneu.pt, consultado pela última vez a 01/11/10;
http://www.weber.com.pt/, consultado pela última vez a 01/11/10;
http://www. infopedia.pt, consultado pela última vez a 06/01/11;
http://revista.fapemig.br/10/pneus.html, consultado pela última vez a 08/01/11;
http://www.braziltires.com.br/tudosobrepneus/pneus.html#corte, consultado pela última vez
a 12/02/11;

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-1
ANEXOS – Resultados individuais da campanha experimental
Análise granulométrica
Granulometria parcial – areia
Abertura do peneiro (mm) Granulometria da areia (%)
# > 4,75 0,4
2,36 < # < 4,75 2,1
1,18 < # < 2,36 9,8
0,60 < # < 1,18 39,2
0,30 < # < 0,60 40,5
0,15 < # < 0,30 7,4
# < 0,150 0,6
Granulometria acumulada – areia
Abertura do peneiro (mm) Granulometria da areia (%)
# > 4,75 0,4
2,36 < # < 4,75 2,5
1,18 < # < 2,36 12,3
0,60 < # < 1,18 51,5
0,30 < # < 0,60 92,0
0,15 < # < 0,30 99,4
# < 0,150 100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
Refugo 0,15 0,3 0,6 1,18 2,36 4,75
% d
e m
ate
rial
acu
mu
lad
o p
assa
do
(%)
Abertura do peneiro (mm)

ANEXOS – Resultados individuais da campanha experimental
A-2
Granulometria parcial – utilizada nas substituições
Abertura do peneiro (mm) Granulometria da areia (%)
# > 2,0 3,3
1,0 < # < 2,0 15,9
0,50 < # < 1,0 48,6
0,25 < # < 0,50 27,6
0,15 < # < 0,25 3,8
# < 0,150 0,8
Granulometria acumulada – utilizada nas substituições
Abertura do peneiro (mm) Granulometria da areia (%)
# > 2,0 3,3
1,0 < # < 2,0 19,2
0,50 < # < 1,0 67,8
0,25 < # < 0,50 95,4
0,15 < # < 0,25 99,2
# < 0,150 100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
Refugo 0,15 0,25 0,5 1 2
% d
e m
ate
rial
acu
mu
lad
o p
assa
do
(%)
Abertura do peneiro (mm)
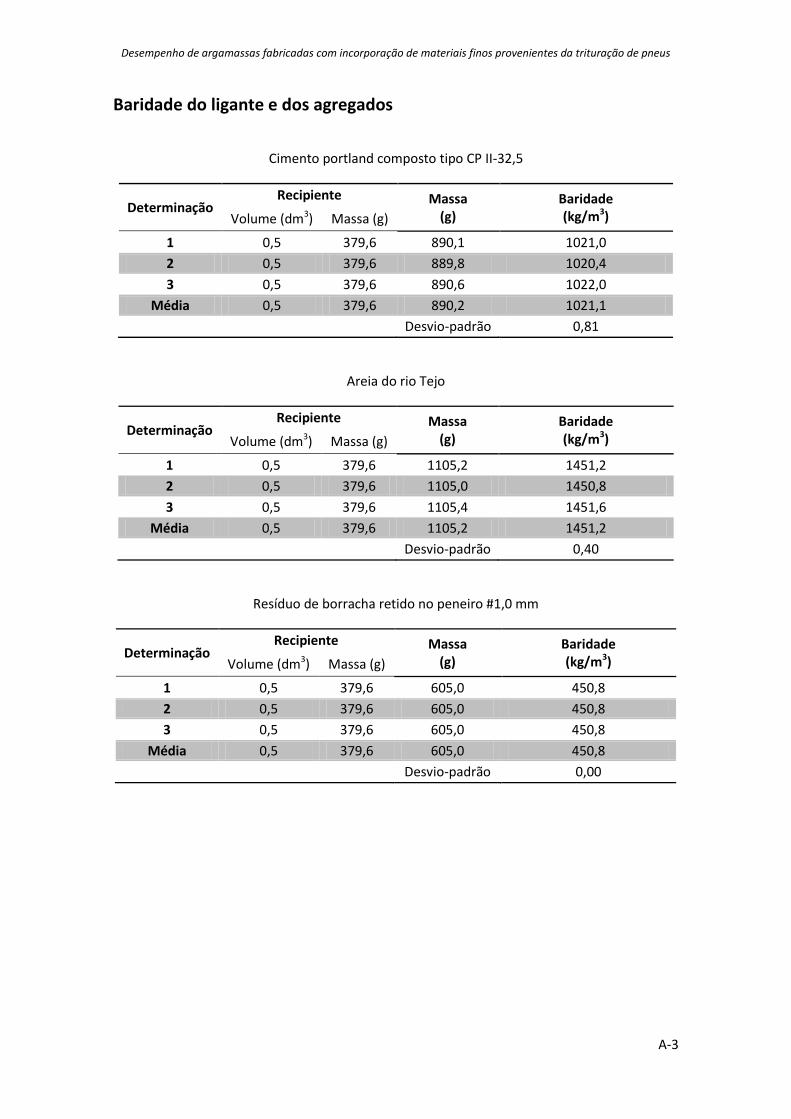
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-3
Baridade do ligante e dos agregados
Cimento portland composto tipo CP II-32,5
Determinação Recipiente Massa
(g) Baridade (kg/m3) Volume (dm3) Massa (g)
1 0,5 379,6 890,1 1021,0
2 0,5 379,6 889,8 1020,4
3 0,5 379,6 890,6 1022,0
Média 0,5 379,6 890,2 1021,1
Desvio-padrão 0,81
Areia do rio Tejo
Determinação Recipiente Massa
(g) Baridade (kg/m3) Volume (dm3) Massa (g)
1 0,5 379,6 1105,2 1451,2
2 0,5 379,6 1105,0 1450,8
3 0,5 379,6 1105,4 1451,6
Média 0,5 379,6 1105,2 1451,2
Desvio-padrão 0,40
Resíduo de borracha retido no peneiro #1,0 mm
Determinação Recipiente Massa
(g) Baridade (kg/m3) Volume (dm3) Massa (g)
1 0,5 379,6 605,0 450,8
2 0,5 379,6 605,0 450,8
3 0,5 379,6 605,0 450,8
Média 0,5 379,6 605,0 450,8
Desvio-padrão 0,00
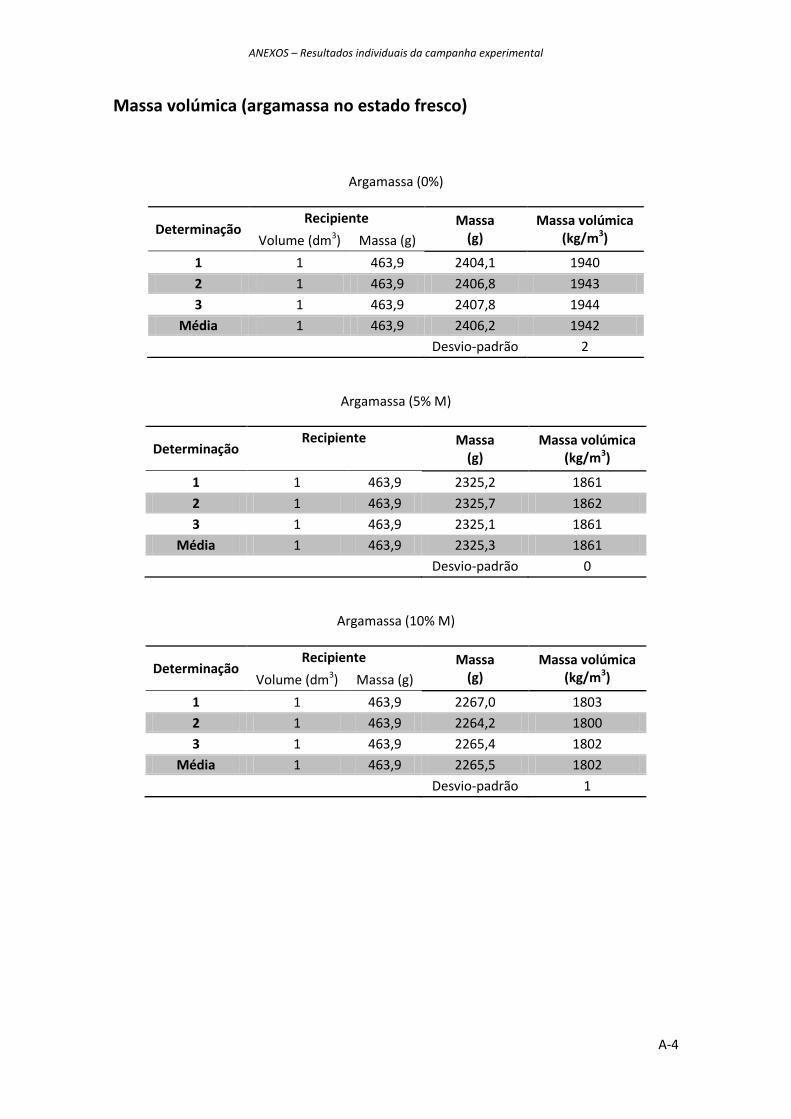
ANEXOS – Resultados individuais da campanha experimental
A-4
Massa volúmica (argamassa no estado fresco)
Argamassa (0%)
Determinação Recipiente Massa
(g) Massa volúmica
(kg/m3) Volume (dm3) Massa (g)
1 1 463,9 2404,1 1940
2 1 463,9 2406,8 1943
3 1 463,9 2407,8 1944
Média 1 463,9 2406,2 1942
Desvio-padrão 2
Argamassa (5% M)
Determinação Recipiente Massa
(g) Massa volúmica
(kg/m3) Volume (dm3) Massa (g)
1 1 463,9 2325,2 1861
2 1 463,9 2325,7 1862
3 1 463,9 2325,1 1861
Média 1 463,9 2325,3 1861
Desvio-padrão 0
Argamassa (10% M)
Determinação Recipiente Massa
(g) Massa volúmica
(kg/m3) Volume (dm3) Massa (g)
1 1 463,9 2267,0 1803
2 1 463,9 2264,2 1800
3 1 463,9 2265,4 1802
Média 1 463,9 2265,5 1802
Desvio-padrão 1
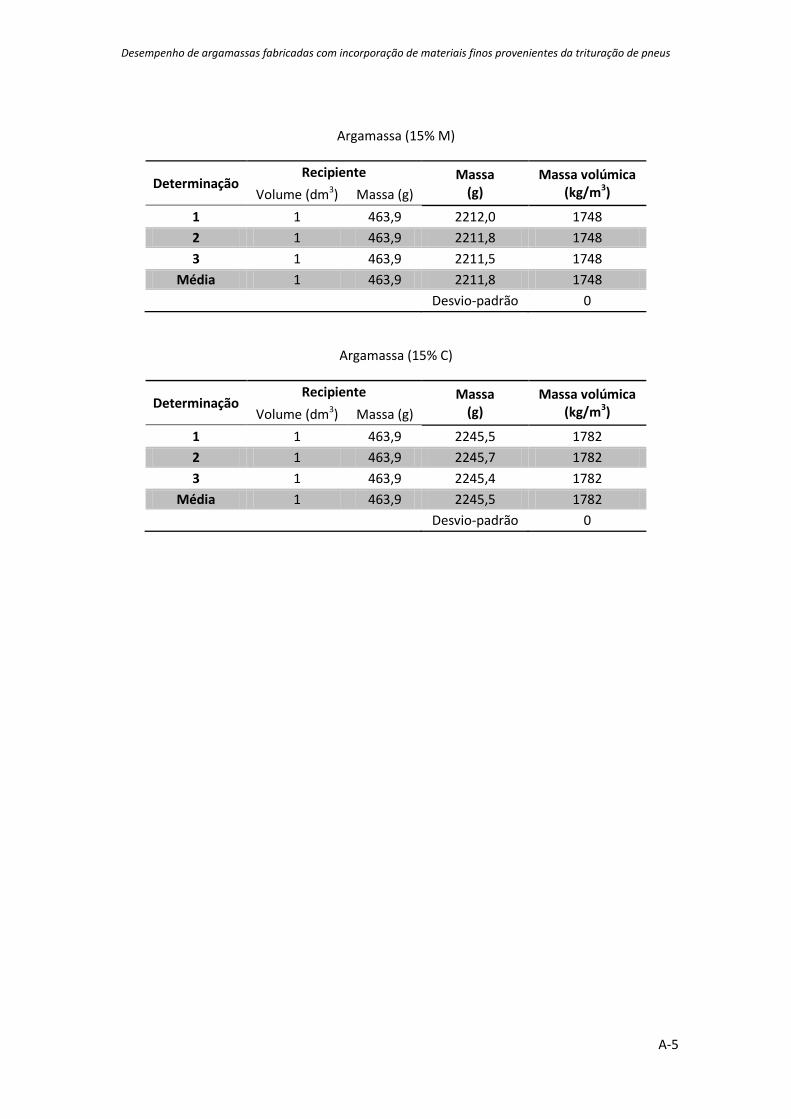
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-5
Argamassa (15% M)
Determinação Recipiente Massa
(g) Massa volúmica
(kg/m3) Volume (dm3) Massa (g)
1 1 463,9 2212,0 1748
2 1 463,9 2211,8 1748
3 1 463,9 2211,5 1748
Média 1 463,9 2211,8 1748
Desvio-padrão 0
Argamassa (15% C)
Determinação Recipiente Massa
(g) Massa volúmica
(kg/m3) Volume (dm3) Massa (g)
1 1 463,9 2245,5 1782
2 1 463,9 2245,7 1782
3 1 463,9 2245,4 1782
Média 1 463,9 2245,5 1782
Desvio-padrão 0

ANEXOS – Resultados individuais da campanha experimental
A-6
Massa volúmica das argamassas no estado endurecido
Aos 28 dias
Provete Idade (dias)
Dimensões (mm) Massa (g)
Massa volúmica (kg/m3)
Média (kg/m3)
Desvio-padrão (kg/m3) Comprimento Largura Altura
0%-1 28 159,95 39,94 39,54 447,65 1772,34
1758,49 13,63 0%-2 28 160,13 39,97 39,58 445,36 1758,04
0%-3 28 160,03 39,92 39,50 440,36 1745,09
5% M-1 35 160,12 40,01 38,88 419,14 1682,60
1681,75 7,55 5% M-2 35 160,06 40,02 38,83 420,10 1688,84
5% M-3 35 159,86 40,28 39,19 422,39 1673,82
10% M-1 28 160,05 40,10 39,37 409,01 1618,71
1627,19 19,47 10% M-2 28 160,08 40,15 39,14 415,01 1649,46
10% M-3 28 159,97 40,08 39,56 409,26 1613,39
15% M-1 28 160,00 40,08 39,68 405,25 1592,46
1584,22 14,76 15% M-2 28 159,99 40,11 39,09 399,64 1593,02
15% M-3 28 159,96 40,13 39,40 396,30 1567,18
15% C-1 28 160,26 40,02 39,66 407,17 1600,84
1605,71 4,71 15% C-2 28 160,19 40,04 39,55 408,50 1610,23
15% C-3 28 160,09 40,00 39,73 408,58 1606,06
Aos 90 dias
Provete Idade (dias)
Dimensões (mm) Massa (g)
Massa volúmica (kg/m3)
Média (kg/m3)
Desvio-padrão (kg/m3) Comprimento Largura Altura
0%-1 90 160,02 40,05 38,71 444,54 1792,04
1781,98 10,13 0%-2 90 160,02 40,09 39,56 449,73 1771,79
0%-3 90 159,96 40,09 39,04 446,16 1782,10
5% M-1 90 159,85 40,01 39,69 429,68 1692,71
1695,55 6,76 5% M-2 90 160,02 39,96 39,38 428,90 1703,26
5% M-3 90 159,96 40,09 39,04 423,27 1690,67
10% M-1 90 159,99 40,03 38,90 407,80 1637,03
1642,96 8,38 10% M-2 90 159,98 39,88 38,78 407,96 1648,88
10% M-3 90 - - - - -
15% M-1 90 159,90 40,02 39,70 400,71 1577,17
1584,44 8,34 15% M-2 90 160,06 40,01 39,16 399,63 1593,55
15% M-3 90 160,01 40,03 39,09 396,25 1582,60
15% C-1 90 160,02 40,00 39,18 408,30 1628,10
1626,13 5,32 15% C-2 90 159,99 40,00 39,16 408,50 1630,17
15% C-3 90 160,00 40,15 39,26 408,60 1620,11

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-7
Ensaio de tracção por flexão
Aos 28 dias
Provete Idade (dias)
Força (N)
Tracção (MPa)
Média (N)
Média (MPa)
Desvio-padrão (N)
Desvio-padrão (MPa)
0%-1 28 696,00 1,34
656,33 1,26 104,32 0,20 0%-2 28 735,00 1,41
0%-3 28 538,00 1,04
5% M-1 28 574,00 1,14
562,33 1,11 11,06 0,03 5% M-2 28 552,00 1,10
5% M-3 28 561,00 1,09
10% M-1 28 622,00 1,20
616,33 1,19 133,59 0,27 10% M-2 28 747,00 1,46
10% M-3 28 480,00 0,92
15% M-1 28 525,00 1,00
515,00 0,99 14,00 0,01 15% M-2 28 499,00 0,98
15% M-3 28 521,00 1,00
15% C-1 28 588,00 1,12
639,00 1,22 44,31 0,09 15% C-2 28 668,00 1,28
15% C-3 28 661,00 1,26
Aos 90 dias
Provete Idade (dias)
Força (N)
Tracção (MPa)
Média (N)
Média (MPa)
Desvio-padrão (N)
Desvio-padrão (MPa)
0%-1 90 765,00 1,53
860,33 1,68 102,06 0,16 0%-2 90 968,00 1,85
0%-3 90 848,00 1,67
5% M-1 90 555,00 1,06
571,67 1,11 46,31 0,09 5% M-2 90 624,00 1,21
5% M-3 90 536,00 1,05
10% M-1 90 620,00 1,23
651,50 1,30 44,55 0,10 10% M-2 90 683,00 1,37
10% M-3 90 - -
15% M-1 90 571,00 1,09
538,00 1,04 56,29 0,10 15% M-2 90 570,00 1,11
15% M-3 90 473,00 0,93
15% C-1 90 553,00 1,08
618,33 1,21 57,84 0,11 15% C-2 90 663,00 1,30
15% C-3 90 639,00 1,24

ANEXOS – Resultados individuais da campanha experimental
A-8
Ensaio de compressão
Aos 28 dias
Provete Idade (dias)
Força (N) Tensão (MPa) Média
(N) Média (MPa)
Desvio- padrão
(N)
Desvio- padrão (MPa)
Metade esquerda
Metade direita
Metade esquerda
Metade direita
0%-1 28 6987,00 7433,00 4,37 4,65
6750,83 4,22 661,34 0,41 0%-2 28 5577,00 6987,00 3,49 4,37
0%-3 28 7101,00 6420,00 4,44 4,01
5% M-1 28 5755,00 5479,00 3,60 3,42
6140,50 3,84 513,77 0,32 5% M-2 28 5854,00 6783,00 3,66 4,24
5% M-3 28 6486,00 6486,00 4,05 4,05
10% M-1 28 4403,00 4701,00 2,75 2,94
4369,83 2,73 766,75 0,48 10% M-2 28 3449,00 5445,00 2,16 3,40
10% M-3 28 4698,00 3523,00 2,94 2,20
15% M-1 28 5106,00 3112,00 3,19 1,95
4039,83 2,52 1040,43 0,65 15% M-2 28 4972,00 2947,00 3,11 1,84
15% M-3 28 3229,00 4873,00 2,02 3,05
15% C-1 28 4846,00 5174,00 3,03 3,23
4945,00 3,09 272,07 0,17 15% C-2 28 5007,00 4659,00 3,13 2,91
15% C-3 28 4662,00 5322,00 2,91 3,33
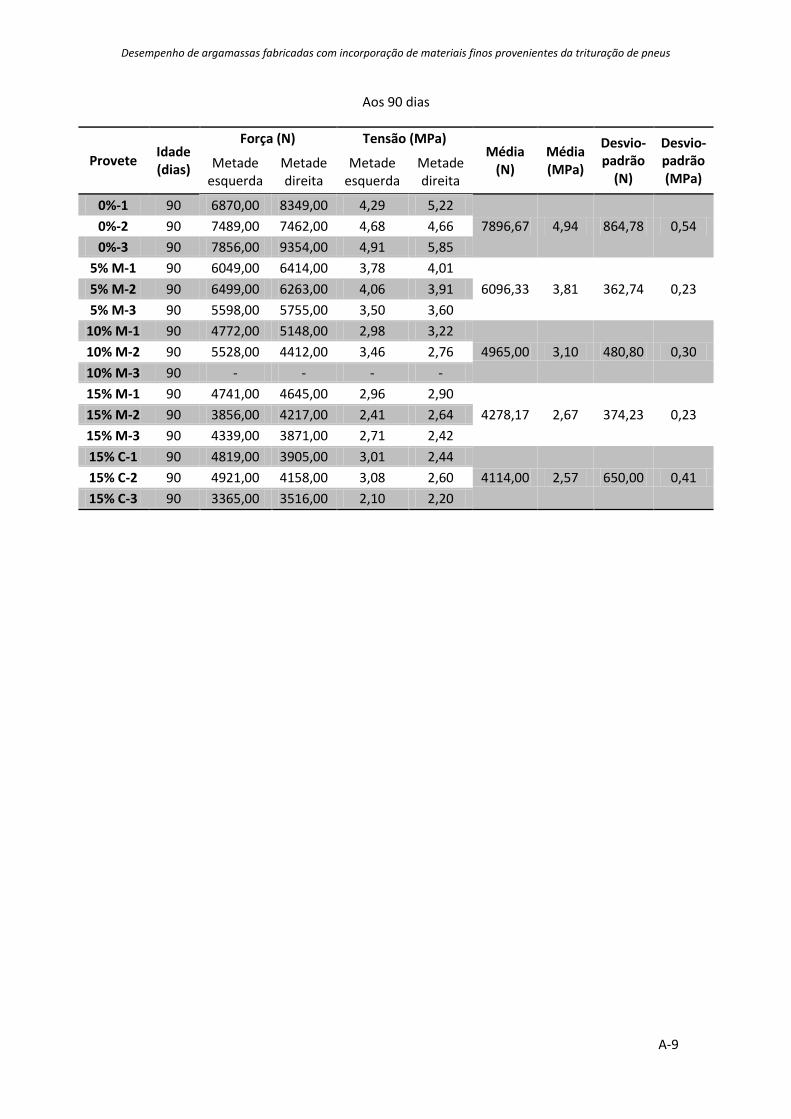
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-9
Aos 90 dias
Provete Idade (dias)
Força (N) Tensão (MPa) Média
(N) Média (MPa)
Desvio- padrão
(N)
Desvio- padrão (MPa)
Metade esquerda
Metade direita
Metade esquerda
Metade direita
0%-1 90 6870,00 8349,00 4,29 5,22
7896,67 4,94 864,78 0,54 0%-2 90 7489,00 7462,00 4,68 4,66
0%-3 90 7856,00 9354,00 4,91 5,85
5% M-1 90 6049,00 6414,00 3,78 4,01
6096,33 3,81 362,74 0,23 5% M-2 90 6499,00 6263,00 4,06 3,91
5% M-3 90 5598,00 5755,00 3,50 3,60
10% M-1 90 4772,00 5148,00 2,98 3,22
4965,00 3,10 480,80 0,30 10% M-2 90 5528,00 4412,00 3,46 2,76
10% M-3 90 - - - -
15% M-1 90 4741,00 4645,00 2,96 2,90
4278,17 2,67 374,23 0,23 15% M-2 90 3856,00 4217,00 2,41 2,64
15% M-3 90 4339,00 3871,00 2,71 2,42
15% C-1 90 4819,00 3905,00 3,01 2,44
4114,00 2,57 650,00 0,41 15% C-2 90 4921,00 4158,00 3,08 2,60
15% C-3 90 3365,00 3516,00 2,10 2,20
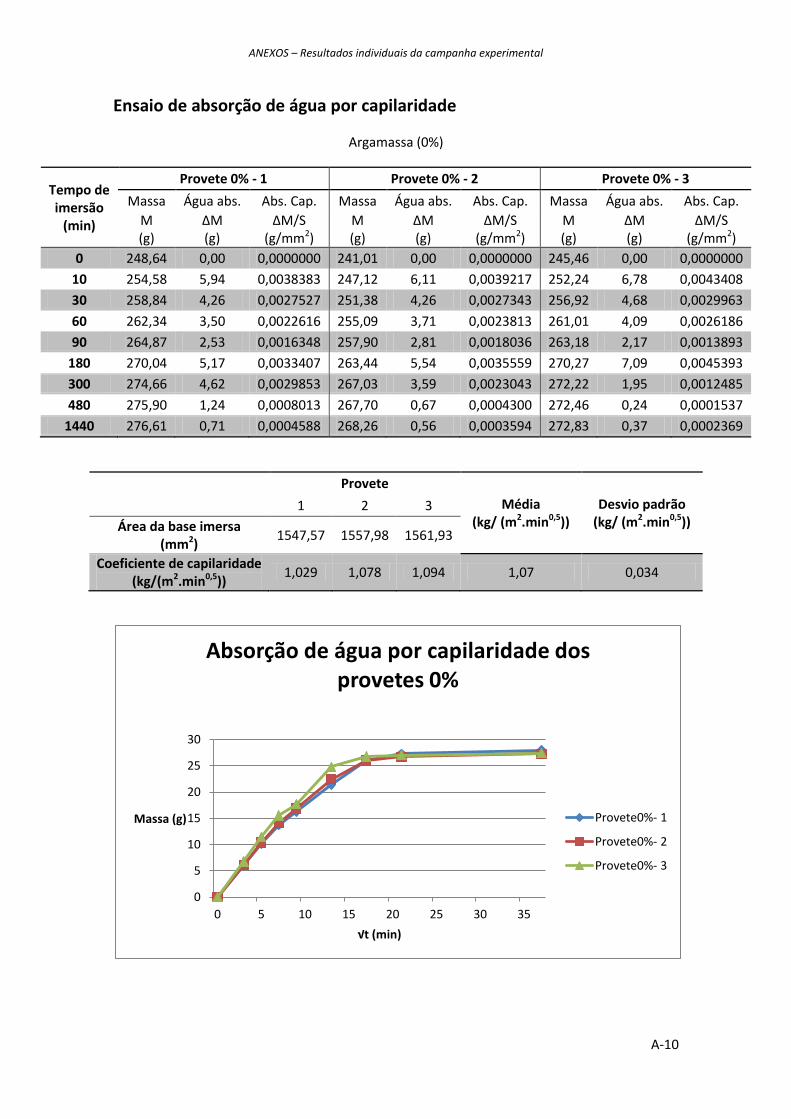
ANEXOS – Resultados individuais da campanha experimental
A-10
Ensaio de absorção de água por capilaridade
Argamassa (0%)
Tempo de imersão
(min)
Provete 0% - 1 Provete 0% - 2 Provete 0% - 3
Massa Água abs. Abs. Cap. Massa Água abs. Abs. Cap. Massa Água abs. Abs. Cap.
M (g)
∆M (g)
∆M/S (g/mm2)
M (g)
∆M (g)
∆M/S (g/mm2)
M (g)
∆M (g)
∆M/S (g/mm2)
0 248,64 0,00 0,0000000 241,01 0,00 0,0000000 245,46 0,00 0,0000000
10 254,58 5,94 0,0038383 247,12 6,11 0,0039217 252,24 6,78 0,0043408
30 258,84 4,26 0,0027527 251,38 4,26 0,0027343 256,92 4,68 0,0029963
60 262,34 3,50 0,0022616 255,09 3,71 0,0023813 261,01 4,09 0,0026186
90 264,87 2,53 0,0016348 257,90 2,81 0,0018036 263,18 2,17 0,0013893
180 270,04 5,17 0,0033407 263,44 5,54 0,0035559 270,27 7,09 0,0045393
300 274,66 4,62 0,0029853 267,03 3,59 0,0023043 272,22 1,95 0,0012485
480 275,90 1,24 0,0008013 267,70 0,67 0,0004300 272,46 0,24 0,0001537
1440 276,61 0,71 0,0004588 268,26 0,56 0,0003594 272,83 0,37 0,0002369
Provete
Média (kg/ (m2.min0,5))
Desvio padrão (kg/ (m2.min0,5))
1 2 3
Área da base imersa (mm2)
1547,57 1557,98 1561,93
Coeficiente de capilaridade (kg/(m2.min0,5))
1,029 1,078 1,094 1,07 0,034
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35
Massa (g)
√t (min)
Absorção de água por capilaridade dos provetes 0%
Provete0%- 1
Provete0%- 2
Provete0%- 3

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-11
Argamassa (5% M)
Tempo de
imersão (min)
Provete 5% M- 1 Provete 5% M- 2 Provete 5% M- 3
Massa Água abs. Abs. Cap. Massa Água abs. Abs. Cap. Massa Água abs. Abs. Cap.
M (g)
∆M (g)
∆M/S (g/mm2)
M (g)
∆M (g)
∆M/S (g/mm2)
M (g)
∆M (g)
∆M/S (g/mm2)
0 224,53 0,00 0,0000000 219,42 0,00 0,0000000 226,43 0,00 0,0000000
10 230,34 5,81 0,0037762 224,99 5,57 0,0035967 232,3 5,87 0,0037787
30 234,24 3,90 0,0025348 228,87 3,88 0,0025054 236,34 4,04 0,0026006
60 237,84 3,60 0,0023398 232,22 3,35 0,0021632 239,71 3,37 0,0021694
90 239,93 2,09 0,0013584 234,7 2,48 0,0016014 242,15 2,44 0,0015707
180 244,99 5,06 0,0032887 239,96 5,26 0,0033965 247,55 5,40 0,0034761
300 249,14 4,15 0,0026973 244,6 4,64 0,0029961 251,63 4,08 0,0026264
480 250,59 1,45 0,0009424 245,17 0,57 0,0003681 252,51 0,88 0,0005665
1440 251,22 0,63 0,0004095 245,81 0,64 0,0004133 253,08 0,57 0,0003669
Provete
Média (kg/ (m2.min0,5))
Desvio padrão (kg/ (m2.min0,5))
1 2 3
Área da base imersa (mm2)
1538,60 1548,66 1553,46
Coeficiente de capilaridade (kg/(m2.min0,5))
0,959 0,971 0,985 0,97 0,013
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35
∆M (g)
√t (min)
Absorção de água por capilaridade dos provetes 5% M
Provete5% M - 1
Provete5% M - 2
Provete5% M - 3
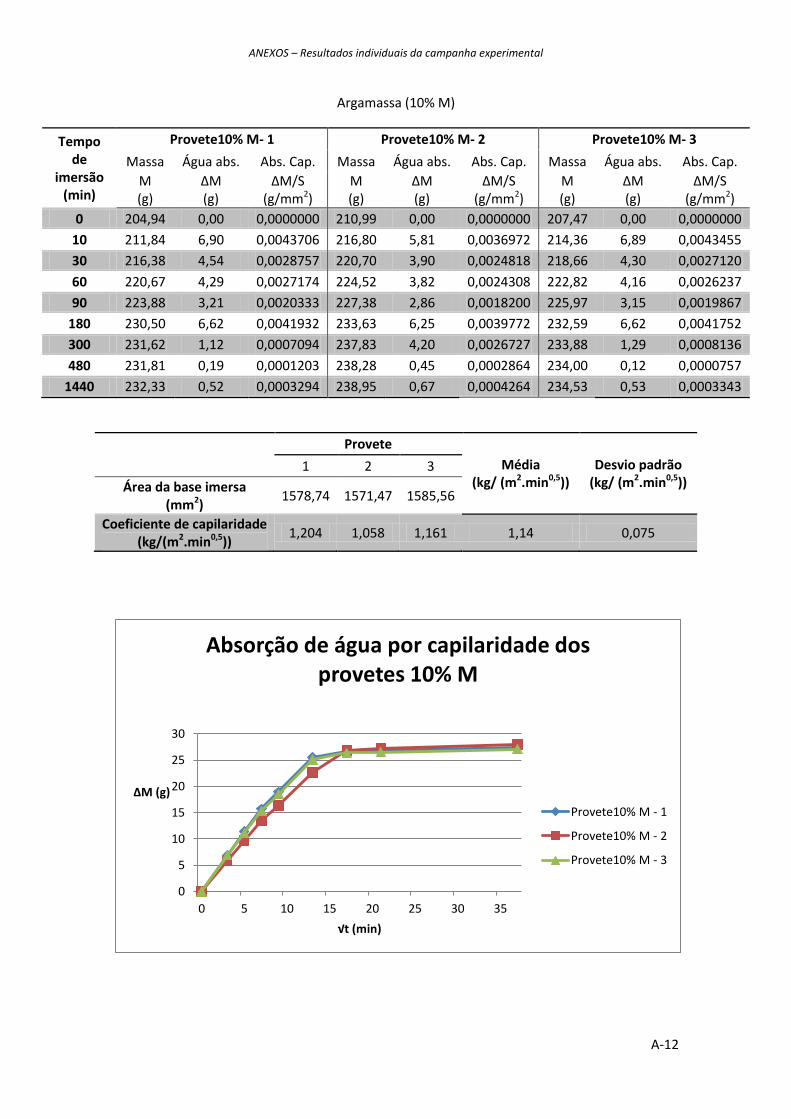
ANEXOS – Resultados individuais da campanha experimental
A-12
Argamassa (10% M)
Tempo de
imersão (min)
Provete10% M- 1 Provete10% M- 2 Provete10% M- 3
Massa Água abs. Abs. Cap. Massa Água abs. Abs. Cap. Massa Água abs. Abs. Cap.
M (g)
∆M (g)
∆M/S (g/mm2)
M (g)
∆M (g)
∆M/S (g/mm2)
M (g)
∆M (g)
∆M/S (g/mm2)
0 204,94 0,00 0,0000000 210,99 0,00 0,0000000 207,47 0,00 0,0000000
10 211,84 6,90 0,0043706 216,80 5,81 0,0036972 214,36 6,89 0,0043455
30 216,38 4,54 0,0028757 220,70 3,90 0,0024818 218,66 4,30 0,0027120
60 220,67 4,29 0,0027174 224,52 3,82 0,0024308 222,82 4,16 0,0026237
90 223,88 3,21 0,0020333 227,38 2,86 0,0018200 225,97 3,15 0,0019867
180 230,50 6,62 0,0041932 233,63 6,25 0,0039772 232,59 6,62 0,0041752
300 231,62 1,12 0,0007094 237,83 4,20 0,0026727 233,88 1,29 0,0008136
480 231,81 0,19 0,0001203 238,28 0,45 0,0002864 234,00 0,12 0,0000757
1440 232,33 0,52 0,0003294 238,95 0,67 0,0004264 234,53 0,53 0,0003343
Provete
Média (kg/ (m2.min0,5))
Desvio padrão (kg/ (m2.min0,5))
1 2 3
Área da base imersa (mm2)
1578,74 1571,47 1585,56
Coeficiente de capilaridade (kg/(m2.min0,5))
1,204 1,058 1,161 1,14 0,075
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35
∆M (g)
√t (min)
Absorção de água por capilaridade dos provetes 10% M
Provete10% M - 1
Provete10% M - 2
Provete10% M - 3

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-13
Argamassa (15% M)
Tempo de
imersão (min)
Provete15% M- 1 Provete15% M- 2 Provete15% M- 3
Massa Água abs. Abs. Cap. Massa Água abs. Abs. Cap. Massa Água abs. Abs. Cap.
M (g)
∆M (g)
∆M/S (g/mm2)
M (g)
∆M (g)
∆M/S (g/mm2)
M (g)
∆M (g)
∆M/S (g/mm2)
0 211,79 0,00 0,0000000 203,51 0,00 0,0000000 212,13 0,00 0,0000000
10 216,82 5,03 0,0031628 210,26 6,75 0,0043051 218,21 6,08 0,0038454
30 219,96 3,14 0,0019744 214,43 4,17 0,0026596 221,42 3,21 0,0020302
60 223,12 3,16 0,0019870 218,65 4,22 0,0026915 225,64 4,22 0,0026690
90 225,6 2,48 0,0015594 221,87 3,22 0,0020537 228,6 2,96 0,0018721
180 230,87 5,27 0,0033137 228,48 6,61 0,0042158 234,63 6,03 0,0038137
300 235,63 4,76 0,0029930 230,38 1,90 0,0012118 239 4,37 0,0027639
480 238,16 2,53 0,0015908 230,53 0,15 0,0000957 239,81 0,81 0,0005123
1440 239,04 0,88 0,0005533 231,13 0,60 0,0003827 240,41 0,60 0,0003795
Provete
Média (kg/ (m2.min0,5))
Desvio padrão (kg/ (m2.min0,5))
1 2 3
Área da base imersa (mm2)
1590,37 1567,90 1581,12
Coeficiente de capilaridade (kg/(m2.min0,5))
0,878 1,161 1,039 1,03 0,142
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35
∆M (g)
√t (min)
Absorção de água por capilaridade dos provetes 15% M
Provete15% M - 1
Provete15% M - 2
Provete15% M - 3

ANEXOS – Resultados individuais da campanha experimental
A-14
Argamassa (15% C)
Tempo de
imersão (min)
Provete15% C- 1 Provete15% C- 2 Provete15% C- 3
Massa Água abs.
Abs. Cap. Massa Água abs. Abs. Cap. Massa Água abs. Abs. Cap.
M (g)
∆M (g)
∆M/S (g/mm2)
M (g)
∆M (g)
∆M/S (g/mm2)
M (g)
∆M (g)
∆M/S (g/mm2)
0 209 0,00 0,0000000 212,33 0,00 0,0000000 204,87 0,00 0,0000000
10 214,41 5,41 0,0034017 217,84 5,51 0,0035143 210,25 5,38 0,0034026
30 217,94 3,53 0,0022196 221,25 3,41 0,0021749 213,6 3,35 0,0021187
60 221,35 3,41 0,0021441 224,67 3,42 0,0021813 216,94 3,34 0,0021124
90 223,98 2,63 0,0016537 227,29 2,62 0,0016710 219,53 2,59 0,0016381
180 229,56 5,58 0,0035086 232,91 5,62 0,0035844 225,17 5,64 0,0035671
300 232,62 3,06 0,0019241 236,83 3,92 0,0025002 228,98 3,81 0,0024097
480 233,15 0,53 0,0003333 237,84 1,01 0,0006442 229,53 0,55 0,0003479
1440 233,77 0,62 0,0003898 238,33 0,49 0,0003125 230,19 0,66 0,0004174
Provete
Média (kg/ (m2.min0,5))
Desvio padrão (kg/ (m2.min0,5))
1 2 3
Área da base imersa (mm2)
1590,37 1567,90 1581,12
Coeficiente de capilaridade (kg/(m2.min0,5))
0,957 0,945 0,928 0,94 0,015
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35
∆M (g)
√t (min)
Absorção de água por capilaridade dos provetes 15% C
Provete15% C- 1
Provete15% C- 2
Provete15% C- 3

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-15
Ensaio de variação dimensional (retracção)
Argamassa (0%)
Idade (dias)
Provete
εmédio (%) 0% - 1 0% - 2 0% - 3
Massa (g)
Leitura (mm)
∆L (mm)
ε (%)
Massa (g)
Leitura (mm)
∆L (mm)
ε (%)
Massa (g)
Leitura (mm)
∆L (mm)
ε (%)
descofragem 462,74 6114 - - 468,05 5048 - - 467,88 6114 - - -
3 441,75 6080 -34 -0,0213 445,79 5015 -33 -0,0206 446,25 6082 -32 -0,0200 -0,0206
6 440,19 6060 -54 -0,0338 443,93 4998 -50 -0,0313 445,21 6061 -53 -0,0331 -0,0327
7 440,28 6055 -59 -0,0369 444,04 4993 -55 -0,0344 445,32 6058 -56 -0,0350 -0,0354
10 440,48 6055 -59 -0,0369 444,26 4993 -55 -0,0344 445,49 6051 -63 -0,0394 -0,0369
14 440,72 6053 -61 -0,0381 444,44 4992 -56 -0,0350 445,74 6051 -63 -0,0394 -0,0375
21 440,44 6047 -67 -0,0419 444,14 4986 -62 -0,0388 445,44 6045 -69 -0,0431 -0,0413
28 440,79 6047 -67 -0,0419 444,53 4984 -64 -0,0400 445,84 6045 -69 -0,0431 -0,0417
40 441,08 6047 -67 -0,0419 444,82 4983 -65 -0,0406 446,12 6045 -69 -0,0431 -0,0419
56 441,37 6045 -69 -0,0431 445,12 4982 -66 -0,0413 446,43 6043 -71 -0,04438 -0,0429
70 441,54 6045 -69 -0,0431 445,32 4982 -66 -0,0413 446,65 6043 -71 -0,04438 -0,0429
80 441,97 6045 -69 -0,0431 445,70 4982 -66 -0,0413 447,10 6043 -71 -0,04438 -0,0429
90 442,01 6045 -69 -0,0431 445,77 4982 -66 -0,0413 447,20 6043 -71 -0,04438 -0,0429
Desvio-padrão = 0,0010

ANEXOS – Resultados individuais da campanha experimental
A-16
Argamassa (15% M)
Idade (dias)
Provete
εmédio (%) 15% M - 1 15% M - 2 15% M - 3
Massa (g)
Leitura (mm)
∆L (mm)
ε (%)
Massa (g)
Leitura (mm)
∆L (mm)
ε (%)
Massa (g)
Leitura (mm)
∆L (mm)
ε (%)
descofragem 413,29 7755 - - 408,44 7480 - - 405,45 7718 - - -
3 398,36 7700 -55 -0,0344 394,13 7419 -61 -0,0381 393,09 7659 -59 -0,0369 -0,0365
6 397,21 7685 -70 -0,0438 394,05 7413 -67 -0,0419 392,43 7648 -70 -0,0438 -0,0431
7 397,34 7690 -65 -0,0406 394,17 7416 -64 -0,0400 392,55 7649 -69 -0,0431 -0,0413
10 397,50 7684 -71 -0,0444 394,28 7413 -67 -0,0419 392,63 7650 -68 -0,0425 -0,0429
14 397,71 7671 -84 -0,0525 394,52 7407 -73 -0,0456 392,81 7647 -71 -0,0444 -0,0475
21 397,27 7673 -82 -0,0513 394,03 7415 -65 -0,0406 392,31 7643 -75 -0,0469 -0,0463
28 397,54 7628 -127 -0,0794 394,34 7363 -117 -0,0731 392,62 7594 -124 -0,0775 -0,0767
40 397,69 7639 -116 -0,0725 394,44 7372 -108 -0,0675 392,73 7608 -110 -0,0688 -0,0696
56 397,77 7643 -112 -0,0700 394,61 7372 -108 -0,0675 392,81 7610 -108 -0,0675 -0,0683
70 397,96 7644 -111 -0,0694 394,79 7371 -109 -0,0681 393,03 7611 -107 -0,06688 -0,0681
80 398,36 7646 -109 -0,0681 395,15 7372 -108 -0,0675 393,38 7609 -109 -0,06813 -0,0679
90 398,29 7646 -109 -0,0681 395,05 7372 -108 -0,0675 393,31 7609 -109 -0,06813 -0,0679
Desvio-padrão = 0,0003
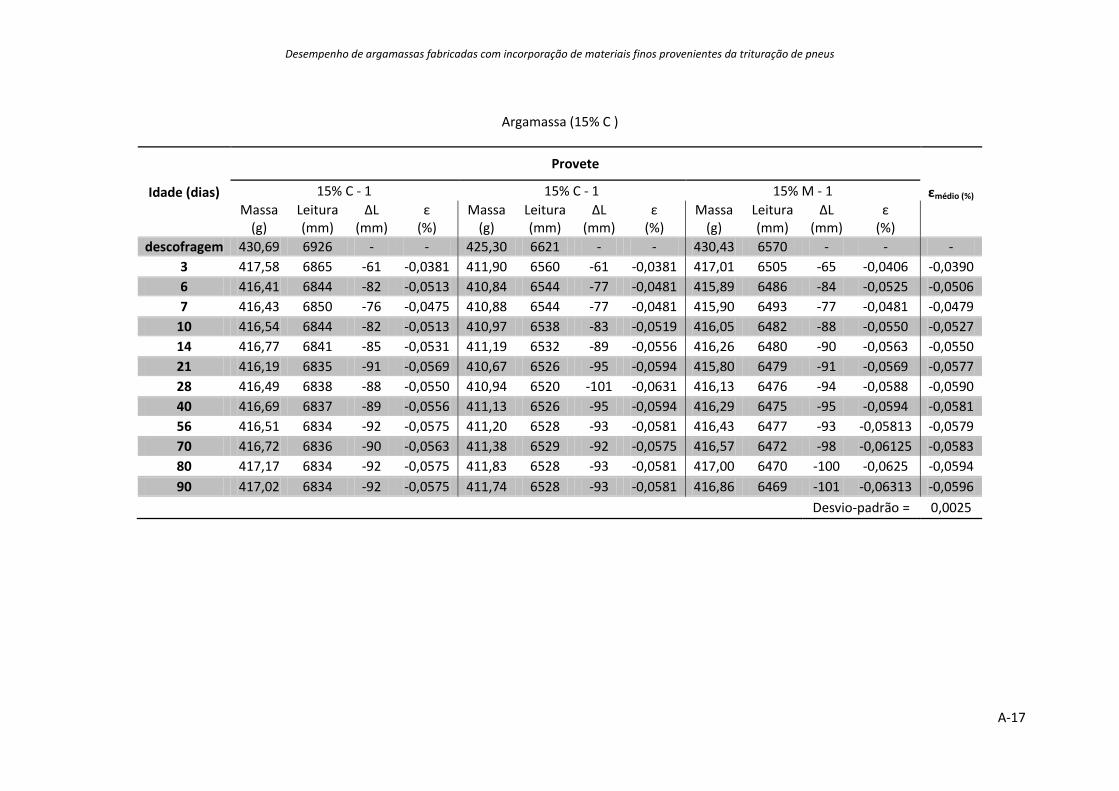
Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-17
Argamassa (15% C )
Idade (dias)
Provete
εmédio (%) 15% C - 1 15% C - 1 15% M - 1
Massa (g)
Leitura (mm)
∆L (mm)
ε (%)
Massa (g)
Leitura (mm)
∆L (mm)
ε (%)
Massa (g)
Leitura (mm)
∆L (mm)
ε (%)
descofragem 430,69 6926 - - 425,30 6621 - - 430,43 6570 - - -
3 417,58 6865 -61 -0,0381 411,90 6560 -61 -0,0381 417,01 6505 -65 -0,0406 -0,0390
6 416,41 6844 -82 -0,0513 410,84 6544 -77 -0,0481 415,89 6486 -84 -0,0525 -0,0506
7 416,43 6850 -76 -0,0475 410,88 6544 -77 -0,0481 415,90 6493 -77 -0,0481 -0,0479
10 416,54 6844 -82 -0,0513 410,97 6538 -83 -0,0519 416,05 6482 -88 -0,0550 -0,0527
14 416,77 6841 -85 -0,0531 411,19 6532 -89 -0,0556 416,26 6480 -90 -0,0563 -0,0550
21 416,19 6835 -91 -0,0569 410,67 6526 -95 -0,0594 415,80 6479 -91 -0,0569 -0,0577
28 416,49 6838 -88 -0,0550 410,94 6520 -101 -0,0631 416,13 6476 -94 -0,0588 -0,0590
40 416,69 6837 -89 -0,0556 411,13 6526 -95 -0,0594 416,29 6475 -95 -0,0594 -0,0581
56 416,51 6834 -92 -0,0575 411,20 6528 -93 -0,0581 416,43 6477 -93 -0,05813 -0,0579
70 416,72 6836 -90 -0,0563 411,38 6529 -92 -0,0575 416,57 6472 -98 -0,06125 -0,0583
80 417,17 6834 -92 -0,0575 411,83 6528 -93 -0,0581 417,00 6470 -100 -0,0625 -0,0594
90 417,02 6834 -92 -0,0575 411,74 6528 -93 -0,0581 416,86 6469 -101 -0,06313 -0,0596
Desvio-padrão = 0,0025
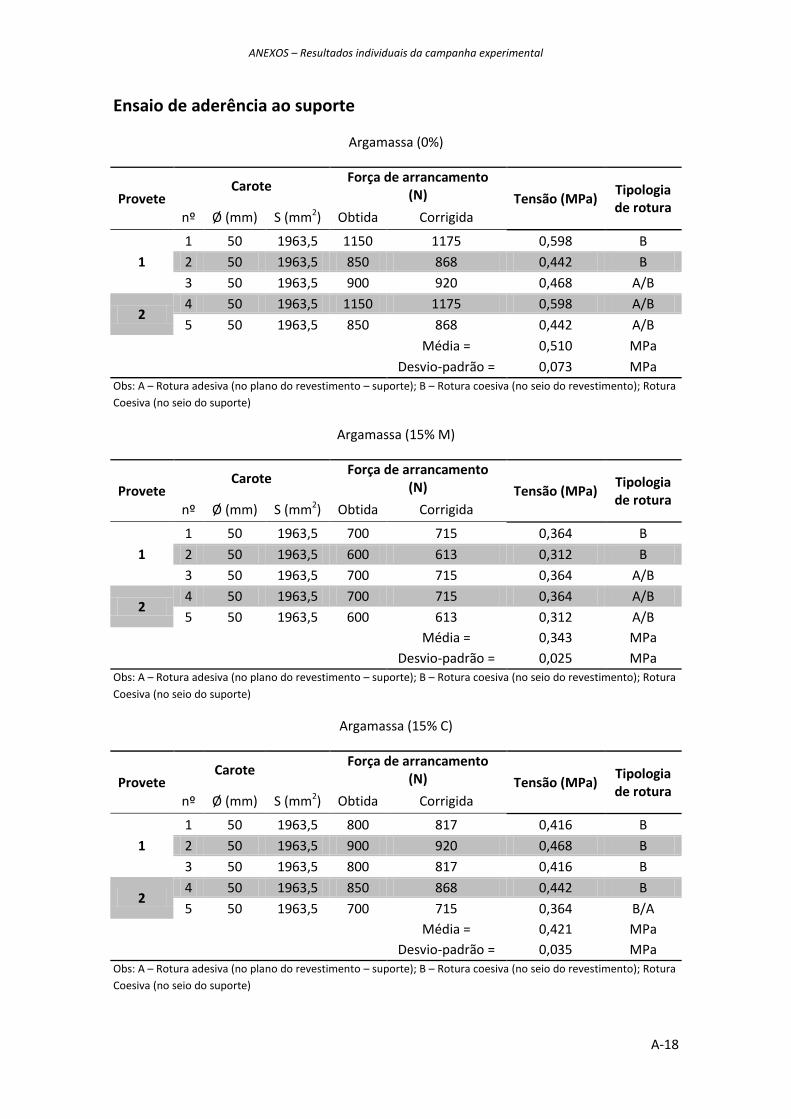
ANEXOS – Resultados individuais da campanha experimental
A-18
Ensaio de aderência ao suporte
Argamassa (0%)
Provete Carote
Força de arrancamento (N) Tensão (MPa)
Tipologia de rotura
nº Ø (mm) S (mm2) Obtida Corrigida
1
1 50 1963,5 1150 1175 0,598 B
2 50 1963,5 850 868 0,442 B
3 50 1963,5 900 920 0,468 A/B
2 4 50 1963,5 1150 1175 0,598 A/B
5 50 1963,5 850 868 0,442 A/B
Média = 0,510 MPa
Desvio-padrão = 0,073 MPa Obs: A – Rotura adesiva (no plano do revestimento – suporte); B – Rotura coesiva (no seio do revestimento); Rotura
Coesiva (no seio do suporte)
Argamassa (15% M)
Provete Carote
Força de arrancamento (N) Tensão (MPa)
Tipologia de rotura
nº Ø (mm) S (mm2) Obtida Corrigida
1
1 50 1963,5 700 715 0,364 B
2 50 1963,5 600 613 0,312 B
3 50 1963,5 700 715 0,364 A/B
2 4 50 1963,5 700 715 0,364 A/B
5 50 1963,5 600 613 0,312 A/B
Média = 0,343 MPa
Desvio-padrão = 0,025 MPa Obs: A – Rotura adesiva (no plano do revestimento – suporte); B – Rotura coesiva (no seio do revestimento); Rotura
Coesiva (no seio do suporte)
Argamassa (15% C)
Provete Carote
Força de arrancamento
(N) Tensão (MPa) Tipologia de rotura
nº Ø (mm) S (mm2) Obtida Corrigida
1
1 50 1963,5 800 817 0,416 B
2 50 1963,5 900 920 0,468 B
3 50 1963,5 800 817 0,416 B
2 4 50 1963,5 850 868 0,442 B
5 50 1963,5 700 715 0,364 B/A
Média = 0,421 MPa
Desvio-padrão = 0,035 MPa Obs: A – Rotura adesiva (no plano do revestimento – suporte); B – Rotura coesiva (no seio do revestimento); Rotura
Coesiva (no seio do suporte)

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-19
Ensaio de módulo de elasticidade
Aos 28 dias
Argamassa (0%)
Provete
Ed médio (GPa) Desvio- padrão (GPa)
0%-1 0%-2 0%-3
Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa)
447,65 6890,6 8,502 445,36 6688,2 7,969 440,36 6504,4 7,452 7,974 0,52
Argamassa (5% M)
Provete
Ed médio (GPa) Desvio- padrão (GPa)
5% M-1 5% M-2 5% M-3
Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa)
419,14 6464 7,005 420,10 6412,6 6,910 422,39 6510,8 7,162 7,026 0,13
Argamassa (10% M)
Provete
Ed médio (GPa) Desvio- padrão (GPa)
10% M-1 10% M-2 10% M-3
Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) frequência (Hz) Ed (Gpa)
409,01 5729,6 5,371 415,01 6189 6,359 409,26 5751,7 5,416 5,715 0,56

ANEXOS – Resultados individuais da campanha experimental
A-20
Argamassa (15% M)
Provete
Ed médio (GPa) Desvio- padrão (GPa)
15% M-1 15% M-2 15% M-3
Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa)
405,25 5883,1 5,610 399,64 5728,2 5,245 396,30 5875,2 5,472 5,442 0,18
Argamassa (15% C)
Provete
Ed médio (GPa) Desvio- padrão (GPa)
15% C-1 15% C-2 15% C-3
Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed
(Gpa)
407,17 5920 5,708 408,50 5882,1 5,653 408,58 6018,1 5,919 5,760 0,14

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-21
Aos 90 dias
Argamassa (0%)
Provete
Ed médio (GPa) Desvio- padrão (GPa)
0%-1 0%-2 0%-3
Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa)
444,54 6786,9 8,191 449,73 6950 8,689 446,16 6922 8,551 8,477 0,26
Argamassa (5% M)
Provete
Ed médio (GPa) Desvio- padrão (GPa)
5% M-1 5% M-2 5% M-3
Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa)
429,68 6285,90 6,791 428,90 6319 6,850 423,27 6270,7 6,657 6,766 0,10
Argamassa (10% M)
Provete
Ed médio (GPa) Desvio- padrão (GPa)
10% M-1 10% M-2 10% M-3
Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa)
407,80 5874,9 5,630 407,96 5937,8 5,753 - - - 5,692 0,09

ANEXOS – Resultados individuais da campanha experimental
A-22
Argamassa (15% M)
Provete
Ed médio (GPa) Desvio- padrão (GPa)
15% M-1 15% M-2 15% M-3
Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa) Massa (g) Frequência (Hz) Ed (Gpa)
400,71 5568,00 4,97 399,63 5503,80 4,84 396,25 5362,80 4,56 4,79 0,21
Argamassa (15% C)
Provete
Ed médio (GPa) Desvio- padrão (GPa)
15% C-1 15% C-2 15% C-3
Massa (g) Frequência
(Hz) Ed (Gpa) Massa (g)
Frequência (Hz)
Ed (Gpa) Massa (g) Frequência
(Hz) Ed (Gpa)
408,30 5745,1 5,391 408,50 5907,8 5,703 408,60 5704,1 5,318 5,470 0,20

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-23
Ensaio de permeabilidade ao vapor de água
Argamassa (0%)
Tempo (dias)
Provete
0%-1 0%-2 0%-3
Massa (g) ΔM (g) Massa (g) ΔM (g) Massa (g) ΔM (g)
0 2292,88 0,00 2312,84 0,00 2273,54 0,00
1 2290,49 2,39 2310,07 2,77 2270,57 2,97
2 2287,92 2,57 2307,12 2,95 2267,75 2,82
3 2285,26 2,66 2304,33 2,79 2264,41 3,34
6 2278,00 7,26 2296,64 7,69 2256,28 8,13
7 2275,18 2,82 2293,64 3,00 2253,30 2,98
8 2272,58 2,60 2290,93 2,71 2250,57 2,73
9 2270,22 2,36 2288,38 2,55 2247,55 3,02
10 2267,79 2,43 2285,81 2,57 2244,78 2,77
13 2260,04 7,75 2278,28 7,53 2236,95 7,83
14 2257,19 2,85 2275,79 2,49 2233,43 3,52
15 2256,32 0,87 2275,11 0,68 2232,39 1,04
Provete ΔM (g) Fluxo (J) Permeância Permeabilidade Sd
Nº Espessura (mm) (24 h) (kg/s).10-9 ng/m2.s.Pa ng/m.s.Pa m
1 20,38 3,76 43,52 1760,46 6,62 0,10
2 20,58 3,99 46,18 1868,15 7,45 0,09
3 20,09 4,21 48,73 1971,15 8,30 0,09
Média 20,35 3,99 46,14 1866,58 7,46 0,09
Desvio-padrão 0,006
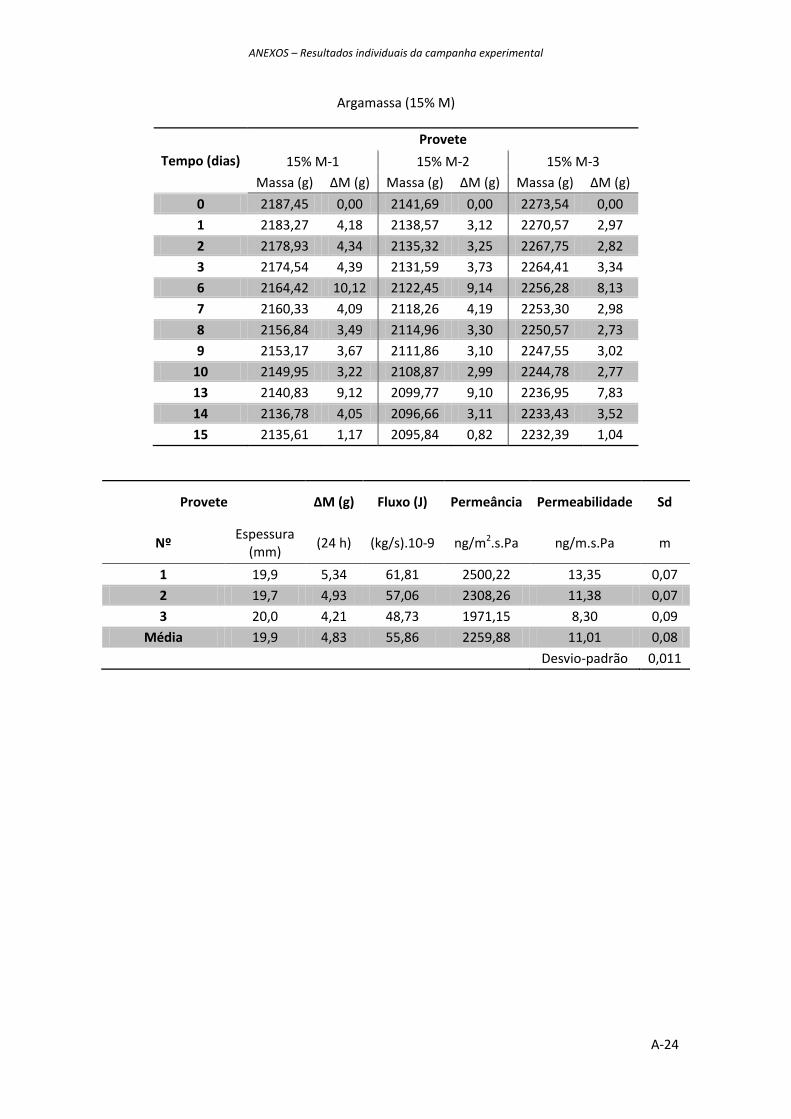
ANEXOS – Resultados individuais da campanha experimental
A-24
Argamassa (15% M)
Tempo (dias)
Provete
15% M-1 15% M-2 15% M-3
Massa (g) ΔM (g) Massa (g) ΔM (g) Massa (g) ΔM (g)
0 2187,45 0,00 2141,69 0,00 2273,54 0,00
1 2183,27 4,18 2138,57 3,12 2270,57 2,97
2 2178,93 4,34 2135,32 3,25 2267,75 2,82
3 2174,54 4,39 2131,59 3,73 2264,41 3,34
6 2164,42 10,12 2122,45 9,14 2256,28 8,13
7 2160,33 4,09 2118,26 4,19 2253,30 2,98
8 2156,84 3,49 2114,96 3,30 2250,57 2,73
9 2153,17 3,67 2111,86 3,10 2247,55 3,02
10 2149,95 3,22 2108,87 2,99 2244,78 2,77
13 2140,83 9,12 2099,77 9,10 2236,95 7,83
14 2136,78 4,05 2096,66 3,11 2233,43 3,52
15 2135,61 1,17 2095,84 0,82 2232,39 1,04
Provete ΔM (g) Fluxo (J) Permeância Permeabilidade Sd
Nº Espessura
(mm) (24 h) (kg/s).10-9 ng/m2.s.Pa ng/m.s.Pa m
1 19,9 5,34 61,81 2500,22 13,35 0,07
2 19,7 4,93 57,06 2308,26 11,38 0,07
3 20,0 4,21 48,73 1971,15 8,30 0,09
Média 19,9 4,83 55,86 2259,88 11,01 0,08
Desvio-padrão 0,011

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-25
Argamassa (15% C)
Tempo (dias)
Provete
15% C-1 15% C-2 15% C-3
Massa (g)
ΔM (g) Massa (g) ΔM (g) Massa (g) ΔM (g)
0 2166,75 0,00 2159,64 0,00 2162,19 0,00
1 2163,65 3,10 2156,75 2,89 2159,27 2,92
2 2160,48 3,17 2153,80 2,95 2156,20 3,07
3 2157,32 3,16 2150,14 3,66 2152,36 3,84
6 2148,64 8,68 2140,43 9,71 2142,32 10,04
7 2145,66 2,98 2137,08 3,35 2138,92 3,40
8 2142,68 2,98 2134,16 2,92 2135,12 3,80
9 2139,84 2,84 2131,39 2,77 2133,15 1,97
10 2136,89 2,95 2128,57 2,82 2130,30 2,85
13 2128,03 8,86 2120,10 8,47 2121,66 8,64
14 2124,69 3,34 2117,18 2,92 2118,53 3,13
15 2123,76 0,93 2116,40 0,78 2117,76 0,77
Provete ΔM (g) Fluxo (J) Permeância Permeabilidade Sd
Nº Espessura (mm) (24 h) (kg/s).10-9 ng/m2.s.Pa ng/m.s.Pa m
1 20,1 4,37 50,58 2046,06 8,94 0,09
2 20,1 4,69 54,28 2195,89 10,30 0,08
3 20,3 4,80 55,56 2247,39 10,79 0,08
Média 20,2 4,62 53,47 2163,12 10,01 0,08
Desvio-padrão 0,004
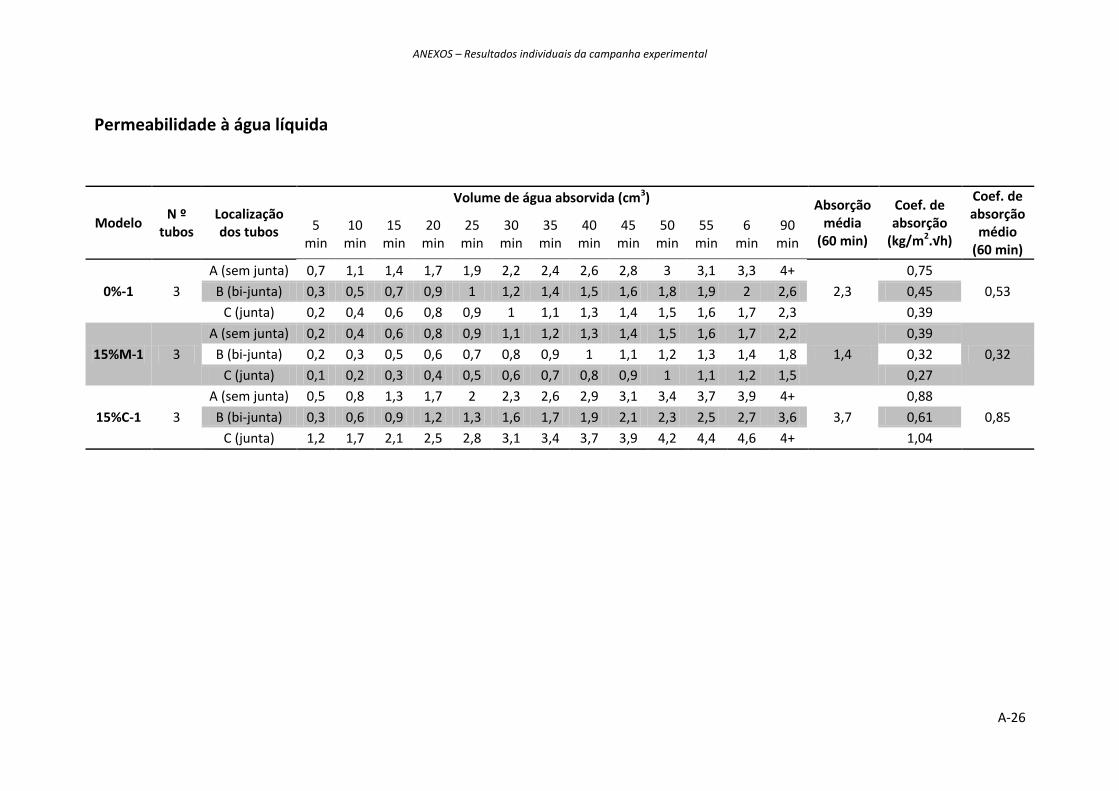
ANEXOS – Resultados individuais da campanha experimental
A-26
Permeabilidade à água líquida
Modelo N º
tubos Localização dos tubos
Volume de água absorvida (cm3) Absorção média
(60 min)
Coef. de absorção
(kg/m2.√h)
Coef. de absorção
médio (60 min)
5 min
10 min
15 min
20 min
25 min
30 min
35 min
40 min
45 min
50 min
55 min
6 min
90 min
0%-1 3
A (sem junta) 0,7 1,1 1,4 1,7 1,9 2,2 2,4 2,6 2,8 3 3,1 3,3 4+
2,3
0,75
0,53 B (bi-junta) 0,3 0,5 0,7 0,9 1 1,2 1,4 1,5 1,6 1,8 1,9 2 2,6 0,45
C (junta) 0,2 0,4 0,6 0,8 0,9 1 1,1 1,3 1,4 1,5 1,6 1,7 2,3 0,39
15%M-1 3
A (sem junta) 0,2 0,4 0,6 0,8 0,9 1,1 1,2 1,3 1,4 1,5 1,6 1,7 2,2
1,4
0,39
0,32 B (bi-junta) 0,2 0,3 0,5 0,6 0,7 0,8 0,9 1 1,1 1,2 1,3 1,4 1,8 0,32
C (junta) 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 1,1 1,2 1,5 0,27
15%C-1 3
A (sem junta) 0,5 0,8 1,3 1,7 2 2,3 2,6 2,9 3,1 3,4 3,7 3,9 4+
3,7
0,88
0,85 B (bi-junta) 0,3 0,6 0,9 1,2 1,3 1,6 1,7 1,9 2,1 2,3 2,5 2,7 3,6 0,61
C (junta) 1,2 1,7 2,1 2,5 2,8 3,1 3,4 3,7 3,9 4,2 4,4 4,6 4+ 1,04

Desempenho de argamassas fabricadas com incorporação de materiais finos provenientes da trituração de pneus
A-27
Ensaio de aderência ao suporte (envelhecido)
Argamassa (0%)
Provete Carote
Força de arrancamento (N) Tensão (MPa)
Tipologia de rotura
nº Ø (mm) S (mm2) Obtida Corrigida
1
A 50 1963,5 1200 1226 0,624 A
B 50 1963,5 1400 1430 0,728 B
C 50 1963,5 1150 1175 0,598 B
2 D 50 1963,5 1600 1635 0,833 B
E 50 1963,5 1000 1022 0,520 B
Média = 0,661 MPa
Desvio-padrão = 0,109 MPa
Obs: A – Rotura adesiva (no plano do revestimento – suporte); B – Rotura coesiva (no seio do revestimento); Rotura
Coesiva (no seio do suporte)
Argamassa (15% M)
Provete Carote
Força de arrancamento (N) Tensão (MPa)
Tipologia de rotura
nº Ø (mm) S (mm2) Obtida Corrigida
1
A 50 1963,5 1200 1226 0,624 B
B 50 1963,5 1200 1226 0,624 B
C 50 1963,5 1400 1430 0,728 B
2 D 50 1963,5 1100 1124 0,572 B
E 50 1963,5 1400 1430 0,728 B
Média = 0,656 MPa
Desvio-padrão = 0,062 MPa Obs: A – Rotura adesiva (no plano do revestimento – suporte); B – Rotura coesiva (no seio do revestimento); Rotura
Coesiva (no seio do suporte)
Argamassa (15% C)
Provete Carote
Força de arrancamento
(N) Tensão (MPa) Tipologia de rotura
nº Ø (mm) S (mm2) Obtida Corrigida
1
A 50 1963,5 1400 1430 0,728 B
B 50 1963,5 1300 1328 0,676 B
C 50 1963,5 1250 1277 0,650 B
2 D 50 1963,5 1300 1328 0,676 B
E 50 1963,5 1450 1481 0,754 B
Média = 0,697 MPa
Desvio-padrão = 0,038 MPa
Obs: A – Rotura adesiva (no plano do revestimento – suporte); B – Rotura coesiva (no seio do revestimento); Rotura
Coesiva (no seio do suporte)