Criação de layouts e reorganização do armazém de uma...
87
João Carlos Novais Teixeira outubro de 2013 UMinho | 2013 Universidade do Minho Escola de Engenharia João Carlos Novais Teixeira Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos layouts Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos layouts
Transcript of Criação de layouts e reorganização do armazém de uma...

João
Car
los
Nova
is Te
ixeira
outubro de 2013UMin
ho |
201
3
Universidade do MinhoEscola de Engenharia
João Carlos Novais Teixeira
Criação de layouts e reorganização doarmazém de uma empresa de materiaiselétricos
layouts
Cria
ção
de la
yout
s e
reor
gani
zaçã
o do
arm
azém
de
uma
empr
esa
de m
ater
iais
elé
tric
osla
yout
s


outubro de 2013
Tese de MestradoMestrado em Engenharia Industrial
Trabalho efetuado sob a orientação doProfessor Doutor José Manuel Henriques Telhada
Universidade do MinhoEscola de Engenharia
João Carlos Novais Teixeira
Criação de layouts e reorganização doarmazém de uma empresa de materiaiselétricos
layouts
iii
AGRADECIMENTOS
O primeiro agradecimento é dirigido aos meus pais, pelo constante apoio e por me
proporcionarem alcançar este objetivo no meu percurso académico.
Gostaria de agradecer à minha namorada pelo apoio incondicional e pelo tempo que lhe
roubei.
A elaboração deste trabalho não seria possível sem a colaboração do meu orientador,
Professor José Manuel Henriques Telhada, ao qual deixo um enorme agradecimento.
Por fim, gostava de agradecer ao Sr. José Teixeira, Dª Alice Ferreira e Dª Paula Mendes pela
constante disponibilidade para me ajudarem na integração do funcionamento do armazém.

v
RESUMO
Nesta dissertação apresenta-se um modelo de gestão de um armazém que resultou de um
processo de redefinição do espaço disponível e a criação de layouts específicos para cada área
funcional desse espaço. O processo incluiu ainda a reorganização funcional do armazém por
forma a adaptar o seu funcionamento às reais necessidades da empresa, tendo em conta
critérios gerais de melhoramento da eficácia e eficiência das operações.
Inicialmente, procedeu-se à recolha de dados e informação e à observação sistemática do
funcionamento global, em geral, e dos processos, em particular. A análise cuidada dos dados e
informações obtidos permitiu diagnosticar os principais problemas a resolver. Seguidamente,
procedeu-se à aplicação de metodologias, princípios gerais e boas práticas, adequadas à
resolução desses problemas, tendo-se implementado um conjunto de medidas que resultaram
num efetivo melhoramento do desempenho do sistema em estudo.
As análises efetuadas e metodologias aplicadas foram previamente investigadas através de
uma revisão da literatura sobre gestão e reorganização do armazenamento, técnicas Lean e
gestão de stocks.
O melhoramento do desempenho do sistema, bem como a pertinência das medidas
implementadas e outras que são propostas para o futuro, são demonstrados e discutidos
quanto ao seu potencial alcance, em termos de eficiência e racionalização de custos, para a
empresa e, em termos de nível de serviço, para os clientes.
PALAVRAS-CHAVE
Gestão do armazenamento, Gestão de stocks, Layout, Técnicas Lean


vii
ABSTRACT
This dissertation presents a model for managing a warehouse that resulted from a process of
redefining the space and creating specific layouts for each functional area of that space. The
process also included the functional reorganization of the warehouse in order to adapt its
functioning to the real needs of the company, taking into account the general criteria for
improving effectiveness and efficiency of operations.
Initially, we proceeded to collect data and information and systematic observation of the
overall functioning of the system, and its processes, in particular. A careful analysis of the
data and information obtained enabled us to diagnose the major problems to solve. Next, we
proceeded to the application of methodologies, principles and practices, which were thought
appropriate to solve these problems, having implemented a set of measures that resulted in an
effective performance improvement of the system under study.
The analyses and methodologies have been previously investigated through a literature review
about warehouse management, Lean techniques and inventory management.
The improvement of the performance of the system, as well as the relevance of the measures
implemented and others that are proposed for the future, are demonstrated and discussed
regarding their potential impact in terms of efficiency for the company and in terms of service
level to customers.
KEYWORDS
Warehouse management, stock management, Layout, Lean techniques


ix
ÍNDICE
Agradecimentos .................................................................................................................... iii
Resumo ................................................................................................................................. v
Abstract ............................................................................................................................... vii
Índice de Figuras .................................................................................................................. xi
Índice de Tabelas ................................................................................................................ xiii
1. Introdução ...................................................................................................................... 1
1.1 Enquadramento do problema ................................................................................... 1
1.2 Objetivos ................................................................................................................. 3
1.3 Metodologia de ação................................................................................................ 3
1.4 Estrutura do documento ........................................................................................... 6
2. Revisão da literatura ....................................................................................................... 7
2.1 Metodologia 5S ....................................................................................................... 7
2.2 Definição de Layouts de armazéns ......................................................................... 11
2.2.1 Layout por produto/linear ............................................................................... 12
2.2.2 Layout por processo ou funcional ................................................................... 13
2.2.3 Layout posicional/fixo .................................................................................... 14
2.2.4 Layout celular ................................................................................................. 15
2.3 Gestão de stocks .................................................................................................... 16
2.3.1 Análise ABC .................................................................................................. 18
2.3.2 Taxa de rotação .............................................................................................. 19
2.3.3 Stock de Segurança ......................................................................................... 19
2.3.4 Ponto de Encomenda ...................................................................................... 20
3. Análise do sistema atual ............................................................................................... 21
3.1 A empresa ............................................................................................................. 21
3.1.1 Apresentação da empresa José Carlos Gomes Teixeira ................................... 21
3.1.2 Organigrama .................................................................................................. 23
3.1.3 Produtos ......................................................................................................... 23
3.1.4 Fornecedores .................................................................................................. 25
3.1.5 Clientes .......................................................................................................... 25
3.2 Caracterização e análise ......................................................................................... 26
x
3.2.1 Layout ............................................................................................................ 26
3.2.2 Processos........................................................................................................ 26
3.2.3 Gestão de stocks ............................................................................................. 28
3.2.4 Estado atual da empresa ................................................................................. 31
3.3 Síntese dos principais problemas diagnosticados ................................................... 36
4. Novo modelo de organização e funcionamento da empresa........................................... 37
4.1 Metodologia 5S ..................................................................................................... 37
4.2 Layouts .................................................................................................................. 39
5. Discussão dos resultados obtidos .................................................................................. 45
5.1 Resumo das medidas tomadas................................................................................ 45
5.1.1 Implementação da metodologia Lean 5S......................................................... 46
5.1.2 Implementação de Layouts ............................................................................. 48
5.1.3 Gestão de stocks ............................................................................................. 51
6. Conclusões e sugestões de trabalhos futuros ................................................................. 53
Referências Bibliográficas ................................................................................................... 55
Anexos ................................................................................................................................ 57
Anexo I– Stock médio/Taxa rotação tubo Erfe 16 ................................................................ 57
Anexo II – Stock médio/Taxa rotação tubo Erfe 20 .............................................................. 58
Anexo III – Stock médio/Taxa rotação tubo Erfe 25 ............................................................. 59
Anexo IV – Stock médio/Taxa rotação tubo Corruga 40 ....................................................... 60
Anexo V – Stock médio/Taxa rotação tubo Corruga 50 ........................................................ 61
Anexo VI – Stock médio/Taxa rotação tubo Corruga 63 ....................................................... 62
Anexo VII – Stock médio/Taxa rotação tubo Corruga 90 ..................................................... 63
Anexo VIII – Stock segurança tubo Erfe 16 ......................................................................... 64
Anexo IX – Stock segurança tubo Erfe 20 ............................................................................ 65
Anexo X – Stock segurança tubo Erfe 25 ............................................................................. 66
Anexo XI – Stock segurança tubo Corruga 40 ...................................................................... 67
Anexo XII – Stock segurança tubo Corruga 50 ..................................................................... 68
Anexo XIII – Stock segurança tubo Corruga 63 ................................................................... 69
Anexo XIV – Stock segurança tubo Corruga 90 ................................................................... 70
Anexo XV – Medição Tempos ............................................................................................ 71
xi
ÍNDICE DE FIGURAS
Figura 1- Fases da Investigação-ação Fonte: Kuhne, G. W., e Quigley, B.A. 1997 ................. 4
Figura 2- Espiral auto-reflexiva lewiniana. Fonte: Santos et al. (2004) .................................. 5
Figura 3- Esquema de layout do produto/linear Fonte: Álvaro, A. (2011)............................. 12
Figura 4- Esquema de layout por processo/funcional Fonte: Álvaro, A. (2011) .................... 13
Figura 5- Esquema layout posicional/fixo Fonte: Elaboração própria ................................... 14
Figura 6- Esquema de layout celular Fonte: Álvaro, A. (2011) ............................................. 15
Figura 7- Exemplo gráfico de movimentação de stock Fonte: Campilho, R. (2010) .............. 17
Figura 8- Fachada da empresa e porta de acesso principal do armazém ................................ 21
Figura 9- Localização da empresa José Carlos Gomes Teixeira Fonte: Google Maps........... 22
Figura 10- Organigrama da empresa José Carlos Gomes Teixeira Fonte: elaboração própria 23
Figura 11 – Fluxograma do procedimento de receção de encomenda ................................... 26
Figura 12 - Fluxograma do procedimento de expedição de encomenda ................................ 27
Figura 13 - Fluxograma do procedimento de conferir material ............................................. 27
Figura 14- Disposição do armazém da empresa Fonte: elaboração própria ........................... 32
Figura 15- Aspeto da bancada de trabalho............................................................................ 33
Figura 16- Local de arrumação de material para obras ......................................................... 34
Figura 17- Local de arrumação de material para obras ......................................................... 34
Figura 18- Zona de tratamento de processos ........................................................................ 35
Figura 19- Secção dos tubos ................................................................................................ 35
Figura 20- Novo placar de ferramentas ................................................................................ 37
Figura 21-Novo placar de ferramentas organizado ............................................................... 38
Figura 22- Zona de material para obras devidamente organizado ......................................... 38
Figura 23- Planta da empresa com layouts criados Fonte: elaboração própria....................... 39
Figura 24- Zona onde foram criados os layouts .................................................................... 40
Figura 25- Layout para expedição de material ...................................................................... 40
Figura 26- Layout para receção de material proveniente de fornecedores ............................. 41
Figura 27- Layout para retorno de material .......................................................................... 41
Figura 28- Layout demarcativo da máquina de medição de cabos ........................................ 42
Figura 29- Secção dos tubos devidamente organizada .......................................................... 42
Figura 30- Lado esquerdo (antes), Lado direito (depois) ...................................................... 46
xii
Figura 31- Lado esquerdo (antes), Lado direito (depois) ...................................................... 47
Figura 32- Lado esquerdo (antes), Lado direito (depois) – zona de expedição de material .... 49
Figura 33- Lado esquerdo (antes), Lado direito (depois) – zona de receção de material ........ 50
Figura 34- Lado esquerdo (antes), Lado direito (depois) – z ona de retorno de material ....... 50

xiii
ÍNDICE DE TABELAS
Tabela 1- Classificação dos produtos análise ABC Fonte: Campilho, R. (2010) ................... 18
Tabela 2- Informação do stock existente na empresa Fonte: elaboração própria ................... 24
Tabela 3- Análise ABC por famílias de produtos Fonte: elaboração própria ......................... 29
Tabela 4- Análise ABC da secção dos tubos Fonte: elaboração própria ................................ 29
Tabela 5- Valores stock médio ............................................................................................. 30
Tabela 6- Valores taxa rotação ............................................................................................. 30
Tabela 7- Valores stock segurança ....................................................................................... 31
Tabela 8- Valores ponto de encomenda................................................................................ 31


Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
1
1. INTRODUÇÃO
1.1 Enquadramento do problema
A presente dissertação baseia-se no trabalho de análise, avaliação e desenvolvimento de
um modelo que permita melhorar os principais processos envolvidos na gestão de um
armazém: receção, arrumação, gestão de stocks, picking e expedição. A empresa a estudar
armazena componentes para instalações elétricas de baixa e média tensão que permitem
igualmente que os seus colaboradores prestem serviços de reparação externos.
Com este modelo pretende-se eliminar ou reduzir anomalias que possam advir de uma
má gestão. Dessas anomalias podem salientar-se a não distinção de áreas reservadas a cada
função dentro do armazém, nomeadamente a área de receção de material, a área de expedição
e a área para “descontar” material1 que não foi utilizado nas instalações elétricas. Para além
disso, coexistem, entre outros, problemas de desarrumação na área de pequenas reparações de
materiais elétricos e má gestão de encomendas. Todos estes problemas serão alvo de análise e
estudo de reengenharia na expectativa de conduzir à sua resolução ou mitigação e,
consequentemente, a um melhoramento do desempenho geral do sistema.
Depois da recolha de dados, da informação necessária e da análise do estado atual do
sistema, proceder-se-á à criação do layout geral do armazém que mais se adequa às atividades
da empresa.
Um layout carece de uma relação entre as várias atividades e o seu espaço físico. O
simples facto de se organizar – ou reorganizar – a disposição de determinados aparelhos para
se conseguir uma distribuição que faça sentido, é considerado layout.
Neste contexto, para além do layout geral, criar-se-ão layouts específicos para cada área
funcional do armazém, como anteriormente mencionado. Proceder-se-á também à análise,
delimitação e colocação, num lugar adequado, de uma máquina de medição de cabos.
Na conceção e planeamento de um layout é importante analisar alguns fatores, tais
como as movimentações, as quantidades de materiais, a dimensão das máquinas e os tempos
de espera. Em princípio, será possível estabelecer-se propostas de layouts diferentes, com as
inerentes vantagens e desvantagens de cada um deles, não havendo, em geral, um layout ideal
que se possa estabelecer. Deste modo, o que se pretende aqui é encontrar uma solução de
redefinição do espaço que, segundo determinados princípios e boas práticas, possa resultar
1 Área reservada à descarga provisória de material que irá ser separado, conferido e reposto nas prateleiras.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
2
numa efetiva melhoria para o desempenho global do sistema, nele se incluindo medidas
relacionadas com os custos de manutenção e de manuseamento, a utilização eficiente dos
espaços, a capacidade de acomodar produtos recebidos, entre outros.
Na temática gestão de stocks pretende-se abordar cinco indicadores: análise ABC, stock
médio, taxa de rotação, stock de segurança e ponto de encomenda.
Relativamente à análise ABC, esta será aplicada à totalidade das famílias existentes na
empresa e mais especificamente na secção dos tubos. Os restantes indicadores serão todos
abordados considerando a secção dos tubos para que esses mesmos indicadores possam ser
tratados de forma mais concreta.
O armazenamento é uma função inserida numa gestão de armazém. Há decisões
fundamentais para modelar a função de armazenamento, isto é, o quanto se deve manter de
stock no armazém, com que frequência e em que momento deve o stock ser reposto, onde
deve ser guardado e como deverá ser distribuído (Gu, Goetschalckx, & McGinnis, 2007). O
armazém poderá ser “responsável” por controlar o stock, uma vez que define o espaço e a
quantidade possível a encomendar (Goh, Ou, & Teo, 2001).
Considerando o parágrafo precedente, podemos afirmar que a empresa em estudo peca
pela desorganização, prejudicando a sua própria prestação de serviços, ou seja, isto
desencadeia um tempo de resposta mais demorado fazendo com que em qualquer momento
não consiga cumprir prazos nem satisfazer a procura. Uma boa gestão de stocks permite que
um produto esteja constantemente pronto para satisfazer qualquer pedido que um cliente faça.
Se esta gestão for realizada com rigor, cumprirá qualquer encomenda e conduzirá,
simultaneamente, a benefícios em termos económicos para a organização.
Para combater a desorganização, usar-se-á uma metodologia de origem japonesa surgida
no início da década de 50 do século passado e designada de 5S. Esta metodologia serve para
organizar ambientes de trabalho que não estão propriamente interligados (Bertholey,
Bourniquel, Rivery, Coudurier, & Follea, 2009) e pode ser aplicada em escritórios, escolas,
armazéns, espaços públicos, etc. A sua designação, 5S, deriva de cinco palavras japonesas,
todas elas começadas por um “S”, Seiri, Seiton, Seisõ, Seiketsu e Shitsuke, que significam,
respetivamente, Utilização, Ordenação, Limpeza, Saúde e Autodisciplina. Esta metodologia
irá ser aplicada em todo o armazém, sendo sobretudo direcionada para duas zonas que, em
nossa opinião, revelaram merecer maior intervenção: a zona da bancada de pequenas
reparações e a zona de arrumação de ferramentas, tanto as da empresa como a dos próprios
funcionários.
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
3
1.2 Objetivos
Este projeto visa analisar o atual desempenho do sistema de armazenamento da empresa
e desenvolver um novo modelo de organização e funcionamento desse mesmo sistema, com o
objetivo de obter um melhoramento do seu desempenho global, em termos de eficiência para
a empresa, e ganho de serviço, para os clientes.
Para atingir este objetivo, propõe-se realizar as seguintes etapas:
desenvolver e implementar um novo modelo de organização do espaço (layout),
redefinindo adequadamente as diversas áreas funcionais do armazém com vista a
uma agilização do seu funcionamento;
redefinir o layout dos produtos, isto é, a sua localização exata nas prateleiras,
reduzindo-se, assim, a distância total a percorrer dentro do armazém nas
movimentações relativas às atividades de reaprovisionamento e de picking;
redefinir os parâmetros de gestão de stocks (quantidade stock médio, stock de
segurança, taxa de rotação e ponto de encomenda) dos materiais considerados
mais importantes ou críticos, com vista à redução das quebras e dos prazos de
entrega (e eventuais incumprimentos) aos clientes;
desenvolver, implementar e monitorizar a metodologia Lean designada por 5S,
suprimindo fontes de desperdício e melhorando alguns indicadores,
nomeadamente a capacidade de movimentação e manuseamento de material, a
redução de tempos de execução das tarefas e o aumento geral da produtividade.
1.3 Metodologia de ação
Esta dissertação basear-se-á numa metodologia de investigação-ação, onde se pretende
que haja troca de conhecimentos e experiências entre a empresa e investigador para benefício
mútuo.
Como se pode perceber, a investigação-ação tem como função obter resultados na
investigação e ação executadas e pode ser direcionada para uma melhoria da prática em várias
áreas (Jaume Trilla, 1998, e Elliott, 1996).

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
4
Esta metodologia assenta na mudança e nas ilações e aprendizagens que se retiram
dessas mesmas mudanças. É um método constante de aprendizagens através de uma espiral
que possui planificação, ação, observação e reflexão como processos.
Como é de prever e o próprio nome o indica, a investigação-ação possui um plano de
investigação e outro de ação onde se cumprem quatro fases (Pérez Serrano, 1994 e Jaume
Trilla, 1998) para a sua execução:
definição do problema;
elaboração de um plano de ação;
implementação do plano de ação e observação do seu funcionamento;
discussão e avaliação dos resultados.
Na Figura 1 podemos observar as fases e a sua ordem de execução:
Figura 1- Fases da Investigação-ação Fonte: Kuhne, G. W., e Quigley, B.A. 1997

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
5
Esta metodologia impele a que o saber obtido seja consecutivamente aplicado, ligando-
se a teoria à prática através da investigação.
Diversos autores defendem a mesma opinião, atribuindo as mesmas particularidades
àquele método (Santos et al, 2004), a saber:
realiza-se em espiral, cumprindo a ordem planeamento, ação, revisão e reflexão;
oferece uma criação de responsabilidade e ligação;
dirige-nos para métodos inovadores através da mudança.
Santos et al (2004) ilustra, através da Figura 2, as fases da metodologia em forma de
espiral.
Figura 2- Espiral auto-reflexiva lewiniana. Fonte: Santos et al. (2004)
Podemos, então, concluir que a metodologia da investigação-ação é, acima de tudo, um
processo dinâmico.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
6
Para o caso concreto do nosso estudo, assente neste método, seguiram-se as fases pela
ordem que a Figura 1 ilustra. Procedeu-se à identificação dos problemas através de constantes
visitas ao armazém da empresa, sempre na companhia do responsável deste, onde a troca de
informações e opiniões foram particularmente relevantes. Depois de discutidos todos os
assuntos sobre os quais nos poderíamos debruçar, elaborou-se um plano de ação com o
objetivo de eliminar ou, pelo menos, minimizar os problemas existentes. Para que este plano
fosse aplicável e tivesse êxito procedemos à recolha de dados (observações, medições,
contagens de tempos, listagens de material, entre outras) que seriam úteis para o mesmo. De
seguida, visto possuirmos os dados necessários, procedeu-se à aplicação do plano de ação e
respetiva monitorização, no sentido de avaliar todo o processo que visava a
eliminação/redução dos problemas.
Este procedimento, associado à revisão bibliográfica efetuada, permitiu cumprir com o
objetivo primordial: encontrar os problemas existentes e eliminá-los ou reduzi-los.
1.4 Estrutura do documento
A estrutura da dissertação pode ser descrita da seguinte forma.
No primeiro capítulo, apresentam-se o enquadramento do problema, os objetivos
propostos e expõe-se a metodologia de ação utilizada.
No segundo capítulo, procede-se a uma revisão crítica da literatura, esclarecendo-se as
principais áreas de atuação no âmbito da parte prática deste projeto (metodologia Lean 5S em
particular, definição de layouts, gestão de stocks).
No terceiro capítulo, apresenta-se a empresa onde se irá atuar e define-se o problema
que merecerá a atenção deste estudo.
No quarto capítulo, expõe-se o novo modelo de organização e funcionamento de acordo
com os objetivos propostos.
No quinto capítulo, reportam-se os principais resultados e discute-se o potencial alcance
dos mesmos em termos de aperfeiçoamento do sistema em eficiência e nível de serviço.
Por último, no sexto capítulo, registam-se as conclusões do trabalho efetuado e
sugerem-se propostas de trabalhos futuros.
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
7
2. REVISÃO DA LITERATURA
No presente capítulo explica-se cada metodologia utilizada, ou seja, proceder-se-á a
uma breve introdução teórica sobre as metodologias 5S, layouts e gestão de stocks.
2.1 Metodologia 5S
A metodologia Lean 5S teve origem no Japão, no princípio da década de 50, após a
Segunda Guerra Mundial, altura em que o Japão enfrentava uma crise de competitividade.
Esta crise fez com que o país necessitasse de se reorganizar, principalmente as suas indústrias,
para aperfeiçoar a produção, de forma a tornar-se compatível com o mercado mundial
(Bertholey, Bourniquel, Rivery, Coudurier, & Follea, 2009).
Este método tem como princípios básicos impedir desperdícios, organizar áreas de
trabalho, facilitar o trabalho nessas mesmas áreas, simplificar a localização de recursos
necessários para as atividades de trabalho e melhorar o ambiente de trabalho entre
colaboradores.
A sigla 5S, como já tivemos oportunidade de mencionar, derivou de cinco palavras de
origem japonesa que se iniciam com a consoante “S”: Seiri, Seiton, Seisou, Seiketsu e
Shitsuke, significando, respetivamente, Utilização, Organização, Limpeza, Saúde e
Autodisciplina.
Abordando cada um dos conceitos da metodologia 5S, descodificamos cada uma das
suas palavras.
Seiri (Utilização) permite distinguir o que é útil do que não é, devendo eliminar-se o
que é supérfluo. Nesta fase é relevante perceber o que é realmente necessário e aplicável e
aquilo que não interessa. É pertinente ter o essencial, na quantidade apropriada, para
simplificar as operações.
Este conceito traz algumas vantagens, que se elencam:
limita os espaços necessários, diminui gastos com stock, transporte e
armazenamento;
simplifica o espaço físico existente e consequente transporte e ajuda no controlo
de produção;
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
8
desenvolve o rendimento das pessoas e produtividade das máquinas;
impede a aquisição de materiais repetidamente.
Seiton (Organização) possibilita que cada objeto/utensílio esteja no devido lugar para
que se possa detetar facilmente o que se pretende e realizar as tarefas pela sua correta ordem.
Para o conseguir, podemos socorrer-nos de algumas ações, nomeadamente não deixar
carrinhos de mão ou objetos a interditar o caminho, definir o local onde cada objeto deve estar
devidamente arrumado, estarem bem identificados locais específicos (como os reservados aos
extintores, os pontos de alta voltagem, as máquinas que possam causar problemas a nível de
saúde física), identificar claramente os objetos através de cores vivas, usando etiquetas e
dispondo objetos diferentes em locais distintos.
Estas ações trazem as seguintes vantagens:
redução do tempo dedicado à procura dos objetos necessários para trabalhar;
maior facilidade de movimentação e transportes;
aperfeiçoamento do ambiente o que, por sua vez, reduz a fadiga mental e física,
racionalizando mais o trabalho;
simplificação de tarefas relativas à limpeza do local de laboração.
Seisou (Limpeza) significa que devemos manter tudo convenientemente limpo sempre
que possível, evitando sujar a área de laboração. É importante que cada pessoa tenha a
capacidade de perceber que um ambiente limpo e cuidado aporta mais qualidade aos serviços
que presta e, simultaneamente, permite que esses serviços sejam executados em segurança.
Com este terceiro “S”:
retira-se maior eficiência das máquinas e maior produtividade do pessoal;
impede-se retrabalho;
evita-se o desperdício de materiais e malefícios nos produtos acabados.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
9
Para que se possa beneficiar dos pontos acima referidos, deve-se, sempre que se
frequentar alguma zona/máquina, deixá-la limpa (para que o próximo utilizador saiba que,
também ele, deve deixar a zona como a encontrou), definir a pessoa responsável desse mesmo
local, perceber qual a causa da acumulação de lixo e tentar eliminá-la ou reduzi-la.
Seiketsu (Saúde) indica que devemos ter sempre em conta os nossos comportamentos
práticos, de forma a podermos conjugar a saúde física e mental com a higiene do meio de
laboração, de modo a conseguirmos tirar o máximo proveito destes indicadores.
Esta fase é bastante importante, razão pela qual a empresa deve transmitir aos seus
colaboradores os seus fundamentos para que aqueles tenham noção se todos os métodos estão
a ser aplicados de forma correta, perceber e eliminar o que coloca em causa o colaborador,
impedindo acidentes e fazendo com que cada pessoa respeite o seu colega de trabalho,
ajudando-o sempre que possível.
Depois deste conjunto de ações ter sido adoptado, são inerentes as seguintes vantagens:
maior segurança e melhor desempenho dos colaboradores;
menor probabilidade de ocorrência de acidentes de trabalho;
transmissão de uma melhor imagem da empresa;
aumento do nível de motivação das pessoas perante o seu trabalho.
Shitsuke (Autodisciplina) diz-nos que devemos fazer dos 5S um modo de vida, de
maneira a que as relações com pessoas e ambiente sejam sustentáveis. Nesta fase, é essencial
que haja comunicação entre os colaboradores da empresa, entre os quadros superiores e
demais colaboradores, para que seja possível partilhar opiniões, visões e valores,
estabelecendo-se e alcançando-se metas.
A autodisciplina exige que cada membro da empresa se aperfeiçoe ao longo do tempo,
aperfeiçoando igualmente os seus serviços, sobretudo onde a qualidade destes é fundamental.
É relevante definir um período de tempo para que se possa, regularmente, avaliar a
aplicação dos 5S.
Depois da aplicação desta metodologia, os resultados vão aparecendo com o tempo,
onde teremos a percepção que se concretizou a redução de perdas relacionadas com tempos,
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
10
ferramentas e trabalho. Cada tarefa possui agora maior facilidade de execução e menos tempo
dedicado ao controlo de operações. O processo pode facilmente acompanhar-se desde o início
da operação, percebendo se o resultado e os produtos finais cumpriram as normas de
qualidade.
Depois de esclarecidos os 5S, é importante perceber como se irá proceder à
implementação desta metodologia Lean. Para isso são precisas seis etapas, organizar uma
equipa para a execução dos 5S, definir o plano a seguir, elaborar registos, promover reuniões,
dinamizar a implementação e o acompanhamento.
Na primeira etapa, organização da equipa de trabalho, esta deve ser formada por
indivíduos ligados à zona onde se irão aplicar os 5S e uma pessoa dos quadros
administrativos. Estes indivíduos devem ter disponibilidade para a implementação do
processo, para o esclarecimento de dúvidas e para constantes fiscalizações à implementação
deste.
É relevante também que a equipa de trabalho elabore um plano (segunda etapa), para se
poder orientar, definir atividades e atribuir funções a cada indivíduo, de modo a que este
possa perceber que tem responsabilidades e que as atividades e funções atribuídas a cada um
têm prazos a cumprir.
Relativamente à terceira etapa, é importante, ao longo da implementação da ferramenta
5S, que se efetuem registos, remetendo para a situação presente em que se encontra a empresa
e as zonas que exigem intervenção. Depois de efetuados esses registos, a equipa de trabalho
deve reunir-se, tirar conclusões sobre lacunas existentes e discutir ações corretivas.
Depois da reunião, pode então começar a implementar-se a metodologia 5S. Cada
elemento da equipa procede à realização da tarefa que lhe compete, sabendo que, sempre que
uma tarefa for concluída, terá lugar uma reunião para informar os restantes elementos da
equipa de trabalho do que foi feito, esclarecendo eventuais dúvidas. Durante a implementação
deste método, é importante que exista uma constante interação com os restantes colaboradores
da empresa, para que estes estejam a par do que se implementa sem que isso cause dúvidas e
mau estar.
Como última etapa, temos o acompanhamento do que foi implementado e onde, pelo
menos um elemento da equipa responsável pela implementação da metodologia, supervisiona
o que se implementou. Ao longo do controlo deve igualmente registar-se o que de positivo e
negativo importou esta metodologia à empresa, dando conhecimento aos colaboradores destes
mesmos aspetos. No futuro, cada colaborador é capaz de monitorizar a aplicação dos 5S,
tornando este processo uma rotina de trabalho.
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
11
De seguida, referir-se-á a metodologia Layouts que se interliga com a metodologia 5S,
pois, sem que uma organização esteja corretamente organizada e limpa, é difícil ter um fluxo
de trabalho contínuo. É importante ter o espaço físico de uma empresa devidamente
organizado para que a criação de layouts seja correta, permitindo que os colaboradores
possam realizar as suas tarefas de forma segura e perfeita.
2.2 Definição de Layouts de armazéns
Pode definir-se layout como tudo o que se relaciona com o fluxo de trabalho dentro de
uma indústria, desde secções de maquinaria, acessos dentro de uma fábrica ou até mesmo
escritórios. Layout é uma junção de diversos aspetos inerentes a uma indústria que permite
que se atinja o máximo de produtos manufaturados e serviços prestados. Estes serviços e
produtos devem possuir a máxima qualidade possível, usando o menos possível os recursos
necessários.
Digamos que o layout estará perto da perfeição se conseguirmos conciliar o espaço
preenchido e a diminuição da deslocação existente neste mesmo espaço com o
aproveitamento total da área desocupada, tendo como preocupação o cumprimento da
legislação, o conforto, a higiene e a segurança de todos os colaboradores (Gu, Goetschalckx,
& McGinnis, 2010).
Para se atingir o layout ideal, deve ter-se em conta a área disponível, as dimensões da
matéria-prima (Gray, Karmarkar, & Seidmann, 1992), áreas de armazenamento para matéria-
prima e produtos acabados, dimensão dos equipamentos, possível movimentação de pessoas e
cargas, processos, tipo de edifício da indústria, área disponível para reuniões, entre outros.
Existem quatro tipos de layouts que se podem adotar numa indústria, a saber:
layout por produto/linear;
layout por processo/funcional;
layout posicional;
layout celular.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
12
2.2.1 Layout por produto/linear
Neste tipo de layout (Figura 3), a disposição das máquinas é feita de acordo com a
sequência de tarefas a realizar. O material movimenta-se enquanto as máquinas se mantêm
fixas.
Figura 3- Esquema de layout do produto/linear Fonte: Álvaro, A. (2011)
As vantagens associadas a este tipo de layout são:
menor material em processamento;
maior facilidade de movimentação nos postos de trabalho;
mão-de-obra barata, uma vez que se realizam tarefas simples;
tarefas simples de execução.
Relativamente a desvantagens, podemos apontar:
investimento inicial alto;
falha na produção se alguma máquina deixar de funcionar.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
13
2.2.2 Layout por processo ou funcional
No layout por processo, ilustrado na Figura 4, as máquinas são dispostas tendo em conta
a operação que realizam, ou seja, são agrupadas num local onde se executam operações
semelhantes.
Figura 4- Esquema de layout por processo/funcional Fonte: Álvaro, A. (2011)
As vantagens deste tipo de layout são:
ajustabilidade a produtos sazonais;
supervisão facilitada;
produção contínua se houver paragens para manutenção.
Por seu lado, podem apontar-se as seguintes desvantagens:
elevada movimentação de material;
exigência de uma área superior;
elevados stocks intermédios.
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
14
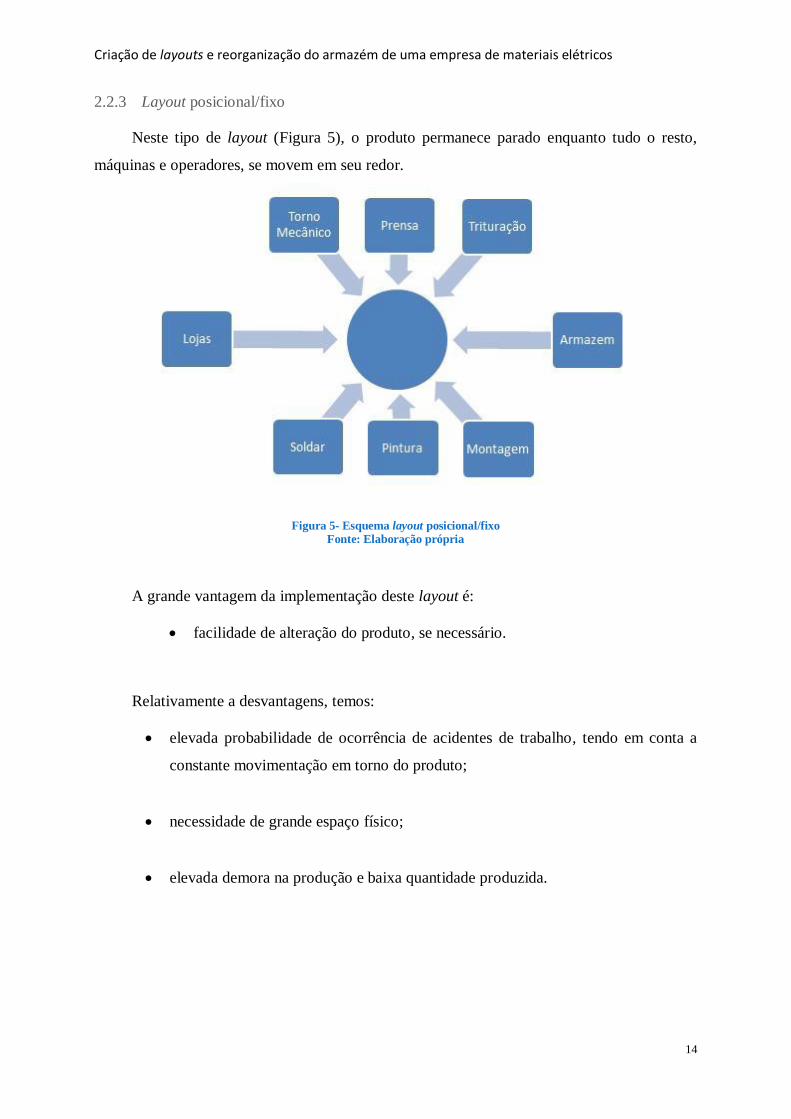
2.2.3 Layout posicional/fixo
Neste tipo de layout (Figura 5), o produto permanece parado enquanto tudo o resto,
máquinas e operadores, se movem em seu redor.
Figura 5- Esquema layout posicional/fixo Fonte: Elaboração própria
A grande vantagem da implementação deste layout é:
facilidade de alteração do produto, se necessário.
Relativamente a desvantagens, temos:
elevada probabilidade de ocorrência de acidentes de trabalho, tendo em conta a
constante movimentação em torno do produto;
necessidade de grande espaço físico;
elevada demora na produção e baixa quantidade produzida.
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
15
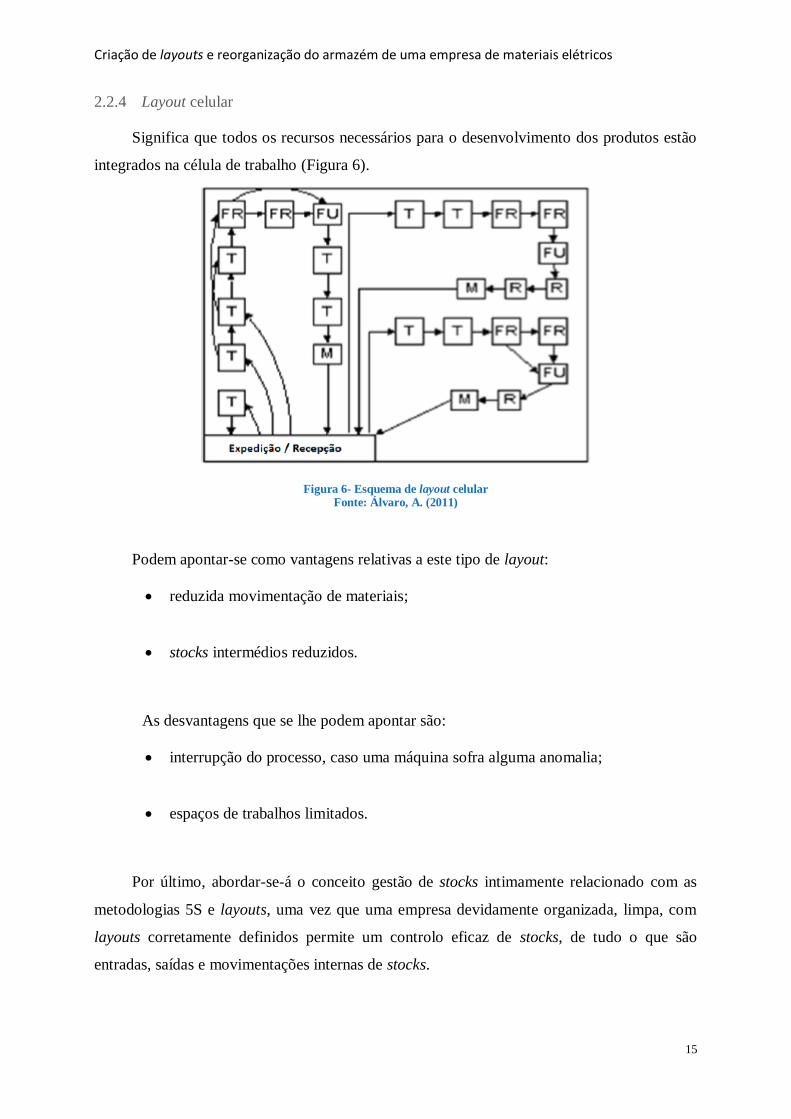
2.2.4 Layout celular
Significa que todos os recursos necessários para o desenvolvimento dos produtos estão
integrados na célula de trabalho (Figura 6).
Figura 6- Esquema de layout celular Fonte: Álvaro, A. (2011)
Podem apontar-se como vantagens relativas a este tipo de layout:
reduzida movimentação de materiais;
stocks intermédios reduzidos.
As desvantagens que se lhe podem apontar são:
interrupção do processo, caso uma máquina sofra alguma anomalia;
espaços de trabalhos limitados.
Por último, abordar-se-á o conceito gestão de stocks intimamente relacionado com as
metodologias 5S e layouts, uma vez que uma empresa devidamente organizada, limpa, com
layouts corretamente definidos permite um controlo eficaz de stocks, de tudo o que são
entradas, saídas e movimentações internas de stocks.
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
16
2.3 Gestão de stocks
Quando empregamos a palavra stocks, estamos a fazer referência a matérias-primas,
produtos intermédios e a produtos acabados existentes num armazém.
Aos stocks associam-se grandes investimentos em sistemas logísticos que podemos
questionar quanto à necessidade da sua existência e função.
É de basilar importância perceber a forma como se processam as encomendas de uma
dada organização, se opta por um modelo de nível de encomenda (neste tipo de modelo fixa-
se uma dada quantidade a encomendar, alterando a data dessa encomenda), se elege um
modelo de ciclo de encomenda (em que ocorre o contrário do modelo anterior, ou seja, altera-
se a quantidade a encomendar mas a data de encomenda é fixa), ou se opta por um modelo
misto de nível-ciclo (Silver, Pyke & Peterson, 1998).
Associado à forma de processamento de encomendas está o fator estratégia de
encomenda, isto é, deve perceber-se que vantagens traz à empresa encomendar a “x”
fornecedor, “y” quantidade e que prazo de entrega é fornecido. Isto é particularmente
pertinente, uma vez que há sempre incerteza nos prazos de entrega, o que implica que a
empresa esteja em constante contacto com diversos fornecedores, no sentido de ter um leque
de opções de encomenda mais vasto e fiável.
A gestão de stocks leva a que coloquemos diversas questões, nomeadamente “De que
modo podemos controlar os stocks?”, “Que quantidade encomendar?” (Hackman &
Rosenblatt, 1990), “Que quantidade existe em stock?”, citadas entre outros exemplos
possíveis.
Pode responder-se a estas questões com a prática MRP (Planeamento das Necessidades
de Matérias), que nos permite conhecer a quantidade a encomendar do produto e em que
momento essa encomenda deve ser efetuada, reduzindo-se assim os custos totais (Tersine,
1988).
Se o controlo for constante, o custo de processamento da informação será
necessariamente maior, mas as ruturas de stocks diminuirão, o que se traduzirá num melhor
serviço prestado aos clientes. Caso se solicitem grandes porções por encomenda, o nível
médio do stock aumentará mas os custos de processamento das encomendas diminuirão, e
vice-versa. É relevante também ter em conta os custos de posse e rutura associados aos stocks.
Os custos de posse estão diretamente ligados aos custos de manutenção dos stocks, custos do
próprio armazém, estado físico dos produtos, entre outros. Relativamente aos custos de rutura,
estes relacionam-se com o facto da não existência de stock para responder a pedidos de

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
17
clientes, o que implica a elaboração de novas encomendas, desperdiçando tempo e
aumentando custos.
Em suma, poderemos defender que devemos ter em conta todos estes aspetos, de forma
a minimizar todos os custos associados ao stock existente.
A movimentação das existências presentes num armazém pode ser expressa através do
gráfico abaixo (Figura 7), que permite relacionar as entradas e saídas de um artigo.
Figura 7- Exemplo gráfico de movimentação de stock Fonte: Campilho, R. (2010)
A análise do gráfico permite-nos perceber que, inicialmente, o stock se encontra no
nível Q0. Na data t’0 ocorreu uma saída do armazém, tendo o stock descido para Q’0. O nível
de stock manteve-se ate t’’0, data em que se verificou nova saída de stock de armazém Q’’0.
Em t1 podemos verificar uma receção de encomenda, fazendo o stock do artigo subir de Q’’0
para Q1 e assim continuamente.
Stock médio, Qm, define-se como a média ponderada, durante um intervalo de tempo,
dos stocks em armazém:
, em que i=1…N significa o número de intervalos de tempo em que o stock se mantém
constante, Qi a respetiva quantidade, ti os períodos de tempo e T a duração do período.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
18
2.3.1 Análise ABC
Qualquer investimento em stocks depende do custo unitário e da quantidade consumida
anualmente.
Habitualmente, em qualquer empresa há uma pequena quantidade de produtos que
contribuem para uma percentagem de custos anuais elevada e em que os restantes contribuem
somente com uma baixa percentagem de custos.
A análise ABC é uma técnica que permite dividir os stocks em três grupos (A, B e C),
segundo a sua relevância, em função do tributo que estes fornecem ao valor total do consumo
anual. Os produtos designados como A são os que mais contribuem com uma percentagem de
custos elevada, apesar de representarem uma pequena quantidade de produtos. Os designados
produtos C possuem valores contrários aos dos produtos A, ou seja, representam um grande
número de produtos e a sua percentagem de custos é pequena. Relativamente as produtos B,
são os que não se enquadram nas grupos A e C. As percentagens de produtos e custos (Tabela
1) que são utilizados para a distribuição de produtos pela análise ABC são:
Tabela 1- Classificação dos produtos análise ABC Fonte: Campilho, R. (2010)
Para a correta aplicação da análise ABC deve:
elaborar-se uma tabela com os produtos organizados por ordem decrescente de
valor de consumo anual (quantidade consumida × preço unitário);
ter-se em conta que a coluna consumo acumulado é alcançada através da soma do
valor anual de cada produto com os valores correspondentes aos produtos de
ordem inferior, ou seja, com o consumo anual superior;
considerar-se que a coluna % do consumo exibe a percentagem do consumo
acumulado em relação ao consumo total;

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
19
perceber-se que a atribuição A, B e C aos produtos é realizada conforme as
percentagens obtidas.
Depois do cumprimento de todas estas etapas, a análise ABC fornece-nos informação
sobre os produtos A, B e C, ou seja, os produtos A revelam um grande investimento em
stocks, o que significa que deverão ser controlados periodicamente. Já os produtos B não
exigem um controlo tão rigoroso mas que, quando realizado, deve ser descomplicado e eficaz.
Os produtos C devem ter um controlo intermédio entre os produtos A e C.
2.3.2 Taxa de rotação
A taxa de rotação é um indicador que nos permite perceber a eficiência e rentabilidade
do sistema de stocks da empresa, proporcionando-nos também uma noção do número de vezes
que os stocks foram atualizados ao longo do tempo que pretendemos. A taxa de rotação
relaciona-se diretamente com a rentabilidade dos stocks mas é o inverso do valor estático em
stocks (Gonçalves, 2000 e Lopes dos Reis, 2008). Entretanto, taxas de rotação muito altas
elevam o risco de ruturas, visto o stock de segurança não possuir um valor muito elevado.
A fórmula que permite, então, calcular a taxa de rotação é:
2.3.3 Stock de Segurança
O stock de segurança depende de duas grandezas, o nível de serviço pretendido e o grau
de incerteza do consumo.
Em relação ao nível de serviço, isto significa que a empresa estabelece um valor
(geralmente entre 95% e 98%), a partir do qual, em média, não terá quebras ou falhas de stock
para o consumo/procura manifestada. De um modo geral, essa procura segue uma lei normal
(distribuição estatística normal), o que implica, obviamente, um determinado grau de
incerteza, ao qual está associado o fator de segurança Z (variável de acordo com percentagem
do nível de serviço).
O grau de incerteza é usualmente medido em termos de desvio padrão, que se obtém
através dos valores do consumo, estabelecendo uma unidade de tempo base.
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
20
Depois de obtido o desvio padrão da procura na unidade de tempo escolhida(dia),
calcular-se-á o desvio padrão da procura durante o prazo de entrega, usando a seguinte
fórmula:
Depois de calculado o desvio do prazo de entrega, o stock de segurança obtinha-se
através de:
2.3.4 Ponto de Encomenda
O cálculo do ponto de encomenda permite perceber em que momento a empresa deve
proceder à reposição de stock através de uma ordem de encomenda. Esse momento é
calculado através da seguinte fórmula:
S=SS+Média_Procura_PrazoEntrega

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
21
3. ANÁLISE DO SISTEMA ATUAL
Atualmente, a empresa José Carlos Gomes Teixeira não possui um sistema de gestão de
stocks e de organização do armazém bem definido. Grande parte dos problemas encontrados
situa-se ao nível da organização e arrumação do espaço, procedimentos de receção, reposição
e expedição de produtos.
3.1 A empresa
3.1.1 Apresentação da empresa José Carlos Gomes Teixeira
A José Carlos Gomes Teixeira é uma empresa que comercializa material elétrico e que
presta serviços no âmbito de instalações elétricas de baixa e média tensão e telecomunicações.
Em termos de percentagem, a comercialização de material elétrico corresponde a 20% do
volume de faturação anual, pelo que podemos deduzir que os restantes 80% correspondem a
instalações elétricas, o que nos revela desde logo a área em que incide maioritariamente a
prestação de serviços da empresa.
A empresa prima pelo fornecimento dos melhores produtos e serviços, cumprimento de
prazos, profissionalismo e perfecionismo.
A empresa foi fundada em 1990 pelo atual gerente e contava com apenas um
trabalhador. Atualmente, a empresa dispõe de onze colaboradores, mudou de instalações dado
o seu crescimento em 2000, em 2008 obteve a certificação pela IEC a mando da IPAC, desde
2010 é considerada PME Líder e em 2011 obteve mesmo o prémio de PME Excelência.
A Figura 8 ilustra o local onde se procede à recolha e expedição (caso de encomendas
de grande porte) de material.
Figura 8- Fachada da empresa e porta de acesso principal do armazém

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
22
A Figura 9 mostra-nos a localização da empresa. Como podemos constatar, esta
encontra-se num local de simples acesso para clientes e fornecedores.
Figura 9- Localização da empresa José Carlos Gomes Teixeira
Fonte: Google Maps
A empresa localiza-se na Urbanização de São Lázaro, lote 1 R/C, 4600-282, Amarante,
Porto, Portugal.
A missão da José Carlos Gomes Teixeira passa por garantir uma qualidade de produtos
e serviços que a identifiquem juntos dos clientes e a diferenciem da concorrência.
Perseguindo continuamente o objetivo de projetar uma imagem que evidencie a qualidade dos
seus serviços, procura possuir os conhecimentos técnicos, os recursos e a experiência
comprovada.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
23
3.1.2 Organigrama
Figura 10- Organigrama da empresa José Carlos Gomes Teixeira Fonte: elaboração própria
3.1.3 Produtos
A empresa dispõe de inúmeros produtos aplicáveis nas mais diversas áreas,
comercializa produtos de mais de vinte marcas diferentes, entre elas, Osram, Legran, Efappel,
Lumitek, Schneider, Paralux, Hager. Na tabela abaixo (Tabela 2) podemos ver a distribuição
das famílias existentes na empresa, os diferentes tipos de artigos incorporados em cada
família, quantidade existente em cada família, o preço associado a cada família e o preço
médio por cada unidade.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
24
Tabela 2- Informação do stock existente na empresa
Fonte: elaboração própria

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
25
Para além da comercialização e instalação de material elétrico, a empresa procede a
reparação de produtos eletrónicos, desde que estes não estejam abrangidos pela garantia da
marca.
3.1.4 Fornecedores
Para assegurar os compromissos com os seus clientes, a empresa conta com a
colaboração e profissionalismo de diversos fornecedores, sendo os mais recorrentes os que
abaixo se enunciam:
ElectroSiluz (Porto);
LLedó (Porto);
Shréder (Lisboa);
Casa das Lâmpadas (Porto);
Euro Cabos (Porto).
3.1.5 Clientes
A empresa José Carlos Gomes Teixeira tem o mérito de possuir clientes de renome a
nível nacional, merecimento alcançado graças ao profissionalismo e perfecionismo dos seus
serviços prestados, uma vez que dá primazia aos interesses dos clientes. Destes, podem
destacar-se, pela sua importância:
Mota-Engil;
Monte Adriano;
ARS Norte;
Empripar.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
26
A José Carlos Gomes Teixeira deve a dimensão atingida aos seus clientes, aspeto que a
motiva para satisfazer sempre quaisquer necessidades que aqueles possam evidenciar.
3.2 Caracterização e análise
O armazém em estudo tem diversas funções a ele associadas, facto que se justifica pela
movimentação de inúmeros produtos nele armazenados. As funções que lhe estão associadas
passam pela entrada e saída de produtos através de vários processos.
3.2.1 Layout
O armazém não possui um layout claramente definido que possa ser tido como base
para funções como o conferir e arrumar de material não utilizado em instalações elétricas no
devido lugar, organizar material, tanto o que vai sair de armazém como o proveniente de
fornecedores. Grande lacuna na empresa, a nosso ver, está nesta área, por se constatar que a
empresa se encontra um pouco desorganizada.
3.2.2 Processos
Um dos aspetos que peca na empresa é a falta de procedimentos destinados a cada tarefa
específica, pois se houvesse este procedimento simplificar-se-iam essas mesmas tarefas a
qualquer frequentador do armazém. Pelas observações realizadas, quando chega uma
encomenda à empresa, o procedimento para o tratamento desta segue a seguinte lógica:
emissão de encomenda, receção de encomenda e arrumação de material quando, na verdade,
deveria ser (Figura 11):
Figura 11 – Fluxograma do procedimento de receção de encomenda
Ordem Encomenda
Receção Encomenda na devida área
Conferir encomenda
Arrumação Material

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
27
Relativamente ao procedimento associado à expedição de uma encomenda, o processo a
ele associado é: pedido de encomenda do cliente/pedido de produtos para execução de uma
instalação elétrica, colocação de material para expedição e saída de armazém. O processo
correto (Figura 12) deve obedecer ao seguinte esquema:
Figura 12 - Fluxograma do procedimento de expedição de encomenda
Por último, o tratamento relacionado com o material proveniente de obras é: receção
do material não utilizado e arrumação nas prateleiras. O procedimento correto (Figura 13)
para esta tarefa deverá ser:
Figura 13 - Fluxograma do procedimento de conferir material
Pedido Cliente/Instalação elétrica
Colocação Material para expedição na devida área
Conferência de material
Saída Armazém
Receção e colocação do material não utilizado na devida área
Conferência do material de acordo com a folha de devolução
Verificação do estado do material
Arrumação do material nas prateleiras

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
28
Como se pode observar, o tratamento fornecido às diversas funções existentes no
armazém não se processa de forma correta, razão pela qual aquele constitui um dos alvos do
nosso estudo.
3.2.3 Gestão de stocks
Apesar de não se realizar uma abordagem aprofundada, a gestão de stocks foi alvo de
estudo, tendo-se abordado algumas fórmulas de gestão de stocks como análise ABC,
quantidade média, taxa de rotação, stock segurança e ponto de encomenda. Na abordagem
realizada foi considerada uma zona específica da empresa para que se pudesse dar um
exemplo dos indicadores supramencionados que fosse de fácil compreensão para os
colaboradores que lidam diariamente com stocks. A zona em que este estudo incidirá será,
então, a secção dos tubos. Ter-se-ão em conta os indicadores supra mencionados para que a
empresa esteja preparada para a procura do mercado. Visando cumprir o objetivo ligado a esta
secção, respeitar-se-ão as seguintes etapas:
verificação da disposição do material e quantidade em stock;
recolha da informação relativamente ao histórico de entradas e saídas de cada tipo
de tubo através do programa informático implementado na empresa;
cálculo dos indicadores associados a cada tipo de tubo;
reestruturação do stock a partir dos valores obtidos pelos indicadores.
Esta empresa utiliza um modelo misto de nível-ciclo para as suas encomendas. Uma vez
que grande parte dos fornecedores possui um prazo de entrega reduzido, a empresa faz variar
a forma de processar encomenda, de acordo com as suas necessidades.
Inicialmente, foi executada uma análise ABC geral, ou seja, uma análise que englobasse
as famílias existentes em armazém. Tendo em conta os dados fornecidos pela Tabela 2, foi
feita a análise ABC, tendo-se obtido o seguinte resultado (Tabela 3):
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
29
Ordem Nº Familia Preço unitário % do consumo Classificação ABC
1 103 1801 un 28,747 € 51773,347 un 51773,347 un 29,48% A
2 116 51720 un 0,548 € 28342,56 un 80115,907 un 45,62% A
3 105 4960 un 3,784 € 18768,64 un 98884,547 un 56,31% A
4 108 2678 un 6,917 € 18523,726 un 117408,273 un 66,85% A
5 114 947 un 15,643 € 14813,921 un 132222,194 un 75,29% B
6 101 5677 un 2,296 € 13034,392 un 145256,586 un 82,71% B
7 106 4558 un 1,948 € 8878,984 un 154135,57 un 87,77% B
8 110 27969 un 0,129 € 3608,001 un 157743,571 un 89,82% B
9 107 3676 un 0,948 € 3484,848 un 161228,419 un 91,81% B
10 104 916 un 2,808 € 2572,128 un 163800,547 un 93,27% B
11 112 48 un 53,570 € 2571,36 un 166371,907 un 94,74% B
12 111 9475 un 0,264 € 2501,4 un 168873,307 un 96,16% C
13 102 4437 un 0,553 € 2453,661 un 171326,968 un 97,56% C
14 109 24739 un 0,081 € 2003,859 un 173330,827 un 98,70% C
15 113 56214 un 0,027 € 1517,778 un 174848,605 un 99,56% C
16 115 29 un 26,523 € 769,167 un 175617,772 un 100,00% C
Consumo semestral Consumo acumuladoQuantidade Consumida
Ordem Nº Produto Preço unitário % do consumo Classificação ABC
1 Erfe 20 3937 mts 12,889 € 50744,7804 mts 50744,7804 mts 47,40% A
2 Erfe 16 1818 mts 7,440 € 13525,5564 mts 64270,3368 mts 60,04% A
3 Erfe 25 1105 mts 11,095 € 12259,6435 mts 76529,9803 mts 71,49% B
4 Corr.90 240 mts 49,338 € 11841 mts 88370,9803 mts 82,55% B
5 Corr.63 595 mts 14,676 € 8732,22 mts 97103,2003 mts 90,71% B
6 Corr.40 689,5 mts 11,094 € 7649,51985 mts 104752,7202 mts 97,85% C
7 Corr.50 290 mts 7,930 € 2299,642 mts 107052,3622 mts 100,00% C
Quantidade Consumida Consumo semestral Consumo acumulado
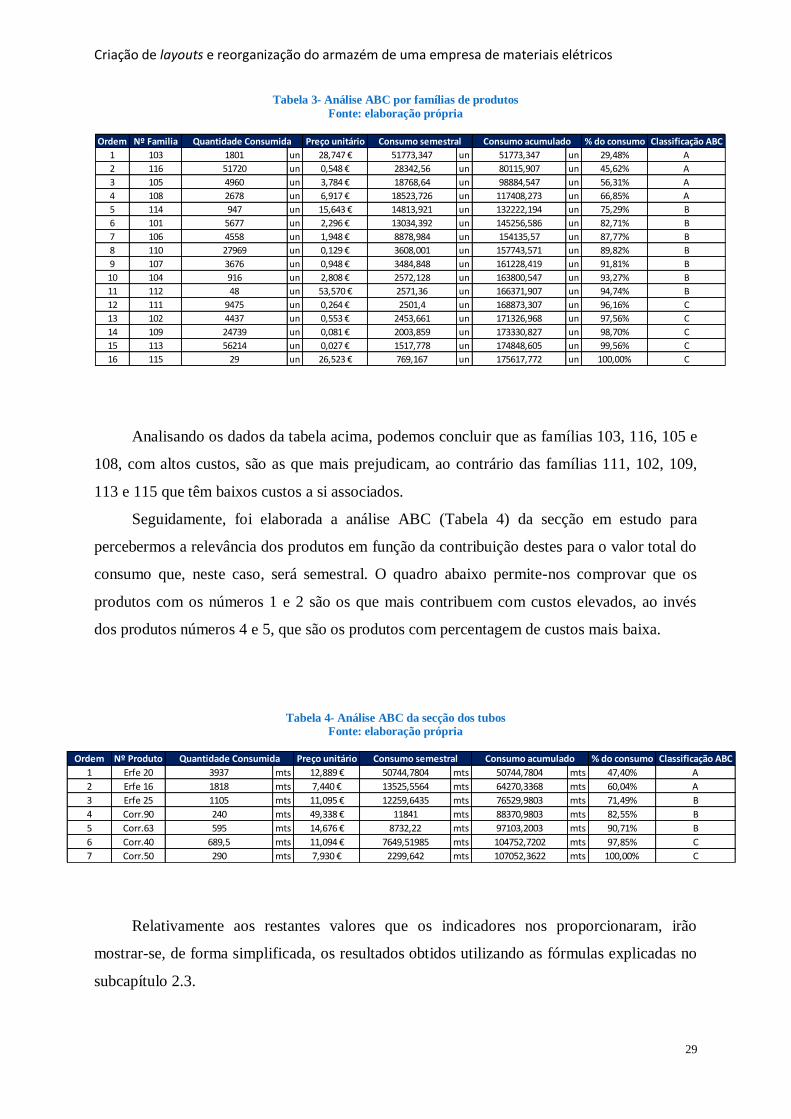
Tabela 3- Análise ABC por famílias de produtos
Fonte: elaboração própria
Analisando os dados da tabela acima, podemos concluir que as famílias 103, 116, 105 e
108, com altos custos, são as que mais prejudicam, ao contrário das famílias 111, 102, 109,
113 e 115 que têm baixos custos a si associados.
Seguidamente, foi elaborada a análise ABC (Tabela 4) da secção em estudo para
percebermos a relevância dos produtos em função da contribuição destes para o valor total do
consumo que, neste caso, será semestral. O quadro abaixo permite-nos comprovar que os
produtos com os números 1 e 2 são os que mais contribuem com custos elevados, ao invés
dos produtos números 4 e 5, que são os produtos com percentagem de custos mais baixa.
Tabela 4- Análise ABC da secção dos tubos Fonte: elaboração própria
Relativamente aos restantes valores que os indicadores nos proporcionaram, irão
mostrar-se, de forma simplificada, os resultados obtidos utilizando as fórmulas explicadas no
subcapítulo 2.3.
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
30
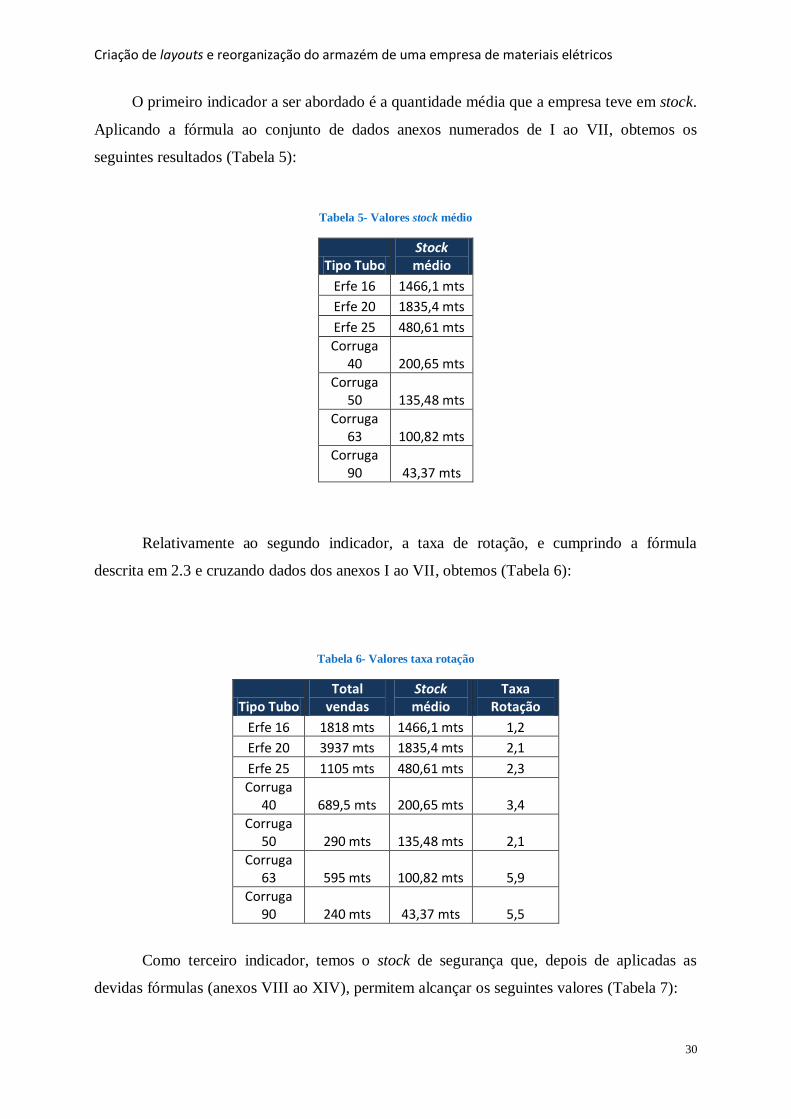
O primeiro indicador a ser abordado é a quantidade média que a empresa teve em stock.
Aplicando a fórmula ao conjunto de dados anexos numerados de I ao VII, obtemos os
seguintes resultados (Tabela 5):
Tabela 5- Valores stock médio
Tipo Tubo Stock médio
Erfe 16 1466,1 mts
Erfe 20 1835,4 mts
Erfe 25 480,61 mts
Corruga 40 200,65 mts
Corruga 50 135,48 mts
Corruga 63 100,82 mts
Corruga 90 43,37 mts
Relativamente ao segundo indicador, a taxa de rotação, e cumprindo a fórmula
descrita em 2.3 e cruzando dados dos anexos I ao VII, obtemos (Tabela 6):
Tabela 6- Valores taxa rotação
Tipo Tubo Total
vendas Stock médio
Taxa Rotação
Erfe 16 1818 mts 1466,1 mts 1,2
Erfe 20 3937 mts 1835,4 mts 2,1
Erfe 25 1105 mts 480,61 mts 2,3
Corruga 40 689,5 mts 200,65 mts 3,4
Corruga 50 290 mts 135,48 mts 2,1
Corruga 63 595 mts 100,82 mts 5,9
Corruga 90 240 mts 43,37 mts 5,5
Como terceiro indicador, temos o stock de segurança que, depois de aplicadas as
devidas fórmulas (anexos VIII ao XIV), permitem alcançar os seguintes valores (Tabela 7):

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
31
Tipo Tubo
Erfe 16 62,95 mts 1818 mts 20,20 mts 83,15 mts
Erfe 20 270,4 mts 3937 mts 43,74 mts 314,14 mts
Erfe 25 78,68 mts 1105 mts 12,28 mts 90,96 mts
Corruga 40 34,94 mts 689,5 mts 7,66 mts 42,60 mts
Corruga 50 14,61 mts 290 mts 3,22 mts 17,83 mts
Corruga 63 33,81 mts 595 mts 6,61 mts 40,42 mts
Corruga 90 33,41 mts 240 mts 2,67 mts 36,08 mts
Stock Segurança Quantidade Consumida/180dias Quantidade Consumida/2dias Ponto Encomenda
Tabela 7- Valores stock segurança
Tipo Tubo Desvio_Padrão Desvio_2dias Stock
Segurança
Erfe 16 147,76 mts 38,15 mts 62,95 mts
Erfe 20 634,70 mts 163,88 mts 270,40 mts
Erfe 25 184,69 mts 47,69 mts 78,68 mts
Corruga 40
82,01 mts 21,17 mts 34,94 mts
Corruga 50 34,30 mts 8,86 mts 14,61 mts
Corruga 63 79,36 mts 20,49 mts 33,81 mts
Corruga 90 78,43 mts 20,25 mts 33,41 mts
O último indicador abordado foi o ponto de encomenda que, após aplicação da
fórmula do subcapítulo 2.3.4, permite obter a seguinte tabela (Tabela 8):
Tabela 8- Valores ponto de encomenda
3.2.4 Estado atual da empresa
Atualmente, a empresa peca pela desorganização do espaço físico, a não definição do
material que deve estar em cada lugar específico e por alguma falta de conhecimento
associado à gestão de stocks. O espaço físico da empresa, presentemente, encontra-se definido
pela Figura 14. O armazém tem uma área de 245 m2. Como podemos observar na ilustração
abaixo (Figura 14), o armazém não possui qualquer tipo de layout criado (Figura 18) para os
diversos processos (Figuras 11, 12 e 13). De salientar, na Figura 14, a disposição das
prateleiras (numeradas de 1 a 9), que permite uma clara movimentação entre elas.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
32
Figura 14- Disposição do armazém da empresa
Fonte: elaboração própria
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
33
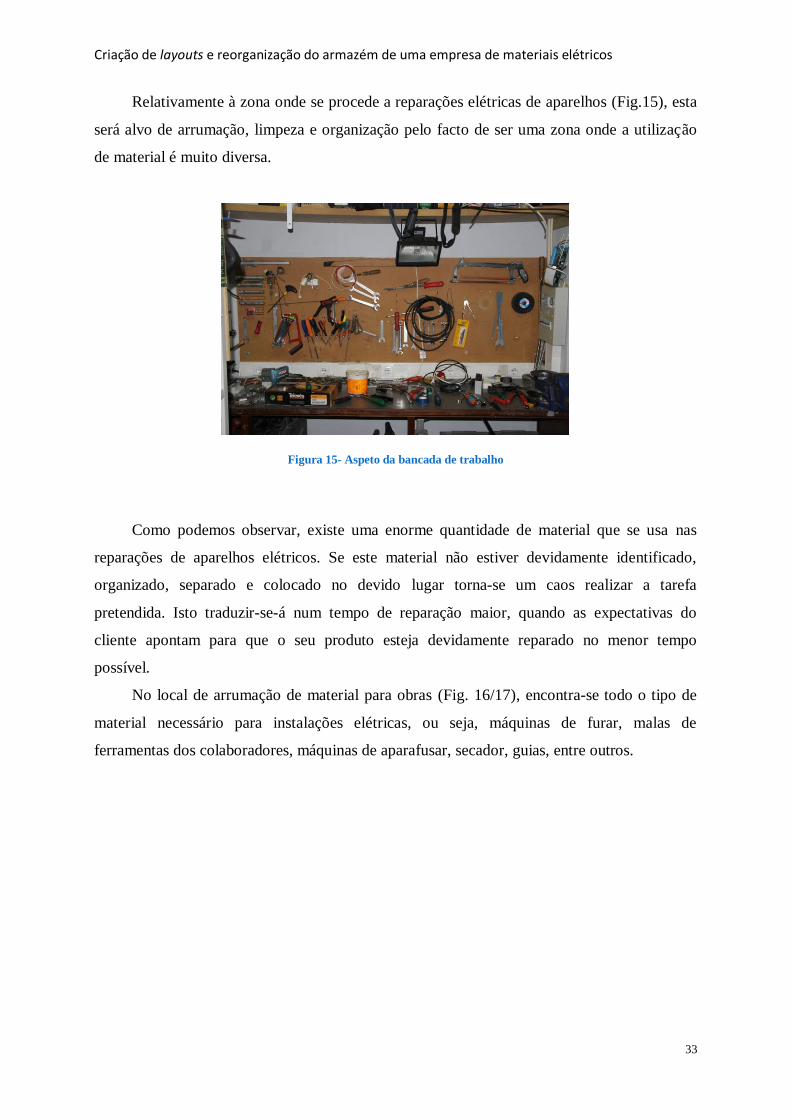
Relativamente à zona onde se procede a reparações elétricas de aparelhos (Fig.15), esta
será alvo de arrumação, limpeza e organização pelo facto de ser uma zona onde a utilização
de material é muito diversa.
Figura 15- Aspeto da bancada de trabalho
Como podemos observar, existe uma enorme quantidade de material que se usa nas
reparações de aparelhos elétricos. Se este material não estiver devidamente identificado,
organizado, separado e colocado no devido lugar torna-se um caos realizar a tarefa
pretendida. Isto traduzir-se-á num tempo de reparação maior, quando as expectativas do
cliente apontam para que o seu produto esteja devidamente reparado no menor tempo
possível.
No local de arrumação de material para obras (Fig. 16/17), encontra-se todo o tipo de
material necessário para instalações elétricas, ou seja, máquinas de furar, malas de
ferramentas dos colaboradores, máquinas de aparafusar, secador, guias, entre outros.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
34
Figura 16- Local de arrumação de material para obras
Figura 17- Local de arrumação de material para obras
Depois de prestar atenção à imagem, podemos referir que também esta zona peca pela
falta de organização. Verificamos que está tudo amontoado, umas coisas em cima das outras,
em vez de todo este material se encontrar dividido e organizado por categoria. Esta lacuna
traduzir-se-á num efeito imediato no que se refere a prazos de execução de instalações
elétricas, pois aquilo que deveria constituir uma tarefa simples (colocar todo o material
necessário para a execução da instalação pronto para transporte), não o é, uma vez que o
tempo de preparação do material é elevado, quando deveria ocorrer da forma mais rápida
possível.
Quando nos referimos a layouts, este termo é algo totalmente novo e desconhecido para
quem frequenta o armazém, pois, como podemos observar na Figura 18, não existe qualquer
tipo de layout criado na empresa.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
35
Figura 18- Zona de tratamento de processos
No armazém em estudo, a criação de layouts deveria já ter sido implementada, uma vez
que se verifica uma grande movimentação de entrada/saída de produtos.
Relativamente à gestão de stocks, esta metodologia é abordada tendo por base a secção
dos tubos (Figura 19).
Figura 19- Secção dos tubos
Escolhemos esta secção para poder dar um exemplo de fácil entendimento que
permitisse aos colaboradores que frequentam o armazém de forma consecutiva o adquirir de
alguns dos conceitos que é necessário ter em conta quando se refere gestão de stocks (análise
ABC, quantidade média, stock segurança e taxa de rotação) e, sobretudo, uma boa gestão de
stocks.
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
36
3.3 Síntese dos principais problemas diagnosticados
Depois de uma análise ao armazém e sistema da empresa, detetaram-se alguns
problemas a eles associados, podendo indicar-se, entre outros, a inexistência de definição dos
procedimentos e processos de funções como receção de material, conferência na receção de
material dos fornecedores, conferência de material não utilizado proveniente de obras,
reposição de material nas prateleiras.
Outra lacuna encontrada foi a desarrumação em que se encontra o armazém, causando
problemas na execução de tarefas que seriam, à partida, de simples cumprimento.
A ausência de layouts permite que tarefas distintas possam ser confundidas como, por
exemplo, a conferência de material proveniente de obras e a de material proveniente de uma
encomenda. Para que isto não aconteça, é fundamental criar áreas específicas para cada
função.
Para finalizar, como último problema detetado, importa mencionar a falta de estratégia
de gestão de stocks. A empresa não possui um modelo definido nesta área, ou seja, não
existem, de forma concreta, indicadores que permitam conhecer cabalmente a quantidade de
material a encomendar, quando encomendar, de que stock médio e de segurança se deverá
dispor, de forma a estar preparado para responder a qualquer pedido da procura, se o stock
está em constante rotação, entre outros.
Todos estes problemas detetados resultam em ineficiências claras do sistema.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
37
4. NOVO MODELO DE ORGANIZAÇÃO E FUNCIONAMENTO DA EMPRESA
Apresenta-se, neste capítulo, o novo modelo de organização e funcionamento da
empresa, através do cruzamento de dados recolhidos da organização, tendo por base as
lacunas existentes e as possíveis melhorias a ser implementadas nas zonas críticas referidas no
subcapítulo anterior.
Segundo o que oportunamente mencionamos na secção 1.2, é relevante implementar a
metodologia Lean 5S (perspetivando melhorar o local de trabalho através da organização,
visando o aumento da produtividade), redefinir indicadores de gestão de stocks com vista a
honrar os compromissos com os clientes, e clarificar layouts para que se possam executar
tarefas de forma correta e sem falhas.
4.1 Metodologia 5S
Na primeira zona de atuação, zona de reparações de aparelhos elétricos (Fig. 20/21),
procedeu-se à limpeza da mesma e à criação de um novo placar de ferramentas, ou seja, a
partir das ferramentas mais utilizadas para a reparação de aparelhos foi elaborado um novo
placar que, de forma rápida, permitisse o acesso às ferramentas de trabalho para que, depois
da sua utilização, estas fossem colocadas no seu devido sítio sem qualquer restrição para tal.
O novo placar ficou com a seguinte disposição:
Figura 20- Novo placar de ferramentas

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
38
Figura 21-Novo placar de ferramentas organizado
Relativamente à segunda zona de atuação, local de arrumação para obras (Fig. 22), este
sofreu poucas alterações em termos fisiológicos, uma vez que só o simples facto de organizar
este local permitiria que correspondesse ao que lhe era atribuído. As alterações que ocorreram
nesta zona foram as seguintes: dividiram-se por categorias as diferentes malas de ferramentas
existentes e criou-se uma zona para cada categoria através da conceção de prateleiras. Como
podemos verificar na imagem abaixo, dividiram-se as ferramentas por categoria, máquinas de
furar e aparafusar, ferramentas de colaboradores e diversos.
Figura 22- Zona de material para obras devidamente organizado

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
39
4.2 Layouts
Outra zona de atuação que foi alvo de intervenção, área outrora inexistente, foi a criação
de diversos layouts, de modo a simplificar algumas tarefas existentes na organização e, em
simultâneo, criar alguma ordenação entre essas mesmas tarefas. A Fig. 23 mostra que layouts
foram criados.
Figura 23- Planta da empresa com layouts criados Fonte: elaboração própria
Neste caso, foram criados então quatro layouts (Figura 24) que correspondem à zona de
expedição de material, zona de receção de material por fornecedores, zona para descontar
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
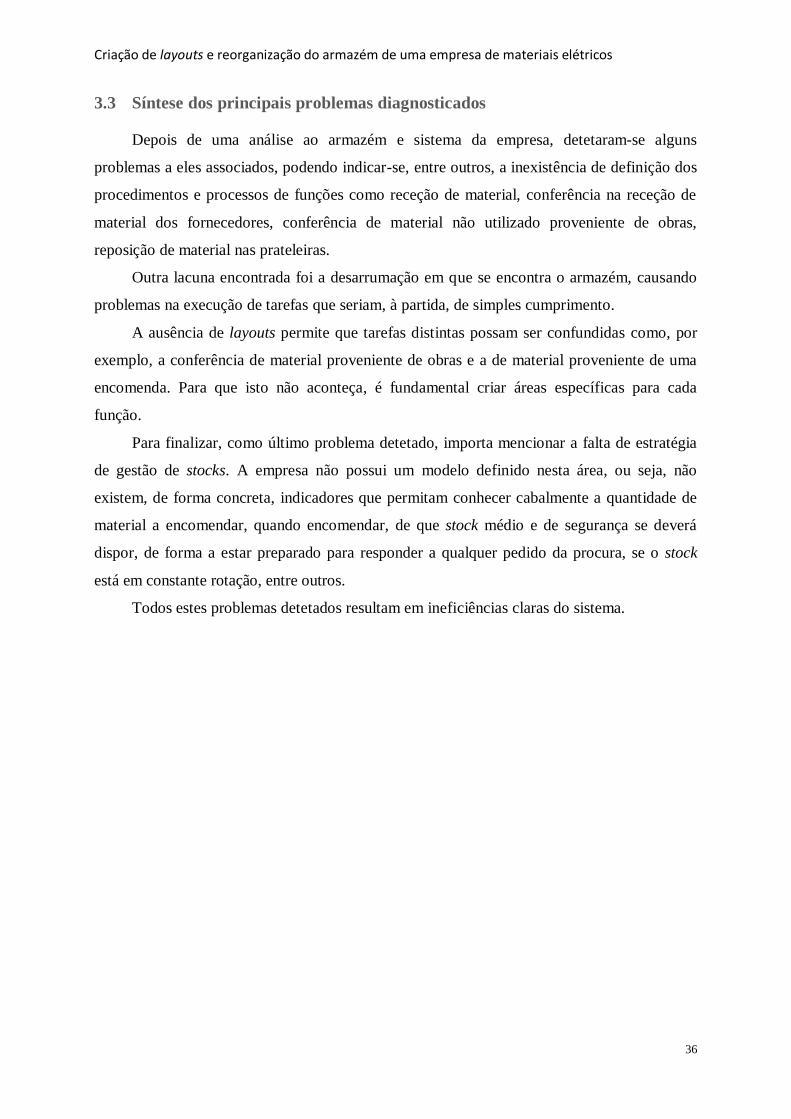
40
material proveniente de instalações elétricas em curso ou já finalizadas e zona de delimitação
da área da máquina de medição de cabos.
Figura 24- Zona onde foram criados os layouts
Como podemos testemunhar na imagem acima apresentada (Figura 24), foram criados
os quatro layouts, de acordo com a forma como se procedem as entradas e saídas de artigos do
armazém e ainda com a disposição daqueles no mesmo.
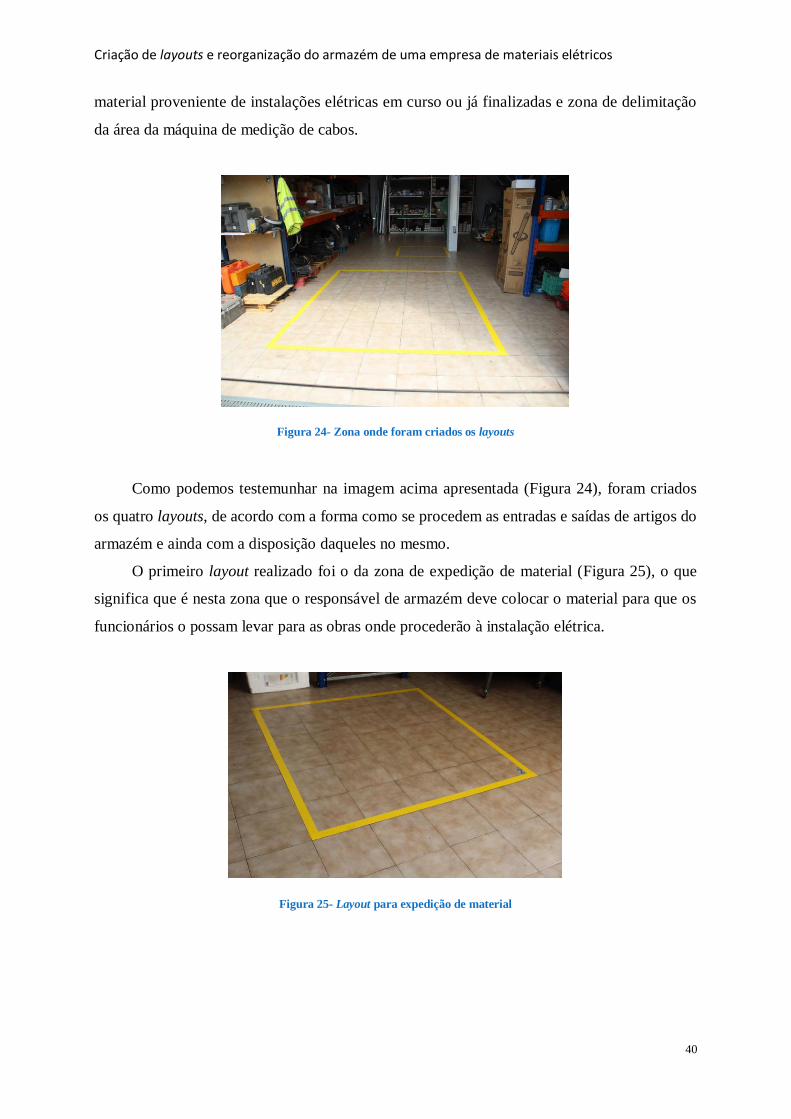
O primeiro layout realizado foi o da zona de expedição de material (Figura 25), o que
significa que é nesta zona que o responsável de armazém deve colocar o material para que os
funcionários o possam levar para as obras onde procederão à instalação elétrica.
Figura 25- Layout para expedição de material

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
41
O segundo layout efetuado foi a zona de receção de material por fornecedores (Figura
26), pois é nesta zona que se deposita qualquer tipo de material encomendado a fornecedores
para que se possa conferir o mesmo material e proceder à reposição de stocks.
Figura 26- Layout para receção de material proveniente de fornecedores
Como terceiro layout foi concebida a zona para descontar material proveniente de
instalações elétricas (Figura 27). Este layout foi estabelecido para simplificar a tarefa de
perceber que material foi utilizado na instalação elétrica para que futuramente não seja
debitado ao cliente material que a instalação não requereu.
Figura 27- Layout para retorno de material
O quarto – e último – layout gerado foi o de delimitação da zona da máquina de
medição de cabos (Figura 28). Esta zona foi devidamente estudada ponderando a deslocação

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
42
feita pelo colaborador e a exigência do peso que o cabo exerce neste mesmo colaborador
aquando da sua movimentação para efetuar a medição daquele.
Figura 28- Layout demarcativo da máquina de medição de cabos
Como quarta e última zona de atuação, temos a secção dos tubos, que foi alvo de uma
análise efetuada segundo alguns indicadores da metodologia de gestão de stocks. Se
atentarmos na imagem abaixo (Figura 29) e a compararmos com a Figura 19, podemos
perceber que, depois da aplicação de diversas fórmulas, esta zona apresenta-se com um maior
equilíbrio relativamente ao número de artigos em stock, o que lhe permite responder com
maior eficácia às exigências do mercado.
Figura 29- Secção dos tubos devidamente organizada
Através de cálculos como o da quantidade média, podemos verificar que, neste
momento, existe stock em todos os tubos referidos, o que inicialmente não acontecia devido à

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
43
empresa não dispor de um indicador que lhe mostrasse e alertasse para o que o mercado, por
vezes, necessita.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
44

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
45
5. DISCUSSÃO DOS RESULTADOS OBTIDOS
No início desta dissertação foram traçados objetivos relativamente à organização e
funcionamento de um armazém com as particularidades previamente definidas. Este capítulo
voltará a abordar os objetivos norteados pela vontade de mostrar o processo escolhido para os
atingir.
As modificações que o novo modelo de organização e funcionamento do armazém
proporcionou serão, portanto, abordadas neste capítulo.
5.1 Resumo das medidas tomadas
É relevante definir claramente os objetivos antes de dar início a qualquer género de
trabalho para que, ao longo da sua realização, se possa utilizar uma abordagem precisa e
contínua. Os objectivos definidos para este trabalho foram, então,
desenvolver, implementar e monitorizar a metodologia Lean designada por 5S;
desenvolver e implementar um novo modelo de organização do espaço (layout);
redefinir o layout dos produtos e abordar algumas temáticas de gestão de stocks;
Depois da definição dos objetivos, efetuaram-se algumas análises, visando o
reconhecimento e contextualização do problema para se perceber que forma e métodos se
devem utilizar para se atingirem os objetivos propostos. Após a realização de algumas
análises, foram identificadas as limitações e necessidades do armazém e mostrou-se a forma
como ele estava disposto. No momento seguinte, expôs-se o novo modelo de armazém, já de
acordo com alterações que nos propusemos implementar.
O estudo dos tipos de produtos em stocks permitiu a realização da análise e uma
definição correta da implementação de layouts.
Depois de efetuada a análise ao armazém em estudo e de recolhidas as informações
necessárias para alcançar os objetivos, apresentar-se-ão, de forma individual, os objetivos
definidos e o processo que permitiu cumpri-los.
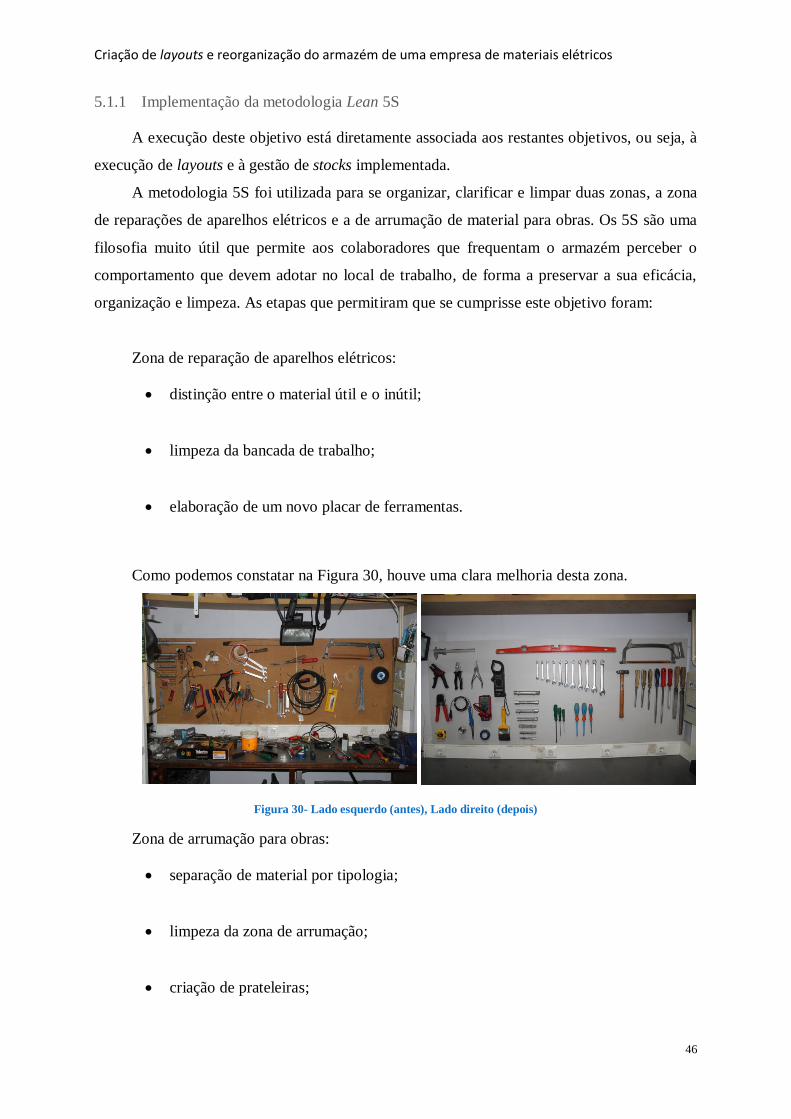
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
46
5.1.1 Implementação da metodologia Lean 5S
A execução deste objetivo está diretamente associada aos restantes objetivos, ou seja, à
execução de layouts e à gestão de stocks implementada.
A metodologia 5S foi utilizada para se organizar, clarificar e limpar duas zonas, a zona
de reparações de aparelhos elétricos e a de arrumação de material para obras. Os 5S são uma
filosofia muito útil que permite aos colaboradores que frequentam o armazém perceber o
comportamento que devem adotar no local de trabalho, de forma a preservar a sua eficácia,
organização e limpeza. As etapas que permitiram que se cumprisse este objetivo foram:
Zona de reparação de aparelhos elétricos:
distinção entre o material útil e o inútil;
limpeza da bancada de trabalho;
elaboração de um novo placar de ferramentas.
Como podemos constatar na Figura 30, houve uma clara melhoria desta zona.
Figura 30- Lado esquerdo (antes), Lado direito (depois)
Zona de arrumação para obras:
separação de material por tipologia;
limpeza da zona de arrumação;
criação de prateleiras;

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
47
disposição do material de forma correta, tendo em conta os diferentes tipos.
A imagem abaixo (Figura 31) mostra a diferença depois das melhorias implementadas.
Figura 31- Lado esquerdo (antes), Lado direito (depois)
Todos os passos acima expostos permitiram uma maior organização das duas zonas de
atuação. A nova disposição destas duas zonas trouxe diversas vantagens.
As vantagens associadas à zona de reparação de aparelhos elétricos, após a realização
das etapas acima concretizadas, foram:
diminuição do tempo de reparação. Antes de sofrer mudanças, esta zona tinha
uma média de reparação de 2 horas e 45 minutos. Depois de ocorrerem as
alterações, o tempo médio de reparação diminui para 1 hora e 54 minutos (Anexo
XV). Esta diminuição ficou a dever-se à facilidade em encontrar os materiais
necessários à reparação dos aparelhos e que se traduz numa maior produtividade e
numa melhor prestação de serviços;

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
48
melhoramento, em termos visuais, da bancada de reparações.
Relativamente às vantagens agregadas à zona de arrumação para obras, depois de sofrer
as devidas transformações, podemos mencionar:
diminuição do tempo de preparação do material a transportar para as obras. Antes
da implementação das alterações, o tempo médio de preparação de material era de
5 minutos, passando agora a ser de 2 minutos (Anexo XV). Este tempo de
preparação de material originava, por vezes, atrasos no começo das instalações
elétricas, situação que agora não ocorre;
melhoria, em termos visuais, devido à organização que aquela zona agora possui.
Face ao exposto, podemos assegurar que as alterações ocorridas permitem responder às
necessidades do armazém bem como as dos que o frequentam.
5.1.2 Implementação de Layouts
A organização em que se sustenta o nosso estudo foi alvo de ordenação do espaço físico
através da criação de layouts. Como podemos testemunhar na Figura 14, o espaço disponível
para a criação destes layouts não é significativo, o que implicou, da nossa parte, uma
adaptação às condições existentes. A criação de layouts justifica-se com a necessidade de
simplificar e distinguir tarefas que anteriormente se confundiam, graças à disposição dos
produtos nas prateleiras do armazém.
Essas tarefas realizavam-se sempre ao mesmo local, ou seja, material para expedição,
zona de receção de encomendas e zona para descontar material proveniente de obras estavam
todos confinados à mesma zona, o que, frequentemente, não permitia distinguir o que se fazia
e com que objetivo.
Para esclarecer, então, esta situação foram distinguidas as zonas acima referidas, de
acordo com os produtos relativos a essas mesmas zonas, tendo em conta as suas
especificidades (volume, tipo de material, entre outras) e a sua localização, isto é, o mais
próximo possível do local de saída/entrada de material. Para que tal ocorresse de forma a
facilitar o trabalho dos frequentadores do armazém, todas as áreas que se pretendiam criar
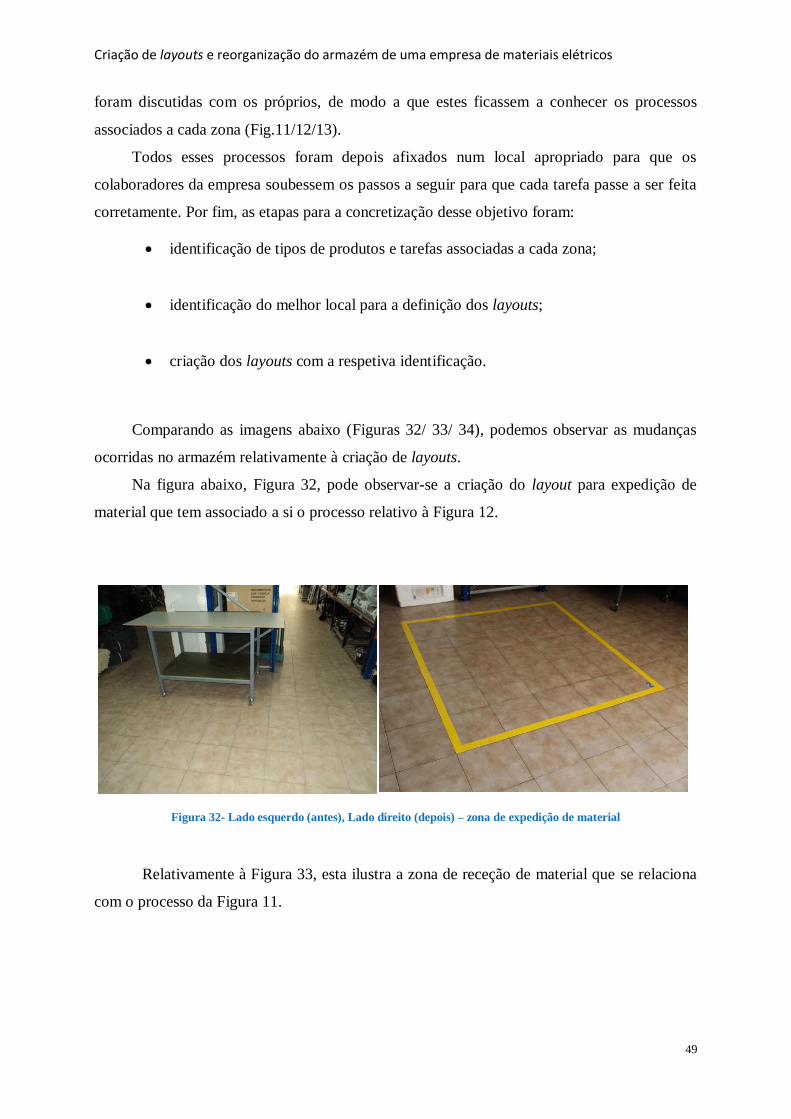
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
49
foram discutidas com os próprios, de modo a que estes ficassem a conhecer os processos
associados a cada zona (Fig.11/12/13).
Todos esses processos foram depois afixados num local apropriado para que os
colaboradores da empresa soubessem os passos a seguir para que cada tarefa passe a ser feita
corretamente. Por fim, as etapas para a concretização desse objetivo foram:
identificação de tipos de produtos e tarefas associadas a cada zona;
identificação do melhor local para a definição dos layouts;
criação dos layouts com a respetiva identificação.
Comparando as imagens abaixo (Figuras 32/ 33/ 34), podemos observar as mudanças
ocorridas no armazém relativamente à criação de layouts.
Na figura abaixo, Figura 32, pode observar-se a criação do layout para expedição de
material que tem associado a si o processo relativo à Figura 12.
Figura 32- Lado esquerdo (antes), Lado direito (depois) – zona de expedição de material
Relativamente à Figura 33, esta ilustra a zona de receção de material que se relaciona
com o processo da Figura 11.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
50
Figura 33- Lado esquerdo (antes), Lado direito (depois) – zona de receção de material
Por seu lado, a Figura 34 mostra a zona de retorno de material proveniente de
instalações que se interliga com o processo ilustrado na Figura 13.
Figura 34- Lado esquerdo (antes), Lado direito (depois) – z ona de retorno de material
O layout criado para a máquina de medição de cabos (Fig. 28) foi elaborado
contemplando alguns fatores aos quais foi necessário prestar atenção: o peso dos cabos, o
volume dos cabos e respetivas movimentações associadas ao peso/volume dos mesmos.
Como os cabos mais pesados e volumosos estão alojados na prateleira nº 1 (Figura 14) e a
máquina de medição de cabos está o mais próximo possível destes, permite-nos concluir que
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
51
as movimentações que lhes estão associadas exigem pouco esforço físico de quem estiver a
executar a função, pois a movimentação até à máquina de medição é de simples trajeto.
Implementados os layouts, podemos concluir que a criação destes trouxe vantagens
relativamente a tempos de execução de tarefas mais baixos, uma vez que se percebe a
finalidade com que estamos a executar a tarefa, simplificando igualmente as tarefas, já que as
zonas estão claramente diferenciadas e, graças à organização do espaço, em termos visuais, o
aspeto melhorou.
5.1.3 Gestão de stocks
Concluídos os cálculos dos indicadores de gestão de stocks, podemos retirar várias
conclusões.
Relativamente à análise ABC executada, esta mostra que as famílias 103, 116, 105 e
108 são as que exigem um controlo mais apertado, uma vez que grande parte dos custos de
armazenamento lhes está associada. Na secção dos tubos, por exemplo, os tubos Erfe 16 e
Erfe 20 são os que mais contribuem para os custos elevados.
No que diz respeito à taxa de rotação, esta obteve valores distintos em vários produtos.
Nos tubos Erfe 16, 20, 25 e Corruga 40 e 50 a taxa tem valores muito baixos, o que significa
que a empresa possui estes artigos muito tempo parados em armazém, o que já não acontece
com os tubos Corruga de 63 e 90. Este facto indica-nos que a empresa pode não estar a optar
por um sistema correto de encomendas, ou seja, ou a empresa tem um stock de segurança
muito elevado ou está a encomendar mais do que o necessário. A conclusão que se tira
coincide mais com esta segunda hipótese.
Uma vez que a maioria dos fornecedores tem um tempo estimado de entrega de dois
dias, a empresa deve optar por fazer encomendas segundo as suas necessidades (nível
encomenda), isto é, não encomenda periodicamente mas sim em quantidades necessárias, por
lote.
Como geralmente uma obra, depois de publicado o resultado do concurso público, tem
um período de aprovação/reclamação, a empresa não necessita de encomendar muito material
(só se houver descontos de quantidade que justifiquem o empate de capital e cubram os custos
de material empatado em stock), apenas o necessário para o dia do começo da execução da
obra, podendo ficar em stock apenas com uma ligeira margem acima do stock de segurança.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
52
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
53
6. CONCLUSÕES E SUGESTÕES DE TRABALHOS FUTUROS
Terminado o trabalho definido com a empresa, que tinha como alvo de estudo o
armazém, e expostos os resultados no capítulo anterior, este capítulo final contempla as
considerações gerais a propósito do que foi elaborado.
O modelo desenvolvido neste trabalho teve como principal objetivo maximizar os
recursos existentes no armazém, uma vez que a administração da empresa não permitia uma
“revolução”/reestruturação completa do armazém. Respeitando esta condicionante, foram
implementadas medidas que permitissem alterações nas funções associadas ao armazém,
ajudando no cumprimento dos objetivos definidos.
Embora as medidas propostas e implementadas estejam ainda numa fase inicial, já é
possível tirar ilações e detetar melhorias em diversos aspetos abordados, o que funciona como
encorajamento para que os restantes objetivos propostos também possam vir a ser alcançados.
Defendemos, portanto, que para que o modelo seja efetivamente uma mais-valia para a
empresa é relevante que haja uma política de melhoramento contínuo ao nível de todos os
processos inseridos no armazém.
Como perspetivas de desenvolvimento futuro, é de relembrar que ainda permanecem
fatores passíveis de melhoramento dentro do armazém.
Esses melhoramentos passam sobretudo pela análise dos restantes artigos em stock,
aplicando os indicadores abordados neste trabalho. Outro campo de aperfeiçoamento dentro
do armazém é a criação de um sistema de codificação universal e simples que permita, a
qualquer frequentador do armazém, dar uma resposta mais rápida a qualquer pedido de
cliente.

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
54
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
55
REFERÊNCIAS BIBLIOGRÁFICAS
Álvaro, A. (2011). Distribuição e Logística (notas de aula).
Ballou R.(1998), Business Logistics Management, Prentice Hall.
Bertholey F., Bourniquel P., Rivery E., Coudurier N., & Follea G. (2009), “Work
organisation improvement methods applied to Blood Transfusion Establishments
(BTE): Lean Manufacturing, VSM, 5S”, Transfusion Clinique Et Biologique, 16(2),
pp 93-100, doi: 10.1016/j.tracli.2009.04.007
Campilho, R. (2010). Gestão de stocks (notas de aula).
Carvalho, J. (2001), Auditoria Logística. Lisboa: Edições Sílabo.
Carvalho, J. (1996), Logística. Lisboa: Edições Sílabo.
Elliott, J. (1996). El Cambio Educativo desde la Investigación-acción. Madrid:
Ediciones Morata.
Goh M., Ou J. and Teo C. (2001), Warehouse sizing to minimize inventory and
storage costs, Naval Research Logistics, 48(4), pp 300-312, doi: 10.1002/nav.10
Gonçalves J. (2000). Gestão de Aprovisionamentos: Stocks, Previsão, Compras.
Publindústria – Edições Técnicas,.
Gray A., Karmarkar U., and Seidmann A., (1992), Design and operation of an order-
consolidation warehouse – models and application, European Journal of Operational
Research, 58(1), doi: 10.1016/0377-2217(92)90232-x
Gu, J., Goetschalckx M., and McGinnis L., (2007), Research on warehouse operation:
A comprehensive review, European Journal of Operational Research, 177(1), pp 1-
21, doi: 10.1016/j.ejor.2006.02.025
Gu J., Goetschalckx M., and McGinnis L., (2010), Research on warehouse design and
performance evaluation: A comprehensive review, European Journal of Operational
Research, 203(3), pp 539-549, doi: 10.1016/j.ejor.2009.07.031
Hackman S., and Rosenblatt M., (1990), Allocating items to an automated storage and
retrieval-sistem, Iie Transactions, 22(1), doi: 10.1080/07408179008964152
Kallina C., and Lynn J., (1976), Application of cube-per-order index rule for stock
location in a distribution warehouse, Interfaces, 7(1), doi: 10.1287/inte.7.1.37

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
56
Kuhne, G. W., & Quigley, B. A. (1997). Understanding and Using Action Research in
Practice Settings. In B. Allan Quigley & Gary W. Kuhne (eds.), Creating Practical
Knowledge Trough Action Research: Posing Problems, Solving Problems, and
Improving Daily Practice (pp. 23-40). San Francisco: Jossey-Bass Publishers.
Lopes dos Reis R. (2008), Manual da Gestão de Stocks – Teoria e Prática. Lisboa:
Editorial Presença.
Pérez S. (1994), Investigación cualitativa: retos e interrogantes – I. Métodos. 4ª
edición. Madrid: Editorial La Muralla.
Ramos T. (2010), Gestão da armazenagem e dos stocks na gestão da cadeia de
abastecimento, in Crespo de Carvalho J. (Ed.), Logística e Gestão da Cadeia de
Abastecimento. Lisboa: Edições Sílabo.
Santos, Elci; Morais, Carlos; Paiva, João – Formação de Professores para a
Integração das TIC no Ensino da Matemática – Um Estudo na Região Autónoma da
Madeira, 6º Simpósio Internacional de Informática Educativa, Cáceres, 2004.
Silver E., Pyke D. and Peterson R. (1998), Inventory Management and Production
Planning and Schedulling, 3rd
edition. John Wiley & Sons.
Tersine R.(1994), Principles of Inventory and Materials Management. Prentice-Hall.
Trilla, J. 1998. In apud: Fernandes, A. M. Projecto SER MAIS: Educação para a
Sexualidade. Online. Dissertação submetida à Faculdade de Ciências da Universidade
do Porto. Portugal, 2006.
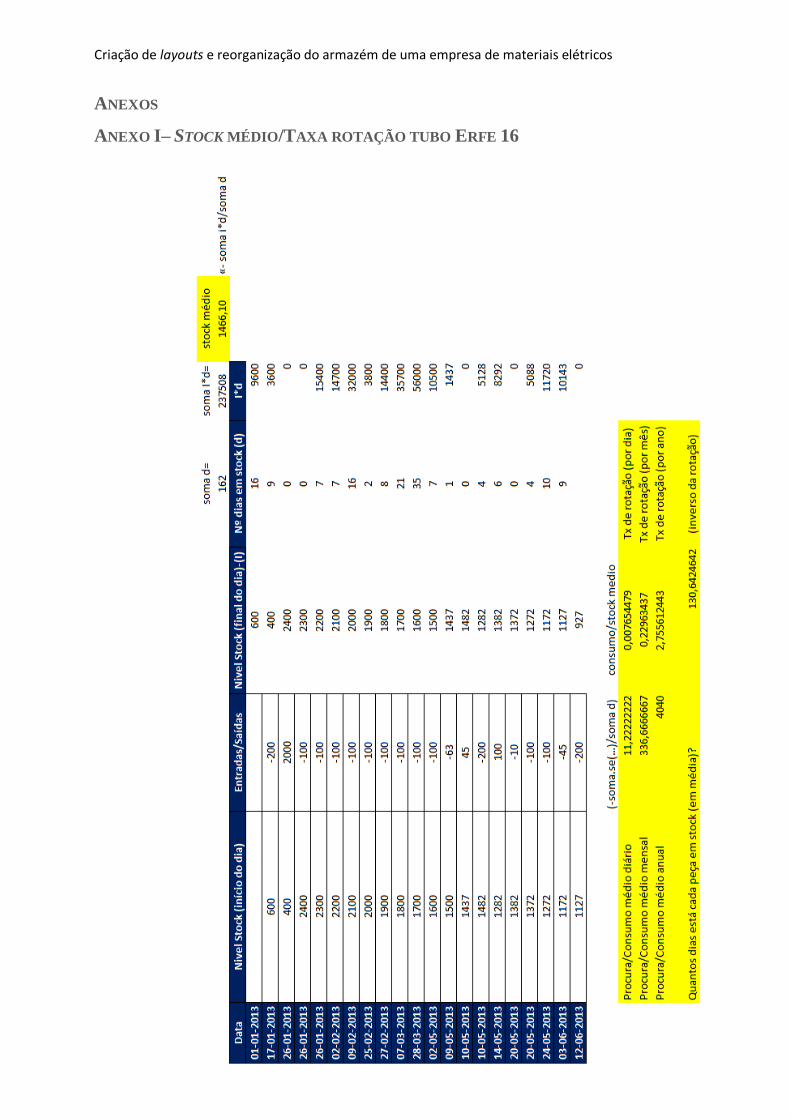
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
57
ANEXOS
ANEXO I– STOCK MÉDIO/TAXA ROTAÇÃO TUBO ERFE 16
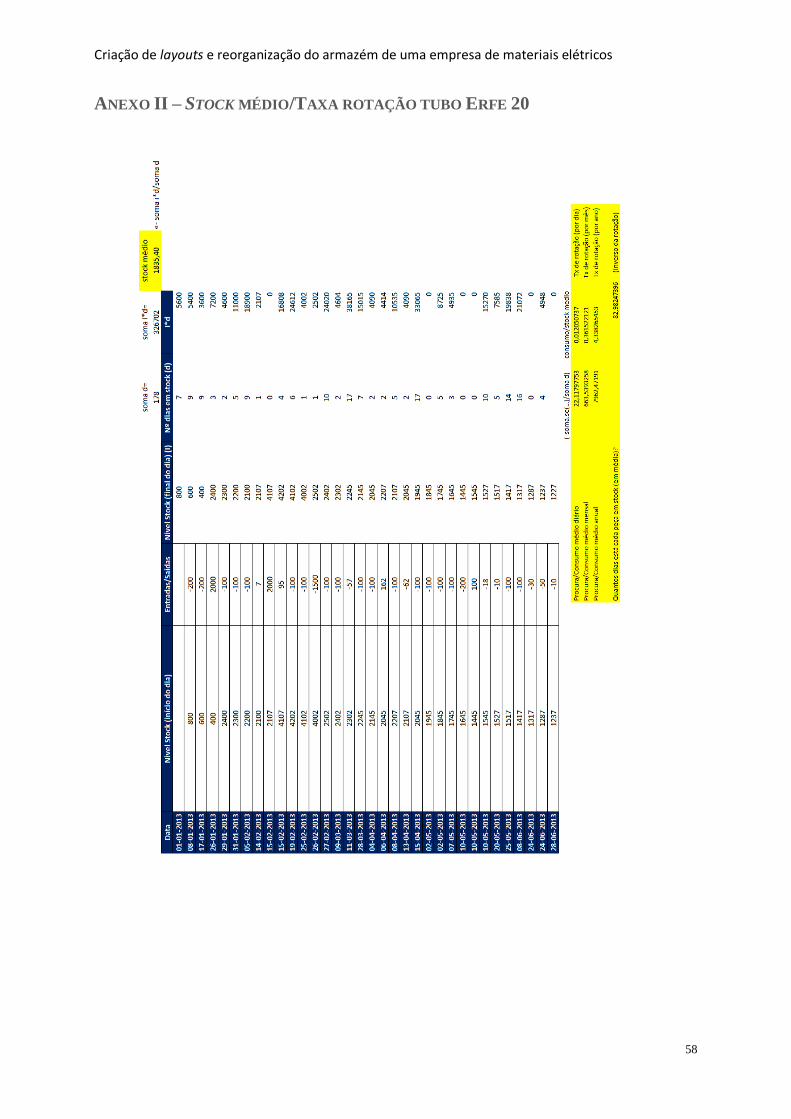
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
58
ANEXO II – STOCK MÉDIO/TAXA ROTAÇÃO TUBO ERFE 20

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
59
ANEXO III – STOCK MÉDIO/TAXA ROTAÇÃO TUBO ERFE 25

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
60
ANEXO IV – STOCK MÉDIO/TAXA ROTAÇÃO TUBO CORRUGA 40
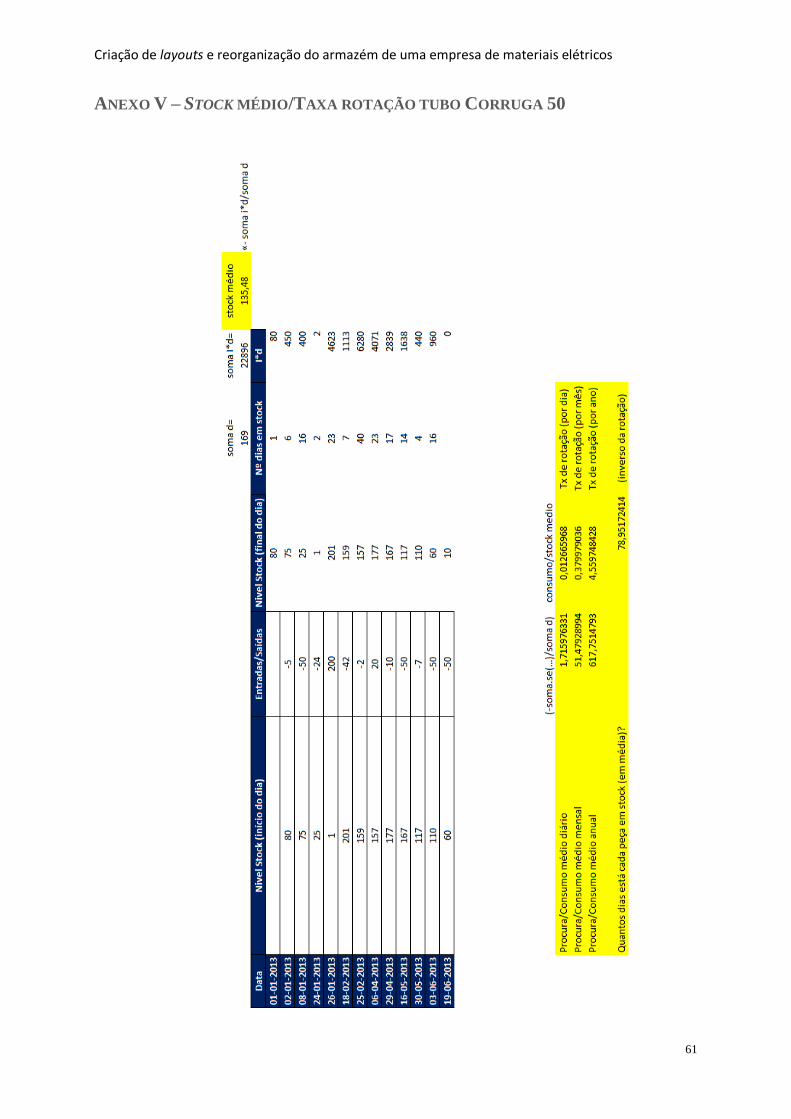
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
61
ANEXO V – STOCK MÉDIO/TAXA ROTAÇÃO TUBO CORRUGA 50

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
62
ANEXO VI – STOCK MÉDIO/TAXA ROTAÇÃO TUBO CORRUGA 63
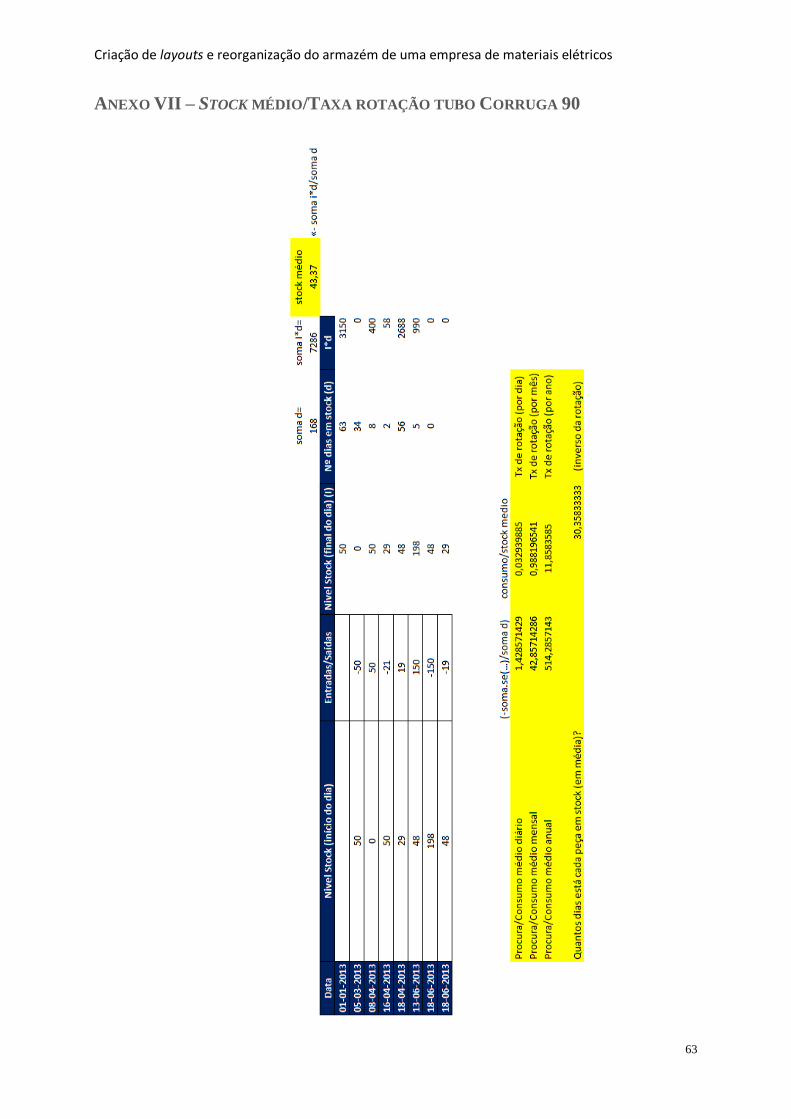
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
63
ANEXO VII – STOCK MÉDIO/TAXA ROTAÇÃO TUBO CORRUGA 90

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
64
ANEXO VIII – STOCK SEGURANÇA TUBO ERFE 16

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
65
ANEXO IX – STOCK SEGURANÇA TUBO ERFE 20

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
66
ANEXO X – STOCK SEGURANÇA TUBO ERFE 25
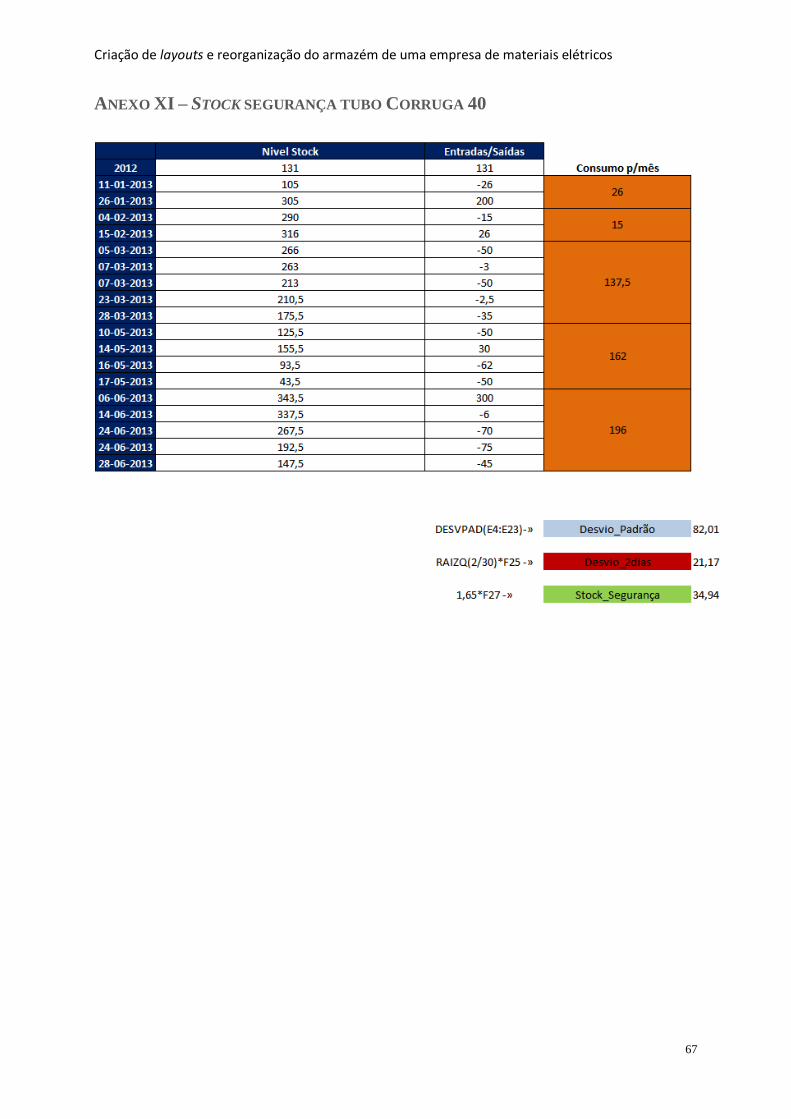
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
67
ANEXO XI – STOCK SEGURANÇA TUBO CORRUGA 40

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
68
ANEXO XII – STOCK SEGURANÇA TUBO CORRUGA 50

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
69
ANEXO XIII – STOCK SEGURANÇA TUBO CORRUGA 63

Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
70
ANEXO XIV – STOCK SEGURANÇA TUBO CORRUGA 90
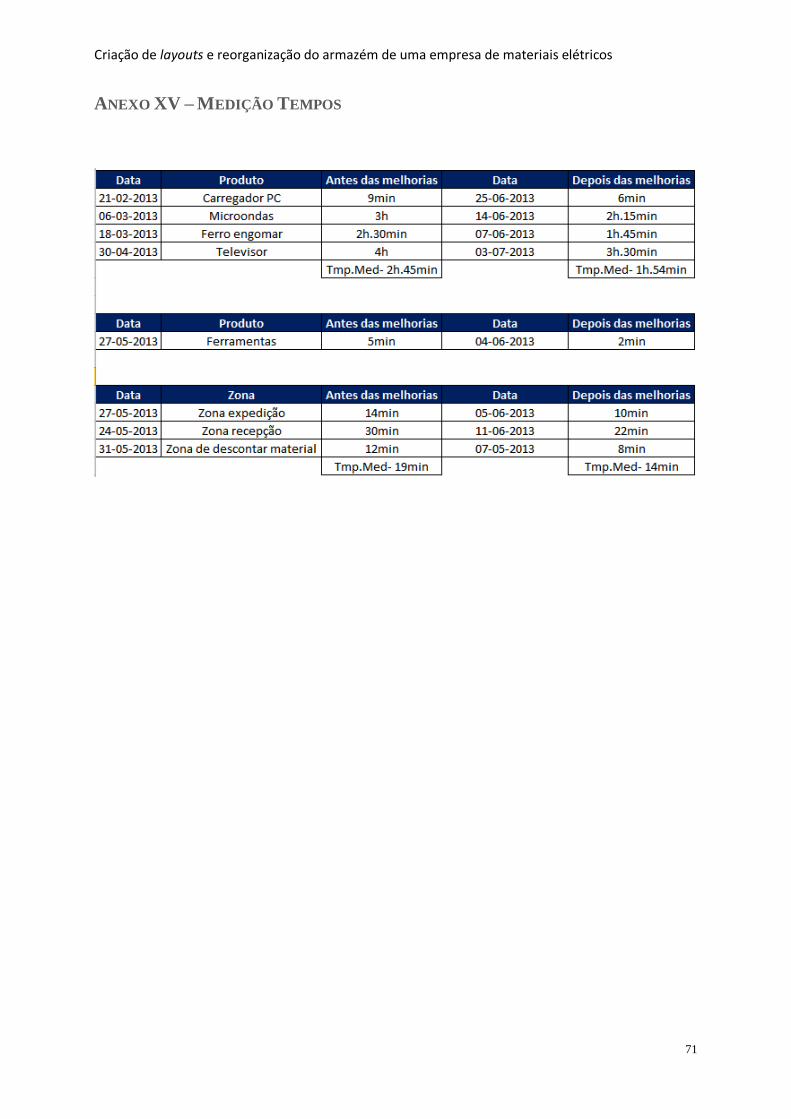
Criação de layouts e reorganização do armazém de uma empresa de materiais elétricos
71
ANEXO XV – MEDIÇÃO TEMPOS