Associação Brasileira das Empresas de Serviço de Concretagem ...
Upload
luiz-lima-jrCategory
view
227download
1
36 3 OS SERVIÇOS DE FÔRMAS, ARMAÇÃO, CONCRETAGEM E ALVENARIA Neste capítulo, para cada um dos serviços em estudo, serão apresentados: ��Descrição geral do serviço Tal descrição foi embasada em pesquisas bibliográficas, bem como em experiências vivenciadas pelo autor nos canteiros de obras. O perfeito entendimento de cada um dos serviços permitirá, conseqüentemente, melhor compreensão da produtividade. ��Diretrizes gerais adotadas na abordagem analítica que servirá ao estudo de produtividade A padronização das apropriações das entradas é característica indispensável para o estudo da produtividade. Para cada um dos serviços em estudo é preciso definir o que deve ser apropriado e como tal apropriação deve ser feita. Configura-se, assim, uma forma única de levantamento, utilizada em todas as obras, que possibilitará a análise conjunta de todos os dados. Quanto às saídas, é preciso que se entenda, num primeiro momento, o que é o serviço a ser mensurado. Entendido o serviço, passa-se à divisão do mesmo em tarefas e subtarefas, de forma a detalhar a coleta de dados e aumentar a precisão do estudo. Como exemplo, tomando-se o caso genérico de um serviço, após seu entendimento, pode-se julgar pertinente dividi-lo em tarefas distintas. Cada uma dessas com suas particularidades, que devem ser entendidas e analisadas em separado para que, ao final, com o auxílio de fatores de conversão, determine-se um índice global de produtividade da mão-de-obra no serviço. A necessidade de aumentar a precisão do estudo pode levar, ainda, à divisão das tarefas nas subtarefas que as constituem. Permite-se, assim, uma abordagem analítica dos serviços em estudo, que é fundamental para a compreensão da produtividade.

37 ��Caracterização dos serviços Quando se estuda a transformação de entradas em saídas, é de suma importância a detecção de quais fatores podem ter influência significativa sobre a eficiência desse processo, e a posterior análise desses fatores. Para se chegar aos fatores, fez-se uma caracterização de cada um dos serviços dentro de uma estrutura previamente elaborada (comentada a seguir), consolidando-se assim uma base de dados (vide Anexo 2) que subsidiou a eleição dos fatores julgados relevantes e que foram considerados nas análises feitas no capítulo 6. A caracterização dos serviços foi dividida em 5 categorias distintas: Características do produto. A análise do projeto do produto é o primeiro passo no entendimento do serviço. A não uniformidade dos projetos, característica marcante na construção civil, gera produtos únicos. Dessa forma, o levantamento da produtividade da mão-de-obra, da forma pretendida neste trabalho, requer que tais características, inerentes a cada projeto, sejam conhecidas e levadas em consideração quando feitas as análises dos dados relativos a cada serviço. Materiais e Componentes. É bastante variada a gama de materiais e componentes utilizados na realização dos serviços de fôrmas, armação, concretagem e alvenaria. A possibilidade de combinações de materiais aumenta o grau de diversificação na maneira de se executar um mesmo serviço e revela a preocupação em atingir maior grau de racionalização, reduzir custos etc. Acredita-se que a utilização de materiais e componentes distintos seja um dos fatores que poderá influenciar a produtividade da mão-de-obra. Daí a importância de se conhecer os materiais e componentes usualmente utilizados. Equipamentos e Ferramentas. A execução de um serviço dentro de um mesmo sistema pode se dar fazendo uso de diferentes equipamentos e ferramentas. Seja por opção do operário, procedimentos da empresa ou imposição de superiores, a escolha da ferramenta/equipamento deve levar a

38 uma maior racionalização do serviço e garantir a melhora ergonômica quanto às atividades do trabalhador. O uso de ferramentas distintas constitui outro fator que se acredita capaz de influenciar a produtividade. Mão-de-obra. Igualmente importante é o entendimento das características da mão-de-obra utilizada na realização do serviço. A composição das equipes que irão executar um determinado serviço deve ser muito bem pensados dentro da obra. Não há, até o momento, uma regra que defina a composição da equipe ideal para cada serviço. Dessa forma, são várias as estruturas de equipe possíveis e admitidas, podendo ser significativa a influência delas na produtividade da mão-de-obra. Organização da Produção. As formas de organizar a produção dentro das obras completam o entendimento dos serviços. Aqui se farão mais presentes fatores relacionados ao contexto do trabalho. Espera-se que venham a sensivelmente influenciar a produtividade, uma vez que incidem sobre o serviço como um todo. 3.1 A estrutura de concreto armado 3.1.1 Visão Geral FAJERSZTAJN (1987) comenta que “existe no país grande tradição no emprego do concreto armado para execução de estruturas. Desde edificações mais simples, do tipo habitacional, até as mais complexas obras, todas são usualmente estruturadas neste material.” Compartilham da mesma opinião diversos outros autores (LICHTENSTEIN, 1987; SOUZA, (1996a); ASSAHI, 1990) quando descrevem a importância que as estruturas executadas em concreto armado adquiriram no país desde o seu surgimento. BARROS; MELHADO (1993) descrevem inúmeras etapas a serem vencidas durante a produção da estrutura de concreto armado. Pode-se citar: produção

39 de fôrmas, preparo das armaduras, produção de concreto, transporte, lançamento etc. Tais etapas estão associadas aos serviços de fôrmas, armação e concretagem. Salienta-se, aqui, a importância de se estudar a produtividade da mão-de-obra em cada um dos serviços em separado devido à complexidade de cada um deles. Passa-se, a seguir, à discussão, em separado, dos serviços de fôrmas, armação e concretagem. 3.1.2 Fôrmas 3.1.2.1 Descrição Geral do Serviço As fôrmas têm sido estudadas por diversos autores [ALDANA, (1991), FAJERSZTAJN, (1987), ASSAHI, (1990), SMITH, (1993), SOUZA, (1996a)], que as têm definido, muitas vezes, de maneira convergente. Assim sendo, aceita-se, para este trabalho, a definição proposta por um destes autores (ALDANA, 1991), segundo a qual “as fôrmas são uma estrutura provisória, construída para conter o concreto fresco, dando a ele a forma e as dimensões requeridas, e suportá-lo até que ele adquira a capacidade de auto-suporte”. Segundo SOUZA (1996a), a principal função de um sistema de fôrmas é condicionar a geometria da estrutura acabada a certas tolerâncias dimensionais, de modo a não causar interferências ou danos a etapas subseqüentes da construção como alvenaria, revestimentos e outras. O sistema deve ter características estruturais (resistência e estabilidade) e funcionar como um equipamento, oferecendo praticidade, durabilidade, funcionalidade, custos operacional e de manutenção baixos. FAJERSZTAJN (1987) indica que as fôrmas para a estrutura de concreto armado devem apresentar as características mostradas na Tabela 3.1.

40 Tabela 3.1– Características das fôrmas para estrutura de concreto armado. Fonte: FAJERSZTAJN (1987) Característica Descrição Resistência Suficiente para suportar os esforços provenientes do próprio peso, do empuxo do concreto, do adensamento, do tráfego de pessoas e equipamentos. Rigidez Para manter as dimensões e formas previstas no projeto de estrutura para os elementos de concreto. Estabilidade Com os devidos suportes e contraventamentos. Estanqueidade Para evitar a perda de água e finos durante a concretagem. Economia As fôrmas devem ser projetadas e construídas visando a simplicidade, permitindo fácil desfôrma e reaproveitamento. Segurança Para os trabalhadores Aderência A aderência fôrma/concreto deve ser a menor possível para facilitar a desfôrma. A concepção estrutural do sistema de fôrmas considera que o carregamento se faz sobre o molde, que deve conferir a geometria e textura previstos em projeto; o molde é constituído de chapas enrijecidas e suportado por escoras e tirantes, encarregados de transferir e/ou equilibrar os esforços solicitantes. A partir da observação do serviço de fôrmas nas obras contempladas neste trabalho, apresenta-se, a seguir, um conjunto de procedimentos de montagem e desmontagem que se mostrou mais utilizado. Essa descrição, embora de caráter genérico, permitirá que se conheçam todas as etapas do serviço, bem como servirá de base para a abordagem analítica a se propor para o estudo da produtividade. Montagem das Fôrmas 1. Transferência dos eixos principais do edifício para a laje em execução; 2. Locação dos gastalhos a partir dos eixos principais; 3. Fixação de dois pontaletes-guia nos gastalhos, aprumando-os e travando-os nas duas direções do pilar;

41 4. Marcação, no pontalete-guia, do nível de referência para se posicionar corretamente a extremidade superior de cada painel do pilar; 5. Montagem das faces laterais menores e da face de fundo dos pilares, pregando-as no pontalete-guia; 6. Verificação do prumo do conjunto; 7. Após posicionada a armadura, fechamento da outra face, travando todas as laterais com tensores e castanhas ou por meio de barras roscadas; 8. Nas bordas dos painéis pode-se usar sargentos de aço, encunhados contra os reforços de madeira dos painéis ou os próprios sanduíches de madeira travados por tensores ou barras roscadas; 9. Lançamento dos fundos de viga a partir das cabeças de pilares, apoiando-os em alguns garfos ao longo dos vãos; 10. Nivelamento dos fundos de vigas e, em seguida, posicionamento dos demais garfos; 11. Posicionamento dos painéis laterais das vigas; 12. Posicionamento das longarinas, devidamente escoradas, a partir dos sarrafos-guias presentes nas laterais dos garfos; 13. Lançamento do assoalho da laje sobre as longarinas; 14. Realização de conferências Desmontagem das Fôrmas 1. Retirada dos painéis dos pilares; 2. Posicionar as reescoras das vigas para, em seguida, remover os garfos e retirar os painéis laterais; 3. Posicionar o reescoramento nas tiras do assoalho da laje para, em seguida, remover as escoras e longarinas e desformar os painéis das lajes (com exceção da tira de reescoramento); 4. Posteriormente, desformam-se os fundos de viga e as tiras de reescoramento das lajes.

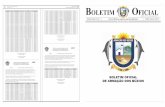
42 Como se pôde observar, o serviço de fôrmas envolve uma série de procedimentos ordenados. As atividades e suas respectivas seqüências de execução não sofreram grandes variações dentro do universo de sistemas estudados neste trabalho. Dessa forma, mesmo tendo-se analisado diferentes sistemas de fôrmas, a seqüência de execução apresentada será bastante útil para que se aborde analiticamente a produtividade. 3.1.2.2 Abordagem Analítica Proposta para o Estudo da Produtividade a) Tarefas/subtarefas Visando a um detalhamento da coleta e aumento da precisão do estudo, o serviço de fôrmas foi abordado analiticamente a partir das tarefas e subtarefas que o constituem. Assim sendo, procurou-se dividir o serviço de fôrmas, primeiramente, em quatro tarefas: fôrmas de pilares, vigas, lajes e escadas. Em seguida, dividiu-se tais tarefas em diversas subtarefas. Vale dizer que essa divisão só se tornou possível mediante o entendimento do sistema de fôrmas como um todo, sendo geralmente o encarregado pelo serviço, na obra, um dos apoios no partilhamento adequado aos propósitos do estudo. Na fase de coleta de dados o partilhamento das tarefas em subtarefas foi feito de forma pormenorizada. Na maioria das obras estudadas a divisão ficou próxima da seqüência de execução já citada, ou seja, bastante fragmentada. Na fase de análise dos dados julgou-se pertinente reestruturar as subtarefas de forma que se criasse uma divisão única para todas as obras. Dessa forma, pode-se fazer uma análise conjunta das mesmas. O serviço de fôrmas é apresentado, no esquema da Figura 3.1, conforme as divisões adotadas para a análise da produtividade da mão-de-obra.

43 Figura 3.1– Apresentação do serviço de fôrmas conforme divisão adotada para análise da produtividade. b) Mão-de-obra contemplada Entendendo ser necessário um levantamento minucioso de informações, que permitisse o conhecimento dos esforços relativos a cada subtarefa durante a execução de uma tarefa, estabeleceu-se a mesma divisão, seguida no levantamento do serviço realizado, na apropriação dos homens-hora. Embora a medição em campo tenha sido feita individualmente para cada membro da equipe de fôrmas, a preocupação sempre foi constatar o esforço demandado pela equipe direta. Neste sentido a equipe de fôrmas incluiu todos os operários responsáveis pela desmontagem, transporte de peças de um pavimento para outro e montagem das fôrmas. A equipe indireta contempla os operários que trabalham em atividades ligadas às fôrmas do pavimento em execução que não aquelas condizentes à equipe direta, como, por exemplo, o reparo das fôrmas. Vale dizer que a equipe indireta não entrou na composição de nenhuma das RUPs de fôrmas apresentadas no decorrer deste trabalho. SERVIÇO DE FÔRMAS Fôrmas para Pilar Fôrmas para Viga Fôrmas para Laje Fôrmas para Escada Gastalho 3 Faces Desmontagem 4a Face Montagem Acertos GeométricosDesmontagem Cimbramento Assoalho DesmontagemAcertos Geométricos Montagem Desmontagem Subtarefas Tarefas

44 Contabiliza-se, ainda, em separado, as horas do encarregado que não executa serviço. 3.1.2.3 Fatores que podem influenciar a produtividade No Anexo 1 encontram-se citados e organizados, na forma de planilhas de coleta, todos os fatores relativos ao serviço de fôrmas, considerados potencialmente influenciadores da produtividade no serviço. No restante desse item cita-se apenas alguns comentários relevantes quanto às razões para a adoção de tais fatores. ��Características do Produto O produto “fôrmas para estrutura de concreto armado” foi abordado segundo o padrão de acabamento da estrutura, grau de industrialização da mesma e tipologia estrutural de cada elemento (pilar, viga, laje e escada). As características do projeto também foram levantadas e expressas na forma de indicadores de diversas naturezas. SABBATINI (1989) classifica os processos construtivos, de acordo com seu grau de industrialização, em : ��“Processos tradicionais - baseados na produção artesanal, com uso intensivo de mão-de-obra, com elevados desperdícios de tempo e material; ��Processos racionalizados - que passam a incorporar princípios de planejamento e controle, tendo como objetivos: eliminar desperdícios, aumentar a produtividade; planejar o fluxo de produção e centralizar e programar decisões, sem que disso resultem mudanças radicais nos métodos de produção; ��Processos industrializados - baseados no uso intensivo de componentes e elementos produzidos em instalações fixas e acoplados no canteiro de obras. Utilizam predominantemente as técnicas industriais de produção e transporte. O processo industrializado submete-se aos princípios organizacionais da indústria estacionária. A classificação proposta por SABBATINI (1989) para os processos construtivos será, neste trabalho, estendida para os elementos que compõem o sistema

45 estrutural de concreto armado. Acredita-se que o grau de industrialização é fator diretamente relacionado à produtividade. Salienta-se, porém, que apenas a industrialização dos componentes não é garantia de incremento nos níveis de produtividade. É preciso que a adoção de processos mais industrializados seja respaldada por um perfeito gerenciamento e controle, não só do processo em questão, como de todos os outros a que, direta ou indiretamente, estejam relacionados. A tipologia dos elementos estruturais de concreto armado é bastante variável (ao se estudar um único edifício, é comum que se encontrem diferentes tipos de pilares e vigas, por exemplo). As possibilidades de adoção de diferentes tipologias, conjugadas com as inúmeras composições estruturais que podem ser conseguidas, caracterizam um fator relevante ao analisar a produtividade da mão-de-obra empregada na confecção da estrutura. Faz-se importante classificar os elementos estruturais segundo suas tipologias. Permite-se, assim, verificar a existência e determinar qual é a influência desse fator, ligado ao conteúdo do trabalho, na produtividade da mão-de-obra. A não uniformização dos projetos concebidos atualmente induz a uma grande diversidade dos parâmetros de projeto, tais como diferentes relações quanto a volume de pilar pelo volume total de estrutura, superfície total da fôrma pelo volume total de concreto etc. O levantamento desses parâmetros é fator importante no estudo da produtividade da mão-de-obra quando se deseja fazer comparações entre obras. ��Materiais e Componentes FAJERSZTAJN (1987) diz que “os diferentes componentes dos sistemas de fôrmas são fabricados a partir de grande variedade de materiais, tais como: madeira, aço, alumínio, plástico etc” e que a escolha desses materiais é determinada em função dos seguintes fatores: ��“número de utilizações previstas; ��textura requerida da superfície de concreto;

46 ��cargas atuantes; ��tipo de estrutura a ser moldada; ��custos do componente e da mão-de-obra; ��equipamento para transporte; ��cronograma das obras”. Este mesmo autor classifica os sistemas de fôrmas em sistemas de fôrmas de
madeira (tradicionais e racionalizados), sistemas de fôrmas metálicas (aço e alumínio) e sistemas de fôrmas mistas. Nos últimos anos tem-se notado uma maior preocupação com a racionalização do uso das fôrmas. Um grande número de novos sistemas surgiram no mercado juntamente com a chegada de muitas empresas estrangeiras atuantes neste segmento. Tem-se buscado desenvolver sistemas que consigam aproveitar as potencialidades dos materiais e, justamente na conciliação desses, atingir o grau de racionalização esperado. Acredita-se que a opção feita dentre os diferentes sistemas de fôrmas disponíveis seja também um fator que influencie na produtividade da mão-de-obra, quando feita uma análise comparativa entre diferentes canteiros. Para que se entenda o sistema de fôrmas, é preciso que se conheçam os materiais e componentes que o constituem. Em vista do grande número de combinações possíveis, procurar-se-á identificar o material e componente em separado para cada um dos elementos, conforme explicitado na Tabela 3.2.

47 Tabela 3.2– Materiais e componentes no serviço de fôrmas Componentes Materiais MOLDE: Painéis, fundo, faces ��Madeira serrada ��Compensado resinado ��Compensado plastificado ��Aço ��Alumínio ��Plástico ��Papelão ESTRUTURAÇÃO DO MOLDE: Travessões, guias, gravatas e montantes ��Madeira serrada ��Madeira com metal ��Aço ��Alumínio ESCORAMENTO: Pés-direitos, torres, calços, travamento, contraventamento, pontaletes, aprumadores ��Madeira serrada ��Madeira com metal ��Aço ��Alumínio
��Equipamentos e Ferramentas Os equipamentos e ferramentas que auxiliam na montagem e desmontagem (inclui-se aqui o transporte dos elementos entre os pavimentos) das fôrmas na obra não costumam variar muito. Ainda assim, é importante que se conheçam os mesmos para que se possa verificar se a utilização de ferramentas e equipamentos distintos, em uma mesma atividade, tem influência sobre a produtividade. Salienta-se, aqui, que um mesmo equipamento pode proporcionar índices distintos de produtividade, dependendo da forma como tal equipamento é operado, ou da precisão exigida do mesmo, por exemplo.

48 As ferramentas e equipamentos destinados ao serviço de confecção das fôrmas não serão contemplados, haja vista que essa atividade não foi observada neste trabalho. Parte-se do pressuposto que as fôrmas se encontram “batidas” ao se estudar o serviço. ��Mão-de-obra O entendimento da formação e estruturação das equipes encarregadas da execução do serviço é fator relevante no estudo da produtividade da mão-de-obra. Como já se comentou quando se tratou dos materiais e componentes, existe no mercado uma gama bastante variada de sistemas de fôrmas. No entanto, não se tem percebido grandes preocupações quanto à qualificação e treinamento da mão-de-obra responsável por operacionalizar o emprego de tais sistemas. FAJERSZTAJN (1987) comenta que “a experiência nos canteiros tem mostrado que a utilização de carpinteiros já acostumados com o sistema de fôrmas tradicional nem sempre dá os melhores resultados com os sistemas de fôrmas racionalizados; é imprescindível implantar uma nova mentalidade de trabalho na equipe que lidará com as fôrmas. “ É preciso que se busque a racionalização dos sistemas de fôrmas mas, ao mesmo tempo, que se preocupe com a mão-de-obra executante. Insatisfatórios são os ganhos de produtividade se, por exemplo, opta-se por um sistema totalmente racionalizado e não se pensa no gerenciamento da mão-de-obra, no seu treinamento e aperfeiçoamento. Na medida em que o esforço da mão-de-obra, expresso em homens-hora, constitui o numerador da equação que nos permite mensurar a eficiência em converter entradas em saídas, é de se esperar que o entendimento sobre a constituição desses homens-hora trará subsídios para que se entenda sua influência na produtividade. ��Organização da Produção CARDOSO (1997) faz uma discussão relativa à produção de alvenarias que pode ser transposta para o caso das fôrmas, segundo a qual a gestão da

49 produção do serviço situa-se no contexto mais amplo da gestão do sistema de produção da obra como um todo. CARDOSO (1997) coloca ainda que “outra preocupação deve ser a de considerar a gestão coordenada da atuação de todos os agentes envolvidos no sistema, tanto daqueles que atuam diretamente na produção - a construtora e sua equipe, os subempreiteiros e os produtores e fornecedores de materiais e componentes - quanto daqueles que interagem com ela – projetistas, empreendedor, gerenciadora, órgãos públicos, clientes finais etc.” Entender a organização da produção do serviço, e como os fatores relacionados a ela influenciam a produtividade, não se trata de tarefa fácil. Considerar a atuação de todos os agentes envolvidos no sistema seria extremamente importante; estar-se-ia, porém, enveredando por um outro caminho que fugiria aos reais propósitos deste trabalho. Buscou-se, portanto, eleger os fatores ligados à gestão e organização da produção que mais se caracterizassem como fatores influenciadores da produtividade e que pudessem ser observados com relativa facilidade. 3.1.3 O Serviço de Armação 3.1.3.1 Descrição Geral do Serviço “Nas estruturas de concreto armado as armaduras têm de absorver as tensões de tração e cisalhamento, como função principal, e aumentar a capacidade resistente das peças comprimidas” (LICHTENSTEIN; GLEZER, s.d.). O serviço de armação é o responsável por prover a estrutura com as armaduras nas condições previstas em projeto. Diferentemente do que se viu para o serviço de fôrmas, a armação constitui um serviço menos complexo, porém não menos importante. A partir do acompanhamento do serviço de armação, nas obras contempladas neste trabalho, será feita uma descrição dos procedimentos mais comuns de execução do mesmo. Tal ilustração genérica permitirá que se conheçam as

50 etapas do serviço, servindo de base à abordagem analítica que se propõe para o estudo da produtividade. Ressalta-se, “a priori”, que um dos diferenciais existentes, relativos à execução da armação, refere-se à forma sob a qual o aço é comprado. Pode-se optar por comprá-lo em barras, competindo aos armadores o serviço de corte e dobra do aço no canteiro, ou comprá-lo já cortado e dobrado por firmas especializadas conforme especificação do projeto de armação. Na descrição, feita a seguir, de um exemplo genérico, será contemplado o caso em que as tarefas de corte e dobra das barras de aço são executadas no canteiro de obras. Como etapas do processamento da armadura para pilares e vigas, tem-se: 1. Corte dos fios e barras de aço na bancada principal, seguindo as orientações e dimensões constantes do projeto detalhado de armação; 2. Dobra das barras longitudinais e dos estribos na bancada dos “pinos”, sempre de acordo com as orientações e dimensões do projeto; 3. Separação e identificação das barras cortadas e dobradas segundo o plano de montagem da peças; 4. Pré-montagem de armaduras de vigas e pilares em local que não o da execução da montagem final2. A seqüência de montagem na bancada deve ser a seguinte: posicionar duas barras de aço; colocar todos os estribos, fixando somente os da extremidade; em seguida, posicionar as demais barras e amarrá-las aos estribos das extremidades; depois de posicionar os demais estribos, conferir o espaçamento e o número de barras longitudinais e de estribos; por fim, amarrar o conjunto nas quatro faces; 5. Transporte das peças até o pavimento em execução; 2 Algumas peças (armaduras de pilares ou vigas) podem ser montadas previamente, desde que seu transporte, para o andar em execução, seja possível, isto é, que a dimensão e peso da armadura estejam dentro dos limites estabelecidos pelo equipamento de transporte. Essa “pré-montagem”, constatada na maioria das obras estudadas, permite que se avance com o serviço, antes mesmo de os carpinteiros terem liberado frente no pavimento em execução.

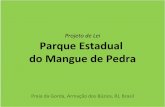
51 6. Montagem, no andar em execução, da peças que não foram previamente montadas, seguindo a mesma seqüência de citada para a pré-montagem; 7. Posicionamento, na fôrma, das peças montadas e, em alguns casos (pilares muito largos, por exemplo), montagem das peças diretamente na sua posição final dentro da fôrma. Como etapas do processamento da armadura de laje (as etapas 1, 2 e 3 supracitadas se repetem), tem-se: 4. Transporte, para o andar em execução, das barras cortadas, dobradas e identificadas; 5. Montagem das armaduras positivas: posicionamento das barras da armadura principal e, em seguida, posicionamento das barras da armadura secundária; amarração dos nós (normalmente apenas uma porcentagem deles); 6. Montagem das armaduras negativas, amarrando-as à armadura das vigas; 7. Colocação de espaçadores ou peças auxiliares (por exemplo, caranguejos), reforços para sustentação de armaduras negativas; reforço no contornos dos furos das instalações elétricas e hidráulicas. 3.1.3.2 Abordagem analítica Proposta para o Estudo da Produtividade a) Tarefas/Subtarefas Como foi feito no serviço de fôrmas e com os mesmos propósitos de detalhar a coleta e aumentar a precisão do estudo, abordou-se o serviço de armação analiticamente a partir das tarefas e subtarefas que o constituem. Na fase de análise dos dados reestruturaram-se as subtarefas que, durante a coleta, apresentaram-se bastante pormenorizadas e diferenciadas entre as obras, criando-se uma divisão única para todas as obras. As divisões, para este serviço, estão apresentadas no esquema da Figura 3.2, conforme adotado na fase de análise. Na subtarefa de processamento inicial

52 inclui-se o corte e dobra das barras e pré-montagem; a subtarefa processamento final representa apenas o transporte das barras e “gaiolas” para o andar e o posicionamento e montagem final. Figura 3.2- Apresentação do serviço de armação conforme divisão adotada para análise da produtividade b) Mão-de-obra contemplada Para cada uma das subtarefas do serviço de armação, executadas diariamente, alocou-se os homens-hora despendidos, permitindo-se, assim, o conhecimento dos esforços relativos a cada subtarefa. Como no serviço de fôrmas, o apontamento era feito individualmente, para cada membro da equipe de armação, pois entendeu-se que, dessa forma, a coleta seria precisa quanto às informações fornecidas. A equipe direta de armação incluiu todos os operários responsáveis pelo corte, dobra, pré-montagem, transporte e montagem final das peças no pavimento. A equipe indireta para este serviço não existe. Contabiliza-se, ainda, em separado, as horas do encarregado que não executa serviço. SERVIÇO DE ARMAÇÃO Armação de Pilares Armação de Vigas Armação de Lajes Armação de Escadas Processamento Inicial Processamento Final Processamento Inicial Processamento Final Processamento Inicial Processamento Final Processamento Inicial Processamento Final Subtarefas Tarefas

53 3.1.3.3 Fatores que podem influenciar a produtividade No Anexo 1 encontram-se citados, e organizados na forma de planilhas de coleta, todos os fatores relativos ao serviço de armação, considerados potencialmente influenciadores da produtividade no serviço. No restante deste item faz-se apenas alguns comentários relevantes quanto às razões para a adoção de tais fatores. ��Características do Produto Dentro de um mesmo edifício, componentes similares podem estar sujeitos a diferentes solicitações, atuação de cargas concentradas e esforços em função das cargas recebidas, localização na planta (centro da planta, periferia), atuação de cargas dinâmicas, diferentes funções etc induzindo grande variabilidade quanto ao “produto” armação (tipo e quantidade de armação, diâmetros adotados etc). A densidade ou o volume de aço utilizado pode variar em função das soluções adotadas em projeto, que dependem: da interpretação ou do julgamento do projetista com relação às normas técnicas para dimensionamento das estruturas de concreto, bem como aos coeficientes de segurança a serem adotados; do programa empregado para o cálculo; dos parâmetros considerados; da experiência do projetista etc. Assim sendo, um projeto conduzido por diferentes projetistas estruturais levará, invariavelmente, a soluções distintas no tocante à geometria das peças, à distribuição e previsão de armações, à dimensão e bitola das peças, às ligações entre as armações, ao detalhamento, ao número de cortes em cada peça entre outros. Serão utilizados, então, indicadores para caracterizar diferentes opções quanto às armaduras, como, por exemplo, o diâmetro equivalente das barras de aço. ��Materiais e Componentes O entendimento sobre o material é bastante simplificado para esse serviço. Trata-se, basicamente, do aço fornecido em barras ou pré-cortado e pré-dobrado. ��Equipamentos e Ferramentas

54 As ferramentas e equipamentos utilizados no serviço de armação não variam muito de obra para obra. Quando se trabalha o corte do aço de toda a estrutura na obra, utiliza-se, na maior parte das vezes, uma serra elétrica denominada policorte. Quando o aço da obra já chega cortado, dispensa-se a policorte e utiliza-se um equipamento manual para eventuais necessidades de corte. ��Mão-de-obra A mão-de-obra envolvida no serviço de armação é um dos pontos de extrema relevância no estudo da produtividade. O dimensionamento correto das equipes precisa ser muito bem pensado, uma vez que o serviço de armação é potencial causador da ociosidade de mão-de-obra dentro do canteiro. ��Organização da Produção O posicionamento quanto à gestão da produção para o serviço de armação é análogo ao já visto para o serviço de fôrmas. Devem-se observar, cuidadosamente, aqui, as formas de contratação dos serviços de armação e de gestão da mão-de-obra no canteiro. 3.1.4 O Serviço de Concretagem 3.1.4.1 Descrição Geral do Serviço Segundo Souza (1996a), na produção de peças de concreto armado, a concretagem consiste essencialmente no lançamento do concreto sobre a fôrma, na vibração para obter o adensamento, no nivelamento e acabamento superficial, em se tratando de lajes. O concreto deve ser transportado até o local de lançamento em tempo compatível com o início de pega do cimento. O conjunto dos equipamentos utilizados para a movimentação do concreto é denominado sistema de transporte (SOUZA (1996a)). Segundo LICHTENSTEIN (1987), os sistemas de transporte de materiais empregados usualmente em obras de edifícios são classificados em dois tipos essenciais:

55 ��sistemas nos quais o movimento é decomposto em deslocamento horizontal (normalmente usando a energia humana, como no caso das jericas) e vertical (equipamentos motorizados, como os elevadores de obra); ��sistemas nos quais o movimento não é decomposto, como, por exemplo, guindastes de torre e bombas de concreto (tubulação fixa ou lança). “ A procura da alternativa ótima, em cada caso, deve proporcionar o atendimento a um cronograma preestabelecido e levar ao menor custo global da obra. É necessário prever o dimensionamento do sistema, de forma a alimentar as frentes de serviço que executarão a concretagem, pois a produtividade de tais frentes deve ser compatível, para não comprometer o ritmo e a duração da concretagem” (LICHTENSTEIN, 1987). Através do acompanhamento da execução de várias concretagens nas obras estudadas e de revisão bibliográfica será feita uma breve descrição das etapas que constituem uma concretagem. Diferentemente do que se viu para os serviços de fôrmas e armação, tal descrição servirá apenas para que se tenha uma noção do serviço de concretagem. A base para a abordagem analítica a se propor, para o estudo da produtividade, será dada a partir das tipologias das peças a serem concretadas bem como do sistema de transporte adotado. Como passos genéricos da execução de uma concretagem pode-se citar: 1. Desobstrução e regularização das áreas de acesso, desde a descarga do concreto até o local onde será lançado; 2. Verificação do posicionamento, quantidade e altura das mestras (no caso de lajes); 3. Verificação do funcionamento dos equipamentos e abastecimento de água e energia elétrica; 4. Posicionamento dos gabaritos para rebaixo das lajes;

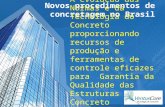
56 5. Transporte do concreto através de: elevador de obras, grua, bomba estacionária ou caminhão lança (bombeamento); 6. Lançamento do concreto: lançar o concreto sobre as fôrmas, tomando o cuidado de não formar grandes acúmulos de material em pontos isolados; 7. “Pré-regularização” do concreto com auxílio de pás e enxadas; 8. Adensamento do concreto com auxílio de vibradores de imersão; 9. Sarrafeamento do concreto (quando em lajes); 10. Desempenamento da superfície em moldagem (quando em lajes); 11. Aspersão de água para cura do concreto (quando as superfícies ficam desenformadas). 3.1.4.2 Abordagem Analítica Proposta para o Estudo da Produtividade a) Tarefas/Subtarefas O serviço de concretagem é normalmente dividido em duas partes: a concretagem de pilares e a concretagem de vigas + lajes (a concretagem das escadas pode estar associada a uma das duas partes ou parcialmente a ambas). Feita essa divisão, procurar-se-á estudar as concretagens de acordo com os sistemas de transporte utilizados. A Figura 3.3 ilustra como está estruturada a divisão, adotada para o levantamento da produtividade da mão-de-obra em campo, para o serviço de concretagem.

57 CONCRETAGEMPilares Vigas/LajesJericas ElevadorGuindastesGravidadeBombeamento TarefasSistemas de Transporte Figura 3.3 - Apresentação do serviço de concretagem conforme divisão adotada para análise da produtividade b) Mão-de-obra contemplada A equipe direta de concretagem é constituída de operários responsáveis pela produção propriamente dita, isto é, pelo transporte do concreto, do caminhão betoneira ao ponto de lançamento (com exceção do operador do elemento de transporte vertical), lançamento, espalhamento, adensamento, sarrafeamento e acabamento7; os operários presentes na concretagem cujo serviço se restringe, por exemplo, a correções no posicionamento das armaduras, ao nivelamento das fôrmas, bem como a outras atividades, que não aquelas relacionadas à produção, constituem a equipe indireta e não entram na composição do indicador de produtividade para o serviço de concretagem. 7 Quando o acabamento é mecanizado (utilização de “helicópteros”, por exemplo), os homens-hora dessa atividade não são contemplados, em função de constituir uma melhoria adicional de qualidade superficial da laje e de ocorrer, muitas vezes, muitas horas depois do final do descarregamento do concreto, envolvendo, várias vezes, empresa especializada distinta daquela responsável pelas demais atividades relativas à concretagem.

58 A concretagem é um serviço que tem como “período de estudo” um único dia. No entanto, deve-se atentar aos chamados “tempos de concretagem” através dos quais diferentes tipos de RUP podem ser expressas. Para melhor situar o leitor quantos aos diferentes tipos de RUPs de concretagem contempladas neste trabalho (em função dos tempos considerados na composição dos homens-hora e da presença ou não do encarregado), apresentar-se-á, na Tabela 3.3, tais RUPs Tabela 3.3 - RUPs de concretagens contempladas no trabalho Nomenclatura das RUPs Tempos considerados (horas) Equipe considerada (Homens) Equação RUP Caminhão Caminhão * (c) Direta (di) hãoca
cdiVolume
xhH
min= RUP Descarregamento Descarregamento ** (d) Direta (di)
total
ddiVolume
xhH= RUP Global sem encarregado Início *** ( i ) Descarregamento (d) Finalização *** (f) Direta (di) total
fdidi
VolumexhH ++= RUP Global com encarregado Início ( i ) Descarregamento (d) Finalização (f) Direta (di) Supervisor (su) total
fdisudi
VolumexhH +++= * TEMPO DE CAMINHÃO: é o tempo que se leva para descarregar um caminhão: Término do descarregamento do caminhão n – Início do descarregamento do caminhão n; ** TEMPO DE DESCARREGAMENTO: é o tempo compreendido entre o início de descarregamento do primeiro caminhão e o final do descarregamento do último caminhão. *** TEMPO DE INÍCIO: é o tempo compreendido entre o horário de início da disponibilização de pessoal e o início efetivo da concretagem (momento em que se inicia o descarregamento do concreto). Engloba eventuais alocações de pessoal antes da hora prevista para real início da concretagem, atraso e tempo para posicionamento do caminhão de concreto inicial; **** TEMPO DE FINALIZAÇÃO: é o tempo entre a finalização do descarregamento do último caminhão e o horário em que se encerra o turno de trabalho quando nenhuma outra atividade se desenvolve na obra;

59 3.1.4.3 Fatores que podem influenciar na produtividade No Anexo 1 encontram-se citados e organizados, na forma de planilhas de coleta, todos os fatores relativos ao serviço de concretagem, considerados potencialmente influenciadores da produtividade no serviço. No restante deste item são feitos apenas alguns comentários relevantes quanto às razões para a adoção de tais fatores. ��Características do Produto A análise proposta para o serviço de fôrmas é válida neste caso também. Somam-se a ela alguns novos pontos a serem abordados, como pode ser visto nas planilhas em anexo. ��Materiais e Componentes O material contemplado neste serviço trata-se exclusivamente do concreto fresco, constituído por aglomerantes, agregados miúdos e graúdos e água. Umas das características do concreto fresco que pode ter influência sobre a produtividade da mão-de-obra na execução da concretagem trata-se da trabalhabilidade. MURDOCK et al. (1991) associaram esse termo a pelo menos três características distintas: ��facilidade de redução de vazios e de adensamento do concreto; ��facilidade de moldagem, relacionada com o preenchimento da fôrma e dos espaços entre barras de aço; ��resistência à segregação e manutenção da homogeneidade da mistura, durante manuseio e vibração. Uma das principais características do concreto, que lhe trazem ou não trabalhabilidade, diz respeito à sua consistência. O ensaio mais conhecido para medir a consistência do concreto é o denominado ensaio de abatimento do tronco de cone. ��Equipamentos e Ferramentas Em face à forma como será estudada a produtividade da mão-de-obra no serviço de concretagem, o conhecimento criterioso dos equipamentos

60 utilizados é de extrema importância, a começar pelos equipamentos de transporte, até àqueles utilizados no acabamento do serviço. Segundo SOUZA (1996a), o processo de execução das lajes de concreto armado vem, nos últimos anos, evoluindo com relação aos equipamentos e acessórios utilizados durante a concretagem. Alguns equipamentos manuais (ferramentas) e equipamentos mecanizados, específicos para o acabamento, a maioria com uso corrente no exterior, eram conhecidos aqui apenas no âmbito da execução de pisos industriais, porém vem sendo introduzidos, gradativamente, na produção de lajes de concreto armado de edifícios. ��Mão-de-obra O dimensionamento das equipes de concretagem não costuma ocorrer na maioria das empresas de construção. Por tratar-se de um serviço que “monopoliza” todos os agentes da produção, todos os operários presentes na obra são alocados na concretagem. Tem-se assim, equipes muitas vezes formadas por operários com especializações diferentes. Há outras situações em que a ausência de pessoal técnico para programar corretamente a concretagem, bem como o não acompanhamento durante a execução do serviço, também podem levar a níveis de produtividade indesejáveis. ��Organização da Produção No serviço de concretagem a organização da produção traz implicações diretas nos números de produtividade. Mesmo repetindo-se diversas vezes numa mesma obra, requer cuidados especiais de planejamento e controle a cada nova concretagem. Uma simples falha de comunicação entre a concreteira e a obra, por exemplo, pode levar os níveis de produtividade a patamares indesejáveis. Atenta-se, aqui, para o tamanho das equipes de concretagem.

61 3.2 O Serviço de Alvenaria 3.2.1 Descrição do Serviço Pode-se definir alvenaria como “um componente complexo, utilizado na construção, e conformado em obra, constituído por tijolos ou blocos unidos entre si por juntas de argamassa, formando um conjunto rígido e coeso” (SABBATINI, 1984). Esta definição, um tanto abrangente, carece de detalhamento para melhor classificar diferentes tipos de alvenaria. A Tabela 3.4 traz uma classificação das alvenarias proposta por SABBATINI et al. (1988). “A partir da definição de alvenaria e da consciência de sua abrangência, definir-se-á o serviço de alvenaria como sendo a reunião de todos os recursos e atividades necessários para se produzir uma alvenaria.” (CARRARO, 1998)

62 Tabela 3.4 - Classificação das alvenarias (SABBATINI et al., 1988). CLASSIFICAÇÃO TIPO Capacidade de suporte ��Alvenaria resistente: alvenaria estrutural não armada, alvenaria estrutural armada não protendida e alvenaria estrutural protendida ��Alvenaria de vedação Componentes da alvenaria ��Alvenaria de blocos de concreto ��Alvenaria de tijolos cerâmicos maciços ��Alvenaria de blocos cerâmicos ��Alvenaria de blocos sílico-calcáreos ��Alvenaria de blocos de concreto celular ��Alvenaria de tijolos de solo estabilizado Componentes da ligação ��Junta seca (sem argamassa de preenchimento entre as unidades de alvenaria) ��Junta tomada (preenchida com argamassa) Proteção ��Aparente ��Revestida Através do acompanhamento da execução de alvenaria nas obras estudadas e de revisão bibliográfica, será feita uma breve descrição das etapas que constituem o serviço (para o caso de alvenaria de vedação). Tais etapas, genericamente, são: 1. Execução do chapisco sobre a estrutura de concreto que ficará em contato com a alvenaria; 2. Identificação do ponto mais alto da laje, que será tomado como nível de referência para definir a cota da primeira fiada; 3. Definir a posição planimétrica das paredes a partir dos eixos principais, garantindo o esquadro entre as paredes e as dimensões dos ambientes; 4. Assentamento dos blocos da fiada de marcação;

63 5. Galgar as fiadas na face dos pilares para fixação dos ferros-cabelo; 6. Provisão de blocos e argamassa no andar em que se está executando o serviço; 7. Assentamento das fiadas, tendo-se por procedimento geral o de assentar os blocos das extremidades para, em seguida, usando linha de náilon como referência de alinhamento e nivelamento, assentar os blocos intermediários; 8. Colocação/execução de vergas e contra-vergas quando previstas; 9. Execução da fixação (normalmente esta atividade ocorre bem depois do assentamento das fiadas); Como se pôde observar, o serviço de alvenaria envolve uma série de procedimentos ordenados. As atividades, e suas respectivas seqüências de execução, não sofrem grandes variações em face ao sistema adotado (seja alvenaria de vedação ou alvenaria estrutural). Dessa forma, a seqüência de execução apresentada será bastante útil para que se aborde analiticamente o serviço de alvenaria no estudo da produtividade. 3.2.2 Abordagem Analítica Proposta para o Estudo da Produtividade a) Quantificação do serviço “O serviço de alvenaria não é uma atividade totalmente contínua, repetitiva, executável em um ritmo constante de trabalho. Ele possui algumas fases distintas e bem definidas” (CARRARO, 1998). Procurou-se dividir o serviço de execução de alvenaria em três tarefas: marcação, elevação e fixação. A quantificação do serviço executado foi feita de maneira isolada para cada uma das tarefas. A Figura 3.4 ilustra a divisão proposta para o serviço.

64 Figura 3.4 - Apresentação do serviço de alvenaria conforme divisão adotada para análise da produtividade. b) Mão-de-obra contemplada Os homens-hora foram levantados segundo a mesma divisão de tarefas proposta na quantificação do serviço. Quanto às equipes, essas foram divididas em duas: 1) equipe de produção direta, incluindo os funcionários diretamente envolvidos na produção da alvenaria, ou seja, pedreiros e os serventes nas suas proximidades, dando-lhes apoio direto no assentamento. Normalmente diz respeito à equipe presente nos andares em que se está executando a alvenaria; 2) equipe de produção indireta ou de apoio: compõe-se dos funcionários envolvidos em tarefas auxiliares à produção, como preparo de argamassa fora do andar em execução, transporte de blocos do térreo ao andar em execução etc. O apontamento do encarregado, quando esse apenas coordenava a execução do serviço sem trabalhar efetivamente na produção, foi feito separadamente. 3.2.3 Fatores que podem influenciar a produtividade No Anexo 1 encontram-se citados, e organizados na forma de planilhas de coleta, todos os fatores relativos ao serviço de alvenaria, considerados potencialmente influenciadores da produtividade no serviço. No restante deste item são feitos apenas alguns comentários relevantes quanto às razões para a adoção de tais fatores. ��Características do Produto SERVIÇO DE ALVENARIA Marcação Fixação Tarefas Elevação

65 A função desempenhada pela alvenaria, se de vedação ou resistente, a localização e caracterização geométrica das paredes, as formas de fixação vertical da alvenaria são pontos, dentre tantos outros (vide Anexo 1 ), que servem para caracterizar as alvenarias, evidenciando diferenças no produto alvenaria e subentendendo que diferentes desempenhos podem ser encontrados. ��Materiais e Componentes Os materiais que compõem a alvenaria são os tijolos ou blocos, as argamassas e, em se tratando de alvenaria estrutural, o graute e a armação (no caso de alvenaria estrutural armada). Apesar de ser em pequeno número, a diversidade encontrada para cada um destes materiais é bastante significativa. Assim sendo, torna-se necessário conhecer as variedades, usualmente empregadas na execução das alvenarias, para que seja possível detectar-se correlações com a produtividade da mão-de-obra. ��Equipamentos e Ferramentas Segundo FRANCO (1994), “o correto uso de equipamentos é um dos fatores essenciais para a racionalização dos procedimentos executivos da alvenaria. O bom uso dos equipamentos pressupõe, por um lado, o correto planejamento de utilização dos equipamentos disponíveis nos canteiros de obras, bem como o desenvolvimento de ferramentas específicas para tornar mais simples e eficientes as operações de execução da alvenaria.” São muitos e bem variados os equipamentos e ferramentas utilizados na produção das alvenarias. Nos últimos anos tem-se notado a utilização de alguns equipamentos e ferramentas em substituição às tradicionais colheres de pedreiro e prumos de face, por exemplo. Muitos deles são colocados no mercado com forte apelo quanto aos incrementos de produtividade alcançáveis com a sua utilização. Segundo CARRARO (1998), “a utilização dos equipamentos e ferramentas “novos” vem se acentuando muito nos últimos anos. Entretanto, não se tem conhecimento de publicações que atestem, através de estudos aprofundados,

66 os efeitos do emprego destes instrumentos na produtividade do serviço de alvenaria”. Acreditando-se que a utilização de equipamentos diferenciados pode vir a ter influência sobre a produtividade, apresenta-se, nas planilhas do Anexo 1, uma gama variada de equipamentos e ferramentas atualmente utilizados nos canteiros. ��Mão-de-obra A composição das equipes, como por exemplo a expressão do número de ajudantes para cada pedreiro e a presença ou não de encarregado, constituem fatores importantes a serem considerados neste trabalho e, acredita-se, mantenham correlações com a variação nos níveis de produtividade da mão-de-obra. Os pontos julgados relevantes para o entendimento das equipes quanto à qualificação de seus membros estão presentes nas planilhas do Anexo 1. ��Organização da Produção “Quando se pensa na execução de uma alvenaria, geralmente este pensamento está associado à figura de um pedreiro assentando blocos ou tijolos. No entanto, por trás desta figura estereotipada, estrutura-se todo um esquema de gestão e organização da produção para que tal serviço possa ser realizado.” (CARRARO, 1998) As planilhas no Anexo 1 trazem alguns pontos que dizem respeito às formas de gestão da produção no serviço de alvenaria e que podem trazer influências na produtividade da mão-de-obra.

67 Sumário – Capítulo 3 3 OS SERVIÇOS DE FÔRMAS, ARMAÇÃO, CONCRETAGEM E ALVENARIA ............... 36 3.1 A ESTRUTURA DE CONCRETO ARMADO................................................................. 38 3.1.1 Visão Geral ............................................................................................................ 38 3.1.2 Fôrmas................................................................................................................... 39 3.1.2.1 Descrição Geral do Serviço............................................................................... 39 3.1.2.2 Abordagem Analítica Proposta para o Estudo da Produtividade...................... 42 3.1.2.3 Fatores que podem influenciar a produtividade ................................................ 44 3.1.3 O Serviço de Armação........................................................................................... 49 3.1.3.1 Descrição Geral do Serviço............................................................................... 49 3.1.3.2 Abordagem analítica Proposta para o Estudo da Produtividade ...................... 51 3.1.3.3 Fatores que podem influenciar a produtividade ................................................ 53 3.1.4 O Serviço de Concretagem ................................................................................... 54 3.1.4.1 Descrição Geral do Serviço............................................................................... 54 3.1.4.2 Abordagem Analítica Proposta para o Estudo da Produtividade...................... 56 3.1.4.3 Fatores que podem influenciar na produtividade .............................................. 59 3.2 O SERVIÇO DE ALVENARIA ....................................................................................... 61 3.2.1 Descrição do Serviço............................................................................................. 61 3.2.2 Abordagem Analítica Proposta para o Estudo da Produtividade .......................... 63 3.2.3 Fatores que podem influenciar a produtividade .................................................... 64 Lista de Figuras – Capítulo 3 Figura 3.1 - Apresentação do serviço de fôrmas conforme divisão adotada para análise da produtividade. ..................................................................................................................... 43 Figura 3.2 - Apresentação do serviço de armação conforme divisão adotada para análise da produtividade ...................................................................................................................... 52 Figura 3.3 - Apresentação do serviço de concretagem conforme divisão adotada para análise da produtividade ................................................................................................................. 57 Figura 3.4 - Apresentação do serviço de alvenaria conforme divisão adotada para análise da produtividade. ..................................................................................................................... 64 Lista de Tabelas – Capítulo 3 Tabela 3.1 - Características das fôrmas para estrutura de concreto armado. Fonte: FAJERSZTAJN (1987) ....................................................................................................... 40 Tabela 3.2 - Materiais e componentes no serviço de fôrmas ..................................................... 47 Tabela 3.3 - RUPs de concretagens contempladas no trabalho ............................................... 58 Tabela 3.4 - Classificação das alvenarias (SABBATINI et al., 1988). ........................................ 62