Aula_unid_2_2
87
7/23/2019 Aula_unid_2_2 http://slidepdf.com/reader/full/aulaunid22 1/87 F CULD DE DO CENTRO LESTE 1 Prof. Julio Rezende [email protected] 22/09/2015 ENGENHARIA MECÂNICA 2015/2
-
Upload
rezendejulio5359 -
Category
Documents
-
view
213 -
download
0
Transcript of Aula_unid_2_2

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 1/87
F CULD DE DO CENTRO LESTE
1Prof. Julio Rezende [email protected]/09/2015
ENGENHARIA MECÂNICA
2015/2

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 2/87
F CULD DE DO CENTRO LESTE
2Prof. Julio Rezende [email protected]/09/2015
UNIDADE 2.2TÉCNICAS
DEINSPEÇÃO

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 3/87
F CULD DE DO CENTRO LESTE
3Prof. Julio Rezende [email protected]/09/2015
Sumário TÉCNICAS DE INSPEÇÃO INTRUSIVA
INSPEÇÃO CONVENCIONAL (SENSITIVA,
DIMENSIONAL); ENSAIOS NÃO DESTRUTIVOS (END)
CONVENCIONAIS.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 4/87
F CULD DE DO CENTRO LESTE
4Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
Denomina-se “Técnicas de Inspeção Intrusivas” aquelas que para serem aplicadasdependem de parada e/ou desmontagem do equipamento. Em alguns casos a parada doequipamento é necessária somente por questões de segurança das pessoas envolvidas, poisas técnicas de inspeção aplicada não dependem de nenhuma desmontagem.Para equipamentos ou componentes abrangidos pela NR 13 (caldeiras, vasos de pressão,etc), em alguns casos as paradas são planejadas exclusivamente para realização dasinspeções. Nos demais casos as inspeções são planejadas para coincidirem com as paradasprogramadas da planta.
INSPEÇÃO INTRUSIVA

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 5/87
F CULD DE DO CENTRO LESTE
5Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
As técnicas de inspeção ditas intrusivas podem ser realizadas aplicando recursos sensitivosatravés de inspeções visuais e dimensionais, e também utilizando uma serie de ensaios quetem por objetivo detectar eventuais não conformidades e/ou anormalidades nas peças oucomponentes. Estas anormalidades são denominadas descontinuidades ou defeitos.
Descontinuidade:
Interferência na estrutura normal da peça, no que se refere à homogeneidade decaracterísticas físicas, mecânicas ou metalúrgicas.
Defeito:Descontinuidade que, por sua natureza, dimensões, localização ou efeito acumulado torna apeça imprópria para uso por não satisfazer os requisitos mínimos de aceitação daespecificação aplicável.
INSPEÇÃO INTRUSIVA - INTRODUÇÃO
DESCONTINUIDADES X DEFEITOS.QUAL A DIFERENÇA???

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 6/87
F CULD DE DO CENTRO LESTE
6Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
Com o equipamento parado e/ou desmontado a forma mais rápida e barata de sedetectar eventuais anomalias e/ou não conformidades nos equipamentos oucomponentes é através de inspeções utilizando simplesmente os recursossensitivos.
INSPEÇÃO INTRUSIVA – INSPEÇÃO CONVENCIONAL
Através de inspeções visuais oudimensionais minuciosas emcomponentes previamente definidos ecom parâmetros de controle também
previamente determinados, é possíveluma avaliação imediata do estado docomponente ou máquina.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 7/87
F CULD DE DO CENTRO LESTE
7Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
VERIFICAÇÕES DIMENSIONAIS E GEOMÉTRICASINSPEÇÃO INTRUSIVA – INSPEÇÃO CONVENCIONAL
A forma mais objetiva de se realizar a inspeção visual é através da avaliaçãodimensional.Para estas avaliações podem ser utilizados diversos instrumentos metrológicos, que
vão desde uma simples trena ou escala ate a utilização de micrometros, relógioscomparadores, calibradores de folgas, etc.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 8/87
F CULD DE DO CENTRO LESTE
8Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
VERIFICAÇÕES TOPOGRÁFICASINSPEÇÃO INTRUSIVA – INSPEÇÃO CONVENCIONAL
É um recursos muito utilizado na manutenção industrial, pois permite avaliar deformações,desalinhamentos, desnivelamentos de grandes estruturas metálicas, trilhos, tubulações ebases de máquinas rotativas de um modo geral.
Normalmente as avaliações topográficas são efetuadas com equipamento paradodevido interferências nas medições e por questões de segurança do pessoalenvolvido, mas em algumas condições estas medições também podem ser feitas
com os equipamentos operando .

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 9/87
F CULD DE DO CENTRO LESTE
9Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ENDOSCOPIA INDUSTRIALINSPEÇÃO INTRUSIVA
Ensaio para a determinação de descontinuidadesvisíveis, porem em locais de difícil acesso.
Os endoscópios são instrumentos que possuem umasonda que pode ser guiada em orifícios e locais dedifícil acesso e visualização. As sondas são dotados decâmera na ponta que permitem a visualização e oregistro das imagens através de fotografia e vídeos.
Obs.: Existem sondas a partir de 4 mm de diâmetro ecom até 4 metros de comprimentos.
ENDOSCÓPIOS

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 10/87
F CULD DE DO CENTRO LESTE
10Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ENDOSCOPIA INDUSTRIALINSPEÇÃO INTRUSIVA
- Possibilitam a inspeção visual de locaisde difícil acesso;- Fácil operação;- Possibilita o dimensionamento dadescontinuidade;- Permite registro em vídeo para posterioranálise.
VANTAGENS LIMITAÇÕES-Necessita de acesso para a sonda;- Campo de visão reduzido, necessitando de
alto conhecimento do equipamentoinspecionado;- Sondas estão limitadas a 60°C, sendonecessário acessórios para inspeção em altastemperaturas.
Em alguns endoscópios existe apossibilidade de medir / delimitar ocomprimento descontinuidade eestimar a área comprometida.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 11/87
F CULD DE DO CENTRO LESTE
11Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ENDOSCOPIA INDUSTRIALINSPEÇÃO INTRUSIVA

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 12/87
F CULD DE DO CENTRO LESTE
12Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ENDOSCOPIA INDUSTRIALINSPEÇÃO INTRUSIVA
ARQUIVO DO VIDEO

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 13/87
F CULD DE DO CENTRO LESTE
13Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ENDOSCOPIA INDUSTRIALINSPEÇÃO INTRUSIVA
ARQUIVO DO VIDEO

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 14/87
F CULD DE DO CENTRO LESTE
14Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ENDOSCOPIA INDUSTRIALINSPEÇÃO INTRUSIVA
ARQUIVO DO VIDEO

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 15/87
F CULD DE DO CENTRO LESTE
15Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
TÉCNICAS DE ENSAIOS NÃO DESTRUTIVOSINSPEÇÃO INTRUSIVA
Os Ensaios Não Destrutivos denominados END, são técnicas utilizadas na inspeção
de materiais, peças e equipamentos que tem por principio a não danificação dosmesmos e desta forma não prejudicando ou interferindo no seu uso.
Apresentação dos Ensaios
Proporcionar conhecimentos para a tomada de decisão durante a escolha da
melhor técnica a ser utilizada para detecção de determinado tipo dedescontinuidade.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 16/87
F CULD DE DO CENTRO LESTE
16Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ENSAIOS NÃO DESTRUTIVOSINSPEÇÃO INTRUSIVA
PRINCIPAIS CARACTERÍSTICAS
Podem ser executados nas etapas de fabricação, construção, montagem ou manutenção;
Constituem uma das principais ferramentas do controle da qualidade de materiais eprodutos, contribuindo para garantir a qualidade, reduzir os custos e aumentar aconfiabilidade da inspeção;
São largamente utilizadas nos setores de petróleo, petroquímico, químico, aeronáutico,aeroespacial, siderúrgico, naval, eletromecânico, papel e celulose, entre outros;
Contribuem para a qualidade dos bens e serviços, redução de custo, preservação da vidae do meio ambiente, sendo fator de competitividade para as empresas que os utilizam;
Os ensaios não destrutivos têm a grande responsabilidade de auxiliar na rigorosainspeção de peças e partes críticas das estruturas, pelo método correto e por operadores
treinados.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 17/87
F CULD DE DO CENTRO LESTE
17Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ENSAIOS NÃO DESTRUTIVOSINSPEÇÃO INTRUSIVA
Para adequada aplicação das técnicas de END e obtenção de resultadossatisfatórios e válidos, os seguintes itens devem ser considerados como elementosfundamentais para os resultados destes ensaios:
- Pessoal treinado, qualificado e certificado;- Equipamentos calibrados;- Procedimentos de execução de ensaios qualificados com base em normas ecritérios de aceitação previamente definidos e estabelecido.
Os Ensaios Não Destrutivos são divididos em:
-Técnicas Convencionais de END;
-Técnicas Não Convencionais de END.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 18/87
F CULD DE DO CENTRO LESTE
18Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ENSAIOS NÃO DESTRUTIVOS (END)CONVENCIONAIS
INSPEÇÃO INTRUSIVA
As Técnicas Convencionais de Ensaios Não Destrutivos sãoaqueles aplicação rotineiramente, e com menor grau desofisticação quando comparado com as Técnicas nãoconvencionais de END.
Podem ser aplicadas como complementos as Técnicas dePreditiva não Intrusivas, ou isoladamente para detecção deeventuais falhas na avaliação da integridade de equipamentosou componentes.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 19/87
F CULD DE DO CENTRO LESTE
19Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
TÉCNICAS CONVENCIONAIS DE ENSAIOS NÃO DESTRUTIVOS (END)INSPEÇÃO INTRUSIVA
Os ensaios convencionais de END mais aplicadas na manutenção industrial são:
Na sequência será descrito o princípio de funcionamento, vantagens, desvantagense aplicações das principais técnicas convencionais de END listadas acima.
- Líquidos Penetrantes;
- Partículas Magnéticas;- Ultra-som;- Correntes parasitas;- Radiografia industrial;- Réplica Metalografica- Análise Dureza de Campo- Surge Teste (Motores Elétricos)- Estanqueidade (Leak Test)

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 20/87
F CULD DE DO CENTRO LESTE
20Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES - LPINSPEÇÃO INTRUSIVA
HISTÓRICO
Este método, se iniciou antes da primeira guerra mundial, principalmente pelaindústria ferroviária na inspeção de eixos e rodas, porém tomou impulso quando
em 1942, Robert Switzer aperfeiçoou o método e produziu o chamado liquidopenetrante. Nesta época, o ensaio foi adotado pelas indústrias aeronáuticas, quetrabalhando com ligas não ferrosas, necessitavam um método de detecção dedefeitos superficiais diferentes do ensaio por partículas magnéticas (não aplicávela materiais não magnéticos). A partir da segunda guerra mundial, o método foi sedesenvolvendo, através da pesquisa e o aprimoramento de novos produtos
utilizados no ensaio, até seu estágio atual.PRINCÍPIO
Baseia-se na capacidade do líquido penetrar em pequenasaberturas ou orifícios chamadas capilares. Asdescontinuidades presentes no material (poros, trincas, etc..)comportam-se como se fossem capilares.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 21/87
F CULD DE DO CENTRO LESTE
21Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LP – PRINCIPAIS CARACTERÍSTICASINSPEÇÃO INTRUSIVA
O ensaio por líquidos penetrantes é um método desenvolvido especialmente para a detecção dedescontinuidades essencialmente superficiais, e ainda que estejam abertas na superfície domaterial, tais como trincas, poros, dobras, etc..;
Pode ser aplicado em todos os materiais sólidos e que não sejam porosos ou com superfície muitogrosseira;
É muito usado em materiais não magnéticos como alumínio, magnésio, aços inoxidáveisausteníticos, ligas de titânio, e zircônio, além dos materiais magnéticos;
É também aplicado em cerâmica vitrificada, vidro e plásticos;
Descontinuidades em materiais fundidos tais como gota fria, trinca de tensão provocados porprocessos de têmpera ou revenimento, descontinuidades de fabricação ou de processo tais comotrincas, costuras, dupla laminação, sobreposição de material ou ainda trincas provocadas pelausinagem, ou fadiga do material ou mesmo corrosão sob tensão, podem ser facilmente detectadaspelo método de Líquido Penetrante.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 22/87
F CULD DE DO CENTRO LESTE
22Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LP – PRINCÍPIOS BÁSICOSINSPEÇÃO INTRUSIVAO método consiste em fazer penetrar na abertura da descontinuidade um líquido. Após aremoção do excesso de líquido da superfície , faz-se sair da descontinuidade o líquido retidoatravés de um revelador. A imagem da descontinuidade fica então desenhada sobre asuperfície. Podemos descrever o método em seis etapas principais no ensaio , quais sejam:
O líquido penetrante é aplicado compincel, pistola, ou com lata de aerossolou mesmo imersão sobre a superfície aser ensaiada , que então age por umtempo de penetração. Efetua-se aremoção deste penetrante da superfície
por meio de lavagem com água ouremoção com solventes. A aplicação deum revelador (talco) irá mostrar alocalização das descontinuidadessuperficiais com precisão e grandesimplicidade embora suas dimensõessejam ligeiramente ampliadas.
Métodos de aplicação do penetrante (pincel e aerossol)

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 23/87
F CULD DE DO CENTRO LESTE
23Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LP – ETAPAS DO ENSAIOINSPEÇÃO INTRUSIVA
a) Preparação da superfície - Limpeza inicial Antes de se iniciar o ensaio, a superfície deve ser limpa e seca. Nãodevem existir água, óleo ou outro contaminante. Contaminantes ouexcesso de rugosidade, ferrugem, etc, tornam o ensaio não confiável.Esta limpeza é geralmente feita com um removedor indicado pelofabricante dos produtos
b) Aplicação do Penetrante:Consiste na aplicação de um líquido chamado penetrante, geralmentede cor vermelha, de tal maneira que forme um filme sobre a superfíciee que por ação do fenômeno chamado capilaridade penetre nadescontinuidade. Deve ser dado um certo tempo para que apenetração se complete
c) Remoção do excesso de penetrante.Consiste na remoção do excesso do penetrante da superfície,através de produtos adequados , condizentes com o tipo de líquidopenetrante aplicado , devendo a superfície ficar isenta de qualquerresíduo na superfície.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 24/87
F CULD DE DO CENTRO LESTE
24Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LP – ETAPAS DO ENSAIOINSPEÇÃO INTRUSIVA
d) RevelaçãoConsiste na aplicação de um filme uniforme de revelador sobre asuperfície. O revelador é usualmente um pó fino (talco) branco. Pode seraplicado seco ou em suspensão, em algum líquido. O revelador age
absorvendo o penetrante das descontinuidades e revelando-as. Deveser previsto um determinado tempo de revelação para sucesso doensaio.
e) Avaliação e Inspeção Após a aplicação do revelador, as indicações começam a seremobservadas, através da mancha causada pela absorção do penetrantecontido nas aberturas, e que serão objetos de avaliação.
A inspeção deve ser feita sob boas condições de luminosidade, se openetrante é do tipo visível (cor contrastante com o revelador) ou sob luznegra, em área escurecida, caso o penetrante seja fluorescente.
A interpretação dos resultados deve ser baseada no Código de fabricaçãoda peça ou norma aplicável ou ainda na especificação técnica do Cliente.Nesta fase é recomendável o registro fotográfico.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 25/87
F CULD DE DO CENTRO LESTE
25Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LP – ETAPAS DO ENSAIOINSPEÇÃO INTRUSIVA
f) Elaboração de RelatórioNesta etapa deve ser preparado um relatório escrito que mostre ascondições do ensaio, tipo e identificação da peça ensaiada, resultado dainspeção e condição de aprovação ou rejeição da peça. Em geral aetapa de registro das indicações é bastante demorada e complexa,quando a peça mostra muitos defeitos. Portanto , o reparo imediato dasindicações rejeitadas com posterior repetição do teste, é maisrecomendável.
g) Limpeza pós ensaio A última etapa, geralmente obrigatória, é alimpeza de todos os resíduos de produtos, que
podem prejudicar uma etapa posterior detrabalho da peça (soldagem, usinagem, etc....).

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 26/87
F CULD DE DO CENTRO LESTE
26Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LP – ETAPAS DO ENSAIOINSPEÇÃO INTRUSIVA

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 27/87
F CULD DE DO CENTRO LESTE
27Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LPINSPEÇÃO INTRUSIVA
Simplicidade na aplicação e na interpretaçãodos resultados;
Os materiais utilizados em aerossol facilitam a
aplicação no campo; O treinamento é simples requer pouco tempo
para qualificação profissional; O método pode revelar descontinuidades
(trincas) extremamente finas (da ordem de0,001 mm de abertura );
Não há limitação para o tamanho ou geometriadas peças a ensaiar, nem tipo de material; por
outro lado, as peças devem ser susceptíveis àlimpeza e sua superfície não pode ser muitorugosa e nem porosa.
Nota: o inspetor deve estar ciente dos cuidadosbásicos a serem tomados (limpeza, tempo depenetração, etc), pois devido a simplicidade pode seacabar por subestimar alguns procedimentos.
VANTAGENS LIMITAÇÕES Só detecta descontinuidades abertas para a
superfície, já que o penetrante tem que entrar nadescontinuidade para ser posteriormente revelado.Por esta razão, a descontinuidade não deve estarpreenchida com material estranho;
A superfície do material não pode ser porosa ouabsorvente já que não haveria possibilidade deremover totalmente o excesso de penetrante,causando mascaramento de resultados;
A aplicação do penetrante deve ser feita numadeterminada faixa de temperatura. Superfícies muito
frias (abaixo de 10 ºC ) ou muito quentes (acima de52 ºC) não são recomendáveis ao ensaio.
Algumas aplicações das peças em inspeção fazemcom que a limpeza seja efetuada da maneira maiscompleta possível, pois o resíduo utilizado no ensaiopode ser prejudicial para a peça ou máquina. Estefato pode tornar-se limitativo ao exame,especialmente quando esta limpeza for difícil de fazer.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 28/87
F CULD DE DO CENTRO LESTE
28Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LPINSPEÇÃO INTRUSIVA
Tipos de Líquidos Penetrantes
Quanto a visibilidade
A) FluorescentesB) Visíveis
Quanto a remoção do excesso
A) Lavável com água;B) Lavável com água apósemulsificação;
C) Removível com solvente.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 29/87
F CULD DE DO CENTRO LESTE
29Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LPINSPEÇÃO INTRUSIVA
SEGURANÇA E PROTEÇÃO À SAÚDE
Data de fabricação e validade do produtoCondições da embalagemRastreabilidade (lote do produto/certificado)Teste de sensibilidade
Análise de contaminantes (Cl + F e S) para Aço inoxidável austenítico, Titânio, Níquel e suas ligas.
CUIDADOS ANTES DA UTILIZAÇÃO DOS MATERIAIS

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 30/87
F CULD DE DO CENTRO LESTE
30Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LPINSPEÇÃO INTRUSIVA
CRITÉRIOS DE ACEITAÇÃO – ASME VIII, DIVISÃO 1, APÊNDICE 8
Avaliação das indicações:a) Deve ser considerada relevante somente as indicações que tenham dimensões maiores que 1,6mm.b) Qualquer indicação questionável ou duvidosa , deve ser re-inspecionada para determinar se indicações
relevantes estão ou não presentes.c) Indicações arredondadas relevantes, maiores que 4,8mm;d) Quatro ou mais indicações alinhadas arredondadas relevantes separadas por uma distância igual oumenor que 1,6mm, medida entre bordas de indicações consecutivas.e) Indicação linear é o que apresenta comprimento maior que três vezes a largura;
f) Indicação arredondada é que apresenta formato circular ou elíptico, com comprimento igual ou menor quetrês vezes a largura;
g) Indicações alinhadas são indicações agregadas em L com dimensões acima de 1,5 mm arredondadas,separadas entre si de 2 mm ou menos.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 31/87
F CULD DE DO CENTRO LESTE
31Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
LÍQUIDOS PENETRANTES – LPINSPEÇÃO INTRUSIVA
EXEMPLOS DE APLICAÇÕES

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 32/87
F CULD DE DO CENTRO LESTE
32Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICAS - PMINSPEÇÃO INTRUSIVA
HistóricoDesenvolvimento após a 2º Grande guerra.Primeiras observações físicas: Willian E. Hoke.
Desenvolvimento dos equipamentos: Sr. Forest (empresa Forest Imaden).Princípio de Funcionamento:Consiste em submeter a peça a umcampo magnético. As descontinuidadesexistentes, ou seja a falta decontinuidade das propriedadesmagnéticas do material irão causar umcampo de fuga do fluxo magnético e aformação de polos magnéticos que irãoatrair as partículas ferromagnéticas queserão pulverizadas sob a peça.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 33/87
F CULD DE DO CENTRO LESTE
33Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICAS - PMINSPEÇÃO INTRUSIVA
Principais características:Restrito a materiais ferros-magnéticos;Detecta descontinuidades superficiais e subsuperficiais;
Quanto aos Equipamentos utilizados:Corrente Continua = Maior PenetraçãoCorrente Alternada = Menor Penetração

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 34/87
F CULD DE DO CENTRO LESTE
34Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICAS – PM – MÉTODO DE MAGNETIZAÇÃOINSPEÇÃO INTRUSIVA
Longitudinal: duas sondas são colocadas em cada lado da área a ser inspecionada e umacorrente elétrica passa através da peça. Um fluxo magnético é produzido em ângulos retos aofluxo da corrente, como representado na figura ao lado, por linhas de força circular a peça.Quando estas linhas de força encontram uma descontinuidade, tais como uma linha
longitudinal, elas são desviadas e saem ao ar, criando desta maneira polos ou pontos deatração. Um pó magnético aspergido sobre a superfície da área sob inspeção, é rapidamenteatraído para a região em que o fluxo magnético salta, formando a indicação dadescontinuidade.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 35/87
F CULD DE DO CENTRO LESTE
35Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICAS – PM – MÉTODO DE MAGNETIZAÇÃOINSPEÇÃO INTRUSIVA
Circular: a peça é magnetizada colocando-a dentro de um solenoide. Nesse caso,as linhas de força são longitudinais e paralelas com a peça. Trincas transversaissão reveladas desta maneira. Se a descontinuidade é paralela às linhas de força, a
mesma não será revelada, pois não são criados polos ou pontos de atração.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 36/87
F CULD DE DO CENTRO LESTE
36Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICAS – PM – MÉTODOS DE ENSAIOINSPEÇÃO INTRUSIVA
• Via Seca: o pó seco é aspergido uniformemente sobre a peça com pulverizador ou saco depó. Este método tem maior sensibilidade a descontinuidades subsuperficiais, mas asensibilidade diminui para pequenas descontinuidades superficiais. Para mesma área,consumo maior.
• Via Úmida: partículas muito finas (vermelhas ou pretas) são diluídas em água ouquerosene. Esta solução é borrifada sobre a superfície da peça ou também por imersão dapeça. A granulometria muito fina, possibilita a detecção de pequenas trincas superficiais.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 37/87
F CULD DE DO CENTRO LESTE
37Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICASINSPEÇÃO INTRUSIVA
Detecção de descontinuidadessubsuperficiais;
Rápido e barato; Atende uma grande gama deformatos de peça;
Alta sensibilidade;
VANTAGENS LIMITAÇÕES
Aplicável somente a materiais ferromagnéticos; Necessidade de desmagnetizar a peça em
alguns casos; A sensibilidade do método decresce com a
diminuição do tamanho do defeito e comaumento da profundidade (acima de 5 mm deprofundidade a detecção já fica comprometida);
A sensibilidade é menor para formas redondas,tais como esferas de gás, e melhor para formas
alongadas, tais como trincas; Abertura de arcos são danosos. especialmenteem componentes. Podendo contribuir para afalha estrutural do componente;
Desmagnetizar de componentes temperadospode ser muito difícil devido a sua estruturametalúrgica.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 38/87
F CULD DE DO CENTRO LESTE
38Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICAS – CRITÉRIOS DE ACEITAÇÃOINSPEÇÃO INTRUSIVAO critério de aceitação segue a referência do Código ASME Sec VIII Div.1 Apêndice 6, é aplicável parasuperfícies inspecionadas por partículas magnéticas, projetadas conforme este Código.Avaliação das indicações:Uma indicação é uma evidência de uma imperfeição mecânica. Somente indicações com dimensõesmaiores que 1/16 pol. ( 1,6 mm) deve ser considerada como relevante.(a) Uma indicação linear é aquela tendo um comprimento maior que três vezes a largura.(b) Uma indicação arredondada é aquela na forma circular ou elíptica com comprimento igual ou menor quetrês vezes a largura.(c) Qualquer indicação questionável ou duvidosa , deve ser reinspecionada para determinar se indicaçõesrelevantes estão ou não presentes.Aceitação:Toda as superfícies devem estar livres de :
(a) indicações relevantes lineares ;(b) indicações relevantes arredondadas maiores que 3/16 pol. (4,5 mm) ;(c) quatro ou mais indicações relevantes arredondadas em linha separadas por 1/16 pol. (1,6 mm) oumenos (de borda a borda) ;(d) uma indicação de uma imperfeição pode ser maior que a imperfeição ,entretanto , o tamanho da indicação é a base para a avaliação da aceitação .Critério de Aceitação de SoldasO critério de aceitação conforme AWS D1.1 é o mesmo para inspeção visual.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 39/87
F CULD DE DO CENTRO LESTE
39Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICASINSPEÇÃO INTRUSIVADesmagnetização
As razões principais para desmagnetização:• Interferência na usinagem – Afeta o acabamento da peça, e
as limalhas aderidas contribuem para perda do fio de corte
da ferramenta.• Interferência na soldagem – Deflexão do arco (Sopro
magnético);• Interferência em instrumentos – O magnetismo residual
interfere em instrumentos de medição e navegaçãosensíveis.
Técnicas de desmagnetização• Submetendo-se a peça a um campo magnético que é
continuamente invertido e gradualmente reduzido a zero, apeça será desmagnetizada após alguns ciclos de histereseregressiva.
• Elevando-se a temperatura até a “Temperatura Curie*”.
*Temperatura Curie - temperatura na qual cada material ferromagnético se desmagnetiza naturalmente.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 40/87
F CULD DE DO CENTRO LESTE
41Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICAS – EXEMPLOS DE APLICAÇÕESINSPEÇÃO INTRUSIVA

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 41/87
F CULD DE DO CENTRO LESTE
42Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICAS - PMINSPEÇÃO INTRUSIVA
ARQUIVO DO VIDEO

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 42/87
F CULD DE DO CENTRO LESTE
43Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
INSPEÇÃO INTRUSIVA
ARQUIVO DO VIDEO

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 43/87
F CULD DE DO CENTRO LESTE
44Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
PARTÍCULAS MAGNÉTICAS – PM – SEGURANÇA NO ENSAIOINSPEÇÃO INTRUSIVAInflamabilidadeO ponto de fulgor dos produtos envolvidos no ensaio devem ser objetos de testes pelosfabricantes destes, para prevenir a combustão de produtos na área de inspeção.Riscos de Inalação
Precauções contra inalação dos produtos, principalmente aqueles que serão pulverizados , ouainda proteção para pele, e exposição dos olhos. Estas instruções devem ser relatadas pelosfabricantes destes produtos.Riscos à eletricidadeOs equipamentos de magnetização devem sofrer manutenção periódica no sentido de prevenirquanto ao risco de choques elétricos, e ainda abertura de arcos e ignição.Luz Ultravioleta
Como foi visto, é recomendado uma intensidade de luz negra sobre a superfície da peça de1000 μW/cm2 , e este deve também ser o limite máximo para exposição da pele e olhos. Filtrostrincados devem ser trocados imediatamente .Adaptação ao ambiente escurecidoO inspetor que realizará inspeção por partículas magnéticas usando partículas fluorescentes ,devem aguardar no mínimo 1 minuto após de ter entrado numa área escurecida para que seus
olhos se adaptem ao baixo nível de iluminação antes de iniciar o ensaio.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 44/87
F CULD DE DO CENTRO LESTE
45Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRASOM – US - HISTÓRICOINSPEÇÃO INTRUSIVASomente em 1945 o ensaio ultra-sônico iniciou sua caminhada em escala industrial,impulsionado pelas necessidades e responsabilidades cada vez maiores. Hoje, na modernaindústria, principalmente nas áreas de caldeiraria e estruturas marítimas, o exameultrasônico, constitui uma ferramenta indispensável para garantia da qualidade de peças de
grandes espessuras, geometria complexa de juntas soldadas, chapas. materiais metálicos.Princípio Básico
Assim como uma onda sonora, reflete aoincidir num anteparo qualquer, a vibração ouonda ultra-sônica ao percorrer um meioelástico homogêneo, refletirá mediante alguma
alteração neste meio (densidade diferente,descontinuidade, falha interna, etc). Através dautilização de instrumentos especiais é possíveldetectar as reflexões provenientes do interiorda peça examinada, localizando einterpretando as descontinuidades.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 45/87
F CULD DE DO CENTRO LESTE
46Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRASOM – US – PRINCÍPIO DE FUNCIONAMENTOINSPEÇÃO INTRUSIVABasicamente, o aparelho de ultra-som contém circuitoseletrônicos especiais, que permitem transmitir ao cristalpiezelétrico, através do cabo coaxial, uma série de pulsoselétricos controlados, transformados pelo mesmo em ondas
ultra-sônicas. O cabeçote é colocado em contato com o metal,gerando uma onda que se propaga até alcançar uma mudançado meio (limite de espessura da peça, alteração de densidade,descontinuidade, etc).
Nesses pontos parte da energia da onda é refletida, e recebidapelo cristal causando pressões e provocando desta maneira o
efeito piezoelétrico e a geração de uma corrente elétrica. Umsinal será transmitido ao aparelho e para cada incidência doultra-som na superfície oposta de acoplamento do cristal, umeco correspondente a este sinal será visualizado na tela.Portanto será possível observar vários ecos de reflexão defundo correspondente à mesma espessura.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 46/87
F CULD DE DO CENTRO LESTE
47Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRASOM – US – PRINCÍPIO DE FUNCIONAMENTOINSPEÇÃO INTRUSIVA
No aparelho um tubo catódico é alimentando com estacorrente produzido assim deflexões verticais numa basehorizontal (ecos). Desta forma, os sinais captados nocristal são mostrados na tela do tubo de raios catódicos em
forma de pulsos luminosos denominados “ecos”, quepodem ser regulados tanto na amplitude, como posição natela graduada e se constituem no registro dasdescontinuidades e/ou mudança de densidadeencontradas no interior do material.
Nota: na interface do cabeçote com a peça énecessário a utilização de um acoplante, quepode ser água, óleo ou graxa.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 47/87
F CULD DE DO CENTRO LESTE
48Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRASOM – US – PRINCÍPAIS CARACTERÍSTICASINSPEÇÃO INTRUSIVA Método muito sensível que permite detectar, localizar e medir descontinuidades internas em
materiais ferrosos ou não ferrosos; É baseado no fato de que uma descontinuidade ou mudança de densidade agiriam como refletor
quando atravessado por vibrações de alta freqüência;
Trincas superficiais podem ser detectadas através de transdutores específicos. A instrumentação utilizada no ensaio é constituída pelo o aparelho de ultra-som que contém
circuitos eletrônicos especiais e pelo cabeçote que é um cristal piezelétrico responsável emtransformar a energia elétrica alternada em oscilação mecânica e transformar a energia mecânicaem elétrica.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 48/87
F CULD DE DO CENTRO LESTE
49Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRASOM – US – SENSIBILIDADEINSPEÇÃO INTRUSIVAConsiderando que a velocidade do meio é em geral conhecida e depende somente do modo de vibração eo material, por outro lado a frequência depende somente da fonte emissora, que também é conhecida. Afaixa de frequência normal utilizada para aplicações industriais, compreende entre 1 MHz até 6 MHz.
f λV

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 49/87
F CULD DE DO CENTRO LESTE
50Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRASOM – US – CALIBRAÇÃOINSPEÇÃO INTRUSIVAO termo calibração é uma etapa extremamente importante no ensaio de ultra-som, pois irá determinartodos os ajustes do aparelho, para uma inspeção específica segundo um procedimento escrito e aprovadopelo cliente / fabricante. Os ajustes do ganho, energia, supressor de ruídos, normalmente são efetuadosbaseado em procedimentos específicos, entretanto a calibração da escala pode ser feita, previamenteindependente de outros fatores. Calibrar a escala, significa mediante a utilização de blocos especiais
denominados Blocos Padrões, onde todas as dimensões e formas são conhecidas e calibradas,permitindo ajustar os controles de velocidade e zeragem, concomitantemente até que os ecos de reflexãopermaneçam em posições definidas na tela do aparelho, correspondentes ao caminho do som no blocopadrão.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 50/87
F CULD DE DO CENTRO LESTE
51Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRASOM – US – MEDIÇÃO DE ESPESSURAINSPEÇÃO INTRUSIVAOs medidores de espessura por ultra-som podem se apresentar com circuitos digitais ou analógicos, e sãoaparelhos simples que medem o tempo do percurso sônico no interior do material , através da espessura,registrando no display o espaço percorrido ou seja a própria espessura. Operam com transdutoresduplocristal, e possuem exatidão de décimos ou até centésimos dependendo do modelo.
São aparelhos bastante úteis para medição deespessuras de chapas, tubos, taxas de corrosão emequipamentos industriais, porém para a obtenção debons resultados, é necessário sua calibração antesdo uso, usando blocos com espessuras calibradas ede mesmo material a ser medido, com o ajustecorreto da velocidade de propagação do som do
aparelho. Os aparelhos medidores modernos deespessura digitais , são dotados de circuitos dememória que podem armazenar centenas de dadosreferente a espessuras medidas e após , conectandona impressora , pode-se obter um relatório completodas medidas efetuadas e as condições usadas.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 51/87
F CULD DE DO CENTRO LESTE
52Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRASOM – US – MEDIÇÃO DE ESPESSURAINSPEÇÃO INTRUSIVATIPOS DE TRANSDUTORES
NormalDuplo Cristal (SE)
Angular

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 52/87
F CULD DE DO CENTRO LESTE
54Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRA-SOM – USINSPEÇÃO INTRUSIVA
• Alta sensibilidade adescontinuidades internas, não
detectáveis pelos métodos vistosanteriormente;• Interpretação dispensa processos
intermediários, proporcionandoresultados imediatos;
• Não requer planos especiais desegurança;
• Permite localizar e dimensionar umadescontinuidade.
VANTAGENS LIMITAÇÕES
• Requer grande conhecimento teórico eexperiência por parte do inspetor;
• Requer preparo da superfície e aplicação do
acoplante;• Necessita de blocos de calibração.• Faixas de espessuras muito finas, constituem
uma dificuldade para aplicação do método;• Requer o preparo da superfície para sua
aplicação. Em alguns casos de inspeção de
solda, existe a necessidade da remoção totaldo reforço da solda, que demanda tempo defábrica;
• Materiais não ferrosos são difíceis de seremexaminados, e requerem procedimentosespeciais.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 53/87
F CULD DE DO CENTRO LESTE
55Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRA-SOM – US – EXEMPLOS DE APLICAÇÃOINSPEÇÃO INTRUSIVA

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 54/87
F CULD DE DO CENTRO LESTE
56Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRA-SOM – US – EXEMPLOS DE APLICAÇÃOINSPEÇÃO INTRUSIVAEixos ferroviários sujeito a falha por fadiga

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 55/87
F CULD DE DO CENTRO LESTE
57Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRA-SOM – US – EXEMPLOS DE APLICAÇÃOINSPEÇÃO INTRUSIVA

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 56/87
F CULD DE DO CENTRO LESTE
58Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRA-SOM – US – EXEMPLOS DE APLICAÇÃOINSPEÇÃO INTRUSIVA

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 57/87
F CULD DE DO CENTRO LESTE
59Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ULTRA-SOM – US – AVALIAÇÃO E CRITÉRIOS DE ACEITAÇÃOINSPEÇÃO INTRUSIVA
O julgamento da descontinuidade encontrada deve ser feita de acordo com oprocedimento escrito , norma aplicável , especificação do cliente , ou por outrodocumento da qualidade aplicável.
Em geral, as descontinuidades são julgadas pelo seu comprimento , e amplitudedo eco de reflexão , que são quantidades mensuráveis pelo inspetor de ultra- som.Entretanto, algumas normas, estabelecem que o tipo da descontinuidadeencontrada também deve ser avaliada e será decisiva na aceitação ou rejeição da junta soldada. Por exemplo: se o inspetor interpretou uma indicação como trinca,falta de fusão ou falta de penetração, a junta soldada deve ser rejeitada,
independente do seu comprimento ou amplitude de eco na tela do aparelho , deacordo com o Código ASME* Sec.VIII Div.1 UW-53.Nem sempre a identificação do tipo da descontinuidade é fácil ou possível de seravaliada , pois isto dependerá da complexidade da junta , experiência econhecimento do inspetor.Critério de Aceitação de Juntas Soldadas , conforme Código ASME Sec. VIII Div.1 Ap.12.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 58/87
F CULD DE DO CENTRO LESTE
61Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
CORRENTES PARASITAS (EDDY CURRENT) - HISTÓRICOINSPEÇÃO INTRUSIVA
A partir de 1960 passou ser utilizado deforma mais sistemática na indústriaaeronáutica e nuclear.
Princípio BásicoBaseia-se na Lei de Indução deFaraday, onde o campo magnético,gerado por uma bobina quandoalimentada por uma corrente elétrica
alternada, induz, na peça a serensaiada, correntes elétricas, tambémdenominadas correntes parasitas.Qualquer interferência no fluxo dascorrentes parasitas, alteram aimpedância da bobina de ensaio.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 59/87
F CULD DE DO CENTRO LESTE
62Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
CORRENTES PARASITAS (EDDY CURRENT) – PRINCÍPIO DE FUNCIONAMENTOINSPEÇÃO INTRUSIVA
Consiste em induzir correntes elétricas numaamostra eletricamente condutora, através de umcampo eletromagnético variável (Lei de Faraday), emonitorar a interação entre as correntes induzidas e
o material. Quaisquer descontinuidades queperturbem o fluxo normal das correntes induzidasnesse material (correntes parasitas), podem ser detectadas e avaliadas, através da monitoração daimpedância elétrica da própria bobina indutora.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 60/87
F CULD DE DO CENTRO LESTE
63Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
CORRENTES PARASITAS (EDDY CURRENT) – PRINCÍPIO DE FUNCIONAMENTOINSPEÇÃO INTRUSIVALei de Faraday
Toda a variação do fluxo magnético leva ao aparecimento de uma força
eletromotriz induzida cujo sentido leva a uma oposição a essa variação.
Profundidadeaproximada de 6mm

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 61/87
F CULD DE DO CENTRO LESTE
64Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
CORRENTES PARASITAS (EDDY CURRENT) – PRINCÍPIO DE FUNCIONAMENTOINSPEÇÃO INTRUSIVA Através de tratamento eletrônico específico, os sinais gerados das variações daimpedância, permitem ao inspetor não só detectar a presença dedescontinuidades, mas também fazer avaliações de suas profundidades,classificando-as como internas ou externas à superfície em que se encontra a
sonda de ensaio. Analisando as amplitudes dos sinais gerados, é possível ter estimativas do tamanho das descontinuidades detectadas.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 62/87
F CULD DE DO CENTRO LESTE
65Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
CORRENTES PARASITAS (EDDY CURRENT) – PRINCÍPIO DE FUNCIONAMENTOINSPEÇÃO INTRUSIVA Aplicado a materiais ferromagnéticos ou não ferromagnético desde que
condutores de eletricidade;
Detecta variações associadas à condutividade do material, falta dehomogeneidade em ligas, superaquecimento local, erros de tratamento térmico,etc.;
Indicado para a detecção do percentual de perda de espessura provocado pelaexistência de descontinuidades volumétricas em tubos ou descontinuidadesplanares;
Permitem estimar o tamanho das descontinuidades detectadas;
Aplicação ideal inspeção em trocadores de calor ou condensadores.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 63/87
F CULD DE DO CENTRO LESTE
66Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
CORRENTES PARASITAS (EDDY CURRENT)INSPEÇÃO INTRUSIVA
• Alta sensibilidade as
variáveis físicas emetalúrgicas;• Velocidade de inspeção de
até 30m/s;• Registro fácil do ensaio;• Não apresenta problemas de
acoplamento entre a bobinae a peça a ser ensaiada.
VANTAGENS LIMITAÇÕES
• Somente para materiais
eletricamente condutores;• Profundidade de penetração < 6mm;• Inspeção de materiais
ferromagnéticos é muitas vezesdifícil de executar ;
• Necessidade de suprimir variáveisindesejáveis;
• Necessita de tubo padrão.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 64/87
F CULD DE DO CENTRO LESTE
68Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
CORRENTES PARASITAS (EDDY CURRENT) EXEMPLOS DE APLICAÇÕESINSPEÇÃO INTRUSIVA

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 65/87
F CULD DE DO CENTRO LESTE
69Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
CORRENTES PARASITAS (EDDY CURRENT) EXEMPLOS DE APLICAÇÕESINSPEÇÃO INTRUSIVAINSPEÇÃO DE CONDENSADOR DA TURBINA
Sonda diferencial
Identificação dos tubos com defeito Realização do ensaio Tamponamento dos tubos defeituosos

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 66/87
F CULD DE DO CENTRO LESTE
70Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RADIOGRAFIA INDUSTRIAL - HISTÓRICOINSPEÇÃO INTRUSIVA1895 – Descoberta dos raios X por W.C. Roentgen;1903 – Rutherford cria o primeiro modelo atômico;1934 – Descoberta da radioatividade produzida artificialmente pelo casal Curie;1954 – Os radioisótopos passaram a ser produzidos em escala apreciável
Radioatividade: emissão espontânea de radiação por um núcleo atômico, que se encontraem estado excitado de energia.
Este método de "teste" é baseado nahabilidade de Raio X e Gama penetrar em
metais ou materiais opacos e produzir umaimagem sobre um filme sensibilizado; Um alvo é bombardeado por um feixe de
elétrons acelerados; Quando esses elétrons colidem com os
átomos do alvo, raios X são gerados;Princípio do ensaio radiográfico
PRINCÍPIO BÁSICO

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 67/87
F CULD DE DO CENTRO LESTE
71Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RADIOGRAFIA INDUSTRIAL – PRINCÍPIO BÁSICOINSPEÇÃO INTRUSIVAO FILME RADIOGRÁFICO:consiste de uma fina folha de plástico coberto de ambos os ladospor uma emulsão de gelatina, contendo grãos mudo finos debrometo de prata. Quando expostos a Raios X, Gamas ou Luz
Visível, os cristais de brometo de prata sofrem uma reação o queos torna mais suscetíveis ao processo químico (Revelação), queos convertem em prata metálica negra. Uma pequena exposiçãode radiação cria uma imagem latente sobre o filme, e o processoquímico (Revelação) toma-os visíveis.
INTERPRETAÇÃO DOS RESULTADOS:
Quando o inspetor interpreta uma radiografia ele está vendodetalhes da imagem de peça, em termos de quantidade deradiação que passou através do filme. Áreas de alta densidade(áreas expostas a grande quantidade de radiação) aparecemcomo áreas escuras; áreas claras foram expostas a poucaradiação. A diferença de densidade (área clara/escura) entreduas áreas do final é conhecida como contraste.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 68/87
F CULD DE DO CENTRO LESTE
72Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RADIOGRAFIA INDUSTRIAL – PRINCIPAIS CARACTERÍSTICASINSPEÇÃO INTRUSIVA Largamente empregadas para detectar descontinuidades no interior de peças,
principalmente juntas soldas onde a aplicação de outros métodos é inviável; Indicado na detecção de descontinuidades volumétricas e planares (não
perpendicular ao feixe de radiação) internas ou abertas a superfície; O Raio X tem comprimento de onda de 1/10000 da luz visível e são produzidos
por geradores de alta voltagem; A profundidade que o Raio X pode penetrar depende da potência deste gerador.
Unidades portáteis para uso na inspeção de solda estão na faixa de 200 a 400KV. Máquinas de alta potência operam entre 1 000 a 2000 KV e penetram de 125a 250 mm em aço;
Raios Gamas são produzidos para desintegração de radioisótopos. Eles sãosimilares ao Raio X, com exceção do comprimento de onda que é menor do queo Raio X, produzidos por equipamentos de baixa voltagem;
O comprimento de onda de Raio X gerados nos equipamentos de alta voltagemestão na mesma faixa dos radioisótopos.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 69/87
F CULD DE DO CENTRO LESTE
73Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RADIOGRAFIA INDUSTRIAL – EQUIPAMENTOINSPEÇÃO INTRUSIVAO equipamento de raio X industrial pode ser dividido em duas partes:
Painel de controle; Cabeçote onde se aloja a ampola e o dispositivo de refrigeração.
Equipamento de Raio X Equipamento de Raio Gama

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 70/87
F CULD DE DO CENTRO LESTE
74Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RADIOGRAFIA INDUSTRIALINSPEÇÃO INTRUSIVAEfeito da direção da radiação na detecção de descontinuidades

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 71/87
F CULD DE DO CENTRO LESTE
75Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RADIOGRAFIA INDUSTRIALINSPEÇÃO INTRUSIVA
Sensibilidade na detecção dedescontinuidades volumétricas;
Registro permanente, podendoser discutido por outrosinspetores;
Possibilidade de inspeção sobrevestimento, desde que essenão possua pigmentosmetálicos;
Vários tipos de materiais.
VANTAGENS LIMITAÇÕES
Necessidade de laboratório paraprocessamento do filme;
Descontinuidades perpendiculares aofilme não são facilmente detectáveis;
Requer plano de radioproteção(isolamento);
Emissão cancerígena; Descontinuidades ou perda de
espessuras menores que 2% não sãodetectadas;
Local para a guarda de fonte (quandopermanecer na obra).

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 72/87
F CULD DE DO CENTRO LESTE
76Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RADIOGRAFIA INDUSTRIAL – EXEMPLO DE APLICAÇÕESINSPEÇÃO INTRUSIVA
Radiografia de solda contendo porosidade e falta de fusão
Radiografia de solda contendo inclusão de escória

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 73/87
F CULD DE DO CENTRO LESTE
77Prof. Julio Rezende [email protected]/09/2015
Manutenção IndustrialRADIOGRAFIA INDUSTRIAL – EXEMPLO DE APLICAÇÕES
Radiografia de solda contendo porosidade e falta de fusão

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 74/87
F CULD DE DO CENTRO LESTE
78Prof. Julio Rezende [email protected]/09/2015
Manutenção IndustrialRADIOGRAFIA INDUSTRIAL – EXEMPLO DE APLICAÇÕES
Radiografia de solda contendo mordedura e falha de fusão

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 75/87
F CULD DE DO CENTRO LESTE
79Prof. Julio Rezende [email protected]/09/2015
Manutenção IndustrialRADIOGRAFIA INDUSTRIAL – EXEMPLO DE APLICAÇÕES
Radiografia de solda contendo defeitos na raiz

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 76/87
F CULD DE DO CENTRO LESTE
80Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RADIOGRAFIA COMPUTADORIZADA DIGITAL
INSPEÇÃO INTRUSIVA
A técnica de inspeção continua sendo a radiografia convencional, mas o armazenamento dasimagens é realizado através de mídias eletrônicas ao invés da conservação dos filmes emambiente controlado ao longo dos anos devido a radiação.
PRINCÍPIO BÁSICO
• Placas de fósforo armazenam a imagemlatente ao invés de filmes radiográficos;
• Escâneres radiográficos extraem a imagem daplaca ao invés do processo de revelaçãoquímica de filmes.
Não existe necessidade de processo de extração de imagens, pois o detector permite que as mesmas sejamimediatamente vistas na tela de um computador.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 77/87
F CULD DE DO CENTRO LESTE
81Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RADIOGRAFIA COMPUTADORIZADA DIGITAL
INSPEÇÃO INTRUSIVA
O sistema de radiografia computadorizada digital, é composto de scanner específico ecomputador (PC), que podem ser operados em salas com luminosidade mínima (10 lux)porém suficiente para a visualização de outros trabalhos;
O sistema computadorizados permitem a utilização de aplicativos apropriados para avaliação,que auxiliam e facilitam o laudo radiográfico (lupas ópticas, baixo relevo, inversão de imagem,e ferramenta de medição);

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 78/87
F CULD DE DO CENTRO LESTE
82Prof. Julio Rezende [email protected]/09/2015
Manutenção IndustrialRADIOGRAFIA COMPUTADORIZADA DIGITAL
Pode ser realizado com as tubulações em operação edispensa a remoção dos isolamentos térmicos;
Boa produtividade, permitindo radiografar e “scannear ” 450
cm2 de área cada 10 minutos; O sistema apresenta rapidez no processamento das
imagens, agilizando a tomada de decisões, imediatamenteapós o processamento; Medição de espessura de tubulações, quantificando e
qualificando os mecanismos de deterioração. Precisão nasmedidas de 0,1 mm. Inspeção de áreas e não apenas pontoslocalizados;
Dispensa de Câmaras Escuras e Laboratórios para revelaçãode filmes. Não há necessidade de utilização de produtos
químicos e água corrente para o processamento de filmes; Utilização de fontes de baixa atividade. Isto permite raios de
balizamento menores do que os normalmente necessários,podendo ser executadas radiografias simultaneamente comoutras atividades próximas;
Podem ser aplicado em metálicos ferrosos e não ferrosos enão metálicos.
VANTAGENS LIMITAÇÕES
Custo inicial do investimento é muitoalto e os detectores são sensíveis ede manutenção cara;
Necessidade de grande capacitaçãoe cuidado da mão-de-obra envolvida.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 79/87
F CULD DE DO CENTRO LESTE
83Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RADIOGRAFIA COMPUTADORIZADA DIGITAL
INSPEÇÃO INTRUSIVA
Esta técnica além da radiografia convencionaltambém é utilizada na avaliação de mecanismosde deterioração como corrosão e perda deespessuras de tubulações industriais de processo
inclusive com equipamento em operação.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 80/87
F CULD DE DO CENTRO LESTE
84Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RÉPLICA METALOGRÁFICA
INSPEÇÃO INTRUSIVA
A técnica de réplica metalográfica, compreende a reprodução da microestrutura do material através de umametodologia não destrutiva. A técnica consiste na preparação da região a ser analisada através de lixamentoe polimento até a obtenção de uma superfície bastante polida e isenta de riscos. O lixamento é mecânico eo polimento pode ser mecânico ou eletrolítico (este último possibilita diminuir consideravelmente o tempo depreparação de superfície).
ETAPAS DO ENSAIO – PREPARAÇÃO DA SUPERFÍCIE E COLETA DA IMAGEM
Superfície deve serdevidamente limpa, polida eposteriormente atacada comreagentes químicos específicospara cada material e de acordocom o que se pretende
visualizar.
A reprodução da microestrutura é feita em pedaçosde folha de acetato bem fina, que se dissolve naacetona, possibilitando a colagem do acetato àsuperfície e assim reproduzindo a microestrutura.

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 81/87
F CULD DE DO CENTRO LESTE
85Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RÉPLICA METALOGRÁFICA – ETAPAS DO ENSAIO – ANÁLISE DAS IMAGENS
INSPEÇÃO INTRUSIVA
O pedaço de acetato contendo a microestrutura replicada da superfície polida e atacada podeser metalizado em ouro para um melhor contraste quando da observação em microscopiaótica ou eletrônica de varredura (MEV).

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 82/87
F CULD DE DO CENTRO LESTE
86Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
RÉPLICA METALOGRÁFICA – CARACTERÍSTICAS E APLICAÇÕES
INSPEÇÃO INTRUSIVA
Utilizada quando não é possível retirar uma amostra do material;
Uma réplica da estrutura metalúrgica do material é obtida em campo paraposterior análise metalográfica em laboratório;
Os procedimentos em campo tais como: lixamento, polimento, ataque químico eextração das réplicas são muito importantes para a análise da microestrutura e acorreta interpretação dos eventuais defeitos físicos;
A aplicação é voltada para análise de falha, detecção de fissuras, degradaçãoestrutural, identificação de material, dentre outras;
Aplicado a componentes no qual o material está sujeito a degradação no tempo;
Indicado para caldeiras, vasos de pressão submetidos a altas temperaturas.
F CULD DE DO CENTRO LESTE

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 83/87
87Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
ENSAIO DE DUREZA – MEDIDOR PORTÁTIL
INSPEÇÃO INTRUSIVA
O ensaio de dureza pode ser muito útil para auxiliar na caracterização de um determinadomaterial usado em uma peça ou para determinar suas propriedades mecânicas e tratamentotérmico aplicado. Isto pode auxiliar na definição da necessidade de troca ou recuperação docomponente.
Existem alguns modelos de medidores portáteis que são utilizados na indústria.
Desenvolvido para testar a dureza de materiais metálicos dequalquer classe, desde valores muito baixos à valores muitoaltos. Este aparelho pode funcionar diretamente ao local do
trabalho e em qualquer posição. São grandes as aplicaçõestípicas para este aparelho, como por exemplo, para peçaspesadas, às quais são de difícil acesso. É especialmenteapropriado para aplicações nas quais o testador de durezaestática não é aplicável e nem econômico.
Durômetro de impacto:
F CULD DE DO CENTRO LESTE

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 84/87
89Prof. Julio Rezende [email protected]/09/2015
Manutenção Industrial
MOTORES ELÉTRICOS – “SURGE TEST ”
INSPEÇÃO INTRUSIVA
O “SURGE TEST” é um ensaio não destrutivo
aplicado em motores elétricos, geradores e outrostipos de maquinas elétricas, com objetivo de avaliarqualidade de enrolamento das bobinas.
Pulsos de alta tensão, repetidos com freqüênciade 60Hz, são descarregados em "dois"enrolamentos, o que cria um stressmomentâneo de todas as espiras das bobinasdo motor elétrico. Se um baixo nível deisolamento for observado, a bobina apresentaráuma falha prematura. Quatro resultadospossíveis são mostrados através dos gráficos aseguir.
F CULD DE DO CENTRO LESTE

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 85/87
97Prof. Julio Rezende [email protected]/09/2015
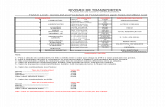
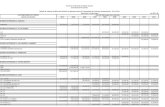
Manutenção IndustrialSELEÇÃO DE ENSAIOS NÃO - DESTRUTIVOS
F CULD DE DO CENTRO LESTE

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 86/87
98Prof. Julio Rezende [email protected]/09/2015
Manutenção IndustrialQUALIFICAÇÃO E CERTIFICAÇÃO NECESSÁRIA
No Brasil o SNQC rege toda a qualificação e certificação dosprofissionais de END, que são divididos em três níveis: Nível 1: Operador de END – Capaz de executar o ensaio
de acordo com normas ou instruções técnicas redigidapelo nível 2
Nível 2: Inspetor de END – Capaz de emitir laudos umensaio com base em critérios de aceitação
Nível 3: Supervisor de END – Capaz de qualificar
procedimentos de inspeção
F CULD DE DO CENTRO LESTE

7/23/2019 Aula_unid_2_2
http://slidepdf.com/reader/full/aulaunid22 87/87
MANUTENÇÃO INDUSTRIAL
Referências Bibliográficas KARDEC, Alan e NASCIF, Júlio. Manutenção Função Estratégica. Rio de Janeiro.
Qualitymark Editora Ltda. – 2013. 4ª Edição
Escola Superior Náutica - http://www.enautica.pt
TECÉM – TECNOLOGIA EMPRESARIAL LTDA - http://www.tecem.com.br
ABRAMAN – Associação Bras il eira de Manutenção - http://www.abraman.org.br/
http://www.maintenanceresources .com /
Arti go Júlio Nasci f Xavier - ob tido no site www.bhnet.com.br/tecem
ENGEMAN - http://www.engeman.com.br