
ARTIGO FACECA - TEORIA DAS FILAS - pucrs.br · • Aumento da capacidade de produção total das...
21
1 ___________________________________________________________ APLICAÇÃO DA TEORIA DAS FILAS NO SISTEMA DE TRANSPORTE DO MINÉRIO DE FERRO SINTER FEED NA EMPRESA DE MINERAÇÃO ESPERANÇA S/A Caio César Duarte Araújo; Hélcio José Costa; José Henrique Vilano De Castro; Weverton Fortunato Silva - Acadêmico do 8º período do curso de Engenharia de Produção da Faculdade de Engenharia de Minas Gerias – FEAMIG. Wilson Luigi Silva - Professor orientador da Faculdade de Engenharia de Minas Gerias – FEAMIG; [email protected] RESUMO Essa pesquisa apresenta uma proposta de aplicação da Teoria das Filas no sistema do transporte do minério de ferro após o processo de beneficiamento na planta separação magnética da Mina EMESA. Neste processo são formadas pilhas de onde o minério é transferido para o Terminal Serra Azul, a partir do qual o minério é embarcado para os clientes finais. Dentre as pilhas formadas, as pilhas do minério de ferro Sinter Feed (SF) exigem maior eficiência no transporte, visto que são os principais produtos comercializados pela empresa, sendo este o objeto deste estudo. A partir da aplicação da Teoria das Filas, foi possível quantificar o tempo gasto para o carregamento dos caminhões e o intervalo de tempo entre a chegada de um caminhão e outro no sistema. Com os dados coletados, estimou-se as produções diária e mensal do sistema de carregamento. Os resultados mostraram que a capacidade de carregamento da Mina EMESA supera sua demanda produtiva, embora nem sempre sua capacidade total seja alcançada devido a fatores limitantes existentes no processo. Com base nas informações obtidas, foi proposta a redução do número de caminhões operantes no sistema, o que diminuiria a quantidade final de minério e o custo da produção, sem alterar a demanda da planta de beneficiamento. A aplicação deste trabalho não se restringe à Mina EMESA, podendo servir de modelo de otimização de transporte de minério em outras empresas, abrindo precedentes para estudos nesta área produtiva. Palavras-chave: Minério de Ferro. Transporte. Teoria das Filas. ABSTRACT
Transcript of ARTIGO FACECA - TEORIA DAS FILAS - pucrs.br · • Aumento da capacidade de produção total das...
1
___________________________________________________________
APLICAÇÃO DA TEORIA DAS FILAS NO SISTEMA DE TRANSPORTE DO
MINÉRIO DE FERRO SINTER FEED NA EMPRESA DE MINERAÇÃO
ESPERANÇA S/A
Caio César Duarte Araújo; Hélcio José Costa; José Henrique Vilano De Castro; Weverton Fortunato Silva - Acadêmico do 8º período do curso de Engenharia de Produção da Faculdade de Engenharia de Minas Gerias – FEAMIG. Wilson Luigi Silva - Professor orientador da Faculdade de Engenharia de Minas Gerias – FEAMIG; [email protected] RESUMO
Essa pesquisa apresenta uma proposta de aplicação da Teoria das Filas no sistema do
transporte do minério de ferro após o processo de beneficiamento na planta separação
magnética da Mina EMESA. Neste processo são formadas pilhas de onde o minério é
transferido para o Terminal Serra Azul, a partir do qual o minério é embarcado para os
clientes finais. Dentre as pilhas formadas, as pilhas do minério de ferro Sinter Feed (SF)
exigem maior eficiência no transporte, visto que são os principais produtos comercializados
pela empresa, sendo este o objeto deste estudo. A partir da aplicação da Teoria das Filas, foi
possível quantificar o tempo gasto para o carregamento dos caminhões e o intervalo de tempo
entre a chegada de um caminhão e outro no sistema. Com os dados coletados, estimou-se as
produções diária e mensal do sistema de carregamento. Os resultados mostraram que a
capacidade de carregamento da Mina EMESA supera sua demanda produtiva, embora nem
sempre sua capacidade total seja alcançada devido a fatores limitantes existentes no processo.
Com base nas informações obtidas, foi proposta a redução do número de caminhões operantes
no sistema, o que diminuiria a quantidade final de minério e o custo da produção, sem alterar
a demanda da planta de beneficiamento. A aplicação deste trabalho não se restringe à Mina
EMESA, podendo servir de modelo de otimização de transporte de minério em outras
empresas, abrindo precedentes para estudos nesta área produtiva.
Palavras-chave: Minério de Ferro. Transporte. Teoria das Filas.
ABSTRACT
2
This paper presents a proposal of application of Queuing Theory in the transport
system for iron ore beneficiation process after magnetic separation plant in the Hope Mining
Company S / A (EMESA). In this process, cells are formed where the ore is transferred to
Terminal Serra Azul (TSA), from which the ore is shipped to end customers. Among the piles
formed, the batteries of iron ore sinter feed (SF) require greater efficiency in transportation,
since they are the main products sold by the company, which is the object of study. From the
application of Queuing Theory, we were able to quantify the time spent loading the trucks and
the time interval between the arrival of a truck and another in the system. With the collected
data, it was estimated daily and monthly productions of the charging system. The results
showed that the loading capacity of EMESA demand exceeds its production, although not
always full capacity is reached due to the limiting factors exist in the process. Based on the
information obtained, it was proposed to reduce the number of trucks operating in the system,
which would decrease the amount of ore and the final cost of production without changing the
demand of the processing plant. The application of this work is not restricted to EMESA and
may serve as a model for optimization of ore transportation in other companies, setting
precedents for productive research in this area.
Keywords: Iron Ore. Transportation. Queuing Theory.
1 INTRODUÇÃO
Com a abertura do mercado e a concorrência globalizada, produzir mais, com menos
recursos e qualidade superior a seus concorrentes se tornou um desafio constante às empresas.
Criar condições internas que garantam a sobrevivência das organizações se tornou o foco do
controle da qualidade total. Diante deste cenário, torna-se essencial a implementação de
ferramentas e metodologias que contribuam na tomada de decisões nas organizações.
Para que uma organização se mantenha competitiva no mercado em que atua, a
obtenção de resultados positivos em suas atividades é a chave para a perpetuação da
companhia. A partir do planejamento e execução de atividades lucrativas, é possível gerar
recursos para investimentos e consequentemente condições de sustentação nesse mercado.
As exigências para que determinado tipo de negócio atenda a demanda dos
consumidores, aos regulamentos estatutários e a qualidade dos produtos e/ou serviços, são
cada vez mais severas, o que faz com que as empresas aumentem os investimentos em seus
3
processos produtivos, tornando-se mais competitivas e demandando dos organizadores maior
competência.
Competitividade está em certo ponto ligada à organização e disciplina, o que torna a
logística, instrumento de suma importância para as empresas que desejam consolidar-se no
mercado. De acordo com Neves (2009).
Segundo Prado (1999) o uso de técnicas de planejamento baseadas em Teoria das Filas
surgiu no início do século XX, o intuito era obter melhores resultados, para assim buscar um
desempenho positivo dentro dos variados métodos de produção, bem como minimizar a
complexidade nos cenários produtivos.
Na busca por otimização do processo produtivo a Teoria das Filas, gera a oportunidade
de eliminar gargalos chegando-se, no caso deste estudo, a uma modelagem de transporte
adequada reduzindo tempo de espera dos caminhões próximos à fila de carregamento.
2 FUNDAMENTAÇÃO TEÓRICA
2.1. Mineração
A História do Brasil tem íntima relação com a busca e o aproveitamento dos seus
recursos minerais, que sempre contribuíram com importantes insumos para a economia
nacional, fazendo parte da ocupação territorial e da história nacional.
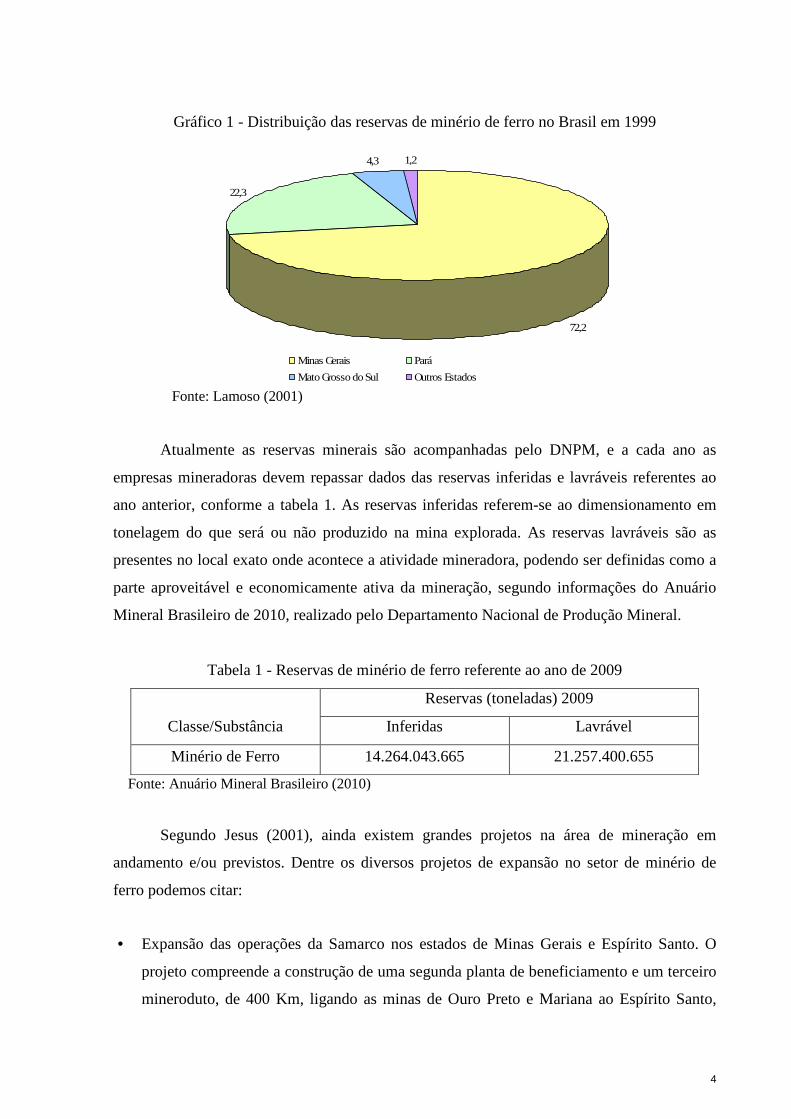
A distribuição geográfica de reservas de minério de ferro no Brasil divulgada em 1999
demonstrou que a maior parte dessas reservas estava presente no estado de Minas Gerais,
registrando 72,2% no Departamento Nacional de Produção Mineral (DNPM). Estes dados
estão compilados no gráfico 3.
4
Gráfico 1 - Distribuição das reservas de minério de ferro no Brasil em 1999
Fonte: Lamoso (2001)
Atualmente as reservas minerais são acompanhadas pelo DNPM, e a cada ano as
empresas mineradoras devem repassar dados das reservas inferidas e lavráveis referentes ao
ano anterior, conforme a tabela 1. As reservas inferidas referem-se ao dimensionamento em
tonelagem do que será ou não produzido na mina explorada. As reservas lavráveis são as
presentes no local exato onde acontece a atividade mineradora, podendo ser definidas como a
parte aproveitável e economicamente ativa da mineração, segundo informações do Anuário
Mineral Brasileiro de 2010, realizado pelo Departamento Nacional de Produção Mineral.
Tabela 1 - Reservas de minério de ferro referente ao ano de 2009
Classe/Substância
Reservas (toneladas) 2009
Inferidas Lavrável
Minério de Ferro 14.264.043.665 21.257.400.655
Fonte: Anuário Mineral Brasileiro (2010)
Segundo Jesus (2001), ainda existem grandes projetos na área de mineração em
andamento e/ou previstos. Dentre os diversos projetos de expansão no setor de minério de
ferro podemos citar:
• Expansão das operações da Samarco nos estados de Minas Gerais e Espírito Santo. O
projeto compreende a construção de uma segunda planta de beneficiamento e um terceiro
mineroduto, de 400 Km, ligando as minas de Ouro Preto e Mariana ao Espírito Santo,
72,2
22,3
4,3 1,2
Minas Gerais Pará
Mato Grosso do Sul Outros Estados
5
além de uma quarta usina de pelotização em Ponta do Ubu - ES. A capacidade de
produção de pelotas será ampliada dos atuais 22,2 Mt para 30,5 Mt em 2014.
• Aumento da capacidade de produção total das minas de Serrinha e Esperança
(Brumadinho/MG) e Viga (Congonhas/MG) operadas pela FerrousResources do Brasil
para 25,0Mt a partir de 2014. Os investimentos serão de cerca de R$ 4,5 bilhões. O
escoamento da produção será feito por meio de um mineroduto de 400km, ligando Minas
Gerais ao Espírito Santo.
A execução de tais projetos não é garantia da melhoria do desempenho do país no
setor minerário, já que mais importante do que implantar projetos e executá-los, é saber o que
fazer para otimizar seus produtos. Para tal, é preciso investir em novas tecnologias para o
aprimoramento dos sistemas de logística adotados pelas empresas mineradoras, com o intuito
de ganhar em produção e aproveitamento do produto.
2.2. Logística
A partir da Segunda Guerra Mundial, entendeu-se que a função da logística era
“solucionar as movimentações de matéria-prima dos fornecedores até a fábrica e estabelecer
vínculo com a movimentação dos produtos junto aos clientes”, segundo Moura (2010).
Seria equivocado tratar a logística como algo imutável, pelo contrário, apesar de
existirem princípios básicos aplicados em larga escala, a logística sofre transformações
influenciadas diretamente pela evolução da sociedade.
O antigo pensamento de que a geração de lucros antecede o controle de custos em
termos de importância dentro de uma empresa, não ronda mais as idéias dos atuais
empreendedores. Hoje, tem-se plena consciência de que o lucro de uma empresa está
diretamente relacionado ao controle de gastos. Acredita-se também, que o lucro nem sempre é
imediato e que para obter o resultado esperado é preciso planejar e prospectar o futuro.
Tão importante quanto a atuação da logística no processo de produção de uma
empresa, é o seu papel na entrega dos produtos e na forma com que os mesmos chegarão aos
clientes, estando assim, nas mãos daqueles que de fato, irão quantificar seu valor, ou seja, o
aprimoramento da logística deve ser feito tanto nas etapas de planejamento e produção,
quanto no momento da distribuição dos produtos.
2.3. Distribuição
6
O processo de transferência de produtos até a entrega ao consumidor envolve
operações e instrumentos de controle que formam um conjunto de atividades denominado de
distribuição física de produtos ou simplesmente, distribuição física, segundo definição de
Novaes (2007). Ballou (2011, p.40) aponta que a “distribuição física é o ramo da logística
empresarial que trata da movimentação, estocagem e processamento de pedidos dos produtos
finais da firma”.
O processo de distribuição física pode ser dividido em três principais atividades:
recebimento, armazenagem e expedição, segundo classificação de Bertaglia (2003).
A primeira atividade de distribuição a ocorrer num processo produtivo é o
recebimento, sendo fundamental para a execução das demais atividades. Rodrigues e
Pizzolato (2003, p.2-3), apontam que o recebimento “envolve o descarregamento de cargas e
a conferência da quantidade e da qualidade dos produtos entregues pelos fornecedores”.
A armazenagem é um processo temporário, que consiste na estocagem do produto até
sua distribuição (adaptado de RODRIGUES; PIZZOLATO, 2003). Talvez seja esta atividade
de distribuição a que exige maior cuidado e planejamento por parte das empresas, já que,
embora o estoque se faça necessário em algumas situações, pode também gerar altos custos.
A expedição é a última atividade a ser desenvolvida no processo de distribuição e está
diretamente relacionada à tarefa de transporte, consistindo basicamente na “verificação e no
carregamento dos produtos nos veículos, podendo envolver atividades como: conferência do
pedido, preparação de documentos de expedição e pesagem da carga para determinação do
custo do transporte”, segundo definição de Rodrigues e Pizzolato (2003, p.3).
Falhas em qualquer uma destas atividades resultam em perdas significativas para a
empresa, frutos principalmente, da geração de gargalos que levam à longos tempos de espera
pelo consumidor final. A não criação de “filas de espera” é um desafio para qualquer
empreendedor e pode ser vencido a partir da análise de estudos de caso, onde estratégias
efetivas como, por exemplo, a teoria das filas, foram aplicadas.
2.4. Teoria das Filas
Filas fazem parte do nosso dia a dia. Elas estão presentes em toda parte. Se vamos a
um supermercado, enfrentamos fila no açougue, na seção de frios, e até para efetuar o
pagamento daquilo que compramos. Filas também ocorrem no processo produtivo, seja na
forma de material aguardando uma máquina para ser transformado em peça, sejam caminhões
7
aguardando a disponibilidade de uma pá carregadeira para efetuar o carregamento e fazer a
movimentação da matéria prima.
De acordo com Taha (2008) o estudo de filas trata da quantificação do fenômeno da
espera em filas usando medidas representativas de desempenho como o comprimento médio
de uma fila, o tempo médio da espera em fila e a média de utilização da instalação. Filas irão
acontecer sempre que a demanda for superior à capacidade de fornecimento do serviço. No
entanto, Moreira (2010) argumenta que nem sempre a formação de fila está associada à
capacidade de atendimento, mas também à variabilidade tanto no intervalo entre chegadas
como no tempo de atendimento.
Em um sistema produtivo o acúmulo de clientes aguardando atendimento demonstra a
deficiência do sistema. Em uma atividade de movimentação de materiais/produtos em que
veículos ficam aguardando em fila para fazer o carregamento, há uma perda de tempo que
pode tornar-se dispendiosa para a empresa. Portanto, estudar as filas que ocorrem no processo
produtivo representa um ganho para as empresas.
A Teoria das Filas, ferramenta utilizada neste estudo, visa oferecer dados que auxiliam
na modelagem do serviço para encontrar um balanceamento ideal entre os custos de realizar
um determinado serviço e os custos que os atrasos ocasionados pelas filas podem gerar.
Para Prado (1999, p.33) estudar o comportamento de filas é uma forma de modificar
sistemas nos quais existem gargalos. O objetivo de estudar o comportamento de filas é prestar
um melhor atendimento ou proporcionar uma redução de custos, já que filas são dispendiosas.
Notações que servem de parâmetros para utilização das fórmulas para os cálculos,
segundo Moreira (2010).
λ = taxa de chegada;
µ = taxa de atendimento;
P(0) = probabilidade que o sistema esteja ocioso;
P(n) = probabilidade que haja n clientes no sistema;
P (n – K) = probabilidade que a fila não tenha mais que K clientes;
Lf = número médio de clientes na fila;
L = número médio de clientes no sistema;
Wf = tempo médio que o cliente espera na fila;
W = tempo médio que o cliente espera no sistema.
8
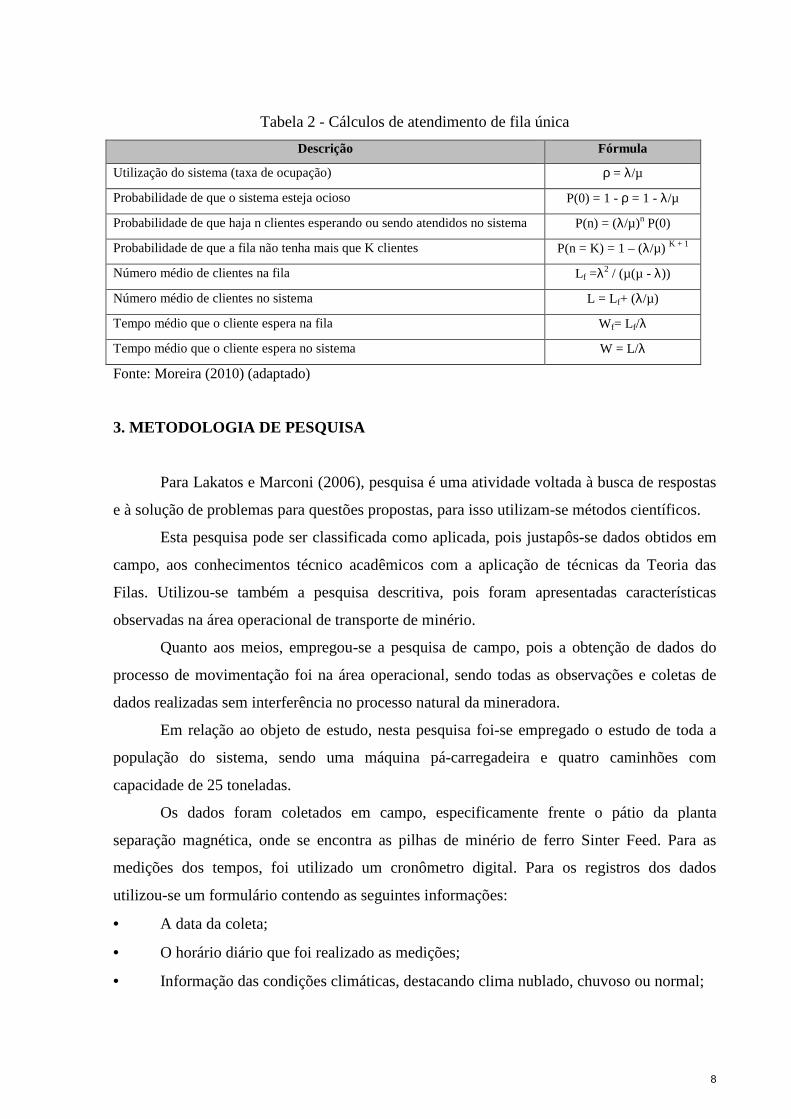
Tabela 2 - Cálculos de atendimento de fila única
Descrição Fórmula
Utilização do sistema (taxa de ocupação) ρ = λ/µ
Probabilidade de que o sistema esteja ocioso P(0) = 1 - ρ = 1 - λ/µ
Probabilidade de que haja n clientes esperando ou sendo atendidos no sistema P(n) = (λ/µ)n P(0)
Probabilidade de que a fila não tenha mais que K clientes P(n = K) = 1 – (λ/µ) K + 1
Número médio de clientes na fila Lf =λ2 / (µ(µ - λ))
Número médio de clientes no sistema L = Lf+ (λ/µ)
Tempo médio que o cliente espera na fila Wf= Lf/λ
Tempo médio que o cliente espera no sistema W = L/λ
Fonte: Moreira (2010) (adaptado)
3. METODOLOGIA DE PESQUISA
Para Lakatos e Marconi (2006), pesquisa é uma atividade voltada à busca de respostas
e à solução de problemas para questões propostas, para isso utilizam-se métodos científicos.
Esta pesquisa pode ser classificada como aplicada, pois justapôs-se dados obtidos em
campo, aos conhecimentos técnico acadêmicos com a aplicação de técnicas da Teoria das
Filas. Utilizou-se também a pesquisa descritiva, pois foram apresentadas características
observadas na área operacional de transporte de minério.
Quanto aos meios, empregou-se a pesquisa de campo, pois a obtenção de dados do
processo de movimentação foi na área operacional, sendo todas as observações e coletas de
dados realizadas sem interferência no processo natural da mineradora.
Em relação ao objeto de estudo, nesta pesquisa foi-se empregado o estudo de toda a
população do sistema, sendo uma máquina pá-carregadeira e quatro caminhões com
capacidade de 25 toneladas.
Os dados foram coletados em campo, especificamente frente o pátio da planta
separação magnética, onde se encontra as pilhas de minério de ferro Sinter Feed. Para as
medições dos tempos, foi utilizado um cronômetro digital. Para os registros dos dados
utilizou-se um formulário contendo as seguintes informações:
• A data da coleta;
• O horário diário que foi realizado as medições;
• Informação das condições climáticas, destacando clima nublado, chuvoso ou normal;
9
• Registro do número de controle interno do caminhão exposto em uma placa afixada no
mesmo e de fácil visualização;
• Registro do instante em que o caminhão chegou à fila;
• Total do tempo de intervalo de chegada entre os caminhões na fila;
• Registro do instante em que inicia o carregamento do caminhão pela pá-carregadeira;
• Registro do instante em que finaliza o carregamento do caminhão;
• Total do tempo gasto para o carregamento.
3.1. Caracterização da Empresa Estudada
A Empresa de Mineração Esperança S.A (EMESA), tem seu foco operacional em
extrair, tratar e comercializar minério de ferro no mercado interno e externo. O
empreendimento situa-se na cidade de Brumadinho, estado de Minas Gerais, Brasil.
O trabalho operacional desenvolvido na EMESA, em foco de estudo, tem sua maior
atuação na movimentação de máquinas e equipamentos durante as fases de extração do
minério na mina, beneficiamento do minério e a disponibilização do minério para embarque
no Terminal Serra Azul (TSA). O minério de ferro Sinter Feed, produto único da EMESA tem
que atender as especificações técnicas dos clientes, com uma oscilação do teor de ferro entre
60% a 63% em sua concentração de massa, com esta especificação atende de forma global o
mercado interno e externo.
3.2. Limitação da Pesquisa
Esta pesquisa se limita em tratar o modo atual de transporte do minério de ferro Sinter
Feed, saindo de sua origem na planta de separação magnética até a pilha de embarque
localizada no TSA. Para este processo existe como recurso de carga, uma máquina pá-
carregadeira e recurso de transporte 4 (quatro) caminhões basculantes com capacidade de 25
(vinte e cinco) toneladas. A distância média de transporte praticada para a atividade é de 1,5
Km de distância trajeto entre as pilhas de minério até a pilha de embarque no TSA, fechando
do ciclo total do transporte a distancia praticada é de 3 Km. O período de observação do
sistema e de coleta dos dados foi entre os meses de julho a outubro de 2012.
10
4 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS
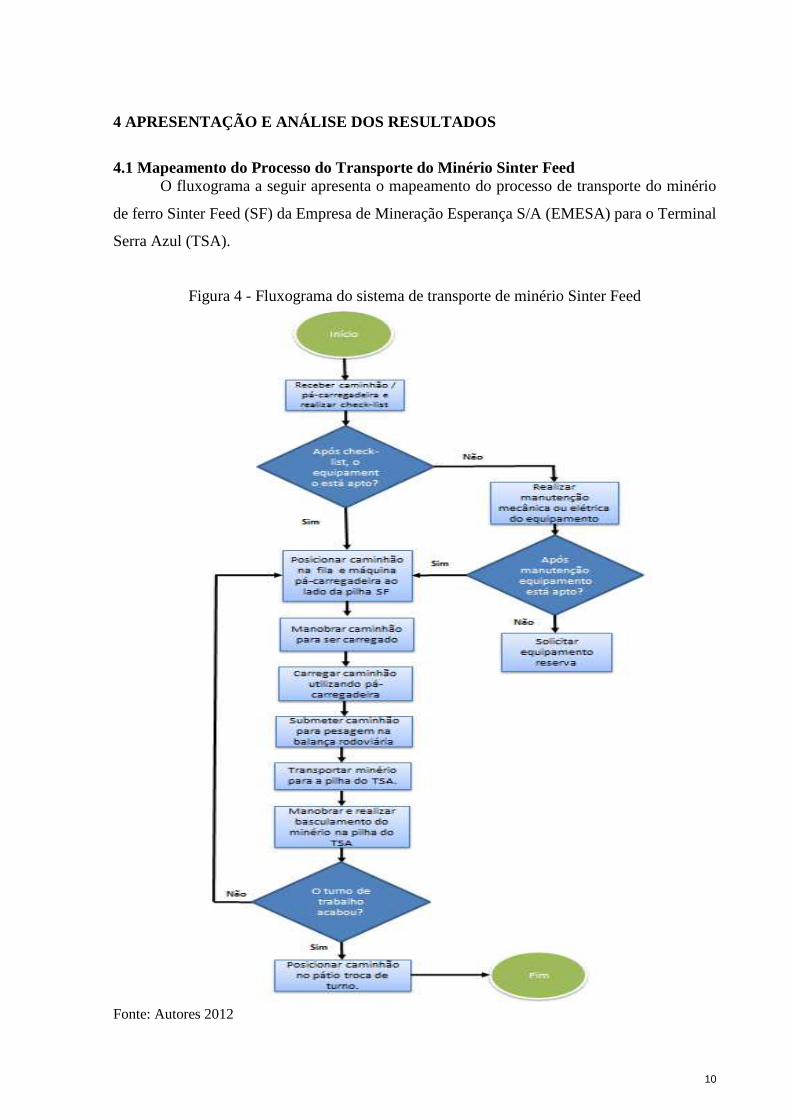
4.1 Mapeamento do Processo do Transporte do Minério Sinter Feed O fluxograma a seguir apresenta o mapeamento do processo de transporte do minério
de ferro Sinter Feed (SF) da Empresa de Mineração Esperança S/A (EMESA) para o Terminal
Serra Azul (TSA).
Figura 4 - Fluxograma do sistema de transporte de minério Sinter Feed
Fonte: Autores 2012
11
Antes de iniciar as atividades de transporte de minério Sinter Feed, é realizada uma
reunião da supervisão com os operadores e motoristas, com o objetivo de falar sobre as tarefas
do dia e sobre segurança do trabalho. Após receber seus respectivos equipamentos, os
colaboradores realizam o check-list padrão dos mesmos, se houver alguma não conformidade
no equipamento, o mesmo deve ser conduzido para a oficina de manutenção para realizar a
intervenção mecânica ou elétrica na situação levantada. Não sendo possível a manutenção das
anomalias levantadas nos equipamentos, imediatamente deve ser requisitado o equipamento
reserva para completar a frota dimensionada.
Em situações regulares, os equipamentos são conduzidos para o pátio da planta
separação magnética, formando a fila conforme a ordem de chegada. Quando liberado para
ser carregado, o caminhão é manobrado e posicionado para ser carregado pela máquina pá-
carregadeira. Em seguida o caminhão passa pela balança rodoviária para pesagem, logo o
minério Sinter Feed é transportado para o TSA, onde o caminhão é manobrado para realizar o
basculamento. Este processo é repetido durante o turno de trabalho, e ao final do mesmo os
equipamentos são conduzidos para o pátio de troca de turno.
4.2 Levantamento de Dados em Campo
4.2.1 Tratamento dos Tempos de Intervalos Entre as Chegadas dos Caminhões
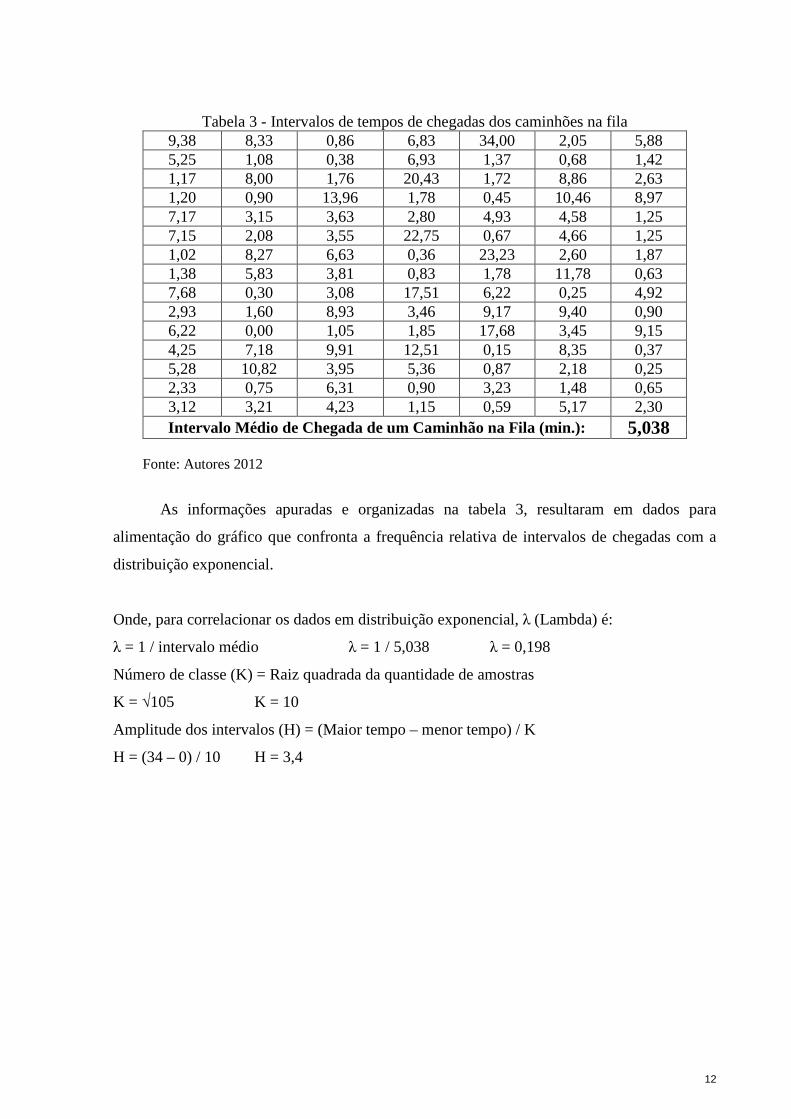
Na tabela 3 são apresentados os tempos de intervalos de chegadas dos caminhões ao sistema de carregamento do minério de ferro do pátio da planta de separação magnética da EMESA.
12
Tabela 3 - Intervalos de tempos de chegadas dos caminhões na fila 9,38 8,33 0,86 6,83 34,00 2,05 5,88 5,25 1,08 0,38 6,93 1,37 0,68 1,42 1,17 8,00 1,76 20,43 1,72 8,86 2,63 1,20 0,90 13,96 1,78 0,45 10,46 8,97 7,17 3,15 3,63 2,80 4,93 4,58 1,25 7,15 2,08 3,55 22,75 0,67 4,66 1,25 1,02 8,27 6,63 0,36 23,23 2,60 1,87 1,38 5,83 3,81 0,83 1,78 11,78 0,63 7,68 0,30 3,08 17,51 6,22 0,25 4,92 2,93 1,60 8,93 3,46 9,17 9,40 0,90 6,22 0,00 1,05 1,85 17,68 3,45 9,15 4,25 7,18 9,91 12,51 0,15 8,35 0,37 5,28 10,82 3,95 5,36 0,87 2,18 0,25 2,33 0,75 6,31 0,90 3,23 1,48 0,65 3,12 3,21 4,23 1,15 0,59 5,17 2,30 Intervalo Médio de Chegada de um Caminhão na Fila (min.): 5,038
Fonte: Autores 2012
As informações apuradas e organizadas na tabela 3, resultaram em dados para
alimentação do gráfico que confronta a frequência relativa de intervalos de chegadas com a
distribuição exponencial.
Onde, para correlacionar os dados em distribuição exponencial, λ (Lambda) é:
λ = 1 / intervalo médio λ = 1 / 5,038 λ = 0,198
Número de classe (K) = Raiz quadrada da quantidade de amostras
K = √105 K = 10
Amplitude dos intervalos (H) = (Maior tempo – menor tempo) / K
H = (34 – 0) / 10 H = 3,4
13
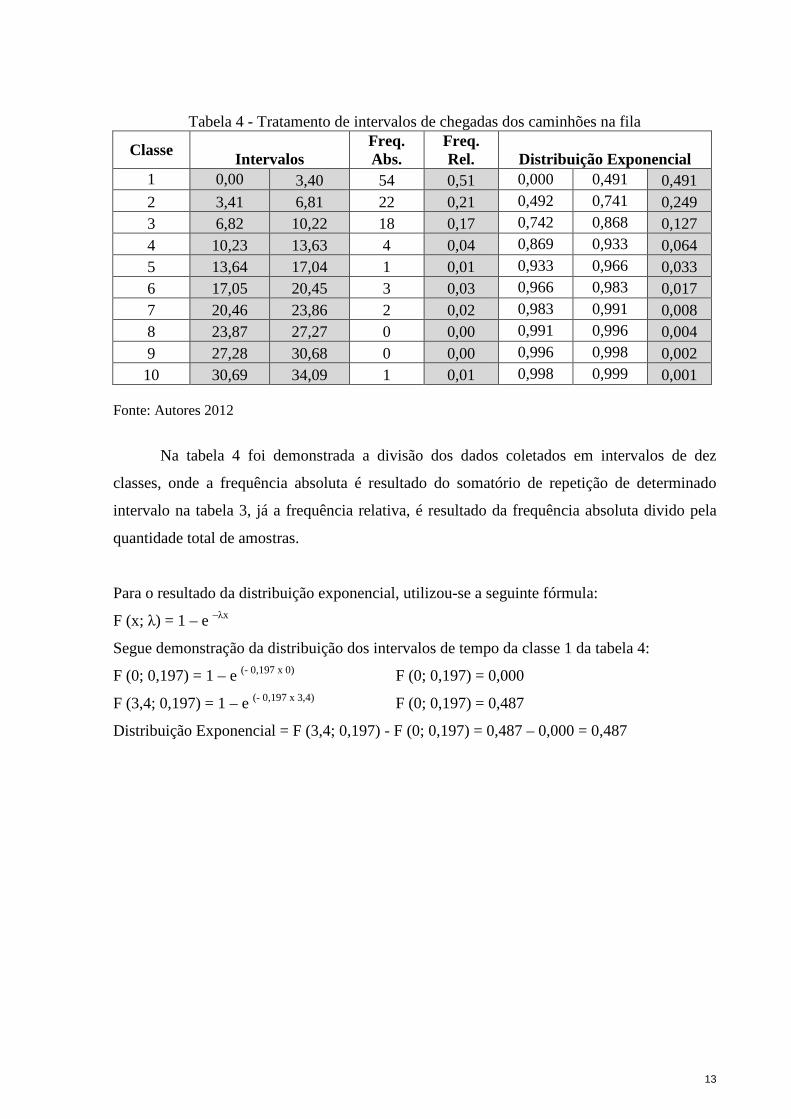
Tabela 4 - Tratamento de intervalos de chegadas dos caminhões na fila
Classe Intervalos
Freq. Abs.
Freq. Rel. Distribuição Exponencial
1 0,00 3,40 54 0,51 0,000 0,491 0,491 2 3,41 6,81 22 0,21 0,492 0,741 0,249 3 6,82 10,22 18 0,17 0,742 0,868 0,127 4 10,23 13,63 4 0,04 0,869 0,933 0,064 5 13,64 17,04 1 0,01 0,933 0,966 0,033 6 17,05 20,45 3 0,03 0,966 0,983 0,017 7 20,46 23,86 2 0,02 0,983 0,991 0,008 8 23,87 27,27 0 0,00 0,991 0,996 0,004 9 27,28 30,68 0 0,00 0,996 0,998 0,002 10 30,69 34,09 1 0,01 0,998 0,999 0,001
Fonte: Autores 2012
Na tabela 4 foi demonstrada a divisão dos dados coletados em intervalos de dez
classes, onde a frequência absoluta é resultado do somatório de repetição de determinado
intervalo na tabela 3, já a frequência relativa, é resultado da frequência absoluta divido pela
quantidade total de amostras.
Para o resultado da distribuição exponencial, utilizou-se a seguinte fórmula:
F (x; λ) = 1 – e –λx
Segue demonstração da distribuição dos intervalos de tempo da classe 1 da tabela 4:
F (0; 0,197) = 1 – e (- 0,197 x 0) F (0; 0,197) = 0,000
F (3,4; 0,197) = 1 – e (- 0,197 x 3,4) F (0; 0,197) = 0,487
Distribuição Exponencial = F (3,4; 0,197) - F (0; 0,197) = 0,487 – 0,000 = 0,487
14
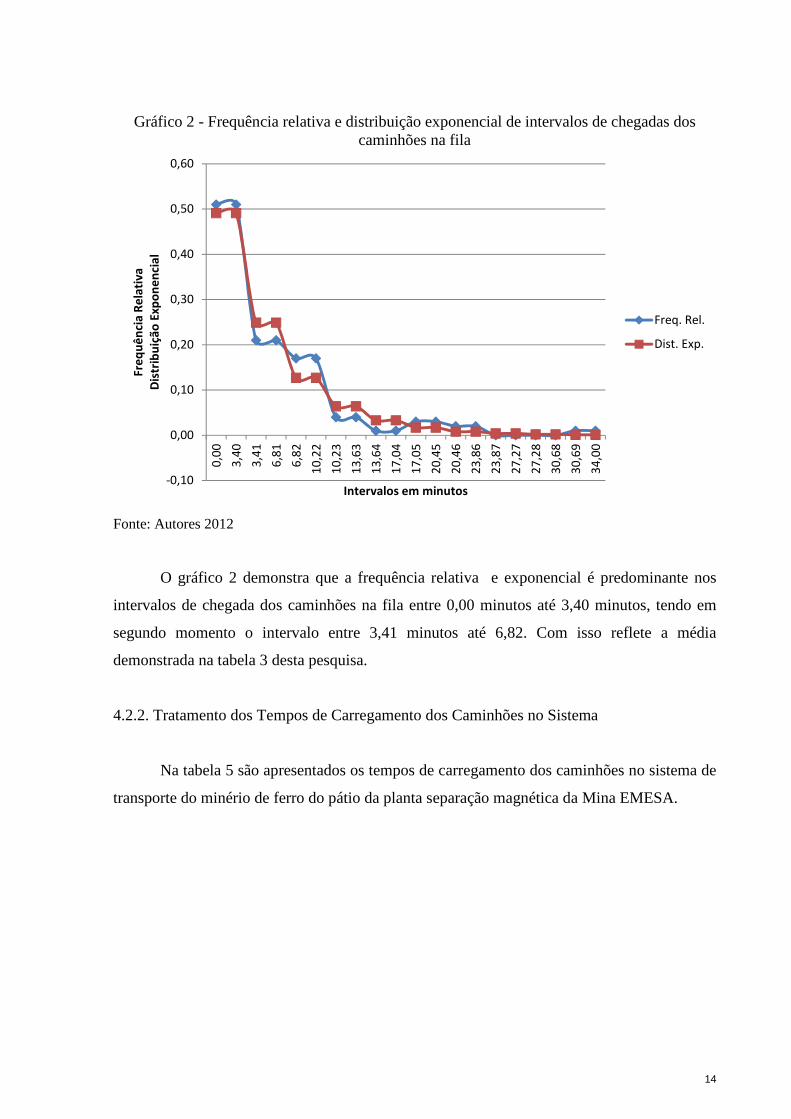
Gráfico 2 - Frequência relativa e distribuição exponencial de intervalos de chegadas dos caminhões na fila
Fonte: Autores 2012
O gráfico 2 demonstra que a frequência relativa e exponencial é predominante nos
intervalos de chegada dos caminhões na fila entre 0,00 minutos até 3,40 minutos, tendo em
segundo momento o intervalo entre 3,41 minutos até 6,82. Com isso reflete a média
demonstrada na tabela 3 desta pesquisa.
4.2.2. Tratamento dos Tempos de Carregamento dos Caminhões no Sistema
Na tabela 5 são apresentados os tempos de carregamento dos caminhões no sistema de
transporte do minério de ferro do pátio da planta separação magnética da Mina EMESA.
-0,10
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,0
0
3,4
0
3,4
1
6,8
1
6,8
2
10
,22
10
,23
13
,63
13
,64
17
,04
17
,05
20
,45
20
,46
23
,86
23
,87
27
,27
27
,28
30
,68
30
,69
34
,00
Fre
qu
ên
cia
Re
lati
va
Dis
trib
uiç
ão
Ex
po
ne
nci
al
Intervalos em minutos
Freq. Rel.
Dist. Exp.
15
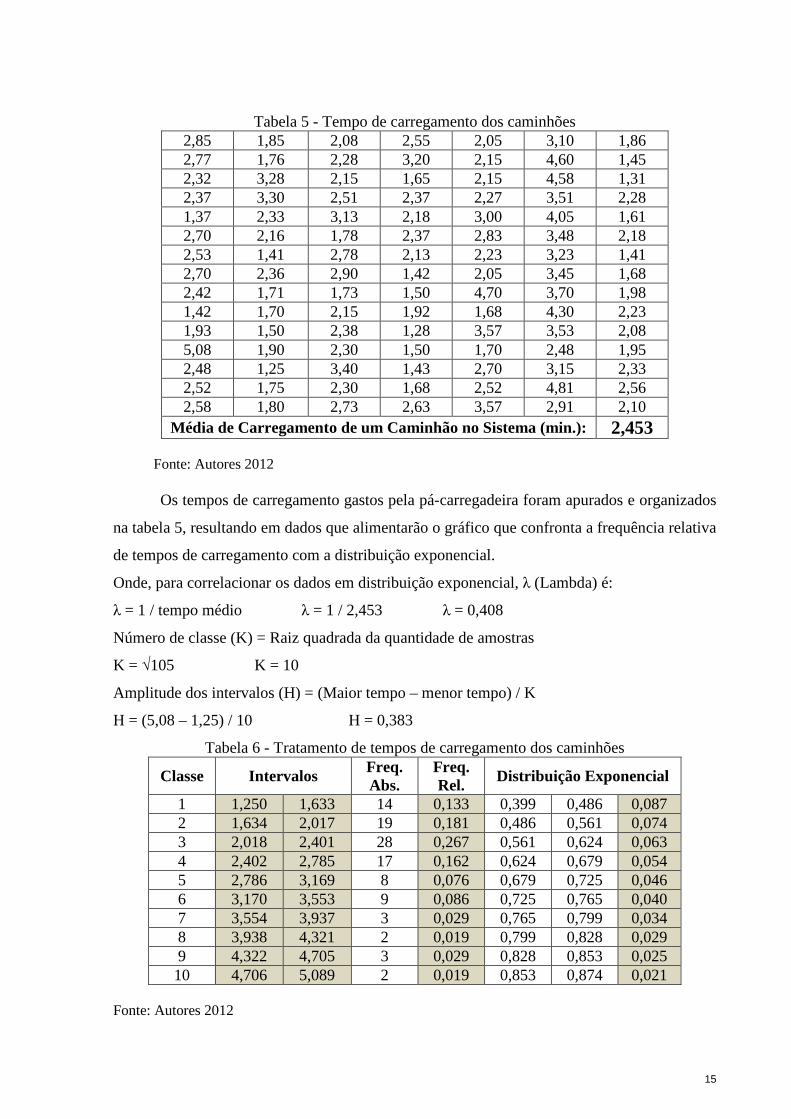
Tabela 5 - Tempo de carregamento dos caminhões 2,85 1,85 2,08 2,55 2,05 3,10 1,86 2,77 1,76 2,28 3,20 2,15 4,60 1,45 2,32 3,28 2,15 1,65 2,15 4,58 1,31 2,37 3,30 2,51 2,37 2,27 3,51 2,28 1,37 2,33 3,13 2,18 3,00 4,05 1,61 2,70 2,16 1,78 2,37 2,83 3,48 2,18 2,53 1,41 2,78 2,13 2,23 3,23 1,41 2,70 2,36 2,90 1,42 2,05 3,45 1,68 2,42 1,71 1,73 1,50 4,70 3,70 1,98 1,42 1,70 2,15 1,92 1,68 4,30 2,23 1,93 1,50 2,38 1,28 3,57 3,53 2,08 5,08 1,90 2,30 1,50 1,70 2,48 1,95 2,48 1,25 3,40 1,43 2,70 3,15 2,33 2,52 1,75 2,30 1,68 2,52 4,81 2,56 2,58 1,80 2,73 2,63 3,57 2,91 2,10
Média de Carregamento de um Caminhão no Sistema (min.): 2,453 Fonte: Autores 2012
Os tempos de carregamento gastos pela pá-carregadeira foram apurados e organizados
na tabela 5, resultando em dados que alimentarão o gráfico que confronta a frequência relativa
de tempos de carregamento com a distribuição exponencial.
Onde, para correlacionar os dados em distribuição exponencial, λ (Lambda) é:
λ = 1 / tempo médio λ = 1 / 2,453 λ = 0,408
Número de classe (K) = Raiz quadrada da quantidade de amostras
K = √105 K = 10
Amplitude dos intervalos (H) = (Maior tempo – menor tempo) / K
H = (5,08 – 1,25) / 10 H = 0,383
Tabela 6 - Tratamento de tempos de carregamento dos caminhões
Classe Intervalos Freq. Abs.
Freq. Rel.
Distribuição Exponencial
1 1,250 1,633 14 0,133 0,399 0,486 0,087 2 1,634 2,017 19 0,181 0,486 0,561 0,074 3 2,018 2,401 28 0,267 0,561 0,624 0,063 4 2,402 2,785 17 0,162 0,624 0,679 0,054 5 2,786 3,169 8 0,076 0,679 0,725 0,046 6 3,170 3,553 9 0,086 0,725 0,765 0,040 7 3,554 3,937 3 0,029 0,765 0,799 0,034 8 3,938 4,321 2 0,019 0,799 0,828 0,029 9 4,322 4,705 3 0,029 0,828 0,853 0,025 10 4,706 5,089 2 0,019 0,853 0,874 0,021
Fonte: Autores 2012
16
Na tabela 6 demonstra a divisão dos dados coletados em intervalos de dez classes,
onde a frequência absoluta é resultado do somatório de repetição de determinado intervalo na
tabela 5, já a frequência relativa, é resultado da frequência absoluta divido pela quantidade
total de amostras.
Para o resultado da distribuição exponencial, utilizou-se a seguinte fórmula:
F (x; λ) = 1 – e –λx
Segue demonstração da distribuição dos intervalos de tempo da classe 1:
F (1,250; 0,408) = 1 – e (- 0,408 x 1,250) F (1,250; 0,408) = 0,399
F (1,633; 0,408) = 1 – e (- 0,408 x 1,633) F (1,633; 0,408) = 0,486
Distribuição exponencial = F (1,633; 0,408) - F (1,250; 0,408) = 0,486 – 0,399 = 0,087
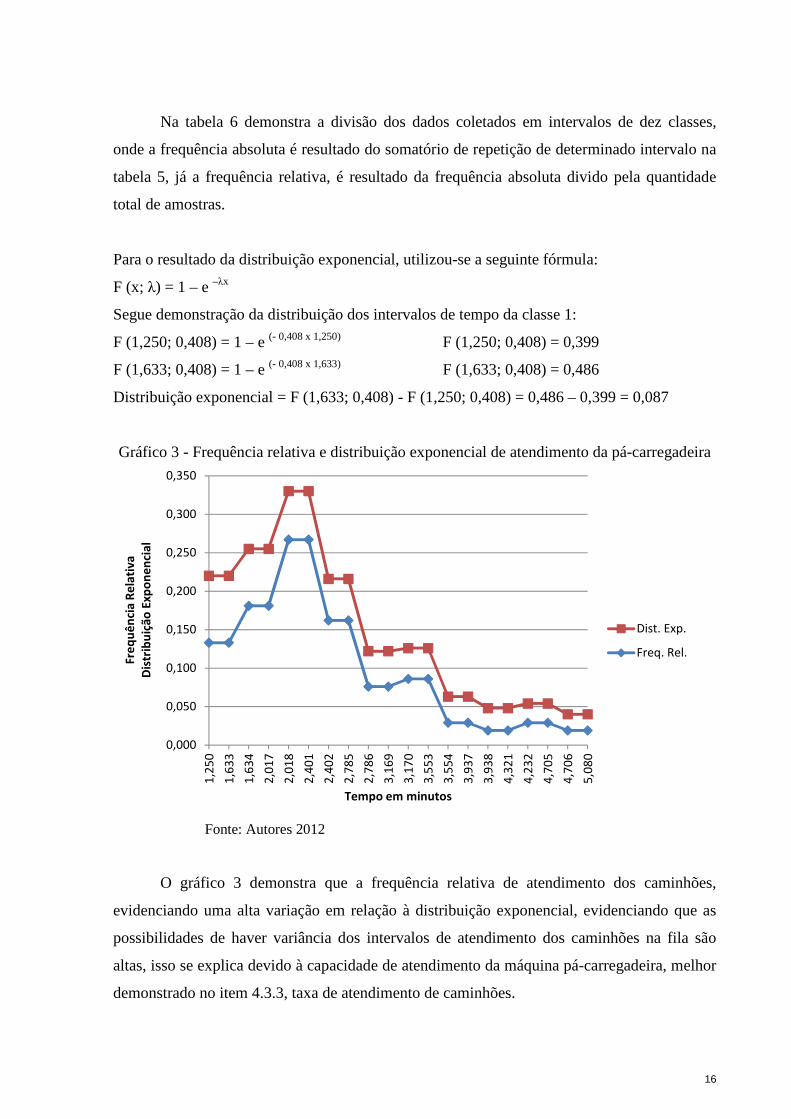
Gráfico 3 - Frequência relativa e distribuição exponencial de atendimento da pá-carregadeira
Fonte: Autores 2012
O gráfico 3 demonstra que a frequência relativa de atendimento dos caminhões,
evidenciando uma alta variação em relação à distribuição exponencial, evidenciando que as
possibilidades de haver variância dos intervalos de atendimento dos caminhões na fila são
altas, isso se explica devido à capacidade de atendimento da máquina pá-carregadeira, melhor
demonstrado no item 4.3.3, taxa de atendimento de caminhões.
0,000
0,050
0,100
0,150
0,200
0,250
0,300
0,350
1,2
50
1,6
33
1,6
34
2,0
17
2,0
18
2,4
01
2,4
02
2,7
85
2,7
86
3,1
69
3,1
70
3,5
53
3,5
54
3,9
37
3,9
38
4,3
21
4,2
32
4,7
05
4,7
06
5,0
80
Fre
qu
ên
cia
Re
lati
va
Dis
trib
uiç
ão
Ex
po
ne
nci
al
Tempo em minutos
Dist. Exp.
Freq. Rel.
17
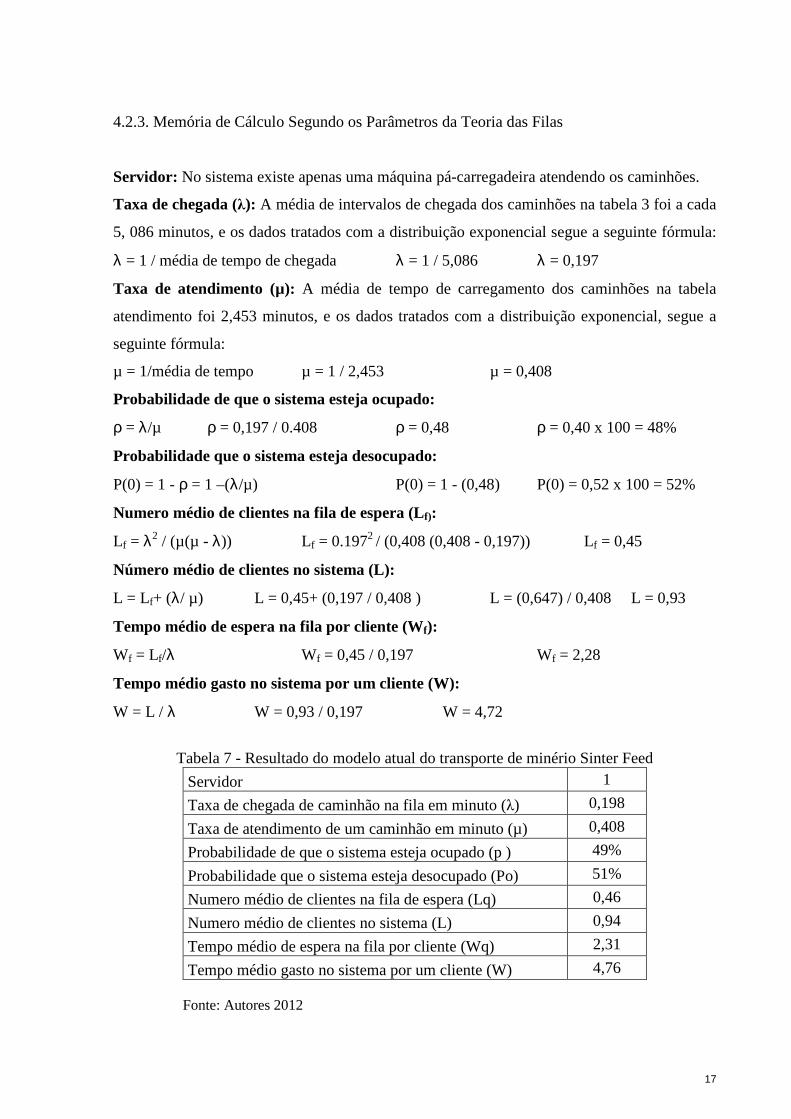
4.2.3. Memória de Cálculo Segundo os Parâmetros da Teoria das Filas
Servidor: No sistema existe apenas uma máquina pá-carregadeira atendendo os caminhões.
Taxa de chegada (λ): A média de intervalos de chegada dos caminhões na tabela 3 foi a cada
5, 086 minutos, e os dados tratados com a distribuição exponencial segue a seguinte fórmula:
λ = 1 / média de tempo de chegada λ = 1 / 5,086 λ = 0,197
Taxa de atendimento (µ): A média de tempo de carregamento dos caminhões na tabela
atendimento foi 2,453 minutos, e os dados tratados com a distribuição exponencial, segue a
seguinte fórmula:
µ = 1/média de tempo µ = 1 / 2,453 µ = 0,408
Probabilidade de que o sistema esteja ocupado:
ρ = λ/µ ρ = 0,197 / 0.408 ρ = 0,48 ρ = 0,40 x 100 = 48%
Probabilidade que o sistema esteja desocupado:
P(0) = 1 - ρ = 1 –(λ/µ) P(0) = 1 - (0,48) P(0) = 0,52 x 100 = 52%
Numero médio de clientes na fila de espera (Lf):
Lf = λ2 / (µ(µ - λ)) Lf = 0.1972 / (0,408 (0,408 - 0,197)) Lf = 0,45
Número médio de clientes no sistema (L):
L = Lf+ (λ/ µ) L = 0,45+ (0,197 / 0,408 ) L = (0,647) / 0,408 L = 0,93
Tempo médio de espera na fila por cliente (Wf):
Wf = Lf/λ Wf = 0,45 / 0,197 Wf = 2,28
Tempo médio gasto no sistema por um cliente (W):
W = L / λ W = 0,93 / 0,197 W = 4,72
Tabela 7 - Resultado do modelo atual do transporte de minério Sinter Feed
Servidor 1
Taxa de chegada de caminhão na fila em minuto (λ) 0,198
Taxa de atendimento de um caminhão em minuto (µ) 0,408
Probabilidade de que o sistema esteja ocupado (p ) 49%
Probabilidade que o sistema esteja desocupado (Po) 51%
Numero médio de clientes na fila de espera (Lq) 0,46
Numero médio de clientes no sistema (L) 0,94
Tempo médio de espera na fila por cliente (Wq) 2,31
Tempo médio gasto no sistema por um cliente (W) 4,76 Fonte: Autores 2012
18
Verificou-se pelos resultados dos cálculos apresentados na tabela 7, que a taxa de
chegada de caminhão na fila é de 0,198 caminhão por minuto, equivalendo à chegada de 1
caminhão a cada 00:05:02 (cinco minutos e dois segundos), transformando estes valores para
unidade de hora, resulta na capacidade de chegar aproximadamente 12 (doze) caminhões no
sistema por hora. Percebeu-se também que taxa de atendimento de um caminhão durante o
carregamento de minério é de 0,408 caminhão por minuto, equivalendo ao carregamento de 1
caminhão a cada 00:02:27 (dois minutos e vinte e sete segundo), analisando estes valores em
unidade de hora, resulta na capacidade de carregar aproximadamente 24 (vinte e quatro)
caminhões no sistema.
A probabilidade de que o sistema esteja ocupado é de 49% (quarenta e nove por cento)
e, a probabilidade que o sistema esteja desocupado é de 51% (cinquenta e um por cento). Em
média o sistema possui 0,46 caminhões em espera na fila e 0,94 no sistema. O tempo médio
que cada caminhão espera na fila é de 00:02:18 (dois minutos e dezoito segundos) e no
sistema 00:04:45 (quatro minutos e quarenta e cinco segundos).
4.3. Comparação dos Indicadores de Tempo e Ociosidade com a Distribuição do Minério
de Ferro Sinter Feed
Por se tratar de um sistema que transporta minério de ferro Sinter Feed, utilizando
como recurso material caminhões com capacidade de 25 toneladas, onde cada caminhão é
disponível no serviço de transporte em turno de 8 horas e 20 minutos, no entanto, cumprindo
os tempos de troca de turno e paradas para refeições, o caminhão fica disponível para o
sistema um total de 7 horas. Os resultados apontam que um caminhão pode efetuar 3 viagens
por hora, totalizando 21 viagens no turno, com isso podendo transportar 525 toneladas por
turno. Já os quatros caminhões podem transportar 2.100 (dois mil e cem) toneladas de minério
de ferro Sinter Feed no turno. A mesma frota tem capacidade de transportar 6.300 (seis mil e
trezentas) toneladas de produtos por dia.
Estes resultados apontam que o sistema supera a necessidade de entrega de minério no
Terminal Serra Azul (TSA).
19
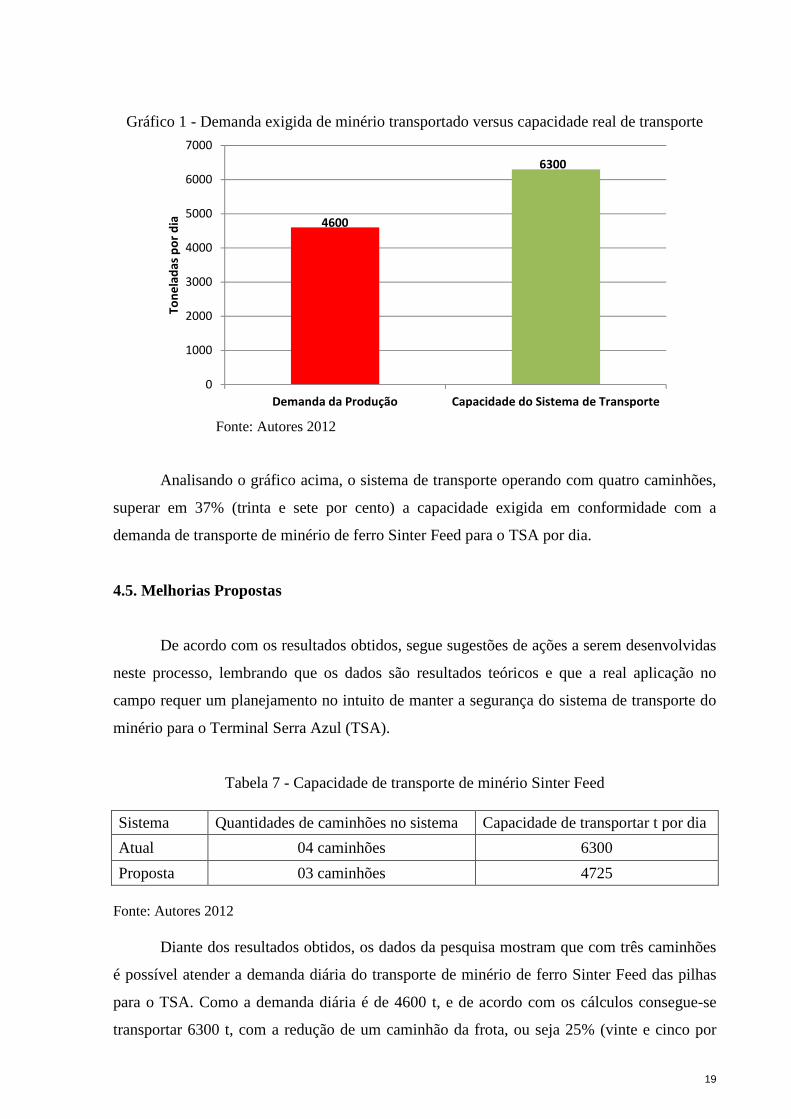
Gráfico 1 - Demanda exigida de minério transportado versus capacidade real de transporte
Fonte: Autores 2012
Analisando o gráfico acima, o sistema de transporte operando com quatro caminhões,
superar em 37% (trinta e sete por cento) a capacidade exigida em conformidade com a
demanda de transporte de minério de ferro Sinter Feed para o TSA por dia.
4.5. Melhorias Propostas
De acordo com os resultados obtidos, segue sugestões de ações a serem desenvolvidas
neste processo, lembrando que os dados são resultados teóricos e que a real aplicação no
campo requer um planejamento no intuito de manter a segurança do sistema de transporte do
minério para o Terminal Serra Azul (TSA).
Tabela 7 - Capacidade de transporte de minério Sinter Feed
Fonte: Autores 2012
Diante dos resultados obtidos, os dados da pesquisa mostram que com três caminhões
é possível atender a demanda diária do transporte de minério de ferro Sinter Feed das pilhas
para o TSA. Como a demanda diária é de 4600 t, e de acordo com os cálculos consegue-se
transportar 6300 t, com a redução de um caminhão da frota, ou seja 25% (vinte e cinco por
4600
6300
0
1000
2000
3000
4000
5000
6000
7000
Demanda da Produção Capacidade do Sistema de Transporte
To
ne
lad
as
po
r d
ia
Sistema Quantidades de caminhões no sistema Capacidade de transportar t por dia
Atual 04 caminhões 6300
Proposta 03 caminhões 4725
20
cento) consegue-se atender o transporte de 4725 t por dia, tendo ainda uma margem de
segurança de 125 t por dia, o que equivale aproximadamente 5 viagens.
Demonstrando um diagnóstico financeiro do sistema, visando resultados ligados a
custos, sabendo-se que a locação mensal de um caminhão equivale a $25 (vinte e cinco
unidade de valor), com a redução de um caminhão consegue-se a economia de um total de
$300 (trezentas unidades de valor) ao ano.
Uma outra proposta de melhoria seria a elaboração de um procedimento operacional
visando melhor organização da atividade de transporte de minério de ferro Sinter Feed. Neste
procedimento esclarecer o esperado quanto aos tempos de carregamento, de ciclo e
capacidades de transporte por dia. Por demandar maior tempo e organização, esta proposta
deve ser melhor trabalhada e discutida pelas lideranças envolvidas no processo de transporte
da empresa.
5 CONCLUSÕES E CONSIDERAÇÕES FINAIS
A partir de observações subsidiadas pelos dados coletados neste trabalho, é possível
perceber que em termos puramente numéricos, a capacidade de transporte de minério Sinter
Feed supera a demanda exigida pela empresa, no entanto, diversos fatores interferem na não
interrupção do sistema de transporte, fazendo com que a capacidade total de produção não
seja alcançada.
Com a aplicação da Teoria das Filas é possível visualizar de forma geral o processo de
transporte, possibilitando uma análise numérica e minuciosa, que endosse reflexões acerca de
tomadas de decisão que favoreçam a otimização do processo produtivo.
Conhecendo as peculiaridades do sistema de transporte e suas potencialidades, a
empresa é capaz de prever entraves na produção, e com isso, elaborar um melhor
planejamento e estabelecer metas compatíveis com sua realidade de mercado.
REFERENCIAS
BALLOU, R. H. Logística empresarial: transportes, administração de materiais e distribuição física. São Paulo: Atlas, 2011. 387 p. BERTAGLIA, P. R. Logística e Gerenciamento da Cadeia de Abastecimento. São Paulo: Saraiva,2003. 536 p.
21
DNPM. Departamento Nacional de Produção Mineral. Atos publicados no D.O.U referentes a atividade mineraria no Brasil em 2011. In: Modelo de documento digital arquivo.asp. Disponível em <http://www.dnpm.gov.br/mostra_arquivo.asp?IDBancoArquivoArquivo=5256>. Acesso em: 21/04/2012. JESUS, C. A. G. Ferro. Sumário Mineral de 2011.2011 LAMOSO, L. P. A Exploração de Minério de Ferro no Brasil e no Mato Grosso do Sul. USP, 2001. Disponível em <http://www.scielo.br/scieloOrg/php/reflinks.php?refpid=S03704467200700030001600012&lng=en&pid=S0370-44672007000300016> Acesso em: 21/04/2012. MARCONI, M. de A.; LAKATOS, E. M. Fundamentos de Metodologia Científica. 6. ed. São Paulo: Atlas, 2006. 315p. MOREIRA, D. A. Pesquisa Operacional: Curso Introdutório. 3. ed. ver. eatu. São Paulo: Cengage Learning, 2010. 356 p. MOURA, R. O futuro da tecnologia logística. 2010. Disponível em <http://www.guialog.com.br/artigo/Y687.htm> Acesso em: 13/05/2012. NEVES, M. A. O. Os 10 Mandamentos da Logística Classe Mundial. 2009. Disponível em <http://www.portaldomarketing.com.br/Artigos_de_logistica/10_mandamentos_da_logistica_classe_mundial.htm>. Acesso em: 29/04/2012. NOVAES, A.G. Logística e Gerenciamento da Cadeia de Distribuição. 3..ed. Rio de Janeiro: Elsevier, 2007. 399 p. PRADO, D. S. do.;Teoria das Filas e da Simulação. Belo Horizonte: Editora de Desenvolvimento Gerencial, 1999. 124 p. RODRIGUES, G.G.; PIZZOLATO, N. D. Centros de Distribuição: Armazenagem Estratégica. Ouro Preto, 2003. 8 p. TAHA, H. A. Pesquisa Operacional: Uma Visão Geral. 8. ed. São Paulo: Pearson Prentice Hall, 2008. 359 p.


















