Apostila de tintas
75
SOCIEDADE EDUCACIONAL DE SANTA CATARINA ESCOLA TÉCNICA TUPY CURSO TÉCNICO EM QUÍMICA RELATÓRIO DE ESTÁGIO Karoline dos Santos Tarnowski JOINVILLE AGOSTO / 2013
-
Upload
alexandre-santos -
Category
Technology
-
view
1.382 -
download
3
Transcript of Apostila de tintas

1
SOCIEDADE EDUCACIONAL DE SANTA CATARINA
ESCOLA TÉCNICA TUPY
CURSO TÉCNICO EM QUÍMICA
RELATÓRIO DE ESTÁGIO
Karoline dos Santos Tarnowski
JOINVILLE
AGOSTO / 2013
2
IDENTIFICAÇÃO
ESTAGIÁRIA: Karoline dos Santos Tarnowski Endereço: --- Cidade: Joinville Estado: Santa Catarina País: Brasil Estágio de: 400 horas Início: 28/02/2013 Término: 05/07/2013 Curso: Técnico em Química EMPRESA: Indústria Química Rehnolt Ltda. – Tintas Rehnolt Endereço: Rua Anaburgo, nº 4000 – Galpão 2. Bairro: Distrito Industrial Norte Cidade: Joinville Estado: Santa Catarina País: Brasil Telefone: (47) 3434-0777 Orientador do estágio: Joelito Oliveira de Matos Setor em que o estágio foi realizado: Laboratório Químico
3
SUMÁRIO
1 INTRODUÇÃO ........................................................................................................................... 6 2 CARACTERIZAÇÃO DA EMPRESA CONCEDENTE ....................................................... 7
2.1 HISTÓRICO ........................................................................................................................ 7 2.2. PRODUTOS ....................................................................................................................... 7
2.2.1 Categorias .............................................................................................................. 8
2.2.1.1 Rehnol-hidro ......................................................................................................... 8
2.2.1.2 Rehnolack ............................................................................................................ 9
2.2.1.3 Rehnolcril ............................................................................................................. 9
2.2.1.4 Rehnolplus ......................................................................................................... 10
2.2.1.5 Rehnolpoxi ......................................................................................................... 10
2.2.1.6 Rehnolsil ............................................................................................................. 13
2.2.1.7 Rehnolthane ....................................................................................................... 13
2.2.1.8 Rehnolux ............................................................................................................ 15
2.2.1.9 Rehnolvil ............................................................................................................. 16
2.2.1.10 Rehnolsolve ...................................................................................................... 17
3 REVISÃO DA LITERATURA ................................................................................................ 19 3.1 TINTAS .............................................................................................................................. 19
3.1.1 Composição básica ............................................................................................. 19
3.1.1.1 Resinas .............................................................................................................. 19
3.1.1.2 Pigmentos .......................................................................................................... 21
3.1.1.3 Aditivos ............................................................................................................... 22
3.1.1.4 Solventes ............................................................................................................ 23
3.1.2 Processo de fabricação ...................................................................................... 23
3.2 MÉTODOS ANALÍTICOS ............................................................................................... 26
3.2.1 Massa específica ................................................................................................. 26
3.2.2 Viscosidade ......................................................................................................... 26
3.2.3 Potencial hidrogeniônico .................................................................................... 27
3.2.4 Finura da moagem .............................................................................................. 27
3.2.5 Cor ........................................................................................................................ 28
3.2.6 Poder de cobertura ............................................................................................. 28
3.2.7 Tempo de secagem ............................................................................................. 28
4
3.2.8 Aderência ............................................................................................................. 29
3.2.9 Estabilidade da emulsão ..................................................................................... 29
4 ATIVIDADES DESENVOLVIDAS NO ESTÁGIO .............................................................. 30 4.1 ANÁLISES DOS PRODUTOS ....................................................................................... 30
4.1.1 Massa específica ................................................................................................. 30
4.1.2 Viscosidade ......................................................................................................... 33
4.1.2.1 Copo de Ford Nº 4 .............................................................................................. 33
4.1.2.2 Viscosímetro KU-2.............................................................................................. 34
4.1.2.3 Viscosímetro Franz-G. ........................................................................................ 36
4.1.3 Potencial hidrogeniônico .................................................................................... 38
4.1.4 Finura da moagem .............................................................................................. 40
4.1.5 Cor e poder de cobertura .................................................................................... 42
4.1.5.1 Tintas, primers e vernizes .................................................................................. 42
4.1.5.2 Bases coloridas .................................................................................................. 44
4.1.5.3 Massas e autonivelantes .................................................................................... 47
4.1.6 Tempo de secagem ou cura ............................................................................... 49
4.1.7 Aderência ............................................................................................................. 51
4.1.7.1 Tintas e vernizes ................................................................................................ 51
4.1.7.2 Massas ............................................................................................................... 55
4.1.7.3 Autonivelantes .................................................................................................... 56
4.1.8 Estabilidade da emulsão ..................................................................................... 57
4.2 DESENVOLVIMENTO DE PRODUTOS ...................................................................... 59
4.2.1 Promotor de aderência para plásticos .............................................................. 59
4.2.2 Catalisador para primer de aderência para alumínio ....................................... 61
4.2.3 Formulações de novas cores ............................................................................. 64
5 RESULTADOS E DISCUSSÃO ............................................................................................ 66 5.1 ANÁLISES DOS PRODUTOS ....................................................................................... 66
5.2 DESENVOLVIMENTO DOS PRODUTOS ................................................................... 70
CONCLUSÃO ............................................................................................................................. 72 REFERÊNCIAS .......................................................................................................................... 73
GLOSSÁRIO ............................................................................................................................... 75
5
RESUMO
As tintas são essenciais na preservação do substrato contra a oxidação ou apodrecimento e conferem-lhe cor, embelezando-o. Por isso, nas fábricas onde são produzidas, as tintas, assim como outros produtos necessários à restauração e pintura de superfícies, são submetidas às análises como finura da moagem, pH, viscosidade, massa específica, cor, cobertura, secagem, aderência e estabilidade da emulsão para verificar se os novos lotes produzidos atendem aos padrões estabelecidos pela empresa, garantindo, dessa forma, a qualidade do produto. Estas análises foram realizadas durante o estágio, onde constataram-se nos novos lotes algumas irregularidades no pH, viscosidade, massa específica, cor, cobertura e secagem e medidas foram adotadas para corrigi-las. Além disso, durante o estágio, houve o acompanhamento e auxílio no desenvolvimento de um promotor de aderência para plásticos, de um catalisador para primer de aderência e na formulação de novas cores. Quanto aos desenvolvimentos envolvendo aderência, nos testes realizados empregaram-se diferentes agentes promotores de aderência, onde apenas o promotor de aderência para plásticos aderiu de forma eficaz. As atividades realizadas foram possíveis devido ao Curso Técnico em Química e à empresa concedente, pois através deles foi possível aliar os conhecimentos teóricos adquiridos no curso à prática, aprimorando competências profissionais. Palavras-chave: Tintas. Estágio. Laboratório Químico.
6
1 INTRODUÇÃO
Tintas são indispensáveis às estruturas, sejam elas de alvenaria, madeira,
metálicas ou plásticas, pois além de conferir cor embelezando-as, impedem o contato
das mesmas com a umidade, evitando a corrosão ou o apodrecimento.
A indústria química Tintas Rehnolt fabrica e comercializa tais tintas, além de
outros produtos como massas, vernizes e diluentes, essenciais no processo de pintura,
repintura ou restauração de superfícies. Além disso, a empresa possui profissionais
qualificados que realizam a pintura de quadras desportivas, pisos internos e pavimentos
de empresas.
Durante o estágio, os produtos fabricados pela empresa foram analisados
através de métodos físico-químicos para verificar se haviam divergências entre os
novos lotes e os anteriores, a fim de ser mantido o padrão da empresa. A execução de
tais análises e a interpretação dos dados foram possíveis devido ao Curso Técnico em
Química que, através de matérias como “Laboratório Químico” e “Processos Químicos
Industriais”, possibilitou a compreensão do processo de fabricação de tintas e algumas
análises empregadas no estágio. Além de o estágio ter possibilitado o emprego dos
conhecimentos adquiridos durante o curso na prática, tornou possível o conhecimento
do processo de desenvolvimento de novos produtos, além de possibilitar o
conhecimento de novos métodos analíticos.

7
2 CARACTERIZAÇÃO DA EMPRESA CONCEDENTE
2.1 HISTÓRICO
A Tintas Rehnolt foi fundada em 1999 por Paulo Rehnolt, até então empresário
no setor de serviços de pinturas industriais. Paulo decidiu fundar uma empresa que,
além de prestar os serviços de pintura, produziria as tintas utilizadas. A empresa, que
está instalada numa área de 3000m² na Zona Industrial no Norte de Joinville, possui a
colaboração de trinta funcionários, entre eles técnicos em administração, logística e
química e coloristas, pintores, auxiliares de produção, envase e serviços gerais
(REHNOLT, 2013).
Figura 1: Indústria Química Rehnolt Ltda. Fonte: Rehnolt, 2013.
2.2. PRODUTOS
Os produtos fabricados pela Indústria Química Rehnolt – Tintas Rehnolt são, em
sua maioria, direcionados à indústria. Na empresa são fabricadas tintas para peças
galvanizadas; tintas para a demarcação rodoviária; emborrachamentos para peças
automobilísticas; massas para correções de imperfeições de diferentes substratos;

8
tintas e vernizes para a manutenção industrial, além dos catalisadores e diluentes
necessários durante o preparo das tintas, vernizes ou massas.
2.2.1 Categorias
Os produtos oferecidos são classificados em diferentes categorias, de acordo
com sua composição, e são descritos neste subcapítulo. As informações referentes aos
produtos foram adquiridas nos seus respectivos Boletins Técnicos.
2.2.1.1 Rehnol-hidro
Tintas, revestimentos e massas elaborados à base de emulsão acrílica, emulsão
acrílica modificada ou resina acrílica estirenada, que possuem a água como solvente
são classificados como “Rehnol-hidro”. Dentre os produtos, encontram-se:
Tinta acrílica: revestimento de cor variável, que pode possuir aspecto fosco
ou semi-brilhante, à base de emulsão acrílica modificada. Tal emulsão é
capaz de conferir aos substratos (como concreto, madeira e estruturas
metálicas) resistência às intempéries e abrasões.
Emborrachamento À Base d’Água: elastômero flexível de cor variável e
aspecto fosco, à base de emulsão acrílica, indicado à linha automotiva como
antirruído. Além disso, pode ser utilizado para revestir superfícies metálicas e
de madeira que são propensas às batidas de pedras, evitando o desgaste do
material.
Massa Acrílica Especial: produto branco e fosco, elaborado à base de
resina acrílica estirenada, é indicado para corrigir imperfeições e nivelar
substratos como a madeira e a alvenaria.
9
2.2.1.2 Rehnolack
Tintas à base de solução alquídica modificada e solução nitrocelulose são
classificadas como “Rehnolack”. Encontra-se nesta linha:
Esmalte Nitro Sintético: revestimento de cor variável e aspecto fosco ou
semi-brilhante, à base de solução alquídica modificada e solução
nitrocelulose, isento de metais pesados. Esse esmalte é indicado para a
pintura de máquinas e equipamentos que não estejam expostos à intempérie,
ao atrito e a agentes corrosivos.
2.2.1.3 Rehnolcril
Tintas e impermeabilizantes elaborados a partir de resinas acrílicas e solventes
orgânicos são resistentes às intempéries e classificados como “Rehnolcril”. Dentre os
produtos desta categoria, encontram-se:
Acrílico Demarcação: tinta de cor variável, impermeável à água e óleos,
resistente à abrasão e aderente aos vários tipos de pavimentos. Sua
utilização é recomendada na demarcação ruas, estacionamentos, quadras e
afins.
Dupla-Ação Acrílico Especial Para Não-Ferrosos: produto de cor variável,
de aspecto brilhante, semi-brilhante ou fosco, elaborado para nivelar qualquer
porosidade da superfície a ser revestida e, simultaneamente, proporcionar ao
substrato o acabamento final, não sendo necessária a utilização de uma tinta
fundo e tinta acabamento. Sua utilização é recomendada na prevenção contra
a corrosão de metais não-ferrosos de ambientes internos e até mesmo
externos.
10
Dupla-Ação Acrílico: produto de cor variável, de aspecto brilhante, semi-
brilhante ou fosco. Assim como o Dupla-Ação Acrílico Especial Para Não
Ferrosos, possui efeito duplo – fundo e acabamento. Contudo, o Dupla-Ação
Acrílico é utilizado para a proteção de metais ferrosos.
Esmalte Acrílico: tinta de cor variável, de aspecto brilhante, semi-brilhante
ou fosco, de fácil adesão aos metais. É recomendada como acabamento no
revestimento de metais que estão em ambientes internos ou externos.
Impermeabilizante Acrílico: produto incolor, de aspecto brilhante, indicado
para impedir a penetração da água e o escurecimento de materiais como
tijolos e telhas.
2.2.1.4 Rehnolplus
Emborrachamentos elaborados a partir de produtos asfálticos (alcatrão) e
solventes orgânicos são classificados como “Rehnolplus”.
Emborrachamento Betuminoso Underseal: revestimento espesso de cor
preta e aspecto fosco, indicado à linha automotiva como antirruído e
anticorrosivo. Este emborrachamento pode ser utilizado para revestir
superfícies ferrosas e não-ferrosas (aço, ferro fundido, peças galvanizadas,
alumínio e madeira) que estão propensas às intempéries, às batidas de
pedras, ao contato com água, óleo e produtos corrosivos.
2.2.1.5 Rehnolpoxi
Produtos elaborados a partir de resinas epóxi e solventes orgânicos são
classificados como “Rehnolpoxi”. Os produtos descritos nesta categoria são indicados
11
às superfícies sujeitas à corrosão, abrasão e umidade, devido à sua alta resistência a
tais condições.
Alcatrão de Hulha: produto preto de aspecto semi-brilhante e espesso. Seu
revestimento é recomendado às superfícies que estão em contínuo contato
com águas doce (exceto potável) e salgada, soluções químicas, névoa salina
e abrasão, como plataformas marítimas, navios e tubulações.
Autonivelante Epóxi: revestimento de cor variável, aspecto brilhante e
espesso, utilizado para nivelar pisos e concretos, pois possui alta resistência
ao atrito.
Clear Epóxi: selador incolor de aspecto brilhante, recomendado para
proteger pisos, concretos e azulejos.
Dupla-Ação Epóxi: tinta de cor variável, aspecto brilhante, semi-brilhante ou
fosco, indicada às superfícies ferrosas como tinta de fundo e tinta
acabamento.
Esmalte Epóxi: revestimento de cor variável, aspecto brilhante, semi-
brilhante ou fosco, aderente e de alta cobertura. Indicado para pintura de
máquinas, concretos, alumínio, azulejos, entre outros.
Esmalte Epóxi Alta Espessura: produto de cor variável e aspecto brilhante,
semi-brilhante ou fosco, altamente espesso e com poder de cobertura
elevado. É recomendado na pintura de pisos e concretos.
Esmalte Epóxi Antiderrapante: acabamento texturizado com função
antiderrapante, de cor variável e aspecto brilhante, semi-brilhante ou fosco.
Recomenda-se sua utilização na pintura de rampas e escadas escorregadias,
metálicas ou de concreto.
12
Esmalte Epóxi HS: tinta com alto teor de sólidos, espessa, de cor variável e
aspecto brilhante, semi-brilhante ou fosco. É indicada para simplificar pinturas
de máquinas em geral, tubulações e tanques, já que há um alto teor de
sólidos. Desse modo, tal produto cobre mais facilmente a superfície, se
comparado com os demais.
Esmalte Epóxi Piso: revestimento de cor variável, aspecto brilhante, semi-
brilhante ou fosco, aderente e de alta cobertura, indicado à pintura de pisos.
Epóxi Mastic: produto de cor variável e aspecto semi-brilhante ou fosco,
indicado para a pintura de aço como estruturas e equipamentos industriais,
navios, entre outros. No entanto, seu uso não é recomendado se a superfície
a ser pintada for imersa em meios básicos, ácidos ou que contenha solventes
orgânicos.
Primer Epóxi: revestimento de cor variável e aspecto fosco, utilizado para
revestir superfícies como pisos, concretos, azulejos e estruturas metálicas
antes da aplicação de uma tinta acabamento.
Primer Epóxi FZN: revestimento de cor variável e semi-brilhante. Possui alto
teor de sólidos, alta espessura e pigmentação anticorrosiva fosfato de zinco,
estando de acordo com a norma da Petrobrás N2630. Recomenda-se sua
utilização em estruturas metálicas inseridas em meio corrosivo.
Shop Primer Epóxi: revestimento de cor variável e aspecto fosco, capaz de
com conferir proteção temporária às estruturas de materiais variados que
serão transportadas ou montadas e receberão posteriormente o acabamento
final.
Verniz Epóxi: produto que proporciona acabamento brilhante e incolor em
máquinas, pisos, concretos, azulejos, entre outros.
Catalisadores Epóxi: produtos à base de resinas epóxi, solventes e aditivos
que promovem a cura de autonivelantes, primers, esmaltes e vernizes desta
13
categoria. Dentre os catalisadores, encontram-se: catalisador epóxi alcatrão
9002, catalisador epóxi mastic 9001, catalisador epóxi poliamida 9000,
catalisador epóxi poliamida 9003, catalisador epóxi poliamida N1277,
catalisador epóxi poliamida N2630 e catalisador epóxi shop primer 9004, cada
qual adequado a um produto específico, de acordo com o seu Boletim
Técnico.
2.2.1.6 Rehnolsil
Tintas para acabamento compostas por resinas de silicone e alquídicas
modificadas, solventes orgânicos e alumínio como pigmento são classificadas como
“Rehnolsil”. Nesta categoria encontram-se tintas indicadas à pintura de substratos
metálicos sujeitos às altas temperaturas, que não sejam, entretanto, imersos ou
expostos aos meios corrosivos. Os produtos oferecidos nesta categoria, de acordo com
a temperatura a que resistem, são:
Alumínio Alta Temperatura 200ºC
Alumínio Alta Temperatura 300ºC
Alumínio Alta Temperatura 450ºC
Alumínio Alta Temperatura 600ºC
Alumínio Alta Temperatura 800ºC
2.2.1.7 Rehnolthane
Produtos elaborados com resinas acrílicas modificadas, poliuretano-acrílicos ou
alquídicas modificadas e solventes orgânicos são classificados como “Rehnolthane”.
Tais produtos possuem alta resistência ao intemperismo e à abrasão, por isso são
indicados às peças e estruturas metálicas, internas ou externas, que são suscetíveis a
tais efeitos corrosivos.
14
Dupla-Ação PU: produto de cor variável, de aspecto brilhante, semi-brilhante
ou fosco, elaborado a partir de resinas alquídicas modificadas. É utilizado
para nivelar porosidades na superfície a ser revestida e, simultaneamente,
proporcionar ao substrato o acabamento final, não sendo necessária a
utilização de uma tinta fundo e de uma tinta acabamento.
Esmalte PU: tinta de cor variável, aspecto brilhante, semi-brilhante ou fosco,
elaborada a partir de resinas alquídicas modificadas. Sua utilização é
recomendada como acabamento em ambientes internos e externos, sobre
superfícies de madeira ou metálicas.
Esmalte PU Acrílico: tinta de cor variável, aspecto brilhante, semi-brilhante
ou fosco, elaborada a partir de resinas poliuretano-acrílico. Sua utilização é
recomendada como acabamento em ambientes internos e externos, sobre
superfícies de madeira ou metálicas.
Esmalte PU Texturizado: tinta de cor variável, aspecto brilhante, semi-
brilhante ou fosco, elaborada a partir de resinas alquídicas modificadas. Sua
utilização é recomendada como acabamento em peças metálicas ou de
madeira que contenham pequenas imperfeições.
Primer PU Enchimento: produto branco e fosco, à base de resina alquídica
modificada, utilizado como tinta de fundo em peças metálicas ou de madeira
num processo de pintura.
Verniz PU: acabamento incolor e brilhante, à base de resinas alquídicas
modificadas, utilizado para dar brilho e proteção extra ao substrato revestido.
Verniz PU Acrílico: acabamento incolor e brilhante, à base de resina
poliuretano-acrílico, utilizado para dar brilho e proteção extra ao substrato
revestido.

15
Catalisadores PU: produtos à base de resinas poliisocianato alifático ou
aromático, solventes e aditivos que promovem a cura de dupla-ações,
primers, esmaltes e vernizes desta categoria. Dentre os catalisadores,
encontram-se: Catalisador PU Alifático 8010, Catalisador PU Alifático 8050,
Catalisador PU Alifático 8125, Catalisador PU Alifático 8585, Catalisador PU
Alifático 9090, Catalisador PU Aromático 8105 e Catalisador PU Aromático
8109, cada qual adequado a um produto específico, de acordo com o seu
Boletim Técnico.
2.2.1.8 Rehnolux
Produtos elaborados utilizando resinas alquídicas e hidrocarbonetos alifáticos e
aromáticos são classificados como “Rehnolux”. Dentre os produtos desta categoria,
encontram-se:
Betume: revestimento preto recomendado na correção de defeitos na
madeira e escurecimento da mesma para posterior revestimento com verniz.
Dupla-Ação Sintético: tinta de cor variável, aspecto brilhante, semi-brilhante
ou fosco, indicada às superfícies ferrosas como tinta de fundo e tinta
acabamento.
Emborrachamento à Base de Solvente: elastômero flexível de cor variável e
aspecto fosco, indicado à linha automotiva como antirruído. Além disso, pode
ser utilizado para revestir superfícies metálicas e de madeira que são
propensas às batidas de pedras, evitando o desgaste do material.
Esmalte Sintético: revestimento de cor variável, aspecto brilhante, semi-
brilhante ou fosco, aderente e de alta cobertura. Indicado para pintura de
máquinas, concretos, alumínio, azulejos, entre outros.
16
Esmalte Sintético Naval: revestimento de cor variável, aspecto brilhante,
semi-brilhante ou fosco, aderente e de alta cobertura. Indicado para pintura
de superfícies metálicas ou de madeira em ambientes marítimos.
Primer Sintético: revestimento de cor variável e aspecto fosco, utilizado para
revestir superfícies como as de estruturas metálicas antes da aplicação de
uma tinta acabamento.
Verniz Sintético: recomendado como produto para acabamento em
superfícies de madeira, proporcionando um filme brilhante, semi-brilhante ou
fosco nas tonalidades canela, cedro, cerejeira, imbuia, incolor, marfim, mogno
e pinhão.
2.2.1.9 Rehnolvil
Produtos elaborados à base de resinas vinílicas e hidrocarbonetos aromáticos e
cetonas são classificados como “Rehnolvil”. Dentre os produtos, encontram-se:
Anti-Incrustante Naval: utilizado na pintura de acabamento em superfícies
de madeira e metálicas que estão expostas à água do mar e,
consequentemente, as cracas. Sua formulação impede, por seis meses, que
tais mariscos se prendam às superfícies pintadas com este produto.
Antifouling: assim como o anti-incrustante, é recomendado na pintura de
acabamento em superfícies de madeira e metálicas que estão expostas à
água do mar. Porém, sua formulação impede que os mariscos se prendam às
superfícies pintadas por aproximadamente doze meses.
Primer Vinílico Bronze: recomendado como tinta de fundo em superfícies
ferrosas, de madeira ou fibra de embarcações, pois é resistente aos
ambientes marítimos.
17
Wash-Primer: indicado como primer de aderência para estruturas de aço
galvanizado e alumínio.
Catalisador Wash-Primer: catalisador do produto bicomponente “Wash-
Primer”.
2.2.1.10 Rehnolsolve
Os produtos desta categoria são elaborados a partir da combinação de solventes
orgânicos como hidrocarbonetos alifáticos e aromáticos, álcoois, ésteres e cetonas.
Dentre os produtos, encontram-se:
Aguarrás: produzido a partir de hidrocarbonetos alifáticos, é indicado para a
limpeza de superfícies e diluição de tintas sintéticas.
Benzina: composta por hidrocarbonetos alifáticos, é recomendada na limpeza
de superfícies em geral.
Desengraxante 4700: formulado com hidrocarbonetos alifáticos e
aromáticos, é utilizado para limpar superfícies que contenham substâncias
oleosas.
Diluente Acrílico 2005: composto por hidrocarbonetos aromáticos, é
indicado na diluição de produtos acrílicos que utilizam solventes orgânicos,
como todos os produtos da linha Rehnolcril.
Diluente Epóxi 3001: produzido a partir de álcoois e hidrocarbonetos
aromáticos. Recomenda-se sua utilização como diluente dos produtos da
categoria Rehnolpoxi, como Alcatrão de Hulha, Clear Epóxi, Dupla-Ação
Epóxi, Esmaltes Epóxi, Mastic Epóxi, Primers Epóxi e Verniz Epóxi.
18
Diluente Epóxi 4500: produzido a partir de glicóis, é indicado na diluição de
tintas da categoria Rehnolpoxi para piso, como o Esmalte Epóxi Piso.
Diluente Nitro 4100: produzido a partir de acetatos, álcoois e
hidrocarbonetos aromáticos, é indicado na diluição do Esmalte Nitro Sintético
da categoria Rehnolack.
Diluente PU 5000: produzido a partir de acetatos e hidrocarbonetos
aromáticos, é indicado na diluição de produtos da linha Rehnolthane, tais
como Dupla-Ação PU, Esmalte PU, Esmalte PU Texturizado, Primer PU
Enchimento e Verniz PU.
Diluente PU Acrílico 5200: produzido a partir de acetatos e hidrocarbonetos
aromáticos, é indicado na diluição de produtos da linha Rehnolthane, tais
como Esmalte PU Acrílico e Verniz PU Acrílico.
Diluente Sintético 2000: produzido a partir de hidrocarbonetos alifáticos e
aromáticos, é indicado na diluição de todos os produtos da linha Rehnolux.
Estes produtos podem ser diluídos pelo Aguarrás e pelo Thinner 1000. No
entanto, este diluente é o mais indicado, pois é formulado especialmente para
os produtos Rehnolux.
Diluente Vinílico 7005: produzido a partir de acetatos e hidrocarbonetos
aromáticos, é indicado na diluição de todos os produtos da linha Rehnolvil.
Thinner 1000: produzido a partir de álcoois e hidrocarbonetos aromáticos,
pode ser utilizado para limpezas de peças e diluição de tintas sintéticas.
Thinner 4000: produzido a partir de acetatos, glicóis e hidrocarbonetos
aromáticos, é recomendado na limpeza de superfícies que contenham colas
de adesivos.
19
3 REVISÃO DA LITERATURA
3.1 TINTAS
Tintas são produtos líquidos ou em pó utilizados para revestir superfícies
metálicas, plásticas, de alvenaria ou madeira, a fim de promover proteção e
acabamento (DONADIO, 2011). Os produtos utilizados no processo de revestimento ou
restauração são classificados em:
Primers: tintas de fundo que promovem a aderência dos esmaltes, além de
proteger a superfície da corrosão;
Massas: produtos que corrigem imperfeições em substratos;
Esmaltes: tintas que conferem cor e cobertura aos substratos e os protegem da
corrosão;
Vernizes: revestimentos incolores que conferem acabamento brilhante ou fosco
aos substratos, que, também, os protege da corrosão.
3.1.1 Composição básica
Inúmeras formulações de tintas existem no mercado, cada qual com diferentes
propriedades, consequentemente. No entanto, todas as tintas líquidas são elaboradas a
partir da mesma composição base: resina, pigmento, aditivo e solvente.
3.1.1.1 Resinas
De acordo com YAMANAKA et al. (2006), as resinas são a parte não-volátil das
tintas responsáveis por formar a película aderente ao substrato. Além disso, elas
20
conferem à tinta – ou verniz – as características físicas e químicas do revestimento,
como brilho, resistências química e física, aplicabilidade, aderência e secagem, por
exemplo, e é por isso que cada revestimento leva em seu nome o tipo da resina. Deste
modo, a escolha da resina é de extrema importância, tendo em vista a diversidade de
substratos e ambientes onde estão inseridos.
Dentre as resinas mais utilizadas, encontram-se:
Resinas acrílicas: podem ser divididas em dois grupos: termoplásticas e
termofixas. As resinas acrílicas termoplásticas são obtidas da
polimerização de monômeros acrílicos e metacrílicos (mas podem ser
copolimerizados com estireno, dependendo do revestimento desejado). Os
polímeros obtidos, no caso as resinas, são utilizados na formulação de
lacas acrílicas, que formam a película do revestimento através da
volatilização do solvente – porém, essas lacas voltam ao estado líquido ao
entrarem em contato com o solvente que as dilui – e são utilizadas para a
demarcação rodoviária, pintura de metais e impermeabilização de tijolos e
telhas, devido à sua resistência à abrasão. Já as resinas acrílicas
termofixas são formadas por monômeros acrílicos e metacrílicos
hidroxilados e formam a película através da reação da hidroxila presente
em sua estrutura com o grupo isocianato presente no catalisador. O
sistema formado pela resina acrílica e o isocianato é denominado acrílico-
uretânico, e não volta ao estado líquido, pois há uma reação química, a
cura. Tal sistema confere às tintas e vernizes alta resistência ao
intemperismo, e por isso são indicados para o revestimento de peças de
madeira e metálicas de ambientes internos e externos (FAZENDA e
FILHO, 2005).
Resinas alquídicas: polímeros obtidos da esterificação de poliácidos e
ácidos graxos com poliálcoois, cujas tintas curam pela reação com o
oxigênio ou calor (YAMANAKA et al., 2006)
21
Resinas de silicone: obtidas da polimerização do monômero
poliorganossiloxano, resistem ao calor elevado e, por isso, são utilizadas
para revestir estruturas que estejam sob altas temperaturas, como fornos
e equipamentos industriais (RODRIGUES, 2005).
Resinas epoxídicas ou epóxi: obtidas pela reação do bisfenol A com
eplicloridina, cujas tintas curam através da reação do grupo glicidila,
presente na resina, com grupos de aminas e amidas presentes em
catalisadores feitos à base de poliaminas e poliamidas (YAMANAKA et al.,
2006). As tintas feitas à base de resinas epoxídicas são comumente
utilizadas na manutenção industrial devido às suas altas resistências
química e física.
Resina nitrocelulose: obtida através da reação entre celulose pura com
ácido nítrico na presença de ácido sulfúrico, cujas tintas curam pela
evaporação do solvente (YAMANAKA et al., 2006). Tais tintas são
utilizadas para o revestimento de materiais e equipamentos metálicos e de
madeira que não estejam expostos às intempéries e ao atrito.
Resinas poliuretânicas: polímeros que possuem o grupo isocianato em
sua estrutura, cujas tintas bicomponentes curam através da reação entre o
grupo isocianato (presente no catalisador) com o hidrogênio presente na
resina hidroxilada. Os revestimentos poliuretânicos possuem alta
resistência ao intemperismo e à abrasão, por isso são indicados às peças
e estruturas metálicas que estejam em ambientes internos e externos
(FAZENDA e FILHO, 2005).
3.1.1.2 Pigmentos
Os pigmentos são compostos sólidos e insolúveis no meio em que estão
inseridos e sua principal função é conferir cor e cobertura às tintas e demais produtos –
exceto os vernizes, que se caracterizam pela transparência e, consequentemente,
22
ausência de pigmentos. Esses pigmentos podem ser confundidos com corantes, porém,
de acordo com Yamanaka et al. (2006), corantes são substâncias solúveis no meio
onde estão inseridas e que conferem cor por adsorção, ou seja, se fixando na superfície
do substrato. Tais corantes são bastante utilizados na indústria têxtil, já os pigmentos
insolúveis são os mais utilizados na fabricação de tintas.
Existem duas classificações para os pigmentos utilizados na indústria de tintas:
pigmentos inorgânicos e pigmentos orgânicos. Os pigmentos inorgânicos classificam-se
em dois tipos: pigmentos ativos, que conferem cor e cobertura; e pigmentos inertes (ou
cargas) que proporcionam a lixabilidade, dureza, melhoram a cobertura e contribuem na
resistência às intempéries.
Pigmentos inorgânicos ativos: dióxido de titânio, óxidos de ferro, cromatos de
chumbo, cromatos de zinco, verdes de cromo, azul de Prússia, sulfetos e
sulfoselenetos de cádmio, óxido de zinco, óxido de cromo, azul de ultramar,
negro de fumo, pigmentos metálicos, fosfato de zinco, sílico aluminato de sódio,
níquel titanatos, cromo titanatos e azuis e verdes de cobalto (ASSIS e ALMEIDA,
2005).
Pigmentos inorgânicos inertes: carbonato de cálcio, silicato de magnésio
(talco), agalmatolito, caulim, barita e sulfato de bário (YAMANAKA et al., 2006).
Os pigmentos orgânicos, em geral, tem o poder de tingimento mais elevado do
que os inorgânicos e menor toxidade, tendo, portanto, um custo mais elevado. Dentre
os mais utilizados, encontram-se: azul ftalocianina, verde ftalocianina, quinacridona
violeta, quinacridona vermelha, perileno vermelhos, toluidina vermelha e aril amídicos
amarelos (YAMANAKA et al., 2006)
3.1.1.3 Aditivos
Os aditivos exercem um papel importante na produção de tintas, pois conferem
propriedades importantes às mesmas. Tais aditivos são utilizados para evitar a
23
formação da película de tinta seca acima da tinta líquida (antipele), evitar a corrosão
(proteção anticorrosiva), evitar o estrago da película por raios ultravioletas
(bloqueadores de raios UV), promover a reação de tintas bicomponentes (catalisadores
de reação), dispersar a floculação (dispersantes de pigmentos e cargas), evitar
espumas (antiespumantes), acelerar a secagem de tintas de secagem oxidativa
(secantes), tornar a tinta mais espessa (espessantes), evitar que a tinta escorra durante
e após a pintura (antiescorrimento) e evitar a proliferação de microrganismos (biocidas)
(YAMANAKA et al., 2006).
3.1.1.4 Solventes
Os solventes auxiliam na fabricação das tintas, pois dissolvem parte da resina e
facilitam a incorporação de pigmentos, além de auxiliarem na aplicação do produto, pois
promovem a viscosidade ideal para a aplicação do produto de diferentes maneiras:
pistola, rolo ou pincel.
De acordo com Natalense (2005), tais solventes podem ser classificados em
inorgânicos, como a água, ou em orgânicos, como:
Hidrocarbonetos alifáticos: hexano, heptano, ciclohexano e aguarrás;
Hidrocarbonetos aromáticos: xileno e tolueno;
Álcoois: metanol, etanol, propanol, isopropanol, n-butanol e isobutanol;
Ésteres: acetatos de: metila, etila, n-propila, isopropila, n-butila e isobutila;
Cetonas: butanona, propanona e metilisobutilcetona.
3.1.2 Processo de fabricação
Durante a fabricação de tintas, vernizes e massas predominam processos físicos
como a mistura das matérias-primas, a dispersão das mesmas e incorporação ao
veículo (resina), a completagem, a filtração e o envasamento. Já as reações químicas,
ocorrem, em geral, após a aplicação do produto, durante sua cura (YAMANAKA et al.,
2006). O processo comumente emprego na fabricação de tintas, vernizes e massas é
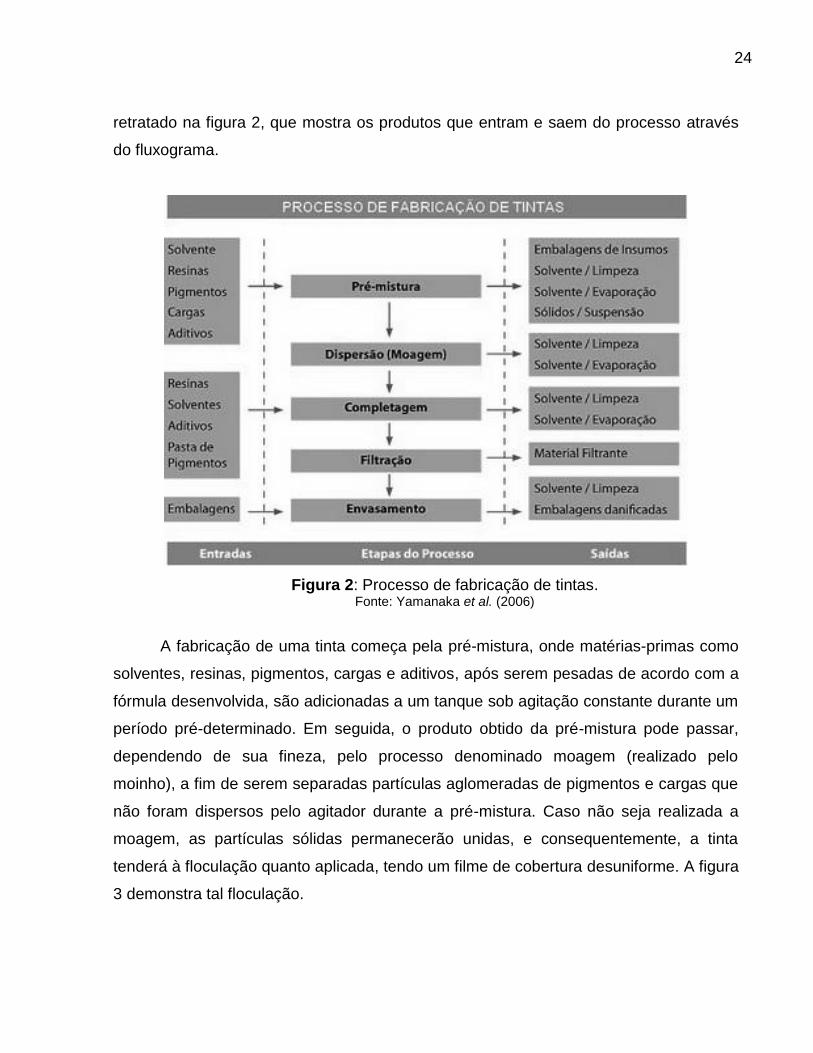
24
retratado na figura 2, que mostra os produtos que entram e saem do processo através
do fluxograma.
Figura 2: Processo de fabricação de tintas. Fonte: Yamanaka et al. (2006)
A fabricação de uma tinta começa pela pré-mistura, onde matérias-primas como
solventes, resinas, pigmentos, cargas e aditivos, após serem pesadas de acordo com a
fórmula desenvolvida, são adicionadas a um tanque sob agitação constante durante um
período pré-determinado. Em seguida, o produto obtido da pré-mistura pode passar,
dependendo de sua fineza, pelo processo denominado moagem (realizado pelo
moinho), a fim de serem separadas partículas aglomeradas de pigmentos e cargas que
não foram dispersos pelo agitador durante a pré-mistura. Caso não seja realizada a
moagem, as partículas sólidas permanecerão unidas, e consequentemente, a tinta
tenderá à floculação quanto aplicada, tendo um filme de cobertura desuniforme. A figura
3 demonstra tal floculação.

25
Figura 3: Aglomeração, dispersão e floculação de pigmentos. Fonte: Kairalla et al. (2005)
Após a moagem é realizada a completagem, onde são feitos, por exemplo,
ajustes na cor, através de pigmentos, e viscosidade, por meio de solventes. Tais ajustes
são comuns, pois dependendo dos lotes das matérias-primas, em especial das resinas,
podem ocorrer variações na tonalidade do produto, teor de sólidos e
consequentemente, viscosidade. Além disso, a evaporação de solventes durante o
processo pode ocorrer, pois na dispersão há um aquecimento do sistema, e por serem
comumente utilizados sistemas abertos, há a liberação dos solventes voláteis.
Realizados os ajustes, uma amostra do lote produzido é enviada ao laboratório químico,
onde analisa-se a viscosidade, a massa específica, a cor, o poder de cobertura, o
tempo de secagem, a aderência e o pH (em tintas à base d’água) para verificar se o
novo lote está de acordo com os padrões estabelecidos na fórmula de cada produto. Se
não estiver, ajustes são realizados com solventes, aditivos e pigmentos, até ser obtido o
produto conforme o padrão.
Ao ser aprovada a amostra pelo laboratório, a retenção do lote (lata contendo
amostra) é retirada e armazenada. Em seguida, na fábrica, o produto é filtrado e
envasado em latas de 0,9 L; 3,6 L; 15 L ou 18 L.
O processo de produção de vernizes e massas é similar ao das tintas. Porém, no
caso dos vernizes, não há a adição de pigmentos e consequentemente não é realizada
a moagem. Já na produção das massas, as cargas são utilizadas em maior proporção
26
do que na produção de tintas, e também não são realizados a moagem nem a filtração,
pois esses processos aplicam-se somente às tintas.
3.2 MÉTODOS ANALÍTICOS
Análises físico-químicas são imprescindíveis em indústrias de tintas e vernizes,
pois determinam a qualidade dos produtos fabricados, e garantem, desta forma, que os
novos lotes produzidos não sejam diferentes dos padrões desenvolvidos.
Os métodos analíticos descritos neste capítulo baseiam-se nos livros Tintas e
Vernizes – Ciência e Tecnologia da Associação Brasileira dos Fabricantes de Tintas
publicado em 2005.
3.2.1 Massa específica
A determinação da massa específica dos produtos fabricados é necessária, pois
estes são vendidos em volume, mas durante a fabricação, a quantidade de tinta, verniz
ou massa produzida é obtida em massa. Com o conhecimento da massa específica, é
possível saber quantas latas ou galões serão obtidos. Desta maneira, a massa
específica é uma das análises imprescindíveis nos laboratórios de controle de
qualidade.
3.2.2 Viscosidade
As resinas e os pigmentos presentes em formulações de tintas contribuem para a
viscosidade elevada do produto. Durante a fabricação, para a incorporação dos
pigmentos na resina, o produto mais espesso é desejado, pois ele facilita o processo.
No entanto, ele não é adequado nessas condições para venda, pois ele é pastoso. Por
isso, solventes são adicionados durante a fabricação a fim de reduzir a viscosidade. A
27
maneira utilizada para verificar se o produto está de acordo com a viscosidade ideal
para comercialização é através da análise da viscosidade.
3.2.3 Potencial hidrogeniônico
Tintas que possuem a água como solvente, se não estiverem com o pH
adequado – entre 8,5 e 9,0 –, podem levar a proliferação de microrganismos. Por isso,
se faz necessário verificar o potencial hidrogeniônico das tintas à base d’água, para
serem realizados ajustes no pH através de soluções alcalinas.
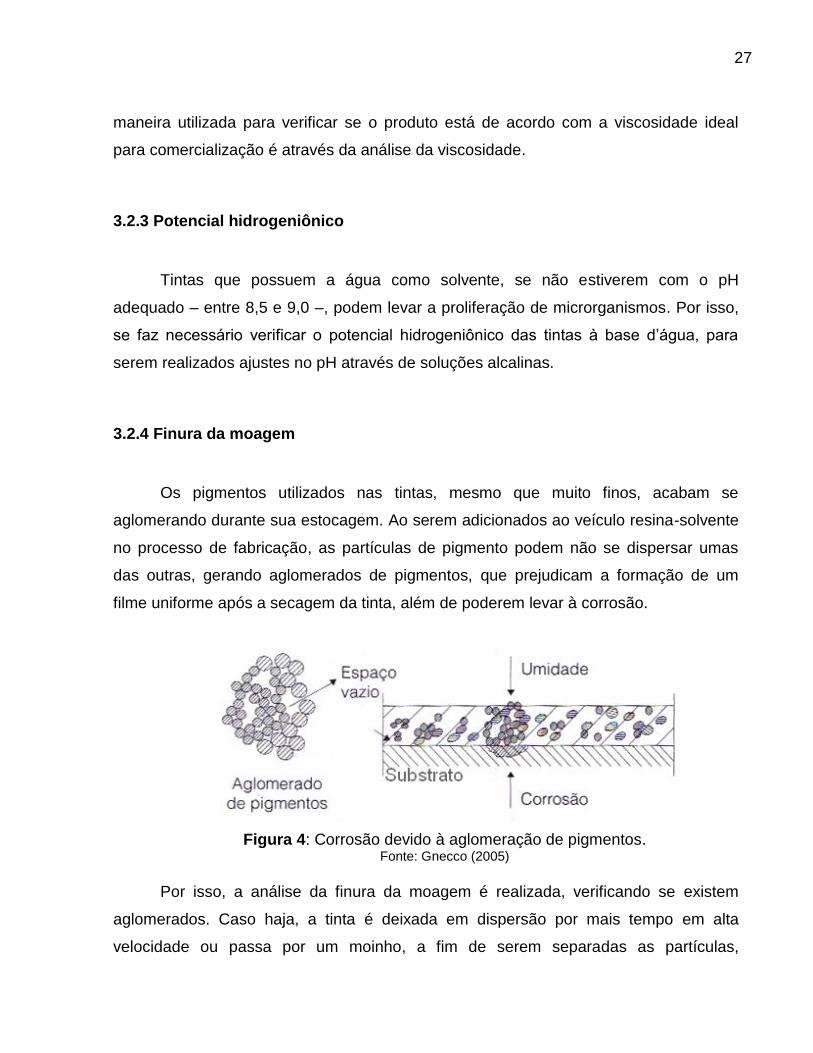
3.2.4 Finura da moagem
Os pigmentos utilizados nas tintas, mesmo que muito finos, acabam se
aglomerando durante sua estocagem. Ao serem adicionados ao veículo resina-solvente
no processo de fabricação, as partículas de pigmento podem não se dispersar umas
das outras, gerando aglomerados de pigmentos, que prejudicam a formação de um
filme uniforme após a secagem da tinta, além de poderem levar à corrosão.
Figura 4: Corrosão devido à aglomeração de pigmentos. Fonte: Gnecco (2005)
Por isso, a análise da finura da moagem é realizada, verificando se existem
aglomerados. Caso haja, a tinta é deixada em dispersão por mais tempo em alta
velocidade ou passa por um moinho, a fim de serem separadas as partículas,
28
aumentando a finura, proporcionando um filme mais uniforme e que não leve à
corrosão.
3.2.5 Cor
A verificação da cor dos produtos é uma das análises mais importantes, visto que
os produtos precisam atender aos padrões catalogados exigidos pelos clientes. Essa
análise precisa ser realizada a cada lote produzido, pois qualquer mudança de
fornecedor (do mesmo pigmento), variação na tonalidade da resina, utilização de
solventes recuperados/reciclados pode interferir na tonalidade da cor.
3.2.6 Poder de cobertura
O poder de cobertura de uma tinta analisa sua capacidade de revestir a
superfície. Essa capacidade está relacionada com índice de refração do pigmento no
meio em que este se encontra: quanto mais próximos os índices de refração do
pigmento e da resina, mais transparente será a película. Por isso, se é necessária uma
cobertura completa de uma superfície, deve-se optar por pigmentos e resinas que
possuam índices de refração opostos. Sendo assim, é necessário verificar através do
poder de cobertura se os lotes de tintas estão saindo de acordo com os padrões
desenvolvidos, pois podem haver, por exemplo, variações nos índices de refração das
matérias primas ou até mesmo a quantidade de solvente utilizado em cada lote pode
interferir, pois ela se torna mais diluída que o padrão, cobrindo menos.
3.2.7 Tempo de secagem
A verificação do tempo de secagem de tintas, vernizes ou massas analisa se a
secagem ao toque está dentro dos padrões especificados para cada produto,
analisando se não há problemas quanto à secagem.
29
3.2.8 Aderência
As tintas e os vernizes são capazes de proteger os substratos que revestem. No
entanto, se são ineficazes na aderência, podem levar ao comprometimento da peça
revestida devido à oxidação que surge naquele ponto, se for uma peça metálica, ou o
apodrecimento devido à umidade, se for uma peça de madeira, por exemplo. Por isso, a
verificação da aderência de tintas e vernizes é extremamente importante, devido a sua
capacidade protetiva.
3.2.9 Estabilidade da emulsão
A análise da estabilidade é aplicada às emulsões denominadas “emulsão óleo”.
Essas emulsões são adicionadas na fabricação de esmaltes e primers sintéticos à base
de solventes orgânicos, a fim de torná-los mais baratos. Tais emulsões possuem as
resinas que compõem os produtos da linha sintética, água como solvente principal,
solventes orgânicos e aditivos emulsionantes. Verificar a estabilidade dessa emulsão é
necessário, pois, se ela não estiver estável, a fração aquosa separar-se-á do restante,
não sendo possível utilizar o produto.
30
4 ATIVIDADES DESENVOLVIDAS NO ESTÁGIO
Durante o estágio foram analisados produtos fabricados pela empresa a fim de
verificar a qualidade dos novos lotes produzidos, fazendo modificações nos mesmos,
quando necessário, para serem mantidos conforme os padrões dos produtos da
empresa. As amostras coletadas dos lotes foram analisadas através de métodos físico-
químicos estabelecidos na ficha interna de cada produto denominada “Ordem de
Fabricação”, onde constam o procedimento da fabricação e as análises necessárias
com seus respectivos valores-padrão. Além disso, quando estavam sendo realizados
testes durante desenvolvimento de um novo produto, houve o acompanhamento e o
auxílio, que está descrito neste capítulo.
4.1 ANÁLISES DOS PRODUTOS
Os procedimentos realizados no controle da qualidade dos produtos fabricados
são descritos nesse subcapítulo.
4.1.1 Massa específica
De acordo com a ABNT NBR 5.829, massa específica é a massa de um
determinado produto, dividida pelo volume ocupado pela mesma.
a) Materiais
Balança, picnômetro metálico, água, banho-maria com água gelada ou quente,
termômetro, amostra do produto a ser analisada, espátula metálica, estopa, álcool
etílico.
31
b) Procedimento
Utilizando-se o método do picnômetro para obtenção da massa específica, a
massa do picnômetro foi medida em balança e o mesmo foi preenchido com água a
25ºC. Em seguida, a tampa do picnômetro foi encaixada e limpou-se o excesso
extravasado por seu orifício. Feito isso, pesou-se o picnômetro contendo água e
verificou-se sua massa. Através da fórmula 1 foi obtido o volume real do picnômetro.
(1)
Onde:
V – volume real do picnômetro (cm³)
B – massa do picnômetro com água (g)
A – massa do picnômetro vazio (g)
q – densidade da água a 25ºC (g/cm³)
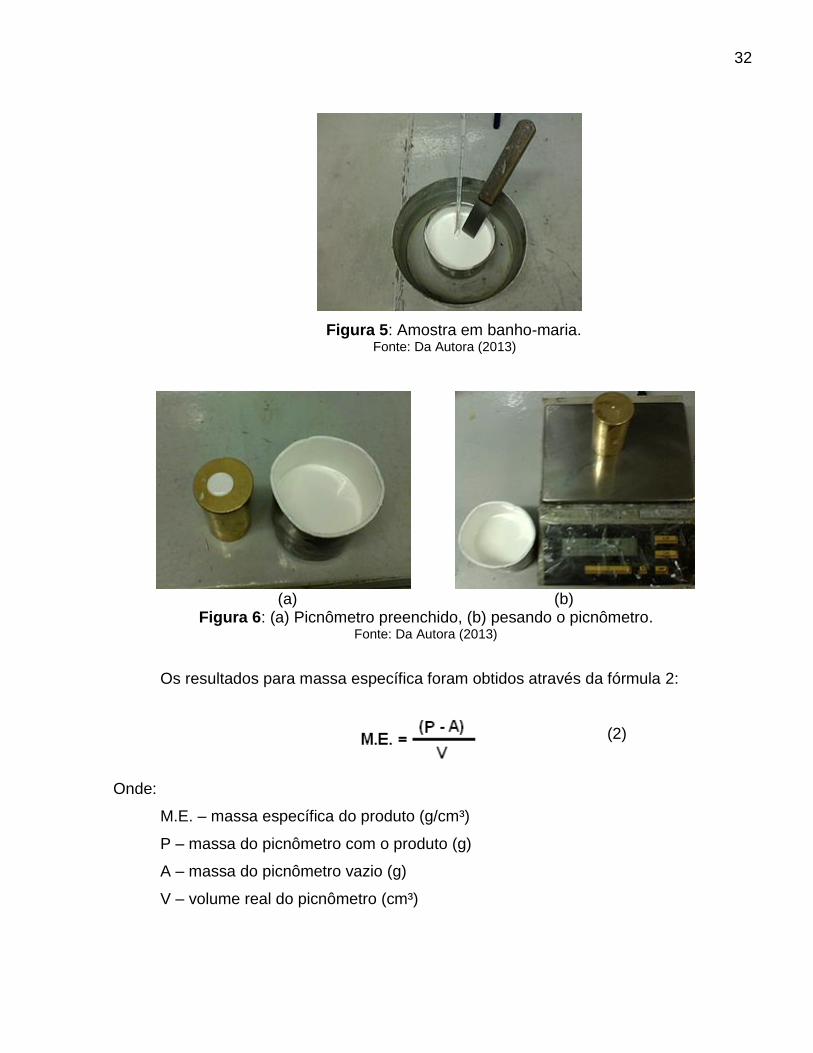
Para a determinação da massa específica, homogeneizou-se e verificou-se a
temperatura do produto e quando esta estava diferente de 25ºC, colocou-se a amostra
em banho-maria com água gelada, quando a amostra estava quente, e água quente,
quando a amostra estava fria, até o atingimento da temperatura padrão. Em seguida, o
picnômetro foi preenchido com a amostra do produto e tampado. Logo após, o excesso
do produto extravasado pelo orifício foi limpo com estopa contendo álcool etílico e o
picnômetro foi pesado.
32
Figura 5: Amostra em banho-maria. Fonte: Da Autora (2013)
(a) (b)
Figura 6: (a) Picnômetro preenchido, (b) pesando o picnômetro. Fonte: Da Autora (2013)
Os resultados para massa específica foram obtidos através da fórmula 2:
(2)
Onde:
M.E. – massa específica do produto (g/cm³)
P – massa do picnômetro com o produto (g)
A – massa do picnômetro vazio (g)
V – volume real do picnômetro (cm³)
33
4.1.2 Viscosidade
A análise da viscosidade consiste em medir a resistência que o produto
apresenta ao escoamento. Tal verificação pode ser realizada utilizando-se Copo de
Ford Nº 4, viscosímetro KU-2 ou Franz-G., cada qual de acordo com o grau de fluidez
do produto a ser analisado.
4.1.2.1 Copo de Ford Nº 4
A viscosidade obtida pelo método do Copo de Ford Nº 4 é um dos métodos mais
antigos e utilizados na indústria de tintas, por ser rápido e eficaz. Ele é utilizado na
medição da viscosidade produtos que não são tixotrópicos. Tal método baseia-se na
contagem do tempo de escoamento de um volume do produto através do orifício do
Copo de Ford.
a) Materiais
Copo de Ford Nº 4, termômetro, banho-maria com água gelada ou quente,
espátula metálica, cronômetro, amostra do produto a ser analisada.
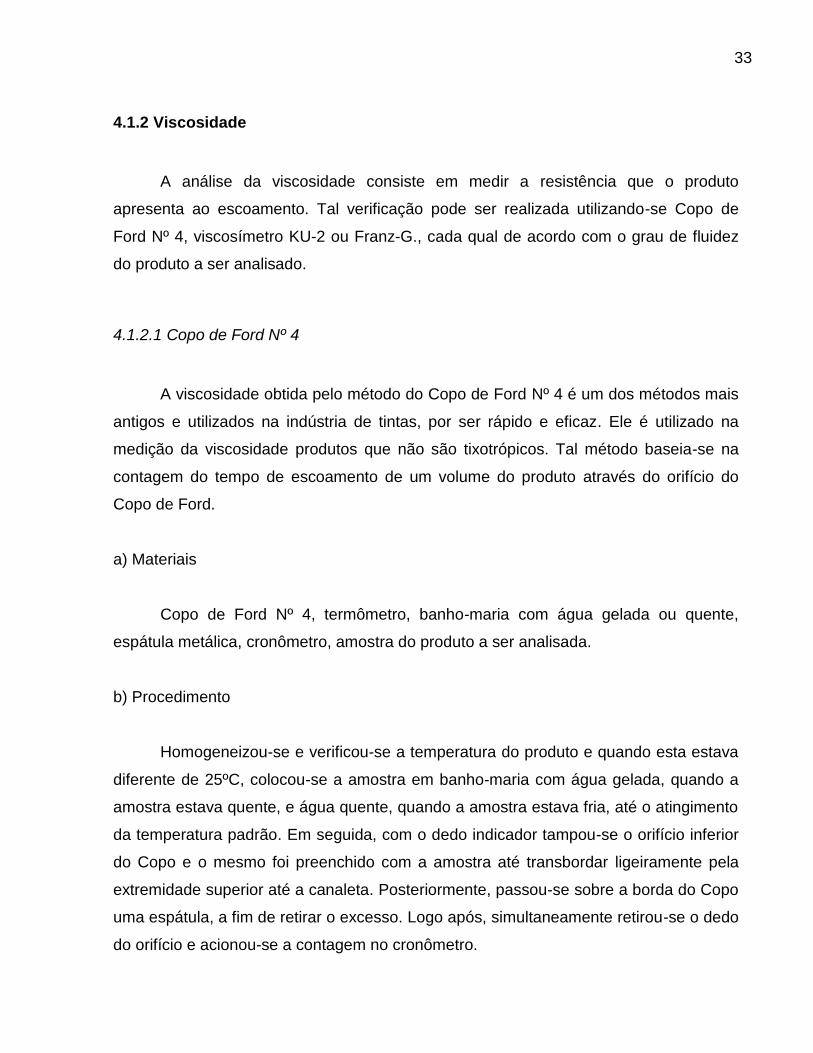
b) Procedimento
Homogeneizou-se e verificou-se a temperatura do produto e quando esta estava
diferente de 25ºC, colocou-se a amostra em banho-maria com água gelada, quando a
amostra estava quente, e água quente, quando a amostra estava fria, até o atingimento
da temperatura padrão. Em seguida, com o dedo indicador tampou-se o orifício inferior
do Copo e o mesmo foi preenchido com a amostra até transbordar ligeiramente pela
extremidade superior até a canaleta. Posteriormente, passou-se sobre a borda do Copo
uma espátula, a fim de retirar o excesso. Logo após, simultaneamente retirou-se o dedo
do orifício e acionou-se a contagem no cronômetro.
34
Figura 7: Amostra em banho-maria. Fonte: Da Autora (2013)
(a) (b)
Figura 8: (a) Copo de Ford Nº 4 preenchido, (b) escoamento da tinta. Fonte: Da Autora (2013)
Observou-se o escoamento do filete do produto e quando nele ocorreu a primeira
interrupção, foi cessada a contagem do tempo. Então, o tempo obtido, em segundos, é
considerado a viscosidade. Este valor pode ser convertido para mm²/s, que é uma das
unidades de viscosidade. Porém, indústrias de tintas adotam a medida de viscosidade
em segundos, pois não é necessária a conversão.
4.1.2.2 Viscosímetro KU-2
O viscosímetro KU-2 é utilizado na verificação da viscosidade de produtos
tixotrópicos, já que estes não podem ser utilizados no viscosímetro Copo de Ford. Se

35
forem utilizados, o produto não escoa ou escoa de forma irregular, impossibilitando uma
verificação precisa.
A medição da viscosidade através desse aparelho funciona por meio da rotação
de uma haste imersa na amostra do produto. À medida que a haste gira, o visor indica o
valor da viscosidade em Krebs Units (KU) .
a) Materiais
Viscosímetro KU-2, termômetro, banho-maria com água gelada ou quente,
espátula metálica, amostra do produto a ser analisado.
b) Procedimento
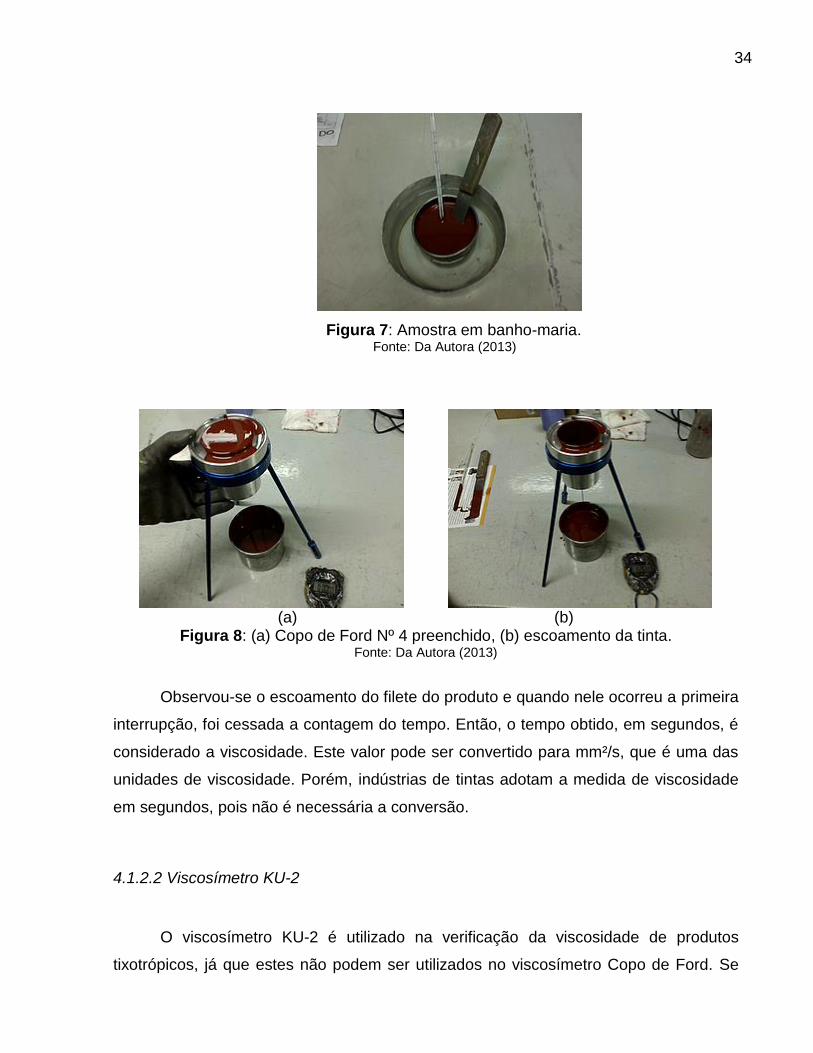
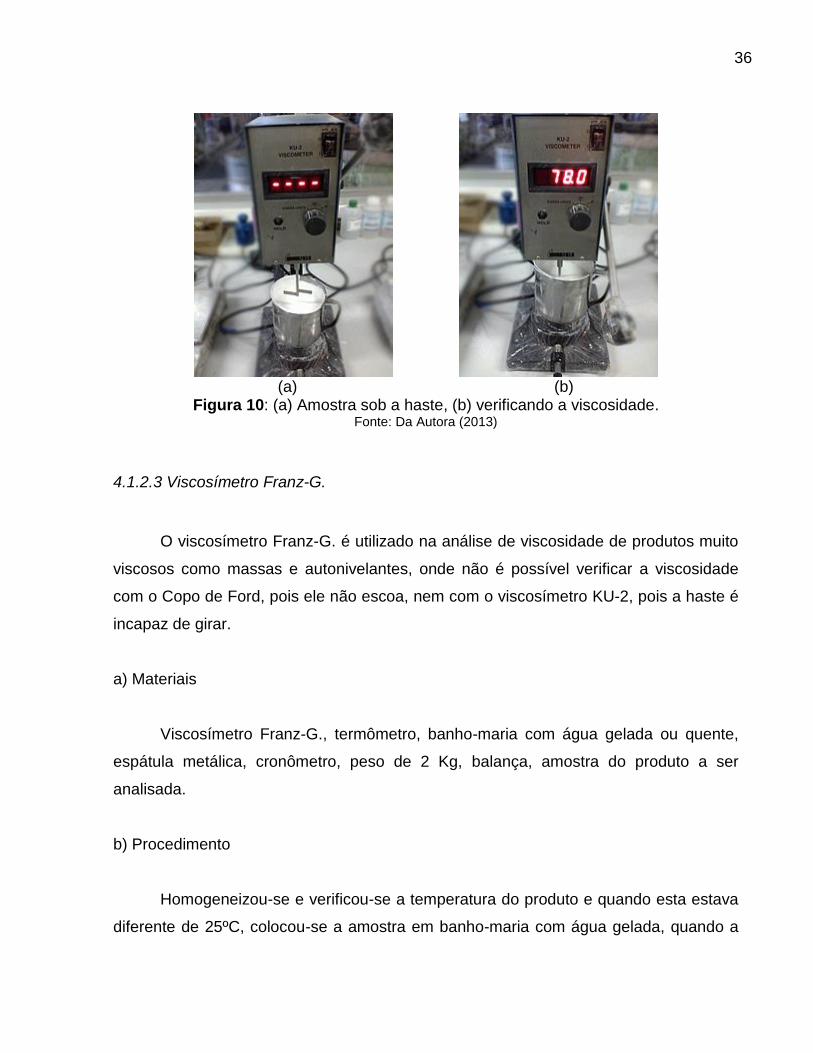
Homogeneizou-se e verificou-se a temperatura do produto e quando esta estava
diferente de 25ºC, colocou-se a amostra em banho-maria com água gelada, quando a
amostra estava quente, e água quente, quando a amostra estava fria, até o atingimento
da temperatura padrão. Em seguida, colocou-se a amostra sob a haste, abaixou-se a
alavanca até atingir a marcação da haste e verificou-se a viscosidade.
Figura 9: Amostra em banho-maria. Fonte: Da Autora (2013)
36
(a) (b)
Figura 10: (a) Amostra sob a haste, (b) verificando a viscosidade. Fonte: Da Autora (2013)
4.1.2.3 Viscosímetro Franz-G.
O viscosímetro Franz-G. é utilizado na análise de viscosidade de produtos muito
viscosos como massas e autonivelantes, onde não é possível verificar a viscosidade
com o Copo de Ford, pois ele não escoa, nem com o viscosímetro KU-2, pois a haste é
incapaz de girar.
a) Materiais
Viscosímetro Franz-G., termômetro, banho-maria com água gelada ou quente,
espátula metálica, cronômetro, peso de 2 Kg, balança, amostra do produto a ser
analisada.
b) Procedimento
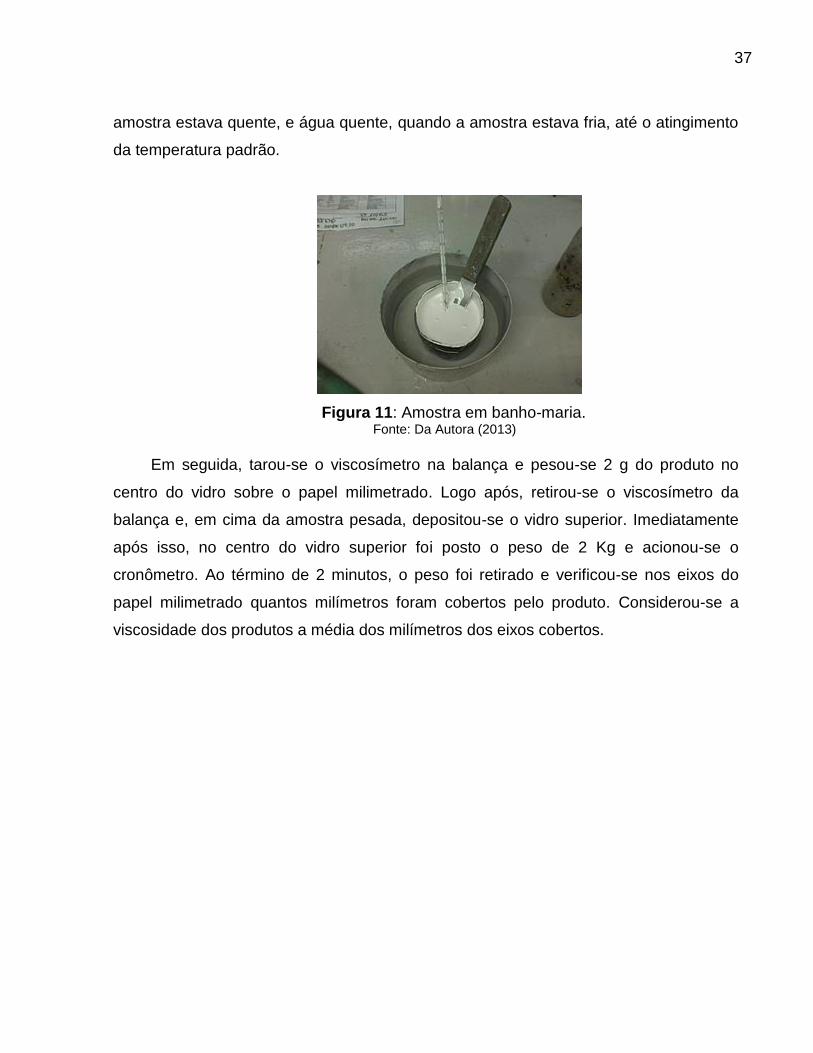
Homogeneizou-se e verificou-se a temperatura do produto e quando esta estava
diferente de 25ºC, colocou-se a amostra em banho-maria com água gelada, quando a
37
amostra estava quente, e água quente, quando a amostra estava fria, até o atingimento
da temperatura padrão.
Figura 11: Amostra em banho-maria. Fonte: Da Autora (2013)
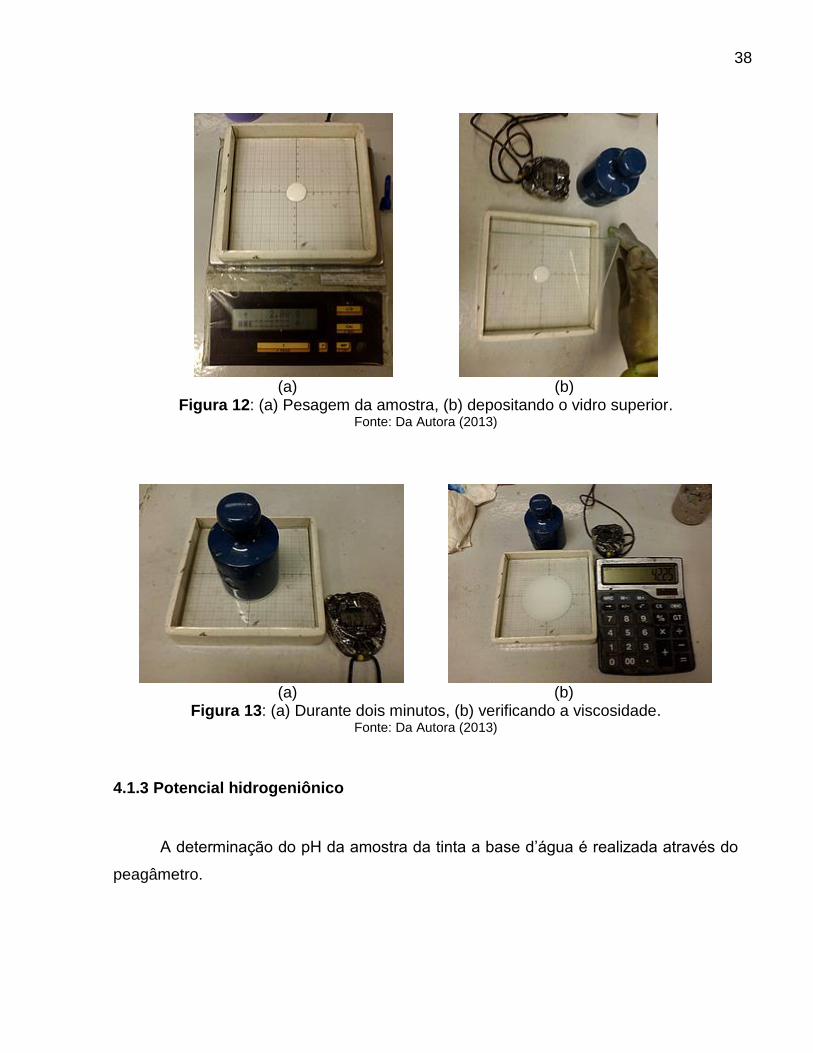
Em seguida, tarou-se o viscosímetro na balança e pesou-se 2 g do produto no
centro do vidro sobre o papel milimetrado. Logo após, retirou-se o viscosímetro da
balança e, em cima da amostra pesada, depositou-se o vidro superior. Imediatamente
após isso, no centro do vidro superior foi posto o peso de 2 Kg e acionou-se o
cronômetro. Ao término de 2 minutos, o peso foi retirado e verificou-se nos eixos do
papel milimetrado quantos milímetros foram cobertos pelo produto. Considerou-se a
viscosidade dos produtos a média dos milímetros dos eixos cobertos.
38
(a) (b)
Figura 12: (a) Pesagem da amostra, (b) depositando o vidro superior. Fonte: Da Autora (2013)
(a) (b)
Figura 13: (a) Durante dois minutos, (b) verificando a viscosidade. Fonte: Da Autora (2013)
4.1.3 Potencial hidrogeniônico
A determinação do pH da amostra da tinta a base d’água é realizada através do
peagâmetro.
39
a) Materiais
Peagâmetro, soluções tampão de pH 4 e 7, pissete com água, béquer, estopa,
amostra da tinta a ser analisada, banho-maria com água gelada ou quente, espátula
metálica e termômetro.
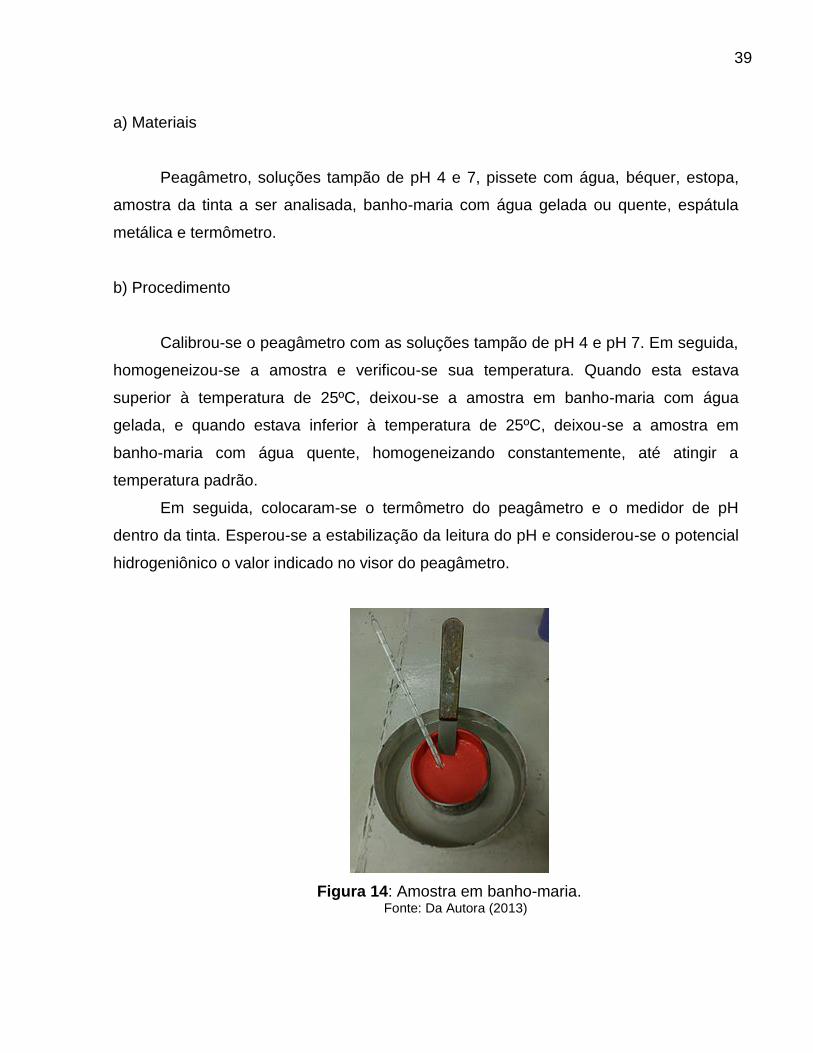
b) Procedimento
Calibrou-se o peagâmetro com as soluções tampão de pH 4 e pH 7. Em seguida,
homogeneizou-se a amostra e verificou-se sua temperatura. Quando esta estava
superior à temperatura de 25ºC, deixou-se a amostra em banho-maria com água
gelada, e quando estava inferior à temperatura de 25ºC, deixou-se a amostra em
banho-maria com água quente, homogeneizando constantemente, até atingir a
temperatura padrão.
Em seguida, colocaram-se o termômetro do peagâmetro e o medidor de pH
dentro da tinta. Esperou-se a estabilização da leitura do pH e considerou-se o potencial
hidrogeniônico o valor indicado no visor do peagâmetro.
Figura 14: Amostra em banho-maria. Fonte: Da Autora (2013)
40
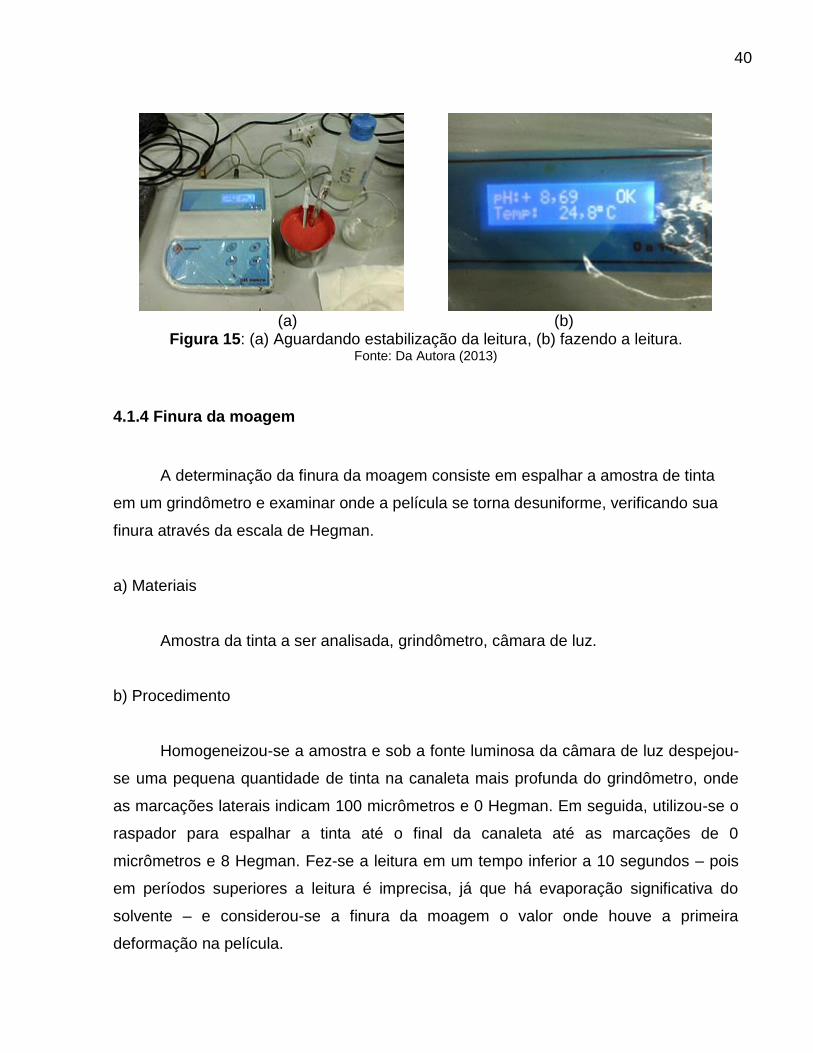
(a) (b)
Figura 15: (a) Aguardando estabilização da leitura, (b) fazendo a leitura. Fonte: Da Autora (2013)
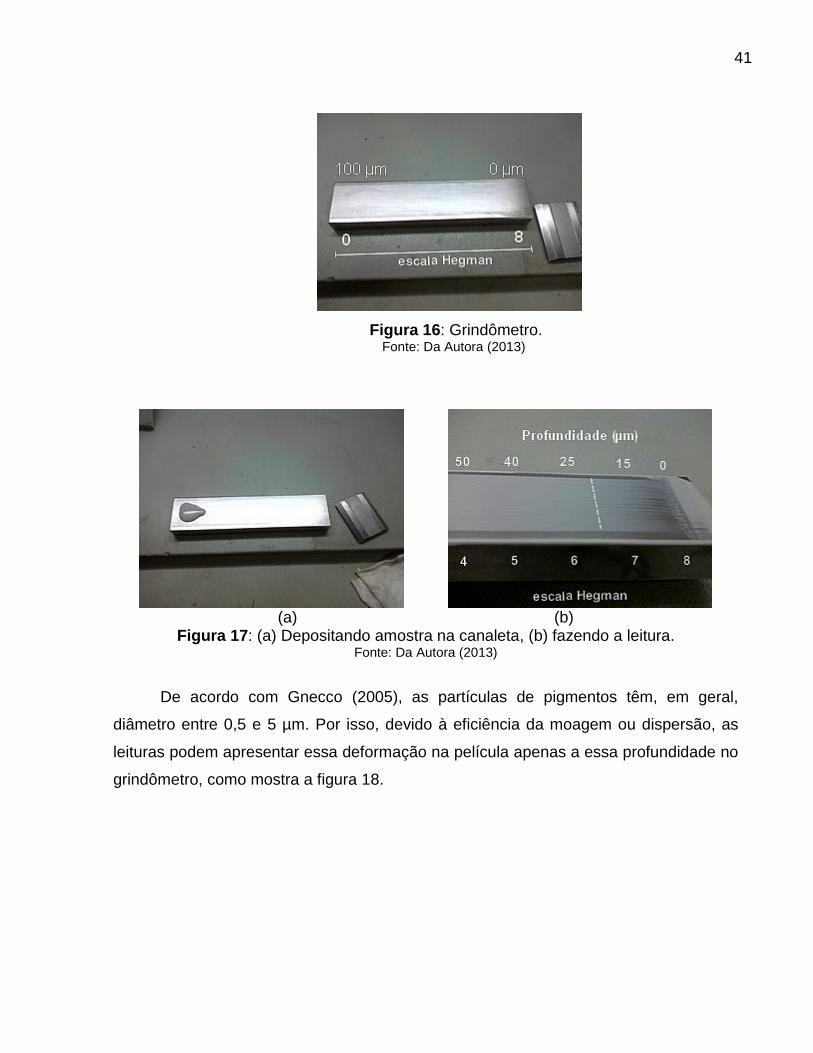
4.1.4 Finura da moagem
A determinação da finura da moagem consiste em espalhar a amostra de tinta
em um grindômetro e examinar onde a película se torna desuniforme, verificando sua
finura através da escala de Hegman.
a) Materiais
Amostra da tinta a ser analisada, grindômetro, câmara de luz.
b) Procedimento
Homogeneizou-se a amostra e sob a fonte luminosa da câmara de luz despejou-
se uma pequena quantidade de tinta na canaleta mais profunda do grindômetro, onde
as marcações laterais indicam 100 micrômetros e 0 Hegman. Em seguida, utilizou-se o
raspador para espalhar a tinta até o final da canaleta até as marcações de 0
micrômetros e 8 Hegman. Fez-se a leitura em um tempo inferior a 10 segundos – pois
em períodos superiores a leitura é imprecisa, já que há evaporação significativa do
solvente – e considerou-se a finura da moagem o valor onde houve a primeira
deformação na película.
41
Figura 16: Grindômetro. Fonte: Da Autora (2013)
(a) (b)
Figura 17: (a) Depositando amostra na canaleta, (b) fazendo a leitura. Fonte: Da Autora (2013)
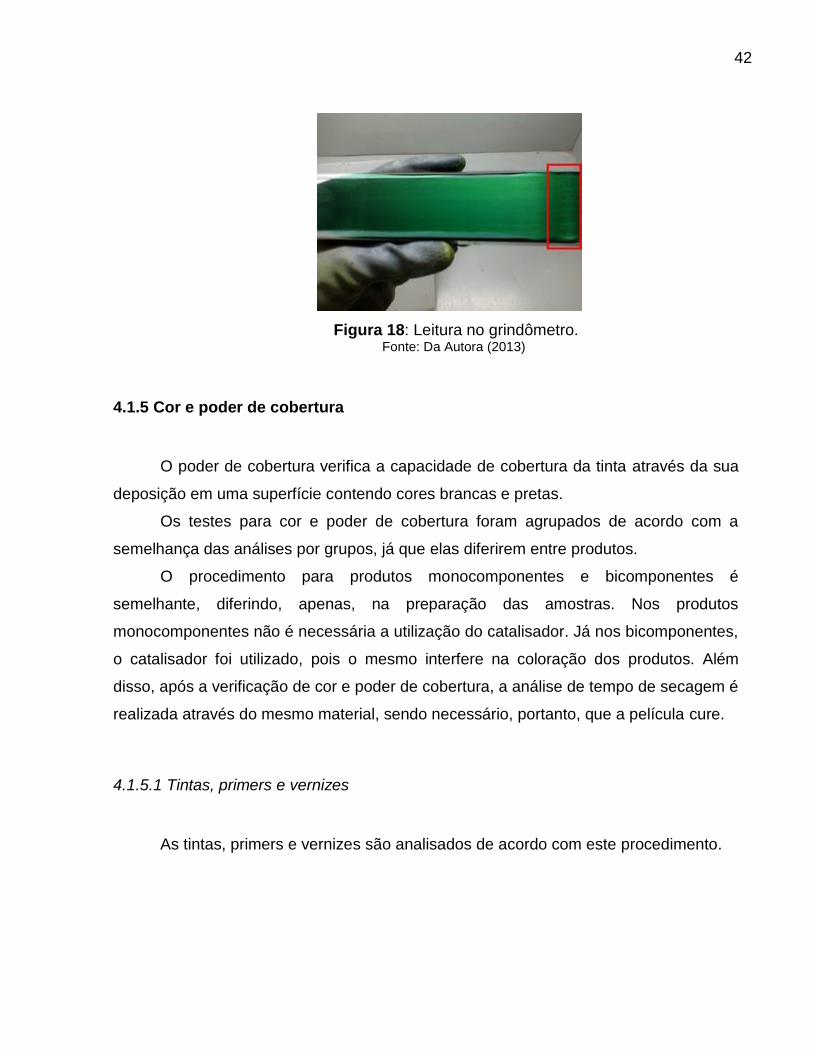
De acordo com Gnecco (2005), as partículas de pigmentos têm, em geral,
diâmetro entre 0,5 e 5 µm. Por isso, devido à eficiência da moagem ou dispersão, as
leituras podem apresentar essa deformação na película apenas a essa profundidade no
grindômetro, como mostra a figura 18.
42
Figura 18: Leitura no grindômetro. Fonte: Da Autora (2013)
4.1.5 Cor e poder de cobertura
O poder de cobertura verifica a capacidade de cobertura da tinta através da sua
deposição em uma superfície contendo cores brancas e pretas.
Os testes para cor e poder de cobertura foram agrupados de acordo com a
semelhança das análises por grupos, já que elas diferirem entre produtos.
O procedimento para produtos monocomponentes e bicomponentes é
semelhante, diferindo, apenas, na preparação das amostras. Nos produtos
monocomponentes não é necessária a utilização do catalisador. Já nos bicomponentes,
o catalisador foi utilizado, pois o mesmo interfere na coloração dos produtos. Além
disso, após a verificação de cor e poder de cobertura, a análise de tempo de secagem é
realizada através do mesmo material, sendo necessário, portanto, que a película cure.
4.1.5.1 Tintas, primers e vernizes
As tintas, primers e vernizes são analisados de acordo com este procedimento.

43
a) Materiais
Amostra do produto a ser analisada, amostra do padrão a ser comparado (sua
retenção), espátula metálica, cabine de luz, extensor espiral de 75 ou 100 µm, cartolina
de ensaio, prancheta e cronômetro.
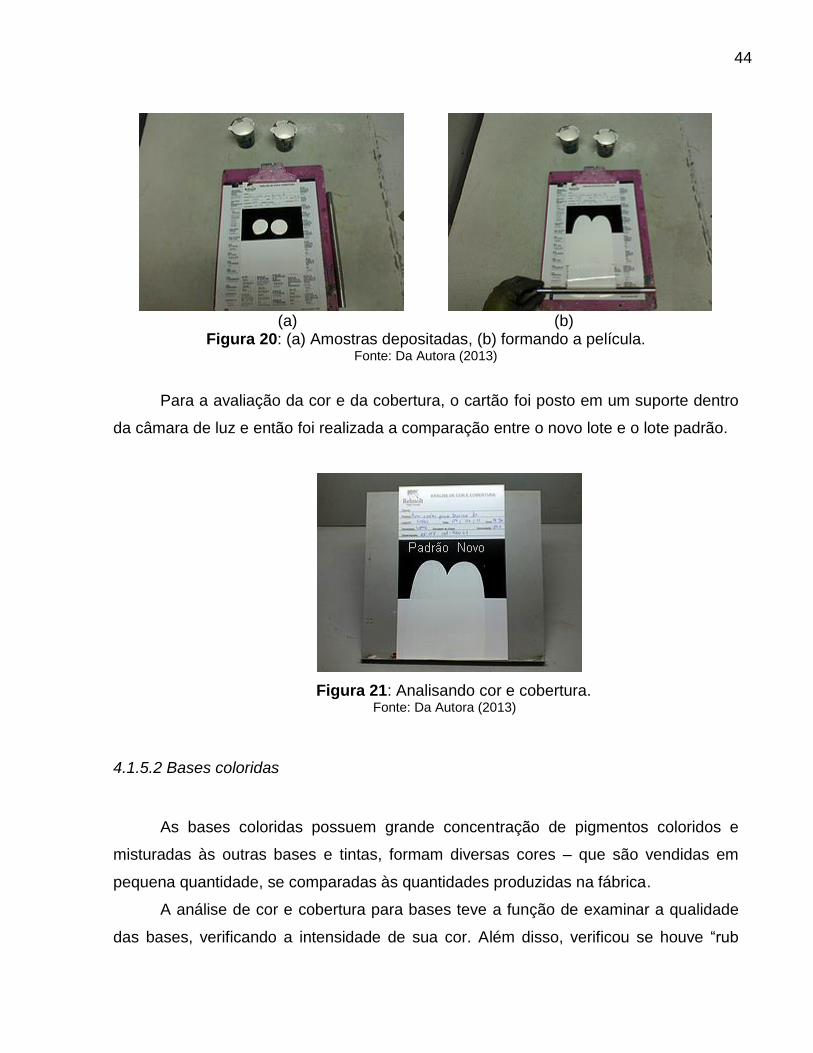
b) Procedimento
Homogeneizaram-se as amostras do produto novo e do padrão e, com o auxílio
da espátula, despejou-se um pequena quantidade na parte superior esquerda do papel
cartão do produto padrão e, na superior direita, do produto novo. Em seguida, com o
extensor espiral puxou-se a tinta até o final da cartolina de ensaio. Para esmaltes e
vernizes à base de solventes orgânicos, o extensor utilizado foi o de 75 µm e para tintas
à base d’água e primers à base de solventes orgânicos, o utilizado foi o extensor de
100 µm, já que esses são os valores da espessura da película indicados durante a
aplicação do produto pelo pintor.
(a) (b)
Figura 19: (a) Extensores espirais, (b) de 100 e 75 µm. Fonte: Da Autora (2013)
44
(a) (b)
Figura 20: (a) Amostras depositadas, (b) formando a película. Fonte: Da Autora (2013)
Para a avaliação da cor e da cobertura, o cartão foi posto em um suporte dentro
da câmara de luz e então foi realizada a comparação entre o novo lote e o lote padrão.
Figura 21: Analisando cor e cobertura. Fonte: Da Autora (2013)
4.1.5.2 Bases coloridas
As bases coloridas possuem grande concentração de pigmentos coloridos e
misturadas às outras bases e tintas, formam diversas cores – que são vendidas em
pequena quantidade, se comparadas às quantidades produzidas na fábrica.
A análise de cor e cobertura para bases teve a função de examinar a qualidade
das bases, verificando a intensidade de sua cor. Além disso, verificou se houve “rub

45
up”, que é a mudança de cor resultante da esfregação com o dedo de uma tinta recém-
aplicada e indica a floculação dos pigmentos.
Figura 22: Rub up. Fonte: Machado e Kairalla (2005)
Se o resultado for uma cor mais intensa, significa que não houve a separação
dos aglomerados dos pigmentos coloridos na moagem. Já se a cor resultante é mais
clara, a floculação é do dióxido de titânio.
a) Materiais
Amostra do produto a ser analisada, amostra do padrão a ser comparado (sua
retenção), amostra de tinta cor branca, espátula metálica, béqueres de 50 mL, balança,
cabine de luz, extensor espiral de 75 µm, cartolina de ensaio, prancheta e cronômetro.
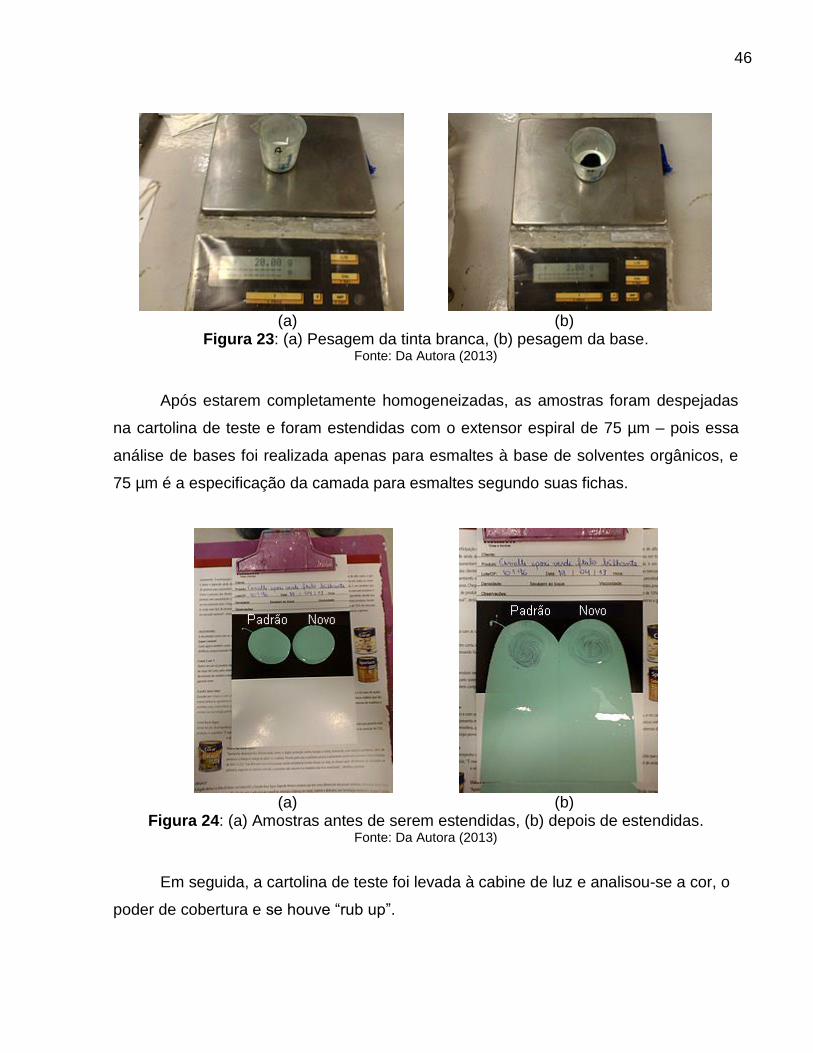
b) Procedimento
Homogeneizaram-se as amostras e pesou-se 20 g de tinta branca (da mesma
classificação da base) em cada béquer. Em seguida, 2 g de cada base colorida foi
adicionada a um béquer contendo tinta branca e todo o conteúdo foi homogeneizado.
46
(a) (b)
Figura 23: (a) Pesagem da tinta branca, (b) pesagem da base. Fonte: Da Autora (2013)
Após estarem completamente homogeneizadas, as amostras foram despejadas
na cartolina de teste e foram estendidas com o extensor espiral de 75 µm – pois essa
análise de bases foi realizada apenas para esmaltes à base de solventes orgânicos, e
75 µm é a especificação da camada para esmaltes segundo suas fichas.
(a) (b)
Figura 24: (a) Amostras antes de serem estendidas, (b) depois de estendidas. Fonte: Da Autora (2013)
Em seguida, a cartolina de teste foi levada à cabine de luz e analisou-se a cor, o
poder de cobertura e se houve “rub up”.
47
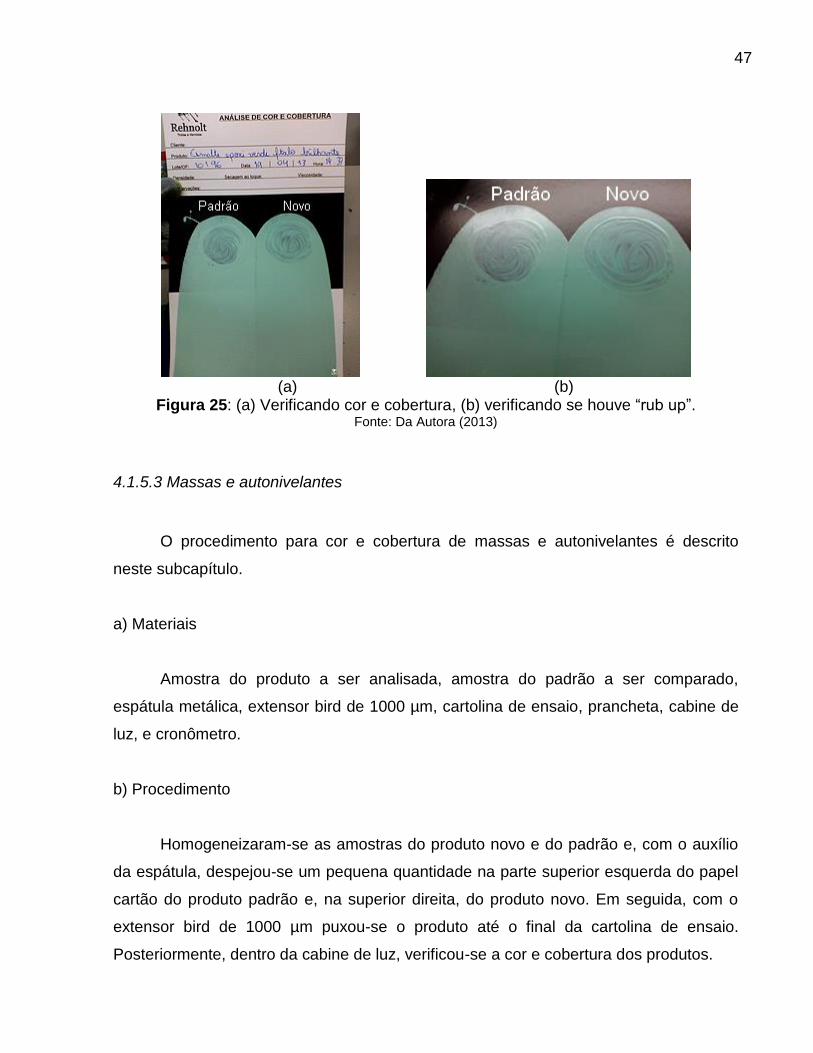
(a) (b)
Figura 25: (a) Verificando cor e cobertura, (b) verificando se houve “rub up”. Fonte: Da Autora (2013)
4.1.5.3 Massas e autonivelantes
O procedimento para cor e cobertura de massas e autonivelantes é descrito
neste subcapítulo.
a) Materiais
Amostra do produto a ser analisada, amostra do padrão a ser comparado,
espátula metálica, extensor bird de 1000 µm, cartolina de ensaio, prancheta, cabine de
luz, e cronômetro.
b) Procedimento
Homogeneizaram-se as amostras do produto novo e do padrão e, com o auxílio
da espátula, despejou-se um pequena quantidade na parte superior esquerda do papel
cartão do produto padrão e, na superior direita, do produto novo. Em seguida, com o
extensor bird de 1000 µm puxou-se o produto até o final da cartolina de ensaio.
Posteriormente, dentro da cabine de luz, verificou-se a cor e cobertura dos produtos.
48
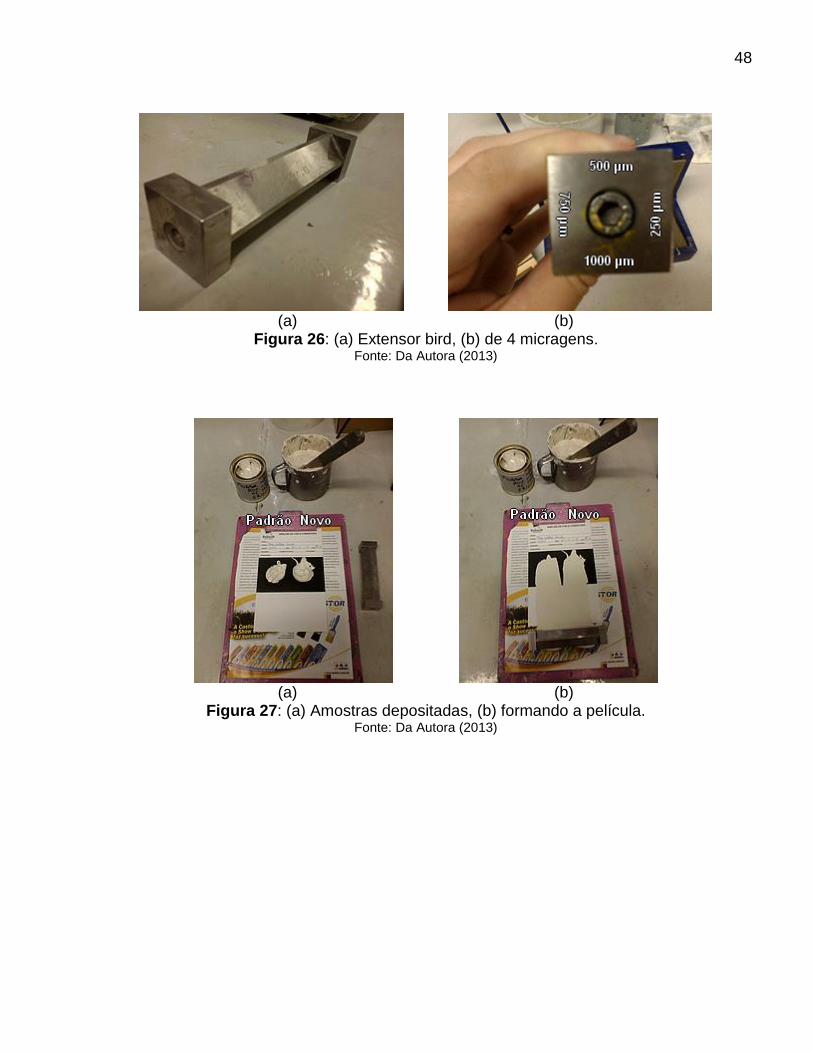
(a) (b)
Figura 26: (a) Extensor bird, (b) de 4 micragens. Fonte: Da Autora (2013)
(a) (b)
Figura 27: (a) Amostras depositadas, (b) formando a película. Fonte: Da Autora (2013)
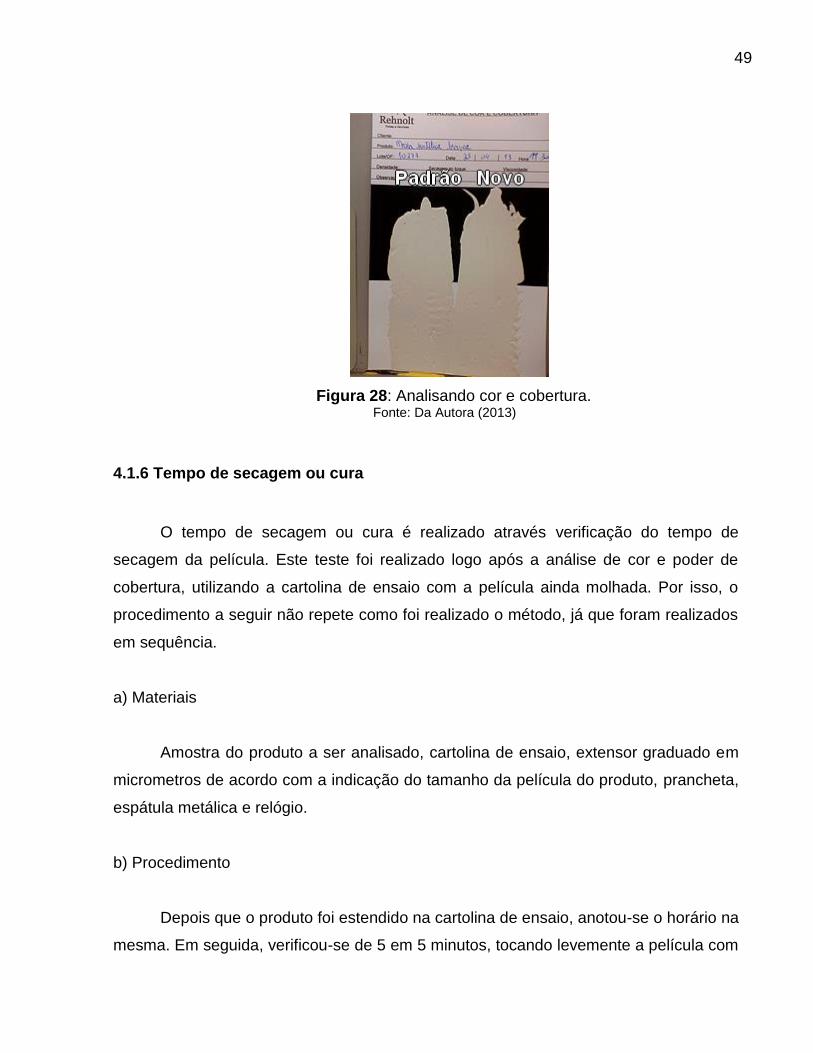
49
Figura 28: Analisando cor e cobertura. Fonte: Da Autora (2013)
4.1.6 Tempo de secagem ou cura
O tempo de secagem ou cura é realizado através verificação do tempo de
secagem da película. Este teste foi realizado logo após a análise de cor e poder de
cobertura, utilizando a cartolina de ensaio com a película ainda molhada. Por isso, o
procedimento a seguir não repete como foi realizado o método, já que foram realizados
em sequência.
a) Materiais
Amostra do produto a ser analisado, cartolina de ensaio, extensor graduado em
micrometros de acordo com a indicação do tamanho da película do produto, prancheta,
espátula metálica e relógio.
b) Procedimento
Depois que o produto foi estendido na cartolina de ensaio, anotou-se o horário na
mesma. Em seguida, verificou-se de 5 em 5 minutos, tocando levemente a película com
50
o dedo, se o produto havia secado ao toque. Quando, ao tocar a película com o dedo,
não houve a marcação das digitais na película, considerou-se o tempo de secagem ao
toque. Existe, também, a secagem ou cura total. No entanto, não era esta a
acompanhada pela empresa, pois demandava muito tempo e haviam amostras dos
novos lotes a serem analisadas. Porém, após 48 horas, ao arquivar as cartolinas de
ensaio, verificava se o produto havia secado completamente ou curado.
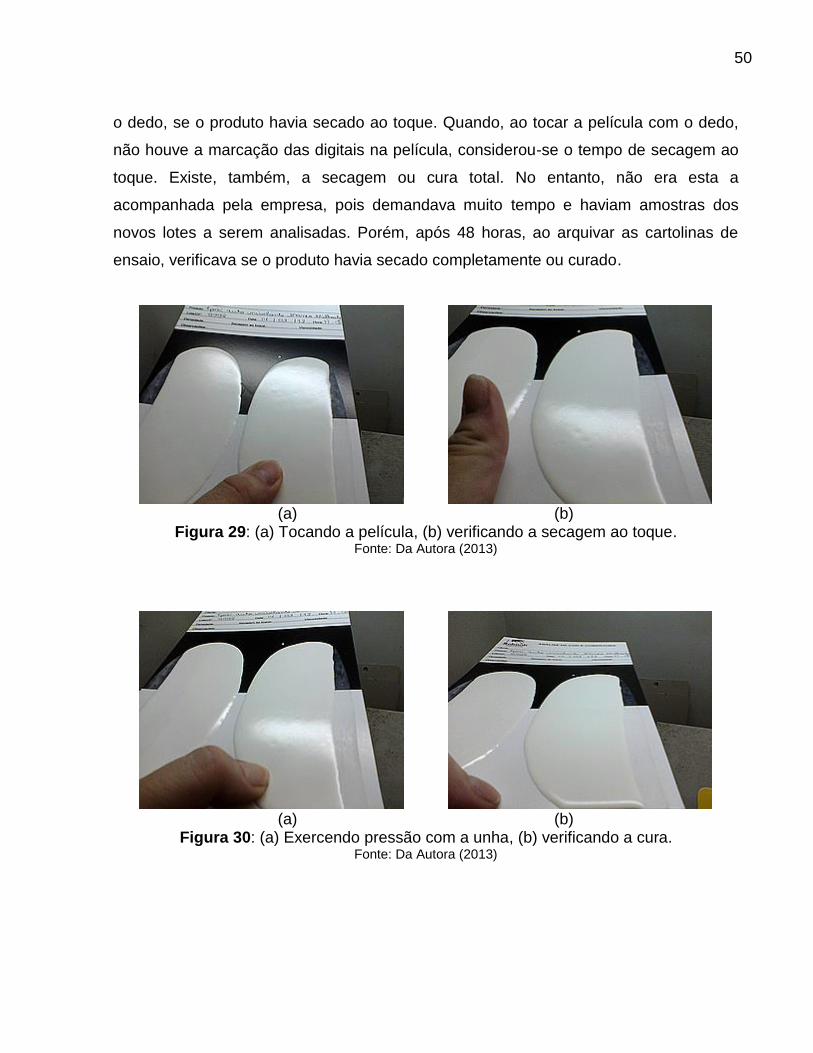
(a) (b)
Figura 29: (a) Tocando a película, (b) verificando a secagem ao toque. Fonte: Da Autora (2013)
(a) (b)
Figura 30: (a) Exercendo pressão com a unha, (b) verificando a cura. Fonte: Da Autora (2013)
51
4.1.7 Aderência
Os testes de aderência realizam-se diferentemente dependendo do produto. Nos
subcapítulos encontram-se tais testes e a quais produtos são empregados.
4.1.7.1 Tintas e vernizes
O teste de aderência é realizado pelo método ABNT NBR 11.003, que verificada
a condição aderente da tinta através de um corte sobre a película.
a) Materiais
Chapas do material que o produto é indicado: chapa de aço galvanizado ou
alumínio, pistola de pintura, amostra do produto a ser analisado, diluente compatível
com a amostra, adesivo preto e branco, béquer de 200 mL, espátula metálica, estopa
contendo álcool etílico, cabine de pintura, suporte magnético, aparelho para ensaio de
aderência e fita adesiva padronizada 3M.
b) Procedimento
Homogeneizou-se a amostra e em um béquer de 200 mL diluiu-se 20% em
volume com o diluente indicado para a mesma – para produtos bicomponentes, a
diluição foi realizada após a mistura dos componentes A e B e espera do tempo de
reação. Em seguida, homogeneizou-se a amostra até ser obtida uma consistência
uniforme.
Limparam-se quatro chapas metálicas (duas para o teste e duas para serem
arquivadas) com a estopa contendo álcool etílico e após a evaporação do álcool, em
uma das chapas, colou-se o adesivo preto e branco. Em seguida, foram ligados o
exaustor e a luz da cabine e a chapas metálicas foram presas no suporte magnético. A

52
pistola foi mantida junta ao béquer e pressionou-se o gatilho até a saída do ar do cano
e jato de tinta uniforme.
Com movimentos suaves, da direita à esquerda e de cima a baixo, pintaram-se
as chapas até ser obtida cobertura total do adesivo preto e branco, o que, dependendo
do produto, levou de duas a três demãos – que foram intercaladas com jatos de ar da
pistola, para secarem as camadas.
Figura 31: Cabine de pintura. Fonte: Da Autora (2013)
(a) (b)
Figura 32: (a) Antes da pintura, (b) depois da pintura. Fonte: Da Autora (2013)

53
Esperou-se 24 horas para a secagem total da película e iniciou-se o teste de
aderência.
Figura 33: Aparelho para ensaio de aderência. Fonte: Da Autora (2013)
Utilizando a lâmina do aparelho, efetuou-se um corte na película em formato de
grade até atingir o substrato. Em seguida, com a escovinha, limpou-se quaisquer
pedaços de película resultantes do corte. Então, colou-se a fita adesiva paralela a um
dos sentidos do corte. Logo após, puxou-se a fita de maneira uniforme até sua
remoção.
(a) (b)
Figura 34: (a) Antes do corte, (b) depois do corte. Fonte: Da Autora (2013)
54
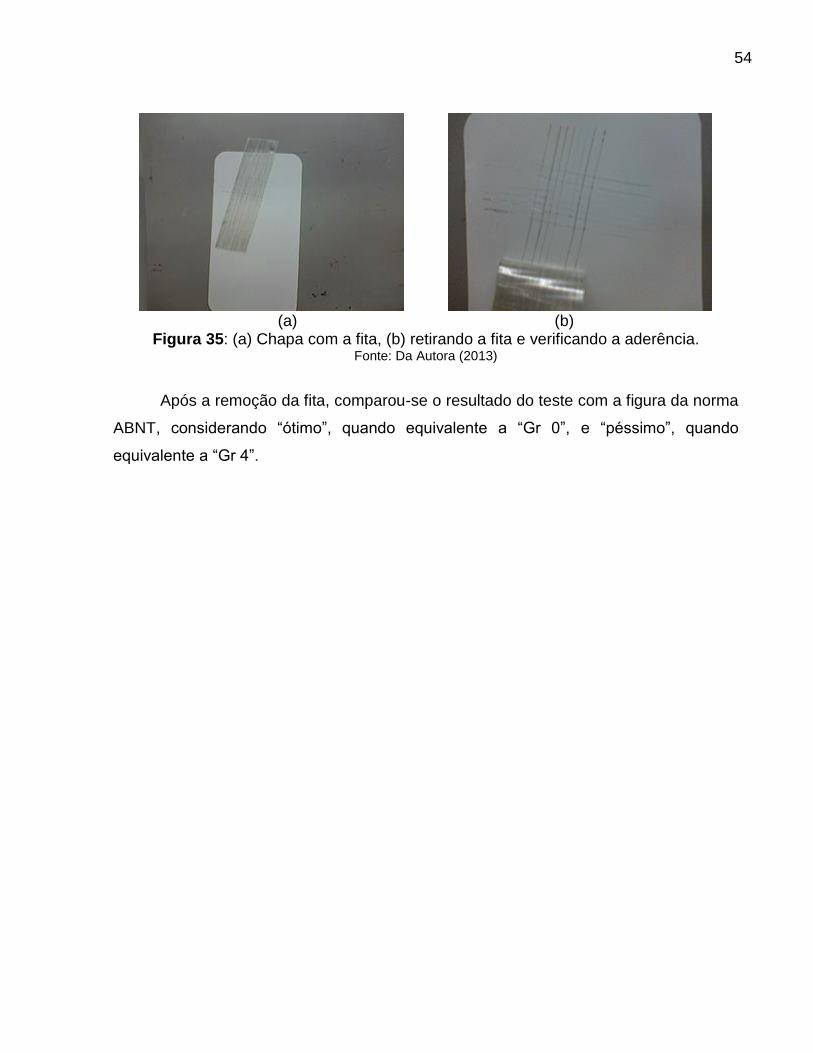
(a) (b)
Figura 35: (a) Chapa com a fita, (b) retirando a fita e verificando a aderência. Fonte: Da Autora (2013)
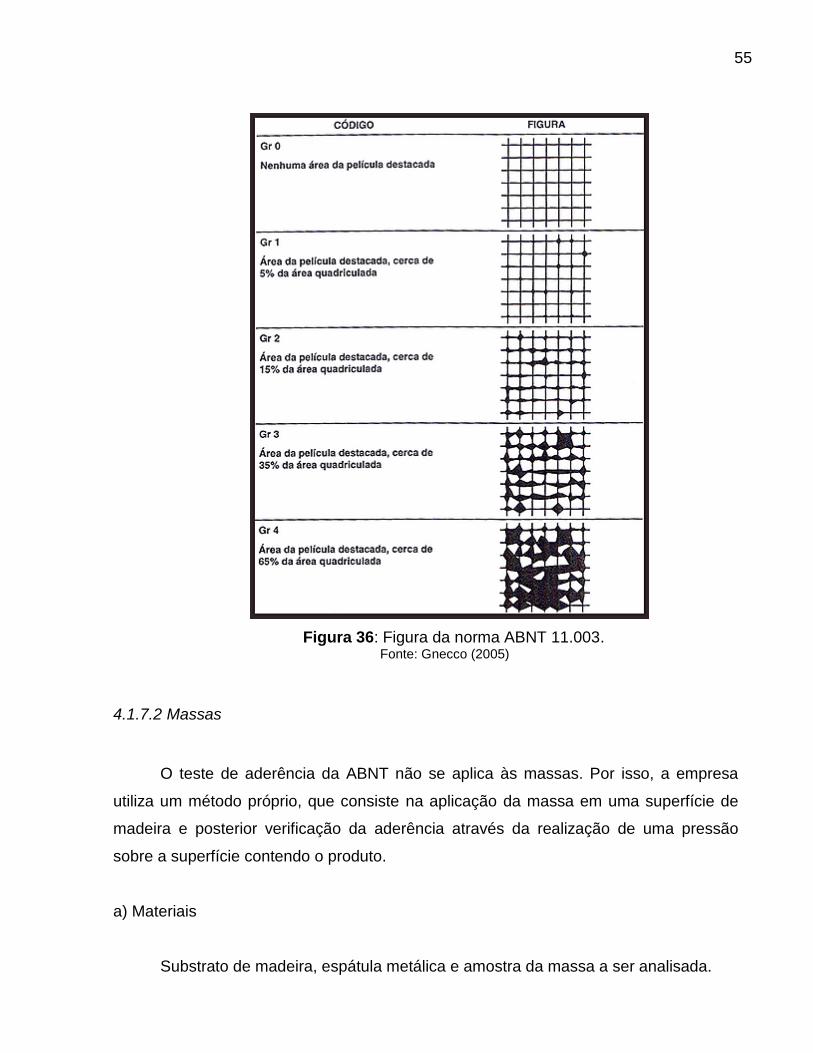
Após a remoção da fita, comparou-se o resultado do teste com a figura da norma
ABNT, considerando “ótimo”, quando equivalente a “Gr 0”, e “péssimo”, quando
equivalente a “Gr 4”.
55
Figura 36: Figura da norma ABNT 11.003. Fonte: Gnecco (2005)
4.1.7.2 Massas
O teste de aderência da ABNT não se aplica às massas. Por isso, a empresa
utiliza um método próprio, que consiste na aplicação da massa em uma superfície de
madeira e posterior verificação da aderência através da realização de uma pressão
sobre a superfície contendo o produto.
a) Materiais
Substrato de madeira, espátula metálica e amostra da massa a ser analisada.
56
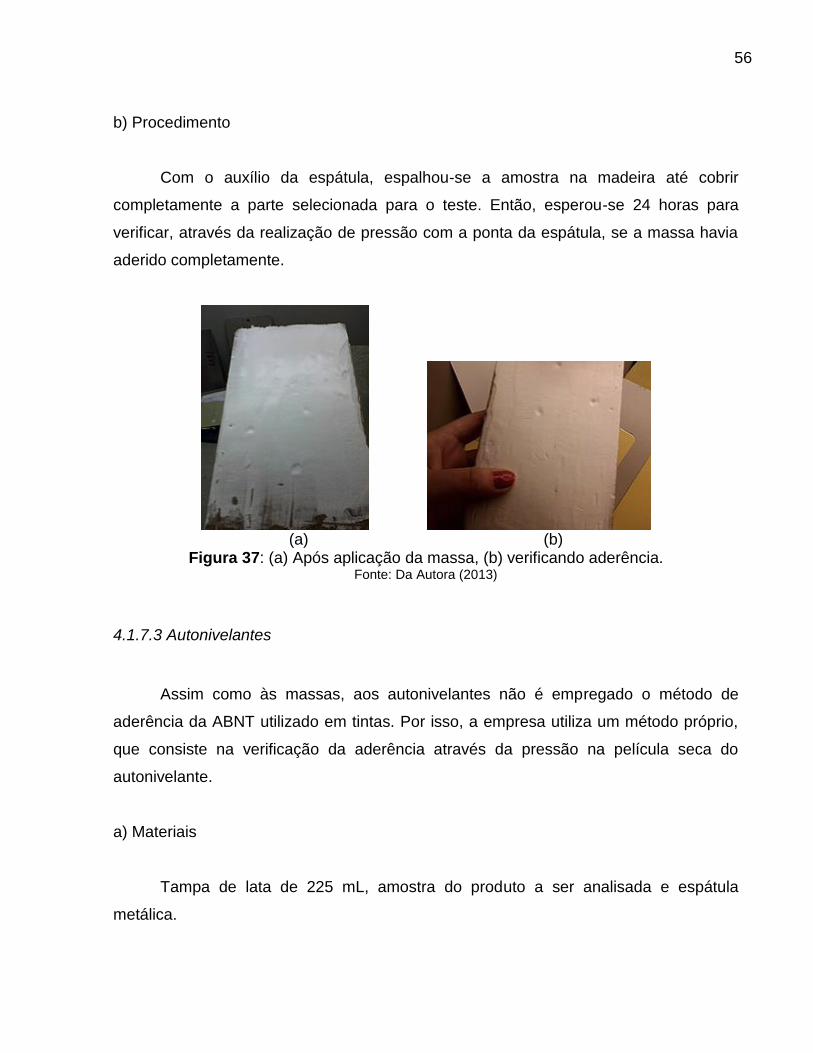
b) Procedimento
Com o auxílio da espátula, espalhou-se a amostra na madeira até cobrir
completamente a parte selecionada para o teste. Então, esperou-se 24 horas para
verificar, através da realização de pressão com a ponta da espátula, se a massa havia
aderido completamente.
(a) (b)
Figura 37: (a) Após aplicação da massa, (b) verificando aderência. Fonte: Da Autora (2013)
4.1.7.3 Autonivelantes
Assim como às massas, aos autonivelantes não é empregado o método de
aderência da ABNT utilizado em tintas. Por isso, a empresa utiliza um método próprio,
que consiste na verificação da aderência através da pressão na película seca do
autonivelante.
a) Materiais
Tampa de lata de 225 mL, amostra do produto a ser analisada e espátula
metálica.

57
b) Procedimento
Após o teste de cor e poder de cobertura, quando a amostra estava dentro dos
padrões especificados, despejou-se parte do produto bicomponente já catalisado dentro
de uma tampa até preencher completamente seu volume. Em seguida, esperou-se a
sua cura e realizou-se a verificação da aderência através da pressão com uma
espátula.
(a) (b)
Figura 38: (a) Após o preenchimento da tampa, (b) aderiu completamente. Fonte: Da Autora (2013)
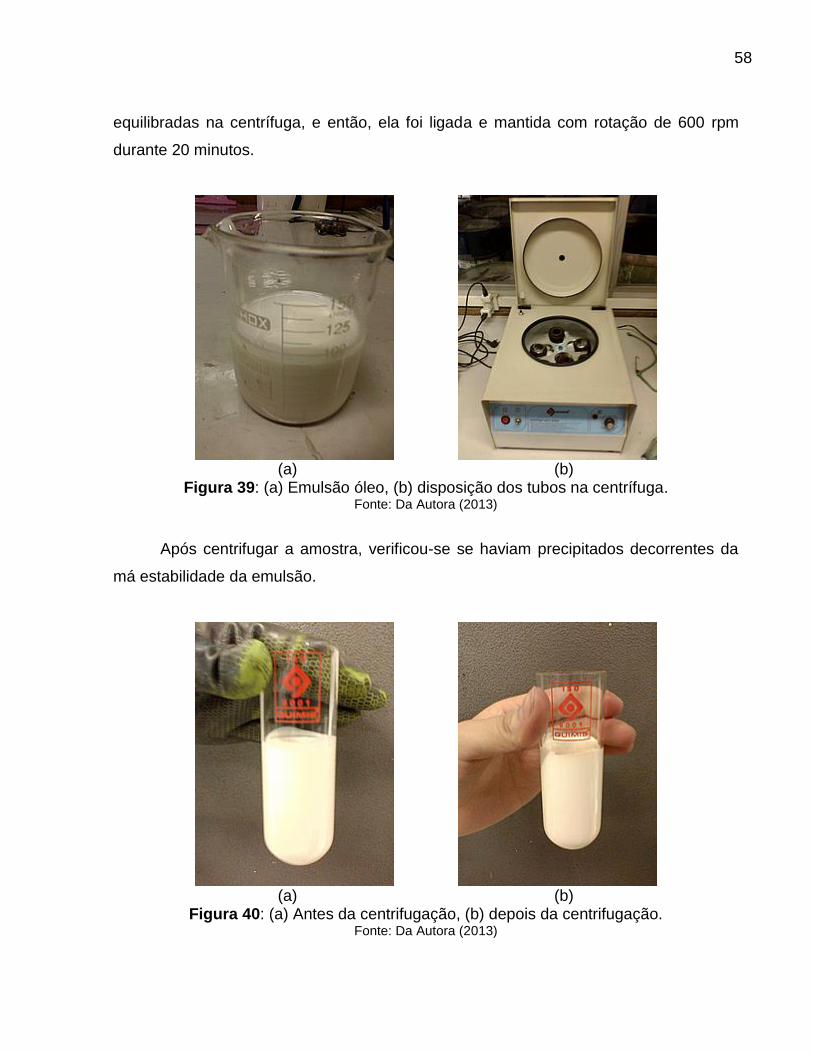
4.1.8 Estabilidade da emulsão
A análise da estabilidade é realizada através da centrifugação da amostra da
emulsão óleo e verificação de uma possível precipitação
a) Materiais
Centrífuga, cronômetro, amostra do produto a ser analisado.
a) Procedimento
Homogeneizou a amostra e transferiu-se a mesma quantidade dela para dois
tubos de centrífuga. Dispôs-se tais tubos de maneira que ficaram com suas massas
58
equilibradas na centrífuga, e então, ela foi ligada e mantida com rotação de 600 rpm
durante 20 minutos.
(a) (b)
Figura 39: (a) Emulsão óleo, (b) disposição dos tubos na centrífuga. Fonte: Da Autora (2013)
Após centrifugar a amostra, verificou-se se haviam precipitados decorrentes da
má estabilidade da emulsão.
(a) (b)
Figura 40: (a) Antes da centrifugação, (b) depois da centrifugação. Fonte: Da Autora (2013)

59
4.2 DESENVOLVIMENTO DE PRODUTOS
O acompanhamento e auxílio no desenvolvimento de novos produtos são
descritos nesse subcapítulo.
4.2.1 Promotor de aderência para plásticos
Realizaram-se testes com agentes promotores de aderência para verificar se
eles auxiliavam de maneira eficaz a aderência da tinta ao substrato plástico.
a) Materiais
Material plástico (cedido pelo cliente), diferentes amostras de agentes
promotores de aderência, béqueres, espátula metálica, pistola de pintura, esmalte
sintético branco e preto, diluente (Thinner 1000), fita adesiva, papel, estopa contendo
álcool etílico, aparelho para ensaio de aderência e fita adesiva padronizada 3M.
b) Procedimento
O material plástico foi limpo com estopa contendo álcool etílico. Em seguida,
utilizando papel e fita adesiva, separaram-se as partes a serem testadas.
Pesou-se, na balança, 20 g de cada agente promotor de aderência em um
béquer, e em seguida, adicionou-se 80 g de xileno a cada béquer e homogeneizou-se o
sistema.
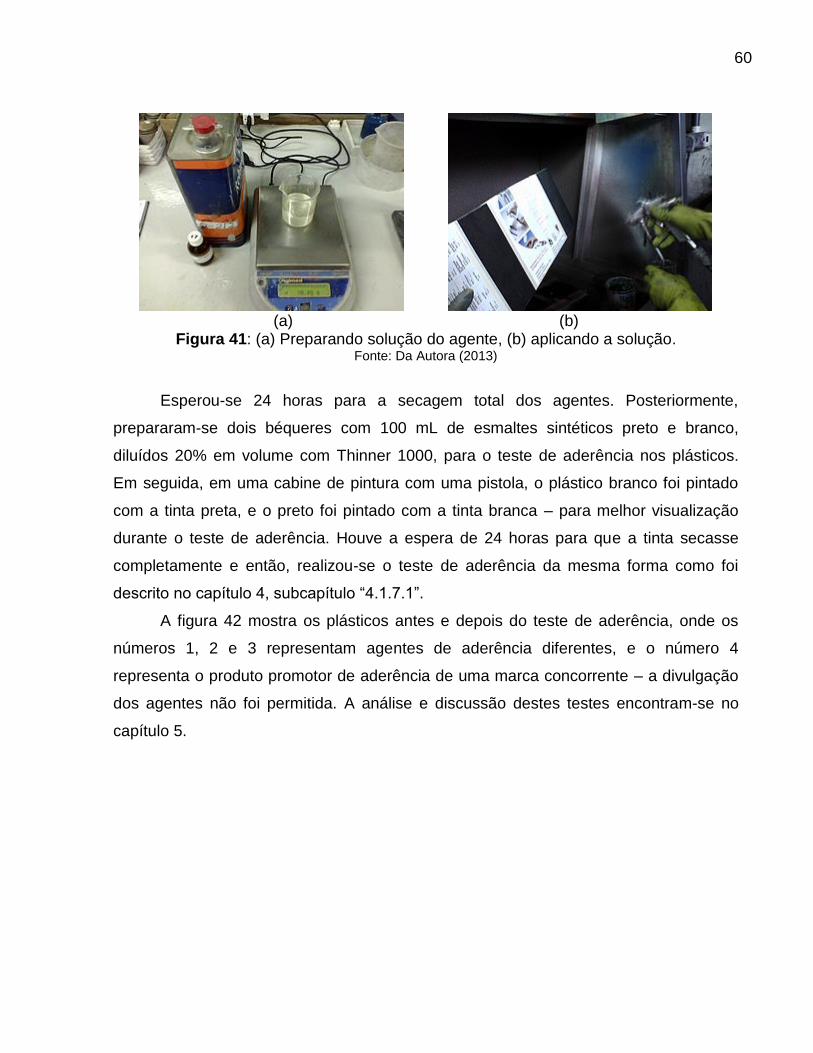
A aplicação dos agentes promotores de aderência foi realizada na cabine de
pintura com pistola, cada agente em um dos espaços preparados.
60
(a) (b)
Figura 41: (a) Preparando solução do agente, (b) aplicando a solução. Fonte: Da Autora (2013)
Esperou-se 24 horas para a secagem total dos agentes. Posteriormente,
prepararam-se dois béqueres com 100 mL de esmaltes sintéticos preto e branco,
diluídos 20% em volume com Thinner 1000, para o teste de aderência nos plásticos.
Em seguida, em uma cabine de pintura com uma pistola, o plástico branco foi pintado
com a tinta preta, e o preto foi pintado com a tinta branca – para melhor visualização
durante o teste de aderência. Houve a espera de 24 horas para que a tinta secasse
completamente e então, realizou-se o teste de aderência da mesma forma como foi
descrito no capítulo 4, subcapítulo “4.1.7.1”.
A figura 42 mostra os plásticos antes e depois do teste de aderência, onde os
números 1, 2 e 3 representam agentes de aderência diferentes, e o número 4
representa o produto promotor de aderência de uma marca concorrente – a divulgação
dos agentes não foi permitida. A análise e discussão destes testes encontram-se no
capítulo 5.

61
(a) (b)
Figura 42: (a) Antes do teste de aderência, (b) depois do teste de aderência. Fonte: Da Autora (2013)
4.2.2 Catalisador para primer de aderência para alumínio
Realizaram-se testes com dois agentes promotores de aderência para verificar
se eles, adicionados ao catalisador (componente “B”) de um primer (componente “A”),
promoviam a aderência eficaz em substratos de alumínio.
a) Materiais
Chapas de alumínio, amostras de promotores de aderência, resina, solventes
orgânicos, béqueres, agitador mecânico, espátula metálica, pistola de pintura, cabine
de pintura, cronômetro, primer PU (componente “A”), esmalte PU branco fosco, diluente
PU 5000, estopa contendo álcool etílico, aparelho para ensaio de aderência e fita
adesiva padronizada 3M.
b) Procedimento
Em dois béqueres, pesaram-se os mesmos seis solventes, pensando 79 g. Em
seguida, em outros dois béqueres, pesaram-se 6 g da resina. Posteriormente, em dois
outros béqueres, pesaram-se 15g dos agentes promotores de aderência “1” e “2” – a
divulgação dos componentes não foi permitida. Logo após, realizou-se a
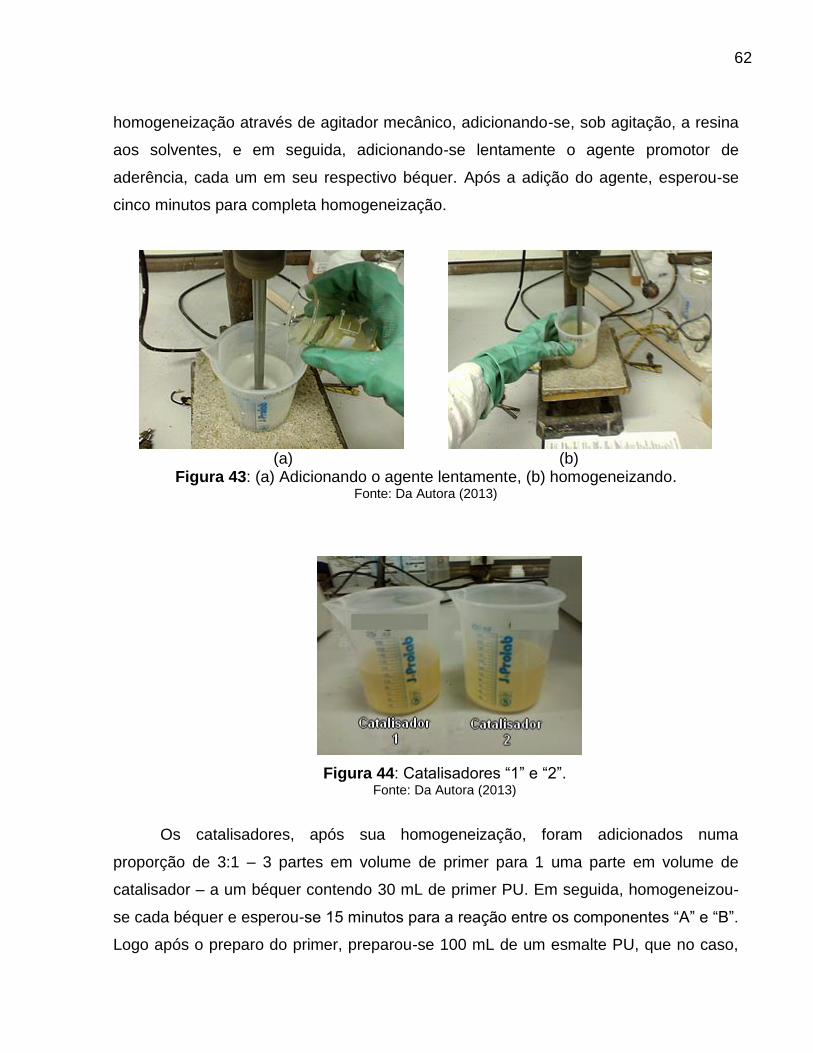
62
homogeneização através de agitador mecânico, adicionando-se, sob agitação, a resina
aos solventes, e em seguida, adicionando-se lentamente o agente promotor de
aderência, cada um em seu respectivo béquer. Após a adição do agente, esperou-se
cinco minutos para completa homogeneização.
(a) (b)
Figura 43: (a) Adicionando o agente lentamente, (b) homogeneizando. Fonte: Da Autora (2013)
Figura 44: Catalisadores “1” e “2”. Fonte: Da Autora (2013)
Os catalisadores, após sua homogeneização, foram adicionados numa
proporção de 3:1 – 3 partes em volume de primer para 1 uma parte em volume de
catalisador – a um béquer contendo 30 mL de primer PU. Em seguida, homogeneizou-
se cada béquer e esperou-se 15 minutos para a reação entre os componentes “A” e “B”.
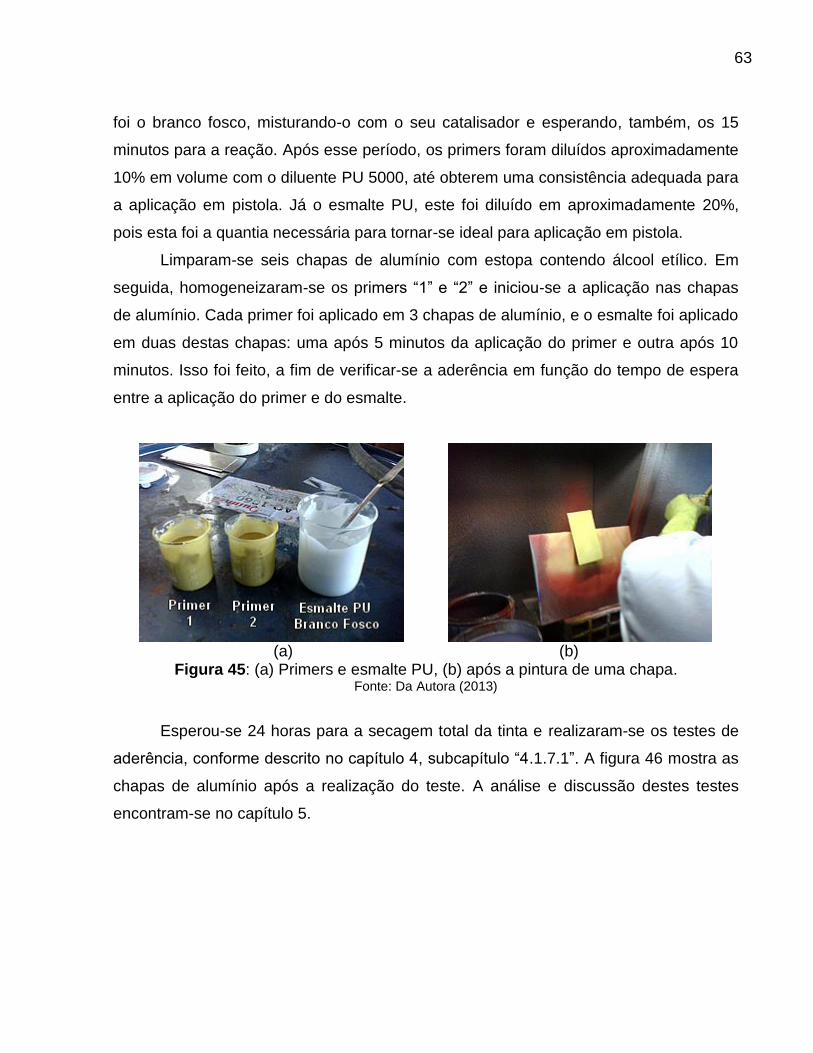
Logo após o preparo do primer, preparou-se 100 mL de um esmalte PU, que no caso,
63
foi o branco fosco, misturando-o com o seu catalisador e esperando, também, os 15
minutos para a reação. Após esse período, os primers foram diluídos aproximadamente
10% em volume com o diluente PU 5000, até obterem uma consistência adequada para
a aplicação em pistola. Já o esmalte PU, este foi diluído em aproximadamente 20%,
pois esta foi a quantia necessária para tornar-se ideal para aplicação em pistola.
Limparam-se seis chapas de alumínio com estopa contendo álcool etílico. Em
seguida, homogeneizaram-se os primers “1” e “2” e iniciou-se a aplicação nas chapas
de alumínio. Cada primer foi aplicado em 3 chapas de alumínio, e o esmalte foi aplicado
em duas destas chapas: uma após 5 minutos da aplicação do primer e outra após 10
minutos. Isso foi feito, a fim de verificar-se a aderência em função do tempo de espera
entre a aplicação do primer e do esmalte.
(a) (b)
Figura 45: (a) Primers e esmalte PU, (b) após a pintura de uma chapa. Fonte: Da Autora (2013)
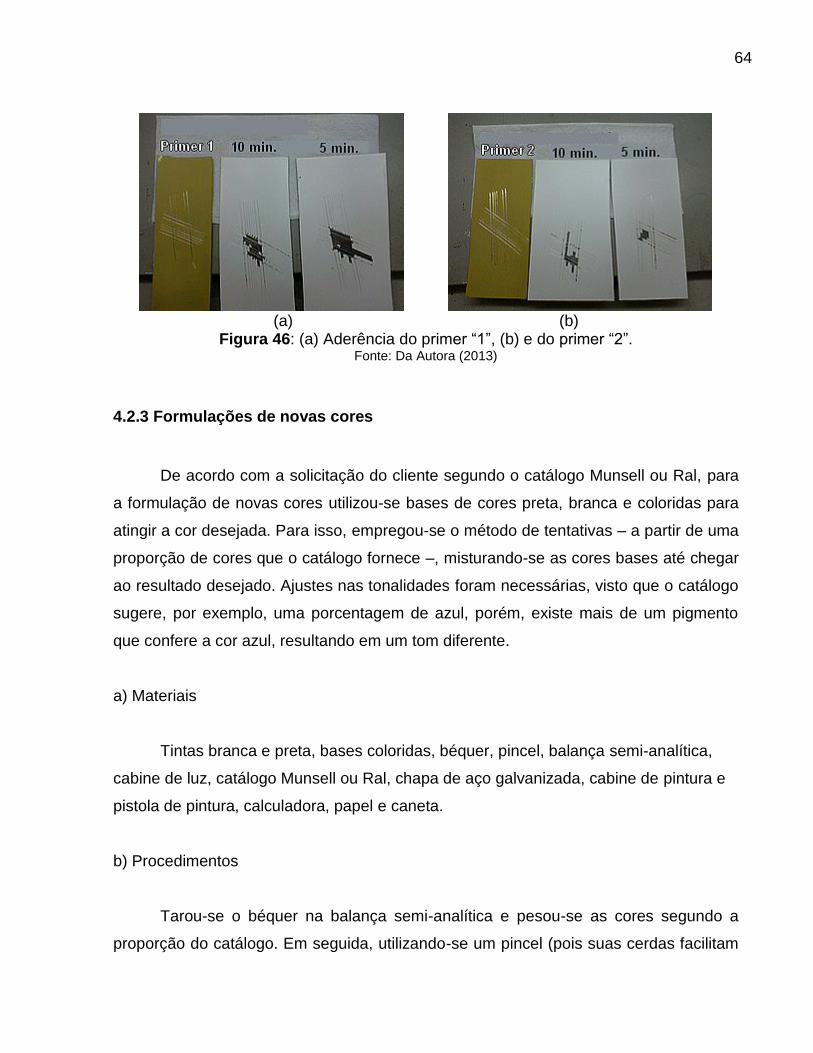
Esperou-se 24 horas para a secagem total da tinta e realizaram-se os testes de
aderência, conforme descrito no capítulo 4, subcapítulo “4.1.7.1”. A figura 46 mostra as
chapas de alumínio após a realização do teste. A análise e discussão destes testes
encontram-se no capítulo 5.
64
(a) (b)
Figura 46: (a) Aderência do primer “1”, (b) e do primer “2”. Fonte: Da Autora (2013)
4.2.3 Formulações de novas cores
De acordo com a solicitação do cliente segundo o catálogo Munsell ou Ral, para
a formulação de novas cores utilizou-se bases de cores preta, branca e coloridas para
atingir a cor desejada. Para isso, empregou-se o método de tentativas – a partir de uma
proporção de cores que o catálogo fornece –, misturando-se as cores bases até chegar
ao resultado desejado. Ajustes nas tonalidades foram necessárias, visto que o catálogo
sugere, por exemplo, uma porcentagem de azul, porém, existe mais de um pigmento
que confere a cor azul, resultando em um tom diferente.
a) Materiais
Tintas branca e preta, bases coloridas, béquer, pincel, balança semi-analítica,
cabine de luz, catálogo Munsell ou Ral, chapa de aço galvanizada, cabine de pintura e
pistola de pintura, calculadora, papel e caneta.
b) Procedimentos
Tarou-se o béquer na balança semi-analítica e pesou-se as cores segundo a
proporção do catálogo. Em seguida, utilizando-se um pincel (pois suas cerdas facilitam

65
a homogeneização), misturou-se as cores até a obtenção de uma cor homogênea. Com
o mesmo pincel, pintou-se um pedaço da chapa para verificar se a cor estava próxima
da desejada. Se não estivesse, adicionava-se pouca quantidade de outras cores, até
chegar na cor. Homogeneizava-se novamente, e através da pintura com o pincel na
chapa (análise em camada úmida), verificava-se se a cor estava próxima da desejada.
Quando estava, era necessário fazer o teste de cor na película seca – já que as cores
modificam de tonalidade após a secagem ou cura. Então, aquela tinta do béquer era
diluída 20% em volume com o diluente indicado pela classificação da tinta, e em
seguida, uma chapa de aço galvanizada era pintada com pistola. Após a secagem ou
cura da película, analisava-se dentro da cabine de luz ou à luz solar se as cores do
padrão e produzidas eram as mesmas.
(a) (b)
Figura 47: (a) Bases e equipamentos, (b) verificando a cor. Fonte: Da Autora (2013)
Quando a cor do padrão era a mesma da feita pelo laboratório, a fórmula da cor
era produzida e arquivada para posteriores produções pelos coloristas, quando a
quantidade era pequena, ou pela fábrica, quando a quantia era grande.
66
5 RESULTADOS E DISCUSSÃO
Os resultados das análises realizadas no controle de qualidade e discussão dos
mesmos encontram-se nesse capítulo, assim como o resultado e a discussão dos
testes realizados no acompanhamento do desenvolvimento dos produtos.
5.1 ANÁLISES DOS PRODUTOS
Durante o estágio foram analisados vários produtos de diferentes categorias da
empresa. Porém, por serem muitos e por possuírem os mesmos métodos analíticos,
apresentam-se na tabela 1 exemplos, por tipo de produto, dos que apresentaram
alguma inconformidade aos padrões. Após a constatação dessa discordância, as
amostras retornaram à fabrica e ajustes foram realizados até a verificação da
conformidade com os padrões descritos na ficha dos produtos.
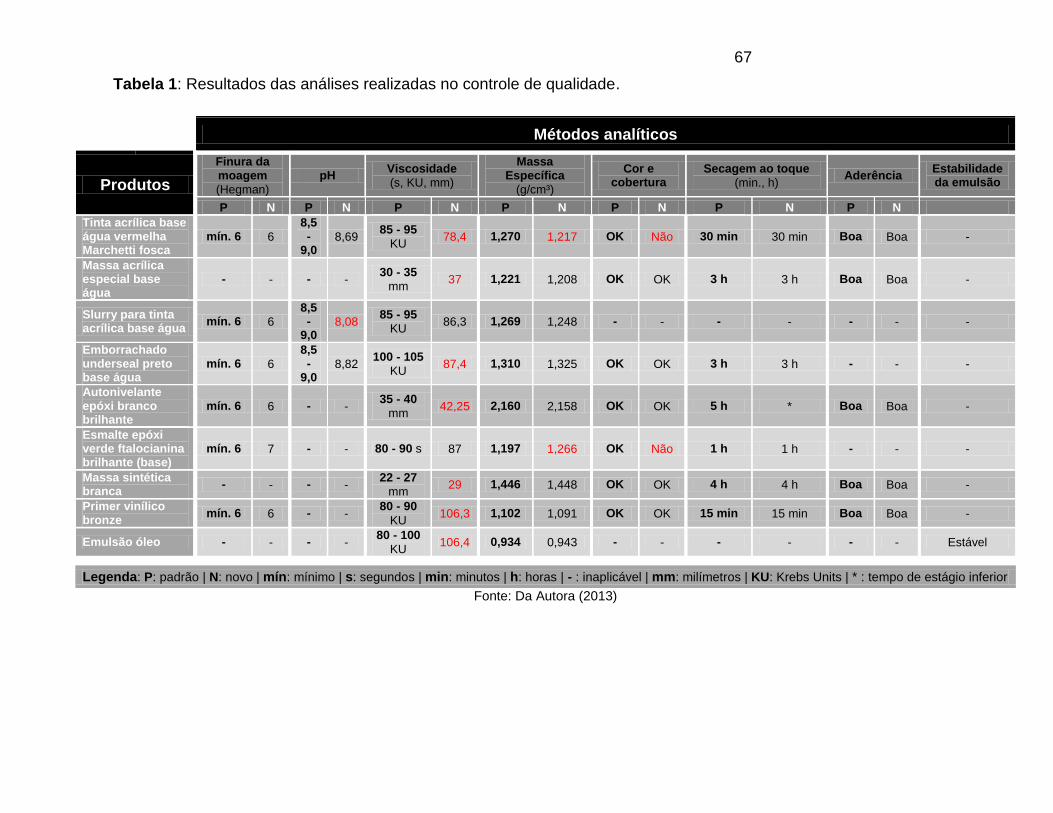
67
Tabela 1: Resultados das análises realizadas no controle de qualidade.
Fonte: Da Autora (2013)
T Métodos analíticos
Produtos
Finura da moagem
(Hegman)
pH Viscosidade
(s, KU, mm)
Massa Específica
(g/cm³)
Cor e cobertura
Secagem ao toque
(min., h) Aderência
Estabilidade da emulsão
P N P N P N P N P N P N P N
Tinta acrílica base água vermelha Marchetti fosca
mín. 6 6
8,5 -
9,0 8,69
85 - 95
KU 78,4 1,270 1,217 OK Não 30 min 30 min Boa Boa -
Massa acrílica especial base água
- - - - 30 - 35
mm 37 1,221 1,208 OK OK 3 h 3 h Boa Boa -
Slurry para tinta acrílica base água
mín. 6 6
8,5 -
9,0 8,08
85 - 95
KU 86,3 1,269 1,248 - - - - - - -
Emborrachado underseal preto base água
mín. 6 6
8,5 -
9,0 8,82
100 - 105
KU 87,4 1,310 1,325 OK OK 3 h 3 h - - -
Autonivelante epóxi branco brilhante
mín. 6 6 - - 35 - 40
mm 42,25 2,160 2,158 OK OK 5 h * Boa Boa -
Esmalte epóxi verde ftalocianina brilhante (base)
mín. 6 7 - - 80 - 90 s 87 1,197 1,266 OK Não 1 h 1 h - - -
Massa sintética branca
- - - - 22 - 27
mm 29 1,446 1,448 OK OK 4 h 4 h Boa Boa -
Primer vinílico bronze
mín. 6 6 - - 80 - 90
KU 106,3 1,102 1,091 OK OK 15 min 15 min Boa Boa -
Emulsão óleo - - - - 80 - 100
KU 106,4 0,934 0,943 - - - - - - Estável
Legenda: P: padrão | N: novo | mín: mínimo | s: segundos | min: minutos | h: horas | - : inaplicável | mm: milímetros | KU: Krebs Units | * : tempo de estágio inferior

68
A verificação da finura da moagem também é realizada na fábrica durante o
processo de fabricação, para saber se há a necessidade de passar as tintas pelo
moinho novamente ou se é necessário dispersar os demais produtos por mais tempo.
Por isso, durante a análise da finura da moagem pelo laboratório, não houve a
verificação de uma inconformidade neste aspecto, já que os produtos analisados
estavam em conformidade com seus padrões.
Em relação ao pH, o “slurry para tintas à base d’água”, que é uma base cor
neutra para posterior tingimento e fabricação de tintas à base de água, mostrou-se com
o seu potencial hidrogeniônico abaixo do especificado pela ficha. Para a correção desse
valor, adicionou-se ao tacho na fábrica 0,02% em volume de uma solução alcalina
concentrada, a fim de ser aumentado o pH e evitar o surgimento de fungos nas tintas
após o envase.
Quanto à viscosidade, esta era uma análise que, na maioria das vezes,
apresentava-se de forma distinta aos padrões. Isso ocorria por dois motivos. O primeiro
motivo é que, na fábrica, grande parte do solvente que é adicionada ao final do
processo, no acerto de viscosidade, não era totalmente adicionada, gerando uma
viscosidade elevada como no “primer vinílico bronze” e na “emulsão óleo”. Isso era feito
para evitar a venda de um produto diluído, pois quando não ocorria um aquecimento
considerável do sistema, o que acontece durante a dispersão em dias frios, por
exemplo, permanecia bastante solvente no mesmo, e, ao adicionar mais solvente ao
sistema, o produto ficava cada vez menos viscoso. Já o segundo motivo é o oposto do
primeiro e ocorreu devido à adição de uma quantidade maior de solvente do que a
necessária, como nos demais produtos que possuem o valor da sua viscosidade em
vermelho na tabela. Para corrigir o valor da viscosidade, deixou-se o produto em
dispersão, para que houvesse a evaporação do solvente, até atingir a viscosidade
exigida. As massas e o autonivelante, mesmo apresentando o valor superior para
viscosidade, estavam menos viscosos do que o padrão, pois quanto mais diluída, mais
se espalhavam, cobrindo mais milímetros no vidro sobre o papel.
Após a verificação da viscosidade dos produtos, foi realizada a análise da massa
específica. Apesar da correção da viscosidade do primeiro item da tabela, a sua massa
específica apresentou-se abaixo do especificado, que indica a falta de componentes
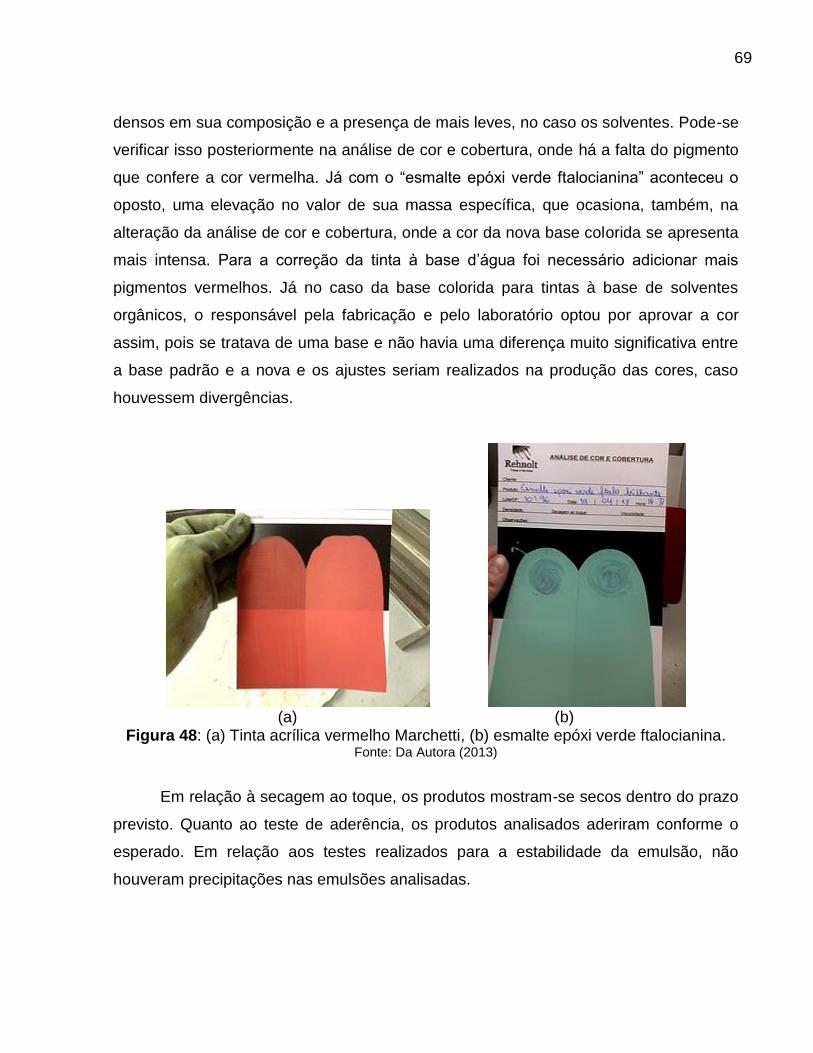
69
densos em sua composição e a presença de mais leves, no caso os solventes. Pode-se
verificar isso posteriormente na análise de cor e cobertura, onde há a falta do pigmento
que confere a cor vermelha. Já com o “esmalte epóxi verde ftalocianina” aconteceu o
oposto, uma elevação no valor de sua massa específica, que ocasiona, também, na
alteração da análise de cor e cobertura, onde a cor da nova base colorida se apresenta
mais intensa. Para a correção da tinta à base d’água foi necessário adicionar mais
pigmentos vermelhos. Já no caso da base colorida para tintas à base de solventes
orgânicos, o responsável pela fabricação e pelo laboratório optou por aprovar a cor
assim, pois se tratava de uma base e não havia uma diferença muito significativa entre
a base padrão e a nova e os ajustes seriam realizados na produção das cores, caso
houvessem divergências.
(a) (b)
Figura 48: (a) Tinta acrílica vermelho Marchetti, (b) esmalte epóxi verde ftalocianina. Fonte: Da Autora (2013)
Em relação à secagem ao toque, os produtos mostram-se secos dentro do prazo
previsto. Quanto ao teste de aderência, os produtos analisados aderiram conforme o
esperado. Em relação aos testes realizados para a estabilidade da emulsão, não
houveram precipitações nas emulsões analisadas.
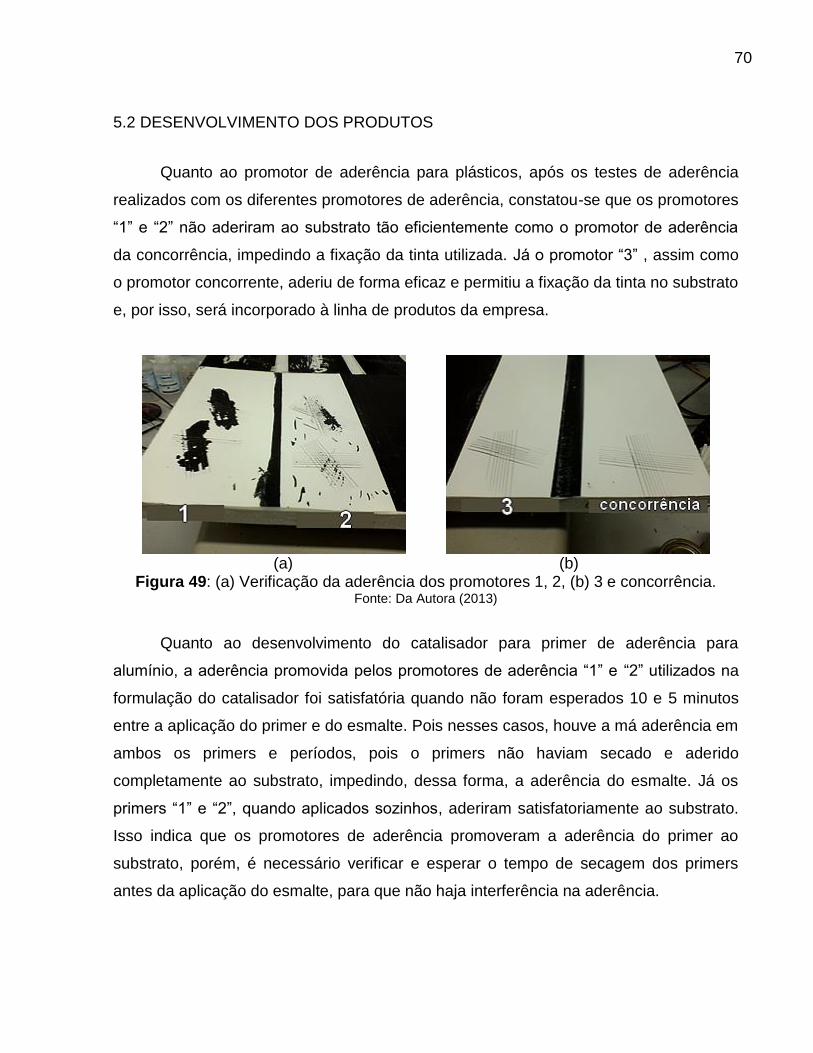
70
5.2 DESENVOLVIMENTO DOS PRODUTOS
Quanto ao promotor de aderência para plásticos, após os testes de aderência
realizados com os diferentes promotores de aderência, constatou-se que os promotores
“1” e “2” não aderiram ao substrato tão eficientemente como o promotor de aderência
da concorrência, impedindo a fixação da tinta utilizada. Já o promotor “3” , assim como
o promotor concorrente, aderiu de forma eficaz e permitiu a fixação da tinta no substrato
e, por isso, será incorporado à linha de produtos da empresa.
(a) (b)
Figura 49: (a) Verificação da aderência dos promotores 1, 2, (b) 3 e concorrência. Fonte: Da Autora (2013)
Quanto ao desenvolvimento do catalisador para primer de aderência para
alumínio, a aderência promovida pelos promotores de aderência “1” e “2” utilizados na
formulação do catalisador foi satisfatória quando não foram esperados 10 e 5 minutos
entre a aplicação do primer e do esmalte. Pois nesses casos, houve a má aderência em
ambos os primers e períodos, pois o primers não haviam secado e aderido
completamente ao substrato, impedindo, dessa forma, a aderência do esmalte. Já os
primers “1” e “2”, quando aplicados sozinhos, aderiram satisfatoriamente ao substrato.
Isso indica que os promotores de aderência promoveram a aderência do primer ao
substrato, porém, é necessário verificar e esperar o tempo de secagem dos primers
antes da aplicação do esmalte, para que não haja interferência na aderência.
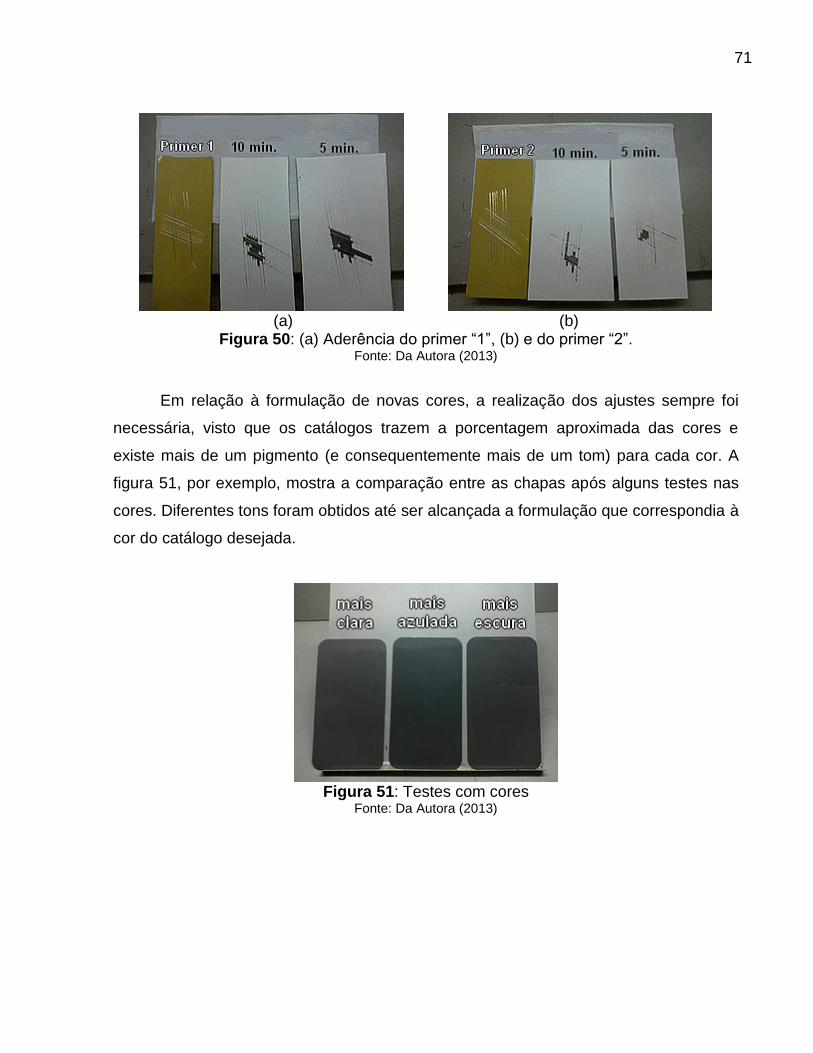
71
(a) (b)
Figura 50: (a) Aderência do primer “1”, (b) e do primer “2”. Fonte: Da Autora (2013)
Em relação à formulação de novas cores, a realização dos ajustes sempre foi
necessária, visto que os catálogos trazem a porcentagem aproximada das cores e
existe mais de um pigmento (e consequentemente mais de um tom) para cada cor. A
figura 51, por exemplo, mostra a comparação entre as chapas após alguns testes nas
cores. Diferentes tons foram obtidos até ser alcançada a formulação que correspondia à
cor do catálogo desejada.
Figura 51: Testes com cores
Fonte: Da Autora (2013)

72
CONCLUSÃO
As tintas exercem um papel fundamental na proteção contra a deterioração de
qualquer superfície, assim como no acabamento desta, pois possui a capacidade de
embelezá-la. Sendo assim, durante a fabricação das tintas, assim como de outros
produtos necessários na restauração de superfícies, é preciso verificar a qualidade
destes produtos, pois, se não estiverem de acordo com as especificações, não
desempenham seu papel eficientemente.
Durante o estágio, a qualidade dos produtos fabricados pela Tintas Rehnolt foi
verificada, realizando ajustes nos mesmos quando os valores das análises
apresentavam-se de forma distinta aos padrões de suas respectivas fichas. Isso
garantiu que os novos lotes saíssem como os anteriores e não ocorressem defeitos
decorrentes da fabricação durante e após a utilização dos produtos. Além disso, foi
realizado o acompanhamento e o auxílio no desenvolvimento de novos produtos.
Verificou-se através de testes que, dentre os desenvolvimentos realizados, apenas o
promotor de aderência para plásticos e as cores que ficaram de acordo com os
catálogos seriam incorporadas à linha, já que houve a eficácia na aderência do
promotor ao substrato e a equivalência entre as cores da formulação e às do catálogo.
O conhecimento teórico de tintas e o conhecimento prático de parte dos métodos
analíticos empregados foi possível devido ao Curso Técnico em Química, devido a sua
abordagem do tema na matéria “Processos Químicos Industriais” e os ensinamentos
nas práticas de laboratório em “Laboratório Químico”. Quanto ao estágio, este
possibilitou o emprego e aperfeiçoamento dos conhecimentos adquiridos durante as
aulas, além de possibilitar o aprendizado nas áreas de desenvolvimento de produtos,
métodos analíticos e interpretação dos dados e procedência. Desta forma, foi possível
aliar o conhecimento adquirido ao exercício realizado, aperfeiçoando competências
profissionais.
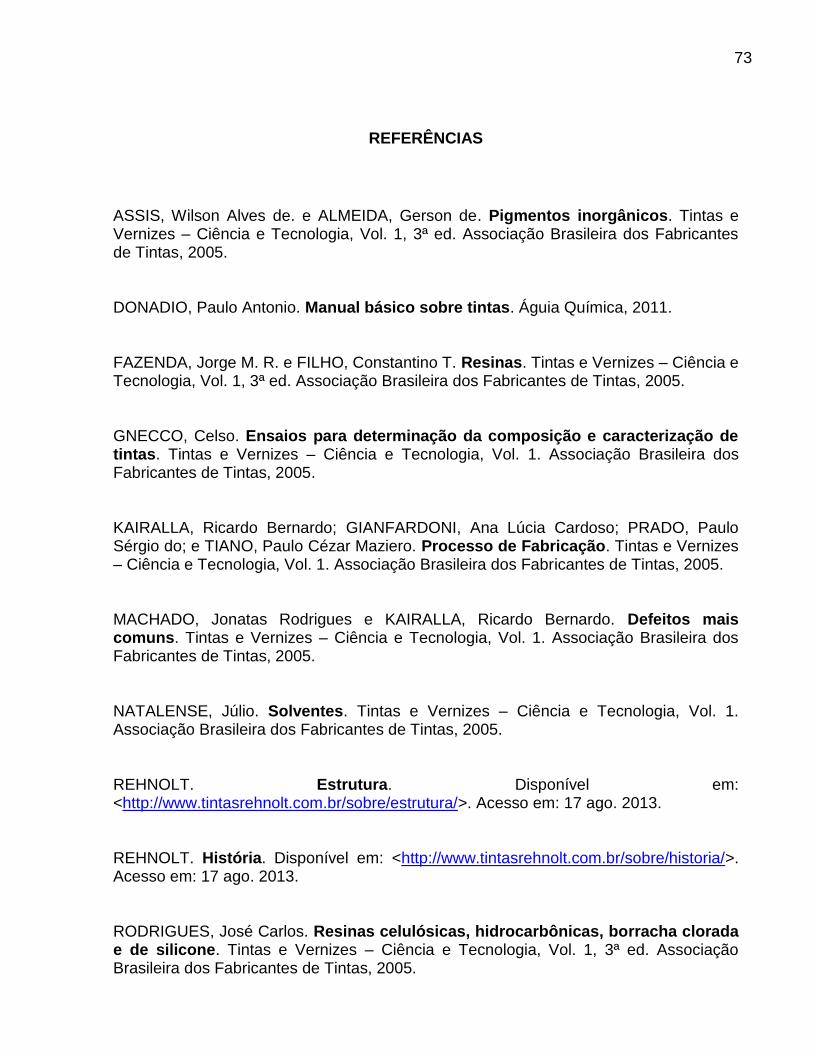
73
REFERÊNCIAS
ASSIS, Wilson Alves de. e ALMEIDA, Gerson de. Pigmentos inorgânicos. Tintas e Vernizes – Ciência e Tecnologia, Vol. 1, 3ª ed. Associação Brasileira dos Fabricantes de Tintas, 2005. DONADIO, Paulo Antonio. Manual básico sobre tintas. Águia Química, 2011. FAZENDA, Jorge M. R. e FILHO, Constantino T. Resinas. Tintas e Vernizes – Ciência e Tecnologia, Vol. 1, 3ª ed. Associação Brasileira dos Fabricantes de Tintas, 2005. GNECCO, Celso. Ensaios para determinação da composição e caracterização de tintas. Tintas e Vernizes – Ciência e Tecnologia, Vol. 1. Associação Brasileira dos Fabricantes de Tintas, 2005. KAIRALLA, Ricardo Bernardo; GIANFARDONI, Ana Lúcia Cardoso; PRADO, Paulo Sérgio do; e TIANO, Paulo Cézar Maziero. Processo de Fabricação. Tintas e Vernizes – Ciência e Tecnologia, Vol. 1. Associação Brasileira dos Fabricantes de Tintas, 2005. MACHADO, Jonatas Rodrigues e KAIRALLA, Ricardo Bernardo. Defeitos mais comuns. Tintas e Vernizes – Ciência e Tecnologia, Vol. 1. Associação Brasileira dos Fabricantes de Tintas, 2005. NATALENSE, Júlio. Solventes. Tintas e Vernizes – Ciência e Tecnologia, Vol. 1. Associação Brasileira dos Fabricantes de Tintas, 2005. REHNOLT. Estrutura. Disponível em: <http://www.tintasrehnolt.com.br/sobre/estrutura/>. Acesso em: 17 ago. 2013. REHNOLT. História. Disponível em: <http://www.tintasrehnolt.com.br/sobre/historia/>. Acesso em: 17 ago. 2013. RODRIGUES, José Carlos. Resinas celulósicas, hidrocarbônicas, borracha clorada e de silicone. Tintas e Vernizes – Ciência e Tecnologia, Vol. 1, 3ª ed. Associação Brasileira dos Fabricantes de Tintas, 2005.
74
YAMANAKA, Hélio T.; BARBOSA, Fábio S.; BETTIOL, Neliane L. S.; TAMDJIAN, Renata M. M.; FAZENDA, Jorge; BONFIM, Gisele; FURLANETI, Fernando; SILVA, Luis E. P.; MARTINS, Jaime; SICOLIN, Airton; BEGER, Ricardo. Guia Técnico Ambiental Tintas e Vernizes - Série P+L. Federação das Indústrias do Estado de São Paulo - FIESP, 2006.
75
GLOSSÁRIO
Abrasão – Desgaste por atrito.
Boletim Técnico – Documento que contém informações técnicas sobre o produto em
questão.
Copolimerização – Polimerização de mais de um tipo de monômero.
Cura – Polimerização da resina.
Elastômero – Polímero que possui propriedades elásticas semelhantes às da borracha.
Emulsão – Mistura estável entre dois líquidos imiscíveis.
Intempérie – Condições climáticas intensas.
Laca – Tinta que se torna líquida em contato com o solvente que a dilui.
Substrato – Superfície a ser trabalhada.
Tixotrópico – Característica do produto que altera sua viscosidade, tornando-se mais
fluido, sob agitação.