Apost_Formas Farmacêuticas Secas_Part2
32
1 Sistema de Spray O sistema de spray é composto por: - Unidade de preparação de liquido granulante: Preparação da solução granulante. - Bomba/ Sistema de pressão/ Sistema de Gravidade: Transporte da solução granulante da unidade de preparação para o granulador - Bocais: Formação de spray durante a adição do liquido granulante 2 CIP e WIP Fluid bed podem utilizar CIP ou WIP, os mais avançados sistemas permitem efetuar a limpeza sem remover as partes do equipamento. CIP (Clean in Place): Limpeza completamente automatizada sem necessidade de intervenção manual. WIP (Wash in Place): Limpeza automatizada com necessidade de limpeza manual de algumas partes do equipamento. 3 Sistema de Limpeza Utilidades necessárias: Água purificada Água quente Vapor Energia Elétrica Ar comprimido Água gelada 4 Sistema de Limpeza Equipamento responsável pelo “CIP” 5 Segurança Os fluid beds atuais são “explosion Proof” e resistentes a choque de pressão (Aeromatic/ Diosna: 10 Bar e Glatt: 12 Bar). Ao sinal do sensor de pressão as válvulas fecham as entradas e saídas do equipamento, isolando a explosão dentro do equipamento. Com o corte do fornecimento de oxigênio a explosão é contida dentro do equipamento. 6 Air inlet Air outlet 1 4 3 2 5 5 Finished explosion Control Unit Product in Product out Control Unit Saída de ar 1 2 3 4 4 Entrada de ar 5 Início de Explosão 5 Saída de Produto Entrada de Produto 3. Detetor de Explosão 4. Válvula de fechamento rápido 5. Válvula Sanitária de fechamento rápido Sistema de Segurança 1. Área de Explosão 2. Unidade de Controle 34
-
Upload
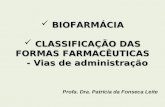
ursula-hille -
Category
Documents
-
view
951 -
download
21
Transcript of Apost_Formas Farmacêuticas Secas_Part2

1
Sistema de SprayO sistema de spray é composto por:- Unidade de preparação de liquido
granulante: Preparação da solução granulante.
- Bomba/ Sistema de pressão/ Sistema de Gravidade: Transporte da solução granulante da unidade de preparação para o granulador
- Bocais: Formação de spray durante a adição do liquido granulante 2
CIP e WIP
Fluid bed podem utilizar CIP ou WIP, os mais avançados sistemas permitem efetuar a limpeza sem remover as partes do equipamento.
CIP (Clean in Place): Limpeza completamente automatizada sem necessidade de intervenção manual.
WIP (Wash in Place): Limpeza automatizada com necessidade de limpeza manual de algumas partes do equipamento.
3
Sistema de Limpeza
Utilidades necessárias:
Água purificada
Água quente
Vapor
Energia Elétrica
Ar comprimido
Água gelada
4
Sistema de LimpezaEquipamento responsável pelo “CIP”
5
Segurança
Os fluid beds atuais são “explosion Proof” e resistentes a choque de pressão (Aeromatic/ Diosna: 10 Bar e Glatt: 12 Bar).
Ao sinal do sensor de pressão as válvulas fecham as entradas e saídas do equipamento, isolando a explosão dentro do equipamento. Com o corte do fornecimento de oxigênio a explosão é contida dentro do equipamento.
6Air inlet
Airoutlet
1
4
32
5
5
Finishedexplosion Control
Unit
Product in
Product out
ControlUnit
Saída de ar
1
23
4
4
Entrada de ar
5
Início de Explosão
5
Saída de Produto
Entrada de Produto
3. Detetor de Explosão4. Válvula de fechamento rápido5. Válvula Sanitária de fechamento
rápido
Sistema de Segurança1. Área de Explosão2. Unidade de Controle
34

7
Processos que são realizados
no Fluid Bed
8
Processos que são feitos no Fluid Bed
- Secagem e Resfriamento- Spray granulation- Top spray coating- Botton spray coating- Wet granulation pelletizing- Tablet coating
9
Peletização
10
Peletização- Os pellets podem ser produzidos através de uso de
spray de material ativo sobre um grânulo inerte. Os grânulos recebem spray com uma solução ou suspensão que contém o principio ativo e simultaneamente é secado.
- Quando o ingrediente ativo está na forma de pó, a peletização pode ser atingida fazendo simultaneamente spray do pó ingrediente ativo e de solução granulante sobre os starter pellets e os pellets então são secados.
11
Peletização
Líquido com Ativo +
Mistura de Pós
Formação de Pontes líquidas
Formação de Pontes Sólidas
(adesivos)
GranuladoÚmido
Granulação Úmida
Esferonização e Secagem
Pellet
Produzidos através de uso de spray de material ativo sobre um grânulo inerte e secagem simultânea.
12
Peletização
Granulação Úmida
Secagem
Pellet
Líquido Granulante +
Pó ativo+
Starter
Formação de Pontes líquidas
Formação de Pontes Sólidas
(adesivos)
Para ingrediente ativo na forma de pó, a peletização pode ser realizada através de spray do pó ingrediente ativo e de solução granulante
sobre um starter pellets
35

13
Peletização• O método de peletização pode servir para:
- Revestir grânulos com diversos materiais como protetores da ação do ar e protetores da desagregação gástrica
- Revestir substâncias muito frágeis como vitaminas A, D2, C etc...
- Obtenção de comprimidos de ação prolongada
• As vantagens do processo é a simplificação da manufatura, melhor estabilidade da fórmula. 14
Processo de Peletização Wurster
15
Mesmo conceito de FBG!
Tubo vertical central
Bottom spray
16
Processo de Peletização Wurster
• Dale Wurster idealizou um equipamento para a produção de pellets que consiste basicamente em:– Um tubo vertical, terminado por uma parte mais
larga, onde são lançados os pós a granular.– Um sistema compressor de ar, de velocidade
constante, que lança uma corrente de ar ascensional a qual impede, temporariamente, a deposição dos pós em virtude da gravidade.
17
Processo de Secagem
• No processo Wurster, uma fina camada de líquido de revestimento é atomizado na superfície das partículas.
• Em função da temperatura elevada e do forte fluxo de ar passando pelas partículas, o solvente é rapidamente removido.
18
Uniformidade do revestimento
• Uma das maiores vantagens do processo de revestimento por suspensão de ar é a uniformidade do revestimento que pode ser atingida tanto para pequenas ou grandes partículas.
• Se a solução de revestimento é aplicada a um fluxo constante o peso da partícula aumenta linearmente.
36

19
Controle do fluxo de ar• O fluxo de ar apropriado é o fator mais importante
no processo Wurster.• A partícula sólida é transportada de baixo para cima
na porção central da coluna e de cima para baixo na porção periferal da coluna.
• Diferentes velocidades de ar são requeridas nas duas regiões.
• A distribuição do ar é efetuada por uma placa perfurada que é posicionada na base da coluna e o maior fluxo de ar fica posicionado na parte central da coluna.
20
Granulação por CompactaçãoFunil de
alimentação
Parafuso vertical de
alimentação
Rolo de compressão
Quadro comil
Variáveis de ajuste:-Velocidade do parafuso vertical-Velocidade do Rolo de compressão-Pressão do Rolo de compressão
21
Granulação por Compactação
• A granulação por compactação é muito utilizada em situações onde a dose terapêutica da droga é muito alta e a droga ésensível a calor e/ou umidade.
• Esta metodologia envolve a compactação dos componentes da fórmula em uma compressora ou Rolo compactador (que pode ser por mais de uma vez) seguida por moagem e mistura final.
• O método de compactação requer menos equipamento e elimina a adição de solução granulante e a aplicação de calornecessários na fase de umedecimento de massa e secagem do método de granulação úmida.
22
Granulação por Compactação
• A massa compactada é moída e a forma granular é formada com características de fluidez mais uniforme do que a mistura de póinicial.
• Quando uma única compactação dos componentes da fórmula não é suficiente para obtenção das propriedades de granulado requerida, pode ser efetuada uma segundacompactação.
23
Granulação por Compactação
• O Rolo Compactador utiliza dois rolos que giram exercendo uma pressão fixa prédeterminada nos pós que passam entre eles
• A mistura de pós é alimentada entre os rolos, formando uma massa compactada que na seqüência passa por moagem para a produção de grânulos.
24
Granulação por Compactação
• O parafuso vertical entrega o pó para os rolos compactadores e é crítico para a uniformidade da compactação, ele serve para desaerar o pó e manter um fluxo constante sobre os rolos de compactação. Qualquer variação na desaeração e carregamento causa mudanças grandes no compactado.
• A alimentação pelo parafuso vertical normalmente éajustada para uma entrega de material maior do que os rolos de compactação consomem, garantindo um carregamento constante durante o processo de compactação.
37

25
Fluxo de Processo de Granulação por Compactação
Compactador/ Compressora
Compactação
Coluna MisturadoraMistura FinalGranel
OP Pesada
Carregamento do Granulador
MoinhoMoagem Seca
Acondicionamento container
Transferênciapara Container
Adição MP
Transferênciapara Moinho
26
Formas Farmacêuticas Secas
DispensaçãoGranulaçãoCompressãoEncapsulaçãoRevestimeto
27
Recebimento dos Materiais
Análise dos Materiais
Armazenamento
Separação dos Materiais
Envio para Pesagem
Armazenamento para Pesagem
Processo de Pesagem
Armazenamento de material pesado
Devolução de material
sobressalente
Conferência de Materiais Pesados
Encapsulação(Cápsula)
Granulação(Bulk)
Compressão(Comprimido ou
Núcleo)
Revestimento
Armazenamento de Comprimidos e Cápsulas
EmbalagemEnvio para Almoxarifado
ALMOXARIFADO EMBALAGEM
Geração de Ordem de Produção
Geração de Ordem de EmBalagem
DISPENSAÇÃO
PRODUÇÃO
28
Funil de Alimentação
Distribuidor de granulado / pó
Matriz
PunçõesSuperior/Inferior
Guias
29Platô
Funil de Alimentação
Matriz
PunçõesSuperior/Inferior
Rolo de pré presssão
Rolo de pressão principal
Raspador
Distribuidor de granulado / pó
30
Raio de Curvatura
Comprimento Nominal
Comprimento Crítico de Trabalho
Paralelismo
Concentricidade
Diâmetro da Ponta
Aferição de Punções
38

31
Rolo de PRÉ-PRESSÃO
Rolo de PRESSÃOPRINCIPAL
Enchimento da Matriz
32
Máquina CompressoraComponentes básicos de uma máquina compressora:
- Hopper: Funil de enchimento para alimentar o granulado na compressora.
- Matrizes: Definir o tamanho e forma dos comprimidos.- Punções: Comprimir o granulado dentro das matrizes.- Guia: Guiar o movimento dos punções- Distribuidor: Mecanismo de alimentação para movimentar
o granulado do hopper para dentro das matrizes.
33
Propriedade dos Comprimidos
• Os comprimidos devem ter sua própria identificação como logo, dosagem e código.
• Os comprimidos devem ser livres de defeitos como lascas, fendas, descoloração, contaminação, etc...
• Os comprimidos devem ser resistentes para suportar os rigores dos choques mecânicos encontrados em sua produção, embalagem, transporte e dispensação.
• Os comprimidos devem manter a estabilidade química e física durante o tempo de validade do produto.
34
Características dos comprimidos
• Aparência Geral dos Comprimidos• Tamanho e Forma dos comprimidos• Espessura do comprimido• Capping• Propriedades Organolépticas dos
comprimidos• Dureza e Friabilidade dos comprimidos
35
Aparência Geral dos Comprimidos
• O controle da aparência dos comprimidos envolve a medida dos seguintes atributos:
- Tamanho- Forma- Cor- Presença ou ausência de odor- Textura física da superfície- Consistência e legibilidade da identificação do
comprimido
36
Tamanho e Forma dos comprimidos
• A forma e as dimensões dos comprimidos são determinados pelos punções durante o processo de compressão.
• Durante o processo de compressão mantendo a força de compressão constante a espessura do comprimido varia com a mudança de enchimento das matrizes, com a distribuição do tamanho de partícula, com o mix de partícula que está sendo comprimido e com o peso do comprimido.
• Mantendo constante o enchimento das matrizes, a espessura varia com a variação da força de compressão.
39

37
Espessura do comprimido
• A espessura é consistente de lote para lote ou dentro de um lote se:- O granulado a ser comprimido é adequadamente consistente em tamanho de partícula e distribuição de tamanho de partícula.- O jogo de punções tem consistência em seu dimensional.- A compressora está limpa e em boas condições de trabalho.
38
Controle da espessura
• A espessura do comprimido deve ser controlada dentro de mais ou menos 5% de variação do valor padrão.
• A espessura deve ser controlada para atender os requisitos de embalagem.
39
Capping
• Problemas de capping normalmente são atribuídos a compressão de comprimidos com ar dentro dos mesmos, após a compressão o ar aprisionado volta a se expandir abrindo o comprimido.
• Os problemas de capping força o uso de velocidades menores de compressão e o uso de pré-compressão.
40
Propriedades Organolépticasdos comprimidos
• A cor de um comprimido deve ser uniforme:- dentro de um mesmo comprimido- De um comprimido para outro- De um lote para outro
• Cores não uniformes levam a perda do apelo estético e principalmente leva o consumidor a associar a diferença de cor com falta de uniformidade de dose da droga e baixa qualidade do produto.
41
Controle das propriedades organolépticas
• A comparação visual de cores requer comparação contra um padrão. Mesmo os padrões tendem a sofrerem mudanças com o tempo, forçando também a sua troca numa determinada freqüência.
• A presença de odor diferente em um lote de comprimidos pode indicar problemas de estabilidade.
42
Dureza e Friabilidade dos comprimidos
• A dureza e friabilidade são importantes para garantir a integridade dos comprimidos durante o manuseiodos mesmos na manufatura, embalagem, transporte e armazenagem.
• O monitoramento da dureza do comprimido é especialmente importante para garantir a biodisponibilidade da droga.
• Alguns produtos sofrem alteração da velocidade de dissolução em função da força de compressão empregada.
• A dureza de um comprimido é uma função do enchimento da matriz e da força de compressãoempregada.
40

43
Dureza e Friabilidade dos comprimidos
• Alguns produtos apresentam dureza maior após algum tempo de compressão se comparado com a dureza imediatamente a compressão e por outro lado alguns produtos apresentam comportamento inverso.
• Comprimidos maiores requerem força de compressão maior e normalmente apresentam-se com dureza maiordo que os comprimidos pequenos.
• Para um mesmo granulado, uma ferramenta lisa com chanfro/bisel produz um comprimido com dureza maiordo que uma ferramenta profunda abaulada.
44
Dureza e Friabilidade dos comprimidos
• Comprimidos com friabilidade alta causam aparecimento de pó e fragmentos quando manuseados e podem criar sujeira excessiva durante os processos de compressão, drageamento e embalagem. (perda de rendimento)
• Friabilidade alta causa também variação de peso e problemas com uniformidade de conteúdo.
• A friabilidade dos comprimidos é também influenciada pelo teor de umidade do granulado e do comprimido final. Granulados muito secos normalmente produzem comprimidos mais friáveis do que granulados contendo de 2 a 4 % de umidade.
45
Dureza e Friabilidade dos comprimidos
• A utilização de jogo de punções uniformes e máquina compressora em condições adequadas e granulado adequado são necessários para manter a dureza dos comprimidos sob controle.
• Os lubrificantes podem afetar a dureza do comprimidoquando utilizados em alta concentração ou quando são misturados por um período muito longo.
• Rebarbas em comprimidos são causadas por punções em mau estado de conservação com deformação das bordas da face do punção, aumentando a friabilidadedo comprimido.
46
Dureza e Friabilidade dos comprimidos
• O controle da relação enchimento / força de compressão é o método utilizado para o controle das propriedades do comprimido durante a operação de compressão.
47
Liberação e Teor da Droga
• Para avaliar a eficácia da droga, o teor deve ser monitorado de comprimido para comprimido, de lote para lote e a liberação da droga precisa ser analisada.
48
Variação de Peso
• O peso do comprimido é rotineiramente medido durante o processo de compressão para garantir que o comprimido contém a quantidade adequada da droga.
• A USP indica o limite de variação permissívelpara um comprimido individualmente expresso como percentagem do peso médio da amostra.
41

49
Tolerância para variação de peso para comprimidos
5%> 324 mg
7,5%130 – 324 mg
10%< 130 mg
Tolerância permitidaPeso Médio dos comprimidos (mg)
Os comprimidos encontram-se dentro da especificação USP se não mais do que 2 comprimidos (amostragem de 20 comprimidos) estão fora da tolerância permitida e se nenhum comprimido estiver fora de 2 vezes a
percentagem limite.50
Uniformidade de conteúdo
• Três fatores podem contribuir para problemas relacionados com uniformidade de conteúdo:- Distribuição não uniforme da droga no granulado- Segregação da mistura de pó durante os processos de manufatura- Variação do peso dos comprimidos
51
Uniformidade de conteúdo• Para garantir a uniformidade de potência para os
comprimidos de baixa dosagem é feito o teste de uniformidade de conteúdo.
• Neste teste 30 comprimidos são randomicamente selecionados como amostra.
75% - 125%10 comprimidos
85% - 115%9 comprimidosAmostra de 10 comprimidos
52
Uniformidade de conteúdo
• A amostragem para análise deve ser feita retirando-se diversas vezes comprimidos durante o processo de compressão.
• Este procedimento de amostragem é necessário para garantir a representação de todo o lote na amostra.
53
Desintegração dos comprimidos
• Para a droga estar disponível para o corpo ela precisa estar em forma de solução.
• Para os comprimidos o primeiro passo é sua desintegração em pequenas partículas ou grânulos.
• A desintegração e dissolução nem sempre estão relacionados. Existem casos onde pode ocorrer desintegração e não ocorrer a dissolução e vice-versa.
54
Teste de Dissolução
• O teste de dissolução está relacionado com o nível da droga no sangue.
• A velocidade de dissolução pode ser diretamente relacionada com a eficácia do produto, bem como, biodisponibilidade entre formulações.
• O produto pode ter diferentes objetivos:- Liberação da droga 100% e o mais rápido possível. Ex.: Analgésicos
- Liberação prolongada com velocidade controlada. Ex.: Cardíacos
42

55
Set up of Fettetime 1 2 3 4 5 6 7 8 9 10 11
1 MACHINE DISASSEMBLING 1.1 Switch of eletrical conections 51.2 Switch of dust extractor and compressed air rubber 51.3 Remove cantainer BIN 101.4 Remove hopper 101.5 Remove Fill-o-matic jogging 21.6 Remove scraper 31.7 Disassemble tablet chute 101.8 Remove punchs (upper and lower) and die jogging 601.9 Disassemble tablet dedusting 101.10 Disassemble tablets belt transporter 201.11 Disassemble check master 151.12 Remove small barrell 10
2 MACHINE CLEANING2.1 Wash the removable parts in Hamo
Washing 95Drying 45Take the removable parts from Hamo 20
2.2 Clean not removable parts 302.3 Clean plateau 902.5 Clean tablets belt transporter 102.6 Clean check master 52.7 Clean data control 52.8 Clean metal detector 102.9 Clean dedusting 52.10 Clean eletrical conections 5
OperatorHAMO 56
Set up of Fettetime 1 2 3 4 5 6 7 8 9 10 11
3 PRESS AREA CLEANING3.1 Clean waste recipients 53.2 Clean the locker 53.3 Remove all documentation 103.4 Clean the floor, wall and windows (SETEMA) 604 MACHINE ASSEMBLING
3.1 Insert punchs and die jogging 603.2 Assemble fill-o-matic 53.3 Assemble scraper 53.4 Assemble tablet chute 53.5 Insert hopper 153.6 Assemble tablet dedusting 53.7 Assemble tablets belt transporter 103.8 Assemble check master 53.9 Put cantainer BIN 153.10 Plug eletrical conections 53.11 Conect dust extractor and compressed air 53.12 Put small barrell 15
5 MACHINE ADJUSTMENT5.1 Start the machine 15.2 Adjust of parameters 155.3 Check tablets
Desintegration test 30Friability test 5thickness, weights and hardness test 5
Total in hours 9,26667
OperatorSetemaDesintegrator
57
Controle de Eficiência de compressora
DATA COLLECTING
PRODUCT STANDARD
SHEET
FORMULARY REVIEW
AUTOMATIC DATA SHEET
OPERATORS TRAINING
JULY DATA COLLECTING
58
FORMULARY REVIEWA b c d
APONTAMENTO DE HORA MÁQUINA (Compressão)
Máquina: Data: Turno: Operador/Visto:
Produto:
Código: Lote: Ordem de Produção:
OP
MM
ME MT FU
PR
FM PP PO FP PS AM LM
HM = OP + HP HH= (HM x nº op.) - PO HS= PS + LM + AM
Quantidade Recebida (kg) Quantidade Produzida (kg) Peso Médio (mg) Quantidade Produzida (un.)
Rendimento (%) Nº de barricas Quantidade Refugada (kg)
MARCAÇÃO TIPO Observações Decimal
OP MM ME MT FU PR FM PP PO INÍCIO: FINAL: FP PS AM LM PL FE MA MI
OP MM ME MT FU PR FM PP PO INÍCIO: FINAL: FP PS AM LM PL FE MA MI
OP MM ME MT FU PR FM PP PO INÍCIO: FINAL: FP PS AM LM PL FE MA MI
OBSERVAÇÕES: FINAL DO LOTE? SIM NÃO
OP ∏ Linha/Máquina Operando PL ∏ Parada para Limpeza/Organização MM ∏ Parada em Manutenção Mecânica FE ∏ Falta de material de embalagem ME ∏ Parada em Manutenção Elétrica MA ∏ Manutenção da Automação MT ∏ Parada em Manutenção por Terceiros MI ∏ Manutenção da Instrumentação FU ∏ Falta de Utilidades PS ∏ Parada para Setup PR ∏ Parada para revisão AM ∏ Ajuste da máquina FM ∏ Parada por Falta de Mat. Prima /Granel LM ∏ Liberação da máquina PP ∏ Parada para treinamentos/ reuniões HP ∏ Total de Horas Paradas PO ∏ Operadores em outra função HS ∏ Total de Horas Setup
LEGENDA:
FP ∏ Parada por falta de programação
A b c d APONTAMENTO DE HORA MÁQUINA
Linha/Máquina:
Setor:
Data: Turno:
Produto:
Código: Lote: OE:
Pallet:
OP
OPM
OPE MM ME
MT
FU
PR FM PF FE PP PA PL FP
MI
PT PO
HP PS
AS LI
HM = OP + HP HH= (HM x nº op.) - PO HS= PS + LI + AS
CAIXA COMPLETA CAIXA INCOMPLETA Quantidade da caixa PRODUTO APROVADO PRODUTO REPROVADO
MOTIVO DA REPROVAÇÃO:
RETRABALHO SEM PARADA SE LINHA: TOTAL (HH):
OBSERVAÇÕES:
FINAL DO LOTE? SIM NÃO
RESPONSÁVEL:
59
Apontamento de Horas
O P
M M
M E M T FU
P R
FM P P P O FP P S AM LM
H M = O P + H P H H = (H M x nº op.) - PO H S = P S + LM + A M
Q uantity R ece ived (kg) Q uan tity P roduced (kg) Table t m idd lewe igh t (m g) Q uantity P roduced (un .)
Y ie ld (% ) N um ber o f con ta ine rs W aste G enera tion (kg)
60
FORMULARY REVIEW
OP ∏ Machine Operating PL ∏ Stop to cleaning/organizationMM ∏ Stop to Mechanical Maintenance FE ∏ Packaging material defaultME ∏ Stop to Electrical Maintenance MA ∏ Automation MaintenanceMT ∏ Sop to Maintenance in Third Part MI ∏ Instrumentation MaintenanceFU ∏ Utility default PS ∏ Stop to SetupPR ∏ Stop to review AM ∏ Machine adjustmentFM ∏ Raw material/bulk default LM ∏ Machine liberationPP ∏ Stop to training/meeting HP ∏ Total of Stopped HoursPO ∏ Operators in other function HS ∏ Total of Setup HoursFP ∏ Programming default
BACK
43

61
AUTOMATIC DATA SHEETD A T A S H E E T
T E C H N O L O G Y
M O N T H Y E A RT O T A L
D A T ES H IF TC Ó D IG OB A T C HO P 0 , 0M M 0 , 0M E 0 , 0M T 0 , 0F U 0 , 0P R 0 , 0F M 0 , 0P P 0 , 0P O 0 , 0F P 0 , 0P S 0 , 0A M 0 , 0L M 0 , 0Q t t . R e c e iv e d ( K g ) 0 , 0Q t t . P r o d . ( K g ) 0 , 0M id d le w e ig h t ( m g ) -Y e ld ( % ) 0 ,0 %Q t t . P r o d . ( u n ) 0 0 0 0 0 0 0 0O P E R A T IN G 0 , 0 0 0 0 0 0 0 0H P 0 , 0 0 ,0 0 ,0 0 ,0 0 ,0 0 ,0 0 ,0 0 ,0H P ( J U M P ) 0 , 0 0 ,0 0 ,0 0 ,0 0 ,0 0 ,0 0 ,0 0 ,0S E T - U P 0 , 0 0 0 0 0 0 0 0
C P 1 4J U L Y 2 0 0 3
BACK62
Planilha de DadosDATA SHEET
TECHNOLOGY
MONTH YEARTOTAL
DATE 1 1 2 3 3 4 4 7SHIFT 1 2 1 1 2 1 2 1CÓDIGO 200524 200529 200529 200529 200529 200529 200529 200529BATCH 7390jun03 7448jun03 7448jun03 7448jun03 7449jun03 7449jun03 7450jun03 7450jun03OP 159,6 7,75 7,25 7,17 8,25 7,5 1,83MM 11,3ME 11,2MT 0,0FU 2,2 1,42PR 0,0FM 3,3PP 3,7 0,5PO 34,5 3,17 0,5FP 0,0PS 44,9 4,33 4,75AM 26,0 0,75 0,67 1,5 1LM 2,2 0,75 0,25Qtt. Received (Kg) 5615,6 397,2 777,2 803,6 791,4Qtt. Prod. (Kg) 5553,2 393,3 772,8 795,5 783,1Middleweight (mg) -Yeld (%) 98,9% 99,0% 99,4% 99,0% 99,0%Qtt. Prod. (un) 11877684 774,365 0 7728 0 1940718 0 1910932OPERATING 159,6 7,75 0 0 7,25 7,17 8,25 7,5 1,83HP 66,1 0,0 3,2 1,0 0,0 0,0 0,0 0,0 1,4HP (JUMP) 31,6 0,0 0,0 0,5 0,0 0,0 0,0 0,0 1,4
CP14JULY 2003
BACK
63
Fette P2 model 2017
• 30 anos• 24 estações• Alimentação por gravidade• 22 rpm• Produção de 2 comprimidos/estação• Desempoeirador• Detector de Metal
64
Kilian RX 67
• 9 anos • 67 estações• Alimentação por gravidade• 2 Estações de alimentação• Desempoeirador• Detector de Metal• Esteira de Transporte• Containers ou Tambores
65
Fette 3090i
• barulho reduzido • monitor de operação com touch screen• de acordo com as exigências de GMP e FDA• troca rápida de formatos• poluição reduzida do local de trabalho e do meio ambiente
66
Fette 3090i Wip
• compartimento de compressão lavável• quatro estações de compressão idênticas• automação total do processo• maior produtividade• maior flexibilidade
44

67
Sistema de Alimentação
• Arquivo 2211
68
Tecnologia de Compressão
Control panel:Controle dos parâmetros da compressora:- Pressão Principal- Enchimento- Altura da formação do comprimido
69
Tecnologia de Compressão
Datacontrol:- Controle e Monitoramento da tecnologia- Visualização das receitas dos produtos- Administração de Usuários- Impressão do relatório de controle em processo.
70
Controle em Processo On line
• IPC (In Process Control) – Peso, dureza, espessura
1 ,5 0
2 ,5 0
3 ,5 0
4 ,5 0
5 ,5 0
6 ,5 0
7 ,5 0
1 2 3 4 5 6 7 8 9 1 0 1 1 1 2 1 3
Pa r a m e te r
Th e o r e t ic a l
W L
W L
C L
C L
A máquina de compressão ajusta automaticamente para manter os comprimidos entre os limites de advertência.
Caso um valor esteja fora da área crítica, a máquina rejeita o comprimido e para automaticamente e o operador deve avaliar o ocorrido.
71
Tecnologia de Compressão
Checkmaster: Controle em Processo: Peso, dureza, espessura e diâmetro
72
Tecnologia de Compressão
Detector de Metal: Rejeita comprimidos com contaminação metálica
45

73
Esteira de transporte: transporte de comprimidos para os containers/ tambores
Tecnologia de Compressão
74
Formas Farmacêuticas Secas
DispensaçãoGranulaçãoCompressãoEncapsulaçãoRevestimeto
75
Recebimento dos Materiais
Análise dos Materiais
Armazenamento
Separação dos Materiais
Envio para Pesagem
Armazenamento para Pesagem
Processo de Pesagem
Armazenamento de material pesado
Devolução de material
sobressalente
Conferência de Materiais Pesados
Encapsulação(Cápsula)
Granulação(Bulk)
Compressão(Comprimido ou
Núcleo)
Revestimento
Armazenamento de Comprimidos e Cápsulas
EmbalagemEnvio para Almoxarifado
ALMOXARIFADO EMBALAGEM
Geração de Ordem de Produção
Geração de Ordem de EmBalagem
DISPENSAÇÃO
PRODUÇÃO
76
Histórico
• 1834 – Mothes e Dublanc (França) inventaram a cápsula de gelatina. Peça única a qual era fechada com uma gota de gelatina concentrada quente.
• 1848 – James Murdock (Londres) patentearam a cápsula com corpo e tampa.
77
Histórico
• 1948 – Fabricada uma máquina (Accogel) para produção automática de cápsulas moles, a qual permitia o enchimento dos invólucros com substâncias liquidas e sólidas.
78
Definição de cápsulas
• Podemos definir cápsulas como preparações farmacêuticas constituídas por um invólucro de natureza, forma e dimensões variadas, contendo substâncias medicinais, sólidas, pastosas ou liquidas.
46

79
Tipos de Capsulas
• Cápsulas duras
• Cápsulas gelatinosas moles
80
Tipos de Cápsulas
• Cápsulas Duras: O invólucro é constituído somente por gelatina.
• Cápsulas Moles ou elásticas: o invólucro é constituído de gelatina mais emolientes (glicerina, propilenoglicol, polietilenoglicol, sorbitol, etc.)
81
Vantagens das cápsulas• Graças a elasticidade das suas paredes, as cápsulas
são de mais fácil deglutição do que os comprimidos.• Meio de administração de substâncias nauseosas ou
de sabor desagradável sob uma forma em que não se apercebe o seu gosto (mascarar sabor e odor desagradável)
• Promove a disponibilização da droga rapidamente e podem ser revestidas por invólucros gastro-resistentes.
• Necessidade mínima de excipientes
82
Vantagens das cápsulas
• As cápsulas gelatinosas duras são consideradas, atualmente, uma das melhores formas para acondicionar substâncias medicamentosas, pois protegem contra a ação da luz, do ar e da umidade.
83
Obstáculos para cápsulas
• Substâncias muito higroscópicas
• Substâncias que possam desidratar a cápsula tornando-a seca.
84
Corpo Tampa
Sulco de travamento
(Corpo)
Sulco de travamento
(Tampa)
CápsulaPré-Fechada
CápsulaFechada
Sulco de pré -travamento
Curvatura
47

85
Cápsulas Duras
• As cápsulas duras são feitas principalmente de uma mistura de gelatina e pode conter agentes corantes, agentes causadores de opacidade, plastificantes e conservantes.
• As cápsulas são formadas mergulhando-se moldes de pinos de aço inoxidável frio em solução de gelatina.
86
Cápsulas DurasPinos
refrigerados
Empurradores
Solução de gelatina sob aquecimento
87
Cápsulas Duras• As cápsulas duras apresentam-se no comércio com
variados tamanhos:
AAS (g)
mililitro
Cápsula
0,060,130,190,260,320,450,700,97
0,130,210,300,370,500,680,951,37
54321000000
A medida que vai sendo mais elevado o seu algarismo designativo, vai diminuindo a capacidade dos invólucros.
88
Tamanho de Cápsulas
±0±0.3±0.3±0.3±0.4±0.3±0.3±0.3±0.3±0.3±0.3±0.3±0.3Variação mm
11.114.315.918.019.319.420.4221.724.223.123.325.326.1mm
5. Comprimento da cápsula fechada
4.915.325.826.356.366.916.917.647.667.658.538.539.91Tampa mm
4.685.055.576.076.096.636.637.347.367.348.188.189.55Corpo mm
4. Diâmetro externo
±0.40±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46Variação mm
6.27.218.088.949.79.7810.4910.7211.9911.6811.7412.9512.95Tampa mm
±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46±0.46Variação mm
9.3012.1913.5915.2716.6616.6117.718.4420.9820.1920.2222.2022.20Corpo mm
3. Comprimento
0.130.210.300.370.410.500.540.680.780.780.911.021.37Volume ml
2. Volume interno
±2±3±3±4±5±5±5±6±7±7±7±10±10Variação Mg
2838486166768196110107118130163Mg
1. Peso
54322 el11 el00el*0el0000el000Cápsula
89
Dosificação de cápsulas
• A dosificação correta das cápsulas duras dependem de três fatores fundamentais:– Escolha de invólucros corretos– Método de enchimento– Produto à encapsular
90
Escolha de Invólucros
• A escolha é feita a partir do volume aparente do produto e do peso de pó a ser acondicionado.
48

91
Métodos de enchimento• Os métodos de enchimento podem ser manual, semi-
automático e automático.• A indústria farmacêutica tem vários tipos de máquinas
de enchimento que se baseiam num dos seguintes princípios:– O pó granulado é lançado nos invólucros das cápsulas,
procedendo-se o seu nivelamento com uma superfície rasante ( Parke davis)
– O pó é lançado nos invólucros mediante a força dada por um parafuso sem-fim (hofliger-Karg)
– O pó é lançado nos invólucros por meio de compressores-doseadores
92
Métodos de enchimento
Superfície Razante Parafuso sem fim Seringa Dosadora
93
Produto a Encapsular• O produto a encapsular influencia notavelmente o
enchimento em função do seu tipo de escoamento ( Ex.: irregular, lento).
• Pós constituídos por partículas esféricas não oferecem obstáculo ao processo de encapsulamento.
• Lubrificantes são utilizados para melhorar o escoamento dos pós para encapsulamento.
• Utilizam-se granulados com partículas de 0,3 a 0,7 mm de diâmetro.
94
Produto a Encapsular• Medicamentos pastosos: massa em forma de
cilindro o qual é segmentado e posteriormente acondicionado nos invólucros.
• Medicamentos líquidos: introdução nos invólucros utilizando pipetas ou buretas com posterior colagem dos bordos das hemi-cápsulas para evitar extravasamento. A colagem é feita através do umedecimento dos bordos e posterior movimento da tampa.
95
Encapsuladoras
DISCO DEALIMENTAÇÃO
ABERTURADISCO DESERINGAS
DOSADORAS
DISCO DE FECHAMENTOE EXPULSÃO
DISCO DE ARMAZENAMENTO
DA TAMPA
CÁPSULASVAZIAS
CONTEÚDO
CÁPSULA CHEIA 96
Correias e Discos
49

97
Encapsuladoras
CORREIAGIRATÓRIA
DISCO DE ARMAZENAMENTO DA TAMPA
DISCO DEALIMENTAÇÃO ABERTURA
DISCO DE FECHAMENTOE EXPULSÃO
DISCO DESERINGAS DOSADORAS
Cápsula Vazia
Vácuo
ArComprimido
98
Sistema de expulsão
99
Mecanismo de funcionamento de máquinas encapsuladoras
1 – Cápsula vazia é colocada no hoper2 – O corpo da cápsula é separado da cabeça,
normalmente utilizando vácuo.3 – O corpo e a cabeça da cápsula são acondicionados,
em mesas redondas giratórias sendo que o corpo da cápsula passa pelo distribuidor promovendo o enchimento da mesma.
4 – A cabeça da cápsula e o corpo são novamente juntadas.
5 – As cápsulas cheias são ejetadas e transportadas para os containers.
100
Características de máquinas encapsuladoras
• Rotativas com enchimento contínuo• Exemplo de Velocidades: MG2: 150 – 1000 cápsulas /
minuto• Sistema de dosagem da quantidade de pó a ser inserida
no corpo da cápsula.- Pega do pó- Leve compressão do pó- Ejeção do pó dentro do corpo da cápsula
• Fechamento da cápsula por pinos de travamento ou selagem.
• Ejeção da cápsula por ar comprimido
101
Características de máquinas encapsuladoras
• O ajuste de controle de peso e compressão do pó pode ser feito com a máquina em movimento.
• Acessórios para controle de nível de pó na estação de alimentação, descarte de cápsulas vazias e parada de máquina em caso de cápsulas sucessivas que não foram abertas.
• As encapsuladeiras podem trabalhar com pós, grânulos ou pellets.
102
Controle em Processo• Dimensões: - altura - Diâmetro
• Peso (por posição)- cápsula vazia- cápsula cheia - Conteúdo
• Tempo de desintegração
50

103
Ajuste Automático
Área Superior de Parada de Máquina
Área Inferior de Parada de Máquina
Área Superior de Ajuste
Área Inferior de Ajuste
Área de Trabalho
Limite Superior de Especificação
Limite Inferior de Especificação
Peso médio
Parada deMáquina
AjusteAutomático
104
G 140-S
• Capacidade: 140 000cápsulas/hora
• Utilizada para: pós,pellets
105
G 250
• Capacidade: 200 000cápsulas/hora
• Utilizada para: pós,pellets,microcomprimidos,comprimidos
106
Planeta• Capacidade: 6.000
12.00025.00050.000 cápsulas/hora
• Utilizada para: pós,pellets,microcomprimidos,comprimidoslíquidoservas
107
Cápsulas Moles
• As cápsulas moles se destinam preferencialmente a acondicionarem líquidos, podem apresentar várias formas e tamanhos e conter substâncias medicamentosas em quantidades variáveis desde 0,2g a 0,5g.
108
Cápsulas Moles
> 0,5 gGrandesGlóbulos
0,2 mLEsféricaPérolas
0,25 mLPequenaNão esférica
Capsulinas
0,5 mLOvóideCápsulas
CapacidadeFormaTipos
51

109
Cápsulas Moles
• A preparação dos invólucros das cápsulas moles é executada por dois processos fundamentais:– Por imersão– Por compressão
110
Preparação de cápsulas moles por imersão
• Preparação da massa de gelatina – 45 – 60 ºC
• A preparação dos invólucros é conduzida mergulhandorepetitivamente os moldes na massa fundida durante alguns segundos.
• O acondicionamento de líquidos, pós ou produtos pastosos efetua-se adaptando pipetas, buretas ou pequenos funis à abertura das cápsulas
• As cápsulas são fechadas por intermédio de uma gota de solução de glicerina gelatinada, posteriormente podem ser imersas , pelo ponto de colagem, num banho de solução gelatinada.
111
Cápsulas Moles
Preparação deInvólucro no
Molde
Acondicionamento Do conteúdo
Aplicação da gota de gelatina glicerinada
112
Preparação de cápsulas moles por compressão
• O processo de preparação por compressão baseia-se no aprisionamento de quantidades estabelecidas de substâncias medicamentosas sólidas ou liquidas entre folhas de gelatinaglicerinada que, depois, se soldam por compressão e se recortam.
• Nas cápsulas preparadas por compressão observa-se a existência de uma linha de união dos hemi-receptáculos, a qual contorna toda a cápsula.
113
Preparação de cápsulas moles por compressão
Cilindro de Filmede Gelatina Glicerinada
Cilindro de Filmede Gelatina Glicerinada
Molde
Produto
Folha de gelatina
glicerinada
Método de Scherer
114
Preparação de cápsulas moles por compressão
• Método de Scherer – 1993
Em uma máquina encapsuladora, duas folhas de gelatina são obrigadas a passar em frente de duas matrizes cilíndricas rotativas. Cada uma dessas matrizes tem uma sessão dentada, cuja abertura corresponde ao molde do hemi-receptáculo da cápsula pretendida.
52

115
Preparação de cápsulas moles por compressão
• Método de Scherer – 1993
No momento em que as duas folhas de gelatina passam pela matriz, da-se a sua moldagem e ao mesmo tempo é injetada a quantidade de medicamento líquido destinada a ficar aprisionada entre elas, e que constituirá o conteúdo de cada cápsula. A soldagem dos hemi-receptáculos faz-se por compressão.
116
Cápsulas gastro-resistentes
- Cápsulas que resistem ao suco gástrico e que desagregam rapidamente no suco intestinal.
- Os envolvimentos gastro –resistentes impedem o ataque da cápsula pelo suco gástrico durante sua permanência no estômago.
- O envolvimento das cápsulas para que se tornem gastro-resistentes pode ser efetuado por processos idênticos aos utilizados na preparação de drágeas gastro-resistentes.
117
Referência Bibliográfica
• Pharmaceutical Dosage Forms - Herbert A.Liberman, Leon Lachman, and Joseph B.Schwartz
• Tecnologia Farmacêutica - 5ª Edição – L.Nogueira Prista – A.Correia Alves – Rui Morgado
• Pharmaceutical Pelletization Technology - Isaac Ghebre-Sellassie
118
Todos os direitos reservados pela Lei 9610, de 19/02/1998
Nenhuma parte desta apostila poderá ser reproduzida sem autorização prévia, por escrito, do Instituto Racine Ltda., por meios eletrônicos, mecânicos, fotográficos, gravação
ou quaisquer outros.
Racine – Fone/Fax (11) 3670-3499
Autoria: Nilce Kinue Mashiba Tomokane
119
Formas Farmacêuticas Secas
DispensaçãoGranulaçãoCompressãoEncapsulaçãoRevestimento/ Drageamento
120
Recebimento dos Materiais
Análise dos Materiais
Armazenamento
Separação dos Materiais
Envio para Pesagem
Armazenamento para Pesagem
Processo de Pesagem
Armazenamento de material pesado
Devolução de material
sobressalente
Conferência de Materiais Pesados
Encapsulação(Cápsula)
Granulação(Bulk)
Compressão(Comprimido ou
Núcleo)
Revestimento
Armazenamento de Comprimidos e Cápsulas
EmbalagemEnvio para Almoxarifado
ALMOXARIFADO EMBALAGEM
Geração de Ordem de Produção
Geração de Ordem de EmBalagem
DISPENSAÇÃO
PRODUÇÃO
53

121
Histórico• 850 – 923 – A forma de drageamento é mencionada na
“Islamic Drug Literature” por Rhazes. Possivelmente o drageamento foi uma adaptação do método de preservação dos alimentos.
• 1600 – Publicação Francesa descrevendo o drageamento como forma de mascarar o gosto de alimentos.
• 1800 – Grandes avanços no desenvolvimento da técnica pelos Franceses.
• 1837 – 1840 – Patente para Cubeb e Copaiba com grande aceitação da forma drageada. Reconhecimento como oportunidade de melhoria na Europa e USA. Rápida expansão para diversos produtos nos EUA.
122
Histórico
• 1950 – Dr.Dale Wurster – Professor da Universidade de Wisconsin patenteou uma drageadeira com suspensão de ar que aplicava com eficiência a composição para film- coating utilizando forte fluxo de ar e drageadeiraperfurada.
• 1953 – Laboratório Abbot utilizou pela primeira vez a técnica de “Film Coating”.
123
Objetivos do Drageamento
• Mascarar o sabor, odor ou cor da droga• Proporcionar proteção física e química para a droga• Controlar a liberação da droga• Proteger a droga do ambiente gástrico do estomago com
um drageamento entérico resistente ao ácido.• Incorporar uma outra droga no drageamento em casos
de incompatibilidade química ou promover liberação seqüencial da droga.
• Melhorar o aspecto do medicamento com a utilização de cores especiais e impressão de contraste.
124
Fatores Chaves Para o Processo de Drageamento/
Revestimento• Existem 3 componentes básicos envolvidos no processo
de drageamento / Revestimento de comprimidos:– Propriedades do comprimido– Tecnologia de drageamento
• Equipamento• Parâmetros de processo• Utilidades e equipamentos auxiliares• Automação do processo
– Processo de Drageamento / Revestimento
125
Propriedades do Comprimido
• Os comprimidos devem possuir características físicas adequadas para drageamento / revestimento.
• Durante o processo de drageamento / revestimento os comprimidos rolam na câmara da drageadeira. Para tolerar o intenso atrito dos comprimidos chocando-se com outros comprimidos e com a parede da drageadeira os comprimidos precisam ser resistentes a abrasão e choques mecânicos.
126
Propriedades do Comprimido
• O formato do comprimido é importante, a forma mais adequada é a esférica, visto que estes comprimidos rolam livremente.
• O pior formato para drageamento / revestimento é o comprimido quadrado.
• A solução de drageamento deve molhar e aderir a superfície do comprimido, logo, comprimidos hidrofóbicos não são adequados para drageamento com soluções aquosas.
54

127
Fatores Chaves Para o Processo de Drageamento
• Existem 3 componentes básicos envolvidos no processo de drageamento / Revestimento de comprimidos:– Propriedades do comprimido– Tecnologia de drageamento
• Equipamento• Parâmetros de processo• Utilidades e equipamentos auxiliares• Automação do processo
– Processo de Drageamento / Revestimento128
Tecnologia de Drageamento/ Revestimento
• O processo de drageamento / revestimento consiste da aplicação da solução de drageamento em um leito de comprimidos em movimento com a aplicação de fluxo de ar aquecido para facilitar a evaporação do solvente.
129
Equipamentos utilizados no drageamento / Revestimento
• A maioria dos processos de drageamento / revestimento usa um dos 3 tipos de equipamentos abaixo:– Drageadeira convencional– Drageadeira perfurada– Leito fluidizado
130
Drageadeira Convencional
• Consiste de um recipiente de metal circular com rotação promovida por um motor.
• O ar quente é inserido diretamente sobre o leito de comprimidos e o ducto de exaustão fica na parte frontaldo recipiente.
• A solução granulante é adicionada manualmente ou através de spray sobre o leito dos comprimidos em movimento.
• Alguns modelos utilizam um sistema de imersão do tubo de insuflação de ar no leito dos comprimidos.
131
Drageadeira Convencional
132
Drageadeira Perfurada
• Todos os equipamentos deste tipo possuem o tambor perfurado ou parcialmente perfurado que gira horizontalmente dentro de um sistema fechado.
• Na Accela-Cota e na Hi-Coater o ar de secagem é insuflado sobre o leito de comprimidos em movimento, passa pelo mesmo e é exaurido através das perfurações do tambor.
• A Driacoater insufla o ar de secagem através de pontos perfurados no tambor, como o tambor gira os pontos perfurados passam pelos comprimidos e insuflam ar através do leito. A exaustão fica no fundo da drageadeira.
55

133
Drageadeira Perfurada
134
Drageadeira Parcialmente Perfurada
135
Leito Fluidizado•A fluidização da massa de comprimidos é atingida em uma câmera utilizando fluxo de ar de secagem.
•O fluxo de ar é controlado de forma que o centro da coluna tenha maior fluxo de ar promovendo a elevação dos comprimidos na parte central e descida dos mesmos pela parte lateral que se movem novamente para o centro e entram novamente na fluidização.
•A solução granulante normalmente é aplicada por spray na parte inferior ou superior do leito fluidizado.
136
Leito Fluidizado
137
Sistema de aplicação de spray
Existem 2 tipos de aplicação de spray:- Spray utilizando alta pressão: O grau de atomização e o fluxo de spray são controlados pela pressão alta do fluido, tamanho e formato do orifício e viscosidade do líquido.
- Spray utilizando baixa pressão e ar atomizado: O grau de atomização é controlado por pressão baixa do fluido, tamanho e formato dos orifícios de ar e líquido, viscosidade da solução e pressão do ar.
138
Parâmetros de Processo de Drageamento / Revestimento
• Durante o processo de drageamento / revestimento os comprimidos movem através da zona de aplicação onde recebem spray de solução , fora da zona de aplicação os comprimidos transferem, por contacto, parte da solução recebida para outros comprimidos e para as paredes do equipamento.
• Durante o processo o tambor gira fazendo com que os comprimidos passem repetitivamente pela zona de aplicação.
56

139
Parâmetros de Processo de Drageamento / Revestimento
• A aplicação do spray e a insuflação do ar de secagem podem ser contínuo ou intermitente dependendo do tipo de solução de drageamento e das condições de secagem.
• O fluxo de aplicação de solução granulante deve ser equilibrada com o fluxo de evaporação dos solventes.
• Eficiência de processo: 90 – 95% de sólidos aplicados devem estar na superfície dos comprimidos.
140
Utilidades e Equipamentos Auxiliares
• As utilidades utilizadas no processo de drageamentodevem estar de acordo com as Boas Práticas de Fabricação.
• Os requerimentos de segurança dependem da natureza dos solventes utilizados.– Explosivos : Explosion Proof– Tóxicos: Ventilação especial
141
Utilidades e Equipamentos Auxiliares
• Tratamento do ar de exaustão– Recuperação de solvente– Evitar contaminação ambiental com particulados e
solventes orgânicos.– Requisitos de segurança: devem atender a legislação
em vigor– Tendência de evitar utilização de solventes orgânicos,
os processos estão migrando para film-coating base aquosa
142
Utilidades e Equipamentos Auxiliares
• Equipamentos auxiliares:– Preparação da solução: tanques com camisa de
aquecimento/resfriamento, filtros e misturadores– Moinhos: Dispersão homogênea de sólidos insolúveis– Tanques pressurizados ou sistemas de bombas para
transporte da solução de drageamento.
143
Utilidades e Equipamentos Auxiliares
• Automação– Controle automáticos de parâmetros do processo
através da utilização de sensores e acessórios de regulagem para temperatura, fluxo de ar, fluxo de spray, velocidade do tambor, etc...
– Rastreabilidade do processo de drageamento / revestimento
– Análise de tendência dos parâmetros de processo
144
Fatores Chaves Para o Processo de Drageamento
• Existem 3 componentes básicos envolvidos no processo de drageamento / Revestimento de comprimidos:– Propriedades do comprimido– Tecnologia de drageamento
• Equipamento• Parâmetros de processo• Utilidades e equipamentos auxiliares• Automação do processo
– Processo de Drageamento/ Revestimento
57

145
Processo de Drageamento / Revestimento
• Drageamento
• Revestimento
146
Processo de Drageamento• O processo de drageamento (sugar coating) pode
aumentar o peso dos comprimidos de 50 a 100%.• O processo básico de sugar coating envolve as seguintes
fases:– Selagem dos comprimidos– Sub-coating– Aplicação de xarope– Polimento
147
Selagem do comprimido
• A selagem é feita para evitar penetração de umidade no comprimido.
• Aplicação de impermeabilizantes• Fase crítica do processo
148
Sub-coating
• O sub-coating é aplicado para arredondar as bordas e ângulos dos comprimidos.
• Aplicação de solução com adesivos seguido por pulverização de pós e secagem.
• Nas tecnologias que utilizam spray o pó e o adesivo são adicionados à solução de drageamento e são aplicados de forma intermitente sobre o leito de comprimidos.
149
Aplicação de Xarope
• A aplicação do xarope tem como objetivo diminuir ou eliminar as imperfeições da superfície do comprimido causada pela fase sub-coating e acrescentar cor à drágea.
150
Polimento
• O polimento tem como finalidade dar brilho à drágea.• Aplicação de Cera
58

151
Film-Coating
• O processo de film-coating altera de 2 a 5 % do peso dos comprimidos.
• A aplicação de solução de revestimento.• O revestimento do comprimido permite visualização do
logo, código dos comprimidos, etc...
152
Film-CoatingExemplos de Plastificantes
153
Film-CoatingSolventes
154
Film-Coating
Aditivos
155
Variáveis de Processo para Drageamento e Revestimento
– Equipamento• Design do equipamento e das pás de
movimentação do leito de comprimidos• Velocidade do tambor• Quantidade de comprimidos carregados no
equipamento
156
Variáveis do equipamento– Formato da câmara de drageamento– Pás– Velocidade de rotação– Carregamento
Afetam a mistura da massa de comprimidos.Mistura adequada é essencial para garantir a homogeneidade da aplicação da solução de drageamento.Soluções não aquosas: 10 – 15 rpmSoluções aquosas: 3 – 10 rpm
59

157
Variáveis de Processo para Drageamento e Revestimento
– Variáveis do Spray• Fluxo do spray• Grau de atomização• Tipo de spray• Distância do bocal do spray para o leito de
comprimidos.
158
Fluxo do Spray
159
Fluxo do Spray
160
Fluxo do Spray
161
Variáveis do Spray
162
Formação do Film
60

163
Atomização
164
Forma ideal do Spray
165
Calibração do Fluxo
166
Distância da pistola para o leito de comprimidos
A pistola deve estar com uma distância de 200 – 300 mm do leito dos comprimidos.
O spray tem que formar um ângulo de 90° C com o leito dos comprimidos.
167
Variáveis de Processo para Drageamento e Revestimento
– Ar de Processo• Quantidade de ar• Temperatura• Fluxo de ar / Volume de ar• Balanço do fluxo de ar
168
Variáveis do Ar de Processo– Temperatura– Volume– Fluxo– Qualidade (umidade, partícula, óleo)– Balanço
São parâmetros que devem ser controlados para obtenção de um ambiente ótimo de secagem para o processo de drageamento / revestimento.
Flutuações sazonais de umidade do ar externo levam a necessidade de inclusão de um equipamento umidificador/ desumidificador para garantir a especificação exigida pelo processo.
61

169
Variáveis do Ar de Processo
– O balanço entre a insuflação e a exaustão do ar deve ser feita para garantir que as poeiras e os solventes fiquem contidos dentro do equipamento de drageamento.
170
Variáveis do Ar de Processo
Quando ocorre turbulência de ar no processo
Processo sem turbulência
171
Distância da pistola para o leito de comprimidos
172
Carregamento
173
Descarregamento
174
Problemas que podem ocorrer
62

175
Problemas que podem ocorrer
176
Problemas que podem ocorrer
177
DESCARTE 01
BARRICA
DESCARTE 02MAIOR
MENOR
VIBRAÇÃO
ROTAÇÃO178
179 180
63

181
• Bomba de diafragma para sugar coating
182
• Bomba peristáltica para film coating
183 184
185 186
64

187 188
189 190
REFERÊNCIA BIBLIGORÁFICA
The Theory and Practice of Indústrial Pharmacy –Leon Lachman, Herbert A.Lieberman, Joseph L.Kanic
191
Exercício de Capacidade
Produto ATamanho de Lote: 684 Kg – 1.200.000 cprs/loteGranulação úmidaMatéria prima com grau de explosividade ST2Utilização de solvente orgânicoPeso médio do comprimido 600 mgComprimido RevestidoDemanda: 40 lotes/mês
192
Anexos
65