Aplicabilidade da Nova Guideline/HBEL na Politica de ... · Qualquer contaminação de um produto...
21
Aplicabilidade da Nova Guideline/HBEL na Politica de Validação de Limpeza da OM PHARMA, Portugal 6 a 8 de abril de 2018 Douro
Transcript of Aplicabilidade da Nova Guideline/HBEL na Politica de ... · Qualquer contaminação de um produto...

Aplicabilidade da Nova Guideline/HBEL na Politica de Validação de Limpeza da OM PHARMA, Portugal
6 a 8 de abril de 2018
Douro

2
Eudralex, Volume 4 - Good Manufacturing Practices (GMP) Guidelines
Part I – Basic Requirements for Medicinal Products :
Capitulo 3 – Premises and Equipment (ultima revisão 01/03/2015)
Capitulo 5 – Production (ultima revisão 01/03/2015)
Melhorar a orientação relativamente à prevenção da contaminação cruzada
Publicação pela EMA da guideline HBEL, Guideline on setting health based exposure
limits for use in risk identiifcation in the manufacture of different medicinal products
in shared facilities, baseada no conceito PDE (Permitted Daily Exposure)
Avaliar a necessidade de produção de um dado produto em instalações dedicadas
Dezembro de 2016 a EMA Q&A para esclarecer alguns pontos da Guideline e
questões entretanto colocadas pela indústria:
• Dificuldade do cálculo PDE quando os dados farmacológicos e
toxicológicos não são claros ou não estão disponíveis
• Necessidade de interpretação e determinação dos casos onde a guideline
HBEL deve ser completamente aplicada (Discussão ongoing)
3
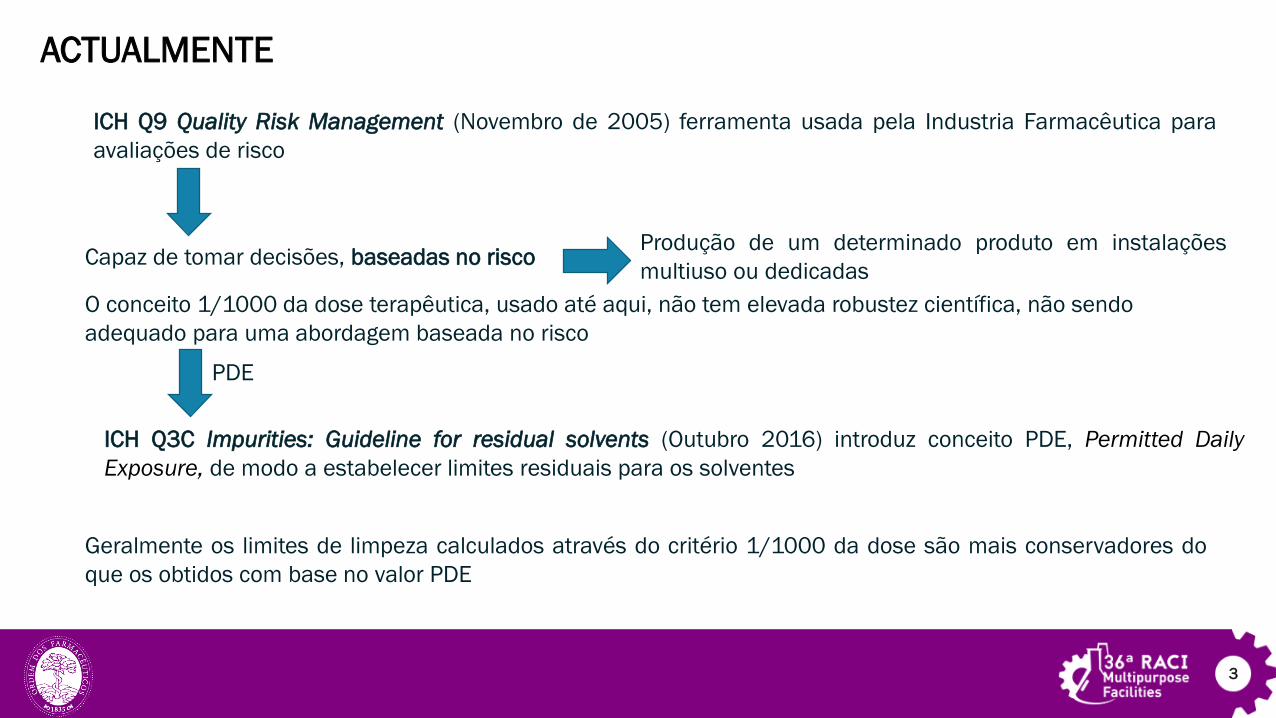
ACTUALMENTE
Capaz de tomar decisões, baseadas no risco
ICH Q9 Quality Risk Management (Novembro de 2005) ferramenta usada pela Industria Farmacêutica para
avaliações de risco
Produção de um determinado produto em instalações
multiuso ou dedicadas
ICH Q3C Impurities: Guideline for residual solvents (Outubro 2016) introduz conceito PDE, Permitted Daily
Exposure, de modo a estabelecer limites residuais para os solventes
O conceito 1/1000 da dose terapêutica, usado até aqui, não tem elevada robustez científica, não sendo
adequado para uma abordagem baseada no risco
PDE
Geralmente os limites de limpeza calculados através do critério 1/1000 da dose são mais conservadores do
que os obtidos com base no valor PDE

4
• Capítulo 3 – Instalações e equipamento: alteração da seção 3.6 (área de produção),
em linha com as orientações no âmbito da prevenção da contaminação cruzada
• Capítulo 5 – Produção: alterações no âmbito da prevenção da contaminação
cruzada e referência à avaliação toxicológica (seções 17-21) e alterações (seção 27-
30) de modo a refletir as obrigações legais relacionadas com a garantia do fabrico
dos API de acordo com as GMP (incluindo a rastreabilidade da supply chain).
Criação de uma nova seção (71) introduzindo orientações relativa à notificação das
restrições de fornecimento
• Simultaneamente – Revisão do Capítulo 8 (complaints, quality defects and product recalls):
Alterações significativas de modo a refletir os princípios de gestão do risco a aplicar na investigação de suspeitas de defeitos
de qualidade e reclamações
Sublinha a necessidade de investigar e determinar a causa dos defeitos de qualidade
Define a necessidade de implementação de medidas adequadas (p.e. CAPAs) e a obrigação de notificação dos defeitos de
qualidade à Autoridade competente

5
Capítulo 3 – Instalações e equipamento:
➢ A contaminação cruzada deve ser prevenida pelo design e operações
adequados das instalações de fabrico
➢ As medidas de prevenção da contaminação cruzada devem ser proporcionais aos
riscos
➢ Devem ser aplicados os princípios da gestão do risco para a qualidade (ICH Q9) na
avaliação e controlo dos riscos
➢ Pode ser necessário o uso de instalações e equipamentos dedicados para as operações de fabrico e/ou
acondicionamento – controlo do risco de alguns produtos
Quando?
• O risco não pode ser controlado por medidas operacionais e/ou técnicas
• Dados científicos da avaliação toxicológica não suportam o risco como sendo controlável
• Limites de resíduos, derivados da avaliação toxicológica, não puderam ser determinados satisfatoriamente
através de um método analítico validado

6
Capítulo 3 – Instalações e equipamento:
Rever
O Sistema da qualidade, de modo a determinar se as instruções e procedimentos em vigor permitem uma abordagem baseada no risco
Actualizar
Procedimentos que requerem instalações dedicadas para certos tipos de produtos
Procedimentos relativos à validação de limpeza, nomeadamente a definição dos limites de aceitação
Elaborar
Procedimentos relativos à contaminação cruzada e à introdução de novos produtos nas instalações
A decisão de ter Instalações dedicadas e/ou equipamentos, partes de equipamento, salas dedicados deve ser
baseada no risco e adequadamente documentada

7
Capítulo 3 – Instalações e equipamento:
→ Oportunidade de desenhar toda a instalação
→ Definir medidas técnicas e organizacionais adequadas
(com a avaliação de risco e os limites HBEL calculados)
→ Estratégias de design robustas, com foco nas medidas de
contenção
NOVA INSTALAÇÃO E INTRODUÇÃO DE NOVOS PRODUTOS
Em instalações com medidas técnicas e
organizacionais implementadas:
→ Avaliar os controlos definidos e se são necessários
controlos adicionais para conter o risco de
contaminação
→ Decisões baseadas no conhecimento do nível de
controlo garantido pelos equipamentos e sistemas a
uso
→ Pode não ser necessária uma avaliação de risco
completa para cada novo produto introduzido, excepto
se os produtos forem muito diferentes
INTRODUÇÃO DE NOVOS PRODUTOS NUMA
INSTALAÇÃO EXISTENTE

8
Capítulo 5 – Produção:
Qualquer contaminação de um produto é um risco para a segurança
do paciente, dependendo da natureza e da extensão da
contaminação
A produção de outros produtos, que não
medicamentos, deve ser evitada nas áreas e
recorrendo aos equipamentos destinados à
produção de medicamentos
Pode ser permitida, se as medidas de
prevenção da contaminação cruzada com
medicamentos possam ser aplicadas
A produção e/ou o armazenamento de venenos,
pesticidas ou herbicidas não é permitida nas
áreas utilizadas para o fabrico e/ou
armazenamento de medicamentos
A importância do risco vai depender da natureza do contaminante e do produto a ser
potencialmente contaminado. Sendo o risco mais significativo em injectáveis e
medicamentos de acção prolongada (formas farmacêuticas não fabricadas na OM
PHARMA Portugal
Princípios da gestão do risco para a qualidade
Avaliação dos riscos de contaminação cruzada apresentados pelos produtos fabricados
avaliação toxicológica potência dos produtos
9
Capítulo 5 – Produção:
A contaminação cruzada pode ocorrer em diferentes etapas: Produção, Amostragem,
Acondicionamento / reacondicionamento e Armazenamento. Em todas as etapas
devem ainda ser considerado:
✓ Uso e design das instalações e do equipamento
✓ Fluxos do pessoal e dos materiais
✓ Controlos microbiológicos
✓ Perfil físico-químico da substância activa
✓ Características do processo
✓ Processos de limpeza
✓ Capacidade analítica relativamente aos limites obtidos na avaliação dos produtos (gama
residual)
10
Prevenção da contaminação cruzada na OM PHARMA Portugal
Em Novembro de 2016, a OM PHARMA efectuou uma avaliação do impacto da revisão das GMP e
Guideline HBEL na politica de validação de limpeza, emitindo um relatório
Medidas técnicas realizadas para controlar os riscos de contaminação cruzada
conforme - ponto 5.21:
Medida Descrição Status
Instalações de fabrico dedicados
(instalações e equipamentos)Equipamentos: cerca de 40% são dedicados ou têm
peças dedicadas, principalmente consideradas
críticas, como filtros, mangueiras e punções; área de
produção de líquidos separada da área de fabrico de
sólidos
√
Áreas de produção autónomas com sistema de
tratamento de ar
Sistema e equipamentos AVAC separados e com filtros
HEPA
√
Uso de "sistemas fechados" para processamento
e transferência de produto entre equipamentos
São usados "sistemas fechados" entre máquinas do
processo de fabrico e enchimento na linha de líquidos
√
Extracção controlada de pó próximo à fonte de
contaminação
Despoeirador nas salas de compressão, enchimento
de saquetas, enchimento de capsulas, mistura de pós,
embalagem primaria de comprimidos
√

11
Prevenção da contaminação cruzada na OM PHARMA Portugal
Medida Descrição Status
Uso apropriado de antecâmeras e cascata de
diferencial de pressão
Conforme √
Separação das áreas de lavagem/ secagem e
armazenamento dos equipamentos/ materiais
Conforme √
Monitorização do ar dentro da área de fabrico e/ ou
áreas adjacentes
Conforme √
Registos da limpeza e uso de etiquetas de status da
limpeza (equipamentos e áreas de fabrico)
Conforme √
As medidas de prevenção da contaminação cruzada e
sua eficácia devem ser revistas periodicamente
As linhas validadas são monitorizadas √
Medidas técnicas realizadas para controlar os riscos de contaminação cruzada
conforme - ponto 5.21:

12
Prevenção da contaminação cruzada na OM PHARMA Portugal
Medidas organizacionais realizadas para controlar os riscos de contaminação cruzada
conforme - pontos 5.19 e 5.21:
Medida Descrição Status
Fabrico em campanha Plano de produção OM PHARMA com campanha
variável
Validação de limpeza on going para definir
numero de lotes por campanha
√
Os equipamentos/ materiais auxiliares das linhas de
fabrico de líquidos e semi-sólidos são submetidos
sempre a limpeza total
Ação Implementada √
Os equipamentos/ materiais auxiliares das linhas de
fabrico de sólidos são submetidos a
• "limpeza parcial“ entre lotes - fabrico de mesmo
produto
• “limpeza total” - mudança de produto
Ação Implementada √
As medidas técnicas e organizacionais - revistas periodicamente de modo a garantir e avaliar a sua
eficácia; As medidas de controlo dos riscos identificadas no seguimento da avaliação de risco são
incorporadas no sistema da Qualidade, como Change control e CAPAs

13
HBEL- Guideline on setting health based exposure limits for use in risk
identification in the manufacture of different medicinal products in shared
facilities, Novembro 2014
Qual o carry over possível (contaminação cruzada) sem que exista
qualquer risco para a saúde do paciente
Recomenda uma abordagem a seguir para a obtenção/revisão/avaliação, com base no
risco, de valores limite de substâncias activas de acordo com os dados farmacológicos e
toxicológicos disponíveis das mesmas (PDE, permitted Daily Exposure), definindo os limites
de exposição de produtos fabricados em instalações multiuso.
Determinação do HBEL

14
A determinação de um PDE envolve:
1. A identificação dos riscos através da revisão de todos os dados
relevantes
2. A identificação dos “efeitos críticos”
3. A determinação do NOAEL (no observed adverse effect level) dos efeitos
críticos
4. O uso de diversos factores de ajuste:
• Factores de segurança, incerteza, avaliação ou modificação
• Ponderam as várias incertezas de modo a permitir a extrapolação
de um nível de não-efeito confiável e robusto na população alvo
• Preferencialmente baseados em dados humanos
• LOAEL (Lowest Observed Adverse Effect Level) – pode ser utilizado se não for obtido o NOAEL
• Uso de factores adicionais para endereçar incertezas – aceitáveis, suportados com dados bibliográficos e
com uma discussão adequada (falta de dados para a toxicidade reprodutiva e de desenvolvimento)
• Desvios aos factores de ajustamento – aceites, se cientificamente justificados
• Se identificados múltiplos PDE (derivados de múltiplos efeitos críticos), o valor mais baixo deve ser utilizado
para os exercícios de validação de limpeza

15
HBEL deve ser estabelecido para todos os produtos - para os muito perigosos devem ser estabelecidos
segundo a abordagem proposta na guideline (avaliação toxicológica)
Revisão de todos os dados disponíveis: Estudos farmacodinâmicos não clínicos e clínicos
Toxicidade de dose repetida, reprodutiva e de desenvolvimento
Carcinogenicidade
Genotoxicidade, in vitro e in vivo
Identificação dos efeitos críticos deve ser baseada numa extensa pesquisa bibliográfica (monografias e bases de dados)
A estratégia de pesquisa e os resultados devem ser claramente documentados; a Discussão lógica para a escolha dos limites e dose a usar na
Derivação do PDE (Resultado da avaliação de todos os dados farmacológicos e toxicológicos disponíveis, clínicos e não clínicos) e a Descrição
do racional utilizado na definição dos factores de ajuste
Revisão por um perito
A página inicial do documento descritivo da estratégia de validação deve ser um sumário do processo de
avaliação (visão geral para os inspectores GMP)

16
Considera produtos altamente perigosos e produtos fora desta categoria.
5 categorias
Necessário o estabelecimento do perfil toxicológico completo
HBEL pode ser baseado em dados clínicos
Para produtos bem estabelecidos e com um índice
terapêutico favorável, os HBEL baseados na abordagem
1/1000 da dose terapêutica mínima ou 10ppm de um outro
produto são considerados suficientemente conservadores e
podem ser utilizados para efeitos de avaliação de risco e
limpeza
1. Compostos genotóxicos (especialmente os mutagénicos), que
têm grande probabilidade de ser carcinogénicos para
humanos. Facilmente identificáveis, estando o seu uso
restrito a indicações oncológicas com os respectivos avisos
no RCM
2. Compostos com efeitos reprodutivos e/ou no
desenvolvimento em baixas doses (10 mg/dia – dose clínica;
1 mg/kg/dia – dose em estudos animais)
3. Compostos que podem produzir toxicidade grave nos órgãos
ou outros efeitos significativos em doses baixas (10 mg/dia –
dose clínica; 1 mg/kg/dia – dose em estudos animais)
4. Compostos com alta potência farmacológica (doses diárias
recomendadas inferiores a 1 mg)
5. Compostos com alto potencial de sensibilização

17
Validação de LimpezaAnexo 15 vs Politica de Validação de Limpeza OM PHARMA, Portugal
Anexo 15 OM PHARMA, Portugal
Validação de limpeza = confirmar a eficácia do processo de
limpeza definido e tipicamente são realizados 3 runs com
resultados adequados
SIM
Inclui todos os equipamento que contacta com o produto SIM
Há possibilidade de agrupamento de tipos similares de
equipamento – justificação
SIM / AGRUPAMENTO conforme ANÁLISE DE RISCO E
DEFINIÇÃO DO API “PIOR CASO”
Verificação visual de limpeza – parte importante, mas não
único
SIM / PRIMEIRA A SER EFETUADA , SEGUIDA DAS ANÁLISES
FÍSICO-QUÍMICAS E MICROBIOLÓGICAS
Identificação dos factores variáveis que influenciam a
eficácia e o desempenho do processo de limpeza – uso de
worst case como base dos estudos
SIM / O PONTO DE PARTIDA PARA AS ATIVIDADES DE
VALIDAÇÃO DE LIMPEZA É A IDENTIFICAÇÃO DO PIOR CASO E
PONTOS CRÍTICOS
Devem ser estabelecidos limites para a remoção dos
agentes de limpeza utilizados
SIM / PESQUISA DE DETERGENTE RESIDUAL (LIMITE ≤ 10 PPM)
– MÉTODO ANALÍTICO VALIDADO - TOC
Deve ser considerado o potencial efeito cumulativo da
cadeia de equipamentos do processo
SIM / OS EQUIPAMENTOS UTILIZADOS PARA O FABRICO EM
CAMPANHA SÃO SUBMETIDOS A LIMPEZA PARCIAL A CADA
TROCA DE LOTE E A VALIDAÇÃO DE LIMPEZA DO FABRICO EM
CAMPANHA ESTÁ ONGOING

18
Validação de LimpezaAnexo 15 vs Politica de Validação de Limpeza OM PHARMA, Portugal
Anexo 15 OM PHARMA, Portugal
Limites para o carry over de resíduos do
produto devem ser baseados numa avaliação
toxicológica – justificação documentada
(avaliação de risco)
SIM / ANÁLISE DE RISCO EFECTUADA EM QUE CONSIDERA O GRUPO
FARMACOTERAPÊUTICO DE CADA API E O LD50. (PORÉM, O LD50 DEIXA DE
CONSIDERADO ADEQUADO NA DETERMINAÇÃO DO HBEL)
Definição dos hold-times limpo e sujo SIM / A VALIDAÇÃO DOS HOLD-TIMES LIMPO E SUJO ESTÁ ON GOING PARA
TODOS OS EQUIPAMENTOS
Fabrico em campanha – a duração máxima da
campanha baseada nos exercícios de
validação
SIM / VALIDAÇÃO DE LIMPEZA ONGOING PARA DEFINIR O TAMANHO DA
CAMPANHA NOS PIORES CASOS de cada linha
Avaliação do impacto da introdução de novos
produtos – Change Control
SIM / Após abertura de Change Control, ANÁLISE DE RISCO – EXEMPLO:
INTRODUÇÃO DO produto X NA LINHA DE FABRICO DE SEMI-SÓLIDOS
Protocolo de validação – locais a serem
amostrados, o fundamento para a seleção e
critérios de aceitação
SIM
Amostragem por swab, rinse, etc e Estudo de
recuperação dos materiais envolvidos
SIM / MÉTODOS ANALÍTICOS SÃO VALIDADOS + ESTUDO DE RECUPERAÇÃO
DOS MATERIAIS QUE CONSTITUEM OS EQUIPAMENTOS

19
Validação de LimpezaAnexo 15 vs Politica de Validação de Limpeza OM PHARMA, Portugal
Anexo 15 OM PHARMA, Portugal
Quando o processo de limpeza é ineficaz medidas devem
ser implementadas, exemplo: equipamento dedicado
SIM / PRIMEIRA MEDIDA - ALTERAÇÃO DO PROCEDIMENTO
DE LIMPEZA COM ABERTURA DE DESVIO DA Sistema da
QUALIDADE
É expectável uma abordagem mais ampla à Validação de
limpeza, para produtos considerados de maior risco
SIM / NAS SALAS DE AMOSTRAGEM/ PESAGEM, A
VALIDAÇÃO DE LIMPEZA ESTÁ A SER REALIZADA
CONSIDERANDO DOIS API’s COMO PIOR CASO
Formação de todos os operadores é essencial – registos e
avaliação de eficácia
SIM

20
Sugest
Capítulo 3
Elaborar um procedimento geral referente à Prevenção da
Contaminação Cruzada na área de Produção
Rever o procedimento de Introdução de novos produtos e
incluir a verificação da necessidade de alterar ou não as
medidas técnicas e/ou organizacionais implementadas
na área de Produção
Atualizar o Procedimento Geral de Validação de Limpeza e incluir o
conceito HBEL
Capítulo 5
Rever as medidas técnicas e organizacionais implementadas
em cada linha de Produção – para verificar a eficácia e
oportunidades de melhorias
HBEL
Análise de Risco incluindo a classificação dos produtos (não
perigosos/ muito perigosos) considerando as 5 categorias
descritas na guideline
Anexo 15, Validação de Limpeza
Confirmar a formação dos colaboradores envolvidos na
validação de limpeza
Rever todos os pontos do programa de Validação de
Limpeza e verificar oportunidades de melhorias