Análise da estrutura logística de estocagem e manuseio...
8
XXV Encontro Nac. de Eng. de Produção – Porto Alegre, RS, Brasil, 29 out a 01 de nov de 2005 ENEGEP 2005 ABEPRO 755 Análise da estrutura logística de estocagem e manuseio: estudo de caso na Indústria de Fios da Cocamar Edenilso Stela (COCAMAR/CEFET-PR) [email protected] Magda Lauri Gomes Leite (CEFET-PR) [email protected] João Luiz Kovaleski (CEFET-PR) [email protected] Resumo O artigo propõe uma análise sobre o sistema de estocagem e manuseio de produtos acabados com o objetivo de propor modificações que levem à redução de custos e melhoria da qualidade dos serviços logísticos executados. Trata-se de um estudo de caso na Indústria de Fios da Cocamar, localizada em Maringá, no Estado do Paraná. O sistema atual de estocagem e manuseio da indústria utiliza, na coleta de produtos, o sistema tradicional de emissão de ordem de embarque. O artigo propõe um novo sistema para o carregamento e a implantação da ferramenta curva ABC para a estocagem de produtos acabados. Na validação da eficiência do sistema proposto utilizou-se a ferramenta de simulação Arena para gerar indicadores necessários para a comparação. Os resultados mostraram que o sistema proposto apresenta melhoras significativas de desempenho em relação ao sistema atual de embarque e estocagem de produtos acabados na Empresa. Palavras chave: Logística; Estocagem; Manuseio. 1. Introdução O setor têxtil precisa acompanhar as tendências que vêm ocorrendo no mercado, que abrangem conceitos gerenciais de inovações tecnológicas, projetos, desenvolvimento de novos produtos, logística, etc. Correto gerenciamento destes aspectos possibilitam às empresas colocarem-se de forma mais competitiva no mercado, com menor custo interno e externo. A logística enquadra-se neste aspecto como um processo de planejamento, implementação e controle efetivo do fluxo e armazenagem de materiais. Segundo Ballou (1993), armazenagem e manuseio de mercadorias são componentes imprescindíveis do conjunto de atividades logísticas de uma empresa, seus custos podem absorver de 12 a 40% dos custos totais das despesas logísticas. Uma correta administração destes processos tende a proporcionar uma considerável redução dos custos gerados pela manufatura do produto, bem como um significativo aumento da qualidade dos produtos e suas partes constituintes. O objetivo deste trabalho é estudar as operações logísticas com ênfase na análise da sistemática de estocagem e manuseio de produtos acabados, considerando as inovações tecnológicas disponíveis, de forma a obtermos redução de custos e aumento da qualidade dos serviços realizados. O estudo foi baseado em um estudo de caso realizado na Indústria de Fios da Cocamar, para tanto foi proposto um novo conceito para o manuseio dos produtos acabados, composição dos carregamentos e também a utilização da curva ABC para melhor distribuição física dos produtos dentro do armazém de acordo com o seu grau de comercialização (giro de estoque) e utilizou-se a ferramenta de simulação Arena para gerar os valores dos indicadores de desempenho dos dois sistemas para comparação da eficiência.
Transcript of Análise da estrutura logística de estocagem e manuseio...

XXV Encontro Nac. de Eng. de Produção – Porto Alegre, RS, Brasil, 29 out a 01 de nov de 2005
ENEGEP 2005 ABEPRO 755
Análise da estrutura logística de estocagem e manuseio: estudo de caso na Indústria de Fios da Cocamar
Edenilso Stela (COCAMAR/CEFET-PR) [email protected] Magda Lauri Gomes Leite (CEFET-PR) [email protected]
João Luiz Kovaleski (CEFET-PR) [email protected]
Resumo
O artigo propõe uma análise sobre o sistema de estocagem e manuseio de produtos acabados com o objetivo de propor modificações que levem à redução de custos e melhoria da qualidade dos serviços logísticos executados. Trata-se de um estudo de caso na Indústria de Fios da Cocamar, localizada em Maringá, no Estado do Paraná. O sistema atual de estocagem e manuseio da indústria utiliza, na coleta de produtos, o sistema tradicional de emissão de ordem de embarque. O artigo propõe um novo sistema para o carregamento e a implantação da ferramenta curva ABC para a estocagem de produtos acabados. Na validação da eficiência do sistema proposto utilizou-se a ferramenta de simulação Arena para gerar indicadores necessários para a comparação. Os resultados mostraram que o sistema proposto apresenta melhoras significativas de desempenho em relação ao sistema atual de embarque e estocagem de produtos acabados na Empresa. Palavras chave: Logística; Estocagem; Manuseio.
1. Introdução O setor têxtil precisa acompanhar as tendências que vêm ocorrendo no mercado, que abrangem conceitos gerenciais de inovações tecnológicas, projetos, desenvolvimento de novos produtos, logística, etc. Correto gerenciamento destes aspectos possibilitam às empresas colocarem-se de forma mais competitiva no mercado, com menor custo interno e externo.
A logística enquadra-se neste aspecto como um processo de planejamento, implementação e controle efetivo do fluxo e armazenagem de materiais. Segundo Ballou (1993), armazenagem e manuseio de mercadorias são componentes imprescindíveis do conjunto de atividades logísticas de uma empresa, seus custos podem absorver de 12 a 40% dos custos totais das despesas logísticas. Uma correta administração destes processos tende a proporcionar uma considerável redução dos custos gerados pela manufatura do produto, bem como um significativo aumento da qualidade dos produtos e suas partes constituintes.
O objetivo deste trabalho é estudar as operações logísticas com ênfase na análise da sistemática de estocagem e manuseio de produtos acabados, considerando as inovações tecnológicas disponíveis, de forma a obtermos redução de custos e aumento da qualidade dos serviços realizados.
O estudo foi baseado em um estudo de caso realizado na Indústria de Fios da Cocamar, para tanto foi proposto um novo conceito para o manuseio dos produtos acabados, composição dos carregamentos e também a utilização da curva ABC para melhor distribuição física dos produtos dentro do armazém de acordo com o seu grau de comercialização (giro de estoque) e utilizou-se a ferramenta de simulação Arena para gerar os valores dos indicadores de desempenho dos dois sistemas para comparação da eficiência.

XXV Encontro Nac. de Eng. de Produção – Porto Alegre, RS, Brasil, 29 out a 01 de nov de 2005
ENEGEP 2005 ABEPRO 756
2. Marco Referencial O controle de estoques deve-se à influência direta que os mesmos têm na rentabilidade das empresas (GOEBEL, 1996). A manutenção de estoques de produtos acabados em uma fiação, cuja finalidade é exclusivamente a venda de 100% de seus produtos, pode ser classificada com uma estratégia mercadológica que visa o atendimento a seus clientes independentemente da produção atual de sua unidade fabril. O estudo da importância dos estoques nas empresas é antigo como a preocupação com a administração das empresas, atualmente as organizações que efetuam uma correta administração de seus estoques, conseguem obter vantagem competitiva em relação a seus concorrentes, devido a capacidade de atender seus clientes prontamente (MARTINS, 2001).
Por conseqüência desta manutenção estocástica torna-se necessário um correto planejamento do espaço disponível visando uma utilização otimizada da estrutura. A curva ABC utilizada nesta situação visa identificar e definir locais de estocagem para os produtos com maior rotatividade de estoque (razão entre o volume de vendas e o estoque médio) de modo que o número de movimentações dos produtos seja o menor possível, com base em sua permanência no armazém. Os estoques são utilizados para melhorar a coordenação da oferta-procura, reduzindo assim seus custos totais; conseqüentemente a manutenção de estoques geram a necessidade de armazenagem e manuseio dos produtos (BALLOU, 2001).
Todos concordam que a melhor movimentação de materiais é nenhuma movimentação, mas na realidade nem todas as operações conseguem eliminam tais movimentações, nestes casos “movimentar menos é melhor”; freqüentemente as pessoas “movimentam o material até a morte”, sem compreender o impacto físico que afetam o produto e o efeito que isso gera sobre os custos e a qualidade (MOURA, 2002). A movimentação excessiva de materiais (no caso caixas contendo doze bobinas de fios com média de 28 Kg cada), pode agregar ao custo final de produção um aumento praticamente imperceptível perante o faturamento; mas se corretamente administrado, tais custos tornam-se ganhos, aumentando os lucros obtidos com a industrialização do produto. O fluxo de movimentação de materiais dentro das empresas é uma questão que pode ser considerado como um fator de diferencial competitivo, quando bem administrado, podendo reduzir custos de processo e gerar ganhos de produtividade dentro de um processo de manufatura enxuta; os movimentos e manuseios desnecessários de produtos, geram perda de tempo, qualidade e produtividade (MENDONÇA, 2002).
Com o aumento das velocidades de produção, devido às inovações tecnológicas dos maquinários, os tempos de transporte e manipulação de produtos transformaram-se em áreas de estudos para aumento da eficiência do processo; tais itens são áreas onde existem atualmente uma grande quantidade de desenvolvimentos de sistemas automatizados possibilitando assim uma melhor otimização dos tempos de processos e consequente redução de custos (PIO, 2000). De acordo com a realidade atual do embarque e armazenagem de fios na Cocamar e considerando a implantação futura do sistema de verticalização de estoques, pode-se utilizar ferramentas de auxílio para a implantação da automação de todo o processo citado. O fato abordado aqui consiste na melhoria do sistema de identificação e montagem de carregamentos possibilitando assim uma redução do tempo gasto com as operações de embarque, melhor identificação e rastreabilidade dos produtos embarcados e melhoria dos serviços executados.
3. Metodologia O estudo de caso foi realizado na Indústria de Fios da Cocamar que está inserida na cadeia têxtil, atuando na industrialização e comercialização de fios de algodão e mistos; localizada em Maringá no Paraná a indústria conta com 450 colaboradores no setor produtivo, produzindo fios convencionais e open-end.

XXV Encontro Nac. de Eng. de Produção – Porto Alegre, RS, Brasil, 29 out a 01 de nov de 2005
ENEGEP 2005 ABEPRO 757
Inicialmente foi feito um levantamento da situação atual da armazenagem e expedição de fios, para tanto foram utilizadas diferentes técnicas de coleta de dados com o intuito de alcançar os objetivos propostos. Foram empregadas técnicas de entrevista e observação não-participante. Os sujeitos da pesquisa foram gerentes, supervisores, encarregados e colaboradores responsáveis pelo processo.
Após a coleta dos dados, foi realizado tratamento qualitativo e quantitativo dos mesmos, na forma de uma análise comparativa entre a teoria revisada, a prática observada e propostas de melhorias. Com relação à estocagem de produtos acabados, foi utilizado a curva ABC para obter a classificação destes, de acordo com o histórico do giro de estoque dos últimos anos e de acordo com os dados obtidos foi proposto um novo modelo de organização dos produtos no interior do armazém utilizando a Arena para efetuar a simulação da reorganização dos produtos.
Para a otimização do manuseio de produtos foram coletados dados da situação atual de expedição e novamente utilizou-se a Arena para gerar indicadores de desempenho simulados para a mensuração dos custos dependentes do processo. Esta pesquisa classifica-se como descritiva e de estudo de caso e está embasada pelo método indutivo.
4. A Empresa – Estocagem, Embarque e Manuseio de Produtos Nos casos em que as taxas de consumo não são previsíveis, temos a situação em que os estoques são necessários para fazer frente a estas incertezas (CORRÊA, 2000). Se a demanda pelos produtos fornecidos pela empresa fosse conhecida com exatidão e as mercadorias fossem fornecidas instantaneamente, teoricamente não haveria necessidade de manter estoques. É verdade que as técnicas de gestão de estoques conseguem reduzir sensivelmente os níveis, mas não quanto a todos os itens, principalmente quando a sua gama é muito ampla.
O volume e a diversificação de produtos produzidos pela Indústria de Fios trazem a necessidade de manutenção de estoque como estratégia mercadológica, de acordo com tendências de mercado previamente analisadas, para proporcionar um melhor atendimento a seus clientes de acordo com a necessidade atual.
Dentro deste contexto, foram coletados dados da média de produtos expedidos pela indústria nos últimos dois anos, objetivando assim uma reorganização dos estoques no interior do armazém de acordo com o giro de cada produto.
Item Produto (Fios) Percentual de Produtos Expeditos
Percentual Acumulado
01 Ne 24 Algodão 15,00% 15,00% 02 Ne 30 Poliéster/Algodão 13,59% 28,58% 03 Ne 24 Poliéster/Algodão 8,95% 37,53% 04 Ne 8 Open End 8,38% 45,91% 05 Ne 8 Open End (Tecelagem) 6,16% 52,07% 06 Ne 8 Open End Poliéster/Algodão 5,37% 57,44% 07 Ne 24 Mescla Poliéster/Algodão 5,05% 62,49% 08 Ne 20 Algodão 4,93% 67,43% 09 Ne 27 Algodão 4,15% 71,58% 10 Ne 30 Algodão 3,93% 75,51% 11 Ne 12 Algodão 3,56% 79,07% 12 Ne 30 Poliéster/ Viscose 3,44% 82,51% 13 Ne 30 Mescla Poliéster/Algodão 3,22% 85,73% 14 Ne 30 Poliéster/Viscose/Poliéster
Preto 2,14% 87,88% 15 Ne 16 Algodão 1,99% 89,87%

XXV Encontro Nac. de Eng. de Produção – Porto Alegre, RS, Brasil, 29 out a 01 de nov de 2005
ENEGEP 2005 ABEPRO 758
16 Ne 10 Open End Poliéster/Algodão 1,61% 91,48% 17 Ne 12 Algodão 1,57% 93,05% 18 Ne 6 Open End (Tecelagem) 1,51% 94,56% 19 Ne 12 Open End (Tecelagem) 1,49% 96,05% 20 Ne 20 Poliéster/Algodão 1,30% 97,35% 21 Ne 30 Poliéster 0,87% 98,22% 22 Ne 30 Poliéster/Algodão
(Tecelagem) 0,65% 98,87% 23 Ne 26 Algodão 0,64% 99,51% 24 Ne 10 Open End 0,37% 99,88% 25 Ne 12 Open End Poliéster/Algodão 0,12% 100,00%
Total 100,00% Fonte: Departamento Administrativo – Indústria de Fios da Cocamar (2005)
Tabela 1 – Média Percentual de produtos expedido versus percentual de produtos acumulado
Com os dados obtidos, de acordo com a tabela 1, pode-se reformular a sistemática de estocagem tomando como base a ferramenta de análise curva ABC de maneira clássica, utilizando o princípio conhecido como curva de Pareto, consistindo na alocação dos itens de estoque em três grupos de acordo com o giro de estoque ou valor de demanda do mercado.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Produtos
% d
e Pr
odut
os E
xped
idos
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
% A
cum
ulad
aItens A Itens B Itens C
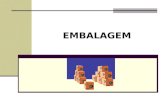
Figura 1 – Média de Giro de Estoque no Armazém
De acordo com a tabela 1 e com a formação da curva ABC podemos reorganizar os produtos dentro do armazém de modo que os produtos considerados “A”, que representam em média aproximadamente 58% do giro de mercadorias no armazém, sejam alocados o mais próximo possível da plataforma de embarque; seguidos pelos itens considerados “B”, que representam 32% do giro de mercadorias e em seguida os itens considerados “C” que respondem por 10% do giro do armazém.
As principais vantagens da simulação são: permite estudar tanto sistemas reais como sistemas que ainda não existem, possibilita observar como o sistema responde quando é realizada uma série de alterações, durante os estudos não há interferência no sistema real, há economia de tempo e de recursos financeiros e permite estudar sistemas na qual a experimentação do

XXV Encontro Nac. de Eng. de Produção – Porto Alegre, RS, Brasil, 29 out a 01 de nov de 2005
ENEGEP 2005 ABEPRO 759
sistema real é inapropriada.
O programa Arena é um software de simulação de processos por computador. Ele pode ser utilizado para construir o modelo, executar a simulação, visualizar a animação da simulação e observar os resultados da simulação. Os modelos são construídos utilizando fluxogramas, cuja vantagem consiste dele ser amplamente utilizado para descrever os mais variados sistemas para diversas aplicações, pois eles descrevem com facilidade os sistemas e sua leitura é feita de forma fácil e rápida; ele mostra de forma clara e objetiva a seqüência de ações a serem realizadas e as condições a serem cumpridas. Utilizando a análise anterior com o auxílio da simulação obtemos a figura 2 que mostra uma visão geral do sistema de estocagem atual utilizado e a figura 3 mostra o sistema de estocagem proposto. Os produtos considerados nesta simulação são de acordo com a realidade atual de armazenagem.
Figura 2 – Situação atual de armazenagem
Figura 3 – Simulação aplicando a curva ABC

XXV Encontro Nac. de Eng. de Produção – Porto Alegre, RS, Brasil, 29 out a 01 de nov de 2005
ENEGEP 2005 ABEPRO 760
De acordo com análise efetuada nas figuras 2 e 3 com o auxílio da curva ABC, podemos classificar os produtos de acordo com as respectivas cores em: produtos “A”: azul; produtos “B”: amarelo e produtos “C”: cinza.
Após reorganização dos produtos armazenados, de acordo com o histórico de giro de estoque de cada item, obtemos uma nova formatação para alocação dos produtos, conforme demonstrado na figura 3. Deste modo podemos obter uma redução dos custos de consumo de gás da empilhadeira e uma redução dos tempos de geração da ordem de embarque e do embarque de produtos.
Com relação ao embarque de produtos acabados podemos dizer que atualmente o mesmo é realizado de acordo com o sistema coleta baseado no sistema tradicional de emissão de ordem de embarque, elaborado por um colaborador responsável, com base nos dados do sistema que contém todos os tipos de fios armazenados. O armazenamento é feito em paletes empilhados dois a dois sobrepostos onde cada palete é composto com 36 caixas (inferior) ou 30 caixas de fios (superior), numeradas de 1 a 528 caixas por pilha (ou lote).
Atualmente há duas formas de vendas adotadas pela Cooperativa: “Sistema Convencional” e o sistema de “Pagamento à vista”.
- Sistema de carregamento convencional: é efetuado de acordo com a ordem de embarque, onde o mesmo segue a seqüência de carregamento por ordem crescente da numeração das caixas;
- Sistema de “Pagamento à vista”: também é efetuado de acordo com a ordem de embarque, mas este sistema consiste na seleção específica de caixas, independentemente da sua posição dentro da pilha (lote) correspondente. Tal sistemática é devido à venda de mercadorias em quantidades exatas (extrapolando em gramas o seu peso total) na qual o cliente paga a quantidade exata de quilos de mercadoria comprada, indiferente da quantidade de quilos extrapolada; sistemática esta adotada pela cooperativa para aproximar-se ao máximo a quantidade comprada. O sistema citado atualmente é o gerador de maior transtorno para o correto fluxo de trabalho torna-se assim o foco de estudo para implementação de melhorias.
O sistema citado denominado “Pagamento à vista”, apesar de seu pagamento ser efetuado no ato do recebimento da mercadoria, gera acréscimo em variáveis significativas para a composição do custo final de expedição dos produtos; bem como agrega custos praticamente insignificantes para o processo, mas se todas as variáveis forem consideradas, quando unidas geram um montante significante em relação ao custo total de produção.
A sugestão para melhoria é implantar um sistema de código de barras, que pode ser lido com leitores óticos (scanners), no qual o embarque seja efetuado independentemente da numeração das caixas a serem embarcadas, obedecendo somente a pilha (lote) e a partida (período de produção) correspondente do fio a ser embarcado de acordo com a Confirmação de Negócio (CN).
De acordo com o volume especificado na CN o responsável pelo embarque (encarregado do setor de expedição) utilizando um leitor ótico, efetua a saída automática das mercadorias embarcadas no sistema; após atingir o volume especificado na CN é impressa a nota fiscal na qual constem todas as caixas previamente embarcadas e verificadas pelo responsável.
A tabela 2 mostra um exemplo da sugestão de melhoria, comparando o sistema atual com o sistema proposto.
Item Pagamento à vista atual Pagamento à vista proposto Tempo de Geração da Ordem de Embarque ≅ 12 min ≅ 6 min Confirmação de Negócio 5.000 Kg 5.000 Kg

XXV Encontro Nac. de Eng. de Produção – Porto Alegre, RS, Brasil, 29 out a 01 de nov de 2005
ENEGEP 2005 ABEPRO 761
Quantidades de Caixas ≅ 178,57 179 Quilos embarcados 5.000 Kg 5.012 Kg Pilhas (lotes) 805520, 805523 e 805524 805520 N° das caixas por pilhas (lotes) 805520 1 a 36 e 50 a 78 805520 1 a 179 805521 22 a 36 e 325 a 378 805522 10 a 16 e 492 a 528 Tempo para embarque ≅ 1h e 30 min ≅ 45 min Quantidade de Manuseios de Caixas ≅ 6 manuseios ≅ 3 manuseios Consumo de Gás Empilhadeira (mensal) ≅ 300 Kg ≅ 200 Kg Fonte: Departamento Administrativo – Indústria de Fios da Cocamar (2005)
Tabela 2 – Pagamento à vista atual versus Pagamento à vista proposto
A redução do tempo de geração da ordem de embarque é um dado obtido com base nas condições atuais de trabalho dentro do departamento, comparando o sistema “pagamento à vista” com o sistema de embarque tradicional. Com a nova sistemática proposta para a geração do sistema citado, o mesmo demanda uma quantidade de tempo igual ao disposto para o sistema tradicional de embarques.
A sugestão para redução do tempo e transtornos gerados com a confecção das ordens de embarque e os embarques de “pagamento à vista”, é a delimitação da quantidade máxima a ser extrapolada em cada pedido.
Tomando por base a realidade atual da rotina dos carregamentos, a quantidade a ser estipulada deve ser de no mínimo uma caixa (aproximadamente 28 quilos). Estes quilos extrapolados serão considerados normalmente como saída de estoques (o sistema efetuará a baixa no estoque), mas não serão inclusos na Nota Fiscal para pagamento, isto é o cliente não pagará pela quantia extrapolada do seu pedido. Isto possibilita uma maior agilidade para confecção dos carregamentos e maior agilidade para definição das caixas a serem embarcadas. Os quilos extrapolados tornam-se insignificantes quando comparados com a redução dos custos de produção oriundos com a reestruturação.
A movimentação de materiais pode ser reduzida consideravelmente, gerando assim um menor risco de danificação dos produtos recebidos pelo cliente (cones amassados, bobinas danificadas, etc.). A consideração da quantidade de manuseios limita-se a consideração do produto na fábrica, salientando que ainda haverá um número maior de manuseios deste produto quando ao recebimento nas dependências dos clientes, ou até mesmo em transportadoras contratadas.
A redução do consumo de gás é um dado simulado, que se deve a alteração da sistemática do “pagamento à vista” e também ao emprego da ferramenta da curva ABC, para alocação dos produtos no interior do armazém. Os dados utilizados para a construção desta simulação são embasados na média de consumo de gás atual, considerando condições rotineiras normais de trabalho. Os dados apresentados para a redução do consumo de gás são considerados como o mínimo de redução possível, por se tratar de uma simulação.
5. Conclusão
As alterações no ambiente competitivo, principalmente no setor têxtil, requerem uma reestruturação das regras logísticas, a presente pesquisa através do estudo de caso, demonstra a importância da visualização da logística empresarial num âmbito maior, isto é, interpretar as funcionalidades das atividades logísticas direcionadas às estratégias da organização.
Esta pesquisa procurou avaliar o impacto de diferentes estruturas de atividades logísticas de estocagem e manuseio em uma fiação da cadeia produtiva primária têxtil. Seus resultados revelaram que as dimensões das alterações, extraídas a partir de variáveis obtidas na

XXV Encontro Nac. de Eng. de Produção – Porto Alegre, RS, Brasil, 29 out a 01 de nov de 2005
ENEGEP 2005 ABEPRO 762
organização, mostraram que as alterações propostas apresentam melhorias significativas de desempenho em relação ao sistema atual de estocagem e manuseio de produtos.
Uma análise ABC, aplicada na estocagem de produtos acabados, possibilita um bom planejamento de alocação de produtos, otimizando o estoque e reduzindo os investimentos e custos desnecessários. Neste caso, o planejamento e correta estruturação dos produtos usando a ferramenta curva ABC, proporciona uma redução de custos tangíveis mensais de 33%, valor esse que pode ser reduzido se efetuado uma correta utilização das ferramentas, essa economia pode ser investida em equipamentos para otimização da estrutura de embarque na própria empresa.
A reestruturação das formas de vendas utilizadas pela empresa possibilita uma redução de custos fixos e variáveis referentes à expedição de produtos acabados na empresa. As alterações citadas abrangem a redução de vários tipos de variáveis, desde otimização do tempo gerado para conclusão do processo, melhor preservação das partes constituintes do produto, otimização do espaço delimita para estocagem e redução de custos fixos e variáveis referentes a transportes. O planejamento aqui empregado necessita de decisões corporativas que abrangem departamentos produtivos, comerciais, técnicos e estratégicos.
A metodologia proposta, apoiada nos conceitos atuais de controle de estoque e administração das atividades logísticas, abordadas como ferramentas gerenciais, contribui para a redução dos custos nas atividades complementares à produção, sem comprometer a qualidade de seus produtos.
Análises futuras devem ser conduzidas no caso apresentado para complementar o quadro analítico. Por exemplo, considerando que a Cocamar passa por um processo de inovações tecnológicas e otimização dos processos para breve implementação, a análise atual servirá como base estrutual para análise da viabilidade e melhoria da nova estrutura logística aplicada.
Referências BALLOU, R.H. (1993) – Logística Empresarial: Transportes, Administração de Materiais e Distribuição Física. Atlas. São Paulo 15ª Tiragem, p.152.
BALLOU, R.H. (2001) – Gerenciamento da Cadeia de Suprimento: Planejamento, Organização e Logística Empresarial. Bookman. Cleveland 4ª Edição, p.201.
GOEBEL D. (1996) – Logística - Otimização do Transporte e Estoques na Empresa. Rio de Janeiro Volume 1, p.3. Disponível em <http://www.ie.ufrj.br> Acesso em: 15 abril 2005.
MARTINS, P.G. & ALT, P.R.C. (2001) – Administração de Materiais e Recursos Patrimoniais. Saraiva. São Paulo 3ª Tiragem, p.133.
MOURA, R.A. (2002) – Movimentar e Estocar os Materiais Inteligentemente. Disponível em <http://www.guiadelogistica.com.br> Acesso em: 20 abril 2005.
MENDONÇA, J.C.V. (2002) – Movimentação de Materiais. Disponível em <http://www.guiadelogistica.com.br> Acesso em: 20 abril 2005.
PIO, M.J.; JÚNIOR, E.B.; ANTUNES, A.; HEMAIS, C.A. (2000) – O Impacto das Inovações Tecnológicas na Cadeia Têxtil Produtiva. Anais do XIX Congresso Nacional dos Técnicos Têxteis – CNTT. Ceará, p.245.
CORRÊA, H.C.; GIANESI, I. G. N.; CAON, M. (2000) – Planejamento, Programação e Controle da Produção. Atlas. São Paulo 3ª Edição, p.50.