ALTERNATIVAS PARA O CONTROLE DA DEFORMAÇÃO … · Preparação das massas Dosagem Moagem a úmido...
25
Lisandra R.S. Conserva*, Dr. Fábio G. Melchiades** Prof. Dr. Anselmo O. Boschi* * PPGCEM / DEMa / UFSCar ** CRC - Centro de Revestimentos Cerâmicos ALTERNATIVAS PARA O CONTROLE DA DEFORMAÇÃO PIROPLÁSTICA EM PORCELANATOS Junho / 2015
Transcript of ALTERNATIVAS PARA O CONTROLE DA DEFORMAÇÃO … · Preparação das massas Dosagem Moagem a úmido...

Lisandra R.S. Conserva*, Dr. Fábio G. Melchiades**
Prof. Dr. Anselmo O. Boschi*
* PPGCEM / DEMa / UFSCar
** CRC - Centro de Revestimentos Cerâmicos
ALTERNATIVAS PARA O CONTROLE DA
DEFORMAÇÃO PIROPLÁSTICA EM
PORCELANATOS
Junho / 2015

Objetivo geral
• Identificar as principais variáveis responsáveis pela deformação
piroplástica de porcelanatos e contribuir para a minimização do
fenômeno.
OBJETIVO

Normas Técnicas
NBR 15463: 2013
Placas cerâmicas para Revestimentos - Porcelanatos
Característica Física Técnico Esmaltado
Absorção de água
(%)
Média ≤ 0,1 ≤ 0,5
Individual (máx) 0,2 0,6
INTRODUÇÃO

Argila
30%
Filito ou
Feldspato
30%
Quartzo
15%
Porosidade
25%
Proporção volumétrica das fases antes e após a queima
Retração
30%
Fase vítrea
50%
Filito ou Feldspatos 1%
Porosidade 2%
7%
Mulita
10%
Quartzo
INTRODUÇÃO

• A deformação piroplástica é a deformação sofrida por uma peça
cerâmica provocada pelo seu próprio peso durante o ciclo térmico
perdendo assim o seu formato original.
INTRODUÇÃO

Deformação Piroplástica – louça de mesa
Airey e Birtles
REVISÃO BIBLIOGRÁFICA

• Volume de fase líquida;
• Natureza da fase líquida;
• Características da estrutura porosa que acomodará a fase
líquida.
Deformação Piroplástica – porcelanatos
REVISÃO BIBLIOGRÁFICA
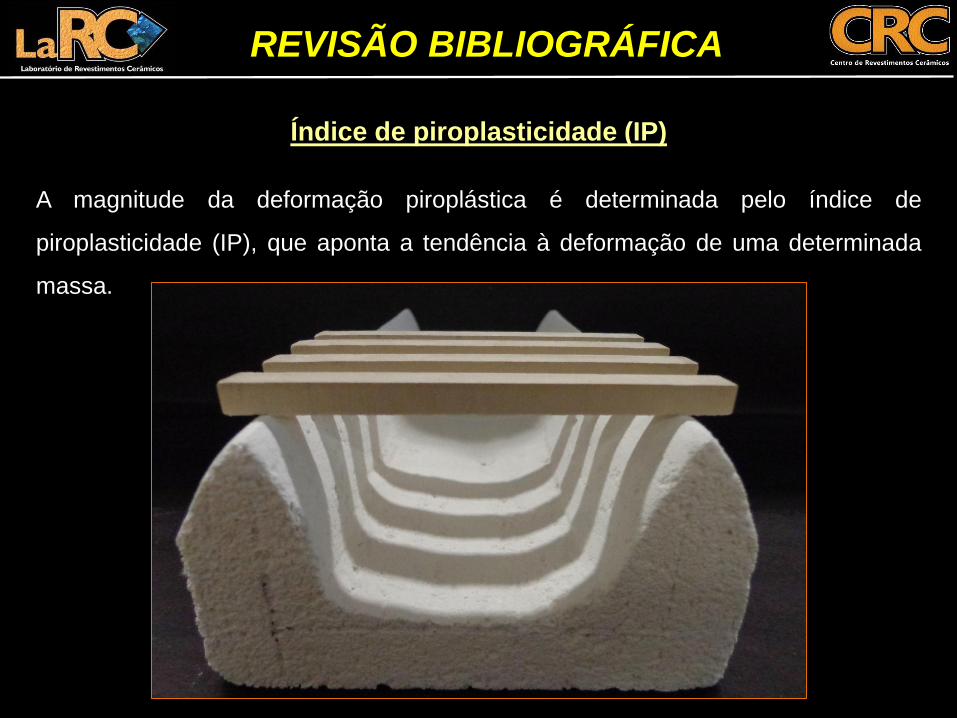
Índice de piroplasticidade (IP)
A magnitude da deformação piroplástica é determinada pelo índice de
piroplasticidade (IP), que aponta a tendência à deformação de uma determinada
massa.
REVISÃO BIBLIOGRÁFICA

Índice de piroplasticidade (IP)
Temperatura de máxima densificação (Tmd)
Tmd
REVISÃO BIBLIOGRÁFICA
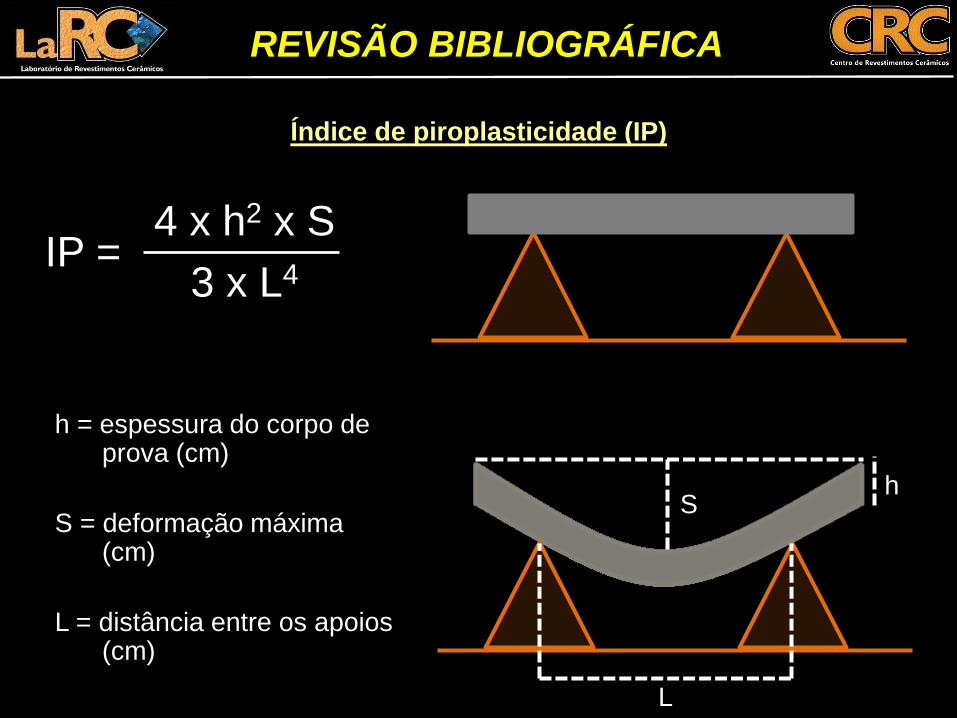
S h
L
4 x h2 x S
3 x L4 IP =
h = espessura do corpo de prova (cm)
S = deformação máxima (cm)
L = distância entre os apoios (cm)
Índice de piroplasticidade (IP)
REVISÃO BIBLIOGRÁFICA

Peça 1: h = 10 mm
S = 5,5 mm
IP = 7,3 x 10-5 cm-1
Aumento de 2mm na espessura:
Peça 2: h = 12 mm
S = 3,8 mm
IP = 7,3 x 10-5 cm-1
S h
L
4 x h2 x S
3 x L4 IP =
Índice de piroplasticidade (IP)
REVISÃO BIBLIOGRÁFICA

METODOLOGIA
Matérias-primas (%) Formulações – Porcelanato Técnico
STD QF QM KM QFKM QMKM
Caulim 25 25 25 25 25 25
Argilas 12 12 12 12 12 12
Bentonita 4 4 4 4 4 4
Talco 4 4 4 4 4 4
Zirconita 3 3 3 3 3 3
Na Feldspato G 26 21 21 21 21 21
Na-K Feldspato G 26 21 21 21 21 21
Quartzo F - 10 - - 5 -
Quartzo M - - 10 - - 5
K Feldspato M - - - 10 5 5
Variação intencional da composição química e física de porcelanatos

Preparação das massas
Dosagem Moagem
a úmido
Prensagem
de corpos
de prova
Secagem
a 110°C
Queima
em 4
T (°C)
6,5% de
água
METODOLOGIA
Caracterização das massas
Queima em 4
temperaturas Determinação da
Tmd
% RLq
% AA
Índice de
piroplasticidade

Formulações STD QF QM KM QFKM QMKM
Densidade aparente
(g·cm-3) 1,830 1,838 1,801 1,803 1,770 1,829
Pressão de compactação: 450 Kg.f/cm2
RESULTADOS
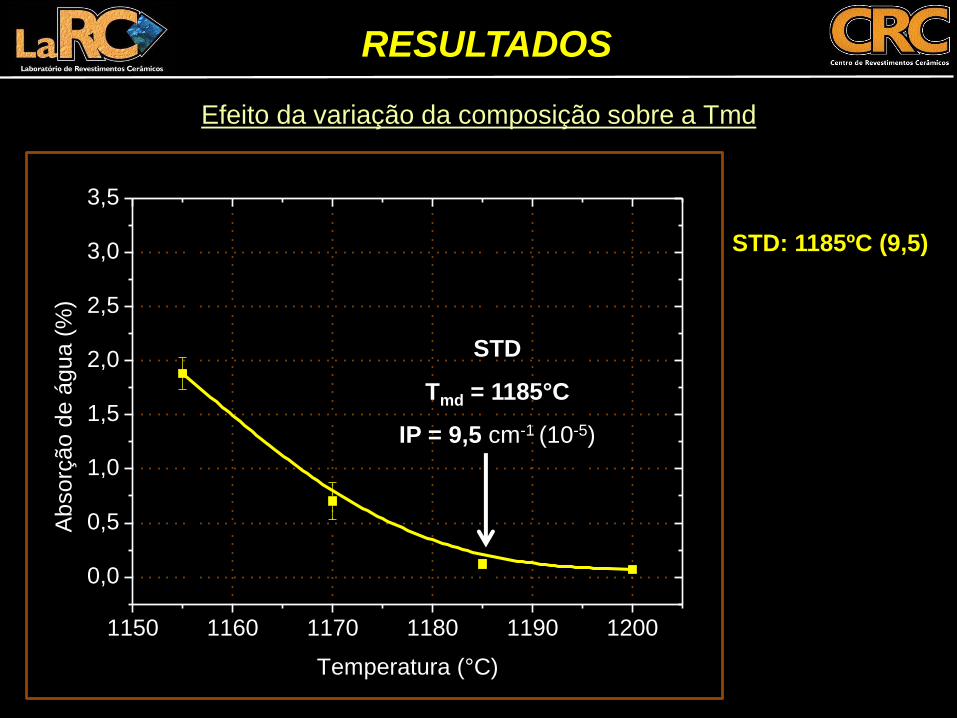
Efeito da variação da composição sobre a Tmd
1150 1160 1170 1180 1190 1200
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
Ab
so
rçã
o d
e á
gu
a (
%)
Temperatura (°C)
STD: 1185ºC (9,5)
STD
Tmd = 1185°C
IP = 9,5 cm-1 (10-5)
RESULTADOS

1150 1160 1170 1180 1190 1200
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
Ab
so
rçã
o d
e á
gu
a (
%)
Temperatura (°C)
STD: 1185ºC (9,5)
QF: 1195ºC (8,4)
12% QF
Tmd = 1195°C
IP = 8,4 cm-1 (10-5)
Efeito da variação da composição sobre a Tmd
RESULTADOS

1150 1160 1170 1180 1190 1200
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
Ab
so
rçã
o d
e á
gu
a (
%)
Temperatura (°C)
STD: 1185ºC (9,5)
QF: 1195ºC (8,4)
QM: 1190ºC (7,8)
18%
QM
Tmd = 1190°C
IP = 7,8 cm-1 (10-5)
Efeito da variação da composição sobre a Tmd
RESULTADOS

1150 1160 1170 1180 1190 1200
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
Ab
so
rçã
o d
e á
gu
a (
%)
Temperatura (°C)
STD: 1185ºC (9,5)
QF: 1195ºC (8,4)
QM: 1190ºC (7,8)
KM: 1170ºC (9,1)
4%
KM
Tmd = 1170°C
IP = 9,1 cm-1 (10-5)
Efeito da variação da composição sobre a Tmd
RESULTADOS
1150 1160 1170 1180 1190 1200
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
Absorç
ão d
e á
gua (
%)
Temperatura (°C)
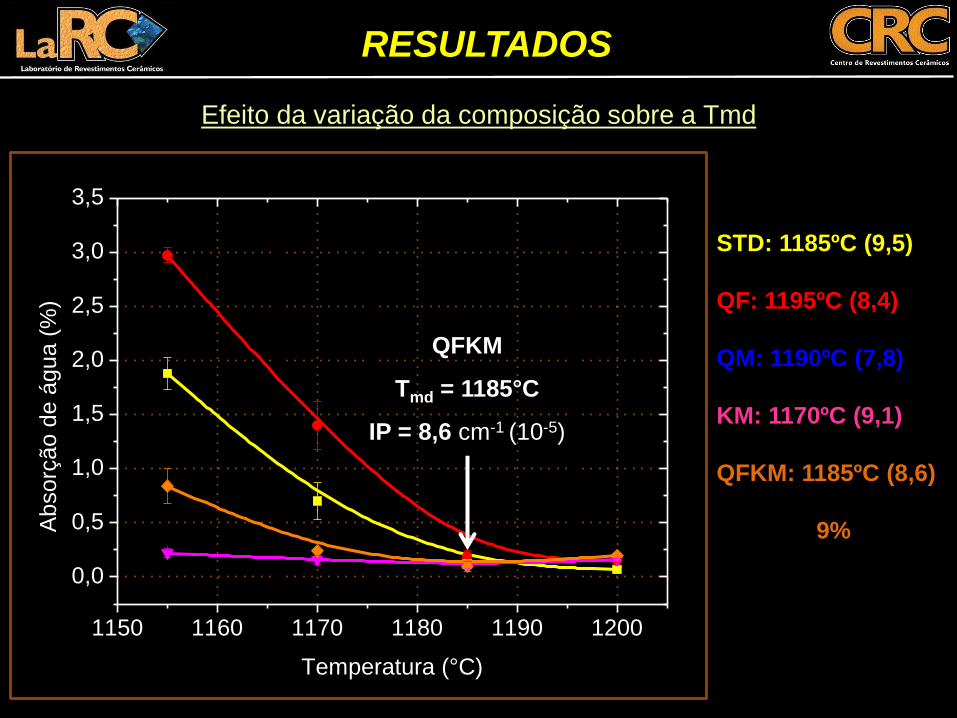
Efeito da variação da composição sobre a Tmd
STD: 1185ºC (9,5)
QF: 1195ºC (8,4)
QM: 1190ºC (7,8)
KM: 1170ºC (9,1)
QFKM: 1185ºC (8,6)
9%
QFKM
Tmd = 1185°C
IP = 8,6 cm-1 (10-5)
RESULTADOS
1150 1160 1170 1180 1190 1200
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
Absorç
ão d
e á
gua (
%)
Temperatura (°C)
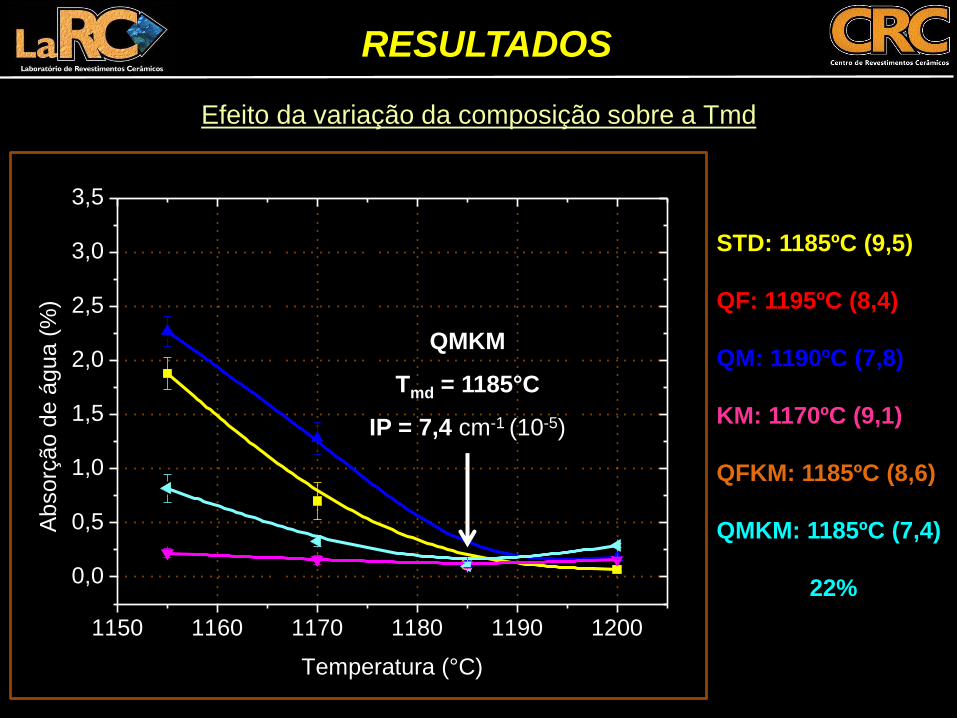
STD: 1185ºC (9,5)
QF: 1195ºC (8,4)
QM: 1190ºC (7,8)
KM: 1170ºC (9,1)
QFKM: 1185ºC (8,6)
QMKM: 1185ºC (7,4)
22%
QMKM
Tmd = 1185°C
IP = 7,4 cm-1 (10-5)
Efeito da variação da composição sobre a Tmd
RESULTADOS

Efeitos da quantidade de fase vítrea sobre o I.P.
RESULTADOS
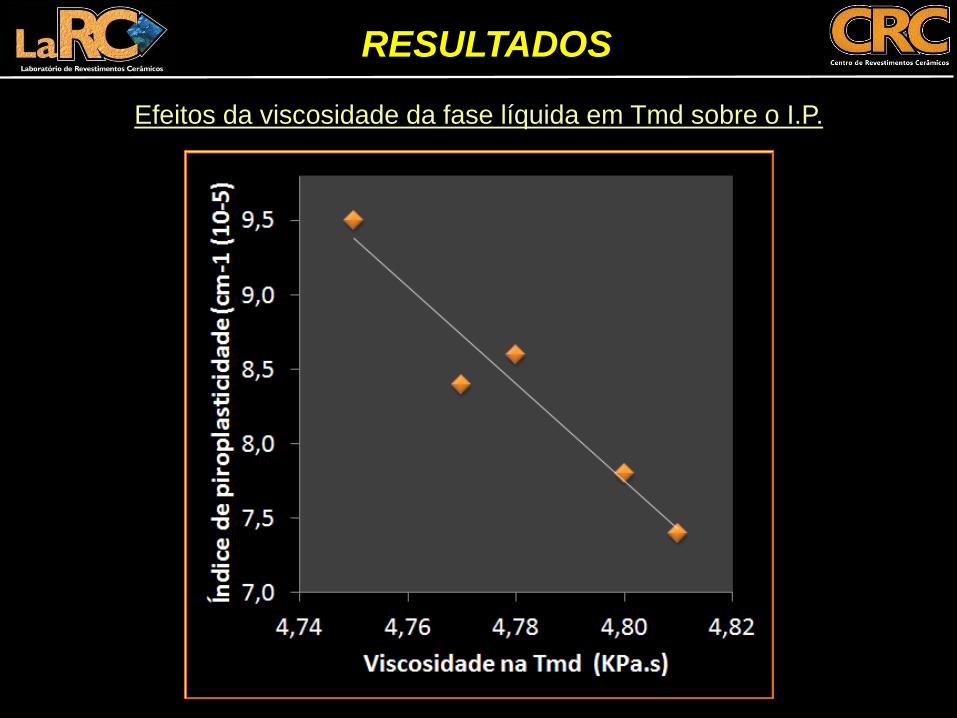
Efeitos da viscosidade da fase líquida em Tmd sobre o I.P.
RESULTADOS

• Os resultados obtidos indicam que a deformação piroplástica é afetada de
maneira mais expressiva pela viscosidade da fase líquida do que pelo volume
de fase líquida formada durante a queima;
• A composição química da massa, bem como os tamanhos de partículas
das matérias-primas afetam de maneira expressiva a temperatura de máxima
densificação e o índice de piroplasticidade;
• A presença de quartzo em granulometria fina consiste em uma boa
alternativa para a redução do índice de piroplasticidade, tendo vista que este é
mais facilmente dissolvido na fase líquida e aumenta sua viscosidade;
• Estudos similares estão sendo executados atualmente em porcelanatos
produzidos por via seca;
CONCLUSÕES

OBRIGADA PELA ATENÇÃO!
Contatos:

0
20
40
60
80
100
0,1 1 10 100
Mas
sa a
cum
ula
da
(%)
Diâmetro esférico equivalente médio (µm)
Quartzo fino (QF)
Quartzo Micronizado (QM)
Feldspato K micronizado(K)
Distribuição granulométrica das matérias-primas
RESULTADOS