Administração da Produção I - Estudo de Tempos, Movimentos e Métodos.pdf
17
ADMINISTRAÇÃO DA PRODUÇÃO I Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ 1 Estudo de Tempos, Movimentos e Métodos. A Divisão e Especialização do Trabalho Em que pese a exponencial velocidade experimentada pelo processo evolutivo das técnicas de administração de empresas, a divisão de tarefas e cronometragem dos tempos de trabalho, em busca do tempo padrão de referência, ainda é um método muito utilizado nas organizações in- dustriais. Na verdade, a metodologia da determinação das melhores práticas para os movimen- tos de montagem, inicialmente, de uso exclusivo das indústrias, estendeu-se também às demais organizações. Hoje em dia, é comum levantar-se o tempo padrão de um corte de cabelo em um salão de beleza, de preparo de um sanduíche em uma cadeia de restaurantes do tipo fast food, ou de atendimento em uma clínica dentária popular. O estudo de tempos, movimentos e métodos de trabalho continua tendo um papel central na determinação da produtividade. Produzir o que foi determinado é um dos principais fatores de julgamento da qualidade de um funcionário e fator importante para determinar sua permanência na organização. Certos objetivos, como a redução de custos e o aumento de produtividade, são naturalmente contrários a outros, como o aumento salarial ou a redução da jornada de trabalho, por exemplo. Muitas vezes os métodos de trabalho para aumento de produtividade são os que mais desagra- dam às pessoas. Apesar de polêmico e sujeito a muita crítica, o estudo de tempos e movimen- tos continua a ser muito utilizado nas organizações como ferramenta de busca de produtividade. O estudo de tempos, movimentos e métodos teve seu inicio em 1881, na usina da Midvale Stell Company. Frederick Taylor foi seu introdutor. Atualmente, é um dos métodos mais amplamente utilizados para o planejamento e padronização do trabalho. O que é o Estudo de Tempos, Movimentos e Métodos? O estudo de tempos, movimentos e métodos aborda técnicas que submetem a uma detalhada análise cada operação de uma dada tarefa, com o objetivo de eliminar qualquer elemento des- necessário à operação e determinar o melhor e mais eficiente método para executá-la. Para se ter uma idéia sobre a abrangência, importância e simplicidade do assunto, o destaque “Investigações de Taylor sobre o uso da pá” mostra uma transcrição de um trecho do clássico livro “Estudo de tempos e movimentos, projeto e medida do trabalho”, escrito em 1937 por Ralf M. Barnes. Este estudo pioneiro de Taylor também é frequentemente mencionado na literatura referente à Teoria Geral da Administração.
-
Upload
alexandre-alvim -
Category
Documents
-
view
76 -
download
60
Transcript of Administração da Produção I - Estudo de Tempos, Movimentos e Métodos.pdf

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
1
Estudo de Tempos, Movimentos e Métodos. A Divisão e Especialização do Trabalho
Em que pese a exponencial velocidade experimentada pelo processo evolutivo das técnicas de
administração de empresas, a divisão de tarefas e cronometragem dos tempos de trabalho, em
busca do tempo padrão de referência, ainda é um método muito utilizado nas organizações in-
dustriais. Na verdade, a metodologia da determinação das melhores práticas para os movimen-
tos de montagem, inicialmente, de uso exclusivo das indústrias, estendeu-se também às demais
organizações. Hoje em dia, é comum levantar-se o tempo padrão de um corte de cabelo em um
salão de beleza, de preparo de um sanduíche em uma cadeia de restaurantes do tipo fast food,
ou de atendimento em uma clínica dentária popular.
O estudo de tempos, movimentos e métodos de trabalho continua tendo um papel central na
determinação da produtividade. Produzir o que foi determinado é um dos principais fatores de
julgamento da qualidade de um funcionário e fator importante para determinar sua permanência
na organização.
Certos objetivos, como a redução de custos e o aumento de produtividade, são naturalmente
contrários a outros, como o aumento salarial ou a redução da jornada de trabalho, por exemplo.
Muitas vezes os métodos de trabalho para aumento de produtividade são os que mais desagra-
dam às pessoas. Apesar de polêmico e sujeito a muita crítica, o estudo de tempos e movimen-
tos continua a ser muito utilizado nas organizações como ferramenta de busca de produtividade.
O estudo de tempos, movimentos e métodos teve seu inicio em 1881, na usina da Midvale Stell
Company. Frederick Taylor foi seu introdutor. Atualmente, é um dos métodos mais amplamente
utilizados para o planejamento e padronização do trabalho.
O que é o Estudo de Tempos, Movimentos e Métodos?
O estudo de tempos, movimentos e métodos aborda técnicas que submetem a uma detalhada
análise cada operação de uma dada tarefa, com o objetivo de eliminar qualquer elemento des-
necessário à operação e determinar o melhor e mais eficiente método para executá-la.
Para se ter uma idéia sobre a abrangência, importância e simplicidade do assunto, o destaque
“Investigações de Taylor sobre o uso da pá” mostra uma transcrição de um trecho do clássico
livro “Estudo de tempos e movimentos, projeto e medida do trabalho”, escrito em 1937 por Ralf
M. Barnes. Este estudo pioneiro de Taylor também é frequentemente mencionado na literatura
referente à Teoria Geral da Administração.

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
2
O estudo de tempos, movimentos e métodos mantém estreito vínculo com três importantes defi-
nições do vocabulário empresarial: A engenharia de métodos, projeto de trabalho e ergonomia.
INVESTIGAÇÕES DE TAYLOR SOBRE O USO DA PÁ
Em 1898, quando Taylor foi trabalhar na Bethlehem Steel Works, procurou melhorar os métodos
de trabalho em diversas seções da fábrica. Uma tarefa que chamou sua atenção foi a movimenta-
ção de materiais com o auxilio de pás; 400 a 600 homens empregavam a maior parte de seu tempo
nesse trabalho. O material predominante era o minério de ferro, seguido, em tonelagem, pelo car-
vão. Os bons operários preferiam usar suas próprias pás às fornecidas pela indústria. Um mestre
supervisionava de 50 a 60 homens, que movimentavam uma variedade de materiais no transcurso
do dia. O pátio tinha aproximadamente 3200 m de comprimento por 400m de largura, de forma
que o grupo se movimentava sobre uma área extensa.
Com breve investigação Taylor concluiu que os operários movimentavam 1,6 kg por pá, quando
trabalhavam com carvão, quantidade que aumentava para 17,2 kg, quando o material era o miné-
rio de ferro. Seu problema era, então, determinar qual a carga por pá que permitiria a um bom
operário mover a quantidade máxima de material por dia. Taylor escolheu dois dos melhores ope-
rários e colocou-os trabalhando em diferentes partes do pátio, estudando suas atividades com o
auxílio de dois cronometristas. De início, usaram pás grandes, que acomodavam cargas maiores
por pá. Cortadas as pontas das pás, apenas cargas pequenas foram movimentadas e anotaram-se as
tonelagens deslocadas ao fim do dia com cada tipo de pá. Os resultados obtidos mostraram que,
com a carga de 9,75 kg na pá, um homem obteria, em um dia, a tonelagem máxima de material
deslocado. Assim, uma pá pequena era fornecida ao operário que movimentava o minério de fer-
ro, e uma pá grande era usada pelo operário que deveria deslocar material mais leve, como cinzas,
de tal forma que, em ambos os casos, o peso de material por pá fosse de 9,75 kg.
Estabeleceu-se uma ferramentaria e compraram-se pás especiais, que eram entregues aos operá-
rios quando necessárias. Além disso, Taylor criou um departamento de planejamento que deter-
minava antecipadamente o trabalho que seria feito no pátio. Esse departamento emitia ordens aos
mestres e aos trabalhadores, cada manhã, indicando a natureza do trabalho a ser feito, sua locali-
zação no pátio e as ferramentas que seriam necessárias. Em lugar de os operários trabalharem em
grupos, o material que cada homem movimentava foi pesado ou medido ao fim de cada dia. O
operário que executasse corretamente a tarefa que lhe tivesse sido especificada receberia um prê-
mio de mais 60% do salário naquele dia. Quando o operário não conseguia obter o prêmio, um
instrutor lhe indicava a maneira correta de fazer o trabalho, de forma a possibilitar-lhe a bonifica-
ção. Depois de três anos e meio em Bethlehem, Taylor obtinha a mesma produção com 140 ho-
mens que, anteriormente, requeria de 400 a 600 homens.
Fonte: Barnes (1999).

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
3
Engenharia de Métodos: Atividade dedicada à melhoria e desenvolvimento de equipamentos de
conformação e processos de produção para suportar a fabricação. Preocupa-se em estabelecer
o método de trabalho mais eficiente, ou seja, procura otimizar o local de trabalho com relação a
ajuste de máquinas, manuseio e movimentação de materiais, leiaute, ferramentas e dispositivos
específicos, medição de tempos e racionalização de movimentos. Também é chamada de en-
genharia industrial, engenharia de processo ou engenharia de manufatura.
Projeto de Trabalho: O projeto de trabalho define a forma pela qual as pessoas agem em rela-
ção a seu trabalho. O projeto de trabalho leva em consideração as atividades que influenciam o
relacionamento entre pessoas, a tecnologia que elas usam e os métodos de trabalho emprega-
dos pela produção.
Ergonomia: A ergonomia é o estudo da adaptação do trabalho ao homem e vice-versa. A ergo-
nomia parte do conhecimento do homem para fazer o projeto do trabalho, ajustando-o às capa-
cidades e limitações humanas. O instituto Ergonomics Research Society, da Inglaterra, define
ergonomia como o estudo do relacionamento entre o homem e o seu trabalho, equipamento e
ambiente, e particularmente da aplicação dos conhecimentos de anatomia, fisiologia e psicologia
na solução dos problemas surgidos desse relacionamento.
Diagrama de Processo de duas mãos
O diagrama de processo de duas mãos, também conhecido como diagrama SIMO (movimentos
simultâneos) é uma técnica utilizada para estudos de fluxos de produção que envolve montagem
ou desmontagem de componentes. Para a elaboração do diagrama de duas mãos, é preciso:
Apresentar o produto final e seus componentes;
Elaborar leiaute dos componentes que serão montados dentro da área normal de monta-
gem;
Definir a sequência de movimentos em que deve ser efetuada a montagem;
Registrar, em forma de documento, o método que será utilizado como padrão de referên-
cia;
Padronizar o processo.
A sequência de movimentos é feita obedecendo a maior economia de movimentos possível. Por
meio desta técnica, pode-se otimizar a sequência de trabalho e minimizar os tempos envolvidos,
objetivando um aumento de produtividade.

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
4
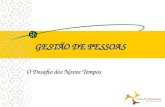
Exemplo: Considerar um processo de montagem qualquer, como, p. ex., uma montagem manual
de canetas esferográficas em uma pequena empresa fabricante de brindes promocionais. A ca-
neta esferográfica do processo será composta por quatro partes: uma tampa, um corpo, uma
tampa traseira e uma carga. A figura abaixo demonstra uma disposição aleatória contendo qua-
tro recipientes, cada um dos quais com certa quantidade de um dos componentes que formam a
caneta. Os recipientes estão dispostos em frente a um operário incumbido de montar as canetas
esferográficas. Estes recipientes são geralmente denominados “alimentadores”.
Ao imaginar que estes quatro componentes se encontrem em frente ao operário, a pergunta
será: Quantos movimentos são necessários para montar cada caneta esferográfica?
A técnica do diagrama das duas mãos demonstra este procedimento de montagem. Em primeiro
lugar o diagrama é elaborado sem observação dos princípios da economia de movimentos, con-
forme ilustrado na folha 1 em anexo.
Para um observador menos atento, a montagem desta caneta esferográfica aparentemente não
excederia cinco movimentos. Porém, como se pode observar neste exemplo, foram utilizados
cerca de 20 movimentos no processo de montagem manual. Se for utilizado um cronômetro pa-
ra medir o tempo gasto na montagem por este método, é constatado um tempo aproximado de
seis segundos por caneta. Desta forma, um operador seria capaz de montar cerca de 600 cane-
tas por hora de trabalho.
Um elaborado estudo de tempos e movimentos pode reduzir o número de atividades e movi-
mentos para a montagem final dessas canetas. As regras que devem ser obedecidas para a
economia de movimentos estão descritas abaixo.
Tampa Corpo Tampa
Traseira
Carga

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
5
A aplicação destes simples princípios pode permitir grande aumento da produtividade na execu-
ção de tarefas em qualquer tipo de organização. Para ilustrar, o diagrama de duas mãos anterior
será refeito utilizando mais racionalidade de movimentos. A folha 2 em anexo demonstra o resul-
tado obtido.
Com a observação de técnicas simples e a utilização de um dispositivo de suporte para fixação
da caneta que permite a utilização de ambas as mãos ao mesmo tempo, o número de movimen-
tos inicial foi reduzido de 20 para 15 movimentos, o que significa uma economia de 25% (consi-
derando um tempo aproximadamente igual para cada movimento). Em outras palavras, é possí-
vel produzir 25% mais canetas por um operador utilizando este método.
1. As duas mãos devem iniciar e terminar os seus movimentos ao mesmo tempo.
2. As mãos não devem permanecer paradas ao mesmo tempo.
3. Os braços devem ser movimentados simetricamente e em direções opostas.
4. O movimento das mãos deve ser o mais simples possível. De classe mais baixa
possível.
Classes de movimentos:
1ª classe: movimenta apenas os dedos.
2ª classe: movimenta os dedos e uma parte do punho.
3ª classe: movimenta os dedos, uma parte do punho e da mão.
4ª classe: movimenta os dedos, o punho, a mão e o braço.
5ª classe: movimenta os dedos, o punho, a mão, o braço e o corpo.
5. Deve-se utilizar a função deslizar.
6. As mãos devem executar movimentos suaves e contínuos.
7. Usar a posição fixa sempre que necessário.
8. Manter o ritmo do trabalho.
9. Usar pedais quando possível.
10. As peças devem ser colhidas, não agarradas.
11. Usar entrada e saída por gravidade.
12. Pré-posicionar ferramentas e componentes.
Fonte: Barnes (1999, p. 178).

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
6
O efeito é agora multiplicado pela quantidade de canetas que precisam ser produzidas no perío-
do. Se o tempo para a montagem de uma caneta era de seis segundos e agora é de 4,5 segun-
dos, em uma hora de trabalho, um operador passa a montar 800 canetas ao invés de 600, como
no método anterior. Em outras palavras, o operador monta 200 canetas a mais por hora, sem
trabalhar mais por isto, ou seja, com a mesma quantidade de movimentos.
Estudo de Alimentadores
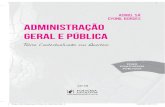
Outro aspecto relevante diz respeito ao formato dos recipientes de alimentação dos componen-
tes, geralmente conhecidos como alimentadores. O desenho adequado de uma caixa alimenta-
dora pode eliminar problemas relacionados à lesão por movimentos repetitivos, ocasionada por
tensões musculares resultantes da necessidade de utilização de uma classe de movimento mais
alta, como ilustrado nas figuras abaixo.
Tampa
Corpo Tampa
Traseira
Carga

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
7
O alimentador de peças apresentado acima é considerado deficiente por apresentar duas gran-
des falhas em seu desenho. Segundo Lida (2000), quando a mão é introduzida em seu interior
para a coleta de peças, a parte situada sob o punho é fina e imprópria para apoio, a mão precisa
permanecer desencostada desta aresta. Outra característica não ergonômica consiste no tama-
nho e no grau de inclinação da janela de abertura para coleta das peças, que causa tensão
muscular quando a mão é introduzida para coleta de peças.
O alimentador de peças apresentado na abaixo pode ser considerado de maior eficiência, por
apresentar uma abertura mais ampla para a coleta de peças que não exige que o operador mo-
vimente o punho para baixo em busca da peça, Além de apresentar uma borda arredondada sob
o punho, que permite que este se apóie na aresta em uma posição natural de relaxamento, eli-
minando tensões desnecessárias.
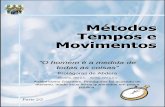
A forma do alimentador pode permitir que as peças sejam apanhadas ou colhidas com mais
rapidez, além de observar os princípios básicos de ergonomia. Em outras palavras, um bom
projeto de caixas alimentadoras permite que se apanhem as peças com mais rapidez, produzin-
do mais, sem forçar, em demasia, o punho do operador. A figura abaixo demonstra um estudo
do tempo necessário para agarrar peças colocadas em três tipos de alimentadores. O ensaio
consistiu em medir com precisão o tempo para selecionar, agarrar, transportar uma porca ou um
parafuso sextavado a uma distância de 125 milímetros, soltando a peça em um orifício sobre a
bancada de trabalho. A quantidade de peças movimentadas por minuto é o resultado da divisão
de um minuto pelo tempo medido por peça em minutos. Como se pôde observar, o último mode-
lo de alimentador apresentou melhor produtividade.

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
8
Estudo de Tempos
A mensuração do trabalho, feita de forma científica, utilizando técnicas estatísticas, teve seu
inicio na primeira metade do século passado, e era aplicada apenas em organizações do tipo
industrial. Seus precursores foram Frederick W. Taylor e o casal Frank e Lílian Gilbreth. O obje-
tivo da medida dos tempos de trabalho era determinar a melhor e mais eficiente forma de de-
senvolver uma tarefa específica. Esta metodologia permaneceu praticamente inalterada desde
aquela época. A cronometragem das tarefas continua a ser largamente utilizada na maioria das
empresas brasileiras, com o objetivo de medir e avaliar o desempenho do trabalho.
Estudo de tempos: É a determinação, com o uso de um cronômetro, do tempo necessário para
se realizar uma tarefa. O termo “cronoanálise” é bastante utilizado nas empresas brasileiras pa-
ra designar o processo de estudo, mensuração e determinação dos tempos padrão em uma
organização.
Cronoanalista: O vocábulo cronoanalista foi bastante utilizado nas indústrias brasileiras para
designar o cargo e função do profissional que executava as tomadas de tempo. Esta função foi
largamente utilizada para registro na carteira de trabalho. Atualmente, devido à constante redu-
ção do contingente de overhead nas organizações, o cargo de cronoanalista foi substituído por
outras descrições de cargo mais abrangentes e menos específicas, tais como analista industrial
ou analista de processos. Diga-se de passagem, que bons profissionais nesta área são difíceis
de encontrar. Como prova disto, é comum encontrar-se inúmeras ofertas de emprego nos classi-
ficados dos jornais para técnicos ou analistas de produção.
Finalidade do estudo de tempos: O estudo de tempos não tem apenas a finalidade de estabele-
cer a melhor forma de trabalho. O estudo de tempos procura encontrar um padrão de referência
que servirá para:
Determinação da capacidade produtiva da empresa;
PORCAS PARAFUSOS PORCAS PARAFUSOS PORCAS PARAFUSOS
72,62 63,81 67,56 61,95 86,21 70,01

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
9
Elaboração dos programas de produção;
Determinação do valor da mão-de-obra direta no cálculo do custo do produto vendido
(CPV);
Estimativa do custo de um novo produto durante seu projeto e criação;
Balanceamento das linhas de produção e montagem.
Equipamentos para o estudo de tempos
Cronômetro de hora centesimal: A cronometragem do tempo de execução de determinada tarefa
pode ser realizada com a utilização de um cronômetro normal facilmente encontrado no merca-
do. O inconveniente dos cronômetros normais é que o sistema horário é sexagesimal, assim os
tempos medidos precisam ser transformados para o sistema centesimal antes de serem utiliza-
dos nos cálculos, conforme o Quadro abaixo:
Tempo médio com
cronômetro comum.
Tempo transformado para o
sistema centesimal Cálculo
1 minuto e 10 segundos 1,17 minutos 1 + 10/60 = 1,17
1 minuto e 20 segundos 1,33 minutos 1 + 20/60 = 1,33
1 minuto e 30 segundos 1,50 minutos 1 + 30/60 = 1,50
1 hora, 47 min., 15 seg. 1,83 horas 1 + 47/60 + 15 /360 = 1,83
Para facilitar a tomada de tempos, existe um tipo de cronômetro, encontrado em lojas especiali-
zadas, que conta o tempo de forma centesimal, uma volta do ponteiro maior corresponde a
1/100 de hora, ou 36 segundos.
Filmadora: Conforme mencionado anteriormente, o casal Gilbreth utilizou-se de filmadoras para
encontrar movimentos mais econômicos para cada tarefa. Nos dias de hoje também se pode
utilizar filmadoras para a mensuração dos tempos necessários para a realização das tarefas. A
utilização de filmadoras tem a vantagem de registrar fielmente todos os movimentos executados
pelo operador, e, se bem utilizada, pode eliminar a tensão psicológica que o operador sente
quando está sendo observado diretamente por um cronoanalista.
Prancheta: Na maioria das vezes, exceto quanto à mensuração é feita por filmes, a tomada de
tempos é feita no local onde ocorre a operação. Desta forma, é comum o uso de uma prancheta
para apoio do cronômetro e da folha de observações, de forma a permitir que o cronoanalista
possa anotar suas tomadas de tempo em pé. Estas pranchetas adaptadas podem ser encontra-

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
10
das em lojas especializadas ou ser adquirida através de revistas técnicas do ramo que, geral-
mente, circulam entre os profissionais da organização.
Folha de observação: trata-se de um documento em que são registrados os tempos e demais
observações relativas à operação cronometrada. É comum que cada empresa desenvolva sua
folha de observação especifica.
Determinação do tempo cronometrado
Divisão da operação em elementos: em primeiro lugar, a operação total cujo tempo padrão se
deseja determinar deve ser dividida em partes para que o método de trabalho possa ter uma
medida precisa, deve-se tomar o cuidado de não dividir a operação em exageradamente muitos
ou demasiadamente poucos elementos. Algumas regras gerais para este desdobramento são:
1. Separar o trabalho em partes, de maneira que sejam mais curtas possíveis, mas longas
o suficiente para que possam ser medidas com o cronômetro. A prática obtida, na reali-
zação de inúmeros processos de cronoanálise em várias empresas indica que o tempo
mínimo a ser medido deve ser superior a cinco segundos.
2. As ações do operador, quando independentes das ações da máquina, devem ser medi-
das em separado. Em outras palavras, o trabalho do operador é do operador e o trabalho
da máquina é da máquina.
3. Definir o atraso ocasionado pelo operador e pelo equipamento separadamente.
Exemplo: Uma indústria de confecções deseja cronometrar o tempo de costura de uma camise-
ta. Em que elementos esta operação pode ser dividida?
Resolução: Seria difícil cronometrar todas as atividades independentemente e detalhadamente
como no “diagrama das duas mãos” dado o pequeno espaço de tempo que cada atividade de-
manda. Assim é possível dividir as atividades em:
Elemento 1 – Costura dos ombros (costura da frente com as costas unindo os ombros)
Elemento 2 – Costura das mangas (costura fechando as duas mangas independentes)
Elemento 3 – Costura das mangas nos conjunto frente e costas
Elemento 4 – Fechamento de frente e costas nas laterais (abaixo das mangas)
Elemento 5 – Costura da barra das mangas
Elemento 6 – Costura da barra inferior do corpo
Elemento 7 – Colocação da ribana (Tira de tecido especial que serve para fazer o colari-
nho em uma camiseta).

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
11
Determinação do número de ciclos a serem cronometrados: É obvio e intuitivo que apenas uma
tomada de tempo não é suficiente para se determinar o tempo de uma atividade. É necessário
que se façam várias tomadas de tempo para obtenção de uma média aritmética destes tempos.
A questão é: quantas tomadas de tempo são necessárias para que a média obtida seja estatisti-
camente aceitável? Neste caso é necessário utilizar um cálculo estatístico de determinação do
número de observações, dado na fórmula abaixo.
Onde:
N = número de ciclos a serem cronometrados
Z = coeficiente de distribuição normal para uma probabilidade determinada
R = amplitude da amostra
Er = erro relativo da medida
d2 = coeficiente em função do número de cronometragens realizadas preliminarmente
x = média dos valores das observações
Na prática costuma-se utilizar probabilidades para o grau de confiabilidade da medida entre 90%
e 95%, e erro relativo aceitável variando entre 5% e 10%. Em outras palavras, supondo que seja
encontrada uma média de cronometragens no valor de 10 segundos para um grau de confiabili-
dade de 95% e um erro de 5% isto significa que, estatisticamente, existe 95% de certeza que o
tempo da atividade está entre 9,5 segundos e 10,5 segundos.
Exemplo: Um analista de processos de uma grande fábrica de produtos de linha branca crono-
metrou a operação de montagem de determinada porta de um modelo de refrigerador. Foram
feitas sete cronometragens iniciais para as quais foram obtidos os seguintes valores em segun-
dos: 10,5 – 10,3 – 9,3 – 9,2 – 9,5 – 9,9 – 10,0.
A empresa determinou, como regra geral, o grau de confiança para os tempos cronometrados
fosse de 95 %, com um erro relativo inferior a 5%.
Resolução:
)X x dEr x
R x Z( N
2

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
12
Em outras palavras, foram realizadas sete cronometragens iniciais e a fórmula, utilizando estes
valores preliminares, determinou que apenas quatro cronometragens seriam suficientes. Como o
valor obtido com a fórmula é inferior ao número de cronometragens inicialmente executado, isto
significa que a tomada de tempos foi válida e é possível utilizar a média encontrada de 9,8 se-
gundos como sendo o “tempo cronometrado” necessário para a realização da tarefa, com 95%
de chance de acerto.
Interpretação da fórmula: A fórmula do cálculo do número de ciclos a serem cronometrados foi
desenvolvida em bases estatísticas. O tamanho da amostra vai depender:
Do grau de confiança desejado: Assim, quanto maior o grau de confiança, maior o valor
de Z (vide Tabela 2). Como Z está no numerador da fórmula, quanto maior Z, maior o
tamanho de N.
Da dispersão entre os valores individuais da população: Quanto maior a amplitude da
amostra, maior o valor de N, já que R também está no numerador da fórmula.
Do erro tolerável: Quanto maior o valor do erro tolerável Er, menor o tamanho da amostra
exigido, uma vez que Er esta no denominador da fórmula.
Da média das observações: Quanto maior for o valor da média, menor será o tamanho
da amostra necessário, já que x está no denominador da fórmula. Isto está relacionado
ao fato que o grau de precisão na mensuração do tempo de atividades longas é maior
que na mensuração de atividades curtas.
Do tamanho da amostra inicial: Quanto maior o tamanho da amostra inicial, mais precisa
será a mensuração. Como se pode perceber a partir da Tabela 2, d2 aumenta à medida
que aumenta o número de cronometragens iniciais. Assim, como d2 se encontra no de-
nominador da fórmula, quanto maior a amostragem inicial, menor será o valor de N.

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
13
Determinação do tempo normal
Slack et al. (2002) adotam a seguinte definição para a avaliação de ritmo dos tempos observa-
dos: Processo de avaliar a velocidade de trabalho do trabalhador relativamente ao conceito do
observador a respeito da velocidade correspondente ao desempenho padrão. O observador
pode levar em consideração, separadamente ou em combinação, um ou mais fatores necessá-
rios para realizar o trabalho, como a velocidade de movimento, esforço, destreza, consistência
etc.
Avaliação da velocidade do operador: É o processo por meio do qual o cronoanalista compara o
ritmo do operador em observação com o seu próprio conceito de ritmo normal.
Velocidade acima do normal: O operador que está sendo avaliado pode estar trabalhando acima
da velocidade normal. Isto pode acontecer por vários motivos, como por exemplo:
Tratar-se do início de expediente na segunda-feira;
O operador ter acabado de ser repreendido por seu superior;
O operador estar buscando um prêmio de produtividade;
O operador possuir uma destreza para aquela tarefa que pouca gente possui (neste caso
a velocidade de trabalho pode ser normal para aquele operador específico, porém não
servirá para um operador “normal”);
Simplesmente, por estar sendo observado pelo cronoanalista.
Neste caso, o tempo cronometrado encontrado deverá ser ajustado para cima, já que outros
operadores não conseguirão repetir esse desempenho.
Velocidade abaixo do normal: Nesta situação, o operador pode estar realizando a tarefa que
está sendo cronometrada em velocidade lenta, ou que pode acontecer por fadiga, como por e-
xemplo em uma sexta-feira à tarde. A lentidão também pode decorrer de o operador observado
ainda não ter prática suficiente na tarefa, por estar intimidado ao sentir seu trabalho sendo cro-
nometrado ou por qualquer outra razão.
Neste caso, o tempo cronometrado encontrado deverá ser ajustado para baixo, já que menos
tempo será necessário para que outros operadores realizem a mesma tarefa.
Determinação da velocidade: Talvez a parte mais importante e mais difícil do estudo de tempos
consista na avaliação da velocidade ou ritmo com o qual o operador trabalha, durante a execu-
ção da cronoanálise. A velocidade do operador é determinada subjetivamente pelo cronoanalis-
ta. Para a velocidade de operação normal do operador é atribuída uma taxa de velocidade, ou

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
14
ritmo, de 100%. Velocidades acima do normal apresentam valores superiores a 100% e veloci-
dades abaixo do normal apresentam valores inferiores a 100%.
Como se trata de uma avaliação subjetiva, é comum que se faça o treinamento dos cronoanalis-
tas, utilizando-se operações padronizadas, ou operações realizadas dentro da empresa e para
as quais se tenha convencionado o tempo que representa a velocidade normal de 100%. Em
outras palavras, o cronoanalista deve saber se um trabalhador está em ritmo lento ou acelerado
da mesma forma que é possível perceber as pessoas andando na rua. É fácil observar quem
está andando depressa, quem anda em velocidade normal e quem esta andando mais devagar.
Assim, se for convencionado que andar a 3 km/h é normal (100%), então andar a 4 km/h equiva-
le a um ritmo de 133% e andar a 2 km/h equivale a um ritmo de 67%.
Quando se determina o tempo de execução uma operação é preciso levar em conta a velocida-
de com que o operador está realizando a operação. Para tornar o tempo utilizável para todos os
trabalhadores, a medida da velocidade, que é expressa como uma taxa de desempenho que
reflete o nível de esforço do operador observado, deve também ser incluída para “normalizar” o
trabalho. A fórmula abaixo ilustra o cálculo do tempo normal.
TN = TC x V
Onde:
TN = Tempo normal
TC = Tempo cronometrado
V = Velocidade do operador
Uma forma confiável de avaliação da velocidade do operador, que tem sido utilizada em vários
estudos práticos de cronoanálise, consiste simplesmente em perguntar para um experiente che-
fe do setor se o ritmo está correto. Quase que invariavelmente a resposta é mais realista que
qualquer inferência feita por um cronoanalista.
Exemplo: Utilizando o tempo cronometrado encontrado no exemplo anterior, de 9,8 segundos,
qual seria o tempo normal se a velocidade do operador fosse avaliada em 116%? E se a veloci-
dade fosse avaliada em 97%?

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
15
Determinação do tempo padrão
Uma vez determinado o tempo normal que é o tempo cronometrado ajustado a uma velocidade
ou ritmo normal, será preciso levar em consideração que não é possível um operário trabalhar o
dia inteiro, sem nenhuma interrupção, tanto por necessidades pessoais, como por motivos a-
lheios à sua vontade.
O tempo padrão é calculado multiplicando-se o tempo normal por um fator de tolerância para
compensar o período que o trabalhador, efetivamente, não trabalha. O cálculo é feito utilizando-
se a seguinte fórmula:
TP = TN x FT
Onde:
TP = Tempo Padrão
TN = Tempo Normal
FT = Fator de Tolerância
Tolerância para atendimento às necessidades pessoais: como se tratam de necessidades fisio-
lógicas do organismo, estas tolerâncias costumam ser consideradas em primeiro lugar. Uma
forma eficiente de se determinar os tempos de duração destas tolerâncias consiste na utilização
da teoria da amostragem do trabalho que será discutida mais adiante. Outra forma de se deter-
minar o tempo de tolerância é por meio do monitoramento contínuo.
Em trabalhos leves, para uma jornada de trabalho de oito horas diárias, sem intervalos de des-
canso pré-estabelecidos (exceto almoço, naturalmente) o tempo médio de parada, geralmente
utilizado, varia de 10 a 24 minutos, ou seja, de 2% a 5% da jornada de trabalho. É importante
observar que esta tolerância pode variar de indivíduo para indivíduo, de país para país, e de
acordo com a natureza e ambiente de trabalho. Em geral, trabalhos mais pesados e ambientes
quentes e úmidos requerem maior tempo para estas necessidades.
Tolerância para alívio da fadiga: Até hoje não existe uma forma satisfatória de se medir a fadiga,
que é proveniente não só da natureza do trabalho, mas também das condições ambientais do
local de trabalho. Na prática das empresas brasileiras, o que se tem observado é a utilização de
uma tolerância entre 15% e 20% do tempo para trabalhos normais, em condições de ambiente
normais.
Muitas vezes a tolerância é calculada em função dos tempos de permissão que a empresa está
disposta a conceder. Neste caso determina-se a porcentagem de tempo p concedida em relação
ao tempo de trabalho diário e calcula-se o fator de tolerâncias por meio da seguinte fórmula:

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
16
FT = 1 / (1-p)
Onde:
FT = fator de tolerância
p = tempo de intervalo dado dividido pelo tempo de trabalho (% do tempo ocioso)
Tolerância para espera: Além das tolerâncias necessárias para as necessidades pessoais e
para o alívio de fadiga, existe um outro tipo de tolerância para situações sobre as quais o traba-
lhador não tem domínio, dentre as quais as mais usuais são as esperas por trabalho. As espe-
ras podem ter vários motivos, dentre eles é possível citar: necessidades de pequenos ajustes de
máquina, interrupções do trabalho pelo próprio supervisor, falta de material, falta de energia e
necessidades de manutenção preventiva. Estes tipos de esperas podem ser determinados por
meio de estudos contínuos ou de amostragem do trabalho, feitas ao longo de um período de
tempo suficientemente grande para validar os valores encontrados. Este tipo de tolerância não
necessariamente deve fazer parte do tempo padrão. Caso este tempo de tolerância não seja
incluído no tempo padrão, o tempo de espera deve ser subtraído da capacidade disponível de
homem hora máquina na jornada de trabalho.
Exemplo: Uma empresa do ramo metalúrgico deseja determinar o tempo padrão necessário,
com 90% de confiabilidade e um erro relativo de 5%, para a fabricação de determinado compo-
nente que será utilizado na linha de montagem. O analista de processos realizou uma cronome-
tragem preliminar de nove tomadas de tempo, obtendo os dados a seguir. Pergunta-se:
a) O número de amostragens é suficiente?
b) Qual o tempo cronometrado (TC) e o tempo normal (TN)?
c) Qual o tempo padrão (TP) se a fabrica definir um índice de tolerância de 15%?
d) Caso a empresa conceda 12 minutos para necessidades pessoais, 15 minutos para lan-
ches e 20 minutos para alívio de fadiga em um dia de 8 horas de trabalho, qual será o
novo tempo padrão?
Resolução:

ADMINISTRAÇÃO DA PRODUÇÃO I
Alexandre Alvim – Consultor Administrativo e Industrial – (022) 9222-2921 – Cabo Frio, RJ
17
Bibliografia
1. Peinado, Jurandir e Graeml, Alexandre Reis, – Administração da Produção – Operações
Industriais e de Serviços, Curitiba, UnicenP, 2007. 2. MOREIRA, Daniel Augusto. Administração da Produção e Operações. São Paulo: Editora
Pioneira, 1993.