(AD!) SUJEITO A CONTACTOS DO TIPO HERTZIÂNO … · O número de fissuras detectáveis nas ......
12
máquina bi-disco. As fissuras resultantes das caracterizadas em termos dos seu ponto de nomeadamente a pressão de Hertz a espessura siq3erftcies em contacto. 1. OBJECTIVOS Este trabalho tem como objectivo principal a determinação da resposta das superficies de componentes em ferro nodular austemperado (ADI) quando sujeitas a contactos do tipo Hertziano. Ao mesmo tempo pretende-se estudar um procedimento de ensaio expedito para a aferição da resistência à fadiga deste tipo de materiais. 2. MATERIAL O material em estudo é um ferro nodular ligado com 1% de Cobre e 0,5% de Manganês e com um teor em Silício de cerca de 2%. Após completa austenitização este solicitações cíclicas de fadiga de contacto são iniciação e das condições de funcionamento, do filme lubrificante e o escorregamento entre as material foi austemperado durante cerca de 1 hora a diferentes temperaturas entre 260°C e 360°C [1], dando origem a matrizes compostas por austenite e por ferrite do tipo bainítico inferior e superior. 3. PROCEDIMENTOS Foram realizados ensaios com engrenagens em ADI num banco de ensaios FZG e ensaios com provetes cilíndricos (discos) numa máquina bi-disco. Os ensaios foram preparados a partir da simulação teórica das condições impostas ao contacto e complementados quer pela análise das superficies, por microscopia e perfilometria, FISSURAÇÃO DE SUPERFÍCIES EM FERRO NODULAR AUSTEMPE RADO (AD!) SUJEITO A CONTACTOS DO TIPO HERTZIÂNO L. Magalhães (1) eJ.Seabra (2) (1) DEM — Departamento de Engenharia Mecânica, ISEP, Porto, Portugal (2) DEMEGI — FEUP, Porto, Portugal RESUMO O Ferro Nodular Áustemperado (ÁDI - Áustempered Ductile Iron) é um material de uso crescente no fabrico de componentes mecânicos, nomeadamente engrenagens. Torna-se, pois, necessário conhecer em detalhe o comportamento à fadiga de contacto do ÁDL tendo sido realizados ensaios de engrenagens ÁDI no banco de ensaios FZG e ensaios de discos ADI na 79
Transcript of (AD!) SUJEITO A CONTACTOS DO TIPO HERTZIÂNO … · O número de fissuras detectáveis nas ......

máquina bi-disco. As fissuras resultantes dascaracterizadas em termos dos seu ponto denomeadamente a pressão de Hertz a espessurasiq3erftcies em contacto.
1. OBJECTIVOS
Este trabalho tem como objectivoprincipal a determinação da resposta dassuperficies de componentes em ferro nodularaustemperado (ADI) quando sujeitas acontactos do tipo Hertziano.
Ao mesmo tempo pretende-se estudarum procedimento de ensaio expedito para aaferição da resistência à fadiga deste tipo demateriais.
2. MATERIAL
O material em estudo é um ferronodular ligado com 1% de Cobre e 0,5% deManganês e com um teor em Silício de cercade 2%. Após completa austenitização este
solicitações cíclicas de fadiga de contacto sãoiniciação e das condições de funcionamento,
do filme lubrificante e o escorregamento entre as
material foi austemperado durante cerca de 1hora a diferentes temperaturas entre 260°C e360°C [1], dando origem a matrizescompostas por austenite e por ferrite do tipobainítico inferior e superior.
3. PROCEDIMENTOS
Foram realizados ensaios comengrenagens em ADI num banco de ensaiosFZG e ensaios com provetes cilíndricos(discos) numa máquina bi-disco. Os ensaiosforam preparados a partir da simulaçãoteórica das condições impostas ao contacto ecomplementados quer pela análise dassuperficies, por microscopia e perfilometria,
FISSURAÇÃO DE SUPERFÍCIES EM FERRO NODULAR AUSTEMPERADO (AD!) SUJEITO A CONTACTOS DO TIPO HERTZIÂNO
L. Magalhães (1) eJ.Seabra (2)
(1) DEM — Departamento de Engenharia Mecânica, ISEP, Porto, Portugal(2) DEMEGI — FEUP, Porto, Portugal
RESUMO
O Ferro Nodular Áustemperado (ÁDI - Áustempered Ductile Iron) é um material de usocrescente no fabrico de componentes mecânicos, nomeadamente engrenagens. Torna-se, pois,necessário conhecer em detalhe o comportamento à fadiga de contacto do ÁDL tendo sidorealizados ensaios de engrenagens ÁDI no banco de ensaios FZG e ensaios de discos ADI na
79

A Tabela 1as condições asuperfícies dosengrenagens [1].
mostra, de forma resumida,que foram submetidas asdentes em contacto das
quer pela análise do lubrificante, através detécnicas de ferrometria e ferrografia.
Os ensaios com engrenagenspermitiram efectuar um estudo docomportamento à gripagem das superfícies,enquanto os ensaios com discos foramorientados no sentido do estudo da suaresistência à fadiga de contacto.
3.1 Ensaios de Engrenagens
Foram produzidas 3 engrenagensnormalizadas do tipo FGZ-A que foramposteriormente austemperadas a 260, 280 e a360°C. Com elas foram realizados ensaiosnórmalizados de gripagem do tipo FGZ A(DTN 5l354-FZG A/$.3/90) quer atemperatura livre quer a temperaturaconstante.
3.1.1 Condições de contacto
3.1.2 Resultados
Os resultados dos ensaios normalizadosFGZ-A são expressos em termos do númerode estágios que as superfícies dos flancosactivos dos dentes das engrenagensconseguem suportar antes de se geraremfenómenos de adesão suficientes para que assuperfícies se considerem avariadas(gripadas). A figura 1 mostra os resultadoscorrespondentes a cada um dos ensaios dasengrenagens.
Fig 1 - Resultados dos ensaios de engrenagens fZG-A.
Tabela 1: Condições gerais de contacto para as engrenagens.
E gripagem
Força normal máxima/comprimento: 832 N/mm
Pressão máxima de Hertz: 1.8 Gpa
Espessura mínima de filmelubrificante: 0.09 pm(em ensaios a temperatura livre)
Temperatura máxima do lubrificante: 127 °C(em ensaios a temperatura livre)
Temperatura máxima no contacto: 307 °C(em ensaios a temperatura livre)
Lubrificante: ISO VG68(variedade parafinica sem aditivos)
Rugosidade média das superficies 2.2 tm(Ra):Dureza média das superficies (HRC): 30 a 40
Velocidade linear no primitivo: 8.3 mis
Escorregamento máximo: 75 %
fractura
. gripagem a temperaturaconstante: O = 150°C
3.1.3 Estado das superfícies
A observação mais marcante naevolução do estado das superfícies prende-secom a diminuição significativa da suarugosidade média. Este efeito foi notóriosobretudo nas engrenagens austemperadas atemperaturas mais altas. A deformaçãoplástica e os fenómenos de adesão sofridospelas rugosidades superficiais foramsuficiente para eliminar vestígios damaquinagem em muitas zonas do contacto, ea maioria dos orificios inicialmentecorrespondentes aos nódulos de grafitesuperficiais foi preenchida com material das
80

próprias superficies, conforme se pode ver naFigura 2.
O abaixamento da rugosidade médiadas superficies mostrou uma excelentecorrelação com o número de partículasmetálicas encontradas, em cada caso, nolubrificante correspondente. Isto permiteafirmar que os ADIs ensaiados são bastantesensíveis à rodagem das superficíessobretudo quando submetidos a altaspressões de contacto.
3.1.4 Adesão
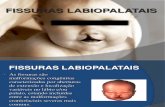
Outro tipo superficial de fissuras foiencontrado nas zonas que sofreram adesão.Nestes locais sujeitos a destruição severa dassuperficies foram sempre encontradaspequenas fissuras transversais ao sentido doescorregamento. Se estas forem efeito demicrosoldaduras precoces é provável que sejaa sua presença que conduz à forte remoção dematerial que se constata durante a fase degripagem destes materiais. Apesar de umalonga resistência à adesão, as superficies ADItendem a deteriorar-se gravemente quandoesta ocorre. Isto é mais notório quanto maiorfor a temperatura no contacto. A Figura 3mostra o aspecto de uma zona em que se vêmleves vestígios de adesão.
3.1.5 Fissuração
O número de fissuras detectáveis nassuperficies após os ensaios foi sempre muitoreduzido. Foram também encontradasalgumas pequenas crateras, mesmo assim empequeno número, não sendo representativasde qualquer forma prevalecente de avaria,sendo provavelmente resultado dapropagação pontual de algumas fissurassubsuperficiais e da consequente fragilizaçãolocal da superficie.
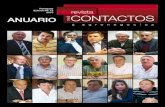
A observação de amostras metalográficas do interior de dentes (cortados apósos ensaiós) revelou a existência de váriasfissuras que se situam sobretudoimediatamente abaixo das superficies e quese propagam entre estas e um nódulo degrafite ou mesmo ligando nódulos entre si,como mostra a Figura 4. Este fenómeno foimais notório nas zona dos dentes sujeitos amaiores taxas de escorregamento, o quecorrobora a hipótese de essas fissuras teremorigem nas tensões que se geram na zonaHertziana do contacto.
3.1.6 Discussão
Ao nível da resistência à gripagem, osresultados obtidos foram excelentes. Recorde-se que engrenagens semelhantes fabricadasem aço cementado não resistem a estágios
Fig 3 — Zona do dente de uma engrenagem onde severificou adesão.
F1g 2 — Aspecto da superficie do dente de umaengrenagem no final do ensaio de gripagem.
$1

FZG superiores ao 4° ou ao 5° quando sãoensaiadas nas mesmas condições. E notável odesempenho conseguido em todos os casos jáque foi sempre utilizado um lubrificante semaditivos e de baixa viscosidade em conjuntocom superfícies de rugosidade relativamenteacentuada, ou seja, proporcionando um forteacréscimo de severidade às condiçõesfavoráveis à gripagem que o ensaionormalizado já impõe por si.
Ao nível da resistência à flexão não foipossível estabelecer comparações directascom outros ensaios semelhantes dada amenor largura das engrenagens utilizadas(l6mm em vez de 20). No entanto, éimportante notar que:
a) nenhuma das engrenagensfracturadas apresentou sintomasde gripagem;
b) as fracturas ocorreram semprepara valores de binário acima dos450 Nm, correspondentes apressões de contacto próximas de
Os ensaios de gripagem de engrenagensnão permitem retirar conclusões sobre aresistência à fadiga das engrenagens. Emtermos de fissuração pode dizer-se que amaioria das fissuras subsuperficiais se tomainvisível à superfície quando as deformaçõesque esta sofre geram uma espécie de“camada” de recobrimento superficial. O
tempo relativamente curto que duram estesensaios não foi suficiente para que apropagação das fissuras subsuperficiaisprovocasse fenómenos de “spalling” ououtras formas de deterioração nítida dassuperfícies. A presença dessas fissuras, noentanto, foi confirmada por inspecçãomicroscópica das amostras metalográficas.
3.2 Ensaios de discos
Foram ensaiados três pares de discosproduzidos num ADI de composição químicaidêntica à referida no parágrafo 2 eaustemperados durante 1 hora a 280°C. Osensaios foram planeados na tentativa dedesenvolver um método expedito de testar aresistência à fadiga das superfícies e, aomesmo tempo, em que as condições decontacto se aproximassem daquelas que seatingem durante o funcionamento deengrenagens.
3.2.1 Condições de contacto
Tendo em conta a qualidade superficialdos discos, foi determinada uma geometriaque proporcionasse um contacto elíptico dedimensões convenientes e seleccionado umlubrificante adequado (de baixa viscosidade esem aditivos de extrema pressão). Assim,foram utilizados pares constituídos por umdisco cilíndrico (com a pista plana) e umdisco esférico (possuindo curvatura no planoperpendicular ao movimento), ambos comum diâmetro de 70 mm. A temperatura dolubrificante e a velocidade de rotação dosdiscos foram, determinadas por simulaçãoteórica de forma a garantir as condiçõespatentes na Tabela 2.
3.2.2 Sequência dos ensaios
Todos os discos foram submetidos a10.000 ciclos em rolamento puro (500 rpm)na primeira fase de ensaios. A partir daí o parA foi destruído para a produção de amostrasmetalográficas, sendo apenas testados ospares B e C. A pressão no contacto foisempre de 2 GPa, com excepção do par de
fig 4 — Corte metalográfico mostrando fissuras nointerior de um dente de uma engrenagem ADI.
2 Gpa.
82

N° de ciclos
discos C, que foi submetido a 1.6 GPa até se 1.800000
completarem 200.000 ciclos (valorinicialmente previsto para o fmal dos 1.600.000ensaios). Em seguida os pares B e C foramtestados sob uma pressão de 2 GPa e a uma
1 000velocidade de rotação de 1750 rpm até que assuas superficies se considerassem avariadas,
100.000o que sucedeu apos mais de um milhao emeio de ciclos acumulados. A Figura 5mostra a extensão dos ensaios efectuados. 50000
Tabela 2: Condições gerais de contacto para os discos
El rolamento puro
Rolamento + escorregamento(Ve = 9.8%).
Fig 5 - Sequência de ensaio dos discos.
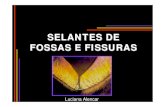
superficies solicitadas. Foi seleccionadacomo forma de indentação a impressãoresultante deum ensaio de dureza normalizado (HRC150Kg) já que garante a reprodutibilidadedasdimensões impressas e permite obter um bomrebordo em tomo da indentação de feitiocircular (a altura do rebordo é o principalfactor no acelerar do surgimento de fissurasde fadiga em provetes de aço e não aprofundidade ou as dimensões do defeito[2J). A Figura 6 mostra uma imagem correspondente a uma das indentações realizadas.
3.2.3 Indentações artificiais
No intuito de se desenvolver ummétodo expedito de ensaio da resistência àfadiga das superficies ADI foram geradasindentações sobre as superficies de trabalhodos discos esféricos. Este processo tem vindoa ser usado com sucesso em provetes de aço[2], e permite gerar fissuras por fadiga emmenos tempo pela presença de defeitos queagem como concentradores de tensões nas
Força normal máxima:
Pressão máxima de Hertz:
6800 N
Espessura mínima de filme lubrificante:
2 Gpa
Temperatura do lubrificante:
0.llrm
Lubrificante:(levemente aditivado)
100 °C
Rugosidade média das(discos esféricos)
ISOVG22
superficies (Ra): 0.6 im
Rugosidade média das(discos cilíndricos)
superficies (Ra): 0.3 .im
Dureza média das superficies:
Velocidade linear média:(até 200 mil ciclos)
46 HRC
123m’s
Velocidade linear média:(após 200 mil ciclos)
Taxa de escorregamento:
6.4 mis
9.8 %
Fig 6 - Fotografia de uma indentação obtida com um penetrador cónico de medição de dureza (RRC 150)
83

3.2.4 Resultados
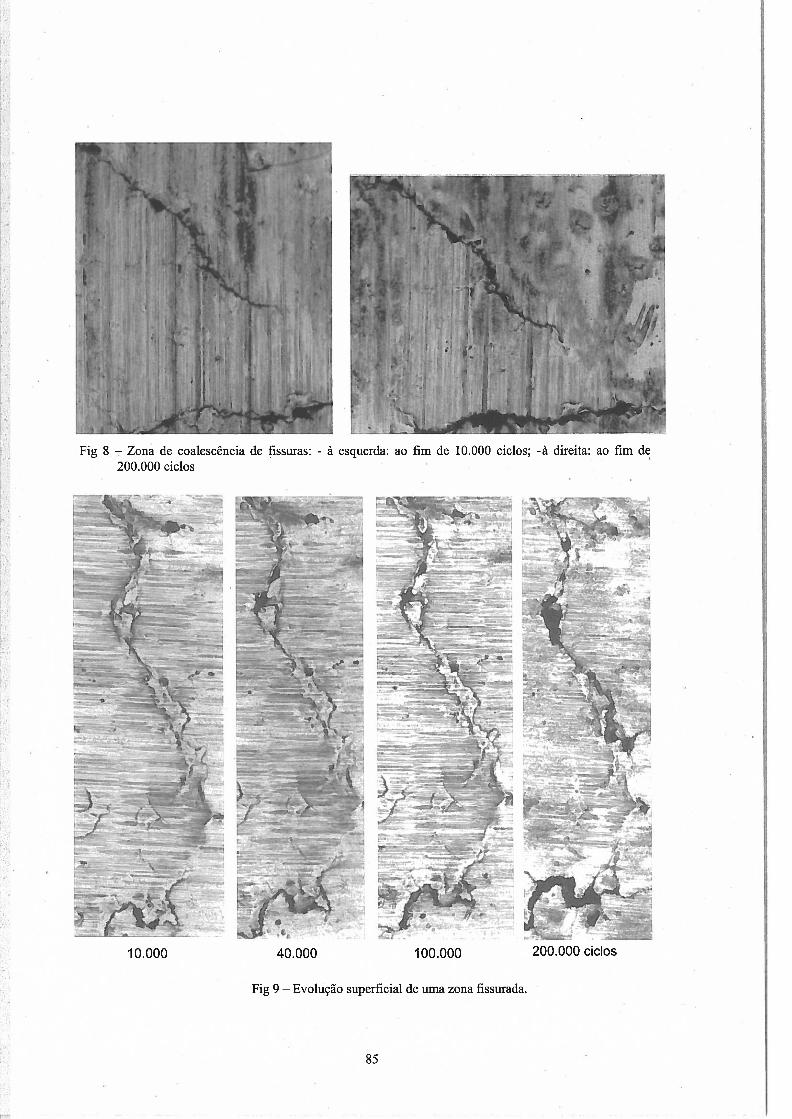
Os resultados destes ensaios apenaspodem ser expressos em termos comparativosdo estado das superfícies. De uma formageral todos os discos apresentaram algumasfissuras superficiais muito cedo (zonas decoalescência de fissuras relacionadas com oeventual deslocamento em profundidade dezonas localizadas das superfícies) masnenhum dos discos sofreu deterioraçãosensível das superfícies de contacto duranteos 200.000 ciclos de ensaio inicialmenteprevistos. Os testes foram prolongados até severificarem avarias nas pistas de contacto.Isto sucedeu aos 1,6 milhões de ciclos para opar C e aos 1,7 milhões de ciclos para o parB. Em ambos os casos a avaria consistiu nalibertação de uma escama superficial(“ spall”) e ocàrreu em zonas contendograndes fissuras desde o início dos ensaios.
3.2.4.1 Estado das superfícies
O estado geral das superficies detrabalho dos discos manteve-se muità bomaté ao final dos ensaios. A vista desarmadaapenas restaram identificáveis as indentaçõesartificiais de dureza e as fissuras geradas nosprimeiros ciclos de operação (até 10.000ciclos).
aparentemente resultantes do deslocamentorelativo de zonas da superficie (afundamentode zonas entre as fissuras). Estasmacrofissuras, apesar de geradas logo narodagem das superfícies, não progrediramsignificativamente em nenhum dos discos atéao fim de 200.000 ciclos (dos quais metadeforam realizados com cerca de 10% deescorregamento). As figuras $ e 9 mostram aevolução de zonas fissuradas desde os 10.000ciclos de ensaio.
A presença destas macrofissuras esteve,no entanto, na origem das avarias registadasquer no par B quer no par C.
A observação dos locais em queocorreu a libertação de uma pequena porçãoda superficie sugerem que a propagação emprofundidade destas fissuras e a consequentefragilização da zona tenha dado origem a ummecanismo típico de fadiga (“spalling”). Aevolução do fenómeno foi relativamente lentaperante as condições de contacto (1,6 x 106
ciclos para o par C e 1,7 x i0 ciclos para opar B) e as dimensões das escamas erammuito semelhantes nos dois discos afectados.A profundidade da cratera gerada nassuperficies coincide com aquela a queocorrem os valores máximos da tensão decorte gerada no contacto.
3.2.4.2 Análise microscópica
A análise microscópica das superfíciesrevelou desde logo (desde os primeiros10.000 ciclos) que todas as superfíciestestadas apresei3tavam inúmerasmicrofissuras de formato característico,sempre situadas radialmente em grupos detrês ou quatro em tomo de pequenos nódulosde formato esférico, como se vê na Figura 7.
Algumas destas cavidades, aparentemente coincidentes com os nódulos degrafite, mantiveram-se preenchidas enquantooutras foram esvaziadas ao longo dos testes.
As poucas marcas visíveis a olho nunas superfícies correspondem a locais decoalescência de fissuras pouco profundas,
Fig 7 - Aspecto de microfissuras em tomo de cavidades süperficiais.
84
*
10.000 40.000
‘
__-i. .
--
ç- ,-
—,--.—• z.w
- -
100.000
-
--
• 1
--
200.000 ciclos
Fig 9 — Evolução superficial de uma zona fissurada.
85
Fig 8 — Zona de coalescência de fissuras: - à esquerda: ao fim de 10.000 ciclos; -à direita: ao fim de200.000 ciclos

3.2.4.3 Efeito do escorregamento cementados ou endurecidos superficialmente.
Fig 10 — fotografia da zona da pista de contacto (à esquerda) e da zona não solicitada (àdireita). Nesta última são visíveis as estrias resultantes da maquinagem.
A introdução de escorregamentomostrou-se um factor relevante na evoluçãodo estado das superficies. Apresentandocaracterísticas típicas dos materiais dúcteis(apesar de o ADI não o ser propriamente), assuperficies sofreram deformações plásticasfortes no sentido do movimento sem severificar o aparecimento evidente de fissurastransversais, como é comum em aços
Na Figura 10 percebe-se a diminuiçãoda aspereza da zona de contacto e a Figura 11mostra imagens onde se vê claramente oefeito da introdução de escorregamento. Esteprovocou a deformação plástica da superficieexterior de forma a que muitas delas sepreencheram de material deslocado enquantooutras coalesceram ou alongaram no sentidodo movimento relativo.
40.000 200.000 ciclos
fig 11 — Aspecto das superficies dos discos após 40.000 ciclos de solicitação em rolamento puro (esquerda) e aofim de 200.000 ciclos, dos quais 160.000 em rolamento e escorregamento (Ve = 9.8%) (direita).
86

3.2.4.4 Efeito das indentações
Nenhum grupo particular de fissurassurgiu na proximidade de uma indentaçãoartificial. Ao fim dos primeiros 10.000 ciclosa deformação plástica e o desgaste dassuperficies atenuou de tal forma o rebordosaliente existente em redor destes orificiosque o seu efeito se tomou desprezível. AFigura 12 mostra o perfil obtido pormgosimetria de uma dessas indentações noseu estado original.
A compressão a que foram submetidasas zonas salientes em tomo das indentaçõesprovocou, no entanto, um efeitoaparentemente benéfico ao compactar omaterial e ao fechar as microfissuras-existentes em seu redor. Apesar dapermanência destes defeitos, nenhumarrancamento importante de materialaconteceu a partir deles nem estiveram emnenhum caso na origem de fissurassuperficiais. O estado de um destes defeitosartificiais ao fim de 10.000 e de 200.000ciclos é visível na Figura 13.Pode-se, assim, concluir que as indentaçõesutilizadas não geraram fissuras superficiaisde fadiga neste ADI durante os primeiros200.000 ciclos nas condições em que foiensaiado. A nível comparativo, um estudo deW. Cheng [2] refere que discos de aço
contendo defeitos artificiais do mesmo tipo esujeitos a condições de contacto semelhantes(2.4 GPa, 12.2% de escorregamento eespessura específica de filme lubrificante de0.199 rim) passaram a apresentar fissuras emtomo das indentações desde os primeiros2.000 ciclos e que a sua presença era aígeneralizada ao fim de’150.000 ciclos. Apósprolongamento dos ensaios foi possívelconstatar que a deterioração das superficiesem tomo destas indentações passou a serconsiderável a partir de cerca de 1,4 milhõesde ciclos. Este facto mostra que, apesar denão ocorrer de forma “expedita”, afissuração preferencial destas zonas resultado efeito concentrador de tensões gerado pelapresença das indentações artificiais e queestas são locais preferenciais de avariarelativamente às restantes superficies decontacto.
4. CONCLUSÕES
Os testes efectuados com engrenagensmostram que os ADIs ensaiados sãomateriais extremamente resistentes àgripagem quando sujeitos a contactos comtransferência de carga elevada e perante umalubrificação deficiente. O comportamento dassuperficies superou largamente odesempenho esperado de engrenagens de açonas mesmas condições.
irn P—Profiie 808
-
Fig 12 - Perfil de rugosidade de uma indentação.
87
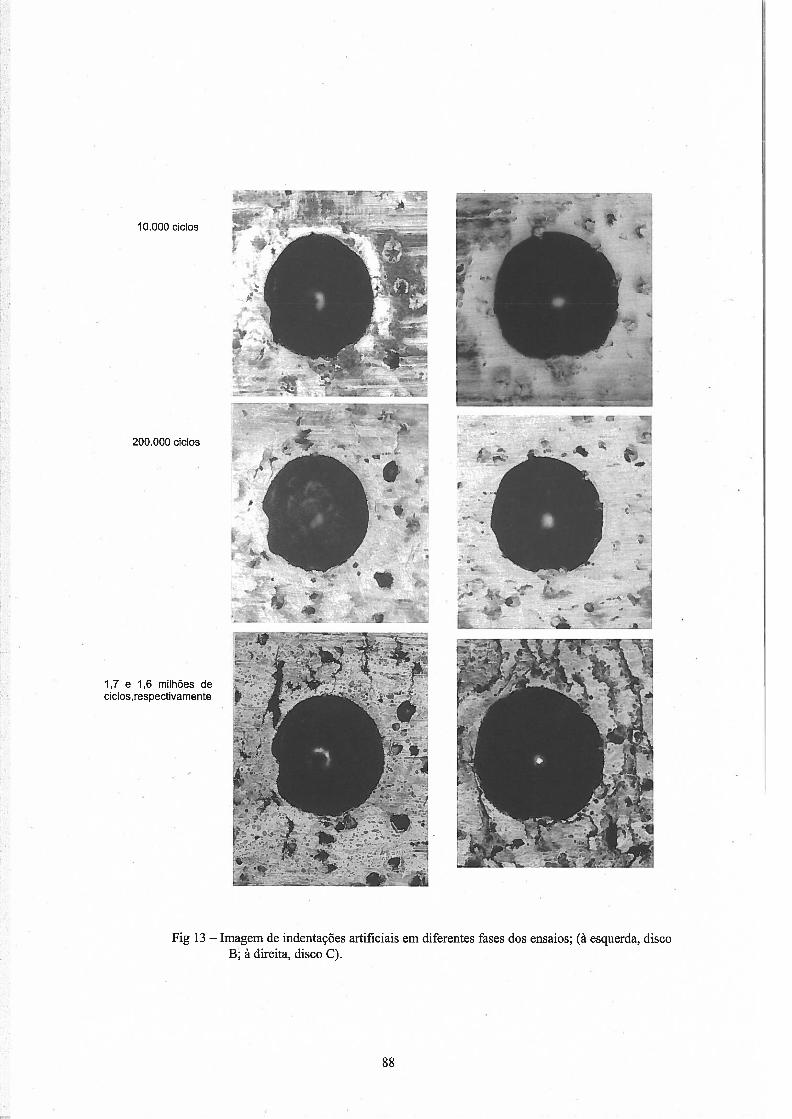
10.000 ciclos
200.000 ciclos
1,7 e 1,6 milhões deciclos, respectivamente
.
-.
1.
Fíg 13 — Imagem de indentações artificiais em diferentes fases dos ensaios; (à esquerda, discoB; à direita, disco C).
:* .-
• ‘1d :-:
‘—
1.• —
4’
88

Estes testes também revelam que afissuração é uma constante nas superfícies esub-superfícies do ADI e que ocomportamento da sua matriz metálica semostra muito dependente da presença dagrafite sob a forma nodular. As fissurassubsuperficiais tendem a surgir nas zonasonde as tensões Hertzianas são maiores e têmquase sempre percursos ligados com estesnódulos ou entre eles e a superfície.
Nos ensaios com discos verificou-seque as fissuras superficiais, mesmo quandoresultantes do deslocamento de porçõesconsideráveis da superfície, se propagammuito lentamente, o que revela umafaculdade notória de acomodação dassuperfícies deste material. Para além deatenuar fortemente a rugosidade superficial,proporcionando melhor distribuição de carga(registaram-se atenuações de rugosidademédia da ordem dos 20% [1]), toma-seevidente que mecanismos associados aopróprio material retardam a propagação dasfissuras superficiais. Estas progridem muitomais lentamente que nos aços cementados,por exemplo, quando estes são sujeitos acondições de contacto semelhantes.
As indentações artificiais utilizadas nãoresultaram numa aceleração evidente dafadiga superficial do material, pelo que sepode considerar não serem adequadas paraeste efeito num espaço de tempo reduzido e
nas condições de contacto impostas (apermanência das saliências geradas nestasindentações mostrou-se precária face àdeformabilidade das superfícies testadas e aszonas em seu redor não mostraram sofrerdefeitos particulares antes de se atingir a casados 106 ciclos). No entanto, e com excepçãodas zonas macrofissuradas - que surgiram deforma pontual e cuja origem ainda não foipossível determinar - a vizinhança destasindentações tomaram-se as zonas maisdeterioradas das superfícies após oprolongamento dos ensaios. Isto mostra que oseu efeito concentrador de tensões permite asua utilização como forma de prever alocalização do surgimento das primeirasfissuras superficiais de fadiga e que estasocorrem nesses locais muito mais depressaque no resto das pistas de contacto.
5. REFERÊNCIAS
[1] “Wear and scuffing of austempered ductileiron gears”, L.Magalhães, J.Seabra., WEAR215 (1998) 237-246.
[2] “Experimental Investigation onRolling/Sliding Contact Fatigue CrackInitiation with Artificial Defects”, W.Cheng,H.$.Cheng, L.M. Keer TrybologyTransactions, vol 37, 1994.
89
t