viniciustet.altervista.orgviniciustet.altervista.org/alterpages/files/Book_R101.pdf ·...
135
101 ISSN 0874-9019 9 770874 901000 número 101 | 4.º trimestre de 2015 | Portugal 9.50€ ARTIGO CIENTÍFICO · MicroHandling: assembling and manipulation of micro parts AUTOMAÇÃO E CONTROLO · Instrumentação e controlo, transdutores e condicionadores de sinal (1.ª Parte) DOSSIER SOBRE PROCESSOS INDUSTRIAIS · Sistemas avançados de produção – uma solução para a competitividade das indústrias nacionais · Liderar e gerir um setor de produção · Produção sustentável – integração direta de energias renováveis em processos industriais · Instrumentação e controlo nos processos industriais · PCs industriais: sistemas para a Indústria 4.0 NOTA TÉCNICA · Os 5 erros mais frequentes dos programadores de autómatos CASE STUDY · RS Components: A indústria em movimento · Siemens: Atualização da versão de um comprovado sistema de controlo de processos! · Endress+Hauser Portugal: A importância da correta monitorização do vapor em processos industriais ENTREVISTA · “Industrial Internet of Things como uma “evolução”, e não como uma “revolução”, Pankaj Khurana, Schneider Electric
Transcript of viniciustet.altervista.orgviniciustet.altervista.org/alterpages/files/Book_R101.pdf ·...

101
ISSN 0874-9019
9 770874 901000
número 101 | 4.º trimestre de 2015 | Portugal 9.50€
ARTIGO CIENTÍFICO
· MicroHandling: assembling and manipulation
of micro parts
AUTOMAÇÃO E CONTROLO
· Instrumentação e controlo, transdutores
e condicionadores de sinal (1.ª Parte)
DOSSIER SOBRE PROCESSOS INDUSTRIAIS
· Sistemas avançados de produção – uma solução
para a competitividade das indústrias nacionais
· Liderar e gerir um setor de produção
· Produção sustentável – integração direta
de energias renováveis em processos industriais
· Instrumentação e controlo nos processos
industriais
· PCs industriais: sistemas para a Indústria 4.0
NOTA TÉCNICA
· Os 5 erros mais frequentes dos programadores
de autómatos
CASE STUDY
· RS Components: A indústria em movimento
· Siemens: Atualização da versão de um
comprovado sistema de controlo de processos!
· Endress+Hauser Portugal: A importância
da correta monitorização do vapor em processos
industriais
ENTREVISTA
· “Industrial Internet of Things como uma “evolução”,
e não como uma “revolução”, Pankaj Khurana,
Schneider Electric



FICH
A T
ÉCN
ICA .
SUM
ÁRIO
1ro
bótica
FICHA TÉCNICA
robótica 101
4.o Trimestre de 2015
Diretor
J. Norberto Pires, Departamento de Engenharia Mecânica,
Universidade de Coimbra · [email protected]
Diretor-Adjunto
Adriano A. Santos, Departamento de Engenharia Mecânica,
Instituto Politécnico do Porto · [email protected]
Conselho Editorial
A. Loureiro, DEM UC; A. Traça de Almeida, DEE ISR UC;
C. Couto, DEI U. Minho; J. Dias, DEE ISR UC;
J.M. Rosário, UNICAMP; J. Sá da Costa, DEM IST;
J. Tenreiro Machado, DEE ISEP; L. Baptista, E. Naútica, Lisboa;
L. Camarinha Matos, CRI UNINOVA; M. Crisóstomo, DEE ISR UC;
P. Lima, DEE ISR IST; V. Santos, DEM U. Aveiro
Corpo Editorial
Coordenador Editorial: Ricardo Sá e Silva
Tel.: +351 225 899 628 · [email protected]
Diretor Comercial: Júlio Almeida
Tel.: +351 225 899 626 · [email protected]
Chefe de Redação: Helena Paulino
Tel.: +351 220 933 964 · [email protected]
Design
Luciano Carvalho · [email protected]
Webdesign
Ana Pereira · [email protected]
Assinaturas
Tel.: +351 220 104 872
[email protected] · www.engebook.com
Colaboração Redatorial
J. Norberto Pires, Adriano A. Santos, Pedro Serra, José Silva,
Mauro Martins, António Pina, António Baptista, Rui Cortesão,
Pedro U. Lima, Paula Domingues, Manuel Costa,
Miguel Malheiro, Bernardo Almada-Lobo, Américo Azevedo,
António Paulo Moreira, Pedro Amorim, Germano Veiga,
Ana Magalhães, Vitor Ferreira, Ricardo Barbosa, Mario Klug,
Pedro Silva, Carlos Coutinho, Rosário Machado,
Ricardo Sá e Silva e Helena Paulino
Redação, Edição e Administração
CIE - Comunicação e Imprensa Especializada, Lda.®
Grupo Publindústria
Tel.: +351 225 899 626/8 · Fax: +351 225 899 629
[email protected] · www.cie-comunicacao.pt
Propriedade
Publindústria - Produção de Comunicação Lda.®
Empresa Jornalística Reg. n.º 213 163
NIPC: 501777288
Praça da Corujeira, 38 · Apartado 3825
4300-144 Porto
Tel.: +351 225 899 620 · Fax: +351 225 899 629
[email protected] · www.publindustria.pt
Publicação Periódica
Registo n.º 113164
Depósito Legal n.o 372907/14
ISSN: 0874-9019 · ISSN: 1647-9831
Periodicidade: trimestral
Tiragem: 5000 exemplares
INPI: 365794
Impressão e Acabamento
Gráficas Anduriña
Avda. de San Xoán, 32
36995 POIO (Pontevedra)
Os trabalhos assinados são da
exclusiva responsabilidade dos seus autores.
SUMÁRIO
da mesa do diretor2 A robótica de Engelberger
artigo científico4 MicroHandling: assembling and manipulation of micro parts
sociedade portuguesa de robótica4 RoCKIn 2015
automação e controlo10 Instrumentação e controlo, transdutores e condicionadores de sinal (1.ª Parte)
eletrónica industrial14 Optoeletrónica
ficha prática de eletrónica16 Transístor de potência
instrumentação20 Válvulas de segurança e alívio (2.ª Parte)
24 notícias da indústria
41 dossier sobre processos industriais 42 Sistemas avançados de produção – uma solução para a competitividade das indústrias nacionais
46 Liderar e gerir um setor de produção
48 Produção sustentável – integração direta de energias renováveis em processos industriais
52 Instrumentação e controlo nos processos industriais
54 PCs industriais: sistemas para a Indústria 4.0
informação técnico-comercial56 SCHUNK: Indústria 4.0: “a indústria dos componentes de manipulação é um ponto-chave na construção
de uma fábrica inteligente”
58 u-remote da Weidmüller
60 Schneider Electric Portugal: A automação industrial está pronta para a IoT
62 LusoMatrix: Soluções avançadas de análise de vídeo em tempo real
64 WEGeuro: Requisitos para motores anti-deflagrantes: energia segura para compressores
66 Rittal responde a 5 pontos para a otimização da configuração e instalação de projetos TI na indústria
68 Schaeffler Iberia: Máximo desempenho dos rolamentos para cabeçotes, graças a novos materiais
e melhorias nos processos
70 REIMAN: CHIARAVALLI – gama completa de redutores
72 EPL – Mecatrónica & Robótica: MIR a nova geração avançada de robots móveis
nota técnica74 Os 5 erros mais frequentes dos programadores de autómatos
case study76 RS Components: A indústria em movimento
78 Siemens: Atualização da versão de um comprovado sistema de controlo de processos!
82 Endress+Hauser Portugal: A importância da correta monitorização do vapor em processos industriais
entrevista84 Industrial Internet of Things como uma “evolução”, e não como uma “revolução”,
Pankaj Khurana, Industrial Development Manager da Schneider Electric
reportagem86 1.ª edição F.Fonseca Day: sucesso garantido
90 24 000 profissionais na 9.ª edição da MOLDPLÁS
92 PLC 2015: começou a 4.ª revolução industrial
96 RS Components lança novo software de design elétrico para profissionais de engenharia
98 bibliografia
100 produtos e tecnologias
122 calendário de eventos
124 eventos e formação
128 links
www.robotica.pt
Aceda ao link através
deste QR code.
/revistarobotica
Precisão na produção significa um mecanizado mais eficiente com uma maior segurança do processo.
A HEIDENHAIN apresentou o controlo numérico mais atual TNC 640 com ilustrativas demonstrações
de uma medição de posição altamente precisa com sistemas lineares e angulares de medida em
regulação Closed Loop. Sob o nome de Dynamic Precision, a HEIDENHAIN reúne uma série de funções
para uma produção eficiente de componentes de alta precisão que permitem um fresado rápido e
sem vibrações mediante a amortização ativa de vibrações (AVD), entre outras funções.
FARRESA ELECTRÓNICA, Lda.
Tel.: +351 229 478 140 · Fax: +351 229 478 149
[email protected] · www.farresa.pt
Apoio à capa
2ro
bótica
DA M
ESA
DO D
IRETO
R
A robótica de Engelberger
J. Norberto Pires
Prof. da Universidade de Coimbra
Joseph F. Engelberger, americano, físico,
engenheiro mecânico e empresário, foi
o responsável pelo nascimento da robó-
tica, uma das indústrias mais importan-
tes dos nossos dias, sendo reconhecido
mundialmente como o Pai da Robótica.
Tinha 90 anos e faleceu no dia 1 de de-
zembro de 2015 nos EUA.
O primeiro robot industrial nasceu
da colaboração entre Engelberger e o
inventor americano George Devol, es-
tabelecida depois de ambos se terem
conhecido em 1956 num coktail. Devol
tinha pendente um pedido de patente
de uma máquina, “Programmed Article
Transfer”, que Engelberger identificou
como um robot. Imaginou como pode-
ria ser construído, como poderia finan-
ciar a sua produção e como ele podia
ser útil na indústria. Em 1959, depois de
várias associações com empresários e
financiadores, foi construído o primeiro
protótipo e Devol viu a sua patente ser
registada em 1961. Rapidamente Engel-
berger convenceu a General Motors a
utilizar o robot nas suas linhas de monta-
gem, nomeadamente em operações de
soldadura. Foi crida a Unimation Inc. que
produzia o robot e fazia a sua comercia-
lização. A Unimation desenvolveu vários
robots que foram usados na indústria e
nas universidades.
Mais tarde, na década de 1980, En-
gelberger interessou-se pela robótica de
serviços e criou a Tarnsitions Research
Corporation, uma empresa que desen-
volveu o famoso HelpMate, um robot
dedicado a aplicações hospitalares, no-
meadamente a áreas de geriatria.
Hengelberger viu o seu génio e es-
pírito empreendedor reconhecido pela
comunidade científica e industrial, tendo
recebido numerosos prémios e distinções.
Faleceu a 1 de dezembro de 2015,
deixando um exemplo fantástico da ca-
pacidade humana para construir máqui-
nas capazes de nos ajudar, mas também
do discernimento necessário para dis-
cutir as suas implicações e ser capaz das
iniciativas que permitissem discussões
abertas sobre o futuro e sobre o caminho
que seguíamos.
"Joseph F. Engelberger, americano,
físico, engenheiro mecânico e
empresário, foi o responsável pelo
nascimento da robótica, uma das
indústrias mais importantes dos
nossos dias, sendo reconhecido
mundialmente como o Pai
da Robótica. Tinha 90 anos e
faleceu no dia 1 de dezembro
de 2015 nos EUA. O primeiro
robot industrial nasceu da
colaboração entre Engelberger
e o inventor americano George
Devol, estabelecida depois de
ambos se terem conhecido em
1956 num coktail. Devol tinha
pendente um pedido de patente
de uma máquina, “Programmed
Article Transfer”, que Engelberger
identificou como um robot.
Imaginou como poderia ser
construído, como poderia
financiar a sua produção e como
ele podia ser útil na indústria."

PU
B

art
igo c
ientífico
4ro
bótica
Pe
dro
Se
rra
1,
José
Sil
va
1,M
au
ro M
art
ins1
, A
ntó
nio
Pin
a2,
An
tón
io B
ap
tist
a3,
Ru
i C
ort
esã
o4
1In
stit
uto
Pe
dro
Nu
ne
s 2E
dilá
sio
Ca
rre
ira
da
Silv
a3C
en
tim
fe4
De
pa
rta
me
nto
de
En
ge
nh
ari
a E
letr
ón
ica
e C
om
pu
tad
ore
s d
a U
niv
ers
ida
de
de
Co
imb
ra
Abstract – This paper presents the development of a micro part
handling solution for the plastic injection industry. The experi-
mental setup has an industrial cell, which includes micro parts
molded by micro injection, inspection systems and assembly
lines. A XYZ Cartesian robot is used to assemble the micro parts
with two other compatible test parts. The XYZ robot is also res-
ponsible of removing the defective micro parts previously iden-
tified by the visual inspection system.
Index Terms – microgrippers, micromanipulation, vacuum
gripper, micro parts.
I. INTRODUCTIONMicroinjection and micro part handling brought new chal-
lenges to the molding fabrication but also to manipulation
and control. The literature is not clear and assertive to what
defines a micro part, but the general community accepts
that a micro part is a part that has reduced dimensions or
details in the order of micrometer. Manipulation of micro
parts presents serious challenges both in the catch and re-
lease process. The catch process requires enough force to
pick the micro part without damaging it, and in the relea-
se process there should be enough force to overcome the
strong adhesive force that makes the micro part adhere to
the end-effector [1] [2] (gravity forces are rather weak and
can be neglected). In this scenario, high precision is required
to accomplish micro assembly tasks, creating challenges to
the manipulation procedure.
Two types of grippers are used for pick and place opera-
tions: micro grippers and vacuum systems. The micro grippers
can be split into two categories: active and passive. Passive te-
chniques rely on the contact between micro part and subtract
so they depend on subtract surface properties and generally
have poor repeatability [2]. Active parts use one or more actu-
ators. These actuators can be piezoelectric which guarantee a
great resolution and good response times, but are very expen-
sive. Pneumatic actuators can also be used but their precision
is not optimal. Vacuum grippers are typically used in pick and
place machines to create pressure differences for catching and
releasing [3].
The end effector is not only important for the catch and
release task, but also for the course the micro part is going
to execute during the operation. Conventional robot arms
have a lot of degrees of freedom, so they can be used in
systems that need very specific axis travel. However, these
robots are expensive. The Delta robots are very used for pick
and placing operations due to high repeatability and spe-
ed but they are also expensive. Another solution is the XYZ
Cartesian table that allows a high repeatability at a good
price, being only capable of linear movements. XYZ Carte-
sian tables can only execute linear movements and but they
are cheaper compared to other robots, having good repea-
tability and speed.
Currently there are “Pick&Place” machines in the market that
are used for SMD (Surface Mount Device) component place-
ment in Printed Circuit Boards (PCB). This type of solution ena-
bles (via linear movements and a vacuum system) collecting
electronic component coils which are supplied and installed in
the correct positions on the PCB. There are many types of “Pick
and Place” machines, differing primarily in accuracy, speed, and
volume of production. The more economical machines that are
typically used for prototyping or little productions do not have
the necessary accuracy to handle the micro parts of the produc-
tion cell. On the other hand, industrial and more expensive pick
and place machines offer the necessary resolutions but are hard
to integrate in the production cell, due to their high degree of
specialization.
This paper presents a manipulation system with high pre-
cision, easy to operate, that can be easily installed in industrial
cells with a large production capacity.
II. SYSTEM DESCRIPTIONThe MicroHandling project aims to develop a new production
cell targeted for the molds and injection industry. The produc-
tion cell must effectively integrate the production of micro-
injected parts, assembling and palletizing. The envisioned
production cell is divided into four main parts. The production
zone where the micro parts are injected, the palletizing zone
where a robotic arm is going to take the parts from the pro-
duction zone, removing the excess of material and placing
the micro parts in trays, the visual control system where the
trays are inspected to detect damaged parts and finally the
selection and assembly zone where the damaged parts are
removed and the different types of micro parts are assembled
together.
This article is going to explore the final zone of the produc-
tion cell where the different parts are assembled.
A. Parts Geometry
To validate the production cell and to test both the creation
of molds and the injection system, three parts were designed.
These parts are:
a micro part (Figure 1);
a cogwheel (Figure 2);
a pin (Figure 3).
MicroHandling: assembling and manipulation of micro parts
rob
óti
ca 1
01
, 4.o
Tri
mes
tre
de
20
15

art
igo c
ientífico
5ro
bótica
and will be assembled together to build a more complex one.
Micro parts have a cylinder shape with 1 mm diameter and a
height of 0,4 mm. The micro part presents concavities and a
hole which makes it compatible with the other two test parts
used to assemble a bigger and more complex part.
The cogwheel works as the part base. It has a radius of
4,29 mm and has four holes with a diameter of 1,24 mm where
the pins are mounted.
The third component that is used to construct the complex
part is a pin. This pin is going to make the connection between
the micro parts and the cogwheel. The head of the pin connects
with the micro parts while the bottom is going to be inserted in
one of the four holes of the cogwheels.
Figure 1. Micro part size with 5 cent euro coin as reference.
Figure 2. Cogwheel with a 5 cent euro coin for size reference.
Figure 3. Pin photograph with 5 cent euro coin for scale.
B. XYZ robot
For the base of the manipulation system a XYZ table with the
following dimensions is used:
X axes: 450 mm;
Y axes: 150 mm;
Z axes: 150 mm.
The position repeatability of the table is 0,02 mm and with a
maximum speed of 800 mm/s the table is adequate for our
system.
The selection and assembly system is connected directly or
indirectly to several components of the production cell such as
the Inspection system, a PLC and a robotic arm as shown in Fi-
gure 4 and Figure 5.
Figure 4. Overall schematic of the xyz table interactions with
the production cell.
Figure 5. Overall view of the production cell.
The inspection system is responsible for scanning the trays of
micro parts to detect faulty ones. This information is then trans-
mitted to a PLC where it is processed. The PLC then sends the
tray position of the faulty parts to the manipulation system via
serial communication for removal. The PLC also works as an
intermediary between the robot and the XYZ table. The robot
arm is the main controller of the whole production cell, infor-
ming the XYZ table of the type of operation to perform (such
as safe position mode and part removal due to defects). The
table informs the robot when it needs new trays and when the
robot can pick up the trays after a successful assembly or remo-
val operation.
C. Gripper
A gripper with three nozzles was designed to catch and release
the different parts. The three nozzle option instead of just one
is justified to catch and release cogwheels with more precision
and security. For micro parts and pins only one of the nozzles is
used (Figure 6).
The selected nozzles have an internal diameter of 0,5 mm
allowing almost the maximum force on the micro part without
sucking it to the interior of the nozzle. To prevent damage on

art
igo c
ientífico
6ro
bótica
the parts by the nozzle a spring is used. This spring acts as an
opposite force when the nozzle is forcing the parts.
D. Vacuum system
In order to catch and release the micro parts a vacuum system
is used. The vacuum system is designed to use the typical 6 bar
pressure.
Two vacuum generators were installed. One is used to con-
trol the vacuum in the nozzle to catch and release micro parts
and pins and the other one is used to generate vacuum in the
other two nozzles, working together with the other vacuum ge-
nerator to catch and release cogwheels. The vacuum generator
for the micro parts and pins is also used to generate a blow.
This blow is fundamental since gravity is not enough to release
micro parts and pins from the nozzle.
Figure 6. Gripper transporting a micro part and a cogwheel.
A vacustat is used to detect if a part is being picked up. A
threshold value is defined and if the value of the negative pres-
sure after picking up a piece is below that threshold it means
that the part has not been picked up by the gripper.
III. CONTROL SYSTEMThe control system is responsible for the implementation of the
two types of operations defined in our project, assembling and
removal of defective parts. The controller of the table allows to
control the motor of each axis individually, having also digital
inputs/outputs to control the vacuum system. The control sys-
tem has a technical cabinet connected to the vacuum system
and PLC to communicate with the robot and the visual inspec-
tion system.
A. Assembly
When the assembly process starts, the XYZ table asks for trays
of micro parts, cogwheels and pins. After receiving the trails, the
table starts placing the pins in the four holes of each cogwheel.
The number of pins in one tray is not enough to assemble them
in every cogwheel so the table must ask for new pin trays until
all cogwheels have four pins mounted in. The micro parts are
then placed on the top of the pins. The number of micro parts
in one tray is also not enough to complete a tray of cogwheels
so the table also needs to ask for new trays. When all cogwheel
parts are assembled, the table informs the robot that it can pick
up the tray.
Figure 7. Photograph of the assembled part.
B. Removal
The removal of defective parts starts with an indication from
the robot. The PLC waits from a file of the vision system with
the report about the tray. The PLC then processes this file and
sends back the position of the defective parts to the XYZ ta-
ble. The XYZ table requests the tray with defective parts and
a tray containing only good parts from the robot arm. The
manipulation system starts to remove the defective parts
from the tray, replacing them with good ones. The process
can now be repeated until the tray of good parts is empty. At
this point, the XYZ table should request a new tray of good
parts from the robot.
IV. CONCLUSIONThis paper presented a micromanipulation system that can
be easily included in industrial cells. The system is fairly simple
and can be used in different types and geometries of micro
parts.
During the tests some problems with the repeatability of
the system were detected due to misalignments between trays
and the industrial cell. Micro parts and specially pin small di-
mensions make any little misalignment a potential problem.
Tray misalignments have been corrected but we are also stu-
dying new solutions to solve the problem based on the visual
system that can help the XYZ table to correct the final gripper
position.
Other improvements are currently being implemented like
a pressure regulator to limit the blow in the release of micro
parts and pins.
REFERENCES
[1] D. A. T. F. F. Arai, “Micro manipulation based on micro physics-strategy based
on attractive force reduction and stress measurement,” in Intelligent Robots
and Systems 95. ‘Human Robot Interaction and Cooperative Robots’, Proceed-
ings. 1995 IEEE/RSJ International Conference on (Volume:2), Pittsburgh, PA,
1995;
[2] B. K. C. X. L. Y. S. Yong Zhang, “Autonomous Robotic Pick-and-Place of
Microobjects,” IEEE Transactions on Robotics, vol. 26, no. 1, pp. 200-207,
2010;
[3] B. M. ,. W. A. Zesch.W, “Vacuum tool for handling microobjects with a Nano-
Robot,” in Robotics and Automation, 1997. Proceedings., 1997 IEEE International
Conference on (Volume:2), Albuquerque, NM, 1997.

PU
B

8ro
bótica
SOCI
EDADE P
ORT
UGUESA
DE R
OBÓTICA
Pe
dro
U.
Lim
a
Pro
fess
or
do
IST,
Inve
stig
ad
or
do
ISR
, Co
ord
en
ad
or
do
pro
jeto
Ro
CK
In
pa
l@is
r.te
cnic
o.u
lisb
oa
.pt
RoCKIn 2015
O financiamento pela Comissão Europeia
das competições de robots para estimu-
lar a investigação e a transferência de
tecnologia através da Robótica é recente
e teve expressão apenas no final de 2011,
quando foi lançada a primeira chamada
de projetos deste tipo. No entanto, não
só as competições de robots se configu-
ravam já internacionalmente como um
fator novo e muito importante de de-
senvolvimento da investigação, educa-
ção e disseminação – sendo o RoboCup,
que teve a sua primeira edição em 1997,
possivelmente o melhor exemplo deste
facto - como outros países haviam come-
çado a nelas apostar de uma forma clara
e com financiamentos mais significativos
– em particular os EUA, através da DARPA
Grand Challenge, que teve a sua primeira
edição em 2004. Mas agora a Europa pa-
rece disposta a recuperar do atraso nesta
área, caminhando já para a 3.ª chamada
de projetos deste tipo e da criação de
Grand Challenges (os Inducement Prizes)
os veículos autónomos da Google) e/ou
de empresas de sucesso na área (como
a KIVA Systems e a Aldebaran Robotics).
Nessa primeira chamada de 2011/12
foram selecionadas e aprovadas duas
propostas: euRathlon (em torno de am-
bientes exteriores, e envolvendo robots
terrestres, aéreos e marinhos) e RoCKIn.
O RoCKIn tem algumas caraterísticas
distintivas. Tendo nascido de um núcleo
de europeus envolvidos no RoboCup
desde a sua génese, procurou seguir e
expandir as boas práticas desta compe-
tição, adicionando-lhes outros aspetos
entretanto identificados como cruciais:
(i) a realização de Escolas (de verão e
inverno), onde várias equipas potencial-
mente participantes nas competições
se juntam e aprendem a usar resultados
diversos relativos a subsistemas normal-
mente usados em robots móveis autó-
nomos nas competições; (ii) o projeto e
construção de plataformas de teste que
servem como modelo para as usadas
nas competições e ficam instaladas em
instituições de referência; (iii) o desenvol-
vimento de métodos de benchmarking,
aplicáveis a sistemas robóticos em geral,
e testados durante as competições e nas
plataformas de teste, projetadas também
para apoiar a sua aplicação; e, claro (iv) a
realização de competições.
A proposta de projeto incluia 2 com-
petições. A primeira teve lugar em Tou-
louse, na Cité de L’Espace, com o apoio do
LAAS CNRS, entre 28 e 30 de novembro
que provavelmente incluirão um desa-
fio em torno da Robótica, com início em
2016. É um progresso importante dos de-
cisores europeus, já que no passado estas
competições internacionais levaram ao
desenvolvimento de tecnologias (como
O Instituto de Sistemas e Robótica (ISR) do Instituto Superior Técnico
(IST), é a instituição coordenadora do projeto europeu RoCKIn –
Robot Competitions Kick Innovation in Cognitive Systems and Robotics
(http://rockinrobotchallenge.eu), aprovado ainda no âmbito do 7.º
Programa Quadro da União Europeia (Tecnologias de Informação
e Comunicação). O projeto RoCKIn é uma Coordination Action que
iniciou as suas atividades em janeiro de 2013 e terminará em dezembro
deste ano, e que visa estimular a investigação em Robótica através de
competições de robots em torno de ambientes domésticos – RoCKIn@
Home (http://rockinrobotchallenge.eu/home.php) e industriais –
RoCKIn@Work (http://rockinrobotchallenge.eu/work.php), envolvendo
a cooperação de robots e sensores em rede. Outros parceiros são a
Universidade de Roma “La Sapienza” e o Politecnico di Milano (Itália),
a Hochschule Bonn-Rhein-Sieg e a fabricante de robots KUKA Roboter
(Alemanha), e a empresa de comunicação Innocentive (Inglaterra).
PU
B
de 2014 (http://rockinrobotchallenge.eu/rockin2014.php), e a
participação de 10 equipas (7 @Home, 3 @Work). O evento
registou um impacto significativo a nível regional e europeu,
tendo contado com apoios da região Midi-Pyrenées, incluindo
a participação do Diretor da DG CONNECT e a deslocação do
Communication Center do European Robotics Week para fora de
Bruxelas pela primeira vez, para além de um bom número de
eventos paralelos juntando atores europeus da Robótica, aca-
démicos e industriais, dos quais se destacou o Workshop on EU
Robotics Cluster Regions.
A segunda competição teve lugar no Pavilhão de Portu-
gal e Pavilhão do Conhecimento, no Parque das Nações em
Lisboa, de 21 a 23 de novembro de 2015 (http://rockinrobo-
tchallenge.eu/rockin2015.php), tal como o grande evento de
encerramento do projeto, contando com a participação de 13
equipas (10 @Home e 3 @Work) e cerca de 150 participan-
tes. Uma vez mais regista-se a associação com outros eventos
europeus de robótica, nomeadamente a 2nd Iberian Robotics
Conference (https://web.fe.up.pt/~robot2015/), co-organizada
pela SPR – Sociedade Portuguesa de Robótica, SEIDROB – So-
ciedad Española para la Investigación y Desarrollo en Robótica,
e GTROB - Grupo de Robótica de CEA, a 19 e 20 de novembro
no Hotel Tivoli Oriente; e uma nova edição do Workshop on
EU Robotics Cluster Regions, desta vez focada no potencial das
empresas portuguesas de Robótica e na possível criação de
um cluster na cidade de Lisboa (Robotics Startup City), com
apoio significativo da Câmara Municipal.
Portugal pode orgulhar-se de estar na primeira linha, eu-
ropeia e internacional, da presença em competições de robots
e sua organização. Para além de uma já longa e numerosa
presença nas sucessivas edições do RoboCup, contando com
diversos prémios e distinções nas categorias Major e Junior, e
de um historial, reconhecido como entre os mais importantes
na Europa, da SPR organizar uma competição anual de grande
dimensão (o Festival Nacional de Robótica) desde 2001, o IST-
ID, Associação para a I&D do IST, coordena o projeto RoCKIn e
é a sede da plataforma de teste @Home – um apartamento
com diversas divisões, mobiliário e objetos de uso doméstico,
adaptado para ser co-habitado por robots e sistemas domó-
ticos. O ISR/IST participa ainda na RoCKIn@Home Challenge
com uma equipa, existindo também uma equipa portuguesa
a participar nas competições euRathlon, do ISEP/INESC-TEC. E
a afirmação vai continuar, com um novo projeto já aprovado
no âmbito do Horizonte 2020. Esperemos que mais grupos de
investigação e empresas se juntem a estas iniciativas, promo-
vendo a sua visibilidade e a do país como nicho privilegiado
nesta importante área com tanto futuro.

10ro
bótica
AUTO
MAÇÃ
O E
CONTR
OLO
Ad
ria
no
A.
Sa
nto
s
De
pa
rta
me
nto
de
En
ge
nh
ari
a M
ecâ
nic
a
Inst
itu
to P
oli
téc
nic
o d
o P
ort
o
Instrumentação e controlo, transdutores e condicionadores de sinal1.ª Parte
INTRODUÇÃOUm transdutor é um equipamento que transforma o sinal pro-
veniente de uma grandeza física não elétrica, como a pressão,
a temperatura, a humidade, e outros num outro tipo de sinal,
normalmente elétrico. Os transdutores, atualmente integrados
num único componente, podem ser divididos em três fases de
processamento do sinal elétrico de saída em resposta à medida
física pretendida (Figura 1). No entanto, o transdutor propria-
mente dito é o elemento que converte o sinal da grandeza física
num sinal de saída elétrico na ordem dos milivolt ou miliampere.
Grandeza Física
(pressão, temperatura,
humidade, e outros)
Sinal de saída
(sinal elétrico)Transdutor
Figura 1. Princípio de funcionamento de um transdutor.
Nos casos em que os sensores não proporcionam um sinal de
saída elétrico há a necessidade de utilizar equipamentos de
conversão (condicionamento de sinal) para converter a varia-
ção de resistência, por exemplo, os sinais provenientes das son-
das de temperatura PT-100 em sinais elétricos com recurso a
pontes de Wheatstone. Os equipamentos de conversão, através
de uma alimentação elétrica, estabelecem uma relação entre a
resistência e a temperatura da sonda tendo como base a resis-
tência em ohms à temperatura absoluta e a resistência à tempe-
ratura absoluta de referência. Esta relação é representada pela
equação de Steinhard e Hart que relaciona, de forma empírica, a
temperatura absoluta T com a resistência R do elemento sensor.
O sinal elétrico de saída é gerado pelo conversor com base na
variação da resistência (negativa ou positiva) ocorrida na sonda.
Na Figura 2 apresenta-se um conversor e uma sonda de tempe-
ratura (PT-100) usada na medição da temperatura de um dado
processo.
Figura 2. Equipamento de conversão e sonda de temperatura PT-100 (Siemens).
O circuito de condicionamento e processamento de sinal é
um circuito, elétrico ou eletrónico, capaz de processar o sinal
transmitido pelo transdutor, linearizando-o e standardizando-o
dentro dos limites da aplicação. As saídas analógicas standardi-
zadas, resultantes dos sinais elétricos destes equipamentos são
realizadas em corrente (0...5, 0...10, 0...20 e 4...20 mA) ou em ten-
são (0...+5, 0...+10, -5...+5 e -10...+10 V). No entanto, a saída mais
utilizada é a saída de 4...20 mA sendo mesmo considerada como
a saída universal.
Assim, e a título de conclusão desta introdução, pode-se
dizer que com o recurso a transdutores podemos utilizar instru-
mentação eletrónica para medir, modificar e melhorar o atual
estado tecnológico das aplicações industriais.
CLASSIFICAÇÃO E CARATERÍSTICAS DOS TRANSDUTORESOs transdutores poderão ser classificados em ativos e passivos.
Os ativos são aquele que por ação direta da grandeza a
ser tratada são capazes de gerar sinais elétricos intrínsecos no
elemento sensor. São constituídos por um único elemento que
não necessita de alimentação exterior para a obtenção do sinal.
Os passivos são aqueles que necessitam de alimentação
elétrica exterior. Nestes enquadram-se os transdutores com
princípios de funcionamento baseados na resistividade, capa-
citância, e outros.
Do ponto de vista do sinal proporcionado na sua saída,
os transdutores podem ser classificados em analógicos e di-
gitais que, por sua vez, se poderão subdividir em absolutos e
incrementais.
Nos analógicos o sinal de saída é proporcional à magnitude
da grandeza física a medir em todo o seu campo de atuação.
Nos digitais, divididos em absolutos e incrementais, o sinal
de saída apresenta-se na forma de níveis discretos de tensão as-
sociados a valores numéricos preestabelecidos. Estes serão ab-
solutos quando os sinais obtidos são referentes a uma origem
fixa e incrementais quando os sinais são referenciados a valores
anteriores.
Partindo desta classificação e do modo de funcionamento
poderá dizer-se que cada transdutor possuirá uma relação me-
dida-saída, descrita por uma equação teórica ou representação
gráfica e como tal, os transdutores apresentam, normalmente,
caraterísticas de transferência lineares onde a reta representa a
relação de transferência ou a função referência do transdutor. Nos
casos de não linearidade deve-se limitar o uso do transdutor ao
intervalo de funcionamento em que a resposta se torne linear.
A escolha de um transdutor deverá, então, estar sujeita a
uma série de pressupostos fundamentais para determinar a sua
capacidade para realizar o controlo de uma dada grandeza fí-
sica como o intervalo de trabalho (adequado à magnitude da
grandeza a medir), a sensibilidade (sinal de saída suficiente por
unidade de entrada), a resposta (velocidade de respostas às al-
terações da grandeza medida), o formato da saída elétrica (saída
AUTO
MAÇÃ
O E
CONTR
OLO
11ro
bótica
compatível com o sistema), o meio ambiente (resistir às condi-
ções ambientais), os erros (suficientemente pequenos de modo
que os dados sejam significativos), entre outros.
TRANSDUTORES DE TEMPERATURAOs transdutores de temperatura são equipamentos eletrónicos
cuja resistência elétrica varia com a temperatura. Estes poderão
ser utilizados na deteção automática, medição e controlo de
energia que será convertida em temperatura ou ainda como
controladores de humidade.
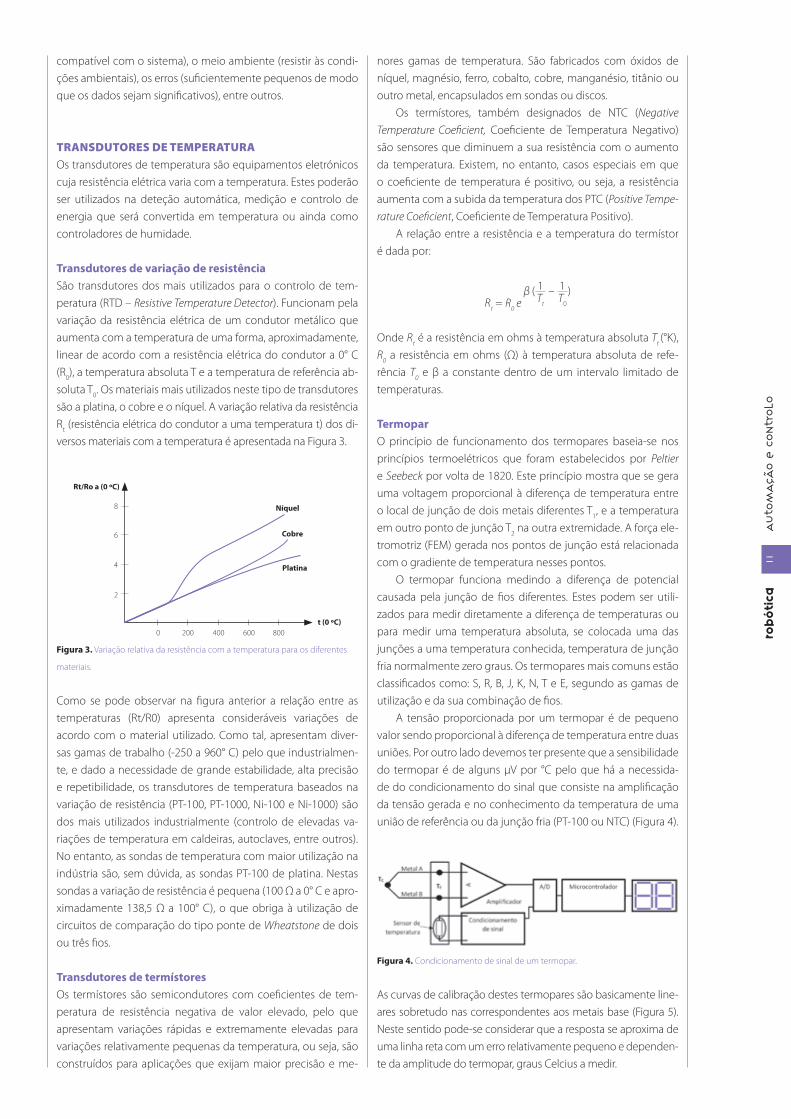
Transdutores de variação de resistência
São transdutores dos mais utilizados para o controlo de tem-
peratura (RTD – Resistive Temperature Detector). Funcionam pela
variação da resistência elétrica de um condutor metálico que
aumenta com a temperatura de uma forma, aproximadamente,
linear de acordo com a resistência elétrica do condutor a 0° C
(R0), a temperatura absoluta T e a temperatura de referência ab-
soluta T0. Os materiais mais utilizados neste tipo de transdutores
são a platina, o cobre e o níquel. A variação relativa da resistência
Rt (resistência elétrica do condutor a uma temperatura t) dos di-
versos materiais com a temperatura é apresentada na Figura 3.
Rt/Ro a (0 ºC)
t (0 ºC)
8
6
4
2
0 200 400 600 800
Níquel
Cobre
Platina
Figura 3. Variação relativa da resistência com a temperatura para os diferentes
materiais.
Como se pode observar na figura anterior a relação entre as
temperaturas (Rt/R0) apresenta consideráveis variações de
acordo com o material utilizado. Como tal, apresentam diver-
sas gamas de trabalho (-250 a 960° C) pelo que industrialmen-
te, e dado a necessidade de grande estabilidade, alta precisão
e repetibilidade, os transdutores de temperatura baseados na
variação de resistência (PT-100, PT-1000, Ni-100 e Ni-1000) são
dos mais utilizados industrialmente (controlo de elevadas va-
riações de temperatura em caldeiras, autoclaves, entre outros).
No entanto, as sondas de temperatura com maior utilização na
indústria são, sem dúvida, as sondas PT-100 de platina. Nestas
sondas a variação de resistência é pequena (100 Ω a 0° C e apro-
ximadamente 138,5 Ω a 100° C), o que obriga à utilização de
circuitos de comparação do tipo ponte de Wheatstone de dois
ou três fios.
Transdutores de termístores
Os termístores são semicondutores com coeficientes de tem-
peratura de resistência negativa de valor elevado, pelo que
apresentam variações rápidas e extremamente elevadas para
variações relativamente pequenas da temperatura, ou seja, são
construídos para aplicações que exijam maior precisão e me-
nores gamas de temperatura. São fabricados com óxidos de
níquel, magnésio, ferro, cobalto, cobre, manganésio, titânio ou
outro metal, encapsulados em sondas ou discos.
Os termístores, também designados de NTC (Negative
Temperature Coeficient, Coeficiente de Temperatura Negativo)
são sensores que diminuem a sua resistência com o aumento
da temperatura. Existem, no entanto, casos especiais em que
o coeficiente de temperatura é positivo, ou seja, a resistência
aumenta com a subida da temperatura dos PTC (Positive Tempe-
rature Coeficient, Coeficiente de Temperatura Positivo).
A relação entre a resistência e a temperatura do termístor
é dada por:
Rt = R
0 e
β ( 1T
t
– 1T
0
)
Onde Rt é a resistência em ohms à temperatura absoluta T
t (°K),
R0 a resistência em ohms (Ω) à temperatura absoluta de refe-
rência T0 e β a constante dentro de um intervalo limitado de
temperaturas.
Termopar
O princípio de funcionamento dos termopares baseia-se nos
princípios termoelétricos que foram estabelecidos por Peltier
e Seebeck por volta de 1820. Este princípio mostra que se gera
uma voltagem proporcional à diferença de temperatura entre
o local de junção de dois metais diferentes T1, e a temperatura
em outro ponto de junção T2 na outra extremidade. A força ele-
tromotriz (FEM) gerada nos pontos de junção está relacionada
com o gradiente de temperatura nesses pontos.
O termopar funciona medindo a diferença de potencial
causada pela junção de fios diferentes. Estes podem ser utili-
zados para medir diretamente a diferença de temperaturas ou
para medir uma temperatura absoluta, se colocada uma das
junções a uma temperatura conhecida, temperatura de junção
fria normalmente zero graus. Os termopares mais comuns estão
classificados como: S, R, B, J, K, N, T e E, segundo as gamas de
utilização e da sua combinação de fios.
A tensão proporcionada por um termopar é de pequeno
valor sendo proporcional à diferença de temperatura entre duas
uniões. Por outro lado devemos ter presente que a sensibilidade
do termopar é de alguns μV por °C pelo que há a necessida-
de do condicionamento do sinal que consiste na amplificação
da tensão gerada e no conhecimento da temperatura de uma
união de referência ou da junção fria (PT-100 ou NTC) (Figura 4).
Figura 4. Condicionamento de sinal de um termopar.
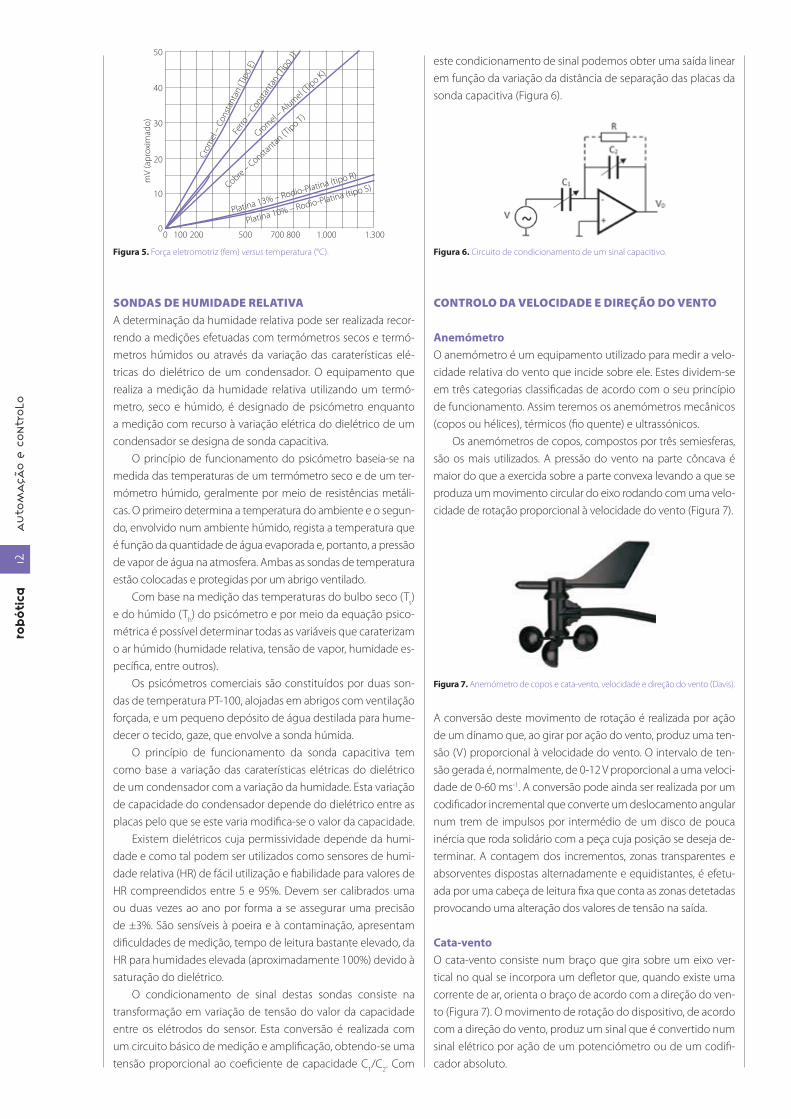
As curvas de calibração destes termopares são basicamente line-
ares sobretudo nas correspondentes aos metais base (Figura 5).
Neste sentido pode-se considerar que a resposta se aproxima de
uma linha reta com um erro relativamente pequeno e dependen-
te da amplitude do termopar, graus Celcius a medir.
AUTO
MAÇÃ
O E
CONTR
OLO
12ro
bótica
Cro
mel
– C
on
stan
tan
(Ti
po
E)
Ferr
o –
Con
stan
tan
(Tip
o J)
Crom
el – A
lum
el (Tip
o K)
Cobre –
Const
antan (T
ipo T
)
mV
(a
pro
xim
ad
o)
50
40
30
20
10
00 100 200 500 700 800 1.000 1.300
Platina 13% – Rodio-Platina (tipo R)
Platina 10% – Rodio-Platina (tipo S)
Figura 5. Força eletromotriz (fem) versus temperatura (°C).
SONDAS DE HUMIDADE RELATIVAA determinação da humidade relativa pode ser realizada recor-
rendo a medições efetuadas com termómetros secos e termó-
metros húmidos ou através da variação das caraterísticas elé-
tricas do dielétrico de um condensador. O equipamento que
realiza a medição da humidade relativa utilizando um termó-
metro, seco e húmido, é designado de psicómetro enquanto
a medição com recurso à variação elétrica do dielétrico de um
condensador se designa de sonda capacitiva.
O princípio de funcionamento do psicómetro baseia-se na
medida das temperaturas de um termómetro seco e de um ter-
mómetro húmido, geralmente por meio de resistências metáli-
cas. O primeiro determina a temperatura do ambiente e o segun-
do, envolvido num ambiente húmido, regista a temperatura que
é função da quantidade de água evaporada e, portanto, a pressão
de vapor de água na atmosfera. Ambas as sondas de temperatura
estão colocadas e protegidas por um abrigo ventilado.
Com base na medição das temperaturas do bulbo seco (Ts)
e do húmido (Th) do psicómetro e por meio da equação psico-
métrica é possível determinar todas as variáveis que caraterizam
o ar húmido (humidade relativa, tensão de vapor, humidade es-
pecífica, entre outros).
Os psicómetros comerciais são constituídos por duas son-
das de temperatura PT-100, alojadas em abrigos com ventilação
forçada, e um pequeno depósito de água destilada para hume-
decer o tecido, gaze, que envolve a sonda húmida.
O princípio de funcionamento da sonda capacitiva tem
como base a variação das caraterísticas elétricas do dielétrico
de um condensador com a variação da humidade. Esta variação
de capacidade do condensador depende do dielétrico entre as
placas pelo que se este varia modifica-se o valor da capacidade.
Existem dielétricos cuja permissividade depende da humi-
dade e como tal podem ser utilizados como sensores de humi-
dade relativa (HR) de fácil utilização e fiabilidade para valores de
HR compreendidos entre 5 e 95%. Devem ser calibrados uma
ou duas vezes ao ano por forma a se assegurar uma precisão
de ±3%. São sensíveis à poeira e à contaminação, apresentam
dificuldades de medição, tempo de leitura bastante elevado, da
HR para humidades elevada (aproximadamente 100%) devido à
saturação do dielétrico.
O condicionamento de sinal destas sondas consiste na
transformação em variação de tensão do valor da capacidade
entre os elétrodos do sensor. Esta conversão é realizada com
um circuito básico de medição e amplificação, obtendo-se uma
tensão proporcional ao coeficiente de capacidade C1/C
2. Com
este condicionamento de sinal podemos obter uma saída linear
em função da variação da distância de separação das placas da
sonda capacitiva (Figura 6).
Figura 6. Circuito de condicionamento de um sinal capacitivo.
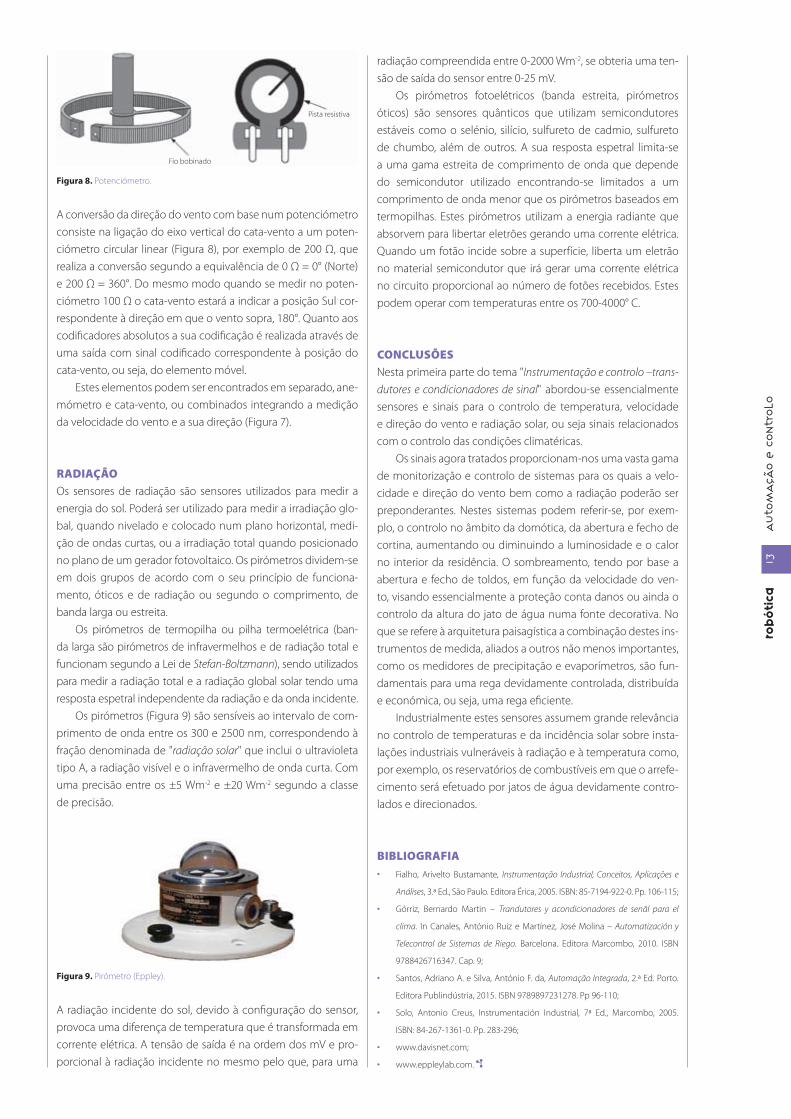
CONTROLO DA VELOCIDADE E DIREÇÃO DO VENTO
Anemómetro
O anemómetro é um equipamento utilizado para medir a velo-
cidade relativa do vento que incide sobre ele. Estes dividem-se
em três categorias classificadas de acordo com o seu princípio
de funcionamento. Assim teremos os anemómetros mecânicos
(copos ou hélices), térmicos (fio quente) e ultrassónicos.
Os anemómetros de copos, compostos por três semiesferas,
são os mais utilizados. A pressão do vento na parte côncava é
maior do que a exercida sobre a parte convexa levando a que se
produza um movimento circular do eixo rodando com uma velo-
cidade de rotação proporcional à velocidade do vento (Figura 7).
Figura 7. Anemómetro de copos e cata-vento, velocidade e direção do vento (Davis).
A conversão deste movimento de rotação é realizada por ação
de um dínamo que, ao girar por ação do vento, produz uma ten-
são (V) proporcional à velocidade do vento. O intervalo de ten-
são gerada é, normalmente, de 0-12 V proporcional a uma veloci-
dade de 0-60 ms-1. A conversão pode ainda ser realizada por um
codificador incremental que converte um deslocamento angular
num trem de impulsos por intermédio de um disco de pouca
inércia que roda solidário com a peça cuja posição se deseja de-
terminar. A contagem dos incrementos, zonas transparentes e
absorventes dispostas alternadamente e equidistantes, é efetu-
ada por uma cabeça de leitura fixa que conta as zonas detetadas
provocando uma alteração dos valores de tensão na saída.
Cata-vento
O cata-vento consiste num braço que gira sobre um eixo ver-
tical no qual se incorpora um defletor que, quando existe uma
corrente de ar, orienta o braço de acordo com a direção do ven-
to (Figura 7). O movimento de rotação do dispositivo, de acordo
com a direção do vento, produz um sinal que é convertido num
sinal elétrico por ação de um potenciómetro ou de um codifi-
cador absoluto.
AUTO
MAÇÃ
O E
CONTR
OLO
13ro
bótica
Fio bobinado
Pista resistiva
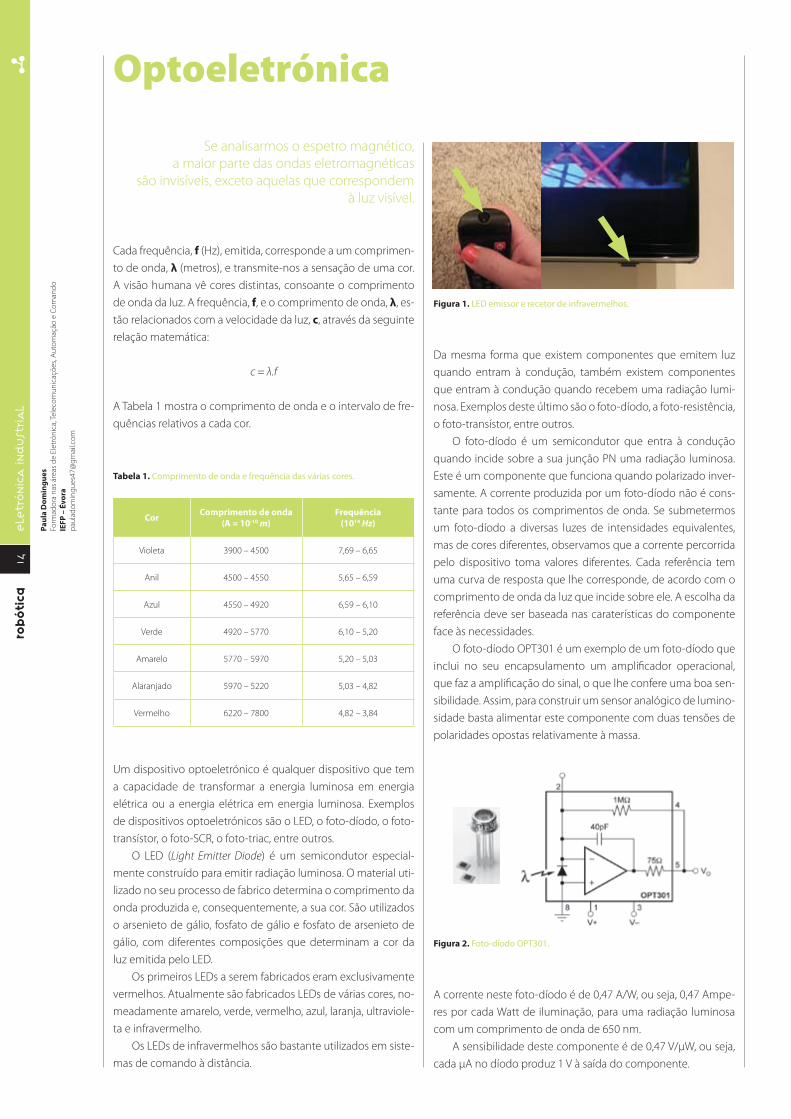
Figura 8. Potenciómetro.
A conversão da direção do vento com base num potenciómetro
consiste na ligação do eixo vertical do cata-vento a um poten-
ciómetro circular linear (Figura 8), por exemplo de 200 Ω, que
realiza a conversão segundo a equivalência de 0 Ω = 0° (Norte)
e 200 Ω = 360°. Do mesmo modo quando se medir no poten-
ciómetro 100 Ω o cata-vento estará a indicar a posição Sul cor-
respondente à direção em que o vento sopra, 180°. Quanto aos
codificadores absolutos a sua codificação é realizada através de
uma saída com sinal codificado correspondente à posição do
cata-vento, ou seja, do elemento móvel.
Estes elementos podem ser encontrados em separado, ane-
mómetro e cata-vento, ou combinados integrando a medição
da velocidade do vento e a sua direção (Figura 7).
RADIAÇÃOOs sensores de radiação são sensores utilizados para medir a
energia do sol. Poderá ser utilizado para medir a irradiação glo-
bal, quando nivelado e colocado num plano horizontal, medi-
ção de ondas curtas, ou a irradiação total quando posicionado
no plano de um gerador fotovoltaico. Os pirómetros dividem-se
em dois grupos de acordo com o seu princípio de funciona-
mento, óticos e de radiação ou segundo o comprimento, de
banda larga ou estreita.
Os pirómetros de termopilha ou pilha termoelétrica (ban-
da larga são pirómetros de infravermelhos e de radiação total e
funcionam segundo a Lei de Stefan-Boltzmann), sendo utilizados
para medir a radiação total e a radiação global solar tendo uma
resposta espetral independente da radiação e da onda incidente.
Os pirómetros (Figura 9) são sensíveis ao intervalo de com-
primento de onda entre os 300 e 2500 nm, correspondendo à
fração denominada de "radiação solar" que inclui o ultravioleta
tipo A, a radiação visível e o infravermelho de onda curta. Com
uma precisão entre os ±5 Wm-2 e ±20 Wm-2 segundo a classe
de precisão.
Figura 9. Pirómetro (Eppley).
A radiação incidente do sol, devido à configuração do sensor,
provoca uma diferença de temperatura que é transformada em
corrente elétrica. A tensão de saída é na ordem dos mV e pro-
porcional à radiação incidente no mesmo pelo que, para uma
radiação compreendida entre 0-2000 Wm-2, se obteria uma ten-
são de saída do sensor entre 0-25 mV.
Os pirómetros fotoelétricos (banda estreita, pirómetros
óticos) são sensores quânticos que utilizam semicondutores
estáveis como o selénio, silício, sulfureto de cadmio, sulfureto
de chumbo, além de outros. A sua resposta espetral limita-se
a uma gama estreita de comprimento de onda que depende
do semicondutor utilizado encontrando-se limitados a um
comprimento de onda menor que os pirómetros baseados em
termopilhas. Estes pirómetros utilizam a energia radiante que
absorvem para libertar eletrões gerando uma corrente elétrica.
Quando um fotão incide sobre a superfície, liberta um eletrão
no material semicondutor que irá gerar uma corrente elétrica
no circuito proporcional ao número de fotões recebidos. Estes
podem operar com temperaturas entre os 700-4000° C.
CONCLUSÕESNesta primeira parte do tema "Instrumentação e controlo –trans-
dutores e condicionadores de sinal" abordou-se essencialmente
sensores e sinais para o controlo de temperatura, velocidade
e direção do vento e radiação solar, ou seja sinais relacionados
com o controlo das condições climatéricas.
Os sinais agora tratados proporcionam-nos uma vasta gama
de monitorização e controlo de sistemas para os quais a velo-
cidade e direção do vento bem como a radiação poderão ser
preponderantes. Nestes sistemas podem referir-se, por exem-
plo, o controlo no âmbito da domótica, da abertura e fecho de
cortina, aumentando ou diminuindo a luminosidade e o calor
no interior da residência. O sombreamento, tendo por base a
abertura e fecho de toldos, em função da velocidade do ven-
to, visando essencialmente a proteção conta danos ou ainda o
controlo da altura do jato de água numa fonte decorativa. No
que se refere à arquitetura paisagística a combinação destes ins-
trumentos de medida, aliados a outros não menos importantes,
como os medidores de precipitação e evaporímetros, são fun-
damentais para uma rega devidamente controlada, distribuída
e económica, ou seja, uma rega eficiente.
Industrialmente estes sensores assumem grande relevância
no controlo de temperaturas e da incidência solar sobre insta-
lações industriais vulneráveis à radiação e à temperatura como,
por exemplo, os reservatórios de combustíveis em que o arrefe-
cimento será efetuado por jatos de água devidamente contro-
lados e direcionados.
BIBLIOGRAFIA Fialho, Arivelto Bustamante, Instrumentação Industrial, Conceitos, Aplicações e
Análises, 3.ª Ed., São Paulo. Editora Érica, 2005. ISBN: 85-7194-922-0. Pp. 106-115;
Górriz, Bernardo Martin – Trandutores y acondicionadores de senãl para el
clima. In Canales, António Ruiz e Martínez, José Molina – Automatización y
Telecontrol de Sistemas de Riego. Barcelona. Editora Marcombo, 2010. ISBN
9788426716347. Cap. 9;
Santos, Adriano A. e Silva, António F. da, Automação Integrada, 2.ª Ed. Porto.
Editora Publindústria, 2015. ISBN 9789897231278. Pp 96-110;
Solo, Antonio Creus, Instrumentación Industrial, 7ª Ed., Marcombo, 2005.
ISBN: 84-267-1361-0. Pp. 283-296;
www.davisnet.com;
www.eppleylab.com.
14ro
bótica
ELE
TRÓNIC
A INDUST
RIAL
Optoeletrónica
Se analisarmos o espetro magnético,
a maior parte das ondas eletromagnéticas
são invisíveis, exceto aquelas que correspondem
à luz visível.
Cada frequência, f (Hz), emitida, corresponde a um comprimen-
to de onda, λ (metros), e transmite-nos a sensação de uma cor.
A visão humana vê cores distintas, consoante o comprimento
de onda da luz. A frequência, f, e o comprimento de onda, λ, es-
tão relacionados com a velocidade da luz, c, através da seguinte
relação matemática:
c = λ.f
A Tabela 1 mostra o comprimento de onda e o intervalo de fre-
quências relativos a cada cor.
Tabela 1. Comprimento de onda e frequência das várias cores.
CorComprimento de onda
(A = 10-10 m)
Frequência
(1014 Hz)
Violeta 3900 – 4500 7,69 – 6,65
Anil 4500 – 4550 5,65 – 6,59
Azul 4550 – 4920 6,59 – 6,10
Verde 4920 – 5770 6,10 – 5,20
Amarelo 5770 – 5970 5,20 – 5,03
Alaranjado 5970 – 5220 5,03 – 4,82
Vermelho 6220 – 7800 4,82 – 3,84
Um dispositivo optoeletrónico é qualquer dispositivo que tem
a capacidade de transformar a energia luminosa em energia
elétrica ou a energia elétrica em energia luminosa. Exemplos
de dispositivos optoeletrónicos são o LED, o foto-díodo, o foto-
transístor, o foto-SCR, o foto-triac, entre outros.
O LED (Light Emitter Diode) é um semicondutor especial-
mente construído para emitir radiação luminosa. O material uti-
lizado no seu processo de fabrico determina o comprimento da
onda produzida e, consequentemente, a sua cor. São utilizados
o arsenieto de gálio, fosfato de gálio e fosfato de arsenieto de
gálio, com diferentes composições que determinam a cor da
luz emitida pelo LED.
Os primeiros LEDs a serem fabricados eram exclusivamente
vermelhos. Atualmente são fabricados LEDs de várias cores, no-
meadamente amarelo, verde, vermelho, azul, laranja, ultraviole-
ta e infravermelho.
Os LEDs de infravermelhos são bastante utilizados em siste-
mas de comando à distância.
Figura 1. LED emissor e recetor de infravermelhos.
Da mesma forma que existem componentes que emitem luz
quando entram à condução, também existem componentes
que entram à condução quando recebem uma radiação lumi-
nosa. Exemplos deste último são o foto-díodo, a foto-resistência,
o foto-transístor, entre outros.
O foto-díodo é um semicondutor que entra à condução
quando incide sobre a sua junção PN uma radiação luminosa.
Este é um componente que funciona quando polarizado inver-
samente. A corrente produzida por um foto-díodo não é cons-
tante para todos os comprimentos de onda. Se submetermos
um foto-díodo a diversas luzes de intensidades equivalentes,
mas de cores diferentes, observamos que a corrente percorrida
pelo dispositivo toma valores diferentes. Cada referência tem
uma curva de resposta que lhe corresponde, de acordo com o
comprimento de onda da luz que incide sobre ele. A escolha da
referência deve ser baseada nas caraterísticas do componente
face às necessidades.
O foto-díodo OPT301 é um exemplo de um foto-díodo que
inclui no seu encapsulamento um amplificador operacional,
que faz a amplificação do sinal, o que lhe confere uma boa sen-
sibilidade. Assim, para construir um sensor analógico de lumino-
sidade basta alimentar este componente com duas tensões de
polaridades opostas relativamente à massa.
Figura 2. Foto-díodo OPT301.
A corrente neste foto-díodo é de 0,47 A/W, ou seja, 0,47 Ampe-
res por cada Watt de iluminação, para uma radiação luminosa
com um comprimento de onda de 650 nm.
A sensibilidade deste componente é de 0,47 V/μW, ou seja,
cada μA no díodo produz 1 V à saída do componente.
Pa
ula
Do
min
gu
es
Form
ad
ora
na
s á
rea
s d
e E
letr
ón
ica
, Te
leco
mu
nic
açõ
es,
Au
tom
açã
o e
Co
ma
nd
o
IEF
P –
Év
ora
pa
ula
do
min
gu
es4
7@
gm
ail.
com

PU
B
A tensão de saída varia 200 ppm/°C. Uma variação de
temperatura de 50° C corresponde a um erro de 10 000 partes
por milhão, ou seja, 1%.
Figura 3. Caraterísticas elétricas do foto-díodo OPT301.
É importante perceber a resposta de um foto-díodo às dife-
rentes caraterísticas da luz. Através da curva de resposta espe-
tral do foto-díodo podemos conhecer a sensibilidade deste
componente com a variação do comprimento de onda.
Responsabilidade Espectral
Comprimento de onda (nm)
Re
spo
sta
ao
Fo
tod
iod
o (
A/W
)Azu
l
Ve
rde
Am
are
lo
Ve
rme
lho
Ten
são
de
Sa
ída
(V
/μW
)
Utilizando 1MΩ
Resistência Interna
Ultravioleta Infravermelho
Figura 4. Curva de resposta espetral do OPT301.
Podemos perceber que a sensibilidade máxima ocorre com
a luz infravermelha. Podemos observar ainda que, dentro da
luz visível, a sensibilidade é maior na luz vermelha e é menor
na luz azul.
Resposta versus Ângulo de Incidência
Ângulo de Incidência (º)
Re
spo
sta
Re
lati
va
Figura 5. Resposta perante o ângulo de incidência.
O Gráfico da Figura 5 mostra-nos a sensibilidade deste foto-
díodo em função do ângulo de incidência da luz que incide
sobre o componente. Da análise do gráfico, podemos con-
cluir que, quando a luz incide de frente no foto-díodo (ângulo
zero), obtém-se a máxima irradiação da zona sensível, logo o
dispositivo apresenta a sua máxima sensibilidade.
16ro
bótica
FICH
A P
RÁTICA
de E
LETR
ÓNIC
A
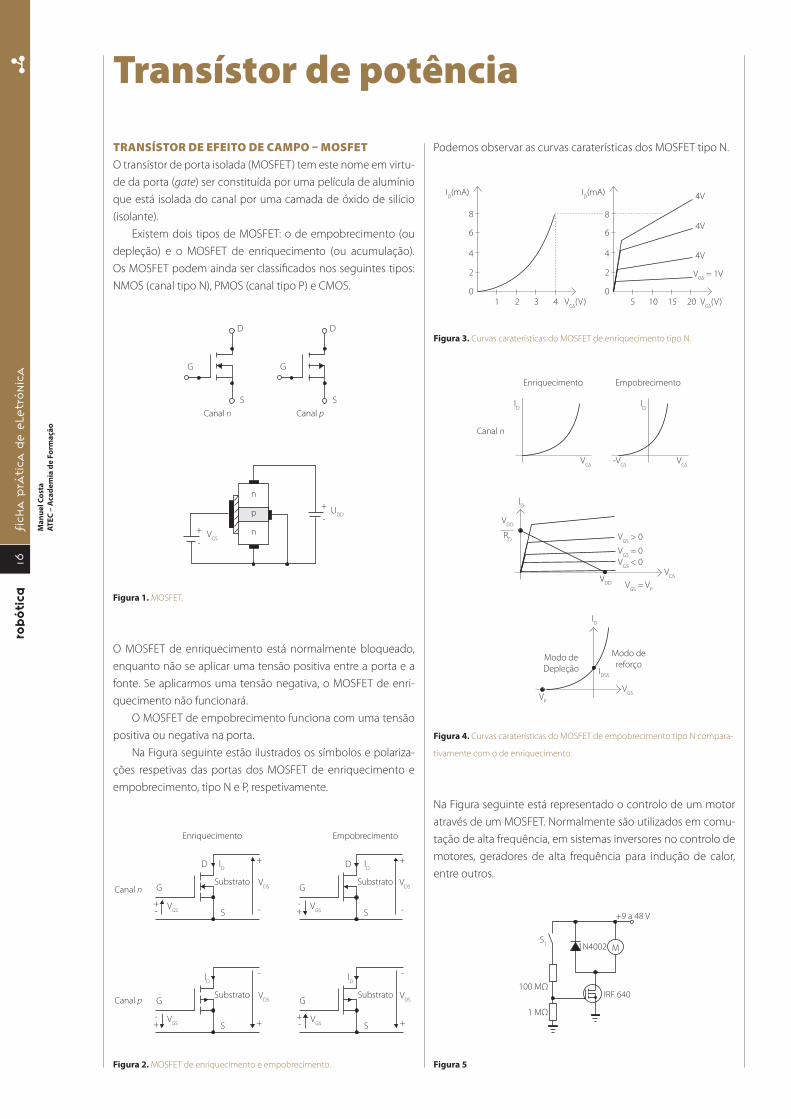
TRANSÍSTOR DE EFEITO DE CAMPO MOSFET O transístor de porta isolada (MOSFET) tem este nome em virtu-
de da porta (gate) ser constituída por uma película de alumínio
que está isolada do canal por uma camada de óxido de silício
(isolante).
Existem dois tipos de MOSFET: o de empobrecimento (ou
depleção) e o MOSFET de enriquecimento (ou acumulação).
Os MOSFET podem ainda ser classificados nos seguintes tipos:
NMOS (canal tipo N), PMOS (canal tipo P) e CMOS.
S S
D D
G G
Canal n Canal p
VGS
UDD
n
n+
+
-
-p
Figura 1. MOSFET.
O MOSFET de enriquecimento está normalmente bloqueado,
enquanto não se aplicar uma tensão positiva entre a porta e a
fonte. Se aplicarmos uma tensão negativa, o MOSFET de enri-
quecimento não funcionará.
O MOSFET de empobrecimento funciona com uma tensão
positiva ou negativa na porta.
Na Figura seguinte estão ilustrados os símbolos e polariza-
ções respetivas das portas dos MOSFET de enriquecimento e
empobrecimento, tipo N e P, respetivamente.
Canal n
Canal p
Enriquecimento Empobrecimento
lD
VGS
VDS
++
-
-
SubstratoG
S
lD
D
VGS
VDS
-+
+
-
SubstratoG
S
lD
VGS
VDS
+-
-
+
SubstratoG
S
lD
D
VGS
VDS
--
+
+
SubstratoG
S
Figura 2. MOSFET de enriquecimento e empobrecimento.
Transístor de potênciaM
an
ue
l C
ost
a
AT
EC
– A
ca
de
mia
de
Fo
rma
çã
o
Podemos observar as curvas caraterísticas dos MOSFET tipo N.
ID(mA) I
D(mA)
VGS
(V) VGS
(V)4 203 150 0
2 2
4 4
6 6
8 8
4V
4V
4V
VGS
= 1V
2 101 5
Figura 3. Curvas caraterísticas do MOSFET de enriquecimento tipo N.
VP
ID
VGS
IDSS
Modo de
reforçoModo de
Depleção
VDD
VGS
VGS
-VGS
VDD
RD
lD
lD
lD
Canal n
Enriquecimento Empobrecimento
VGS
= VP
VGS
> 0
VGS
< 0
VGS
= 0
VDS
Figura 4. Curvas caraterísticas do MOSFET de empobrecimento tipo N compara-
tivamente com o de enriquecimento.
Na Figura seguinte está representado o controlo de um motor
através de um MOSFET. Normalmente são utilizados em comu-
tação de alta frequência, em sistemas inversores no controlo de
motores, geradores de alta frequência para indução de calor,
entre outros.
+9 a 48 V
S1
M
IRF 640
1 MΩ
100 MΩ
1N4002
Figura 5

PUB
em relação às lacunas reduzindo, principalmente, os tempos de comu-
tação do componente.
A tensão aplicada ao transístor encontra -se praticamente toda sobre
a junção J2 a qual, tipicamente, está inversamente polarizada. Existem li-
mites suportáveis por esta junção, os quais dependem principalmente da
forma como o comando de base está a funcionar, conforme se vê nas
Figuras. Com o transístor conduzindo (Ib>0) e operando na região ativa,
o limite de tensão Vce é Vceo o qual, se atingido, leva o dispositivo a um
fenómeno chamado de primeira rutura. O processo de primeira rutura
ocorre quando, ao se elevar a tensão Vce, se provoca um fenómeno de
avalanche em J2. Esta ocorrência não danifica, necessariamente, o dispo-
sitivo. Se, no entanto, a corrente Ic se concentrar em pequenas áreas, o
sobreaquecimento produzirá ainda mais portadores e destruirá o com-
ponente (segunda rutura). Com o transístor desligado (Ib=0) a tensão que
provoca a rutura da junção J2 é maior, elevando -se ainda mais quando a
corrente de base for negativa. Isto é uma indicação interessante que, para
transístores submetidos a valores elevados de tensão, o estado de corte
deve ser acompanhado de uma polarização negativa da base.
segunda ruptura
primeira ruptura
Ic
Ib4
Ib3
Ib2
Ib1
Ib=0
Ib<0
Vce
Vceo VcboVces
Ib4>Ib3>Ib2>Ib1>0
Figura 7
TRANSÍSTOR DE POTÊNCIA TPBA Figura 6 mostra a estrutura básica de um transístor bipolar.
Vb
RbB
C
N-N+ N+P
Rc Vcc
J2 J1
E
Figura 6
A operação normal de um transístor é feita com a junção J1 (B -E) direta-
mente polarizada, e com J2 (B -C) inversamente polarizada. No caso NPN,
os eletrões são atraídos do emissor pelo potencial positivo da base. Esta
camada central é suficientemente fina para que a maior parte dos por-
tadores tenha energia cinética suficiente para atravessá -la, chegando à
região de transição de J2 sendo, então, atraídos pelo potencial positivo
do coletor. O controlo de Vbe determina a corrente de base, Ib, que, por
sua vez, se relaciona com Ic pelo ganho de corrente do dispositivo.
Na realidade, a estrutura interna dos TBPs é diferente. Para supor-
tar tensões elevadas existe uma camada intermediária do coletor, com
baixa dopagem, a qual define a tensão de bloqueio do componente. A
Figura 6 mostra uma estrutura típica de um transístor bipolar de potên-
cia. As bordas arredondadas da região de emissor permitem uma ho-
mogeneização do campo elétrico, necessária à manutenção de ligeiras
polarizações inversas entre base e emissor. O TBP não sustenta tensão
no sentido oposto porque a alta dopagem do emissor provoca a rutura
de J1 em baixas tensões (5 a 20 V).
O uso preferencial de TBP tipo NPN deve -se às menores perdas em
relação aos PNP, o que ocorre devido à maior mobilidade dos eletrões
FICH
A P
RÁTICA
de E
LETR
ÓNIC
A18
robótica
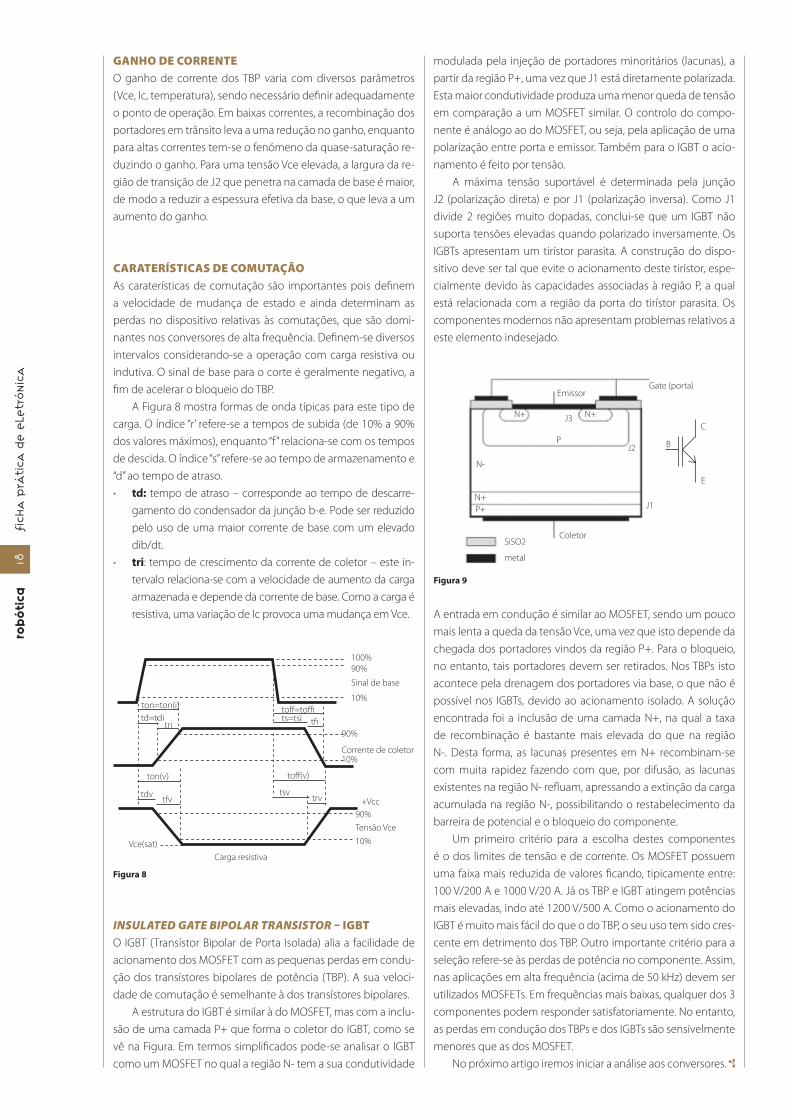
GANHO DE CORRENTEO ganho de corrente dos TBP varia com diversos parâmetros
(Vce, Ic, temperatura), sendo necessário definir adequadamente
o ponto de operação. Em baixas correntes, a recombinação dos
portadores em trânsito leva a uma redução no ganho, enquanto
para altas correntes tem -se o fenómeno da quase -saturação re-
duzindo o ganho. Para uma tensão Vce elevada, a largura da re-
gião de transição de J2 que penetra na camada de base é maior,
de modo a reduzir a espessura efetiva da base, o que leva a um
aumento do ganho.
CARATERÍSTICAS DE COMUTAÇÃOAs caraterísticas de comutação são importantes pois definem
a velocidade de mudança de estado e ainda determinam as
perdas no dispositivo relativas às comutações, que são domi-
nantes nos conversores de alta frequência. Definem -se diversos
intervalos considerando-se a operação com carga resistiva ou
indutiva. O sinal de base para o corte é geralmente negativo, a
fim de acelerar o bloqueio do TBP.
A Figura 8 mostra formas de onda típicas para este tipo de
carga. O índice “r’ refere-se a tempos de subida (de 10% a 90%
dos valores máximos), enquanto “f” relaciona -se com os tempos
de descida. O índice “s” refere -se ao tempo de armazenamento e
“d” ao tempo de atraso.
td: tempo de atraso – corresponde ao tempo de descarre-
gamento do condensador da junção b -e. Pode ser reduzido
pelo uso de uma maior corrente de base com um elevado
dib/dt.
tri: tempo de crescimento da corrente de coletor – este in-
tervalo relaciona-se com a velocidade de aumento da carga
armazenada e depende da corrente de base. Como a carga é
resistiva, uma variação de Ic provoca uma mudança em Vce.
100%
90%
10%
toff=toffiton=ton(i)
toff(v)ton(v)
tsvtdvtfv trv
ts=tsitd=tditri tfi
10%
90%
90%
10%
Tensão Vce
+Vcc
Vce(sat)
Sinal de base
Corrente de coletor
Carga resistiva
Figura 8
INSULATED GATE BIPOLAR TRANSISTOR IGBTO IGBT (Transístor Bipolar de Porta Isolada) alia a facilidade de
acionamento dos MOSFET com as pequenas perdas em condu-
ção dos transístores bipolares de potência (TBP). A sua veloci-
dade de comutação é semelhante à dos transístores bipolares.
A estrutura do IGBT é similar à do MOSFET, mas com a inclu-
são de uma camada P+ que forma o coletor do IGBT, como se
vê na Figura. Em termos simplificados pode -se analisar o IGBT
como um MOSFET no qual a região N- tem a sua condutividade
modulada pela injeção de portadores minoritários (lacunas), a
partir da região P+, uma vez que J1 está diretamente polarizada.
Esta maior condutividade produza uma menor queda de tensão
em comparação a um MOSFET similar. O controlo do compo-
nente é análogo ao do MOSFET, ou seja, pela aplicação de uma
polarização entre porta e emissor. Também para o IGBT o acio-
namento é feito por tensão.
A máxima tensão suportável é determinada pela junção
J2 (polarização direta) e por J1 (polarização inversa). Como J1
divide 2 regiões muito dopadas, conclui -se que um IGBT não
suporta tensões elevadas quando polarizado inversamente. Os
IGBTs apresentam um tirístor parasita. A construção do dispo-
sitivo deve ser tal que evite o acionamento deste tirístor, espe-
cialmente devido às capacidades associadas à região P, a qual
está relacionada com a região da porta do tirístor parasita. Os
componentes modernos não apresentam problemas relativos a
este elemento indesejado.
Emissor
Coletor
metal
SiSO2
Gate (porta)
N+ N+
N+
N-
P
J3
J1
J2 B
C
E
P+
Figura 9
A entrada em condução é similar ao MOSFET, sendo um pouco
mais lenta a queda da tensão Vce, uma vez que isto depende da
chegada dos portadores vindos da região P+. Para o bloqueio,
no entanto, tais portadores devem ser retirados. Nos TBPs isto
acontece pela drenagem dos portadores via base, o que não é
possível nos IGBTs, devido ao acionamento isolado. A solução
encontrada foi a inclusão de uma camada N+, na qual a taxa
de recombinação é bastante mais elevada do que na região
N-. Desta forma, as lacunas presentes em N+ recombinam -se
com muita rapidez fazendo com que, por difusão, as lacunas
existentes na região N- refluam, apressando a extinção da carga
acumulada na região N-, possibilitando o restabelecimento da
barreira de potencial e o bloqueio do componente.
Um primeiro critério para a escolha destes componentes
é o dos limites de tensão e de corrente. Os MOSFET possuem
uma faixa mais reduzida de valores ficando, tipicamente entre:
100 V/200 A e 1000 V/20 A. Já os TBP e IGBT atingem potências
mais elevadas, indo até 1200 V/500 A. Como o acionamento do
IGBT é muito mais fácil do que o do TBP, o seu uso tem sido cres-
cente em detrimento dos TBP. Outro importante critério para a
seleção refere -se às perdas de potência no componente. Assim,
nas aplicações em alta frequência (acima de 50 kHz) devem ser
utilizados MOSFETs. Em frequências mais baixas, qualquer dos 3
componentes podem responder satisfatoriamente. No entanto,
as perdas em condução dos TBPs e dos IGBTs são sensivelmente
menores que as dos MOSFET.
No próximo artigo iremos iniciar a análise aos conversores.

PU
B

20ro
bótica
inst
rum
enta
ção
Válvulas de segurança e alívio2.ª Parte
7. TIPOS DE CASTELOS O castelo em válvulas é sempre a parte
superior e nas válvulas de segurança é
onde fica alojada a mola, os suportes da
mola, a haste e o parafuso de ajuste utili-
zado para alterar a pressão de ajuste em
função de alterar a carga da mola sobre
o disco. Ao separar o castelo do corpo
tem-se acesso a todos os componentes
internos da válvula. O capuz e a alavanca
de acionamento também são montados
na parte superior do castelo.
Nas válvulas de segurança ou segu-
rança e alívio normalmente são utilizados
dois tipos de castelos: aberto ou fechado.
Nas válvulas de alívio é utilizado apenas o
castelo do tipo fechado.
O tipo de castelo é escolhido de
acordo com o tipo de fluido:
se compressível ou não;
se a temperatura é elevada;
se o fluido deve descarregar direta-
mente para a atmosfera ou para um
coletor fechado;
se o fluido é tóxico ou inflamável.
7.1. Castelo aberto
Uma válvula pode ser utilizada com
castelo aberto sempre que o fluido de
processo possa ser descarregado para a
atmosfera.
O castelo aberto fornece uma prote-
ção à mola contra os efeitos da tempera-
tura de processo, mantendo as mesmas
caraterísticas mecânicas, além de au-
mentar a troca térmica entre a mola e o
meio ambiente, diminuindo a tendência
ao relaxamento da força desta devido à
temperatura e mantendo a constante
elástica e o valor da pressão de ajuste
inalterados, mesmo após vários ciclos
operacionais. Esse tipo de castelo evita
a formação de condensado durante a
abertura da válvula, sendo muito comum
em processos que operam com vapor
d’água saturado. Por outro lado, ele tam-
bém expõe a mola aos efeitos corrosivos
do ambiente externo.
A Figura 12.5 mostra uma válvula de
segurança e alívio com castelo aberto
utilizada na proteção de vasos de pressão
ou em tubulações.
7.2. Castelo fechado
É utilizado para proteger a mola contra
intempéries ou de ambiente corrosivo, e
não é necessário quando o fluido pode
ser descarregado diretamente na atmos-
fera. Deve ser utilizado obrigatoriamente
quando a válvula funciona com pressão
no lado da descarga, (contrapressão su-
perimposta) constante ou variável, nesta
última somente para valores inferiores a
10% da pressão de ajuste.
Esse tipo de castelo pode alterar a
constante elástica da mola, reduzindo a
pressão de ajuste da válvula devido à falta
de troca térmica. Isto causa uma redução
na força exercida por esta sobre o disco de
vedação em função de dois fatores:
material de construção da mola;
diferencial de temperatura entre a de
operação do fluido e a temperatura
na qual as caraterísticas mecânicas da
mola começam a ser influenciadas.
A pressão de ajuste das válvulas que uti-
lizam castelo fechado deve ser limitada
pela classe de pressão do flange de en-
trada de acordo com os valores determi-
nados pelas Normas.
7.3. Contrapressão
É definida como a pressão existente na
saída de um dispositivo de alívio de pres-
são em função da pressão no sistema de
descarga. Essa contrapressão pode ser
Figura 12.5. Válvula de segurança e alívio com
castelo aberto.
Figura 12.6. Esquema de forças numa válvula estilo convencional.
(a) (b)
Mig
ue
l M
alh
eir
o
En
g.o
Ele
tro
técn
ico
, Ra
mo
de
Au
tom
açã
o, C
on
tro
lo e
Inst
rum
en
taçã
o –
FE
UP
mcb
ma
lhe
iro
@g
ma
il.co
m
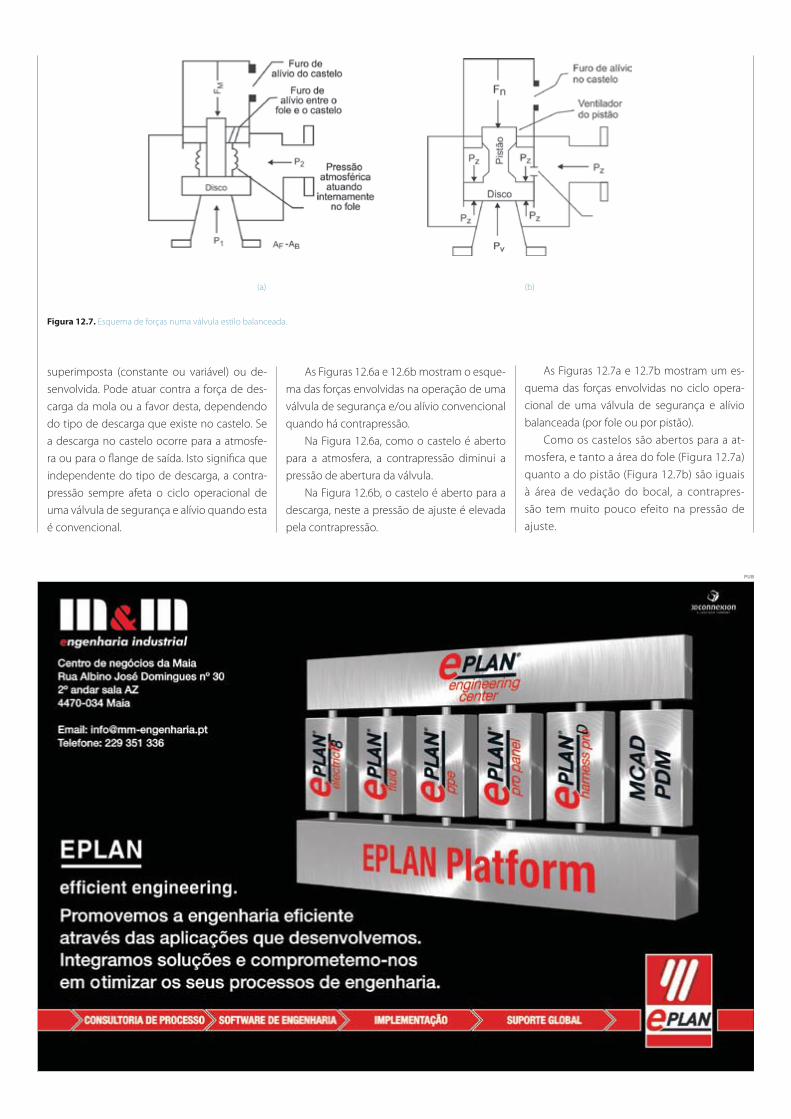
PUB
superimposta (constante ou variável) ou de-
senvolvida. Pode atuar contra a força de des-
carga da mola ou a favor desta, dependendo
do tipo de descarga que existe no castelo. Se
a descarga no castelo ocorre para a atmosfe-
ra ou para o flange de saída. Isto significa que
independente do tipo de descarga, a contra-
pressão sempre afeta o ciclo operacional de
uma válvula de segurança e alívio quando esta
é convencional.
As Figuras 12.6a e 12.6b mostram o esque-
ma das forças envolvidas na operação de uma
válvula de segurança e/ou alívio convencional
quando há contrapressão.
Na Figura 12.6a, como o castelo é aberto
para a atmosfera, a contrapressão diminui a
pressão de abertura da válvula.
Na Figura 12.6b, o castelo é aberto para a
descarga, neste a pressão de ajuste é elevada
pela contrapressão.
As Figuras 12.7a e 12.7b mostram um es-
quema das forças envolvidas no ciclo opera-
cional de uma válvula de segurança e alívio
balanceada (por fole ou por pistão).
Como os castelos são abertos para a at-
mosfera, e tanto a área do fole (Figura 12.7a)
quanto a do pistão (Figura 12.7b) são iguais
à área de vedação do bocal, a contrapres-
são tem muito pouco efeito na pressão de
ajuste.
Figura 12.7. Esquema de forças numa válvula estilo balanceada.
(a) (b)
Inst
rum
enta
ção
22ro
bótica
Nomenclatura:
P 1 = pressão de entrada (psig);
FM = força da mola (libras-força, lbf );
P 2 = contrapressão superimposta (psig).
Se a descarga for direcionada para a at-
mosfera, a contrapressão atua contra a
força da mola, reduzindo proporcional-
mente a pressão de ajuste da válvula.
Porém, se for direcionada para o lado da
tubulação de descarga, a contrapressão
atua a favor da força da mola, aumentan-
do proporcionalmente a sua pressão de
ajuste. Isso ocorre nas válvulas de segu-
rança convencionais.
Em processos sujeitos à contrapres-
são, a pressão de ajuste numa válvula
convencional pode mudar enquanto
estiver fechada. As válvulas convencio-
nais devem ter o limite de contrapressão
determinado pela classe de pressão da
flange de saída.
As válvulas de segurança e alívio do
tipo convencional, balanceada ou pi-
loto operada, respondem de forma se-
melhante à pressão de entrada, porém,
respondem de forma completamente
diferente à contrapressão.
8. TIPOS DE CONTRAPRESSÃO Existem três tipos de contrapressão en-
contrados nas aplicações das válvulas de
segurança e alívio:
superimposta constante;
superimposta variável;
desenvolvida.
8.1. Contrapressão superimposta
constante
A contrapressão superimposta ou es-
tática é aquela que existe na saída da
válvula antes de sua abertura. É defi-
nida como “a pressão estática existente
a jusante de um dispositivo de alívio de
pressão no momento em que este é re-
querido para operar”. Portanto, é a soma
de todas as pressões impostas sobre o
dispositivo de alívio. Ela aumenta o va-
lor da pressão de ajuste de uma válvula
convencional proporcionalmente ao
seu valor, e o valor dessa contrapressão
também é elevado após a abertura da
válvula devido ao volume do fluido ao
ser descarregado.
A contrapressão superimposta, sen-
do constante, tem um valor que deve
ser descontado do valor da pressão de
ajuste de uma válvula de segurança e
alívio convencional. A carga da mola
deve ser reduzida para compensar o
efeito da contrapressão constante so-
bre a pressão de ajuste. Com isto a vál-
vula deverá ser ajustada em bancada
num valor que será a pressão de ajuste
desejada, menos o valor dessa contra-
pressão. Esse teste chama-se teste de
pressão diferencial a frio, no qual é fei-
ta a correção da pressão de ajuste em
relação à contrapressão constante e à
temperatura operacional.
8.2. Contrapressão superimposta
variável
Este é um outro tipo de contrapressão
mas o seu valor pode variar de zero até
um máximo pré-definido. Esta contra-
pressão é comumente encontrada quan-
do a válvula de segurança descarrega
para dentro de um coletor que recebe
pressão de outras fontes, fazendo com
que o valor da pressão coletor varie de
tempo em tempo. Esse tipo de contra-
pressão também pode ser causado pelo
consumo irregular do fluido contido no
coletor.
Na válvula de segurança conven-
cional, a pressão de abertura pode
variar diretamente em relação às varia-
ções causadas na contrapressão, impe-
dindo a repetibilidade de seu ponto de
ajuste.
Se for igual ou inferior a 10% da
pressão de ajuste das válvulas a ele co-
netadas e essa variação for aceite pelo
processo, essas válvulas poderão ser
convencionais, mas se for maior que
10% é recomendado o uso de válvulas
de segurança balanceadas com fole ou
pistão.
Numa condição de contrapressão va-
riável, o valor desta aumenta após a aber-
tura da válvula, causando um efeito maior
no seu desempenho operacional. Para
efeito de dimensionamento da área de
passagem do bocal da válvula é utilizado
sempre o maior valor da contrapressão.
8.3. Contrapressão desenvolvida
A contrapressão dinâmica ou desen-
volvida é aquela que ocorre somente
durante a abertura da válvula de se-
gurança, devido ao fluxo na tubulação
de descarga. A perda de carga causada
nessa tubulação, devido à resistência
imposta ao escoamento do fluxo duran-
te a descarga da válvula, é responsável
por esse tipo de contrapressão. Essa re-
sistência é dependente da rugosidade
interna, dos contornos, do comprimen-
to e da bitola desta tubulação. O seu
valor é recomendado pelos fabricantes
para ser, no máximo, 10% para uma so-
brepressão também de 10%, quando
a válvula for convencional, ou seja, a
perda de carga deve ser limitada a 10%
da pressão de ajuste. Neste valor o efei-
to causado pela contrapressão sobre a
pressão de ajuste é anulado pela sobre-
pressão. Se o seu valor for maior do que
o valor da sobrepressão, poderá ocorrer
chattering durante o ciclo operacional
da válvula, devido à redução na capaci-
dade de vazão da válvula em função das
máximas variações durante a abertura
do disco.
Um valor de contrapressão desen-
volvida maior que 10% pode ocorrer
quando a velocidade sónica na saída
do bocal é alcançada, principalmente
quando fluidos compressíveis ou bifási-
cos (líquido e vapor) em alta pressão são
descarregados e a capacidade de vazão
requerida pelo processo está muito pró-
xima da capacidade de vazão efetiva da
válvula. Esse tipo de contrapressão tam-
bém pode ser causado por uma tubu-
lação com um diâmetro menor do que
a flange de saída da válvula, por uma
tubulação demasiadamente longa, por
excessivas mudanças no direcionamen-
to do fluxo durante a descarga ou pela
combinação desses três fatores.
A contrapressão desenvolvida, numa
válvula convencional, afeta o curso de
levantamento do disco, e consequente-
mente, o seu diferencial de alívio e a sua
capacidade de vazão. As forças exercidas
pela contrapressão no topo do suporte
do disco reduzem as forças exercidas na
câmara de força e que mantém o disco
de vedação na posição aberta.
Este tipo de contrapressão não alte-
ra a pressão de ajuste e nem mesmo as
caraterísticas de abertura da válvula de
segurança, pois esta só ocorre após a vál-
vula ter sido aberta e atingida a sua capa-
cidade máxima de descarga.
A tubulação de descarga deve ser
dimensionada para minimizar as mu-
danças na direção do escoamento do
fluxo reduzindo, desta forma, a perda de
carga causada. Quanto menor é o com-
primento da tubulação de descarga,
menor será a queda de pressão, resul-
tando em menor valor de contrapressão
desenvolvida.
PU
B

24ro
bótica
NOTÍCI
AS
DA INDÚST
RIA
anunciou também uma nova estratégia
da marca, designada por Life is On, que
é suportada pela abordagem da Schnei-
der Electric à IoT através da Inteligência
Operacional.
Foco em dados de dispositivos
M&M Engenharia Industrial, Lda.
Tel.: +351 229 351 336 · Fax: +351 229 351 338
info@mm -engenharia.pt · [email protected]
www.mm -engenharia.pt · www.eplan.pt
A Eplan apresenta um novo serviço web
por subscrição na Feira de Hannover: Por-
tal de Dados Eplan Profissional. Os utiliza-
dores obtêm funcionalidades abrangen-
tes para atualizar ou enriquecer dados de
dispositivos, bem como capacidades de
filtragem consideravelmente alargadas.
Quando os dados de dispositivos são
atualizados no portal, o sistema alerta
os utilizadores da existência de dados
mais atuais do que os que se encontram
nas suas bases de dados locais. A van-
tagem: os utilizadores podem atualizar
os seus dados ao pressionar um botão
sem realizar pesquisas e substituições
manualmente. A nova funcionalidade
de melhoramento de dados do portal
começa no início de um projeto, quan-
do os dados de dispositivos ainda não
estão disponíveis no sistema de gestão
de dispositivos. Os utilizadores podem
enviar listas de dispositivos ou números
de modelos para o Portal de Dados e de-
pois recebem um carrinho de compras
para descarregar com todos os dados
de dispositivos encontrados. Adicionam
dados comerciais, e estas atualizações
também incluem importantes dados de
engenharia como macros, documenta-
ção e dados de produção. Os utilizadores
podem começar a fase de desenvolvi-
mento sem ter de passar pelo aborrecido
processo de configurar dados mestres
com antecedência. Outra vantagem prá-
tica: quando os dados de dispositivos são
melhorados, essas alterações são tidas
em conta durante a rotina de atualização
dos mesmos. Esta tecnologia também
permite criar abrangentes opções de fil-
tragem, como a capacidade de guardar
pré -filtros, e atribuí -las individualmente
através da administração de direitos inte-
grada. Os componentes podem ser loca-
lizados mais rapidamente, aumentando
consideravelmente a velocidade do pro-
cesso de conceção.
RUTRONIK apresenta amplificador de isolamento analógico de acoplamento ótico de elevada precisão da Toshiba
RUTRONIK Elektronische Bauelemente GmbH
Tel.: +351 252 312 336 · Fax: +351 252 312 338
[email protected] · www.rutronik.com
Os novos fotoacopladores TLP7820 e
TLP7920 da Toshiba destinam -se à dete-
ção de corrente e tensão em converso-
res de energia. Permitem alcançar uma
elevada precisão através da inclusão de
um Conversor Analógico -Digital (ADC)
delta sigma. Ambas as versões são dis-
positivos de saída analógica, disponíveis
no distribuidor RUTRONIK; seguir -se -ão
as variantes de saída digital. Os equipa-
mentos de automação de fábrica como
os inversores e amplificadores “servo”
apresentam um grau de precisão tão
elevado que é necessário um feedback
muito preciso para o microcontrolador
acerca do estado da corrente de fase
do motor ou da variação da tensão do
barramento. Assim, os fotoacopladores
TLP7920 e TLP7820 estão equipados
com um ADC delta sigma na entrada,
permitindo que o dispositivo atinja um
elevado nível de linearidade (0,02% a NL
200, tip.).
Estes dispositivos possuem um inter-
valo de temperatura de funcionamento
entre -40° C até +105° C. O isolamento
é efetuado através de uma barreira ótica
com uma tensão de isolamento garan-
tida de 5000 Vrms (min.). Ambos pro-
porcionam uma imunidade transiente
de modo comum garantida de 20 kV/
μs, o que permite um funcionamento
estável em ambientes com elevado ruí-
do elétrico, tornando -os especialmente
adequados para aplicações de controlo
de motores. Outras aplicações incluem
inversores fotovoltaicos, fontes de ener-
gia, inversores e amplificadores “servo”.
Os novos fotoacopladores encontram -se
disponíveis em dois tipos de embala-
gem: o TLP7920 numa embalagem DIP8
de padrão industrial; o TLP7820 possui
uma nova e mais compacta embalagem
SO8L, ocupando menos 30% de espa-
ço em placa e possuindo um perfil 40%
inferior.
Schneider Electric alia -se ao HKUST – MIT Research Alliance Consortium
Schneider Electric Portugal
Tel.: +351 217 507 100 · Fax: +351 217 507 101
pt -comunicacao@schneider -electric.com
www.schneiderelectric.com/pt
A Schneider Electric anunciou a sua co-
laboração multi -anual com o HKSUT -MIT
Research Alliance Consortium. A Schneider
Electric vai desempenhar um papel cha-
ve e com um contributo ao nível do tra-
balho de investigação do Consórcio no
âmbito das tecnologias IoT para edifícios
e transportes inteligentes. Esta pesquisa,
realizada à escala mundial pela HKUST de
Hong Kong e o MIT de Cambridge (EUA),
destina -se a resolver os desafios que sur-
gem nas áreas de engenharia como cir-
cuitos e terminais, tratamento de sinais,
comunicações e controlo, bem como na
análise avançada de dados. A parceria
procura privilegiar as tecnologias IoT que
melhoram as infraestruturas dos edifí-
cios e a conetividade dos transportes. O
apoio e colaboração da Schneider Elec-
tric nesta investigação demonstra, mais
uma vez, o compromisso do Grupo em
favorecer a melhoria contínua das tecno-
logias. Por sua vez, estas permitem à Sch-
neider Electric tirar partido de algumas
das pesquisas avançadas na área da IoT.
Assim, a Schneider Electric junta -se à In-
tel, Texas Instruments e outras organiza-
ções que apoiam o HKSUT -MIT Research
Alliance Consortium.
As tecnologias IoT são fundamen-
tais para segmentos de mercado chave
para a Schneider Electric como água,
Oil&Gas, centros de dados, mineração,
serviços públicos, assistência médica,
agroalimentar e cidades inteligentes, na
medida em que permitem maximizar a
eficiência e sustentabilidade para os seus
clientes. Através de parcerias como o tra-
balho realizado com o Industrial Internet
Consortium e HKUST -MIT, a Schneider
Electric está focada no desenvolvimento
de novas tecnologias e serviços que re-
forçarão a inteligência, eficiência e cone-
tividade para auxiliar os clientes a ultra-
passarem estes novos desafios. Além da
colaboração com o HKSUT -MIT Research
Alliance Consortium, a Schneider Electric

PU
B
Com a revisão da funcionalidade de resposta/avaliação
dos dados, os utilizadores podem utilizar a função de email
para entrar em contacto com os fabricantes diretamente a
partir do portal se os componentes não estiverem corretos
ou não estiverem na base de dados. Os fabricantes de dis-
positivos recebem respostas diretas às seguintes perguntas
cruciais: Quantas vezes foi descarregado um componen-
te? Em que países estão a ser usados os produtos? Quais
são os produtos mais interessantes para os utilizadores?
As avaliações abrangentes proporcionam rigorosos dados
de controlo para os departamentos de vendas e gestão de
produtos dos fabricantes. Com estas informações é possível
delinear campos de ação e planear de forma mais precisa
produtos bem -sucedidos. O Eplan ajuda os fabricantes a in-
tegrar os seus próprios catálogos de produtos eletrónicos
no Portal de Dados Eplan. Os serviços prestados vão des-
de a migração de catálogos e configuradores de produtos
existentes ao desenvolvimento de novos configuradores. O
resultado é um catálogo eletrónico personalizado de pro-
dutos que proporciona assistência personalizada ao nível da
engenharia aos utilizadores.
As vantagens para os utilizadores passam pela facili-
dade e rapidez na localização de dados de dispositivos, a
administração de dados principais sem qualquer esforço, as
poupanças significativas ao nível de tempo no que se refere
ao desenvolvimento de engenharia, à qualidade da docu-
mentação melhorada, e ao suporte de processos interdis-
ciplinares. As vantagens para os fabricantes são: desenvol-
vimento de um canal de vendas adicional, o acesso direto
a cerca de 75 000 utilizadores do Eplan, a transparência em
relação à utilização dos produtos da empresa, a avaliações
abrangentes com dados de controlo, e o contacto direto
entre o utilizador e o fabricante através de email.
RS Components apresenta impressora 3D da CEL-Robox
RS Components
Tel.: +351 800 102 037 · Fax: +351 800 102 038
marketing.spain@rs -components.com · pt.rs -online.com
A RS Components tem disponível a primeira impressora 3D
da CEL: a impressora Robox oferece funções de qualidade
profissional e uma ótima velocidade de impressão com uma
futura capacidade de adaptação sem precedentes no merca-
do das impressoras 3D. A impressora Robox é adequada para
uma variada gama de utilizadores incluindo eletrónicos, me-
cânicos, engenheiros de produtos que intervêm na criação
de desenhos e que precisam de capacidades de prototipa-
gem rápida, ou os que estão no campo da educação, bem
como os utentes domésticos. A chave diferenciadora que
torna a impressora Robox única e excecional é o seu sistema

NOTÍCI
AS
DA INDÚST
RIA
26ro
bótica
de dupla boquilha patenteado, que impri-
me os objetos mais rapidamente, e com
alta resolução, melhorando as velocidades
de impressão até 300%. Isto pode ser con-
seguido com um único alimentador de
material que se dirige através de uma das
duas boquilhas: através de uma boquilha
de extrusão de 0,3 mm de diâmetro ou
através de uma maior de 0,8 mm. Isto per-
mite que a impressora Robox possa pro-
duzir superfícies exteriores com todos os
detalhes e rechear o objeto rapidamente
com múltiplas camadas utilizando a bo-
quilha maior, permitindo um acabamento
exterior de alta qualidade e reduzindo o
tempo de impressão. Outras das desta-
cadas especificações de impressão em
3D são o seu volume de construção de
210x150x100 mm e a resolução máxima
de capa de 20 miscras.
A cabeça também é substituível uti-
lizando o HeadLock System da mesma
marca, o que permite mudar a função da
impressora Robox, rápida e facilmente.
Por isso a cabeça substituível transforma
a impressora numa plataforma de micro-
fabricação multifuncional e não só numa
impressora 3D. A marca CEL-Robox conta
com um extenso plano de atualizações
de hardware e software que trará novas
funções e caraterísticas. Nomeadamen-
te o desenvolvimento de uma cabeça
para dois materiais que serão lançados
em breve, com uma cabeça de fresagem
ou plotter cortador que permitirá cortar
papel, cartão e vinilo em qualquer forma.
Este nível de flexibilidade e adaptabilida-
de permitirá à impressora Robox consti-
tuir um completo sistema de micro-fabri-
cação e prototipagem.
A impressora Robox 3D é compatí-
vel com os sistemas operativos de Win-
dows, Apple e Linux. Fornecida com o
software Robox AutoMaker que traduz
os desenhos 3D numa linguagem ade-
quada para a impressora, permite fazer
camadas do modelo 3D e enviar a in-
formação à Robox pronta para a produ-
ção. A máquina é compatível com uma
ampla variedade de materiais incluindo
PLA, ABS, HIPS, Nylon, PETG e PVA, e a
sua nivelação automática assegura que a
bandeja de impressão se adira à placa a
cada vez que se utiliza sem necessidade
da intervenção do utilizador. Além disso,
o sistema de reconhecimento automáti-
co de material da impressora poupa tem-
po e trabalho. A impressora também vem
numa caixa que bloqueia correntes de ar.
A impressora 3D Robox amplia a
gama de prototipagem rápida disponí-
vel em RS, que inclui outras impressoras
3D acessíveis de 3D Systems, MakerBot,
Ultimaker, BEEVERYCREATIVE e RepRap-
Pro, assim como as impressoras 3D de RS
Idea Werk e IdeaWerk Pro.
A impressora Robox 3D está disponí-
vel em RS Components com um kit que
inclui uma bobina de filamento, memó-
ria interna de 4 GB, memória USB, cabo
USB, uma tomada de AC, um kit de ferra-
mentas e os toalhetes de limpeza. Além
disso é fornecido com um manual de
instruções, e a somar a isso tem 2 anos
de garantia de série, bem como o aces-
so a uma equipa de serviço de apoio ao
cliente para ajudar a resolver qualquer
problema.
F. Fonseca apresenta tubos e acessórios para proteção de cabos da Murrplastik
F.Fonseca, S.A.
Tel.: +351 234 303 900 · Fax: +351 234 303 910
[email protected] · www.ffonseca.com
/FFonseca.SA.Solucoes.de.Vanguarda
A Murrplastik disponibiliza uma gama di-
versa de sistemas de proteção de cabos
e acessórios de fixação. Os tubos e aces-
sórios da Murrplastik proporcionam -lhe a
solução mais adequada nas mais exigen-
tes aplicações de proteção e condiciona-
mento de cabos. Estão disponíveis desde
a medida M10/P07 à M50/P48, mas tam-
bém nas medidas especiais 70 e 95.
A versão EW, produzida em polieti-
leno modificado, suporta variações de
temperaturas na gama de -40º C a 90º C,
é auto extinguível e possui uma resistên-
cia de 200 N/100 mm. É a solução ideal
para instalações fixas, construção de
máquinas e quadros elétricos. A versão
EWL -PA, produzida em poliamida mo-
dificada PA6, suporta variações de tem-
peraturas na gama de -40º C a 140º C, é
auto extinguível e possui uma resistên-
cia de 550 N/100 mm. É a solução ide-
al para instalações fixas, construção de
máquinas e quadros elétricos. A versão
EWT/PP, produzida em polietileno mo-
dificado, suporta variações de tempera-
turas na gama de -40º C a 130º C, é auto
extinguível e possui uma resistência de
600 N/100 mm. É um tubo divisível para
cabos pré -montados, sendo a solução
adequada para reparação ou recupe-
ração de instalações existentes e em
aplicações que envolvem grandes ex-
tensões de cabo. A versão EWS/F, produ-
zida em polietileno modificado, suporta
variações de temperaturas na gama de
-40º C a 90º C, é auto extinguível e pos-
sui uma resistência de 100 N/100 mm.
É uma solução para aplicações estáticas
pouco exigentes e quadros elétricos
(cablagem de condutores até à porta do
quadro). Oferece uma flexibilidade extra
que facilita a tarefa de aplicação.
Os acessórios da Murrplastik são o
complemento ideal às soluções de pro-
teção de cabos. O acessório UH é um su-
porte em poliamida que permite a fixa-
ção em máquinas ou ao solo, garantindo
o correto direcionamento da conduta.
Pode ser utilizado com elemento adi-
cional de retenção superior. O acessório
MSV é um racor direito em rosca métrica
ou PG que permite uma fixação do tubo
sem utilização da ferramenta, possibili-
tando que este rode sobre si mesmo e
garantido um índice de proteção IP65. O
acessório WSV é um racor a 90 graus que
se apresenta como solução em espaços
confinados. O acessório SVT é um racor
com perfil aberto que, com a contra por-
ca GMT, se apresentam como a solução
para aplicações com tubo divisível. Com
os tubos e acessórios Murrplastik, os seus
cabos estarão sempre bem protegidos.
Parceria Juncor – Siemens Flender
Juncor – Acessórios Industriais e Agrícolas, S.A.
Tel.: +351 226 197 362 · Fax: +351 226 197 361
[email protected] · www.juncor.pt
Desde o dia 1 de outubro que a Juncor
é o Distribuidor Autorizado Siemens
Flender. A articulação e parceria com um
dos maiores fabricantes a nível mundial
– Siemens Flender – uma referência em
extensas gamas de produtos, permite à
Juncor oferecer uma solução adequada
do ponto de vista técnico e comercial,
visando especialmente os fabricantes de
máquinas e os gestores de manutenção
industrial a operar em Portugal: acopla-

PU
B
mentos Flender flexíveis e rígidos com capacidade e ver-
satilidade para qualquer tipo de aplicação, motorredutores
e redutores industriais Flender com variedades de modifi-
cações apropriadas para diferentes finalidades industriais,
stock reforçado, assegurando um melhor serviço e dispo-
nibilizando aos nossos clientes condições comerciais mais
competitivas.
Esta parceria enquadra -se no objetivo da Juncor de
querer continuar a ser uma referência em Portugal na distri-
buição de componentes mecânicos para a indústria apos-
tando na qualidade dos produtos que oferece, tendo sem-
pre presente para satisfazer as necessidades e expetativas
dos seus clientes.
Uniões para tubo em tecnopolímero
REIMAN – Comércio de Equipamentos Industriais, Lda.
Tel.: +351 229 618 090 · Fax: +351 229 618 001
[email protected] · www.reiman.pt
As novas ligações GC da ELESA+GANTER, em tecnopolí-
mero de poliamida reforçada com fibras de vidro, são a
solução ideal para realizar ligações entre tubos de forma
rápida e facilmente ajustável. Disponíveis em preto, com
acabamento mate, estes elementos são a solução ideal para
fixar sensores, especialmente em indústrias de elevados
requisitos higiénicos onde ocorram lavagens frequentes. A
ELESA+GANTER é representada em Portugal pela REIMAN.
Não há redes isoladas
ABB, S.A.
Tel.: +351 214 256 000 · Fax: +351 214 256 247
comunicacao [email protected] · www.abb.pt
As redes inteligentes recolhem informação da qual derivam
conclusões mas para uma reação adequada a mudanças no
ambiente de geração e transporte, os sistemas e as pesso-
as por detrás deles necessitam de uma visão completa das
condições da rede. Coligir tal informação requer comunica-
ções robustas, pois o desconhecimento do que se passa di-
ficulta o processo de decisão. Com mais de meio século de
experiência na integração de sistemas de comunicações, a
ABB tem a capacidade para resolver os desafios técnicos que
permitem tornar a rede inteligente uma realidade, incluindo
todo um conjunto de soluções diversas para a implementa-
ção da rede física de comunicações como os multiplexado-
res de fibra ótica FOX, os comutadores Ethernet AFS, o siste-

NOTÍCI
AS
DA INDÚST
RIA
28ro
bótica
ma de comunicações sobre rede elétrica
(PLC – Powerline Communications), ETL,
as redes sem fios em malha IEEE 802.11
Tropos. A escala geográfica das redes de
transporte e distribuição apresenta um
desafio à fiabilidade das comunicações.
A dimensão da maioria das redes é, só
por si, um desafio mas a configuração
topológica pode ainda dificultar a im-
plementação de anéis redundantes ou
de ligações em malha. Contudo, uma
conetividade com segurança intrínseca
é essencial nestas infraestruturas críticas.
O termo “comunicações críticas” evoca
imediatamente imagens de técnicos em
luta em salas de controlo para reencami-
nharem a energia na iminência de um
desastre de grandes proporções. Na reali-
dade, a maioria das comunicações é bem
mais tranquila mas não menos crítica. As
mensagens realmente importantes, das
quais depende a segurança da rede, são
geralmente enviadas, recebidas e pro-
cessadas em menos de um abrir e fechar
de olhos. Tais comunicações dependem
mais da qualidade de serviço da rede,
como por exemplo a latência, do que
da sua largura de banda. As mensagens
com criticidade para missão são curtas
mas têm de ser entregues dentro de um
quadro temporal previsível. Presente-
mente, muitas redes elétricas, operando
aos níveis mais elevados de tensão estão
já repletas de conexões em fibra que
são mapeadas em anéis redundantes, e
os multiplexadores FOX da ABB conse-
guem assegurar que as mensagens são
entregues a tempo, eventualmente com
utilização nas linhas importantes de alta
tensão de ligações de reserva adicionais
suportadas em tecnologia de comunica-
ção através da rede elétrica (PLC – Power-
Line Communications). Mas nas regiões
mais remotas do mundo são largamen-
te utilizadas as redes apenas suportadas
em tecnologia PLC. Em muitos locais a
utilização desta tecnologia ou, em casos
especiais, de microondas, é mais econó-
mica do que a criação de uma derivação
em fibra ótica a partir do anel. Para per-
mitir a ligação destas estações remotas à
rede inteligente, a gama Electrical Trans-
mission Line (ETL) de equipamento PLC
da ABB pode suportar ritmos binários
até 320 kbit/s, ao passo que as soluções
de microondas podem fornecer taxas de
transmissão mais elevadas, por exemplo
até 622 Mbit/s, embora para isso necessi-
tem de condições de linha de vista.
WEG anuncia aquisição da Autrial S.L. de Espanha
WEGeuro – Indústria Eléctrica, S.A.
Tel.: +351 229 477 700 · Fax: +351 299 477 792
info [email protected] · www.weg.net/pt
A WEG comunica a aquisição da Autrial
S.L., fabricante de quadros elétricos para
equipamentos e instalações industriais,
com sede em Valência, Espanha. A Autrial
é uma empresa de cariz familiar, funda-
da em 1977 e com larga experiência no
fabrico de quadros elétricos para arran-
que e proteção de motores, distribuição,
grupos geradores, sistemas fotovoltaicos,
entre outros. A empresa ocupa uma área
fabril de 10 000 metros quadrados e con-
ta com cerca de 130 colaboradores. Em
2014, a Autrial atingiu uma receita de cer-
ca de 14 milhões de euros.
Pacotes de potência compactos com inteligência integrada
SCHUNK Intec, S.L.U.
Tel.: +34 937 556 020 · Fax: +34 937 908 692
[email protected] · www.es.schunk.com
Há muitos anos que os módulos rotati-
vos de alto desempenho SCHUNK têm
vindo a ser utilizados com sucesso em
laboratórios, centros de investigação e
aplicações industriais. A SCHUNK am-
pliou a sua linha de produtos mecatróni-
cos com as séries SCHUNK PR 2, PDU 2
e PSM 2, oferecendo 3 acionamentos in-
teligentes particularmente compactos
e de desempenho robusto, otimizados
para aplicações pesadas no campo da
indústria. Toda a eletrónica de potência
dos módulos foi completamente inte-
grada nos módulos, prescindindo -se de
controladores externos, o que minimiza
a cablagem e a suscetibilidade de erros.
Os módulos estão disponíveis em 3
tamanhos unitários padronizados, equi-
pados com conexões de encaixe nor-
malizadas, permitindo uma ligação rá-
pida e fácil. Opcionalmente, o comando
pode realizar -se através de Profibus (até
12 Mbit/s) ou CAN -Bus (até 1 Mbit/s). Para
a colocação em funcionamento e para-
metrização por PC com a ferramenta de
movimento SCHUNK, os módulos estão
equipados com uma porta USB e permi-
tem intervenções manuais mediante um
interruptor de codificação rotativo facil-
mente ajustável. Os movimentos iniciais
dos módulos podem efetuar -se manual-
mente através de um interruptor DIP. O
estado de cada módulo pode ver -se num
indicador LED. Graças ao acionamento
Harmonic Drive integrado, o módulo ro-
tativo PR2 e o acionamento PDU 2 para
eixos lineares alcançam enormes biná-
rios, entre 16 Nm e 184 Nm, consoante
o tamanho do módulo. O módulo PSM 2
de acionamento direto pode ser utilizado
no movimento rápido de pequenas mas-
sas. Compacto, alcança um binário de até
1,8 Nm e 4320 rpm. A posição, a veloci-
dade e o binário de todos os 3 módulos
podem ser regulados individualmente.
Um encoder incremental assegura a alta
precisão de posição e repetição. O travão
de retenção integrado é acionado assim
que a posição de destino é alcançada.
Para avaliar os sinais dos sensores, o mó-
dulo está equipado com duas entradas
digitais.
Siemens e GlaxoSmithKline anunciam parceria estratégica na área da automação industrial
Siemens, S.A.
Tel.: +351 214 178 000 · Fax: +351 214 178 044
www.siemens.pt
A Siemens e a GlaxoSmithKline (GSK),
uma das empresas mundiais na área da
pesquisa farmacêutica e de saúde, anun-
ciaram uma parceria estratégica global
na área da automação industrial. Através
deste acordo, a multinacional alemã vai
tornar -se no fornecedor preferencial da

PUB
GSK em todo o mundo, inclusive no que res-
peita às vacinas, para a área da automação
das instalações de produção e de Investiga-
ção & Desenvolvimento. Este acordo reforça
ainda mais o relacionamento de longa data já
existente entre as empresas e ajuda a Glaxo a
atualizar a sua estratégia global de automação.
Dave Tudor, Vice -Presidente de Primary Sup-
ply, e líder da equipa de Global Automation da
GSK, disse: “Estou muito contente que tenhamos
chegado a acordo para fazer da Siemens uma
parceira estratégica. Um dos nossos objetivos é
simplificar e uniformizar o espaço de automação
através da identificação de um pequeno número
de sistemas e fornecedores, e este será o primeiro
passo na nossa jornada para materializar esta
intenção. Isto irá criar uma situação vantajosa
para ambas as partes e sobretudo para os pa-
cientes, não apenas no presente mas também a
longo prazo.”
Eckard Eberle, CEO da Unidade de Negó-
cios Process Automation da Siemens, acrescen-
tou que “as soluções de automação e digitaliza-
ção integradas são alavancas importantes para
as empresas farmacêuticas, uma vez que permi-
tem aumentar a eficiência e a produtividade, ga-
rantindo, ao mesmo tempo, segurança e quali-
dade. Como parceiro de confiança, vamos apoiar
a GSK neste percurso, fornecendo um porte fólio
integrado único, composto por hardware, soft-
ware e serviços em todo o ciclo de vida das uni-
dades de produção.” Esta parceria tem como
foco o controlo de processos, equipamentos
e sistemas de gestão de edifícios dentro das
instalações -piloto de Produção, Investigação &
Desenvolvimento da GlaxoSmithKline.
Schaeffler AG conclui a oferta pública inicial de venda de ações
Schaeffler Iberia, S.L.U.
Tel.: +351 225 320 800 · Fax: +351 225 320 860
[email protected] · www.schaeffler.pt
A Schaeffler AG concluiu com sucesso a ofer-
ta pública inicial de venda das suas ações. Foi
colocado um total de 75 milhões de ações co-
muns sem direitos de voto para investidores
institucionais. 66 milhões dessas ações resultam
de um aumento de capital da Schaeffler AG
e os 9 milhões de ações restantes procedem
da Schaeffler Verwaltungs GmbH. O preço de
emissão destas ações oferecidas em relação à
oferta pública inicial de venda ficou estabele-
cido em 12,50€ por ação. O volume bruto da
operação ascende a cerca de 938 milhões de
euros. A carteira de encomendas ultrapassou
várias vezes a quantidade de títulos oferecidos.
“Estamos bastante contentes por ter concluído
com sucesso a oferta pública inicial de venda das
ações num ambiente de mercado cada vez mais
exigente. A grande procura dos investidores de-
monstra que a Schaeffler é considerada um inves-
timento atrativo”, referiu Klaus Rosenfeld, CEO da
Schaeffler AG. “Com a entrada na bolsa definimos
as bases para poder continuar no ritmo de cresci-
mento rentável da Schaeffler AG.”
O rendimento líquido da operação será
utilizado para a redução da dívida financeira
da Schaeffler AG e melhorar a sua capacidade
financeira de forma sustentável. Ao mesmo
tempo, com esta fase conclui a reestrutura-
ção jurídica de todo o Grupo. “Através desta
operação, concluímos o modelo de dois pilares
no qual temos vindo a trabalhar há vários anos
de forma constante, com uma sociedade hol-
ding estrategicamente orientada para a lide-
rança que assume estes dois pilares”, explicou
Georg F. W. Schaeffler, acionista e Presidente
do Conselho de Supervisão da Schaeffler AG.
Maria -Elisabeth Schaeffler -Thumann, acionista
e Vice -Presidente do Conselho de Supervisão,
afirmou: “No futuro, o Grupo Schaeffler continu-
ará a ser uma empresa familiar. Enquanto acio-

NOTÍCI
AS
DA INDÚST
RIA
30ro
bótica
nistas continuaremos a assumir a respon-
sabilidade do bom desenvolvimento futuro
do nosso grupo de empresas”. Prevê -se que
as ações comuns sem direitos de voto da
Schaeffler sejam colocadas à venda no
mercado regulamentado da Bolsa de
Valores de Frankfurt (Prime Standard) a 9
de outubro de 2015 com o símbolo de
cotação SHA, o código de valores alemão
(WKN) SHA015 e o código internacional
(ISIN) DE000SHA0159.
RUTRONIK fecha acordo de distribuição global com a Dynastream
RUTRONIK Elektronische Bauelemente GmbH
Tel.: +351 252 312 336 · Fax: +351 252 312 338
[email protected] · www.rutronik.com
A RUTRONIK Elektronische Bauelemente
GmbH tornou -se parceira de distribuição
global da Dynastream, com efeitos ime-
diatos. A subsidiária da Garmin administra
o protocolo sem -fios ANT, bem como os
perfis de aplicação padronizados ANT+. A
empresa também desenvolve módulos
sem -fios. O acordo de distribuição é váli-
do a nível mundial e abrange todo o por-
tefólio de produtos da Dynastream, o que
inclui diversos módulos sem -fios e adap-
tadores USB com base na popular série
RFIC preparada para ANT, produzida pela
Nordic Semiconductor. Neste caso, a ên-
fase são as novas famílias de módulos N5
com S210 SoftDevice pré -programado,
fornecido com o protocolo ANT integra-
do (www.thisisant.com). Graças aos perfis
de aplicação padronizados ANT+, a Dy-
nastream estabeleceu -se com sucesso
no mercado do desporto e fitness, utili-
zando o seu protocolo ANT. Atualmente,
a empresa aplica cada vez mais o ANT ao
mercado IoT M2M. Para dar resposta à
procura por Bluetooth SMART, a Dynas-
tream disponibiliza para transferência um
conjunto ANT -BLE com S310 SoftDevice
da Nordic Semiconductor.
Lan Hong, Gestor de Vendas de
Produto no Centro de Competências
sem -fios da RUTRONIK, explica que “os
módulos da Dynastream são únicos no
suporte do protocolo ANT em paralelo com
Bluetooth SMART. O seu reduzido tamanho
e preço atrativo também os diferenciam
das soluções de redes sem -fios. Por este mo-
tivo, estamos muito satisfeitos por o acordo
de franchise alargado nos permitir agora
também comercializar desenvolvimentos
europeus na Ásia e nos EUA.” Mike Paradis,
Gestor de Vendas Globais, acrescenta:
“Com a sua abordagem focada, a RUTRO-
NIK irá apoiar, de forma efetiva, o nosso
desenvolvimento de clientes nos EUA, tal
como acontece noutros mercados. A RU-
TRONIK já é um dos principais pilares da
Dynastream na Europa no que diz respeito
ao crescimento da nossa quota de merca-
do”. A RUTRONIK distribui os módulos da
Dynastream na Europa desde 2007. O
acordo de distribuição também abran-
ge os EUA, Canadá, México e Ásia, com
efeitos imediatos. Para encurtar o mais
possível os prazos, as entregas aos res-
petivos armazéns ou centros de logística
da RUTRONIK serão efetuadas a partir do
armazém da Dynastream no Canadá ou
a partir das instalações de produção em
Taiwan.
Acesso duplamente ilimitado
Europneumaq
Tel.: +351 227 536 820 · Fax: +351 227 620 335
www.europneumaq.com
Portas duplas fechadas num único passo
graças ao fecho duplo da linha XMS da
item. As portas duplas podem agora ser
construídas em perfil de alumínio sem o
inconveniente prumo central, cuja princi-
pal desvantagem é limitar o tamanho das
peças que transpõem a porta. O inovador
mecanismo assegura que a porta passiva,
aquela que não tem o trinco, é automati-
camente bloqueada quando a porta ativa,
que possui o trinco, é fechada. Um único
fecho é tudo o que precisa para manter
ambas as portas bloqueadas.
De fácil e rápido manuseamento
uma vez que são duas portas fechadas e
bloqueadas com um único sistema de fe-
cho. Os utilizadores não têm que abrir ou
fechar um trinco adicional. O bloqueio
é automático até porque o fecho duplo
da linha XMS bloqueia automaticamen-
te a porta passiva quando a porta ativa
é fechada, não podendo ser aberta aci-
dentalmente, algo que pode facilmente
acontecer quando são usados dois fe-
chos e o passivo não é fechado. O meca-
nismo não se danifica caso as portas não
sejam totalmente fechadas.
“robótica”, parceira de divulgação do NEEC
NEEC – Núcleo de Engenharia Electrotécnica
e Computadores
geral@neec -fct.com · www.neec -fct.com
O NEEC – Núcleo de Engenharia Electro-
técnica e Computadores da Universidade
de Lisboa, criado em 1998 e a revista “ro-
bótica” – a única revista científica portu-
guesa da área da automação, controlo e
instrumentação – uniram esforços numa
parceria com vista à divulgação de even-
tos e outras informações relevantes.
Esta será uma colaboração win -win
uma vez que se pretende que a revista
“robótica” publique com maior frequên-
cia as notícias mais prementes e atuais
relacionadas com o mundo da inovação
e desenvolvimento na automação, dan-
do a conhecer a cada vez mais profissio-
nais as últimas notícias sobre o mundo
da robótica. E por outro lado, o NEEC tem
como objetivo dar as ferramentas neces-
sárias aos seus membros, na sua grande
maioria alunos, para que consigam reali-
zar os seus projetos e se desenvolverem
e crescerem como profissionais.
RS Components apresenta gama USB -C da própria marca
RS Components
Tel.: +351 800 102 037 · Fax: +351 800 102 038
marketing.spain@rs -components.com
pt.rs -online.com
A RS Components apresenta uma gama
de conetores e adaptadores a preços
competitivos para apoiar o novo stan-
dard USB Tipo -C. O USB -C é um conetor
reversível universal para utilizar em todos
os dispositivos, oferece as funções de
vários conetores num só; conetividade
para dados a velocidades até 10 Gbps,

PU
B

NOTÍCI
AS
DA INDÚST
RIA
32ro
bótica
transfere potência de alimentação e ain-
da transmite áudio/vídeo de até 4 K com
Ultra Alta Definição. É suficientemente
pequeno para utilizar nos telemóveis e
resistente para PCs e dispositivos de es-
critório, o USB -C permite aos utilizadores
conetar todos os dispositivos utilizando
um único conetor.
Os adaptadores simples permitem a
conexão aos standards existentes, nome-
adamente o USB Tipo -A consoante o USB
2.0/3.0, Micro USB do dispositivo, HDMI,
DisplayPort, VGA ou conetores MFI para
iPhone/iPod/iPad. A nova gama da mar-
ca RS compreende não só os conetores
e adaptadores como também inclui co-
netores para montagem em placas PCB
que permitem aos engenheiros aprovei-
tar o USB -C em novos projetos. “A procura
de uma conetividade USB -C acessível está
a crescer e faz com que apareçam novos
produtos no mercado”, comentou Kevin
McCormack, Diretor Global de IP&E da
RS, acrescentando que “de acordo com a
filosofia da marca RS, a nossa nova gama
de conetores, adaptadores e componentes
oferece aos clientes uma solução de alto ren-
dimento, fiável e rentável.”
ELESA+GANTER: indicadores de posição DD51 -E e DD52 -E
REIMAN – Comércio de Equipamentos
Industriais, Lda.
Tel.: +351 229 618 090 · Fax: +351 229 618 001
[email protected] · www.reiman.pt
Graças às funções disponibilizadas e aos
parâmetros programáveis, os novos indi-
cadores de posição da ELESA+GANTER
podem ser utilizados com inúmeras va-
riações de passo, com distintos ângulos
de rotação ou com diferentes unidades
de medida. Extremamente legíveis, os
visores têm uma capacidade de apre-
sentação de 5 algarismos no modelo
DD51 -E (visor com 8 mm de altura) ou
6 algarismos no modelo DD52R -E (visor
com 12 mm de altura). Além do mais, os
visores são resistentes a solventes, óleos,
gorduras e outros agentes químicos. Os
parâmetros de visualização podem ser
definidos ou alterados pelo operador
através do teclado integrado, e assim
pode alternar -se entre mm, polegadas
ou graus; escolher o modo de utilização
(absoluto ou incremental); ou mesmo es-
tabelecer a orientação de leitura do visor
(da esquerda para a direita ou vice -versa).
A classe de proteção é de IP65 ou IP67.
A bateria de lítio interna assegura uma
autonomia de 5 anos no caso do modelo
DD51 -E, chegando a 8 anos no caso do
modelo DD52R -E.
Rittal Blue e+ ganha Prémio de Melhor Produto 2015 na Inovação da Indústria Alemã
Rittal Portugal
Tel.: +351 256 780 210 · Fax: +351 256 780 219
[email protected] · www.rittal.pt
A nova geração de ar -condicionados
Blue e+ da Rittal recebeu o German
Industry’s Innovation Award para o melhor
produto do ano 2015. O júri composto
pela revista “Produktion” e pela consultora
Staufen AG ficaram impressionados com
a alta eficiência energética, utilização in-
tuitiva e adaptação das unidades de refri-
geração à Indústria 4.0. “Com o Blue e+, a
Rittal está a fazer uma contribuição impor-
tante para a sustentabilidade ambiental na
indústria”, ditou em tom de elogio, Tho-
mas Bauernhansl, Diretor do Fraunhofer
Institute for Manufacturing Engineering
and Automation, explicando a decisão
do júri. Da Rittal, Thomas Steffen (Diretor
R&D), Heiko Holighaus (Diretor de Pré-
-Desenvolvimento) e Juan Carlos Cacho
Alonso receberam o Prémio no Fórum de
Inovação da Indústria Alemã, em Stutt-
gart. Silke Krebs, Ministro do Estado de
Baden -Württemberg, prestou homena-
gem à contribuição dos vencedores: “a
pressão concorrencial na nossa indústria
está a aumentar e é importante manter
o poder da inovação. O prémio é um in-
centivo muito importante pois estimula o
desenvolvimento de inovações criativas e
orientadas para o utilizador, mantendo as-
sim o nosso país atrativo para os mercados
nacionais e internacionais.“
“Para desenvolver esta nova geração de
equipamentos, a Rittal questionou e repen-
sou muitos métodos e princípios usados
tradicionalmente”, continuou a avaliação
do júri. Devido à poupança de energia
de 75%, o seu desenvolvimento tem
um enorme impacto sobre cerca de 2
milhões de sistemas de armários com ar-
-condicionados instalados na indústria. A
nova geração de ar -condicionados para
armários de automação Blue e+ foi apre-
sentada ao público, pela primeira vez, na
Feira de Hannover 2015 – um salto quân-
tico em termos de eficiência energética.
Isso porque esta inovação da Rittal está
equipada com uma tecnologia com-
pletamente nova, que consome cerca
de 75% menos energia como mostram
os testes num fabricante de automó-
veis: funções de tecnologia híbrida no
dispositivo, através da combinação de
compressor de arrefecimento e um tubo
de aquecimento. O compressor só é uti-
lizado quando o arrefecimento passivo
já não é suficiente. Além disso, todas as
unidades podem funcionar de forma fle-
xível devido à capacidade de multi -tensão
das redes standard em todo o mundo. As
interfaces de comunicação standardizadas
garantem uma fácil integração no sistema
de controlo de áreas de produção na In-
dústria 4.0. “Estamos muito satisfeitos por
receber este prémio”, disse Thomas Steffen,
porque “prova que inovações como o Blue
e+ não só oferecem vantagens para os nos-
sos clientes mas também para a sociedade.”
Segurança acima de tudo
FLUIDOTRONICA – Equipamentos Industriais, Lda.
Tel.: +351 256 681 955 · Fax: +351 256 681 957
www.fluidotronica.com
A segurança é um fator de grande im-
portância a ter em conta em qualquer
empresa. Nesse sentido, a FLUIDOTRO-
NICA desenvolve áreas de vedação e re-
dução de ruídos, segurança ou proteção
de máquinas. Combinando uma ampla
gama de componentes modulares e um
PU
B

NOTÍCI
AS
DA INDÚST
RIA
34ro
bótica
software para desenho (CAD), os proje-
tistas de máquinas têm a capacidade de
desenvolver estruturas de forma rápida,
eficiente e de baixo custo. Poupando
uma quantidade considerável de tempo
e dinheiro, quando comparado com os
métodos tradicionais de fabrico e outros
sistemas de criação de áreas de prote-
ção, a gama de componentes MiniTec
apresenta -lhe soluções desde o próprio
perfil (otimizado para esta finalidade)
aos painéis de revestimento (policarbo-
nato, rede, proteção acústica, e outros)
passando também pelos diversos aces-
sórios (PowerLock, puxadores, dobradi-
ças, elementos deslizantes, entre outros).
Com isto conseguirá facilmente projetar
células individuais de proteção, vedações
para estabelecer perímetros de segu-
rança, barreiras fixas e ajustáveis, portas
deslizantes, áreas de proteção de máqui-
nas interligadas, entre outro tipo de ins-
talações como, por exemplo, as soluções
para redução/isolamento de ruídos.
Novos bornes de potência Push -In – PT POWER
Phoenix Contact, S.A.
Tel.: +351 219 112 760 · Fax: +351 219 112 769
www.phoenixcontact.pt
Os novos bornes de potência PT POWER
de 35, 50, 95 e 150 mm² são a mais recen-
te entrada na gama Push -In. Com apenas
um único movimento de alavanca e com
o suporte a uma chave de fendas é pos-
sível uma eletrificação rápida e eficiente.
Os condutores podem, também, ser in-
seridos diretamente nos bornes sem a
ativação da alavanca, tal como qualquer
borne Push -In, especialmente em aplica-
ções com espaços limitados. As molas
específicas com a caixa de aperto em for-
ma de prisma garantem uma ligação do
condutor à prova de vibrações.
Os bornes PTPOWER podem ser
montados em calha metálica ou direta-
mente em qualquer superfície através
das versões com flange. Estão disponí-
veis nas cores cinzento, azul, verde/ama-
relo (Terra – apenas para calha metálica)
e preto/amarelo (Terra funcional). Podem
ser encomendados individualmente ou
em blocos pré -assemblados (por exem-
plo, Fase/Neutro/Terra). Como acessórios
estão disponíveis shunts, pontas de en-
saio de 2,3 mm, elemento adicional de
ligação de 2 condutores até 16 mm² e
respetivas etiquetas para marcação.
Genie Nano 1940: câmara industrial GigE ultracompacta
INFAIMON, S.L.
Tel.: +351 234 312 034 · Fax: +351 234 312 035
[email protected] · www.infaimon.com
A Genie Nano faz parte da família de câ-
maras Genie da Teledyne Dalsa: muito
fáceis de usar e desenhadas especifica-
mente para aplicações industriais que re-
querem uma melhor integração em rede.
A Genie Nano utiliza o standard Gi-
gabit Ethernet associado ao sistema da
Teledyne Dalsa para transferir as imagens
ao computador de forma rápida e fiável.
A Genie Nano está disponível em vários
modelos com diferentes resoluções e
configurações, tanto a cores como mo-
nocromáticas. Também incorporam a
tecnologia TurboDrive que permite au-
mentar o envio de dados via GigE ao do-
bro da velocidade, sem perder qualidade
permitindo a câmara trabalhar com velo-
cidades de até 84 imagens por segundo.
Optibelt DELTA CHAIN Carbon
Juncor – Acessórios Industriais e Agrícolas, S.A.
Tel.: +351 226 197 362 · Fax: +351 226 197 361
[email protected] · www.juncor.pt
A nova Optibelt DELTA CHAIN Carbon
mostra os dentes ao desgaste, ao ruído e
à perda de tensão. Criada para condições
extremas e elevadas exigências é uma al-
ternativa duradoura, livre de manutenção,
com desgaste mínimo, de elevada perfor-
mance e baixo ruído. Com um cabo ten-
sor em carbono oferece -lhe uma máxima
estabilidade e elevada resistência à tração.
Comparada com correias dentadas
de elevada performance, especialmente
em binários elevados e tensões dinâmi-
cas, proporciona o dobro da transmissão
de potência. A forma do dente foi otimi-
zada para uma distribuição uniforme da
força ao longo do perfil ZRS DC, CDT e
PC. As costas da correia são suaves para
reduzir o ruído de funcionamento nos
rolos tensores. A combinação de poliure-
tano duro e fibras de carbono conferem-
-lhe uma resistência ao impacto inigua-
lável. Devido à utilização de poliuretano
fundido, pode suportar temperaturas de
funcionamento de aproximadamente
-30º C até +80º C. A Delta Chain Carbon
garante -lhe altos níveis de fiabilidade no
caso de qualquer efeito adverso resul-
tante de óleos, químicos ou ozono, por
exemplo.
Portal de Dados do Eplan: mais de 100 fabricantes
M&M Engenharia Industrial, Lda.
Tel.: +351 229 351 336 · Fax: +351 229 351 338
info@mm -engenharia.pt · [email protected]
www.mm -engenharia.pt · www.eplan.pt
Um assistente de dados de peças permi-
tiu a integração dos dados de produtos
de uma forma mais fácil no Portal de
Dados do Eplan, o que beneficia tanto
o fabricante como o utilizador. Pela pri-
meira vez, mais de 100 fabricantes foram
representados no Portal na Feira SPS IPC
Drives em novembro. Com dados deta-
lhados do dispositivo, os mais de 90 mil
utilizadores do Portal poderão simplificar
e acelerar os seus processos de engenha-
ria. As macros, dados de componentes e
dados 3D necessários para a construção
de um armário de controlo podem ser
integrados no projeto CAE de forma fá-
cil e direta. Com o início da Feira SPS IPC
Drives, o Portal de Dados Eplan quebrou
um recorde notável. Mais de 100 fabri-
cantes – vários deles dos mercados da
Europa, Ásia e EUA – integraram os seus
dados no Portal. Em meados de outubro,
já havia 99 fabricantes com mais de meio
milhão de entradas de dispositivos e lis-
tas de dados de produtos no Portal. No
final da Feira, a estimativa era que esse

NOTÍCI
AS
DA INDÚST
RIA
35ro
bótica
número chegasse a 110 fabricantes. O
número de novas empresas também é
interessante: em 2015 a Eplan conseguiu
30 novos fabricantes. Um dos fatores que
contribuiu para esse sucesso foi o novo
assistente de dados de peças para fabri-
cantes. Com base na tecnologia Excel, os
dados dos fabricantes agora podem ser
disponibilizados de uma forma mais sim-
plificada no Portal, ao clicar num botão.
Os fabricantes não precisam de nenhum
conhecimento especial porque a tecno-
logia também consegue diferenciar os
dados comerciais dos dados gráficos nas
atribuições listadas e conferi -los de uma
vez, de maneira intuitiva. Mais de 10 fa-
bricantes de dispositivos de fixação, ca-
bos, conetores e sensores já confirmaram
a simplicidade desta nova integração.
São mais de meio milhão de arquivos
de dados integrados de fabricantes, e
isso não é tudo: os utilizadores de instru-
mentos de medição serão beneficiados
pelas variações de 1,2 milhões de dados
de dispositivos adicionais que podem ser
configurados nas caraterísticas técnicas.
Além disso, o fabricante de instrumentos
de medição Endress+Hauser já integrou
os configuradores web existentes na in-
terface do Portal de Dados do Eplan via
Data Portal através do interface web. Com
base no EEC (Eplan Engineering Configu-
ration) disponível adicionalmente e com
o Portal de Dados, uma infinidade de va-
riações de potenciais podem ser configu-
rados online. Entre os novos fabricantes
do setor de tecnologia de medição estão
a Janitza com medidores de painéis di-
gitais, a Ziehl com sistemas de medição
e monitorização e a Flowserve com ins-
trumentos de medição. Entre as novas
empresas dos EUA estão a Mencom, a
Priority Wire & Cable e a Comtran Cable,
grandes fabricantes de cabos, a Molex do
setor de cabos e conetores, e a Hubbell,
fabricante norte -americana de coneto-
res. O Portal de Dados do Eplan está a
tornar -se o pólo internacional de dados
de produtos. Entre as novas empresas da
China, a mais importante é a Chint, uma
das maiores fabricantes de tecnologia
de automação da Ásia. A Noark, subsi-
diária da Chint, também disponibilizou
no Portal contactores e disjuntores. A
Liaoning Create Cable, também chinesa,
produz cabos e a Ningbo GOOSVN Elec-
tronic é fabricante de conetores e atua
no mercado da Ásia -Pacífico. Há também
empresas europeias, como a ILME com
conetores elétricos, a KEBA com tecnolo-
gia de automação, e a Roxtec com aces-
sórios de compartimentos e cabos de
penetração. A Kabelschlepp fabricante
de cadeias de alimentação e sistemas de
transporte, a Hirschmann com switches
de rede e com outros fabricantes como
Citel, HBM, Klemsan, Lumberg, Promet,
e a Sensopart completa o Portal com os
seus dados.
Os utilizadores poderão beneficiar da
alta qualidade do produto e dos dados
do dispositivo, cuja variedade oferece aos
fabricantes internacionais uma plataforma
flexível e ideal para uma verdadeira enge-
nharia global. Os dados podem ser colo-
cados no projeto 1:1 e garantir um plane-
amento rápido e eficiente, considerando
os dados atuais do fabricante. A grande
diversidade de dispositivos permite a má-
xima liberdade na engenharia.
HepcoMotion ao serviço da indústria alimentar
FLUIDOTRONICA – Equipamentos Industriais, Lda.
Tel.: +351 256 681 955 · Fax: +351 256 681 957
www.fluidotronica.com
Aplicações na indústria alimentar são
necessariamente exigentes em termos
de componentes usados, e ao nível da
tecnologia linear não é exceção. A ne-
cessidade de lavar as máquinas aliada a
elevados níveis de produção versus ma-
nutenção fazem com que apenas os sis-
temas mais resistentes sobrevivam mas a
HepcoMotion garante -lhe esses níveis de
eficácia e fiabilidade.
Componentes específicos que pro-
porcionam uma longa vida de servi-
ço e um elevado nível de resistência à
corrosão são um grande desafio. Com
os sistemas de guiamentos lineares da
HepcoMotion poderá contar com uma
escolha cuidada dos materiais, um de-
sign inovador dos produtos, juntamente
com os processos de maquinação de alta
qualidade. Os sistemas de guiamentos li-
neares em V da HepcoMotion funcionam
particularmente bem nas máquinas da
indústria alimentar, tendo em conta prin-
cipalmente a qualidade dos produtos e a
baixa manutenção exigida, fazendo desta
solução uma opção económica. Exemplo
de aplicações de produtos HepcoMotion
na indústria alimentar: sistema de corte
XZ para indústria alimentar, aplicação de
limpeza para a indústria alimentar, meca-
nismo de embalamento flexível e limpe-
za a vapor de transportadores.
INESC TEC apresentou CARLoS, um robot para a indústria naval
Um robot para operar na indústria naval,
tecnologias para gestão portuária inte-
grada, robots que participam em missões
de busca e salvamento ou um submer-
gível robótico para aplicações civis e mi-
litares em mar profundo foram algumas
das tecnologias que o Instituto de Enge-
nharia de Sistemas e Computadores, Tec-
nologia e Ciência (INESC TEC) mostrou
durante 3 dias, na 5.ª edição do Fórum
do Mar, que se realizou de 17 a 19 de no-
vembro na EXPONOR. O projeto CARLoS
desenvolveu um robot que opera na in-
dústria naval e que apresenta algumas
das seguintes caraterísticas: grande mo-
bilidade dentro dos compartimentos do
navio, capacidade de decisão semiautó-
noma no trabalho a desenvolver, capaci-
dade de soldagem autónoma de rebites,
programação baseada em competên-
cias, e outras. Coordenado pelo Aimen
Technology Centre, o projeto conta com
a participação da Aalborg Universitet, Ro-
botnik, C.A.T. progetti, Deltamatic e Astil-
leros Jose Valiña, que subcontrataram o
INESC TEC para desenvolver este robot.
O Porto de Leixões e o de Viana do
Castelo, geridos pela Administração dos
Portos do Douro, Leixões e Viana do Cas-
telo (APDL), usufruem desde setembro
da ferramenta 3Port, que permite gerir
várias das necessidades e dos processos
de negócio das autoridades portuárias
de forma integrada, mas também inte-
ragir com o público geral, que pode, por
exemplo, ver em tempo real o que está
a acontecer no porto. Este foi um proje-

NOTÍCI
AS
DA INDÚST
RIA
36ro
bótica
to conjunto do INESC TEC e da TRIEDE
TTI com a APDL. Do projeto ICARUS (In-
tegrated Components for Assisted Rescue
and Unmanned Search Operations – Com-
ponentes Integradas para Assistência a
Operações de Busca e Salvamento), re-
sultaram robots capazes de dar apoio em
ações de busca e salvamento. O projeto
pretende desenvolver ferramentas robó-
ticas que vão auxiliar as equipas de resga-
te em operações de busca e salvamento,
numa componente de segurança terres-
tre e marítima. O INESC TEC foi respon-
sável pelo desenvolvimento do cenário
de segurança marítima, capaz de atuar,
por exemplo, numa situação de desastre
natural. Um novo submergível de águas
profundas tem o nome TURTLE. A rondar
os 1300 quilos e o tamanho de um pe-
queno automóvel utilitário, a plataforma
robótica permite aplicações de mercado
quer civis quer militares. O protótipo, que
vai estar em exposição no Fórum do Mar,
pode ser controlado à distância máxima
de oito quilómetros por um computador
portátil equipado para realizar leituras
de ondas sónicas e está preparado para
descer até 1000 metros de profundidade.
Aprovado pela EDA (European Defence
Agency) e coordenado pela empresa A.
Silva Matos, o TURTLE conta com a par-
ticipação do INESC TEC, Marinha Portu-
guesa, CINAV e Ply.
F.Fonseca apresenta calibradores de malha ADT209 e ADT210
F.Fonseca, S.A.
Tel.: +351 234 303 900 · Fax: +351 234 303 910
[email protected] · www.ffonseca.com
/FFonseca.SA.Solucoes.de.Vanguarda
O novo calibrador de malha Additel 209 e
210 combinam a facilidade de utilização
e as diversas funcionalidades, tornando-
-os em ferramentas adequadas para ana-
lisar malhas de processo.
O ADT209 tem uma precisão de 0,03%
da leitura enquanto o ADT210 consegue
ter uma precisão de 0,01% da leitura. O
instrumento permite não só medir cor-
rente, tensão e uma entrada digital mas
também simular ou gerar um sinal em mA
e alimentar a malha com 24 VDC. Com o
simples clicar de um botão é possível al-
ternar entre o zero e o span e ainda sele-
cionar uma rampa ou degrau automático
na gama pretendida. Cada um dos cali-
bradores tem um amplo display de fácil
leitura que apresenta simultaneamente a
medida e a percentagem do span.
Não abrande nas curvas!
Europneumaq
Tel.: +351 227 536 820 · Fax: +351 227 620 335
www.europneumaq.com
A mesma robustez de sempre no interior
e a suavidade das linhas arredondadas
no exterior. Os novos perfis XMS 8 90º
combinam os benefícios da já conhecida
linha XMS com os contornos redondos,
o que os torna adequados para a cons-
trução de proteções funcionais, fáceis de
limpar, com um aspeto mais elegante,
sem cantos ou bordas que se tornam in-
convenientes aquando de embates aci-
dentais. Além disso, os novos cantos da
linha XMS que complementam a linha já
existente surgem agora com dimensões
mais reduzidas conferindo às estruturas
um aspeto mais delicado e poupando
espaço, sem comprometer a robustez e
fiabilidade que lhe é conhecida.
EPL na senda da Indústria 4.0
EPL – Mecatrónica & Robótica
Tel.: +351 210 997 456 · Fax: +351 217 101 103
info@epl -si.com · www.epl -si.com
A EPL está cada vez mais na senda da In-
dústria 4.0, a também intitulada indústria
do futuro. Exemplo disso é o novo UR 3 da
Universal Robots, o robot colaborativo mais
leve que permite o aumento da flexibilida-
de no processo de produção, tornando -o
muito mais eficiente e fazendo com que a
interação entre humanos e robots se faça
lado a lado, em colaboração.
Outro exemplo é o robot móvel
MIR100 que a EPL apresentou no passado
mês de outubro, na Moldplás & FIP 2015.
O MIR 100 permite a otimização da produ-
tividade reduzindo os custos e libertando
parte da carga que, de outra forma, seriam
os operadores a suportar. O facto de po-
derem ser colaborativos, estes robots per-
mitem aos clientes automatizar as suas ta-
refas de transporte interno e assim libertar
recursos humanos para tarefas de maior
valor na empresa. Se quer apostar num
processo e produção mais eficientes, com
tecnologia de futuro, pode contactar a
EPL em www.epl -si.com, onde uma equi-
pa o auxiliará e dar -lhe -á todo o suporte
que necessita para evoluir o seu negócio
de forma personalizada.
Afonso experimenta um dia de trabalho na ABB
ABB, S.A.
Tel.: +351 214 256 000 · Fax: +351 214 256 247
comunicacao [email protected] · www.abb.pt
Integrado na iniciativa “Braço Direito” da
JA Portugal, uma organização sem fins
lucrativos que promove o empreen-
dedorismo junto dos mais novos e da
qual a ABB em Portugal é parceira, Paulo
Matias, da Divisão Process Automation,
voluntariou -se para receber um estu-
dante do secundário, acompanhando-
-o durante um dia inteiro de trabalho e
proporcionando ao aluno uma primeira
experiência no mundo profissional.
O Afonso Dias, com 17 anos e que
gostava de ser engenheiro mecânico, foi
o aluno selecionado para acompanhar o
Paulo Matias. Para além de ter presencia-
do um dia de trabalho do Paulo, o Afonso
teve a oportunidade de conhecer melhor
cada uma das 5 divisões da ABB: “aquilo
de que mais gostei foi da parte da robótica,
em que pude assistir à implementação, no
software de edição 3D, de uma linha de pin-
tura de automóveis para a Autoeuropa”.
PU
B
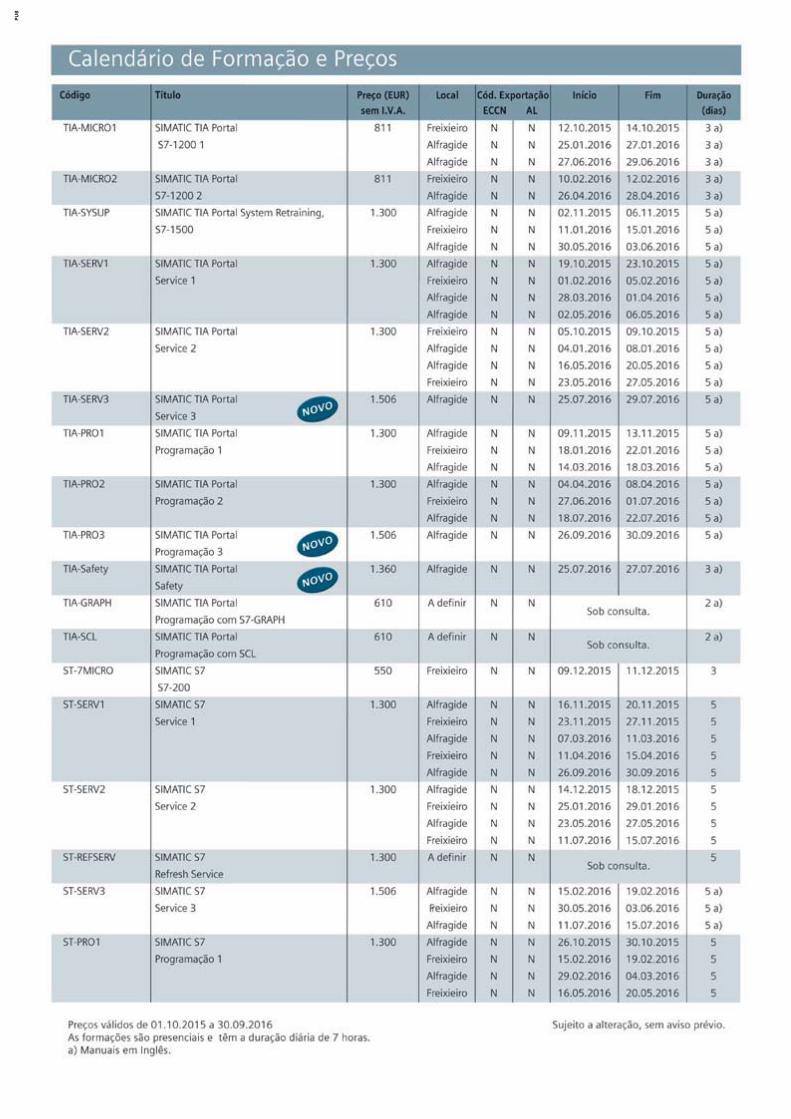
PU
B
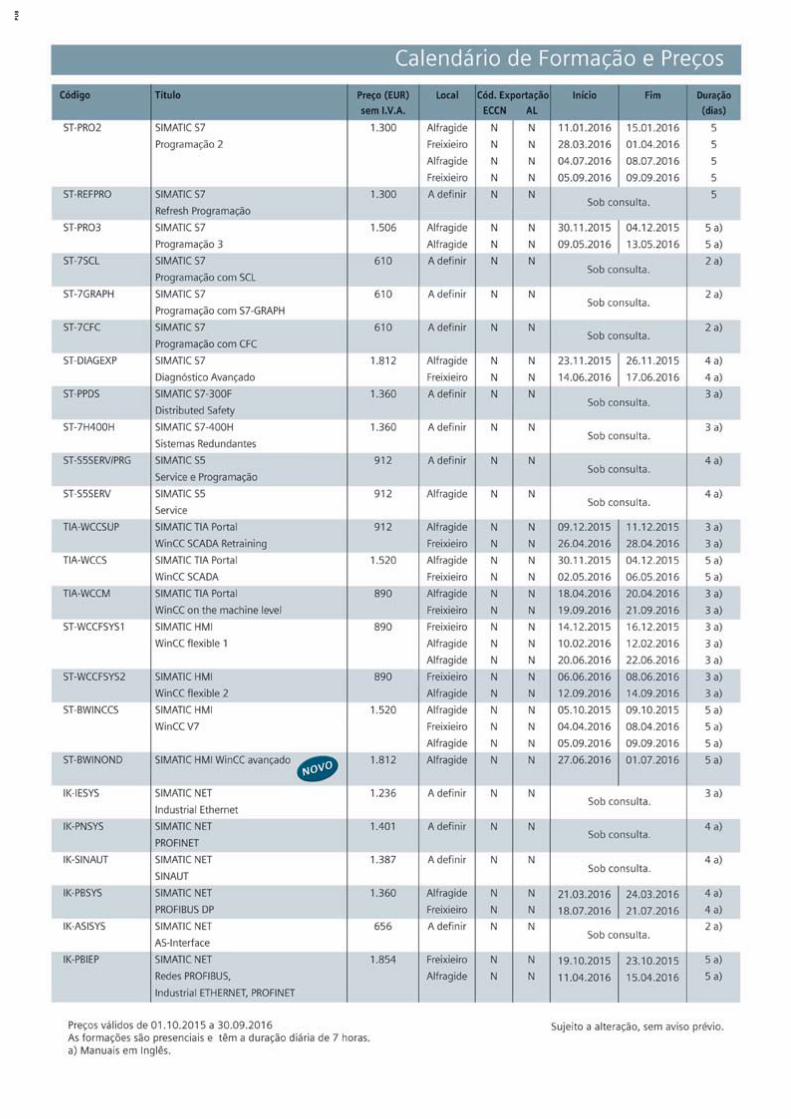
PU
B

PU
B

Doss
ier so
bre
pro
cess
os
indust
riais
robótica
41
DOSSIER
Sistemas avançados de produção – uma solução para a competitividade das indústrias nacionaisBernardo Almada-Lobo, Américo Azevedo, António Paulo Moreira, Pedro Amorim, Germano VeigaINESC-TEC
Liderar e gerir um setor de produçãoKaizen Institute
Produção sustentável – integração direta de energias renováveis em processos industriaisAna Magalhães, Vitor Ferreira e Ricardo BarbosaINEGI
Instrumentação e controlo nos processos industriaisPaula DominguesIEFP – Évora
PCs industriais: sistemas para a Indústria 4.0Mario KlugRUTRONIK Elektronische Bauelemente GmbH
42
46
48
52
54
sensores e dispositivos capazes de gerir
uma grande quantidade de variáveis de
produção, a tomada de decisões de con-
trolo de dispositivos de forma autónoma
com resultados na qualidade dos produ-
tos, no aumento da produção, na gestão
dos custos e na segurança na produção.
Esta terceira fase estendeu -se por cerca
de 40 anos (1970-2010), inaugurando
uma nova era cujo maior protagonista é
a Internet, já amplamente utilizada como
canal de comunicação entre pessoas, que
agora está a ser transportada para o meio
industrial com os seus conceitos, adapta-
dos a máquinas e equipamentos.
A Internet encontra -se, atualmente,
na indústria, no meio produtivo, pelo que
devemos pensar num ambiente onde to-
dos os equipamentos e máquinas se en-
contram ligadas em redes, comunicando
entre elas. A visão da Industria 4.0 (quarta
revolução industrial) é ainda um conceito
e não uma realidade, é uma evolução dos
sistemas produtivos industriais, em que
a tecnologia base responsável por este
conceito é o IoT – Internet of Things (In-
ternet das Coisas) e o M2M – Machine to
Machine (Máquina para Máquina). Com
base nestes conceitos pretende -se redu-
zir custos, economizar energia, aumentar
a segurança, conservar o ambiente, re-
duzir os erros, eliminar o desperdício, a
transparência nos negócios, o aumento
da qualidade de vida e a personalização
e a escala sem precedentes. Por outro
lado, a utilização de software industriais
inovadores, de sensores inteligentes, de
tecnologia RFID, de módulos GPS, de
sistemas embebidos inteligentes e a des-
centralização e modularização dos siste-
mas, terá um impacto fundamental nesta
nova fase, pois irá permitir a integração
do planeamento, desenvolvimento e
produção dos produtos e a abertura de
uma porta para a otimização holística do
desenvolvimento de produtos e proces-
sos de produção.
Conceitos como Totally Integrated
Automation (TIA), Digital Enterprise Plat-
form (DEP) e a Integrated Drive Systems
(IDS) para aplicações e serviços suporta-
dos em IT como a monitorização de con-
dição dos sistemas têm contribuído para
a tendência da integração de ferramen-
tas IT nos processos produtivos. Estas fer-
ramentas são já uma realidade.
Adriano A. Santos
A indústria em geral e os processos indus-
triais em particular sofreram, ao longo dos
anos, constantes evoluções que deram
origem a novos paradigmas que carate-
rizaram as diversas revoluções industriais.
Durante o século dezoito (1712-1913),
aproximadamente há 300 anos, com o
surgimento da máquina a vapor e com
as inúmeras invenções de James Watt,
iniciou -se a mecanização das fábricas,
aumento da produtividade da indústria
têxtil, dando origem à primeira revolução
industrial. Posteriormente, com a intro-
dução da linha de montagem por Henry
Ford em 1913, desenvolveu -se o concei-
to da produção em massa, que populari-
zou o produto, a produção em escala, e
que conduziu ao aumento da eficiência,
da produtividade e à diminuição dos cus-
tos. A segunda revolução industrial mas-
sificou a produção.
Posteriormente, passados cerca de
60 anos (1913-1970), com a introdução
do Autómato Lógico Programável (PLC) e
do computador nos processos industriais,
entramos na era da automação, dando
início à terceira revolução. A introdução
destes equipamentos permitiu a implan-
tação de sistemas de controlo eletrónicos,
42
robótica
DOSS
IER
SOBRE
PRO
CESS
OS
INDUST
RIAIS
Sistemas avançados de produção – uma solução para a competitividade das indústrias nacionais
Be
rna
rdo
Alm
ad
a -L
ob
o,
Am
éri
co A
ze
ve
do
, A
ntó
nio
Pa
ulo
Mo
reir
a,
Pe
dro
Am
ori
m,
Ge
rma
no
Ve
iga
INE
SC
-TE
C1
Facu
lda
de
de
En
ge
nh
ari
a d
a U
niv
ers
ida
de
do
Po
rto
procura (ambientes de produção de reduzido volume e ele-
vada variedade);
Sistemas inteligentes e adaptativos – focando no desenvolvi-
mento de novos sistemas e equipamentos, combinando so-
luções inteligentes de robotização, controlo, monitorização
e automação;
Fábricas inteligentes – envolvendo todo o ciclo de vida das
fábricas; utilização de ferramentas que promovam a integra-
ção natural dos vários sistemas existentes ao nível operacio-
nal no sentido de se promover a otimização da produção
(integração de ERP e MES);
Plataformas colaborativas e móveis – criando cadeias de va-
lor dinâmicas e digitalmente integradas;
Produção humana cêntrica – focando a redistribuição de
tarefas produtivas e o desenvolvimento de sistemas de in-
teração homem -máquina, num contexto de trabalhadores
altamente qualificados, controlando e interagindo com sis-
temas automatizados de elevada complexidade;
Produção "personalizada" – promovendo o envolvimento
do cliente na conceção e na produção de soluções custom-
-made num quadro de produção flexível e eficiente (evolu-
ção do paradigma de produção em massa para um paradig-
ma de personalização em massa);
Métodos analíticos – realçando a importância da informação
na tomada de decisão ágil, em tempo real e ajustada à reali-
dade do negócio.
Estas sete dimensões terão que ser articuladas em três eixos
que garantam a exequibilidade das soluções para o aumento
da competitividade das indústrias nacionais num ambiente em
constante mudança. O primeiro eixo está relacionado com o de-
senvolvimento de soluções tecnológicas que permitam atingir
novos patamares de eficiência na produção mais customizada.
Para esta evolução física ser materializada urge um segundo
eixo que visa a adaptação dos sistemas e processos de apoio à
tomada de decisão para esta nova realidade. Por fim, para exe-
cutar esta mudança é crucial repensar a estratégia das opera-
ções para que as organizações acompanhem com suavidade a
assertividade nesta transição.
1. SOLUÇÕES TECNOLÓGICAS PARA A FLEXIBILIDADE KEY ENABLING TECNOLOGIES
A competitividade dos sistemas de produção depende larga-
mente da sua produtividade, flexibilidade e capacidade de
Num mundo globalizado e cada vez mais
complexo, é consensual a necessidade a nível
europeu de criar e implementar estratégias
de desenvolvimento que possam garantir, de
forma competitiva e sustentável, uma economia
crescente alinhada para a criação de emprego e
resolução dos desafios societais.1
Reconhecendo -se o papel crucial da indústria na recuperação e
desenvolvimento da economia europeia, têm sido lançados nos
últimos anos diversos programas e iniciativas europeus e nacio-
nais em torno das denominadas Fábricas do Futuro e, em parti-
cular, dos Sistemas Avançados de Produção2. Neste contexto de
mudança e de desenvolvimento tecnológico, a competitivida-
de das indústrias nacionais passa pela modernização dos seus
sistemas de produção. Estes deverão ser flexíveis na adaptação
à mudança, responsivos na satisfação de perfis de procura va-
riável e diversificada, e eficientes quer ao nível do consumo de
energia e materiais, quer na utilização dos recursos produtivos.
Por outro lado, a adoção de soluções colaborativas pelas empre-
sas, assegurando uma maior interação e integração a montante
e a jusante, permitirão a criação de cadeias de valor dinâmicas e
digitalmente integradas com ganhos globais de eficiência.
Alinhada com o âmbito e objetivos do programa Horizon
2020, a solução para a competitividade das indústrias nacionais
contempla o desenvolvimento e consolidação de soluções que
incorporem as dimensões seguintes:
Processos avançados de produção – colocando ênfase no de-
senvolvimento de processos de produção muito eficientes
e suficientemente flexíveis para acomodar alterações na
1 O desenvolvimento de novos métodos analíticos, de tecnologias de produ-
ção e de automatização e de novos processos organizacionais e de gestão
tem sido promovido no Instituto de Ciência e Tecnologia, INESC -TEC, no âm-
bito do cluster indústria e inovação. Equipas multidisciplinares dedicadas à
ciência, inovação e transferência de tecnologia no âmbito de sistemas avan-
çados de produção, recorrendo a abordagens e tecnologias estado -da -arte,
têm vindo a criar e a desenvolver soluções diferenciadoras e com reconheci-
do impacto no mercado.
2 Como é o caso de várias linhas do Programa Horizon 2020, ou da Innovation
for Manufacturing SMEs (I4MS), uma iniciativa para o setor da produção, em
particular para as PMEs, tendo em vista o seu acesso a avanços mais recentes
de tecnologias da informação e comunicação.
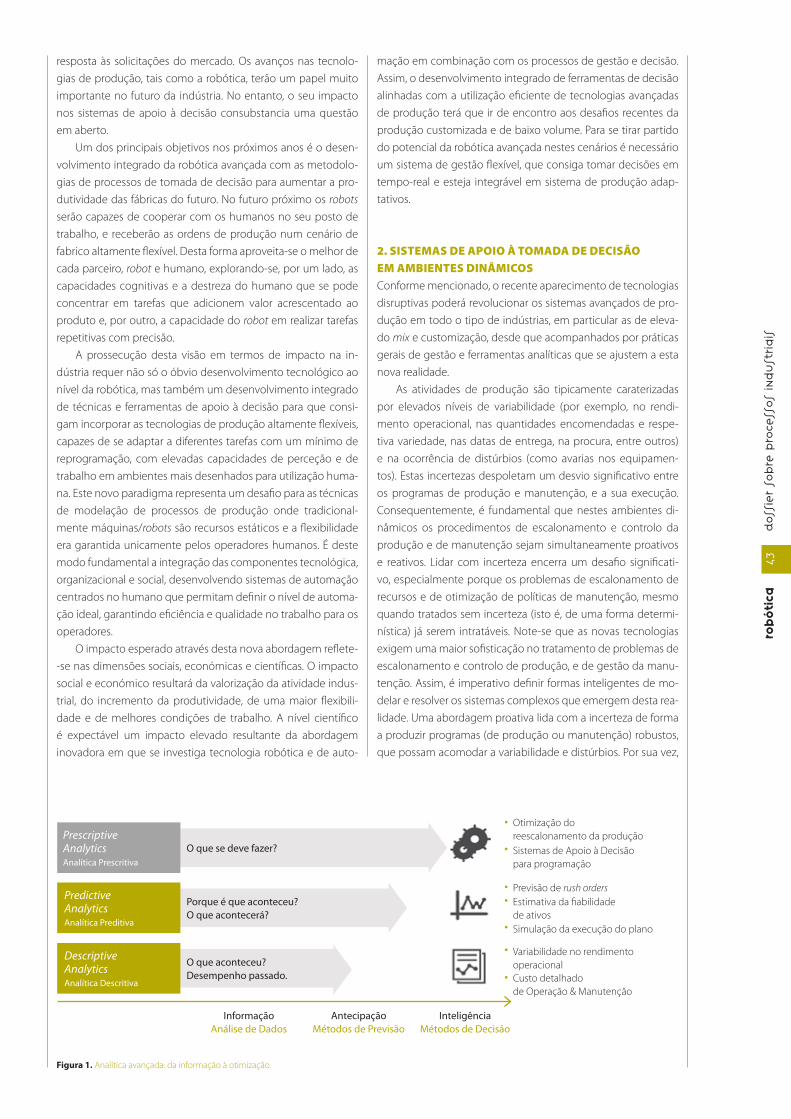
Doss
ier so
bre
pro
cess
os
indust
riais
43
robótica
resposta às solicitações do mercado. Os avanços nas tecnolo-
gias de produção, tais como a robótica, terão um papel muito
importante no futuro da indústria. No entanto, o seu impacto
nos sistemas de apoio à decisão consubstancia uma questão
em aberto.
Um dos principais objetivos nos próximos anos é o desen-
volvimento integrado da robótica avançada com as metodolo-
gias de processos de tomada de decisão para aumentar a pro-
dutividade das fábricas do futuro. No futuro próximo os robots
serão capazes de cooperar com os humanos no seu posto de
trabalho, e receberão as ordens de produção num cenário de
fabrico altamente flexível. Desta forma aproveita -se o melhor de
cada parceiro, robot e humano, explorando -se, por um lado, as
capacidades cognitivas e a destreza do humano que se pode
concentrar em tarefas que adicionem valor acrescentado ao
produto e, por outro, a capacidade do robot em realizar tarefas
repetitivas com precisão.
A prossecução desta visão em termos de impacto na in-
dústria requer não só o óbvio desenvolvimento tecnológico ao
nível da robótica, mas também um desenvolvimento integrado
de técnicas e ferramentas de apoio à decisão para que consi-
gam incorporar as tecnologias de produção altamente flexíveis,
capazes de se adaptar a diferentes tarefas com um mínimo de
reprogramação, com elevadas capacidades de perceção e de
trabalho em ambientes mais desenhados para utilização huma-
na. Este novo paradigma representa um desafio para as técnicas
de modelação de processos de produção onde tradicional-
mente máquinas/robots são recursos estáticos e a flexibilidade
era garantida unicamente pelos operadores humanos. É deste
modo fundamental a integração das componentes tecnológica,
organizacional e social, desenvolvendo sistemas de automação
centrados no humano que permitam definir o nível de automa-
ção ideal, garantindo eficiência e qualidade no trabalho para os
operadores.
O impacto esperado através desta nova abordagem reflete-
-se nas dimensões sociais, económicas e científicas. O impacto
social e económico resultará da valorização da atividade indus-
trial, do incremento da produtividade, de uma maior flexibili-
dade e de melhores condições de trabalho. A nível científico
é expectável um impacto elevado resultante da abordagem
inovadora em que se investiga tecnologia robótica e de auto-
mação em combinação com os processos de gestão e decisão.
Assim, o desenvolvimento integrado de ferramentas de decisão
alinhadas com a utilização eficiente de tecnologias avançadas
de produção terá que ir de encontro aos desafios recentes da
produção customizada e de baixo volume. Para se tirar partido
do potencial da robótica avançada nestes cenários é necessário
um sistema de gestão flexível, que consiga tomar decisões em
tempo -real e esteja integrável em sistema de produção adap-
tativos.
2. SISTEMAS DE APOIO À TOMADA DE DECISÃO EM AMBIENTES DINÂMICOSConforme mencionado, o recente aparecimento de tecnologias
disruptivas poderá revolucionar os sistemas avançados de pro-
dução em todo o tipo de indústrias, em particular as de eleva-
do mix e customização, desde que acompanhados por práticas
gerais de gestão e ferramentas analíticas que se ajustem a esta
nova realidade.
As atividades de produção são tipicamente caraterizadas
por elevados níveis de variabilidade (por exemplo, no rendi-
mento operacional, nas quantidades encomendadas e respe-
tiva variedade, nas datas de entrega, na procura, entre outros)
e na ocorrência de distúrbios (como avarias nos equipamen-
tos). Estas incertezas despoletam um desvio significativo entre
os programas de produção e manutenção, e a sua execução.
Consequentemente, é fundamental que nestes ambientes di-
nâmicos os procedimentos de escalonamento e controlo da
produção e de manutenção sejam simultaneamente proativos
e reativos. Lidar com incerteza encerra um desafio significati-
vo, especialmente porque os problemas de escalonamento de
recursos e de otimização de políticas de manutenção, mesmo
quando tratados sem incerteza (isto é, de uma forma determi-
nística) já serem intratáveis. Note -se que as novas tecnologias
exigem uma maior sofisticação no tratamento de problemas de
escalonamento e controlo de produção, e de gestão da manu-
tenção. Assim, é imperativo definir formas inteligentes de mo-
delar e resolver os sistemas complexos que emergem desta rea-
lidade. Uma abordagem proativa lida com a incerteza de forma
a produzir programas (de produção ou manutenção) robustos,
que possam acomodar a variabilidade e distúrbios. Por sua vez,
Figura 1. Analítica avançada: da informação à otimização.
O que se deve fazer?
Otimização do
reescalonamento da produção
Sistemas de Apoio à Decisão
para programação
Previsão de rush orders
Simulação da execução do plano
Estimativa da fiabilidade
de ativos
Variabilidade no rendimento
operacional
Custo detalhado
de Operação & Manutenção
PrescriptiveAnalyticsAnalítica Prescritiva
PredictiveAnalyticsAnalítica Preditiva
DescriptiveAnalyticsAnalítica Descritiva
Porque é que aconteceu?O que acontecerá?
O que aconteceu?Desempenho passado.
Informação Análise de Dados
Antecipação Métodos de Previsão
Inteligência Métodos de Decisão

Doss
ier so
bre
pro
cess
os
indust
riais
44
robótica
Figura 2. Quadro de referência para análise e formulação da estratégia de operações.
Estratégia de Operações
Capacidade, Localização, Tipo,
Tecnologia, Organização
Atividades e Processos de Trabalho, Gestão da
Procura, Aprovisionamentos e Gestão de Fornecedores
Competências
Recursos Processos
Custo
Qualidade
Cumprimento com Requisitos
Tempo de Resposta
Flexibilidade (Volume e Variedade)
a abordagem reativa deverá promover um reescalonamento ou
um conjunto de ações de manutenção em tempo real que res-
ponda da forma mais eficaz (e em tempo útil) possível às incer-
tezas do ambiente produtivo.
O processo de tomada de decisão ágil e em tempo real,
para além de incorporar condições e restrições geradas pelo
uso de tecnologia (exemplo, robótica), deverá estar suportado
em diversos métodos analíticos avançados que promovam a
eficiência, flexibilidade e a agilidade dos sistemas de produção
adaptativos. Estes métodos encerram diferentes objetivos e são
utilizados em diferentes ambientes promovendo:
Melhor informação – construindo sobre grandes conjuntos
de dados para obter uma imagem clara do passado/presen-
te (identificação de padrões e tendências);
Melhor previsão – obtendo previsões/simulações cuidado-
sas de eventos/resultados e estimativas de risco para ilumi-
nar desafios de gestão ao nível de sistemas de produção
avançados;
Melhor decisão – suportando decisões complexas para me-
lhorar o desempenho em indústrias e domínios múltiplos.
Estes três objetivos referem -se a diferentes tipos de méto-
dos analíticos que não são mutuamente exclusivos, mas an-
tes coletivamente exaustivos, nomeadamente métodos de
analítica descritiva, analítica preditiva e analítica prescritiva
(Figura 1).
A analítica descritiva recorre a business intelligence e data-
-mining. Os dados de execução dos programas de produção
podem ser explorados para fornecer informação sobre tendên-
cias de eventos atuais ou passados, revelando detalhes e de-
sempenho anterior [1]. Adicionalmente, o tratamento e análise
estatística de dados de rendimento global dos equipamentos
(OEE – Overall Equipment Efficiency) poderá revelar fatores que
estejam a impactar os diferentes tipos de perdas (associadas à
disponibilidade, performance e qualidade).
A analítica preditiva recorre a um conjunto de algoritmos e
técnicas de modelação (como previsão e simulação) para com-
preender as tendências futuras dos dados. Auxilia os gestores
a antecipar cenários prováveis, permitindo um melhor planea-
mento e tomada de decisão mais informada. No entanto, não
recomenda ações. Exemplificando o seu papel no caso da ma-
nutenção preditiva, ao monitorizar e prever/determinar a condi-
ção da máquina/equipamento de produção em serviço, permi-
te antecipar onde e quando as avarias vão ocorrer, bem como as
respetivas causas. O acesso em tempo real a múltiplas fontes de
informação para monitorizar a condição do equipamento (por
exemplo, MES) aliado a técnicas de analítica preditiva permitem
estimar a evolução da fiabilidade do ativo e tomar ações apro-
priadas para evitar as consequências da avaria.
Finalmente, a analítica prescritiva permite gerar recomenda-
ções otimizadas e inteligentes e estimar os resultados futuros de
decisões, com base em análises descritivas e preditivas de da-
dos estruturados e não estruturados. Por intermédio, por exem-
plo, de algoritmos heurísticos ou de programação matemática,
permite melhorar os indicadores de desempenho associados ao
escalonamento da produção. Juntamente com matrizes de ris-
co, indicadores de custo e estimativas da evolução da condição
dos equipamentos, as políticas de manutenção são otimizadas,
maximizando a disponibilidade do ativo e melhorando a quali-
dade do produto, levando a um aumento do rendimento ope-
racional a um custo apropriado.
Naturalmente que a maturidade analítica das empresas
industriais varia consideravelmente, no que respeita a capa-
cidade de uma organização usar dados e métodos analíticos
avançados para suportar processos -chave de tomada de de-
cisão no planeamento das suas operações. As empresas estão
a tentar progredir do mundo da analítica descritiva para o da
preditiva, e deste para o da prescritiva. As novas oportunida-
des tecnológicas irão acelerar o grau de preparação para este
movimento.

PUB
3. ORGANIZAÇÃO E ESTRATÉGIA OPERACIONALA adoção de tecnologias e de soluções que possibilitem em ambien-
tes dinâmicos a necessária adaptabilidade e a tomada de decisão em
tempo real, deve ser acompanhada de modelos de organização e de
estratégias operacionais orientadas à excelência operacional da cadeia
de valor. O desafio é conceber modelos de organização e de gestão que
promovam o alinhamento da estratégia operacional, envolvendo toda a
cadeia, nomeadamente os seus recursos e processos, com a estratégia
competitiva da própria organização.
Neste contexto colocam -se algumas questões chave:
Como formular e avaliar o sistema de operações, numa lógica de
maximização de valor e de alinhamento com a estratégia competi-
tiva da organização?
Como escolher e adequar os recursos e processos que melhor ga-
rantam as prioridades competitivas da organização?
Como melhorar de forma sustentada o desempenho operacional
em direção à excelência?
Como organizar e gerir a dinâmica de mudança num horizonte de
curto e médio prazo?
A resposta a estas questões não é evidente. Na verdade, é muito difícil
prever os efeitos que as decisões e ações tomadas sobre o conjunto
de recursos e processos irão ter no desempenho futuro do sistema de
produção, e nas competências que possam garantir custo, qualidade,
resposta e flexibilidade. Tal deve -se não apenas à complexidade tecno-
lógica dos próprios sistemas de produção, mas ao facto de cada vez
mais os ambientes se caraterizarem por produtos cada vez mais com-
plexos, de baixo volume e elevada variedade, e com variabilidade da
procura. A utilização de quadros de referência na análise e formulação
da estratégia revelam -se fundamentais na resposta às questões consi-
deradas (ver Figura 2).
A existência de trade -offs e restrições no sistema de operações im-
plica que nenhuma decisão operacional possa ser universalmente apro-
priada; ao invés, cada estratégia operacional implica uma organização
e um sistema operacional "à medida": os seus recursos e processos são
configurados de modo a que as competências que se geram melhor
se adequem à proposta de valor ao cliente especificada pela estratégia
competitiva da empresa. Assim, decisões de estratégia implicam esco-
lhas em competências operacionais.
Como os ambientes, estratégia competitiva e operações evoluem,
as organizações devem procurar manter o necessário alinhamento ao
longo do tempo.
A fim de satisfazer uma nova necessidade do cliente, a empresa
pode precisar de desenvolver novas competências, bem como desen-
volver e implementar novos recursos e processos que poderão condu-
zir à criação de novos produtos, serviços e mercados. Este “alinhamento
dinâmico” pressupõe um processo contínuo de adaptação para garantir
que as operações e estratégia competitiva permanecem alinhados ao
longo do tempo [2].
REFERÊNCIAS
[1] J. A. Van Mieghem, Operations Management and Strategy,, The Palgrave Encyclopedia
of Strategic Management, edited by David Teece and Mie Augier, 2014;
[2] IBM, White Paper on Descriptive, predictive, prescriptive: Transforming asset and facili-
ties management with analytics, 2013.
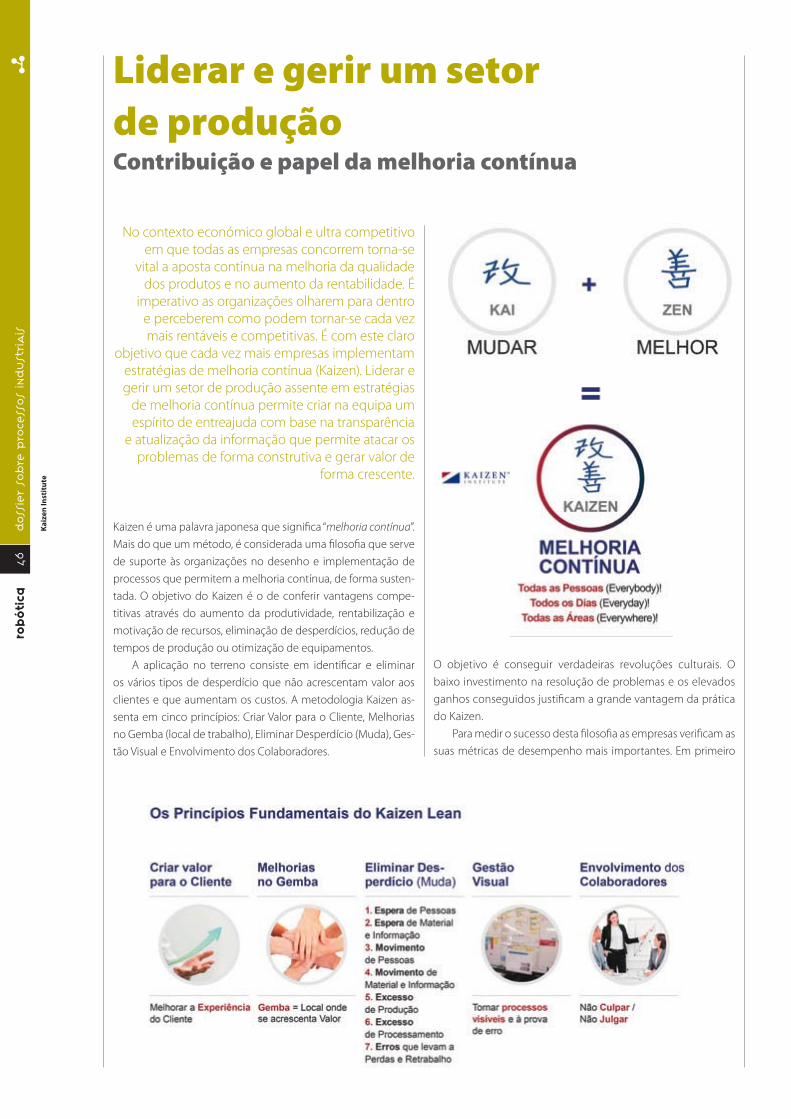
46
robótica
DOSS
IER
SOBRE
PRO
CESS
OS
INDUST
RIAIS
Liderar e gerir um setor de produçãoContribuição e papel da melhoria contínua
Ka
ize
n I
nst
itu
te
No contexto económico global e ultra competitivo
em que todas as empresas concorrem torna-se
vital a aposta contínua na melhoria da qualidade
dos produtos e no aumento da rentabilidade. É
imperativo as organizações olharem para dentro
e perceberem como podem tornar-se cada vez
mais rentáveis e competitivas. É com este claro
objetivo que cada vez mais empresas implementam
estratégias de melhoria contínua (Kaizen). Liderar e
gerir um setor de produção assente em estratégias
de melhoria contínua permite criar na equipa um
espírito de entreajuda com base na transparência
e atualização da informação que permite atacar os
problemas de forma construtiva e gerar valor de
forma crescente.
Kaizen é uma palavra japonesa que significa “melhoria contínua”.
Mais do que um método, é considerada uma filosofia que serve
de suporte às organizações no desenho e implementação de
processos que permitem a melhoria contínua, de forma susten-
tada. O objetivo do Kaizen é o de conferir vantagens compe-
titivas através do aumento da produtividade, rentabilização e
motivação de recursos, eliminação de desperdícios, redução de
tempos de produção ou otimização de equipamentos.
A aplicação no terreno consiste em identificar e eliminar
os vários tipos de desperdício que não acrescentam valor aos
clientes e que aumentam os custos. A metodologia Kaizen as-
senta em cinco princípios: Criar Valor para o Cliente, Melhorias
no Gemba (local de trabalho), Eliminar Desperdício (Muda), Ges-
tão Visual e Envolvimento dos Colaboradores.
O objetivo é conseguir verdadeiras revoluções culturais. O
baixo investimento na resolução de problemas e os elevados
ganhos conseguidos justificam a grande vantagem da prática
do Kaizen.
Para medir o sucesso desta filosofia as empresas verificam as
suas métricas de desempenho mais importantes. Em primeiro
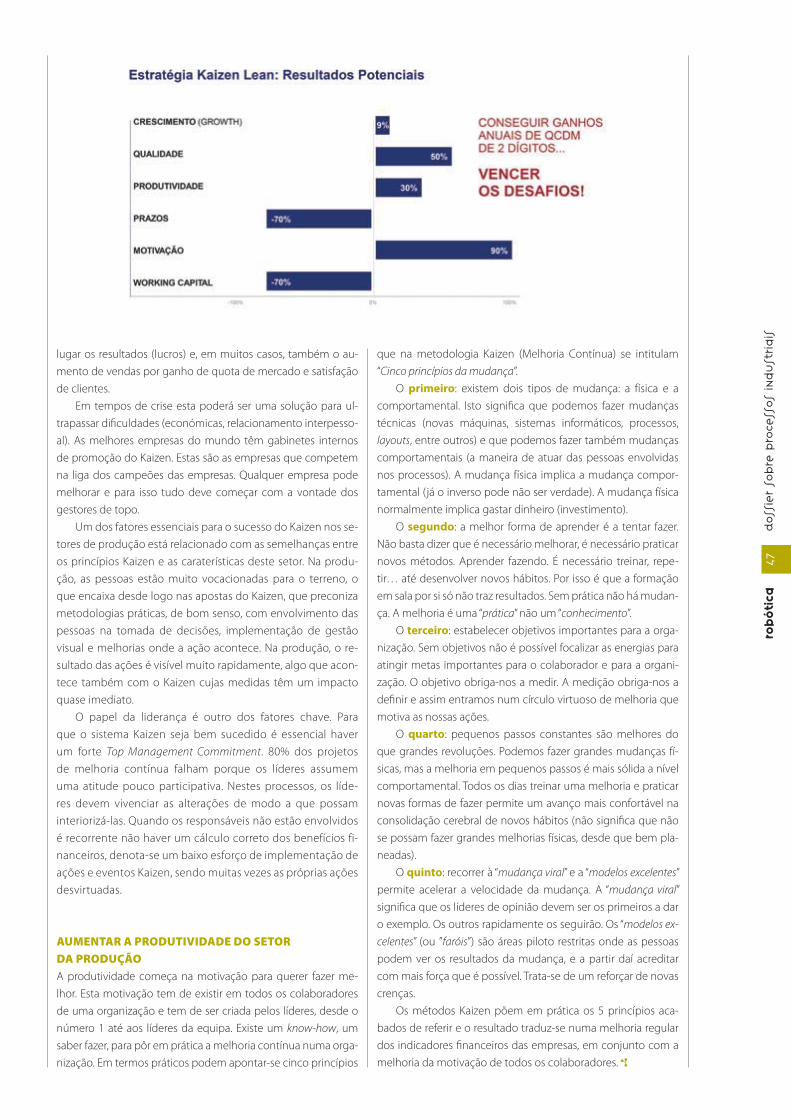
Doss
ier so
bre
pro
cess
os
indust
riais
47
robótica
lugar os resultados (lucros) e, em muitos casos, também o au-
mento de vendas por ganho de quota de mercado e satisfação
de clientes.
Em tempos de crise esta poderá ser uma solução para ul-
trapassar dificuldades (económicas, relacionamento interpesso-
al). As melhores empresas do mundo têm gabinetes internos
de promoção do Kaizen. Estas são as empresas que competem
na liga dos campeões das empresas. Qualquer empresa pode
melhorar e para isso tudo deve começar com a vontade dos
gestores de topo.
Um dos fatores essenciais para o sucesso do Kaizen nos se-
tores de produção está relacionado com as semelhanças entre
os princípios Kaizen e as caraterísticas deste setor. Na produ-
ção, as pessoas estão muito vocacionadas para o terreno, o
que encaixa desde logo nas apostas do Kaizen, que preconiza
metodologias práticas, de bom senso, com envolvimento das
pessoas na tomada de decisões, implementação de gestão
visual e melhorias onde a ação acontece. Na produção, o re-
sultado das ações é visível muito rapidamente, algo que acon-
tece também com o Kaizen cujas medidas têm um impacto
quase imediato.
O papel da liderança é outro dos fatores chave. Para
que o sistema Kaizen seja bem sucedido é essencial haver
um forte Top Management Commitment. 80% dos projetos
de melhoria contínua falham porque os líderes assumem
uma atitude pouco participativa. Nestes processos, os líde-
res devem vivenciar as alterações de modo a que possam
interiorizá-las. Quando os responsáveis não estão envolvidos
é recorrente não haver um cálculo correto dos benefícios fi-
nanceiros, denota-se um baixo esforço de implementação de
ações e eventos Kaizen, sendo muitas vezes as próprias ações
desvirtuadas.
AUMENTAR A PRODUTIVIDADE DO SETOR DA PRODUÇÃOA produtividade começa na motivação para querer fazer me-
lhor. Esta motivação tem de existir em todos os colaboradores
de uma organização e tem de ser criada pelos líderes, desde o
número 1 até aos líderes da equipa. Existe um know-how, um
saber fazer, para pôr em prática a melhoria contínua numa orga-
nização. Em termos práticos podem apontar-se cinco princípios
que na metodologia Kaizen (Melhoria Contínua) se intitulam
“Cinco princípios da mudança”.
O primeiro: existem dois tipos de mudança: a física e a
comportamental. Isto significa que podemos fazer mudanças
técnicas (novas máquinas, sistemas informáticos, processos,
layouts, entre outros) e que podemos fazer também mudanças
comportamentais (a maneira de atuar das pessoas envolvidas
nos processos). A mudança física implica a mudança compor-
tamental (já o inverso pode não ser verdade). A mudança física
normalmente implica gastar dinheiro (investimento).
O segundo: a melhor forma de aprender é a tentar fazer.
Não basta dizer que é necessário melhorar, é necessário praticar
novos métodos. Aprender fazendo. É necessário treinar, repe-
tir… até desenvolver novos hábitos. Por isso é que a formação
em sala por si só não traz resultados. Sem prática não há mudan-
ça. A melhoria é uma “prática” não um “conhecimento”.
O terceiro: estabelecer objetivos importantes para a orga-
nização. Sem objetivos não é possível focalizar as energias para
atingir metas importantes para o colaborador e para a organi-
zação. O objetivo obriga-nos a medir. A medição obriga-nos a
definir e assim entramos num círculo virtuoso de melhoria que
motiva as nossas ações.
O quarto: pequenos passos constantes são melhores do
que grandes revoluções. Podemos fazer grandes mudanças fí-
sicas, mas a melhoria em pequenos passos é mais sólida a nível
comportamental. Todos os dias treinar uma melhoria e praticar
novas formas de fazer permite um avanço mais confortável na
consolidação cerebral de novos hábitos (não significa que não
se possam fazer grandes melhorias físicas, desde que bem pla-
neadas).
O quinto: recorrer à “mudança viral” e a “modelos excelentes”
permite acelerar a velocidade da mudança. A “mudança viral”
significa que os líderes de opinião devem ser os primeiros a dar
o exemplo. Os outros rapidamente os seguirão. Os “modelos ex-
celentes” (ou ”faróis”) são áreas piloto restritas onde as pessoas
podem ver os resultados da mudança, e a partir daí acreditar
com mais força que é possível. Trata-se de um reforçar de novas
crenças.
Os métodos Kaizen põem em prática os 5 princípios aca-
bados de referir e o resultado traduz-se numa melhoria regular
dos indicadores financeiros das empresas, em conjunto com a
melhoria da motivação de todos os colaboradores.

48
robótica
DOSS
IER
SOBRE
PRO
CESS
OS
INDUST
RIAIS
Produção sustentável – integração direta de energias renováveis em processos industriais
An
a M
ag
alh
ãe
s, V
ito
r F
err
eir
a e
Ric
ard
o B
arb
osa
Un
ida
de
de
No
va
s Te
cno
log
ias
En
erg
éti
cas
e G
est
ão
de
En
erg
ia
INE
GI
peito à racionalização do uso de energia e no recurso a fontes
renováveis de energia.
De facto, dados oficiais comprovam que, em Portugal, os se-
tores dos transportes e da indústria transformadora são respon-
sáveis pelo maior volume de consumo de energia final. O setor
empresarial, considerando indústrias e empresas de serviços, é
responsável pelo consumo de cerca de 41% do total consumi-
do, sendo que grande parte dos processos industriais necessita
de energia térmica (calor). As formas de produção de calor para
a indústria variam desde caldeiras, geradores de ar quente, for-
nos e, até mesmo, sistemas de cogeração.
Neste contexto, e para além da utilização de equipamen-
tos mais eficientes e corretamente dimensionados de acordo
com as necessidades, também o uso da energia solar pode
contribuir de forma importante na redução dos consumos
energéticos.
De acordo com alguns estudos publicados, os sistemas so-
lares térmicos industriais poderão cobrir uma fração significati-
va dos consumos energéticos (eletricidade e calor) em países
europeus. Essa meta poderá ser facilmente atingida visto um
grande número de processos industriais necessitarem de tem-
peraturas inferiores a 250º C. Em suma a integração de sistemas
solares térmicos é um exemplo de utilização de tecnologia eco-
-eficiente, podendo ser considerado uma solução de melhoria
para as empresas com preocupações relativamente à eficiência
energética das suas unidades fabris, em particular no que diz
respeito ao uso de energia térmica.
A demonstração da referida integração permite:
aumentar a eficiência energética do setor industrial poten-
ciando o uso de fontes de energias renováveis e, dessa for-
ma, reduzindo a fatura energética;
potenciar inovações tecnológicas ao nível do fornecimento
energético destinadas a reduzir custos, contribuindo para o
aumento da aceitação das tecnologias solares térmicas;
identificar linhas de desenvolvimento nas atuais tecnologias
que visem o aumento da sua eficiência;
contribuir para o estabelecimento de um padrão mundial
de fornecimento de energia limpa e sustentável;
contribuir para a conservação dos recursos energéticos de
Portugal e para a proteção do clima e do ambiente;
contribuir para o desenvolvimento de uma indústria solar
térmica portuguesa e de respetivas tecnologias de suporte
que seja exportadora e competitiva;
fortalecer a cooperação entre as empresas e instituições
científicas no domínio da investigação, desenvolvimento,
1. RESUMOO presente artigo visa apresentar os resultados de um projeto
que consistiu na demonstração da integração de um sistema
solar térmico com concentração em processo industrial, desen-
volvido e alvo de demonstração na empresa SILAMPOS.
A integração direta de tecnologias solares térmicas com
concentração com o inerente desenvolvimento de tecnologias
de suporte realizado no âmbito deste projeto (sistemas eficien-
tes de transferência e gestão de energia térmica e sistemas de
automação e controlo) que a viabilizam é inovadora, única em
Portugal e permitirá ganhos efetivos a nível da ecoeficiência dos
processos e consequente redução de custos energéticos e da
pegada carbónica inerente, além de ser passível de aplicação
numa multiplicidade de setores industriais.
2. CONTEXTUALIZAÇÃO
2.1. A integração de tecnologias solares térmicas para
alimentação direta de energia térmica a processos
industriais
A integração direta de energias renováveis em processos in-
dustriais tem como principal motivação a atual necessidade
de diminuir globalmente os consumos energéticos e os seus
impactos. Essa preocupação é ainda mais evidente no contex-
to de setores industriais onde, além de problemas relacionados
com as emissões carbónicas, a fatura energética é, muitas vezes,
demasiado pesada tornando -se inevitável agir no que diz res-
Figura 1. Integração de tecnologias de energia solar térmica com concentração
em processos produtivos.

Doss
ier so
bre
pro
cess
os
indust
riais
49
robótica
demonstração e comercialização de tecnologias de solar
térmico com concentração;
reforçar a base científica e tecnológica nacional relacionada
com as tecnologias do solar térmico, apoiando a criação de
núcleos de excelência em segmentos específicos.
2.2. A aplicação da tecnologia de Concentração Solar
Térmica (CSP)
Entre todas as tecnologias, os sistemas de Concentração Solar
Linear podem apresentar soluções para os problemas energé-
ticos existentes nos diversos setores industriais, mais concre-
tamente nos processos de nível de temperatura médio. Atual-
mente estão comercialmente disponíveis e com demonstração
à escala piloto duas tecnologias de coletores solares lineares:
os coletores cilindro -parabólicos e sistemas de reflexão linear
Fresnel.
Não obstante o potencial da energia solar térmica ser ex-
tremamente importante, a tecnologia CSP – Concentrated Solar
Power é uma tecnologia em expansão e os esforços dedicados a
melhorar e a criar novos modelos mais eficientes e económicos
são ainda muito importantes.
Atualmente os modelos comercialmente disponíveis foram,
na sua génese, desenvolvidos para aplicação em grande escala
pelo que, para baixas potências, o seu custo por kW instalado é
ainda significativamente elevado. Prevê -se, todavia, que os sis-
temas solares térmicos sofram uma grande evolução tornando-
-se mais competitivos economicamente devido à redução de
custos de produção destes sistemas e ao aumento dos preços
dos combustíveis fósseis.
O efeito de escala para o uso de sistemas solares térmicos
provocará uma diminuição das emissões de gases com efeito
de estufa, bem como da elevada dependência europeia na
importação de combustíveis fósseis. A energia solar térmica
irá, consequentemente, ajudar a manter os custos energéticos
dentro de limites aceitáveis para os consumidores e a indústria.
Além disso, novos e orientados empregos serão criados, maiori-
tariamente em pequenas e médias empresas devido à natureza
descentralizada da tecnologia.
Também os trabalhos que visam o desenvolvimento e oti-
mização das tecnologias de suporte (nomeadamente os siste-
mas de armazenamento de energia térmica e de gestão e con-
trolo) estão presentemente a ser realizados com vista a viabilizar,
técnica e economicamente, a massificação do uso destas tecno-
logias em ambiente industrial, contudo, atualmente a viabilida-
de económica apenas é garantida em casos muito específicos
de integração mais adequada.
Torna -se assim fundamental para garantir a viabilidade
técnica e económica de sistemas de integração de concentra-
ção solar para o fornecimento de calor a processos produtivos
responder aos desafios, efetuando -se desenvolvimentos nos
sistemas de automação e controlo adequados que viabilizem a
hibridização (otimizando a gestão de energia, da inércia térmica
das caldeiras a gás ou biomassa e o controlo da temperatura),
desenvolvimentos nos sistemas de armazenamento de energia
térmica e que haja uma massificação da utilização destas tecno-
logias de modo a existir uma redução de custos dos componen-
tes e da sua integração.
3. PROJETO DE DEMONSTRAÇÃO | PROJETO PRODUTECH PSI
3.1. Projeto de Demonstração de Integração direta
de energias renováveis em processos industriais
O Projeto PRODUTECH PSI foi dinamizado pelo pólo de compe-
titividade das tecnologias de produção, a PRODUTECH, e con-
templava um conjunto de atividades que visaram a investiga-
ção, conceção e desenvolvimento de novos produtos e serviços
avançados, que serão futuramente comercializados por empre-
sas da fileira das tecnologias de produção.
No âmbito do referido projeto, o INEGI coordenou a de-
monstração (unidade piloto) da utilização de tecnologias so-
lares térmicas com concentração para alimentação direta de
energia térmica a processos industriais.
A demonstração ocorreu na empresa metalomecânica SI-
LAMPOS, sediada em S. João da Madeira sendo que foi selecio-
nado um processo produtivo como alvo de estudo que consiste
num túnel de lavagem e secagem de peças acabadas e semia-
cabadas e cujas temperaturas de trabalho rondam os 50º C e os
160º C, respetivamente.
Neste contexto, o sistema demonstrador projetado, construí-
do e atualmente em operação tem as seguintes caraterísticas:
Tabela 1. Tecnologias CSP adequadas a processos produtivos.
Movimento Tipo Coletor Tipo de Absorvedor Factor Concentração (C)Gama de Temperaturas
de Trabalho (°C)
Seguimento
num eixo
Coletores lineares
FresnelTubular 10 -40 60 -250
Coletores cilindro-
-parabólicosTubular 15 -85 60 -400

Doss
ier so
bre
pro
cess
os
indust
riais
50
robótica
De referir que o projeto foi realizado por forma a garantir o
conceito otimizado de integração e contemplou a definição
da arquitetura global do sistema, do local de instalação, a
avaliação do recurso solar no local, o projeto de detalhe dos
vários subsistemas da instalação bem como da sua integra-
ção e a otimização energética do processo industrial alvo de
estudo.
3.1. Resultados e principais conclusões
Na Tabela seguinte sistematiza -se os valores de poupanças eco-
nómicas (tendo em conta diferentes cenários/diferentes com-
bustíveis que alimentam o processo) para o sistema demons-
trador apresentado.
Da conclusão da construção da unidade piloto na SILAM-
POS (com respetivas estruturas de suporte, sistemas auxiliares e
de permuta de calor e sistema de automação e controlo) e da
sua operação, bem como da intervenção no processo produtivo
com ações de melhoria de eficiência energética, foi possível tirar
as seguintes conclusões:
sistema replicável numa multiplicidade de setores industriais;
racionalização de consumos energéticos e diminuição de
emissões de gases com efeito de estufa;
aumento de competitividade das empresas por promoção
da ecoeficiência dos processos produtivos;
sistema com viabilidade económica embora dependente
de alguns fatores (perfis de consumo, localização, espaço
disponível, …);
existência de financiamentos e incentivos à integração de
energias renováveis em processos produtivos incrementam
a viabilidade económico;
baixa manutenção e custos de operação do sistema.
Tabela 2. Caraterísticas da Unidade Piloto.
Empresa Demonstradora SILAMPOS
Arquitetura do Sistema Integração direta
Processo Industrial | Caso de Estudo Túnel de desengorduramento e secagem de produto acabado e semiacabado
(gama de temperaturas 50 – 160º C)
Painéis Concentradores – Tecnologia Concentradores Solares Cilíndrico -Parabólico
Fabricante / Modelo Rackam / Icarus Heat V 11.4
Área instalada 108 m2
Área ocupada 450 m2
Potência nominal 67 kW
Eficiência dos Painéis 65 %
Tecnologias de suporte
Módulo de bombagem
Sistema de Automação e Controlo
Permutadores de Calor (carcaça e tubos e fluxos cruzados)
Figura 2. Arquitetura do sistema demonstrador na SILAMPOS.
Figura 3. Painéis concentradores solares instalados no sistema
demonstrador na SILAMPOS.
Tabela 3. Potencial de poupança função do combustível.
Potencial Produção* Combustível Substituído Potencial Poupanças*
Potência Incidente 1980 kWh/m2/ano
PROPANO
Consumo Evitado 13 478 kg/ano
Potência Útil 1287 kWh/m2/ano Poupanças Económicas 16 618,00 €/ano
Produção Anual 138 968 kWh/ano CO2 evitado 31,5 Ton CO
2/ano
* Considerando 365 dias/ano de operação do sistema
Gás Natural
Consumo Evitado 13 866 kg/ano
Poupanças Económicas 7 820 €/ano
CO2 evitado 28,1 Ton CO
2/ano
NAFTA
Consumo Evitado 15 254 kg/ano
Poupanças Económicas 8 511 €/ano
CO2 evitado 36,8 Ton CO
2/ano
Gasóleo
Consumo Evitado 14 577 kg/ano
Poupanças Económicas 16 923 €/ano
CO2 evitado 37,2 Ton CO
2/ano
Combustível
Água Quente
ou Vapor
Água Quente
Caldeira
Processo
Coletor
Solar
TH
TP
TS

PU
B

52
robótica
DOSS
IER
SOBRE
PRO
CESS
OS
INDUST
RIAIS
Instrumentação e controlo nos processos industriais
Pa
ula
Do
min
gu
es
Form
ad
ora
na
s á
rea
s d
e E
letr
ón
ica
, Te
leco
mu
nic
açõ
es,
Au
tom
açã
o e
Co
ma
nd
o
IEF
P –
Év
ora
pa
ula
do
min
gu
es4
7@
gm
ail.
com
importantes na conquista destes objetivos. Porém, no controlo
de processos industriais automatizados, a instrumentação in-
dustrial tem um papel fundamental tendo como objetivo, ga-
rantir o nível de qualidade e reduzir o desperdício.
A indústria exige sistemas de controlo cada vez mais otimi-
zados. Os processos industriais poderão ser os mais diversos e,
para garantir a qualidade, reduzir desperdícios e cumprir prazos,
é fundamental poder controlar ou manter constantes algumas
variáveis como a temperatura, o PH, a velocidade, a humidade,
a pressão, a vazão, a condutividade, entre outros. As variáveis a
controlar poderão ser grandezas físicas, químicas ou elétricas e
a sua variação interfere sempre no processo.
Num sistema de controlo, através de instrumentos de me-
dição, é possível controlar uma variável, mantendo-a num valor
pré-determinado, comparando o valor da variável medida ou a
condição do controlador, com o valor de referência – setpoint
– e corrigindo valores em função do desvio existente – offset –
sem que seja necessária a intervenção humana. Ao conjunto de
equipamentos utilizados no controlo de um processo dá-se o
nome de malha de controlo.
MALHA DE CONTROLO
ABERTA
SEM REALIMENTAÇÃO
FECHADA
COM REALIMENTAÇÃO
Figura 3. Malha de Controlo.
Um controlo de malha aberta não utiliza a informação sobre a
variável controlada no ajuste das variáveis de entrada. Este é um
sistema de controlo sem realimentação em que não há nenhu-
ma influência na variável de processo.
Num controlo de malha fechada existe um sistema de rea-
limentação em que a variável controlada é mantida dentro dos
limites estabelecidos, ou seja, o sistema de controlo em malha
fechada permite regular a variável controlada, realizando ajustes
na variável manipulada.
Podemos ter um controlo em malha fechada manual quan-
do é realizado manualmente por um operador, ou automático
quando é realizado através de instrumentação.
A instrumentação permite-nos, actualmente,
monitorizar o comportamento de variáveis de
controlo em processos industriais, permitindo-nos
acompanhar e optimizar os mesmos.
Figura 1. Linha de tratamento de Metais, Oficina de Processos Especiais,
IEFP, Évora.
Com o desenvolvimento da indústria moderna, as empresas
são, necessariamente, cada vez mais competitivas. Para garanti-
rem o seu lugar no mercado torna-se fundamental que os seus
processos de produção sejam continuamente optimizados e
é determinante saber utilizar todas as ferramentas disponíveis.
Produzir com qualidade, reduzindo desperdícios, cumprindo
prazos e a um custo mínimo são exigências do mercado atual.
A aplicação de metodologia Lean utilizando ferramentas como
5S, VSMs, POKA-YOKE, TPM, SMED, KAIZEN e KANBAN são muito
Figura 2. Controlo de variáveis no processo.

Doss
ier so
bre
pro
cess
os
indust
riais
53
robótica
A instrumentação consiste, assim, na utilização de um con-
junto de instrumentos específicos, capazes de medir, controlar,
registar e indicar valores que tomam as variáveis num determi-
nado processo. A instrumentação transforma grandezas físicas
em informações, geralmente em sinais elétricos, que possam
ser utilizados no controlo de um processo.
Podemos classificar os instrumentos utilizados relativamen-
te à sua função no processo. Assim podemos ter:
controladores;
transdutores;
instrumentos de medição indicadores;
instrumentos de medição registadores;
transmissores;
elementos finais de controlo.
Figura 4. Instrumentos utilizados num processo.
Para que uma malha de controlo responda da forma mais corre-
ta torna-se fundamental conhecer bem o processo que se dese-
ja controlar. Devem ser analisados aspetos como:
identificação dos tempos mortos no processo;
pontos de instabilidade no controlo do processo;
análise do ganho da malha de controlo aplicada.
Cada processo exige uma alteração nos parâmetros do con-
trolador, ou seja, valores diferentes de sintonia. Para garan-
tir eficiência é fundamental ter um sistema de controlo bem
sintonizado. Desta forma, é importante estudar as alterações
necessárias nas ações de controlo e conhecer os efeitos na va-
riável de processo.
A instrumentação utilizada num processo industrial pode
ser muito vasta e para garantir um sistema de controlo eficiente
existem alguns pontos que devemos ter presentes, nomeada-
mente:
todos os instrumentos de medição devem estar calibrados
e aferidos, com a frequência de calibração definida pelo fa-
bricante;
todos os instrumentos de campo devem estar dentro da
faixa de trabalho (range) para os valores a medir;
sempre que existam válvulas de controlo, estas não devem
ser comutadas com movimentos muito fortes, que possam
conduzir a desgastes mecânicos excessivos. É importante
garantir a sua manutenção preventiva e estar atento à pe-
riodicidade da manutenção corretiva.
Figura 5. Válvulas de controlo.
sempre que sejam aplicados motores elétricos no sistema
e sempre que estes sejam alimentados através de inver-
sores, deve garantir-se que os parâmetros definidos dos
inversores são os adequados. Deve ser feita manutenção
preventiva aos respetivos motores e inversores. É igual-
mente importante manter alguma atenção relativamente
à periodicidade da manutenção corretiva dos motores e
inversores.
Figura 6. Manutenção preventiva.
A sintonia nas malhas de controlo deve ser verificada com re-
gularidade. Indícios de um desajuste nesta sintonia são, por
exemplo, o aumento de desperdício no processo produtivo. É
importante frisar que um desajuste de sintonia traduz-se não só
por um aumento de desperdício mas também num consumo
acrescido de energia e de matéria-prima, podendo aumentar
bastante os custos do processo.
Em suma, podemos concluir que a instrumentação é, atu-
almente, a ferramenta mais importante para fazer face à com-
petitividade de mercado. No entanto, se não for corretamente
aplicada, a sua utilização poderá representar um problema na
indústria.

54
robótica
DOSS
IER
SOBRE
PRO
CESS
OS
INDUST
RIAIS
PCs industriais: sistemas para a Indústria 4.0
Ma
rio
Klu
g
Sen
ior
Ma
rket
ing
Ma
na
ger
Em
bed
ded
Bo
ard
s &
Sys
tem
s
RU
TR
ON
IK E
lek
tro
nis
ch
e B
au
ele
me
nte
Gm
bH
PANEL PCS PARA APLICAÇÕES HMI/MMIOs Panel PCs já vêm com um mostrador
integrado como front-end. Os TFTs estão
disponíveis em diagonais de 3,5” a 19”,
também já combinados com as mais
variadas tecnologias táteis. Com peque-
nas adaptações constituem uma solução
económica para muitos tipos de design.
Fabricantes como a Advantech cria-
ram uma boa reputação para esse tipo
de sistemas e também implementam
soluções específicas para os clientes.
Com base em soluções individuais, estes
fornecedores concretizam conceitos que
vão desde o Box PC para o comando da
instalação até ao Servidor Cloud indus-
trial para o processamento de dados.
Dado que todos os componentes estão
disponíveis a longo prazo, a sua aplica-
ção é possível ao longo de vários anos
sem alterações no sistema.
SISTEMAS DE 19” OFERECEM ESPAÇO PARA MUITAS PLACAS DE EXPANSÃO Nos sistemas de 19” com backplanes e
nos computadores de placa única em slot
adequado, a própria placa-mãe tem a for-
ma de uma placa de encaixe. Além disso,
os utilizadores podem instalar mais placas
de expansão adicionais do que no caso
do padrão ATX. Os sistemas de 19” estão
disponíveis como barebones (ou seja, sem
CPU, memória, armazenamento e sistema
operativo) ou como sistemas completos
com placas-mãe padrão ou backplanes
com placas de processador PICMG, siste-
ma operativo ou imagem específica do
cliente. Em geral, todos os componentes
aqui usados provêm do portefólio do res-
petivo fabricante do sistema, que os tes-
tam em inúmeros testes, tanto individual-
mente como associados a sistemas. Desta
forma, o fabricante da instalação poupa
nos dispendiosos testes de compatibilida-
de ao nível dos componentes, podendo
focar-se nas placas de encaixe e no respe-
tivo funcionamento com a plataforma e o
seu software.
Os controladores centrais da automatização progressiva estão ao nível
tecnológico dos PCs industriais ou incorporados. Como alternativa aos
desenvolvimentos próprios foram entretanto disponibilizados os vários
sistemas completos. A questão “Criar ou comprar?” coloca-se não só ao
nível executivo como também ao nível dos sistemas.
Para um sistema completo de um fabri-
cante estabelecido de sistemas incorpo-
rados, o que importa em primeiro lugar
é o tempo de colocação no mercado
(Time -to -Market) claramente mais breve e
custos de desenvolvimento significativa-
mente mais reduzidos. Torna-se evidente
um outro aspeto positivo quando os PCs
na instalação são produtivos. Se ocorrer
aqui uma falha do sistema ou uma avaria,
muitas vezes os PCs de comando pro-
prietários têm de ser sujeitos a uma dis-
pendiosa análise ao nível dos componen-
tes no local, implicando eventualmente a
substituição de componentes individuais
e, com frequência, não é possível subs-
tituir de imediato o sistema completo.
Daqui resultam, frequentemente, custos
enormes sobretudo em termos de falhas
de produção. Por outro lado, um PC in-
dustrial está geralmente ligado ao siste-
ma completo de forma mecanicamente
simples, podendo ser facilmente substi-
tuído por um modelo de reposição. Con-
sequentemente é possível analisar qual
o componente individual que originou a
falha sem afetar a operação da instalação.
Assim reduzem-se significativamente os
custos de assistência e manutenção.
BOX PCS COMPACTOSPara os sistemas de comando são ade-
quados Panel PCs completos e prontos a
usar ou uma combinação de um Box PC
com um monitor Open Frame numa cai-
xa própria. Os Box PCs são sistemas com-
pactos, muitas vezes com refrigeração
sem ventoinha, que foram concebidos
até para ambientes inóspitos. Permitem
uma integração ao nível dos sistemas
sem necessidade de um investimento
em desenvolvimento digno de nota.
Diversos sistemas com designs testados
cumprem os requisitos de muitas aplica-
ções industriais diversificadas.
Estão disponíveis Box PCs como so-
lução baseada em ARM, com CPUs Intel
ATOM, até soluções de alto desempenho
com CPU Intel Core i7. As soluções de
refrigeração são sempre dimensionadas
e harmonizadas em função dos compo-
nentes e do campo de aplicação previs-
to, para que o funcionamento seguro dos
PCs esteja assegurado, mesmo nos am-
bientes mais inóspitos.
Para aplicações “out of the box” exis-
tem os PCs compactos com sistema ope-
rativo pré-instalado de origem e mesmo
como imagens específicas do cliente,
incluindo do software de aplicação. Isto
reduz ao mínimo os custos de manuten-
ção na produção da instalação e permite
o intercâmbio dos sistemas em qualquer
local de operação no mundo.
As aplicações HMI podem igualmen-
te ser construídas com Box PCs. Ao con-
trário de uma placa com interface LVDS,
o PC não tem de estar posicionado junto
ao mostrador, o que proporciona uma
maior flexibilidade sobretudo para insta-
lações de maior dimensão.

PUB
SISTEMAS ESPECÍFICOS DE APLICAÇÃO Para os transportes públicos de curtas distân-
cias e gerais existem Box PCs no mercado que
fazem face às oscilações das tensões de entra-
da nas redes de bordo de autocarros e veículos
pesados. Esta tecnologia “Ignition Control” asse-
gura que os sistemas possam ser operados na
íntegra nestes cenários.
Para aplicações marítimas ou offshore estão
disponíveis Panel PCs com especificações IP65
próprias para a aplicação em navios e iates ex-
postos ao agressivo ar do mar. Para o mercado
dos transportes existem soluções compatíveis
com a Norma EN 50155, assim como dispositi-
vos portáteis, tablets e computadores terminais.
As soluções completas para a área da medi-
cina, por exemplo para monitores de pacientes
ou sistemas de comunicação para camas hos-
pitalares, já vêm com todas as certificações ne-
cessárias incluídas. Estão igualmente disponíveis
soluções prontas a usar especificamente desen-
volvidas para o mercado POS/POI, que também
podem ser equipadas com leitores de cartões.
APLICAÇÃO EM TODO O MUNDOEis mais uma mais-valia dos sistemas com-
pletos: dispõem frequentemente de todas as
certificações necessárias a nível internacional,
como CE, UL ou outras. O fabricante da insta-
lação consegue assim poupar nos custos das
certificações para os seus vários mercados-al-
vo. Desta forma, é também simplificada a apli-
cação dos PCs incorporados em instalações,
PC INDUSTRIAL VERSUS PC PARA CONSUMIDORES
Ao contrário dos sistemas para consumidores/SoHo (Small Office/Home Office), os PCs indus-
triais e incorporados destacam-se pela sua usabilidade numa gama de temperaturas alargada
desde -40° C até +85° C e por uma robustez superior. Dispõem de mais interfaces, entre as quais
até aquelas que já não estão disponíveis há muito no segmento do cliente final, como interfaces
de série RS232/RS422/RS485, interfaces paralelas, PS/2 e barramentos mais antigos como ISA e
PCI. Para além disso, os PCs industriais/incorporados e os seus componentes estão disponíveis
por mais tempo, sendo que a maioria dos fabricantes garante uma disponibilidade superior a 5
anos com uma “lista de materiais fixa” e um processo EOL/PCN fiável.
assim como o seu envio para substituição em
caso de erro. Para que os PCs para clientes não
sejam identificados como solução produzida
por terceiros, na maioria dos fabricantes con-
tratados é-lhes aplicado um acabamento com
coloração, logótipo do cliente, rótulos e emba-
lagem de acordo com o design corporativo do
fabricante da instalação.
Independentemente de os fabricantes op-
tarem por um sistema completo desse tipo ou
por uma solução própria, na RUTRONIK conse-
guem não só todos os componentes necessá-
rios como também sistemas completos que
dispensam as etapas de desenvolvimento e
montagem. Os especialistas em placas e PCs
acompanham todas as variantes com análise
e consultoria abrangentes para os projetos.

56
robótica
info
rmaçã
o t
écn
ico-c
om
erc
ial
Indústria 4.0: “a indústria dos componentes de manipulação é um ponto-chave na construção de uma fábrica inteligente”
dividual do processo mediante sensores
é efetuada e é enviada uma informação
ao sistema de manipulação ou até à uni-
dade de controlo da instalação e ao ERP.
As unidades de montagem e os compo-
nentes de manipulação da SCHUNK, e in-
clusivamente a unidade de controlo do
sistema, estão ligados entre si mediante
o bus de campo ou a Ethernet, e constro-
em um sistema ciberfísico. Os módulos
de fixação inteligentes da SCHUNK, os
braços ligeiros, as unidades Pick&Place e
um eixo de motor linear permitem um
controlo descentralizado ao nível dos
componentes, o que supõe um proces-
so dinâmico e flexível. “A inteligência dos
componentes de manipulação é um ponto
chave no caminho até construir uma fábri-
ca inteligente”, ditou Markus Klaiber, TCO
da SCHUNK.
COMUNICAÇÃO INTEGRADA E CONTROLO DE PROCESSOSA condição prévia para este caso já exis-
te: os módulos de fixação mecatrónicos
da SCHUNK e os sensores de força e tor-
que da SCHUNK, que se podem ajustar
segundo a força e a posição, permitem
um acompanhamento preciso do esta-
do. Os sensores FT da SCHUNK detetam
até os desvios mais leves mesmo antes
de ocorrer uma falha ou uma avaria, e
criam as melhores condições prévias
para uma intervenção previsível e eficaz
dentro da área da manutenção preditiva.
Permitem obter conhecimentos descen-
tralizados dentro da tarefa individual, e
são adequados para controlar os parâ-
metros do processo, uma garantia de
qualidade e de documentação de cada
etapa.
Juntamente com vários parceiros, a
SCHUNK torna real o sonho da fábrica
inteligente exibindo uma célula de mon-
tagem automatizada. As caraterísticas
mais evidentes passam pelo seguimento
do processo e o estado, tal como a co-
municação, feitos diretamente de com-
ponente a componente. Os módulos
inteligentes SCHUNK permitem um fluxo
constante de informação, desde o aperto
até ao sistema ERP.
A célula de montagem da Indústria
4.0, concebida pela SCHUNK, o espe-
cialista no software ORBIS, a construção
das instalações Erhardt + Abt, o equipa-
mento de engenharia plusdrei e a SIM
Automation, mostra de forma admirá-
vel como as unidades de Pick&Place, os
robots cartesianos de 3 eixos, os braços
ligeiros e as plataformas móveis coo-
peram de forma autónoma durante a
montagem, o controlo, a embalagem e
o transporte, e permitem por isso uma
produção inteligente. Com cada novo
componente e cada ordem de priorida-
de mostra a célula criada desde o zero
até à coreografia correspondente. A mo-
nitorização detalhada de cada etapa in-
Pode implementar-se a produção de uma automatização flexível
segundo os requisitos da Indústria 4.0? Sim, sublinha a SCHUNK, uma
referência na tecnologia de fixação e sistemas de aperto, tal como
ficou demonstrado na MetalMadrid 2015.
SC
HU
NK
In
tec,
S.L
.U.
Tel.:
+3
4 9
37
55
6 0
20
· Fa
x: +
34
93
7 9
08
69
2
info
@e
s.sc
hu
nk.
com
· w
ww
.es.
sch
un
k.co
m
Figura 1. Indústria 4.0: SCHUNK exibe uma célula de montagem automatizada na Metal Madrid 2015, e explica
como se pode implementar com sucesso uma fábrica inteligente mediante os componentes SCHUNK.

PUB
Os sistemas de troca automática, os
indexadores e os módulos de fixação da
SCHUNK apresentam uma comunicação
sem barreiras entre os componentes e o
sistema. Os versáteis módulos de fixação da
SCHUNK, os sistemas de troca eficientes, e
os eixos de motor lineares, muito dinâmicos
e programáveis, permitem ainda uma con-
ceção flexível do processo com uma produ-
tividade máxima.
MECATRÓNICA OU PNEUMÁTICANão é necessário aplicar uma solução meca-
trónica de gama alta para cada caso na Indús-
tria 4.0. Três das seis estações totais da célula
de montagem da SCHUNK foram equipadas,
de forma convencional, com os elementos
pneumáticos, e mediante os sensores da
SCHUNK estão preparados para uma produ-
ção inteligente. “Não importa se são elemen-
tos pneumáticos ou mecatrónicos, de fixação,
aderência, rotação, Pick&Place ou movimentos
de translação: a SCHUNK oferece o componente
adequado para a fábrica inteligente”, ditou Ma-
rkus Klaiber.
Os utilizadores podem escolher livremen-
te o grau de conhecimento e a flexibilidade
de cada etapa individual do processo, entre a
gama de produtos standard da SCHUNK. Klai-
ber explica que “segundo a aplicação, pode ser
suficiente equipar um módulo de fixação pneu-
mática da SCHUNK com um sensor adequado
para a Indústria 4.0. A solução mecatrónica da
SCHUNK com a sua grande flexibilidade pode
ser a melhor opção.” Nenhum outro fabrican-
te cobre uma gama tão ampla de acionado-
res adequados para a Indústria 4.0 como a
SCHUNK.
Figura 2. Os módulos inteligentes e ligados à rede da SCHUNK constituem a base para uma automatização flexível
da produção. O utilizador pode escolher entre as variantes pneumáticas e mecatrónicas.

58
robótica
info
rmaçã
o t
écn
ico-c
om
erc
ial
u-remote da Weidmüller
saída é de, no máximo, 10 A para cada).
Assim sendo, os módulos E/S permitem
a distribuição específica da estrutura ló-
gica de sensores e atuadores, algo que é
simplificado no módulo de alimentação.
Para os utilizadores, isto significa uma
maior liberdade e flexibilidade no plane-
amento de atividades, com uma menor
necessidade de cálculos.
Para além da personalização de sis-
tema individual, o u-remote também
garante uma implementação simples e
um rápido funcionamento do sistema.
Um servidor web integrado em cada aco-
plador de barramento de campo permite
efetuar diagnósticos e testes de funcio-
nalidade do sistema antes da ligação de
uma unidade de controlo. O servidor web
também facilita as operações de imple-
mentação faseada e acelera os trabalhos
de manutenção. Quer seja no âmbito de
diagnósticos remotos ou da simulação
de forças de entrada e saída a nível local,
o u-remote não necessita de software es-
pecial, bastando um browser de Internet
normal.
O design do servidor web renovado
é realmente impressionante, com uma
grande facilidade de utilização, estrutura
simples e navegação simplificada graças
à funcionalidade de gestos de percorrer.
Para além disso, a nova interface está oti-
mizada para dispositivos móveis táteis.
Uma das outras vantagens é o facto de
o servidor web integrado suportar rápi-
das configurações em série, permitindo
que a configuração do u-remote seja
guardada como um ficheiro e transferida
para outras estações através de carrega-
mento. Os utilizadores podem aceder
ao servidor web do u-remote através de
USB, bem como utilizando a interface de
barramento de campo.
Cada acoplador de barramento de
campo DeviceNet e CANopen está pre-
parado para 64 módulos E/S e pode fun-
cionar em temperaturas desde -20° C até
+60° C. Ambos os acopladores de bar-
ramento de campo estão em confor-
midade com os requisitos e padrões
de tensão. Estes pesam 220 gramas e
possuem dimensões compactas: (A/L/P)
120 (128 mm com alavanca de liberta-
ção)×52×72 mm.
A Weidmüller alarga o seu sistema E/S
remoto, u-remote, de design modular
com acopladores de barramento de
campo para DeviceNet e CANopen. Es-
tes vêm-se juntar à ampla seleção de
acopladores de barramento de campo
para Profibus, Profinet, EtherCat, Mod-
bus IDA e Ethernet/IP. As necessidades
cada vez mais específicas dos clientes
exigem soluções de arquitetura de bar-
ramento de campo flexíveis, personali-
zadas e baseadas nas necessidades que
possibilitem uma montagem rápida e
simples.
Graças aos novos acopladores de
barramento de campo u-remote para
DeviceNet e CANopen, as aplicações em
caixas de controlo, bem como a maqui-
naria e engenharia de instalações são
agora mais flexíveis e capazes de reagir
com base nas necessidades de mercado
de forma muito específica. Visto que o
módulo E/S não se encontra dependen-
te do barramento de campo, a migração
do sistema entre barramentos de campo
é efetuada através da troca do acopla-
dor. Isso significa que, dependendo das
necessidades do cliente, o acoplador de
barramento de campo necessário é sim-
plesmente colocado em frente da esta-
ção u-remote, proporcionando soluções
para uma vasta gama de ambientes.
O sistema E/S remoto u-remote está
concebido para ser o mais pequeno
possível, permanecendo completamen-
te funcional. Apenas com o u-remote é
possível separar a alimentação de ener-
gia para entradas e saídas em dois per-
cursos de tensão de 10 A (a tensão de
entrada para os módulos de entrada e
Novos acopladores de barramento de campo DeviceNet e CANopen
possibilitam a personalização de sistema individual. Ambos juntam-se
ao portefólio de acopladores de barramento de campo para Profibus,
Profinet, EtherCat, Modbus IDA e Ethernet/IP.
We
idm
üll
er
– S
iste
ma
s d
e I
nte
rfa
ce,
S.A
.
Tel.:
+3
51
21
4 4
59
19
1 ·
Fax:
+3
51
21
4 4
55
87
1
we
idm
ulle
r@w
eid
mu
ller.p
t · w
ww
.we
idm
ulle
r.pt
Figura 2. A interface para o servidor web integrado
do acoplador permite efetuar testes remotamen-
te ou no local. O servidor web possibilita uma
implementação faseada antes da implementação
da máquina.
Figura 1. Novos acopladores de barramento de campo DeviceNet e CANopen proporcionam
a personalização de sistema individual.

PU
B

60
robótica
info
rmaçã
o t
écn
ico-c
om
erc
ial
A automação industrial está pronta para a IoT
parte da informação que reside nos ter-
minais e que pode ser útil, acaba por não
ser recolhida, ou se é recolhida, muitas
vezes não é enviada para a rede.
No entanto, o consumo de energia
e as preocupações que daí derivam
são o principal estímulo para a mu-
dança na estratégia de transmissão de
dados. Assim, o valor dos dados está a
aumentar e as redes de automação in-
dustrial estão a começar a reuní -los e a
comunicá -los a patamares mais eleva-
dos da hierarquia.
Para tal, a informação necessária
para a otimização da gestão de energia
deve ser obtida através de equipamen-
tos inteligentes, medidores de energia
e instrumentação dedicada ao processo,
normalmente integrados em redes, pro-
prietárias ou abertas, dedicadas a PACs –
Programmable Automation Controller.
Até agora, a extração destes da-
dos envolvia normalmente a seleção e
transferência manual da informação. No
entanto, um PAC com suporte integrado
de comunicação via Ethernet possibilita
a passagem direta de dados para uma
rede Ethernet eliminando, assim, um
processamento extra e consequente
sobrecarga do controlador. Desta forma
poupam -se recursos, tempo e também
se assegura a consistência da informação
obtida. Adicionalmente é possível usar
esta informação não só no que diz res-
peito à gestão de energia, mas também
para a deteção de falhas no processo.
Os controladores que integram li-
gações Ethernet baseadas nos padrões
Se tivermos em conta o desenvolvimen-
to dos sensores, atuadores e equipamen-
tos de campo necessários à ativação da
IoT e da IIoT, a automação industrial está
em vantagem.
A maioria dos setores aguarda ainda
o desenvolvimento de equipamentos de
campo conetados para permitir a ativa-
ção da IoT. A automação industrial, em
contrapartida, dispõe já de mais de mil
milhões de dispositivos conetados. Por
dispositivo conetado entenda -se cada
terminal habilitado a comunicar via Inter-
net Protocol (IP) ou diretamente controla-
do por um dispositivo de proxy habilita-
do para IP.
Numa curva de dispositivos coneta-
dos necessários para tornar a IoT efeti-
va, a automação industrial encontra -se
a um nível muito mais elevado do que
a maioria das indústrias. Prevê -se que
haja um aumento gradual de disposi-
tivos implementados sendo que a taxa
de crescimento da automação indus-
trial em termos de IoT continuará a ser
impressionante.
A automação industrial necessita de
uma evolução na recolha de dados e na
utilização desses mesmos dados. Grande
A Internet of Things está a chegar e já faz parte de algumas indústrias.
A automação industrial está à frente de outros setores em termos de
preparação para a Internet of Things (IoT) e, mais especificamente, para
a Industrial Internet of Things (IIoT).
Pe
dro
Sil
va
Ge
sto
r d
e P
rod
uto
Au
tom
açã
o &
SC
AD
A
Sc
hn
eid
er
Ele
ctr
ic P
ort
ug
al
Tel.:
+3
51
21
7 5
07
10
0 ·
Fax:
+3
51
21
7 5
07
10
1
pt -
com
un
ica
cao
@sc
hn
eid
er -
ele
ctr
ic.c
om
· w
ww
.sch
ne
ide
rele
ctr
ic.c
om
/pt
A automação industrial necessita de uma evolução na
recolha de dados e na utilização desses mesmos dados.
Grande parte da informação que reside nos terminais e que
pode ser útil acaba por não ser recolhida, ou se é recolhida,
muitas vezes não é enviada para a rede.
No entanto, o consumo de energia e as preocupações que
daí derivam são o principal estímulo para a mudança na
estratégia de transmissão de dados. Assim, o valor dos dados
está a aumentar e as redes de automação industrial estão
a começar a reuní -los e a comunicá -los a patamares mais
elevados da hierarquia.

PUB
A Schneider Electric desenvolveu o primeiro ePAC do mundo baseado em
Ethernet, assegurando a transparência e abertura das instalações através
de padrões industriais e permitindo desenhar, implementar e controlar
em instalações industriais um processo que emprega ativamente todos
os benefícios de uma rede aberta. O ePAC Modicon M580 permite, por
exemplo, a visibilidade e acesso a dados e eventos cruciais dos processos,
aumento da transparência e consistência da informação e alta capacidade
de tráfego de dados.
ODVA permitem criar arquiteturas de design
aberto, que possibilitam o desenvolvimento
de módulos dedicados de forma simples e
sempre que necessário. Desta forma é possí-
vel projetar instalações preparadas para o fu-
turo, de fácil atualização e passíveis de serem
adaptadas às crescentes necessidades dos
processos.
A nova geração de drives, controladores
e outros equipamentos pode ser ligada à In-
ternet e todos os equipamentos que sejam
posteriormente integrados no sistema são
reconhecidos instantaneamente, diminuin-
do assim o tempo de comissionamento. Um
controlador baseado em Ethernet permite
também a perfeita interligação das infraes-
truturas remotas às estações de águas, via
módulos RTU incorporado no bastidor.
Ao estar interligado à Internet of Things,
cada controlador é protegido pela mesma tec-
nologia de segurança cibernética que protege
toda a instalação. Desta forma, a arquitetura
de controlo fica com o mesmo nível de segu-
rança da restante instalação, oferecendo um
nível de proteção maior face ao de uma rede
proprietária.
A Schneider Electric desenvolveu o pri-
meiro ePAC do mundo baseado em Ethernet,
assegurando a transparência e abertura das
instalações através de padrões industriais e
permitindo desenhar, implementar e controlar
em instalações industriais um processo que
emprega ativamente todos os benefícios de
uma rede aberta. O ePAC Modicon M580 per-
mite, por exemplo, a visibilidade e acesso a da-
dos e eventos cruciais dos processos, aumento
da transparência e consistência da informação
e alta capacidade de tráfego de dados.
Construído para criar arquiteturas verda-
deiramente abertas, proporciona um resul-
tado incrível ao nível de transparência e per-
formance, sem que seja necessário configurar
manualmente cada dispositivo. O padrão
Ethernet é automaticamente aplicado a todos
os dispositivos presentes na rede, como anali-
sadores de energia, quadros de baixa tensão
e funções de gestão energética, com o intuito
de criar sistemas abertos e completos.
Como resultado, todas as informações do
processo são agregadas facilmente e coloca-
das à disposição dos operadores, ajudando -os
na gestão das instalações.
A Industrial Internet of Things vai mudar a
forma como as redes de automação industrial
são concebidas e utilizadas, tanto agora como
no futuro e vai aumentar a sua produtividade.
Com o grande número de dispositivos co-
netados implementados, a compreensão do
valor de novos dados disponíveis nos dispo-
sitivos finais e a implantação de práticas de
segurança cibernética, a automação industrial
já faz parte da Internet of Things. E, mais mu-
danças virão para a automação industrial e
para a IIoT.
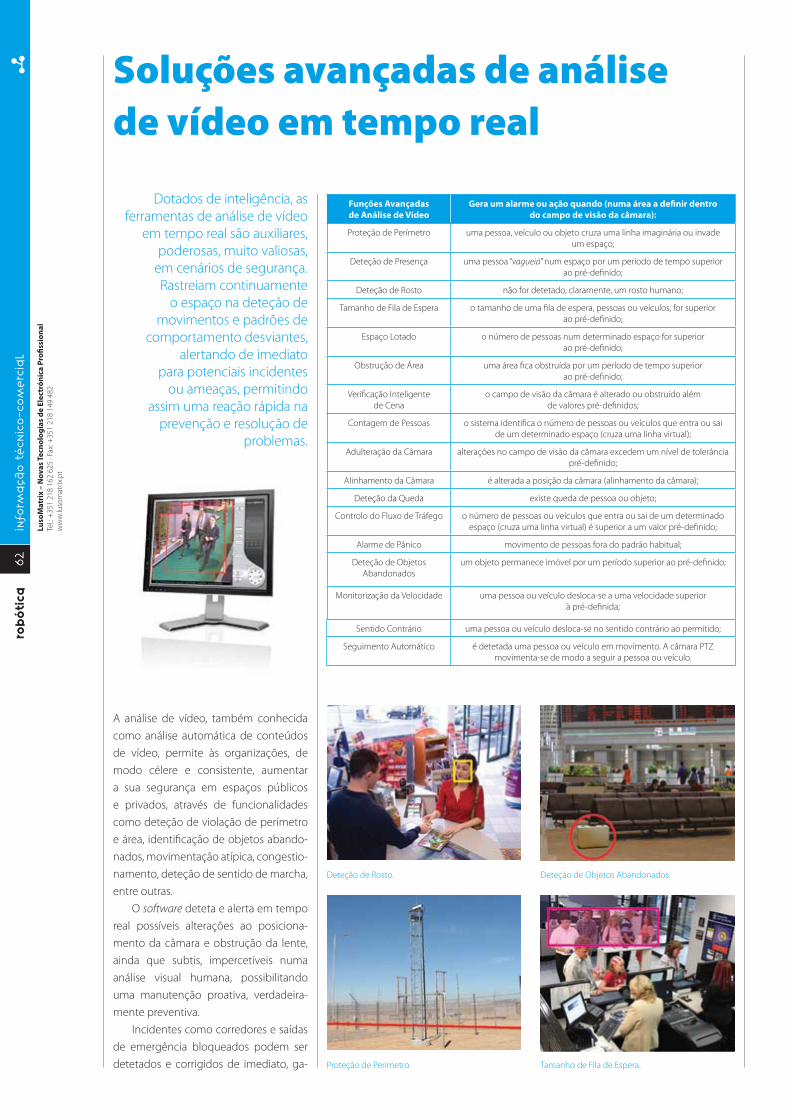
62
robótica
info
rmaçã
o t
écn
ico-c
om
erc
ial
Soluções avançadas de análise de vídeo em tempo real
Dotados de inteligência, as
ferramentas de análise de vídeo
em tempo real são auxiliares,
poderosas, muito valiosas,
em cenários de segurança.
Rastreiam continuamente
o espaço na deteção de
movimentos e padrões de
comportamento desviantes,
alertando de imediato
para potenciais incidentes
ou ameaças, permitindo
assim uma reação rápida na
prevenção e resolução de
problemas.
A análise de vídeo, também conhecida
como análise automática de conteúdos
de vídeo, permite às organizações, de
modo célere e consistente, aumentar
a sua segurança em espaços públicos
e privados, através de funcionalidades
como deteção de violação de perímetro
e área, identificação de objetos abando-
nados, movimentação atípica, congestio-
namento, deteção de sentido de marcha,
entre outras.
O software deteta e alerta em tempo
real possíveis alterações ao posiciona-
mento da câmara e obstrução da lente,
ainda que subtis, impercetíveis numa
análise visual humana, possibilitando
uma manutenção proativa, verdadeira-
mente preventiva.
Incidentes como corredores e saídas
de emergência bloqueados podem ser
detetados e corrigidos de imediato, ga-
Lu
soM
atr
ix –
No
va
s T
ec
no
log
ias
de
Ele
ctr
ón
ica
Pro
fiss
ion
al
Tel.:
+3
51
21
8 1
62
62
5 ·
Fax:
+3
51
21
8 1
49
48
2
ww
w.lu
som
atr
ix.p
t
Funções Avançadas
de Análise de Vídeo
Gera um alarme ou ação quando (numa área a definir dentro
do campo de visão da câmara):
Proteção de Perímetro uma pessoa, veículo ou objeto cruza uma linha imaginária ou invade
um espaço;
Deteção de Presença uma pessoa “vagueia” num espaço por um período de tempo superior
ao pré -definido;
Deteção de Rosto não for detetado, claramente, um rosto humano;
Tamanho de Fila de Espera o tamanho de uma fila de espera, pessoas ou veículos, for superior
ao pré -definido;
Espaço Lotado o número de pessoas num determinado espaço for superior
ao pré -definido;
Obstrução de Área uma área fica obstruída por um período de tempo superior
ao pré -definido;
Verificação Inteligente
de Cena
o campo de visão da câmara é alterado ou obstruído além
de valores pré -definidos;
Contagem de Pessoas o sistema identifica o número de pessoas ou veículos que entra ou sai
de um determinado espaço (cruza uma linha virtual);
Adulteração da Câmara alterações no campo de visão da câmara excedem um nível de tolerância
pré -definido;
Alinhamento da Câmara é alterada a posição da câmara (alinhamento da câmara);
Deteção da Queda existe queda de pessoa ou objeto;
Controlo do Fluxo de Tráfego o número de pessoas ou veículos que entra ou sai de um determinado
espaço (cruza uma linha virtual) é superior a um valor pré -definido;
Alarme de Pânico movimento de pessoas fora do padrão habitual;
Deteção de Objetos
Abandonados
um objeto permanece imóvel por um período superior ao pré -definido;
Monitorização da Velocidade uma pessoa ou veículo desloca -se a uma velocidade superior
à pré -definida;
Sentido Contrário uma pessoa ou veículo desloca -se no sentido contrário ao permitido;
Seguimento Automático é detetada uma pessoa ou veículo em movimento. A câmara PTZ
movimenta -se de modo a seguir a pessoa ou veículo.
Deteção de Rosto. Deteção de Objetos Abandonados.
Tamanho de Fila de Espera.Proteção de Perímetro.

PUB
rantindo o contínuo cumprimentos das nor-
mas de segurança regulamentadas.
A análise de vídeo avançada vai muito
além da segurança de vídeo. Em tempo real,
ou através de uma análise aos conteúdos
armazenados permite a identificação de pro-
blemas relacionados com o serviço a clientes
e desempenho ineficiente das organizações
(exemplo: tempos de espera elevados). Atra-
vés da comparação de padrões de tráfego/
movimento o sistema permite uma análise
comportamental muito importante no au-
xílio à gestão, fulcral em mercados como a
banca, retalho e transportes.
A March Networks, representada em
Portugal pela Lusomatrix, fabricante com
largo conhecimento no desenvolvimento de
Soluções Avançadas de Análise de Vídeo,
integra estas funcionalidades nas próprias
câmaras de vídeo e encoders para além dos
sistemas de armazenamento, NVR (Network Video Recorder), eliminando a necessidade de strea-
ming para o servidor VMS (Video Management System) conseguindo -se, assim, uma melhor gestão
dos recursos de rede através da diminuição de largura de banda, adicionando, essencialmen-
te, robustez ao sistema de vigilância, e consequentemente uma maior segurança, uma vez que
em situações de corte da ligação entre a câmara/encoder e o servidor VMS, a câmara mantêm,
autonomamente, todas as funcionalidades de segurança com gravação local em dispositivo de
memória SD (funcionalidade denominada Shadow Archiving). A utilização de encoders permite
que a análise de vídeo avançada seja estendida às câmaras analógicas, utilizadas nos sistemas de
vigilância tradicionais.
A inclusão de inteligência na análise de vídeo permite um aumento da segurança e ganhos
de produtividade em todos os setores de atividade.
Instituições
Financeiras
Transportes Comércio Instituições
Governamentais,
Indústria e Serviços
Tamanho de Fila de espera Controlo do Fluxo de
Tráfego
Prevenção do Roubo Proteção de Perímetro
Deteção de Rosto Aviso de Abandono
de veículos
Tamanho da Fila de Espera Controlo de Multidão
Controlo de Acessos Deteção de Objetos
Abandonados
Monitorização de
Segurança nas Lojas
Monitorização
de Vandalismo
Monitorização de Áreas
Restritas
Obstrução de Área Contagem de Pessoas Alerta para Deteção
de Sentido Contrário
Monitorização em Caixas
Multibanco
Sentido Contrário Monitorização de Acessos
Não Autorizados
Abandono de Objetos
Verificação dos Sistema
das Câmaras
Monitorização
de Vandalismo
Segurança do Parque
de Estacionamento
Monitorização de Acessos
Não Autorizados
Deteção de Adulteração
de Câmara
Segurança das
Infraestruturas
Deteção de Queda Deteção de Adulteração
de Câmara
A inclusão de inteligência na
análise de vídeo permite um
aumento da segurança e ganhos de
produtividade em todos os setores
de atividade.

64
robótica
info
rmaçã
o t
écn
ico-c
om
erc
ial
Requisitos para motores anti -deflagrantes: energia segura para compressores
cendo motores para todo o mundo. O
motor W22X 800 possui certificação Glo-
bal ATEX e IECex para o tipo de proteção
Ex d(e) IIB T4 Gb assim como para minas
(Grupo I) e poeiras (Grupo III); certifica-
ções locais como EAC, CCOE e INMETRO
estão em fase final de processo.
Os 6 motores fornecidos à LMF para
uso nos seus compressores têm certifi-
cação Ex d(e) IIB T4 Gb, significando que
possuem um invólucro totalmente à pro-
va de explosão (d) que elimina os riscos
de explosão e impede que as chamas
se espalhem. Estão também equipados
com uma caixa de terminais que cumpre
com os requisitos de segurança aumen-
tada (e) assim como possui proteção para
o grupo de gases IIB (tipo de gás: etileno)
e classe de temperatura T4 (temperatu-
ras de superfície até +135º C) – apesar
da sua elevada potência de 1500 kW. Por
último, as letras "Gb" referem -se ao nível
de proteção do equipamento: os mo-
tores podem ser usados em atmosferas
(gás) potencialmente explosivas, onde
exista um risco de ignição, quer durante
o funcionamento normal quer em caso
de falhas previsíveis ou avarias.
CONSTRUÍDO PARA AMBIENTES EXTREMOSA versão standard B3 do motor W22X 800
possui uma proteção IP55 e patas inte-
gradas. Devido à sua estrutura robusta,
estes motores podem ser usados até nas
aplicações mais exigentes, onde restrin-
gem vibrações e ruído a níveis mais bai-
xos (menos de 85 dB(A)).
Ensaios independentes realizados
atestam e certificam a sua capacidade
de resistir a picos de corrente de curto-
-circuito até 50 kA durante 1s. Além da
ótima proteção contra choques e im-
pactos externos, a espaçosa caixa de ter-
minais WTBX XL dos motores W22X 800
permite uma fácil ligação de todos os
conetores.
Os requisitos que estes motores anti-
-deflagrantes têm que cumprir são espe-
lhados em 6 unidades da série W22X de
Média Tensão, produzidos pela WEG em
Portugal, que acionam compressores da
LMF num projeto de produção de gás, no
Médio Oriente.
O risco de explosão na produção de
Petróleo & Gás é particularmente eleva-
do. Quando um determinado nível de
concentração de gás combustível na
atmosfera é atingido está em contacto
com o oxigénio e caso possa existir uma
fonte de ignição (por exemplo uma faís-
ca) pode libertar uma grande quantidade
de energia não controlada. O risco para
as pessoas e para as instalações num aci-
dente deste tipo é muito elevado. É, por
isso, crucial que os motores à prova de
explosão, como a gama W22X produzida
pela WEG, sejam construídos para que,
caso exista uma explosão no interior da
carcaça, as faíscas sejam impedidas de
passar para a área de potencial explosão,
em qualquer circunstância.
Adicionalmente a este aspeto central
da proteção básica contra explosão, os
motores anti -deflagrantes usados na In-
dústria Petróleo & Gás devem responder
a vários outros requisitos suplementares.
A eficiência energética é um aspeto tam-
bém cada vez mais importante no setor
Petróleo & Gás.
Motores que combinam proteção
contra explosão e alto rendimento per-
mitem poupanças consideráveis em apli-
cações de uso intensivo de energia.
Além disso, os mais altos padrões em
termos de fiabilidade e robustez também
são prioridade quando se trata de moto-
res, a fim de garantir a disponibilidade
máxima do sistema e evitar tempo de
inatividade dispendioso.
SEGURANÇA EM PRIMEIRO LUGAROs motores elétricos à prova de explosão
têm de cumprir com importantes nor-
mas internacionais, a fim de satisfazer os
elevados requisitos de segurança que se
aplicam aos equipamentos para uso em
atmosferas potencialmente explosivas. A
WEG desenvolveu a gama W22X de acor-
do com as normas mais exigentes, forne-
Os motores elétricos anti -deflagrantes devem cumprir elevados níveis
de segurança e proporcionar um desempenho absolutamente fiável.
Uma vez que as indústrias de processo neste segmento Petróleo & Gás,
funcionam geralmente 24 horas, 7 dias por semana, a utilização de
motores eficientes e fiáveis é um fator crucial para a redução de custos.
WE
Ge
uro
– I
nd
úst
ria
Elé
ctr
ica
, S
.A.
Tel.:
+3
51
22
9 4
77
70
0 ·
Fax:
+3
51
29
9 4
77
79
2
info
-pt@
we
g.n
et
· ww
w.w
eg
.ne
t/p
t

PUB
Apesar dos motores deste tamanho serem
tipicamente desenvolvidos à medida de cada
projeto, a WEG disponibiliza -os como produto
standard com vários módulos opcionais em
resposta à crescente procura do mercado. Po-
dem então ser facilmente customizados para
aplicações específicas, por exemplo no que se
refere a temperaturas ambiente (-55 a +60º C),
proteções (pára -raios, condensadores e trans-
formadores de corrente), diferentes tipos de
caixas de terminais (número e design), classes
de proteção (IP56, IP65, IP66) ou funcionamen-
to com conversor de frequência.
Esta mesma flexibilidade é bem evidente no
projeto LMF. Estes motores W22X 800 de cons-
trução robusta usados nos compressores, com
um peso aproximado de 20 toneladas, foram
especialmente projetados e fabricados para apli-
cação no Médio Oriente, onde a proteção IP56, a
tropicalização e a capacidade de operação em
temperaturas até +48º C, são fundamentais.
POTENCIAL DE POUPANÇAAs indústrias Petróleo & Gás têm também um
consumo particularmente intensivo de energia,
motivo pelo qual o uso de motores com ele-
vado rendimento, se reveste de fundamental
importância. Um aumento de rendimento de
apenas 1% leva a ganhos significativos, uma vez
que o consumo de energia num ano, chega a
vários Megawatts. A WEG concebeu a gama de
motores de Média Tensão W22X, tendo presen-
te a necessidade de um elevado rendimento.
Este fornecimento composto por um lote de
6 motores W22X 800 de 14 pólos, fornecidos à
LMF têm uma potência de 1500 kW e tensões
até 6 kV a 50 Hz a plena carga, conseguindo o
excelente nível de rendimento de 96%.
O elevado rendimento é conseguido ini-
cialmente graças ao seu sistema de arrefeci-
mento tubular (IC511 de acordo com a Norma
IEC 60034 -6), construído em aço inoxidável para
otimizar o fluxo de ar. Os dutos de ar axial e ra-
dial garantem o arrefecimento extremamente
eficiente do estator, rotor e de componentes
críticos, como os rolamentos. Adicionalmente
o ventilador e tampas aerodinâmicos ajudam a
garantir uma circulação de ar otimizada com o
mínimo nível de ruído. Os pontos quentes são
evitados através da distribuição uniforme da
temperatura por toda a carcaça.
A gama de motores à prova de explosão
W22X, apresenta um portefólio abrangente
até 5,6 MW e 11 kV, com carcaças desde IEC 71
a IEC 800 e permite à WEG oferecer motores
anti -deflagrantes otimizados para praticamen-
te todas as aplicações, desde gasodutos no Ár-
tico, a plataformas de perfuração nas regiões
mais quentes do deserto da Arábia.

66
robótica
info
rmaçã
o t
écn
ico-c
om
erc
ial
Rittal responde a 5 pontos para a otimização da configuração e instalação de projetos TI na indústria
800 mm de largura e 1200 mm de pro-
fundidade oferece um amplo espaço
para configurações personalizadas e per-
mite complementaridade futura.
Questione: será o rack instalado numa
sala que não tem um sistema de refrige-
ração integrado? De seguida, várias pos-
sibilidades têm de ser consideradas.
Se se trata de um único rack a ser
instalado apenas será necessária uma
unidade de climatização, montada ex-
ternamente. Adicionalmente, o rack deve
ter uma porta estanque. Se é uma sala
de segurança a ser montada, a solução
de climatização tem de ser adaptada ao
espaço ou à fileira de racks. A porta dos
racks deve ser perfurada para permitir o
fluxo contínuo do ar.
UM SISTEMA SELADO?Há uma variedade de opções para o ar-
refecimento interno de racks. Em racks
para servidores o ar deve fluir de frente
para trás, mas em racks de redes o ar deve
mover -se ao longo das zonas que têm de
ser arrefecidas.
Em ambos os casos é importante
selar as prateleiras de 19’’ para que o ar
frio não saia das áreas segmentadas. Para
tal existe uma vasta gama de acessórios
para melhorar o fluxo do ar horizontal.
As vedações eficazes e as soluções de
climatização feitas à medida das espe-
cificações TI traduzem um aumento da
eficiência energética.
QUAL A FINALIDADE DO RACK A SER UTILIZADO?O número e o tipo de componentes têm
um impacto direto sobre o tamanho do
rack. Caso seja apenas para instalar servi-
dores um rack de 600 mm de largura será
suficiente, mas no caso de instalação de
componentes de rede o rack deverá ter
800 mm de largura para acomodar os ca-
bos. Atualmente, as empresas combinam
servidores e componentes de redes den-
tro do mesmo rack TI.
À medida que as tecnologias de in-
formação assumem um papel cada vez
mais importante dentro das empresas,
mais e mais componentes são alojados
de forma a possibilitar a otimização da
infraestrutura existente. Assim, deve ser
selecionado o rack de maior largura mas
sempre orientado para a disponibilidade
de espaço. Um rack com 42 U de altura,
O planeamento dos componentes internos a instalar num
rack é muito importante, especialmente quando os racks
não estão instalados num ambiente normal de datacenters.
É importante considerar uma série de critérios no momento
de escolher um rack: a sua finalidade, o encaminhamento de
cabos para fornecimento de energia e rede, e a solução de
climatização necessária.
Rit
tal
Po
rtu
ga
l
Tel.:
+3
51
25
6 7
80
21
0 ·
Fax:
+3
51
25
6 7
80
21
9
info
@ri
tta
l.pt
· ww
w.r
itta
l.pt
À medida que as tecnologias de informação assumem um
papel cada vez mais importante dentro das empresas, mais
e mais componentes são alojados de forma a possibilitar
a otimização da infraestrutura existente. Assim, deve ser
selecionado o rack de maior largura mas sempre orientado
para a disponibilidade de espaço.

PU
B
ONDE COLOCAR OS CABOS?Um plano detalhado da gestão de cabos para o interior e
exterior deve estar pronto antes do rack de servidores ser
adquirido e configurado. Muitos componentes ativos de TI
exigem uma fonte de alimentação redundante, o que signi-
fica que existem duas unidades de distribuição de energia
(PDUs), tornando a gestão de cabos complexa. Além disso,
os cabos de energia e de dados em cobre devem estar se-
parados para evitar interferências.
Especial atenção deve ser dada para o menor raio de
curva do cabo de fibra ótica para evitar o enfraquecimento
do sinal.
Se o rack é colocado num piso elevado com chão falso, os
cabos de energia e de dados podem ser colocados por baixo.
Uma alternativa comum é fazer a gestão dos cabos abaixo do
teto, encaminhando -os através do topo do rack até ao seu
interior. Neste cenário, a placa de teto tem de ser configu-
rada corretamente. Os rasgos devem ser selados com tiras
de escovas, simplificando a gestão de cabos e aumentando
a eficiência energética. Mesmo depois dos cabos terem sido
instalados, incluindo as placas de teto, podem ser facilmente
removidos para uma regular manutenção e reajustes.
A Rittal oferece uma gama de acessórios para a gestão
eficaz de cabos, possibilitando uma correta configuração
de componentes. Ambos os sistemas de cabos, aberto ou
fechado, estão disponíveis para a cablagem horizontal ou
vertical, bem como entre zonas térmicas.
Frequentemente, a estanquicidade e a pressão de ar
definidas devem ser mantidas para evitar que o ar quente
e o frio se misturem. A Rittal assegura este ponto com o
rack TS IT. Este suporta a circulação do ar em diversas confi-
gurações em conjunto com os componentes de instalação
dos cabos correspondentes.
E A GESTÃO DE CABOS EXTERNA?Os racks TI lotados têm pouco espaço para novos compo-
nentes. Nestes casos, uma possível solução é colocar a con-
duta de cabos no lado de fora. Em muitos casos, as condu-
tas podem passar através do lado do rack, sendo os cabos
encaminhados ao longo da parte superior reentrando no
rack pelo lado oposto. Esta abordagem proporciona a pou-
pança de espaço, como também facilita a identificação dos
cabos e os trabalhos de manutenção.
Os cabos devem ser conduzidos para dentro dos racks,
onde a manutenção é uma prioridade. A identificação ou
a substituição de um único cabo torna -se mais simples, no
caso de uma falha ou necessária reconfiguração.
Os racks TI lotados têm pouco espaço
para novos componentes. Nestes
casos, uma possível solução é colocar a
conduta de cabos no lado de fora. Em
muitos casos, as condutas podem passar
através do lado do rack, sendo os cabos
encaminhados ao longo da parte superior
reentrando no rack pelo lado oposto.

68
robótica
info
rmaçã
o t
écn
ico-c
om
erc
ial
Máximo desempenho dos rolamentos para cabeçotes, graças a novos materiais e melhorias nos processos
sa lubrificante. A aplicação da gaiola de
plástico com caraterísticas melhoradas
de amortecimento proporciona aos ro-
lamentos um funcionamento mais silen-
cioso. Graças à maior velocidade -limite,
os novos rolamentos de rolos cilíndricos
X -life conferem um melhor desempenho
às construções. Isto é especialmente váli-
do em combinação com os rolamentos
axiais de alta velocidade da série BAX.
Com uma lubrificação mínima de óleo
é possível alcançar valores caraterísticos
de velocidade de cerca de um milhão de
mm/minuto.
ROLAMENTOS DE VACRODUR MÁXIMO DESEMPENHO PARA O FUTUROA utilização de materiais de qualidade
superior nos anéis permite aumentar
a capacidade de carga dos rolamentos
com uma adequação constante da velo-
cidade. Os rolamentos da Schaeffler com
anéis de Cronidur já oferecem, há muitos
anos, os valores mais elevados em ter-
mos de capacidade de carga e tempo de
Com base nestes desenvolvimentos, na EMO 2015 foram apresentadas pela primeira
vez os novos rolamentos de precisão, os rolamentos de rolos cilíndricos com gaiolas de
plástico, bem como o novo aço de alto desempenho Vacrodur. Graças às caraterísticas
dos novos rolamentos, com velocidades mais elevadas, maior precisão, vida útil mais
longa e uma maior capacidade de carga, os clientes da Schaeffler poderão continuar a
desenvolver no futuro máquinas -ferramenta líderes em todo o mundo em termos de
desempenho e segurança de funcionamento.
ROLAMENTOS DE ROLOS CILÍNDRICOS NA QUALIDADE X LIFE COM GAIOLA DE PLÁSTICOA nova geração X -life permitiu à Schae ffler voltar a aumentar até 18% a capacidade
de carga dinâmica dos seus reconhecidos rolamentos de rolos cilíndricos de precisão
das séries N10 e NN30, com diâmetros de furo de 30 mm a 120 mm. Os rolamentos
possuem uma gaiola com janelas de plástico de elevado desempenho PPA (poliftala-
mida). Os ensaios realizados com rolamentos de duas carreiras evidenciaram uma uni-
formidade da velocidade claramente superior à dos rolamentos com gaiolas de latão.
Comparativamente, os rolamentos com a nova gaiola de poliamida caraterizam -se por
uma temperatura até 12º K mais baixa.
Nos testes de velocidades -limite, a redução do aquecimento permitiu alcançar
uma velocidade 25% superior. Outra vantagem da menor temperatura de funciona-
mento da gaiola de poliamida em relação à gaiola de latão é a maior duração da mas-
A utilização de novos materiais e processos de fabrico permitiu, mais
uma vez, à Schaeffler aumentar consideravelmente o desempenho dos
rolamentos para fusos de diversas séries.
Sc
ha
effl
er
Ibe
ria
, S
.L.U
.
Tel.:
+3
51
22
5 3
20
80
0 ·
Fax:
+3
51
22
5 3
20
86
0
ma
rke
tin
g.p
t@sc
ha
effl
er.c
om
· w
ww
.sch
ae
ffle
r.pt
Figura 1. Rolamento P4 com código Data Matrix.
Figura 2. Rolo cilíndrico X -life com gaiola de plástico.

PU
Bvida útil da massa lubrificante. Comparativamente, o novo
aço de alto desempenho Vacrodur oferece uma capacidade
de carga dinâmica e estática ainda maior, aliada a um me-
lhor comportamento de desgaste.
Vacrodur é um aço de alto desempenho, fabricado por
pulverometalurgia, cuja estrutura fina e homogénea apre-
senta uma excelente combinação de dureza e resistência.
Os testes demonstraram um melhor comportamento nos
casos de ausência de lubrificação e presença de sujidade,
uma vez que o material é mais duro do que a maioria das
partículas contaminantes. A maior dureza superficial torna-
-o mais resistente à formação de estrias. Os rolamentos de
Vacrodur podem ser submetidos a cargas superiores sem
que a pista de rolamento sofra deformações plásticas. A ca-
pacidade de carga dinâmica aumenta 65% em relação ao
100Cr6 com a mesma construção interior. A Schaeffler ofe-
rece rolamentos para cabeçotes de Vacrodur como solução
especial para pontos de apoio submetidos a grandes car-
gas. Outras aplicações deste aço de alto desempenho são
rolamentos com elevada carga estática e risco de fricção
mista e sujidade.
ROLAMENTOS PARA FUSOS COM PRECISÃO P4Para os fusos de fresadoras simples com acionamento por
correia e motores elétricos rápidos, a Schaeffler oferece ago-
ra uma série de rolamentos para cabeçotes com precisão
P4. Na série de diâmetro B70, os rolamentos abertos estão
equipados com uma gaiola de plástico guiada pelo corpo
rolante e esferas de aço de grandes dimensões. Com ângu-
los de contacto de 15 e 25 graus e uma pré -carga padrão
da Classe UL apresentam uma precisão mecânica máxima
equivalente à dos conhecidos rolamentos para fusos P4S
da série B70. Os diâmetros interiores disponíveis vão dos
25 mm aos 100 mm.
Os rolamentos para fusos P4 da FAG integram um códi-
go Data Matrix. Atualmente, este código permite verificar a
autenticidade do rolamento através da aplicação Precision-
Desk, mas no futuro oferecerá mais funções como o acesso
à informação relativas à capacidade de desempenho e à
montagem.
Figura 3. BAX – rolamentos axiais de alta velocidade para cabeçotes.

70
robótica
info
rmaçã
o t
écn
ico-c
om
erc
ial
CHIARAVALLI – gama completa de redutoresO Grupo Chiaravalli é, atualmente, um dos maiores fabricantes de redutores.
A sua ligação a motores é universal
estando disponíveis em 4 tamanhos di-
ferentes para potências entre 0,12 kW e
4 kW, com relações de transmissão de 7,5
a 300, e um binário máximo entre 130 e
500 Nm. São produzidos em alumínio e
pintados em cinzento RAL 9022.
Figura 3. CHO.
CH REDUTOR DE RODA DE COROA E SEM FIMOs redutores da gama CH da CHIARA-
VALLI foram especialmente concebidos
para aplicações de elevada exigência que
requerem um produto de dimensões re-
duzidas e grande versatilidade no seu
acoplamento.
Esta gama de redutores de roda de
coroa e sem fim possibilitam diferentes
posições de montagem, sendo possível
selecionar entre uma montagem por
patas ou diversas flanges de saída, per-
mitindo que a sua aplicação seja o mais
ampla possível, tanto na ligação aos
equipamentos acionados como ao siste-
ma de acionamento (flange IEC ou veio
de entrada).
Os redutores têm a carcaça em alu-
mínio e são pintados com a cor RAL 9022
CHC REDUTORES DE ENGRENAGENS COAXIAISA CHIARAVALLI apresenta, na sua gama
CHC, redutores de engrenagens em linha
especialmente concebidos de forma a
permitirem a modularidade da aplicação.
Estes redutores possuem uma carca-
ça em alumínio e podem ser acoplados a
todo o tipo de motores IEC (incluindo an-
ti-deflagrantes ou com freio), associando
alta eficiência a reduzidos ruído e peso.
Os CHC estão disponíveis em 6 ta-
manhos distintos, com potências que
variam entre os 0,12 e os 5 kW. É possível
montá-los com pés ou flange, conforme
os requisitos do cliente.
Figura 1. CHC.
CHA REDUTORES PENDULARESJá a gama CHA apresenta-nos redutores
pendulares que, além da sua elevada
fiabilidade, se distinguem pelo facto de
serem facilmente integráveis com outros
elementos de transmissão.
São redutores bastante compactos e
de fácil aplicação, que podem inclusiva-
mente ser equipados com antirretorno,
tornando-os particularmente apetecíveis
para aplicações em planos inclinados e
associados a tapetes transportadores.
Estão disponíveis em stock com 8 ta-
manhos distintos com possibilidade de
obter sob encomenda outras relações de
transmissão.
Figura 2. CHA.
CHO REDUTOR DE ENGRENAGENSOs redutores de engrenagens da gama
CHO são ideais para aplicações que exi-
jam redutores com elevada eficiência,
especialmente para relações de trans-
missão elevadas.
São intercambiáveis com os reduto-
res normalizados de roda de coroa/sem
fim, facilitando a sua substituição direta.
Por outro lado, podem ser acopla-
dos a motores normalizados, motores de
freio e a motores adequados para aplica-
ções ATEX e têm como principais cara-
terísticas a elevada eficiência mecânica,
o reduzido ruído de funcionamento e a
possibilidade de serem utilizados a bai-
xas temperaturas sem perda significativa
de rendimento.
Conta com uma experiência de mais de 60 anos no campo da
transmissão de potência, sendo representados em Portugal pela
REIMAN. A sua gama de redutores contempla:
RE
IMA
N –
Co
mé
rcio
de
Eq
uip
am
en
tos
Ind
ust
ria
is,
Ld
a.
Tel.:
+3
51
22
9 6
18
09
0 ·
Fax:
+3
51
22
9 6
18
00
1
com
erc
ial@
reim
an
.pt
· ww
w.r
eim
an
.pt
Todos os componentes destes redutores foram
projetados e dimensionados para um elevado
desempenho, tendo sido produzidos em centros de
maquinagem CNC, permitindo obter um controlo
dimensional rigoroso sobre todos os elementos.

PU
B
epóxi para proteger o redutor da corrosão e facilitar a sua
limpeza.
A gama de relações de transmissão de cada caixa (7 a
100) pode ainda ser complementada utilizando kits de pré-
-redução CHPC, alargando a gama de redução até 300, ou
combinando duas caixas redutoras para reduções até 2800,
com 360 Nm de binário de saída.
Figura 4. CH.
CHM
A Chiaravalli tem, na sua gama CHM, redutores de elevada
qualidade e versatilidade para aplicações predominante-
mente industriais.
O formato quadrado da caixa redutora permite várias
posições de montagem sem necessidade de componentes
adicionais. Para além disso, a geometria da gama combina
uma elevada rigidez torsional com uma área favorável à
adequada dissipação do calor gerado aquando do seu fun-
cionamento.
Por outro lado, as flanges de ligação disponíveis per-
mitem a utilização destes redutores com pré-estágios ou a
montagem de duplas reduções, obtendo elevadas relações
de transmissão.
De forma a garantir um acabamento superficial de ele-
vada qualidade, estes equipamentos são pintados em RAL
9022, cor de alumínio, que os protege contra a corrosão tal
como permite a sua fácil limpeza.
Figura 5. CHM.
Todos os componentes destes redutores foram projetados e
dimensionados para um elevado desempenho, tendo sido
produzidos em centros de maquinagem CNC, permitindo
obter um controlo dimensional rigoroso sobre todos os
elementos. Desta forma assegura-se uma maior fiabilidade
para uma utilização a longo prazo.

72
robótica
info
rmaçã
o t
écn
ico-c
om
erc
ial
MIR a nova geração avançada de robots móveis
ragem súbita. O facto de poderem ser
colaborativos, permitem aos clientes
automatizar as suas tarefas de trans-
porte interno e assim libertar recursos
humanos para tarefas de maior valor na
empresa.
O seu sistema operativo está dese-
nhado de forma simples para que qual-
quer pessoa possa ter a oportunidade de
o conseguir programar, dado a infinita
possibilidade para o poder usar em qual-
quer atividade que requeira mobilidade
– estamos a falar de uma capacidade
de carga de 100 kg em cima, e 300 kg a
rebocar.
QUE OUTROS BENEFÍCIOS PODE USUFRUIR COM ESTE ROBOT MÓVEL?Para além da sua simplicidade de utiliza-
ção, o MIR estará sempre pronto a funcio-
nar – podendo mesmo usá -lo através de
smartphone, tablet ou computador – e
pode ser equipado com uma variedade
de módulos feitos para si.
Por outro lado, o MIR navega com o
seu próprio mapa, evita obstáculos e al-
tera as suas rotas rapidamente em caso
de necessidade. Ele próprio se auto carre-
ga, regressando ao dock que se encontra
instalado na parede.
Em termos de software, o MIR permite
três opções:
1 – Email: leva um objeto do ponto A ao
ponto B;
2 – Táxi: vem ter consigo;
3 – Bus: tem uma rota específica, parando
em todos os pontos da linha.
A sua boa distribuição de peso resulta
numa ótima tração a superfícies, uma vez
que está equipado com suspensão bog-
gie, um chassis modular e flexível.
Em termos de especificações, o
MIR tem uma plataforma 600×800 mm
(1/2 Euro pallet), aguenta uma carga de
100 kg, reboca 300 kg, e pode trabalhar
durante 12 a 15 horas ou 20 km a uma
velocidade máxima de 5,4 km/h.
Na MOLDPLÁS & FIP 2015 do passado
mês de outubro, a EPL fez a apresenta-
ção do MIR 100, um robot móvel, simples
e eficiente para soluções de transporte e
logística internos.
O MIR 100 permite a otimização da
produtividade reduzindo os custos e li-
bertando parte da carga que, de outra
forma, seriam os operadores a suportar.
Esta nova geração avançada de robots
móveis permite um retorno de investi-
mento bastante rápido – normalmente
num período inferior a um ano – e a sua
avançada tecnologia permite, não só que
o robot mapeie automaticamente a sua
área de trabalho, como crie mapas do
espaço com opção de importar esses
ficheiros.
O MIR possui câmaras e sensores
internos que permitem que o robot
possa ser usado de forma colaborativa
com os seres humanos pois, em termos
de segurança tem, internamente, roti-
nas de desvio de obstáculos e de pa-
A EPL apresentou na MOLDPLÁS, a maior feira industrial portuguesa
de 2015 de máquinas e equipamentos para a indústria, tecnologia
industrial, inovação, automação e robótica, que decorreu entre 28 e 31
de outubro, o Robot Industrial Móvel MIR 100.
EP
L –
Me
ca
tró
nic
a &
Ro
bó
tic
a
Tel.:
+3
51
21
0 9
97
45
6 ·
Fax:
+3
51
21
7 1
01
10
3
info
@e
pl -
si.c
om
· w
ww
.ep
l -si
.co
m
Figura 2. O MIR pode ser controlado através de smartphone, tablet ou computador.
Figura 1.

info
rmaçã
o t
écn
ico-c
om
erc
ial
73
robótica
Os robots MIR foram desenvolvidos
para uso profissional na indústria, empre-
sas de manufatura, logística e hospitais,
para transporte interno e entregas auto-
matizadas.
Estes robots são fáceis e simples de
programar porque são usados em am-
biente colaborativo, para que qualquer
pessoa o possa facilmente usar, mesmo
que não tenha muitos conhecimentos
sobre ele.
No QRCode poderá visualizar um ví-
deo do MIR a trabalhar, juntamente com
o robot colaborativo UR 3 da Universal
Robots.
Esta é a nova aposta da EPL nos robots
do futuro, na senda da Indústria 4.0. Ro-
bots móveis e colaborativos que vêm
dar solução às aplicações do nosso mer-
cado, onde as empresas estão cada vez
mais empenhadas na excelência da sua
produção, dos seus produtos e dos seus
serviços, tornando-se mais eficientes e
competitivas, valorizando os seus cola-
boradores para tarefas mais importantes.
Para mais informações, visite o web-
site, www.epl -si.com, e veja as inúmeras
soluções para o seu negócio. A equipa da
EPL está sempre pronta para o ajudar a
encontrar a solução mais eficiente para o
seu caso concreto, de forma personaliza-
da. Não existem projetos iguais e, como
tal, o seu projeto é tratado de forma indi-
vidualizada para uma solução eficiente à
sua medida.
Figura 3. O MIR tem uma plataforma 600×800 mm (1/2 Euro pallet), aguenta uma carga de 100 kg, reboca 300 kg, e pode trabalhar durante 12 a 15 horas ou 20 km a
uma velocidade máxima de 5,4 km/h.
Esta é a nova aposta da EPL
nos robots do futuro, na senda
da Indústria 4.0. Robots móveis
e colaborativos que vêm dar
solução às aplicações do nosso
mercado, onde as empresas
estão cada vez mais
empenhadas na excelência da
sua produção, dos seus produtos
e dos seus serviços, tornando-se
mais eficientes e competitivas,
valorizando os seus
colaboradores para tarefas mais
importantes.
Figura 4.

74
robótica
NOTA
TÉCN
ICA
Os 5 erros mais frequentes dos programadores de autómatos
Todos os programadores de autómatos cometem erros quando
escrevem código. Quer seja como resultado da pressão dos clientes,
falta de café ou simplesmente ser distraído na hora errada,
eis os 5 erros mais frequentes que os programadores de autómatos
cometem e como evitá-los.
NÃO SEGUIR UMA ARQUITETURA BEM DEFINIDAQuando o programa começa a ser ide-
alizado, o código de cada porção deve
seguir uma ordem bem definida de in-
tegração numa arquitetura. Ao manter
parcelas individuais, o programador verá
mais facilmente o funcionamento global
do programa. Ajudará também a fazer o
debug do programa se alguma coisa cor-
rer mal, pois cada parte do código está
encapsulada na sua própria arquitetura.
Finalmente, o programa terá melhor as-
peto e será mais fácil ler o código, pois
a quantidade de linhas que aparecerá de
uma só vez será baixa.
Infelizmente, quando o próprio pro-
gramador ou outros programadores
trabalham, posteriormente, no código,
este começa a perder a individualidade
de cada parcela. As variáveis que antes
eram locais passam a ser globais e, fre-
quentemente, as saídas dos sinais digi-
tais e/ou analógicos são escritas duas ou
Ca
rlo
s C
ou
tin
ho
Ph
oe
nix
Co
nta
ct,
S.A
.
Mesmo que o código faça sentido no
momento em que é escrito, os 5 minutos
que são gastos a explicar o motivo da uti-
lização de uma técnica específica serão
rentabilizados quando, meses mais tarde,
o mesmo programador ou outro têm de
decifrar o que se está a passar.
Frequentemente, o código original
será afetado por correções, atualizações
e novas funcionalidades. Se a documen-
tação não é atualizada com o código,
então observa-se o aumento da dificul-
dade de interpretação do programa e,
consequentemente, perda de tempo em
atualizações e, eventualmente, o perigo
de provocar danos materiais do processo
controlado pelo autómato.
CRIAR VARIÁVEIS REDUNDANTESÉ fácil criar variáveis redundantes, isto
é, variáveis cuja utilidade é a mesma. À
medida que as instruções do código são
escritas, também as variáveis são criadas
ou são utilizadas de uma tabela pre-
viamente escrita. Acontece que, num
estado de desenvolvimento avançado
dos programas, as variáveis são tantas
que mais uma variável interna, ou flag,
não tem impacto. O problema é quando
estas flags são utilizadas pela executar
parcelas do programa que não podem
correr em simultâneo. Imagine ordens
de avanço e de recuo: apenas uma des-
tas ordens pode ser executada de cada
vez; não faz sentido as duas ordens em
simultâneo.
O propósito das instruções de Texto
Estruturado (Structured Text) IF e ELSE é
precisamente para a lógica de OU EX-
CLUSIVO. Apenas uma variável é neces-
sária. Se a variável é verdadeira executa
uma parcela do código; caso seja falsa
executa outra parcela. Mas nunca as duas
parcelas são executadas em simultâneo.
NÃO REUTILIZAR CÓDIGOAlém de ser mais fácil manter e interpre-
tar o programa, a razão pela qual é muito
importante isolar e encapsular parcelas
mais vezes durante a execução do pro-
grama. O código fica desorganizado e a
arquitetura inicial deixa de ser útil para
facilitar o debug do programa e desen-
volvimentos futuros. Por estes motivos
manter a organização do código e o
encapsulamento são comportamentos
críticos para a longevidade do progra-
ma do autómato.
NÃO DOCUMENTAR O CÓDIGODocumentar o código à medida que é
escrito e, mais tarde, em que é alterado
é fundamental para manter o autómato
em operação durante grandes períodos
de tempo entre atualizações e correções.
Frases sucintas em cada parcela principal
do programa podem poupar muito tem-
po e dores de cabeça mais tarde. Pode
ajudar também o programador a escre-
ver os seus pensamentos no código, os
quais poderão ser úteis em idealizar os
próximos passos.

PU
B
de código é que código encapsulado no interior de um blo-
co de função pode ser reutilizado ao longo do programa.
Evita-se, assim, de escrever o mesmo código duas ou mais
vezes no mesmo programa. O programador pode escrever
uma parcela de código de utilização genérica que poderá
ser utilizada em várias secções do programa. Quaisquer alte-
rações sob essa parcela serão replicadas automaticamente
em todo o programa.
A combinação dessa parcela de código de utilização
genérica pode dar origem a bibliotecas de blocos de fun-
ção. Muitos fornecedores, incluindo a Phoenix Contact,
oferecem bibliotecas de funções para várias aplicações
como comunicações industriais ou controlo de movi-
mentos. Estas bibliotecas reduzem fortemente o tempo
de desenvolvimento de código, simplificando a vida ao
programador devido à complexidade da função estar en-
capsulada.
NÃO CONTROLAR AS VÁRIAS VERSÕES DO MESMO PROGRAMAManter o código organizado é outra prática fundamental
que se perde ao terminar um programa durante a fase de
colocação em serviço do autómato. A forma de controlo da
versão do programa pode ser tão simples quanto atribuir
um sufixo ao nome do programa aquando da programação
de um novo autómato.
A utilização de formas de controlo da versão do progra-
ma, ou dos backups, previne situações em que uma atuali-
zação simples do código não seja sinalizada pelo nome do
programa, fazendo com que a eficácia do backup do progra-
ma se perda em parte.
Os programadores esquecem, frequentemente, de re-
gistar as alterações do programa do autómato quando não
usam uma estratégica de controlo da versão. Documenta-
ção, um esquema eficaz de atribuição de nomes e, eventu-
almente, uma função no próprio código para detetar a ver-
são do programa prevenirão situações em que os pequenos
detalhes do programa se percam.
CONCLUSÃOA experiência de programação é essencial para aferir e va-
lorizar os impactos dos erros aqui mencionados. Aprender
com os próprios erros é importante, assim como aprender
com os erros dos outros, aqueles que já se iniciaram na
aventura da programação de sistemas de automação há
mais tempo.
A experiência de programação é essencial
para aferir e valorizar os impactos
dos erros aqui mencionados. Aprender
com os próprios erros é importante, assim
como aprender com os erros dos outros,
aqueles que já se iniciaram na aventura
da programação de sistemas
de automação há mais tempo.

76
robótica
case
stu
dy
RS
Co
mp
on
en
ts
Tel.:
+3
51
80
0 1
02
03
7 ·
Fax:
+3
51
80
0 1
02
03
8
ma
rke
tin
g.s
pa
in@
rs -c
om
po
ne
nts
.co
m ·
pt.
rs -o
nlin
e.c
om
A indústria em movimento
cidade, tipo de carga e também a inércia
para definirem a metodologia mais ade-
quada para a respetiva aplicação. Devem
igualmente considerar os protocolos de
controlo mais abrangentes disponíveis,
visto existir uma série de redes a partir
das quais as soluções de movimentos
podem ser acionadas. Estas incluem si-
nais analógicos básicos, através de pro-
tocolos de movimentos dedicados como
SERCOS e SERCOS III até barramentos
de campo de níveis mais elevados, mas
com capacidade para movimentos como
EtherNet/IP e EtherCAT.
Ao nos afastarmos do acionamento
elétrico direto encontramos uma das for-
mas essenciais de controlo de movimen-
to e acionamento, que ainda se encontra
amplamente em utilização: os sistemas
hidráulicos e pneumáticos. Ambos são
capazes de criar movimentos lineares
e de rotação, com os sistemas hidráu-
licos a serem utilizados em aplicações
pesadas e os sistemas pneumáticos em
utilizações leves. A lógica assim como
o controlo das tecnologias hidráulica e
neumática tem mudado desde o início,
isto porque as soluções de controlo evo-
luíram consoante a inovação da tecno-
logia moderna. Atualmente, é frequente
encontrar válvulas individuais localizadas
no ponto de funcionamento, controlan-
do cilindros e motores de ar utilizando
componentes eletrónicos internos des-
centralizados em relação aos controla-
dores centrais. A tecnologia pneumática,
proveniente de empresas como a Parker,
SMC e Bosch Rexroth, encontra -se am-
plamente disseminada pelo mundo in-
dustrial, desempenhando funções vitais
em diversas indústrias. Embora não seja
inerentemente tão concisa como as so-
luções eletrónicas atuais (principalmente
devido à compressão do ar), as infraestru-
turas neumáticas são utilizadas para uma
grande variedade de funções.
O movimento controlado por meios
elétricos e eletrónicos é, sem dúvida, a
primeira ideia que surge ao falar de con-
trolo de movimento. Considerando a
nossa anterior descrição simples, o con-
trolo de movimento baseado em motor
consta de um controlador, um acionador
(ou amplificador), um motor e toda a re-
Em função da história defendida ocorre-
ram duas ou seis revoluções industriais. A
primeira, a mecanização em massa, não
é questionável. Contudo, existe contro-
vérsia sobre o conceito de linha de pro-
dução de Henry Ford, o controlo numé-
rico a partir de fitas e cartões perfurados,
o controlo eletrónico a partir de relés e
dispositivos de estado sólido, as redes e
as interligações e, por fim, num estado
embrionário, a Indústria 4.0 baseada na
tecnologia associada à Internet das Coi-
sas (IoT).
Não há qualquer dúvida que Henry
Ford revolucionou a produção e que a In-
dústria 4.0 irá resultar numa imensa mu-
dança de paradigma na forma de fazer-
mos as coisas. Contudo, entre um ponto
e o outro encontramos o controlo ele-
trónico e numérico; e foram exatamente
estes dois que, em conjunto, causaram
o maior impacto na produção ao longo
dos últimos 70 anos.
Os primeiros conceitos de controlo
de movimento surgiram ao longo da pri-
meira revolução industrial, com mecanis-
mos interconetados acionados por um
eixo comum e “perfis de movimento” inter-
mitentes e repetíveis que eram gerados
utilizando cames simples. Mais tarde, sur-
giram outros exemplos em maquinaria
impulsionada por vapor, incluindo com-
boios e bombas a vapor, onde elemen-
tos mecânicos eram utilizados para con-
trolar a velocidade e a pressão. De facto,
a combinação came comum com eixos é
ainda amplamente utilizada em diversos
contextos de produção tradicionais. Em
conjunto permitem efetuar o trabalho,
é tão simples quanto isso, mas a sua fle-
xibilidade e precisão está anos -luz das
abordagens contemporâneas; daí a ine-
xorável migração para servomecanismos
e soluções com base elétrica/eletrónica.
O controlo de movimento, na sua for-
ma mais básica, pode ser descrito como
um mecanismo para controlar a veloci-
dade, o perfil e também a posição (ou
vetor) de um ponto num eixo em relação
a um ponto de referência, componente,
conjunto ou ferramenta. Aprofundando
mais um pouco, um dispositivo básico é
composto por um controlador que defi-
ne um conjunto de instruções de aciona-
mento e depois transmite para um am-
plificador. O amplificador transforma os
sinais de controlo na tensão ou corrente
elétrica necessária para ativar um atua-
dor. Para aumentar a precisão, a seguir é
implementada a retroalimentação para
informar ao controlador da posição ou
da velocidade do atuador, possibilitando
o fecho do circuito de controlo. Contudo,
o processo não termina com o atuador,
uma vez que este, que pode ser um eixo
acionado de forma elétrica, pode ser uti-
lizado para acionar outros dispositivos
auxiliares como caixas de engrenagens
ou parafusos de esferas, que requerem
mais retroalimentação para garantir a
precisão.
Este controlo de movimento pode
ser gerado de diversas formas e os desig-
ners devem ter em conta a precisão, velo-
RS Components analisa o mundo do controlo de movimento
examinando o fantástico leque de máquinas e dispositivos disponíveis
para os designers.

Case
stu
dy
77
robótica
troalimentação necessária. Em todos os
casos existe uma vasta gama de tecno-
logias disponíveis, segundo a dinâmica
principal necessária da solução e, eviden-
temente, dos custos.
Nos módulos mais simples há a pos-
sibilidade de utilizar um motor CA ou CC,
com impulsores de velocidade variável
associados para desempenhar muitas
funções de controlo de movimento. Os
motores de passo, disponíveis em dife-
rentes formatos da Crouzet, McLennan
e Sanyo Denki, utilizam impulsos de en-
trada (tipicamente, ondas quadradas) ge-
rados por controladores dedicados para
rodar o eixo do motor através de incre-
mentos definidos de forma precisa com
base na estrutura interna do motor e no
número de pólos (tipicamente, 50 a 100).
As principais vantagens incluem o facto
de não necessitarem de um codificador
para fornecer retroalimentação sobre o
posicionamento, permitirem reduzir os
custos, moverem -se a velocidades redu-
zidas e proporcionarem um excelente
binário a essas velocidades reduzidas e
serem estáveis quando se encontram
inativos, o que é especialmente útil em
determinadas aplicações.
Por outro lado, os servomotores pro-
venientes de empresas como a Siemens,
Schneider Electric e Omron, disponibili-
zam um número inferior de pinos (tipi-
camente 4 a 12) e necessitam de um co-
dificador para o rastreio da posição. São
adequados para aplicações de altas velo-
cidades e proporcionam um binário mais
elevado a essas altas velocidades devi-
do ao respetivo formato dos pinos. Isto
significa que são capazes de processar
cargas superiores. Com uma retroalimen-
tação precisa, os servomotores, tanto li-
neares como de rotação, são tecnologias
de substituição comuns para os sistemas
baseados em cames tradicionais. A sua
principal vantagem é o facto de o seu
perfil de movimento ser infinitamente
variável, em comparação com o perfil
único de um came. Com as inovações na
tecnologia IC e nos designs dos motores,
tanto os motores de passo como os ser-
vomotores são cada vez mais utilizados.
Ao mesmo tempo, no mundo dos moto-
res lineares, as inovações nos materiais e
designs estão a permitir que estes funcio-
nem como substitutos em determinadas
aplicações que pertenciam tipicamente
ao domínio dos sistemas hidráulicos de
grande força.
A tecnologia do codificador pode fazer
toda a diferença numa aplicação de mo-
vimentos ao fornecer a retroalimenta-
ção necessária para garantir a precisão.
Existem diversas variantes provenientes
de empresas como a Baumer, Omron e
Sick, sendo os mais populares os codifi-
cadores incrementais. Estes variam das
variantes absolutas devido ao facto de
não registarem a informação de posicio-
namento no arranque, necessitando de
uma deslocação até uma posição “ini-
cial” para o estabelecimento de um pon-
to de referência que permita a medição.
O próximo fator decisivo é a capacidade
de rotações por minuto do codificador,
que pode variar entre 50 e 30 000 rpm,
com o desempenho a ser refletido no
preço.
Outros sensores implementados
em aplicações de movimentos incluem
sensores de Efeito Hall utilizados para a
comutação de sinais com a proximidade,
velocidade ou posição, bem como uma
ampla gama de acelerómetros, que são
vitais para garantir as acelerações e desa-
celerações suaves requeridas pelos perfis
de movimentos de precisão.
Sem dúvida que, em conjunto com
os avanços nos sensores, as soluções de
controlo eletrónico e de disponibilização
de potência também lideraram a rápida
evolução das soluções de movimentos
modernas. A modulação de largura de
impulso (PWM) utilizada para controlar
a alimentação fornecida a motores em
aplicações de movimentos pode agora
ser controlada e disponibilizada de uma
forma extremamente precisa, tornando -a
numa das principais razões por detrás da
elevada precisão das soluções de movi-
mentos modernas; mesmo com perfis de
aceleração e cargas exigentes.
As inovações tecnológicas no âm-
bito dos semicondutores têm resultado
na diminuição das soluções de controlo
de movimentos para o nível de placas e
chips, formando a base de aplicações de
controlo de movimentos de dimensões
muito maiores. Os Transístores Bipolares
de Porta Isolada (IGBT) são dispositivos
de comutação semicondutores que com-
binam uma elevada eficiência com uma
rápida comutação e que são frequente-
mente utilizados em unidades de aciona-
mento de frequência variável utilizadas
para o controlo de motores industriais CA.
No fundo, melhores soluções de software
e hardware têm permitido que determi-
nadas combinações de motor/unidade
de acionamento CA compitam com so-
luções “servo”. Encontram -se igualmente
disponíveis soluções baseadas em chips,
provenientes de empresas como a ON
Semiconductor, que desenvolveu uma
gama de unidades de acionamento de
duplo motor de passo energeticamente
eficientes baseadas em chips e Módulos
de Potência Inteligentes (IPM) para uni-
dades de acionamento de motores trifá-
sicos de Alta Tensão.
Sem dúvida que existe uma ampla
escolha de tecnologias disponíveis, con-
tudo, a maior parte dos fornecedores
oferece conjuntos ou pacotes integrados
que incluem todo o hardware e softwa-
re necessário para criar uma inovadora
aplicação de controlo de motor. Existem
também conjuntos de desenvolvimento
(e controladores de unidades de acio-
namento de motor baseados em placas
menos complexos) que lhe permitem
aprender os princípios básicos por de-
trás do controlo de motores e a forma
de utilizar microprocessadores para o
controlo de aplicações. Esses conjun-
tos encontram -se disponíveis através
da Texas Instruments, Arduino e Mikro-
Elektronika, com soluções de desenvolvi-
mento igualmente baseadas no popular
Raspberry Pi.
Embora seja relativamente antigo em
comparação com as “revoluções indus-
triais” modernas, o controlo de movimen-
to não ficou para trás na curva tecnoló-
gica, usufruindo de desenvolvimentos e
melhorias ao nível de uma disciplina mo-
derna. Desde sistemas pneumáticos até
soluções “servo” com capacidade de fun-
cionamento em micrómetros, o controlo
de movimentos permanecerá como pilar
de diversas disciplinas de produção. Na
maior parte dos casos, a velocidade, pre-
cisão, capacidade de repetição e escala-
bilidade continuam presentes, sendo a
queda nos custos que causa o maior efei-
to na absorção e adoção generalizada.
78
robótica
case
stu
dy
Sie
me
ns,
S.A
.
Tel.:
+3
51
21
4 1
78
00
0 ·
Fax:
+3
51
21
4 1
78
04
4
ww
w.s
iem
en
s.p
t
Atualização da versão de um comprovado sistema de controlo de processos!
mesmos: o sistema de simulação SIMIT,
que é também utilizado para o comis-
sionamento virtual de soluções de au-
tomação discreta baseadas em SIMATIC,
torna o trabalho de engenharia mais efi-
ciente. A simulação do comportamento
do processo permite assegurar o correto
funcionamento do sistema de automa-
ção, por exemplo, no âmbito de testes de
aceitação em fábrica (FAT).
A nova funcionalidade Selective Loa-
ding of Program Code nos sistemas de
automação também visa reduzir signifi-
cativamente os tempos de comissiona-
mento. Esta nova funcionalidade permite
às equipas de desenvolvimento carregar
exclusivamente as modificações feitas
por eles. Até agora era necessário carre-
gar sempre o programa por completo.
Por um lado, a transferência de modi-
ficações individuais reduz o tempo de
carregamento contribuindo, por outro
lado, para comissionamentos mais flexí-
veis e significativamente mais eficientes,
o que resulta em custos reduzidos, me-
nos erros e num aumento da fiabilidade
operacional.
Não são apenas as tarefas individuais
que se tornam mais eficazes. Todo o sis-
tema de engenharia é beneficiado. Para
isto contribui, por exemplo, a facilidade
Multi -User Operator Station Engineering,
que minimiza o trabalho de coordenação
entre as diversas equipas de desenvolvi-
mento em projetos de grande escala. Até
agora, estas equipas tinham de manter
registos de modificações manuais quan-
do editavam em paralelo os diversos dis-
plays gráficos. Em primeiro lugar para ga-
rantir que todas as modificações fossem
consideradas e, em segundo lugar, para
prevenir que os resultados não fossem
mutuamente sobregravados e anulados.
Com a nova versão, este tipo de coorde-
nação deixou de ser necessário, e os erros
são minimizados.
A versão 8.1 oferece uma biblioteca
de blocos alargada que fornece diver-
Trata -se de um desafio contínuo, tendo
em conta a crescente exigência e com-
plexidade dos processos de hoje e a vasta
gama de tarefas que os envolvem. Além
disso, os requisitos dos diversos grupos
de utilizadores de sistemas de controlo
de processos variam bastante no que se
refere à facilidade de uso, desempenho
ou eficiência.
Tanto as áreas de aplicação como as
tarefas dos sistemas de controlo de pro-
cessos não param de evoluir e aumentar.
Inicialmente limitados ao controlo e à mo-
nitorização de processos centralizados, a
expansão das suas capacidades acabaram
por incluir tarefas como o controlo de pro-
cessos interligados, a gestão de energia,
ou o apoio às equipas de manutenção.
As expetativas dos diferentes grupos
de utilizadores são tão diversas como
estas tarefas: quer sejam equipas de
projeto, operadores ou responsáveis de
produção, cada um define prioridades
diferentes para o seu sistema de contro-
lo. Com o desenvolvimento da versão
mais recente do sistema de controlo
de processos SIMATIC PCS 7, as diversas
equipas da Siemens tiveram em atenção
as inúmeras prioridades e garantem uma
engenharia de processos mais eficiente,
uma utilização mais intuitiva e – especial-
mente para os responsáveis das unida-
des fabris – um maior desempenho.
ENGENHARIA MAIS EFICIENTEA simulação é cada vez mais um instru-
mento indispensável para se conseguir
reduzir o tempo de execução dos proje-
tos e, desta forma, conter os custos dos
Os fornecedores de sistemas de controlo de processos procuram,
cada vez mais, oferecer sistemas que não sejam apenas mais
robustos ou potentes, mas que também sejam cada vez mais
intuitivos e fáceis de utilizar.
Figura 1. Versão 8.1: a atualização do sistema de controlo de processos SIMATIC PCS 7 oferece muitas
inovações e diversos benefícios que daí resultam, tanto para as equipas de projeto, operadores do sistema, ou
responsáveis das unidades fabris, através de uma maior eficiência, melhor desempenho e uma utilização mais
intuitiva.

Case
stu
dy
79
robótica
sas soluções standard, para um número
ainda maior de tarefas de automação.
Consequentemente permite facilitar o
trabalho de engenharia já que em mui-
tos casos a complexa programação de
blocos individuais deixou de ser neces-
sária. Os inúmeros blocos da bibliote-
ca só precisam de ser parametrizados.
Além disso, podem sempre ser desen-
volvidos no âmbito de especificidades
do processo, permanecendo totalmen-
te operacionais após eventuais atualiza-
ções do sistema.
O novo bloco MPC -10x10, que vem
complementar o bloco MPC -4x4 ante-
rior, merece ser destacado. Este novo
modelo de controlo preditivo está mu-
nido de novas funcionalidades e permite
controlar até 10 variáveis manipuladas e
de controlo e até 4 variáveis de pertur-
bação, podendo ainda ser utilizado para
a implementação intuitiva de exigentes
tarefas de controlo com múltiplas vari-
áveis. A expansão das variáveis permite,
por exemplo, otimizar a operação de co-
lunas inteiras de destilação através da oti-
mização máxima do consumo de ener-
gia e rendimento do produto. Inúmeras
funcionalidades foram ainda otimizadas
como a opção de guardar esquemas de
cores centralizadas para displays gráficos,
ou a capacidade de dimensionar o tama-
nho da visualização gráfica dos blocos
individuais de monitorização que redu-
zem a complexidade na configuração de
aplicações específicas, libertando mais
tempo para as tarefas essenciais.
OPERAÇÃO MAIS INTUITIVADurante o funcionamento da fábrica, os
operadores utilizam o sistema de contro-
lo de processos durante várias horas por
dia. Por isso, uma das prioridades no de-
senvolvimento da versão 8.1 do SIMATIC
PCS 7 foi otimizar ainda mais a facilida-
de de utilização e operação do sistema.
Neste contexto, o contributo do conceito
de Advanced Process Graphics (APG) foi vi-
tal. Tendo por base a publicação EEMUA
201* e a Norma standard alemã VDI/VDE
3699 “Process control using display screens”,
destina -se à implementação de concei-
* The Engineering Equipment & Materials Users’
Association (EEMUA) Publication 201: “Process Plant
Control Desk utilising Human -Computer -Interfaces
– A Guide to Design, Operational and Human-
-Computer Interface Issues”, 2002.
tos de visualização orientados especifica-
mente para tarefas e situações.
Graças ao uso consistente de cores
discretas, formas e simbologias simples
sob forma de displays gráficos, curvas de
tendência (trends), e diagramas de ara-
nha (Spider Diagrams), o trabalho torna-
-se significativamente intuitivo.
O sistema fornece dados de ten-
dências importantes e permite visualizar
com extrema fiabilidade as diversas rela-
ções globais dos processos de produção,
libertando o operador de ter de relacio-
nar mentalmente os inúmeros valores
individuais – algo que requer bastante
atenção e é propenso a erros.
Os Advanced Process Graphics simpli-
ficam bastante o trabalho dos operado-
res não obstante a crescente complexi-
dade e o aumento das tarefas clássicas
dos mesmos. Reduções drásticas nos
tempos de seleção dos displays gráficos
também contribuem para uma maior
facilidade de utilização e maior atenção:
anteriormente, a construção da imagem
levava alguns segundos, sobretudo no
caso de sinópticos complexos contendo
um elevado número de valores de pro-
cesso em tempo real. Além de ser um
risco em momentos críticos, também
é visto como um incómodo no traba-
lho do dia -a -dia. Graças às medidas de
otimização realizadas, mesmo displays
gráficos de grandes dimensões e de
elevado grau de detalhe contendo um
grande número de variáveis, são agora
construídos mais rapidamente, aumen-
tando assim significativamente a segu-
rança e tornando o trabalho mais cómo-
do e intuitivo.
A nova versão também passa a su-
portar totalmente o uso dos painéis SI-
MATIC HMI Comfort. Estas unidades de
operação locais garantem a visualização
de displays gráficos muito detalhados e
disponibilizam diversos interfaces, tais
como Ethernet ou USB.
OPERAÇÃO MAIS EFICIENTEEnquanto, do ponto de vista do opera-
dor, a facilidade de utilização é um dos
critérios mais importantes de qualquer
sistema de controlo, já o responsável da
produção está mais preocupado com
uma operação segura e livre de falhas, e
procura um elevado grau de qualidade
e métodos de produção consistentes
que ajudem a economizar os recursos.
Estes requisitos foram extensivamente
considerados no desenvolvimento da
versão 8.1.
Maior flexibilidade, beneficiar mais
rapidamente do aumento da perfor-
mance, através de eventuais atualiza-
ções, sem interrupções no processo, são
os principais benefícios da funcionali-
dade Type Change in Run. O que é que
significa?
Até agora, os responsáveis de pro-
dução/processo mostravam -se bastante
céticos acerca das atualizações de blocos
e/ou bibliotecas dos sistemas: por um
lado, queriam naturalmente beneficiar
das inovações de uma biblioteca de blo-
cos otimizados. Por outro lado, pergun-
tavam se valia mesmo a pena parar os
respetivos sistemas de automação e in-
terromper a produção/processo.
A nova CPU 410 juntamente com a
versão 8.1 do SIMATIC PCS 7 eliminam
este dilema. A atualização de blocos in-
dividuais ou de uma biblioteca de blocos
é feito sem interromper a CPU. O sistema
Figura 2. Organizado e intuitivo: com o Advanced Process Graphics, o interface Homem -Máquina (HMI)
do SIMATIC PCS 7 ficou ainda mais simples.
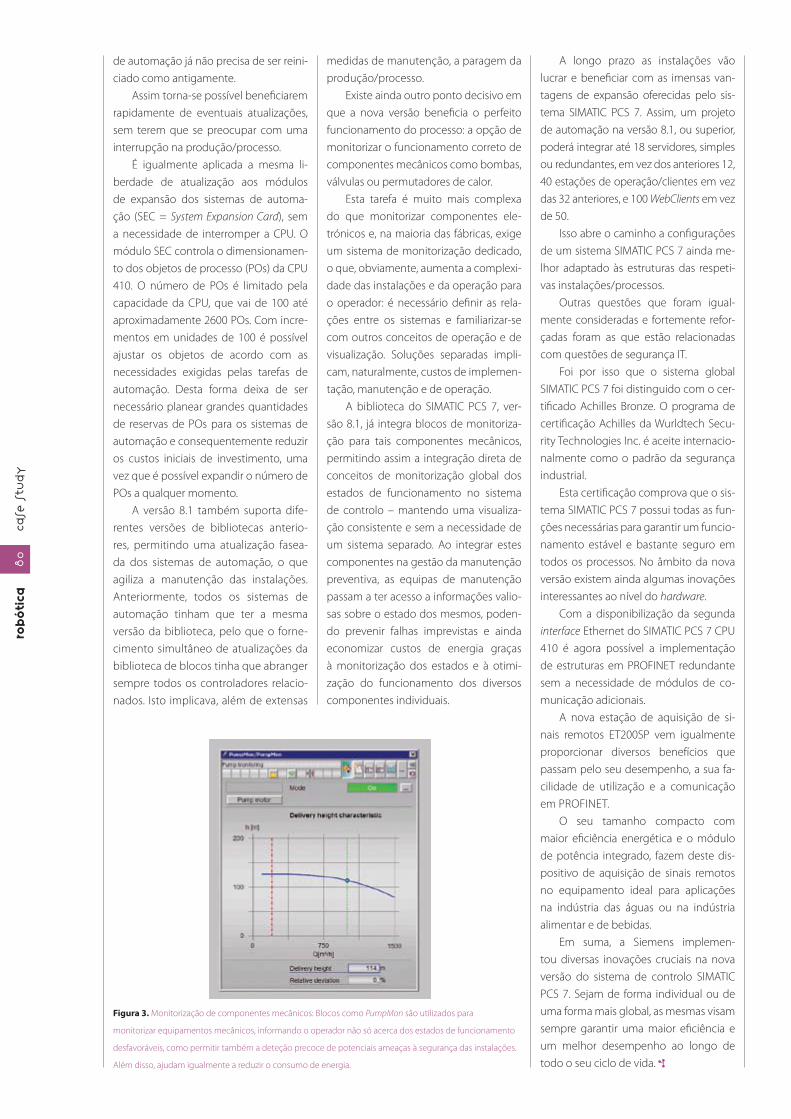
Case
stu
dy
80
robótica
de automação já não precisa de ser reini-
ciado como antigamente.
Assim torna -se possível beneficiarem
rapidamente de eventuais atualizações,
sem terem que se preocupar com uma
interrupção na produção/processo.
É igualmente aplicada a mesma li-
berdade de atualização aos módulos
de expansão dos sistemas de automa-
ção (SEC = System Expansion Card), sem
a necessidade de interromper a CPU. O
módulo SEC controla o dimensionamen-
to dos objetos de processo (POs) da CPU
410. O número de POs é limitado pela
capacidade da CPU, que vai de 100 até
aproximadamente 2600 POs. Com incre-
mentos em unidades de 100 é possível
ajustar os objetos de acordo com as
necessidades exigidas pelas tarefas de
automação. Desta forma deixa de ser
necessário planear grandes quantidades
de reservas de POs para os sistemas de
automação e consequentemente reduzir
os custos iniciais de investimento, uma
vez que é possível expandir o número de
POs a qualquer momento.
A versão 8.1 também suporta dife-
rentes versões de bibliotecas anterio-
res, permitindo uma atualização fasea-
da dos sistemas de automação, o que
agiliza a manutenção das instalações.
Anteriormente, todos os sistemas de
automação tinham que ter a mesma
versão da biblioteca, pelo que o forne-
cimento simultâneo de atualizações da
biblioteca de blocos tinha que abranger
sempre todos os controladores relacio-
nados. Isto implicava, além de extensas
medidas de manutenção, a paragem da
produção/processo.
Existe ainda outro ponto decisivo em
que a nova versão beneficia o perfeito
funcionamento do processo: a opção de
monitorizar o funcionamento correto de
componentes mecânicos como bombas,
válvulas ou permutadores de calor.
Esta tarefa é muito mais complexa
do que monitorizar componentes ele-
trónicos e, na maioria das fábricas, exige
um sistema de monitorização dedicado,
o que, obviamente, aumenta a complexi-
dade das instalações e da operação para
o operador: é necessário definir as rela-
ções entre os sistemas e familiarizar -se
com outros conceitos de operação e de
visualização. Soluções separadas impli-
cam, naturalmente, custos de implemen-
tação, manutenção e de operação.
A biblioteca do SIMATIC PCS 7, ver-
são 8.1, já integra blocos de monitoriza-
ção para tais componentes mecânicos,
permitindo assim a integração direta de
conceitos de monitorização global dos
estados de funcionamento no sistema
de controlo – mantendo uma visualiza-
ção consistente e sem a necessidade de
um sistema separado. Ao integrar estes
componentes na gestão da manutenção
preventiva, as equipas de manutenção
passam a ter acesso a informações valio-
sas sobre o estado dos mesmos, poden-
do prevenir falhas imprevistas e ainda
economizar custos de energia graças
à monitorização dos estados e à otimi-
zação do funcionamento dos diversos
componentes individuais.
A longo prazo as instalações vão
lucrar e beneficiar com as imensas van-
tagens de expansão oferecidas pelo sis-
tema SIMATIC PCS 7. Assim, um projeto
de automação na versão 8.1, ou superior,
poderá integrar até 18 servidores, simples
ou redundantes, em vez dos anteriores 12,
40 estações de operação/clientes em vez
das 32 anteriores, e 100 WebClients em vez
de 50.
Isso abre o caminho a configurações
de um sistema SIMATIC PCS 7 ainda me-
lhor adaptado às estruturas das respeti-
vas instalações/processos.
Outras questões que foram igual-
mente consideradas e fortemente refor-
çadas foram as que estão relacionadas
com questões de segurança IT.
Foi por isso que o sistema global
SIMATIC PCS 7 foi distinguido com o cer-
tificado Achilles Bronze. O programa de
certificação Achilles da Wurldtech Secu-
rity Technologies Inc. é aceite internacio-
nalmente como o padrão da segurança
industrial.
Esta certificação comprova que o sis-
tema SIMATIC PCS 7 possui todas as fun-
ções necessárias para garantir um funcio-
namento estável e bastante seguro em
todos os processos. No âmbito da nova
versão existem ainda algumas inovações
interessantes ao nível do hardware.
Com a disponibilização da segunda
interface Ethernet do SIMATIC PCS 7 CPU
410 é agora possível a implementação
de estruturas em PROFINET redundante
sem a necessidade de módulos de co-
municação adicionais.
A nova estação de aquisição de si-
nais remotos ET200SP vem igualmente
proporcionar diversos benefícios que
passam pelo seu desempenho, a sua fa-
cilidade de utilização e a comunicação
em PROFINET.
O seu tamanho compacto com
maior eficiência energética e o módulo
de potência integrado, fazem deste dis-
positivo de aquisição de sinais remotos
no equipamento ideal para aplicações
na indústria das águas ou na indústria
alimentar e de bebidas.
Em suma, a Siemens implemen-
tou diversas inovações cruciais na nova
versão do sistema de controlo SIMATIC
PCS 7. Sejam de forma individual ou de
uma forma mais global, as mesmas visam
sempre garantir uma maior eficiência e
um melhor desempenho ao longo de
todo o seu ciclo de vida.
Figura 3. Monitorização de componentes mecânicos: Blocos como PumpMon são utilizados para
monitorizar equipamentos mecânicos, informando o operador não só acerca dos estados de funcionamento
desfavoráveis, como permitir também a deteção precoce de potenciais ameaças à segurança das instalações.
Além disso, ajudam igualmente a reduzir o consumo de energia.
PU
B
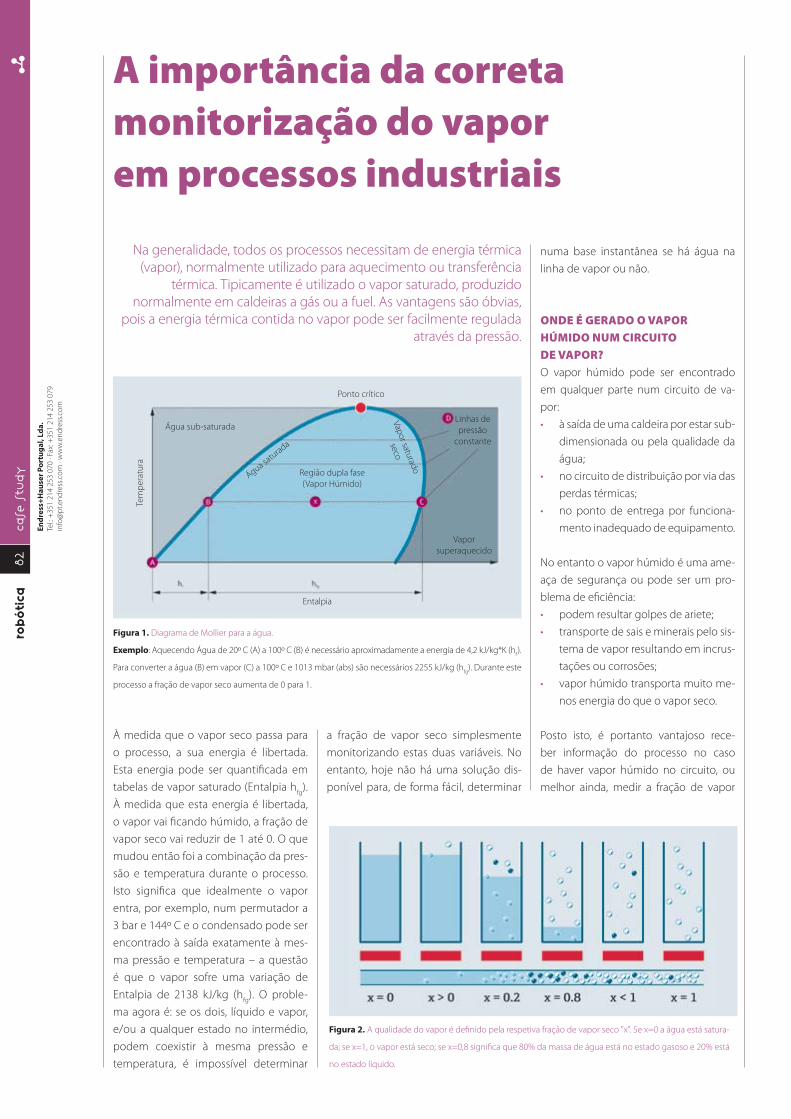
82
robótica
case
stu
dy
En
dre
ss+
Ha
use
r P
ort
ug
al,
Ld
a.
Tel.:
+3
51
21
4 2
53
07
0 ·
Fax:
+3
51
21
4 2
53
07
9
info
@p
t.e
nd
ress
.co
m ·
ww
w.e
nd
ress
.co
m
A importância da correta monitorização do vapor em processos industriais
numa base instantânea se há água na
linha de vapor ou não.
ONDE É GERADO O VAPOR HÚMIDO NUM CIRCUITO DE VAPOR?O vapor húmido pode ser encontrado
em qualquer parte num circuito de va-
por:
à saída de uma caldeira por estar sub-
dimensionada ou pela qualidade da
água;
no circuito de distribuição por via das
perdas térmicas;
no ponto de entrega por funciona-
mento inadequado de equipamento.
No entanto o vapor húmido é uma ame-
aça de segurança ou pode ser um pro-
blema de eficiência:
podem resultar golpes de ariete;
transporte de sais e minerais pelo sis-
tema de vapor resultando em incrus-
tações ou corrosões;
vapor húmido transporta muito me-
nos energia do que o vapor seco.
Posto isto, é portanto vantajoso rece-
ber informação do processo no caso
de haver vapor húmido no circuito, ou
melhor ainda, medir a fração de vapor
À medida que o vapor seco passa para
o processo, a sua energia é libertada.
Esta energia pode ser quantificada em
tabelas de vapor saturado (Entalpia hfg
).
À medida que esta energia é libertada,
o vapor vai ficando húmido, a fração de
vapor seco vai reduzir de 1 até 0. O que
mudou então foi a combinação da pres-
são e temperatura durante o processo.
Isto significa que idealmente o vapor
entra, por exemplo, num permutador a
3 bar e 144º C e o condensado pode ser
encontrado à saída exatamente à mes-
ma pressão e temperatura – a questão
é que o vapor sofre uma variação de
Entalpia de 2138 kJ/kg (hfg
). O proble-
ma agora é: se os dois, líquido e vapor,
e/ou a qualquer estado no intermédio,
podem coexistir à mesma pressão e
temperatura, é impossível determinar
a fração de vapor seco simplesmente
monitorizando estas duas variáveis. No
entanto, hoje não há uma solução dis-
ponível para, de forma fácil, determinar
Na generalidade, todos os processos necessitam de energia térmica
(vapor), normalmente utilizado para aquecimento ou transferência
térmica. Tipicamente é utilizado o vapor saturado, produzido
normalmente em caldeiras a gás ou a fuel. As vantagens são óbvias,
pois a energia térmica contida no vapor pode ser facilmente regulada
através da pressão.
Figura 1. Diagrama de Mollier para a água.
Exemplo: Aquecendo Água de 20º C (A) a 100º C (B) é necessário aproximadamente a energia de 4,2 kJ/kg*K (hf).
Para converter a água (B) em vapor (C) a 100º C e 1013 mbar (abs) são necessários 2255 kJ/kg (hfg
). Durante este
processo a fração de vapor seco aumenta de 0 para 1.
Figura 2. A qualidade do vapor é definido pela respetiva fração de vapor seco "x". Se x=0 a água está satura-
da; se x=1, o vapor está seco; se x=0,8 significa que 80% da massa de água está no estado gasoso e 20% está
no estado líquido.
Entalpia
Vapor
superaquecido
Água sub-saturada
Ponto crítico
Água satu
rada
Vapo
r saturad
o
seco
Região dupla fase
(Vapor Húmido)
Linhas de
pressão
constante
Tem
pe
ratu
ra
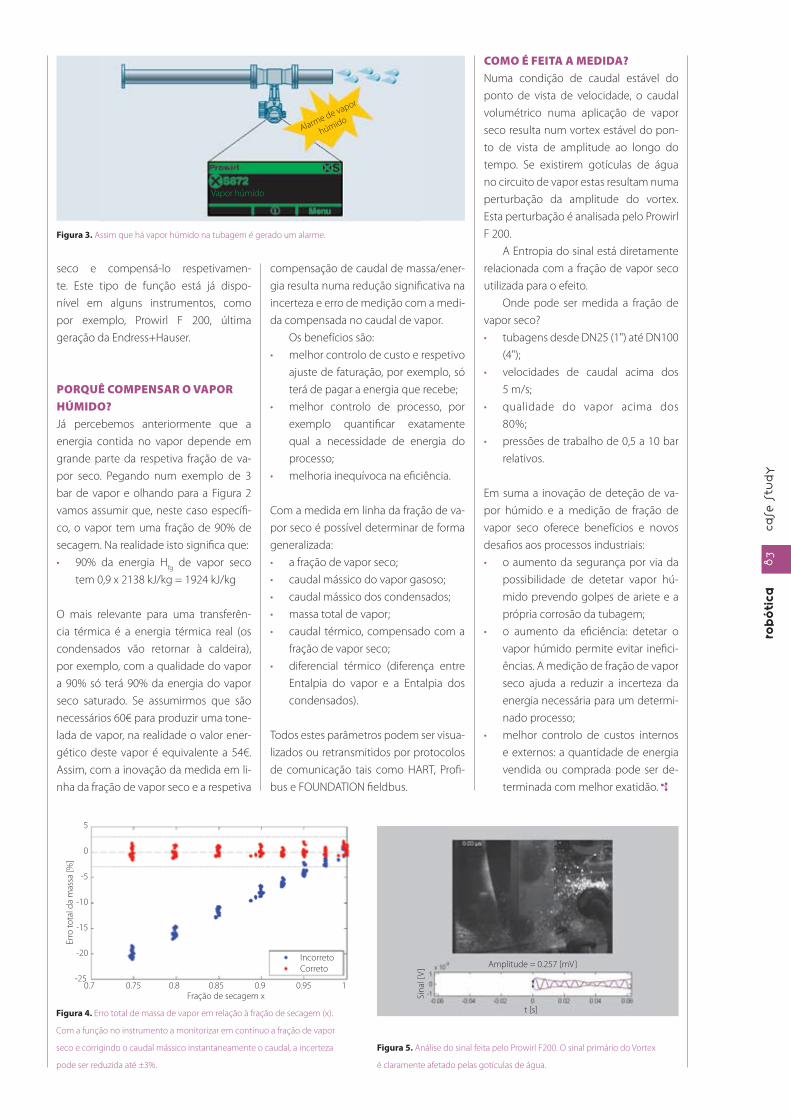
Case
stu
dy
83
robótica
seco e compensá -lo respetivamen-
te. Este tipo de função está já dispo-
nível em alguns instrumentos, como
por exemplo, Prowirl F 200, última
geração da Endress+Hauser.
PORQUÊ COMPENSAR O VAPOR HÚMIDO?Já percebemos anteriormente que a
energia contida no vapor depende em
grande parte da respetiva fração de va-
por seco. Pegando num exemplo de 3
bar de vapor e olhando para a Figura 2
vamos assumir que, neste caso específi-
co, o vapor tem uma fração de 90% de
secagem. Na realidade isto significa que:
90% da energia Hfg
de vapor seco
tem 0,9 x 2138 kJ/kg = 1924 kJ/kg
O mais relevante para uma transferên-
cia térmica é a energia térmica real (os
condensados vão retornar à caldeira),
por exemplo, com a qualidade do vapor
a 90% só terá 90% da energia do vapor
seco saturado. Se assumirmos que são
necessários 60€ para produzir uma tone-
lada de vapor, na realidade o valor ener-
gético deste vapor é equivalente a 54€.
Assim, com a inovação da medida em li-
nha da fração de vapor seco e a respetiva
compensação de caudal de massa/ener-
gia resulta numa redução significativa na
incerteza e erro de medição com a medi-
da compensada no caudal de vapor.
Os benefícios são:
melhor controlo de custo e respetivo
ajuste de faturação, por exemplo, só
terá de pagar a energia que recebe;
melhor controlo de processo, por
exemplo quantificar exatamente
qual a necessidade de energia do
processo;
melhoria inequívoca na eficiência.
Com a medida em linha da fração de va-
por seco é possível determinar de forma
generalizada:
a fração de vapor seco;
caudal mássico do vapor gasoso;
caudal mássico dos condensados;
massa total de vapor;
caudal térmico, compensado com a
fração de vapor seco;
diferencial térmico (diferença entre
Entalpia do vapor e a Entalpia dos
condensados).
Todos estes parâmetros podem ser visua-
lizados ou retransmitidos por protocolos
de comunicação tais como HART, Profi-
bus e FOUNDATION fieldbus.
Figura 3. Assim que há vapor húmido na tubagem é gerado um alarme.
Figura 4. Erro total de massa de vapor em relação à fração de secagem (x).
Com a função no instrumento a monitorizar em contínuo a fração de vapor
seco e corrigindo o caudal mássico instantaneamente o caudal, a incerteza
pode ser reduzida até ±3%.
Figura 5. Análise do sinal feita pelo Prowirl F200. O sinal primário do Vortex
é claramente afetado pelas gotículas de água.
COMO É FEITA A MEDIDA?Numa condição de caudal estável do
ponto de vista de velocidade, o caudal
volumétrico numa aplicação de vapor
seco resulta num vortex estável do pon-
to de vista de amplitude ao longo do
tempo. Se existirem gotículas de água
no circuito de vapor estas resultam numa
perturbação da amplitude do vortex.
Esta perturbação é analisada pelo Prowirl
F 200.
A Entropia do sinal está diretamente
relacionada com a fração de vapor seco
utilizada para o efeito.
Onde pode ser medida a fração de
vapor seco?
tubagens desde DN25 (1") até DN100
(4");
velocidades de caudal acima dos
5 m/s;
qualidade do vapor acima dos
80%;
pressões de trabalho de 0,5 a 10 bar
relativos.
Em suma a inovação de deteção de va-
por húmido e a medição de fração de
vapor seco oferece benefícios e novos
desafios aos processos industriais:
o aumento da segurança por via da
possibilidade de detetar vapor hú-
mido prevendo golpes de ariete e a
própria corrosão da tubagem;
o aumento da eficiência: detetar o
vapor húmido permite evitar inefici-
ências. A medição de fração de vapor
seco ajuda a reduzir a incerteza da
energia necessária para um determi-
nado processo;
melhor controlo de custos internos
e externos: a quantidade de energia
vendida ou comprada pode ser de-
terminada com melhor exatidão.
Alarme de vapor
húmido
Vapor húmido
Fração de secagem x0.7
5
-5
-10
-15
-20
-25
0
0.75 0.8 0.85 0.9 0.95 1
Correto
Incorreto
Err
o t
ota
l da
ma
ssa
[%
]
Sin
al [
V]
t [s]
Amplitude = 0.257 [mV]
84
robótica
entr
evista
Industrial Internet of Things como uma “evolução”, e não como uma “revolução”
revista “robótica” (rr): A Industrial
Internet of Things (IIoT) faz parte do
futuro nos processos industriais e
nas soluções de automação inteli-
gente?
Pankaj Khurana (PK): A Industrial Inter-
net of Things (IIoT) é uma das principais
megatendências de profundo impacto
no mercado atual, que continuará a cres-
cer com a constante afluência de novas
tecnologias e o mundo de possibilida-
des que estas nos oferecem. A globali-
zação e o incremento tecnológico estão
também a criar novas necessidades em
termos de performance e competitivida-
de às quais é apenas possível dar respos-
ta através de um mundo de equipamen-
tos e sistemas inteligentes interligados,
a funcionarem como parte de sistemas
Pankaj Khurana, Industrial Development Manager da Schneider
Electric, conversou com a revista “robótica” sobre o Smart Process
2015 e a aplicação da Industrial Internet of Things nos processos
industriais e a automação inteligente na competitividade
empresarial.
po
r H
ele
na
Pa
uli
no
sos mercados, como a Ethernet e as ar-
quiteturas abertas.
rr: De que forma está a Schneider
Electric a implementar os mecanis-
mos e soluções da IIoT nas indús-
trias? Há recetividade da parte das
mesmas?
PK: As soluções da Schneider Electric são
abertas e baseadas em tecnologias de
Internet que permitem o acesso seguro
a equipamentos e informação a partir de
sistemas de controlo para potenciar da-
dos (e big data), analíticas e tecnologias
de mobilidade, e oferecer aos nossos
clientes um maior controlo sobre o seu
negócio: ferramentas essenciais para
qualquer empresa na transição para a
IIoT, e no caminho para a competitivida-
de e sustentabilidade.
“potenciação de valores como a
eficiência, rentabilidade, segurança
cibernética, inovação e a redução
do impacto ambiental”
maiores, cujo resultado agrega um valor
tangível para empresas e cidadãos. O re-
sultado é a potenciação de valores como
a eficiência, rentabilidade, segurança ci-
bernética, inovação e a redução do im-
pacto ambiental.
rr: Podemos denominar a IIoT como a
4.ª revolução industrial?
PK: Na Schneider Electric encaramos o
advento da Industrial Internet of Things
como uma “evolução”, e não como uma
“revolução”. Através do tempo, temos
vindo a desenhar uma longa história
de inovação em arquiteturas abertas e
tecnologias com base em Ethernet que
têm conduzido os nossos clientes através
desta evolução. A IIoT cria um mundo em
que os nossos produtos e sistemas inte-
ligentes funcionam de forma conetada,
como parte de sistemas agregadores de
sistemas.
rr: Uma empresa ou uma indústria
que não implemente, ou que ainda
não tenha implementado a IIoT terá
grandes problemas de competitivi-
dade, e consequentemente, de sus-
tentabilidade?
PK: As empresas que vão ter sucesso
num mundo cada vez mais interligado
e conetado são aquelas que são ca-
pazes de compreender que a IIoT veio
para ficar e requer uma transição inevi-
tável. O caminho para ter sucesso nesta
transição passa impreterivelmente pela
adoção de tecnologias pioneiras, e que
estão já a ser aplicadas nos mais diver-

PUB
rr: O PlanStruxure PES é um processo in-
teligente que a Schneider Electric lançou
no mercado?
PK: O PlantStruxure™ PES (Process System Ex-
pert) é um sistema inovador de automação de
processo da Schneider Electric, que oferece
um design global de base de dados único e
funcionalidades de diagnóstico integrado do
Distributed Control System (DCS) numa arquite-
tura pensada sob o ponto de vista de gestão
da energia. Permite às empresas desenhar ra-
pidamente os seus sistemas, reduzir o tempo
de inatividade e aumentar a eficiência energé-
tica e de processos.
rr: Como pode contribuir para a IIoT?
PK: O PlantStruxure Process Expert System não
só permite uma integração completa de dis-
positivos de campo com o sistema de super-
visão, mas também permite a integração de
equipamentos como medidores de energia,
switchgear ou drives, entre outros, facultando o
acesso a informação relacionada com energia.
Desta forma, torna possível a integração num
único sistema de toda a parte energética, que
não inclui apenas a eletricidade mas também
a água, ar, gás e vapor do processo, com as ins-
talações de produção.
rr: Um sistema de automação inovador
como o PlanStruxure PES pode alterar a
automação de processos e o funciona-
mento da indústria no seu todo. De que
forma?
PK: O PlantStruxure PES incorpora arquivos
de processo, comunicação e de gestão de
equipamentos. Além disso, o PlantStruxure
PES oferece funcionalidades opcionais para a
ampliação de arquivos específicos (por exem-
plo, para áreas como a cimenteira, alimentar e
mineração). Os arquivos de gestão de energia
encontram -se também embutidos no Plant-
Struxure PES. Uma vez que todos os dados de
processos e aplicações específicas se encon-
tram disponíveis num único local dentro do
PlantStruxure PES, passa a ser possível com-
binar dados de domínios diferentes, como
dados de energia e processos. Isto permite a
operadores e gestores a mais -valia de uma vi-
são sobre tudo o que acontece nos diversos
níveis de processo.
rr: Como está a reagir o mercado ao Plan-
t Struxure PES?
PK: O PlantStruxure Process Expert System
tem sido um sucesso em diversas áreas desde
o seu lançamento. Integradores de sistemas
e clientes finais que estão a utilizar o Plant-
Struxure Process Expert System veem -no
como verdadeiramente inovador e estão a
descobrir mais -valias adicionais, não apenas
durante a fase de design mas também durante
a operação e manutenção do sistema.

86
robótica
report
agem
po
r R
osá
rio
Ma
ch
ad
o e
He
len
a P
au
lin
o
foto
gra
fia
s p
or
Ca
rlo
s T
eix
eir
a P
ho
tog
rap
hy
1.ª edição F.Fonseca Day: sucesso garantido
Contando com uma participação total
de 176 participantes, entre clientes e for-
necedores, o programa do evento visou
a realização de seminários tecnológicos
que pretendem mostrar a visão atual do
setor industrial e terciário.
Tiago Carvalho iniciou o evento
com o seminário técnico que abordou
a segurança tanto em máquinas, edifí-
cios, como em portos e aeroportos. No
tema da segurança, o mais importante
são os operadores seguros e a produção
de máquinas seguras. Enquanto meca-
nismos associados a uma determinada
aplicação com um sistema de aciona-
mento não humano ou animal, realçou
as obrigações legais inerentes a fabri-
cantes e utilizadores, através do Decreto-
-Lei 103/2008, onde o fabricante tem o
dever de produzir máquinas seguras, e
o Decreto -Lei 50/2005, onde o utilizador
deve zelar pelo bom funcionamento,
manutenção e segurança das máquinas.
Assim, a produção de maquinaria deverá
integrar um rigoroso processo interativo,
onde o fabricante deverá realizar uma
análise de riscos, um desenho seguro,
estipular medidas de proteção técnica,
definir funções de segurança, selecionar
os dispositivos de segurança, calcular as
dimensões e as distâncias de segurança,
bem como a altura do elemento de pro-
teção ótica e informar sobre a existência
de riscos residuais. A colocação no mer-
cado implica uma declaração CE, uma
chapa de caraterísticas, documentação
técnica da máquina e a integração de
um manual de instrução na língua do
país sobre a colocação em serviço. Em
contrapartida, o utilizador deverá levar
a cabo uma inspeção inicial da máquina
por pessoas competentes, assim como
efetuar inspeções periódicas na máquina
de forma a averiguar o correto funciona-
mento dos elementos de segurança.
De igual modo, Tiago Carvalho refe-
riu a segurança em edifícios, nos portos
e nos aeroportos. Através do recurso a
sistemas avançados de deteção de movi-
mento, a segurança nos edifícios deverá
ser realizada de forma a assegurar uma
proteção de bens e equipamentos. En-
quanto grandes motores da economia,
também os portos devem integrar siste-
mas de prevenção e proteção de colisões
entre gruas e barcos ou materiais. Por sua
vez, a segurança dos aeroportos deve
ser assegurada através de um sistema de
manuseamento e encaminhamento de
bagagens e deteção de direção.
“segurança é algo que acontece
entre as suas orelhas. Não é algo
que possa transportar consigo!”
Posteriormente, Pedro Santos abordou o
tema “Segurança e Deteção de Gases”, evi-
denciando a importância da utilização de
equipamentos portáteis de proteção in-
A F.Fonseca realizou no passado dia 08 de outubro de 2015
a 1.ª edição do F.Fonseca Day, no Hotel Meliá Ria em Aveiro,
onde apresentou novas tendências e novas tecnologias.
A iniciativa, que decorreu de forma descontraída num ambiente
informal com cerca de 200 profissionais, pretendeu estar próximo
daqueles que são mais importantes: os clientes.

87
robótica
report
agem
por Pedro Santos, permite visualizar a se-
gurança na exposição pessoal em zonas
classificadas, espaços confinados e am-
bientes tóxicos, sendo importante haver
uma gestão operacional e uma gestão
de segurança através da manutenção,
registo de dados e disponibilidade de
informação. Na proteção de área, a dete-
ção portátil é importante para os traba-
lhos temporários através da proteção de
equipas de trabalho, inspeção de áreas e
acionamento e controlo remotos.
QUAL A ABORDAGEM MAIS EFICIENTE?“Redes Industriais” foi o tema abordado,
de seguida, por Adriano Santos, onde
começou por fazer um breve resumo
da sua história e evolução no mercado,
prosseguindo para as diversas compo-
nentes e tipologias existentes, indicando
as respetivas vantagens e desvantagens
resultantes da sua aplicação, as compo-
nentes de rede e explicou ainda alguns
casos de sucesso.
dividual em locais de trabalho perigosos,
com gases tóxicos. Há muitas situações
perigosas que podem acontecer devido
ao não cumprimento de determinadas
Normas relativas à segurança e deteção
de gases: “Fuga de gás na rede de esgotos
pode causar uma explosão”, “27 pessoas
no hospital devido a fuga de amoníaco”,
“Dois irmãos morrem dentro de uma câ-
mara frigorífica de fruta em Armamar” e
“Trabalhadores intoxicados em fábricas de
calçado começam a ter alta hospitalar”.
Recai sobre o fabricante assegurar que a
produção cumpra a Certificação ATEX e a
SIL de forma a evitar situações como as
anteriormente referidas.
O utilizador deverá proceder a um
controlo metrológico de acordo com a
Norma EN/IEC 60079 -29, através de uma
seleção, instalação, utilização e manu-
tenção de detetores de gases e através
de métodos de ensaio que se aplicam a
equipamentos portáteis, transportáveis
e fixos para a deteção e medições de
concentrações de gases ou vapores in-
flamáveis. A deteção portátil, abordada
Em 1975 surgiu o Modbus, 20 anos
mais tarde proliferaram as redes abertas
com o objetivo de evolução para um
standard. No entanto, a proliferação foi
tal que, neste momento, não existe um
verdadeiro standard, sendo isto ainda
mais evidente nas redes baseadas em
Ethernet.
Adriano Santos explicou os diferen-
tes métodos de implementação de uma
rede industrial, dando exemplos concre-
tos de conceitos de instalação utilizados
na indústria, nomeadamente as tipolo-
gias ponto a ponto, compacto, caixa de
terminais, conceito passivo e conceito
modular.
De seguida explicou as várias vanta-
gens de cada um deles como a flexibilida-
de, o baixo custo do material, a variedade
de opções e o diagnóstico no campo,
além das boas opções de diagnóstico.
As redes industriais possuem 3 im-
portantes níveis: nível de gestão (SCA-
DA), nível de controlo (repetidor, ga-
teway, e Access Point) e nível de campo
(switch industrial, módulos de entradas e
saídas, módulos de cabeceira).
Adriano Santos finalizou a sua apre-
sentação com a divulgação de dois ca-
sos de estudo levados a cabo na Smurfit
Kappa, onde haviam diferentes barra-
mentos e sistemas e que foi solucionado
através da conversão do sistema existen-
te para um único tipo de barramento,
utilizando os módulos de rede Cube20 e
Cube67; e na Ford, onde havia um pro-
blema de controlo de 3000 pontos de
alimentação para distribuição de energia
e para isso implementou -se uma solução
com os módulos de rede MVK e as fontes
de alimentação Emparro67.
A IMPORTÂNCIA DA NORMALIZAÇÃO NA MANUTENÇÃODepois do coffee -break decorreram em
simultâneo três sessões paralelas, uma
sobre a Certificação e Manutenção Q.E.,
Conexões Elétricas em Edifícios e Solu-
ções Inteligentes em Domótica. Amân-
cio Vilhena falou sobre a Certificação e
a Manutenção de Q.E., abordando a nor-
malização, os ensaios e a climatização,
sem esquecer a termografia e os ensaios
de rotina. A Norma IEC 61439, segundo
explicou, define e clarifica o tipo de veri-
ficações que se devem realizar pelas duas
entidades envolvidas na conformidade

report
agem
88
robótica
final da solução, onde o fabricante de
origem tem o dever de garantir a conce-
ção da montagem do sistema, enquanto
o quadrista do conjunto é responsável
pela conformidade final do quadro elé-
trico segundo a Norma. Posteriormente
abordou os ensaios realizados no quadro
elétrico, realçando a existência de uma
compatibilidade eletromagnética, atra-
vés de uma inspeção visual ou, se neces-
sário, por ensaio, assim como através de
um teste de continuidade, de resistência
de isolamento e rigidez dielétrica.
Numa terceira parte da sua apresen-
tação, fez -se referência à área da Clima-
tização, onde a termografia assume um
papel importante também para a ma-
nutenção e conservação, uma vez que
permite um reconhecimento prematuro
de componentes defeituosos, podendo
posteriormente serem indicados dados
para a prevenção, minimizando o risco
de incêndio e evitando, desta forma,
paralisações de produção dispendiosas.
A realização de uma manutenção pre-
ventiva, através da revisão e ajuste de
ligações elétricas e de controladores, de
uma verificação final e posterior elabora-
ção de relatório dos trabalhos realizados
torna -se uma medida necessária para ga-
rantir a manutenção e conservação dos
equipamentos.
João Toito e Jordi Curado aborda-
ram as “Conexões Elétricas em Edifícios”,
apresentando diversos equipamentos
da gama gesis INDOOR – GST18 e gesis
IP+. Por fim, fez -se referência às principais
obras de referência onde se procedeu à
implementação de equipamentos das
marcas com as quais a F.Fonseca tra-
balha. Por sua vez, Ricardo Félix e Tom
Vanden Bussche, depois de uma breve
apresentação da F.Fonseca/Qbus, falaram
sobre o tema “Domótica – Soluções Inteli-
gentes”, referindo as principais funcionali-
dades do sistema e os requisitos neces-
sários para a sua instalação. Além disso,
apresentaram as vantagens inerentes à
Domótica, bem como do sistema Qbus.
INTERNET OF THINGS: INTERLIGAR O MUNDO“Monitorização e Controlo” foi o tema es-
colhido por Nuno Soutinho para apre-
sentar no F.Fonseca Day, no contexto da
Internet of Things, apresentando a vasta
gama de equipamentos de várias marcas
existentes nas diversas áreas, desde Sen-
sores e Transdutores (para medição de
temperatura, humidade, nível, parâme-
tros analíticos, pressão, gases & partícu-
las, qualidade do ar nos túneis), Aquisição
(Ethernet LAN, RS 485, PCI, ZigBee, wi -fi, e
USB), Controlo através de Controladores
e PLC, Monitorização e HMI com Compu-
tadores Industriais, Registadores e Mo-
nitores Industriais. Na Internet of Things
destacou as lojas inteligentes, o cartão
inteligente e as máquinas de venda in-
teligentes, fábricas inteligentes, casa/
escritório inteligente e estacionamento
inteligente. Com a evolução da Internet
ficou tudo interligado, desde os PCs e as
pessoas.
SOLUÇÕES INOVADORASHélder Lemos e Tiago Carvalho dividi-
ram a última apresentação, “Deteção 2.0”,
abordando os sensores globais, os sen-
sores para a medição de posições e dis-
tâncias, a visão artificial e os sistemas de
identificação automática.
Explicaram que os sensores globais
são normalmente classificados em 3 ti-
pos: fotoelétricos, de proximidade e ain-
da de contraste e cor.
Na parte dos sensores para medição
de posições e distâncias destacaram os
encoders incrementais e absolutos, a me-
dição de alta precisão, a medição laser,
o posicionamento laser e os sensores
magnetoestritivos. A visão artificial não
foi descurada tal como as tarefas, tecno-
logias, soluções técnicas e sistemas de
visão intrínsecas à mesma.
Os sistemas de identificação auto-
mática destacam -se, segundo ditaram
os oradores, pelos leitores de códigos de
barras 1D, leitores de códigos de barras
1D/2D e sistemas RFID.
Após o almoço volante, as portas do
showroom abriram -se, permitindo aos
participantes um contacto direto com
as mais recentes novidades tecnológicas
e soluções de vanguarda de 18 marcas
mundialmente reconhecidas. O apoio
de um vasto corpo técnico de assisten-
tes da F.Fonseca permitiu, de igual for-
ma, a demonstração e clarificação quer
do funcionamento dos equipamentos
expostos, quer de eventuais dúvidas. No
final do F.Fonseca Day foi organizado um
passeio de moliceiro pela Ria de Aveiro,
permitindo a todos os participantes co-
nhecer um pouco mais da história de
uma das bandeiras da cidade de Aveiro
e desfrutar da beleza das emblemáticas
paisagens.
O balanço é claro: esta 1.ª edição
revelou -se um sucesso! Dos questioná-
rios realizados, 99% dos inquiridos res-
pondeu que voltaria a participar, o que
permite antever a realização de uma 2.ª
edição. Ficamos à espera.

PU
B

90
robótica
report
agem
po
r R
osá
rio
Ma
ch
ad
o
24 000 profissionais na 9.ª edição da MOLDPLÁS
Localizada num dos mais importantes
pólos industriais do setor, a MOLDPLÁS
pretendeu dar a conhecer as melhores
e maiores soluções tecnológicas e as
inovações da indústria, aproximando
assim a oferta da procura por parte das
empresas de forma a concretizar os me-
lhores negócios e parcerias. Uma vez que
a indústria de moldes já se assume como
uma base da sociedade de consumo e
da sustentabilidade produtiva de muitas
empresas que, de uma forma direta ou
indireta, recorrem a esses mesmos mol-
des ou peças plásticas para desenvolve-
rem melhor as suas atividades, a partici-
pação da MOLDPLÀS era uma premissa
importante para muitas empresas.
Dirigida a todos os profissionais do
setor, e contando com os mais recentes
avanços tecnológicos e com uma distin-
ta oferta de soluções, a 9.ª edição regis-
tou uma surpreendente adesão de mais
de 24 000 profissionais, complementan-
do assim o considerável crescimento
do evento. O aumento de 30% na área
ocupada e 60% no número de exposi-
tores refletiu -se num maior número de
empresas, produtos e marcas distribuí-
dos ao longo de três pavilhões, somando
200 expositores presentes. "Esta realida-
de é o resultado direto do bom momento
que o setor atravessa, com as empresas a
apresentarem -se e a investirem no sentido
de se afirmarem no mercado", avança José
Frazão, promotor do evento.
De forma a proporcionar uma plena
visita, a organização distribuiu as áre-
as das atividades em duas categorias:
1. Máquinas, equipamentos, acessórios
e tecnologia para a indústria dos mol-
des; 2. Máquinas e equipamentos para
a indústria dos plásticos. Os expositores
esperados neste evento passavam pelos
fabricantes, importadores, distribuidores
de máquinas, equipamentos, ferramen-
A EXPOSALÃO – Centro de Exposições da Batalha acolheu, de 28 a 31
de outubro de 2015, a 9.ª edição da MOLDPLÁS – Salão de Máquinas,
Equipamentos, Matérias -Primas e Tecnologias para Moldes e Plásticos.
A forte adesão de marcas e profissionais consolidou o evento
enquanto marca incontornável da indústria.
Uma vez que a indústria de
moldes já se assume como uma
base da sociedade de consumo
e da sustentabilidade produtiva
de muitas empresas que, de uma
forma direta ou indireta, recorrem
a esses mesmos moldes ou peças
plásticas para desenvolverem
melhor as suas atividades, a
participação da MOLDPLÀS era
uma premissa importante para
muitas empresas.

91
robótica
report
agem
tas, acessórios, tecnologia e informática
para a indústria dos moldes e plásticos,
além dos fabricantes e exportadores de
moldes para plásticos. Por outro lado, o
evento foi visitado por empresários, en-
genheiros, chefes de compras, decisores,
designers e todos os profissionais do setor.
FORMAÇÃO NUMA ENORME CONCENTRAÇÃO NACIONAL DE TECNOLOGIAContando com o importante apoio de
entidades como CEFAMOL – Associação
Nacional da Indústria de Moldes; AIM-
MAP – Associação dos Industriais Me-
talúrgicos, Metalomecânicos e Afins de
Portugal; ANEMM – Associação Nacional
das Empresas Metalúrgicas e Electrome-
cânicas e a POOL -NET, a associação res-
ponsável pela dinamização do Cluster de
Competitividade Engineering & Tooling, o
evento contou ainda com a simultânea
realização da 1.ª edição das Jornadas Téc-
nicas TOOLMAKER, organizadas pela re-
vista espanhola TOOLMAKER. Celebran-
do a 1.ª edição das Jornadas Técnicas, ao
longo do programa de atividades parale-
las foram ainda agendados e realizados
diversos seminários técnicos organizados
pela revista TOOLMAKER onde foram, al-
ternadamente, apresentadas soluções
técnicas especialmente dirigidas aos pro-
fissionais que visitaram o evento.
Um conjunto de palestras, colóquios
e apresentações para a indústria solidifi-
caram o caráter dinâmico e diversificado
do evento, onde inúmeras entidades
empresariais participaram e deram voz
a temáticas especialmente dirigidas aos
profissionais do setor que, ao longo de
quatro dias, visitaram a EXPOSALÃO.
Refere -se desta forma a ISICOM que or-
ganizou um workshop técnico, a TCA –
Excelência Tecnológica que durante os
quatro dias do evento debateu o papel
da Impressão 3D na indústria de moldes,
seguindo -se o seminário dirigido pela
CODI – Comércio Design Industrial, Lda.
que diariamente apresentou soluções
3D e técnicas de Fabrico Aditivo. Por sua
vez, a empresa Sucesso em Vendas acon-
selhou a otimizar o processo industrial e,
num seminário a ocorrer em paralelo, a
Fagor Automation – Sucursal Portuguesa
apresentou a tecnologia mais avançada
ao serviço da maquinação a 5 eixos.
A SGS Portugal debateu a transição das
Normas ISO 9001:2015 e ISO 14001:2015,
assim como a eficiência energética na
indústria, dois importantes temas para a
indústria, dando indicações processuais
da transição, explicando as principais alte-
rações normativas e debatendo o estado
da eficiência energética na indústria. A
iluminação LED foi o tema do seminário
apresentado em parceria pelas empresas
LEIRIVOLT e SECOM onde procuraram
avaliar a utilização da iluminação LED no
setor industrial. O desenvolvimento da
tecnologia na indústria foi abordado em
parceria pelas empresas Archoil Portugal/
Loja dos Químicos onde destacaram o pa-
pel desempenhado pela Nanotecnologia
na manutenção industrial.
Para a organização e participantes o
balanço desta 9.ª edição da MOLDPLÁS
não poderia ter sido melhor: propor-
cionando uma dinamização do setor e
criando condições para o desenvolvi-
mento de negócios, os inquéritos realiza-
dos apuraram um grau de satisfação dos
visitantes na ordem dos 92% e garantia
de presença por parte de 83% das em-
presas participantes já na próxima edição
agendada para maio de 2017.

92
robótica
report
agem
po
r H
ele
na
Pa
uli
no
PLC 2015: começou a 4.ª revolução industrial
Aos cerca de 150 profissionais presentes
foram transmitidas as várias evoluções
que estão a ocorrer na indústria e nas
tecnologias até aos dias atuais e quais
serão as tendências para um futuro
próximo. Entre muito do que foi dito é
necessário reter que existe uma efetiva
evolução dos sistemas produtivos in-
dustriais, que estão a ser ligados através
da partilha de dados e informação, e
assim, os processos M2M (Máquina -a-
-Máquina) e a Internet das Coisas, os dis-
positivos e os meios são conetados em
ambiente produtivo, tomando decisões
de produção, custos e segurança sob o
modelo de inteligência artificial previa-
mente definido.
O evento começou com Jorge Mota,
Michel Batista e José Meireles a revisita-
rem os 10 anos de PLC, contando histó-
rias que foram ficando na memória de to-
dos, edição a edição, mostrando algumas
fotografias da 1.ª edição, e agradecendo
a todos os que comparecem todos os
anos ao convite de mais uma edição
com o intuito de estarem mais próximos
dos fornecedores e, por conseguinte, dos
clientes.
“UM MUNDO COM FUTURO”
Francisco Chácon, Gestor da EPLAN Ibe-
ria, mostrou um vídeo futurista onde
surgia um mundo diferente, com mais
tecnologia inserida na Indústria 4.0, e di-
tando que o maior benefício da EPLAN
passa por melhorar a qualidade de vida
dos clientes. David Santos abordou a
Engenharia Inteligente na Indústria 4.0
onde apresentou um projeto que en-
volve as 3 empresas – EPLAN, Phoenix
Contact e Rittal – e representa o futuro
da conceção dos processos de fabrico,
tendo escolhido como exemplo um caso
real de um sistema automatizado para a
produção de armários de comando. Aqui
a plataforma EPLAN desempenha um pa-
pel de relevo ao permitir uma integração
plena de todo o fluxo de trabalho inter-
disciplinar. Dita ainda que o protótipo é
essencial numa empresa para normalizar
processos e garantir uma ótima prototi-
pagem, sendo sempre necessário existir
uma partilha de informação para que os
processos se desenvolvam da mesma
forma ao longo do tempo. José Meireles
ressalvou que o funcionamento de um
determinado processo ou indústria não
pode parar porque isso acarreta prejuí-
zos: “o fabricante sabe exatamente aquilo
que quer, da forma que quer. Nós só forne-
cemos a plataforma de alcance.”
Standard, interfaces inovadoras, tec-
nologias de automação inteligentes,
produção de produtos personalizados
em grande escala e rentabilidade são
palavras e expressões que fazem parte
do léxico e da implementação de uma
Engenharia Inteligente. A Plataforma
EPLAN, enquanto coluna vertebral da
engenharia, tem uma estratégia de im-
plementação segundo David Santos:
fluxo de trabalho desde a simples en-
genharia até à integração da produção,
parametrização e dados consistentes
para o desenvolvimento de produtos,
valor acrescentado com a combinação
de produtos para o processo, integra-
ção de processos através da interligação
de sistemas e dados de parceiros PLM e
métodos inovadores de engenharia com
A 22 de outubro contabilizou -se a 10.ª edição do PLC – Produtividade,
Liderança e Competitividade, no Hotel Vila Galé, em Coimbra, um
evento organizado anualmente pela Rittal, Phoenix Contact e M&M
Engenharia (EPLAN). O tema de destaque em 2015 foi a Indústria 4.0 –
a denominada 4.ª Revolução Industrial.

93
robótica
report
agem
base em normas internacionais. Outras
soluções foram envolvidas neste projeto
com o EPLAN Electric P8, o EPLAN Data
Portal e o EPLAN Pro Panel. Com tudo isto
a produção torna -se extremamente flexí-
vel com controlos centrais e há uma fácil
substituição de módulos.
REDUZIR CUSTOS E AUMENTAR A PRODUTIVIDADEAndreas Keiger, Vice -Presidente Executi-
vo de Vendas da Europa e Stefan Günt-
ner, Diretor de Vendas da Europa do Sul,
ambos da Rittal, foram apresentados
pelo responsável português da marca,
Jorge Mota, e abordaram a criação de
novas oportunidades de negócios que
ajudam os parceiros a crescer. A Rittal vê
os clientes como parceiros que determi-
nam o sucesso da empresa e, aos quais,
devem conseguir responder a todas as
exigências e solucionar problemas para
lhes garantir o sucesso presente e um fu-
turo com produtos e serviços que ofere-
çam vantagens claras em termos de qua-
lidade, capacidade técnica, vasta gama
e disponibilidade. Segundo informaram
aos profissionais presentes, nos próximos
3 anos a Rittal irá renovar 80% dos seus
produtos. Um dos desafios, e atualmente
uma das vantagens são as importantes
certificações mundiais da Rittal garan-
tidas pelo seu laboratório que lhes per-
mite responder, de forma célere e ade-
quadamente a cada requisito de variados
países, além das mais de 1500 patentes
registadas em todo o mundo, resultado
de uma grande aposta na inovação.
Jorge Mota abordou o tema do mo-
mento, a Indústria 4.0 como sendo a
4.ª revolução industrial. Revisitou a histó-
ria: o fim do século XVIII com a 1.ª revo-
lução industrial quando tudo começou
com a produção mecânica; a passagem
para a 2.ª revolução no início do século
XX com a 1.ª linha de montagem; nos
anos 70 com o PLC, a utilização da eletró-
nica e informática surge a 3.ª revolução
industrial; e atualmente a 4.ª revolução
com base nos sistemas físicos virtuais
e inteligentes interligados. Aqui surgiu
também referência à Internet of Things, a
base através da qual a indústria tem pos-
sibilidades para integrar a 4.ª revolução
industrial.
Jorge Mota chamou a atenção para as
exigências e desafios na implementação
da Indústria 4.0 como: a standardização,
os processos e a organização do trabalho,
a disponibilidade dos produtos e os no-
vos modelos de negócio, a segurança e a
proteção do conhecimento, bem como a
necessidade de existirem profissionais es-
pecializados e com formação adequada.
De destacar ainda “os dados compa-
tíveis entre os diferentes fabricantes”, so-
bretudo porque a indústria depende do
tipo e da forma como a organização está
estruturada no processo de produção. E
a cloud ou capacidade industrial virtual
até porque “está tudo nas redes”. Para tudo
isto, Jorge Mota ressalvou que “para che-
gar à Indústria 4.0 o mais importante é a
informação e a sua segurança mas, não se
preocupem, não é necessário fazer grandes
investimentos para proteger a informação, o
mais importante é fazer os mais adequados”.
PRODUÇÃO INTELIGENTE DO FUTUROBert Morhenne, Gestor de apoio ao
desenvolvimento das subsidiárias da
Phoenix Contact do Sul da Europa e da
Rússia agradeceu a presença de todos
e apresentou uma perspetiva históri-

report
agem
94
robótica
ca e tendências da Indústria 4.0. Michel
Batista chamou a atenção para o facto
do desenvolvimento de soluções para
a Indústria 4.0 requerer uma mudan-
ça na investigação e desenvolvimento
que passa pelos pensamentos e ideias
na rede. Segundo ditou, a produção do
futuro requer uma integração ágil e não
hierárquica de valores, adaptabilidade a
parâmetros voláteis como quantidades,
gamas, e ainda uma substancial redução
da complexidade e engenharia utilizada.
No futuro, asseguraram, o mundo inteiro
estará interligado e as redes irão necessi-
tar de um conceito de segurança muito
consistente contra ataques cibernéticos,
manipulação e sabotagem da produção,
de dados e conhecimento.
Michel Batista usou da palavra para
ditar os desafios da Indústria 4.0 como
a personalização em massa, a modula-
rização com máquinas de produção em
série, colaboração, a adaptação de má-
quinas e novos conceitos de produção, a
comunicação com tecnologias baseadas
na Internet como plataforma de comu-
nicação direta e sem hierarquia, e nunca
descurando da eficiência da produção
para evitar mais custos. Francisco Men-
des explicou como, na prática, se passa
do artigo virtual para a régua de bornes,
dando um exemplo da produção de ré-
guas de bornes customizadas com um
determinado nível de complexidade, ré-
guas feitas à medida e uma montagem
demorada que exige vários passos, e a
Phoenix Contact apresenta uma solu-
ção – a ClipX, uma máquina automati-
zada de produção de réguas de bornes
customizadas. Ou seja, atualmente já é
possível aceder à tecnologia que permite
a produção automatizada, e em série, de
réguas de bornes customizadas, e a base
de dados digital de bornes é uma reali-
dade com a EPLAN Portal, os processos
de transferência de dados são otimizados
através da combinação de software com
o EPLAN – Clip Project, e assim, segundo
Francisco Mendes poderá ocorrer uma
forte integração desta automatização em
todas as atividades associadas à eletrifi-
cação com a Indústria 4.0.
Carlos Coutinho explicou os proveitos
dos módulos INLINE como o aumento
da produtividade através da conceção da
máquina, ao ser uma solução segundo a
Internet das Coisas, através da troca das
estações de processamento com novos
produtos adicionados à máquina através
dos operadores. Desta forma haverá uma
troca e volume de dados enorme, exigin-
do uma filtragem dos dados relevantes
e o processamento de grandes volumes
de dados. Terminou a apresentação com
a certeza de que a integração entre todos
os sistemas é um fator de sucesso e atin-
gir completamente o conceito de Indús-
tria 4.0 depende das consistentes ações
de desenvolvimento e integração.
Enquanto marcas reconhecidas pela
atualidade e inovação dos seus projetos
e soluções, a Rittal, a Phoenix Contact e a
M&M Engenharia (Eplan) complementa-
ram a conferência com uma exposição e
demonstração in loco das suas propostas
para o ambiente Indústria 4.0 e as suas no-
vidades lançadas em 2015. A presença de
um vasto corpo técnico de profissionais
ao longo da sala de exposições permitiu
a apresentação das novidades de cada
fabricante, a apresentação de soluções
totalmente projetadas sobre os parâme-
tros da Indústria 4.0, bem como de outras
soluções que se encontravam em expo-
sição. Esta edição especial contou com a
presença de um maior número de parti-
cipantes desde 2006, bem como com os
principais rostos a nível europeu das mar-
cas envolvidas: Francisco Chácon (EPLAN),
Andreas Keiger e Stefan Günter (Rittal) e
Bert Morhenne (Phoenix Contact).

PU
B

96
robótica
report
agem
po
r R
osá
rio
Ma
ch
ad
o
RS Components lança novo software de design elétrico para profissionais de engenharia
Ignacio Yañez, Global Category Marke-
ting Manager da RS Components, deu as
boas -vindas aos convidados, agradecen-
do a sua presença. Prosseguiu com uma
breve apresentação do novo software
DesignSpark Electrical, uma inovação ao al-
cance de cada engenheiro, explicando em
que é que consiste, os motivos que condu-
ziram ao seu desenvolvimento e o balanço
da aceitação da solução no mercado.
O facto de muitos engenheiros ainda
utilizarem soluções inadequadas, impli-
cando uma lentidão e pouca precisão
no desenho impulsionou o desafio de
desenvolver um inovador software de
CAD Elétrico que permitisse desenhar
com elevada velocidade e precisão im-
plicando, no entanto, um elevado custo
e complexidade, os principais obstáculos
para o CAD. Seguindo os preceitos das
ferramentas de desenho, a implemen-
tação do novo sistema tem registado
uma grande aceitação, contabilizando
1 milhão de descargas desde o seu lan-
çamento até hoje.
Dirigido a engenheiros elétricos e
outros profissionais do setor, o intuitivo
novo software, desenvolvido em parceria
com o Trace Software International, per-
mite poupar tempo e dinheiro, ao reduzir
o número de erros no momento de de-
senhar quadros elétricos, maquinaria e
sistemas elétricos. “Um dos critérios mais
importantes na hora de selecionar um CAD
elétrico é o tempo de que se necessita para
obter o máximo rendimento do software.
A ágil e intuitiva interface de DesignSpark
Electrical permite a qualquer profissional
que desenhe projetos elétricos familiarizar-
-se com o software num breve período de
tempo”, explica Glenn Jarett, Global Head
Product Marketing Manager na RS.
Esta nova ferramenta permite às em-
presas aceder a funções CAD para siste-
mas elétricos de forma gratuita, ao con-
trário do custo elevado do software CAD
tradicional. O DesignSpark Electrical otimi-
za, consideravelmente, os métodos de de-
sign de sistemas elétricos e de automação
e ajuda a melhorar a capacidade de design
dos clientes RS, permitindo -lhes competir
no mercado de maneira bem mais eficaz.
Miguel Ángel Luján, Diretor da Trace
Software, explicou na prática o soft ware,
incluindo as suas caraterísticas e funciona-
lidades, indicando cinco importantes ra-
zões para utilizar o DesignSpark Electrical
tornando -a, assim, numa ferramenta de
design elétrica inteligente e especializada.
FUNCIONALIDADES DE DESENHO ELÉTRICO AUTOMATIZADOO DesignSpark Electrical permite ter em
conta o número de cabos e componen-
tes que se produzem de forma automá-
tica, as referências cruzadas atualizam-
-se em tempo real e o software valida o
trabalho realizado à medida que se vai
desenhando. Se algo não se desenvolver
No passado dia 24 de setembro de 2015, a RS Components
anunciou o lançamento de DesignSpark Electrical,
o novo software de design elétrico que oferece todos os
benefícios àqueles que ainda não utilizam ferramentas
CAD elétricas.

97
robótica
report
agem
de forma correta, a nova solução ajuda
a corrigir o erro imediatamente. Deste
modo pode -se eliminar qualquer erro
que consuma tempo e dinheiro antes
que seja demasiado tarde.
AMPLA LIVRARIA DE COMPONENTES INTEGRADAO DesignSpark Electrical oferece uma
ampla seleção de componentes, além
de um tutorial que permite desenvolver
os projetos. A livraria é composta por
250 000 componentes, dos quais 80 000
são da Schneider Electric e todos estão
disponíveis para serem adicionados aos
projetos através de um clique. Conside-
rada por Ignacio Yañez “um bom leader e
uma referência no mercado”, a Schneider
Electric desempenha, desta forma, um
importante papel no desenvolvimento
da nova solução.
CRIAÇÃO DE CONFIGURAÇÕES DE PAINÉIS EM 2D E DIAGRAMAS PRECISOSO novo sistema oferece a capacidade de
produção de configurações de painéis
2D mais precisos e escalados além de es-
quemas elétricos e relatórios. Na livraria
de componentes encontram -se armários
e relés, todos à sua disposição para serem
incluídos na lista de materiais.
PEDIDO DE ORÇAMENTO NA LISTA DE MATERIAISÀ medida que os projetos se vão de-
senvolvendo, a DesignSpark Electrical
produz, de forma automática, uma lista
de todos os componentes que se vão
incluir nos desenhos. Depois de ter-
minado pode -se comprovar o preço,
a sua disponibilidade e realizar um pe-
dido dos componentes através de um
clique.
LIVRE E GRÁTISA ferramenta encontra -se disponível em
múltiplos e distintos idiomas. O software
DesignSpark Electrical está disponível
para download e utilização gratuita
em www.designspark.com e vem acom-
panhado por uma ampla gama de tuto-
riais e documentos informativos para aju-
dar os engenheiros a utilizar o produto
adaptado às suas necessidades.
Pedro Puig Deu, Diretor -Geral da Trace
Software International dirigiu o seu dis-
curso para a apresentação da empresa,
que surge como entidade que auxiliou o
desenvolvimento do software em parceria
com a RS Components.
Por fim, Ignacio Yañez retomou o seu
discurso, salientando que a RS Components
continua a apresentar distintas soluções,
permitindo diferenciar -se cada vez mais
no mercado. Reforçou uma vez mais o
alcance que a ferramenta tem registado,
referindo que desde setembro de 2015,
numa semana apenas, registou -se um
número total de 4000 ativações do soft-
ware a nível mundial.
Confrontado sobre as expetativas
que a RS Components tem perante o
nível de aceitação alcançado, Ignacio
Yañez indicou que não “existem núme-
ros concretos porque podem chegar mais
longe”, admitindo a existência de dúvi-
das no decorrer da implementação da
ferramenta por parte dos clientes, que
só permitiram testar o produto e a sua
melhoria gradual.

98
robótica
BIB
LIOGRA
FIA
Autor: Cheila Gonçalves Mothé, Aline Damico De Azevedo
ISBN: 9788588098497
Editora: ARTLIBER
Número de Páginas: 324
Edição: 2009
(Obra em Português do Brasil)
Venda online em www.engebook.com
e www.engebook.com.br
49,17 €
ANÁLISE TÉRMICA DE MATERIAIS
Esta é um livro que apresenta os fundamentos teóricos e práticos das técnicas de uma
maneira clara e de fácil leitura com aplicações, equipamentos e resultados, além de
exemplos experimentais do nosso país, ilustrando a nossa diversidade e potencial in-
dustrial em Alimentos, Compósitos, Fibras vegetais, Hidrocolóides, Medicina, Políme-
ros, Tratamento -Reciclagem e Aproveitamento energético de Resíduos, dentre outros.
As técnicas termoanalíticas como Termogravimetria, Termogravimetria derivada, Análi-
se Térmica Diferencial, Calorimetria Exploratória Diferencial, Análise Mecânica Térmica,
Análise Mecânica Dinâmica, Deteção de Gases desprendidos e Análise de Volatilização
Térmica, tornaram -se métodos muito úteis na caraterização ou no estudo de proprie-
dades térmicas, no desempenho do material, avaliação de decomposição, controle de
reações químicas, falhas de processo e operação, elucidação da cinética e do mecanis-
mo dos processos, além do controle e garantia da qualidade de produtos.
Índice: Breve histórico sobre procedimentos térmicos. Fundamentos. Termogravimetria (TG). Análise térmica
diferencial/calorimetria exploratória diferencial (DTA/DSC). Análise mecânica térmica/análise mecânica
dinâmica (TMA/DMA). Detecção de gás desprendido/análise de gás desprendido/análise de volatilização
térmica (EGD/EGA/TVA). Referências bibliográficas. Índice de figuras. Índice de tabelas. Obra da autora.
ISBN: 9789897231285
Autor: Carolina Feliciana de Sá Cunha Machado,
Teresa Carla Trigo Oliveira, João Paulo Davim Tavares da Silva
Editora: PUBLINDUSTRIA
Número de Páginas: 200
Data de Edição: 2015
(Obra em Português do Brasil)
Venda online em www.engebook.com
e www.engebook.com.br
13,46 €
14,95 €
EVOLUÇÃO DO PENSAMENTO EM GESTÃO
Os crescentes desafios que caracterizam os mercados nacionais e internacionais da atu-
alidade impõem que as organizações adotem continuamente uma postura pró -ativa
que lhes permita desenvolver e implementar inovadoras e mais efetivas capacidades
de gestão. É através de um profundo e crítico conhecimento das principais Teorias de
Gestão, a par de reflexões sobre a efetiva implementação de práticas de gestão, que
os diferentes atores, interessados e envolvidos, desde o âmbito político, académico
e/ou profissional, desenvolvem competências de elevado nível, conducentes a níveis
de eficiência e eficácia fulcrais para o sucesso das organizações.
Com particular interesse para todos aqueles que se encontram a desenvolver a
sua formação académica na área da Gestão e afins (Mestrados e Licenciaturas em Ges-
tão, Economia, Sociologia, Engenharia, …), o presente livro apresenta também como
público -alvo todos os profissionais que, inseridos nas suas diferentes áreas de atuação,
precisam adquirir e/ou atualizar os princípios básicos subjacentes a um efetivo conhe-
cimento das questões fundamentais à prossecução das diferentes atividades na área
da Gestão.
Autora: Paulo Roberto Cetlin, Horacio Helman
ISBN: 8588098288
Editora: ARTLIBER
Número de páginas: 264
Data de edição: 2005
(Obra em Português do Brasil)
Venda online em www.engebook.com
e www.engebook.com.br
39,58 €
FUNDAMENTOS DA CONFORMAÇÃO MECÂNICA DOS METAIS
A conformação mecânica dos metais, também conhecida como transformação me-
cânica de metais, é um campo de grande importância dentro da área de técnicas
de fabricação de peças metálicas, e refere -se à mudança de forma e de dimensões
de metais através da aplicação de esforços mecânicos externos. Este é um livro diri-
gido para todos aqueles que trabalham na conformação mecânica, engenheiros de
empresas, os que cursam graduação e pós -graduação em engenharia. Apresenta
uma abordagem didática e simplificada, visando a aplicação das teorias existentes
a situações práticas.
Índice: Tensões e deformações. Elasticidade e p1asticidade. Atrito e lubrificação. Fatores metalúrgicos na
conformação mecânica dos metais. Métodos Analíticos para a solução de problemas na conformação
mecânica de metais. Treftlação e extrusão. Forjamento. Laminação. Exercícios. Referências bibliográficas.

BIB
LIOGRA
FIA
99
robótica
A S U A L I V R A R I A T É C N I C A !
W W W . E N G E B O O K . C O M
Autor: Paulo J. F. Gomes
ISBN: 9789899869707
Editora: EDIÇÃO DO AUTOR
Número de Páginas: 545
Edição: 2015
(Obra em Português)
Venda online em www.engebook.com
e www.engebook.com.br
49,50 €
RESISTÊNCIA DOS MATERIAIS
O principal objetivo desta obra é o de apresentar os princípios fundamentais para a
compreensão do dimensionamento da resistência mecânica, estabilidade e rigidez
de peças ou componentes de uma determinada estrutura ou equipamento. Para isso
contém informação teórica detalhada sobre as distintas principais fases de cálculo,
complementada com um conjunto alargado de exemplos práticos resolvidos em de-
talhe (mais de 250 exemplos), aos quais se somam mais de 250 problemas propostos
e respetivas soluções. Todos os exemplos práticos resolvidos em detalhe estão susten-
tados em múltiplas ilustrações técnicas coloridas, visando constituir para uma clara
diferenciação qualitativa, possibilitando ao leitor uma forma metódica, estruturada e
essencialmente prática, de interiorizar as várias ferramentas de cálculo abordadas.
Em termos de especificações técnicas, esta obra está sustentada na normalização
europeia aplicável e no caso particular do cálculo à encurvadura, também se recorre
ao euro -código aplicável a estruturas em aço, para além de outros critérios (R.E.A.E.,
Americano, e outros). Os temas abordados estão divididos em 13 capítulos. Numa 1.ª
fase expõem -se os conceitos básicos subjacentes ao equilíbrio estático e diagramas
de corpo livre, evoluindo para uma análise detalhada dos diversos tipos de esforços
internos e respetivas tensões, culminando numa integração através da análise de ten-
sões compostas, combinação entre tensões normais e de corte, principais critérios de
resistência e análise da deformação de vigas. Contém ainda um capítulo final de espe-
cificações técnicas referentes a diversos materiais (aços, ferros fundidos, alumínios, e
outros) e uma vasta e detalhada gama de perfis normalizados, totalmente sustentados
em normas europeias.
Trata -se de uma ferramenta de apoio a professores e estudantes do ensino su-
perior, que poderá ser também útil a todos os profissionais de engenharia que lidam
com as questões relacionadas com o dimensionamento/cálculo de equipamentos e
estruturas.
Índice: Equilíbrio Estático – Diagrama do Corpo Livre. Esforços Internos. Tensões – Cargas Axiais. Deformações.
Torção. Flexão. Flexão – Tensões de Corte em Vigas. Tensões Compostas. Combinação entre Tensões Normais e
de Corte. Encurvadura. Critérios de Resistência. Deformação de Vigas. Anexos.
55,00 €
19,71 €
Autor: João Paulo Flores Fernandes, José Manuel Ramos
Gomes
ISBN: 9789897231360
Editora: PUBLINDUSTRIA
Número de Páginas: 256
Edição: 2015
(Obra em Português)
Venda online em www.engebook.com
e www.engebook.com.br
CINEMÁTICA E DINÂMICA DE ENGRENAGENS TEORIA E EXERCÍCIOS DE APLICAÇÃO
O principal objetivo desta obra é o de apresentar os princípios fundamentais para o
estudo cinemático e dinâmico de engrenagens. Os temas abordados neste livro estão
divididos em 6 capítulos. Numa 1.ª fase expõem -se os conceitos básicos e gerais sobre
engrenagens, onde se apresentam os tipos de engrenagens, as suas aplicações, a ge-
ração dos perfis dos dentes, o princípio fundamental do engrenamento, entre outros.
Posteriormente, são analisados os principais tipos de engrenagens, que vão desde as
engrenagens mais simples, até às mais complexas e onde se discutem os principais pa-
râmetros de desempenho, tais como a continuidade do engrenamento, o rendimento,
a problemática das interferências, entre outros.
Finalmente, é apresentada a análise dinâmica de engrenagens, vulgo análise de
forças, que visa o cálculo dos dentes, o dimensionamento dos veios, bem como a se-
leção dos apoios para veios. Além dos aspetos mais teóricos, este livro contém ainda
um vasto leque de exercícios de aplicação resolvidos, assim como um conjunto de
exercícios de revisão de conhecimentos. Trata -se, pois, de um texto de apoio a profes-
sores e estudantes do ensino superior, que poderá ser também útil para aqueles que
se interessam pelas temáticas relacionadas com as engrenagens.
Índice: Aspetos Gerais sobre Engrenagens. Engrenagens Cilíndricas de Dentes Retos. Engrenagens Cilíndricas
de Dentes Inclinados. Engrenagens Cónicas. Engrenagens de Parafuso Sem -Fim. Dinâmica de Engrenagens.
21,90 €

100
robótica
PRO
DUTO
S E T
ECN
OLO
GIA
S
ção de oxigénio no sangue é calculada
a partir das diferentes taxas de absorção
de luz vermelha (660 nm) e infraverme-
lha (940 nm). A qualidade das medições
depende, em grande parte, da relação
sinal -ruído alcançável, bem como da li-
nearidade do fotodetetor. A superfície
ativa de 1,3x1,3 mm do fotodíodo inte-
grado permite colmatar ambos os pon-
tos. Para além disso, a distância entre os
dois transmissores e o fotodíodo no SFH
7060 é superior à existente no SFH 7050,
o que significa que a luz penetra em
maior profundidade na pele antes de ser
refletida para o detetor, resultando em si-
nais mais estáveis e numa melhor relação
sinal -ruído. O comprimento de onda do
transmissor vermelho encontra -se espe-
cificado com uma reduzida tolerância de
±3 nm para garantir a precisão das me-
dições. A largura de banda espetral dos
LEDs infravermelho e verdes é de 30 nm
cada.
Novos módulos E -Blocks e ambientes de desenho Matrix na RS Components
RS Components
Tel.: +351 800 102 037 · Fax: +351 800 102 038
marketing.spain@rs -components.com
pt.rs -online.com
A RS Components oferece a última gama
de módulos eletrónicos E -blocks, dando
suporte aos ambientes de desenvolvi-
mento Flowcode 6 de Matrix Technology
Solutions. Assim apresenta 50 módulos
da gama E -Blocks com os quais os utiliza-
dores podem estabelecer ligações para
criar sistemas eletrónicos personalizados
de forma rápida e simples. Inclui uma pla-
ca FPGA e placas de microcontroladores
compatíveis com as arquiteturas de CPU
populares, bem como uma grande quan-
tidade de placas com funções específicas
como as funções de GPS, Bluetooth®, USB,
ecrã tátil, LCD a cor, teclado, códec de voz,
interface MIDI, dispositivo de memória,
RFID, driver push -pull, relé, controlador
de motor, optoisolador e interface CAN, e
outras. Por outro lado têm um sensor de
Tecnologia de fixação/sistema de porta -ferramentas
SCHUNK Intec, S.L.U.
Tel.: +34 937 556 020 · Fax: +34 937 908 692
[email protected] · www.es.schunk.com
Dado o competitivo preço e o ótimo ren-
dimento da gama de porta -ferramentas
hidráulicas TENDO E Compact, a SCHUNK
ampliou o seu catálogo tendo agora tam-
bém disponíveis as interfaces JIS -BT30
(Ø 12 mm e 20 mm) e o HSK -A100
(Ø 20 mm e 32 mm). TENDO E Compact
é a resposta à crescente procura em pro-
cessos de maquinagem de grande volu-
me onde não é possível utilizar sistemas
de braçadeiras, porta -ferramentas térmi-
cas, sistemas com saída Weldon ou porta-
-ferramentas hidráulicos com uma tec-
nologia inferior. Este porta -ferramentas
é fabricado exclusivamente nas fábricas
centrais da SCHUNK em Lauffen. A inova-
ção consiste na transferência das vanta-
gens dos sistemas de porta -ferramentas
hidráulicos para os processos de grande
volume da maquinagem.
Em condições secas, este económico
porta -ferramentas de precisão suporta
binários até 900 Nm com um diâmetro
de 20 mm. Para diâmetros de 32 mm,
este porta -ferramentas permite trans-
mitir binários até 2000 Nm e quando
comparado com os porta -ferramentas
hidráulicos tradicionais, este binário é
60% mais elevado. Os casquilhos de ex-
pansão e a câmara interna de óleo absor-
vem as vibrações que surgem durante
as operações de maquinagem tal como
os picos de carga, estabilizando a ferra-
menta quando esta trabalha sobre a su-
perfície do material. O porta -ferramentas
TENDO E Compact garante uma excen-
tricidade de menos de 0,003 mm com
um comprimento de fixação de 2,5 × D,
com um grau de estabilidade de G 2,5 a
25 000 rpm com a reconhecida HSK. A
combinação da excentricidade e absor-
ção de vibrações previne o desgaste da
ferramenta de corte, aumenta a durabili-
dade da mesma e evita a marcação da su-
perfície da peça. Além disso, a conceção
do porta -ferramentas aumenta a vida útil
do parafuso e dos rolamentos da má-
quina. Nenhuma das porta -ferramentas
hidráulicas da SCHUNK necessitam de
dispendiosos elementos periféricos adi-
cionais. A troca rápida de ferramentas é
feita facilmente através de uma chave
tipo Allen. O porta -ferramentas TENDO E
Compact está disponível para as conhe-
cidas HSK -A50, HSK -A63, HSK -A100, SK40,
SK50, JIS -BT30, JIS -BT40, JIS -BT50 e SK50.
RUTRONIK apresenta sensor ótico otimizado da Osram Opto Semiconductors
RUTRONIK Elektronische Bauelemente GmbH
Tel.: +351 252 312 336 · Fax: +351 252 312 338
[email protected] · www.rutronik.com
O novo sensor SFH 7060 da Osram Opto
Semiconductors, um novo desenvolvi-
mento em relação ao sensor ótico SFH
7050, está concebido para a medição
da pulsação e do nível de saturação de
oxigénio no sangue. Proporciona uma
ótima qualidade de sinal bem como um
reduzido consumo energético, sendo
ideal para dispositivos integrados em
vestuário como smartwatches e braça-
deiras para fitness. O novo sensor já se
encontra disponível junto do distribuidor
RUTRONIK. O SFH 7060 (7,2×2,5×0,9 mm)
é composto por 3 LEDs verdes, um LED
vermelho, um LED infravermelho e um
fotodíodo de grande formato, oticamen-
te separado dos emissores por uma bar-
reira opaca. A luz verde é a mais indicada
para a medição da pulsação ao nível do
pulso.
Os três LED verdes, com um compri-
mento de onda de 530 nm, baseiam -se
na mais recente tecnologia de chip UX:3
da Osram Opto Semiconductors. Estes
são especialmente eficientes com uma
corrente de 20 mA, proporcionando
uma saída ótica típica de 3,4 mW com
uma tensão de 3,2 V por chip. A supe-
rior intensidade de luz, em comparação
com o SFH 7050, resulta numa melhor
qualidade do sinal e numa medição de
pulsação mais estável. O reduzido consu-
mo energético permite prolongar a vida
útil da bateria do dispositivo. A satura-

PU
B
placa assim como 16 funções, nomeadamente ultrassons,
infravermelhos, tato, humidade, movimento, temperatura e
potenciómetro. Também estão disponíveis as placas de pro-
gramação e as placas para conetar com Arduino Shield ou
com um computador Raspberry Pi.
Uma grande quantidade de professores, estudantes e
profissionais da engenharia já utilizam E -Blocks e Flowcode
para explorar ideias, simular desenhos e criar rapidamente
protótipos dentro de um meio unificado, desde o nível de
sistema ao nível de chip. Os utilizadores podem montar um
sistema completo em minutos e podem aproveitar os diver-
sos recursos oferecidos (script para o desenho com ZigBee®,
USB, FPGA, DSP de áudio ou microcontroladores, e sobre
como programar em C). O software fornecido é compatível
com a linguagem de programação de chip adequado e gera
um código hexadecimal nativo. Também estão disponíveis,
de forma gratuita, drivers atualizados para todas as placas
bem como folhas de dados com diagramas de circuitos
incluídos. Com o meio de desenvolvimento Flowcode 6,
os utilizadores podem criar sistemas eletrónicos ou eletro-
mecânicos utilizando a sua interface industrial preferida ou
um PC. Uma interface gráfica integrada 2D/3D proporciona
todas as caraterísticas necessárias para construir um sistema
eletrónico completo em ecrã, desenvolver um programa
utilizando fluxogramas, simular o sistema e programar a
FPGA ou o microcontrolador. A última versão inclui capa-
cidades avançadas de simulação, um motor de gráficos 3D
para a modelagem de sistemas eletromecânicos, novas fun-
ções de comprovação para verificar e registar um sistema
durante as comprovações e a possibilidade de criar com-
ponentes personalizados. Um compilador do microcontro-
lador e um PC interpreter separam as atividades do PC das
do chip, o que simplifica e acelera o desenho do programa e
facilita uma visão ao nível do sistema.
Novo manípulo VTT da ELESA+GANTER
REIMAN – Comércio de Equipamentos Industriais, Lda.
Tel.: +351 229 618 090 · Fax: +351 229 618 001
[email protected] · www.reiman.pt
O novo manípulo VTT da ELESA+GANTER distingue -se pelos
seus três confortáveis lóbulos de aperto, em cinzento claro
(RAL 9022) e acabamento mate. Esta forma é particularmen-
te ergonómica, mesmo em manípulos de tamanhos mais
reduzidos, assegurando um manuseamento eficiente mas
também confortável mesmo quando são utilizadas luvas.
O manípulo de tecnopolímero de poliamida reforçada
com fibras de vidro não apresenta as cavidades inferiores
caraterísticas deste tipo de produto prevenindo -se, assim,
a acumulação de resíduos e potenciando -se a facilidade
de limpeza e a higiene. Está particularmente vocacionado

PRO
DUTO
S E T
ECN
OLO
GIA
S10
2ro
bótica
para a utilização em máquinas e equipa-
mentos cujos componentes devam ser
frequentemente limpos através de va-
por ou jato de água, daí integrar -se nas
famílias de produtos INOX e CLEAN da
ELESA+GANTER, representada em Portu-
gal pela REIMAN.
Fluke 2638A Hydra: portátil unidade de aquisição de dados
AresAgante, Lda.
Tel.: +351 228 329 400 · Fax: +351 228 329 399
[email protected] · www.aresagante.pt
O Fluke 2638A Hydra constitui a solu-
ção adequada, portátil e flexível para a
aquisição de dados autónoma ou em
PC. A série Fluke Hydra está disponível
com várias opções que se adaptam às
exigências de um grande número de
aplicações, incluindo ainda um poderoso
multímetro digital. O Fluke 2638A Hydra
Série III dá seguimento ao legado das an-
teriores séries Hydra em aquisição de da-
dos multicanal de precisão. A nova Série
III Hydra melhora a precisão em termopa-
res e representa uma nova dimensão na
forma como recolhe e analisa dados num
sistema de aquisição de dados portátil.
Caraterísticas como a precisão DC de
0,0024%, a precisão básica de termopa-
res de 0,5° C, o display a cores, o sistema
de menus fácil de utilizar e as classifica-
ções de segurança industrial colocam
o Fluke 2638A Hydra numa categoria
à parte como unidade de aquisição de
dados. O Modo de Multímetro Digital
(DMM) de 6,5 dígitos proporciona ainda
maior utilidade e valor. O Fluke 2638A
Hydra é expansível de 22 a 66 canais
de entradas analógicas diferenciais. Um
conetor universal de 22 canais permite
ligar e desligar qualquer tipo de entrada
a qualquer canal, rápida e facilmente. As
entradas selecionáveis incluem tensão
DC, tensão AC, resistência, termopares,
RTD, termístor, frequência e corrente
AC e DC. Também pode utilizar o Fluke
2638A Hydra com o software opcional e/
ou com outros registadores Fluke para
criar um sistema de aquisição de dados
flexível e personalizado com um número
quase ilimitado de canais.
De destacar ainda as seguintes cara-
terísticas: precisão DC de 0,0024%, preci-
são de termopares de 0,5° C, tem até 66
entradas universais diferenciais isoladas,
uma representação gráfica a cores de
tendências de até 4 canais em simultâ-
neo, um sistema de menus de fácil uti-
lização para configuração e gestão de
dados; tipos de entradas como AC V, DC
V, AC I, DC I, termopares, PRT (2, 3, 4 fios),
termistor, resistência (2 -4 fios), frequên-
cia; uma visualização de dados multica-
nal em tempo real, uma função DMM de
6,5 dígitos de bancada com entradas no
painel frontal e uma função de monitori-
zação para visualização e elaboração de
gráficos em tempo real, 20 canais mate-
máticos, uma captura de ecrã (gráfico ou
dados) com um botão, além de uma taxa
básica de Scan DC de 45 canais/segundo,
uma memória interna para 57 000 scans/
configurações. É ainda compatível com
memórias USB, tem funções de seguran-
ça de dados e uma classificação de segu-
rança 300V CAT II.
Gama FAG Black Series
Juncor – Acessórios Industriais e Agrícolas, S.A.
Tel.: +351 226 197 362 · Fax: +351 226 197 361
[email protected] · www.juncor.pt
A gama FAG Black Series é a resposta
da Schaeffler à procura cada vez maior
de rolamentos tensores e chumaceiras
que cumpram o padrão JIS (Japanese
Industrial Standard). Os novos rolamen-
tos tensores e chumaceiras FAG Black
Series destacam -se por uma montagem
simples, uma grande suavidade de fun-
cionamento e uma elevada fiabilidade, o
que os torna especialmente económicos.
Concebidos para cargas médias a eleva-
das têm as suas principais aplicações nos
seguintes setores: agricultura, construção
e indústria mineira; tecnologias de acio-
namento e transporte; bombas; maqui-
naria têxtil, pasta & papel e transforma-
ção da madeira; máquinas da indústria
alimentar e de embalagem; siderurgia.
O revestimento Durotect® das carca-
ças, além de conferir a sua particular co-
loração preta, oferece também uma cara-
terística básica realmente excecional que
impede a oxidação conseguindo, assim,
aumentar a fiabilidade das chumaceiras.
A vedação RSR é composta por uma cha-
pa de aço galvanizada de uma só peça,
com lábio de vedação vulcanizado NBR
pré -carregado radialmente e disco cen-
trifugador anteposto, um conjunto eficaz
contra a entrada de partículas contami-
nantes. A gama FAG Black Series apre-
senta as seguintes vantagens: proteção
de série contra a corrosão; substituível
segundo padrão JIS; fácil de montar; fun-
cionamento silencioso; eficiência ener-
gética; lubrificação de longa duração;
robustez e fiabilidade; longos intervalos
de manutenção e custos mínimos de
operação.
Schneider Electric lança o novo Altivar Process Drive Systems
Schneider Electric Portugal
Tel.: +351 217 507 100 · Fax: +351 217 507 101
pt -comunicacao@schneider -electric.com
www.schneiderelectric.com/pt
A Schneider Electric™ lança a nova gama
de Variadores de Velocidade Altivar™ Pro-
cess Drive Systems com uma tecnologia
inovadora de baixa taxa de distorção
harmónica. A nova gama de Variadores
de Velocidade responde a uma série de
desafios como a falta de espaço nas ins-
talações e a necessidade de prolongar o
ciclo de vida dos equipamentos. O Altivar
Process Drive Systems está disponível em
3 níveis segundo as necessidades dos
clientes: solução de engenharia base
com várias opções pré -definidas ao nível
do equipamento; solução de engenharia
personalizada com opções pré -definidas
da solução base e permite ainda adap-
tações de engenharia específicas para o
cliente; e solução de engenharia total-
mente personalizada.
O Altivar Process Drive Systems ofe-
rece várias funcionalidades que vão
beneficiar os seus utilizadores, como a
mitigação de harmónicas uma vez que o
novo conceito de baixa distorção harmó-
nica é baseado na tecnologia de 3 níveis
que reduz a taxa de distorção harmóni-
ca total em corrente (THDi) para valores
inferiores a 5% (recomendação IEEE 519);
aumenta a vida útil dos motores porque
a configuração de modo comum reduz o
stress e picos de tensão dos terminais do
motor, resultando numa forma de onda
mais suave, que promove o aumento
do tempo de vida útil e reduz o stress
no isolamento dos rolamentos do esta-
tor do motor. O design permite poupar
PU
B
espaço uma vez que a engenharia aplicada à mitigação de
harmónicas tem uma filtragem interna de dimensões muito
inferiores às da tecnologia convencional de 2 níveis, permi-
tindo uma redução nos atravancamentos da solução Altivar
Process Drive Systems, ocupando menos espaço nas insta-
lações da fábrica. A instalação e operação são simples uma
vez que durante o desenvolvimento da solução em armário
foi dada particular atenção à simplicidade da sua instalação
e operação. O resultado é uma solução em armário pronta
a ser instalada e ativada que cumpre com os requisitos de
fatores de distorção de harmónica de corrente. Outra das
funcionalidades é a adaptabilidade: Altivar Process Drive
Systems está preparado para potências de motor entre 110
e 800 kW, e num futuro próximo poderá ser estendido até
aos 1500 kW. O desenvolvimento ao nível da engenharia
começa com um modelo base, que utiliza invólucros/ar-
mários standard, prontos a instalar e ligar. A sua construção
modular torna possível a adaptação da solução, caso a caso,
aos requisitos do cliente, tornando o planeamento mais
simples, e a instalação e comissionamento mais rápidos.
Outra das funcionalidades é o apoio à personalização uma
vez que as equipas de engenharia da Schneider Electric têm
uma ampla experiência no desenvolvimento de projetos de
soluções de variação de velocidade para diversos tipos de
aplicações. Disponíveis para trabalharem diretamente com
os clientes, podem ajudar a clarificar especificações e asse-
gurar que a solução final cumpre os requisitos como solu-
ções de multidrives, personalização de labelling, refrigeração
da solução aquando da instalação da mesma no exterior e
soluções como variadores back -to -back. As soluções Altivar
Process Drive Systems são compactas, construídas à medida
e testadas em condições normais de carga e condições de
pico para avaliar o seu comportamento. Esta nova classe de
Drive Systems, de fácil utilização, disponibiliza serviços de
elevada capacidade e de eficiência energética destinados
aos processos industriais mais exigentes.
Marcações de cabos para ambientes exigentes
Phoenix Contact, S.A.
Tel.: +351 219 112 760 · Fax: +351 219 112 769
www.phoenixcontact.pt
A gama de porta -etiquetas KMK HP é a última novidade em
soluções de marcação de cabos da Phoenix Contact. Esta
nova gama satisfaz todas as exigências para uma aplicação
em ambiente ferroviário, tornando -a elegível para a geral
utilização nos mais diversos ambientes. Com caraterísticas
únicas, esta nova gama possui a aprovação UL94/V0, DIN EN
45545 -2, DIN EN 50155, DIN 5510 -2 e NF F 16 -101/16 -102. A
sua conceção e propriedades permitem -lhe uma operação
entre -40°C a +140° C.

PRO
DUTO
S E T
ECN
OLO
GIA
S10
4ro
bótica
A marcação é feita utilizando etique-
tas rotuladas disponíveis para as impres-
soras Thermomark Card ou Roll, sendo
colocadas no interior do porta -etiquetas,
garantindo a longevidade da solução. A
colocação do KMK HP no cabo é efetu-
ada simplesmente utilizando uma ou
duas abraçadeiras de serrilha, consoante
a dimensão do porta -etiquetas. A abraça-
deira tem a dupla função de prender o
porta -etiquetas KMK HP ao cabo e a de
elemento bloqueador ao acesso ao inte-
rior. Assim, a solução final é extremamen-
te robusta, mesmo na presença de forças
de torção ou de tração no cabo, garantin-
do uma marcação sempre legível.
Solução de alimentação e armazenamento para poupar tempo e espaço
FLUIDOTRONICA – Equipamentos Industriais, Lda.
Tel.: +351 256 681 955 · Fax: +351 256 681 957
www.fluidotronica.com
Flexibilidade e velocidade são fatores
importantes para muitas empresas oti-
mizarem a qualidade de produção, man-
terem a competitividade e melhorarem
o desempenho das suas equipas de
trabalho. Para atingir estes objetivos po-
derá contar com os racks dinâmicos da
FLUIDOTRONICA.
Os racks dinâmicos da FLUIDOTRO-
NICA são desenvolvidos para lhe permitir
uma poupança de tempo no processo
produtivo. Estes sistemas apresentam
vantagens que lhes trazem grandes be-
nefícios como a melhoria na sua produ-
tividade, economia de espaço, melhoria
das condições de trabalho e Kaizen (re-
presenta os processos de negócio que
mudam constantemente, sendo um
sistema adequado para a implementa-
ção de melhorias e inovação constante)
para uma adaptação rápida para pro-
cessar alterações. As aplicações dos ra-
cks dinâmicos são quase infinitas como,
por exemplo, carrinhos de transporte e
abastecimento, transportadores aéreos,
aplicações de abastecimento, supermer-
cados, estações de embalamento, entre
outras. A alimentação constante do pro-
duto desempenha um papel importante
em muitos processos automatizados. O
fluxo do produto tem uma grande influ-
ência na qualidade e no desempenho de
todo o sistema.
Novos transmissores PT100 e Termopar da TekOn Electronics
Bresimar Automação, S.A.
Tel.: +351 234 303 320 · Fax: +351 234 303 328/9
Tlm.: +351 939 992 222
[email protected] · www.bresimar.com
A Bresimar destaca a nova geração de
transmissores de temperatura de cabeça
da TekOn Electronics, atualmente com
mais funcionalidades e que se destacam
por serem a resposta mais correta para
as mais diversas necessidades industriais
em diversos tipos de ambiente. O SARC
1105 estabelece a ligação entre os trans-
missores de temperatura da TekOn e o
respetivo software de configuração. A
alimentação é efetuada através da porta
USB do PC evitando, assim, a necessida-
de de uma fonte de alimentação externa
durante o processo de configuração.
O THP101 e o THT201 são transmis-
sores de temperatura, PT100 e termopar
respetivamente, especialmente desen-
volvidos para sensores PT100, o que ga-
rante uma elevada precisão na medição
e na estabilidade na saída a um custo
reduzido. Ambos contêm 2 LEDs de si-
nalização, uma saída analógica de 4 a
20 mA, pontos de teste, e uma configu-
ração fácil através do PC. O THU1102 é
um transmissor de temperatura univer-
sal, especificamente desenvolvido para
cumprir as mais rigorosas exigências de
funcionamento em ambientes de pro-
cessos industriais. Devido às suas dimen-
sões reduzidas podem ser instalados em
cabeças de sonda tipo DIN B para ligação
ao sensor, em substituição do tradicio-
nal bloco de terminais. O transmissor
THU1102 é um transmissor de tempera-
tura universal ultra flexível que suporta
os sensores mais utilizados na indústria
(Termoresistência – 2, 3 ou 4 fios, Termo-
pares ou elementos térmicos, sensores
de resistência e fontes de tensão DC), e
coloca na saída um sinal de corrente de 4
a 20 mA com alta estabilidade e precisão.
Os parâmetros de operação como o tipo
de sensor, o método de ligação, a gama
de medição, a gama do sinal de saída e os
níveis de alarme podem ser configurados
facilmente através do software de confi-
guração disponibilizado gratuitamente.
metabo LIHD: um marco na tecnologia de baterias
BOLAS – Máquinas e Ferramentas
de Qualidade, S.A.
Tel.: +351 266 749 300 · Fax: +351 266 749 309
[email protected] · www.bolas.pt
Há vários anos que a metabo perseguia a
visão da total independência da corren-
te elétrica. Agora, com a revolucionária
tecnologia LIHD, o fabricante alemão de
ferramentas elétricas para profissionais,
conseguiu um salto quântico a nível tec-
nológico, abrindo novos campos de apli-
cação para as máquinas a bateria, outrora
reservados apenas às ferramentas com
ligação à corrente. A combinação de
inovadoras células de alto rendimento e
o desenvolvimento de componentes in-
teiramente novos permite disponibilizar
uma potência máxima por períodos mui-
to longos. Com esta inovação, a metabo
define padrões totalmente novos: uma
potência até 67% superior conjugada
com uma maior autonomia e durabili-
dade. As placas condutoras maciças e de
alta densidade com contactos e cone-
tores de células maiores em liga de co-
bre especial conduzem a corrente com
perdas mínimas. A maior quantidade de
células ativas, os materiais de elevada
qualidade (prata e cobre) e os conduto-
res reforçados proporcionam um fluxo
de energia mais eficiente.
Como existe uma maior quantidade
de energia utilizável e um aquecimento
menor, os carregamentos são menos fre-
quentes, o que contribui para uma maior
durabilidade da bateria. As novas bate-
rias estão disponíveis nas versões LIHD
6,2 Ah, LIHD 5,5 Ah e LIHD 3,1 Ah (com-
pacta). Graças à tecnologia ULTRA -M,

PU
B

PRO
DUTO
S E T
ECN
OLO
GIA
S10
6ro
bótica
exclusiva da Metabo, existe compatibili-
dade total com todas as ferramentas sem
fio metabo atuais e futuras. Um destaque
nesta nova geração de ferramentas sem
fio são as novas rebarbadoras angulares
compactas e sem escovas com a força de
uma máquina de 1000 W e uma autono-
mia duas vezes superior às ferramentas
sem fio convencionais. Já disponíveis em
versão com interruptor Homem -Morto
para uma máxima segurança do utiliza-
dor e brevemente disponíveis também
com um interruptor de segurança con-
vencional. A metabo é representada,
em exclusivo, pela Bolas – Máquinas e
Ferramentas de Qualidade e distribuída
em todo o país através de uma rede de
revendedores especializados.
ABB conclui projeto de remodelação no Posto de Corte do Alto Lindoso da REN
ABB, S.A.
Tel.: +351 214 256 000 · Fax: +351 214 256 247
comunicacao [email protected] · www.abb.pt
As áreas de negócio de Subestações
(PSSS) e de Automação (PSAC) da Divisão
Power Systems da ABB concluíram, em
conjunto, mais um projeto de remodela-
ção chave na mão dos sistemas de Co-
mando, Controlo e Proteções, no Posto
de Corte do Alto Lindoso, pertencente à
REN. O Posto de Corte do Alto Lindoso é
uma instalação localizada no Alto Minho,
junto à fronteira com Espanha. Esta é
mais uma das instalações de grande re-
levo para a REN, porque faz ligação com
a rede elétrica de Espanha e também à
maior Central Hídrica do país, e por isso,
este projeto era de real importância para
a REN e foi um grande desafio para a ABB.
O maior desafio foi imposto pela REN ao
limitar o tempo de duração da obra para
apenas 9 semanas.
Para ser possível fazer este trabalho,
o projeto foi dividido em 2 fases para
permitir à REN fazer manobras na rede
primária e evitar a sua interrupção du-
rante os nossos trabalhos. Este projeto
consistia em retirar o sistema antigo de
Comando e Proteções pela substituição
integral de todos os armários e para
isso foi necessário fazer um trabalho
de grande preparação como levanta-
mento no local dos pontos de ligação
dos órgãos de manobra, identificação
de todos os cabos que interligam esses
equipamentos aos armários de Coman-
do e adaptação da instalação aos novos
sistemas de automação. Num tempo
recorde de 4 semanas, a ABB tinha a 1.ª
fase reposta e pronta para ensaios, que
depois decorreram num tempo extra-
ordinário de 1 semana. Esta capacidade
de resposta foi garantida pelo espírito
de equipa e colaboração entre as equi-
pas das 2 áreas da ABB: PSSS e PSAC,
que durante todo este período habitual
de férias, trabalharam incansavelmente
em horas extras, incluindo todos os fins-
-de -semana. Neste projeto estiveram
envolvidas quase sempre 15 pessoas,
entre elementos da ABB e fornecedores
que também abraçaram este projeto,
com dedicação. Após 5 semanas con-
cluíram a primeira fase. Ao fim de mais
4 semanas deram como terminado a
obra, conforme o planeamento da REN,
colocando assim ao serviço toda a ins-
talação. Com o reconhecimento da REN
pelo trabalho feito concluíram mais um
projeto com sucesso.
SENSTATION: solução integrada de analisadores e aquisição de dados
Yokogawa Ibéria, SA
Tel.: +351 22 3722650
[email protected] · www.yokogawa.com/eu
A solução SENSTATION é um sistema in-
tegrado que associa aquisição de dados
e sensores analíticos digitais da série
SENCOM. Os tradicionais analisadores
individuais são substituídos por um siste-
ma que, ligado por rede ou wireless aos
elétrodos da série SENCOM, otimiza a
rentabilidade das unidades, melhorando
a funcionalidade, gestão e segurança dos
dados, simplificando procedimentos de
manutenção e calibração. Como inova-
ção tem o display touchscreen com zoom
e localização histórica, registo de dados
encriptados e rastreáveis em tempo real
e visualização remota via Ethernet ou
Internet.
Dispõe de capacidade até 10 mó-
dulos de sinais analógicos ou digitais,
grande autonomia de memória e inte-
gração de funções de cálculo e relatórios
automáticos. Os sensores de pH da série
SENCOM asseguram uma transmissão
de dados digital multivariável e estado,
com elevada imunidade ao ruído (até
100 metros), numa rede multidrop. A
prévia configuração e calibração no la-
boratório antes da instalação, otimiza as
intervenções de manutenção de rotina. A
integração de células de condutividade e
oxigénio dissolvido neste conceito vão
abranger vários setores industriais como
o tratamento de água, de componentes
e superfícies (proteção contra corrosão),
análise de processos e qualidade de lotes
e ciclos de limpeza (indústria farmacêuti-
ca e alimentar), entre outros.
Tecnologia Siemens reduz o impacto das tempestades na baixa de Manhattan
Siemens, S.A.
Tel.: +351 214 178 000 · Fax: +351 214 178 044
www.siemens.pt
A Siemens estabeleceu uma parceria com
a Con Edison, a utility que fornece ener-
gia a Nova Iorque, para instalar uma ino-
vadora tecnologia que vai ajudar os cida-
dãos da baixa de Manhattan a usufruir de
um serviço que permite uma gestão de
energia e de sistemas mais eficaz durante
graves inundações. Com este projeto de
automação com alimentador de distri-
buição, a Con Edison garantirá que even-
tos climáticos inesperados e inundações
não tenham impacto sobre o seu sistema
de energia, tornando -os mais resistentes
e preparados para o futuro. A Con Edison
escolheu a Siemens para colaborar num
novo sistema de automação para contro-
lar de forma sincronizada interruptores
e disjuntores subterrâneos que irão se-
parar duas das redes de distribuição de
energia da Con Edison em quatro sub-
-redes, permitindo que a empresa conti-
nue a fornecer energia a partes da baixa
de Manhattan, incluindo Wall Street, em

PRO
DUTO
S E T
ECN
OLO
GIA
S10
7ro
bótica
caso de alagamento de áreas costeiras. A
Con Edison é a primeira utility nos EUA a
implementar esta tecnologia de reforço
para tempestades, fortalecendo assim os
seus sistemas de distribuição de energia
e proteger os seus clientes de eventos
climáticos severos, como a tempestade
Sandy e o furacão Irene.
A Siemens desenvolveu a tecno-
logia de automação com alimentador
de distribuição especificamente para
o sistema da Con Edison, no seu cen-
tro de pesquisa e desenvolvimento em
Wendell, Carolina do Norte, EUA. A tec-
nologia da Siemens irá permitir que o
sistema emita comandos de abrir e fe-
char num prazo de quatro milissegun-
dos desde os aparelhos de campo da
Siemens que controlam os disjuntores e
comutadores subterrâneos que, por sua
vez, encaminham a energia para as sub-
-redes. O sistema irá funcionar em mais
de 44 circuitos primários. Este sistema
de automação personalizável é intero-
perável com o controlo de sistemas e
comutadores primários instalados da
Con Edison. A Siemens tem investido
fortemente no desenvolvimento e dis-
ponibilização de soluções inovadoras
para reduzir os impactos destes eventos
e poupar vidas. A tecnologia de preven-
ção de desastres é um ramo que envolve
grandes investimentos, mas também re-
presenta uma grande oportunidade na
criação de soluções e alternativas. Portu-
gal não é exceção, com várias zonas da
capital, em mais do que uma ocasião, a
ficarem completamente inundadas, um
fenómeno que tem sido mais frequente
nos últimos tempos e que pede respos-
tas adequadas a um problema estrutural.
Para mostrar de que forma as cidades
se podem proteger das consequências
dos desastres naturais, a Siemens, em
colaboração com a Regional Plan Asso-
ciation e a consultora Arup, elaboraram
um estudo sobre infraestruturas urbanas
resilientes. O estudo foca essencialmente
quatro áreas: Energia, Transportes, Águas
e Edifícios e mostra de que forma é pos-
sível minimizar interrupções nos forne-
cimentos ou, sendo inevitáveis, de que
forma se podem retomar de forma rápi-
da as funcionalidades básicas. A escolha
destes quatro sistemas para o estudo
prendeu -se com o facto de os mesmos
sustentarem muitas outras operações e
serviços essenciais às cidades, incluindo
saneamento, resposta de emergência, e
a entrega de alimentos, combustíveis e
outros materiais.
Novos servomotores CMP112
SEW–EURODRIVE Portugal
Tel.: +351 231 209 670 · Fax: +351 231 203 685
infosew@sew -eurodrive.pt · www.sew -eurodrive.pt
A série CMP da SEW -EURODRIVE passou a
ter um total de 7 tamanhos. Estes servo-
motores universais asseguram elevadas
acelerações, ciclos curtos e podem mo-
ver cargas elevadas com controlo preci-
so. O novo modelo CMP112 expande a
série até um binário de pico de 320 Nm.
A SEW -EURODRIVE lançou o novo ser-
vomotor CMP112 como o maior motor
desta série, um modelo que estabelece
um novo topo para a gama de servomo-
tores síncronos altamente dinâmicos. O
modelo CMP112 está disponível em 4
tamanhos: S, M, L e H. Todos os modelos
têm as mesmas dimensões de flange. Os
servomotores CMP podem ser montados
diretamente em todos os redutores das
séries modulares da SEW -EURODRIVE.
Estão disponíveis vários tacómetros com
diferentes resoluções e tecnologia resol-
ver, ou encoders escaláveis Hiperface®,
para responder às necessidades específi-
cas dos utilizadores.
Os motores CMP também podem
ser fornecidos como servomotores freio,
equipados com freios BY de alta capaci-
dade. Os servomotores CMP apresentam
dimensões compactas e um rotor de bai-
xa inércia que permite atingir elevadas
acelerações angulares. A alta flexibilida-
de e a diversidade de tamanhos faz com
que os servomotores CMP possam ser
utilizados para uma ampla variedade de
aplicações. Os motores de baixa inércia
CMP são usados nas indústrias alimenta-
res e de bebidas para aplicações como a
rotulagem ou a movimentação de eixos
de sistemas de embalagem com carga
ligeira. Com o controlador MOVI -PLC®,
estes acionamentos são ótimos para apli-
cações de paletização ou empilhamen-
to, bem como para máquinas de carga
e descarga. Com certificação CSA e UL,
estes motores podem ser utilizados em
todo o mundo.
Pinça standard de longo curso
com carcaça em fibra de compósito
de carbono
SCHUNK Intec, S.L.U.
Tel.: +34 937 556 020 · Fax: +34 937 908 692
[email protected] · www.es.schunk.com
A pinça de longo curso CGH da SCHUNK
representa um marco no campo da mani-
pulação. Pela primeira vez, a SCHUNK de-
senvolveu uma pinça de peso reduzido
com carcaça em fibra de carbono (CFC).
A versatilidade desta pinça convence
na eficiência energética e económica. O
novo design da carcaça desta pinça ajuda
a aumentar o dinamismo de sistemas já
existentes ou a possibilitar o uso de ro-
bots de menor dimensão. A pinça padrão
de peso reduzido CGH é o resultado de
métodos modernos de simulação e de
séries intensivas de teste com processos
de fabrico económicos. A pinça de longo
curso beneficia das caraterísticas do ma-
terial CFC: a sua vida útil é quatro vezes
maior e a sua força tênsil é o dobro da do
alumínio. O peso da pinça foi reduzido
em quase 40%. Para aproveitar as vanta-
gens da tecnologia da fibra de compó-
sito e assegurar a estabilidade da pinça,
os engenheiros de desenvolvimento da
SCHUNK desenharam a carcaça da pinça
segundo os requisitos de esforço admis-
síveis, utilizando o Processo de Transfor-
mação de Resina (RTM).
O resultado é uma pinça leve e rígida,
com uma elevada resistência a esforços
de torsão. Com um peso de 11,7 kg, a
pinça CGH proporciona uma força de
aperto de 2500 N e uma abertura variá-
vel por dedo até 160 mm. A pinça pode
manipular peças em movimento até
12,8 kg. A tecnologia de deslocamento
por esferas assegura que os momentos
de força se distribuem de forma otimi-
zada entre os rolamentos internos. Este
opção resulta num aumento da eficiên-
cia da pinça: cerca de 90% da energia
chega por completo ao dedo da pinça.

PRO
DUTO
S E T
ECN
OLO
GIA
S10
8ro
bótica
Variando a quantidade e a distância das
esferas de deslocamento é possível efe-
tuar um ajuste para cada tipo de carga.
Para casos específicos com cargas eleva-
das ou comprimentos de dedos muito
amplos, a distância entre as esferas de
deslocamento é aumentada, por isso é
possível usar dedos com comprimentos
superiores a 1000 mm, garantindo apro-
ximadamente as mesmas forças de aper-
to em todo o comprimento do dedo. As
posições de fecho e abertura podem ser
ajustadas e não é necessário alimentar os
cilindros, por completo, em cada ciclo.
Assim há uma minimização do tempo de
ciclo e uma redução no consumo de ar
comprimido. O sistema de correia e de-
dos sincronizados assegura que a pinça
trabalha de forma precisa em caso de
aberturas variáveis, onde tanto peque-
nos como grandes componentes podem
ser manipulados alternadamente. É pos-
sível adaptar vários robots através de um
adaptador tipo ISO.
Schneider Electric apresenta nova gama de relés de interface Zelio RXG
Schneider Electric Portugal
Tel.: +351 217 507 100 · Fax: +351 217 507 101
pt -comunicacao@schneider -electric.com
www.schneiderelectric.com/pt
A Schneider Electric anunciou a nova
gama de relés de interface Zelio RXG, tão
simples de testar e operar que os utili-
zadores podem fazê -lo com um dedo
apenas. O Zelio RXG é o primeiro relé do
mercado com um botão de teste que
pode ser bloqueado, em apenas um pas-
so. Com terminais Faston de rápida mon-
tagem, este relé permite otimizar espaço
graças à sua base com uma largura de
apenas 16 mm com possibilidade de 2
contactos inversores.
O Zelio RXG é uma gama do mercado
com uma oferta completa, permitindo
uma tensão de circuito de comando de 6
V a 110 V em Corrente Contínua e de 24 V
a 230 V em Corrente Alternada. Podem
ainda ser acrescentados módulos de pro-
teção antiparasitas (Díodo, Díodo+LED,
circuito RC, Varistância+LED). Graças a
estas funcionalidades e à sua elevada
performance, o Zelio RXG torna os pro-
cessos de produção industrial mais sim-
ples, seguros e fiáveis, contribuindo para
a otimização das operações das unidades
fabris e para a redução do risco de para-
gem das linhas de produção.
Solução WEG reduz custos com energia elétrica no setor do mobiliário
WEGeuro – Indústria Eléctrica, S.A.
Tel.: +351 229 477 700 · Fax: +351 299 477 792
info [email protected] · www.weg.net/pt
A administração dos recursos energéticos
e implantação de projetos de eficiência
energética são fatores essenciais para o
crescimento sustentável na indústria. No
segmento mobiliário, o cenário não é di-
ferente, as empresas estão cada vez mais
focadas na produtividade e administração
dos custos. Os motores elétricos são os
equipamentos que mais consomem ener-
gia nas empresas do setor dos móveis, e
por isso utilizar modelos de alta eficiência
reduz consideravelmente o consumo de
energia. A Fabrimóveis, especializada na
fabricação de móveis, localizada em Mi-
rassol (Brasil), fundada na década de 80,
contou com as soluções WEG para otimi-
zar o consumo de energia dos motores
dos exaustores dos Filtros de Mangas.
O Filtro de Mangas é um equipa-
mento utilizado para retirar do ambiente
partículas como as geradas no corte da
madeira. Através de captores nos postos
de trabalho, o ar é aspirado e levado até
ao Filtro de Mangas que elimina os resí-
duos e devolve o ar limpo à atmosfera. A
solução para reduzir o consumo de ener-
gia no processo foi trocar o motor antigo,
com rendimento padrão de mercado
(IR2 – Índice de Rendimento dois) pelo
conjunto motor de alta eficiência W22
Magnet IR4 Super Premium+Inversor
de frequência CFW -11 +transmissor de
pressão DPFREG 20. Com a aplicação da
solução WEG, cada vez que o damper do
tubo de captação da máquina é fechado,
ou seja, o posto de trabalho encontra -se
inoperante, o transmissor de pressão re-
conhece a elevação de pressão do siste-
ma e passa a regular o funcionamento do
motor de acordo com a real necessidade
de operação, reduzindo substancialmen-
te o consumo de energia elétrica. Além
da economia de 70% no consumo de
energia dos exaustores, a solução apre-
sentou outros benefícios como a redu-
ção do consumo de ar comprimido e de
manutenção, maior vida útil das mangas,
fiabilidade no sistema e menor desgaste
das válvulas e conexões do sistema de
limpeza dos filtros. “Um projeto como este
pode ser facilmente replicado em outras
empresas, favorecendo o crescimento eco-
nómico e contribuindo com a redução de
procura energética do país”, relata Leandro
Ávila, Chefe do Centro de Negócios de
Eficiência Energética.
F.Fonseca apresenta sistema de entrada de cabos KDL/C & KDL/D da Murrplastik
F.Fonseca, S.A.
Tel.: +351 234 303 900 · Fax: +351 234 303 910
[email protected] · www.ffonseca.com
/FFonseca.SA.Solucoes.de.Vanguarda
A Murrplastik é especialista em siste-
mas de proteção de cabos, passa cabos,
identificação e esteiras/calhas articula-
das. O sistema KDL permite a entrada e
passagem de cablagem já montada. Os
diferentes sistemas de passa cabos da
Murrplastik permitem a introdução de
cabos de forma rápida, eficiente, segura
e com redução de espaço em quadros
elétricos. A integração direta das várias
partes do sistema com as normas em vi-
gor e a compatibilidade com os quadros
elétricos de comando dos fabricantes de
referência traduz -se na redução do tem-
po de instalação e, consequentemente,
na redução de custos.
O sistema de passa cabos KDL vem
resolver problemas relacionados com a
passagem de cabos pré -montados em
quadros elétricos. Cabos com conetores
maiores também não serão um problema,

PU
B

PRO
DUTO
S E T
ECN
OLO
GIA
S110
robótica
dadas as diferentes opções em tamanho
e número de cabos de passagem. O sis-
tema KDL/C e KDL/D da Murrplastik é um
sistema particionado, fácil e rápido de
instalar num quadro elétrico de comando
ou em caixas de ligação, com uma caixa
de aperto de até 12 cabos e mantendo
uma elevada densidade de acondiciona-
mento. Uma grande vantagem deste sis-
tema é o elevado índice de proteção, IP65,
que pode ser conseguido com o sistema
KDL/D. Juntamente com o sistema de
entrada de cabos, os bucins passa cabos
KDT/X podem ser usados para mais facil-
mente encaminhar toda a cablagem no
quadro elétrico de comando.
RUTRONIK: embalagem ultra pequena para FRAM SPI de 1 Mbit da Fujitsu
RUTRONIK Elektronische Bauelemente GmbH
Tel.: +351 252 312 336 · Fax: +351 252 312 338
[email protected] · www.rutronik.com
O distribuidor RUTRONIK disponibiliza
a nova embalagem ultra pequena da
Fujitsu para dispositivo FRAM SPI de
1 Mbit. Esta é a solução adequada para
aplicações em miniatura com elevada
dependência energética nos mercados
de sensores e de dispositivos integrados
em vestuário. Esta nova embalagem à
escala de chip de nível wafer (WL -CSP)
em miniatura de 8 pinos é uma varian-
te de embalagem adicional do produto
MB85RS1MT existente. Comparativa-
mente à embalagem SO8 de padrão in-
dustrial, esta nova embalagem WL -CSP
(3,09x2,28x0,33 mm) reduz a área de su-
perfície de montagem em 77% e a altura
do dispositivo em 80%. Desta forma, a
Fujitsu oferece um produto FRAM SPI de
1 Mbit com uma tecnologia de embala-
mento muito pequena.
Enquanto memórias convencionais
não -voláteis como EEPROM ou memó-
ria flash proporcionam uma resistência
de apenas 1 milhão de ciclos de escrita,
o dispositivo FRAM MB85RS1MT possui
uma resistência de 10 biliões de ciclos de
leitura/escrita, permitindo um armazena-
mento flexível de dados de registo em
tempo real. É possível uma sobreposição
de escrita rápida e flexível em cada célula
de memória sem tempos de espera, resul-
tando num consumo energético conside-
ravelmente inferior no acesso para escrita.
Também ajuda a prolongar a vida útil da
bateria, especialmente no caso de aplica-
ções de sensores ou dispositivos integra-
dos em vestuário com funções de registo
frequentes. O dispositivo MB85RS1MT
possui um intervalo de tensão de funcio-
namento entre 1,8 V e 3,6 V e um intervalo
de temperatura de funcionamento entre
-40° C e +85° C e garante uma retenção de
dados de até 10 anos a 85° C.
Novas abraçadeiras com pigmento metálico detetável para a indústria alimentar na RS
RS Components
Tel.: +351 800 102 037 · Fax: +351 800 102 038
marketing.spain@rs -components.com
pt.rs -online.com
RS Components apresenta as novas abra-
çadeiras com pigmento metálico da Hel-
lermannTyton, que oferecem um rendi-
mento superior na indústria alimentar, de
bebidas e farmacêutica. As abraçadeiras
com pigmento metálico são mais econó-
micas e seguras para instalar do que ou-
tras; por outro lado podem ser detetadas
com scanners de deteção de metais regu-
lares na linha de produção, melhorando a
segurança alimentar e ajudando os pro-
dutores com as regulações dos códigos
EU ou US FDA e com a Diretiva HACCP
da Organização Mundial da Saúde (Aná-
lise de Perigos e Controlo de Pontos Crí-
ticos). HellermannTyton foi o primeiro em
introduzir as abraçadeiras com pigmento
metálico detetável para as indústrias que
requerem uma alta pureza do produto.
As novas abraçadeiras Hellermann-
Tyton, disponíveis no distribuidor RS, têm
uma maior resistência química que as
abraçadeiras de nylon e podem utilizar -se
numa gama mais ampla de aplicações.
Além disso, a melhoria de flutuabilidade
numa ampla variedade de líquidos facili-
ta a deteção visual. O pigmento metálico
distribui -se por igual para assegurar a
deteção até das peças mais pequenas. As
novas bridas estão disponíveis em vários
tamanhos, em cor azul brilhante e são fá-
ceis de ver, além de ser detetável utilizan-
do scanners. RS tem uma ampla carteira
para aplicações sensíveis de contamina-
ção, incluindo abraçadeiras de nylon, ba-
ses de união por cabo, encadernação em
espiral e produtos da envoltura do cabo
bem como abraçadeiras e ferramentas.
Rittal TS8: rápida instalação interior com mais espaço
Rittal Portugal
Tel.: +351 256 780 210 · Fax: +351 256 780 219
[email protected] · www.rittal.pt
A alta densidade na instalação de equi-
pamentos no interior dos armários e o
curto deadlines dos projetos são dois
desafios que os instaladores e quadristas
têm de enfrentar atualmente. No dia -a-
-dia é importante que a instalação inte-
rior do armário prossiga rapidamente e
que um maior número de componen-
tes seja instalado ao mesmo tempo. A
seguinte situação é bem conhecida de
todas as empresas de engenharia elé-
trica: um armário foi selecionado do
stock e encontra -se na oficina onde vai
ser complementado com os elementos
necessários (sistemas de distribuição de
energia, disjuntores, componentes de
automação, abraçadeiras e muitos ou-
tros acessórios), bem como com todos
os fios e cabos. Todos os elementos têm
de ser logicamente organizados para
que a solução seja fácil de se montar. Ao
mesmo tempo, as normas relevantes e as
instruções de instalação dos fabricantes
têm de ser tidas em consideração. Além
destas condições gerais existem outros 2
requisitos importantes: os acessórios de
poupança de espaço têm de ser colo-
cados no armário e a instalação interior
tem de ser concluída o mais rapidamen-
te possível, pois para os instaladores os

PRO
DUTO
S E T
ECN
OLO
GIA
S111
robótica
deadlines são curtos e os custos muito
altos em vários projetos. A fim de atender
aos requisitos anteriores, os instaladores
precisam de um sistema de armários
com uma grande quantidade de espaço
e liberdade para a instalação interior.
O sistema de armários modular TS8
da Rittal oferece muitas soluções que
não se encontram noutros fabricantes. O
elemento central é a estrutura do armário
com o padrão de 25 mm, onde os equi-
pamentos podem ser instalados de uma
forma bastante flexível e sem desperdício
de espaço. Além da estrutura do armário,
dois níveis de montagem estão disponí-
veis para serem usados na instalação. Ao
utilizar o segundo nível de montagem
externo fica disponível até mais 15% de
espaço no armário. O espaço entre os
armários também pode ser aproveitado
de forma racional, o que significa que o
instalador pode aí colocar uma platine e
obter uma maior área de instalação. Em
alternativa, o espaço intermédio pode
ser utilizado para uma conduta de cabos.
A rápida instalação tem vantagens: além
do trabalho ser concluído mais rapida-
mente, reduz o número de funcionários
e, assim, os custos. Em muitos sistemas,
um segundo colaborador deve ajudar,
por exemplo, na montagem do painel la-
teral, uma tarefa resolvida de forma sim-
ples com o TS8 da Rittal. O painel lateral
pode ficar suspenso a partir do armário
e mantêm -se nessa posição, e assim o
colaborador poderá apertar os parafu-
sos confortavelmente e em segurança.
Outros passos de montagem de um TS8,
como alterar as dobradiças da porta de
um lado para o outro, são realizados se-
gundo o mesmo princípio.
Uma outra vantagem ao nível da rapi-
dez de montagem é observada quando a
instalação é feita sem ferramentas, exem-
plo disso é o rodapé Flex Block, onde os
painéis e os cantos são encaixados sem
ferramentas. A Rittal com estas soluções
ajuda os instaladores e os quadristas na
economia de espaço, rápida montagem,
e poupança nos custos. Ou seja, alguns
dos benefícios de montagem do TS8
passam pelos 2 níveis de montagem
para um maior espaço de utilização, oti-
mização da utilização do espaço entre os
armários através de platines e condutas
de cabos intermédios, os painéis laterais
podem ser montados por apenas um co-
laborador e o sistema de rodapés pode
ser montado sem ferramentas.
Novas fichas de montagem rápida QUICKON para Ethernet 10 Gbps
Phoenix Contact, S.A.
Tel.: +351 219 112 760 · Fax: +351 219 112 769
www.phoenixcontact.pt
A Phoenix Contact apresenta as novas fi-
chas com codificação X, adequadas para
uma comunicação de alta velocidade
até 10 Gbps com ligação QUICKON. Sem
necessidade de ferramentas especiais e
poupando até 80% do tempo de mon-
tagem é agora possível em IP67, montar
uma ligação com 8 condutores de 26 a
22 AWG. Além da facilidade e rapidez da
montagem, as novas fichas também se
apresentam com a tecnologia de ligação
SPEEDCON que garante o aperto entre
fichas com apenas 1/2 rotação. O seu con-
ceito de EMC a 360º garante uma comu-
nicação sem falhas e podem ser aplicadas
em ambientes com vibrações associadas
como na Ferrovia – material rolante.
EPLAN Harness proD 2.5
M&M Engenharia Industrial, Lda.
Tel.: +351 229 351 336 · Fax: +351 229 351 338
info@mm -engenharia.pt · [email protected]
www.mm -engenharia.pt · www.eplan.pt
A Versão 2.5 do EPLAN Harness proD está
disponível a partir de outubro. O desen-
volvimento concentrou -se na otimização
dos fluxos de trabalho dos utilizadores e
um dos novos destaques é a junção do
sistema de engenharia de feixes de cabos
3D na gestão das peças centralizada da
Plataforma EPLAN, o que constitui um
marco na gestão de dados integrados.
Assim, os utilizadores têm apenas um sis-
tema de gestão de peças centralizado, ao
qual podem aceder em todas as fases de
um projeto, reduzindo significativamen-
te os esforços aplicados na manutenção
de bases de dados principais e permite
fluxos de trabalho contínuos, desde es-
quemas até à documentação de produ-
ção. Os fluxos de trabalho relativos aos
dados mestres foram ainda mais otimiza-
dos através da derivação de símbolos 2D
necessários para a conceção de esque-
mas de montagem, a partir dos dados
3D existentes. Isto é particularmente efi-
ciente pois os dados 3D dos componen-
tes são sempre necessários, e assim, os
dados existentes são reutilizados, sendo
desnecessária a criação manual de sím-
bolos de componentes.
O EPLAN Harness proD visa fornecer
um sistema 3D fácil de usar para a con-
ceção de cablagens. Normalmente, os
engenheiros eletrotécnicos têm pouca
experiência na operação de sistemas
MCAD complexos e, por isso, benefi-
ciam de uma abordagem amigável.
Por exemplo, o posicionamento de um
componente, como um conetor, no es-
paço 3D permite a seleção de pontos de
referência, bordas e áreas, simplificando
o processo de posicionamento. Uma
função de pré -visualização ajuda os utili-
zadores a conseguir um posicionamento
correto à primeira tentativa, evitando a
necessidade de ajustes posteriores. Os
utilizadores com símbolos AutoCAD po-
dem esperar uma função de importação
bastante melhorada. Os desenhos DWG
e DXF importados podem ser editados
na Versão 2.5, sendo extraído todo o
conteúdo relevante. Isto acelera conside-
ravelmente o processo de criação de pe-
ças. A Versão 2.5 do EPLAN Harness proD
inclui muitas funcionalidades novas, por
exemplo a fixação do posicionamento de
um objeto 3D, a opção de posicionar o
ponto inicial de um novo conjunto de ca-
bos de um feixe de cabos em conjuntos
existentes e o encaminhamento auto-
mático de cabos. Para apoiar a produção,
as cores dos cabos podem ser exibidas
no símbolo do conetor nos diagramas
de montagem. A produção pode usar a
conceção para identificar o posiciona-
mento correto de um fio num conetor.
A procura de listas de cabos para obter
as informações exigidas não é necessária
e o processo de produção é mais rápido.
Também existem muitas funcionalida-
des novas na conceção de diagramas de
montagem à escala que vão agradar os
utilizadores. O EPLAN Harness proD 2.5
separou a “camada de dados” da “camada
de exibição”. Isso pode soar muito técnico

PRO
DUTO
S E T
ECN
OLO
GIA
S112
robótica
mas proporciona uma enorme flexibili-
dade aos utilizadores na conceção de es-
quemas de montagem. As configurações
de exibição permitem a visualização da
peça desenhada de forma diferente sem
alterar os dados, por exemplo, segundo
os padrões internos de desenho de uma
empresa, garantindo maior flexibilida-
de. Na secção de gestão de projetos do
EPLAN Harness proD foi adicionado o
processamento de atualizações em lote.
A necessidade de avaliação e atualiza-
ções da conceção das peças é detetada,
sendo depois processada em lote para
reduzir ainda mais o trabalho exigido
na gestão de projetos. Funcionalidades
como a atualização automática de peças
da biblioteca ou os formatos CAD agora
suportados estão entre as muitas melho-
rias destinadas a aumentar a eficiência
de projetos de cablagens e a acelerar os
fluxos de trabalho dos clientes.
Nova gama de chumaceiras em tecnopolímero ELESA+GANTER
REIMAN – Comércio de Equipamentos
Industriais, Lda.
Tel.: +351 229 618 090 · Fax: +351 229 618 001
[email protected] · www.reiman.pt
UCFB
UCF
UCP
UCFL
A ELESA+GANTER disponibiliza uma
nova gama de chumaceiras em tecnopo-
límero, especialmente adequadas para
indústrias com elevados padrões de hi-
giene como a alimentar ou farmacêutica
ou ambientes extremamente corrosivos
como na indústria química.
Fabricadas em tecnopolímero de
poliamida reforçada com fibra de vidro,
estas chumaceiras possuem uma eleva-
da resistência mecânica, rigidez e esta-
bilidade dimensional, sendo completa-
mente intercambiáveis com os modelos
tradicionais em fundição, cumprindo a
Norma ISO 3228. A sua superfície lisa é
mais higiénica e fácil de limpar, estando
ainda disponíveis versões em material
anti -bacteriano, com lubrificante espe-
cial para a indústria alimentar, vedantes
em VITON® e rolamentos e componentes
em inox. Estes produtos estão disponí-
veis nas versões UCP, UCF, UCFB, UCFL
para veios de 25 e 30 mm e ainda para
veios em polegadas ou diâmetros espe-
ciais. A ELESA+GANTER é representada
em Portugal pela REIMAN.
Lusomatrix: Supercondensadores Vinatech
LusoMatrix – Novas Tecnologias de Electrónica
Profissional
Tel.: +351 218 162 625 · Fax: +351 218 149 482
www.lusomatrix.pt
A Lusomatrix dando continuidade à sua
estratégia de representar no mercado
nacional as mais recentes tecnologias e
avanços tecnológicos, apresenta a mais
recente representada, a VINATECH – fa-
bricante de supercondensadores. Os
supercondensadores são dispositivos
eletroquímicos de armazenamento de
energia, amplamente utilizados em sis-
temas de alimentação DC. Comparando
com as baterias os supercondensadores
disponibilizam um décimo (1/10) da ten-
são nominal, mas 10 vezes mais potên-
cia, devido ao seu superbaixo índice ESR
– Equivalente Series Resistance. Operan-
do de forma mais confiável numa gama
de temperaturas mais ampla, o seu ciclo
de vida é semipermanente, com mais de
500 000 ciclos carga/descarga.
Os supercondensadores são dispo-
sitivos de armazenamento de energia de
alta capacidade que podem armazenar
energia elétrica de forma rápida e efetuar
a descarga de corrente alta, contínua ou
instantaneamente. O princípio de fun-
cionamento envolve a adsorção física e a
descarga de cargas elétricas na superfície
do carvão ativado a um ritmo muito ele-
vado. Esta tecnologia permite o melhor
dos dois mundos, baterias e condensa-
dores. A gama de supercondensadores
EDLC – Electric Double Layer Capacior ga-
rante 500 000 ciclos de carga e descarga
e a gama P -EDLC – Hybrid Capacitor até
25 000 ciclos de vida, o equivalente a 30
anos de funcionamento de 50 ciclos de
carga/descarga por dia.
Armazenagem de correias de poliuretano
Juncor – Acessórios Industriais e Agrícolas, S.A.
Tel.: +351 226 197 362 · Fax: +351 226 197 361
[email protected] · www.juncor.pt
Quando armazenadas corretamente, as
correias de poliuretano mantêm as suas
propriedades durante anos. As condições
de armazenagem e transporte desfavorá-
veis podem ter um efeito negativo devi-
do ao oxigénio, temperaturas extremas,
luz, humidade ou solventes. As correias
de poliuretano devem ser armazenadas e
transportadas com proteção contra a luz
e o pó, num local seco e à temperatura
ambiente, devendo ser evitadas elevadas
concentrações de ozono e humidade, se
possível. Não devem ser armazenadas
juntamente com químicos, solventes,
combustíveis, lubrificantes, ácidos, e ou-
tros. A temperatura de armazenagem
deve situar -se entre +15º C e +25º C. Por
norma, as baixas temperaturas não têm
qualquer efeito nas correias mas podem
tornar -se rígidas pelo que é aconselhável
aquecê -las até aos 10º C antes de entra-
rem em funcionamento, o que evita rutu-
ras e fendas. Não se devem armazenar as
correias a menos de 1 metro de aquece-
dores/radiadores e respetivas tubagens.
As correias devem estar protegidas
da luz sobretudo da luz solar direta e luz
artificial de forte intensidade com ele-
vada proporção de ultravioletas. Deve
armazenar as suas correias em salas que
não estejam em contacto com gases de
combustão e vapores que possam levar à
formação de ozono através de processos
fotoquímicos. Os espaços com humida-
de não são recomendáveis até porque
as próprias polias não estão totalmente
protegidas contra a formação de ferru-
gem por fosfatização. Deve estar assegu-
rado que nenhuma condensação ocorre.
Os valores de humidade relativa devem
situar -se abaixo dos 65%. As correias de-
vem estar dispostas de uma forma que
evite deformações na estrutura. Correias
individuais não devem ser dobradas para
evitar danos nos reforços de tração. Se,
por questões de espaço, as correias in-
dividuais são guardadas penduradas, o
diâmetro da bobine deve corresponder
a, pelo menos, 15 vezes a altura da cor-
reia ou, no caso de um sistema de dentes
interior, 20 vezes a espessura do revesti-
mento. Se os rolos de correias são guar-
dados uns em cima dos outros, deitados,
PU
B

PRO
DUTO
S E T
ECN
OLO
GIA
S114
robótica
é recomendável que não excedam uma
altura de 500 mm para prevenir defor-
mações permanentes. Um contacto pro-
longado com a borracha pode provocar
manchas e deve ser evitado. A limpeza
das correias pode ser feita com um pano
e água com sabão ou álcool 1:1 diluído
com água. No caso de sujidade mais
difícil pode usar o álcool sem diluir em
água. Não usar produtos à base de pe-
tróleo ou aspiradores de frio. Escovas de
arame, chaves de parafusos ou outras fer-
ramentas de arestas afiadas não devem
ser usadas, pois podem causar danos nas
correias. Para polias e outros componen-
tes de metal deve usar limpadores de
travões de base solvente, disponíveis no
mercado.
O “Maratonista” dos casquilhos
igus®, Lda.
Tel.: +351 226 109 000 · Fax: +351 228 328 321
[email protected] · www.igus.pt
/IgusPortugal
O iglidur J3, material isento de PTFE (Po-
litetrafluoroetileno), é o “maratonista” dos
polímeros de elevado desempenho da
empresa especializada em motion plas-
tics, igus. Este produto permite o aumen-
to da duração de vida, especialmente em
aplicações com cargas pequenas e mé-
dias e, dessa forma, adequa -se idealmen-
te à indústria de bicicletas ou a robots de
ensaio, pórticos e máquinas de corte de
arame. O iglidur J3 sofreu uma extensão
da gama dimensional e encontra -se ago-
ra disponível nas 113 dimensões stan-
dard em stock.
Na sequência do contínuo desenvol-
vimento do material iglidur J, também
o iglidur J3 oferece uma multiplicida-
de de aplicações para a utilização dos
casquilhos isentos de lubrificação e de
manutenção e ainda uma duração de
vida até três vezes superior, a um preço
idêntico. O material dos casquilhos des-
lizantes adequa -se a cargas pequenas e
médias e, por isso, por exemplo, adequa-
-se especialmente para a aplicação de
pedais e suspensões de bicicletas. Em
simultâneo, destaca -se pela resistência à
sujidade, pelo baixo coeficiente de atrito,
assim como pela robustez sob cargas
nos extremos e cargas de impacto. Estas
caraterísticas são também muito solici-
tadas em muitos outros setores, como a
indústria têxtil. O plástico de elevado de-
sempenho convence igualmente devido
à sua reduzida absorção de humidade
de apenas 0,3% bem como à boa resis-
tência a fluidos. Na sequência da grande
extensão da gama iglidur, o iglidur J3
encontra -se disponível em todas as 113
dimensões standard até 50 milímetros. O
catálogo abrange casquilhos simples e
casquilhos com flange. A igus disponibi-
liza casquilhos em stock sem quantidade
mínima.
Gocator 3109: sensor inteligente 3D estéreo da LMI Technologies
INFAIMON, S.L.
Tel.: +351 234 312 034 · Fax: +351 234 312 035
[email protected] · www.infaimon.com
O Gocator 3109 é a última adição à sé-
rie Gocator 3100 da LMI Technologies. O
sensor Gocator vem calibrado e utiliza o
mesmo padrão de LED azul para gerar
uma nuvem de pontos 3D de alta pre-
cisão, indicado para aplicações de medi-
ção. O Gocator 3109 digitaliza com alta
resolução e velocidade através de um
sistema de projeção de um padrão de
LED azul. O Gocator 3109 mede somente
49x100x155 mm, quase metade do seu
irmão maior Gocator 3110 e pesa me-
nos de 1,5 kg. Este desenho compacto
faz com que o 3109 seja fácil de montar
em braços robóticos, cabe em espaços
reduzidos e integra máquinas e outros
dispositivos da fábrica. O amplo campo
de visão do Gocator 3109 (86x67 mm a
88x93 mm) e a flexível capacidade de
digitalização proporciona a medição de
múltiplas funções com um só snapshot
3D, reduzindo os custos do sistema, já
que os utilizadores são capazes de ins-
pecionar um grande número de cara-
terísticas num período mais curto de
tempo e com um mínimo número de
digitalizações.
O Gocator 3109 é capaz de comuni-
car diretamente com PLCs e robots, o que
permite a sua integração com um menor
número de componentes de hardware
no sistema, facilitando a configuração e a
manutenção. Mediante a eliminação de
PCs na fábrica e minimizando o número
de componentes necessários, o Goca-
tor 3109 otimiza o desenho do sistema
e reduz os custos de integração. Não
necessita de calibração ou manutenção
in situ, o que reduz significantemente
os tempos de integração do sistema. O
Gocator 3109 conta com uma interfa-
ce gráfica web com retroalimentação
de resposta 3D. Os seus parâmetros de
medição são intuitivos e baseados no
modelo CAD, garantindo a configuração
de seu scanner para aplicações de uma
medição específica sem um alto nível de
conhecimentos técnicos. De destacar a
aquisição da nuvem de pontos 3D e me-
dições num único sensor, a luz estrutura-
da azul e tecnologia de scanner estéreo,
a captação em alta resolução, adequado
para robots e sistemas de inspeções es-
tacionárias, com ferramentas 3D e medi-
ções volumétricas integradas, um ciclo
de scanner até 5 Hz e uma conetividade
com PLCs.
Weidmüller firewall/NAT router
Weidmüller – Sistemas de Interface, S.A.
Tel.: +351 214 459 191 · Fax: +351 214 455 871
[email protected] · www.weidmuller.pt
A Weidmüller desenvolveu o novo rou-
ter de segurança Gigabit especialmen-
te para redes industriais: o firewall/NAT
router garante uma comunicação segu-
ra entre máquinas e sistemas Ethernet
bem como redes sobrepostas. O eleva-
do desempenho do router de seguran-
ça industrial com firewall integrado vem
com duas portas Gigabit (LAN/WAN). As
funções de roteiro 1:1 NAT e encami-
nhamento/mapeamento virtual do IP
permitem que os utilizadores facilitem
a integração de sub -redes IP idênticas

PRO
DUTO
S E T
ECN
OLO
GIA
S115
robótica
numa rede de produção superior. Os
routers standard da indústria geralmente
oferecem uma ampla gama de funções
mas os utilizadores apenas precisam de
algumas das ferramentas disponíveis
para as suas aplicações específicas. Para
manter o custo de integração de ende-
reços IP nas máquinas em redes sobre-
postas o mais baixo possível, é melhor
concentrar -se nas funções relevantes. A
nova firewall/NAT router IE -SR -2GT -LAN-
-FN da Weidmüller com duas interfaces
Gigabit Ethernet (10/100/1000BaseT(X))
foi especificamente desenhado para apli-
cações, nas quais a segurança da rede e
a Network Address Translation (NAT) são a
maior prioridade. Graças a uma integrada
inspeção dinâmica do firewall, com uma
filtragem de pacote flexível e bidirecio-
nal (WAN/LAN recebido e de saída), o
router fornece uma fiável e segura pro-
teção para redes industriais IP. O roteiro
virtual de endereços IP é fácil com rou-
ter firewall/NAT e o método 1:1 NAT. Por
outras palavras, a produção standard de
máquinas com endereços IP semelhan-
tes podem ser operadas em paralelo e
integradas dentro de redes sobrepostas
– sem ter de atribuir um endereço IP in-
dividual a cada máquina.
Os routers de segurança industrial da
Weidmüller como o IE -SR -2GT -LAN -FN
ajudam a criar uma otimizada rede de
infraestruturas. Eles oferecem um roteiro
estático ou dinâmico e suportam RIPv2/
OSPF. O tráfego de dados nos routers é
enviado de uma forma controlada entre
redes Ethernet (encaminhamento IP).
Também reduzem a carga de rede ao
criar redes separadas (transmissão limita-
da) e protegem contra o acesso não au-
torizado utilizando o firewall e as funções
‘disfarçadas’. O firewall do IE -SR -2GT -LAN-
-FN também incorpora uma variedade
de funções nos filtros configuráveis e
consegue reconhecer o tráfego legítimo,
enquanto rejeita de forma fiável as ten-
tativas não autorizadas à rede. O router
firewall/NAT inclui funções standard adi-
cionais bem como a hierarquização e ca-
nalização do tráfego de rede. O firewall/
NAT router (IP 20), além de ter um design
compacto (35×159×134 mm – W×H×D)
tem duas portas RJ45, uma porta USB,
um cartão de leitura SCM, vários indica-
dores de estado LED e entradas/saídas
digitais, assim com um botão reset de fá-
brica. A gama de temperatura de funcio-
namento também satisfaz os requisitos
industriais: – 20° C a +70° C. A Weidmüller
fornece routers LAN/WAN adicionais com
tecnologia VPN embutida. Os melhores
modelos para a segurança, a nível mun-
dial, para o acesso remoto às máquinas
e sistemas são os E -SR -2GT -LAN, com as
seguintes funções: itinerário IP, firewall,
manutenção remota e NAT através de li-
gações VPN seguras; e o IE -SR -2GT -UMTS-
-3G, que também tem funcionalidades
de rede adicionais e transmissão móvel
de dados por rádio.
Fluke A3001FC: pinça amperimétrica sem fios 2.500A AC iFlex™
AresAgante, Lda.
Tel.: +351 228 329 400 · Fax: +351 228 329 399
[email protected] · www.aresagante.pt
O módulo de corrente sem fios Fluke
a3001FC 2.500A AC iFlex™ faz parte de
uma família de ferramentas de teste
sem fios que permitem registar e gravar
os dados ao longo do tempo e partilhar
os dados do teste, utilizando a aplicação
móvel Fluke Connect® com chamada de
vídeo ShareLive™. Os equipamentos sem
fios Fluke Connect® permitem o acesso a
locais onde o acesso ou o distanciamen-
to podem ser um problema. É simples,
ligue a pinça Fluke a3001FC, ou qual-
quer outro equipamento Fluke Connect®
e veja os resultados no multímetro sem
fios Fluke Connect® Fluke 3000FC ou num
PC a uma distância segura. Melhor ainda,
os equipamentos Fluke Connect® podem
enviar os dados de medição para o seu
smartphone, permitindo -lhe guardar e
partilhar as medições do campo com a
sua equipa em qualquer momento, e a
partir qualquer lugar.
O tempo é tudo ao tentar localizar
um problema intermitente e o pior é que
nem sempre aparece quando está com
o medidor ligado, o que pode ser resol-
vido com o Fluke Connect®, e deixando
os módulos remotos ligados para regis-
tar medições, podendo sair para resolver
outros problemas. Posteriormente, pode
fazer o download dos dados para análises
adicionais. Envie os dados para seu PC e
ir dos registos para a análise e diagnósti-
co, utilize o adaptador USB sem fios Fluke
Connect® para recolher os dados regis-
tados com os módulos remotos passan-
do por um módulo em funcionamento
e descarregando os dados registados,
e faça análises com o seu PC e partilhe
os resultados através do armazenamen-
to Fluke Cloud™ e a chamada de vídeo
ShareLive™. Visualize dados ou gráficos
para obter informações de cada um dos
membros da equipa.
A pinça amperimétrica sem fios Fluke
a3001FC 2.500A AC iFlex™ é um medidor
totalmente funcional que envia sem fios
as medições para outros equipamentos
compatíveis com Fluke Connect®: multí-
metro Fluke 3000FC, câmaras termográ-
ficas Fluke Ti200/300/400, PC via adap-
tador pc3000FC, aplicação móvel Fluke
Connect® e câmaras termográficas TiX560
e TiX520. A pinça amperimétrica sem fios
Fluke a3001FC 2.500A AC iFlex™ permite
realizar medições em condutores com
tamanhos pouco comuns ou aceder a es-
paços apertados, além de facilitar o aces-
so aos cabos. As principais caraterísticas
da pinça amperimétrica sem fios Fluke
a3001FC 2.500A AC iFlex™ incluem medi-
ções até 2500A AC, utilização como uma
pinça autónoma ou como uma parte de
um sistema e a utilização da função de
registo para registar e guardar até 65 000
medições, além da função de arranque e
da alça magnética para pendurar.
Série CNC 0iF da FANUC
FANUC Ibérica
Tel.: +351 220 998 822
[email protected] · www.fanuc.pt
A nova série de CNC 0i -F da FANUC é a
última geração da série 0i. A série 0i-F
conta com a operacionalidade, manu-
tenção e opções de rede comuns à série
CNC 30i, além de ter um PMC altamente
compatível, o que se traduz numa opera-
cionalidade e manutenção mais simples
na oficina. A compatibilidade total ao po-
der utilizar os mesmos motores, amplifi-
cadores, dispositivos periféricos (painéis
de operador de segurança, módulos E/S,
iPendant) que na série 30i simplificam
ainda mais a facilidade de utilização e
manutenção da série 0i -F. Funções PMC
comuns entre os CNCs 0i-F e 30i-B in-
cluem um PMC multicanal, gestão do au-

PRO
DUTO
S E T
ECN
OLO
GIA
S116
robótica
tómato em partições, blocos de funções,
comentários em várias línguas, assim
como um I/O link i.Com um total de 9 eixos controlados
para um sistema de um canal tanto para
o 0i -MD (fresagem) como para o 0i-TD
(torneamento) e um sistema de 2 canais
agora disponível no 0i -MF com um total
de 11 eixos controlados, a série 0i -F é
mais versátil para melhorar o desempe-
nho da maquinagem. Novas caraterísti-
cas adicionais da série 0i -F incluem uma
opção de ecrã de 15”, I/O Link i, roscagem
rígida de alta velocidade, controlo do car-
regador, controlo de tolerância, aumento
do número dos eixos, gestão de pastas
de programas, reinício rápido do progra-
ma, atribuição flexível de eixos a canais,
EtherNet IP e PROFINET.
Novidades nos sistemas de medição
Fagor Automation S. Coop – Sucursal
Portuguesa, Lda.
Tel.: +351 229 968 865 · Fax: +351 229 960 719
www.fagorautomation.pt
Nos sistemas de medida lineares fecha-
dos para máquinas CNC e aplicações
de alta precisão, a Fagor Automation
ampliou a gama de produtos com no-
vas séries, S2, SV2 e G2, procedendo a
alterações de elementos mecânicos nas
séries atuais. Na série S2 foram incorpo-
radas novas proteções laterais para o
perfil, com um desenho mais atrativo e
moderno. Mantendo a ótima qualidade e
desempenho do sistema de medida line-
ar em relação ao seu antecessor, as novas
proteções laterais são instaladas mais fa-
cilmente para atingir o mesmo grau de
proteção contra contaminações.
Além disso, na cabeça de leitura foi
adicionada a opção de montagem, ros-
cagem direta na cabeça, caraterística já
incluída nas séries G e L e com grande
aceitação no mercado, uma vez que evita
a utilização de porcas pelo fabricante. Na
série SV2, na mesma linha, foram incor-
poradas novas proteções laterais do per-
fil seguindo os critérios da série S2 para
manter a uniformidade das novas séries
entre si. A opção de cabeça roscada (sem
necessidade de porcas) está também dis-
ponível neste novo modelo. A nova barra
para vibrações foi reprojetada completa-
mente, com dimensões mais reduzidas,
oferecendo a possibilidade de fixação
superior ou inferior, simultaneamente, e
mantendo o desempenho e a compati-
bilidade mecânica com a sua antecesso-
ra. Na série G2 foi incorporada uma nova
cabeça de dimensões mais reduzidas
mantendo a compatibilidade com a série
anterior. De destacar que a cabeça pos-
sui dois conetores e entradas de ar em
ambos os lados, e assim, tanto o cabo de
ligação como a entrada do ar podem ser
conetados em ambos os lados sem me-
xer na cabeça. As tampas do perfil tam-
bém foram alteradas para se adaptarem
ao projeto da nova cabeça.
Aparafusamento eficaz com alimentação automática em madeira e plástico
FLUIDOTRONICA – Equipamentos Industriais, Lda.
Tel.: +351 256 681 955 · Fax: +351 256 681 957
www.fluidotronica.com
Utilizada essencialmente nas indústrias
da madeira e dos plásticos, a apara-
fusadora telescópica HST da STOGER
carateriza -se pelo seu design robusto e de
fácil manuseamento. Esta aparafusadora
manual com alimentação automática,
com uma ótima relação custo -benefício,
apresenta -se como uma solução ideal
para uma montagem de confiança em
ambientes hostis.
Funcionamento fácil, simples e eficaz:
após a alimentação e o avanço automá-
tico do parafuso, esta aparafusadora ma-
nual pode ser posicionada e pressionada
para baixo, a aparafusadora começa e o
parafuso é enroscado. As suas vantagens
são variadas e vão desde a facilidade na
troca de ferramenta (15 segundos) e ajus-
te de torque até à liberdade de escolha
da motorização. As áreas de aplicação
também são múltiplas: estações de mon-
tagem manuais, robots ou em trabalhos
manuais (montagens de móveis de ma-
deira, janelas, portas, eletrodomésticos,
entre outros).
Festo aumenta a gama Optimised
Motion Series
Festo – Automação, Unipessoal, Lda.
Tel.: +351 226 156 150 · Fax: +351 226 156 189
[email protected] · www.festo.pt
A Festo, fornecedor principal de tecno-
logia da automatização, acrescentou
três atuadores novos à sua Optimised
Motion Series nos sistemas de posiciona-
mento elétricos. Estes produtos econó-
micos e fáceis de usar foram projetados
para permitir aos construtores de má-
quinas e integradores melhorarem os
sistemas de controlo de movimento, e
as suas margens de lucro para as solu-
ções como aplicações de montagem,
sistemas da inspeção e manipulação
de líquidos e amostras em laboratórios.
O primeiro produto novo é o cilindro
elétrico EPCO guiado – EPCO -G – que
permite um posicionamento simples
com cursos até 400 mm. Com uma uni-
dade integrada da guia, o EPCO -G pode
suportar cargas axiais e radiais elevadas
o que significa que pode ser utilizado
numa seleção mais larga de sistemas de
manipulação.
O cilindro está disponível em três
tamanhos (16, 25 e 40), consegue velo-
cidades de até 500 mm/s e fornece uma
rigidez elevada num sistema com pouco
peso, com um desempenho elevado e
um ciclo de serviço longo. Além disso,
tem lubrificação para toda a sua vida útil
(~5000 km) e não necessita, por isso, de
manutenção. A sua montagem e instala-
ção são muito fáceis, o que permite uma
poupança de custos. A unidade da guia
pode ser requisitada como uma unida-
de para um retrofitting fácil aos cilindros
existentes do EPCO. O segundo produto
novo da família OMS é o ERMO – uma
unidade giratória elétrica que cumpre
os mesmos critérios de elevado desem-
penho que a Festo tem nas suas unida-
des rotativas mas com um preço mais
atrativo. É adequado para estações com-

PU
B

PRO
DUTO
S E T
ECN
OLO
GIA
S118
robótica
pactas e aplicações Pick&Place devido à
sua flexibilidade de rotação do ângulo, o
ERMO é fácil de instalar pois permite aos
construtores de máquinas um Plug&Work
imediato. Com uma velocidade angular
máxima de 600°/sec, binário de 5 Nm
e exatidão de repetição entre ± 0,05° e
± 0,1°, a unidade giratória elétrica ERMO,
pode ser usada para soluções de girar,
colocar, em sistemas do rotação e como
sistema pivô de manipulação.
Finalmente, o eixo eletromecânico
de correia dentada ELGR está agora dis-
ponível com elevada resistência à cor-
rosão – material altamente resistente
(haste e material de rolamento) croma-
do, isto possibilita uma solução robusta e
de confiança em ambientes mais árduos.
O ELGR é uma solução excecionalmente
económica para forças até 35 kg e está
disponível num subconjunto completa-
mente montado, permitindo aos cons-
trutores de máquinas pouparem tempo
de montagem e de instalação. O motor
também vem incorporado no sistema,
fazendo com que seja ideal para uma va-
riedade de aplicações de movimentação,
onde os movimentos lineares simples são
requeridos. Todos os produtos na família
de produtos OMS podem facilmente ser
montados para criar um sistema de ma-
nipulação completo de 2, 3 ou 4, poden-
do ser adaptado às exigências individuais
de cada utilizador e permitindo construir
máquinas eficientes e de confiança.
Proline Promag10D: transformar a aceitação em benefícios
Endress+Hauser Portugal, Lda.
Tel.: +351 214 253 070 · Fax: +351 214 253 079
[email protected] · www.endress.com
Devido à grande aceitação do caudalí-
metro Proline Promag 10D para água e
água potável foi possível gerar uma eco-
nomia de escala. Com esta poupança, os
clientes da Endress+Hauser beneficiam
de um desconto permanente de 20%
face ao preço anterior.
O Proline Promag 10D é um cauda-
límetro eletromagnético para medição
bidirecional em líquidos condutivos.
Devido à sua instalação e operação fácil,
robustez e preço o Promag 10D abrange
uma vasta gama de aplicações onde o
espaço é reduzido. As aprovações dispo-
níveis para água potável são KTW/W270,
WRAS BS 6920, ACS e NSF 61. Este equi-
pamento pertence ao portefólio de pro-
dutos E -direct que lhe oferece alguns be-
nefícios adicionais: seleção simples (pode
selecionar a versão do seu equipamento
de acordo com o seu processo), elevada
qualidade (cumprem todos os standards
de qualidade Endress+Hauser), preços
competitivos (conseguem sempre o
melhor preço, e os preços diminuem de
acordo com as quantidades encomen-
dadas) e entrega rápida (produtos com
prazos de entrega reduzidos, indicados
em cada equipamento). Mais informa-
ções em www.e -direct.endress.com/pt/
pt/caudalimetroelectromagnetico.
Transmissor de temperatura sem fios e gateway
Bresimar Automação, S.A.
Tel.: +351 234 303 320 · Fax: +351 234 303 328/9
Tlm.: +351 939 992 222
[email protected] · www.bresimar.com
A Tekon Electronics apresenta o novo
THW401 e o WGW410, desenvolvidos
para oferecer comunicações precisas
para a medição de temperatura a gran-
des distâncias, com uma solução eco-
nómica que oferece vantagens compe-
titivas e agrega valor aos processos que
necessitam de medições de temperatura
à distância. Nesta série a Tekon Electro-
nics adicionou 8 saídas analógicas, o que
torna mais fácil a utilização como a ins-
talação, nas novas aplicações sem fios.
Sendo conhecida por oferecer equipa-
mentos de qualidade a preços compe-
titivos no negócio da indústria wireless,
a TekOn traz uma nova visão sobre a in-
dústria wireless permitindo às indústrias
reduzir os seus custos de manutenção
e de instalação através de uma solução
fiável e estável.
O transmissor de temperatura uni-
versal wireless e a porta de acesso estão
desenhados, especificamente, para sa-
tisfazer os requisitos mais rigorosos das
operações dos processos industriais. O
transmissor de temperatura sem fios
TekOn THW401 aceita RTD, termopar,
ohmios e entradas DC milivoltes. O cus-
to da instalação é reduzido já que não
é necessário a utilização de cabos e os
transmissores funcionam com baterias
internas. A antena desmontável pode ser
utilizada com uma antena de alto alcance
com um cabo de extensão. O processo
de transmissão e o ajuste dos parâmetros
utilizando o sinal sem fios podem ser alte-
rados segundo as necessidades. O baixo
consumo de corrente proporciona uma
longa duração da bateria, que pode du-
rar anos, dependendo da frequência de
envio de dados. O interface de PC de fácil
utilização (software) está disponível, de
forma gratuita, e o método de configura-
ção faz -se a partir de qualquer PC via USB.
Compressores de parafuso FINI – upgrade permitem maior eficiência e economia
BOLAS – Máquinas e Ferramentas
de Qualidade, S.A.
Tel.: +351 266 749 300 · Fax: +351 266 749 309
[email protected] · www.bolas.pt
A FINI S.p.a. anunciou na COMVAC 2015
em Hannover, o lançamento de uma
evolução das suas linhas de compres-
sores de parafuso Micro Plus e K -Max. A
linha Micro Plus – compressores de para-
fuso com transmissão por correia de 2,2
a 75 kW – apresenta -se agora com uma
performance melhorada e nível sono-
ro reduzido, sendo equipada com uma
correia POLY -V que permite intervalos
de manutenção mais longos. Os com-
pressores estão disponíveis com veloci-
dade fixa ou variável e dispõem de um
secador integrado (até 37 kW). A linha
K -Max – compressores de parafuso com
transmissão coaxial direta e potências de
5.5 a 37 kW – representa a melhor opção
em termos de poupança energética no
setor dos compressores de parafuso. Os
compressores K -Max são extremamente
silenciosos, sendo equipados com pa-

PRO
DUTO
S E T
ECN
OLO
GIA
S119
robótica
rafusos de grandes dimensões, elevada
performance e baixa velocidade.
Ambas as linhas passam a ser equipa-
das com motores elétricos IE3 de alta efi-
ciência – classe Premium Efficiency – que
permitem uma redução do consumo de
energia segundo a potência nominal do
motor. Esta inovação permite poupanças
significativas que variam entre os 100 e
300 euros anuais, dependendo da potên-
cia utilizada e do número total de horas
de funcionamento. Os motores elétricos
IEC também permitem a redução das
emissões de CO2, salvaguardando assim
o meio -ambiente. A introdução destes
motores está prevista e regulamentada
pela Norma Europeia EU 640/2009. Outra
inovação que passará a integrar a maio-
ria dos compressores da linha industrial
da FINI é o novo controlador eletrónico
ETIV, que permite monitorizar até 4 com-
pressores com uma configuração master-
-slave, tendo a opção de controlo remoto
do compressor via wi -fi. Os novos mode-
los estarão disponíveis no mercado por-
tuguês a partir de dezembro de 2015. A
FINI S.P. A. é representada, em exclusivo,
pela Bolas – Máquinas e Ferramentas de
Qualidade, e distribuída em todo o país
através de uma rede de revendedores
especializados.
Aparafusadora sem fios Weidmüller DMS Pro
Weidmüller – Sistemas de Interface, S.A.
Tel.: +351 214 459 191 · Fax: +351 214 455 871
[email protected] · www.weidmuller.pt
Esta é uma aparafusadora recarregável
com limitação automática de torque,
além de uma elevada precisão em cada
ligação ao parafuso. A Weidmüller de-
senvolveu a nova aparafusadora sem fios
DMS Pro, especialmente para aperto pre-
ciso de parafusos em equipamento elé-
trico sem tensão, como blocos de bornes,
contactores, módulos de relé, interrupto-
res de proteção do motor, disjuntores,
lâmpadas, botões ou equipamentos de
medição. A aparafusadora sem fios é ade-
quada para operações apenas com uma
mão e pode ser utilizada em trabalhos de
oficina ou instalação de armários de con-
trolo, em produção em pequena escala,
em série, ou nos locais de construção.
O binário de aperto da aparafusadora
sem fios com rotação no sentido horário
e anti -horário e 3,6 V de tensão nominal
tem duas configurações de velocidade:
200 rpm (baixa) e 600 rpm (elevada). O
aperto pode ser pré -selecionado em 21
escalas (Baixo 1 -10, Elevado 11 -21), va-
riando de 0,36 Nm na etapa 1 para 2,83
Nm na etapa 21, com uma rotação máxi-
ma de embraiagem de 3 Nm. A janela de
escala integrada no punho facilita a leitu-
ra dos valores de rotação. Os utilizadores
podem alternar facilmente a configura-
ção da DMS Pro de um formato reto para
angular (pistola) ou de aperto elétrico a
operação manual.
ABB, Bosch e Cisco: joint venture
de software aberto para unificar a tecnologia para casas inteligentes
ABB, S.A.
Tel.: +351 214 256 000 · Fax: +351 214 256 247
comunicacao [email protected] · www.abb.pt
A ABB, a Robert Bosch GmbH e a Cisco
Systems Inc. confirmaram a formação
de uma joint venture internacional, mo-
zaiq operations GmbH, para desenvolver
e operar uma plataforma de software
aberto para residências inteligentes. A
plataforma ajudará a unificar as atuais
soluções autónomas para automação
doméstica e oferece interoperabilidade
entre dispositivos. A plataforma, a ser
desenvolvida pela mozaiq operations
GmbH, traz a Internet das Coisas, Serviços
e Pessoas às casas dos consumidores, tor-
nando mais fácil e segura a comunicação
entre os produtos de uma vasta gama.
Os consumidores poderão, de forma
transparente e intuitiva, adaptar os seus
aparelhos e dispositivos, independente-
mente da marca, para obterem um nível
sem precedentes de controlo e conforto,
e melhorarem significativamente a efici-
ência energética.
Por exemplo, num dia inesperada-
mente quente, a partir de um clique num
smartphone ou através de uma instru-
ção pré -definida, as persianas em casa
podem ser fechadas; o temporizador
pré -definido para a máquina de secar
roupa desligado; e todos os dispositivos
com ecrãs desligados automaticamente
para que as crianças possam sair para
brincar. “Este esforço conjunto para de-
senvolver uma plataforma de software
aberto para casas inteligentes enquadra-
-se perfeitamente na estratégia da ABB de
alavancar as oportunidades de expansão
da Internet das Coisas, Serviços e Pessoas,
tanto para os consumidores como para
as empresas,” disse Tarak Mehta, Diretor
da Divisão Low Voltage Products da ABB.
A plataforma de software mozaiq criará
oportunidades para uma gama de novos
serviços, facilitando a troca simples mas
segura de dados entre diferentes tipos
de dispositivos e os seus utilizadores.
Ao criar um ecossistema de negócios, a
ABB, Bosch e a Cisco procuram facilitar
uma cooperação e acomodar diferentes
exigências e perspetivas das partes inte-
ressadas à medida que a plataforma de
software é desenvolvida. O chefe inte-
rino da mozaiq será Dirk Schlesinger da
Cisco Internet Business Solutions Group, e
terá a sua base em Frankfurt, na Alema-
nha, até que um líder permanente seja
nomeado. Um website inovador foi cria-
do para fornecer mais detalhes sobre a
plataforma de software aberto e criar um
hub para os clientes da joint venture em
http://mozaiq -operations.com.
F.Fonseca apresenta relés industriais da Relpol
F.Fonseca, S.A.
Tel.: +351 234 303 900 · Fax: +351 234 303 910
[email protected] · www.ffonseca.com
/FFonseca.SA.Solucoes.de.Vanguarda
A gama de relés eletromagnéticos indus-
triais da Relpol está agora mais moderna
a todos os níveis. Com as novas versões
R2N, R3N e R4N, os relés industriais da
Relpol distinguem -se pelo seu design
moderno e pelos elevados padrões de

PRO
DUTO
S E T
ECN
OLO
GIA
S12
0ro
bótica
qualidade e de funcionalidade, consegui-
dos através de uma renovada tecnologia
de fabrico.
Destacam -se as evoluções ao ní-
vel da funcionalidade e visibilidade do
indicador mecânico, da tecnologia de
aplicação da eletrónica e da sinalização
LED, da eficiência do eletroíman e da
aplicação de material de última geração
no isolamento da área dos contactos. Os
novos relés industriais da Relpol mantêm
a conformidade de dimensão e posicio-
namento dos terminais, o que permite
uma total compatibilidade com as bases
existentes.
Ajustes de posição rápidos e económicos em máquinas--ferramenta
igus®, Lda.
Tel.: +351 226 109 000 · Fax: +351 228 328 321
[email protected] · www.igus.pt
/IgusPortugal
Seja para uma grande capacidade de
carga, para resistência a temperaturas até
150º C ou para reduzir custos, a gama de
porcas drylin da igus permite encontrar
o material ideal para cada aplicação no
setor das máquinas -ferramenta. Com o
lema “Savfe 4.0”, a igus esteve presente na
EMO 2015 em Milão, apresentando a sua
gama ao público especializado. As porcas
em 5 materiais diferentes permitem uma
oferta ajustada a cada aplicação e esta
foi a proposta da igus na EMO. Esta inclui
porcas de roscas trapezoidais e de passo
rápido, em formato cilíndrico ou com
diferentes flanges. A igus também dispo-
nibiliza fusos apropriados às suas porcas
que o utilizador pode combinar no com-
primento pretendido, em aço, aço inoxi-
dável ou alumínio. Assim é fácil realizar
todo o tipo de configurações. Particu-
larmente interessantes para o setor das
máquinas -ferramenta são os materiais
iglidur W300, iglidur J350 e o iglidur R,
particularmente económico.
O "maratonista" iglidur W300
distingue -se pela sua elevada capacida-
de de carga e alta resistência ao desgas-
te. Mantém as suas propriedades mesmo
em ambientes particularmente abrasivos,
sendo assim adequado para aplicações
no interior de máquinas -ferramenta. O
iglidur J350 é recomendado para este
setor devido à sua resistência a tempe-
raturas até 150º C. Em combinação com
fusos em aço, este material possui ainda
um baixo coeficiente de atrito, garantin-
do uma longa vida útil. “Aplicação segura
com otimização de custos”, este compro-
misso assumido na EMO é comprovado
pelo iglidur R. A variante económica das
porcas e fusos drylin une a durabilidade,
a isenção de manutenção a um preço
reduzido. Tal como todos os plásticos
da igus, as porcas e os fusos drylin pos-
suem lubrificantes sólidos permitindo,
assim, um funcionamento de elevada
duração sem lubrificação adicional. O
fuso e a porca permanecem secos du-
rante o seu funcionamento, impedindo
a acumulação de eventual sujidade. Des-
ta forma, as porcas e os fusos drylin são
muito apropriados para a aplicação em
máquinas -ferramenta. O utilizador pode
encontrar o produto mais indicado para
a sua aplicação através da ferramenta de
configuração online de porcas e fusos
drylin: www.igus.pt/calculo-porcas.
EPL: pinça industrial On Robot
EPL – Mecatrónica & Robótica
Tel.: +351 210 997 456 · Fax: +351 217 101 103
info@epl -si.com · www.epl -si.com
A RG2 é uma pinça elétrica, especial-
mente desenhada para o robot da Uni-
versal Robots, que permite manipular
uma variedade de objetos e respetivos
tamanhos, quer sejam objetos sensíveis
e delicados ou até mesmo pesados. As
principais caraterísticas da pinça RG2 são
a sua simples instalação, diretamente nos
robots da Universal Robots (a pinça liga
diretamente ao conetor existente no pul-
so do robot), porque não necessita de ca-
bos ou programação externa, e a sua fle-
xibilidade na manipulação de diferentes
objetos ou na simplicidade de reconfigu-
ração – uma vez que podem operar duas
pinças sem necessidade de cabos extra.
Esta pinça é diretamente ajustável ao
software da Universal Robots – todas as
configurações da pinça RG2 são contro-
ladas pelo software da Universal, sendo
a sua programação bastante simples.
Outra caraterística importante é o facto
da pinça, em caso de perda de energia,
manter a sua força bem como usar as I/Os
para dar feedback quando atinge uma
certa força ou abertura. Uma das entradas
analógicas do robot corresponde sempre
com a posição dos dedos da pinça.
Lusomatrix: Dual -Modem -Dual SIM Router Cradlepoint
LusoMatrix – Novas Tecnologias de Electrónica
Profissional
Tel.: +351 218 162 625 · Fax: +351 218 149 482
www.lusomatrix.pt
A Cradlepoint, especialista mundial em
soluções de conetividade 4G, distribuída
em Portugal pela Lusomatrix, apresenta
a mais nova adição ao seu portefólio,
o Dual -Modem Dock para a série COR
IBR1100, proporcionando um aumento
da disponibilidade e de largura de ban-
da para soluções a bordo de veículos
de passageiros. O Dual -Modem Dock
da Cradlepoint para a série COR IBR1100
fornece flexibilidade na instalação de um
segundo modem com capacidade de
failover através de múltiplos operadores
móveis. O segundo modem pode tam-
bém ser usado para aumentar a largura
de banda para aplicações como wi -fi Pas-
sageiro, streaming de vídeo ou acesso à
nuvem para garantir uma qualidade ideal
de serviço.
O Dual -modem Dock suporta inter-
namente todas as versões do modem
dual -SIM MC400 da Cradlepoint, a inte-
gração entre os 3 elementos – MC400
+ Dual -modem Dock + IBR1100 – cria a
solução completa para uma ótima ex-
periência de viagem aos passageiros.
Os benefícios da solução de integração
completa são: dual -modem capability
for failover or load balancing; dual -band,
dual concurrent WiFi (802.11 a/b/g/n/ac)
– 128 users (64 per band); multi -carrier
4G LTE support with dual SIM capability;
active GPS support; cloud -managed; rug-
gedized for vibration, shock, dust, splash
& humidity; 9 -36 DC voltage input range;
built -in transient and reverse polarity
voltage protection e integrated tempera-
ture sensor.
PU
B

122
robótica
CALE
NDÁRIO D
E E
VENTO
S
feiras
DESIGNAÇÃO TEMÁTICA LOCAL DATA CONTACTO
STEELFAB / MIDDLE EAST
INDUSTRIAL SHOW 2016
Exposição na Área da Maquinaria
para a Indústria de Aço
Sharjah
Emirados
Árabes Unidos
17 a 20
janeiro
2016
Expo Centre Sharjah
www.expo-centre.ae
SAUDI PRINT & PACK 2016 Feira na Área da Impressão e Embalagem Riade
Arábia Saudita
18 a 21
janeiro
2016
REC Riyad Exhibitions Company
www.recexpo.com
MAHATECH FEVEREIRO 2016 Feira na Área da Indústria de Processo,
Elétrica, Eletrónica e Instrumentação
Pune
Índia
04 a 07
fevereiro
2016
Mumbai – Maharashtra Industries Directory
www.maha-tech.com
PACKAGING INNOVATIONS
2016
Exposição na Área da Embalagem Birmingham
Reino Unido
24 a 25
fevereiro
2016
NEC Birmingham – National Exhibition Centre
www.thenec.co.uk
ROBOPARTY® Exposição de Construção e Dinamização
de Robots
Guimarães
Portugal
17 a 19
março
2016
SAR e Universidade do Minho
www.roboparty.pt
HANNOVER MESSE Feira na Área da Automação Industrial Hannover
Alemanha
25 a 29
abril
2016
Deutsche Messe AG
www.messe.de
seminários e formações
DESIGNAÇÃO TEMÁTICA LOCAL DATA CONTACTO
SOLDADURA MULTIPROCESSOS Formação na Área da Soldadura Porto
Portugal
11
janeiro
a 12 abril
2016
CENFIM
www.cenfim.pt
INICIAÇÃO À SOLDADURA Formação na Área da Soldadura Grijó
Portugal
19
janeiro
a 02 março
2016
ISQ
www.isq.pt
AUTOMATISMOS
INDUSTRIAIS – PNEUMÁTICA
E HIDRÁULICA
Formação na Área da Automação
Industrial
Porto
Portugal
15
fevereiro
a 04 março
2016
CENFIM
www.cenfim.pt
TEMPOS E MÉTODOS – ESTUDO
PADRONIZADO DO TRABALHO
Formação na Área da Gestão Grijó
Portugal
20 a 27
fevereiro
2016
ISQ
www.cenfim.pt
ESPECIALIZAÇÃO EM SISTEMAS
INTEGRADOS DE GESTÃO
Formação na Área da Gestão
e Qualidade
Grijó
Portugal
04 março
a 26 junho
2016
ISQ
www.cenfim.pt
OPERADOR/A DE MÁQUINAS
FERRAMENTA
Formação na Área das Construções
Metálicas
Porto
Portugal
07 março
2016
a 30 junho
2017
CENFIM
www.cenfim.pt

PU
B

124
robótica
EVENTO
S E F
ORM
AÇÃ
O
informação necessária. A conclusão dos
trabalhos ocorreu com um almoço onde
todos os participantes trocaram ideias e
aumentaram a sua rede de contactos.
ROBOWORK participou na Feira MetalMadrid/Robomatica 2015
ROBOWORK
Tel.: +351 234 942 748 · Fax: +351 234 943 108
[email protected] · www.robowork.pt
Nos passados dias 4 e 5 de novembro, a
ROBOWORK esteve presente na Feira Me-
talMadrid/Robomatica, na IFEMA – Feira
de Madrid.
A ROBOWORK apresentou os seus
novos sensores anti-colisão da RoboTools
bem como o Active Contact Flange da
FerRobotics, um novo atuador/sensor
para controlar a força aplicada por um
robot numa superfície. Relativamente
aos serviços a empresa apresentou em
Espanha os seus cursos de formação
em robótica, manutenção preventiva e
corretiva para robots industriais e serviço
de retrofitting para recondicionamento
de equipamentos robóticos em novas
aplicações.
Juncor celebra 40 anos
Juncor – Acessórios Industriais e Agrícolas, S.A.
Tel.: +351 226 197 362 · Fax: +351 226 197 361
[email protected] · www.juncor.pt
É já no próximo mês de fevereiro que a
Juncor celebra o seu 40.º aniversário. A
empresa, que se dedica à comercializa-
ção de órgãos de transmissão de potên-
cia mecânica de alta qualidade, foi funda-
da em 1976 e conta com a sua sede no
Porto e uma filial no Montijo, abrangen-
do a totalidade do território nacional.
WEG recebe Prémio da revista Época NEGÓCIOS 360º
WEGeuro – Indústria Eléctrica, S.A.
Tel.: +351 229 477 700 · Fax: +351 299 477 792
info [email protected] · www.weg.net/pt
O anuário brasileiro Época NEGÓCIOS
360º aponta as melhores empresas em
cada setor com um enfoque diferen-
ciado, não considerando apenas o lado
financeiro para fazer o ranking das me-
lhores empresas. Tem também em conta
práticas de RH, responsabilidade socio-
ambiental, administração corporativa,
inovação e visão de futuro. A pesquisa,
elaborada há 4 anos, é realizada através
de questionários enviados às empresas
pela Fundação Dom Cabral, parceira da
revista.
O evento aconteceu no Leopolldo
Itaim, em São Paulo, com o patrocínio da
Federação das Indústrias do Estado de
São Paulo (Fiesp). Além do 1.º lugar no
ranking geral do setor Mecânica e Meta-
lurgia, a WEG ficou entre as 5 melhores
nessas dimensões: desempenho finan-
ceiro – 1.º lugar, capacidade de inovar
– 1.º lugar, governança corporativa – 4.º
lugar e práticas de RH – 4.º lugar.
Seminário técnico sobre aplicações SEW -EURODRIVE Alimentação & Bebidas
SEW–EURODRIVE Portugal
Tel.: +351 231 209 670 · Fax: +351 231 203 685
infosew@sew -eurodrive.pt · www.sew -eurodrive.pt
As aplicações SEW -EURODRIVE para a
indústria de alimentação e de bebidas
foram o tema principal em mais um se-
minário técnico de formação organizado
pela empresa portuguesa a 16 de maio,
na Mealhada, com a presença de cerca
de 50 profissionais do setor. Os traba-
lhos iniciaram -se com João Guerreiro,
Diretor -Comercial da SEW -EURODRIVE
Portugal, a acolher todos os participan-
tes e apresentando, resumidamente, os
oradores e a ordem de trabalhos. Este
seminário, moderado pelo Gestor da
SEW -EURODRIVE Portugal, Nuno Sarai-
va, teve como primeiro orador Reis Ne-
ves, Diretor -Técnico da SEW -EURODRIVE
Portugal, que identificou as soluções de
eficiência energética para a tecnologia
de acionamentos descentralizados. Nes-
ta apresentação foi explicado o conceito
effiDRIVE® que satisfaz a necessidade de
uma visão abrangente na consultadoria
energética, pois “para reduzir o consumo
energético não são necessários apenas pro-
dutos mas soluções integradas de sistemas
mecatrónicos”.
Nicolas Billard, Responsável do De-
partamento de Projetos da GEBO Por-
tugal, apresentou as áreas de ação da
empresa e descreveu, resumidamente,
quais os requisitos que uma empresa
construtora de bens de equipamento, a
funcionar no mercado mundial, procura
num parceiro de acionamentos. Estes
vão desde o desenvolvimento de protó-
tipos às garantias de assistência e supor-
te técnico global, passando pelo rigoroso
cumprimento de prazos e apoio desde a
fase de projeto na definição da melhor
solução. De seguida, Rui Miguel, Dire-
tor de Manutenção da SUMOL -COMPAL
mostrou a estratégia e os valores do
grupo que integra, explicando ainda de
que forma as soluções SEW e a sua gama
de serviços têm contribuído para que a
SUMOL -COMPAL atinja as ambiciosas
metas a que se propôs. A apresentação
seguinte esteve a cargo de Rémy Zehr-
fuss, da SEW -USOCOME e Gestor global
da conta do grupo GEBO -CERMEX, que
mostrou alguns casos práticos de apli-
cações inovadoras na indústria de ali-
mentação e bebidas, abordando ainda as
futuras tendências desta indústria. David
Braga, Diretor do Departamento de Ser-
viços da SEW -EURODRIVE Portugal abor-
dou os serviços especializados para a
indústria de alimentação e bebidas, indi-
cando casos de sucesso em que a gestão
integrada da condição de acionamentos
permite melhorar a disponibilidade dos
equipamentos e, paralelamente, facilita
a sua rastreabilidade e acesso a toda a

PUB
de uma máquina -ferramenta, já que permitem
obter maquinações com um elevado grau de
complexidade e acabamentos com uma ele-
vada qualidade.
Entre outras coisas, a Fagor também co-
municou que têm disponível no website, o
Simulador Gratuito que proporciona ao utili-
zador uma ferramenta completa para executar
toda a programação da peça, diretamente em
qualquer PC externo, de maneira cómoda e
produtiva. Entre as novidades também foram
apresentadas as novas séries de sistemas de
medida lineares absolutos, sem contacto, com
diferentes interfaces digitais de ligação, reso-
lução nanométrica e em diferentes formatos
para se adaptarem aos requisitos da aplicação
e necessidades dos clientes.
Em relação aos sistemas de medida line-
ares absolutos fechados para máquina de
CNC e aplicações de alta precisão, a gama
foi ampliada com novas famílias de produtos
mais modernos, nos quais foram implemen-
tadas várias melhorias mecânicas. Com base
em informações de clientes e na experiência
dos profissionais da Fagor, a EMO 2015 foi
outra amostra positiva de que o mercado de
máquinas -ferramenta está vivo e respira com
grande otimismo.
Empregando atualmente cerca de 60 tra-
balhadores, trabalha uma ampla gama de pro-
dutos em parceria com os maiores fabricantes
mundiais, com clientes em todas as áreas da
indústria. Entre as diversas iniciativas progra-
madas para assinalar esta importante data, a
Juncor destaca as Jornadas Técnicas, realizadas
em parceria com os Departamentos de Enge-
nharia Mecânica das principais universidades e
politécnicos portugueses.
Excelente avaliação da Feira EMO 2015
Fagor Automation S. Coop – Sucursal
Portuguesa, Lda.
Tel.: +351 229 968 865 · Fax: +351 229 960 719
www.fagorautomation.pt
A Fagor Automation avaliou de forma muito
positiva a sua participação na Feira EMO de
Milão, realizada entre os dias 5 a 10 de outubro
de 2015, no recinto de feiras de fieramilano.
Esta edição bateu recordes: 1600 expositores,
120 000 metros quadrados, 155 362 visitantes,
120 países e 51% visitantes estrangeiros. A Fa-
gor Automation participou com um stand de
120 m2, apresentando as últimas novidades
em sistemas de controlo numérico e sistemas
de medição. Aos fabricantes mostraram toda a
linha de produtos, desde os controlos numéri-
cos e os servo -motores, reguladores e sistemas
de medição, podendo oferecer aos clientes
uma solução completa para as suas necessida-
des. Os utilizadores presenciaram demonstra-
ções de torno e fresadora dos controlos 8060
e 8065, e onde mostraram os avanços da Fa-
gor, particularmente no universo da fresadora,
através de sessões conduzidas por especialis-
tas em programação. Segundo um dos distri-
buidores, Asier Telleria (Customer Service Ma-
nager), “durante a feira foram realizadas muitas
reuniões interessantes com distribuidores e onde
foram definidos os passos a serem dados para a
colaboração em novos projetos de envergadura,
nos respetivos países.” E diariamente receberam
grupos de centros de formação técnica, aos
quais foi explicada a grande importância dos
produtos da Fagor Automation na construção

EVENTO
S E F
ORM
AÇÃ
O12
6ro
bótica
Formação em Motores e Geradores ABBABB, S.A.
Tel.: +351 214 256 000 · Fax: +351 214 256 247
comunicacao [email protected] · www.abb.pt
A formação em Motores e Geradores ABB
teve lugar nas instalações de Paço de Ar-
cos, de 10 a 13 de novembro, e contou
com a presença de 18 participantes. A
ação de formação, que teve como obje-
tivo principal a partilha de conhecimen-
to e a criação de valor, abrangeu temas
desde a teoria básica sobre motores e
geradores até diagnósticos e resolução
de problemas mais avançados. “Foi uma
oportunidade muito positiva que a ABB
proporcionou para apresentar a teoria, di-
mensionamento, operação e manutenção
de máquinas elétricas rotativas. Focando
os aspetos da eficiência energética e dis-
ponibilidade das máquinas como fatores
de gestão global de custos a ter em conta”,
comentou Joaquim Pires, Diretor de Ma-
nutenção da Artlant.
Responsáveis por esta formação esti-
veram Yngve Anundsson e Marcus Wester-
lund, dois especialistas desta área da ABB
na Suécia, a quem se agradece a disponibi-
lidade e simpatia durante todas as sessões.
Engenharia do Porto conquista Eurathlon Grand Challenge
ISEP – Instituto Superior de Engenharia
do Porto
Tel.: +351 228 340 500 · Fax: +351 228 321 159
[email protected] · ssa [email protected]
www.isep.ipp.pt · www.dem.isep.ipp.pt
Uma equipa de alunos integrada no
Mestrado de Engenharia Eletrotécnica e
Computadores – Sistemas Autónomos
do ISEP – Instituto Superior de Enge-
nharia do Porto e de investigadores do
INESC TEC – Instituto de Engenharia de
Sistemas e Computadores, Tecnologia e
Ciência conquistou o 1.º lugar no desafio
Eurathlon Grand Challenge, uma competi-
ção internacional de busca e salvamento
robótico que decorreu de 17 a 25 de se-
tembro em Piombino, na Itália.
Portugal fez -se representar pela equi-
pa ISEP -INESC TEC Aerial Robotics Team,
que participou em parceria com robots
aéreos onde, após a qualificação para a
fase final da competição, mediu forças
com uma equipa de robótica submarina
da Universidade de Girona em Espanha,
e com a empresa alemã Cobham que
competiu com robots terrestres. Também
participou uma equipa de investigadores
do centro de Robótica do INESC TEC com
robots marinhos, integrada na equipa ICA-
RUS, e que garantiu o 2.º lugar na compe-
tição. Esta formação integrou elementos
do projeto europeu de busca e salvamen-
to e ainda investigadores de 5 instituições
europeias, na qual os elementos do INESC
TEC participaram com o robot submarino
MARES e o de superfície ROAZ.
A edição deste ano inspirou -se no de-
sastre nuclear de Fukushima, no Japão, para
construir o cenário de busca e salvamento,
estando integrados robots terrestres, aére-
os e submarinos. No total participaram 150
membros distribuídos por 18 equipas de
21 países. Além dos 2 primeiros prémios, as
equipas nacionais arrecadaram adicional-
mente diversos prémios em competições
técnicas ou cenários parcelares.
Famasete ganha prémio de inovação no Dubai e sinaliza Portugal na vanguarda das tecnologias digitais
Famasete – Tecnologia de Informação, Lda.
Tel.: +351 252 316 808
[email protected] · www.famasete.pt
Depois da medalha de ouro há 2 anos
que, em plena CeBIT 2013 (Hannover),
premiou o conceito Wingsys com o Euro-
pean Seal of e -Excellence Award e colocou
a portuguesa Famasete – Tecnologia da
Informação (a celebrar 20 anos de exis-
tência), no grupo europeu dos campeões
da economia digital do EMF – The Forum
of e -Excellence, a empresa de Famalicão
volta a guindar o nome de Portugal ao
mais alto nível internacional no domínio
das novas tecnologias e, mais especifica-
mente, da sinalética digital global. Desta
vez, o reconhecimento decorreu a 16
de novembro no Dubai, na OVAB Digital
Signage Summit Europe (a cimeira de refe-
rência estratégica para esta indústria) di-
reciona para o mercado do Médio Orien-
te e Norte de África, ou seja, o DSS MENA.
A Famasete trouxe o Prémio Especial do
Digital Signage Awards MENA, o qual dis-
tinguiu os fatores de inovação da solução
Wingsys – uma família de produtos inte-
rativos (mesas multi -toque e quiosques
multimédia, de interior e exterior), que
permite um acesso facilitado e rápido a
todo o tipo de informações.
Marca porta -bandeira da Famasete,
a Wingsys dispõe atualmente de quase
uma dezena de variantes de hardware,
2 cenários de software (educacional ou
empresarial) e muitas adaptações ou
personalizações a pensar em vários ra-
mos de atividade (administração públi-
ca, banca e seguros, turismo e hotelaria,
educação e ensino, centros comerciais e
retalho, museus e bibliotecas, eventos e
exposições, e outras). O galardão permite
à Famasete fazer uma nova abordagem
aos mercados arábicos e do norte de
África e, em 2016, participar num espaço
especial de um dos principais certames
mundiais do segmento: o ISE – Integrated
Systems Europe em Amsterdão.
Depois de receber o prémio, José
Barbosa, Administrador da Famasete
(PME Líder e membro da Rede PME Ino-
vação COTEC), considerou que o prémio
coloca “Portugal como um país que está,
não só a par com as tendências da sinaléti-
ca digital global”, mas também no “grupo
da frente dos que desenvolvem e exploram
as potencialidades das novas tecnologias
digitais, a pensar em cidades inteligentes.”
Em competição pelo Digital Signage
Awards MENA estavam dezenas de proje-
tos internacionais que procuravam ser os
melhores em mais 3 categorias: retalho,
transportes e infraestrutura, e o chamado
Digital out of Home (DooH). O júri, inter-
nacional e composto de consultores e
especialistas, avaliou o alcance dos proje-
tos e, também a interligação da tecnolo-
gia com os conteúdos multimédia, levan-
do ainda em consideração a integração
da solução com a envolvente, o design de
interior, a configuração empreendida e o
alvo comunicacional.

PU
B

128
robótica
LINKS
NEEC – Núcleo de Engenharia Electrotécnica e Computadores O NEEC – Núcleo de Engenharia Electrotécnica e Computadores da Universidade Nova
de Lisboa foi criado em 1998, sendo um núcleo sem fins lucrativos, que reúne maiori-
tariamente alunos de MiEEC da FCT-UNL. Mas qualquer aluno é sempre bem vindo. O
maior objetivo deste núcleo passa por dar possibilidade aos membros de realizarem
os seus projetos e de se desenvolverem como profissionais, e nesse seguimento, todos
os membros fazem parte de uma equipa com objetivos a cumprir. Neste núcleo existe
um Clube de Robótica composto por uma equipa que pretende ino-
var e navegar na área da robótica. Além disso, através deste website
pode ter conhecimento das últimas notícias da área tal como dos
eventos mais relevantes. O NEEC e a revista “robótica” uniram esforços
numa parceria com vista à divulgação de eventos e outras informa-
ções relevantes na área.
www.neec-fct.com
Portal de Impressão 3D em espanholEste é o primeiro portal em espanhol sobre a impressão 3D, fabrico aditivo e outras
tecnologias relacionadas. Na Imprimalia3D encontramos as novidades sobre o setor,
os últimos desenvolvimentos e inovações, novos produtos e aplicações relacionados
com o emocionante mundo da impressão 3D. Neste website encontra ainda as últi-
mas notícias de âmbito internacional do setor do fabrico aditivo, tal
como uma grande quantidade de recursos como tutoriais, manuais
de utilização, diretório de empresas, catálogo de produtos, blogs e
fóruns sobre o setor, publicidade, a somar a uma completa agenda
com os eventos mais relevantes e tudo o que decorre relacionado
com a impressão 3D.
www.imprimalia3d.com
Clube de RobóticaO Clube de Robótica da Universidade de Coimbra foi fundado por um grupo de alunos
do Departamento de Engenharia de Eletrotécnica e de Computadores para, através
de projetos internos e externos, dinamizar a robótica pelos estudantes de engenharia
da Universidade de Coimbra. Tal como servir de catalisador e facilitar o desenvolvi-
mento de projetos e o acesso às competições de robótica. Os alu-
nos podem propor o seu projeto, despertar o interesse do mesmo
na comunidade e criar uma equipa que ajude a desenvolver. Neste
website ainda pode encontrar informações e notícias sobre as várias
competições de robótica tal como um conjunto de tutoriais e proje-
tos já desenvolvidos.
http://clrobotica.deec.uc.pt
Utilize o seu SmartPhone para aceder automaticamente ao link através deste QR code.