Soldagem I Introdução aos Processos de Soldagem - Paulo Modenesi

17/04/2013 1
2012
17/04/2013 2 2
1. Conceitos fundamentais da soldagem;
2. Introdução a Soldagem;
3. Processos de Brasagem, Soldagem e Corte;
4. Terminologia da Soldagem;
5. Simbologia da Soldagem;
6. Normalização da Soldagem;
7. Processo de Soldagem (SMAW) – Soldagem por Eletrodos Revestidos;
8. Processo de Soldagem (GTAW) – Soldagem por TIG;
9. Higiene e Segurança na Soldagem.
CONTEÚDO
Soldagem
17/04/2013 3 3
Introdução à Soldagem

17/04/2013 4
A SOLDAGEM é um dos processos de fabricação hoje mais utilizados em
nível industrial, nas mais variadas aplicações. A utilizamos desde para união
microscópica de fios em pequenos circuitos eletrônicos (soldabrasagem
seletiva de baixo aporte), até para união de chapas de grande espessura em
equipamentos pesados, como as utilizadas em navios, vagões e vagonetas,
estruturas metálicas ou em turbinas hidráulicas, soldadas pelo processo
ESAW.
Atualmente são usados mais de 50 tipos de processos diferentes de
soldagem, nos mais diversos segmentos da indústria e em serviços.
Desta forma os métodos de soldagem e as características das juntas soldadas
podem ser totalmente diferentes para aplicações específicas ou não. Sem
exceção, esta seleção de um processo ideal, dependerá muito de basicamente
de 5 (cinco) fatores distintos :
Soldagem

17/04/2013 5
I. Geométricos: da forma, espessura e geometria das peças (ou conjuntos) a serem soldados;
II. Metalúrgicos: do tipo e especificação de material (ou materiais) que se pretende unir – entende-se sempre pelo metal de base e de adição;
III. Processo: do tipo de processo de soldagem, dominado industrialmente, comumente utilizado e disponível (máquina, consumível, e mão-de-obra qualificada e disponível, etc);
IV. Desempenho: do desempenho esperado para com o processo e para com os componentes soldados frente às condições de serviço, as solicitações de carga (estáticas e/ou cíclicas) e desempenho geral (tempo x condições x qualidade);
V. Custo: do custo total do processo, envolvendo treinamento de pessoal, condições de segurança, materiais, etc.
Soldagem
17/04/2013 6
A soldagem é o melhor método para
fixação de duas peças metálicas?

17/04/2013 7
Vantagens:
Juntas de integridades e eficiências elevadas;
Grande variedade de processos;
Aplicável em diversos materiais (quando compatíveis);
Operação manual ou automática (dependendo do processo);
Pode ser altamente portátil (dependendo do processo);
Juntas podem ser isentas de vazamentos (estanqueidade);
Custo em geral, razoavelmente baixo (dependendo do processo);
Junta não apresenta problemas de perda de aperto;
Não existe problemas de corrosão por frestas (a junta é uniforme e única);
Uniformidade de face (apelo estético).
Soldagem

17/04/2013 8
Desvantagem:
Não pode ser desmontada;
Pode afetar microestrutura e propriedade das partes (ZAT);
Pode causar distorções e tensões residuais;
Requer considerável habilidade do operador;
Requer qualificação de mão-de-obra;
Pode exigir operações auxiliares de elevado custo e duração (ex: tratamento térmico);
Estrutura final é única e pode ser sensível a falha total;
Em alguns tipos de materiais e em algumas aplicações, requer qualificação do
processo e dos consumíveis;
Necessidade de compatibilidade de materiais de base;
Necessidade de fontes externas de energia.
Soldagem

17/04/2013 9
A história da soldagem mostra que desde as mais remotas épocas, muitos artefatos já eram
confeccionados utilizando recursos de brasagem, tendo sido descobertos alguns com mais
de 4000 anos; a soldagem por forjamento também tem sido utilizada há mais de 3000 anos.
A técnica da moderna soldagem começou a ser moldada a partir da descoberta do arco
elétrico, bem como também a sintetização do gás Acetileno no século passado, o que
permitiu que se iniciassem alguns processos de fabricação de peças, utilizando estes novos
recursos.
Com o advento da Primeira Guerra Mundial, a técnica da soldagem começou a ser mais
utilizada nos processos de fabricação; a Segunda Guerra Mundial imprimiu grande impulso
na tecnologia de soldagem, desenvolvendo novos processos e aperfeiçoando os já
existentes.
Soldagem
Histórico

17/04/2013 10
Soldagem

17/04/2013 11
SOLDAGEM é um termo genérico aplicado à um processo de fabricação, utilizado
na união de peças metálicas (ou não), tendo como princípio termodinâmico básico
a transformação das superfícies de união em estado líquido (poça de fusão),
utilizando-se para isso, calor ou pressão, ou ambos simultaneamente, e com a
posterior solidificação desta poça fundida.
A SOLDA é o produto da soldagem, isto é, a junta uniforme resultante da operação
de soldagem.
Definição
Soldagem
17/04/2013 12
As 4 (quatro)* principais fontes diretas de calor mais comuns, utilizadas na
soldagem, são as seguintes:
I. Chama – produzida pela combustão de um gás combustível com ar ou
oxigênio.
II. Arco elétrico – produzido entre um eletrodo e as peças a soldar, ou entre dois
eletrodos.
III. Resistência elétrica – oferecida pela passagem de corrente entre duas ou
mais peças a soldar.
IV. Pressão – oferecida pelo exercício de uma pressão de atrito entre os dois
materiais.
* Há porém outras formas de soldagem quanto ao tipo de fonte de calor disponíveis no mercado, contudo as
mesmas não serão abordadas nesta disciplina.
Soldagem

17/04/2013 13
Conceito teórico de uma solda, pela aproximação das superfícies das peças,
pela atração atômica (difusão ou fusão).
Estrutura atômica
do metal A
Estrutura atômica
do metal B Diluição de
A+B = SOLDA
Soldagem

17/04/2013 14
Am = Área Fundida do Metal de Base
Aa = Área do Metal Adicionado (Metal de Adição)
A2 = Área da Zona Afetada Termicamente (ZAT)
LI = Linha de Interface
MB = Metal de Base.
Conceitos Fundamentais:
Soldagem

17/04/2013 15
Material de Base: É o material que constitui as partes a unir (o metal de cada lado de uma junta).
Material de Adição: É o material que será usado como enchimento no processo de soldagem, capaz de preencher as folgas entre as superfícies a unir. O material adicional é de mesma natureza* das partes e será usado para assegurar a continuidade de propriedades, no caso da soldagem por fusão.
Zona Afetada pelo Calor (ZAC ou ZAT): É a porção de metal, adjacente a região soldada, afetada pelo calor do processo de soldagem, onde ocorre as principais transformações de fases, e decorrente destas, as descontinuidades.
Linha de Interface: Linha exata que se sucedeu a soldagem (linha limite da ZAC ou ZAT).
Conceitos Fundamentais:
Soldagem

17/04/2013 16
17/04/2013 17
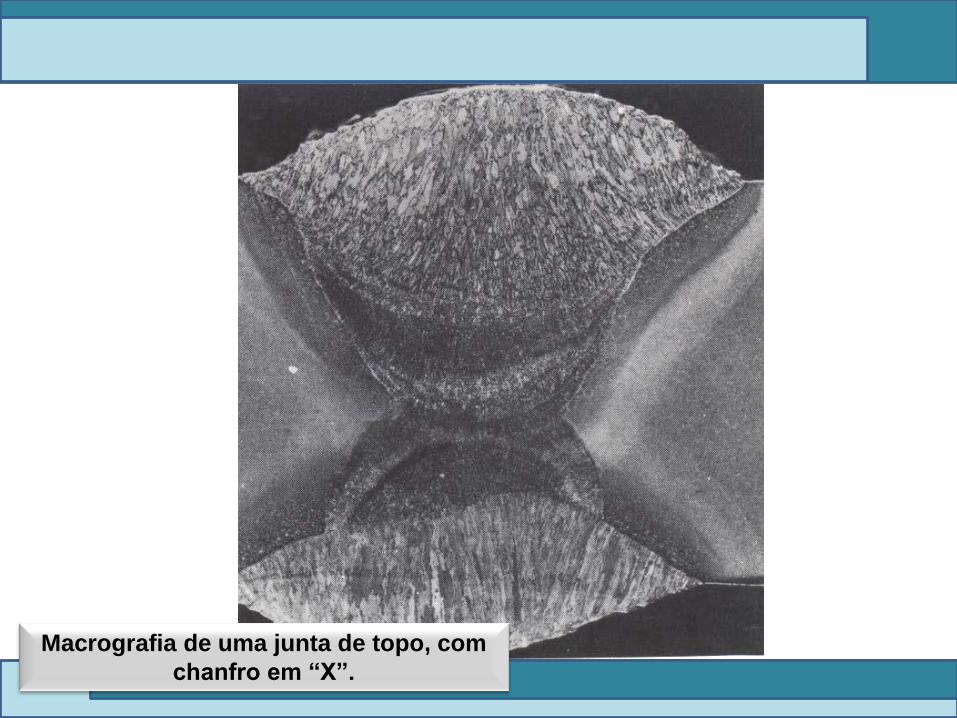
Macrografia de uma junta de topo, com
chanfro em “X”.
17/04/2013 18
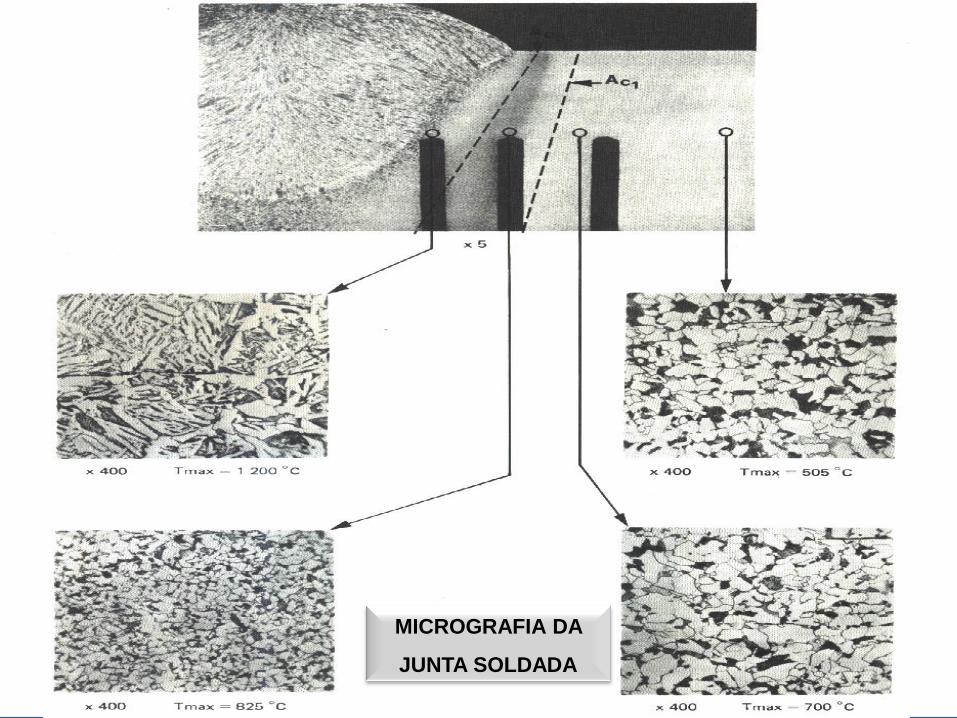
MICROGRAFIA DA
JUNTA SOLDADA
17/04/2013 19
Nos processos de soldagem em geral, são influenciados diretamente por alguns fatores adicionais, que devem ser atentados, afim de que obtenhamos sucesso no resultado final do processo, a solda.
São exatamente 4 (quatro) os fatores de influência, quais podem vir a afetar negativamente (ou positivamente) uma operação de soldagem. Todos os fatores abaixo são levados em conta para uma seleção prévia do processo.
São os fatores:
Energia de Soldagem (relativo ao processo); Tensões Residuais (relativo ao meio e ao conjunto);
Parâmetros de Soldagem (relativo ao processo);
Soldabilidade do Metal de Base (relativo ao material e ao consumível).
Soldagem

17/04/2013 20
Os principais tipos de soldagem – por fusão – são classificados quanto à
natureza da energia utilizada para promover a ligação metalúrgica, ao tipo de
processo e com indicações de intensidade da fonte de energia de soldagem.
A esta intensidade de calor da fonte, damos o nome de Energia de Soldagem
(ou Aporte Térmico, e/ou do inglês “Heat Input”).
O conceito de Energia de Soldagem ( E ) – é quantidade de energia térmica
transferida à peça por unidade de tempo, sobre uma unidade de área
(geralmente expressa por J/mm²).
Energia de Soldagem

17/04/2013 21
A energia de soldagem é uma característica do processo de soldagem e da técnica
empregados.
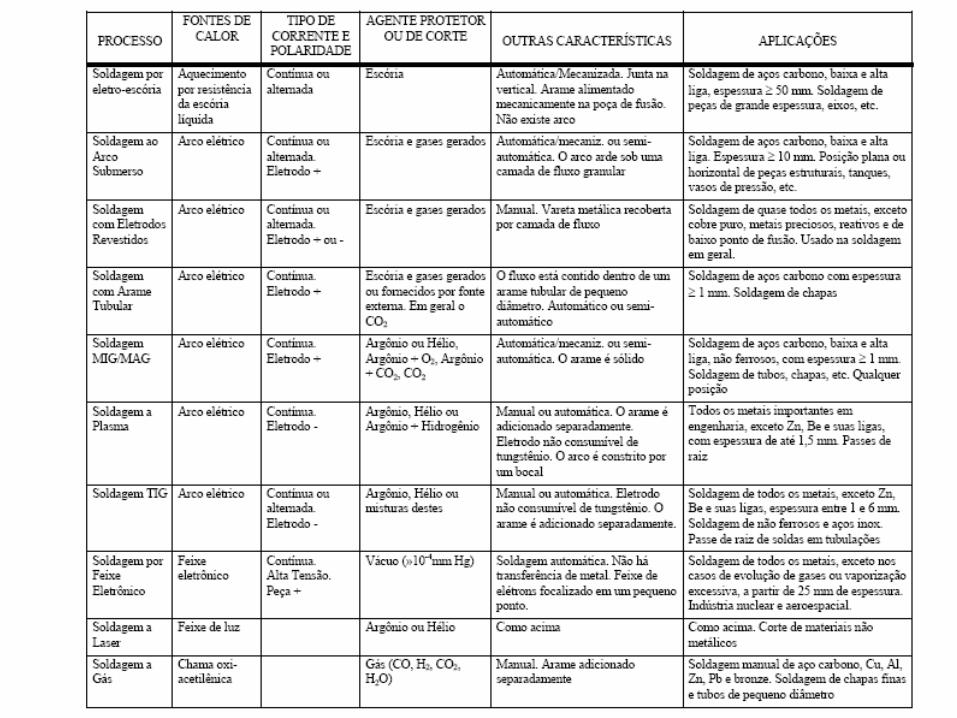
Os processos de soldagem do tipo Arco Submerso (SAW) ou Eletroescória (ESW), por
exemplo, possuem inerentemente elevada energia de soldagem; enquanto processos
onde a área de aquecimento para fusão é pequena, como Plasma (PAW) ou TIG
(GTAW), são considerados de baixa energia.
Quanto mais alto for a energia de soldagem (aporte de calor)...
... maior será a quantidade de energia calorífica transferida à peça, numa unidade de
tempo grande;
... maior a poça de fusão;
... mais larga a zona aquecida;
... menor o gradiente térmico entre a solda e o metal de base.
Energia de Soldagem
17/04/2013 22
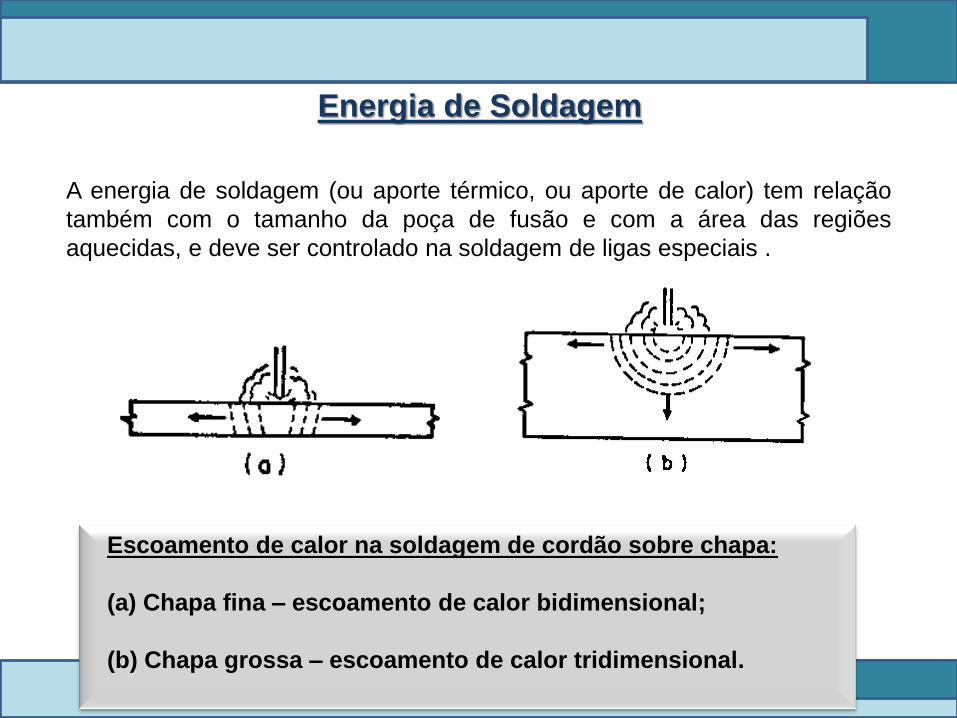
A energia de soldagem (ou aporte térmico, ou aporte de calor) tem relação
também com o tamanho da poça de fusão e com a área das regiões
aquecidas, e deve ser controlado na soldagem de ligas especiais .
Escoamento de calor na soldagem de cordão sobre chapa:
(a) Chapa fina – escoamento de calor bidimensional;
(b) Chapa grossa – escoamento de calor tridimensional.
Energia de Soldagem

17/04/2013 23
No ponto mediano da solda, no
centro do cordão, é o ponto Tm, de
maior calor, isto é, onde a
temperatura máxima ocorre com
toda intensidade.
Energia de Soldagem

17/04/2013 24
O conceito de energia de soldagem (ou aporte térmico) é muito importante no
estudo dos aspectos térmicos da soldagem, e dos fenômenos diversos que
ocorrem (defeitos, distorções, custo, rendimento, etc.).
O cálculo da energia de soldagem pode ser expresso através da relação:
Onde:
V – tensão (V)
I – Corrente (A)
v – velocidade de avanço (mm/s)
f – valor do aporte cedido pela fonte (de
acordo com o tipo do processo de soldagem).
E = f . V . I v
Energia de Soldagem

17/04/2013 25
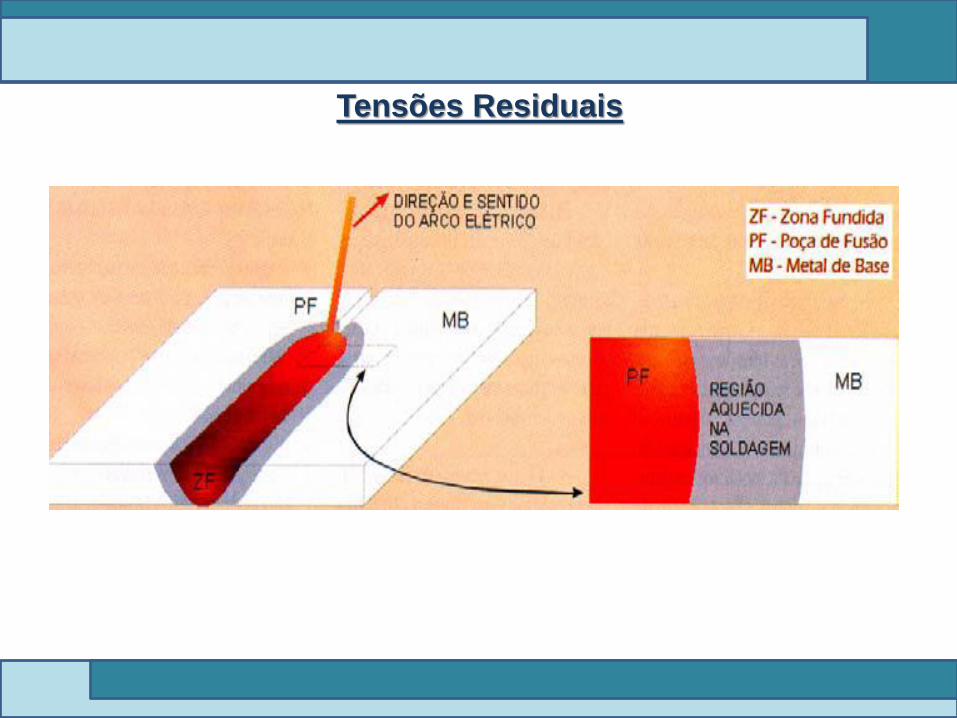
As operações de soldagem por fusão (sem exceção), criam tensões residuais que
resultam da dilatação e contração do metal aquecido e da distribuição não
uniforme de temperaturas, que caracteriza-se na operação.
O metal de solda e a zona termicamente afetada (ZAT), próxima a zona de ligação,
são aquecidos em temperaturas muito maiores do que o metal de base. Há então
um gradiente de temperatura bem desuniforme ao longo da junta soldada, qual
caminha com direção do centro do cordão ao metal de base.
Durante o aquecimento, devido às restrições físicas do restante do material não
aquecido (metal de base), ocorre progressivamente na zona termicamente afetada
uma compressão e deformação plástica localizada para acomodar sua dilatação.
Tensões Residuais

17/04/2013 26
Expansão (Dilatação) pelo Calor
V. inicial V. final V. inicial V. final
T. inicial
T. final
Relembrando...
Dilatação
Superficial
Dilatação
Volumétrica
17/04/2013 27
Tensões Residuais
17/04/2013 28
A medida em que a poça de fusão se solidifica, e posteriormente se resfria, começa a
ocorrer (devido à forte concentração de tensão induzida pelo calor) uma volta elástica das
regiões plastificadas, seguido de um tensionamento em formato de tração. Este
tensionamento, que permanece residual, pode atingir valores tão elevados quanto o limite
de escoamento do metal de base, e logicamente da zona termicamente afetada (ZAT).
Entre os grãos do metal, chamamos este estado de tensionamento de, estado triaxial de
tensões (no grão do metal, há a incidência de tensão entre os 3 eixos – x, y e z)
Os principais defeitos de origem metalúrgica (trincas), provenientes da operação de
soldagem, ocorrem sempre pela associação das tensões residuais e susceptibilidade ao
trincamento do metal de base. Essas trincas podem ocorrer em altas temperaturas (trincas
a quente); ou em baixas temperaturas (trincas a frio).
Tensões Residuais
17/04/2013 29
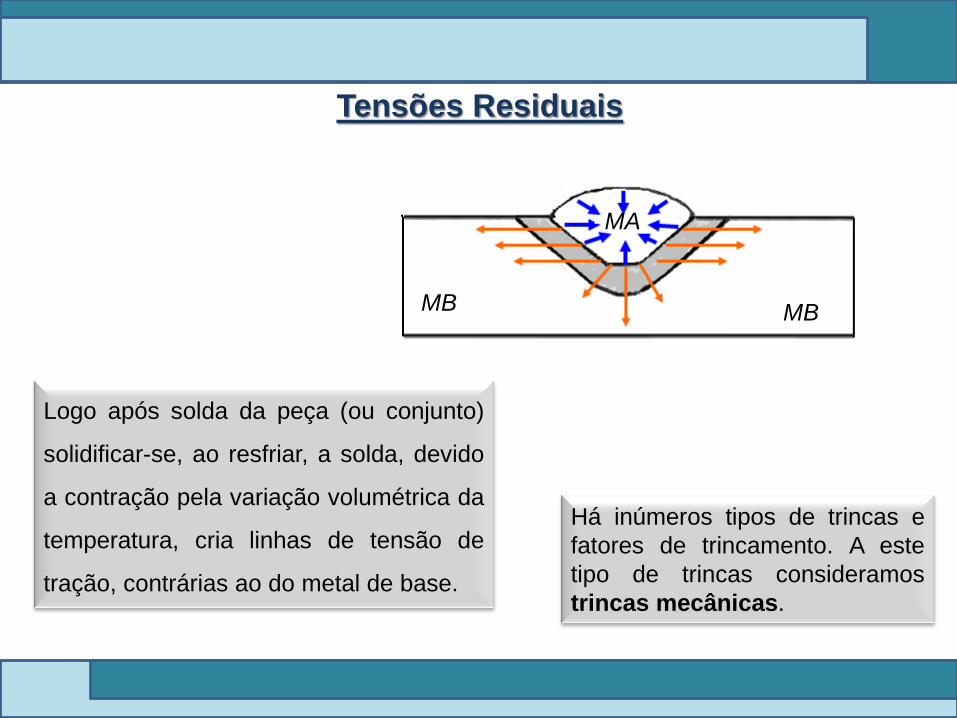
Logo após solda da peça (ou conjunto)
solidificar-se, ao resfriar, a solda, devido
a contração pela variação volumétrica da
temperatura, cria linhas de tensão de
tração, contrárias ao do metal de base.
MB MB
MA
Há inúmeros tipos de trincas e
fatores de trincamento. A este
tipo de trincas consideramos
trincas mecânicas.
Tensões Residuais

17/04/2013 30
Tensões Residuais
17/04/2013 31
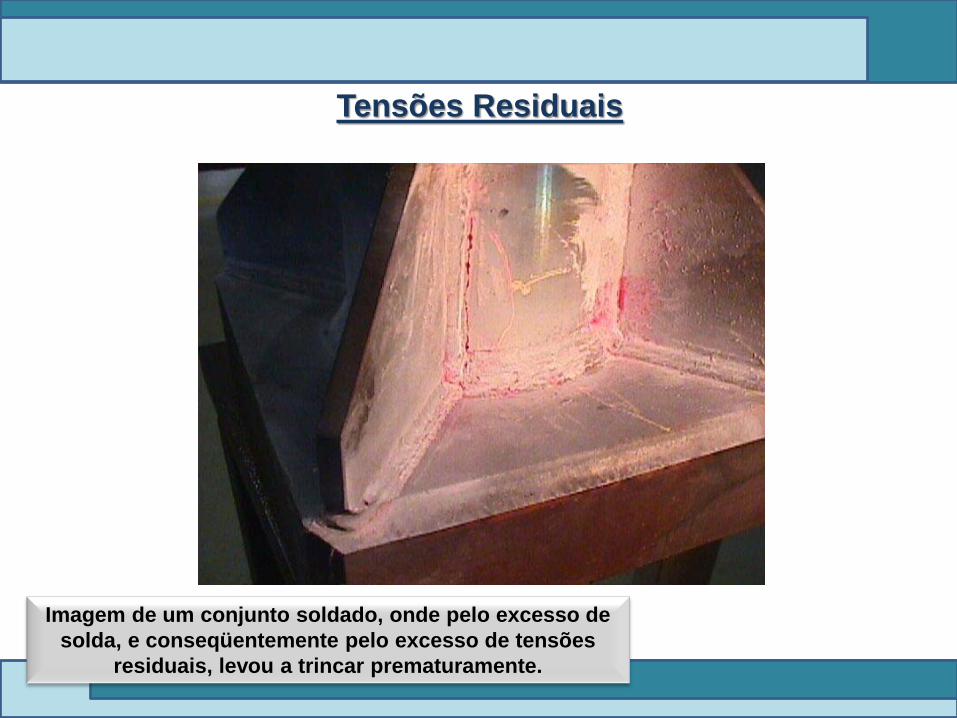
Imagem de um conjunto soldado, onde pelo excesso de
solda, e conseqüentemente pelo excesso de tensões
residuais, levou a trincar prematuramente.
Tensões Residuais
17/04/2013 32
As tensões residuais podem ainda gerar problemas de estabilidade dimensional
(distorções), empenamentos, ruptura de elementos. Muitas vezes são a causa de falha
prematura em juntas soldadas, com ocorrências graves de defeitos.
Alguns fatores como:
Intertravamento de estruturas;
Estruturas pesadas, de grandíssimo porte, com juntas mal dimensionadas;
Estruturas hiperestáticas;
Anéis e/ou placas circulares com soldas de topo;
devem ser estudadas minuciosamente, e deve-se ainda, quando necessário, procurar
formas de alívio e/ou espaço para contração, evitando assim uma susceptibilidade de
acumulo das tensões externas, diminuindo a soma das tensões residuais da junta soldada.
Tensões Residuais

17/04/2013 33
A soldabilidade é uma propriedade inerente do material, oriunda de
características metalúrgicas, que representa a facilidade com que este
material pode ser soldado.
Apesar da difícil quantificação, é fácil perceber que um material que exige
procedimentos de soldagem mais complexos, apresentam difícil soldabilidade.
Os principais problemas que se traduzem em má soldabilidade, e que podem
levar o material a falhas durante a soldagem, ou quando esta em serviço (em
operação após a soldagem), apresentam natureza metalúrgica e estão
relacionados à formação de trincas durante ou após o procedimento de
soldagem.
Estas trincas, diferentemente das trincas ocasionadas por tensões residuais,
tem natureza similar para com todos os materiais, e que podem ser
classificadas como: TRINCAS A QUENTE e TRINCAS A FRIO.
Soldabilidade

17/04/2013 34
Ao criarmos um determinado procedimento de soldagem, a soldabilidade deve
ser levada em consideração primordial, e devemos atentar aos conceitos
genéricos sobre:
As características inerentes a cada região do conjunto soldado;
A estrutura dos metais de base;
Os consumíveis (gases, eletrodos, cobre-juntas);
Os principais problemas metalúrgicos que podem surgir em materiais
metálicos e suas causas.
É muito importante ressaltar que qualquer tipo de trinca que possa ocorrer
durante a soldagem ou durante o serviço é função do nível de tensões
aplicadas + tensões residuais de soldagem, e que procedimentos para aliviar
tensões serão sempre recomendados em materiais de pequena capacidade de
deformação plástica.
Soldabilidade

17/04/2013 35
Na soldagem de aços ligados (de média e alta liga), há a necessidade de
atenção especial, no que tange a suscetibilidade de ocorrência de Trincas a frio e
Trincas a Quente. Nestes aços, é comum a aplicação de uma formula para
avaliar esta soldabilidade: As Fórmulas de Carbono Equivalente (CE).
Estas fórmulas são comumente usadas para estimar a necessidade de cuidados
especiais na sua soldagem. Uma expressão de CE muito difundida é:
Soldabilidade

17/04/2013 36
Preferencialmente, o CE deve ser calculado para a composição real do aço a ser
trabalhado. Quando esta composição não é conhecida, os teores máximos na
faixa da especificação do aço devem ser considerados por segurança.
Ex:
Um metal base é considerado facilmente soldável com o processo SMAW
quando CE < 0,40. Acima deste nível, cuidados especiais são necessários.
Processos de soldagem de baixo hidrogênio devem ser usados e pode ser
necessário pré-aquecer a junta.
Quando CE > 0,60, deve-se usar pré-aquecimento para juntas com espessura
acima de 20mm.
Quando CE > 0,90, um pré-aquecimento a uma temperatura levada é
absolutamente necessário para todos os casos, exceto para juntas de muito
pequena espessura.
Soldabilidade

17/04/2013 37
MATERIAIS Soldabilidade
Otima Boa Regular Má
Aço Baixo Carbono X
Aço Médio Carbono X X
Aço Alto Carbono X
Aço Inox X X
Aço Liga X
Ferro Fundido Cinzento X
Ferro Fundido Nodular X
Ferro Fundido Branco X
Alumínio e suas ligas X
Cobre e suas ligas X
Tabela com informações genéricas sobre soldabilidades
dos principais metais.
Soldabilidade

17/04/2013 38
Processos de Soldagem

17/04/2013 39
Como já mencionado, a soldagem é um processo que visa a união localizada de
materiais, similares ou não, de forma permanente, baseada na ação de forças em
escala atômica, semelhantes às existentes no interior do material e é a forma mais
importante de união permanente de peças usadas industrialmente.
E também já mencionado, há grande número de processos, contudo, para maior
entendimento e compreensão, os processos são divididos em grupos.
Existem basicamente dois grandes grupos de processos de soldagem:
Soldagem no Estado Sólido (ou Difusão) e Soldagem por Fusão.
Processos de Soldagem
17/04/2013 40
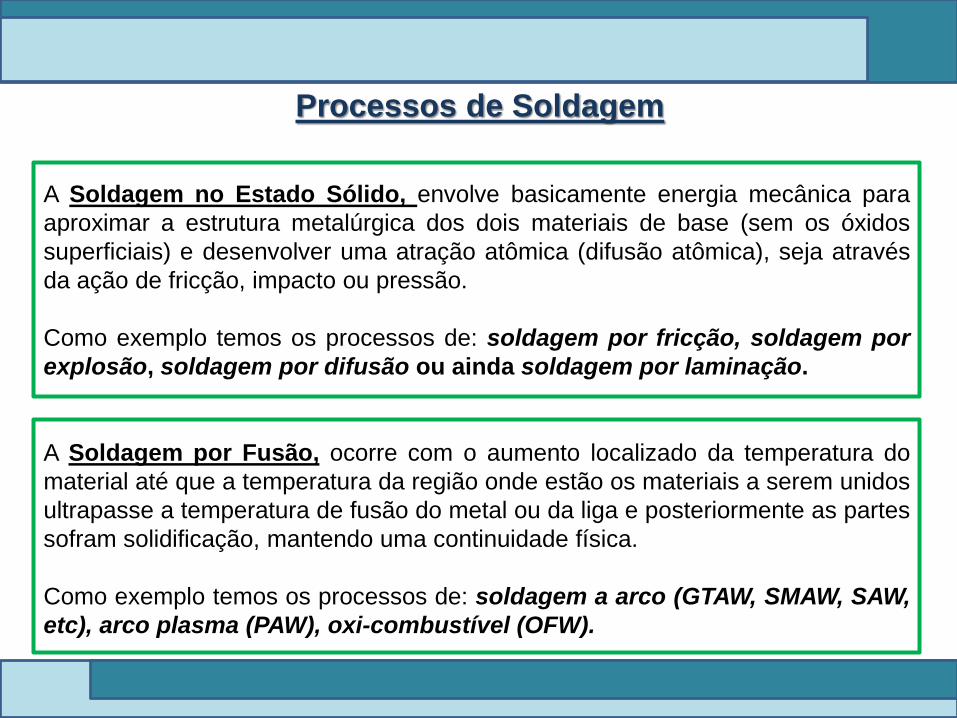
A Soldagem no Estado Sólido, envolve basicamente energia mecânica para
aproximar a estrutura metalúrgica dos dois materiais de base (sem os óxidos
superficiais) e desenvolver uma atração atômica (difusão atômica), seja através
da ação de fricção, impacto ou pressão.
Como exemplo temos os processos de: soldagem por fricção, soldagem por
explosão, soldagem por difusão ou ainda soldagem por laminação.
A Soldagem por Fusão, ocorre com o aumento localizado da temperatura do
material até que a temperatura da região onde estão os materiais a serem unidos
ultrapasse a temperatura de fusão do metal ou da liga e posteriormente as partes
sofram solidificação, mantendo uma continuidade física.
Como exemplo temos os processos de: soldagem a arco (GTAW, SMAW, SAW,
etc), arco plasma (PAW), oxi-combustível (OFW).
Processos de Soldagem

17/04/2013 41
Um grande número de diferentes processos utilizados na fabricação e
recuperação de peças, equipamentos e estruturas é abrangido pelo termo
SOLDAGEM.
Classicamente, a soldagem é considerada como um método de união, porém,
muitos processos de soldagem ou variações destes são usados para a
deposição de material sobre uma superfície, visando a recuperação de peças
desgastadas ou para a formação de um revestimento com características
especiais.
Diferentes processos relacionados com os de soldagem são utilizados para o
corte ou para o recobrimento de peças. Diversos aspectos dessas operações
de recobrimento e corte são similares à soldagem e, por isso, muitos aspectos
destes processos são abordados juntamente com esta.
Processos de Soldagem

17/04/2013 42
1.1 Soldabrasagem;
1.2. Brasagem;
1.3. Mig Brazing (MIG com arame não-ferroso);
1.4. Solda Branda (Solda Fraca).
Processos de Brasagem

17/04/2013 43
Processos de Brasagem
Brasagem (ou soldagem forte, “Brazing”) é o processo de soldagem onde o metal
de adição tem sua temperatura (ou faixa) de fusão compreendida entre as
temperaturas abaixo do ponto de fusão do metal de base e acima de,
aproximadamente, 450°C.
Soldabrasagem (“Braze welding”) distingue-se do processo anterior pelo tipo de
conformação das extremidades do metal de base a serem unidas, e da forma de
montagem, devido ao fato de que não necessita da ação da capilaridade.
Soldagem Branda (ou Soldagem fraca, “Soldering”) é o processo de soldagem
onde o metal de adição tem temperatura (ou faixa) de fusão compreendida entre
as temperaturas abaixo do ponto de fusão do metal de base e também abaixo de,
aproximadamente, 450°C.

17/04/2013 44
2.1. Soldagem por Descarga Capacitiva.
2..1.1.Soldagem de pinos.
2.2 Soldagem por Arco Elétrico
2.2.1 Soldagem Eletrodos revestidos
2.2.2 Soldagem TIG
2.2.3 Soldagem MIG/MAG
2.2.4 Soldagem por Arame Tubular
2.2.5 Soldagem por Arco submerso
2.2.6 Soldagem por Arco Plasma
2.2.7 Soldagem por Eletroescória
2.2.8 Soldagem por Eletrogás
2.2.9 Soldagem LASER;
2.2.10 Soldagem por Feixe de Elétrons.
2.3. Soldagem por Resistência;
2.3.1 Soldagem por Resistência a ponto
2.3.2 Soldagem por Resistência a roldana
2.4 Soldagem por Explosão (Cladeamento)
2.5 Soldagem por Fricção;
2.6 Soldagem por Difusão atômica;
2.7 Soldagem por Ultra-som;
2.8 Soldagem por Laminação;
2.9 Soldagem por Forjamento;
2.10 Soldagem por Oxicombustivel.
Processos de Soldagem
17/04/2013 45
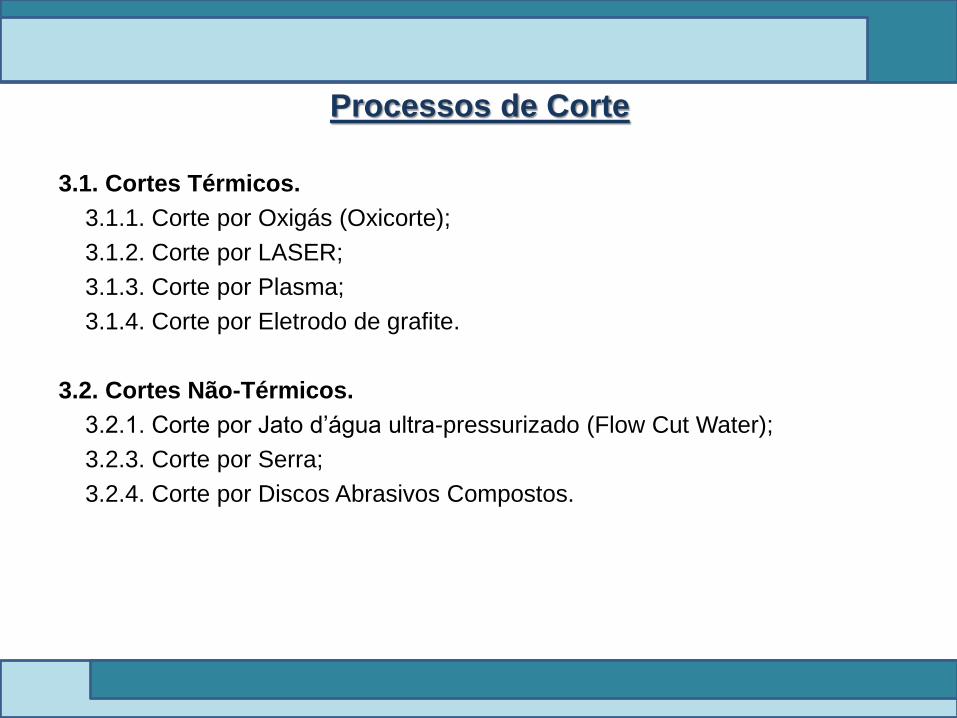
3.1. Cortes Térmicos.
3.1.1. Corte por Oxigás (Oxicorte);
3.1.2. Corte por LASER;
3.1.3. Corte por Plasma;
3.1.4. Corte por Eletrodo de grafite.
3.2. Cortes Não-Térmicos.
3.2.1. Corte por Jato d’água ultra-pressurizado (Flow Cut Water);
3.2.3. Corte por Serra;
3.2.4. Corte por Discos Abrasivos Compostos.
Processos de Corte

17/04/2013 46
FCAW – Soldagem por
Arame Tubular
GTAW - Soldagem por
Arame Sólido – MIG/MAG
Processos de Soldagem
17/04/2013 47
Processos de Soldagem
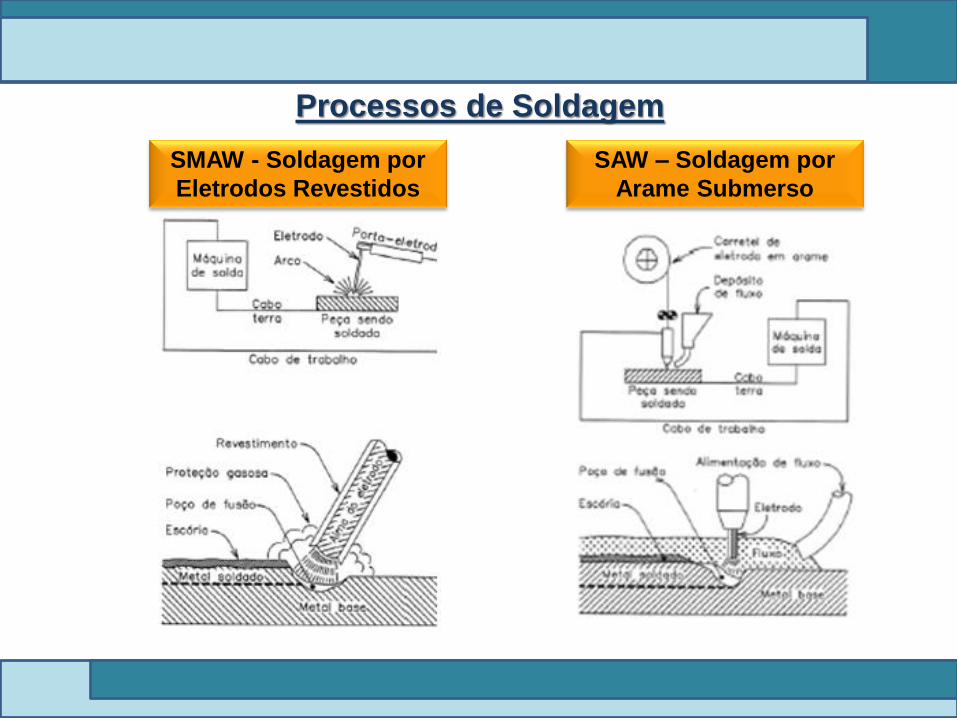
SAW – Soldagem por
Arame Submerso
SMAW - Soldagem por
Eletrodos Revestidos

17/04/2013 48
GTAW - Soldagem por
Eletrodo de Tungstênio
Protegido TIG
Processos de Soldagem
17/04/2013 49

17/04/2013 50
Terminologia de Soldagem
17/04/2013 51
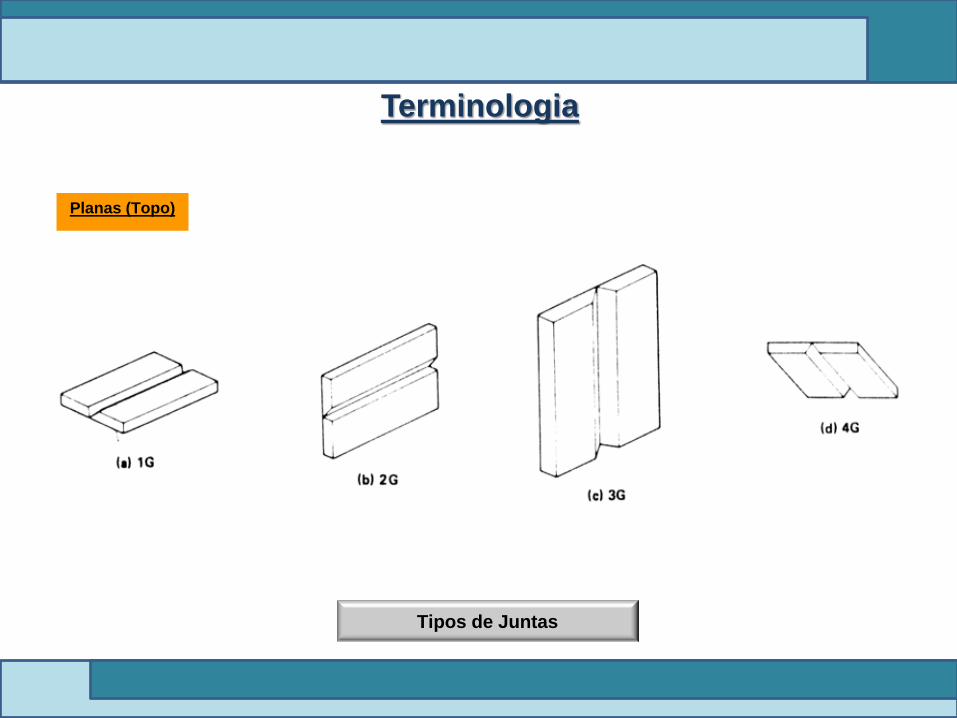
Planas (Topo)
Terminologia
Tipos de Juntas

17/04/2013 52
Tubulares
Terminologia
Tipos de Juntas

17/04/2013 53
Em ângulo
Terminologia
Tipos de Juntas

17/04/2013 54
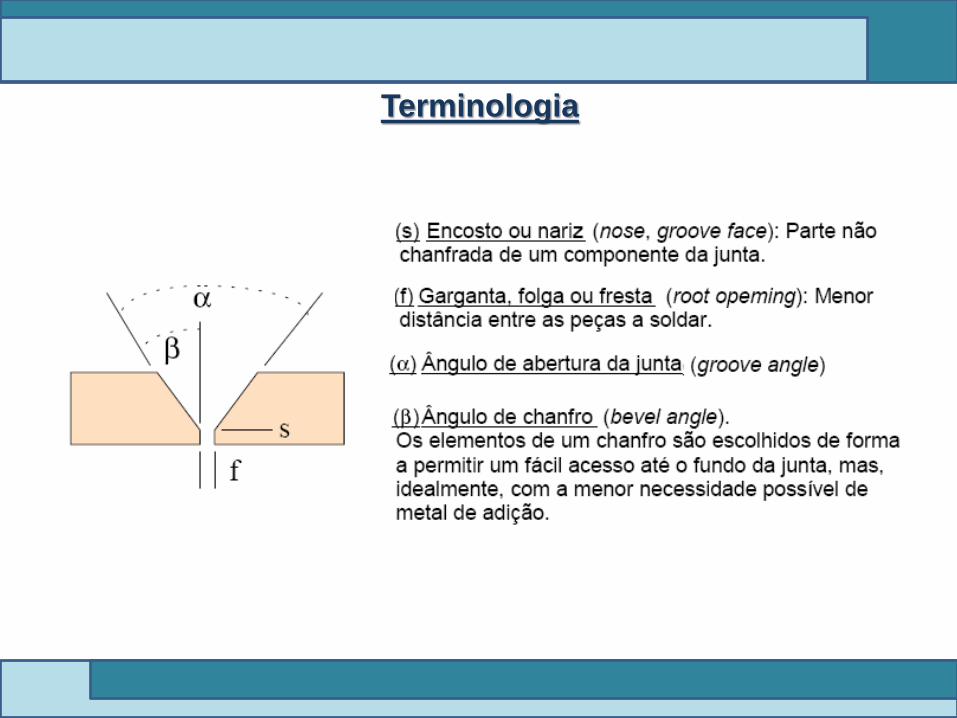
Partes de uma Junta Soldada
Terminologia

17/04/2013 55
Terminologia
Partes de uma Junta Soldada

17/04/2013 56
Terminologia
Partes de uma Junta Soldada
17/04/2013 57
Terminologia

17/04/2013 58
Terminologia

17/04/2013 59
Junta de topo Junta em quina
Junta em ângulo ou em “T” Junta sobreposta
Junta em aresta
Tipos de Juntas
Terminologia
17/04/2013 60
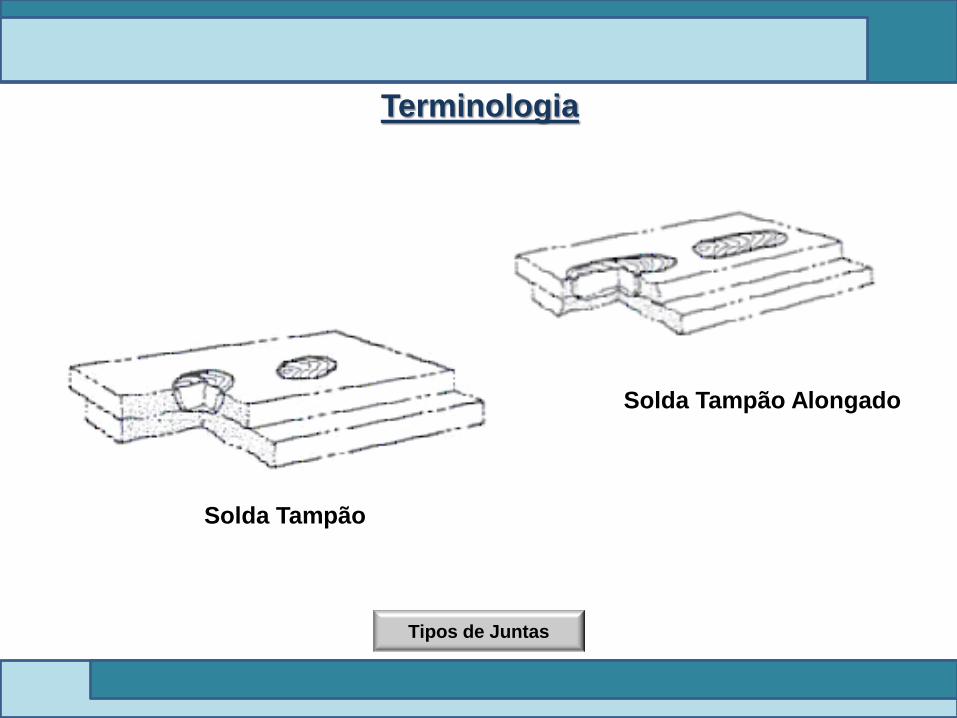
Solda Tampão
Solda Tampão Alongado
Tipos de Juntas
Terminologia
17/04/2013 61
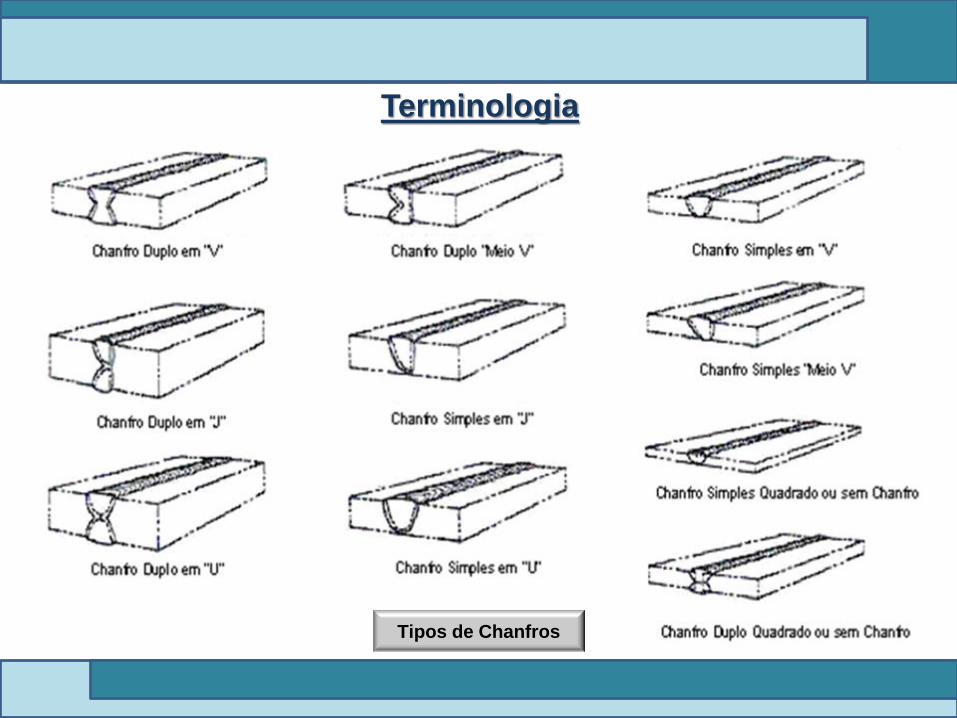
Tipos de Chanfros
Terminologia

17/04/2013 62
Tipos de Juntas
Brasadas
Terminologia
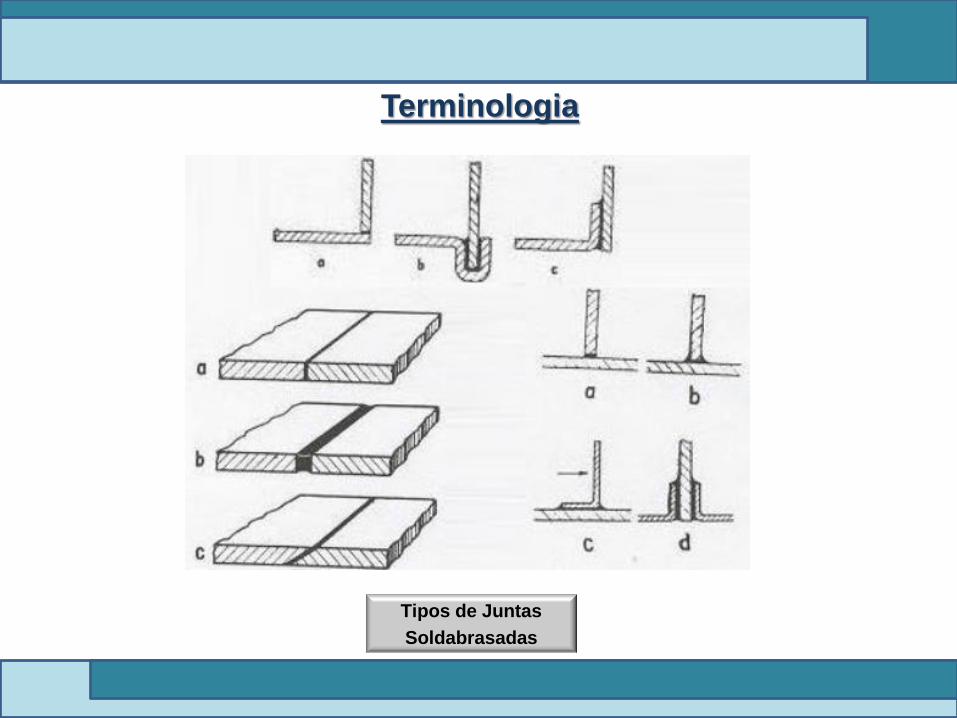
17/04/2013 63
Tipos de Juntas
Soldabrasadas
Terminologia

17/04/2013 64
Terminologia
Passes e Camadas
em Juntas

17/04/2013 65
Terminologia
Passes e Camadas
em Juntas

17/04/2013 66
Simbologia de Soldagem
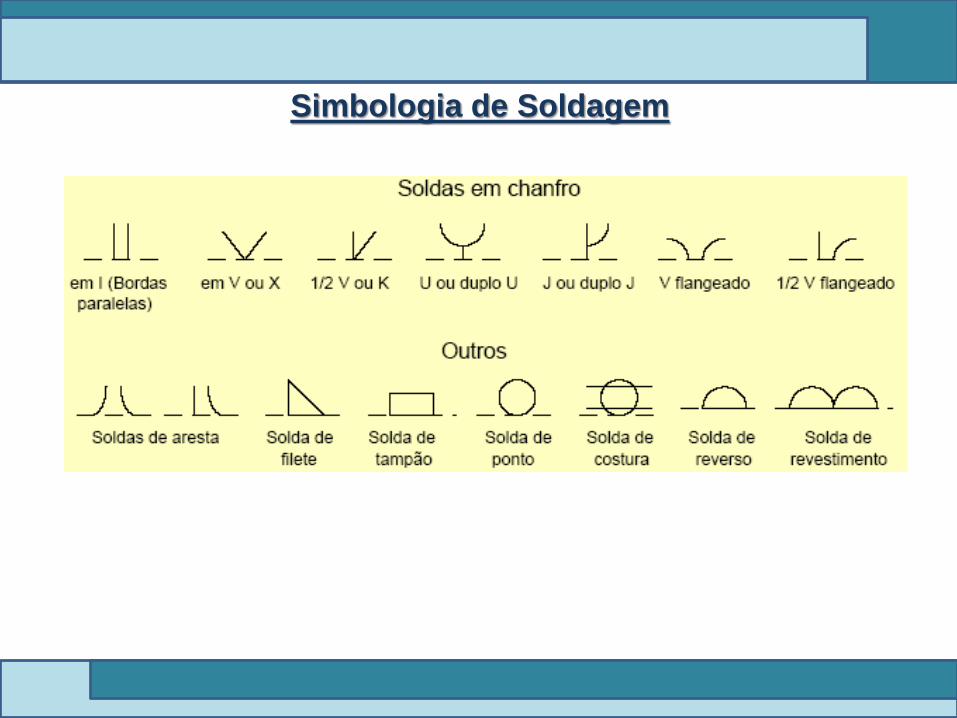
17/04/2013 67
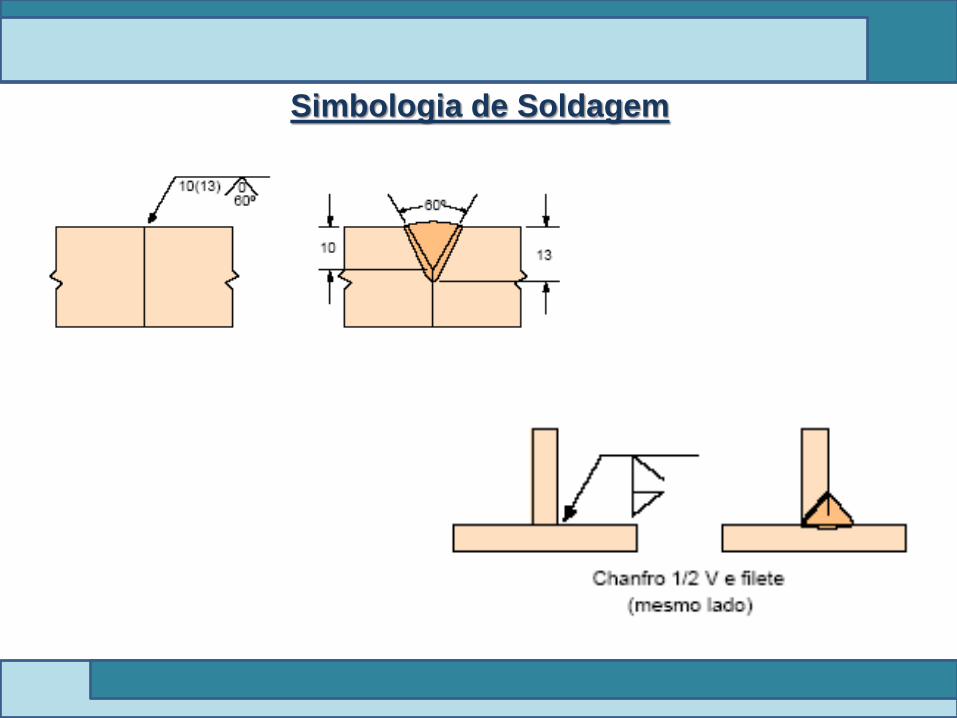
Simbologia de Soldagem

17/04/2013 68
Simbologia de Soldagem

17/04/2013 69
Simbologia de Soldagem

17/04/2013 70
Simbologia de Soldagem
17/04/2013 71
Simbologia de Soldagem

17/04/2013 72
Normalização na Soldagem
17/04/2013 73
PROCESSO
API 6A, API 17D, API 16 A, API 5CT...
ASME IX.
PROJETO
AWS – American Welding Society D1.1 – estruturas metálicas...
DVN - Rules for Design, Construction and Inspecion of Offshore Structures -
estruturas marítimas de aço;
Especificações diferentes de associações como:
ISO - International Organization for Standardization;
AWS - American Welding Society;
BBS - British Standard Society;
DIN - Deustches Institute fur Normung;
NFA - Association Francaise de Normalisation;
ABNT - Associação Brasileira de Normas Técnicas, etc.
Normalização da Soldagem
17/04/2013 74
Normas PETROBRÁS
Petrobras - N 133 Soldagem Geral
Documentação (EPS, RQPS, RQS);
Garantia (equipamentos, métodos);
Recomendações para aços C, C-Mn, C-Mo, Cr-Mo, Ni, inoxidáveis
austeníticos, martensíticos e ferríticos, além de ligas de níquel e
cobre.
Normalização da Soldagem

17/04/2013 75
ABNT NBR10150. Radiografia - Inspeção de soldas de topo em vasos de pressão e tanques em
armazenamento - Critérios de aceitação;
ABNT NBR10234. Folhas-de-flandres - Avaliação da soldabilidade com solda 30 A;
ABNT NBR10474. Qualificação em soldagem;
ABNT NBR10516. Consumíveis em soldagem;
ABNT NBR10614. Eletrodos revestidos de aço-carbono para a soldagem a arco elétrico;
ABNT NBR10615. Eletrodos revestidos de aço-carbono para a soldagem a arco elétrico;
ABNT NBR10616. Eletrodos revestidos de aço-carbono para a soldagem a arco elétrico – Ensaios;
ABNT NBR10617. Eletrodos de aço-carbono e fluxos para a soldagem a arco submerso;
ABNT NBR10618. Eletrodos de aço-carbono e fluxos para a soldagem a arco submerso;
ABNT NBR10619. Eletrodos de aço-carbono e fluxos para a soldagem a arco submerso – Ensaios;
Normas ABNT - NBR
Normalização da Soldagem

17/04/2013 76
ABNT NBR10685. Soldas em partes estruturais do casco de embarcações - Ensaio por ultra-som;
ABNT NBR10686. Inspeção de solda por ensaio de ultra-som em partes estruturais do casco de
embarcações;
ABNT NBRNM315 / NBR11449. Trilho "Vignole" - Solda - Determinação da resistência à fadiga
ABNT NBR11720.Conexões para união de tubos de cobre por soldagem ou brasagem capilar –
Requisitos;
ABNT NBR11964. Tintas - Verificação do não comprometimento em soldagem;
ABNT NBR12275. Junta soldada em componentes metálicos de uso aeroespacial;
ABNT NBR13043. Soldagem - Números e nomes de processos;
ABNT NBR13244. Peças de ferro fundido recuperadas - Requisitos para aprovação do
procedimento de soldagem e aceitação das peças;
Normas ABNT - NBR
Normalização da Soldagem

17/04/2013 77
ABNT NBR14842. Critérios para a qualificação e certificação de inspetores de soldagem;
ABNT NBR5164. Ensaios básicos climáticos e mecânicos - Ensaio Tb: Resistência à
choques térmicos de soldagem;
ABNT NBR5401. Componentes e equipamentos eletrônicos - Ensaios de ambiente e
resistência mecânica - Ensaio T – Soldagem;
ABNT NBR5874. Terminologia de soldagem elétrica;
ABNT NBR5883. Solda branda
ABNT NBR5900. Mangueiras para solda a gás
ABNT NBR6634. Solda branda em fio com núcleo de resina
Normas ABNT - NBR
Normalização da Soldagem

17/04/2013 78
ABNT NBR7165. Símbolos gráficos de solda para construção naval e ferroviário;
ABNT NBR7239. Chanfro de solda manual para construção naval - Tipo01;
ABNT NBR7373. Tubos de polietileno duro fabricados por enrolamento;
ABNT NBR7419. Material ferroviário ferroso - Determinação de defeitos superficiais e
subsuperficiais por meio magnético - Cancelada ;
ABNT NBR7859.Máquina elétrica para soldagem a arco;
ABNT NBR8420. Solda para construção naval - Identificação de descontinuidades
radiográficas;
Normas ABNT - NBR
Normalização da Soldagem
17/04/2013 79
ABNT NBR6657. Perfil de estruturas soldadas de aço;
ABNT NBR 11720 Processo de Soldagem e Brasagem;
ABNT NBR 13932. Projeto de Juntas Soldadas;
ABNT NBR 14842. Inspetores de Soldagem;
ABNT NBR8672. Qualificação do procedimento de soldagem de tubos de ligas de ZR-SN
para varetas combustíveis pelo processo TIG automático;
ABNT NBR8878. Solda manual e semi-automática para estrutura de embarcações -
Qualificação de soldadores;
ABNT NBR9111.Varetas e arames de ligas de alumínio para soldagem e brasagem, de
aplicação aeronáutica;
Normas ABNT - NBR
Normalização da Soldagem

17/04/2013 80
ABNT NBR9378. Equipamento elétrico para soldagem a arco - Fontes de energia de
corrente constante e fontes de energia de tensão constante;
ABNT NBR9540. Requisitos gerais para um programa de qualificação de soldadores e
operadores de soldagem em nível aeroespacial;
ABNT NBR10680. Qualificação de soldadores e operadores de soldagem em nível
aeroespacial;
ABNT NBR9360. Inspeção radiográfica em soldas na estrutura do casco de embarcações;
ABNT NBR10663. Qualificação de procedimentos de soldagem pelo processo eletrodo
revestido para oleodutos e gasodutos.
Normas ABNT - NBR
Normalização da Soldagem

17/04/2013 81 81
Fim!!!