







Línguas
Páginas
Legal


Universidade Federal de Santa Catarina
Centro Tecnológico
Engenharia Sanitária-Ambiental UFSC
RELATÓRIO COMPLEMENTAR I/IV:
CARACTERIZAÇÃO DO SETOR CERÂMICO
ESTRUTURAL EM SANTA CATARINA
Análise do Ciclo de Vida de Produtos (revestimento, blocos e telhas) do
Setor Cerâmico da Indústria de Construção Civil
Panorama do Setor
Profº Dr. Sebastião Roberto Soares (Coordenador do Projeto)
Profº Dr. Armando Borges de Castilhos Júnior (Colaborador)
Andreza Martins (Bolsista IC)
Francine Efigênia Breitenbach (Bolsista IC)
Sibeli Warmling Pereira (Bolsista DTI)
Wellington Silva Baldo (Bolsista IC)
NOVEMBRO DE 2002

Análise de Ciclo de Vida de Produtos Cerâmicos
2
SUMÁRIO
APRESENTAÇÃO.............................................................................................................................. 4
1 REVISÃO BIBLIOGRÁFICA ............................................................................................... 6
1.1 REGIONALIZAÇÃO...................................................................................................................... 7 1.2 ESTRUTURA DAS EMPRESAS ............................................................................................... 8 1.3 MATÉRIA-PRIMA ......................................................................................................................... 8 1.4 PROCESSO...................................................................................................................................... 10 1.5 PRODUÇÃO – PRODUTO ........................................................................................................ 19
1.5.1 BLOCOS CERÂMICOS ................................................................................................... 19 1.5.2 TELHAS CERÂMICAS.................................................................................................... 20
1.6 CONSUMO ENERGÉTICO....................................................................................................... 22 1.7 TRANSPORTE E COMERCIALIZAÇÃO............................................................................ 24
2 METODOLOGIA.......................................................................................................................... 26
3 RESULTADOS................................................................................................................................ 27
3.1 LOCALIZAÇÃO DAS EMPRESAS NO ESTADO ........................................................... 29 3.2 ESTRUTURA DAS EMPRESAS ............................................................................................. 30 3.3 MATÉRIA PRIMA........................................................................................................................ 31 3.4 PROCESSO...................................................................................................................................... 31
3.4.1 EQUIPAMENTOS .............................................................................................................. 31 3.4.2 PREPARAÇÃO DA MATÉRIA-PRIMA .................................................................. 33 3.4.3 CONFORMAÇÃO MECÂNICA .................................................................................. 35 3.4.4 TRATAMENTO TÉRMICO .......................................................................................... 36
3.5 PRODUTO ....................................................................................................................................... 38 3.6 PRODUÇÃO.................................................................................................................................... 40 3.7 CONSUMO ENERGÉTICO....................................................................................................... 41 3.8 TRANSPORTE E COMERCIALIZAÇÃO............................................................................ 42
4 DISCUSSÃO DOS RESULTADOS.................................................................................. 44
4.1 AMOSTRA DA POPULAÇÃO EM ESTUDO .................................................................... 44 4.2 LOCALIZAÇÃO DAS EMPRESAS ....................................................................................... 45 4.2 ESTRUTURA DAS EMPRESAS ............................................................................................. 46 4.3 MATÉRIA-PRIMA ....................................................................................................................... 46 4.4 PROCESSO...................................................................................................................................... 47
4.4.1 EQUIPAMENTOS .............................................................................................................. 48 4.4.2 PREPARAÇÃO DA MATÉRIA-PRIMA .................................................................. 51 4.4.3 CONFORMAÇÃO MECÂNICA .................................................................................. 55 4.4.4 TRATAMENTO TÉRMICO .......................................................................................... 56
4.5 PRODUTO ....................................................................................................................................... 62 4.6 PRODUÇÃO.................................................................................................................................... 68

Análise de Ciclo de Vida de Produtos Cerâmicos
3
4.7 CONSUMO ENERGÉTICO....................................................................................................... 69 4.8 TRANSPORTE E COMERCIALIZAÇÃO............................................................................ 71
5 QUETIONÁRIO............................................................................................................................. 77
6 CONCLUSÃO.................................................................................................................................. 79
7 REFERÊNCIAS BIBLIOGRÁFICAS............................................................................ 81

Análise de Ciclo de Vida de Produtos Cerâmicos
4
APRESENTAÇÃO
De acordo com o Anuário Brasileiro da Cerâmica Vermelha (2000), produtos
cerâmicos são os fabricados pela queima de massas e formados pela mistura de argilas
plásticas e não plásticas, em proporções variadas, além de outros minerais. A cerâmica
utilizada para levantar a estrutura de um prédio é classificada como cerâmica estrutural e de
vedação, também chamada cerâmica vermelha.
Segundo Villar (1988), constitui-se, via de regra, de um grupo de produtos rústicos
onde o acabamento (a pintura, por exemplo) dificilmente ocorre.
Segundo Bustamante (2000), as indústrias de cerâmica estrutural distribuem-se por
todo país, muito pulverizadas, em micro e pequenas empresas, quase sempre de
organização simples e familiar, geralmente localizadas próximas as jazidas de matéria-
prima.
A cerâmica estrutural representa papel importante na economia Estadual de Santa
Catarina.
Em 1990 a extinta SECTME - Secretaria de Estado da Ciência e Tecnologia das
Minas e Energia - publicou um “Diagnóstico do Setor de Cerâmica Vermelha em Santa
Catarina” e este trabalho foi pioneiro na pesquisa e análise das empresas do setor ceramista.
Em 1998, o SEBRAE – Serviço Brasileiro de Apoio às Micro e Pequenas Empresas
– e o CTC – Centro de Tecnologia Cerâmica, ambos do Sul de Santa Catarina elaboraram
um “Diagnóstico da Cerâmica Estrutural” no entanto voltado exclusivamente para o sul
deste Estado.

Análise de Ciclo de Vida de Produtos Cerâmicos
5
Desde o relato de 1990, não foram feitas atualizações e tendo em vista a defasagem
dos dados que caracterizam o setor, buscou-se refazer um diagnóstico da cerâmica
estrutural, demonstrando as atualizações e a representatividade desta no País.

Análise de Ciclo de Vida de Produtos Cerâmicos
6
1 REVISÃO BIBLIOGRÁFICA
Em 1990 a extinta SECTME - Secretaria de Estado da Ciência e Tecnologia das
Minas e Energia - publicou um “Diagnóstico do Setor de Cerâmica Vermelha em Santa
Catarina” e este trabalho foi pioneiro na pesquisa e análise das empresas do setor ceramista.
Em 1998, o SEBRAE – Serviço Brasileiro de Apoio às Micro e Pequenas Empresas
– e o CTC – Centro de Tecnologia Cerâmica, ambos do Sul de Santa Catarina elaboraram
um “Diagnóstico da Cerâmica Estrutural” no entanto voltado exclusivamente para o sul
deste Estado.
Sabendo da importância da caracterização do setor ceramista no Estado, para a
pesquisa de Análise de Ciclo de Vida de Produtos Cerâmicos, e tendo em vista a defasagem
dos mesmos, procurou-se atualizar o diagnóstico da cerâmica estrutural.
Quando a SECTME realizou tal trabalho, foram estimadas a existência de 742
empresas em todo estado e 326 empresas responderam ao questionamento.
No quadro 1.1 estão apresentadas a quantidade de empresas que responderam ao
questionário em 1990, por região.
QUADRO 1.1 – RESULTADO DA PESQUISA ELABORADA - 1990
Região Empresas
Norte Oeste Sul
Total
Existentes 422 81 239 742
Responderam 177 69 80 326
Pocentagem 41,94 85,19 33,47 43,94
Quando o SEBRAE, realizou a coleta de dados no sul do Estado, este obteve o
resultado de 54 empresas num total de 239.

Análise de Ciclo de Vida de Produtos Cerâmicos
7
1.1 REGIONALIZAÇÃO
A distribuição das unidades produtoras são controladas pelas ocorrências do
depósitos de argila.
A SECTME - Secretaria de Estado da Ciência e Tecnologia das Minas e Energia -,
por realizar um trabalho pioneiro no Estado, e em virtude da dificuldade na obtenção de
dados e informações, além da dispersão das empresas alvo do estudo, em 1990 dividiu o
Estado em três grandes regiões: Norte, Oeste e Sul.
Neste trabalho foi adotada a mesma divisão, já que os únicos dados comparativos
existentes são oriundos de tal pesquisa, a qual é apresentada na figura 1.
FIGURA 1.1 – PRINCIPAIS REGIÕES PRODUTORAS CERÂMICA ESTRUTURAL EM SANTA CATARINA - 1990
FONTE: SECTME
Análise de Ciclo de Vida de Produtos Cerâmicos
8
1.2 ESTRUTURA DAS EMPRESAS
Segundo Mafra (1999), as empresas de cerâmica vermelha do Estado de Santa
Catarina, na sua quase totalidade de pequeno porte, estão à margem dos avanços da
modernização tanto tecnológico como administrativo.
O Diário Catarinense (1996), publicou que pela antigüidade da atividade oleira, a
maioria das empresas são de estrutura familiar, e como tais têm a frente dirigentes que, por
conta da desagregação e pequena capacidade de produção, não tiveram acesso às
tecnologias modernas. Outro aspecto é que esses mesmos empresários demonstram grande
resistência a mudanças.
Sendo assim, tanto o proprietário quanto os empregados exercem diversas funções
na empresa. Os conhecimentos das técnicas passam de geração para geração, e nem sempre
as mesmas possuem embasamento técnico, não permitindo nenhum aprimoramento
tecnológico.
Segundo o Informe Setorial do BRDE (1994), além das empresas, na sua grande
maioria, Ter estrutura familiar, mostram controle de qualidade precário, utilizam mão-de-
obra não qualificada, desconhecem a existência de normas técnicas e operam com grande
desperdício de energia. Em conseqüência desta estrutura precária, tem-se a fabricação de
produtos de qualidade bastante baixa.
1.3 MATÉRIA-PRIMA
Segundo Villar (1988), os produtos cerâmicos são silicatos, que pelo aquecimento a
elevadas temperaturas (queima) reagem adquirindo propriedades específicas de resistência
e rigidez. São compostos, tradicionalmente, por três tipos básicos de matérias primas:
argila, feldspato e areia.

Análise de Ciclo de Vida de Produtos Cerâmicos
9
A composição da argila pura é de 47% de sílica, 39% de alumina e 14% de água,
obtidos pela decomposição de rochas feldspáticas com outras substâncias características
dessa decomposição. As mais importantes são a Caulinita, a Montmorilonita e a Ilita.
A partir do conhecimento das características do material torna-se possível obter
parâmetros básicos em termos de produtos e processos.
As argilas empregadas em cerâmica vermelha, como recurso mineral, apresentam
alto valor locacional, ou seja, devem necessariamente estar situadas nas proximidades das
cerâmicas. Desta forma, as distribuições das unidades produtoras são controladas pelas
ocorrências dos depósitos de argila.
Segundo SECTME (1990), as argilas são amplamente distribuídas no estado de
Santa Catarina, chegando a formar reservas com qualidade e volume apreciável, que
notadamente são exploradas para fins cerâmicos nobres, sustentando grande parte do
parque cerâmico catarinense.
Os principais depósitos de argilas catarinenses enquadram-se dentro das seguintes
características:
- capeando rochas ígneas, metamórficas e sedimentares, como resultado da ação
do intemperismo sobre estas;
- nas camadas sedimentares de diversas idades geológicas (inclusive atual), onde
foram depositadas pelas águas, vento e gelo, em ambientes terrígeno, glacial,
fluvial, lacustre ou marinho, e secundariamente como resultado da
decomposição de veios e diques pegmatíticos, quer por intemperismo, quer por
soluções de origem hidrotermal.
Geologicamente, a exploração de argilas para emprego em cerâmica vermelha no
Estado desenvolve-se predominantemente em sedimentação quaternária, em especial nas
planícies aluvionares de drenagens principais.
Análise de Ciclo de Vida de Produtos Cerâmicos
10
No entanto, com o esgotamento das jazidas próximas às empresas, ocorreu a procura
por novas, sem a preocupação de recuperar a área degradada das jazidas anteriores.
Atualmente para haver a exploração de argila de determinada jazida, é necessário
elaborar um Estudo de Impacto Ambiental, a ser apresentado ao órgão ambiental
fiscalizador, no caso de Santa Catarina, a FATMA – Fundação do Meio Ambiente. Desta
forma a FATMA em conjunto ao DNPM/SC – Departamento Nacional de Produtos
Minerias, expedem a licença de uso da área pretendida, que constitui um instrumento de
controle ambiental.
1.4 PROCESSO
Segundo Ferreira (1992), os materiais cerâmicos são obtidos hoje a partir de
matérias-primas beneficiadas e materiais sintéticos de características controláveis. Por meio
de processos adequados ocorrem alterações sensíveis do ponto de vista químico nas
propriedades destes materiais. Esta seqüência de etapas consiste em provocar reações
físico-químicas sob temperaturas elevadas, com o objetivo de serem obtidas certas
propriedades desejadas.
A obtenção de produtos de cerâmica estrutural ocorre por meio de quatro fases
seqüenciais bem definidas: preparação da matéria-prima, conformação, tratamento térmico
e acabamento, o qual pode ser visto na figura 1.2. Villar (1988), completa afirmando que o
processo utilizado segue basicamente a mesma estrutura em todas as indústrias. Porém
algumas empresas utilizam equipamentos rudimentares e outros equipamentos mais
modernos.

Análise de Ciclo de Vida de Produtos Cerâmicos
11
FIGURA 1.2 – PROCESSO PRODUTIVO BÁSICO - 1990
FONTE: SECTME
Preparação da Matéria Prima
Extração
A extração da argila é feita a céu aberto utilizando retro-escavadeiras ou
equipamentos semelhantes. Normalmente a mineração encontra-se próxima à indústria
(constituindo-se num dos principais indicadores para a sua localização), já que a
dificuldade da entrada de caminhões de grande porte na jazida inviabiliza o transporte a
grandes distâncias.
A conscientização ambiental nos dias atuais agrega esforços para um processo de
extração mais racional das matérias-primas naturais. A extração das argilas requer estudos
geofísicos para melhor dimensionar os métodos de extração, o escoamento das águas, a
organização e distribuição de lotes e o decapeamento do solo arável.
Nesse sentido, torna-se importante o emprego das novas tecnologias na extração e
beneficiamento, monitorando as jazidas para o controle do esgotamento, prevendo a
recuperação das áreas para o ressurgimento da vegetação e reposição do solo arável.
Preparação de Matéria-Prima
Matérias-Primas Mistura
Conformação
(telhas) (tijolos)
Extrusão
Prensagem
Processamento Térmico
SecagemQueimaProduto Final
Análise de Ciclo de Vida de Produtos Cerâmicos
12
Beneficiamento
Na fase de preparacao da matéria-prima, as empresas que possuem espaço, estocam
a argila a céu aberto, numa etapa conhecida como sazonamento.
A prática do sazonamento das argilas é comum desde a antigüidade e atua de forma
positiva no tratamento das mesmas. O processo de intemperismo (sol-chuva) alivia as
tensões nos produtos conformados, auxilia na plasticidade, na trabalhabilidade da argila e
na homogeneização e distribuição da umidade nas massas.
No processo de sazonamento as argilas são geralmente dispostas segundo
características ou propriedades desejadas no produto final. A extensão e altura dos montes
são definidas conforme o espaço físico disponível. Apesar do período ideal ser de 1 ano de
descanso para alcançar os resultados ideais no processamento cerâmico, é comum a fase de
sazonamento estar associada à operacionalização de cada indústria. Garantindo também a
produção em épocas de muitas chuvas, quando a extração fica prejudicada pela
precariedade dos acessos à jazida.
No beneficiamento das argilas, o grau de redução do grão ou da granulometria das
partículas se dá através de moedores, num processo a seco em britadores de mandíbulas e
moinhos de martelo. O cuidado que geralmente deve ser tomado com estes equipamentos,
além dos processos rotineiros de manutenção, é o monitoramento dos elementos moedores
e das grelhas.
Quando existe a necessidade de mais de um tipo de argila ocorre a pré-mistura, feita
de forma manual ou com o auxílio de pás carregadeiras. A seguir são dosadas por caixão
alimentador ou diretamente em correias transportadoras que levam aos quebradores de
aglomerados maiores (“torrões”, que freqüentemente ocorrem). Em seguida misturadores
de pás homogeneizam a matéria prima. Neste mesmo ponto acrescenta-se também a água
necessária para que seja ultrapassado o limite de plasticidade, devendo o teor de umidade
estar entre 25% e 30% da massa total.
Análise de Ciclo de Vida de Produtos Cerâmicos
13
Antes de entrar no extrusor a massa passa por operações que ocorrem
simultaneamente:
A homogeneização ou mistura é feita manualmente ou com pás carregadeiras,
conforme o percentual de cada matéria-prima utilizada, obtendo-se uma massa única e
homogênea.
Em um galpão onde o material fica protegido contra as intempéries, através de
correias transportadoras a massa chega ao caixão alimentador, que tem em média
capacidade de armazenamento de 200 toneladas.
No primeiro misturador ocorre a quebra de torrões e a homogeneização da massa
juntamente com a água, seguindo para o laminador, que é um equipamento composto de
dois cilindros, o qual tem o papel de refinar as massas cerâmicas, laminando-as, sendo
responsáveis pela compactação e melhor homogeneização da massa de argila permitindo
uma significativa redução do consumo de energia.
Por último segue para o segundo misturador, onde as palas têm as funções de
homogeneizar a massa, promover o avanço da massa pelo interior do equipamento e ainda
auxiliar na eliminação de bolhas de ar de grandes dimensões. As palas podem ser fixas ou
móveis, que permitem uma regulagem da intensidade da mistura e maior ou menor
produção. Quanto maior a inclinação das palas maior será a produção e menor o desgaste, o
inverso reduz a produção e aumenta o desgaste das partes em contato com a mistura.
Nesta etapa do processo produtivo, é conveniente controlar a homogeneização, a
umidade e a mistura da massa, bem como a eliminação de pedras, raízes, metais e outras
impurezas nocivas ao processo.
Conformação

Análise de Ciclo de Vida de Produtos Cerâmicos
14
Extrusão
Conforme PÓLO PRODUÇÕES LTDA. (2000), a obtenção de produtos pelo
processo de extrusão consiste em compactar uma massa plástica numa câmara de alta
pressão equipada com sistema de desaeração (vácuo), contra um molde (boquilha) de
formato desejado.
São conhecidos três sistemas diferentes para a extrusão. São eles:
Pistão – tem como característica, grande uniformidade de velocidade e pressão em
toda a seção de saída. Porém seu fluxo não é contínuo, impossibilitando a utilização de
vácuo.
Cilindros – o sistema de cilindros, apesar de apresentar fluxo contínuo de
alimentação e poder com isso utilizar-se do sistema de desaeração (vácuo), apresenta
diferenças de velocidade e pressão na seção de saída e ainda não permite uma boa
homogeneização da mistura.
Hélice – o sistema de hélices permite boa homogeneização, utilização de sistema de
vácuo, fluxo contínuo e boa distribuição de pressão na saída do material.
Na saída do extrusor a massa moldada, expelida de forma contínua, é seccionada no
comprimento desejado.
Ainda que os custos de preparação e conformação de matérias-primas em uma
fábrica de telhas e tijolos girem em torno da fabricação dos produtos, é certo que, se estas
operações não forem devidamente conduzidas, podem aumentar notavelmente os custos das
fases mais caras do processo, como a secagem e a queima.
Os defeitos causados por se trabalhar com uma massa conformada com tensões,
freqüentemente são visíveis somente quando as peças saem do secador, do forno e às vezes
até depois de vários anos após sua aplicação.

Análise de Ciclo de Vida de Produtos Cerâmicos
15
Entre vários fatores que devem ser levados em conta para obtenção de um bom
resultado no processo de extrusão, dois deles merecem especial atenção: fatores
relacionados à massa e ao equipamento de extrusão.
A primeira condição para se obter um bom resultado na extrusão é garantir que o
material a ser conformado, apresente as mínimas variações possíveis, tanto na composição
(plasticidade), como na preparação (granulometria) e no seu teor de umidade.
Para que o equipamento de extrusão e seus periféricos (bomba de vácuo) estejam
sempre em perfeitas condições de uso, é imprescindível que façam parte de um sistema
devidamente implantado de manutenção preventiva.
Prensagem
Quando da fabricação de telhas os elementos são extrudados e cortados em um
formato favorável a esta operação. São prensados para obtenção de sua forma final,
normalmente pela utilização de prensas revólveres.
Tratamento Térmico
Secagem
Para Oliveira (2000), o processo de secagem pode ser definido como a eliminação
da água de conformação dos produtos cerâmicos, através do ar aquecido, e é considerada
uma das fases mais delicadas do processo produtivo. A umidade de extrusão dos produtos
cerâmicos normalmente oscila entre 20 e 30% e, após a secagem, esta umidade residual
deve estar abaixo de 5%. Alguns cuidados são fundamentais para o controle desta fase.
O ciclo de secagem deve ser definido em função da carga disposta no secador, da
temperatura utilizada e, principalmente, em função dos tipos de argilas. Argilas muito
plásticas normalmente requerem muita água no processo de extrusão e, consequentemente,
Análise de Ciclo de Vida de Produtos Cerâmicos
16
experimentam grandes retrações na secagem. Deve-se então utilizar no máximo 50% destas
argilas e completar a formulação com argilas menos plásticas.
A secagem pode ser do tipo natural ou forçada. A primeira acontece com exposição
das peças cerâmicas ao ar livre. Este processo é utilizado quando a empresa possui uma
produção baixa ou quando se dispõe de sol o ano todo e mão de obra barata. A secagem
natural pode durar de 2 a 8 dias dependendo da temperatura ambiente e da ventilação. A
exposição em pátio deve ser de forma que garanta a circulação de ar entre as mesmas
evitando retração diferenciada e, consequentemente, as trincas, comuns no processo lento.
A secagem forçada pode ser através de secadores intermitentes ou contínuos. A
temperatura no início da secagem deve ser de aproximadamente 40ºC aumentando
gradativamente até chegar a 100ºC. Temperaturas elevadas no início da secagem serão
fontes de trincas, já as baixas aumentam cada vez mais o ciclo de secagem, para se evitar as
trincas é recomendável levantar a curva de Bigot das argilas para se conhecer o momento
em que é permitido acelerar a secagem. Sabe-se que toda argila perde 50% da água antes de
atingir sua retração máxima permitindo-se acelerar a secagem após obterem-se estes
valores.
Oriundos de uma das três operações anteriores, os elementos já moldados e
transportados para áreas cobertas são dispostos em prateleiras (fixas ou móveis) ou
simplesmente empilhados no chão a fim de perderem a maior parte da umidade. Também
são utilizadas estufas para este fim, aproveitando, via de regra, o calor residual dos fornos
quando de seu resfriamento. A umidade final desejada é da ordem de 3 a 4%, dependendo
do produto, ocorre uma contração que pode variar entre 4 e 10%.
Outro fator de grande importância é a umidade relativa do ar (UR). No início da
secagem a UR deve estar por volta de 95% para impedir a eliminação de água de forma
rápida, o que pode ser realizado através da tiragem. Atingindo o ponto crítico pode-se
acelerar a secagem, aumentando-se a temperatura e a velocidade do ar injetado.
Análise de Ciclo de Vida de Produtos Cerâmicos
17
Queima
Segundo Mafra (1999), o material seco é levado ao forno, e os mesmos podem
utilizar como fonte de energia a lenha, a serragem, os rejeitos de madeira, o óleo ou o
carvão mineral. O processo de queima dura aproximadamente 150 horas, em virtude do
elevado nível de umidade proveniente da secagem natural.
Conforme a SUDENE (1989), a operação fundamental para a obtenção das
características dos produtos cerâmicos é a queima. É durante esta fase que os produtos
cerâmicos, submetidos ao tratamento térmico, sofrem transformações físico-químicas,
alterando-lhes as propriedades mecânicas e conferindo-lhes as características inerentes a
todo produto cerâmico.
Os fornos são os equipamentos utilizados nesta fase do processo e são classificados
de acordo com o ciclo de operação em: Intermitentes e Contínuos.
Os fornos intermitentes funcionam em ciclo periódico de carga-queima-descarga.
Os fornos contínuos funcionam em ciclos de 24 horas/dia, sem necessidade de paradas para
carga ou descarga dos produtos.
Nos fornos intermitentes, o calor sensível gasto para aquecer a carga e a alvenaria
do forno (estrutura), não é normalmente recuperado no final da queima e durante a fase de
resfriamento. Todo o calor retirado na massa dos produtos e na massa estrutural do forno é
dissipado para o ambiente. Em alguns casos, dependendo do volume da alvenaria do forno,
este consumo chega a representar 50% ou mais do calor total requerido no processo de
queima. Nos fornos contínuos, este calor é aproveitado para aquecer o ar combustão ou
para pré-aquecer a carga enfornada.
Segundo Villar (1988), os fornos mais utilizados são os do tipo intermitente, os
quais possuem pouca variação de modelos. O forno denominado “semi-contínuo” é
comumente encontrado, este inicia o processo pela queima do combustível em fornalhas

Análise de Ciclo de Vida de Produtos Cerâmicos
18
frontais dispostas no lado oposto ao da chaminé, fazendo o calor percorrer todo o seu
comprimento, completando a secagem.
A queima efetiva ocorre pela alimentação seqüencial (da frente para o lado da
chaminé) através de aberturas na parte superior do forno, de lenha ou serragem,
propiciando chama direta sobre a carga.
Os outros dois tipos são de chama invertida e caracterizam-se por não permitir a
incidência direta do fogo sobre a carga. A queima do combustível é feita sobre grelhas em
fornalhas, sendo os fumos conduzidos em direção ao teto, succionados para baixo,
atravessando a carga e saindo pelos dutos que se encontram sob o piso do forno que os
levam à chaminé. Diferenciam-se pelo formato, um circular, chamado “garrafão”, outro
retangular, chamado “chinês”. O término desta fase ocorre quando do resfriamento e
descarga do forno com o produto acabado.
Na queima do material consubstanciam-se todas as dificuldades encontradas neste
tipo de unidade produtiva. A utilização de fornos rudimentares, sem flexibilidade
operacional alguma, obriga à dependência da habilidade do responsável pela queima.
Parâmetros como o conhecimento (ou sensibilidade) na detecção visual da temperatura
correta para a queima ou do término da fase de secagem que ocorre dentro do forno,
indicada pela redução da saída de vapor na chaminé, são exemplos da habilidade exigida.
Segundo Pizzetti (1999), o elevado consumo de combustível está diretamente
relacionado à utilização de equipamentos de queima tecnologicamente defasados. Os
equipamentos (fornos) usados atualmente pelas empresas são os de operação intermitente,
com raras exceções. Os fornos de operação contínua constituem-se nos mais adequados
para a queima dos produtos, pois reduzem o custo desta etapa, já que os equipamentos de
operação intermitente apresentam uma grande perda de energia, pois existe a necessidade
de aquecê-los e resfriá-los a cada operação.
Acabamento
Análise de Ciclo de Vida de Produtos Cerâmicos
19
Inspeção
É feita na saída do forno, rejeitando material quebrado, trincado, lascado, queimado
em excesso e, no caso das telhas, as que possuem som chocho.
Armazenamento
É feito em área coberta, permanecendo aí até a expedição.
Expedição
Efetuada através de caminhões por via rodoviária, utilizando equipamentos próprios
ou fretistas.
1.5 PRODUÇÃO – PRODUTO
1.5.1 BLOCOS CERÂMICOS
Segundo a ANICER (2002) “os blocos cerâmicos são componentes utilizados em
alvenaria (vedação, estrutural ou portante). Apresentam furos de variados formatos,
paralelos a qualquer um dos seus eixos”.
São dois os tipos de blocos cerâmicos utilizados na construção civil, produzidos no
Brasil.
Bloco de Vedação – são aqueles destinados à execução de paredes que suportarão o
peso próprio e pequenas cargas de ocupação (armário, pias, lavatórios, etc.), geralmente
utilizados com furos na horizontal e com atual tendência ao uso com furos na vertical.
Blocos Estruturais ou Portantes – são aqueles que além de exercerem a função de
vedação, também são destinados à execução de paredes que constituirão a estrutura

Análise de Ciclo de Vida de Produtos Cerâmicos
20
resistente da edificação (podendo substituir pilares e vigas de concreto). Estes blocos são
utilizados com os furos sempre na vertical.
A NBR 7171 de Junho de1983 classifica os blocos cerâmicos em dois tipos, a saber:
Blocos de Vedação – são os projetados para serem assentados com furos na
horizontal. Podem ser classificados em comuns e especiais. Os comuns são os de uso
corrente e podem ser classificados em A e B conforme sua resistência à compressão. Já os
especiais podem ser fabricados em formatos e especificações acordadas entre as partes.
Blocos Portantes – são os projetados para serem assentados com furos na vertical. Podem
ser classificados em comuns e especiais. Os primeiros são os de uso corrente e podem ser
classificados em C, D e F conforme sua resistência à compressão. E os segundos podem ser
fabricados em formatos e especificações acordadas entre as partes. Nos quesitos não
explicitados no acordo, devem prevalecer as condições da Norma citada.
A NBR 7170 de Junho de1983 define o tijolo maciço como sendo o que possui
recomendadas: todas as faces plenas de material, podendo apresentar rebaixas de fabricação
em um das faces de maior área.
A mesma ainda apresenta que “os tijolos comuns devem possuir a forma de um
paralelepípedo retângulo”.
1.5.2 TELHAS CERÂMICAS
As definições mais comumente aplicadas às telhas cerâmicas são apresentadas a
seguir:
Telha Cerâmica de Capa e Canal – componente para cobertura constituído por peças
côncavas (canais) e por peças convexas (capas) que se recobrem longitudinal e
transversalmente, compondo vedos estanques à água. (NBR 9601/Set/1986)
Análise de Ciclo de Vida de Produtos Cerâmicos
21
Telha Cerâmica de Capa e Canal Colonial – esta telha caracteriza-se por apresentar
o mesmo tipo de peça para a capa e para o canal (larguras iguais). São provenientes das
primeiras telhas trazidas pelos portugueses na época do Brasil colonial.
Telha Cerâmica de Capa e Canal Paulista – este tipo de telha originou-se da telha
colonial. Caracteriza-se por apresentar a capa com largura ligeiramente inferior ao canal.
Em relação ao tipo colonial, ela propicia um movimento plástico diferenciado para os
telhados.
Telha Cerâmica de Capa e Canal Plan – é uma variação da telha tipo capa e canal,
que apresenta formas retas. A aplicação destas telhas confere aos telhados características
arquitetônicas bem diferenciadas em relação às telhas colonial e paulista.
Telha Francesa ou Marselhesa – também denominadas telhas de encaixe,
caracterizam-se por apresentar em suas bordas saliências e reentrâncias que permitem o
encaixe longitudinal e transversal entre os componentes na execução dos telhados. Este tipo
de telha é utilizado em grande parte nas edificações devido ao seu custo reduzido e às
soluções razoáveis de conforto térmico obtidos. O uso das telhas francesas pode dispensar a
aplicação de forro interior. No entanto, nos ambientes em que se necessita de melhoria no
conforto térmico, podem-se executar forros em madeira ou em lajes de concreto.
Telha Romana – apresenta formato característico que se encaixa longitudinal e
transversalmente, compondo vedos estanques à água. Este tipo de telha foi recentemente
normalizado.
Termoplan – este tipo de telha é conformada apenas por extrusão e pelo fato de ser
vazada (apresenta uma camada de ar), confere ao telhado uma boa solução de isolamento
térmico para a habitação.
Análise de Ciclo de Vida de Produtos Cerâmicos
22
Portuguesa – possui características geométricas semelhantes às telhas romanas,
apresentando apenas as bordas arredondadas como as telhas coloniais.
Estes dois tipos de telhas não são normalizados, entretanto sua aplicação é
relativamente comum no país. Como foi ressaltado anteriormente, existem vários tipos de
telhas diferentes das referidas, principalmente com denominações regionais (ANICER).
Segundo Villar (1988), pelas mesmas qualidades dos tijolos, as telhas de barro
vieram a substituir a ardósia nos telhados da Europa Ocidental. Também pela durabilidade
e incombustibilidade mostraram-se uns eficazes sucedâneos para a palha e a madeira como
material de cobertura. Já na história antiga, em pontos distintos, como na China, Babilônia
e Grécia Helênica, os arqueólogos encontraram elementos queimados e mesmo glasurados.
Villar (1988) afirma ainda que as telhas de barro têm sido mais resistentes e
sucedâneas no curso do tempo, visto não possuírem função estrutural. No entanto,
encontram-se sofrendo substituição por materiais mais modernos como as chapas metálicas,
de fibro-cimento e plásticas. Estes novos materiais têm aceitação por oferecerem, em
relação às cerâmicas, vantagens de custo, de área de cobrimento, de redução e mesmo
eliminação de estruturas de assentamento (madeirame), redução de peso e mais fácil
manuseio. No entanto, em que pesem todas estas vantagens, as telhas tradicionais ainda têm
assegurada a sua parcela de mercado, sobretudo, pelo seu aspecto estético.
De acordo com Villar (1988) a variedade dos produtos é muito elevada pelas
próprias exigências do mercado consumidor, às quais deve-se ainda adicionar uma gama
inumerável de variações quanto às dimensões dos mesmos, conseqüência da falta de
padronização.
1.6 CONSUMO ENERGÉTICO
No processo de fabricação de produtos cerâmicos, um dos principais custos da
produção é o da energia empregada principalmente térmica e elétrica. A evolução contínua

Análise de Ciclo de Vida de Produtos Cerâmicos
23
na tecnologia empregada e a aplicação de medidas de economia energética têm
possibilitado a diminuição do impacto deste fator no custo final do produto.
Segundo Beltran e Martinez (1999) a energia utilizada pela indústria cerâmica é de
dois tipos: energia elétrica, principalmente para moagem, movimentação e queima, e
energia térmica, para preparação de matérias primas, secagem e queima das peças. A etapa
central do processo cerâmico, a queima, é a principal consumidora de energia térmica, com
aproximadamente 50% do total. A secagem por atomização da matéria prima, nos
processos via úmida, apresenta um consumo próximo a 40% do global. Finalmente, a
energia térmica é utilizada para secagem das peças, numa etapa posterior à prensagem. O
consumo elétrico encontra-se muito repartido entre as diferentes unidades produtivas, sendo
os principais consumidores os moinhos, as prensas e os fornos.
Nos casos onde é consumida energia térmica são encontrados diversificados
combustíveis.
Segundo Teixeira e Lora (2002), combustível é toda substância que em contato com
o calor, e um agente oxidante (geralmente o oxigênio do ar) sofre reações químicas
liberando energia térmica. As reações químicas ocorrem com altas velocidades e com
grande conversão de energia química em energia térmica.
O setor de cerâmica estrutural, mais comumente denominado cerâmica vermelha,
utiliza na grande maioria de suas indústrias a lenha como combustível para a queima dos
produtos, em fornos do tipo intermitentes.
Segundo Messias (1996), as demandas de energia destes fornos são
significativamente superiores às verificadas em fornos do tipo semicontínuos (Hoffmann) e
contínuos (túnel), também utilizados em menor escala para esta finalidade, além do fato de
que os materiais obtidos nos fornos intermitentes não apresentam as mesmas uniformidades
de características que são encontrados nos materiais produzidos nos semicontínuos e

Análise de Ciclo de Vida de Produtos Cerâmicos
24
contínuos. Este fato ocorre devido à concepção bastante primitiva dos fornos, construídos
com materiais rústicos, operados geralmente de forma empírica com controles visuais.
1.7 TRANSPORTE E COMERCIALIZAÇÃO
Os produtos de cerâmica vermelha são totalmente distribuídos por via rodoviária na
sua grande maioria utilizando fretistas, devido à falta de veículos próprios das empresas
produtoras.
Segundo o SENAI-DR/SC (1999), a indústria brasileira atravessa um momento
decisivo onde, qualidade de produto, qualidade de mão-de-obra, custos reduzidos de
produção e assistência pós-venda, deixam de pertencer ao grupo de requisitos que
garantiam uma carta de clientes preocupados em receber mercadorias que suprissem suas
necessidades no menor preço. Atualmente tais requisitos apenas contribuem mas não
garantem a permanência das empresas no mercado. Este difícil estágio, cujo qual as
empresas procuram adaptar-se, é conseqüência de uma mobilização econômica
internacional em busca da competitividade, que como uma onda gigante envolve pessoas,
empresas, instituições e modelos de gestão que querem e necessitam ocupar espaço neste
novo modelo econômico de oferta e procura.
A indústria de cerâmica estrutural do Estado vem ao longo dos anos percorrendo o
caminho inverso da conquista da produtividade e qualidade, devido a enormes problemas
peculiares deste setor. Estes problemas iniciam no mercado consumidor que não exige
produtos com especificações definidas, ocasionando a despreocupação dos fabricantes em
preparar suas empresas para demandas maiores, com dimensões padronizadas e qualidade
assegurada. O poder de competitividade das indústrias deste setor é ainda muito reduzido,
em virtude do baixo nivelamento da maioria das empresas que compõe o mesmo, razão
pela qual não obriga os empresários a investirem técnica e tecnologicamente em suas
unidades produtoras.
Análise de Ciclo de Vida de Produtos Cerâmicos
25
A falta de padronização e garantia de qualidade no produto são barreiras que
impedem estas empresas de exportarem seus produtos, pois existem um potencial mercados
em expansão (MERCOSUL, Estados Unidos, Canadá), mas que somente aceitarão produtos
padronizados e que satisfação as exigências destes mercados.
Outro problema enfrentado no setor é a inexistência de metodologias que garantam
a qualidade das matérias-primas e os controles nos processos produtivos, o que traz como
conseqüência uma grande quantidade de perdas no processo. A falta de planejamento e
monitoramento, principalmente nas atividades extrativa de matéria-prima, além de
proporcionar prejuízos financeiros, acosionam a degradação do meio ambiente.

Análise de Ciclo de Vida de Produtos Cerâmicos
26
2 METODOLOGIA
Para a realização da pesquisa foi elaborado um questionário, baseado em questões
feitas anteriormente nos Diagnósticos de 1990 e 1998, o qual foi enviado via ECT –
Empresa de Correios e Telégrafos - para as empresas, juntamente com um ofício
explicando os objetivos do trabalho e com um envelope selado para resposta.
O cadastro com endereços e telefones foi adquirido através das entidades de classe,
associações e sindicatos do Estado e Nacionais.
Como houve uma demanda pequena de respostas a metodologia foi readequada.
Nesta Segunda etapa foram pesquisados novamente os telefones das empresas por meio da
empresa de Telefonia local (Brasil Telecom), já que muitos estavam desatualizados e
durante aproximadamente 6 meses foram as empresas foram contactadas e atingiu-se o
resultado descrito no Capítulo a seguir.
Análise de Ciclo de Vida de Produtos Cerâmicos
27
3 RESULTADOS
Para realizar uma atualização dos dados que caracterizam o setor em Santa Catarina,
foram realizadas as seguintes etapas:
Através de organizações, como associações e sindicatos, conseguiu-se os dados de
616 empresas, para as quais foram enviadas, via ECT – Empresa de Correios e Telégrafos -,
um cadastro de informações para ser respondido.
O envio via ECT, em muitos casos não foi eficiente, porque a mesma não atende
diversas áreas e, sendo estas empresas geralmente localizadas em locais afastados da
cidade, muitas nem receberam os cadastros, retornando cerca de 176 correspondências.
Dentre as 616 correspondências enviadas, apenas 47 responderam o cadastro, o que
representa uma amostra muito pequena para elaboração de um relatório, o que fez com que
se partisse para a Segunda etapa.
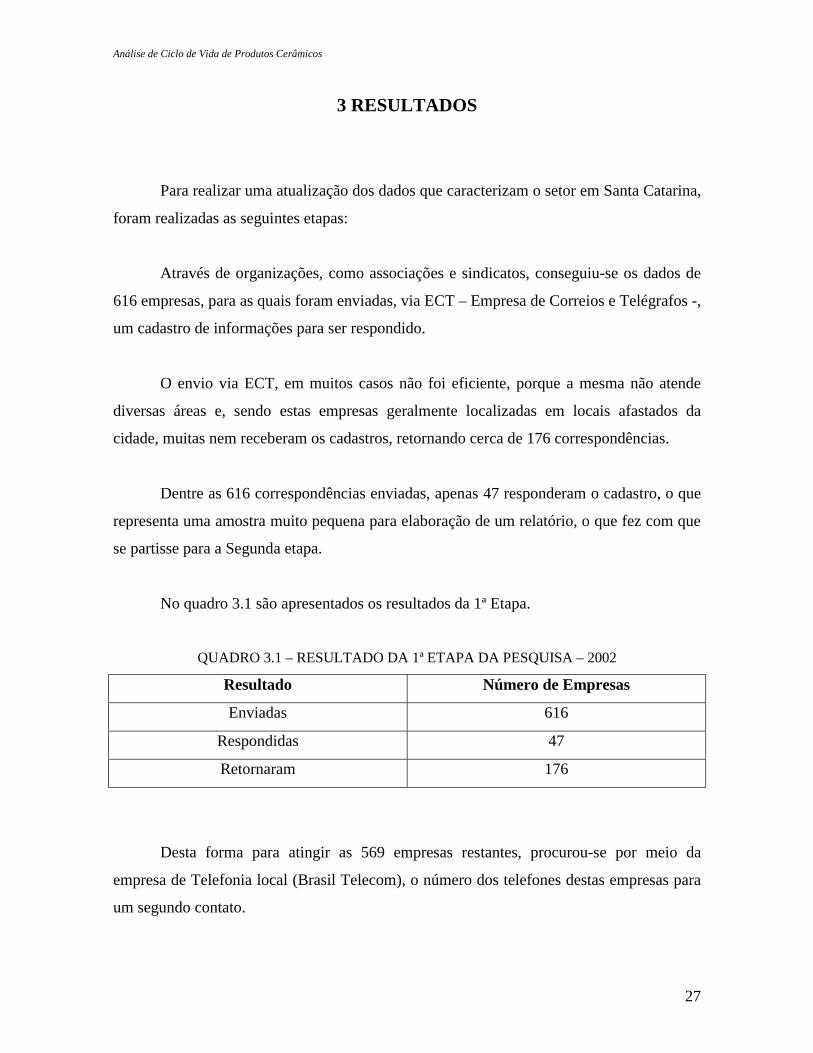
No quadro 3.1 são apresentados os resultados da 1ª Etapa.
QUADRO 3.1 – RESULTADO DA 1ª ETAPA DA PESQUISA – 2002
Resultado Número de Empresas
Enviadas 616
Respondidas 47
Retornaram 176
Desta forma para atingir as 569 empresas restantes, procurou-se por meio da
empresa de Telefonia local (Brasil Telecom), o número dos telefones destas empresas para
um segundo contato.

Análise de Ciclo de Vida de Produtos Cerâmicos
28
Assim, foram realizadas durante aproximadamente 6 meses ligações telefônicas para
que o cadastro de informações sobre o setor cerâmico no Estado de Santa Catarina fosse
atualizado, apresentado os seguintes resultados, apresentados no quadro 3.2.
QUADRO 3.2 – RESULTADO DA 2ª ETAPA DA PESQUISA – 2002
Número de Empresas Resultado
9 Enviado via e-mail (não responderam)
5 Enviado via fax (não responderam)
48 Fecharam
36 Entrevistados não querem responder
217 Telefone não encontrado
23 Reenviado (não responderam)
219 Responderam
27 Pessoas responsáveis não atendiam
32 Mesma empresa com Razão Social diferente
616 TOTAL
No entanto, a pesquisa levará em consideração apenas as empresas existentes.
Assim, as empresas que fecharam e as empresas que apresentam Razões Sociais diferentes,
não entraram na contagem das empresas existentes.
É importante ressaltar que essas 32 empresas com Razão Social diferente, são as que
apresentam mais de uma Razão Social, algumas já extintas, mas que ainda constam nos
cadastros das entidades de classe.
Assim, restam 536 empresas existentes no Estado atualmente, e deste total, no
quadro 3.3 estão apresentadas as quantidades de empresas que responderam ao cadastro por
região.
Análise de Ciclo de Vida de Produtos Cerâmicos
29
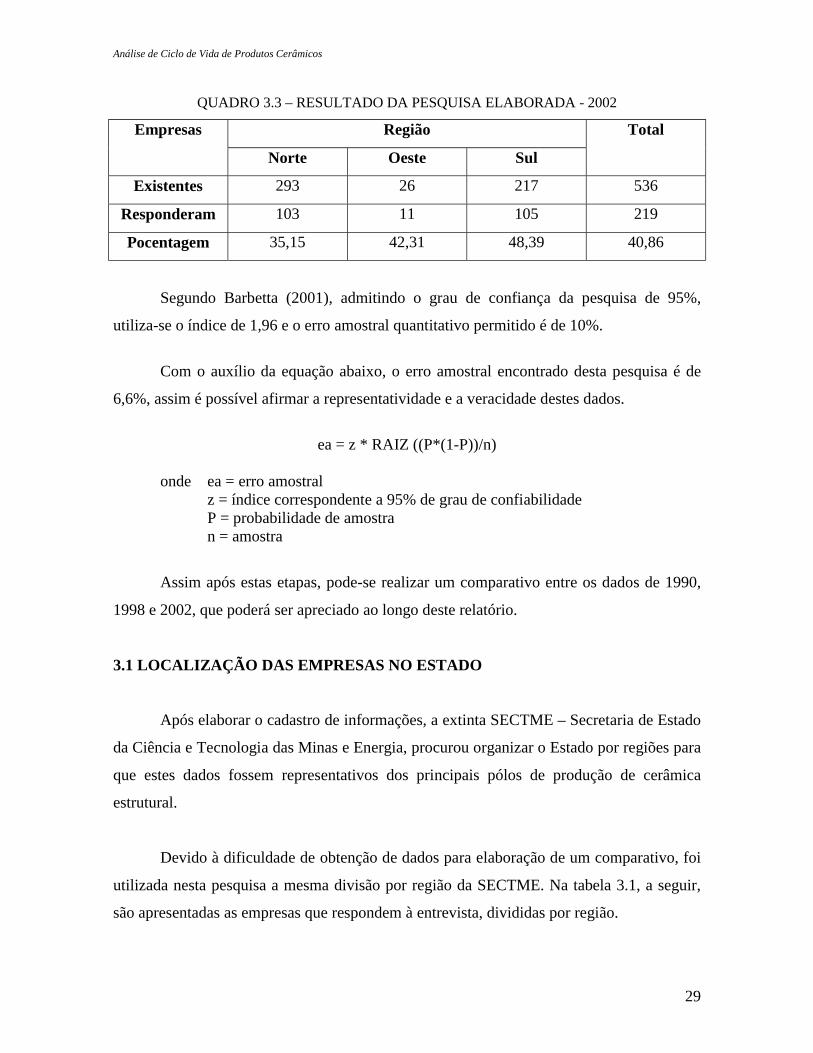
QUADRO 3.3 – RESULTADO DA PESQUISA ELABORADA - 2002
Região Empresas
Norte Oeste Sul
Total
Existentes 293 26 217 536
Responderam 103 11 105 219
Pocentagem 35,15 42,31 48,39 40,86
Segundo Barbetta (2001), admitindo o grau de confiança da pesquisa de 95%,
utiliza-se o índice de 1,96 e o erro amostral quantitativo permitido é de 10%.
Com o auxílio da equação abaixo, o erro amostral encontrado desta pesquisa é de
6,6%, assim é possível afirmar a representatividade e a veracidade destes dados.
ea = z * RAIZ ((P*(1-P))/n)
onde ea = erro amostral
z = índice correspondente a 95% de grau de confiabilidade P = probabilidade de amostra n = amostra
Assim após estas etapas, pode-se realizar um comparativo entre os dados de 1990,
1998 e 2002, que poderá ser apreciado ao longo deste relatório.
3.1 LOCALIZAÇÃO DAS EMPRESAS NO ESTADO
Após elaborar o cadastro de informações, a extinta SECTME – Secretaria de Estado
da Ciência e Tecnologia das Minas e Energia, procurou organizar o Estado por regiões para
que estes dados fossem representativos dos principais pólos de produção de cerâmica
estrutural.
Devido à dificuldade de obtenção de dados para elaboração de um comparativo, foi
utilizada nesta pesquisa a mesma divisão por região da SECTME. Na tabela 3.1, a seguir,
são apresentadas as empresas que respondem à entrevista, divididas por região.
Análise de Ciclo de Vida de Produtos Cerâmicos
30
TABELA 3.1 – LOCALIZAÇÃO DAS EMPRESAS QUE RESPONDERAM AO QUESTIONÁRIO
Região Norte Oeste Sul Número de Empresas 103 11 105
3.2 ESTRUTURA DAS EMPRESAS
Pela metodologia, foi possível observar que os responsáveis pelas empresas
geralmente são os proprietários e que os mesmos realizam diversificadas funções na
empresas, tanto na parte administrativa quanto na produtiva.
Quase que a totalidade dos entrevistados reclama da dificuldade econômica que
enfrentam, das dificuldades de trabalho, da produção que caiu por não ter mercado
consumidor, dos aumentos de energia elétrica, enfim, é notável a precariedade da estrutura
da maioria das empresas que responderam ao cadastro, com algumas raras exceções.
Foi possível verificar também que em diversas empresas os empregados trabalham
temporariamente, nos períodos em que há produção, já que estas fabricam o que foi
vendido, sem estocagem de produto. Esta realidade afirma a falta de especialização da mão-
de-obra, pois como a maioria dos funcionários possui outras funções, não há o interesse na
formação técnica.
Por meio dos cadastros de informações respondidos, verificou-se o número de
empregados que cada empresa possui na administração e na produção, conforme a tabela
3.2, onde está apresentado a média de empregados por empresas em cada região.
TABELA 3.2 – MÉDIA DE EMPREGADOS POR EMPRESA POR REGIÃO
Região
Função Norte Oeste Sul
Produtiva 15,77 15,64 15,23
Administrativa 1,83 1,30 1,80
Análise de Ciclo de Vida de Produtos Cerâmicos
31
3.3 MATÉRIA PRIMA
Quando perguntados sobre a localização das jazidas de matéria-prima, os
responsáveis pelas empresas comentaram que à medida que ocorre o esgotamento das
mesmas, buscam-se novas. No entanto, muitos já compram a argila para a produção por não
disponibilizarem de fontes de matéria-prima próximas às indústrias.
Alguns ainda comentaram que parte da sua matéria-prima está dentro da empresa e
devido à busca por produtos de melhor qualidade, fazem a extração de outras jazidas,
distantes da empresa, ou mesmo compram a matéria-prima para fazerem a mistura entre
argilas de diferentes características.
A tabela 3.3 apresenta a procedência da matéria-prima utilizada pelas empresas.
TABELA 3.3 – NÚMERO DE EMPRESAS QUE UTILIZAM ARGILA POR PROCEDÊNCIA Região
Procedência Norte Oeste Sul
Sede 64 6 57
Fora da Sede 35 4 40
Ambas 4 1 8
3.4 PROCESSO
O beneficiamento da argila nas indústrias cerâmicas pesquisadas, segue quatro
etapas distintas: preparação da matéria-prima, conformação, processo térmico e
acabamento.
3.4.1 EQUIPAMENTOS
Análise de Ciclo de Vida de Produtos Cerâmicos
32
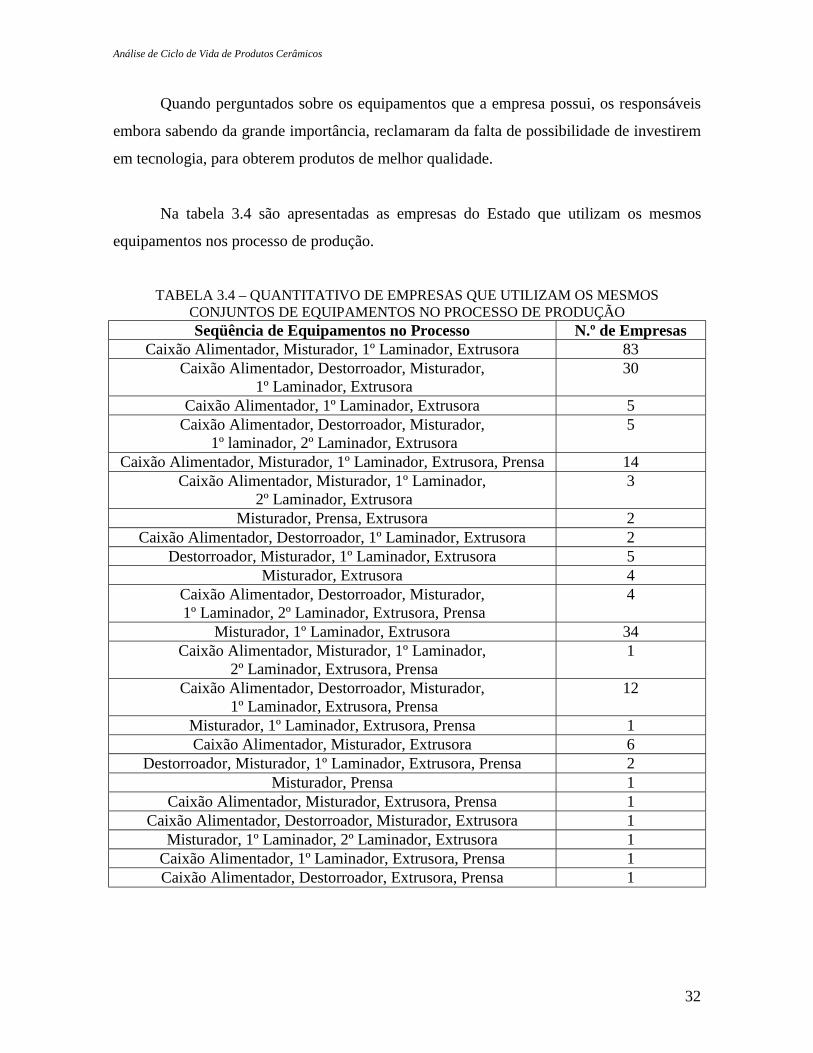
Quando perguntados sobre os equipamentos que a empresa possui, os responsáveis
embora sabendo da grande importância, reclamaram da falta de possibilidade de investirem
em tecnologia, para obterem produtos de melhor qualidade.
Na tabela 3.4 são apresentadas as empresas do Estado que utilizam os mesmos
equipamentos nos processo de produção.
TABELA 3.4 – QUANTITATIVO DE EMPRESAS QUE UTILIZAM OS MESMOS
CONJUNTOS DE EQUIPAMENTOS NO PROCESSO DE PRODUÇÃO Seqüência de Equipamentos no Processo N.º de Empresas
Caixão Alimentador, Misturador, 1º Laminador, Extrusora 83 Caixão Alimentador, Destorroador, Misturador,
1º Laminador, Extrusora 30
Caixão Alimentador, 1º Laminador, Extrusora 5 Caixão Alimentador, Destorroador, Misturador,
1º laminador, 2º Laminador, Extrusora 5
Caixão Alimentador, Misturador, 1º Laminador, Extrusora, Prensa 14 Caixão Alimentador, Misturador, 1º Laminador,
2º Laminador, Extrusora 3
Misturador, Prensa, Extrusora 2 Caixão Alimentador, Destorroador, 1º Laminador, Extrusora 2
Destorroador, Misturador, 1º Laminador, Extrusora 5 Misturador, Extrusora 4
Caixão Alimentador, Destorroador, Misturador, 1º Laminador, 2º Laminador, Extrusora, Prensa
4
Misturador, 1º Laminador, Extrusora 34 Caixão Alimentador, Misturador, 1º Laminador,
2º Laminador, Extrusora, Prensa 1
Caixão Alimentador, Destorroador, Misturador, 1º Laminador, Extrusora, Prensa
12
Misturador, 1º Laminador, Extrusora, Prensa 1 Caixão Alimentador, Misturador, Extrusora 6
Destorroador, Misturador, 1º Laminador, Extrusora, Prensa 2 Misturador, Prensa 1
Caixão Alimentador, Misturador, Extrusora, Prensa 1 Caixão Alimentador, Destorroador, Misturador, Extrusora 1
Misturador, 1º Laminador, 2º Laminador, Extrusora 1 Caixão Alimentador, 1º Laminador, Extrusora, Prensa 1 Caixão Alimentador, Destorroador, Extrusora, Prensa 1
Análise de Ciclo de Vida de Produtos Cerâmicos
33
3.4.2 PREPARAÇÃO DA MATÉRIA-PRIMA
Durante as entrevistas, quando abordada a prática da estocagem à céu aberto, muitos
dos entrevistados não conhece o processo.
Em muitos casos, o sazonamento se dá ao acaso, pela falta de infra-estrutura da
empresa, pois esta não possui galpões específicos para estocagem da argila, realizando
consequentemente a estocagem a céu aberto.
Outras empresas sabem da importância de tal procedimento, mas por diversos
motivos não o pratica.
Os dados quantitativos levantadas são apresentados na tabela 3.5, abaixo.
TABELA 3.5 – NÚMERO DE EMPRESAS QUE PRATICAM OU NÃO O SAZONAMENTO
Região
Pratica o sazonamento
Norte Oeste Sul
Sim 62 7 59
Não 41 4 46
Quando perguntados sobre o número de argilas que utilizam na mistura para
constituição da massa do produto, os responsáveis responderam com certa relutância,
porque afirmam que esta decisão depende do momento.
Em alguns momentos, dependendo das características da argila e do produto
esperado e através da experiência adquirida, os funcionários verificam a necessidade ou não
da mistura.
Além disso, é preciso levar em consideração que o uso de um, dois ou mais tipos de
argila, depende do produto que vai ser produzido. No caso de fabricação de telhas, onde o
uso exige melhor qualidade, geralmente usam-se mais tipos de argilas, já no caso da
fabricação de tijolos, realmente o que importa e a situação que o momento exige.

Análise de Ciclo de Vida de Produtos Cerâmicos
34
A seguir pode ser visualizado nas tabela 3.6 e 3.7, a quantidade de empresas que
adotam a mistura de certos números de argilas na fabricação de telhas e tijolos,
respectivamente.
TABELA 3.6 – NÚMERO DE ARGILAS UTILIZADAS NA PREPARAÇÃO DA MASSA DE FABRICAÇÃO DE TELHAS
Região
N.º de Argilas Norte Oeste Sul
1 1 0 1
2 8 0 7
3 12 1 10
4 6 0 3
TABELA 3.7 – NÚMERO DE ARGILAS UTILIZADAS NA PREPARAÇÃO DA MASSA DE FABRICAÇÃO DE TIJOLOS
Região
N.º de Argilas Norte Oeste Sul
1 23 4 14
2 35 5 52
3 18 2 17
4 6 0 3
É preciso levar em consideração que em caso de conferência, o número de empresas
não será de 219, isto ocorre porque algumas empresas no Estado fabricam tanto tijolos
quanto telhas.
Nas empresas onde ocorre a utilização de mais de um tipo de argila há necessidade
da mistura destas matérias-primas para haver uma completa homogeneização da massa.
Esta mistura pode ocorrer tanto manual quanto mecanicamente. No caso de mistura
mecânica e necessário que a empresa possua equipamento destinado a esta função. Na
Análise de Ciclo de Vida de Produtos Cerâmicos
35
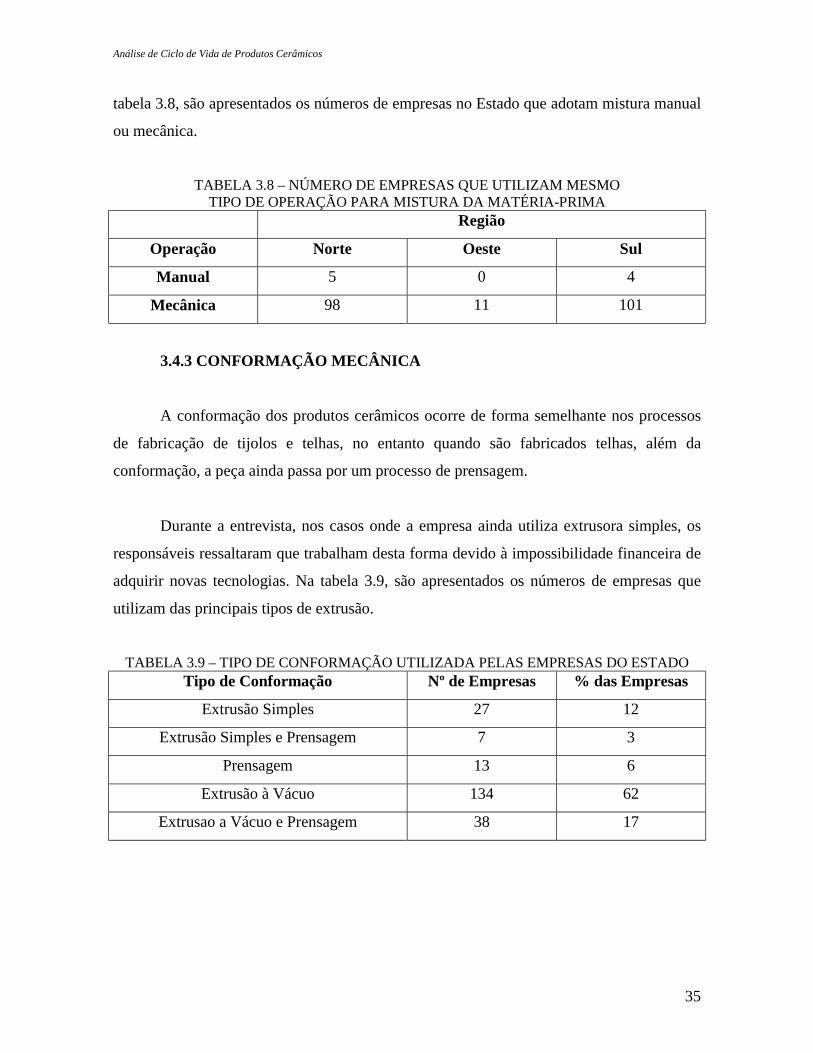
tabela 3.8, são apresentados os números de empresas no Estado que adotam mistura manual
ou mecânica.
TABELA 3.8 – NÚMERO DE EMPRESAS QUE UTILIZAM MESMO
TIPO DE OPERAÇÃO PARA MISTURA DA MATÉRIA-PRIMA Região
Operação Norte Oeste Sul
Manual 5 0 4
Mecânica 98 11 101
3.4.3 CONFORMAÇÃO MECÂNICA
A conformação dos produtos cerâmicos ocorre de forma semelhante nos processos
de fabricação de tijolos e telhas, no entanto quando são fabricados telhas, além da
conformação, a peça ainda passa por um processo de prensagem.
Durante a entrevista, nos casos onde a empresa ainda utiliza extrusora simples, os
responsáveis ressaltaram que trabalham desta forma devido à impossibilidade financeira de
adquirir novas tecnologias. Na tabela 3.9, são apresentados os números de empresas que
utilizam das principais tipos de extrusão.
TABELA 3.9 – TIPO DE CONFORMAÇÃO UTILIZADA PELAS EMPRESAS DO ESTADO Tipo de Conformação Nº de Empresas % das Empresas
Extrusão Simples 27 12
Extrusão Simples e Prensagem 7 3
Prensagem 13 6
Extrusão à Vácuo 134 62
Extrusao a Vácuo e Prensagem 38 17

Análise de Ciclo de Vida de Produtos Cerâmicos
36
3.4.4 TRATAMENTO TÉRMICO
No que diz respeito ao tipo de secagem realizada pelas empresas, ficou claro nas
entrevistas que a secagem natural é feita devido à impossibilidade financeira da instalação
de estufas.
Segundo os entrevistados, a produção fica restrita, pois todo o processo depende da
secagem das peças, que quanto mais rápida permite maior produção.
Este problema é enfrentado por diversas empresas, pois a produção é dependente da
estação climática. Portanto, foi possível perceber que sempre há mais produção nas épocas
mais secas.
O tipo de secagem utilizado pelas empresas no Estado pode ser visto na tabela 3.10,
abaixo.
TABELA 3.10 – TIPO DE SECAGEM UTILIZADO PELAS EMPRESAS NO ESTADO
Tipo de Secagem Nº de Empresas % das Empresas
Natural 124 57
Natural e Estufa 49 22
Estufa 46 21
Algumas empresas com mais recursos ou mesmo mais bem estruturadas, possuem
estufas para a secagem. Estas estufas podem usar ou não ar livre, e quando a estação
climática prejudica o processo, usam-se outras fontes de calor.
Tais fontes de calor foram quantificadas através da pesquisa e apresentadas na
tabela 3.11.
Análise de Ciclo de Vida de Produtos Cerâmicos
37
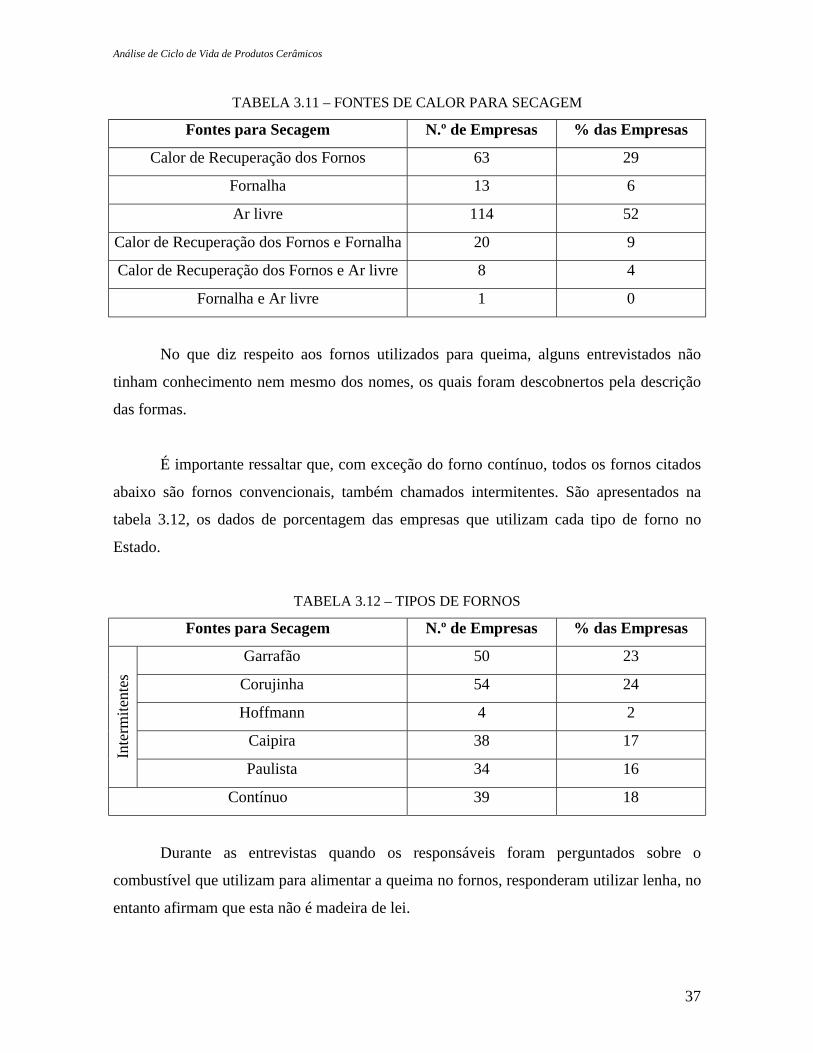
TABELA 3.11 – FONTES DE CALOR PARA SECAGEM
Fontes para Secagem N.º de Empresas % das Empresas
Calor de Recuperação dos Fornos 63 29
Fornalha 13 6
Ar livre 114 52
Calor de Recuperação dos Fornos e Fornalha 20 9
Calor de Recuperação dos Fornos e Ar livre 8 4
Fornalha e Ar livre 1 0
No que diz respeito aos fornos utilizados para queima, alguns entrevistados não
tinham conhecimento nem mesmo dos nomes, os quais foram descobnertos pela descrição
das formas.
É importante ressaltar que, com exceção do forno contínuo, todos os fornos citados
abaixo são fornos convencionais, também chamados intermitentes. São apresentados na
tabela 3.12, os dados de porcentagem das empresas que utilizam cada tipo de forno no
Estado.
TABELA 3.12 – TIPOS DE FORNOS
Fontes para Secagem N.º de Empresas % das Empresas
Garrafão 50 23
Corujinha 54 24
Hoffmann 4 2
Caipira 38 17
Inte
rmite
ntes
Paulista 34 16
Contínuo 39 18
Durante as entrevistas quando os responsáveis foram perguntados sobre o
combustível que utilizam para alimentar a queima no fornos, responderam utilizar lenha, no
entanto afirmam que esta não é madeira de lei.
Análise de Ciclo de Vida de Produtos Cerâmicos
38
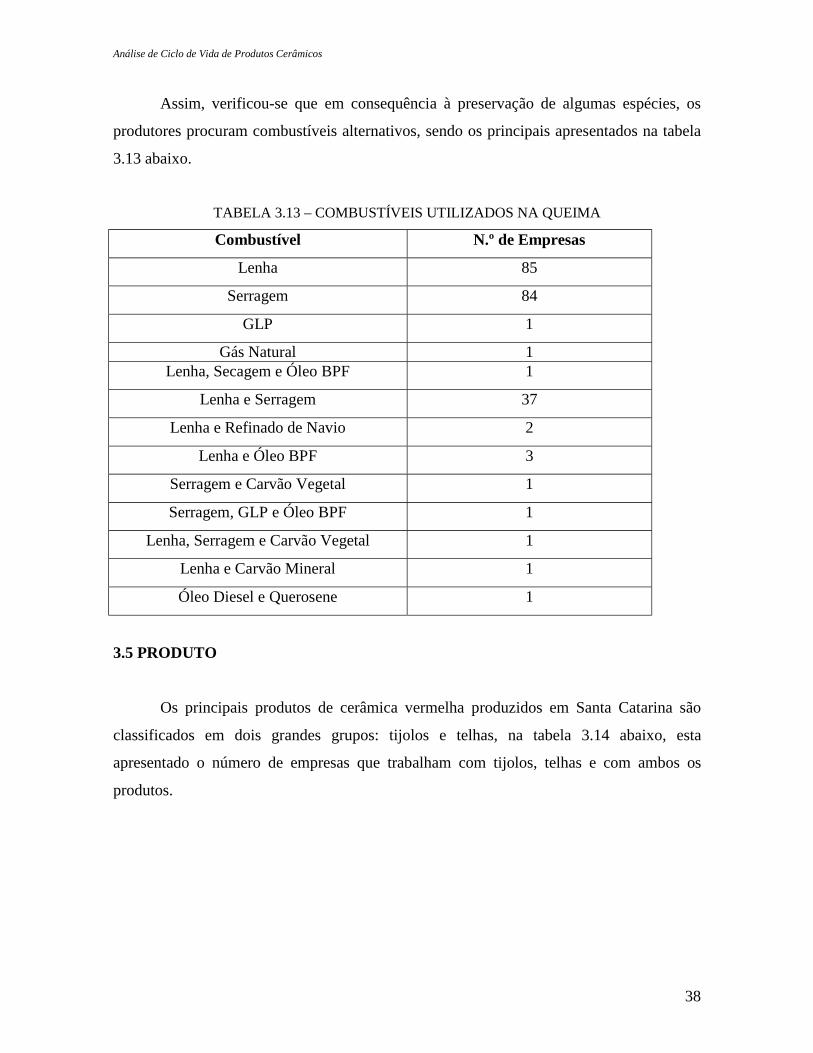
Assim, verificou-se que em consequência à preservação de algumas espécies, os
produtores procuram combustíveis alternativos, sendo os principais apresentados na tabela
3.13 abaixo.
TABELA 3.13 – COMBUSTÍVEIS UTILIZADOS NA QUEIMA
Combustível N.º de Empresas
Lenha 85
Serragem 84
GLP 1
Gás Natural 1 Lenha, Secagem e Óleo BPF 1
Lenha e Serragem 37
Lenha e Refinado de Navio 2
Lenha e Óleo BPF 3
Serragem e Carvão Vegetal 1
Serragem, GLP e Óleo BPF 1
Lenha, Serragem e Carvão Vegetal 1
Lenha e Carvão Mineral 1
Óleo Diesel e Querosene 1
3.5 PRODUTO
Os principais produtos de cerâmica vermelha produzidos em Santa Catarina são
classificados em dois grandes grupos: tijolos e telhas, na tabela 3.14 abaixo, esta
apresentado o número de empresas que trabalham com tijolos, telhas e com ambos os
produtos.
Análise de Ciclo de Vida de Produtos Cerâmicos
39
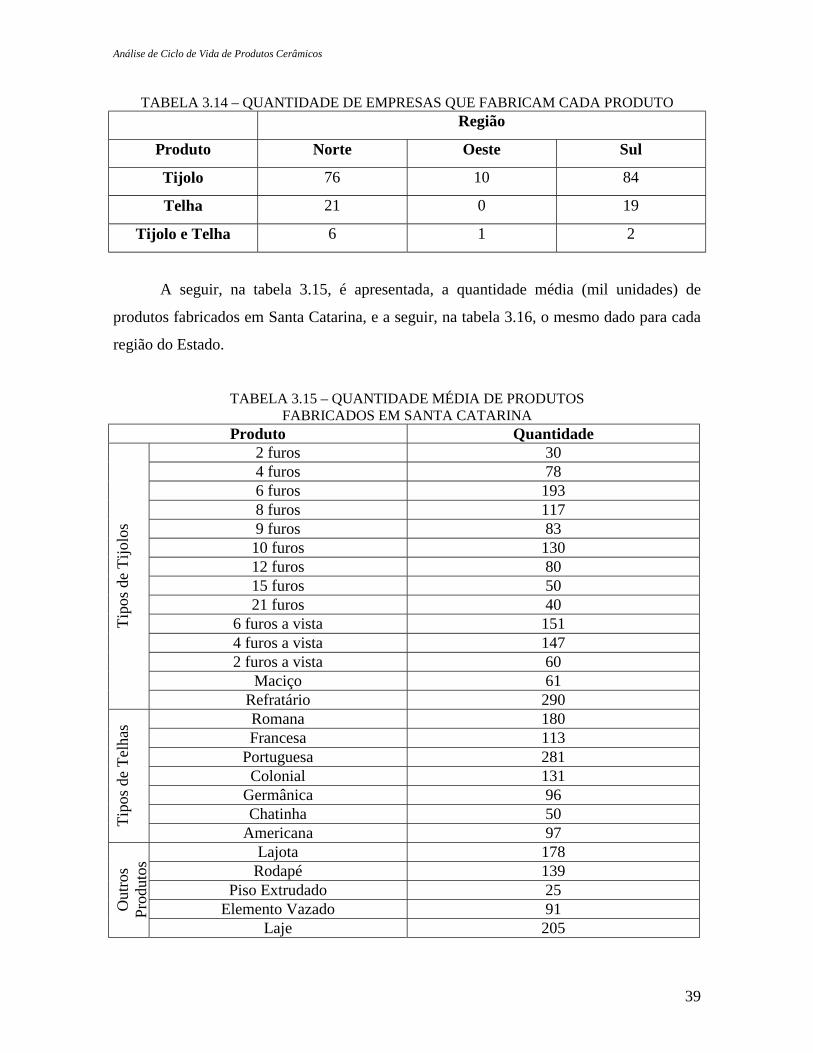
TABELA 3.14 – QUANTIDADE DE EMPRESAS QUE FABRICAM CADA PRODUTO Região
Produto Norte Oeste Sul
Tijolo 76 10 84
Telha 21 0 19
Tijolo e Telha 6 1 2
A seguir, na tabela 3.15, é apresentada, a quantidade média (mil unidades) de
produtos fabricados em Santa Catarina, e a seguir, na tabela 3.16, o mesmo dado para cada
região do Estado.
TABELA 3.15 – QUANTIDADE MÉDIA DE PRODUTOS
FABRICADOS EM SANTA CATARINA Produto Quantidade
2 furos 30 4 furos 78 6 furos 193 8 furos 117 9 furos 83 10 furos 130 12 furos 80 15 furos 50 21 furos 40
6 furos a vista 151 4 furos a vista 147 2 furos a vista 60
Maciço 61
Tipo
s de
Tijo
los
Refratário 290 Romana 180 Francesa 113
Portuguesa 281 Colonial 131
Germânica 96 Chatinha 50 Ti
pos d
e Te
lhas
Americana 97 Lajota 178
Rodapé 139 Piso Extrudado 25
Elemento Vazado 91 Out
ros
Prod
utos
Laje 205

Análise de Ciclo de Vida de Produtos Cerâmicos
40
TABELA 3.16 – QUANTIDADE MÉDIA DE PRODUTOS FABRICADOS NAS REGIOES DE SANTA CATARINA
Quantidade / Regiões Produto Norte Oeste Sul
2 furos 25 10 48 4 furos 68 0 98 6 furos 169 168 217 8 furos 92 0 150 9 furos 0 0 83 10 furos 0 0 130 12 furos 10 0 98 15 furos 0 0 50 21 furos 20 0 50
6 furos a vista 198 0 94 4 furos a vista 159 0 131 2 furos a vista 78 0 48
Maciço 64 60 56
Tipo
s de
Tijo
los
Refratário 0 0 290 Romana 99 0 363 Francesa 117 25 150
Portuguesa 251 0 305 Colonial 160 0 114
Germânica 28 0 300 Chatinha 50 0 0 Ti
pos d
e Te
lhas
Americana 80 0 105 Lajota 117 350 139
Rodapé 0 0 139 Piso Extrudado 0 25 0
Elemento Vazado 91 0 0 Out
ros
Prod
utos
Laje 130 23 279
3.6 PRODUÇÃO
Na entrevista aos responsáveis pelas cerâmicas, foram percebidas muitas
reclamações sobre a crise de mercado que estão enfrentando, embora a empresa tenha
condições de fabricar maior quantidade de produtos, o mercado consumidor não os
consome e para não manter estoque, os empresários preferem fabricar menos. Este fato
pode ser observado na tabela 3.17, a seguir.

Análise de Ciclo de Vida de Produtos Cerâmicos
41
TABELA 3.17 – MÉDIA DA CAPACIDADE PRODUTIVA E DA PRODUÇÃO NAS DIVERSAS REGIÕES DO ESTADO
Região
Quantidade Média Norte Oeste Sul
Capacidade 275,06 340,91 386,90
Produção 221,32 200,00 287,00
Outra constatação é que o mercado consumidor demanda mais tijolos que telhas,
havendo consequentemente a maior produção destes produtos conforme o exposto na tabela
3.18, a seguir.
TABELA 3.18 – PRODUÇÃO DE TIJOLOS E TELHAS NAS DIVERSAS REGIÕES DO ESTADO
Região
Quantidade Média Norte Oeste Sul
Tijolo 217,21 197,73 288,31
Telha 168,89 25,00 273,33
3.7 CONSUMO ENERGÉTICO
Por meio da entrevista foi possível identificar várias reclamações dos responsáveis
pelas cerâmicas no que diz respeito ao custo de energia elétrica. Na tabela 3.19 é
apresentado o consumo médio de energia elétrica por região do Estado, esta diferença de
consumo de energia ocorre em função ao número de empresas envolvidas no setor e pelos
recursos energéticos que cada região oferece.
É importante ressaltar que muitos entrevistados não sabiam informar a quantidade
consumida em kW, então informaram a quantidade média gasta em moeda nacional, Real, e
através da CELESC – Centrais Elétricas de Santa Catarina, soube-se que para a indústria o
custo de cada kW é de R$ 0,28893, assim pode-se converter o valor informado para kW.
Análise de Ciclo de Vida de Produtos Cerâmicos
42
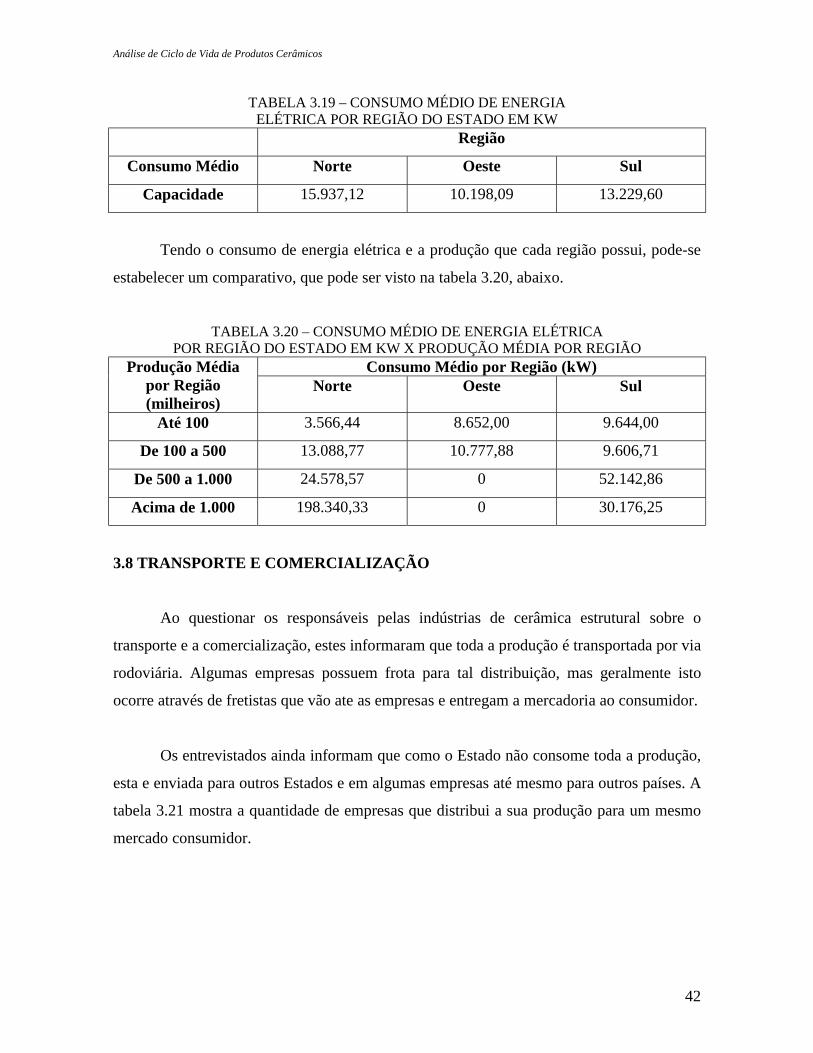
TABELA 3.19 – CONSUMO MÉDIO DE ENERGIA ELÉTRICA POR REGIÃO DO ESTADO EM KW
Região
Consumo Médio Norte Oeste Sul
Capacidade 15.937,12 10.198,09 13.229,60
Tendo o consumo de energia elétrica e a produção que cada região possui, pode-se
estabelecer um comparativo, que pode ser visto na tabela 3.20, abaixo.
TABELA 3.20 – CONSUMO MÉDIO DE ENERGIA ELÉTRICA POR REGIÃO DO ESTADO EM KW X PRODUÇÃO MÉDIA POR REGIÃO
Consumo Médio por Região (kW) Produção Média por Região (milheiros)
Norte Oeste Sul
Até 100 3.566,44 8.652,00 9.644,00
De 100 a 500 13.088,77 10.777,88 9.606,71
De 500 a 1.000 24.578,57 0 52.142,86
Acima de 1.000 198.340,33 0 30.176,25
3.8 TRANSPORTE E COMERCIALIZAÇÃO
Ao questionar os responsáveis pelas indústrias de cerâmica estrutural sobre o
transporte e a comercialização, estes informaram que toda a produção é transportada por via
rodoviária. Algumas empresas possuem frota para tal distribuição, mas geralmente isto
ocorre através de fretistas que vão ate as empresas e entregam a mercadoria ao consumidor.
Os entrevistados ainda informam que como o Estado não consome toda a produção,
esta e enviada para outros Estados e em algumas empresas até mesmo para outros países. A
tabela 3.21 mostra a quantidade de empresas que distribui a sua produção para um mesmo
mercado consumidor.

Análise de Ciclo de Vida de Produtos Cerâmicos
43
TABELA 3.21 – NÚMERO DE EMPRESAS QUE ESCOAM A PRODUÇÃO PARA O MESMO MERCADO CONSUMIDOR
Localização do Mercado Consumidor N.º de Empresas Municípios da Região 74
Santa Catarina 31 Paraná 2
Rio Grande do Sul 31 Mercosul 1
Paraná e São Paulo 1 Municípios da Região e Santa Catarina 1
Municípios da Região e Rio Grande do Sul 16 Santa Catarina e Rio Grande do Sul 13
Santa Catarina e Paraná 5 Municípios da Região, Santa Catarina, Paraná e Rio Grande do Sul 1
Todos 2 Paraná, Rio Grande do Sul e Mercosul 2
Municípios da Região, Paraná, Rio Grande do Sul e Mercosul 2 Paraná e Rio Grande do Sul 1
Santa Catarina, Paraná e Rio Grande do Sul 3 Municípios da Região, Santa Catarina e Rio Grande do Sul 2
Municípios da Região, Paraná e Rio Grande do Sul 2 Municípios da Região, Rio Grande do Sul e Mercosul 1
São Paulo, Rio de Janeiro, Mato Grosso e Mato Grosso do Sul 1 São Paulo e Minas Gerais 1
Municípios da Região e Paraná 8 Santa Catarina, Paraná, Rio Grande do Sul e Mercosul 1
Paraná, Rio Grande do Sul, Mato Grosso e Ceara 1 Paraná, Roraima, Minas Gerais e Rondônia 1
São Paulo, Rio de Janeiro, Minas Gerais e Distrito Federal 1 Municípios da Região, Paraná e São Paulo 2
Santa Catarina, Rio Grande do Sul, Mercosul, São Paulo e Rio de Janeiro
1
Brasil inteiro 1 São Paulo e Mato Grosso 1
São Paulo e Rio de Janeiro 1 Paraná, Distrito Federal, Rio de Janeiro e Minas Gerais 1
Rio Grande do Sul, São Paulo, Minas Gerais, Rio de Janeiro e Mato Grosso
1
Santa Catarina, Paraná e São Paulo 1 Santa Catarina e São Paulo 1
Rio Grande do Sul e Mercosul 1 Goiás e Mato Grosso 1
Santa Catarina, Paraná, Mercosul e Rio de Janeiro 1 Santa Catarina, Rio Grande do Sul e Mato Grosso 1

Análise de Ciclo de Vida de Produtos Cerâmicos
44
4 DISCUSSÃO DOS RESULTADOS
4.1 AMOSTRA DA POPULAÇÃO EM ESTUDO
No gráfico 4.1 e 4.2 podem ser observadas a porcentagens de empresas que
responderam ao cadastro de informações em 1990 e 2002, respectivamente.
GRAFICO 4.1 – PORCENTAGEM DAS EMPRESAS QUE RESPONDERAM AO CADASTRO DE INFORMAÇÕES POR REGIÃO DO ESTADO – 1990
GRAFICO 4.2 – PORCENTAGEM DAS EMPRESAS QUE RESPONDERAM AO CADASTRO DE INFORMAÇÕES POR REGIÃO DO ESTADO – 2002
41,94
85,19
33,47
0
10
2030
40
50
60
70
8090
Porc
enta
gem
das
Em
pres
as q
ue
Res
pond
eram
norte oeste sul
Região
35,15
42,31
48,39
05
101520253035404550
Porc
enta
gem
das
Em
pres
as q
ue
Res
pond
eram
norte oeste sul
Região

Análise de Ciclo de Vida de Produtos Cerâmicos
45
4.2 LOCALIZAÇÃO DAS EMPRESAS
A distribuição das empresas por região no Estado, ocorreu primeiramente por saber
que a SECTME – Secretaria de Estado da Ciência e Tecnologia das Minas e Energia,
publicou o Diagnóstico do Setor de Cerâmica Vermelha em Santa Catarina em 1990,
utilizando esta distribuição e posteriormente por tratar-se de um relatório completo sobre o
setor.
Posteriormente, em 1998, o SEBRAE – Serviço Brasileiro de Apoio as Micro e
Pequenas Empresas e o CTC – Centro de Tecnologia Cerâmica, ambos do Sul de Santa
Catarina, elaboraram também um Diagnostico da Cerâmica Estrutural, com tal
regionalização.
Assim para poder fazer um relatório comparativo, utilizou-se a mesma distribuição,
além disso, sabe-se que as regiões escolhidas representam realmente os principais pólos de
fabricação de cerâmica vermelha no Estado.
O gráfico 4.3, demonstra do total de 219 empresas, quantas delas responderam ao
cadastro de informações por cada região.
GRAFICO 4.3 – LOCALIZAÇÃO DAS EMPRESAS QUE RESPONDERAM AO QUESTIONÁRIO - 2002
103
11
105
0
20
40
60
80
100
120
Nº E
mpr
esas
norte oeste sul
Região

Análise de Ciclo de Vida de Produtos Cerâmicos
46
4.2 ESTRUTURA DAS EMPRESAS
Quando a SECTME realizou a pesquisa em 1990, o numero médio de empregados
por empresas era de aproximadamente 10 pessoas.
Atualmente e possível perceber, por meio do gráfico 4.4, que ocorreu um aumento
na média do número de empregados por empresas, sabe-se no entanto que a realidade da
estruturação organizacional da empresa não mudou, pois em sua maioria são familiares e a
mão de obra não tem qualificação profissional com formação técnica específica, assim,
tanto o proprietário quanto os empregados exercem diversas funções na empresa. Os
conhecimentos passam de geração para geração, e nem sempre as mesmas possuem
embasamento técnico, não permitindo nenhum aprimoramento tecnológico.
GRÁFICO 4.4 – MÉDIA DE EMPREGADOS NAS EMPRESAS POR REGIÃO – 2002
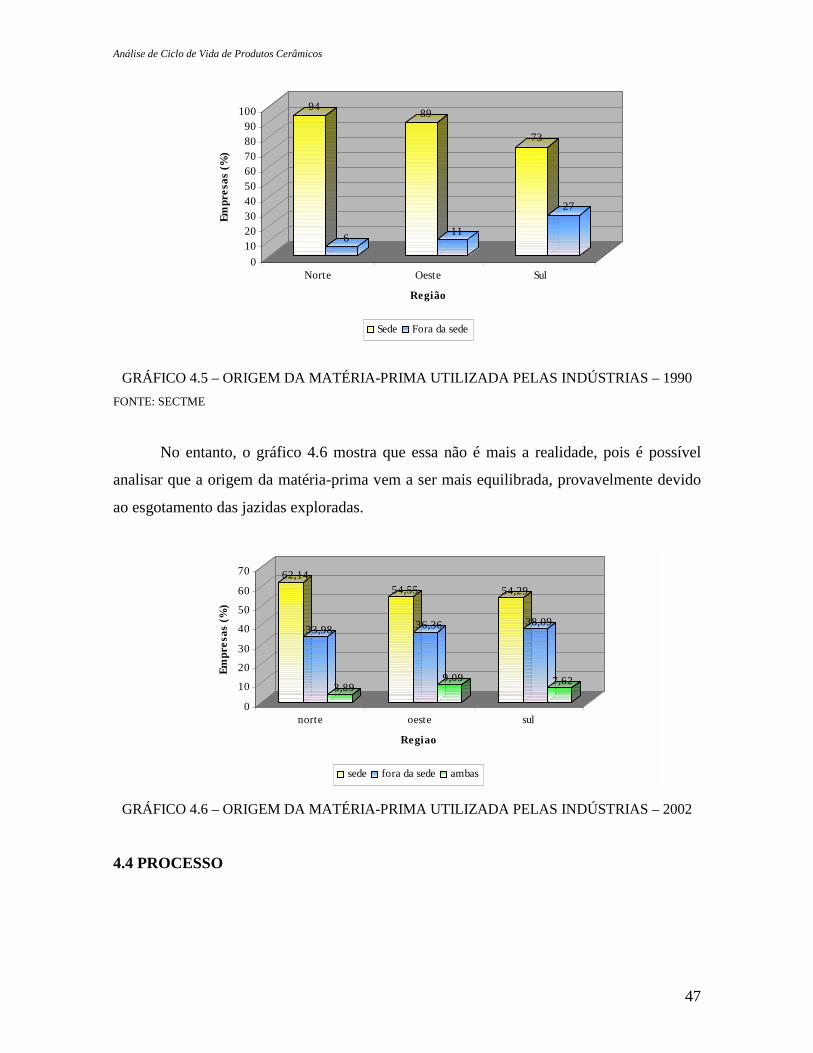
4.3 MATÉRIA-PRIMA
Em 1990, geralmente as instalações das indústrias ficavam próximas a uma reserva
de matéria-prima, conforme o gráfico 4.5 a seguir.
15,77
1,83
15,64
1,30
15,23
1,800,002,004,006,008,00
10,0012,0014,0016,00
Méd
ia
Empr
egad
os/E
mpr
esa
norte oeste sul
Região
Produção Administração
Análise de Ciclo de Vida de Produtos Cerâmicos
47
GRÁFICO 4.5 – ORIGEM DA MATÉRIA-PRIMA UTILIZADA PELAS INDÚSTRIAS – 1990 FONTE: SECTME
No entanto, o gráfico 4.6 mostra que essa não é mais a realidade, pois é possível
analisar que a origem da matéria-prima vem a ser mais equilibrada, provavelmente devido
ao esgotamento das jazidas exploradas.
GRÁFICO 4.6 – ORIGEM DA MATÉRIA-PRIMA UTILIZADA PELAS INDÚSTRIAS – 2002
4.4 PROCESSO
94
6
89
11
73
27
0102030405060708090
100
Empr
esas
(%)
Norte Oeste Sul
Região
Sede Fora da sede
62,14
33,98
3,89
54,55
36,36
9,09
54,29
38,09
7,62
0
10
20
30
40
50
60
70
Empr
esas
(%)
norte oeste sul
Regiao
sede fora da sede ambas
Análise de Ciclo de Vida de Produtos Cerâmicos
48
4.4.1 EQUIPAMENTOS
Conforme descrito anteriormente, ocorre uma diversidade nos equipamentos
adotados pelas empresas no processo de fabricação de cerâmica estrutural.
Essa diversidade pode ser vista no gráfico 4.7, onde encontram-se a quantidade de
empresas que utilizam os mesmos equipamentos no processo, a legenda deste gráfico esta a
seguir.
Legenda:
1 – Caixão Alimentador, Misturador, 1º Laminador, Extrusora
2 – Caixão Alimentador, Destorroador, Misturador, 1º Laminador, Extrusora
3 – Caixão Alimentador, 1º Laminador, Extrusora
4 – Caixão Alimentador, Destorroador, Misturador, 1º Laminador, 2º Laminador,
Extrusora
5 – Caixão Alimentador, Misturador, 1º Laminador, Extrusora, Prensa
6 – Caixão Alimentador, Misturador, 1º Laminador, 2º Laminador, Extrusora
7 – Misturador, Prensa, Extrusora
8 – Caixão Alimentador, Destorroador, 1º Laminador, Extrusora
9 – Destorroador, Misturador, 1º Laminador, Extrusora
10 – Misturador, Extrusora
11 – Caixão Alimentador, Destorroador, Misturador, 1º Laminador, 2º Laminador,
Extrusora, Prensa
12 – Misturador, 1º Laminador, Extrusora
13 – Caixão Alimentador, Misturador, 1º Laminador, 2º Laminador, Extrusora,
Prensa
14 – Caixão Alimentador, Destorroador, Misturador, 1º Laminador, Extrusora,
Prensa
15 – Misturador, 1º Laminador, Extrusora, Prensa
16 – Caixão Alimentador, Misturador, Extrusora
17- Destorroador, Misturador, 1º Laminador, Extrusora, Prensa

Análise de Ciclo de Vida de Produtos Cerâmicos
49
18 – Misturador, Prensa
19 – Caixão Alimentador, Misturador, Extrusora, Prensa
20 – Caixão Alimentador, Destorroador, Misturador, Extrusora
21 – Misturador, 1º Laminador, 2º Laminador, Extrusora
22 – Caixão Alimentador, 1º Laminador, Extrusora, Prensa
23 – Caixão Alimentador, Destorroador, Extrusora, Prensa

GRÁFICO 4.7 – QUANTIDADE DE EMPRESAS QUE UTILIZAM EQUIPAMENTOS IGUAS NO PROCESSO - 2002
83
30
5 5
14
3 2 25 4 4
34
1
12
16
2 1 1 1 1 1 1
0
10
20
30
40
50
60
70
80
90Q
uant
idad
e de
Em
pres
as q
ue U
tiliz
am E
quip
amen
tos I
guai
s no
Proc
esso
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23

4.4.2 PREPARAÇÃO DA MATÉRIA-PRIMA
Em 1998, no sul do Estado, apenas uma minoria utilizava a prática do
sazonamento, e poucas indústrias tomavam os devidos cuidados com relação à
caracterização da matéria-prima, esta realidade foi observada através do gráfico 4.8.
GRÁFICO 4.8 – PORCENTAGEM DAS EMPRESAS QUE PRATICAVAM SAZONAMENTO DA MATÉRIA-PRIMA NA REGIÃO SUL DE SANTA CATARINA – 1998
FONTE: CENTRO DE TECNOLOGIA CERÂMICA - CTC
Comparando com os dados atuais do sul do Estadocom os de 1998, é possível
constatar que passou a ser maior a preocupação existente com relação à caracterização da
matéria-prima, pois o número de empresas que passou a praticar o sazonamento cresceu,
como visto no gráfico 4.9. Também são apresentados os dados da prática do sazonamento
nas outras regiões do Estado.
10,20%
89,80%
Sim Não

Análise de Ciclo de Vida de Produtos Cerâmicos
52
GRÁFICO 4.9 – PORCENTAGEM DAS EMPRESAS QUE PRATICAM SAZONAMENTO EM SANTA CATARINA – 2002
Tendo em vista que para a formação da massa, podem ser usadas uma, duas ou até
mais tipos de argilas, em 1998 no sul do Estado a maioria das empresas utilizavam
basicamente dois tipos, conforme a gráfico 4.10.
GRÁFICO 4.10 – PORCENTAGEM DAS EMPRESAS QUE UTILIZAVAM DETERMINADO NÚMERO DE ARGILA NA COMPOSIÇÃO
DA MASSA NA REGIÃO SUL DE SANTA CATARINA – 1998
FONTE: CENTRO DE TECNOLOGIA CERÂMICA – CTC
25,63%
48,75%
20,52%
5,11%
Uma Duas Três Quatro
60,2
39,8
63,64
36,36
56,2
43,8
0
10
20
30
4050
60
70
Empr
esas
(%)
norte oeste sul
Região
sim não

Análise de Ciclo de Vida de Produtos Cerâmicos
53
As quantidades de argilas usadas na preparação da massa para o tijolo e para a telha
são distintas. No processo de preparação da massa de telha são usados mais tipos, conforme
será observado nos gráficos 4.11 e 4.12.
GRÁFICO 4.11 – PORCENTAGEM DAS EMPRESAS QUE UTILIZAM
DETERMINADO NÚMERO DE ARGILA NA COMPOSIÇÃO DA MASSA DE TELHA DE SANTA CATARINA – 2002
GRÁFICO 4.12 – PORCENTAGEM DAS EMPRESAS QUE UTILIZAM DETERMINADO NÚMERO DE ARGILA NA COMPOSIÇÃO
DA MASSA DE TIJOLO DE SANTA CATARINA – 2002
Quando são utilizadas duas ou mais argilas no processo produtivo, a mistura desta é
feita mecânica ou manualmente. O gráfico 4.13 apresenta os seguintes números no Estado
em 1990.
3,7
29,63
44,44
22,22
0 0
100
04,76
33,33
47,62
14,29
0
20
40
60
80
100
norte oeste sul
Região
1 2 3 4
28,05
30,49
18
7,32
36,3645,45
18,18
0
16,28
60,47
19,77
3,49
0
10
20
30
40
50
60
70
norte oeste sul
Região
1 2 3 4

Análise de Ciclo de Vida de Produtos Cerâmicos
54
GRÁFICO 4.13 – TIPO DE OPERAÇÃO UTILIZADA PELAS EMPRESAS PARA MISTURA
DA MATÉRIA-PRIMA NO EM SANTA CATARINA - 1990
FONTE: SECTME
A partir do gráfico 4.14 apresentado abaixo, pode-se observar o aumento
significativo que a mistura mecânica teve.
GRÁFICO 4.14 – TIPO DE OPERAÇÃO UTILIZADA PELAS EMPRESAS PARA
MISTURA DA MATÉRIA-PRIMA NO EM SANTA CATARINA – 2002
64
36
52 48
69
31
0
10
20
30
40
50
60
70
Empr
esas
(%)
Norte Oeste Sul
Região
Mecânica Manual
95,15
4,85
100
0
96,19
3,81
0
20
40
60
80
100
Empr
esas
(%)
norte oeste sul
Regiões
mecanica manual
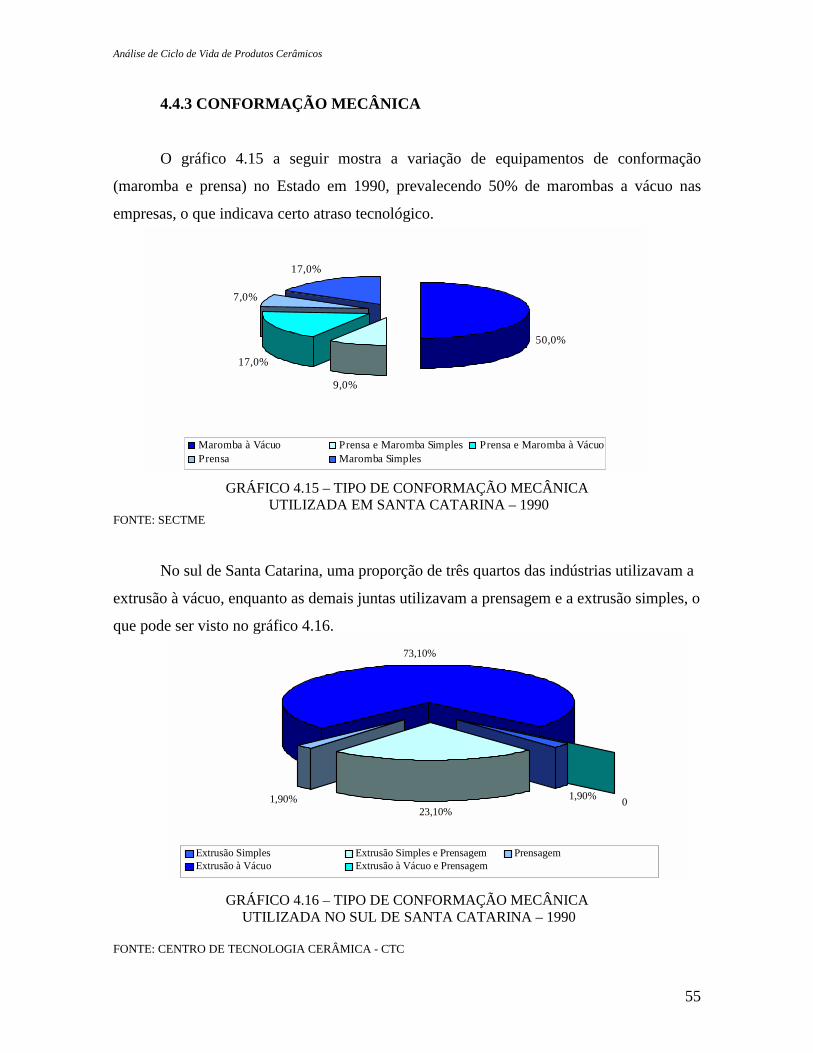
Análise de Ciclo de Vida de Produtos Cerâmicos
55
4.4.3 CONFORMAÇÃO MECÂNICA
O gráfico 4.15 a seguir mostra a variação de equipamentos de conformação
(maromba e prensa) no Estado em 1990, prevalecendo 50% de marombas a vácuo nas
empresas, o que indicava certo atraso tecnológico.
GRÁFICO 4.15 – TIPO DE CONFORMAÇÃO MECÂNICA UTILIZADA EM SANTA CATARINA – 1990
FONTE: SECTME
No sul de Santa Catarina, uma proporção de três quartos das indústrias utilizavam a
extrusão à vácuo, enquanto as demais juntas utilizavam a prensagem e a extrusão simples, o
que pode ser visto no gráfico 4.16.
GRÁFICO 4.16 – TIPO DE CONFORMAÇÃO MECÂNICA
UTILIZADA NO SUL DE SANTA CATARINA – 1990
FONTE: CENTRO DE TECNOLOGIA CERÂMICA - CTC
50,0%
9,0%
17,0%
7,0%
17,0%
Maromba à Vácuo Prensa e Maromba Simples Prensa e Maromba à VácuoPrensa Maromba Simples
1,90%23,10%
1,90%
73,10%
0
Extrusão Simples Extrusão Simples e Prensagem PrensagemExtrusão à Vácuo Extrusão à Vácuo e Prensagem
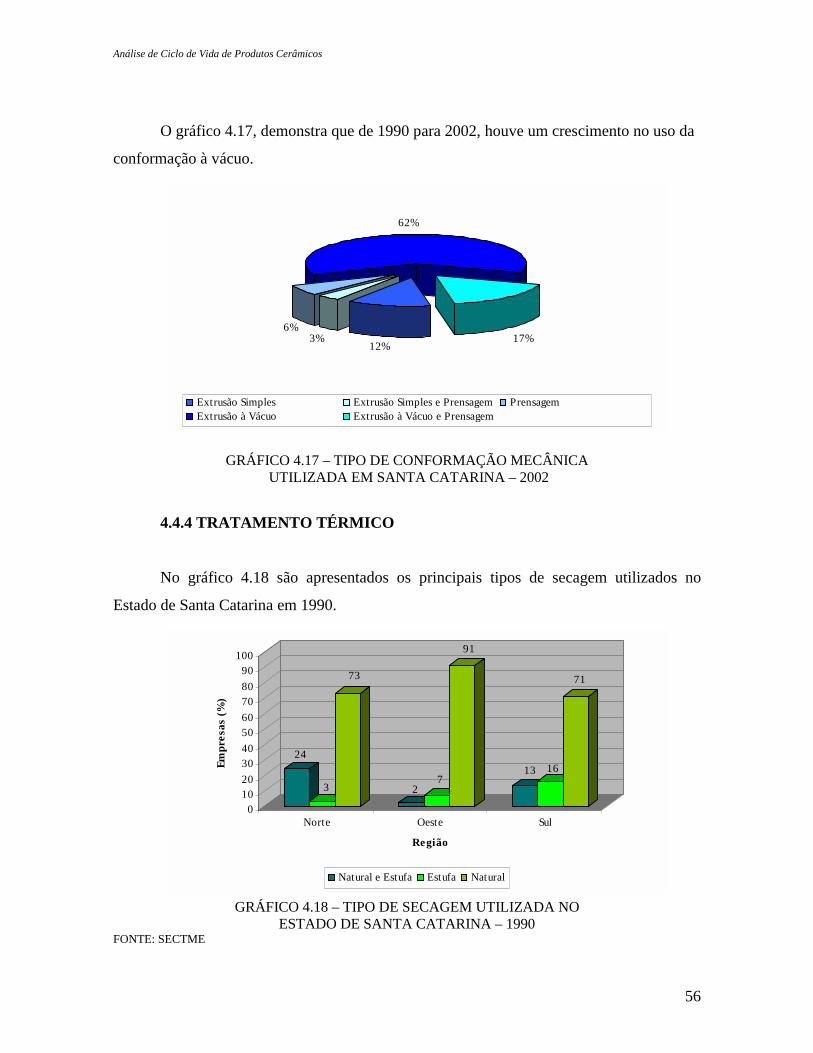
Análise de Ciclo de Vida de Produtos Cerâmicos
56
O gráfico 4.17, demonstra que de 1990 para 2002, houve um crescimento no uso da
conformação à vácuo.
GRÁFICO 4.17 – TIPO DE CONFORMAÇÃO MECÂNICA
UTILIZADA EM SANTA CATARINA – 2002
4.4.4 TRATAMENTO TÉRMICO
No gráfico 4.18 são apresentados os principais tipos de secagem utilizados no
Estado de Santa Catarina em 1990.
GRÁFICO 4.18 – TIPO DE SECAGEM UTILIZADA NO
ESTADO DE SANTA CATARINA – 1990 FONTE: SECTME
12%3%
6%
62%
17%
Extrusão Simples Extrusão Simples e Prensagem PrensagemExtrusão à Vácuo Extrusão à Vácuo e Prensagem
24
3
73
27
91
13 16
71
0102030405060708090
100
Empr
esas
(%)
Norte Oeste Sul
Região
Natural e Estufa Estufa Natural
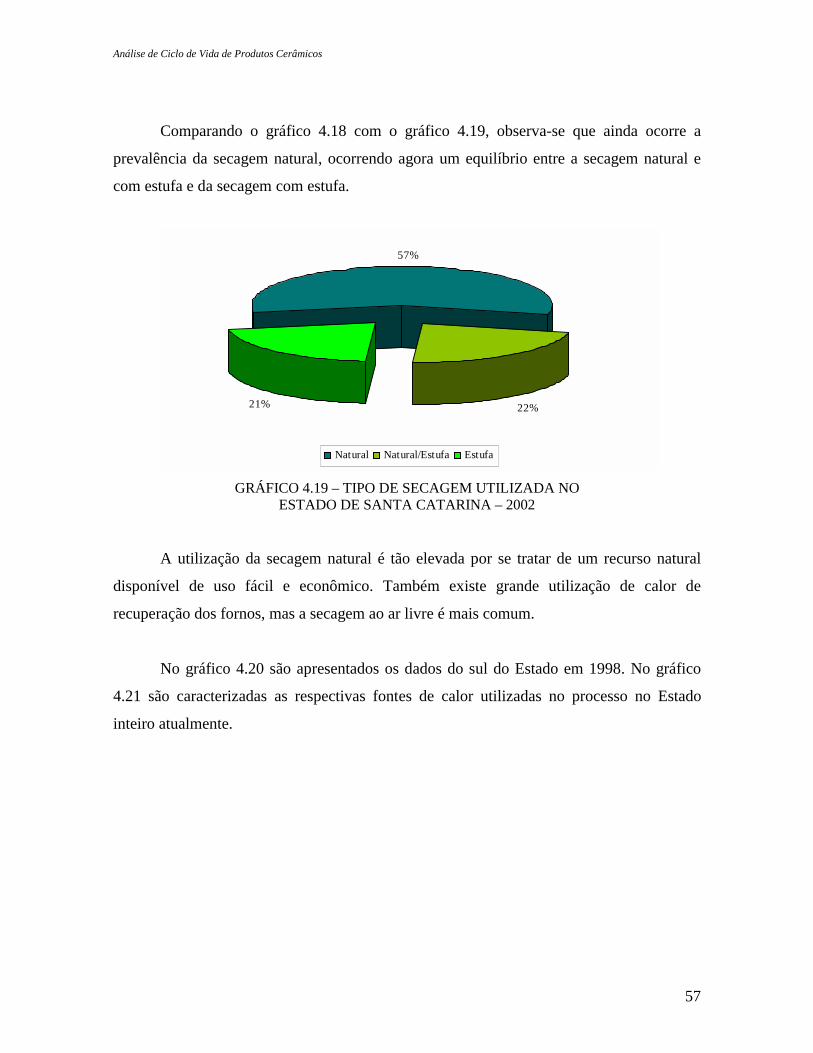
Análise de Ciclo de Vida de Produtos Cerâmicos
57
Comparando o gráfico 4.18 com o gráfico 4.19, observa-se que ainda ocorre a
prevalência da secagem natural, ocorrendo agora um equilíbrio entre a secagem natural e
com estufa e da secagem com estufa.
GRÁFICO 4.19 – TIPO DE SECAGEM UTILIZADA NO ESTADO DE SANTA CATARINA – 2002
A utilização da secagem natural é tão elevada por se tratar de um recurso natural
disponível de uso fácil e econômico. Também existe grande utilização de calor de
recuperação dos fornos, mas a secagem ao ar livre é mais comum.
No gráfico 4.20 são apresentados os dados do sul do Estado em 1998. No gráfico
4.21 são caracterizadas as respectivas fontes de calor utilizadas no processo no Estado
inteiro atualmente.
57%
22%21%
Natural Natural/Estufa Estufa

Análise de Ciclo de Vida de Produtos Cerâmicos
58
4.20 – FONTES DE CALOR UTILIZADAS PARA SECAGEM
NA REGIÃO SUL DE SANTA CATARINA – 1998
FONTE: CENTRO DE TECNOLOGIA CERÂMICA - CTC
4.21 – FONTES DE CALOR UTILIZADAS PARA SECAGEM EM SANTA CATARINA – 2002
Como escrito anteriormente os fornos intermitentes funcionam em ciclos periódicos
de carga-queima-descarga e os fornos contínuos funcionam em ciclos de 24 horas por dia,
sem necessidade de paradas para carga ou descarga dos produtos.
Os tipos de fornos utilizados para queima dos produtos cerâmicos em 1990, são
apresentados no gráfico 4.22, a seguir.
52,20%
23,90%
23,90%
Recuperação dos Fornos Fornalha Combustível
29%
6%
52%
9%4%0%
Recuperação dos Fornos FornalhaAr livre Recuperação dos Fornos e FornalhaRecuperação dos Fornos e Ar livre Fornalha e Ar livre

Análise de Ciclo de Vida de Produtos Cerâmicos
59
GRÁFICO 4.22 – PORCENTAGEM DAS EMPRESAS QUE UTILIZAVAM FORNOS CONTÍNUOS E CONVENCIONAIS NO ESTADO DE SANTA CATARINA – 1990
FONTE: SECTME
Devido à diversidade de tipos de fornos encontrados nos questionários, e sabendo
que eles se distribuem basicamente entre intermitentes e contínuos, a seguir no gráfico 4.23,
pode-se observar os números atuais.
GRÁFICO 4.23 – PORCENTAGEM DAS EMPRESAS QUE UTILIZAM CADA TIPO DE
FORNOS NO ESTADO DE SANTA CATARINA – 2002
Os tipos de combustíveis utilizados hoje nas empresas são observados no gráfico
4.24.
2,0%
98,0%
Contínuo Convencional
23%
24%
2%17%
16%
18%
Garrafão Corujinha Hoffmann Caipira Paulista Contínuo


GRÁFICO 4.24 – NÚMERO DE EMPRESAS QUE UTILIZAM DEPERMINADOS COMBUSTÍVEIS NA QUEIMA
85 84
1 1 1
37
2 3 1 1 1 1 1
0
10
20
30
40
50
60
70
80
90
Nº E
mpr
esas
que
util
izam
mes
mo
com
bust
íve
Lenha Serragem GLPGás Natural Lenha, Serragem e Óleo BPF Lenha e SerragemLenha e Refinado de Navio Lenha e Óleo BPF Serragem e Carvão VegetalSerragem, GLP e Óleo BPF Lenha, Serragem e Carvão Vegetal Lenha e Carvão MineralÓleo Diesel e Querosene

4.5 PRODUTO
Os principais produtos de cerâmica vermelha produzidos em Santa Catarina são
classificados em dois grandes grupos: tijolos e telhas. No gráfico 4.25 são apresentadas as
quantidades de empresas que fabricam tais produtos. É importante lembrar que algumas
poucas empresas fabricam tanto tijolos quanto telha.
GRÁFICO 4.25 – NÚMERO DE EMPRESAS QUE FABRICAM DETERMINADOS PRODUTOS EM SANTA CATARINA - 2002
Em 1990, a SECTME fez um levantamento dos principais produtos da cerâmica
estrutural em Santa Catarina, o qual está representado nos gráficos 4.26 e 4.27.
GRÁFICO 4.26 – PRICIPAIS PRODUTOS DA CERÂMICA
ESTRUTURAL EM SANTA CATARINA – 1990 FONTE: SECTME
76
21
6 100 1
84
19
2
0102030405060708090
Núm
ero
de E
mpr
esas
que
fa
bric
am d
eter
min
ados
pr
odut
os
norte oeste sul
Região
Tijolo Telha Tijolo e Telha
10 6
56
2 3
23
410
74
0 111
1 2
92
0 0 5
0102030405060708090
100
Prod
utos
(%)
Norte Oeste Sul
Região
Tijolo Laje Tijolo Maciço Tijolo Vazado Telha Goiva Telha Romana Telha Francesa

Análise de Ciclo de Vida de Produtos Cerâmicos
63
GRÁFICO 4.27 – PRODUÇÃO TOTAL ESTIMADA NO ESTADO DE SANTA CATARINA (% DE MILHEIROS) - 1990
FONTE: SECTME
Devido a diversidade de produtos que são encontrados no mercado atual, sem uma
normatização ou mesmo uma padronização rigorosa, o gráfico 4.28, 4.29 e 4.30 mostra a
realidade encontrada em cada região do Estado e por seguinte no gráfico 4.31 a realidade
Estadual.
74,7%
4,4%4,7%1,0%1,4%13,8%
Tijolo Vazado Tijolo Maciço Tijolo Laje Telha Goiva Telha Romana Telha Francesa

GRÁFICO 4.28 – QUANTIDADE MÉDIA DOS PRODUTOS FABRICADOS NA REGIÃO NORTE DO ESTADO – 2002
25
68
169
92
0 0 100
20
198
159
7864
0
99
117
251
160
28
50
80
117
0 0
91
130
0
50
100
150
200
250
300Q
uant
idad
e M
édia
Pro
duzi
da (M
il U
nida
des)
2 furos 4 furos 6 furos 8 furos 9 furos 10 furos 12 furos15 furos 21 furos 6 furos vista 4 furos vista 2 furos vista Maciço RefratárioRomana Francesa Portuguesa Colonial Germânica Chatinha AmericanaLajota Rodapé Piso Extrudado Elemento Vazado Laje
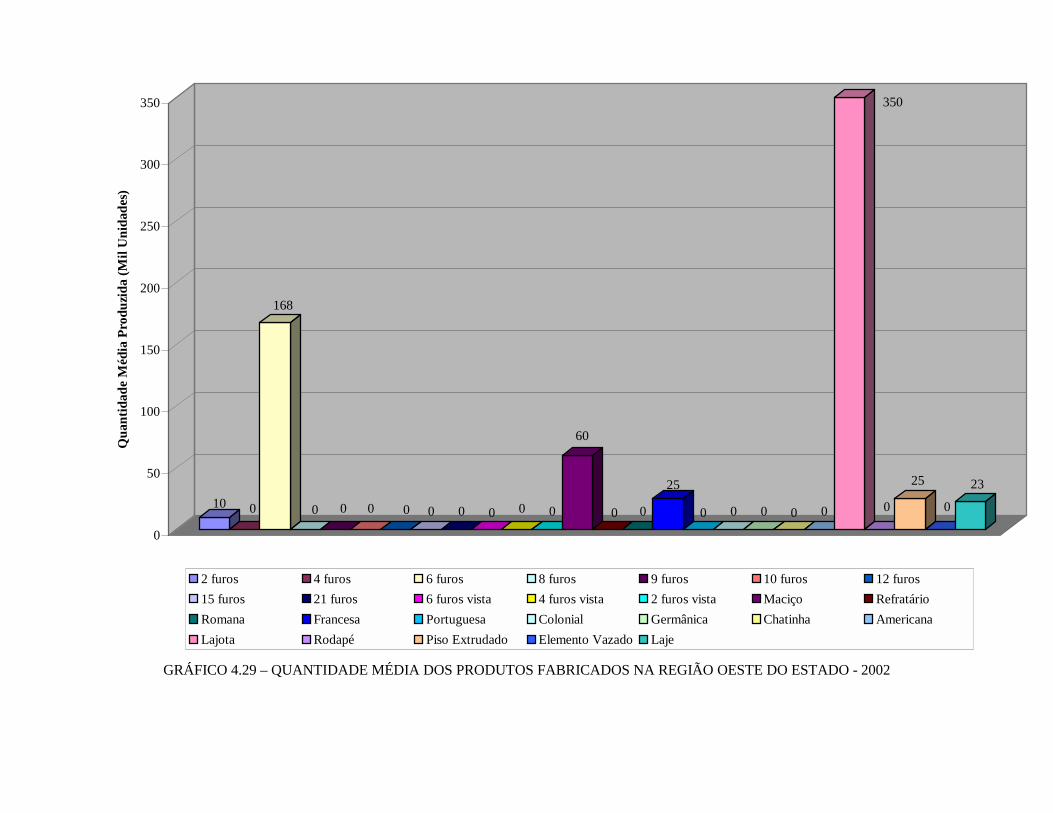
GRÁFICO 4.29 – QUANTIDADE MÉDIA DOS PRODUTOS FABRICADOS NA REGIÃO OESTE DO ESTADO - 2002
10 0
168
0 0 0 0 0 0 0 0 0
60
0 0
25
0 0 0 0 0
350
0
25
0
23
0
50
100
150
200
250
300
350Q
uant
idad
e M
édia
Pro
duzi
da (M
il U
nida
des)
2 furos 4 furos 6 furos 8 furos 9 furos 10 furos 12 furos15 furos 21 furos 6 furos vista 4 furos vista 2 furos vista Maciço RefratárioRomana Francesa Portuguesa Colonial Germânica Chatinha AmericanaLajota Rodapé Piso Extrudado Elemento Vazado Laje

Análise de Ciclo de Vida de Produtos Cerâmicos
66
GRÁFICO 4.30 – QUANTIDADE MÉDIA DOS PRODUTOS FABRICADOS NA REGIÃO SUL DO ESTADO - 2002
48
98
217
150
83
130
98
50 50
94
131
48 56
290
363
150
305
114
300
0
105
139 139
0 0
279
0
50
100
150
200
250
300
350
400Q
uant
idad
e M
édia
Pro
duzi
da (M
il U
nida
des)
2 furos 4 furos 6 furos 8 furos 9 furos 10 furos 12 furos15 furos 21 furos 6 furos vista 4 furos vista 2 furos vista Maciço RefratárioRomana Francesa Portuguesa Colonial Germânica Chatinha AmericanaLajota Rodapé Piso Extrudado Elemento Vazado Laje

Análise de Ciclo de Vida de Produtos Cerâmicos
67
GRÁFICO 4.31 – QUANTIDADE MÉDIA DOS PRODUTOS FABRICADOS NO ESTADO - 2002
30
78
193
117
83
130
80
50
40
151 147
60 61
290
180
113
281
131
96
50
97
178
139
25
91
205
0
50
100
150
200
250
300Q
uant
idad
e M
édia
Pro
duzi
da (M
il U
nida
des)
2 furos 4 furos 6 furos 8 furos 9 furos 10 furos 12 furos15 furos 21 furos 6 furos vista 4 furos vista 2 furos vista Maciço RefratárioRomana Francesa Portuguesa Colonial Germânica Chatinha AmericanaLajota Rodapé Piso Extrudado Elemento Vazado Laje

4.6 PRODUÇÃO
O mercado consumidor é um dos destaques evidentes da diferença entre capacidade
de produção e do que é realmente produzido. Este panorama pode ser observado nos
gráficos 4.32 e 4.33.
GRÁFICO 4.32 – MÉDIA DA CAPACIDADE PRODUTIVA POR REGIÃO DO ESTADO - 2002
GRÁFICO 4.33 – PRODUÇÃO MÉDIA POR REGIÃO - 2002
Por meio da pesquisa realizada foi observada que a produção de tijolos é maior que
a de telhas, gráficos 4.34 e 4.35, este panorama é devido provavelmente pela exigência do
mercado consumidor.
275,06
340,91386,90
0,00
50,00
100,00150,00
200,00
250,00300,00
350,00
400,00
Méd
ia C
apac
idad
e Pr
odut
iva
(mil
uni
dade
s)
norte oeste sul
Região
221,32200,00
287,00
0,00
50,00
100,00
150,00
200,00
250,00
300,00
Prod
ução
Méd
ia M
ensa
l (m
il u
nida
des)
norte oeste sul
Região

Análise de Ciclo de Vida de Produtos Cerâmicos
69
GRÁFICO 4.34 – QUANTIDADE MÉDIA DE TIJOLOS PRODUZIDOS POR REGIÃO - 2002
GRÁFICO 4.35 – QUANTIDADE MÉDIA DE TELHAS PRODUZIDAS POR REGIÃO - 2002
4.7 CONSUMO ENERGÉTICO
Em 1990, quando a SECTME realizou o diagnóstico, o setor conforme o gráfico
4.36, apresentava a seguinte distribuição do consumo de energia elétrica por região
produtora de Santa Catarina.
217,21197,73
288,31
0,00
50,00
100,00
150,00
200,00
250,00
300,00
Prod
ução
de
Tijo
los/
Reg
ião
(mil
uni
dade
s)
norte oeste sul
Região
168,89
25,00
273,33
0,00
50,00
100,00
150,00
200,00
250,00
300,00
Prod
ução
de
Telh
as/R
egiã
o (m
il u
nida
des)
norte oeste sul
Região
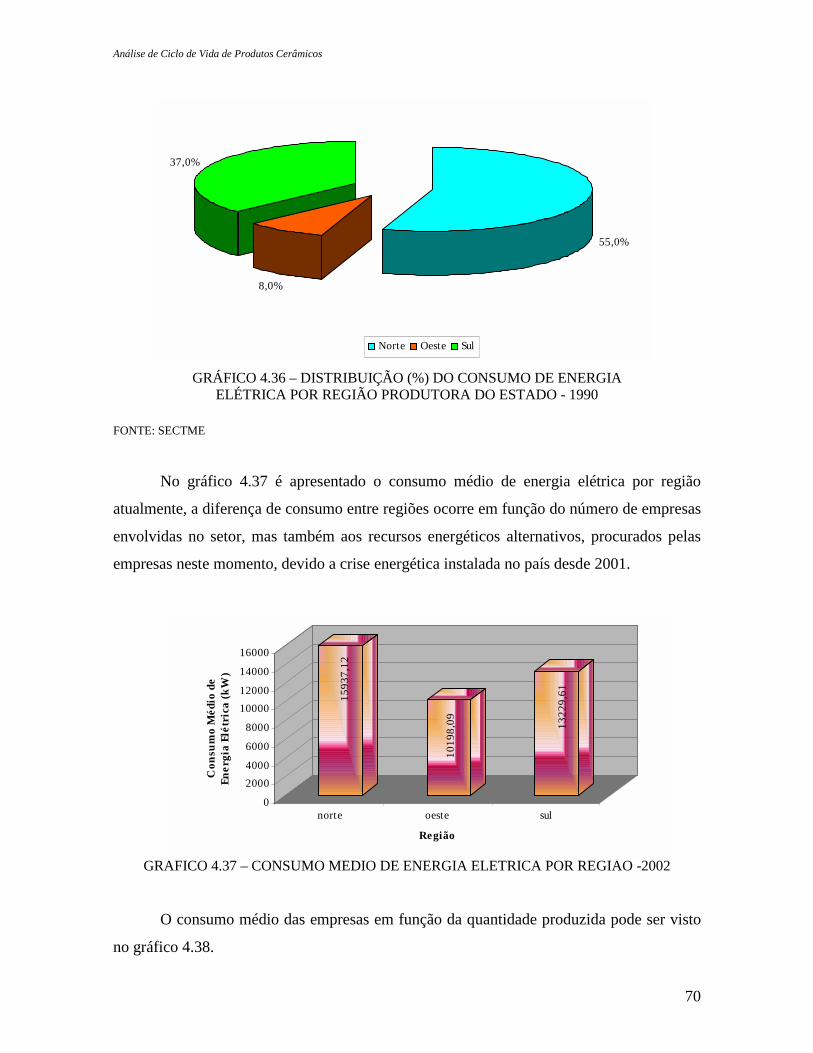
Análise de Ciclo de Vida de Produtos Cerâmicos
70
GRÁFICO 4.36 – DISTRIBUIÇÃO (%) DO CONSUMO DE ENERGIA ELÉTRICA POR REGIÃO PRODUTORA DO ESTADO - 1990
FONTE: SECTME
No gráfico 4.37 é apresentado o consumo médio de energia elétrica por região
atualmente, a diferença de consumo entre regiões ocorre em função do número de empresas
envolvidas no setor, mas também aos recursos energéticos alternativos, procurados pelas
empresas neste momento, devido a crise energética instalada no país desde 2001.
GRÁFICO 4.37 – CONSUMO MÉDIO DE ENERGIA ELÉTRICA POR REGIÃO -2002
O consumo médio das empresas em função da quantidade produzida pode ser visto
no gráfico 4.38.
55,0%
8,0%
37,0%
Norte Oeste Sul15
937,
12
1019
8,09 13
229,
61
0
20004000
6000
8000
1000012000
14000
16000
Con
sum
o M
édio
de
Ener
gia
Elét
rica
(kW
)
norte oeste sul
Região

Análise de Ciclo de Vida de Produtos Cerâmicos
71
GRÁFICO 4.38 – CONSUMO MÉDIO DE ENERGIA ELÉTRICA(kW) POR PRODUÇÃO (MIL UNIDADE) POR REGIÃO - 2002
4.8 TRANSPORTE E COMERCIALIZAÇÃO
Sem a preocupação com a diversidade de tipos de tijolos e telhas em 1990, a
SECTME publicou o diagnóstico com os gráfico 4.39 e 4.40, a seguir.
GRÁFICO 4.39 – DESTINO DAS VENDAS DE TELHAS EM SANTA CATARINA - 1990 FONTE: SECTME
3566
,44
1308
8,77
2457
8,57
1983
40,3
3
8652
,00
1077
7,88
0,00
0,00 96
44,0
0
9606
,71 52
142,
86
3017
6,25
020000400006000080000
100000120000140000160000180000200000
Con
sum
o En
ergé
tico
(k
W)/P
rodu
ção
(mil
un
idad
es)
norte oeste sul
Região
até 100 de 100 a 500 de 500 a 1.000 acima de 1.000
13
68
0
19
30
20
0
50
10
20
30
40
0
10
20
30
40
50
60
70
Núm
ero
de E
mpr
esas
Norte Oeste Sul
Região
Local No Estado Fora do estado Todos Anteriores
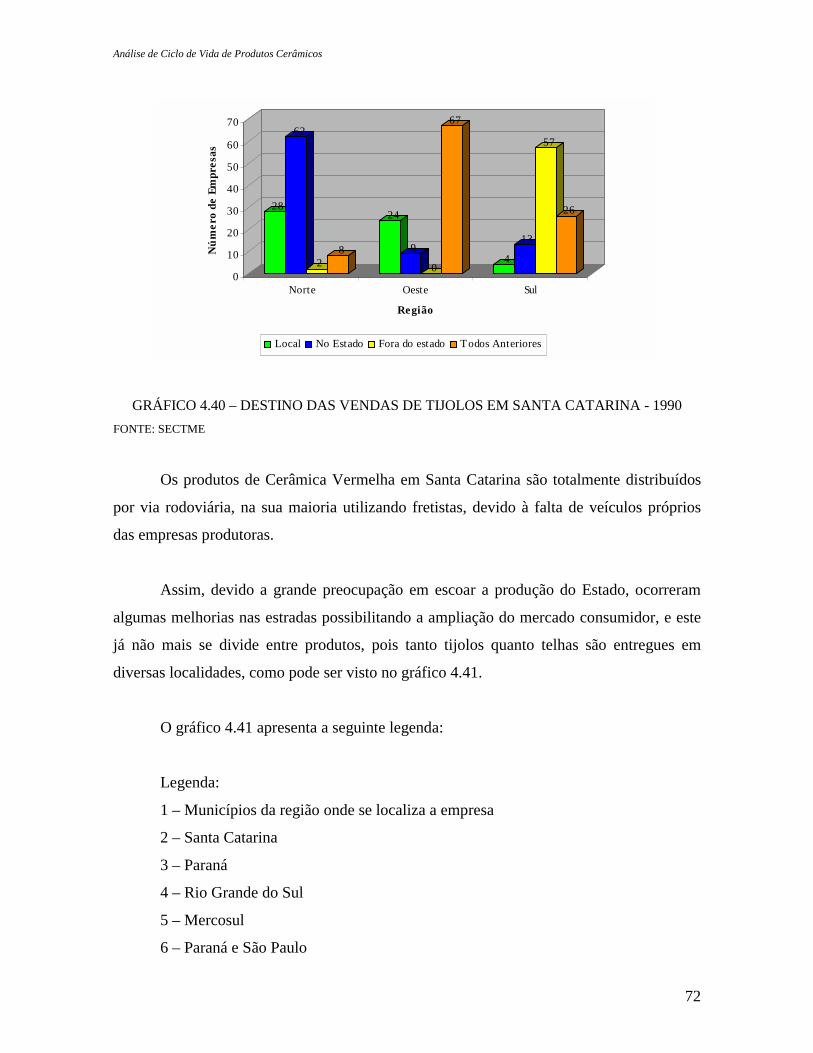
Análise de Ciclo de Vida de Produtos Cerâmicos
72
GRÁFICO 4.40 – DESTINO DAS VENDAS DE TIJOLOS EM SANTA CATARINA - 1990
FONTE: SECTME
Os produtos de Cerâmica Vermelha em Santa Catarina são totalmente distribuídos
por via rodoviária, na sua maioria utilizando fretistas, devido à falta de veículos próprios
das empresas produtoras.
Assim, devido a grande preocupação em escoar a produção do Estado, ocorreram
algumas melhorias nas estradas possibilitando a ampliação do mercado consumidor, e este
já não mais se divide entre produtos, pois tanto tijolos quanto telhas são entregues em
diversas localidades, como pode ser visto no gráfico 4.41.
O gráfico 4.41 apresenta a seguinte legenda:
Legenda:
1 – Municípios da região onde se localiza a empresa
2 – Santa Catarina
3 – Paraná
4 – Rio Grande do Sul
5 – Mercosul
6 – Paraná e São Paulo
28
62
28
24
9
0
67
4
13
57
26
0
10
20
30
40
50
60
70
Núm
ero
de E
mpr
esas
Norte Oeste Sul
Região
Local No Estado Fora do estado Todos Anteriores

Análise de Ciclo de Vida de Produtos Cerâmicos
73
7 – Municípios da Região e Santa Catarina
8 - Municípios da Região e Rio Grande do Sul
9 – Santa Catarina e Rio Grande do Sul
10 – Santa Catarina e Paraná
11 – Municípios da região, Santa Catarina, Paraná e Rio Grande do Sul
12 – Todos
13 – Paraná, Rio Grande do Sul e Mercosul
14 – Municípios da região, Paraná, Rio Grande do Sul e Mercosul
15 – Paraná e Rio Grande do Sul
16 – Santa Catarina, Paraná e Rio Grande do Sul
17 – Municípios da região, Santa Catarina e Rio Grande do Sul
18 – Municípios da região, Paraná e Rio Grande do Sul
19 – Municípios da região, Rio Grande do Sul e Mercosul
20 – São Paulo, Rio de Janeiro, Mato Grosso, Mato Grosso do Sul
21 – São Paulo e Minas Gerais
22 – Municípios da região e Paraná
23 – Santa Catarina, Paraná, Rio Grande do Sul e Mercosul
24 – Paraná, Rio Grande do Sul, Mato Grosso e Ceará
25 – Paraná, Roraima, Minas Gerais e Rondônia
26 – São Paulo, Rio de Janeiro, Minas Gerais e Distrito Federal
27 – Municípios da região, Paraná e São Paulo
28 – Santa Catarina, Rio Grande do Sul, Mercosul, São Paulo e Rio de Janeiro
29 – Brasil Inteiro
30 – São Paulo e MatoGrosso
31 – São Paulo e Rio de Janeiro
32 – Paraná, Distrito Federal, Rio de Janeiro e Minas Gerais
33 – Rio Grande do Sul, São Paulo, Minas Gerais, Rio de Janeiro e Mato Grosso
34 – Santa Catarina, Paraná e São Paulo
35 – Santa Catarina e São Paulo
36 – Rio Grande do Sul e Mercosul
37 – Goiás e Mato Grosso

Análise de Ciclo de Vida de Produtos Cerâmicos
74
38 – Santa Catarina, Paraná, Mercosul e Rio de Janeiro
39 – Santa Catarina, Rio Grande do Sul e Mato Grosso

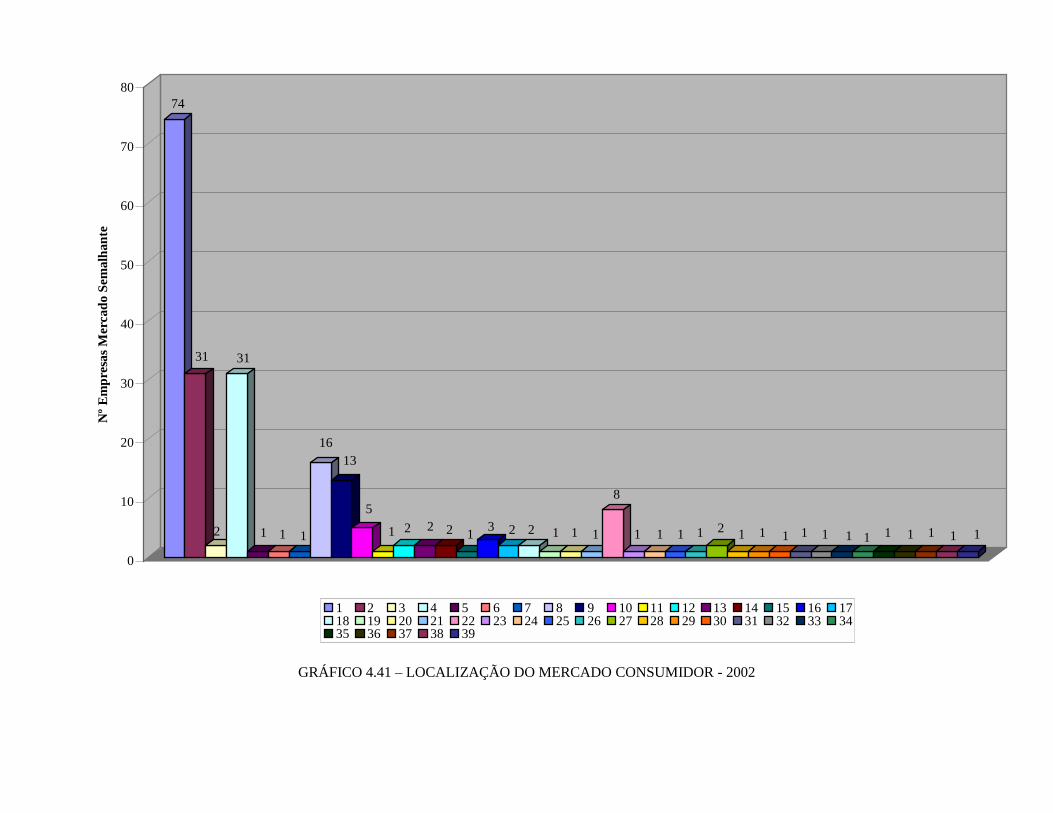
GRÁFICO 4.41 – LOCALIZAÇÃO DO MERCADO CONSUMIDOR - 2002
74
31
2
31
1 1 1
1613
5
1 2 2 2 1 3 2 2 1 1 1
8
1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1
0
10
20
30
40
50
60
70
80N
º Em
pres
as M
erca
do S
emal
hant
e
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 1718 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 3435 36 37 38 39

5 QUETIONÁRIO
1 – Identificação da Empresa Razão Social: Nome Fantasia: Endereço:
Bairro:
Endereço Eletrônico (email): Caixa Postal: CEP: Telefone: Fax: Município: Contato: Cargo:
2 – Estrutura da Empresa Número de Empregados na: Produção: Administração/Vendas:
3 – Produção
Capacidade Produtiva: (mil unidades/mês)
Produção (média mensal): (mil unidades/mês)
Consumo Energia Elétrica: (kW/mês)
Tipos de Produtos: Quantidade (em mil unidades/mês)
Ex: 50 = 50.000 unidades por mês Tipos de Produtos: Quantidade (em mil unidades/mês)
6 furos Plana 8 furos Romana 9 furos Francesa 10 furos Portuguesa 12 furos
TELH
AS
Colonial Laje
6 furos à vista Lajota 4 furos à vista Rodapé 2 furos à vista Piso Extrudado
TIJO
LOS
Maciço OUTR
OS
Localização do Mercado Consumidor Municípios da região Todo estado de Santa Catarina
Paraná Rio Grande do Sul Países do Mercosul
4 – Matéria Prima
Origem: Sazonamento (estocagem a céu aberto): Sede
Fora da Sede Sim Não
Número de Argilas na massa: 01 02 03 04
5 – Processo produtivo
Equi
pam
ento
s Ut
ilizad
os
Caixão
Alimentador
HP: _______
Destorrador
HP: _______
Misturador
HP: _____
1º Laminador
HP: _______
2º Laminador
HP: _______
Extrusora
HP: ____
Prensa
HP: _____
Maromba
HP: _____

Análise de Ciclo de Vida de Produtos Cerâmicos
78
Tipo
de C
onfo
rmaç
ão
Extrusão Simples
Extrusão Simples e Prensagem
Prensagem
Extrusão à Vácuo
Extrusão à Vácuo e Prensagem
Se
cage
m
Natural
Secagem Intermitente
Secagem Contínua
Natural e Estufa
Estufa
Fo
nte d
e calo
r par
a sec
agem
Recuperação dos Fornos
Fornalha
Combustível (Especificar)
------------------------------------------
Ti
pos d
e For
nos
Intermitente Quant.: ________
Contínuo Quant.: ________
Hoffmann Quant. : ________
Caipira Quant.: ________
Paulista Quant.: ________
Ti
po d
e Com
bust
ível (
Queim
a)
Lenha Quantidade Consumida por mês em m3: _____________
Serragem Quantidade Consumida por mês em m3: _____________
GLP Quantidade Consumida por mês em m3: _____________
Carvão Vegetal Quantidade Consumida por mês em m3: _____________
Óleo BPF Quantidade Consumida por mês em m3: _____________
Carvão Mineral Quantidade Consumida por mês em m3: _____________
Gás Natural Quantidade Consumida por mês em m3: _____________
Outros (Especificar) Quantidade Consumida por mês em m3: _____________
--------------------------
Análise de Ciclo de Vida de Produtos Cerâmicos
79
6 CONCLUSÃO
A partir das informações obtidas nos 219 cadastros pode-se analisar a situação atual
do setor cerâmico Catarinense
Desde o início da pesquisa pode-se perceber a desorganização das entidades às quais
as empresas do setor cerâmico estão filiadas, uma vez que muitos cadastros estavam
desatualizados e, inclusive muitas empresas cadastradas já haviam fechado, o que
representa uma enorme desvantagem dada a importância de uma organização da categoria
em associações que defendam os interesses comuns.
Foi possível identificar um decréscimo do número de empresas no Estado, e além
disso, diversas empresas afirmam estar trabalhando com inúmeras dificuldades.
Um dos principais problemas relatado é a falta de tecnologia adequada, em sua
maioria os equipamentos são antigos e já bem desgastados, e devido à crise financeira
enfrentada pelo setor não há expectativas de substituição dos mesmos, comprometendo a
qualidade dos produtos e atrapalhando o processo de concorrência com empresas maiores.
Outro fator é a falta de mão-de-obra especializada, uma vez que, tanto os
proprietários quanto os funcionários realizam diversas funções dentro da empresa, não
permitindo a especialização em nenhuma etapa do processo. A falta de mão-de-obra
especializada implica na falta dos devidos cuidados com procedimentos como o
sazonamento, caracterização da matéria-prima, controle da unidade de extrusão e pressão,
temperatura e umidade residual das peças ao sair do secador e queima, resultando em
produtos com qualidade inferior.
Muitos desses problemas seriam resolvidos se houvesse uma normatização ou
padronização dos produtos, uma vez que as empresas produtoras estão inseridas num
Análise de Ciclo de Vida de Produtos Cerâmicos
80
mercado cada vez mais competitivo e a falta de utilização de padrões tende a comprometer
e reduzir o espaço no mercado.
Outro aspecto muito referido pelos responsáveis pelas empresas foi o alto custo da
energia elétrica, principalmente neste último ano, onde a crise energética contribuiu ainda
mais para o aumento.
Finalmente, a redução do mercado consumidor também coloca em dificuldades as
empresas, que acabam trabalhando com uma produção bem abaixo da capacidade instalada.
No entanto, apesar de todas as dificuldades, é possível verificar que a produtividade
aumentou, as empresas atingem mercados consumidores mais distantes e a qualidade dos
produtos tende a melhorar, porque existe uma grande preocupação pela normatização e
padronização dos produtos cerâmicos e os próprios empresários já sentiram a necessidade
de uma melhor qualificação.
Baseado na análise dos resultados, são sugeridas algumas propostas de ações para o
setor:
- regularização da atividade extrativa da argila;
- adoção de normas técnicas;
- capacitação gerencial e técnica no proprietário e de seus funcionários;
- estudo de alternativas energéticas;
- estudo de impactos ambientais;
- intercâmbio técnico entre empresas;
- intercâmbio técnico-científico entre escolas, universidades e empresas.

Análise de Ciclo de Vida de Produtos Cerâmicos
81
7 REFERÊNCIAS BIBLIOGRÁFICAS
ANICER – Associação Nacional da Indústria Cerâmica. Dados do Setor. [online] Disponível na
Internet via www, URL: http://www.anicer.com.br. Arquivo capturado em 10 de janeiro de 2002.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7170: Tijolo maciço cerâmico
para alvenaria. Rio de Janeiro, 1983.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7171: Bloco cerâmico para
alvenaria. Rio de Janeiro, 1990.
BANCO REGIONAL DE DESENVOLVIMENTO DO EXTREMO SUL. Cerâmica Vermelha:
Informe Setorial. Florianópolis: BRDE, 1994. 14 p.
BARBETTA, Pedro Alberto. Estatística Aplicada as Ciências Sociais. Florianópolis, 2001. 338 p.
BELTRAN, Jose Vicente Latorre. Martinez, German Cuñat. Medidas para redução do consumo
energético nos processos de produção de pavimentos e revestimentos cerâmicos. Cerâmica
Informação nº 2/3 Janeiro / Abril 1999.
BUSTAMANTE, G. M.; BRESSIANI, J. C. A indústria cerâmica brasileira. Cerâmica Industrial,
v.5, n.3, p. 31-36, mai./jun. 2000.
CENTRO DE TECNOLOGIA CERÂMICA – CTC. Diagnóstico da cerâmica estrutural. Santa
Catarina, mai. 1998.
DIÁRIO CATARINENSE. Análise Setoriais: A importância da Cerâmica em Santa Catarina.
Florianópolis, 1996. Informe Especial
FERREIRA, M. S. Telha Cerâmica: Identificação do Sistema de Produção e Estudo de Alternativa
Industrializável por Extrusão. Dissertação de Mestrado: UFSC, set. 1992.
Análise de Ciclo de Vida de Produtos Cerâmicos
82
MAFRA, A. T. Proposta de Indicadores de desempenho para a indústria de cerâmica vermelha.
Dissertação de Mestrado: UFSC, mar. 1999.
MESSIAS, Laiete Soto. Recuperação de Gases Quentes em Fornos Intermitentes. Aplicação na
Indústria de Cerâmica Estrutural. Cerâmica Industrial, São Paulo, 01 (02) Maio/Junho, 1996. pag 31
a 37. Disponível em: <www.ceramicaindustrial.org.br> Acesso em: 25/04/2002.
OLIVEIRA, A. P. N. Tecnologia de Fabricação de Revestimentos Cerâmicos. Cerâmica Industrial,
v.5, n.6, p. 37-47, nov./dez. 2000.
PIZZETTI, J. O Uso do Benchmarking para o Diagnóstico Setorial: O Caso da Cerâmica Estrutural
do Sul de Santa Catarina Referida a Portugal. Dissertação de Mestrado: UFSC, 1999.
PÓLO PRODUÇÕES LTDA. Anuário Brasileiro da Cerâmica Vermelha. Pólo Produções Ltda.
Santa Catarina, 2000.
SECRETARIA DE ESTADO DA CIÊNCIA E TECNOLOGIA, DAS MINAS E ENERGIA DO
GOVERNO DO ESTADO DE SANTA CATARINA. Diagnóstico do setor de cerâmica vermelha
em Santa Catarina. Florianópolis: SECTME, 1990.
SERVIÇO NACIONAL DE APRENDIZAGEM INDUSTRIAL. Centro de Tecnologia em
Cerâmica. Cerâmica Estrutural: Implantação de Laboratório. Criciúma: SENAI, 1999. 36 p .
SUPERINTENDÊNCIA DO DESENVOLVIMENTO DO NORDESTE – SUDENE. Conservação
de energia no setor industrial, cerâmica estrutural. Sudene. Pernambuco, 1989.
TEIXEIRA, Flávio Neves. Lora, Electo Eduardo Silva. Geração Termelétrica: Planejamento,
Projeto e Operação. Capítulo 2. 2002. Disponível em: <http://www.
nest.efei.br/portugues/projetos/livro/cap2_comb.pdf > Acesso em: 16/05/2002.
VILLAR, V. S. Perfil e perspectivas da indústria de cerâmica vermelha no sul de Santa Catarina.
Dissertação de Mestrado. Florianópolis: UFSC, 1988.
Top Related