




Línguas
Páginas
Legal


UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
KAREN CRISTINE SHIMOSAKA
REDUÇÃO DO SPOILAGE NO STRIP OFF DE UMA
FÁBRICA DE LATAS DE ALUMÍNIO UTILIZANDO-SE DA
METODOLOGIA SEIS SIGMA
Lorena – SP
2011

KAREN CRISTINE SHIMOSAKA
Redução do Spoilage no Strip Off de uma fábrica de latas de
alumínio utilizando-se da Metodologia Seis Sigma
Lorena – SP
2011
Trabalho de Conclusão de Curso
apresentado a Escola de
Engenharia de Lorena da
Universidade de São Paulo para
obtenção do título de graduação
em Engenharia Química
Orientador: Prof. Dr. Marco
Antonio Carvalho Pereira

Aos meus pais que me apoiam
em todas as minhas escolhas.

AGRADECIMENTOS
A Deus por conduzir meus passos.
Aos meus familiares e amigos que caminham comigo em todos os
momentos.
Aos professores da Escola de Engenharia de Lorena que não cessam
esforços para nos ver crescer, amadurecer e aprender.
Em especial, ao Prof. Dr. Marco Antonio Carvalho Pereira pelos
ensinamentos, paciência e competência inigualável.
Aos membros da banca.

EPÍGRAFE
“A cada dia que vivo, mais me convenço de que o desperdício da vida está
no amor que não damos, nas forças que não usamos, na prudência egoísta que
nada arrisca, e que, esquivando-se do sofrimento, perdemos também a felicidade.
A dor é inevitável. O sofrimento é opcional.”
Carlos Drummond de Andrade

SUMÁRIO
Resumo ............................................................................................................ 1
1) Introdução ................................................................................................... 2
2) Fundamentação Teórica ............................................................................. 4
2.1) A Metodologia Seis Sigma ................................................................. 4
a) Definir ........................................................................................ 6
b) Medir ........................................................................................... 6
c) Analisar ....................................................................................... 6
d) Melhorar ...................................................................................... 7
e) Controlar ..................................................................................... 7
2.1.1) Os Líderes do Seis Sigma ..................................................... 8
2.2) O processo de produção da lata de alumínio ................................... 9
3) Metodologia ............................................................................................... 12
4) Resultados e Discussão ........................................................................... 14
4.1) Aplicação da metodologia Seis Sigma .............................................. 14
4.2) Resultados da aplicação da metodologia Seis Sigma .................... 29
5) Conclusão ................................................................................................. 32
6) Referências Bibliográficas ........................................................................ 33

LISTA DE FIGURAS
Figura 1 - Curva de Distribuição ilustrando 6σ dentro do limite de especificação do
cliente .................................................................................................................... 5
Figura 2 – Bobina de Alumínio .............................................................................. 9
Figura 3 – Copos em diversos tamanhos ........................................................... 10
Figura 4 – Impressão de rótulos ......................................................................... 10
Figura 5 – Aplicação do verniz interno ................................................................ 11
Figura 6 – Principais focos de spoilage .............................................................. 13
Figura 7 – Exemplo de check-list gerado para verificação no Strip Off .............. 26
Figura 8 – Monitoramento dos equipamentos por empresa terceira .................. 28

LISTA DE GRÁFICOS
Gráfico 1 – Número de latas perdidas mensalmente no Strip Off ..........................15
Gráfico 2 – Número de amostra por quantidade de latas .................................... 17
Gráfico 3 – Valores individuais por printer ........................................................... 17
Gráfico 4 – Análise macro dos dados diários das três printers ............................ 18
Gráfico 5 – Análise da printer 1 ............................................................................ 19
Gráfico 6 – Análise da printer 2 ............................................................................ 19
Gráfico 7 – Análise da printer 3 ............................................................................ 20
Gráfico 8 – Análise da capabilidade do processo – linha 1 ................................. 21
Gráfico 9 – Acompanhamento do spoilage nas printers (data: 26/10/2011) ....... 29
Gráfico 10 – Acumulado de perdas no Strip Off por mês .................................... 30
Gráfico 11 – Análise da printer 1 após implantação das melhorias ..................... 31
Gráfico 12 – Capabilidade do processo após implementação das melhorias ..... 31

LISTA DE QUADROS
Quadro 1 – Mapeamento do processo ................................................................. 16
Quadro 2 – Pontuação das variáveis de entrada ............................................... 22
Quadro 3 – Variáveis-chave do processo ............................................................ 23
Quadro 4 – FMEA das variáveis-chave ............................................................. 24
Quadro 5 – Ações propostas ............................................................................... 25

RESUMO
O presente trabalho tem como objetivo reduzir o número de latas de
alumínio que se perde diariamente em uma esteira vertical de
transferência de latas utilizando-se da metodologia Seis Sigma. Para
tanto, foi realizada uma pesquisa-ação em uma indústria localizada em
Minas Gerais com uma abordagem com maior foco qualitativa. Utilizou-se
o método DMAIC, proposto pela metodologia Seis Sigma, assim como
outras ferramentas: brainstorming, mapeamento de processo e FMEA. Após
a aplicação do DMAIC, constatou-se uma redução do número de latas
perdidas, pois o nível de qualidade do processo subiu de do padrão 2,5
sigma para 2,8 sigma. Constatou-se que parte deste desperdício
ocorria em função da baixa eficácia das manutenções realizadas.
1. INTRODUÇÃO
A história da lata começou em 1795 quando o governo francês ofereceu
um prêmio de 12.000 francos para quem inventasse um método para conservar
comida, afinal as tropas estavam morrendo mais pela fome e doenças
relacionadas do que pelo combate. Depois de 15 anos, o parisiense Nicholas
Appert apresentou alimentos preservados em garrafas vedadas com rolhas e
emergidas em água fervente e faturou o prêmio oferecido por Napoleão.
No mesmo ano, 1810, o inglês Peter Durant observou que recipientes de
ferro cobertos com latão também poderiam ser vedados, obviamente esses
seriam muito mais fácil de manusear do que uma frágil garrafa de vidro.
(ABRALATAS, 2011)
A lata é um recipiente que acondiciona alimentos ou bebidas. O
armazenamento de alimentos sempre foi um grande problema para a humanidade
devido à sazonalidade entre sua produção e seu consumo. Antigamente, por falta
de tecnologia, os alimentos eram armazenados sem processamento. Porém,
conforme a população foi se urbanizando, necessitava-se de alimentos de boa
qualidade e rapidez. Esta necessidade deu origem ao desenvolvimento das
tecnologias de processamento e conservação de alimentos.
O alumínio é atóxico, resistente e maleável. É, por tais características, o
material ideal para acondicionar alimentos, produtos de higiene e beleza e, ainda,
medicamentos sensíveis à luz, à água e ao calor. São bastante seguras para o
consumidor, além de gerarem economia de eletricidade por gelarem muito rápido.
Além disso, o alumínio é muito mais leve que o vidro, não enferruja e mantém o
sabor da bebida inalterado. A lata de alumínio é 100% e infinitamente reciclável, o
que diminui os danos ao meio ambiente.
A indústria de latas cresce cada vez mais chegando a produzir 20 bilhões
de latas por ano (SANTOMAURO, 2011).
Apesar de a produção de latas de alumínio continuar em expansão e atingir
números expressivos, as falhas na produção dessas ainda interferem
negativamente na expectativa do ramo.
Visando alcançar a excelência de qualidade que as embalagens
alimentícias exigem e produzir de acordo com a demanda do mercado, as

indústrias de latas têm buscado formas de gerenciamento que aumentem seus
indicadores de produtividade pela redução dos defeitos de produção e
consequentemente a satisfação dos seus clientes.
Em uma empresa multinacional produtora de latas de alumínio
aproximadamente 2,9% da sua produção diária é descartada devido a diversos
defeitos (Rexam Ltda, 2011). Trata-se de um processo produtivo relativamente
simples, porém muitas variáveis interferem negativamente quando não são
devidamente controladas.
O objetivo deste trabalho é reduzir o desperdício de latas gerado em uma
esteira vertical de transferência (strip off) através de ferramentas da metodologia
Seis Sigma.

2. Fundamentação Teórica
2.1 A Metodologia Seis Sigma
O Seis Sigma é uma metodologia que liga ideias, tendências e ferramentas
desconexas nos negócios, onde o foco no cliente torna-se a prioridade principal.
As melhorias Seis Sigma são definidas pelo seu impacto sobre a satisfação e
valores dos clientes. Existem muitas decisões de negócios que se baseiam em
opiniões e suposições. A metodologia Seis Sigma começa esclarecendo que
medidas são a chave para avaliar o desempenho dos negócios; depois, aplicam-
se dados e análises de modo a se construir um entendimento das variáveis-
chaves e a aperfeiçoar resultados. (PANDE, NEUMAN e CAVANAGH, 2001).
De acordo com Siqueira (2007), tradicionalmente, as empresas têm
aceitado como normal um desempenho entre 3 e 4 sigma, que correspondem,
respectivamente, a 66.800 e 6.210 defeitos por milhão de oportunidades. O
padrão 6 Sigma de 3,4 defeitos por milhão de oportunidades é a resposta às
crescentes expectativas dos clientes e à crescente complexidade dos modernos
produtos e processos. Em termos de custos a diferença entre os níveis 3 e 6
Sigma pode representar economias equivalentes a 20% das receitas de vendas.
Em termos práticos, estudos com empresas brasileiras asseguram que o
Seis Sigma tem promovido mudanças e benefícios significativos, a saber:
aprimoramento da qualidade; conquista da satisfação dos clientes através da
melhor compreensão dos requisitos exigidos; pleno entendimento das entradas
críticas dos processos, necessárias para responder às alterações nas exigências
e especificações definidas; ganhos no fluxo do processo; aumento da
produtividade; redução de tempos de ciclo; aumento da capacidade produtiva e
da confiabilidade dos produtos; redução de desperdícios e de atividades que não
agregam valor ao processo; e maximização dos lucros. Em empresas de grande
porte é notória a acentuada ênfase no uso de estatística para obtenção dos
benefícios supracitados (ANDRIETTA; MIGUEL, 2007; PINTO et al. 2008).
As ações de um programa Seis Sigma estão nos processos, como projetos
de produtos e serviços, medidas de desempenho, melhora da eficiência e da

satisfação do cliente. Seis Sigma engloba ferramentas e práticas que substituem
hábitos reativos por um estilo de gerenciamento dinâmico, receptivo e proativo.
Ser proativo significa agir antes dos eventos. No Seis Sigma os métodos
utilizados para criar, monitorar e melhorar o sistema de negócios são: (i)
gerenciamento do processo; (ii) melhoria do processo; e, (iii) projeto/reprojeto do
processo (PANDE, NEUMAN e CAVANAGH, 2001).
Para Pande, Neuman e Cavanagh (2001), o objetivo é estreitar ou reduzir a
variação dos processos até que os seis desvios-padrão (6σ) possam ser
comprimidos dentro dos limites de especificações do cliente (Figura 01). As
medidas Seis Sigma não são estáticas, é necessário ter a consciência de
modificar quando as necessidades dos clientes mudam.
Como cita Watson1 (2001 apud ANDRIETTA, J. M.; MIGUEL, P. A. C.,
2002) Para que o nível 6 Sigma seja alcançado associa-se um rigoroso enfoque
estatístico a um arsenal de ferramentas que são empregadas dentro de um
mesmo modelo conhecido como DMAIC (do inglês, Define Measure Analyse
Improve Control) para caracterizar as fontes da variabilidade e demonstrar como
esse conhecimento pode controlar e aperfeiçoar os resultados do processo.
Figura 01 – Curva de Distribuição ilustrando 6σ dentro do limite de especificação do
cliente (Fonte: Rexam do Brasil, Treinamento Green Belt, 2011)
1 WATSON, G.H. Cycles of learning: observations of Jack Welch. ASQ Publication, 1, (1): 45-58, nov./01.
Rivera e Marovich (2001) afirmam que a metodologia DMAIC representa as
fases fundamentais no desenvolvimento de projeto Seis Sigma. Essas fases
garantem que as empresas apliquem a técnica em um metódico e disciplinado
caminho, bem como a correta definição e execução dos projetos e incorporação
dos resultados alcançados com eles.
O modelo DMAIC consiste em cinco fases: Definir, Medir, Analisar,
Melhorar e Controlar e será descrito a seguir:
a) Definir: Etapa em que são analisados os requisitos do cliente conhecidos
como características críticas para a qualidade (CTQ – critical to quality) e
as necessidades do negócio, para a identificação dos processos críticos
que definirão a escolha dos projetos que serão desenvolvidos pelas
equipes. Também são determinadas as métricas, selecionadas e treinadas
pessoas para desenvolver os projetos. A identificação de projetos Seis
Sigma permitirá à organização reconhecer como os seus processos afetam
a lucratividade. (RASIS; GITLOW; POPOVICH, 2002 ; Métodos e
Ferramentas, 2010).
b) Medir: Devem-se estabelecer métricas válidas e confiáveis para ajudar a
monitorar o progresso rumo às metas definidas. Em consenso com os
integrantes da equipe são identificadas as variáveis-chave de entrada e de
saída do processo através do mapeamento do processo. Nesta fase são
utilizadas ferramentas básicas de probabilidade e estatística, softwares de
análise estatística e análise do sistema de medição (MSA). Essa etapa
pode ser desenvolvida através do levantamento dos dados históricos,
realização de testes de normalidade, análise do sistema de medição das
variáveis de saída, estudo da capacidade dos sistemas de dosagem de
insumos e cálculo do nível sigma do processo. (PYZDEK, 2003; MATOS,
2003).
c) Analisar: Analisa-se um sistema para identificar formas de eliminar a
lacuna entre o desempenho atual do sistema e a meta desejada. Utilizam-
se ferramentas estatísticas para orientar a análise como análise de
correlação/regressão e projetos de experimentos. Nesta fase identificam-se
também as variáveis do processo que influem significativamente em cada

característica CTQ e as possíveis variáveis ruído. (PYZDEK,2003; RASIS;
GITLOW; POPOVICH, 2002)
d) Melhorar: Segundo Werkema (2002), nessa etapa devem ser geradas
ideias sobre soluções potenciais para eliminação das causas fundamentais
dos problemas priorizados na etapa de análise. Confirmam-se as variáveis-
chave, quantifica seus efeitos nas características de qualidade e define-se
a melhor solução para reduzir significativamente o nível de defeitos. As
ferramentas estatísticas geralmente utilizadas nessa fase são:
brainstorming e matriz de priorização. De acordo com Pyzdek (2003) a
criatividade deve ser utilizada para achar novas maneiras de fazer melhor,
de forma mais econômica ou mais rápida.
e) Controlar: Uma vez que as melhorias desejadas tenham sido
implementadas, algum tipo de sistema deve ser usado para manter a
melhoria alcançada dentro de um intervalo de tolerância aceitável. Nesta
etapa, são implantados os mecanismos necessários para monitorar
continuamente o desempenho de cada processo, com o objetivo de
garantir a sustentação das melhorias ao longo do tempo. Sugere-se
institucionalizar um sistema de aperfeiçoamento modificando os sistemas
de remuneração e incentivos, política, procedimentos de planejamento das
necessidades de material, orçamentos, instruções operacionais e outros
sistemas de gerenciamento. Pode ser interessante adotar sistemas como
ISO 9000 para garantir que a documentação esteja correta. (PYZDEK,
2003; ECKES, 2001)
O Modelo DMAIC é o núcleo central da Metodologia Seis Sigma. Este
modelo sintetiza e incorpora de forma muito consistente as ferramentas de
melhoria contínua. Está concentrado na identificação dos problemas-base para
seleção dos projetos a serem executados, na coleta de dados de forma honesta,
que leva a conhecer o desempenho do processo atual, na determinação das
causas dos problemas que leva à análise das causas, na formulação de ações de
melhoria que leva à melhoria do processo, na consolidação e manutenção das

melhorias conseguidas que leva a manter o processo sob controle (MOURA,
2005).
2.1.1 Os Líderes do Seis Sigma
Como ressalta Pyzdek (2003), o Seis Sigma exige mudança de alguns dos
principais fluxos empresariais que atravessam as barreiras organizacionais. É o
meio pelo qual as metas estratégicas da organização serão alcançadas e deve
ser implementado de cima para baixo:
Campeões e patrocinadores: Os campeões são indivíduos de nível
hierárquico elevado na organização, que entendem a ferramenta e estão
comprometidos com seu sucesso. Em todas as empresas, os patrocinadores
podem ser líderes informais que utilizam o Seis Sigma em seu trabalho diário e
comunicam sua mensagem em todas as oportunidades.
Master Black-Belt: É o mais alto nível de domínio técnico e
organizacional. Os master black-belt são a liderança técnica do programa Seis
Sigma. Logo, devem entender a teoria matemática na qual os métodos
estatísticos se baseiam. Esses prestam assistência aos black-belts na aplicação
correta dos métodos em situações inusitadas. E, dada a natureza de suas
obrigações, suas habilidades de comunicação e ensino são tão importantes
quanto sua competência técnica.
Black-belt: Os candidatos ao status de black-belt são indivíduos com
orientação técnica e devem estar ativamente envolvidos no processo de
desenvolvimento e mudança organizacional. Os indivíduos dessa classe buscam
extrair conhecimento aplicável do sistema de armazenamento de informações da
empresa.
Green-belts: São os líderes capazes de formar e facilitar equipes Seis
Sigma e de gerenciar projetos desde a concepção até a conclusão.
Dessa maneira, segundo Werkema (2002), o sucesso e a consolidação da
cultura Seis Sigma na organização, bem como a obtenção de resultados
significativos em tempos adequados depende da escolha de um bom projeto. As
principais características a serem consideradas para a seleção de um bom projeto
são: (i) o alinhamento com as metas estratégicas da empresa; (ii) propiciar

aumento da satisfação do cliente; (iii) apresentar uma boa chance de conclusão
no prazo estabelecido; (iv) garantir uma melhoria no desempenho da organização,
compatível com o porte e tipo de negócio da empresa; (v) quantificação precisa,
por meio de métricas adequadas, da situação atual e dos resultados a serem
alcançados com o projeto e (vi) comprometimento por parte da alta administração
da empresa e dos demais gestores envolvidos.
2.2 O Processo de Produção de Latas de Alumínio
O processo de produção da lata de alumínio é relativamente simples, e é
padronizado para todas as fabricantes de latas de alumínio. Trata-se de oito
etapas (ABRALATAS, 2011) que serão descritas a seguir:
1) Formação do copo: o alumínio laminado chega a fabrica na forma de
grandes bobinas (Figura 2) e entra na prensa de estampagem (Minster). O
equipamento computadorizado corta a chapa em vários discos dando-lhes a
forma de um copo raso. Nesta fase o alumínio ainda tem a espessura da
lâmina original.
Figura 2 – Bobina de alumínio
Fonte: ABRALATAS, 2011
2) Formação do corpo e aparas: O copo raso segue para outra máquina
(BodyMaker) onde a lata começa a ter o formato final. O copo raso é
submetido a uma grande pressão por uma série de anéis de precisão, cada
um levemente menor do que o anterior. Este movimento reduz a espessura
da parede do copo e o torna mais longo gradativamente, além de formar o
fundo da lata. Depois as latas passam pelo Trimmer, equipamento que

apara a borda superior dos corpos já esticados, para que todos eles
tenham o mesmo comprimento nominal (Figura 3).
Figura 3 – Copos em diversos tamanhos
Fonte: ABRALATAS, 2011
3) Lavagem e Secagem: Já nivelados, os copos são submetidos a uma
lavagem interna e externa de alta eficiência que visa à remoção de
partículas e resíduos oriundos do processo de formação do corpo,
passando depois por um forno de secagem. Após esta etapa as latas já
estão prontas para receber a impressão de seus rótulos.
4) Impressão do rótulo e revestimento externo: Os copos lavados e secos
entram na fase de impressão dos rótulos (Figura 4), feita por um processo
de flexografia (litografia) que pode utilizar até oito cores aplicadas na latinha
em um mesmo movimento. Em seguida, quase que simultaneamente, a lata
recebe uma camada externa de verniz incolor, para dar melhor acabamento
e brilho, além de evitar que a tinta descasque, e outra camada no fundo da
lata, para garantir mobilidade da lata.
Figura 4 – Impressão de rótulos
Fonte: ABRALATAS, 2011
5) Secagem, cura e revestimento interno: As latas já rotuladas passam por
outro forno, agora com intuito de curar o verniz de proteção externa. Em

seguida, é aplicado verniz interno (Figura 5) que forma um revestimento de
proteção na parte de dentro da lata. Este procedimento é realizado para
garantir que o líquido envasado não entre em contato com a superfície
metálica, evitando algum tipo de oxidação ou alteração no sabor da bebida.
As latas então são levadas a outro forno, para secagem e cura do verniz
interno.
Figura 5 – Aplicação do verniz interno
Fonte: ABRALATAS, 2011
6) Formação do pescoço: O copo já rotulado é encaminhado ao processo de
formação do pescoço (Necker), o qual a extremidade aberta do copo é
submetida e uma pressão que diminui o diâmetro da abertura, formando o
pescoço e o perfil da borda para encaixe da tampa.
7) Controle de qualidade: As latas passam por um processo de controle de
qualidade em cada etapa de sua formação. No estágio final, é realizada
uma série de testes adicionais, incluindo feixe de luz de alta intensidade e
câmeras de inspeção interna e externa, onde são detectados os mínimos
defeitos. As latas com defeito são automaticamente excluídas.
8) Paletização: Depois de prontas e inspecionadas as latas são embaladas
para armazenagem e transporte, empilhadas em pallets.
As tampas de alumínio são, geralmente, produzidas em plantas diferentes
das de produção de latas. Ambas seguem para o cliente e após o processo de
envase ficam disponíveis no mercado de bebidas.
3. METODOLOGIA
Utiliza-se Pesquisa-Ação, que é definida por Lindgren et al. (2004) como
sendo um método intervencionista que permite ao pesquisador testar hipóteses
sobre o fenômeno de interesse implementando e acessando as mudanças no
cenário real. Neste tipo de pesquisa, o pesquisador assume a responsabilidade
não apenas de assistir os atores envolvidos através da geração de conhecimento,
mas também da aplicação deste conhecimento.
Segundo Stringer (1996), a pesquisa-ação compreende uma rotina
composta por três ações principais: observar, para reunir informações e construir
um cenário; pensar, para explorar, analisar e interpretar os fatos; e agir,
implementando e avaliando as ações.
Dessa maneira, ao seguir as fases do DMAIC, as ações principais da rotina
da pesquisa-ação serão, automaticamente, cumpridas.
A pesquisa-ação foi realizada em uma empresa multinacional de latas de
alumínio, localizada em Minas Gerais, que fabrica, na média, cerca de 6,8 milhões
de latas por dia. Aproximadamente 2,9% dessa produção é considerada spoilage,
ou seja, é descartada devido a defeitos. Dessa maneira, cerca de 197.200 latas
são desperdiçadas diariamente (nível sigma 2,5), sendo que ao final de um ano a
empresa deixa de lucrar US$ 1.130.000,00.
O spoilage na unidade industrial é acompanhado diariamente e, a partir
desse controle de dados, observa-se que elevado índice de spoilage se dá
principalmente por: falha de impressão do rótulo, metal exposto (quando há falha
de aplicação de verniz interno ou lavagem ineficaz da lata), fundo fraturado e
perda de latas no transporte interno das mesmas. Na figura 6 observam-se em
destaque as etapas nas quais ocorrem as perdas citadas.
Na unidade produtiva há três linhas de produção, ou seja, é possível fabricar
três rótulos diferentes ao mesmo tempo. No entanto, o volume de latas que
circulam pela fábrica é enorme, e essas latas precisam ser transportadas durante
todo processo. Sendo assim, as perdas por transporte ocorrem ao longo de toda
linha de produção.
Os conveyors (esteiras) utilizados no transporte possuem, em sua grande
maioria, tampas. Porém, ainda assim, não se consegue evitar totalmente a queda

de latas. Isto porque alguns conveyors não possuem tampas, ou as latas caem
pelas laterais, ou ainda por haver esteiras verticais, que serão nosso foco de
estudo.
Na etapa de Secagem, Cura e Revestimento Interno, quando a lata sai do
forno de cura é transportada para uma esteira vertical denominada Strip Off e
segue então para a fase de aplicação de verniz interno. Nessa transferência
perde-se aproximadamente 5250 latas por dia nas três linhas produtivas, ou seja,
2,67% da perda total diária.
Seguindo o exemplo de empresas como GE e Motorola que utilizam o
ferramental poderoso que a Metodologia Seis Sigma dispõe, pretende-se
empregar esse conhecimento a fim de minimizar esse desperdício de latas.
Figura 6 – Principais focos de spoilage

4. RESULTADOS E DISCUSSÃO
4.1. APLICAÇÃO DA METODOLOGIA SEIS SIGMA
No início de 2011, foram designados os líderes dos projetos (candidatos a
Green Belt) planejados para a unidade produtiva localizada no estado de Minas
Gerais. Juntamente com a alta gerência os projetos foram escolhidos e
designados aos líderes.
Cada líder ficou responsável por escolher sua equipe e desenvolver o
projeto ao longo do ano.
O projeto a ser elucidado neste trabalho tem o objetivo de reduzir a perda
de latas proveniente das esteiras de transporte, especificamente a esteira vertical
(Strip Off). Dessa forma, a equipe foi composta por: líder, responsável financeiro
(validará os ganhos), dois técnicos de produção que trabalham nas medições do
Strip Off, um mecânico especialista, o Lean Leader e o Black Belt da unidade
(apoio técnico).
Todos os indivíduos receberam treinamento de estatística básica e
ferramentas da qualidade. Logo, tornaram-se aptos a iniciarem o projeto.
Para que os resultados fossem alcançados, as fases do DMAIC foram
rigorosamente seguidas, como se pode acompanhar a seguir:
a) Definir
A partir do sistema interno de controle de dados e indicadores, foi
possível recolher dados diários do número de latas perdidas no Strip Off. Para
definição do Baseline, foram utilizados os meses de janeiro a abril de 2011.
Através de uma média, tem-se aproximadamente 5250 latas descartadas
diariamente somando-se as três linhas de produção. Comparado à produção
média diária de 6.800.000 de latas, nesse processo tem-se spoilage de 0,8%.
Caso esse desperdício seja eliminado, a empresa lucrará em aproximadamente
US$ 29.900,00 anualmente.
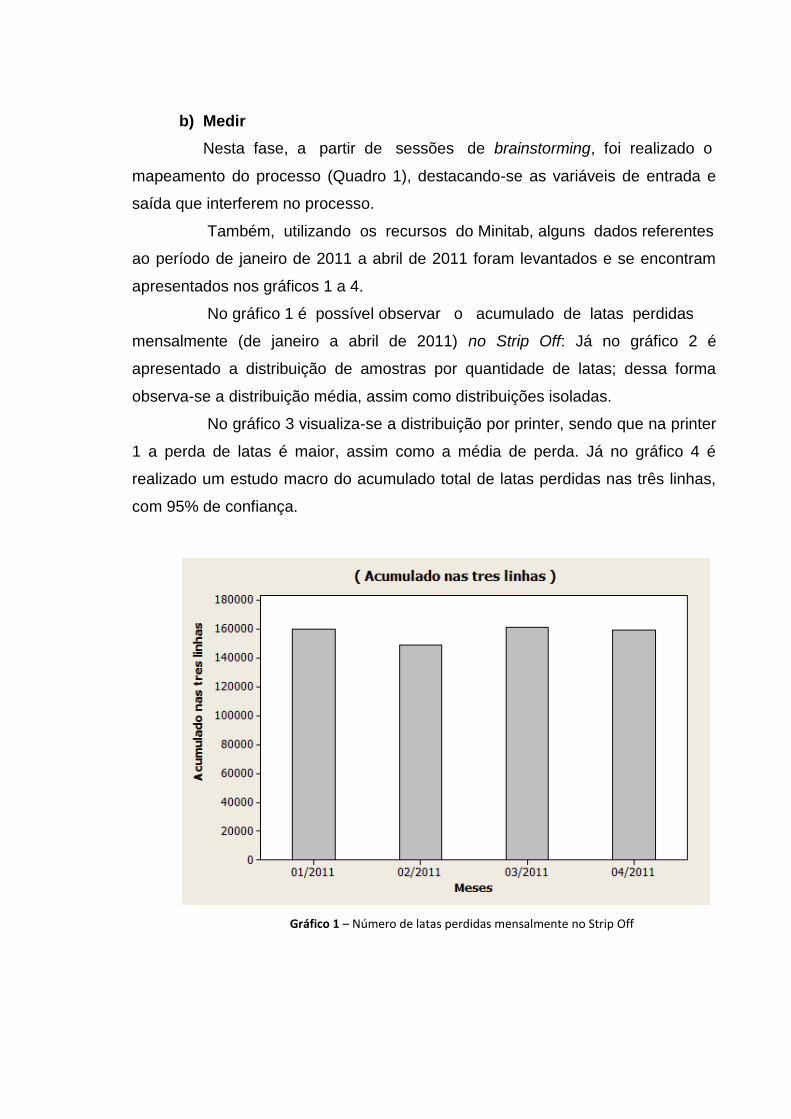
b) Medir
Nesta fase, a partir de sessões de brainstorming, foi realizado o
mapeamento do processo (Quadro 1), destacando-se as variáveis de entrada e
saída que interferem no processo.
Também, utilizando os recursos do Minitab, alguns dados referentes
ao período de janeiro de 2011 a abril de 2011 foram levantados e se encontram
apresentados nos gráficos 1 a 4.
No gráfico 1 é possível observar o acumulado de latas perdidas
mensalmente (de janeiro a abril de 2011) no Strip Off: Já no gráfico 2 é
apresentado a distribuição de amostras por quantidade de latas; dessa forma
observa-se a distribuição média, assim como distribuições isoladas.
No gráfico 3 visualiza-se a distribuição por printer, sendo que na printer
1 a perda de latas é maior, assim como a média de perda. Já no gráfico 4 é
realizado um estudo macro do acumulado total de latas perdidas nas três linhas,
com 95% de confiança.
Gráfico 1 – Número de latas perdidas mensalmente no Strip Off

Quadro 1 – Mapeamento do processo

Gráfico 2 – Número de amostra por quantidade de latas
Gráfico 3 – Valores individuais por printer

Apuramos 1745,8 ± 684,1 latas perdidas por printer (5237,4 por dia no
total).
Devido às restrições fabris e em consenso com equipe do projeto, os testes
e análises foram realizados em uma única linha e, uma vez detectadas as
melhorias, serão estendidas às outras linhas. Para tanto, a linha na qual se irá
trabalhar foi indicada a partir dos resultados das análises individuais com 95% de
confiança a seguir (Gráficos 5, 6 e 7).
Para a Printer 1 tem-se uma média de 2162,5 ± 725,9 latas perdidas
diariamente.
Gráfico 4– Análise macro dos dados diários das três printers

Na Printer 2, tem-se 1691,7 ± 547,9 latas perdidas diariamente.
Gráfico 5 – Análise da Printer 1
Gráfico 6 – Análise da Printer 2

Na Printer 3, tem-se 1383,3 ± 523,5 latas perdidas diariamente.
Dessa maneira, com os resultados obtidos, os estudos serão focados na
Printer 1 devido haver maior perda de latas.
c) Analisar
Os próximos estudos, mais particulares, foram realizadas a partir dos
dados da Printer 1, visto que optou-se por trabalhar com ela.
Considerando que o ideal é que não haja latas perdidas e que caso tenha,
esse número seja de, no máximo, 23 latas (nível seis sigma que permite 3,4
defeitos por milhão de oportunidades); a análise de capabilidade do processo
expressa no gráfico 8, exibe o quanto o processo está longe do ideal.
Também, nesta fase, uma vez que, no mapeamento de processo, chegou-
se a um número elevado de variáveis de entrada, a equipe do projeto atribuiu
pontos (de 1 a 10) à essas variáveis a fim de definir as mais críticas para o
processo (variáveis-chave) e dessa forma atuar de forma pontual, e alcançar os
resultados esperados.
Gráfico 7– Análise da Printer 3

A pontuação foi realizada de acordo com a importância de cada variável
para o cliente do processo e sua influência nas métricas primária e secundária
(spoilage e produtividade, respectivamente), como se pode observar no quadro 2.
Em destaque no quadro 2, tem-se as variáveis que obtiveram maior
pontuação com relação às outras. Reorganizando, no quadro 3, pode-se
visualizar as variáveis-chave desse processo.
Gráfico 8 – Análise de Capabilidade do processo - Linha 1
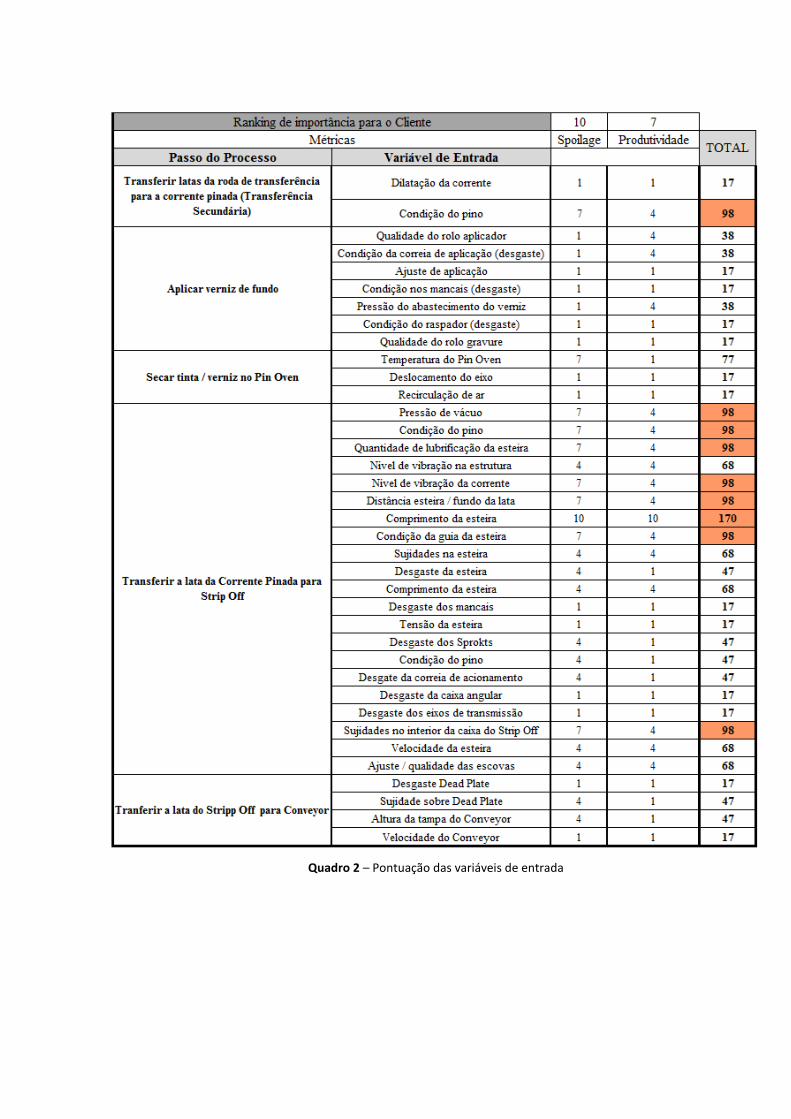
Quadro 2 – Pontuação das variáveis de entrada
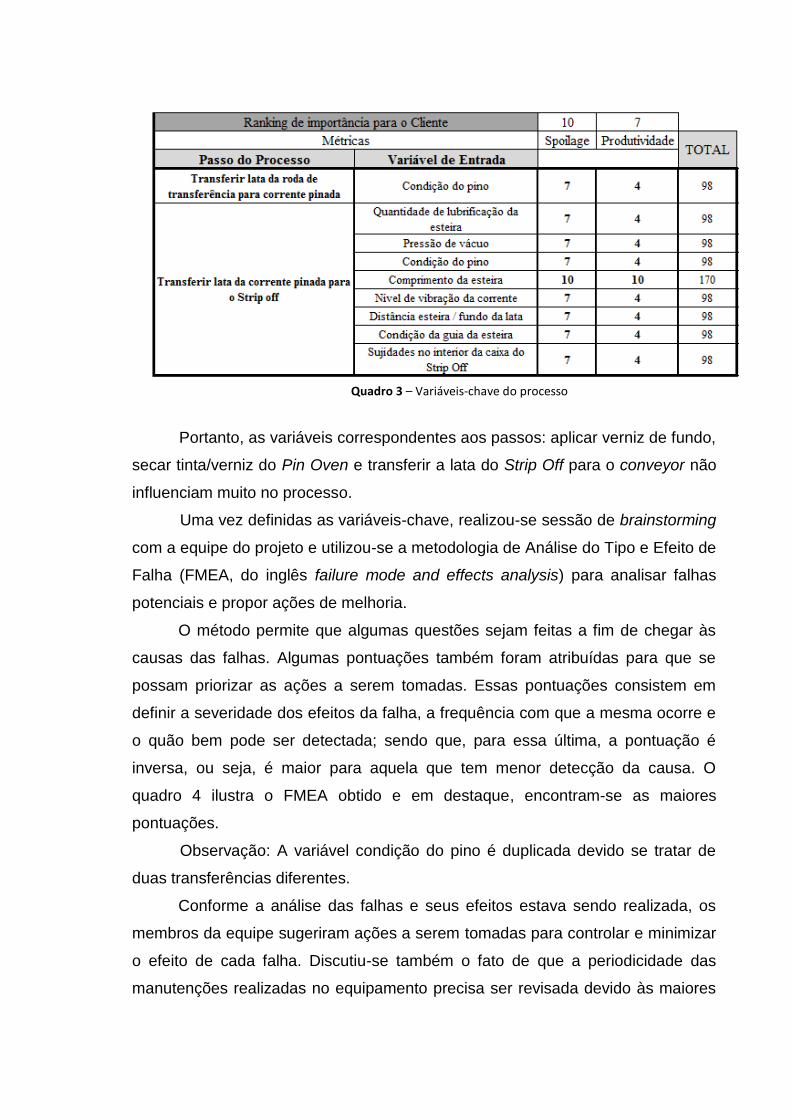
Portanto, as variáveis correspondentes aos passos: aplicar verniz de fundo,
secar tinta/verniz do Pin Oven e transferir a lata do Strip Off para o conveyor não
influenciam muito no processo.
Uma vez definidas as variáveis-chave, realizou-se sessão de brainstorming
com a equipe do projeto e utilizou-se a metodologia de Análise do Tipo e Efeito de
Falha (FMEA, do inglês failure mode and effects analysis) para analisar falhas
potenciais e propor ações de melhoria.
O método permite que algumas questões sejam feitas a fim de chegar às
causas das falhas. Algumas pontuações também foram atribuídas para que se
possam priorizar as ações a serem tomadas. Essas pontuações consistem em
definir a severidade dos efeitos da falha, a frequência com que a mesma ocorre e
o quão bem pode ser detectada; sendo que, para essa última, a pontuação é
inversa, ou seja, é maior para aquela que tem menor detecção da causa. O
quadro 4 ilustra o FMEA obtido e em destaque, encontram-se as maiores
pontuações.
Observação: A variável condição do pino é duplicada devido se tratar de
duas transferências diferentes.
Conforme a análise das falhas e seus efeitos estava sendo realizada, os
membros da equipe sugeriram ações a serem tomadas para controlar e minimizar
o efeito de cada falha. Discutiu-se também o fato de que a periodicidade das
manutenções realizadas no equipamento precisa ser revisada devido às maiores
Quadro 3 – Variáveis-chave do processo

falhas ocorrerem por quebra (manutenção ineficaz) ou falta de manutenção
preventiva.
d) Melhorar
As sugestões foram anotadas a fim de que, assim que possível, as
melhorias fossem implantadas. No quadro 5, encontram-se as propostas
concordadas pela equipe.
Foi realizada com os supervisores uma reunião para discutir as ações
propostas, assim como verificar a possibilidade de novas ações. Houve
unanimidade de aceitação, uma vez que a maioria das ações poderia ser
realizada imediatamente e não dependiam exclusivamente de recurso financeiro,
visto que a unidade fabril encontra-se em contenção de gastos.
Quadro 4 – FMEA das variáveis-chave
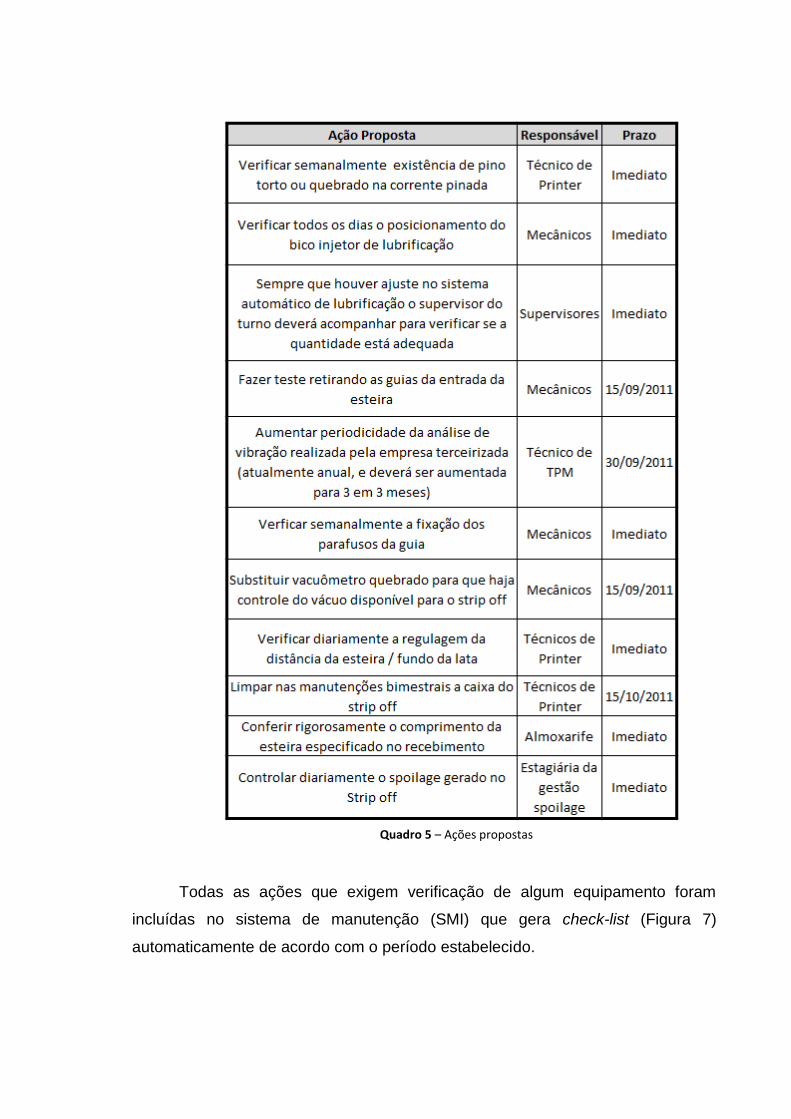
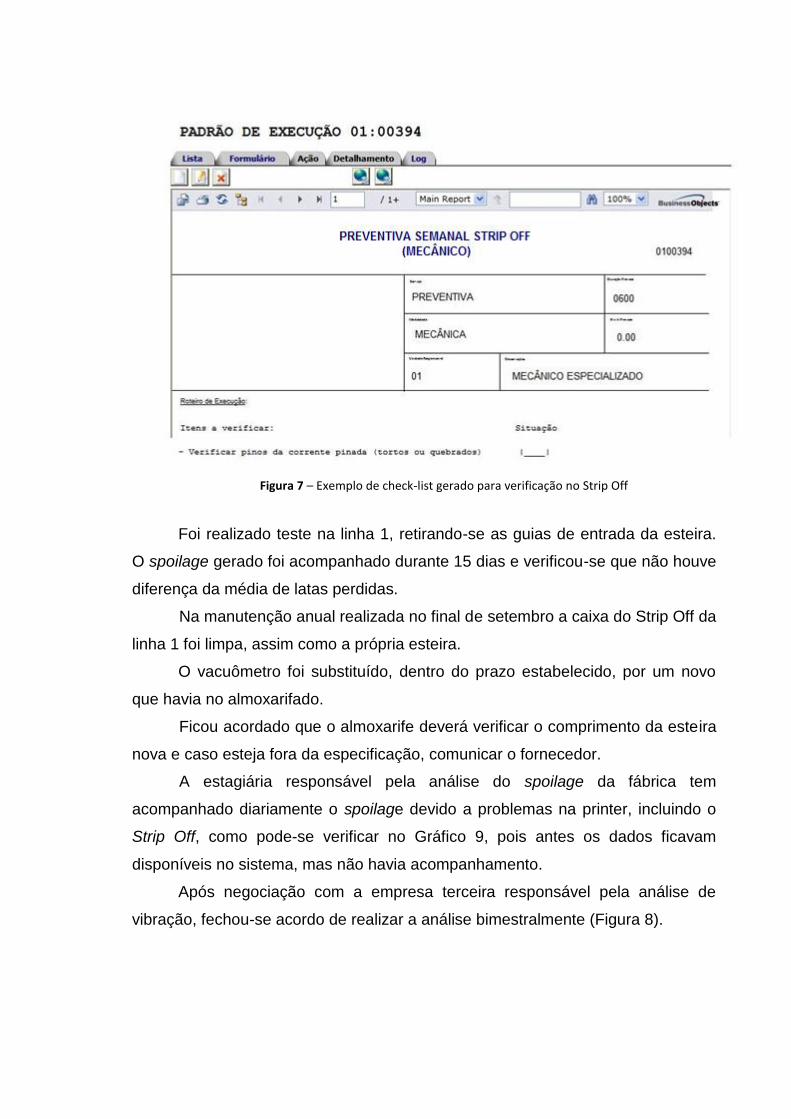
Todas as ações que exigem verificação de algum equipamento foram
incluídas no sistema de manutenção (SMI) que gera check-list (Figura 7)
automaticamente de acordo com o período estabelecido.
Quadro 5 – Ações propostas
Foi realizado teste na linha 1, retirando-se as guias de entrada da esteira.
O spoilage gerado foi acompanhado durante 15 dias e verificou-se que não houve
diferença da média de latas perdidas.
Na manutenção anual realizada no final de setembro a caixa do Strip Off da
linha 1 foi limpa, assim como a própria esteira.
O vacuômetro foi substituído, dentro do prazo estabelecido, por um novo
que havia no almoxarifado.
Ficou acordado que o almoxarife deverá verificar o comprimento da esteira
nova e caso esteja fora da especificação, comunicar o fornecedor.
A estagiária responsável pela análise do spoilage da fábrica tem
acompanhado diariamente o spoilage devido a problemas na printer, incluindo o
Strip Off, como pode-se verificar no Gráfico 9, pois antes os dados ficavam
disponíveis no sistema, mas não havia acompanhamento.
Após negociação com a empresa terceira responsável pela análise de
vibração, fechou-se acordo de realizar a análise bimestralmente (Figura 8).
Figura 7 – Exemplo de check-list gerado para verificação no Strip Off

e) Controlar
Nesse projeto, especificamente, grande parte das ações propostas
são ações para controle das melhorias. Exemplo disso são os check-lists, nos
quais, será possível verificar diariamente ou semanalmente o estado real dos
equipamentos.
Com a análise de vibração sendo realizada bimestralmente a probabilidade
de haver anormalidades e consequente quebra da esteira, torna-se praticamente
nula.
O spoilage que tem sido acompanhando é apresentado diariamente na
reunião de produção na qual todos os gestores estão presentes, e caso seja
necessário, alguma ação corretiva é proposta.
Na manutenção semestral que aconteceu em setembro houve troca do
Strip Off da linha 2, pois a mesma apresentava sinais de desgaste. A esteira
encontrava-se no almoxarifado e já havia sido conferida pelo almoxarife com
relação à especificação de medida no recebimento da mesma, no entanto, antes
de instalá-la os mecânicos responsáveis refizeram a medição para evitar erros
após a instalação. A medição estava dentro da especificação determinada e pôde
ser instalada.
Gráfico 9 – Acompanhamento do spoilage nas
printers (data: 26/10/2011)

Figura 8 – Monitoramento dos equipamentos
por empresa terceira
4.2. RESULTADOS DA APLICAÇÃO DA METODOLOGIA SEIS
SIGMA
Como foi possível observar, as fases do DMAIC foram seguidas e as
melhorias acordadas foram implantadas. Em abril de 2011, quando foi dado início
ao projeto, as fases definir e medir do DMAIC começaram a ser realizadas. Para o
cálculo do baseline, apresentado anteriormente (Gráficos 1 e 3), utilizou-se os
dados de janeiro a abril de 2011. Na segunda quinzena de maio de 2011 a fase
analisar foi iniciada e em diversas oportunidades a equipe esteve reunida para
sessões de brainstorming e complemento de informações. A partir desse período,
decidiu-se acompanhar os dados de spoilage em uma periodicidade maior.
A quarta fase do DMAIC – melhorar – teve seu início em meados de agosto
de 2011, todas as ações propostas foram realizadas muito antes do prazo
estabelecido e desde então o controle efetivo tem sido realizado e os números do
spoilage no Strip Off vem sendo acompanhado diariamente juntamente com a
equipe e será apresentado a fim de demonstrar os resultados do projeto.
No gráfico 10, tem-se um geral do acumulado dos meses correntes do ano
de 2011 que permite algumas análises. Nos meses de maio e junho, o acumulado
foi de, respectivamente, 164250 e 163000 latas perdidas; um pouco acima do que
seguia até abril. Isso porque nesses meses, houve recorde de produção, ou seja,
exigiu-se muito além dos equipamentos, o que acarretou na elevação do spoilage
geral da fábrica.
No mês de agosto já é possível observar um pequeno decréscimo, fato
oriundo do princípio da implantação das melhorias, principalmente das
manutenções semanais que foram iniciadas tão logo foram propostas.
Nos meses de setembro e outubro, ainda que pequena, houve uma queda
no acumulado de latas perdidas. Nesse período, todas as melhorias já haviam
sido implantadas na linha 1 somente, o que justifica, em parte, o decréscimo não
ser tão grande.
Ao analisarmos isoladamente a linha 1, com dados da segunda quinzena
de agosto ao final de outubro, observa-se no gráfico 11 a diminuição na média de
latas perdidas no strip off dessa linha.

Apesar de obtermos uma distribuição não normal (p-value < 0,005), a
média de latas perdidas diariamente que antes era de 2162,5 ± 725,9 passou a
ser 1701,9 ± 434,1. Além de que, diferente de anteriormente, não há mais
amostras superiores a 2750 latas.
No gráfico 12 observa-se que a maior parte da amostra ainda não se
encontra dentro dos limites estabelecidos. No entanto, esse processo se mostra
mais próximo do ideal quando comparado com o processo anterior (gráfico 8).
Uma vez que as melhorias foram obtidas na linha 1, o próximo passo será
estender as ações às demais linhas (2 e 3); para que, dessa forma, a redução
possa ser significativa como um todo.
Gráfico 10 – Acumulado de perdas no Strip Off
por mês

Gráfico 11 – Análise da printer 1 após
implantação das melhorias
Gráfico 12 – Capabilidade do processo após
implementação das melhorias

5. CONCLUSÃO
Foi possível verificar a eficácia da aplicação da metodologia Seis
Sigma dado que houve redução do número de latas perdidas no strip off.
Como consequência a produtividade do processo fabril aumentou e houve
um ganho financeiro devido redução do custo deste desperdício.
O nível sigma do processo que era 2,5 atingiu 2,8 com alterações
realizadas apenas na linha 1, o que resultou em um ganho financeiro de
cerca de U$ 135.000,00. Além deste ganho financeiro, houve ganhos,
também, na aparência da fábrica. Isso porque, há menos latas caídas e
espalhadas nos arredores do strip off.
Seguindo-se as fases do DMAIC é possível atingir metas e objetivos
propostos atuando, na maioria das vezes, de maneira simples já que as
ações vão de encontro às principais causas do problema.

REFERÊNCIAS BIBLIOGRÁFICAS
ABRALATAS, 2011 – www.abralatas.com.br. Acesso em: out, 2011.
ANDRIETTA, J. M.; MIGUEL, P. A. C. Aplicação do programa seis sigma no
Brasil: resultados de um levantamento tipo survey exploratório-descritivo e
perspectivas para pesquisas futuras. Gestão e Produção, v. 14, n. 2, p. 203-219,
2007
______________, A Importância do Método Seis Sigma na Gestão da Qualidade
Analisada sob uma Abordagem Teórica. Revista de Ciência & Tecnologia, v. 11,
n. 20, p. 91-98, 2002.
ECKES, G. A revolução Seis Sigma. Rio de Janeiro: Campus, 2001.
LINDGREN, R.; HENFRIDSSON, O.; SCHULTZE, U. Design Principles for
Competence Management Systems: a Synthesis of an Action Research
Study. Disponível em <http://www.quantiquali.com.br/revista/arquivos/O%20
Metodo%20da%20Pesquisa%20-%20Acao%20-20um%20estudo%20em%20uma
%20empresa%20de%20coleta%20e%20analise%20de%20dados.pdf> Acessado
em nov, 2011.
MATOS, J. L. Implementação de um projeto de melhorias em um processo de
reação química em batelada utilizando o método DMAIC. 2003. 127f.
Dissertação (Mestrado Engenharia da Produção) - Escola de Engenharia,
Universidade Federal do Rio Grande do Sul, Porto Alegre, 2003.
MÉTODOS E FERRAMENTAS, 2010 -
http://www.pdp.org.br/modelolivroweb/modelo/met_ferram/seissigma/fm6sigma_ro
t1.htm. Acesso em: ago, 2011.
MOURA, R. O Programa Seis Sigma: um estudo de caso em uma empresa do
Pólo Industrial de Manaus. T&C Amazônia, ano 2, n. 5, agosto de 2005.

PANDE, P. S.; NEUMAN R. P.; CAVANAGH, R. R. Estratégia Seis Sigma. Rio
de janeiro: Qualitymark, 2001.
PINTO, S. H. B; CARVALHO, M. M.; HO, L. L. Main quality programs
characteristics in large size Brazilian companies. International Journal of Quality
and Reliability Management, v. 25, n. 3, p. 276-291, 2008.
PYZDEK, T. Uma ferramenta em busca do defeito zero. HSM Management, n.
15, maio-jun, 2003.
RASIS, D.; GITLOW, H. S.; POPOVICH, E. Paper organizers International: A
fictitious Six Sigma Green Belt Case Study, I. Quality Engineering, v. 15, n.1, p.
127 – 145, september 2002.
REXAM do Brasil Ltda - Indústria de latas de alumínio. Minas Gerais – Brasil.
RIVERA, A.; MAROVICH, J. Use of Six Sigma to optimize cordis sales ad
management process. In: Proceeding of the 2001 Winter Simulation Conference,
Phoenix, Arizona, 2001.
SANTOMAURO, A. C. Vem expansão. Revista Alumínio. Versão online
disponível em <http://www.revistaaluminio.com.br/recicla-inovacao/23/artigo 2107
77-1.asp> Acesso em: setembro, 2011.
SIQUEIRA, J. Seis Sigma: Estratégias para a competitividade. Disponível em
<http://pt.scribd.com/doc/268797/Seis-Sigma-O-desafio-permanente> Acesso em
set, 2011.
STRINGER, E. T. Action Research: a Handbook for Practitioners. Sage, 1996.
WERKEMA, M. C. C. Criando a cultura Seis Sigma. Rio de Janeiro:
Qualitymark, 2002.

Top Related