







Línguas
Páginas
Legal


Univers idade de São Pau lo
Esco la de Engenhar ia de Lorena -EEL
ANA LUIZA CARVALHO BARQUETE
AVALIAÇÃO DA RESISTÊNCIA À EROSÃO DE UM CONCRETO REFRATÁRIO
ANTIEROSIVO COM APLICAÇÃO NA INDÚSTRIA PETROQUÍMICA
Lorena 2012

ANA LUIZA CARVALHO BARQUETE
AVALIAÇÃO DA RESISTÊNCIA À EROSÃO DE UM CONCRETO REFRATÁRIO ANTIEROSIVO COM APLICAÇÃO NA INDÚSTRIA PETROQUÍMICA
Monografia apresentada à Escola de Engenharia de Lorena – EEL-USP como requisito parcial para a conclusão de Graduação do curso de Engenharia Química. Orientador: Sebastião Ribeiro
Lorena
2012

DEDICATÓRIA
Em especial aos meus queridos pais, Ana Isabel e Carlos Henrique.
A minha irmã e amiga Ana Cláudia e ao meu amável sobrinho Vitor Hugo.
Aqueles que mesmo de longe estiveram comigo, sempre me dando apoio e todo
suporte que precisei.

AGRADECIMENTOS
Agradeço a Deus, em primeiro lugar, pela vida, saúde e pelo seu
encaminhamento em todas as coisas durante a elaboração deste trabalho.
Aos meus pais, Ana Isabel e Carlos Henrique, os quais sempre me deram
todo apoio, carinho e amor e também sempre acreditaram na minha
capacidade.
A minha irmã Ana Cláudia pelo amor, carinho e amizade de toda a vida.
Ao professor Sebastião Ribeiro, pela orientação e acompanhamento durante a
realização do trabalho e por transmitir os conhecimentos necessários para a
elaboração do mesmo.
A Escola de Engenharia de Lorena e ao Departamento de Engenharia de
Materiais por viabilizar o desenvolvimento deste trabalho.
Ao grupo de cerâmica, colegas e amigos do DEMAR pela amizade, auxílio e
contribuição para o desenvolvimento do trabalho.
Aos técnicos do DEMAR que foram bastante prestativos na parte experimental
do trabalho, principalmente ao técnico Geraldo Prado.
A Indústria Brasileira de Artigos Refratários Ltda, pelo apoio material e técnico,
especialmente ao Dr. Waldir de Sousa Resende.
Aos amigos e colegas pela amizade e companheirismo e pela ajuda nos
momentos que precisei.

“Nem tudo que se enfrenta pode
ser modificado, mas nada pode ser
modificado até que seja
enfrentado.”
Albert Einstein

RESUMO
Os concretos refratários, devido à sua resistência a altas temperaturas e a erosão,
são aplicados como revestimento de equipamentos industriais e fornos que
processam materiais os quais requerem simultaneamente estas propriedades. Estes
equipamentos apresentam com frequência desgastes por erosão e apesar da
importância do assunto, o número de pesquisas e artigos relacionados a este tema
são limitados. Portanto, devido a isto, existe a necessidade de estudos relacionados
ao melhor entendimento do mecanismo da erosão buscando uma melhor resistência
do material. Estes estudos, contudo, poderão permitir o aumento da vida útil de
equipamentos e consequentemente a diminuição de gastos com manutenção e
paradas não programadas nas linhas de produção. Neste trabalho, o principal
objetivo foi realizar um estudo da avaliação da resistência à erosão de um concreto
refratário aluminoso antierosivo do tipo comercial PAA-G fornecido pela IBAR, o qual
tem aplicação na indústria petroquímica. Os resultados indicam que os corpos de
prova queimados a temperatura de 1000○C apresentam melhor desempenho em
relação à resistência a erosão.
Palavras-chave: Concreto Refratário, Resistência à Erosão, Petroquímica.

ABSTRACT
Refractory concrete is widely used where the environment is aggressive and it
involves high temperature and erosion. The material is applied as linings for industrial
equipment and furnaces in materials process which require good resistance to high-
temperature and erosion. Erosion is frequently detected in these equipments, despite
the importance of the subject, only few studies and articles related to this topic exist.
Studies directed towards understanding of erosion mechanism will provide better
material resistance and will extend equipment service life, reduce maintenance costs
and eliminate unscheduled stops. The main objective was to study the erosion
behavior of a commercial aluminous antierosive refractory concrete (PAA-G) provided
by IBAR, that is used in the petrochemical industry. Results indicate that the samples
thermally treated at 1000○C present better performance related to resistance to
erosion.
Keywords: Refractory Concrete, Erosion Resistance, Petrochemical.

LISTA DE FIGURAS
Figura 1 - Representação esquemática do processo de aplicação de concretos
refratários. (a) vertido e vibrado, (b) projeção a seco e (c) projeção a úmido
(adaptado de LEE; MOORE, 1998). ........................................................................... 19
Figura 2 - Dispositivos de fixação de concretos refratários (DENISOV et al., 2007). . 21
Figura 3 - Efeito da temperatura de cura no limite à explosão em concretos
contendo cimento refratário (ARNOSTI et al, 1999)................................................... 24
Figura 4 - Transformações que podem ocorrer durante o aquecimento de concretos
refratários de alumina e contendo CAC (Adaptado de RIBEIRO; RODRIGUES, 2010).
................................................................................................................................... 28
Figura 5 - Desenho esquemático de um ciclone (SOLER&PALAU, 2012). ................ 30
Figura 6 - Ciclone utilizado em craqueamento catalítico revestido com concreto
refratário (DENISOV et al, 2007)................................................................................ 31
Figura 7 - Mecanismo de Abrasão (GONÇALVES, 2011). ......................................... 32
Figura 8 - Mecanismo de Erosão (GONÇALVES, 2011). ........................................... 32
Figura 9 - Ângulo de impacto do erodente (LOCATELLI, 2009). ............................... 34
Figura 10 - Representação esquemática do efeito do ângulo de impacto na taxa de
desgaste de materiais dúcteis e frágeis (ZUM GAHR, 1987). ................................... 34
Figura 11 - Crescimento de trinca durante o impacto da partícula. O sinal (+)
representa a superfície sob carregamento e o (-) indica a retirada de carga por parte
da partícula. A região escura denota deformação irreversível (SANTOS et al, 2009).
................................................................................................................................... 37
Figura 12 – Argamassadeira Planetária de Laboratório. ............................................ 42
Figura 13 – (a) Molde e (b) Corpo de prova confeccionado. ...................................... 42
Figura 14 – Retificadora Plana utilizada no procedimento. ........................................ 44
Figura 15 – (a) Disposição dos corpos de provas durante a retificação e (b) corpo de
prova retificado........................................................................................................... 44
Figura 16 – Corpo de prova sendo preparado no equipamento utilizado para o teste
de erosão. .................................................................................................................. 46
Figura 17 - Politriz semi-automática utilizada para o lixamento e polimento. ............. 48
Figura 18 – Gráfico de análise via DRX em função da temperatura de cura (adaptado
de MACZURA et al, 1983). ........................................................................................ 50
Figura 19 - Difratograma de raios X da amostra de matriz após hidratação (SANTOS
E., 2011). ................................................................................................................... 50
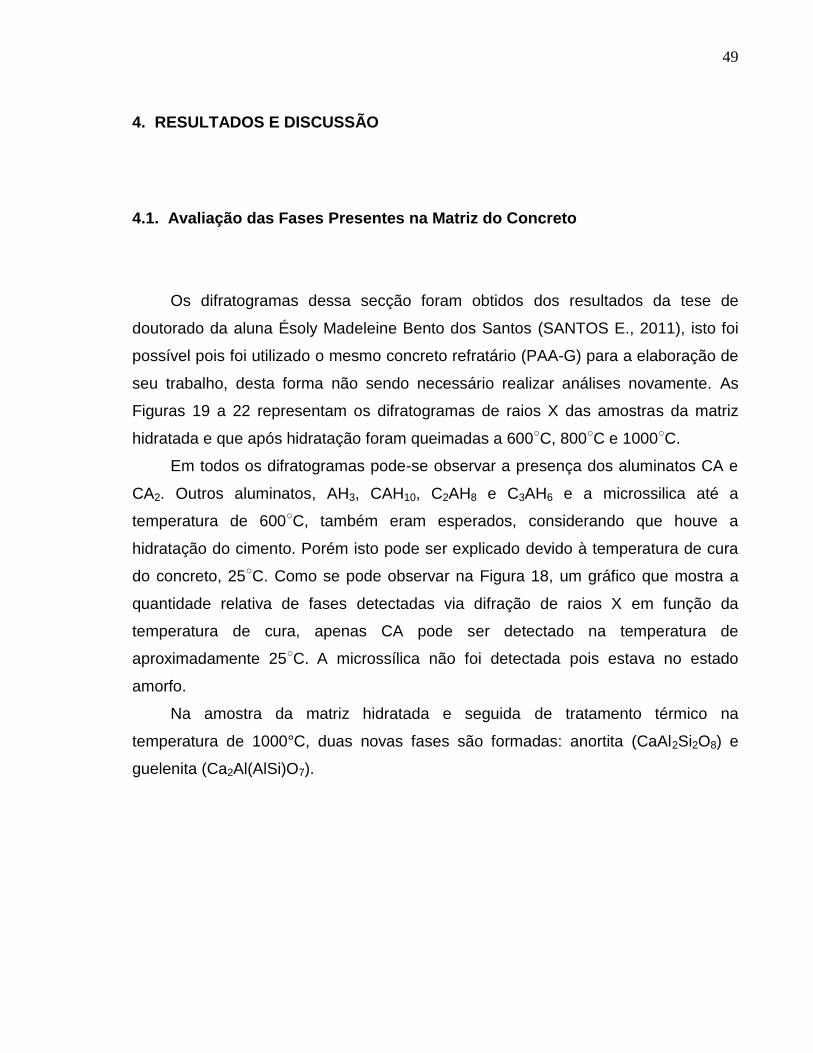
Figura 20 - Difratograma de raios X da amostra de matriz após hidratação seguida de
tratamento térmico à 600○C (SANTOS E., 2011). ...................................................... 51
Figura 21 - Difratograma de raios X da amostra de matriz após hidratação seguida de
tratamento térmico à 800○C (SANTOS E., 2011). ...................................................... 51
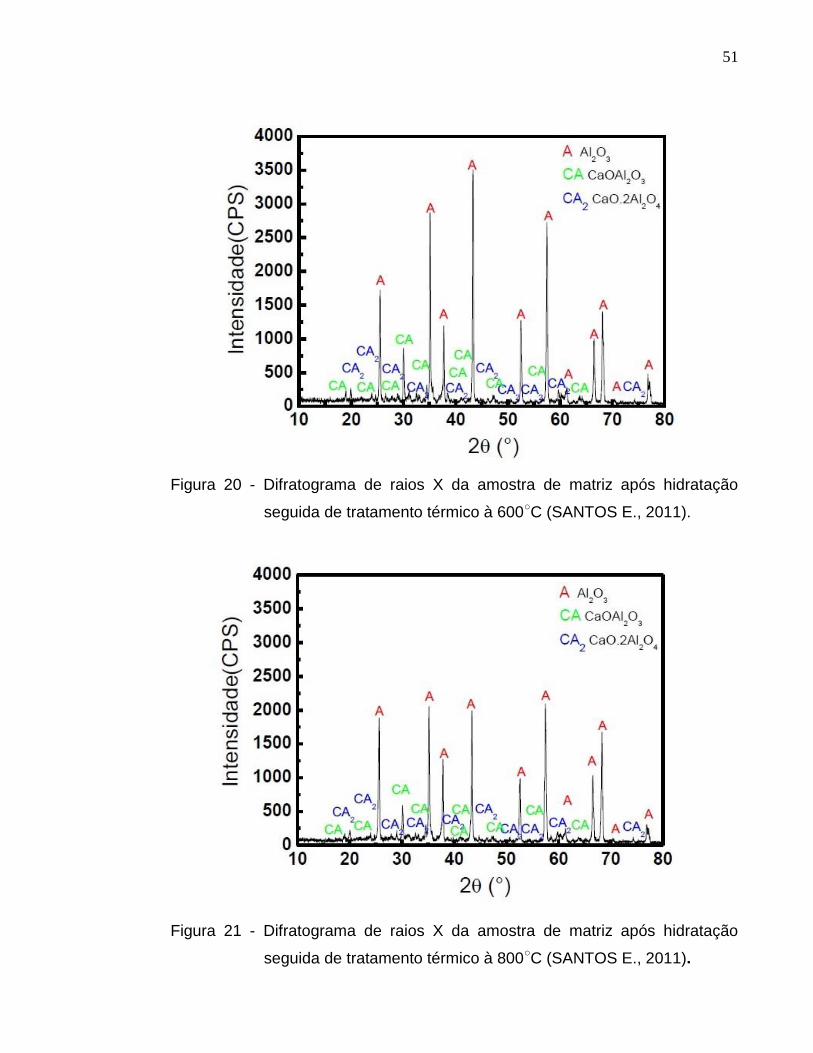
Figura 22 - Difratograma de raios X da amostra de matriz após hidratação seguida de
tratamento térmico à 1000○C (SANTOS E., 2011). .................................................... 52
Figura 23 – Fotografia dos corpos de prova infiltrados com cola instantânea após o
teste de erosão: (a) 1000°C, (b) 800°C e (c) 600°C. .................................................. 53
Figura 24 – Resultados da resistência à erosão do concreto aluminoso antierosivo
(PAA-G) queimados a 600°C, 800°C e 1000°C. ........................................................ 54
Figura 25 – Fotografias das superfícies dos corpos de prova antes e após o teste de
erosão: (a) e (b) na temperatura de queima de 600°C, (c) e (d) 800°C e (e) e (f)
1000°C. ...................................................................................................................... 55
Figura 26 - Micrografia de MEV do corpo de prova queimados a 600ºC. .................. 56
Figura 27 - Micrografia de MEV do corpo de prova tratado a 1000ºC. ....................... 57
Figura 28 - Fotografia da superfície ampliada de um corpo de prova queimado a
600○C. ........................................................................................................................ 58
Figura 29 - Micrografia de MEV destacando um agregado de um corpo de prova
queimado a 600○C. .................................................................................................... 58
Figura 30 - Fotografia da superfície ampliada de um corpo de prova queimado a
800○C. ........................................................................................................................ 59
Figura 31 - Micrografia de MEV destacando um agregado de um corpo de prova
queimado a 1000○C. .................................................................................................. 59
Figura 32 – Micrografia de MEV de um corpo de prova queimado a 1000○C. Em
destaque um agregado sendo consumido igualmente com a matriz. ........................ 61
LISTA DE TABELAS
Tabela 1 - Composição química do PAA-G.......................................................... 39
Tabela 2 - Distribuição granulométrica do concreto PAA-G................................. 40
Tabela 3 - Especificação do grão de carbeto de silício utilizado no teste de erosão..47
Tabela 4 - Média e desvio padrão do volume erodido para cada temperatura de
queima........................................................................................................................53
Tabela 5 - Comparativo dos Volumes Erodidos Médios nas temperaturas de 600○C,
800○C e 1000○C..........................................................................................................60

12
SUMÁRIO
1. INTRODUÇÃO, JUSTIFICATIVA E OBJETIVO ................................................. 14
2. REVISÃO BIBLIOGRÁFICA .............................................................................. 16
2.1. Refratários ....................................................................................................... 16
2.2. Concreto Refratário ......................................................................................... 17
2.2.1. Métodos de Aplicação e Processamento do Concreto Refratário ............. 18
2.2.1.1. Métodos de Aplicação ........................................................................ 18
2.2.1.2. Processamento .................................................................................. 22
Mistura e Moldagem .................................................................................... 22
Cura do Concreto Refratário ........................................................................ 23
Processo de Secagem e Queima ................................................................ 25
2.2.1. Hidratação e Desidratação do CAC ......................................................... 26
2.3. Ciclones ........................................................................................................... 29
2.4. Desgaste por Erosão ....................................................................................... 31
2.4.1. Fatores que Influenciam na Erosão de Equipamentos Industriais ............ 33
2.4.2. Ciência da Erosão ..................................................................................... 36
2.5. Resistência à Erosão de Concretos Refratários .............................................. 38
3. MATERIAIS E METODOS .................................................................................. 39
3.1. Materiais .......................................................................................................... 39
3.2. Metodologia ..................................................................................................... 41
3.2.1. Confecção dos Corpos de Prova para Avaliação de Erosão .................... 41
Mistura e Moldagem .................................................................................... 41
Cura ............................................................................................................. 43
Secagem e Queima ..................................................................................... 43
Retificação ................................................................................................... 43
3.2.2. Avaliação das Fases Presentes na Matriz do Concreto ............................ 45
13
3.2.3. Avaliação de Resistência à Erosão ........................................................... 45
3.2.4. Avaliação Microestrutural das Superfícies Polidas ................................... 47
4. RESULTADOS E DISCUSSÃO .......................................................................... 49
4.1. Avaliação das Fases Presentes na Matriz do Concreto ................................. 49
4.2. Avaliação da Resistência à Erosão do Concreto ............................................. 52
4.2.1. Avaliação do Volume Erodido ................................................................... 56
4.2.2. Efeito Sombra ........................................................................................... 57
4.3. Estudo Comparativo com os Resultados Obtidos Seguindo as Normas da
Petrobrás ................................................................................................................ 60
5. CONCLUSÃO ..................................................................................................... 62
REFERÊNCIAS BIBLIOGRÁFICAS .......................................................................... 63

14
1. INTRODUÇÃO, JUSTIFICATIVA E OBJETIVO
Concreto refratário é uma mistura de aglomerantes e agregados. Este material
é composto por uma matriz finamente granulada e agregados mais grosseiros. O uso
deste material se faz necessário em áreas onde é requerido simultaneamente
resistência à erosão e temperaturas elevadas.
No geral, a principal aplicação dos concretos refratários é revestir fornos e
equipamentos industriais que processam materiais em elevadas temperaturas tais
como ferro, aço, cimento, vidro e petróleo. Em particular, na indústria petroquímica
os refratários são utilizados em dutos, regeneradores, caldeiras, vasos separadores
e ciclones.
Os concretos utilizados em ciclones na indústria petroquímica normalmente
apresentam com frequência desgaste por erosão, que é caracterizado pela perda
progressiva de material em uma superfície, sendo esta perda consequência do
impacto de um fluído, que pode ser um líquido e/ou partículas sólidas. Apesar da
importância do assunto, há um número limitado de pesquisas e artigos relacionados
a este tema.
O desgaste por erosão de concretos refratários é um assunto que envolve
muitas variáveis e ainda apresenta muito que ser desenvolvido, tanto relacionado à
metodologias de aplicação como à sua composição. Portanto, um estudo mais
elaborado deste material é de grande relevância e necessidade visando à melhoria
de seu desempenho através do aumento de sua resistência à erosão e, como
consequência, obter a redução de custos de manutenção e aumentar a vida útil do
equipamento.
O presente trabalho teve como objetivo principal avaliar a resistência à erosão
de um concreto refratário aluminoso antierosivo utilizado em ciclones na indústria
petroquímica. Para isso, este material foi fornecido pela Indústria Brasileira de
Artigos Refratários (IBAR) e os corpos de prova foram moldados por prensagem e
retificados após a queima. Na sequência, foi realizado um estudo comparativo entre

15
os resultados obtidos a partir deste trabalho e aqueles levantados utilizando corpos
de prova confeccionados atendendo as normas da Petrobras.
16
2. REVISÃO BIBLIOGRÁFICA
2.1. Refratários
Material refratário, ou cerâmica refratária, é uma importante classe de cerâmica
que é largamente utilizada dentro da indústria para diversas aplicações como
revestimento de fornos para refino de metais, fabricação de vidro, tratamentos
térmicos metalúrgicos e geração de potência (CALLISTER, JR., 2002). Isto é
possível, devido este material apresentar como principais características resistência
a elevadas temperaturas, resistência química quando aplicado em ambientes
severos e por proporcionar o isolamento térmico. Porém, um material não vai
apresentar com facilidade todas essas características simultaneamente, então se faz
necessário um estudo da composição química e mineralógica do refratário de acordo
com a sua futura aplicação. Além disso, as propriedades deste material também são
determinadas através da granulometria das matérias-primas que o compõe e do
empacotamento resultante (GONÇALVES, 2011).
Este material possui diversas classificações dentre elas: refratários sílico-
aluminosos, de sílica, básicos e especiais, e o seu desempenho está relacionado
principalmente com a sua composição (CALLISTER, JR., 2002).
Existe uma busca constante em avanços tecnológicos na área de materiais
refratários, tanto como às metodologias de aplicação quanto à melhoria de
composição. Isto se deve a exigência de clientes, que buscam novas técnicas que
proporcionem a seus equipamentos maior vida útil, redução de custos de
manutenção e evitem paradas não programadas na produção, fatores que afetam
diretamente em seus lucros.
17
2.2. Concreto Refratário
Concreto refratário é uma mistura aglomerados e agregados refratários de
granulometria adequada (RAAD, 2008). Este material é composto por uma matriz
finamente granulada (partículas de diâmetro < 100 µm), e agregados mais grosseiros
da ordem de até centímetros (SANTOS E., 2011).
A matriz é composta por uma parte fina do agregado, por agentes ligantes
(aglomerantes) e aditivo. Os agentes ligantes são em grande parte óxidos que
possuem capacidade de se hidratar e que promovem um melhor agrupamento da
mistura, como exemplo pode-se citar os cimentos de aluminato de cálcio (CAC), que
são largamente utilizados em aplicações indústrias devido ao seu baixo custo,
disponibilidade e por ser capaz de proporcionar ao concreto uma resistência
mecânica a verde e resistência ao ataque químico severo (OLIVEIRA;
PANDOLFELLI, 2007). O aditivo, que pode ser químico ou de atuação física, é
adicionado com finalidade de otimizar o desempenho e alterar as propriedades do
concreto, apresentando grande impacto sobre as suas características químicas,
físicas, microestruturais e reológicas. Por esta razão e necessário realizar uma
escolha adequada do tipo de aditivo a ser utilizado (RAAD, 2008).
Os agregados podem ser considerados basicamente como o esqueleto da
mistura. Existem, no mercado, diversos agregados que apresentam diferentes
propriedades. O agregado deve ser escolhido de acordo com a sua aplicação e com
que material ele estará entrando em contato diretamente, como por exemplo, o
coque em indústrias petroquímicas. Esta medida é necessária e importante para
evitar que os agregados sejam atacados quimicamente ou de eles reajam com esse
material, prolongando assim a vida útil do concreto. Também e necessário o
conhecimento da resistência mecânica que ele pode oferecer ao concreto bem como
a sua capacidade de isolamento térmico (RAAD, 2008, SANTOS, 2008).
Adicionalmente, além dos agentes ligantes, agregados e aditivos, no preparo da
mistura do concreto refratário é adicionado água. A água desempenha a função de
proporcionar a hidratação dos agentes ligantes, além disto, a água também é

18
responsável pelo o aumento de fluidez do concreto fresco, facilitando assim o
envolvimento da matriz em torno do agregado (RAAD, 2008).
O concreto refratário tem sido muito utilizado em construções complexas que
possuem áreas de difícil acesso e que requerem altas temperaturas (MARTINOVIC
et al, 2012). Este material tem demonstrado vantagens de aplicação, dentre elas
estão: baixo custo de confecção, rápida instalação, manutenção de fornos
simplificada e reduzida, boa resistência a choque térmico e disponibilidade do
material (MACZURA et al, 1993). Devido a essas vantagens apresentadas, a
aplicação do material como revestimento de equipamentos na indústria metalúrgica,
química e cimenteira está sendo largamente utilizada e por isso, a melhoria do
desempenho deste material é de grande importância (GUNGOR et al, 2012).
2.2.1. Métodos de Aplicação e Processamento do Concreto Refratário
O conceito de aplicação e de processamento de um concreto refratário é um
assunto extremamente complexo devido à influência de diversas variáveis
envolvidas. Dentre as variáveis mais importantes estão: a distribuição granulométrica
do material, a relação entre a quantidade de cimento e agregado, o tipo de agente
ligante, a dosagem de água, a temperatura e o tempo envolvidos no processo de
cura, secagem e queima.
2.2.1.1. Métodos de Aplicação
A escolha do métodos de aplicação de um concreto refratário estará ligada
diretamente à circunstância que o material será exposto. Atualmente, existem
diversos métodos de aplicação, dentre eles os mais comuns o material é socado,
vertido, vertido e vibrado, auto-escoado, projetado, e bombeado (STUDART;
19
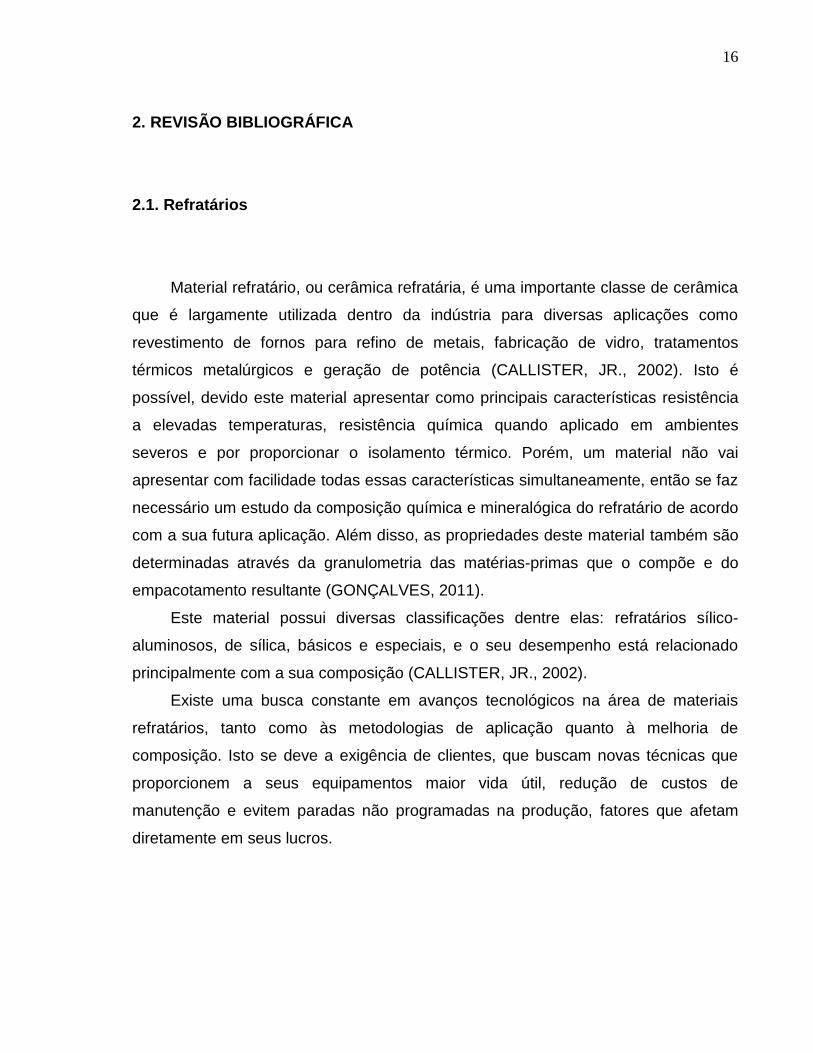
PILEGGI; PANDOLFELLI, 2001). A Figura 1 mostra dois tipos de instalação,
projetável e vibrável.
Figura 1 - Representação esquemática do processo de aplicação de concretos
refratários. (a) vertido e vibrado, (b) projeção a seco e (c) projeção a
úmido (adaptado de LEE; MOORE, 1998).
20
O método de aplicação vertido e vibrado começou a ser a utilizado em
refratários a partir de 1920, e dentro dos fatores de influência sobre o processo de
aplicação, os que são dada maior importância é a viscosidade e as condições de
cura do concreto (LEE; MOORE, 1998).
Como representado na figura 1, o método de aplicação por projeção pode ser
realizado de duas técnicas projeção a seco e a úmido. A projeção a úmido requer
menos tempo de instalação que o vertido, mantendo uma boa homogeneização
microestrutural, porém seu custo é elevado devido à logística requerida na sua
aplicação. A projeção a seco tem requerido um menor tempo de instalação e
apresentado um menor custo na sua aplicação, porém tem apresentado maior
porosidade e menor homogeneização. (VALENZUELA et al, 2008).
Atualmente, o método por bombeamento vem demonstrando o crescimento em
importância tecnológica na instalação de concretos, pois este método proporciona
baixo custo, eficiência, aproveitamento de todo material sem desperdício, rápida
aplicação para peças que seus moldes encontram-se distantes do local de mistura.
Porém, para o seu aproveitamento tecnológico adequado é necessário o
conhecimento do comportamento reológico e do tempo de pega do concreto, para
que este seja apropriado para o processo (OLIVEIRA; PANDOLFELLI, 2007).
Para a fixação dos concretos aplicados pelos métodos de lançamento e
vibração, socagem e projeção, são utilizados diversos dispositivos que auxiliam esta
etapa da aplicação. Esta etapa apresenta extrema importância, pois se realizada de
maneira equivocada prejudicará diretamente a vida útil do equipamento, facilitando a
ocorrência de erosão e abrasão e o ataque de agentes químicos corrosivos
(DENISOV et al, 2007).
Alguns dispositivos de fixação encontrados no mercado são representados na
Figura 2.

21
Figura 2 - Dispositivos de fixação de concretos refratários (DENISOV et al.,
2007).
A Figura 2(a) representa o dispositivo de fixação realizada por meio de malha
hexagonal, as Figuras 2(b), 2(c), e 2(d) representam dispositivos realizados por meio
de grampos metálicos, que podem ser de diversos modelos como: “Y”, “V”, “U”, em
G, rosqueado, de chapa, soldado, tridente, etc. Quando o concreto refratário é
requerido em ambiente que apresenta simultaneamente alta temperatura, e esta
exposto a condições que podem provocar abrasão e erosão, uma só camada de
revestimento não é o suficiente. Na Figura 2(d) pode-se observar um revestimento de
dupla camada: a camada interna é de um concreto refratário isolante e camada

22
externa de um concreto refratário com alta densidade e resistência ao desgaste por
erosão e abrasão (DENISOV et al, 2007).
2.2.1.2. Processamento
O concreto refratário, diferente do concreto para a construção civil, apresenta
as para seguintes etapas de processamento: mistura e moldagem, cura, secagem e
queima. Todas as etapas possuem sua devida importância durante o processo, e
elas em conjunto que irão definir as futuras propriedades apresentadas no material.
Na etapa de mistura e moldagem é definida a granulometria do material, a
quantidade de água a ser utilizada, a velocidade de mistura, o tipo de agente ligante
e de aditivo. A temperatura e o tempo de cura serão definidos dependendo das
propriedades desejadas e as futuras aplicações do concreto. A secagem é a etapa
que tem como objetivo a retirada do excesso de água, que é prejudicial ao material, e
a queima visa formar fases desejáveis.
Mistura e Moldagem
A etapa de mistura é fundamental para aplicação do concreto, pois a sua
composição que irá definir o tempo de parada de manutenção ou de substituição do
revestimento do equipamento (STUDART; PILEGGI; PANDOLFELLI, 2001). Uma
melhor escolha da composição do material permite ao mesmo uma melhor
homogeneidade microestrutural e a dispersão adequada do agente ligante é
fundamental para aperfeiçoar todo o processo (VALENZUELA et al, 2008, OLIVEIRA;
PANDOLFELLI, 2007).
O ajustamento da distribuição granulométrica pode ser considerado uma ótima
ferramenta para a melhoria do desempenho do concreto refratário. Segundo

23
Innocentini et al (2001) estudos têm apresentado que a distribuição adequada do
tamanho de partículas e o seu empacotamento no processamento influi diretamente
na quantidade e formato de poros na estrutura do material, assim determinando a
permeabilidade do material e consequentemente a saída água durante a secagem.
Existe, atualmente, uma grande preocupação com o menor consumo de
energia, então os concretos que exigem misturadores de menor potência e que
rapidamente são misturados, são mais apropriados (STUDART; PILEGGI;
PANDOLFELLI, 2001). Além disso, estudos para o melhor desempenho mecânico e
térmico de concretos, seja durante a sua aplicação ou o seu processamento, estão
sendo realizados. Estes estudos visam diminuir a quantidade de água e de agentes
ligantes hidráulicos à base de cálcio, e vem demonstrando uma maior resistência
mecânica e melhor refratariedade.
.
Cura do Concreto Refratário
Durante a etapa de cura, duas variáveis necessitam atenção e cuidados
especiais: o tempo e a temperatura. Segundo Cardoso et al (2004), o tempo de cura
é uma variável de grande importância no processamento de concretos refratários de
alta alumina, pois este influi diretamente na hidratação do material, processo o qual
será melhor explicado posteriormente. Este processo permite a formação de
diferentes compostos hidratáveis, e estes compostos influem diretamente nas
características e propriedades do material. A temperatura de cura é responsável pela
cinética de hidratação do material e têm influência em algumas propriedades do
material como permeabilidade, resistência mecânica e condutividade térmica
(AKIYOSHI et al, 2004, CARDOSO et al , 2004).
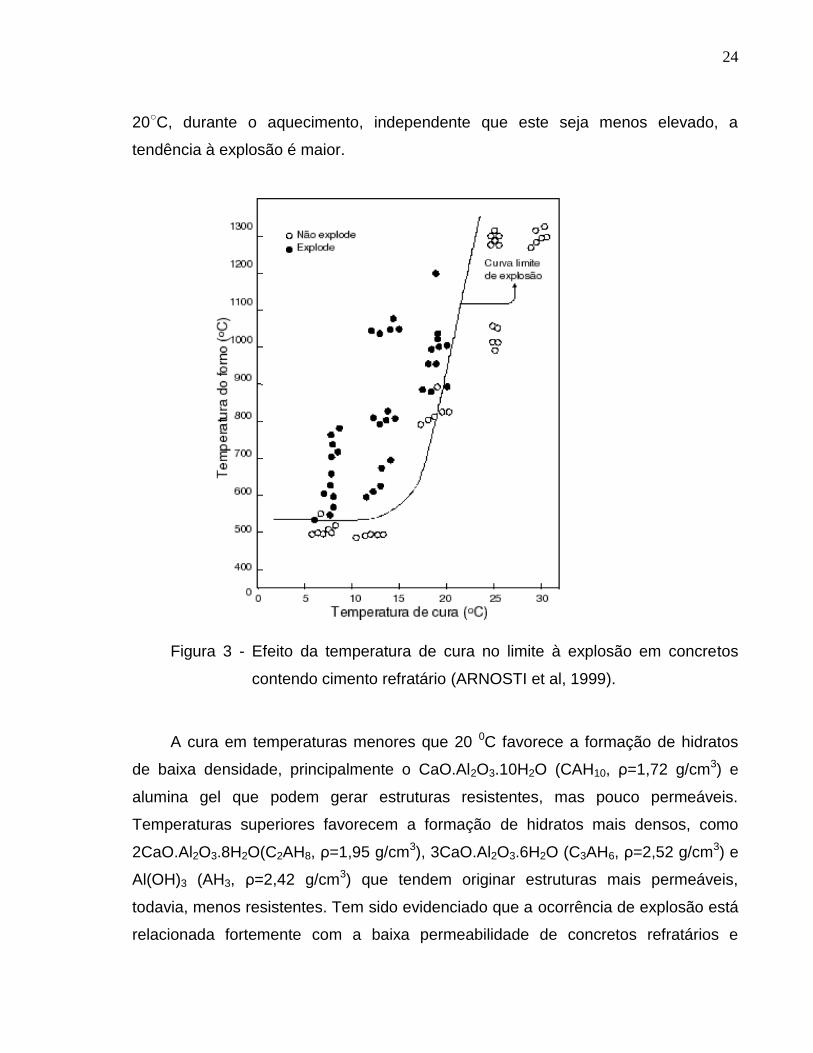
Baixas temperaturas de cura (menores que 20○C) têm sido descritas como
grande fator de influência em explosões do material em etapas posteriores
(AKIYOSHI et al, 2004). A Figura 3 representa o efeito da temperatura de cura no
limite à explosão. Observa-se na Figura 3, que em temperaturas de cura abaixo de
24
20○C, durante o aquecimento, independente que este seja menos elevado, a
tendência à explosão é maior.
Figura 3 - Efeito da temperatura de cura no limite à explosão em concretos
contendo cimento refratário (ARNOSTI et al, 1999).
A cura em temperaturas menores que 20 0C favorece a formação de hidratos
de baixa densidade, principalmente o CaO.Al2O3.10H2O (CAH10, ρ=1,72 g/cm3) e
alumina gel que podem gerar estruturas resistentes, mas pouco permeáveis.
Temperaturas superiores favorecem a formação de hidratos mais densos, como
2CaO.Al2O3.8H2O(C2AH8, ρ=1,95 g/cm3), 3CaO.Al2O3.6H2O (C3AH6, ρ=2,52 g/cm3) e
Al(OH)3 (AH3, ρ=2,42 g/cm3) que tendem originar estruturas mais permeáveis,
todavia, menos resistentes. Tem sido evidenciado que a ocorrência de explosão está
relacionada fortemente com a baixa permeabilidade de concretos refratários e

25
também com programas de aquecimento não otimizados (AKIYOSHI et al, 2004,
SALOMÃO; BITTENCOURT; PANDOLFELLI, 2008).
Processo de Secagem e Queima
O processo de secagem pode ser definido, como a etapa de retirada de água
indesejável do material utilizado, realizada de forma rápida e com o menor custo de
energia possível. Observando todo o processamento, pode-se concluir que é uma
etapa muito abrangente, pois esta engloba desde o processo de mistura e moldagem
até a queima do material (ARNOSTI et al, 1999). Esta etapa, é uma das mais
complexas, pois influi em vários pontos relevantes na aplicação do material na
indústria, como o gasto com energia, o tempo de parada para manutenção de
equipamentos e o cuidado e atenção para evitar acidentes e até mesmo explosões
(AKIYOSHI et al, 2004).
Segundo Arnosti et al (1999), a literatura apresenta diferentes formas de
secagem que podem ser aplicadas em concretos refratários, dentre elas: secagem
em estufa, sublimação, microondas, adição de solvente e secagem supercrítica.
Todas elas apresentam suas vantagens e desvantagens em relação a sua aplicação,
porém a secagem em estufa é a mais utilizada devido a sua simplicidade de
operação. A técnica de secagem em estufa apresenta a vantagem de garantia de
retirada total de umidade, no entanto, apresenta a desvantagem de modificar a
estrutura porosa e provocar o efeito de capilaridade, mecanismo que gera forças
internas e é prejudicial no processo.
Normalmente, o processo de secagem e de queima como um todo ocorre em
três diferentes estágios. O primeiro estágio denomina-se evaporação e envolve a
retirada da água presente nas camadas mais próximas à superfície do material.
Uma vez que a superfície seque, uma nova frente de aquecimento penetra no
material até encontrar suas camadas mais internas ainda úmidas. Este estágio é
denominado ebulição, cuidados devem ser tomados durante este estágio para que a
26
taxa de aquecimento não seja elevada e a pressão interna gerada supere a
resistência mecânica do material provocando acidentes. No terceiro estágio, ocorre
a queima do material em temperaturas elevadas, nesta etapa observa-se a
decomposição da água combinada na forma de hidratos. (SALOMÃO;
BITTENCOURT; PANDOLFELLI, 2008)
2.2.1. Hidratação e Desidratação do CAC
Os CACs são os agentes ligantes mais requeridos para o uso em misturas de
materiais utilizados no processamento de concretos refratários com aplicação
industrial. Isto é possível devido à sua disponibilidade, baixo custo, e a capacidade
de conferir alta resistência mecânica à verde e a resistência ao ataque químico
severo, quando em uso. A composição química dos CACs varia entre 40 a 80% de
Al203 e fases que estão principalmente presentes são: CaO.Al2O3 (CA), cerca de 40 a
70% do produto; CaO.2Al2O3 (CA2), que é a segunda em proporção (< 25%) e a fase
12CaO.7Al2O3 (C12A7), em teores de 3% ou menos. Os hidratos aluminato de cálcio
são formados pela reação de estas fases com a água (MACZURA et al 1993;
OLIVEIRA; PANDOLFELLI, 2007, SANTOS, 2011, LEE et al, 2001, LUZ;
PANDOLFELLI, 2011).
O processo de hidratação do cimento inicia-se a partir do primeiro contato da
água com a superfície de suas partículas. Este processo depende de vários fatores
além teor de água, como o tempo, a relação entre a concentração de íons Ca2+ e
Al(OH)4- e principalmente da temperatura, e estes fatores em conjunto determinarão
as fases dos hidratos do aluminato de cálcio que se formarão. Este processo envolve
três estágios diferentes: dissolução de íons, nucleação e precipitação de fases
hidratadas (GARCIA; OLIVEIRA; PANDOLFELLI, 2007; OLIVEIRA; PANDOLFELLI,
2009, LEE et al, 2001).
No primeiro estágio, quando as partículas de cimento entram em contato com a
água, fases anidras de aluminato de cálcio começam a dissociar e liberar íons cálcio

27
(Ca2+) e tetra hidróxido aluminato (Al (OH)4-) no meio líquido. A reação (1) seguinte
demonstra este estágio (GARCIA; OLIVEIRA; PANDOLFELLI, 2007; OLIVEIRA;
PANDOLFELLI, 2009).
Ca (AlO2)2 + 4H20 Ca2+ + 2Al (OH)4- (1)
O processo de dissolução ocorre até que a concentração de estes íons alcance
um certo nível de saturação, promovendo a sua precipitação na forma de hidratos de
aluminato de cálcio, por meio de mecanismos de nucleação e crescimento. A
precipitação dos primeiros produtos hidratados diminui a concentração de íons em
solução para níveis abaixo da condição de saturação, favorecendo a dissociação de
fases anidras. Isto resulta num processo contínuo de dissolução-precipitação que
ocorre até que a maioria (ou toda) fases anidra tenha reagido. Desde que a
nucleação heterogênea na superfície de partículas seja favorecida, as fases
hidratadas precipitadas tendem a formar fortes ligações entre partículas vizinhas,
promovendo o endurecimento ou pega do concreto (OLIVEIRA; PANDOLFELLI,
2007, SANTOS E., 2011).
A Figura 4 mostra o completo processo de hidratação, desidratação e
sinterização de um concreto refratário à base de alumina contendo CAC, indicando a
região de temperatura onde ocorre formação e transformação de fases (RIBEIRO;
RODRIGUES, 2010).
28
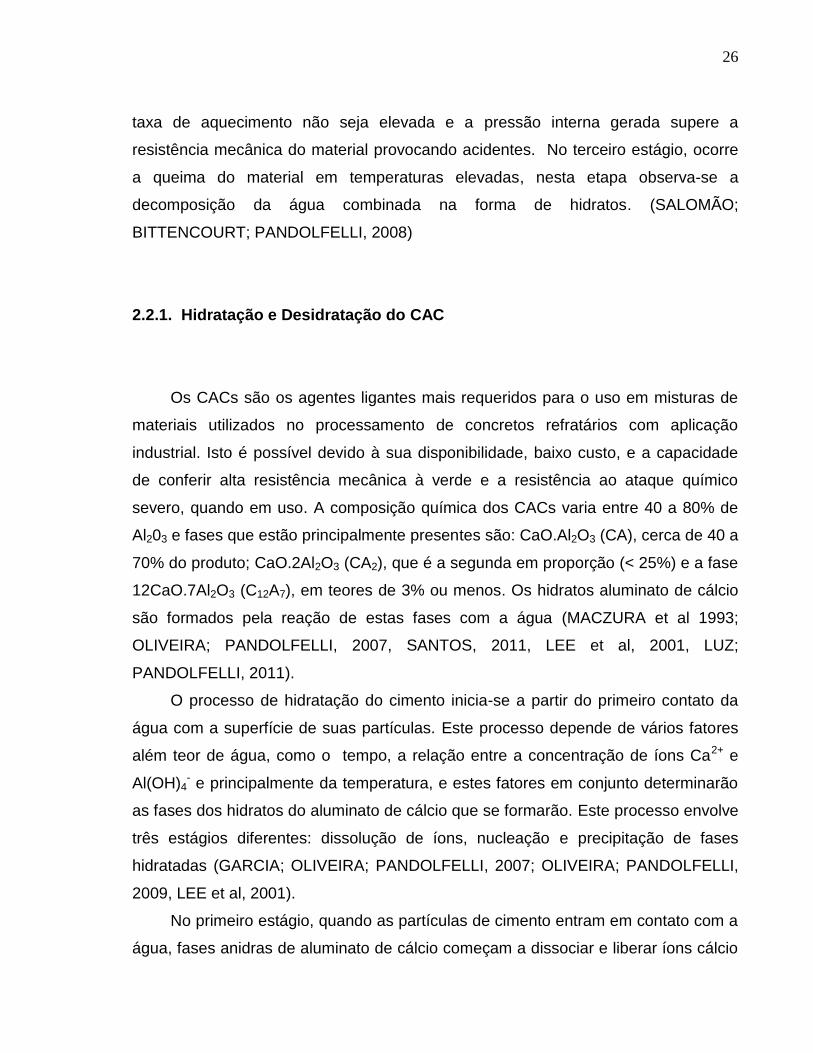
Figura 4 - Transformações que podem ocorrer durante o aquecimento de
concretos refratários de alumina e contendo CAC (Adaptado de
RIBEIRO; RODRIGUES, 2010).
No topo da Figura 4 é mostrado o cimento, apresentando as fases CaO.Al2O3
(CA), CaO.2Al2O3 (CA2) e 12CaO.7Al2O3 (C12A7) hidratadas com água (H), e os
agregados de alumina. Essas fases quando entram em contato com a água, se
hidratam e transformam-se em vários hidratos. A estrutura cristalina destes hidratos
depende da temperatura, à qual pode variar entre 20 e 350○C. As fases AH3, CAH10,
C2AH8 e C3AH6, representam Al2O3.3H2O (ou Al(OH)3), CaO.Al2O3.10H2O,
2CaO.Al2O3.8H2O e 3CaO.Al2O3.6H2O respectivamente. Quando as temperaturas
aumentam estes hidratos se decompõem e formam CA, CA2, C (CaO), A(Al2O3),
C12A7 e até CA6 (CaO.6Al2O3) (RIBEIRO; RODRIGUES, 2010).
Cimento não
Hidratado
Alumina Tubular

29
Transformações que ocorrem no processo de hidratação e desidratação
promovem uma modificação microestrutural podendo levar no aumento ou
diminuição da resistência mecânica do material. Segundo Santos E. (2011), alguns
trabalhos realizados de concretos ou pastas de CAC, têm mostrado que quando
estes concretos são aquecidos em temperaturas entre 200 e 300○C perdem sua
resistência mecânica quando comparados a concretos somente curados, isto ocorre
devido à saída de água na desidratação há um aumento da porosidade. No entanto,
acima de 1100○C há uma recuperação do módulo de elasticidade devido à formação
de ligações cerâmicas.
2.3. Ciclones
Os ciclones são utilizados largamente na indústria devido ao seu baixo custo de
investimento e manutenção, e também porque podem ser construídos de uma
enorme variedade de materiais (DA SILVA, BRIENS, BERNIS, 2003). Entretanto,
estes materiais devem ser adequados para cada tipo de condição de operação
envolvida tais como: altas pressões, elevadas temperaturas e gases corrosivos
(RAAD, 2008).
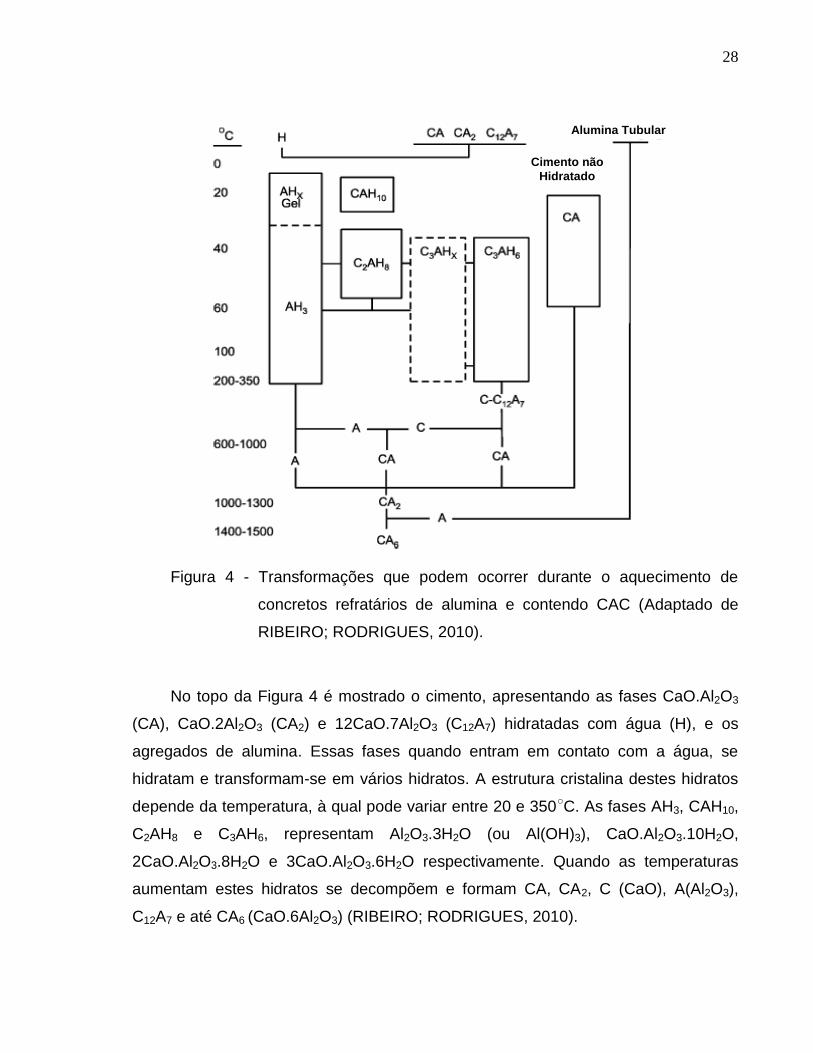
Como mostra a Figura 5, o corpo do ciclone é formado por uma parte cônica e
outra cilíndrica. A entrada do equipamento é usualmente tangencial a parede
cilíndrica próxima ao topo. O tubo de saída do gás, usualmente chamado de vórtex
ou finder, é fixo na parte superior dos ciclones (SANTOS E., 2011).
30
Figura 5 - Desenho esquemático de um ciclone (SOLER&PALAU, 2012).
A principal aplicação dos ciclones é como separador, que tem função de
remover partículas do ar ou dos gases em processos. Porém, os ciclones também
podem ser utilizados como reator químico, trocador de calor, para secagem de
materiais granulares e combustão de óleos. Em particular, na indústria petroquímica,
ele é responsável por reter o catalisador e dar continuidade à obtenção de gasolina,
assegurando que o catalisador não seja emitido para a atmosfera e evitando assim a
sua perda e o efeito poluente (SILVA, 2006).
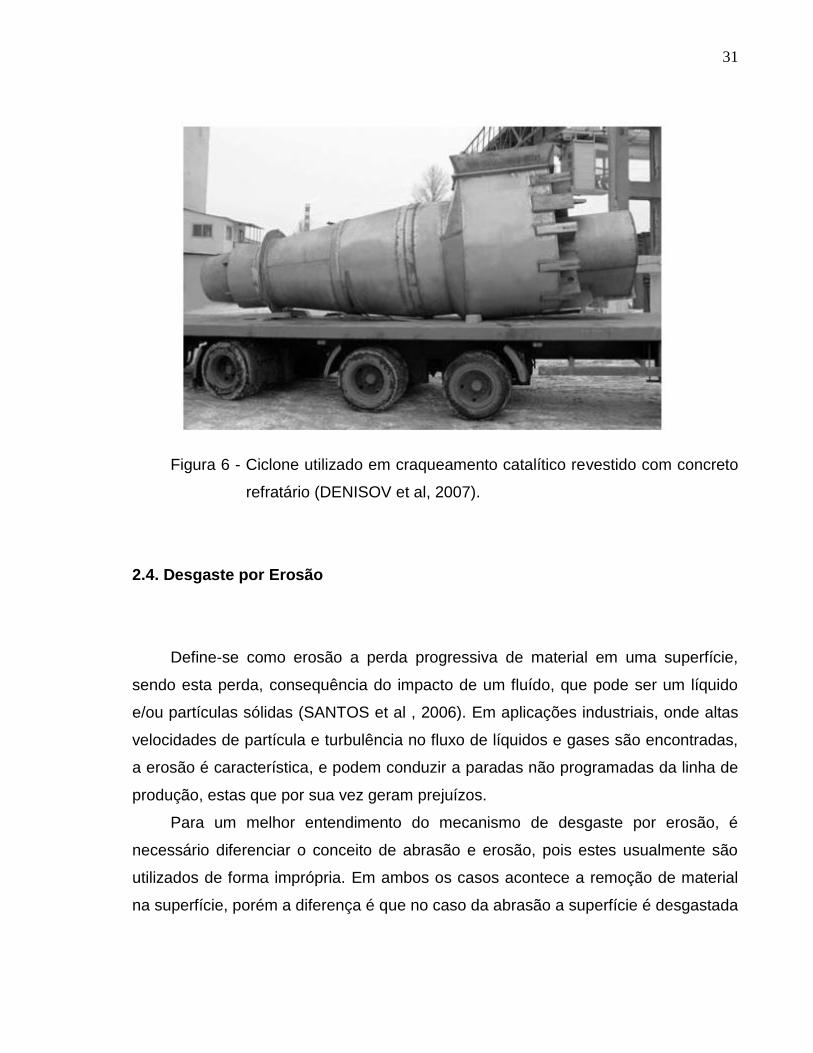
A Figura 6 representa um ciclone utilizado em craqueamento catalítico revestido
com concreto refratário.
31
Figura 6 - Ciclone utilizado em craqueamento catalítico revestido com concreto
refratário (DENISOV et al, 2007).
2.4. Desgaste por Erosão
Define-se como erosão a perda progressiva de material em uma superfície,
sendo esta perda, consequência do impacto de um fluído, que pode ser um líquido
e/ou partículas sólidas (SANTOS et al , 2006). Em aplicações industriais, onde altas
velocidades de partícula e turbulência no fluxo de líquidos e gases são encontradas,
a erosão é característica, e podem conduzir a paradas não programadas da linha de
produção, estas que por sua vez geram prejuízos.
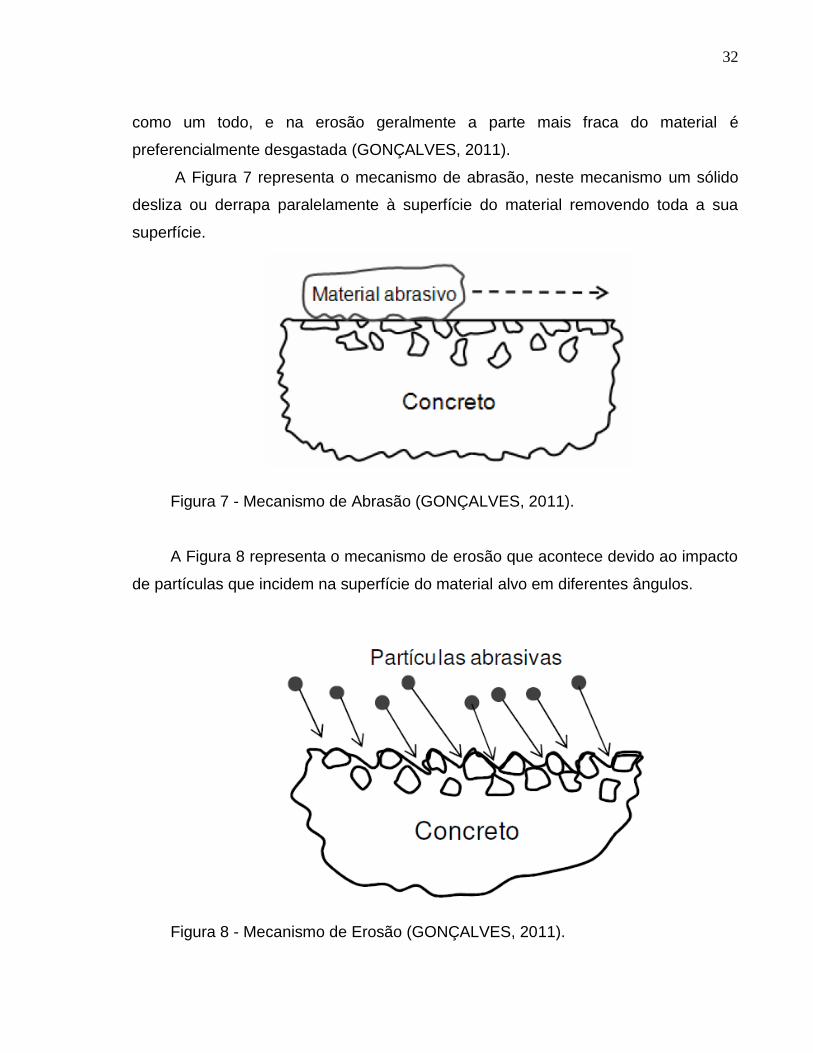
Para um melhor entendimento do mecanismo de desgaste por erosão, é
necessário diferenciar o conceito de abrasão e erosão, pois estes usualmente são
utilizados de forma imprópria. Em ambos os casos acontece a remoção de material
na superfície, porém a diferença é que no caso da abrasão a superfície é desgastada
32
como um todo, e na erosão geralmente a parte mais fraca do material é
preferencialmente desgastada (GONÇALVES, 2011).
A Figura 7 representa o mecanismo de abrasão, neste mecanismo um sólido
desliza ou derrapa paralelamente à superfície do material removendo toda a sua
superfície.
Figura 7 - Mecanismo de Abrasão (GONÇALVES, 2011).
A Figura 8 representa o mecanismo de erosão que acontece devido ao impacto
de partículas que incidem na superfície do material alvo em diferentes ângulos.
Figura 8 - Mecanismo de Erosão (GONÇALVES, 2011).

33
2.4.1. Fatores que Influenciam na Erosão de Equipamentos Industriais
Existem vários fatores que influenciam a erosão de um material, dentre eles
alguns são devido às propriedades das partículas erosivas como: a velocidade,
tamanho, forma, densidade e ângulo de impacto; e outros devido às propriedades do
material da superfície como: resistência física e mecânica, rugosidade, tamanho de
grãos e porosidade. Esses fatores serão melhor explicados a seguir (SANTOS et al ,
2006, SANTOS E., 2011).
Os fatores responsáveis pelo desgaste por erosão podem ser classificados
como:
a) Operacionais
Velocidade de impacto das partículas erodentes: este fator tem efeito
significativo sobre a taxa de erosão (∆E) de um material, dada pela
razão entre o material perdido no desgaste e a sua quantidade
original. A dependência com a velocidade é caracterizada por um
expoente p e é dada pela Equação seguinte:
(2.1)
Em que:
ΔE é a velocidade de desgaste erosivo (g/g);
V é a velocidade de impacto (m/s);
p é uma constante do material.
Α é a constante de proporcionalidade.
O valor de p para metais é aproximadamente 2, para cerâmicos 3 e polímeros 5.
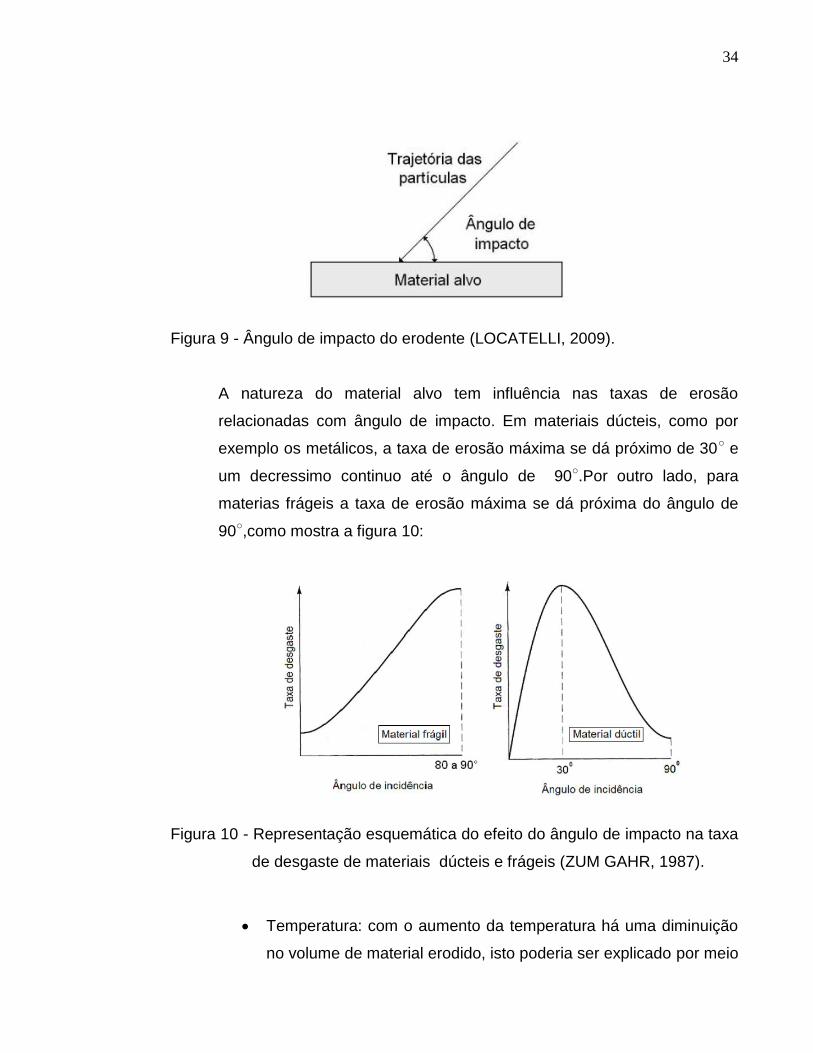
Ângulo de impacto: definido como o ângulo entre a superfície do
material alvo e a trajetória da partícula impactada como mostra a
Figura 9:
34
Figura 9 - Ângulo de impacto do erodente (LOCATELLI, 2009).
A natureza do material alvo tem influência nas taxas de erosão
relacionadas com ângulo de impacto. Em materiais dúcteis, como por
exemplo os metálicos, a taxa de erosão máxima se dá próximo de 30○ e
um decressimo continuo até o ângulo de 90○.Por outro lado, para
materias frágeis a taxa de erosão máxima se dá próxima do ângulo de
90○,como mostra a figura 10:
Figura 10 - Representação esquemática do efeito do ângulo de impacto na taxa
de desgaste de materiais dúcteis e frágeis (ZUM GAHR, 1987).
Temperatura: com o aumento da temperatura há uma diminuição
no volume de material erodido, isto poderia ser explicado por meio

35
do fato dos agregados se expandirem à temperaturas elevadas
criando uma tensão compressiva residual que melhora a
resistência a erosão, além disso a altas temperaturas podem
ocorrer deformação viscoplástica.
Fluxo de partículas: quando existe um elevado fluxo de partículas,
a erosão é diminuída devido à interferência de outras partículas
(SANTOS E., 2011, LOCATELLI, 2009, YANG et al, 2012).
b) Propriedades das partículas erosivas
Tipo do material
Tamanho das partículas; quanto menor o tamanho menor o volume
erodido, isto pode ser explicado pela menor energia cinética das
partículas de menor tamanho.
Propriedades físicas e mecânicas – partículas com maior dureza tem
capacidade de provocar mais desgaste por erosão (SANTOS et al,
2006; SANTOS E., 2011).
c) Propriedades do material da superfície
Propriedades físicas e mecânicas
Rugosidade
Tamanho de grão
Porosidade: quanto maior a porosidade menor a resistência à erosão
(SANTOS E., 2011).
36
2.4.2. Ciência da Erosão
Segundo Santos et al, 2009, existem dois modelos que são mais aceitos na
descrição da erosão de cerâmicas densas que são o de Evans e o de Wiederhorn-
Lawn. Nos dois modelos, o impacto da partícula é normal à superfície do alvo e a
erosão é o resultado acumulativo do impacto de partículas isoladas, sem que haja
interação entre elas. Além disso, em ambos a ocorrência de erosão é considerada
inteiramente por propagação de trincas e quebra de partes do material. A diferença
mais importante entre os modelos é a contribuição da deformação plástica no
processo de formação de trincas.
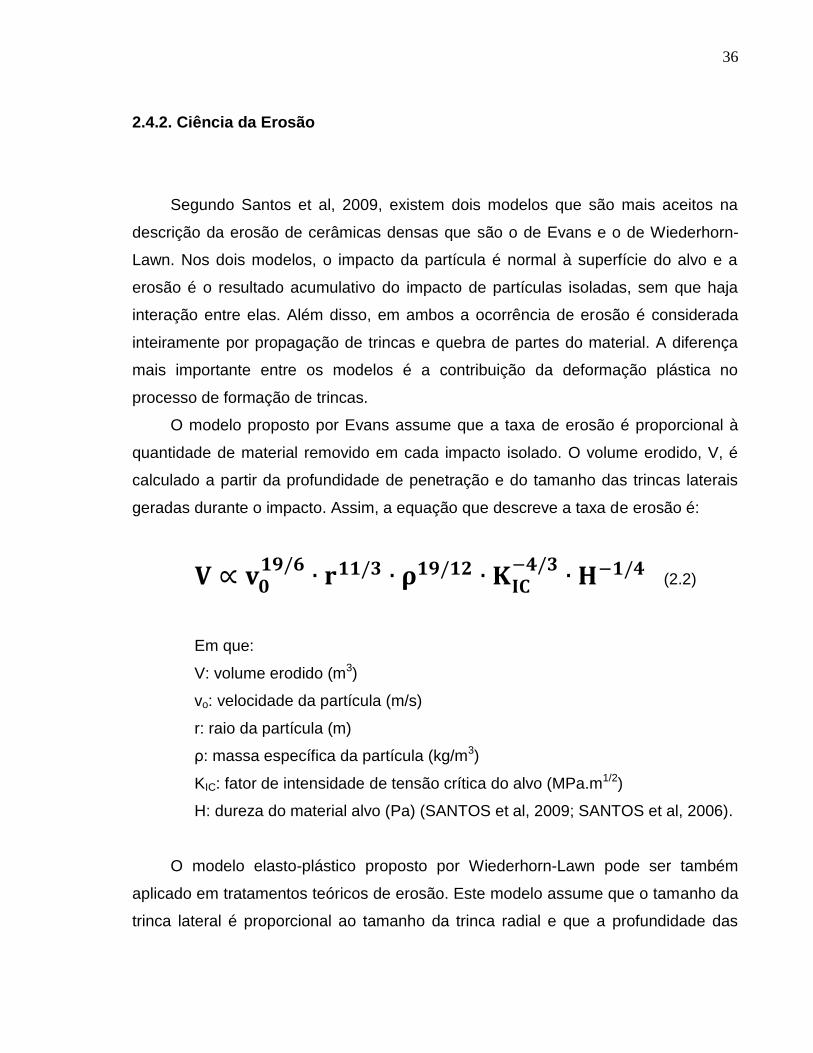
O modelo proposto por Evans assume que a taxa de erosão é proporcional à
quantidade de material removido em cada impacto isolado. O volume erodido, V, é
calculado a partir da profundidade de penetração e do tamanho das trincas laterais
geradas durante o impacto. Assim, a equação que descreve a taxa de erosão é:
(2.2)
Em que:
V: volume erodido (m3)
vo: velocidade da partícula (m/s)
r: raio da partícula (m)
ρ: massa específica da partícula (kg/m3)
KIC: fator de intensidade de tensão crítica do alvo (MPa.m1/2)
H: dureza do material alvo (Pa) (SANTOS et al, 2009; SANTOS et al, 2006).
O modelo elasto-plástico proposto por Wiederhorn-Lawn pode ser também
aplicado em tratamentos teóricos de erosão. Este modelo assume que o tamanho da
trinca lateral é proporcional ao tamanho da trinca radial e que a profundidade das

37
trincas laterais é proporcional a penetração máxima de partícula, assim a taxa de
erosão pode ser obtida pela equação:
(2.3)
O modelo descrito na equação 2.3 melhor se aplica em altas temperaturas,
quando o desgaste ocorre tanto de maneira frágil, com formação de trincas laterais,
como dúctil, com presença de deformação viscoplástica (SANTOS et al, 2009).
A Figura 11 ilustra o crescimento de trincas durante o impacto da partícula. A
formação de trincas radiais ocorre quando a superfície está sob carregamento
durante o impacto. A sua orientação de propagação é perpendicular à superfície e
estas são responsáveis principalmente pela degradação da resistência mecânica do
material. Por outro lado, a formação de trincas laterais está mais relacionada ao
desgaste por erosão e estas ocorrem paralelamente a superfície do material.
Figura 11 - Crescimento de trinca durante o impacto da partícula. O sinal (+)
representa a superfície sob carregamento e o (-) indica a retirada
de carga por parte da partícula. A região escura denota
deformação irreversível (SANTOS et al, 2009).
38
2.5. Resistência à Erosão de Concretos Refratários
De acordo com a literatura, muitos concretos refratários demonstram que,
quando queimados a elevadas temperaturas, há uma melhora de resultados em
relação à resistência à erosão. Porém, existem alguns concretos refratários que sua
utilização possibilita a economia de energia, pois sua resistência à erosão
permanece praticamente constante para toda uma faixa de temperatura permitindo,
desta forma, sua queima em temperaturas mais baixas (SANTOS E., 2011).
Nos concretos refratários o modelo de descrição de erosão mais aceito é
conhecido como “efeito sombra”. Este modelo supõe que os agregados são
completamente resistentes à erosão e sua forma aproxima a esfera. Assim, a área
erodida é somente da matriz localizada entre as esferas. Portanto, à medida que a
erosão da matriz ocorre, os agregados se sobressaem em relação à superfície,
protegendo a matriz por meio do “efeito sombra”. Este modelo sugere que a
dependência entre o desgaste por erosão e o ângulo de impacto é determinada pelo
tamanho e espaço entre os maiores agregados presentes no concreto
(GONÇALVES, 2011, SANTOS et al , 2006, ENGMAN, 1995).
(2.4)
Em que:
A: área total exposta à erosão (mm2)
R: raio do agregado (mm)
α: ângulo de impacto.
39
3. MATERIAIS E METODOS
3.1. Materiais
Para a confecção dos corpos de prova foi utilizado um concreto refratário
aluminoso antierosivo, CASTIBAR, fornecido pela IBAR. Este concreto é aplicado
por socagem e do tipo comercial PAA-G com tamanho de partículas de
aproximadamente de 4,75 mm. Foi adicionado também para a confecção dos
corpos de prova, juntamente ao concreto refratário, água e um aditivo.
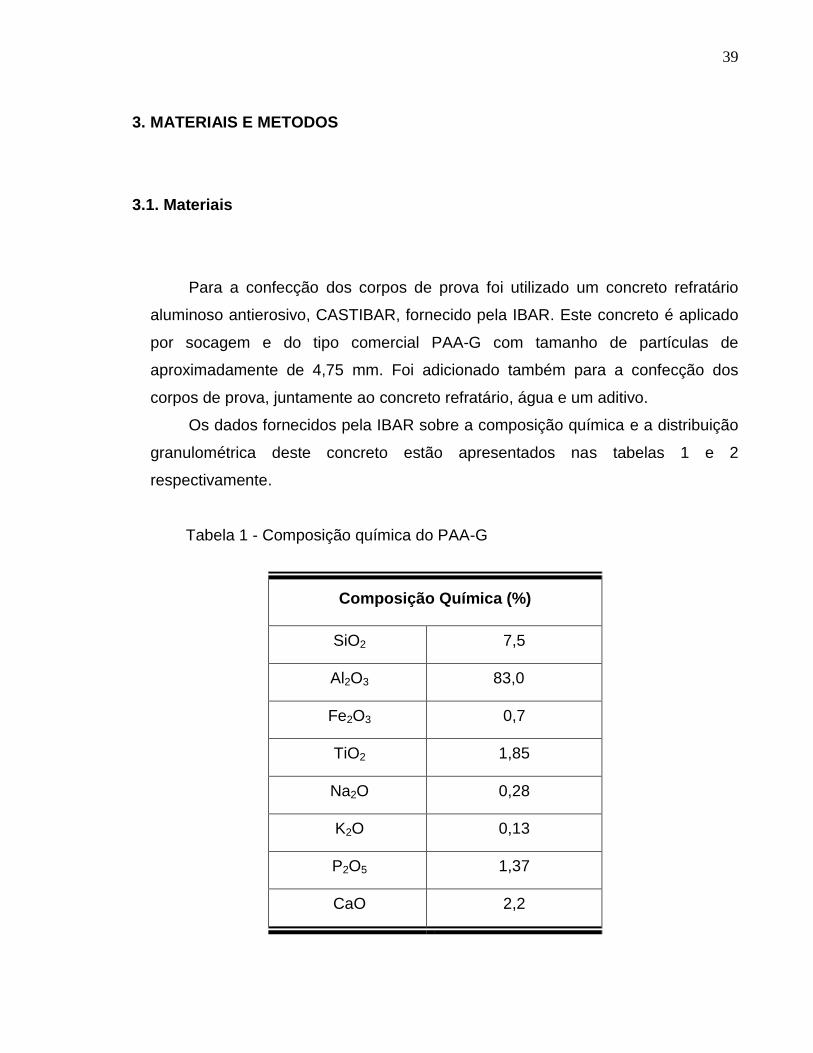
Os dados fornecidos pela IBAR sobre a composição química e a distribuição
granulométrica deste concreto estão apresentados nas tabelas 1 e 2
respectivamente.
Tabela 1 - Composição química do PAA-G
Composição Química (%)
SiO2 7,5
Al2O3 83,0
Fe2O3 0,7
TiO2 1,85
Na2O 0,28
K2O 0,13
P2O5 1,37
CaO 2,2

40
Tabela 2 - Distribuição granulométrica do concreto PAA-G
MALHA (Tyler) ABERTURA(mm) CASTIBAR PAA-G (%)
3,5 5,60 0,3
4 4,75 1,9
6 3,36 6,2
8 2,36 7,2
12 1,70 7,0
16 1,00 11,1
28 0,60 5,2
32 0,30 7,4
65 0,212 2,6
100 0,150 3,4
200 0,075 7,0
-200 < 0,075 40,7
Total: 100 100
41
3.2. Metodologia
3.2.1. Confecção dos Corpos de Prova para Avaliação de Erosão
Para realizar o estudo da avaliação do concreto refratário e posteriormente a
comparação com resultados já obtidos de acordo com a norma da Petrobras foram
confeccionados corpos de prova que seguiram as seguintes etapas do procedimento
experimental: mistura e moldagem; cura; secagem e queima; e retificação.
As etapas seguiram a instrução de confecção de corpos de prova para teste de
erosão da IBAR, TF- 049, que é baseada na norma ABNT NBR 13185. Modificou-se
apenas a etapa de mistura e moldagem em que o corpo de prova foi prensado e não
socado. Posteriormente foi realizada a etapa de retificação a qual não está descrita
na instrução.
Mistura e Moldagem
Nesta etapa o material foi misturado com 5,5% m/m de água em uma
argamassadeira Planetária de Laboratório com capacidade nominal de 5 litros,
aplicando-se as seguintes etapas: 1 minuto de homogeneização à seco a 60 rpm, 2
minutos após a adição rápida de água e 1 minuto de mistura final à 120 rpm. A
Figura 12 mostra a argamassadeira utilizada no procedimento.

42
Figura 12 – Argamassadeira Planetária de Laboratório.
Após a mistura, para a moldagem dos corpos de prova, o material foi colocado
em uma matriz, de medida 114 mm X 114 mm X 25 mm, e logo em seguida o
material foi vibrado por um vibrador de peneiras para que haja o melhor
empacotamento possível do material, tornando-o livre de poros. Na sequência, após
moldado, o material foi prensado em uma prensa hidráulica com pressão de 1,62
MPa. A Figura 13(a) mostra o molde utilizado neste trabalho e a Figura 13(b) o corpo
de prova confeccionado.
(a) (b)
Figura 13 – (a) Molde e (b) Corpo de prova confeccionado.
43
Cura
Após a moldagem os corpos de prova foram curados, em um recipiente plástico
fechado por 48 horas em atmosfera saturada de vapor de água e temperatura de
25oC, sendo que após as primeiras 24 horas houve o desmolde do material.
Secagem e Queima
Após a cura os corpos de prova foram secos por 48 horas a 110oC em estufa
com tiragem de ar natural da marca Sppencer. Os corpos de provas foram então
submetidos a tratamento térmico em um forno termoelétrico da marca INTI. As
temperaturas de tratamentos térmicos foram de 600oC, 800oC e 1000oC e todos eles
foram realizados por horas 8 horas com taxa de aquecimento e resfriamento de
2oC/minuto.
Retificação
Os corpos de prova, após a queima, foram retificados na superfície que seria
realizado o teste de erosão, em uma Retificadora Plana da marca FERMATID e
modelo T42. Esta etapa foi realizada para reduzir a rugosidade desta superfície, em
relação aos outros que anteriormente seguiram as normas da Petrobras e foram
somente socados e não retificados. A etapa de retificação é necessária para que
todos os corpos de prova apresentem uma superfície uniforme. A Figura 14 mostra a
retificadora utilizada no procedimento, a Figura 15 (a) mostra a disposição os corpos
de prova durante a retificação e a Figura 15(b), um corpo de prova retificado.

44
Figura 14 – Retificadora Plana utilizada no procedimento.
Figura 15 – (a) Disposição dos corpos de provas durante a retificação e (b)
corpo de prova retificado.
45
3.2.2. Avaliação das Fases Presentes na Matriz do Concreto
Foram realizadas análises de difração de raios X dos corpos de prova do
concreto após hidratação e queima para verificar as possíveis fases geradas na
matriz em função da temperatura. Foi utilizado um difratômetro de raios X da marca
SHIMADZU, modelo Lab X XRD-6000, com radiação Cu - Kα, varredura no intervalo
de 10 a 80°, em 2ϴ com velocidade de 0,03º/min. Foram analisadas amostras na
forma de pó que foram peneiradas em peneira de 325 mesh.
3.2.3. Avaliação de Resistência à Erosão
Após a confecção dos corpos de prova foi realizado o ensaio de avaliação de
erosão na IBAR de acordo com de acordo com a instrução de ensaios da IBAR (TF-
049), que foi baseada na norma ASTM C-704 e é equivalente à norma Petrobras n-
2367/91.
Os corpos de prova confeccionados passaram por uma etapa de determinação
de largura, comprimento e espessura utilizando um paquímetro com precisão de 0,05
mm e determinação de massa utilizando uma balança analítica com precisão de
0,01g. Esta etapa foi realizada com o objetivo de obter o volume inicial de cada corpo
de prova.
Após a etapa de medição os corpos de provas foram colocados dentro da
câmera do equipamento, com face 114 mm x114 mm fazendo ângulo de incidência
90° com o bocal de vidro. A Figura 16 mostra um corpo de prova sendo preparado no
equipamento utilizado para o teste de erosão.

46
Figura 16 – Corpo de prova sendo preparado no equipamento utilizado para o
teste de erosão.
A face exposta à erosão foi a face retificada, a fim de comparar os resultados
de um trabalho realizado anteriormente, o qual a face erodida foi a superfície socada
que melhor representava às condições reais de operação (SANTOS E., 2011). A
distância entre a face erodida e o bico de vidro foi de 200 mm. A cabine de teste foi
fechada e o ar aberto a aproximadamente 448,2 kPa. Com o tubo de alimentação do
abrasivo vedado a pressão 53,33kPa. Depois que a pressão do ar do ejetor e da
câmara de teste foi ajustada, foi colocado 1000 g de carbeto de silício, grão F-36
conforme as especificações, descritas na Tabela 3. A temperatura deste ensaio foi
ambiente e o carbeto de silício não foi reutilizado.

47
O tempo de incidência do carbeto de silício sobre o corpo-de-prova foi de 450
segundos. O tubo de vidro foi descartado após cada ensaio. A quantidade de
refratário perdido por erosão foi calculada de acordo com a equação a seguir:
(3.1)
Em que: A= Volume erodido, cm3.
B= Massa específica aparente do concreto (g/cm3).
M1= Massa do corpo de prova antes do teste (g).
M2= Massa do corpo de prova depois do teste (g).
O resultado foi a média de quatro determinações.
Tabela 3 – Especificação Granulométrica do grão de carbeto de silício utilizado no
teste de erosão.
Malha %
0,840 mm (#20) Máximo 5%
0,590 (#30) Máximo 55%
0,297 (#50) Mínimo 80%
0,210 (#70) Máximo 1%
(dados fornecidos pela IBAR)
3.2.4. Avaliação Microestrutural das Superfícies Polidas
Para a análise ceramográfica os corpos de prova foram primeiramente
infiltrados com cola instantânea com o objetivo de manter a estrutura para os
procedimentos seguintes sem o destacamento de agregados. Após a secagem da

48
cola instantânea os corpos de provas foram cortados na retificadora utilizada no item
3.2.1 e em seguida submetidos à secagem em estuda à 80○C para retirar a umidade
do material após serem retificados.
Para melhor visualização da superfície, os corpos de prova foram lixados em
lixas de granulometria de 125, 70, 45, 30 e 15 μm e polidos com suspensão de
diamante com granulometria de 15, 9, 6, 3, 1 e 0,25 μm, em uma politriz semi-
automática Jean Wirtz, modelo Phoenix 4000 e posteriormente foi feito o
recobrimento com uma camada de ouro. A Figura 17 mostra a politriz utilizada para o
lixamento e polimento dos corpos de prova.
Figura 17 - Politriz semi-automática utilizada para o lixamento e polimento.
Os corpos de prova foram então submetidos a análises de microscopia
eletrônica de varredura (MEV) em microscópio LEO modelo 1450 VP utilizando-se
elétrons retroespalhados com voltagem de 20kV.
49
4. RESULTADOS E DISCUSSÃO
4.1. Avaliação das Fases Presentes na Matriz do Concreto
Os difratogramas dessa secção foram obtidos dos resultados da tese de
doutorado da aluna Ésoly Madeleine Bento dos Santos (SANTOS E., 2011), isto foi
possível pois foi utilizado o mesmo concreto refratário (PAA-G) para a elaboração de
seu trabalho, desta forma não sendo necessário realizar análises novamente. As
Figuras 19 a 22 representam os difratogramas de raios X das amostras da matriz
hidratada e que após hidratação foram queimadas a 600○C, 800○C e 1000○C.
Em todos os difratogramas pode-se observar a presença dos aluminatos CA e
CA2. Outros aluminatos, AH3, CAH10, C2AH8 e C3AH6 e a microssilica até a
temperatura de 600○C, também eram esperados, considerando que houve a
hidratação do cimento. Porém isto pode ser explicado devido à temperatura de cura
do concreto, 25○C. Como se pode observar na Figura 18, um gráfico que mostra a
quantidade relativa de fases detectadas via difração de raios X em função da
temperatura de cura, apenas CA pode ser detectado na temperatura de
aproximadamente 25○C. A microssílica não foi detectada pois estava no estado
amorfo.
Na amostra da matriz hidratada e seguida de tratamento térmico na
temperatura de 1000°C, duas novas fases são formadas: anortita (CaAl2Si2O8) e
guelenita (Ca2Al(AlSi)O7).

50
Figura 18 – Gráfico de análise via DRX em função da temperatura de cura
(adaptado de MACZURA et al, 1983).
Figura 19 - Difratograma de raios X da amostra de matriz após hidratação
(SANTOS E., 2011).
Qu
an
tid
ad
e r
ela
tiva
de f
ase
s
dete
cta
das v
ia D
RX
51
Figura 20 - Difratograma de raios X da amostra de matriz após hidratação
seguida de tratamento térmico à 600○C (SANTOS E., 2011).
Figura 21 - Difratograma de raios X da amostra de matriz após hidratação
seguida de tratamento térmico à 800○C (SANTOS E., 2011).
52
Figura 22 - Difratograma de raios X da amostra de matriz após hidratação
seguida de tratamento térmico à 1000○C (SANTOS E., 2011).
4.2. Avaliação da Resistência à Erosão do Concreto
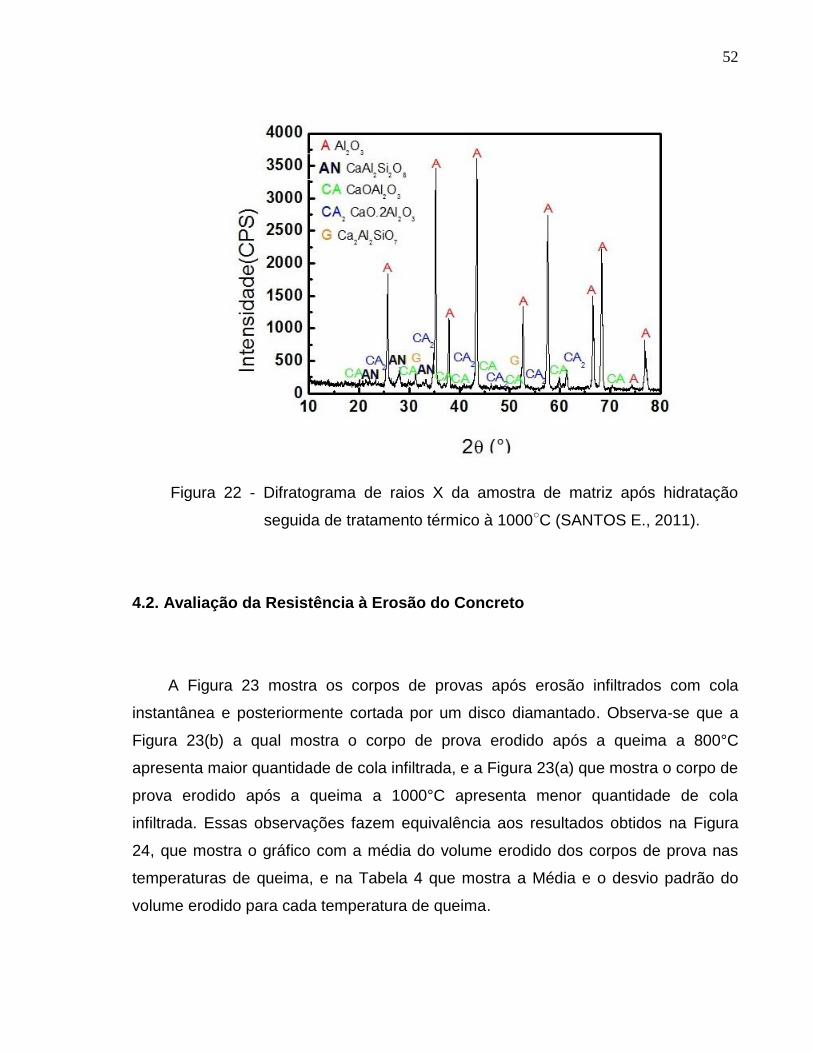
A Figura 23 mostra os corpos de provas após erosão infiltrados com cola
instantânea e posteriormente cortada por um disco diamantado. Observa-se que a
Figura 23(b) a qual mostra o corpo de prova erodido após a queima a 800°C
apresenta maior quantidade de cola infiltrada, e a Figura 23(a) que mostra o corpo de
prova erodido após a queima a 1000°C apresenta menor quantidade de cola
infiltrada. Essas observações fazem equivalência aos resultados obtidos na Figura
24, que mostra o gráfico com a média do volume erodido dos corpos de prova nas
temperaturas de queima, e na Tabela 4 que mostra a Média e o desvio padrão do
volume erodido para cada temperatura de queima.

53
Figura 23 – Fotografia dos corpos de prova infiltrados com cola instantânea
após o teste de erosão: (a) 1000°C, (b) 800°C e (c) 600°C.
Tabela 4 – Média e desvio padrão do volume erodido para cada temperatura de queima.
Temperatura de Queima (°C) Média Desvio Padrão
600 4,83 0,33
800 5,00 0,08
1000 4,33 0,25
(a)
(b)
(c)

54
Figura 24 – Resultados da resistência à erosão do concreto aluminoso
antierosivo (PAA-G) queimados a 600°C, 800°C e 1000°C.
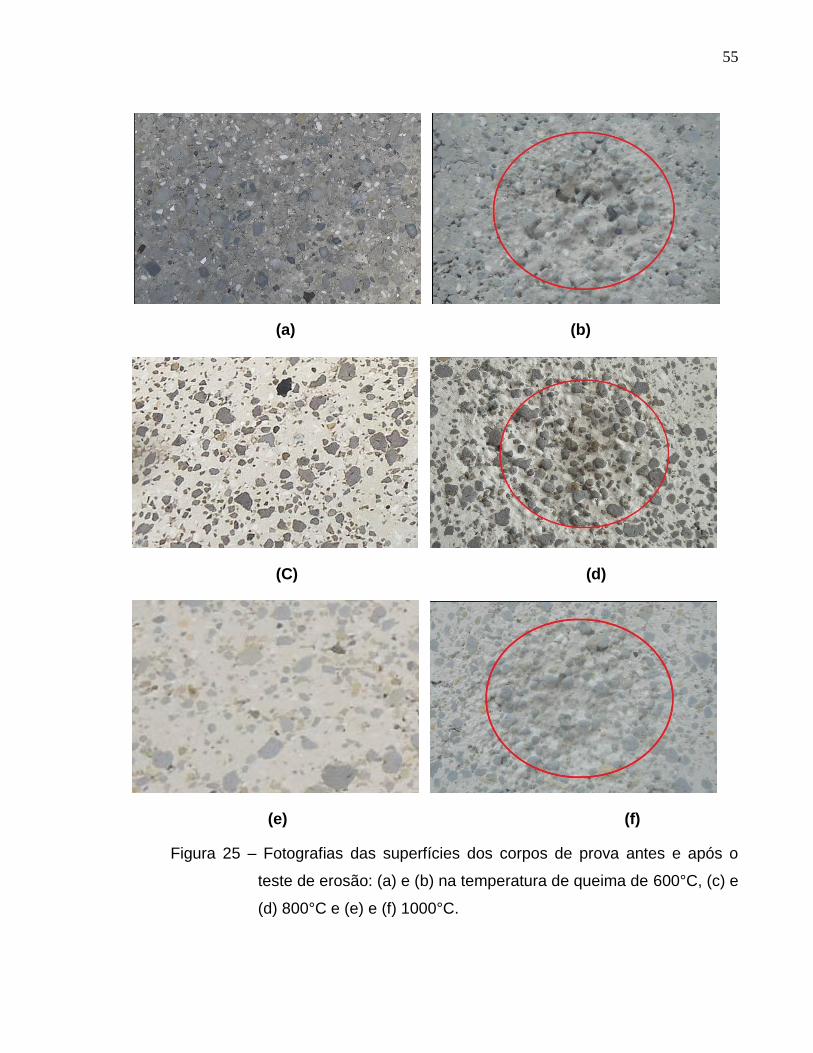
A Figura 26 mostra as superfícies dos corpos de prova antes e após o teste de
erosão nas respectivas temperaturas de queima. Observa-se que no centro, onde o
ângulo de incidência do erodente é de 90°, o desgaste é maior comparado com as
bordas, onde o ângulo de incidência tem um pequeno desvio.
55
(a) (b)
(C) (d)
(e) (f)
Figura 25 – Fotografias das superfícies dos corpos de prova antes e após o
teste de erosão: (a) e (b) na temperatura de queima de 600°C, (c) e
(d) 800°C e (e) e (f) 1000°C.
56
4.2.1. Avaliação do Volume Erodido
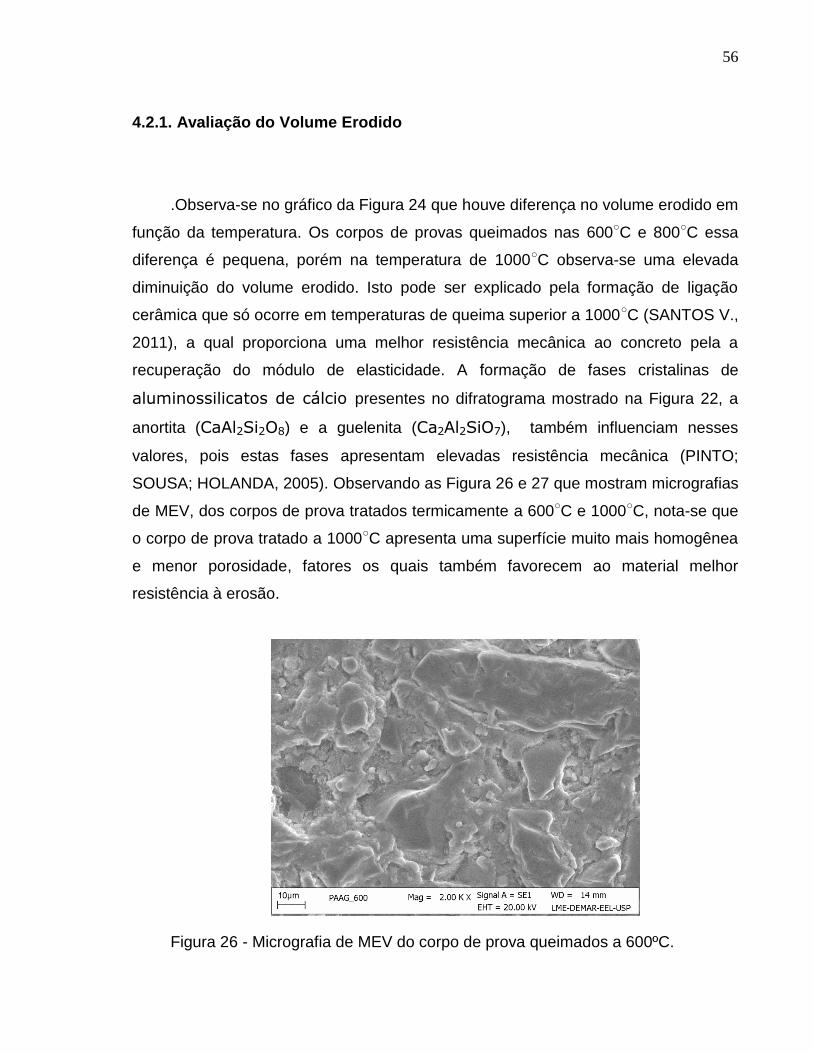
.Observa-se no gráfico da Figura 24 que houve diferença no volume erodido em
função da temperatura. Os corpos de provas queimados nas 600○C e 800○C essa
diferença é pequena, porém na temperatura de 1000○C observa-se uma elevada
diminuição do volume erodido. Isto pode ser explicado pela formação de ligação
cerâmica que só ocorre em temperaturas de queima superior a 1000○C (SANTOS V.,
2011), a qual proporciona uma melhor resistência mecânica ao concreto pela a
recuperação do módulo de elasticidade. A formação de fases cristalinas de
aluminossilicatos de cálcio presentes no difratograma mostrado na Figura 22, a
anortita (CaAl2Si2O8) e a guelenita (Ca2Al2SiO7), também influenciam nesses
valores, pois estas fases apresentam elevadas resistência mecânica (PINTO;
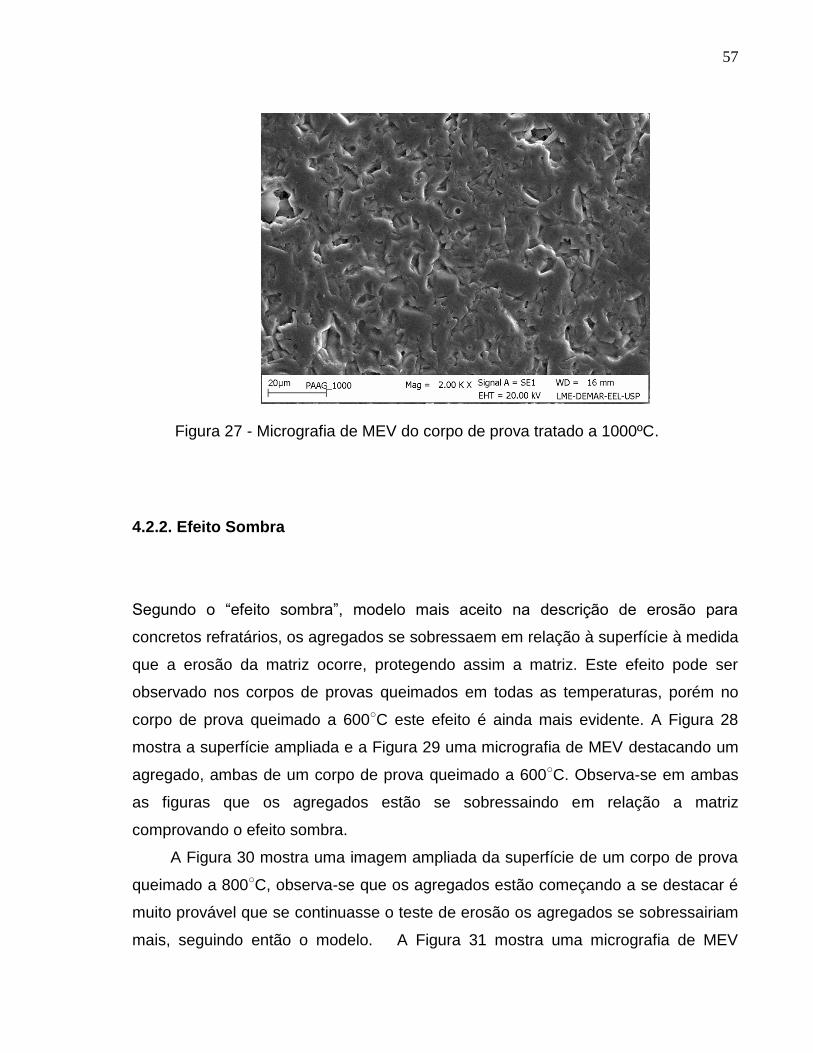
SOUSA; HOLANDA, 2005). Observando as Figura 26 e 27 que mostram micrografias
de MEV, dos corpos de prova tratados termicamente a 600○C e 1000○C, nota-se que
o corpo de prova tratado a 1000○C apresenta uma superfície muito mais homogênea
e menor porosidade, fatores os quais também favorecem ao material melhor
resistência à erosão.
Figura 26 - Micrografia de MEV do corpo de prova queimados a 600ºC.
57
Figura 27 - Micrografia de MEV do corpo de prova tratado a 1000ºC.
4.2.2. Efeito Sombra
Segundo o “efeito sombra”, modelo mais aceito na descrição de erosão para
concretos refratários, os agregados se sobressaem em relação à superfície à medida
que a erosão da matriz ocorre, protegendo assim a matriz. Este efeito pode ser
observado nos corpos de provas queimados em todas as temperaturas, porém no
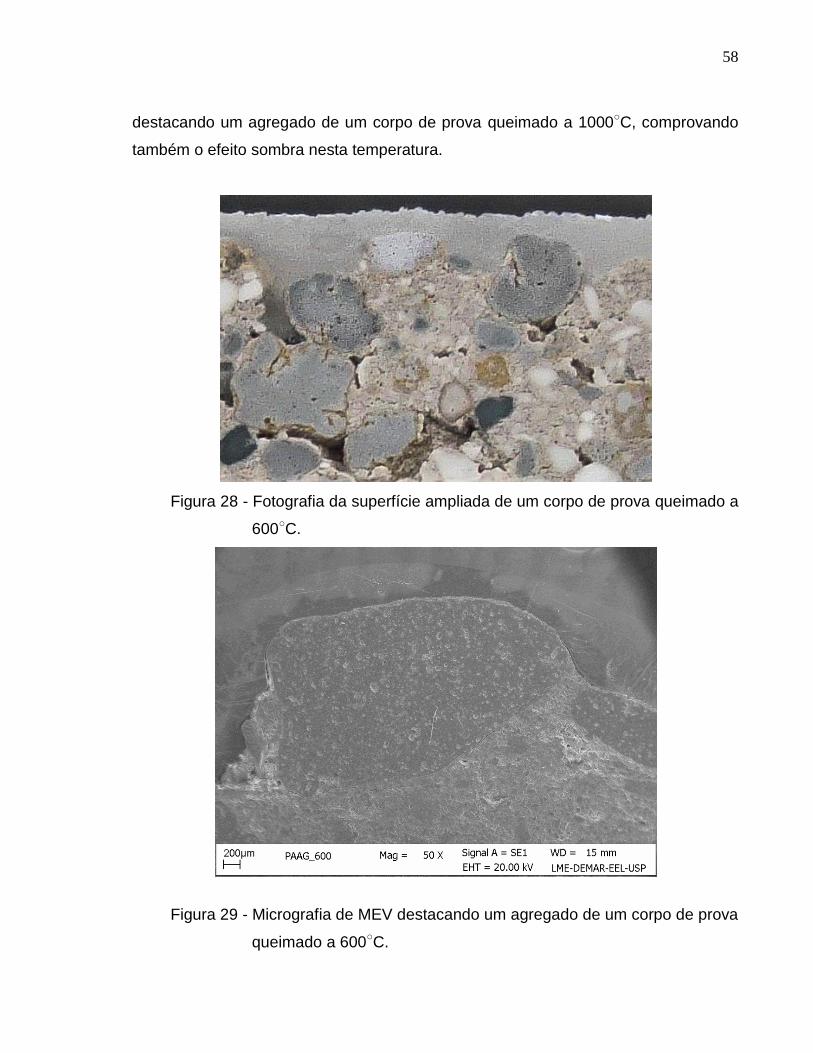
corpo de prova queimado a 600○C este efeito é ainda mais evidente. A Figura 28
mostra a superfície ampliada e a Figura 29 uma micrografia de MEV destacando um
agregado, ambas de um corpo de prova queimado a 600○C. Observa-se em ambas
as figuras que os agregados estão se sobressaindo em relação a matriz
comprovando o efeito sombra.
A Figura 30 mostra uma imagem ampliada da superfície de um corpo de prova
queimado a 800○C, observa-se que os agregados estão começando a se destacar é
muito provável que se continuasse o teste de erosão os agregados se sobressairiam
mais, seguindo então o modelo. A Figura 31 mostra uma micrografia de MEV
58
destacando um agregado de um corpo de prova queimado a 1000○C, comprovando
também o efeito sombra nesta temperatura.
Figura 28 - Fotografia da superfície ampliada de um corpo de prova queimado a
600○C.
Figura 29 - Micrografia de MEV destacando um agregado de um corpo de prova
queimado a 600○C.

59
Figura 30 - Fotografia da superfície ampliada de um corpo de prova queimado a
800○C.
Figura 31 - Micrografia de MEV destacando um agregado de um corpo de prova
queimado a 1000○C.
60
4.3. Estudo Comparativo com os Resultados Obtidos Seguindo as Normas da
Petrobrás
O objetivo específico deste trabalho é comparar os resultados obtidos com os
resultados levantados na tese de doutorado da aluna Ésoly Madeleine Bento dos
Santos (SANTOS E., 2011), o qual seguiu as normas de confecção de corpos de
provas para testes de erosão da Petrobras. A ideia deste presente trabalho surgiu
pela a banca examinadora do doutorado durante a arguição e discussão, a qual
propôs uma avaliação de corpos de prova com uma superfície e estrutura mais
homogênea.
Segundo as normas da Petrobrás os corpos de provas são socados para
simular o ensaio o mais próximo do material depois da aplicação. Para
apresentarem uma superfície e estrutura mais homogênea os corpos de prova foram
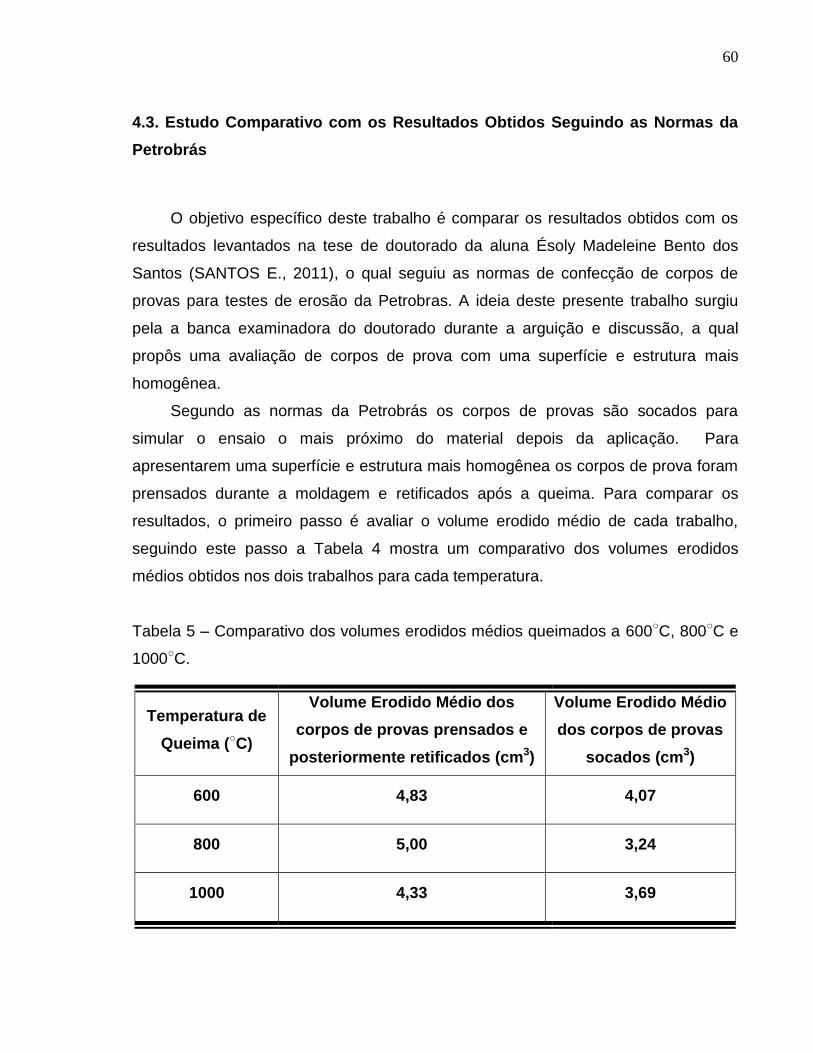
prensados durante a moldagem e retificados após a queima. Para comparar os
resultados, o primeiro passo é avaliar o volume erodido médio de cada trabalho,
seguindo este passo a Tabela 4 mostra um comparativo dos volumes erodidos
médios obtidos nos dois trabalhos para cada temperatura.
Tabela 5 – Comparativo dos volumes erodidos médios queimados a 600○C, 800○C e
1000○C.
Temperatura de
Queima (○C)
Volume Erodido Médio dos
corpos de provas prensados e
posteriormente retificados (cm3)
Volume Erodido Médio
dos corpos de provas
socados (cm3)
600 4,83 4,07
800 5,00 3,24
1000 4,33 3,69

61
Pode-se observar que para todas as temperaturas de queima o volume erodido
médio dos corpos de prova prensados e retificados foi bem maior. Isto pode ser
explicado pelo modelo de descrição de erosão, o efeito sombra, pois os agregados
presentes nas superfícies erodidas dos corpos de prova confeccionados para este
trabalho por terem sido retificados apresentaram uma superfície plana no inicio do
teste e como consequência os agregados não se apresentam como protetor da
matriz e foram erodidos igualmente. Porém após essa superfície ser consumida os
agregados presentes no meio dos corpos de prova seguiram o modelo protegendo a
matriz como já pode ser observado no tópico 4.2.2. Pode se perceber na Figura 32,
que mostra uma micrografia de MEV da superfície de um corpo de prova queimado a
1000○C, o agregado sendo consumido igualmente com a matriz.
Figura 32 – Micrografia de MEV de um corpo de prova queimado a 1000○C. Em
destaque um agregado sendo consumido igualmente com a matriz.
62
5. CONCLUSÃO
Pela avaliação dos resultados obtidos pode se concluir que vários fatores são
importantes e influenciam na resistência a erosão. O ideal seria que cada um fosse
analisado de maneira independente, porém também em conjunto foi possível
identificar a influência de alguns fatores.
A temperatura de queima foi decisiva na formação de fases cristalinas, como a
guelenita e anortita, as quais possuem alta resistência mecânica e conferiram aos
corpos de provas queimados a 1000○C uma melhor resistência a erosão do que
aqueles tratados a 600○C e 800○C. A homogeneidade do material também
influenciou melhores resultados aos corpos de prova tratados a 1000○C, pois a
menor porosidade proporcionou melhor resistência a erosão ao material.
Em relação aos resultados do estudo comparativo com os resultados
levantados seguindo as normas da Petrobras de confecção de corpos de prova para
testes de erosão pode-se concluir que a retificação, além de proporcionar um
trabalho de confecção mais complexo aos corpos de prova, não é viável. Isto pode
ser explicado, pois este procedimento impede que haja a proteção da matriz pelos
agregados e proporciona o maior desgaste dos mesmos.
Mesmo sabendo que a pressão aplicada no material proporciona à sua
estrutura maior homogeneidade, não foi possível concluir qual a sua influência nos
resultados, pois para um melhor entendimento deste fator de influência seria
necessário que os corpos de provas fossem confeccionados separadamente, alguns
retificados e outros pressionados.
Concluindo, uma boa sugestão para um trabalho futuro de avaliação da
resistência a erosão do mesmo concreto refratário utilizado, seria confeccionar o
material somente prensado e não retificado e fazer outro estudo comparativo com o
trabalho em que os corpos de prova foram socados.

63
REFERÊNCIAS BIBLIOGRÁFICAS
AKIYOSHI, M. M., MORISCO, R. C., INNOCENTINI, M. D .M., PANDOLFELLI, V. C.,
BITTENCOURT, L. R. M. Temperatura de cura e sua influência na resistência à
explosão de concretos refratários de alta alumina. Cerâmica, v. 48, n. 307,
jul/ago/set. 2002.
AKIYOSHI, M. M., INNOCENTINI, M. D. M., CARDOSO, F. A., PANDOLFELLI, V. C.
Propriedades relevantes para a otimização da secagem de concretos refratários.
Cerâmica, São Paulo, v. 50, n. 314, p. 89-93, jun. 2004.
ARNOSTI JR., S; INNOCENTINI, M. D. M.; PANDOLFELLI V. C. Variáveis críticas no
processo de secagem de concretos refratários. Cerâmica, São Paulo, v. 45, n. 292-
293, mar.-jun. 1999.
CALLISTER, Jr., William D. Ciência e Engenharia de Materiais: Uma Introdução. 5ª
Edição. LTC – Livros Técnicos e Científicos S. A.. Rio de Janeiro. 2002.
CARDOSO, F. A., INNOCENTINI, M. D.M., AKIYOSHI, M. M., PANDOLFELLI, V. C.
Effect of curing time on the properties of CAC bonded refractory castables. Journal
of the European Ceramic Society, v. 24, p. 2073-2078, 2004.
DA SILVA, P., BRIENS, C., BERNIS, A. Development of a new rapid method to
measure erosion rates in laboratory and pilot plant cyclones. Powder Technology, v.
131, p. 111 – 119, 2003.

64
DESINOV, D. E., ZHIDKOV, A. B., GARABADZHIU, A. A., POPOVA, M. E. Abrasion
Resistance of Refractory Concretes and Linings. Refractories in Heat Units –
Refractories and Industrial Ceramics, v. 48, n. 1, 2007.
ENGMAN, U. Erosion testing of refractories - a new testing procedure. Wear, v. 95.
186-187 p. 215-223, 1995.
GARCIA, J. R., OLIVEIRA I. R., PANDOLFELLI V. C. Processo de hidratação e os
mecanismos de atuação dos aditivos aceleradores e retardadores de pega do
cimento de aluminato de cálcio. Cerâmica, v. 53, p. 42-56, 2007.
GONÇALVES, L. R. G. Erosimetria a quente: equipamento, adequações e
correlações dos valores obtidos com as propriedades de concretos refratários
2011. Dissertação (Mestrado em Ciência e Engenharia de Materiais). Universidade
Federal de São Carlos, São Carlos, São Paulo, 2011.
GUNGOR, A., CELIKCIOGLU, O., SAHIN, S. The physical and mechanical properties
of alumina-based ultralow cement castable refractories. Ceramics International, v.
38, p. 4189-4194, 2012.
INNOCENTINI, M. D. M., YAMAMOTO, J., RIBEIRO, C., PILEGGI, R. G., RIZZI JR.,
A. C., BITTENCOURT, L. R. M., RETTORE, R. P., PANDOLFELLI, V. C. Efeito da
distribuição granulométrica na secagem de concretos refratários. Cerâmica, v. 47, n.
304, p. 212-218, 2001.
INNOCENTINI, M. D. M., PILEGGI, R. G., RAMAL JR., F. T., PARDO, A. R. F.,
PANDOLFELLI, V. C., BITTENCOURT, L. R. Relação entre permeabilidade e a
velocidade de secagem em concretos refratários de alta alumina. Cerâmica, v. 48, n.
307, p. 131-136, Jul-Ago-Set, 2002.
65
LEE, W. E.; VIEIRA, W.; ZHANG, S.; GHANBARI. AHARI, K.; SARPOOLAKY,
H.PARR, C. Castable refractory concretes. International Materials Reviews, v. 46,
n. 3 p. 145-167, 2001.
LEE, WILLIAM E.; MOORE, ROBERT E. Evolution of in Situ Refractories in the 20th
Century. Journal of American Ceramic Society, v. 81, p. 1385-1410, 1998.
LOCATELLI, A. Determinação do Comportamento ao Desgaste Erosivo a
Diferentes Temperaturas de um Revestimento a Base de FeNbCrW Aplicado
pela Técnica de Arco Elétrico 2009. Monografia (Graduação em Engenharia de
Materiais). Universidade Federal do Rio Grande do Sul, Porto Alegre, Rio Grande do
Sul, 2009.
LUZ, A. P., PANDOLFELLI, V. C. Halting the calcium aluminate cement hydration
process. Ceramics International, v. 37, p. 3789–3793, 2011.
MACZURA, G., HAUT, L. D., HEILICH, R. P., KOPANDA, J. E. Refractory Cements.
In: SMOTHERS, W. J. Proceedings of the Raw Materials for Refractories
Conference: Ceramic Engineering and Science. USA: The American
Ceramic.1993. p. 46-67.
MARTINOVIC, S., VLAHOVIC, M., BOLJANAC, T., DOJCINOVIC, M., VOLKOV-
HUSOVIC, T. Cavitation resistance of refractory concrete: Influence of sintering
temperature. Journal of the European Ceramic Society (2012),
http://dx.doi.org/10.1016/j.jeurceramsoc.2012.08.004
OLIVEIRA, I. R., PANDOLFELLI, V. C. Reologia de concretos refratários na presença
de diferentes tipos de aditivo e ligante hidráulico. Cerâmica, v. 57, p. 263-269, 2007.
66
OLIVEIRA, I. R., PANDOLFELLI, V. C. Podem os dispersantes afetar as
propriedades dos concretos refratários após a queima? Cerâmica, v. 55, p. 106-112,
2009.
PINTO, M. F., SOUSA, S. J. G., HOLANDA, J. N. F. Efeito do Ciclo de Queima Sobre
as Propriedades Tecnológicas de uma Massa Cerâmica Vermelha para
Revestimento Poroso. Cerâmica, v. 51, n. 319, p. 225-229, junho de 2005.
RAAD, H, J. Influência das Condições de Mistura e Moldagem na
Permeabilidade de Concretos Refratários Aluminosos. 2008. Dissertação
(Mestrado em Construção Civil). Universidade Federal Minas Gerais, Belo Horizonte,
Minas Gerais, 2008.
RIBEIRO, S.; RODRIGUES, J. A. The influence of microstructure on the maximum
load and fracture energy of refractory castables. Ceramics International, v. 36, p.
263-274, 2010.
SALOMÃO, R., BITTENCOURT, L. R .M., PANDOLFELLI, V. C., Aditivos de
Secagem para Concretos Refratários: pó de alumina e fibras poliméricas. Cerâmica,
v. 54, n. 330, p. 259-267, abril de 2008.
SANTOS, E. M. B. Avaliação Experimental do Comportamento de Fratura e de
Erosão de Concreto Refratário Antierosivo. 2011. Tese (Doutorado em
Engenharia de Materiais). Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, São Paulo, 2011.

67
SANTOS, K. P. B. Mecanismos de Degradação em Concretos Refratários –
Estudos de Caso. 2008. Monografia (Graduação em Engenharia Civil). Universidade
Estadual de Feira de Santana, Feira de Santana, Bahia, 2008.
SANTOS, V. A. A., GONÇALVES, L. R. G., GALLO, J., MEDEIROS, J.,
PANDOLFELLI, V. C. What affects erosion resistance of refractory castables?
Refractories Applications and News, v. 14, n.6, p. 9-16, Nov-Dez, 2009.
SANTOS, V. A. A., PRESTES, E., MEDEIROS J., VEIGA, J. L. B., PANDOLFELLI, V.
C. Resistência a Erosão de Concreto Refratário de Alta Alumina Nanoligado.
Cerâmica, v. 57, n. 342, p. 231-236, abril de 2011.
SANTOS, V. V. A., VALENZUELA F. A. O., GALLO J. B., PANDOLFELLI, V. C.
Fundamentos e testes preliminares de resistência a erosão em concretos refratários.
Cerâmica, v. 52, p. 128-135, 2006.
SILVA, M, K. Estudo de Modelagem Numérica Tridimensional de Ciclones do
Tipo Lapple para Separação Gás-Sólido. 2006. 78 f. Dissertação (Mestrado em
Engenharia Química). Universidade Federal de Santa Catarina, Florianópolis, Santa
Catarina, 2006.
SOLER&PALAU. Soluções inovadoras. Ficha técnica. Disponível em:
http://www.solerpalau.pt/formacion_01_37.html. Acesso em: 09 de Setembro de
2012.
STUDART, A. R., PILEGGI, R. G., PANDOLFELLI, V. C. Desenvolvimento de concretos refratários multifuncionais. Cerâmica, v. 47, n. 301, p. 40-44, março de 2001.
68
VALENZUELA, F. A. O., BRANDT, C., LOPES, D. A. A., BONADIA, P., GALLO, J. B.
PANDOLFELLI, V. C. Caracterização de concretos refratários projetáveis para o
revestimento de calcinadores de alumina. Cerâmica, v. 54, p. 29-37, 2008.
YANG, J. Z., FANG, M. H., HUANG, Z. H., HU, X. Z., LIU, Y. G., SUN, H. R.,
HUANG, J. T., LI, X. C. Solid particle impact erosion of alumina-based refractories at
elevated temperatures. Journal of the European Ceramic Society. v. 32, p. 283-
289, 2012.
Zum-GAHR, K-H. Microstructure and Wear Materials. Tribology Series, 10. Elsevier
(1987) 1-6.
Top Related