







Línguas
Páginas
Legal


PROGRAMA EQ-ANP
Processamento, Gestão e Meio Ambiente na Indústria do
Petróleo e Gás Natural
Simulação de um Sistema Industrial de
Fracionamento de Gasolina de Pirólise
Carina Oliveira Machado dos Santos
Monografia em Engenharia Química
Orientadores
Prof. Luiz Fernando Lopes Rodrigues Silva, DSc.
Prof. Argimiro Resende Secchi, DSc.
Abril de 2013

i
SIMULAÇÃO DE UM SISTEMA INDUSTRIAL DE
FRACIONAMENTO DE GASOLINA DE PIRÓLISE
Carina Oliveira Machado dos Santos
Monografia em Engenharia Química submetida ao Corpo Docente do Programa Escola
de Química/Agência Nacional de Petróleo, Gás Natural e Biocombustíveis –
Processamento, Gestão e Meio Ambiente na Indústria de Petróleo e Gás Natural, como
parte dos requisitos necessários à obtenção do grau de Engenheiro Químico com ênfase
na área de Petróleo e Gás Natural – Refino e Processamento.
Aprovado por:
_____________________________________________
Diego José Trica, Eng.
_____________________________________________
Flávio Pavan Matos, Eng.
_____________________________________________
Príamo Albuquerque de Melo Junior, D.Sc.
Orientado por:
_____________________________________________
Luiz Fernando Lopes Rodrigues Silva, D.Sc.
_____________________________________________
Argimiro Resende Secchi, D.Sc.
Rio de Janeiro, RJ – Brasil
Abril de 2013
ii
Santos, Carina Oliveira Machado.
Simulação de um sistema industrial de fracionamento de gasolina de pirólise/ Carina
Oliveira Machado dos Santos. Rio de Janeiro: UFRJ/EQ, 2013.
(Monografia) – Universidade Federal do Rio de Janeiro, Escola de Química, 2013
Orientadores: Luiz Fernando Lopes Rodrigues Silva e Argimiro Resende Secchi
1. Gasolina. 2. Destilação. 3. Simulação. 4. Monografia (Graduação – UFRJ/EQ). 5.
Luiz Fernando Lopes Rodrigues Silva Argimiro Resende Secchi. I. Simulação de um
Sistema Industrial de Fracionamento de Gasolina de Pirólise.

iii
Aos meus pais, Celso e Lucia, à minha irmã Carolina e ao meu amado Guilherme,
pessoas essenciais na minha vida e pelas quais tenho muito amor.

iv
“Para fazer coisas boas no mundo, primeiro você precisa saber quem é você e o que dá
sentido à sua vida.”
Robert Browning

v
AGRADECIMENTOS
Aos meus pais, Celso e Lucia, por todo amor, carinho e apoio. Devo a eles tudo que sou
e todas as minhas conquistas.
À minha irmã Carol pela amizade e motivação e por ser meu exemplo de dedicação
desde pequena.
Ao meu amado Guilherme pelo apoio, paciência, carinho e amor. Companheiro em
todos os momentos, sem ele este trabalho não seria possível.
Aos meus orientadores Argimiro Secchi e Luiz Fernando por toda paciência, dedicação
e ensinamentos. Professores especiais, com os quais aprendi bastante e que contribuíram
muito para meu amadurecimento profissional e pessoal. Espero sinceramente ter a
oportunidade de trabalhar novamente com eles.
Ao engenheiro e amigo Flávio Pavan, com quem venho aprendendo cada vez mais.
Agradeço pela oportunidade, pela paciência e pelas conversas sempre agradáveis.
Aos amigos do LADES, Diego Trica e Simone Miyoshi pelo apoio desde o início.
À Braskem e seus integrantes pela contribuição e troca de informações.
Ao apoio financeiro da Agência Nacional do Petróleo – ANP – e da Financiadora de
Estudos e Projetos – FINEP – por meio do Programa de Recursos Humanos da ANP
para o Setor de Petróleo e Gás – PRH-ANP/MCT, em particular ao PRH 13, da Escola
de Química - Processamento, Gestão e Meio Ambiente na Indústria do Petróleo e Gás
Natural.

vi
Resumo da Monografia apresentada à Escola de Química como parte dos requisitos
necessários para obtenção do grau de Engenheiro Química com ênfase na área de
Petróleo e Gás Natural – Refino e Processamento.
SIMULAÇÃO DE UM SISTEMA INDUSTRIAL DE FRACIONAMENTO DE
GASOLINA DE PIRÓLISE
Carina Oliveira Machado dos Santos
Abril, 2013
Orientadores: Prof. Luiz Fernando Lopes Rodrigues Silva, DSc
Prof. Argimiro Resende Secchi, DSc
A destilação é uma operação unitária largamente empregada na indústria química, pois é
responsável por especificar os produtos gerados. A planta industrial de eteno da
empresa química Braskem S.A em Duque de Caxias - RJ possui uma unidade de
fracionamento de gasolina de pirólise. Este subproduto corresponde aos compostos mais
pesados provenientes do craqueamento térmico da carga composta por etano e propano.
O sistema opera atualmente fora das condições de projeto e apresenta baixo
desempenho operacional. Dentro deste contexto, o presente trabalho tem como objetivo
realizar simulações do sistema, buscando analisar tanto as configurações das linhas de
processo quanto as condições operacionais dos equipamentos envolvidos para propor
melhorias no processo. A priori foi identificado um período de operação estacionária do
sistema para ser tomado como base para as simulações. A posteriori, realizado o
tratamento dos dados de operação para a modelagem da unidade, sendo realizadas
simulações tanto com base nas condições de projeto quanto nos valores reais de
operação e os resultados comparados. Almejando propor melhorias no processo,
realizaram-se simulações variando a razão de refluxo de topo e a composição de
alimentação da fracionadora. Observou-se que o aumento da razão de refluxo permite
que se obtenha um produto de topo mais especificado, no entanto o consumo de vapor
no refervedor aumenta. A utilização de gasolina não hidrogenada como alimentação
permite que se anule a participação do reator de hidrogenação no processo e diminui o
consumo de vapor no refervedor, o que reduz o custo energético da unidade em,
aproximadamente, R$ 17.000.000,00 por ano. Entretanto, o destilado resultante
apresenta maior quantidade de compostos pesados e olefinas.
Palavras-chave: Destilação, Simulação Estacionária, Gasolina de Pirólise.

vii
Abstract of a Final Project presented to Escola de Química/UFRJ as partial fulfillment
of the requirements for the degree of Chemical Engineer with emphasis on Petroleum
and Natural Gas – Refining and Processing.
SIMULATION OF A PYROLYSIS GASOLINE FRACTIONER INDUSTRIAL
SYSTEM
Carina Oliveira Machado dos Santos
April, 2013
Supervisors: Prof. Luiz Fernando Lopes Rodrigues Silva, DSc
Prof. Argimiro Resende Secchi, DSc
Distillation is a largely used unitary operation in chemical industry for products
specification. Braskem S.A. ethene industrial plant in Duque de Caxias – RJ has a
fractioning unit for pyrolysis gasoline. This product contains the heaviest components
from the thermal cracking of an ethane and propane stream. Nowadays, the system
operates in a way different than the project specifications and has low operating
performance. In this context, this work aims the simulation of the pyrolysis gasoline
system, analyzing the process streams and equipment operational conditions in order to
propose process enhancements. Firstly, the steady state period was identified to be the
base for simulations. Then, the data treatment was performed in a way to generate de
inputs for simulation of the project and operational conditions. The results for both the
cases were compared. Simulations using different overhead reflux ratios and feed
compositions were performed. It was observed that increasing the reflux ratio allows to
obtain a top product further specified, however steam consumption in the reboiler rises.
The use of non-hydrogenated gasoline supply allows to cancel the involvement of
hydrogenation reactor in the process and the steam consumption in the reboiler
decreases, which reduces the energy cost of the unit by approximately R$ 17.000000,00
per year. However, the resulting distillate has a higher quantity of heavy compounds
and olefins.
Key-words: Distillation, Steady-state Simulation, Pyrolysis Gasoline

viii
ÍNDICE 1. Introdução 1
2. Revisão Bibliográfica 3
2.1. Destilação 3
2.1.1. Descrição do Processo 4
2.1.2. Dispositivos de Contato e Eficiência de Separação 5
2.1.3. Razão de Refluxo 10
2.2. Equilíbrio Líquido-Vapor 11
2.2.1. Comportamento Termodinâmico 11
2.2.2. Volatilidade Relativa 15
2.3. Modelos Termodinâmicos 18
2.3.1. Equações de Estado Cúbicas 18
2.3.2. Braun K10 20
2.4. Simulação Computacional 21
2.4.1. Etapas de uma Simulação 22
2.4.2. Estratégias Computacionais 23
3. Metodologia 24
3.1. Conhecimento do Processo 24
3.2. Determinação do Estado Estacionário 26
3.3. Escolha do Modelo Termodinâmico 30
3.4. Simulação Caso de Projeto 35
3.4.1. Parâmetros Operacionais 35
3.4.2. Ajuste da Eficiência de Murphree 37
3.4.3. Definição da Hidráulica 38
3.5. Simulação com Gasolina Hidrogenada 39
3.5.1. Parâmetros Operacionais 39
3.5.2. Tratamento de Dados 43
3.6. Simulações com Distintas Razões de Refluxo 50
3.7. Simulações com Gasolina Bruta 50
4. Resultados e Discussão 56
4.1. Determinação do Modelo Termodinâmico 56
4.2. Simulação Caso de Projeto 63
4.3. Simulações com Dados Reais 65
4.3.1. Simulação com Gasolina Hidrogenada 65

ix
4.3.2. Simulação com Diferentes Razões de Refluxo 69
4.3.3. Simulação com Gasolina Bruta 71
5. Conclusões 77
6. Propostas de Trabalhos Futuros 79
7. Bibliografia 80
1
1. Introdução
A unidade industrial de Insumos Básicos da Braskem em Duque de Caxias-RJ é
responsável pela conversão de etano e propano em eteno e propeno,
respectivamente, os quais são os monômeros para a produção de polietileno e
polipropileno. O processo consiste, basicamente, no craqueamento térmico da carga
em fornos de pirólise, seguido de etapas de separação em colunas de destilação
visando especificar os produtos e subprodutos. Primeiro, separa-se o metano e
outros leves do efluente dos fornos em uma coluna desmetanizadora. Em seguida,
recupera-se o eteno produto na coluna fracionadora de eteno. Depois, recuperam-se
propeno e uma corrente rica em C4s também a partir de colunas de destilação,
restando uma fração chamada de gasolina bruta.
A gasolina bruta é compreende a uma mistura de hidrocarbonetos C5+ rica em
benzeno. Esta gasolina passa por um Sistema de Tratamento de Gasolina de Pirólise,
o qual é composto por um reator de hidrogenação e duas colunas de destilação, uma
de recheio e outra de pratos. O reator é responsável pela estabilização da gasolina,
de modo a impedir que ocorra polimerização durante o seu transporte. A coluna de
recheio remove o hidrogênio remanescente e demais componentes leves. A coluna
de pratos fraciona a gasolina em duas correntes, uma de gasolina de pirólise, leve, e
outra de uma mistura de pesados, ou seja, hidrocarbonetos C9+. A gasolina de
pirólise tem valor comercial para a empresa, pois apresenta elevado teor de benzeno
e o C9+ é utilizado como combustível na própria unidade industrial.
Devido a gargalos operacionais, o sistema não opera como o previsto pelo
projeto da unidade, uma vez que a razão de refluxo atual é menor que a do projeto
da coluna. Dessa forma, o produto de topo frequentemente apresenta composição de
pesados maior do que a desejada. Visto a importância deste produto, realizaram-se
simulações computacionais da coluna de pratos do sistema de fracionamento, de
modo a identificar pontos de melhoria de desempenho do processo. Assim,
variando-se a razão de refluxo de topo em relação ao caso de projeto, é possível
avaliar a alteração causada na composição da corrente de topo e nas demais
variáveis de processo.

2
Este trabalho está organizado em 7 capítulos. O Capítulo 1 apresenta uma breve
descrição da unidade, além da motivação e objetivos do trabalho. O Capítulo 2
consiste na revisão bibliográfica utilizada como base, apresentando a teoria
relacionada aos modelos termodinâmicos, os princípios de destilação
multicomponente e de simulação de processos. Em seguida, o Capítulo 3 demonstra
e explica os métodos utilizados para escolha do modelo termodinâmico, do período
de estado estacionário e de parâmetros operacionais empregados no trabalho. O
Capítulo 4 é composto pela apresentação e discussão dos resultados obtidos nas
simulações dos casos de estudo propostos e o Capítulo 5 explicita as conclusões a
partir dos resultados. Por fim, o Capítulo 6 propõe trabalhos futuros atrelados ao
tema estudado e o Capítulo 7 apresenta a bibliografia utilizada.

3
2. Revisão Bibliográfica
2.1. Destilação
A destilação é uma operação unitária antiga e largamente empregada desde o
século XIX. A primeira coluna vertical de destilação contínua foi desenvolvida por
Cellier-Blumenthal na França em 1813 e sua principal aplicação consistia na
concentração de álcool em bebidas. (KISTER,1992) A expansão do emprego deste
processo se deu na primeira metade do século XX, momento no qual a destilação foi
reconhecida como um meio efetivo de fracionar petróleo em diversos produtos.
Desde então, esta se tornou a principal técnica de separação na indústria química e
petroquímica.
Segundo KISTER (1992) o processo de destilação é considerado o método de
separação mais rentável quando se trata de uma mistura, exceto quando:
A diferença de volatilidade entre os componentes for pequena;
O componente de interesse estiver em pequena quantidade e apresentar
alto ponto de ebulição. Neste caso, a destilação demandaria que toda a
carga fosse vaporizada para recuperar uma pequena quantidade de
produto;
Determinado componente for termicamente instável mesmo quando
submetido a vácuo;
A mistura for extremamente corrosiva ou proporcionar incrustações.
Mesmo na presença dessas limitações, a destilação é o método mais utilizado em
indústrias de grande porte. Este processo permite separar uma mistura em várias
frações em uma mesma coluna, já que temperaturas, vazões e composições são
constantes em um dado ponto da torre.
Os próximos itens pontuam os principais conceitos relacionados à destilação,
destacando o funcionamento básico do sistema e os fatores operacionais relevantes.
4
2.1.1. Descrição do Processo
A destilação é um processo de separação física de misturas compostas por dois
ou mais componentes com diferentes pontos de ebulição. A configuração básica de
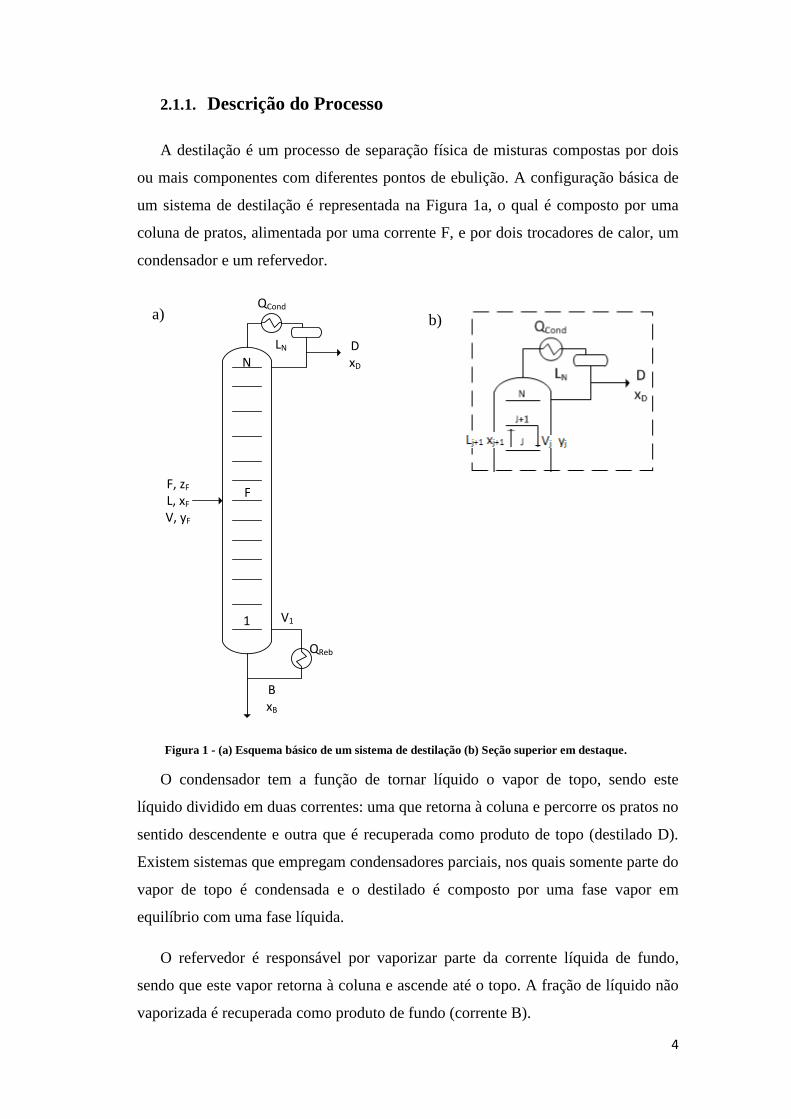
um sistema de destilação é representada na Figura 1a, o qual é composto por uma
coluna de pratos, alimentada por uma corrente F, e por dois trocadores de calor, um
condensador e um refervedor.
Figura 1 - (a) Esquema básico de um sistema de destilação (b) Seção superior em destaque.
O condensador tem a função de tornar líquido o vapor de topo, sendo este
líquido dividido em duas correntes: uma que retorna à coluna e percorre os pratos no
sentido descendente e outra que é recuperada como produto de topo (destilado D).
Existem sistemas que empregam condensadores parciais, nos quais somente parte do
vapor de topo é condensada e o destilado é composto por uma fase vapor em
equilíbrio com uma fase líquida.
O refervedor é responsável por vaporizar parte da corrente líquida de fundo,
sendo que este vapor retorna à coluna e ascende até o topo. A fração de líquido não
vaporizada é recuperada como produto de fundo (corrente B).
BxB
V1
QReb
DxD
QCond
LN
F, zF
L, xF
V, yF
N
F
1
a) b)
5
No exemplo ilustrado pela Figura 1b, a corrente líquida proveniente do prato j+1
encontra com o vapor vindo do prato j-1 no prato j. Como essas correntes não estão
em equilíbrio, o encontro delas permite que transferências de calor e massa ocorram.
Desse modo, uma fração dos componentes leves da corrente líquida seguem para a
fase vapor, assim como uma fração dos componentes pesados do vapor são
adicionados à fase líquida (PETLYUK, 2004). Assim, os estágios mais próximos ao
topo da coluna apresentam vapores ricos nos componentes mais leves da mistura,
enquanto os estágios do fundo possuem líquidos ricos nos componentes pesados.
Desse modo, é conveniente dividir a coluna nas seguintes seções:
Seção de absorção ou retificação: parte da coluna compreendida entre o
prato de entrada da carga e o topo. É a região na qual a corrente de vapor
concentra os componentes mais voláteis. As substâncias menos voláteis são
condensadas do vapor ascendente através do contato com o refluxo líquido
de topo;
Seção de esgotamento: parte da coluna compreendida entre o prato de
entrada e o fundo. Ocorre a concentração dos componentes mais pesados
na corrente líquida, sendo os mais leves vaporizados pelo refluxo de vapor.
2.1.2. Dispositivos de Contato e Eficiência de Separação
Os dispositivos de contato são estruturas que compõem a parte interna da coluna
e têm o objetivo de proporcionar o contato entre as fases líquida e vapor, permitindo
a difusão dos componentes entre as mesmas.
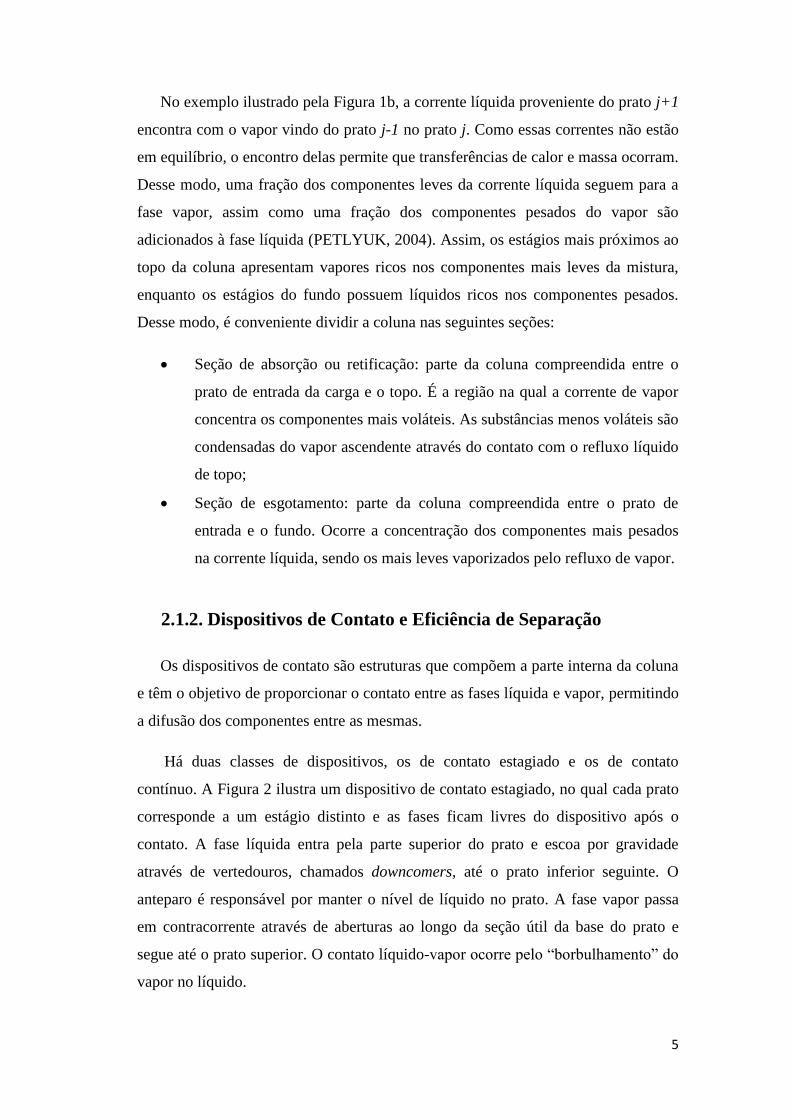
Há duas classes de dispositivos, os de contato estagiado e os de contato
contínuo. A Figura 2 ilustra um dispositivo de contato estagiado, no qual cada prato
corresponde a um estágio distinto e as fases ficam livres do dispositivo após o
contato. A fase líquida entra pela parte superior do prato e escoa por gravidade
através de vertedouros, chamados downcomers, até o prato inferior seguinte. O
anteparo é responsável por manter o nível de líquido no prato. A fase vapor passa
em contracorrente através de aberturas ao longo da seção útil da base do prato e
segue até o prato superior. O contato líquido-vapor ocorre pelo “borbulhamento” do
vapor no líquido.
6
Figura 2 - Exemplo de dispositivo estagiado.
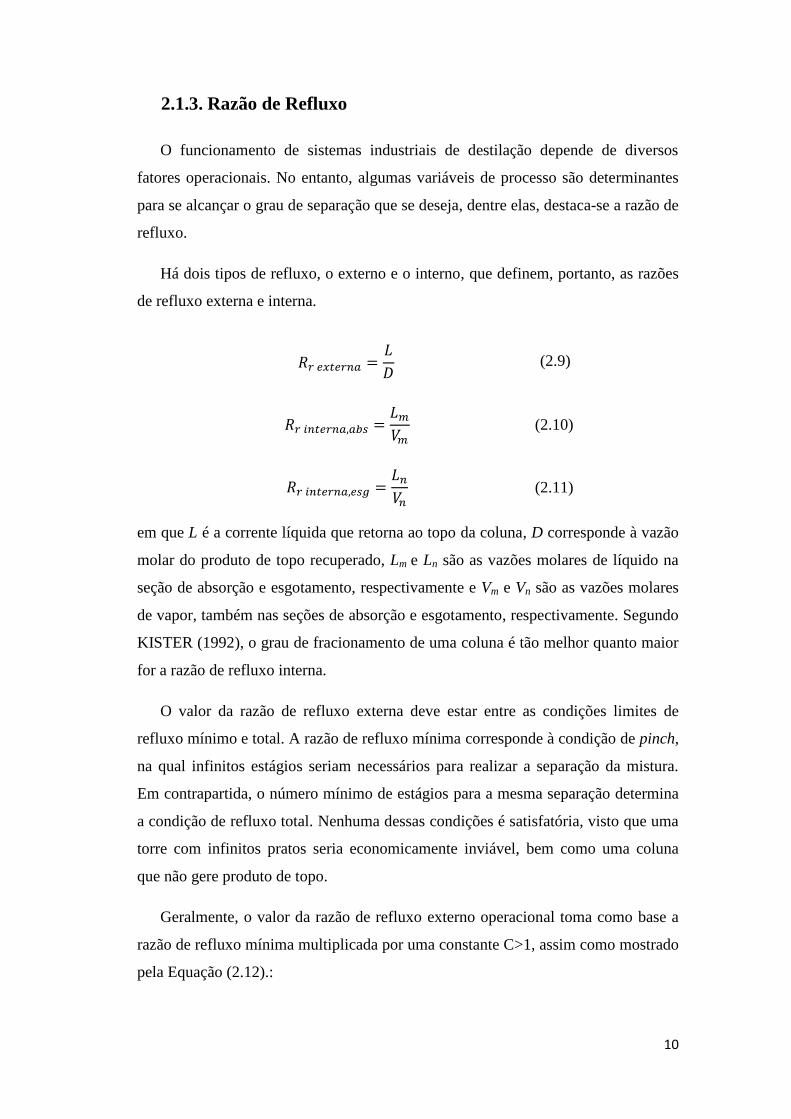
Os tipos de pratos comumente usados são perfurados, valvulados ou com
borbulhadores, conforme ilustrado na Figura 3. As válvulas e os borbulhadores têm
a função de manter o líquido no prato e de direcionar o fluxo de gás (HENLEY e
SEADER, 1981).
Figura 3 - Tipos de pratos. (a) Perfurado (b) Valvulado (c) Com borbulhadores, adaptado de HENLEY e
SEADER (2005).
No caso dos dispositivos de contato contínuo, não há estágios distintos e as fases
somente se desprendem do recheio nas extremidades da coluna. O recheio tem o
objetivo de promover maior contato entre as fases por meio de uma trajetória
tortuosa do fluxo de gás através do líquido. O tipo de recheio varia quanto à sua
disposição na coluna, podendo ser randômica ou estruturada e quanto ao material
empregado (metal, cerâmica ou plástico).
É comum que, nos sistemas de destilação, o número de estágios de equilíbrio
não seja equivalente ao número de estágios reais, por isso, é de grande importância a
Vertedouro
Anteparo

7
compreensão do conceito de estágio ideal. Os critérios que determinam um estágio
ideal são os apresentados abaixo (KISTER 1992):
O estágio deve operar em estado estacionário e apresentar um produto
líquido e outro vapor;
O contato entre as fases líquida e vapor no estágio deve promover uma
mistura perfeita entre os fluidos;
Todo o vapor e líquido que deixam o estágio devem estar em equilíbrio
termodinâmico.
No entanto, o primeiro critério estabelecido por KISTER (1992) não precisa ser
atendido na íntegra para caracterizar um estágio de ideal, pois tal estágio não precisa
estar em estado estacionário para ser considerado ideal.
O comportamento dos fluidos em um estágio não ideal é apresentado por
ELGUE et al (2004) e ilustrado pela Figura 4. Considera-se que o vapor é dividido
em duas partes: uma correspondente à vazão e.Vj+1 que efetivamente contribui para
o equilíbrio no estágio e outra que segue diretamente para o prato j-1, não
interagindo com o líquido. A constante e, que particiona o vapor, representa a
Eficiência de Murphree. Este parâmetro é usado para o ajuste da não idealidade
como uma medida do desvio entre a condição de equilíbrio termodinâmico e a
condição real dos pratos da coluna.
Figura 4 - Representação de um prato não ideal.
A eficiência de Murphree é apresentada por KISTER (1992) segundo a Equação
(2.1):
Prato j-1
Prato j
Prato j+1
Vj
Hj
yj
(1-e)Vj+1
(1-e)Hj+1
(1-e)yj+1
Vj+1
Hj+1
yj+1
Lj-1
hj-1
xj-1
Lj
hj
xj
yj, Tj, Hj
xj, Tj, hj

8
(
)
(2.1)
sendo a composição do vapor em equilíbrio com o líquido que deixa o prato n,
a composição real do vapor que deixa o prato e a composição do vapor
advinda do prato inferior. Ou seja, a eficiência de Murphree corresponde à razão
entre a mudança real que ocorre com a composição do vapor e a teórica que
ocorreria caso o estágio fosse ideal.
Outra forma de expressar o desvio da idealidade é através da eficiência global da
coluna, a qual consiste na razão entre o número de estágios teóricos, previamente
calculado, e o número real de estágios do sistema.
(2.2)
Existem diversas correlações empíricas para estimar a eficiência da coluna, uma
das mais empregadas pela indústria é a correlação de O’Connell (1946). Esta
correlação é baseada em dados experimentais de 31 colunas industriais, incluindo
separação de hidrocarbonetos, compostos clorados e álcoois. É um complemento
aos dados de 54 colunas de refinarias coletados por Drickamer e Bradford (1943)
(KISTER ,1992).
Lockett (1986) traduziu a curva de O’Connell para colunas de pratos com
borbulhadores da seguinte maneira:
(2.3)
considerando α a volatilidade entre os componentes chaves da alimentação e a
viscosidade, em centipoise, da fase líquida, sendo ambos esses parâmetros
determinados com base na temperatura média da coluna (média aritmética entre as
temperaturas de topo e de fundo).
O método prediz 90% dos dados de eficiência com 10% de erro para pratos com
borbulhadores. No caso de pratos perfurados e valvulados, as predições são
levemente conservativas, segundo KISTER (1992). Apesar disso, o mesmo autor

9
recomenda este método, pois possui precisão razoável, boa confiabilidade e
simplicidade (DOMINGUES, 2005).
A eficiência global (Eglobal) da coluna pode ser determinada através da eficiência
de prato de Murphree (EMV) por meio da relação de Lewis, apresentada pela
Equação (2.4):
[ ]
(2.4)
sendo λ definido como:
(
) (2.5)
em que m corresponde à inclinação da curva de equilíbrio entre os componentes
chaves da mistura e e são as vazões molares das fases vapor e líquido,
respectivamente, de cada prato.
Chan e Fair (1984) propuseram um método para aproximar o valor da inclinação
da curva de equilíbrio m em sistemas multicomponentes. Primeiramente, deve-se
definir os componentes chave-leve e chave-pesado e, em seguida calcula-se o teor
do chave leve nas fases líquida e vapor de cada prato:
(2.6)
(2.7)
Assim, o método pseudobinário define a inclinação da curva de equilíbrio por
prato da seguinte forma:
(2.8)
sendo n o estágio no qual se calcula a eficiência e n+1 o estágio superior e ele.
10
2.1.3. Razão de Refluxo
O funcionamento de sistemas industriais de destilação depende de diversos
fatores operacionais. No entanto, algumas variáveis de processo são determinantes
para se alcançar o grau de separação que se deseja, dentre elas, destaca-se a razão de
refluxo.
Há dois tipos de refluxo, o externo e o interno, que definem, portanto, as razões
de refluxo externa e interna.
(2.9)
(2.10)
(2.11)
em que L é a corrente líquida que retorna ao topo da coluna, D corresponde à vazão
molar do produto de topo recuperado, Lm e Ln são as vazões molares de líquido na
seção de absorção e esgotamento, respectivamente e Vm e Vn são as vazões molares
de vapor, também nas seções de absorção e esgotamento, respectivamente. Segundo
KISTER (1992), o grau de fracionamento de uma coluna é tão melhor quanto maior
for a razão de refluxo interna.
O valor da razão de refluxo externa deve estar entre as condições limites de
refluxo mínimo e total. A razão de refluxo mínima corresponde à condição de pinch,
na qual infinitos estágios seriam necessários para realizar a separação da mistura.
Em contrapartida, o número mínimo de estágios para a mesma separação determina
a condição de refluxo total. Nenhuma dessas condições é satisfatória, visto que uma
torre com infinitos pratos seria economicamente inviável, bem como uma coluna
que não gere produto de topo.
Geralmente, o valor da razão de refluxo externo operacional toma como base a
razão de refluxo mínima multiplicada por uma constante C>1, assim como mostrado
pela Equação (2.12).:

11
(2.12)
2.2. Equilíbrio Líquido-Vapor
O estudo termodinâmico do equilíbrio líquido-vapor é importante para a
compreensão deste trabalho, visto que a separação de uma mistura em um sistema
de destilação está diretamente relacionada à presença de estágios de equilíbrio.
O equilíbrio é uma condição estática na qual não ocorrem mudanças nas
propriedades macroscópicas de um sistema com o tempo. Um sistema composto por
líquido e vapor em contato alcança o equilíbrio quando os valores de temperatura,
pressão e composições das fases de seu estado final se mantêm fixos.
Entretanto, ao nível microscópico, as condições desse sistema não são estáticas.
As moléculas que compreendem uma fase em determinado instante não são as
mesmas que a ocupam no momento seguinte. Moléculas de uma determinada fase
com velocidades suficientemente altas e perto da interface são capazes de superar as
forças interfaciais e se transferirem para a outra fase. Contudo, a média da taxa de
passagem das moléculas é a mesma em ambas as direções, o que leva a uma taxa de
transferência material, na média, entre as fases nula (SMITH et al., 2001).
2.2.1. Comportamento Termodinâmico
Pode-se dizer que o equilíbrio termodinâmico é alcançado quando as condições
de equilíbrio térmico, mecânico e químico entre as fases forem estabelecidas.
(2.13)
(2.14)
(2.15)

12
em que e são as temperaturas nas fases líquida e vapor, respectivamente.
Assim como e são as pressões nas fases líquida e vapor e e
são os
potenciais químicos do componente i nas fases líquida e vapor.
Sabe-se que:
(
) ̅ (2.16)
sendo ̅ o volume molar parcial. Para uma substância pura com comportamento de
gás ideal, ̅
, assim, ao se integrar a Equação (2.16) obtém-se:
(2.17)
em que é dependente da temperatura.
Infelizmente, a equação (2.17) não é capaz de representar o comportamento real
de um líquido ou gás multicomponente. No entanto, em 1901 G. N. Lewis propôs o
parâmetro fugacidade o qual, quando usado para substituir a pressão na Equação
(2.17), preserva a forma funcional da equação (HENLEY e SEADER, 1981).
Assim, para um componente em uma mistura, têm-se:
(
) (2.18)
assim, para um gás ideal puro a fugacidade é equivalente à pressão. Para um
componente em uma mistura ideal a fugacidade é igual à pressão parcial, dada ou
pela Lei de Dalton para o caso de misturas gasosas, ; ou pela Lei de Raoult
quando se trata de uma solução líquida, , sendo
a pressão de vapor do
componente puro.
Seja o coeficiente de fugacidade para uma substância pura definido como:
(2.19)
em que é a fugacidade de uma substância pura. Lewis e Randall estenderam este
conceito para misturas:

13
(2.20)
(2.21)
O desvio da idealidade pode ser representado pelos coeficientes de fugacidade
de mistura definido como:
(2.22)
(2.23)
Quanto mais próximo do comportamento ideal, tende para 1 e
tende para
, sendo
a pressão de saturação.
Para uma dada temperatura, a razão entre a fugacidade de um componente na
mistura e sua fugacidade em um determinado estado padrão é chamada de atividade.
Caso o estado padrão seja definido como o de substância pura nas mesmas
condições da mistura, então:
(2.24)
Para uma mistura ideal, têm-se: e . Analogamente às
Equações (2.22) e (2.23), definiram-se os coeficientes de atividade para representar
o desvio da idealidade da mistura:
(2.25)
(2.26)
Voltando às condições de equilíbrio, foi demonstrado por PRAUSNITZ (1969)
que o equilíbrio físico representado pela Equação (2.15) pode ser substituído por:
(2.27)

14
Como o valor de é o mesmo para ambas as fases, a substituição da Equação
(2.24) na (2.27) resulta em:
(2.28)
Rearranjando a Equação (2.22):
(2.29)
Substituindo a Equação (2.24) na (2.26):
(2.30)
Na condição de equilíbrio:
(2.31)
Seja a fugacidade do componente puro apresentada por SMITH et al. (2001)
como:
(
(
)
) (2.32)
Assim:
(2.33)
Com:
(
(
)
) (2.34)
A Equação (2.33) é chamada de formulação gamma/phi do equilíbrio líquido-
vapor. Esta equação se reduz à Lei de Raoult quando e são iguais a 1, ou seja,
quando tanto a fase vapor quanto a líquida comportarem-se idealmente. Porém,
quando somente , considera-se que só a fase vapor tem comportamento ideal
e a equação (2.33) se reduz à Lei de Raoult modificada.

15
Caso o sistema estudado esteja sendo submetido a pressões moderadas ou
baixas, o fator de Poyting (representado pelo termo exponencial) pode ser omitido e
a Equação (2.34) simplificada para a Equação (2.35) (SMITH et al., 2001).
(2.35)
O uso da formulação gamma/phi depende da disponibilidade de correlações que
possam determinar os valores de , e
. A pressão de saturação de um
componente puro geralmente é dada pela equação de Antoine:
(2.36)
Em que e são constantes tabeladas para cada substância.
O cálculo dos coeficientes de fugacidade e de atividade será discutido mais
adiante.
2.2.2. Volatilidade Relativa
Sejam a fração molar de um determinado componente i de uma mistura na
fase líquida e a fração molar do mesmo na fase vapor, sendo que ambas as fases
estão em equilíbrio, determina-se , uma razão definida por:
(2.37)
O valor de depende da composição da mistura e dos valores de temperatura e
pressão do sistema. Este parâmetro representa uma medida da tendência da espécie i
se vaporizar. Assim, se o valor de for alto, o componente i tende a se concentrar
na fase vapor, caso contrário, a concentração se dará na fase líquida. (KISTER,
1992).
Sejam i e j dois componentes de uma mistura, a volatilidade relativa é definida
pela razão entre os valores de .

16
(2.38)
Este índice está relacionado com a facilidade de separação entre dois
componentes. Quando este valor for alto, uma das espécies é muito mais volátil que
a outra, o que facilita a separação da mistura por destilação. Por outro lado, quando
as volatilidades de ambos os componentes forem semelhantes (valor de próximo
de 1) a separação por destilação torna-se difícil.
Por convenção, a volatilidade relativa é definida pela razão entre os valores de
do componente mais volátil pelo menos volátil e, portanto, seu valor será sempre
igual ou maior que 1 (KISTER, 1992).
O número de estágios teóricos requeridos para separar duas espécies a um
determinado grau é fortemente dependente do valor deste índice. Quanto mais
distante de 1 for o valor da volatilidade relativa, menor será o número de estágios
necessários para realizar a separação desejada (HENLEY e SEADER, 1981).
A Figura 5 mostra o efeito da volatilidade relativa na concentração do
componente mais volátil na fase vapor. Quando α é alto, a distância entre os valores
de x e de y em equilíbrio é maior, logo, mais fácil será para converter a mistura
líquida em componente puro.
Figura 5 - Diagrama x-y para diversos valores de α.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
y, f
raçã
o m
ola
r n
a fa
se v
apo
r
x, fração molar na fase líquida
α=1
α=1,5
α=2
α=5
α=2,5

17
Para um sistema binário, as Equações (2.37) e (2.38) combinadas resultam em:
(2.39)
Rearranjando a Equação (2.39) têm-se:
( )
(2.40)
Caso a mistura tenha comportamento ideal e seus componentes tiverem pontos
de ebulição próximos, pode-se assumir que α é uma constante independente da
temperatura.
A associação do conceito dos valores de K com o de fugacidade contribui para o
equacionamento de um sistema de destilação.
Substituindo as Equações (2.25) e (2.26) na Equação (2.24):
(2.41)
(2.42)
Como, no equilíbrio,
, o valor de com base nas equações (2.29) e
(2.30) corresponde a:
(2.43)
Substituindo a pressão pela definição:
têm-se:
(2.44)
A equação (2.44) é a forma do valor de K dependente de um coeficiente de
atividade e, segundo HENLEY e SEADER (2005), é recomendada para todas as
misturas submetidas desde a temperatura ambiente até perto da temperatura crítica.

18
Outra forma de expor é através da combinação das Equações (2.22) e (2.23):
(
) (2.45)
A equação (2.45) é a chamada equação de estado do valor de Ki e é recomendada,
também por HENLEY e SEADER (2005), para mistura de hidrocarbonetos leves em
sistemas submetidos a temperaturas criogênicas até a região crítica.
2.3. Modelos Termodinâmicos
Estimar precisamente propriedades físicas e termodinâmicas é essencial para a
simulação de processos. Desse modo, a seleção adequada do método de predição
dessas propriedades é fundamental para reproduzir as fases em equilíbrio nos
estágios de um sistema de destilação.
Para escolher a metodologia de predição deve-se levar em conta fatores como a
natureza dos compostos da mistura, a natureza do processo analisado e a
disponibilidade de dados experimentais.
Ao empregar a metodologia de escolha, que será apresentada no Capítulo 4,
foram escolhidos três modelos termodinâmicos para serem discutidos neste trabalho.
Peng-Robinson (PR), Soave-Redlich-Kwong (SRK) e Braun K-10. Tanto PR quanto
SRK são modelos de equação de estado e Braun K10 é um modelo de pressão de
vapor. A seguir será apresentada uma breve descrição para cada um desses modelos.
2.3.1. Equações de Estado Cúbicas
Uma equação de estado procura relacionar variáveis de estado, tais como:
volume molar, temperatura e pressão. Os modelos de Soave Redlich Kwong (SRK)
e Peng-Robinson (PR) são baseados em equações de estado cúbicas. A Equação
(2.46) é referente ao modelo SRK e a Equação (2.47) descreve o modelo PR. Ambas
as equações apresentam termos de volume elevados à terceira potência, quando
rearranjadas.
(2.46)

19
{
[ ( )]
{
[ ( )]
(2.47)
Em que v corresponde ao volume molar, ω é o fator acêntrico, o índice c
caracteriza propriedade crítica e o índice r indica propriedade reduzida.
O fator de compressibilidade e parâmetros de mistura para cada um dos modelos
são apresentados na Tabela 1.
Tabela 1 - Comparação entre os modelos SRK e PR, adaptado de ASPEN Technoogy, 2008.
Parâmetro SRK PR
b ∑
∑
bi
a ∑∑ ( )
∑∑ ( )
ai
aci
αi0,5
A
20
Tabela 1 - Comparação entre os modelos SRK e PR, adaptado de ASPEN Technoogy ,2008 (continuação).
Parâmetro SRK PR
B
:
O modelo SRK fornece resultados confiáveis para os valores de Ki e de entalpia
em uma ampla gama de valores de temperatura e pressão. Entretanto, o modelo
falha na previsão da massa específica de líquidos com precisão, sendo o PR bem
sucedido nesse aspecto (HENLEY e SEADER, 1981).
ELLIOT e DAUBERT (1985) comprovaram que a equação SRK representa com
acurácia o equilíbrio líquido-vapor para diversos sistemas binários contendo
hidrocarbonetos, hidrogênio, nitrogênio, sulfito de hidrogênio, monóxido de
carbono e dióxido de carbono. Eles também mostraram que a equação de SRK é
recomendada para o cálculo de propriedades críticas dessas misturas. A equação de
PR apresenta um desempenho tão bom quanto ou melhor que a equação de SRK.
HANT et al (1988) reportaram que o modelo de PR apresentou resultados
superiores na previsão do equilíbrio líquido-vapor de misturas contendo hidrogênio
e nitrogênio.
Os modelos SRK e PR são largamente utilizados nas indústrias, pois a relação
entre temperatura, pressão e as composições entre as fases de um sistema binário ou
multicomponente é facilmente representada por eles. Os modelos necessitam apenas
das propriedades críticas e do fator acêntrico para o cálculo dos parâmetros gerais.
Entretanto, o cálculo do volume de líquidos saturados é limitado e invariavelmente
retorna valores maiores que os valores experimentais.
2.3.2. Braun K10
O modelo de Braun K10 é aplicável a sistemas com hidrocarbonetos pesados
submetidos a baixas pressões. Ele é baseado no método de Braun de convergência
de pressão, no qual dado o ponto de ebulição de determinado componente, o valor
de Ki é calculado na temperatura original do sistema e a 10 psia. O valor de K10 é,
então, corrigido para a pressão do sistema, utilizando gráficos de correção de
pressão.
21
O modelo de Braun não é recomendado para misturas com grandes quantidades
de gases ácidos ou de hidrocarbonetos leves.
2.4. Simulação Computacional
A simulação de processos é a ferramenta principal deste trabalho e, por isso, este
item tem o objetivo de apresentar as principais características da simulação e as
vantagens e desvantagens de seu uso.
Segundo THOMÉ (1993), a simulação é um processo de desenvolvimento de um
modelo de operação para um determinado sistema e de condução de experimentos
com esse modelo com o objetivo de entender o comportamento do sistema e avaliar
estratégias alternativas para sua operação. O modelo deve ser capaz de reproduzir
aspectos selecionados do sistema com um grau de precisão aceitável.
Validado o modelo, é possível testar várias ideias e opções e, assim,
compreender como o sistema se comportaria em situações diferentes da operação
original. Desse modo, a simulação pode ser utilizada para dimensionar uma nova
unidade ou equipamento, para testar novas estratégias de controle e para analisar
como o sistema se comporta quando submetido a distintas condições operacionais.
Entretanto, antes de escolher a simulação como uma ferramenta, deve-se
determinar o objetivo-chave da mesma e certificar-se da confiabilidade dos dados
disponíveis para a simulação. Esses dois pontos são de grande importância para a
modelagem do sistema (SMITH, 2005).
O emprego da simulação de processos permite que se evitem custos durante o
desenvolvimento de um projeto, visto que ela possibilita testar o sistema e otimizá-
lo antes que o projeto seja finalizado e implementado. Outra vantagem é a
diversidade de aspectos que podem ser analisados através de uma simulação
computacional. Conforme citado por SMITH (2005), as seguintes questões podem
ser estudadas:
Rendimento de uma unidade;
Existência de gargalos operacionais;
Filosofia de controle da unidade;
22
Suprimento de materiais envolvendo processos contínuos;
Otimização de processos.
A principal atividade da simulação na engenharia de processos é chamada de
flowsheeting. Segundo DIMIAN (2003), flowsheeting corresponde à descrição
sistemática de correntes materiais e energéticas de um processo através de
simulação computacional, com o objetivo de projetar uma nova planta industrial ou
de melhorar o desempenho de uma já existente.
Basicamente dois tipos de simulação podem ser citadas: a estacionária e a
dinâmica. Os modelos estacionários representam a situação na qual as condições
operacionais alcançam o ponto estacionário, ou seja, não variam mais com o tempo,
normalmente o momento no qual o sistema alcança o equilíbrio. Já a simulação
dinâmica considera como o processo evolui com o tempo.
2.4.1. Etapas de uma Simulação
O processo de simulação computacional varia dependendo do sistema estudado,
entretanto, algumas etapas básicas são essenciais para estruturar cada problema.
Segundo DIMIAN (2003), o conjunto de etapas se resume em:
1. Definição: etapa que compreende definições prévias à simulação, ou seja,
ainda não há manipulação direta do simulador. Devem ser definidos os
componentes químicos envolvidos, o modelo termodinâmico, as
unidades que compõem o sistema, o modelo de simulação e o critério de
convergência;
2. Input: etapa na qual as definições da etapa anterior são concretizadas.
Desenha-se a flowsheet, selecionam-se os componentes do banco de
dados do simulador – caso um componente original do problema não
esteja presente no banco do simulador, deve-se inseri-lo – e especificam-
se as condições das correntes do sistema e o modelo termodinâmico;
3. Execução: momento no qual confere-se se o critério de convergência pré-
determinado foi alcançado. Caso ocorram erros na simulação, deve-se
observar o histórico de convergência com o objetivo de identificá-los;

23
4. Resultados: as simulações geralmente retornam diversos tipos de
resultados, porém nem todos são relevantes para a análise que se deseja
realizar. Normalmente os mais importantes são: balanço material e de
energia e configuração das correntes e unidades envolvidas;
5. Análise: consiste na etapa final do processo e visa à análise crítica dos
resultados obtidos, estando esta baseada principalmente nos conceitos de
engenharia e na experiência da pessoa que está realizando a simulação.
2.4.2. Estratégias Computacionais
As principais estratégias de cálculo em uma simulação computacional são:
Modular sequencial (SM em inglês): nessa estratégia a sequência de
cálculo ocorre em cada unidade por vez, por isso, um processo com
correntes-reciclo deve ser decomposto em diversas sequências de cálculo
(DIMIAN, 2003). As correntes compartilhadas do sistema são
modificadas através de um processo iterativo até que tanto as unidades
que as compartilham quanto essas correntes satisfaçam determinado
critério de convergência, o qual geralmente corresponde ao fechamento
dos balanços de massa e de energia;
Orientado por equações (EO em inglês): estratégia na qual todas as
equações do modelo são resolvidas simultaneamente. O modelo
estacionário é composto por equações Algébricas Não Lineares (NLA,
em inglês) e o dinâmico apresenta Equações Algébrico-Diferenciais
(DAE, em inglês). Apesar de exigir maior esforço computacional por
iteração que o modelo sequencial, essa opção de cálculo tem uma maior
taxa de convergência e torna mais flexível o ambiente de especificações,
as quais podem ser entradas, saídas ou variáveis internas das unidades;
Modular simultânea: consiste em uma combinação dos modelos EO e
SM..
DIMIAN (2003) defende que a estratégia sequencial é dominante nas simulações
estacionárias, da mesma forma que a estratégia orientada por equações apresenta
maior potencial em resolver simulações dinâmicas e otimizações em tempo real.
24
Neste trabalho, utilizou-se o simulador Aspen Plus 2006®, o qual é baseado no
modelo sequencial.
3. Metodologia
3.1. Conhecimento do Processo
O entendimento completo do processo é fundamental para identificar gargalos
operacionais e buscar oportunidades de melhoria. Assim, o estudo dos equipamentos
e das correntes que compõem o sistema deve ser o primeiro passo quando se deseja
propor modificações no mesmo. Além disso, consegue-se observar quais variáveis
do processo são as mais relevantes, facilitando a confecção de simulações. Devido à
importância da conceituação do processo, este item é dedicado a um breve resumo
do seu funcionamento, destacando as principais questões relacionadas à sua
operação. As informações sobre o sistema estudado foram obtidas através de
documentações de projeto referentes à unidade.
O sistema de tratamento de gasolina de pirólise, ilustrado na Figura 6 é
composto por um reator de hidrogenação (1-DC-851) e duas colunas de destilação,
uma de recheio (1-DA-851) e outra de pratos (1-DA-852). O reator é responsável
por hidrogenar parte dos compostos insaturados da gasolina bruta, de modo a
estabilizá-la e evitar sua polimerização no decorrer do processo e em seu transporte.
A coluna de recheio tem o papel de separar o hidrogênio remanescente e demais
leves da gasolina hidrogenada, seguindo esta para a coluna de pratos, que
efetivamente realiza a separação, recuperando como destilado a gasolina de pirólise
e como produto de fundo uma corrente rica em compostos hidrocarbonetos C9+. Os
condensadores de ambas as colunas utilizam água de resfriamento como fluido
refrigerante, da mesma forma que os dois refervedores são providos de vapor de
média pressão para a vaporização do refluxo de fundo.

25
Figura 6 - Sistema de tratamento de gasolina simplificado.
Como citado anteriormente, a gasolina de pirólise é comercializada e a corrente
de C9+ é utilizada como combustível nas caldeiras da unidade.
Através do acompanhamento e análise das variáveis críticas do processo, as
engenharias de produção e de processo foram capazes de identificar problemas
operacionais no sistema. O reator 1-DC-851 apresenta campanhas de operação
muito curtas, visto que não consegue operar 6 meses ininterruptos, o qual
corresponde ao período típico para catalisadores com a função de hidrogenar
compostos insaturados compreendidos na faixa de C4 a C14 (caso da gasolina
bruta). Esse problema está relacionado principalmente à gasolina bruta que o
alimenta, pois a mesma apresenta um percentual elevado de compostos pesados,
somado a um alto teor de sólidos dissolvidos. Assim, a natureza da alimentação do
reator agride o catalisador, prejudicando suas campanhas. Além disso, o vapor
utilizado no processo de regeneração do reator apresenta temperatura inadequada, o
que também prejudica o desempenho da reação.
Devido à necessidade de diversas regenerações do catalisador do 1-DC-851, o
sistema é constantemente paralisado, o que torna o estoque de gasolina bruta
elevado. Dessa forma, o sistema de fracionamento é obrigado a operar com vazões
de carga acima da capacidade de projeto, chegando a valores 24% maiores. Assim, a
coluna 1-DA-852 não opera nas condições previstas pelo projeto, principalmente
com relação à razão de refluxo, 79% inferior à projetada. Ademais, as composições
das correntes envolvidas diferem significativamente daquelas estimadas pelo
projeto, o que também influencia no distanciamento entre o comportamento real e o
projetado.
1-DC-851 1-DA-851 1-DA-852
H2
Gasolina Bruta
1-EA-857
1-EA-858
1-EA-859
1-EA-860
Off-gas
14
33
C9+
Gasolina de Pirólise
26
3.2. Determinação do Estado Estacionário
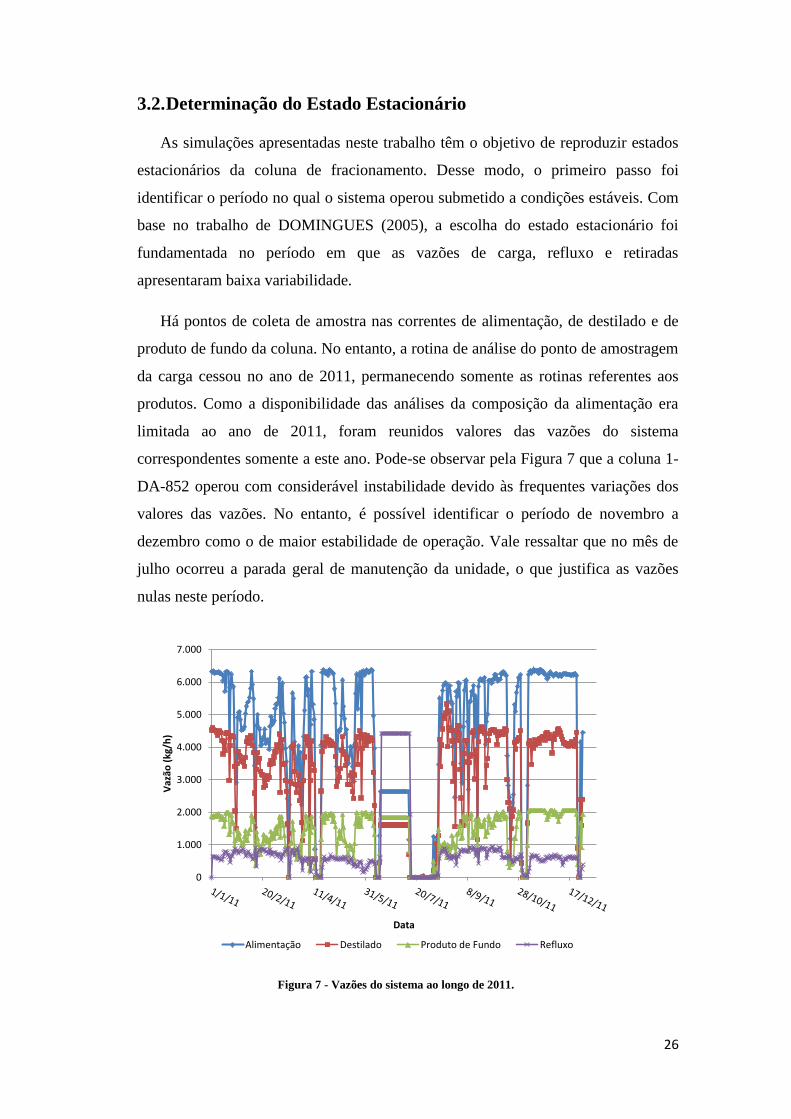
As simulações apresentadas neste trabalho têm o objetivo de reproduzir estados
estacionários da coluna de fracionamento. Desse modo, o primeiro passo foi
identificar o período no qual o sistema operou submetido a condições estáveis. Com
base no trabalho de DOMINGUES (2005), a escolha do estado estacionário foi
fundamentada no período em que as vazões de carga, refluxo e retiradas
apresentaram baixa variabilidade.
Há pontos de coleta de amostra nas correntes de alimentação, de destilado e de
produto de fundo da coluna. No entanto, a rotina de análise do ponto de amostragem
da carga cessou no ano de 2011, permanecendo somente as rotinas referentes aos
produtos. Como a disponibilidade das análises da composição da alimentação era
limitada ao ano de 2011, foram reunidos valores das vazões do sistema
correspondentes somente a este ano. Pode-se observar pela Figura 7 que a coluna 1-
DA-852 operou com considerável instabilidade devido às frequentes variações dos
valores das vazões. No entanto, é possível identificar o período de novembro a
dezembro como o de maior estabilidade de operação. Vale ressaltar que no mês de
julho ocorreu a parada geral de manutenção da unidade, o que justifica as vazões
nulas neste período.
Figura 7 - Vazões do sistema ao longo de 2011.
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
Vaz
ão (
kg/h
)
Data
Alimentação Destilado Produto de Fundo Refluxo
27
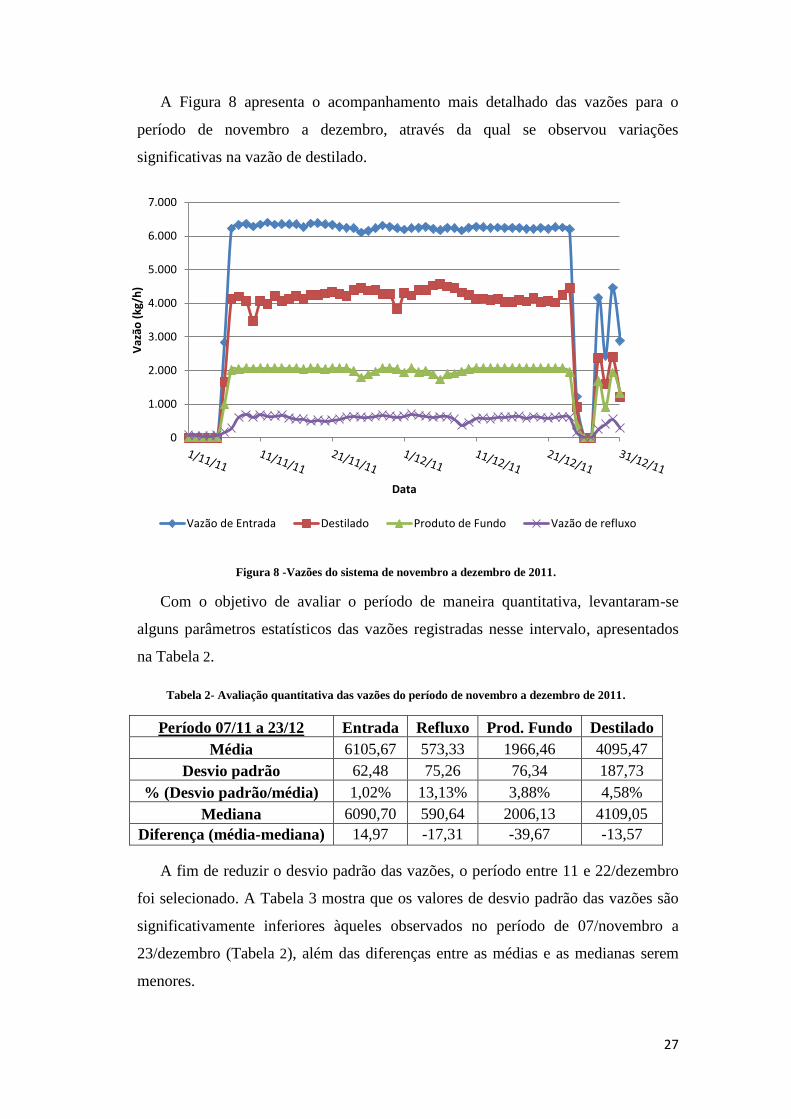
A Figura 8 apresenta o acompanhamento mais detalhado das vazões para o
período de novembro a dezembro, através da qual se observou variações
significativas na vazão de destilado.
Figura 8 -Vazões do sistema de novembro a dezembro de 2011.
Com o objetivo de avaliar o período de maneira quantitativa, levantaram-se
alguns parâmetros estatísticos das vazões registradas nesse intervalo, apresentados
na Tabela 2.
Tabela 2- Avaliação quantitativa das vazões do período de novembro a dezembro de 2011.
Período 07/11 a 23/12 Entrada Refluxo Prod. Fundo Destilado
Média 6105,67 573,33 1966,46 4095,47
Desvio padrão 62,48 75,26 76,34 187,73
% (Desvio padrão/média) 1,02% 13,13% 3,88% 4,58%
Mediana 6090,70 590,64 2006,13 4109,05
Diferença (média-mediana) 14,97 -17,31 -39,67 -13,57
A fim de reduzir o desvio padrão das vazões, o período entre 11 e 22/dezembro
foi selecionado. A Tabela 3 mostra que os valores de desvio padrão das vazões são
significativamente inferiores àqueles observados no período de 07/novembro a
23/dezembro (Tabela 2), além das diferenças entre as médias e as medianas serem
menores.
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
Vaz
ão (
kg/h
)
Data
Vazão de Entrada Destilado Produto de Fundo Vazão de refluxo
28
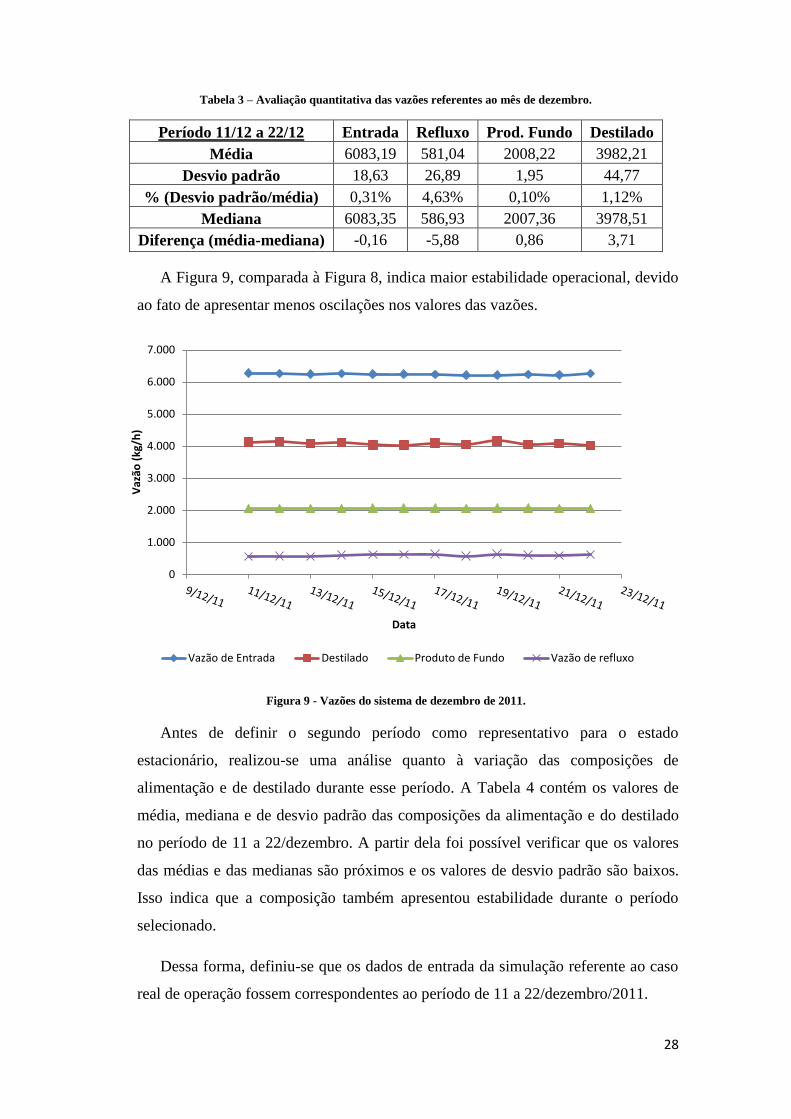
Tabela 3 – Avaliação quantitativa das vazões referentes ao mês de dezembro.
Período 11/12 a 22/12 Entrada Refluxo Prod. Fundo Destilado
Média 6083,19 581,04 2008,22 3982,21
Desvio padrão 18,63 26,89 1,95 44,77
% (Desvio padrão/média) 0,31% 4,63% 0,10% 1,12%
Mediana 6083,35 586,93 2007,36 3978,51
Diferença (média-mediana) -0,16 -5,88 0,86 3,71
A Figura 9, comparada à Figura 8, indica maior estabilidade operacional, devido
ao fato de apresentar menos oscilações nos valores das vazões.
Figura 9 - Vazões do sistema de dezembro de 2011.
Antes de definir o segundo período como representativo para o estado
estacionário, realizou-se uma análise quanto à variação das composições de
alimentação e de destilado durante esse período. A Tabela 4 contém os valores de
média, mediana e de desvio padrão das composições da alimentação e do destilado
no período de 11 a 22/dezembro. A partir dela foi possível verificar que os valores
das médias e das medianas são próximos e os valores de desvio padrão são baixos.
Isso indica que a composição também apresentou estabilidade durante o período
selecionado.
Dessa forma, definiu-se que os dados de entrada da simulação referente ao caso
real de operação fossem correspondentes ao período de 11 a 22/dezembro/2011.
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
Vaz
ão (
kg/h
)
Data
Vazão de Entrada Destilado Produto de Fundo Vazão de refluxo

29
Tabela 4 - Análise da variação das composições da alimentação e destilado.
Componente
Alimentação Destilado
Média
(%m.m)
Mediana
(%m.m)
Desvio
padrão
Média
(%m.m)
Mediana
(%m.m)
Desvio
padrão
Aromáticos C10s 1,4448 1,5292 0,2495 0,1636 0,1703 0,0391
Aromáticos C11s 1,6041 1,5201 0,2521 0,1093 0,1082 0,0100
Aromáticos C9s 2,1798 2,2017 0,1885 0,4992 0,4726 0,0542
Benzeno 35,7870 35,6217 1,6348 56,2697 56,1528 1,6712
Butadienos 0,0001 0,0000 0,0004 0,0057 0,0066 0,0029
Butino-2 0,0176 0,0189 0,0046 0,0283 0,0300 0,0067
Ciclopentano 0,6172 0,6017 0,1131 0,9225 0,8694 0,1421
Ciclopenteno 2,5447 2,5746 0,1312 3,9890 4,0180 0,1708
Compostos
P.E.>195,5ºC 12,5204 12,0790 3,3893 3,1137 2,8376 1,9701
CPD + cis-Pentadieno-
1,3 0,3119 0,3401 0,0571 1,3631 1,3957 0,2569
Diolefinas C7s 0,1153 0,1208 0,0134 0,6111 0,5923 0,1125
endo-DCPD 0,2041 0,2118 0,0339 0,0421 0,0416 0,0050
Estirênicos C9H10 0,3518 0,3524 0,0876 0,0403 0,0366 0,0154
Estireno 1,0880 1,1559 0,2294 0,4453 0,4408 0,0721
Etano 0,0001 0,0000 0,0004 0,0017 0,0000 0,0024
Eteno 0,0006 0,0000 0,0014 0,0028 0,0040 0,0023
Etilacetileno 0,0001 0,0000 0,0004 0,0000 0,0000 0,0000
Etilbenzeno 3,1804 3,1713 0,1517 1,7600 1,7080 0,2757
Hexadienos 0,1051 0,1017 0,0119 0,1779 0,1679 0,0252
Indano 0,7293 0,7245 0,0852 0,0960 0,0892 0,0175
Indeno 1,1600 1,1638 0,1556 0,1477 0,1468 0,0173
Isoparafinas C10s 0,1369 0,1396 0,0138 0,0310 0,0281 0,0088
Isoparafinas C5s 0,0766 0,0780 0,0059 0,1146 0,1154 0,0068
Isoparafinas C6s 0,1331 0,1308 0,0103 0,2043 0,2023 0,0101
Isoparafinas C7s 0,0470 0,0358 0,0329 0,0551 0,0547 0,0024
Isoparafinas C8s 0,1773 0,1822 0,0186 0,2817 0,2738 0,0377
Isoparafinas C9s 0,0393 0,0387 0,0058 0,0313 0,0300 0,0121
Isopreno 0,1676 0,1857 0,0463 0,2837 0,3040 0,0688
Naftaleno 2,3194 2,2760 0,1929 0,1053 0,0990 0,0200
Naftênicos C10H16 0,7391 0,7707 0,1224 0,0816 0,0820 0,0097
Naftênicos C10s 0,5664 0,5731 0,0731 0,0805 0,0802 0,0087
Naftênicos C11H16 2,4456 2,4646 0,1728 0,1285 0,1258 0,0137
Naftênicos C6s 0,0907 0,0890 0,0134 0,1371 0,1305 0,0201
Naftênicos C7s 0,0001 0,0000 0,0004 0,0007 0,0000 0,0023

30
Tabela 4 - Análise da variação das composições da alimentação e destilado (continuação).
Componente
Alimentação Destilado
Média
(%m.m)
Mediana
(%m.m)
Desvio
padrão
Média
(%m.m)
Mediana
(%m.m)
Desvio
padrão
Naftênicos C8s 0,1103 0,1118 0,0111 0,1324 0,1267 0,0323
Naftênicos C9H12 0,0603 0,0636 0,0249 0,0011 0,0000 0,0035
Naftênicos C9s 0,0887 0,0889 0,0058 0,0344 0,0345 0,0032
n-Butano 0,1345 0,1337 0,0697 0,2094 0,2005 0,0708
n-Hexano 0,0512 0,0521 0,0077 0,0766 0,0742 0,0093
n-Pentano 0,4371 0,4529 0,0470 0,6648 0,6507 0,0521
Olefinas C10s 0,0121 0,0158 0,0075 0,0000 0,0000 0,0000
Olefinas C4s 1,1372 1,1052 0,2198 1,7143 1,7106 0,3235
Olefinas C5s 5,7297 5,7279 0,4212 8,9278 8,9055 0,4247
Olefinas C6s 2,2480 2,2514 0,1948 3,5470 3,5698 0,1578
Olefinas C7s 0,6511 0,6517 0,0777 1,0881 1,0881 0,1118
Olefinas C8s 0,0001 0,0000 0,0004 0,0011 0,0000 0,0036
Olefinas C9s 0,0001 0,0000 0,0004 0,0000 0,0000 0,0000
orto-Xileno 0,3523 0,3584 0,0272 0,1484 0,1437 0,0177
p+m-Xileno 0,5633 0,5575 0,0316 0,2840 0,2859 0,0445
Pentadienos 0,2755 0,3021 0,0681 0,4571 0,4895 0,0969
Pentino-1 0,0001 0,0000 0,0004 0,0000 0,0000 0,0000
Propano+Propeno 0,0224 0,0236 0,0046 0,0325 0,0314 0,0071
tetra-hidro-DCPD 10,1052 10,1433 0,8374 1,3686 1,3294 0,1392
Tolueno 7,1090 7,0950 0,3109 9,9878 9,8233 0,9392
Total C9s e maiores 36,7073 36,4824 2,5775 6,0742 5,6678 1,8498
Vinilacetileno 0,0113 0,0000 0,0316 100,0001 100,0001 0,0002
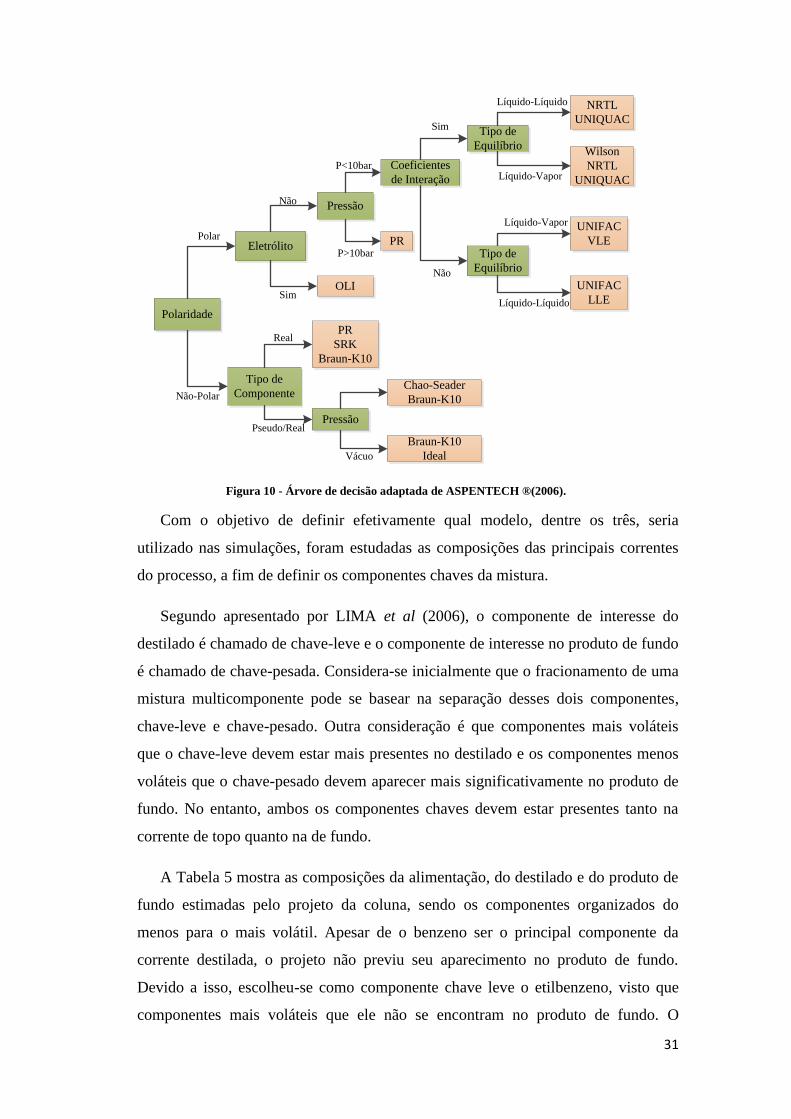
3.3. Escolha do Modelo Termodinâmico
Para a escolha do modelo termodinâmico a ser empregado nas simulações
tomou-se como base a árvore de decisão apresentada na Figura 10, a qual indica
quais são os modelos recomendados dependendo de características dos componentes
da mistura e de condições de pressão do sistema. A mistura estudada é composta
basicamente por hidrocarbonetos apolares de C5 a C14. Como os componentes são
apolares e reais, os modelos Peng-Robinson, Soave-Redlich-Kwong e Braun K-10
foram pré-selecionados.
31
Figura 10 - Árvore de decisão adaptada de ASPENTECH ®(2006).
Com o objetivo de definir efetivamente qual modelo, dentre os três, seria
utilizado nas simulações, foram estudadas as composições das principais correntes
do processo, a fim de definir os componentes chaves da mistura.
Segundo apresentado por LIMA et al (2006), o componente de interesse do
destilado é chamado de chave-leve e o componente de interesse no produto de fundo
é chamado de chave-pesada. Considera-se inicialmente que o fracionamento de uma
mistura multicomponente pode se basear na separação desses dois componentes,
chave-leve e chave-pesado. Outra consideração é que componentes mais voláteis
que o chave-leve devem estar mais presentes no destilado e os componentes menos
voláteis que o chave-pesado devem aparecer mais significativamente no produto de
fundo. No entanto, ambos os componentes chaves devem estar presentes tanto na
corrente de topo quanto na de fundo.
A Tabela 5 mostra as composições da alimentação, do destilado e do produto de
fundo estimadas pelo projeto da coluna, sendo os componentes organizados do
menos para o mais volátil. Apesar de o benzeno ser o principal componente da
corrente destilada, o projeto não previu seu aparecimento no produto de fundo.
Devido a isso, escolheu-se como componente chave leve o etilbenzeno, visto que
componentes mais voláteis que ele não se encontram no produto de fundo. O
Polaridade
Eletrólito
Tipo de
Componente
Pressão
OLI
Coeficientes
de Interação
PR
PR
SRK
Braun-K10
Pressão
Chao-Seader
Braun-K10
Braun-K10
Ideal
Tipo de
Equilíbrio
Tipo de
Equilíbrio
NRTL
UNIQUAC
Wilson
NRTL
UNIQUAC
UNIFAC
VLE
UNIFAC
LLE
Polar
Não-Polar
Real
Pseudo/Real
Não
Sim
P<10bar
P>10bar
Sim
Não
Líquido-Líquido
Líquido-Vapor
Líquido-Vapor
Líquido-Líquido
Vácuo
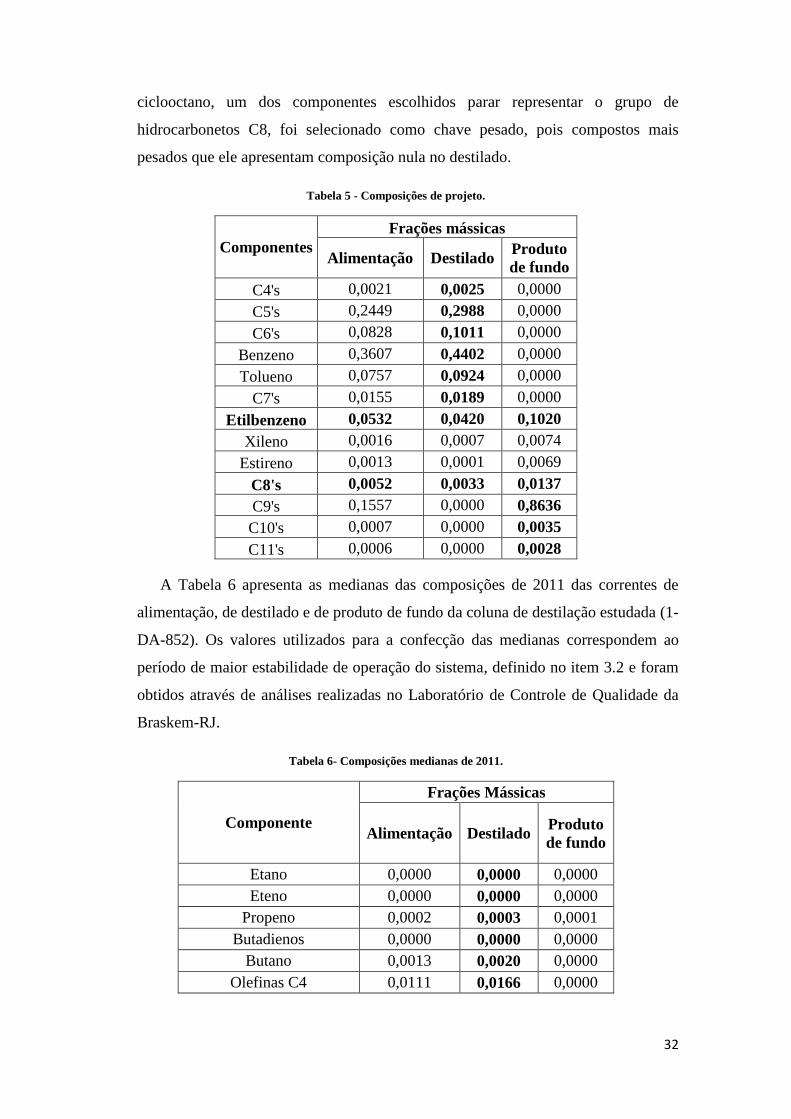
32
ciclooctano, um dos componentes escolhidos parar representar o grupo de
hidrocarbonetos C8, foi selecionado como chave pesado, pois compostos mais
pesados que ele apresentam composição nula no destilado.
Tabela 5 - Composições de projeto.
Componentes
Frações mássicas
Alimentação Destilado Produto
de fundo
C4's 0,0021 0,0025 0,0000
C5's 0,2449 0,2988 0,0000
C6's 0,0828 0,1011 0,0000
Benzeno 0,3607 0,4402 0,0000
Tolueno 0,0757 0,0924 0,0000
C7's 0,0155 0,0189 0,0000
Etilbenzeno 0,0532 0,0420 0,1020
Xileno 0,0016 0,0007 0,0074
Estireno 0,0013 0,0001 0,0069
C8's 0,0052 0,0033 0,0137
C9's 0,1557 0,0000 0,8636
C10's 0,0007 0,0000 0,0035
C11's 0,0006 0,0000 0,0028
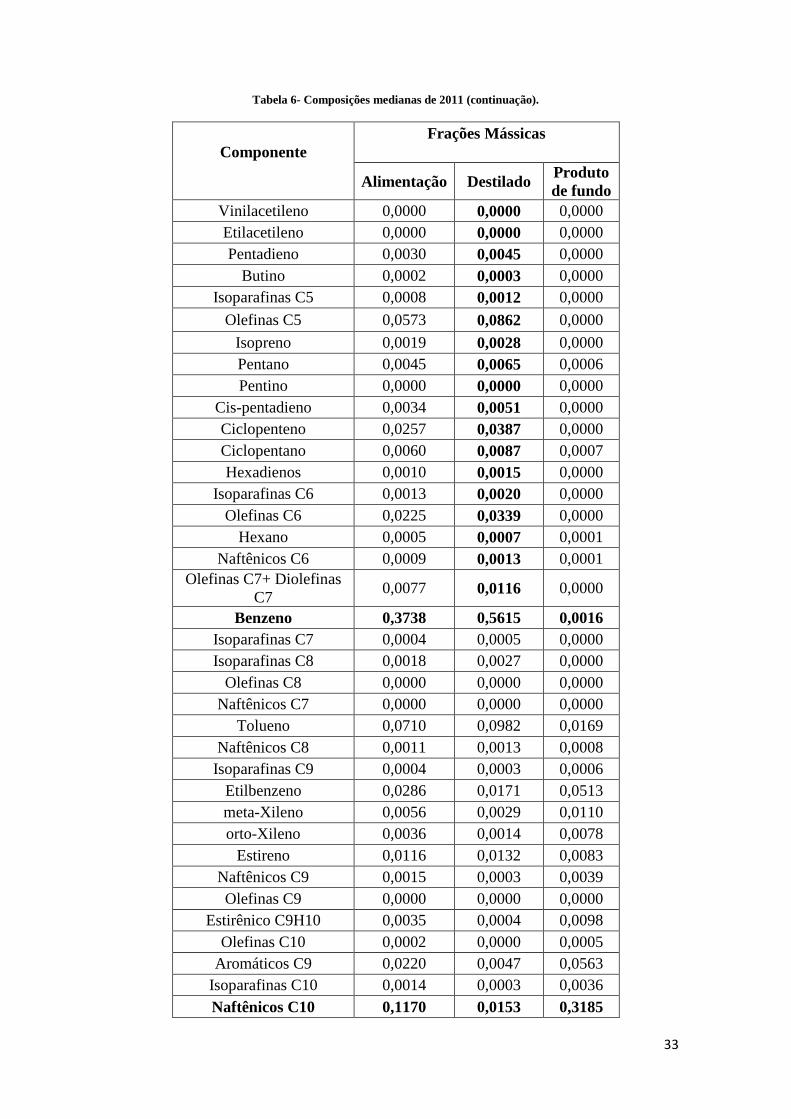
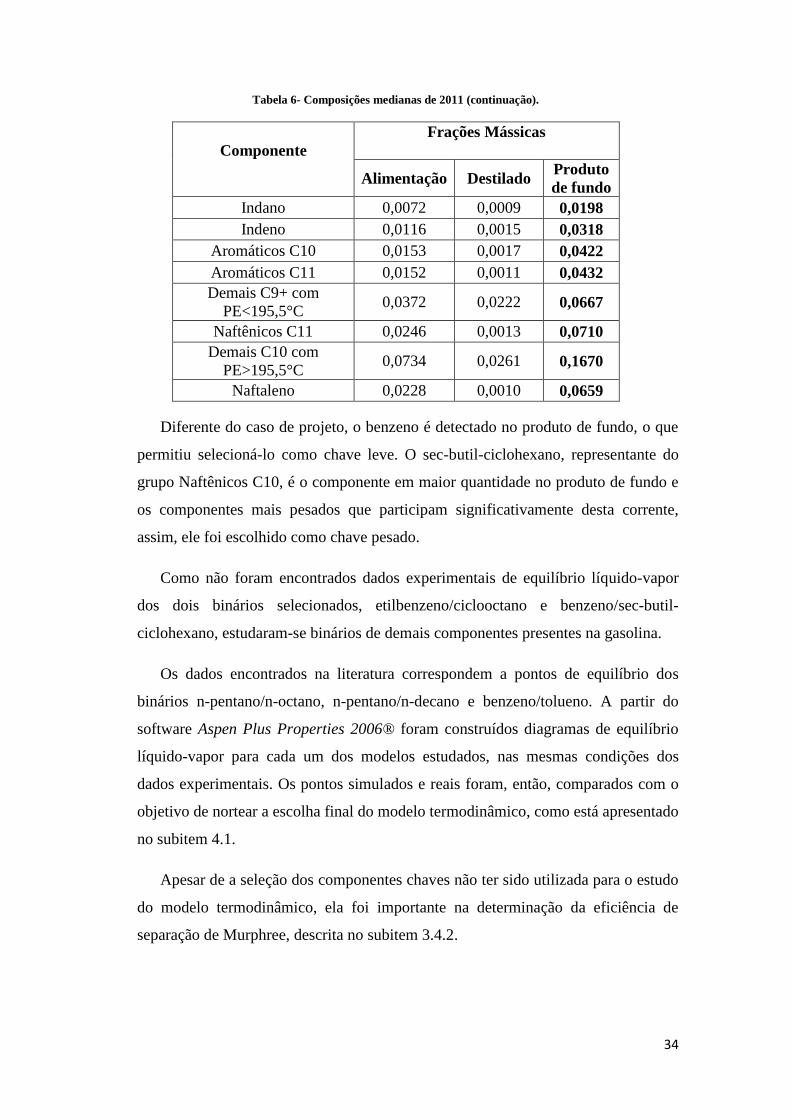
A Tabela 6 apresenta as medianas das composições de 2011 das correntes de
alimentação, de destilado e de produto de fundo da coluna de destilação estudada (1-
DA-852). Os valores utilizados para a confecção das medianas correspondem ao
período de maior estabilidade de operação do sistema, definido no item 3.2 e foram
obtidos através de análises realizadas no Laboratório de Controle de Qualidade da
Braskem-RJ.
Tabela 6- Composições medianas de 2011.
Componente
Frações Mássicas
Alimentação Destilado Produto
de fundo
Etano 0,0000 0,0000 0,0000
Eteno 0,0000 0,0000 0,0000
Propeno 0,0002 0,0003 0,0001
Butadienos 0,0000 0,0000 0,0000
Butano 0,0013 0,0020 0,0000
Olefinas C4 0,0111 0,0166 0,0000
33
Tabela 6- Composições medianas de 2011 (continuação).
Componente
Frações Mássicas
Alimentação Destilado Produto
de fundo
Vinilacetileno 0,0000 0,0000 0,0000
Etilacetileno 0,0000 0,0000 0,0000
Pentadieno 0,0030 0,0045 0,0000
Butino 0,0002 0,0003 0,0000
Isoparafinas C5 0,0008 0,0012 0,0000
Olefinas C5 0,0573 0,0862 0,0000
Isopreno 0,0019 0,0028 0,0000
Pentano 0,0045 0,0065 0,0006
Pentino 0,0000 0,0000 0,0000
Cis-pentadieno 0,0034 0,0051 0,0000
Ciclopenteno 0,0257 0,0387 0,0000
Ciclopentano 0,0060 0,0087 0,0007
Hexadienos 0,0010 0,0015 0,0000
Isoparafinas C6 0,0013 0,0020 0,0000
Olefinas C6 0,0225 0,0339 0,0000
Hexano 0,0005 0,0007 0,0001
Naftênicos C6 0,0009 0,0013 0,0001
Olefinas C7+ Diolefinas
C7 0,0077 0,0116 0,0000
Benzeno 0,3738 0,5615 0,0016
Isoparafinas C7 0,0004 0,0005 0,0000
Isoparafinas C8 0,0018 0,0027 0,0000
Olefinas C8 0,0000 0,0000 0,0000
Naftênicos C7 0,0000 0,0000 0,0000
Tolueno 0,0710 0,0982 0,0169
Naftênicos C8 0,0011 0,0013 0,0008
Isoparafinas C9 0,0004 0,0003 0,0006
Etilbenzeno 0,0286 0,0171 0,0513
meta-Xileno 0,0056 0,0029 0,0110
orto-Xileno 0,0036 0,0014 0,0078
Estireno 0,0116 0,0132 0,0083
Naftênicos C9 0,0015 0,0003 0,0039
Olefinas C9 0,0000 0,0000 0,0000
Estirênico C9H10 0,0035 0,0004 0,0098
Olefinas C10 0,0002 0,0000 0,0005
Aromáticos C9 0,0220 0,0047 0,0563
Isoparafinas C10 0,0014 0,0003 0,0036
Naftênicos C10 0,1170 0,0153 0,3185
34
Tabela 6- Composições medianas de 2011 (continuação).
Componente
Frações Mássicas
Alimentação Destilado Produto
de fundo
Indano 0,0072 0,0009 0,0198
Indeno 0,0116 0,0015 0,0318
Aromáticos C10 0,0153 0,0017 0,0422
Aromáticos C11 0,0152 0,0011 0,0432
Demais C9+ com
PE<195,5°C 0,0372 0,0222 0,0667
Naftênicos C11 0,0246 0,0013 0,0710
Demais C10 com
PE>195,5°C 0,0734 0,0261 0,1670
Naftaleno 0,0228 0,0010 0,0659
Diferente do caso de projeto, o benzeno é detectado no produto de fundo, o que
permitiu selecioná-lo como chave leve. O sec-butil-ciclohexano, representante do
grupo Naftênicos C10, é o componente em maior quantidade no produto de fundo e
os componentes mais pesados que participam significativamente desta corrente,
assim, ele foi escolhido como chave pesado.
Como não foram encontrados dados experimentais de equilíbrio líquido-vapor
dos dois binários selecionados, etilbenzeno/ciclooctano e benzeno/sec-butil-
ciclohexano, estudaram-se binários de demais componentes presentes na gasolina.
Os dados encontrados na literatura correspondem a pontos de equilíbrio dos
binários n-pentano/n-octano, n-pentano/n-decano e benzeno/tolueno. A partir do
software Aspen Plus Properties 2006® foram construídos diagramas de equilíbrio
líquido-vapor para cada um dos modelos estudados, nas mesmas condições dos
dados experimentais. Os pontos simulados e reais foram, então, comparados com o
objetivo de nortear a escolha final do modelo termodinâmico, como está apresentado
no subitem 4.1.
Apesar de a seleção dos componentes chaves não ter sido utilizada para o estudo
do modelo termodinâmico, ela foi importante na determinação da eficiência de
separação de Murphree, descrita no subitem 3.4.2.

35
3.4. Simulação Caso de Projeto
3.4.1. Parâmetros Operacionais
Após a determinação do modelo termodinâmico a ser empregado nas
simulações, o próximo passo foi modelar o sistema no simulador Aspen Plus 2006®
com o objetivo de reproduzir o projeto original da coluna. Empregou-se o modelo
de destilação rigoroso RadFrac, já existente no programa. Da Tabela 7 a Tabela 9
são apresentadas as variáveis de entrada estabelecidas na simulação.
Tabela 7 - Características das Correntes.
Correntes
Variável Alimentação Destilado
Vazão (kg/h) 4955,40 4061,90
T (°C) 78,67 39,58
P (kgf/cm²) 1,21 1,04
Tabela 8 - Perfil de Pressão na Coluna.
Pressões (kgf/cm²)
1º estágio 1,14
∆P da coluna 0,21
Tabela 9 - Trocadores de Calor.
Equipamentos Térmicos
Variável Condensador Refervedor
T (°C) 39,58 188,80
P (kgf/cm²) 1,04 1,35
Apesar de a coluna apresentar 33 estágios reais de equilíbrio, o número de
estágios foi definido como 35 na simulação, pois o programa exige que seja inserido
o número de estágios incluindo o condensador e o refervedor. Devido a isso, definiu
-se o estágio 15 como o prato de alimentação. Com relação aos equipamentos
térmicos, escolheram-se as opções condensador total e termossifão, de acordo com a
forma de operação da coluna real.
A Tabela 10 mostra as informações de projeto disponíveis para a composição da
corrente de entrada. Como se pode perceber, algumas frações consistem em grupos
de componentes, ou seja, não se tem informação de quais componentes efetivamente
foram empregados na confecção do projeto. Devido a isso, escolheram-se

36
determinados componentes para representar cada um desses grupos, os quais são
apresentados na Tabela 11.
Tabela 10 - Composição da corrente de alimentação.
Componente Fração
mássica
Butenos 0,0015
Butanos 0,0005
C5's 0,2449
C6's 0,0828
C7's 0,0155
C8's 0,0052
Benzeno 0,3608
Tolueno 0,0757
Xileno +
EtilBenzeno 0,0547
Estireno 0,0013
C9+ 0,1570
Tabela 11 - Componentes representantes.
Grupo Componente
representante
Butenos 1-Buteno
Butanos n-Butano
C5's n-Pentano
C6's n-Hexano
C7's n-Heptano
C8's 2,2,4-Trimetilpentano
Ciclooctano
C9+
cis-1-Propenilbenzeno
1,2,4,5-
Tetrametilbenzeno
n-Undecano
A escolha se baseou na composição real da alimentação da coluna. Por exemplo,
dentre os componentes do grupo C5, a maior parte é composta por parafinas, por
isso foi escolhido o n-pentano como representante. O grupo C8 foi dividido em uma
fração leve (2,2,4-trimetilpentano) e outra pesada (ciclooctano), visto que a
alimentação real apresenta componentes C8 em uma faixa extensa de pontos de
ebulição. No caso do C9+, os componentes C9’s e C10’s são basicamente
aromáticos e os C11’s parafínicos.
37
3.4.2. Ajuste da Eficiência de Murphree
Como não se tinham informações quanto à eficiência de projeto da coluna, foi
necessário desenvolver uma metodologia para estimá-la, de modo a atender as
composições das correntes produto. A determinação da eficiência da coluna foi
realizada através das correlações apresentadas no Capítulo 2.
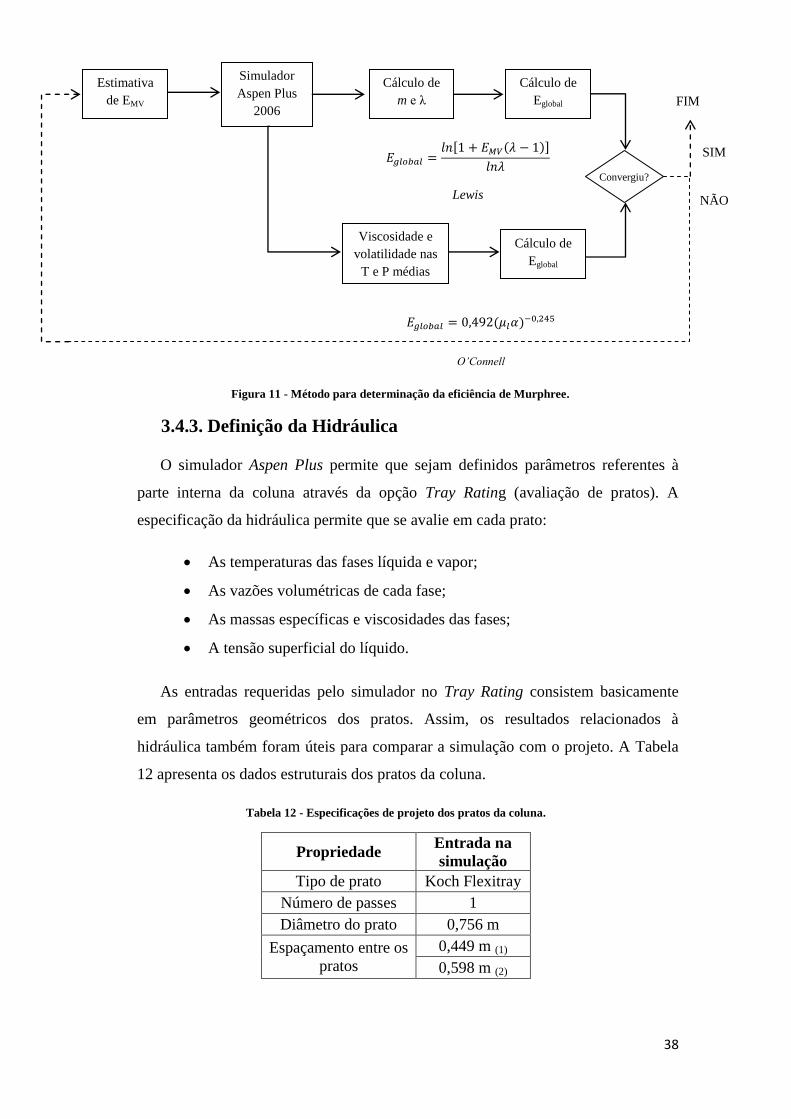
Primeiro, estima-se um valor para a eficiência de Murphree, este valor é inserido
no simulador e, através do resultado da simulação, obtêm-se os perfis de
temperatura, pressão, vazão e composição da coluna. Em seguida, calcula-se a
inclinação da curva de equilíbrio (m) por meio do método pseudobinário e, com as
vazões molares das fases líquida e vapor, calcula-se o valor de λ. Desse modo, é
possível determinar a eficiência global através da correlação de Lewis.
Como se deseja obter de maneira independente as eficiências das seções de
absorção e esgotamento, calculam-se dois valores de eficiência global por Lewis,
utilizando os valores de m e λ de cada seção. Posteriormente, obtém-se a eficiência
global efetiva através da média entre as eficiências globais por seção.
A partir das temperaturas de topo e fundo resultantes da simulação, determina-se
a temperatura média do sistema. Observa-se qual prato trabalha com esse valor
médio e qual a viscosidade do líquido que escoa por este. O simulador também
fornece como resultado, os valores da constante de equilíbrio líquido-vapor para
cada componente em cada prato. Isso permite calcular a volatilidade relativa entre
os componentes chaves da mistura na temperatura média, visto que se utiliza o
mesmo prato através do qual se determina a viscosidade. Com a viscosidade de
líquido e a volatilidade dos componentes chaves calcula-se a eficiência global por
meio da correlação de O’Connell.
Os valores calculados para a eficiência global são comparados e, caso o erro
relativo entre eles seja inferior a 10%, erro estimado para a correlação de O’Connell
(KISTER, 1992), considera-se que o método convergiu, caso contrário, estima-se
um novo valor para a eficiência de Murphree. A Figura 11 resume o funcionamento
do método.
38
3.4.3. Definição da Hidráulica
O simulador Aspen Plus permite que sejam definidos parâmetros referentes à
parte interna da coluna através da opção Tray Rating (avaliação de pratos). A
especificação da hidráulica permite que se avalie em cada prato:
As temperaturas das fases líquida e vapor;
As vazões volumétricas de cada fase;
As massas específicas e viscosidades das fases;
A tensão superficial do líquido.
As entradas requeridas pelo simulador no Tray Rating consistem basicamente
em parâmetros geométricos dos pratos. Assim, os resultados relacionados à
hidráulica também foram úteis para comparar a simulação com o projeto. A Tabela
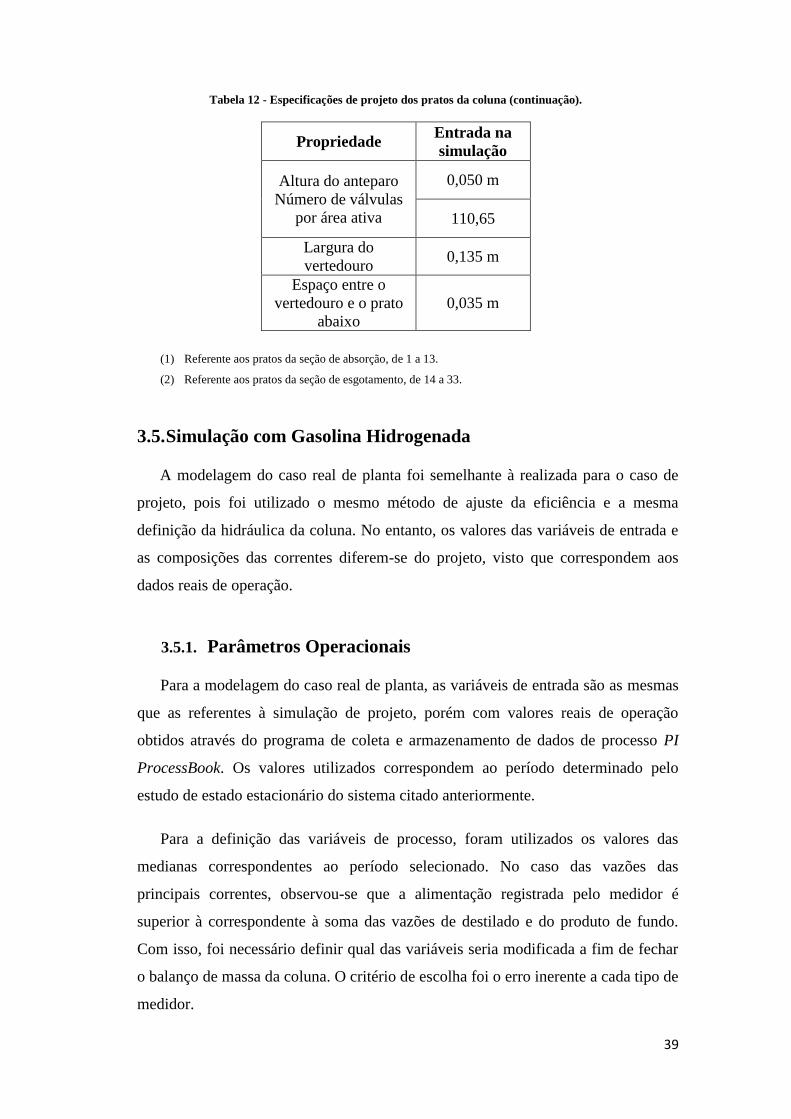
12 apresenta os dados estruturais dos pratos da coluna.
Tabela 12 - Especificações de projeto dos pratos da coluna.
Propriedade Entrada na
simulação
Tipo de prato Koch Flexitray
Número de passes 1
Diâmetro do prato 0,756 m
Espaçamento entre os
pratos
0,449 m (1)
0,598 m (2)
Figura 11 - Método para determinação da eficiência de Murphree.
Estimativa
de EMV
Simulador
Aspen Plus
2006
Cálculo de
m e λ
Cálculo de
Eglobal
Viscosidade e
volatilidade nas
T e P médias
[ ]
Lewis
Cálculo de
Eglobal
O’Connell
Convergiu?
NÃO
SIM
FIM
39
Tabela 12 - Especificações de projeto dos pratos da coluna (continuação).
Propriedade Entrada na
simulação
Altura do anteparo
Número de válvulas
por área ativa
0,050 m
110,65
Largura do
vertedouro 0,135 m
Espaço entre o
vertedouro e o prato
abaixo
0,035 m
(1) Referente aos pratos da seção de absorção, de 1 a 13.
(2) Referente aos pratos da seção de esgotamento, de 14 a 33.
3.5. Simulação com Gasolina Hidrogenada
A modelagem do caso real de planta foi semelhante à realizada para o caso de
projeto, pois foi utilizado o mesmo método de ajuste da eficiência e a mesma
definição da hidráulica da coluna. No entanto, os valores das variáveis de entrada e
as composições das correntes diferem-se do projeto, visto que correspondem aos
dados reais de operação.
3.5.1. Parâmetros Operacionais
Para a modelagem do caso real de planta, as variáveis de entrada são as mesmas
que as referentes à simulação de projeto, porém com valores reais de operação
obtidos através do programa de coleta e armazenamento de dados de processo PI
ProcessBook. Os valores utilizados correspondem ao período determinado pelo
estudo de estado estacionário do sistema citado anteriormente.
Para a definição das variáveis de processo, foram utilizados os valores das
medianas correspondentes ao período selecionado. No caso das vazões das
principais correntes, observou-se que a alimentação registrada pelo medidor é
superior à correspondente à soma das vazões de destilado e do produto de fundo.
Com isso, foi necessário definir qual das variáveis seria modificada a fim de fechar
o balanço de massa da coluna. O critério de escolha foi o erro inerente a cada tipo de
medidor.

40
A vazão de alimentação é medida através de placa de orifício, sem compensação
de temperatura e pressão, ou seja, o cálculo de vazão considera a densidade do
fluido constante. O destilado é medido por meio de um sensor vortex e o produto de
fundo por um coriolis. Como o erro de medição da placa de orifício é
consideravelmente maior que o dos demais medidores, considerou-se a soma das
medianas do destilado e do produto de fundo como valor para a vazão de
alimentação.
Tabela 13 – Medições das vazões das correntes principais.
Medianas das
vazões pelos
medidores (kg/h)
Alimentação 6083,35
Destilado 3978,51
Refluxo 581,03
Produto de
fundo 2007,36
Vazão pela soma
destilado+produto
de fundo (kg/h)
Alimentação 5985,86
Erro relativo (%) 1,60%
Da Tabela 14 a Tabela 16 seguir estão listadas as entradas especificadas na
simulação, os quais correspondem a valores reais de operação.
Tabela 14 - Características das correntes.
Correntes
Variável Alimentação Destilado
Vazão (kg/h) 5985,86 3978,51
T (°C) 93,60 31,85
P (kgf/cm²) 1,30 1,11
Tabela 15 - Perfil de pressão da coluna.
Pressões (kgf/cm²)
1º estágio 1,21
∆P da coluna 0,18

41
Tabela 16 - Especificações dos trocadores de calor.
Equipamentos Térmicos
Variável Condensador Refervedor
T (°C) 31,85 187,56
P (kgf/cm²) 1,11 1,32
A pressão nos trocadores e a temperatura de alimentação não apresentam
medição online, assim, alguns valores referentes ao projeto foram utilizados na
simulação. Considerou-se perda de carga de carga dos trocadores de calor igual ao
valor de projeto de 0,1 kgf/cm² e, como se tem a medição da pressão da corrente que
entra no condensador e da perda de carga da coluna, foi possível determinar as
pressões referentes aos equipamentos térmicos.
kgf/cm2 (3.1)
(3.2)
sendo , e as pressões do condensador, da corrente de topo e do
reverfedor, e corresponde à perda de carga da coluna.
Como não há medição online da temperatura e pressão da corrente de
alimentação, estimaram-se os valores dessas variáveis com base na abertura da
válvula que regula a entrada da coluna. Foi realizada a simulação da válvula,
utilizando dados de projeto da mesma, a porcentagem média de abertura e a
composição real de alimentação.
Como as análises fornecidas pelo Laboratório de Qualidade da Braskem são
compostas por grupos de componentes, sem determinar as espécies que os
compõem, foi necessário definir representantes para esses grupos. A escolha se
baseou tanto na classificação do grupo quanto na disponibilidade de componentes
do banco de dados do simulador.
Tabela 17 - Componentes utilizados na simulação.
Grupo/Componente das análises em
laboratório Representante na simulação
Aromáticos C10s 1-Metil-3n-Propilbenzeno
Aromáticos C11s 1-Etil-2-isopropilbenzeno

42
Tabela 17 - Componentes utilizados na simulação (continuação).
Grupo/Componente das análises
em laboratório Representante na simulação
Aromáticos C9s 1,2,4-Trimetilbenzeno
Benzeno Benzeno
Butadienos 1,3-Butadieno
2-Butino 2-Butino
Ciclopentano Ciclopentano
Ciclopenteno Ciclopenteno
Ciclopentadieno + cis-Pentadieno-1,3 cis-1,3-Pentadieno
Estirênicos C9H10 α-metil-estireno
Estireno Estireno
Etano Etano
Eteno Eteno
Etilacetileno Etilacetileno
Etilbenzeno Etilbenzeno
Hexadienos 1,5-Hexadieno
Indano Indano
Indeno Indeno
Isoparafinas C10s n-Decano
Isoparafinas C5s Isopentano (2-metil-butano)
Isoparafinas C6s Isohexano (2-metil-pentano)
Isoparafinas C7s Isoheptano (2-metilhexano
Isoparafinas C8s Isooctano (2,2,4-trimetilpentano)
Isoparafinas C9s 3,3-Dietilpentano
Isopreno Isopreno (2-metil-1,3-butadieno)
Naftaleno Naftaleno
Naftênicos C10H16
sec-butil-ciclohexano Naftênicos C10s
Tetra-hidro-diciclopentadieno
Naftênicos C11H16 n-Undecano
Naftênicos C6s Ciclohexano
Naftênicos C7s Etilciclopentano
Naftênicos C8s Etilciclohexano
Naftênicos C9H12 n-Propenilciclohexano
Naftênicos C9s
n-Butano n-Butano
n-Hexano n-Hexano
n-Pentano n-Pentano
Olefinas C10s 2-Metil-1-nonano
Olefinas C4s trans-2-buteno
Olefinas C5s 3-metil-1-buteno
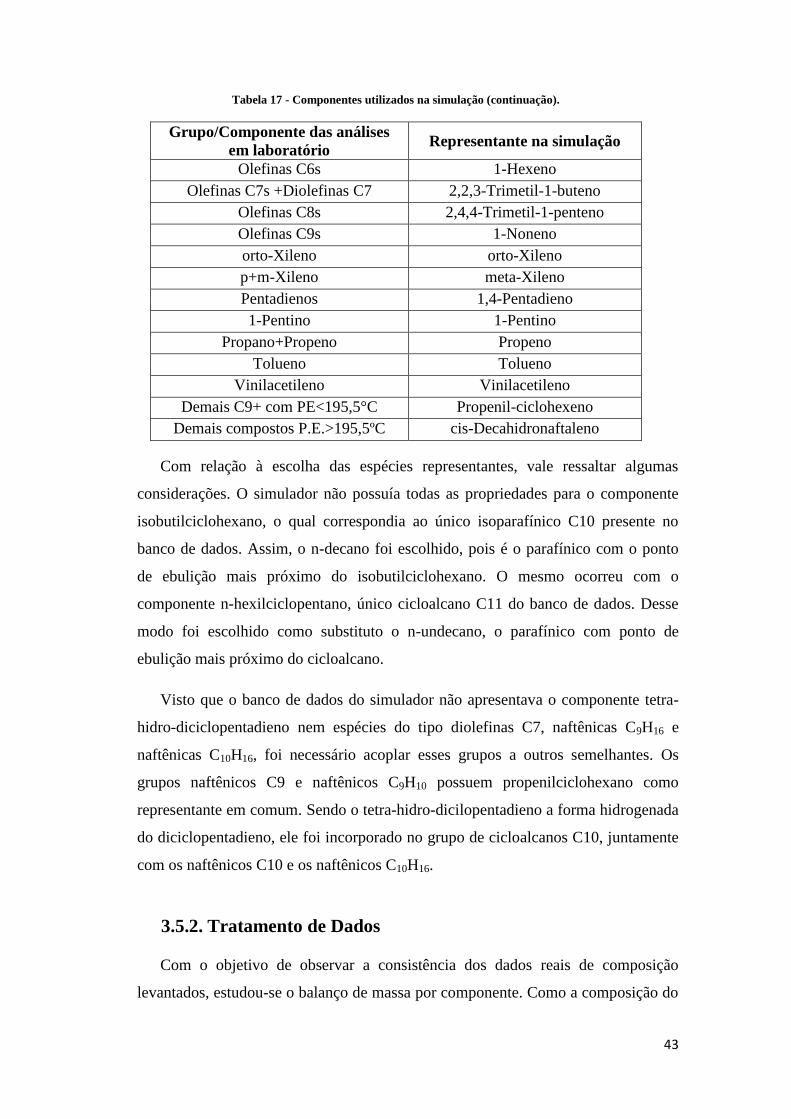
43
Tabela 17 - Componentes utilizados na simulação (continuação).
Grupo/Componente das análises
em laboratório Representante na simulação
Olefinas C6s 1-Hexeno
Olefinas C7s +Diolefinas C7 2,2,3-Trimetil-1-buteno
Olefinas C8s 2,4,4-Trimetil-1-penteno
Olefinas C9s 1-Noneno
orto-Xileno orto-Xileno
p+m-Xileno meta-Xileno
Pentadienos 1,4-Pentadieno
1-Pentino 1-Pentino
Propano+Propeno Propeno
Tolueno Tolueno
Vinilacetileno Vinilacetileno
Demais C9+ com PE<195,5°C Propenil-ciclohexeno
Demais compostos P.E.>195,5ºC cis-Decahidronaftaleno
Com relação à escolha das espécies representantes, vale ressaltar algumas
considerações. O simulador não possuía todas as propriedades para o componente
isobutilciclohexano, o qual correspondia ao único isoparafínico C10 presente no
banco de dados. Assim, o n-decano foi escolhido, pois é o parafínico com o ponto
de ebulição mais próximo do isobutilciclohexano. O mesmo ocorreu com o
componente n-hexilciclopentano, único cicloalcano C11 do banco de dados. Desse
modo foi escolhido como substituto o n-undecano, o parafínico com ponto de
ebulição mais próximo do cicloalcano.
Visto que o banco de dados do simulador não apresentava o componente tetra-
hidro-diciclopentadieno nem espécies do tipo diolefinas C7, naftênicas C9H16 e
naftênicas C10H16, foi necessário acoplar esses grupos a outros semelhantes. Os
grupos naftênicos C9 e naftênicos C9H10 possuem propenilciclohexano como
representante em comum. Sendo o tetra-hidro-dicilopentadieno a forma hidrogenada
do diciclopentadieno, ele foi incorporado no grupo de cicloalcanos C10, juntamente
com os naftênicos C10 e os naftênicos C10H16.
3.5.2. Tratamento de Dados
Com o objetivo de observar a consistência dos dados reais de composição
levantados, estudou-se o balanço de massa por componente. Como a composição do

44
produto de fundo é mais simplificada quanto aos componentes, tomou-se como base
para a análise os dados referentes à alimentação e ao destilado. As células
destacadas, presentes na Tabela 18, indicam inconsistências evidentes do balanço
para determinados componentes, visto que suas vazões de entrada são inferiores às
de saída no topo.
Tabela 18 - Análise do balanço de massa por componente.
Componentes
Alimentação Destilado Diferença
(alimentação
- destilado)
Composição
(mediana)1
Vazão
(kg/h)
Composição
(mediana)1
Vazão
(kg/h)
Aromáticos C10 0,0153 91,54 0,0017 6,78 84,76
Aromáticos C11 0,0152 90,99 0,0011 4,30 86,68
Aromáticos C9 0,0220 131,79 0,0052 18,80 112,99
Benzeno 0,3562 2132,27 0,5808 2234,04 -101,78
Butadienos 0,0000 0,00 0,0001 0,26 -0,26
Butino 0,0002 1,13 0,0003 1,19 -0,07
Ciclopentano 0,0060 36,02 0,0095 34,59 1,43
Ciclopenteno 0,0257 154,11 0,0412 159,86 -5,74
Cis-pentadieno 0,0034 20,35 0,0141 55,53 -35,17
Estirênico C9H10 0,0035 21,09 0,0004 1,46 19,64
Estireno 0,0116 69,19 0,0046 17,54 51,65
Etano 0,0000 0,00 0,0000 0,00 0,00
Eteno 0,0000 0,00 0,0000 0,16 -0,16
Etilacetileno 0,0000 0,00 0,0000 0,00 0,00
Etilbenzeno 0,0317 189,83 0,0182 67,95 121,87
Hexadienos 0,0010 6,09 0,0018 6,68 -0,59
Indano 0,0072 43,37 0,0010 3,55 39,82
Indeno 0,0116 69,66 0,0015 5,84 63,82
Isoparafinas C10 0,0014 8,36 0,0003 1,12 7,24
Isoparafinas C5 0,0008 4,67 0,0012 4,59 0,07
Isoparafinas C6 0,0013 7,83 0,0021 8,05 -0,22
Isoparafinas C7 0,0004 2,14 0,0006 2,18 -0,04
Isoparafinas C8 0,0018 10,90 0,0029 10,89 0,01
Isoparafinas C9 0,0004 2,32 0,0003 1,19 1,12
Isopreno 0,0019 11,11 0,0029 12,09 -0,98
Naftaleno 0,0228 136,24 0,0011 3,94 132,30
Naftênicos C10 0,1170 700,27 0,0153 61,00 639,28
Naftênicos C11 0,0246 147,52 0,0013 5,00 142,52
Naftênicos C6 0,0009 5,32 0,0014 5,19 0,13
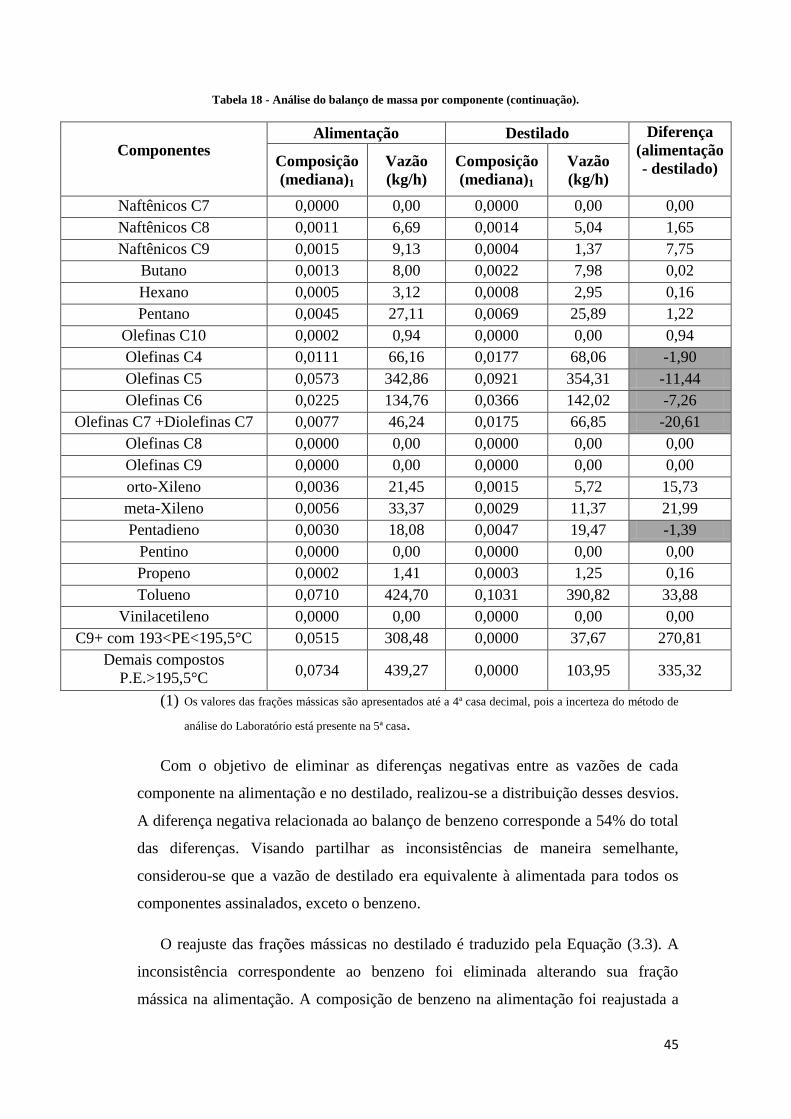
45
Tabela 18 - Análise do balanço de massa por componente (continuação).
Componentes
Alimentação Destilado Diferença
(alimentação
- destilado)
Composição
(mediana)1
Vazão
(kg/h)
Composição
(mediana)1
Vazão
(kg/h)
Naftênicos C7 0,0000 0,00 0,0000 0,00 0,00
Naftênicos C8 0,0011 6,69 0,0014 5,04 1,65
Naftênicos C9 0,0015 9,13 0,0004 1,37 7,75
Butano 0,0013 8,00 0,0022 7,98 0,02
Hexano 0,0005 3,12 0,0008 2,95 0,16
Pentano 0,0045 27,11 0,0069 25,89 1,22
Olefinas C10 0,0002 0,94 0,0000 0,00 0,94
Olefinas C4 0,0111 66,16 0,0177 68,06 -1,90
Olefinas C5 0,0573 342,86 0,0921 354,31 -11,44
Olefinas C6 0,0225 134,76 0,0366 142,02 -7,26
Olefinas C7 +Diolefinas C7 0,0077 46,24 0,0175 66,85 -20,61
Olefinas C8 0,0000 0,00 0,0000 0,00 0,00
Olefinas C9 0,0000 0,00 0,0000 0,00 0,00
orto-Xileno 0,0036 21,45 0,0015 5,72 15,73
meta-Xileno 0,0056 33,37 0,0029 11,37 21,99
Pentadieno 0,0030 18,08 0,0047 19,47 -1,39
Pentino 0,0000 0,00 0,0000 0,00 0,00
Propeno 0,0002 1,41 0,0003 1,25 0,16
Tolueno 0,0710 424,70 0,1031 390,82 33,88
Vinilacetileno 0,0000 0,00 0,0000 0,00 0,00
C9+ com 193<PE<195,5°C 0,0515 308,48 0,0000 37,67 270,81
Demais compostos
P.E.>195,5°C 0,0734 439,27 0,0000 103,95 335,32
(1) Os valores das frações mássicas são apresentados até a 4ª casa decimal, pois a incerteza do método de
análise do Laboratório está presente na 5ª casa.
Com o objetivo de eliminar as diferenças negativas entre as vazões de cada
componente na alimentação e no destilado, realizou-se a distribuição desses desvios.
A diferença negativa relacionada ao balanço de benzeno corresponde a 54% do total
das diferenças. Visando partilhar as inconsistências de maneira semelhante,
considerou-se que a vazão de destilado era equivalente à alimentada para todos os
componentes assinalados, exceto o benzeno.
O reajuste das frações mássicas no destilado é traduzido pela Equação (3.3). A
inconsistência correspondente ao benzeno foi eliminada alterando sua fração
mássica na alimentação. A composição de benzeno na alimentação foi reajustada a
46
partir das suas vazões no destilado e no produto de fundo, assim como mostrado
pela equação (3.4).
(3.3)
(3.4)
sendo:
a fração mássica do componente i no destilado;
a vazão do componente i no destilado;
a vazão total de destilado;
a fração mássica de benzeno na alimentação;
e
as vazões de benzeno no destilado e no produto de fundo,
respectivamente;
a vazão total de alimentação.
Após a realização dos ajustes mencionados, o somatório das frações mássicas da
alimentação se apresentou superior à unidade enquanto o somatório referente ao
destilado se apresentou inferior. Com o objetivo corrigir os somatórios, algumas
composições foram reajustadas levando em conta a composição do produtos de
fundo.
Antes de executar o reajuste, foi necessário fazer uma avaliação integral do
balanço de massa para aqueles componentes presentes nas análises das três correntes
(alimentação, destilado e produto de fundo). As vazões por componente de entrada e
de destilado, presentes na Tabela 19, correspondem às composições originais, ou
seja, sem ajustes.
O erro relativo do balanço para cada componente foi calculado da seguinte
forma:
[ ( )]
(3.5)

47
em que Vali, Vdes, Vfun são as vazões de alimentação, de destilado e de fundo,
respectivamente. Vale ressaltar que a composição da análise em laboratório da
corrente de fundo não informa o teor de componentes mais leves que o benzeno, o
que implica no somatório das frações mássicas apresentadas na Tabela 19 ser
inferior à unidade.
Tabela 19 - Análise do balanço de massa utilizando a composição do produto de fundo.
Componente
Alimentação Destilado Produto de Fundo %Erro
(balanço de
massa)
Vazão
(kg/h)
Vazão
(kg/h)
Composição
(mediana)
Vazão
(kg/h)
Benzeno 2132,2668 2234,0437 0,0016 3,23 -4,92%
Estirenos 90,2818 18,9934 0,8734 23,68 52,73%
Etilbenzeno 189,8267 67,9529 0,0116 102,95 9,97%
Tolueno 424,6971 390,8208 0,0505 56,25 -5,27%
Xilenos 54,8185 17,0917 0,0276 40,57 -5,19%
Pelo balanço, as quantidades estireno e etilbenzeno na alimentação são
superiores àquelas que saem da coluna. Como se deseja reduzir o somatório da
alimentação e aumentar o referente ao destilado, esses foram os componentes
escolhidos para serem reajustados considerando o produto de fundo.
A composição modificada do etilbenzeno na alimentação foi calculada segundo
a Equação (3.6).
(3.6)
A composição do estireno também foi alterada no destilado. Como o valor
informado pela seguindo a equação (3.8)
(3.8)
A composição do produto de fundo foi determinada por diferença no balanço de
massa, assim como mostrado na equação (3.9).

48
(3.9)
As frações mássicas ajustadas são apresentadas na Tabela 20.
Tabela 20 - Composições modificadas.
Componentes
Composições ajustadas Composição
do produto
de fundo
(balanço) Alimentação Destilado
Aromáticos C10 0,0153 0,0017 0,0422
Aromáticos C11 0,0152 0,0011 0,0432
Aromáticos C9 0,0220 0,0047 0,0563
Benzeno 0,3738 0,5615 0,0016
Butadienos 0,0000 0,0000 0,0000
Butino 0,0002 0,0003 0,0000
Ciclopentano 0,0060 0,0087 0,0007
Ciclopenteno 0,0257 0,0387 0,0000
Cis-pentadieno 0,0034 0,0051 0,0000
Estirênico C9H10 0,0035 0,0004 0,0098
Estireno 0,0116 0,0132 0,0083
Etano 0,0000 0,0000 0,0000
Eteno 0,0000 0,0000 0,0000
Etilacetileno 0,0000 0,0000 0,0000
Etilbenzeno 0,0286 0,0171 0,0513
Hexadienos 0,0010 0,0015 0,0000
Indano 0,0072 0,0009 0,0198
Indeno 0,0116 0,0015 0,0318
Isoparafinas C10 0,0014 0,0003 0,0036
Isoparafinas C5 0,0008 0,0012 0,0000
Isoparafinas C6 0,0013 0,0020 0,0000
Isoparafinas C7 0,0004 0,0005 0,0000
Isoparafinas C8 0,0018 0,0027 0,0000
Isoparafinas C9 0,0004 0,0003 0,0006
Isopreno 0,0019 0,0028 0,0000
Naftaleno 0,0228 0,0010 0,0659
Naftênicos C10 0,0134 0,0016 0,0369
Naftênicos C11 0,0246 0,0013 0,0710
Naftênicos C6 0,0009 0,0013 0,0001
Naftênicos C7 0,0000 0,0000 0,0000
Naftênicos C8 0,0011 0,0013 0,0008
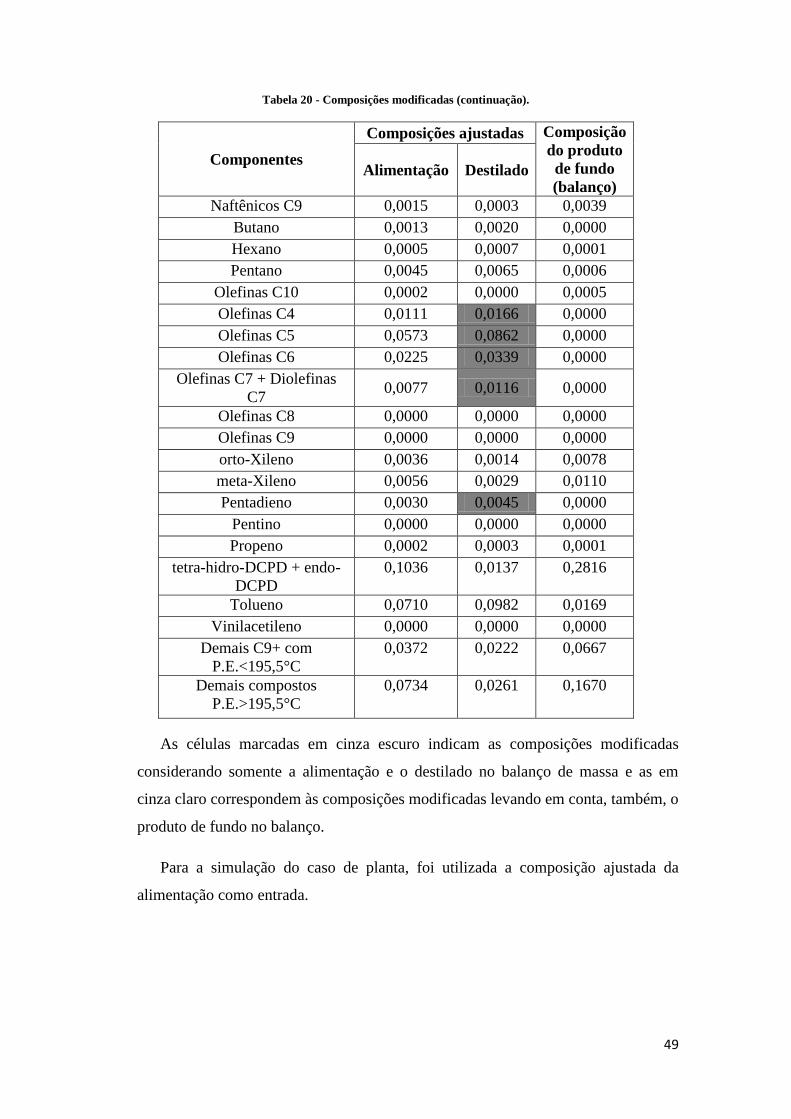
49
Tabela 20 - Composições modificadas (continuação).
Componentes
Composições ajustadas Composição
do produto
de fundo
(balanço) Alimentação Destilado
Naftênicos C9 0,0015 0,0003 0,0039
Butano 0,0013 0,0020 0,0000
Hexano 0,0005 0,0007 0,0001
Pentano 0,0045 0,0065 0,0006
Olefinas C10 0,0002 0,0000 0,0005
Olefinas C4 0,0111 0,0166 0,0000
Olefinas C5 0,0573 0,0862 0,0000
Olefinas C6 0,0225 0,0339 0,0000
Olefinas C7 + Diolefinas
C7 0,0077 0,0116 0,0000
Olefinas C8 0,0000 0,0000 0,0000
Olefinas C9 0,0000 0,0000 0,0000
orto-Xileno 0,0036 0,0014 0,0078
meta-Xileno 0,0056 0,0029 0,0110
Pentadieno 0,0030 0,0045 0,0000
Pentino 0,0000 0,0000 0,0000
Propeno 0,0002 0,0003 0,0001
tetra-hidro-DCPD + endo-
DCPD
0,1036 0,0137 0,2816
Tolueno 0,0710 0,0982 0,0169
Vinilacetileno 0,0000 0,0000 0,0000
Demais C9+ com
P.E.<195,5°C
0,0372 0,0222 0,0667
Demais compostos
P.E.>195,5°C
0,0734 0,0261 0,1670
As células marcadas em cinza escuro indicam as composições modificadas
considerando somente a alimentação e o destilado no balanço de massa e as em
cinza claro correspondem às composições modificadas levando em conta, também, o
produto de fundo no balanço.
Para a simulação do caso de planta, foi utilizada a composição ajustada da
alimentação como entrada.

50
3.6. Simulações com Distintas Razões de Refluxo
Como o valor da razão de refluxo real é muito inferior ao de projeto, uma das
modificações propostas neste trabalho é aumentar este parâmetro operacional.
Assim, realizaram-se simulações com diversos valores de razão de refluxo para
observar as implicações no comportamento da coluna e nas características das
correntes de produto. A Tabela 21 apresenta os casos de simulação com diferentes
valores de razão de refluxo (Rr), sendo o Caso 1 correspondente à situação real de
operação da unidade e o Caso 8 referente ao projeto.
Tabela 21 - Casos simulados variando a razão de refluxo
Caso 1 -
Operação Caso2 Caso 3 Caso 4 Caso 5 Caso 6 Caso 7
Caso 8 -
Projeto
Rr 0,15 0,2 0,3 0,4 0,5 0,6 0,7 0,8
3.7. Simulações com Gasolina Bruta
Em agosto de 2012 foi realizado um teste operacional, no qual se realizou o
bypass do reator, deixando de hidrogenar a gasolina bruta e enviando-a direto para
as colunas do sistema. Como uma das propostas do trabalho é manter a operação da
coluna estudada na mesma condição empregada no teste, buscaram-se os valores das
variáveis de processo e de composição referente a esse período para realizar a
simulação.
Novamente observou-se diferença entre o valor medido da alimentação e o valor
correspondente à soma das vazões de destilado e produto de fundo, conforme mostra
a Tabela 22. Devido aos motivos já apresentados com relação aos instrumentos de
medição, escolheu-se utilizar a soma da vazão de alimentação como passível de
ajuste.
Tabela 22 - Medições das vazões das correntes principais.
Medianas das
vazões
(medidores)
(kg/h)
Alimentação 6078,10
Destilado 4679,51
Refluxo 726,75
Produto de
fundo 1454,58
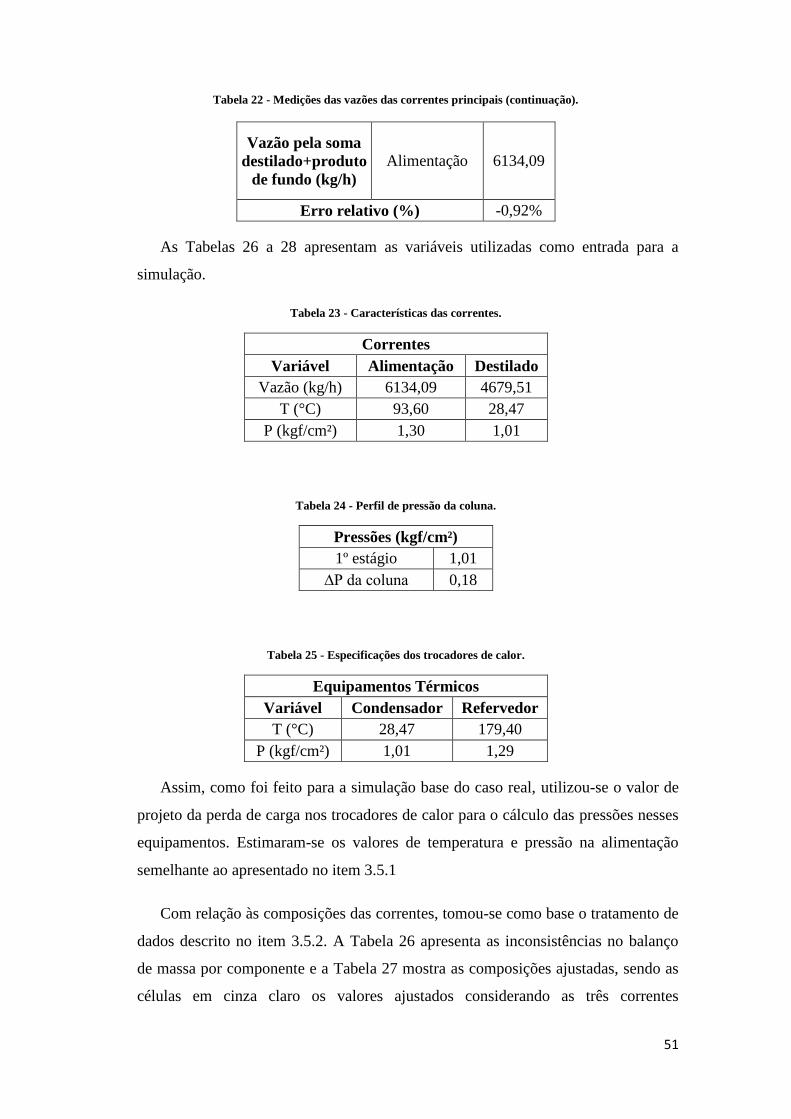
51
Tabela 22 - Medições das vazões das correntes principais (continuação).
Vazão pela soma
destilado+produto
de fundo (kg/h)
Alimentação 6134,09
Erro relativo (%) -0,92%
As Tabelas 26 a 28 apresentam as variáveis utilizadas como entrada para a
simulação.
Tabela 23 - Características das correntes.
Correntes
Variável Alimentação Destilado
Vazão (kg/h) 6134,09 4679,51
T (°C) 93,60 28,47
P (kgf/cm²) 1,30 1,01
Tabela 24 - Perfil de pressão da coluna.
Pressões (kgf/cm²)
1º estágio 1,01
∆P da coluna 0,18
Tabela 25 - Especificações dos trocadores de calor.
Equipamentos Térmicos
Variável Condensador Refervedor
T (°C) 28,47 179,40
P (kgf/cm²) 1,01 1,29
Assim, como foi feito para a simulação base do caso real, utilizou-se o valor de
projeto da perda de carga nos trocadores de calor para o cálculo das pressões nesses
equipamentos. Estimaram-se os valores de temperatura e pressão na alimentação
semelhante ao apresentado no item 3.5.1
Com relação às composições das correntes, tomou-se como base o tratamento de
dados descrito no item 3.5.2. A Tabela 26 apresenta as inconsistências no balanço
de massa por componente e a Tabela 27 mostra as composições ajustadas, sendo as
células em cinza claro os valores ajustados considerando as três correntes
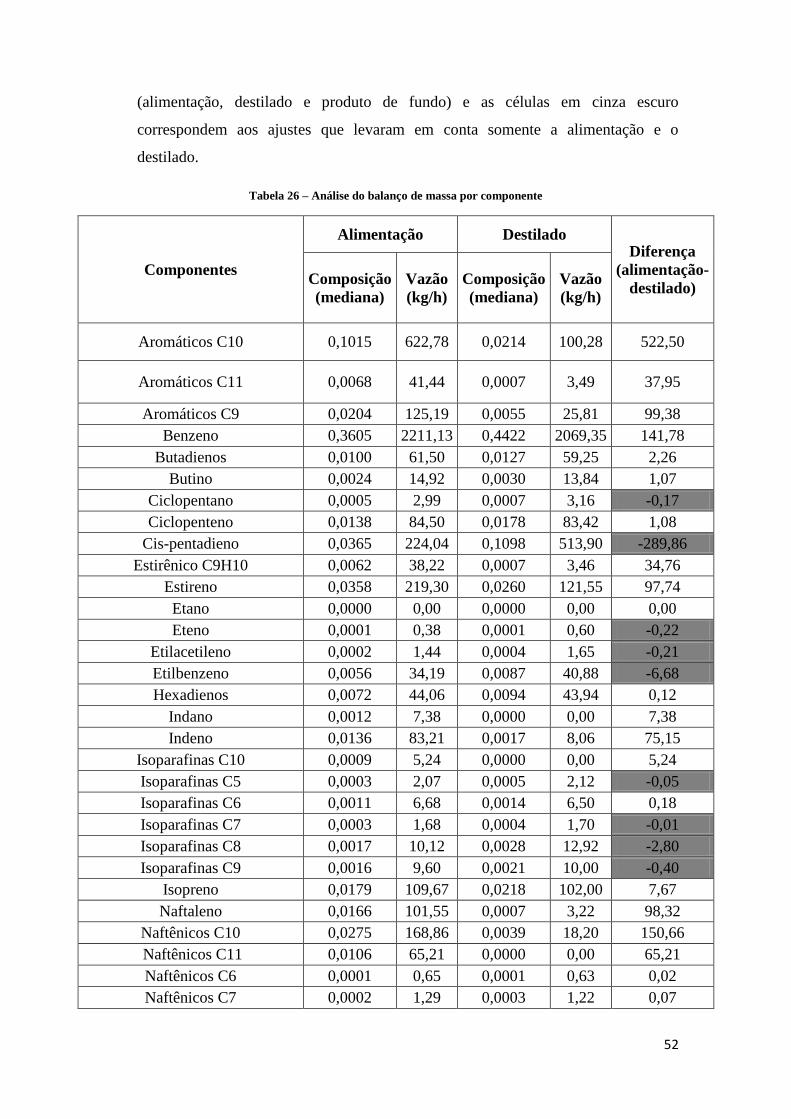
52
(alimentação, destilado e produto de fundo) e as células em cinza escuro
correspondem aos ajustes que levaram em conta somente a alimentação e o
destilado.
Tabela 26 – Análise do balanço de massa por componente
Componentes
Alimentação Destilado Diferença
(alimentação-
destilado) Composição
(mediana)
Vazão
(kg/h)
Composição
(mediana)
Vazão
(kg/h)
Aromáticos C10 0,1015 622,78 0,0214 100,28 522,50
Aromáticos C11 0,0068 41,44 0,0007 3,49 37,95
Aromáticos C9 0,0204 125,19 0,0055 25,81 99,38
Benzeno 0,3605 2211,13 0,4422 2069,35 141,78
Butadienos 0,0100 61,50 0,0127 59,25 2,26
Butino 0,0024 14,92 0,0030 13,84 1,07
Ciclopentano 0,0005 2,99 0,0007 3,16 -0,17
Ciclopenteno 0,0138 84,50 0,0178 83,42 1,08
Cis-pentadieno 0,0365 224,04 0,1098 513,90 -289,86
Estirênico C9H10 0,0062 38,22 0,0007 3,46 34,76
Estireno 0,0358 219,30 0,0260 121,55 97,74
Etano 0,0000 0,00 0,0000 0,00 0,00
Eteno 0,0001 0,38 0,0001 0,60 -0,22
Etilacetileno 0,0002 1,44 0,0004 1,65 -0,21
Etilbenzeno 0,0056 34,19 0,0087 40,88 -6,68
Hexadienos 0,0072 44,06 0,0094 43,94 0,12
Indano 0,0012 7,38 0,0000 0,00 7,38
Indeno 0,0136 83,21 0,0017 8,06 75,15
Isoparafinas C10 0,0009 5,24 0,0000 0,00 5,24
Isoparafinas C5 0,0003 2,07 0,0005 2,12 -0,05
Isoparafinas C6 0,0011 6,68 0,0014 6,50 0,18
Isoparafinas C7 0,0003 1,68 0,0004 1,70 -0,01
Isoparafinas C8 0,0017 10,12 0,0028 12,92 -2,80
Isoparafinas C9 0,0016 9,60 0,0021 10,00 -0,40
Isopreno 0,0179 109,67 0,0218 102,00 7,67
Naftaleno 0,0166 101,55 0,0007 3,22 98,32
Naftênicos C10 0,0275 168,86 0,0039 18,20 150,66
Naftênicos C11 0,0106 65,21 0,0000 0,00 65,21
Naftênicos C6 0,0001 0,65 0,0001 0,63 0,02
Naftênicos C7 0,0002 1,29 0,0003 1,22 0,07

53
Tabela 26 – Análise do balanço de massa por componente (continuação).
Componentes
Alimentação Destilado Diferença
(alimentação-
destilado) Composição
(mediana)
Vazão
(kg/h)
Composição
(mediana)
Vazão
(kg/h)
Naftênicos C8 0,0024 14,45 0,0025 11,56 2,89
Naftênicos C9 0,0031 19,05 0,0011 4,93 14,12
Butano 0,0003 1,65 0,0008 3,80 -2,15
Hexano 0,0001 0,71 0,0002 0,73 -0,02
Pentano 0,0003 2,01 0,0005 2,19 -0,18
Olefinas C10 0,0009 5,64 0,0000 0,00 5,64
Olefinas C4 0,0060 37,07 0,0081 37,90 -0,83
Olefinas C5 0,0228 140,04 0,0304 142,17 -2,13
Olefinas C6 0,0217 133,36 0,0277 129,60 3,76
Olefinas C7 +Diolefinas C7 0,0230 141,03 0,0368 172,04 -31,01
Olefinas C8 0,0006 3,37 0,0006 3,02 0,35
Olefinas C9 0,0000 0,00 0,0000 0,00 0,00
orto-Xileno 0,0026 16,16 0,0024 11,06 5,10
meta-Xileno 0,0049 30,02 0,0066 30,94 -0,92
Pentadieno 0,0220 134,69 0,0273 127,68 7,01
Pentino 0,0002 1,15 0,0002 1,04 0,10
Propeno 0,0002 1,07 0,0002 1,15 -0,07
DCPD + tetra-hidro-DCPD 0,0009 5,68 0,0167 78,13 -72,45
Tolueno 0,0678 416,02 0,0833 389,74 26,28
Vinilacetileno 0,0010 6,19 0,0010 4,87 1,32
C9+ com 193<PE<195 0,0310 190,21 0,0000 0,00 190,21
Demais compostos com
PE>195°C 0,0873 535,20 0,0616 288,30 246,90
Tabela 27 - Composições das correntes principais ajustadas.
Componentes
Composições ajustadas Composição
do produto
de fundo
(balanço) Alimentação Destilado
Aromáticos C10 0,1015 0,0214 0,3592
Aromáticos C11 0,0068 0,0007 0,0261
Aromáticos C9 0,0204 0,0055 0,0683
Benzeno 0,3605 0,4725 0,0000
Butadienos 0,0100 0,0131 0,0000
Butino 0,0024 0,0032 0,0000
Ciclopentano 0,0005 0,0007 0,0000
Ciclopenteno 0,0138 0,0181 0,0000
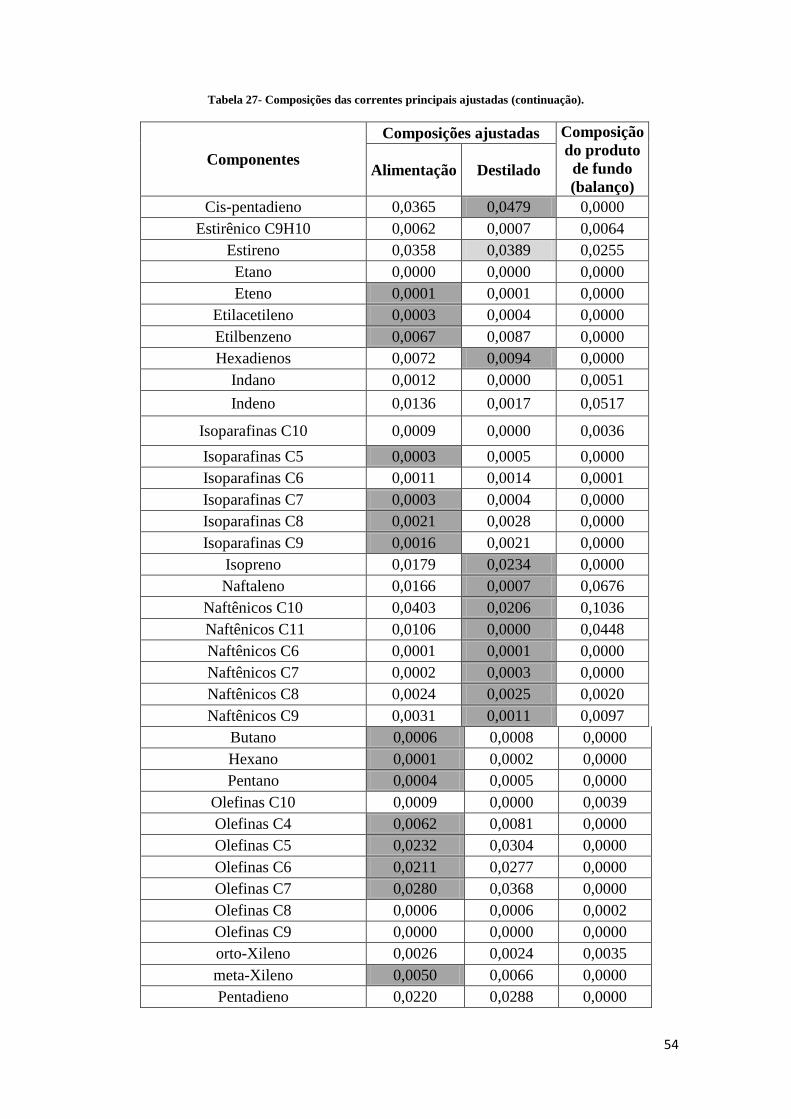
54
Tabela 27- Composições das correntes principais ajustadas (continuação).
Componentes
Composições ajustadas Composição
do produto
de fundo
(balanço) Alimentação Destilado
Cis-pentadieno 0,0365 0,0479 0,0000
Estirênico C9H10 0,0062 0,0007 0,0064
Estireno 0,0358 0,0389 0,0255
Etano 0,0000 0,0000 0,0000
Eteno 0,0001 0,0001 0,0000
Etilacetileno 0,0003 0,0004 0,0000
Etilbenzeno 0,0067 0,0087 0,0000
Hexadienos 0,0072 0,0094 0,0000
Indano 0,0012 0,0000 0,0051
Indeno 0,0136 0,0017 0,0517
Isoparafinas C10 0,0009 0,0000 0,0036
Isoparafinas C5 0,0003 0,0005 0,0000
Isoparafinas C6 0,0011 0,0014 0,0001
Isoparafinas C7 0,0003 0,0004 0,0000
Isoparafinas C8 0,0021 0,0028 0,0000
Isoparafinas C9 0,0016 0,0021 0,0000
Isopreno 0,0179 0,0234 0,0000
Naftaleno 0,0166 0,0007 0,0676
Naftênicos C10 0,0403 0,0206 0,1036
Naftênicos C11 0,0106 0,0000 0,0448
Naftênicos C6 0,0001 0,0001 0,0000
Naftênicos C7 0,0002 0,0003 0,0000
Naftênicos C8 0,0024 0,0025 0,0020
Naftênicos C9 0,0031 0,0011 0,0097
Butano 0,0006 0,0008 0,0000
Hexano 0,0001 0,0002 0,0000
Pentano 0,0004 0,0005 0,0000
Olefinas C10 0,0009 0,0000 0,0039
Olefinas C4 0,0062 0,0081 0,0000
Olefinas C5 0,0232 0,0304 0,0000
Olefinas C6 0,0211 0,0277 0,0000
Olefinas C7 0,0280 0,0368 0,0000
Olefinas C8 0,0006 0,0006 0,0002
Olefinas C9 0,0000 0,0000 0,0000
orto-Xileno 0,0026 0,0024 0,0035
meta-Xileno 0,0050 0,0066 0,0000
Pentadieno 0,0220 0,0288 0,0000

55
Tabela 27 - Composições das correntes principais ajustadas (continuação).
Componente
Composições ajustadas Composição
do produto
de fundo
(balanço) Alimentação Destilado
Pentino 0,0002 0,0002 0,0000
Propeno 0,0002 0,0002 0,0000
Tolueno 0,0678 0,0889 0,0000
Vinilacetileno 0,0010 0,0010 0,0009
Demais C9+ com PE<195°C 0,0120 0,0063 0,0480
Demais compostos com
PE>195°C 0,0873 0,0616 0,1697
Os valores de composição ajustados para a corrente de alimentação foram
utilizados como entrada para a simulação com gasolina bruta.
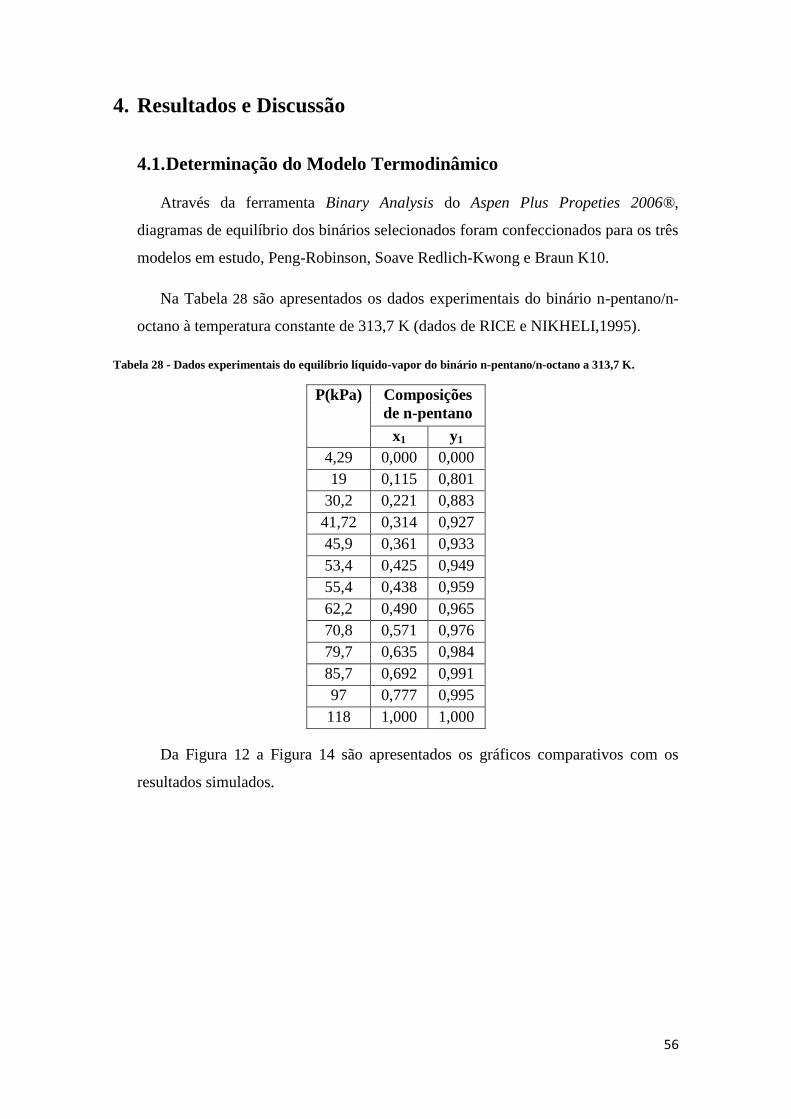
56
4. Resultados e Discussão
4.1. Determinação do Modelo Termodinâmico
Através da ferramenta Binary Analysis do Aspen Plus Propeties 2006®,
diagramas de equilíbrio dos binários selecionados foram confeccionados para os três
modelos em estudo, Peng-Robinson, Soave Redlich-Kwong e Braun K10.
Na Tabela 28 são apresentados os dados experimentais do binário n-pentano/n-
octano à temperatura constante de 313,7 K (dados de RICE e NIKHELI,1995).
Tabela 28 - Dados experimentais do equilíbrio líquido-vapor do binário n-pentano/n-octano a 313,7 K.
P(kPa) Composições
de n-pentano
x1 y1
4,29 0,000 0,000
19 0,115 0,801
30,2 0,221 0,883
41,72 0,314 0,927
45,9 0,361 0,933
53,4 0,425 0,949
55,4 0,438 0,959
62,2 0,490 0,965
70,8 0,571 0,976
79,7 0,635 0,984
85,7 0,692 0,991
97 0,777 0,995
118 1,000 1,000
Da Figura 12 a Figura 14 são apresentados os gráficos comparativos com os
resultados simulados.

57
Figura 12 - Comparação com dados experimentais utilizando o modelo Peng-Robinson.
Figura 13 - Comparação com dados experimentais utilizando o modelo Soave Redlich Kwong.
0
25
50
75
100
125
0,000 0,200 0,400 0,600 0,800 1,000
P (
kPa)
Composição de n-pentano
x1 exp x1 y1 exp y1
0
25
50
75
100
125
0,000 0,200 0,400 0,600 0,800 1,000
P (
kPa)
Composição de n-pentano
x1 exp x1 y1 exp y1
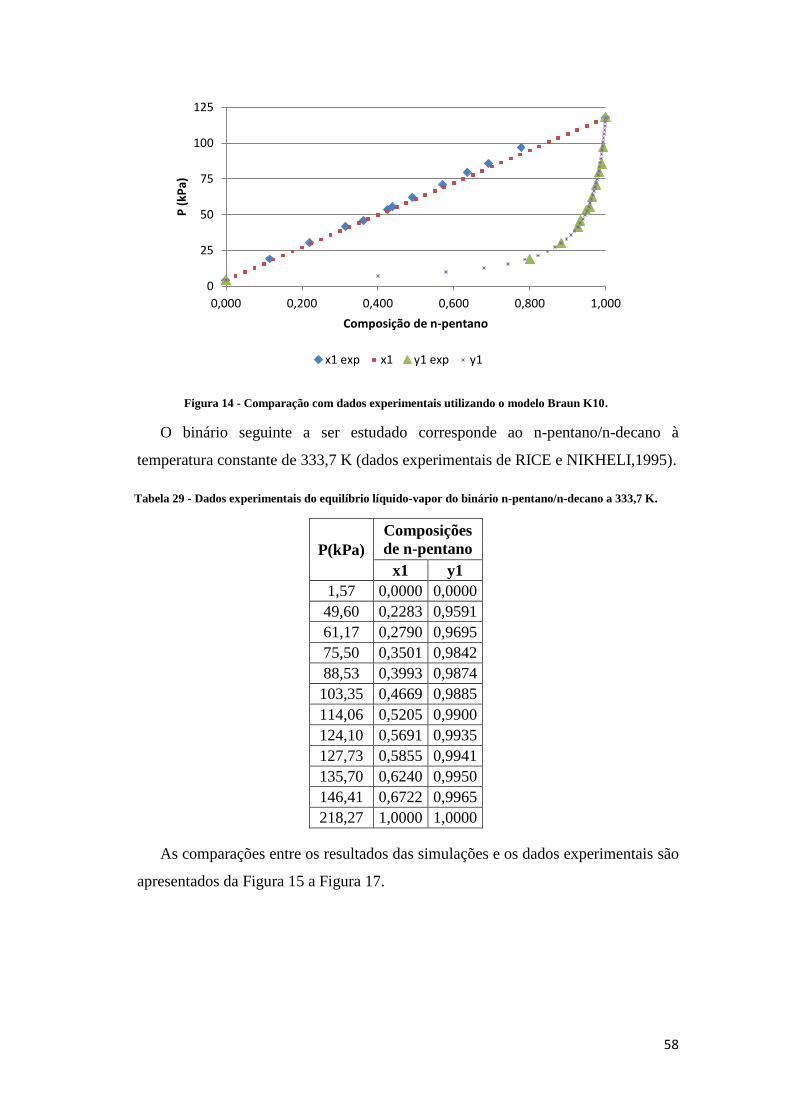
58
Figura 14 - Comparação com dados experimentais utilizando o modelo Braun K10.
O binário seguinte a ser estudado corresponde ao n-pentano/n-decano à
temperatura constante de 333,7 K (dados experimentais de RICE e NIKHELI,1995).
Tabela 29 - Dados experimentais do equilíbrio líquido-vapor do binário n-pentano/n-decano a 333,7 K.
P(kPa)
Composições
de n-pentano
x1 y1
1,57 0,0000 0,0000
49,60 0,2283 0,9591
61,17 0,2790 0,9695
75,50 0,3501 0,9842
88,53 0,3993 0,9874
103,35 0,4669 0,9885
114,06 0,5205 0,9900
124,10 0,5691 0,9935
127,73 0,5855 0,9941
135,70 0,6240 0,9950
146,41 0,6722 0,9965
218,27 1,0000 1,0000
As comparações entre os resultados das simulações e os dados experimentais são
apresentados da Figura 15 a Figura 17.
0
25
50
75
100
125
0,000 0,200 0,400 0,600 0,800 1,000
P (
kPa)
Composição de n-pentano
x1 exp x1 y1 exp y1

59
Figura 15 - Comparação com dados experimentais utilizando o modelo Peng-Robinson.
Figura 16 - Comparação com dados experimentais utilizando o modelo Soave Redlich-Kwong.
0
25
50
75
100
125
150
175
200
225
250
0,000 0,200 0,400 0,600 0,800 1,000
P (
kPa)
Composição de n-pentano
x1 exp x1 y1 exp y1
0
25
50
75
100
125
150
175
200
225
250
0,000 0,200 0,400 0,600 0,800 1,000
P (
kPa)
Composição de n-pentano
x1 exp x1 y1 exp y1
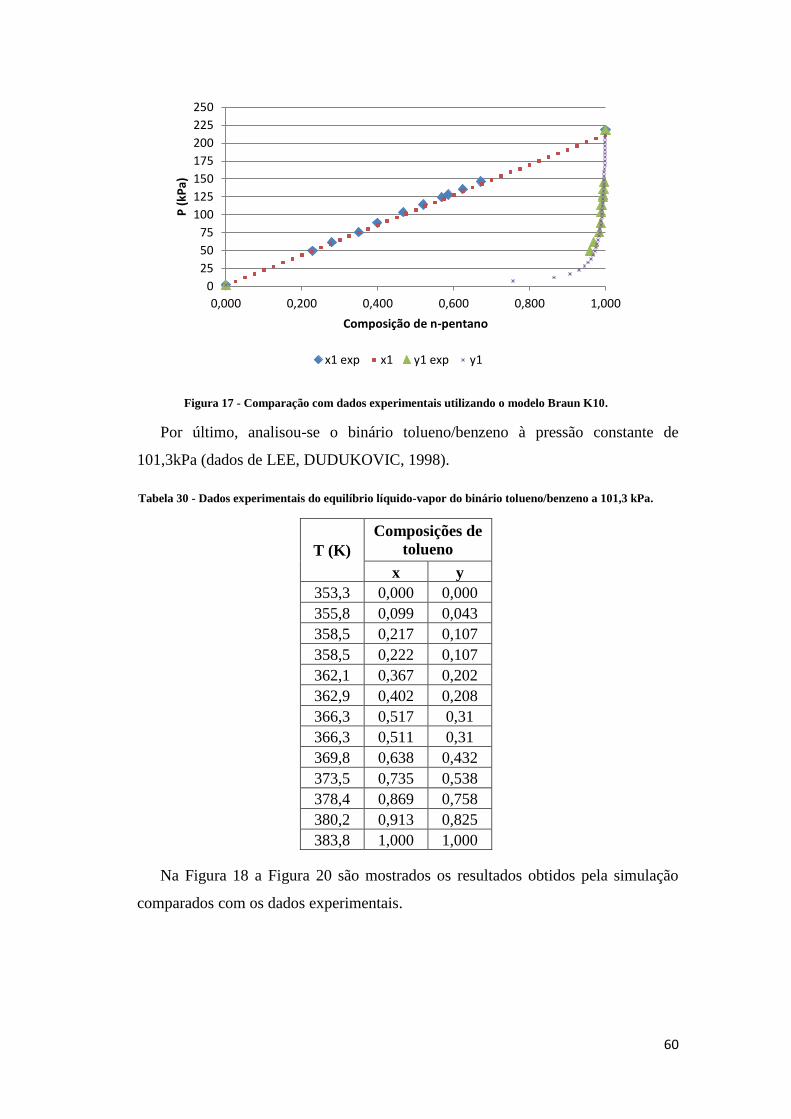
60
Figura 17 - Comparação com dados experimentais utilizando o modelo Braun K10.
Por último, analisou-se o binário tolueno/benzeno à pressão constante de
101,3kPa (dados de LEE, DUDUKOVIC, 1998).
Tabela 30 - Dados experimentais do equilíbrio líquido-vapor do binário tolueno/benzeno a 101,3 kPa.
T (K)
Composições de
tolueno
x y
353,3 0,000 0,000
355,8 0,099 0,043
358,5 0,217 0,107
358,5 0,222 0,107
362,1 0,367 0,202
362,9 0,402 0,208
366,3 0,517 0,31
366,3 0,511 0,31
369,8 0,638 0,432
373,5 0,735 0,538
378,4 0,869 0,758
380,2 0,913 0,825
383,8 1,000 1,000
Na Figura 18 a Figura 20 são mostrados os resultados obtidos pela simulação
comparados com os dados experimentais.
0
25
50
75
100
125
150
175
200
225
250
0,000 0,200 0,400 0,600 0,800 1,000
P (
kPa)
Composição de n-pentano
x1 exp x1 y1 exp y1

61
Figura 18 – Comparação com dados experimentais utilizando o modelo Peng-Robinson
Figura 19 - Comparação com dados experimentais utilizando o modelo Soave Redlich-Kwong.
350
355
360
365
370
375
380
385
390
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
T(K
)
Composição de tolueno
x1 exp x1 y1 exp y1
350
355
360
365
370
375
380
385
390
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
T(K
)
Composição de tolueno
x1 exp x1 y1 exp y1

62
Figura 20 - Comparação com dados experimentais utilizando o modelo Braun K10
A partir da análise qualitativa dos gráficos apresentados, observou-se que os três
modelos apresentaram comportamento semelhante no caso dos binários n-pentano/n-
octano e n-pentano/n-decano. Entretanto, notaram-se diferenças entre os resultados
referentes ao binário benzeno/tolueno. Observou-se que a simulação com Peng-
Robinson representou melhor o equilíbrio líquido-vapor deste binário, pois os desvios
aos dados experimentais referentes aos demais modelos são relativamente maiores.
Portanto, o modelo de Peng-Robinson foi o escolhido para ser empregado nas
simulações.
É importante ressaltar que a equação cúbica do modelo de Peng-Robinson é
utilizada para obter todas as propriedades termodinâmicas das fases, exceto o volume
molar da fase líquida. Desse modo, o simulador utiliza a equação de RACKETT (1970)
para prever essa propriedade; sendo que esta equação se baseia em propriedades críticas
e, segundo a literatura, é bastante representativa na previsão do volume molar de
líquidos saturados.
(
)
(4.1)
Ocorre o mesmo com o modelo de SRK, sendo o método de Peneloux-Rauzy (1982)
utilizado pelo simulador para prever o volume da fase líquida. Este método consiste em
350
355
360
365
370
375
380
385
390
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
T(K
)
Composição de tolueno
x1 exp x1 y1 exp y1
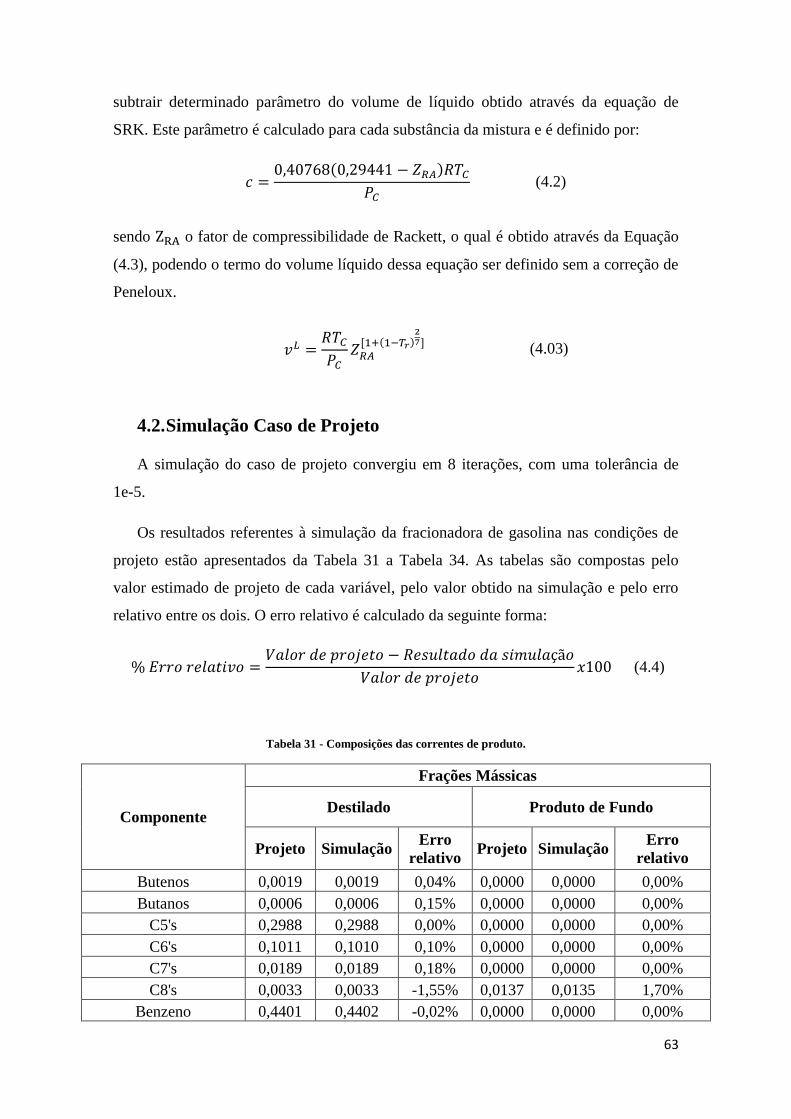
63
subtrair determinado parâmetro do volume de líquido obtido através da equação de
SRK. Este parâmetro é calculado para cada substância da mistura e é definido por:
(4.2)
sendo o fator de compressibilidade de Rackett, o qual é obtido através da Equação
(4.3), podendo o termo do volume líquido dessa equação ser definido sem a correção de
Peneloux.
[ ]
(4.03)
4.2. Simulação Caso de Projeto
A simulação do caso de projeto convergiu em 8 iterações, com uma tolerância de
1e-5.
Os resultados referentes à simulação da fracionadora de gasolina nas condições de
projeto estão apresentados da Tabela 31 a Tabela 34. As tabelas são compostas pelo
valor estimado de projeto de cada variável, pelo valor obtido na simulação e pelo erro
relativo entre os dois. O erro relativo é calculado da seguinte forma:
(4.4)
Tabela 31 - Composições das correntes de produto.
Componente
Frações Mássicas
Destilado Produto de Fundo
Projeto Simulação Erro
relativo Projeto Simulação
Erro
relativo
Butenos 0,0019 0,0019 0,04% 0,0000 0,0000 0,00%
Butanos 0,0006 0,0006 0,15% 0,0000 0,0000 0,00%
C5's 0,2988 0,2988 0,00% 0,0000 0,0000 0,00%
C6's 0,1011 0,1010 0,10% 0,0000 0,0000 0,00%
C7's 0,0189 0,0189 0,18% 0,0000 0,0000 0,00%
C8's 0,0033 0,0033 -1,55% 0,0137 0,0135 1,70%
Benzeno 0,4401 0,4402 -0,02% 0,0000 0,0000 0,00%

64
Tabela 30 - Composições das correntes de produto (continuação).
Componente
Frações Mássicas
Destilado Produto de Fundo
Projeto Simulação Erro
relativo Projeto Simulação
Erro
relativo
Tolueno 0,0924 0,0924 -0,02% 0,0000 0,0000 -0,15%
Xileno + Etilbenzeno 0,0427 0,0427 0,05% 0,1094 0,1092 0,25%
Estireno 0,0001 0,0001 -14,73% 0,0069 0,0069 0,88%
C9+ 0,0000 0,0000 10,98% 0,8699 0,8705 -0,07%
Tabela 32 - Cargas térmicas dos trocadores de calor.
Equipamento
Cargas Térmicas (GJ/h)
Projeto Simulação Erro
relativo
Condensador -3,27 -2,87 12,25%
Refervedor 2,50 2,35 5,88%
Tabela 33 - Temperaturas de topo e fundo.
Temperaturas (°C)
Corrente Projeto Simulação Diferença
Saída de topo 81,90 72,54 11,43%
Saída de fundo 180,38 170,53 5,46%
Tabela 34 – Variáveis relacionadas com a hidráulica da coluna.
Variável de Processo Pratos de 1 a 13 (seção de absorção) Pratos de 14 a 33 (seção de esgotamento)
Projeto Simulação Erro
relativo Projeto Simulação
Erro
relativo
Vazão de vapor (kg/h) 6181,5 7284,03 -17,84% 5762,7375 6745,44 -17,05%
Densidade do vapor (kg/m³) 3,1575375 3,2175 -1,90% 3,863925 3,9295 -1,70%
Vazão de líquido (kg/h) 2902,0875 3281,65 -13,08% 6391,6125 7625,87 -19,31%
Densidade do líquido (kg/m³) 754,87425 750,42 0,59% 743,21325 738,85 0,59%
Tensão superficial (dina/cm) 18,88575 18,70 1,00% 16,60425 16,53 0,43%
Viscosidade do líquido (cP) 0,2769 0,260 6,03% 0,234 0,211 9,91%
Observa-se que os resultados da simulação referentes à composição das correntes
pouco diferem dos previstos pelo projeto, no entanto, as cargas térmicas do condensador
e do refervedor e as temperaturas das correntes de topo e fundo apresentaram desvios
maiores. Como não se tem informações mais específicas quanto à modelagem do
65
projeto, não se pode afirmar que o modelo termodinâmico escolhido foi o mesmo
empregado no desenvolvimento do projeto.
A eficiência de Murphree dos pratos da coluna foi ajustada através do método
descrito no item 3.4.2 e convergiu para 54% nas seções de absorção e esgotamento. No
entanto, não se tem informações sobre o valor de eficiência utilizado na modelagem do
projeto, o que também pode ter contribuído para as distinções entre os resultados da
simulação e os valores esperados.
Os documentos de projeto relacionados com a hidráulica da coluna fornecem
somente os valores mínimos e máximos das variáveis apresentadas na Tabela 34. Com o
intuito de comparar esses valores com os resultados da simulação, fez-se uma média
aritmética dos valores mínimo e máximo de cada variável. Já os resultados da simulação
correspondem à média aritmética envolvendo os pratos constituintes de cada seção. A
comparação entre o projeto e o simulado permite observar que os desvios são pequenos,
porém a diferenciação do cálculo das médias pode ter cooperado para o incremento dos
mesmos.
4.3. Simulações com Dados Reais
4.3.1. Simulação com Gasolina Hidrogenada
Assim como na simulação de projeto, a tolerância de convergência utilizada na
simulação do caso real foi de 1e-5, porém a mesma convergiu em 4 iterações. A seguir
serão apresentados os resultados referentes à simulação com gasolina hidrogenada,
comparados com os valores reais de operação Os erros relativos presentes nas tabelas
abaixo são calculados através da equação (4.5).
(4.5)
A Tabela 35 apresenta os resultados referentes à composição das correntes de
processo. As células em cinza destacam os erros relativos maiores que 50%.

66
Tabela 35- Comparações entre os resultados da simulação e os dados reais de composição.
Componentes
Destilado Produto de Fundo
Dado
Real Simulado
Diferença
Absoluta
Erro
Relativo
Dado
Real Simulado
Diferença
Absoluta
Erro
Relativo
Aromáticos C10 0,0017 0,0019 0,0002 -13,78% 0,0422 0,0418 0,0004 1,04%
Aromáticos C11 0,0011 0,0006 0,0005 43,57% 0,0432 0,0441 0,0009 -2,16%
Aromáticos C9 0,0047 0,0066 0,0018 -38,97% 0,0563 0,0526 0,0037 6,57%
Benzeno 0,5615 0,5618 0,0003 -0,05% 0,0016 0,0012 0,0004 25,18%
Butadienos 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
Butino 0,0003 0,0003 0,0000 0,00% 0,0000 0,0000
0,0000 -
Ciclopentano 0,0087 0,0090 0,0003 -3,83% 0,0007 0,0000 0,0007 99,98%
Ciclopenteno 0,0387 0,0387 0,0001 0,00% 0,0000 0,0000 0,0000 -
Cis-pentadieno 0,0051 0,0051 0,0000 0,00% 0,0000 0,0000 0,0000 -
Estirênico C9H10 0,0004 0,0006 0,0002 -67,08% 0,0098 0,0092 0,0006 5,71%
Estireno 0,0132 0,0098 0,0034 25,98% 0,0083 0,0152 0,0069 -83,93%
Etano 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
Eteno 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
Etilacetileno 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
Etilbenzeno 0,0171 0,0300 0,0130 -75,89% 0,0513 0,0257 0,0255 49,81%
Hexadienos 0,0015 0,0015 0,0000 0,00% 0,0000 0,0000 0,0000 -
Indano 0,0009 0,0016 0,0007 -78,37% 0,0198 0,0183 0,0015 7,66%
Indeno 0,0015 0,0016 0,0002 -10,80% 0,0318 0,0314 0,0004 1,34%
Isoparafinas C10 0,0003 0,0005 0,0002 -75,70% 0,0036 0,0032 0,0004 11,36%
Isoparafinas C5 0,0012 0,0012 0,0000 0,00% 0,0000 0,0000 0,0000 -
Isoparafinas C6 0,0020 0,0020 0,0000 0,00% 0,0000 0,0000 0,0000 -
Isoparafinas C7 0,0005 0,0006 0,0001 -11,66% 0,0000 0,0000 0,0000 -
Isoparafinas C8 0,0027 0,0027 0,0000 0,00% 0,0000 0,0000 0,0000 -
Isoparafinas C9 0,0003 0,0003 0,0000 0,00% 0,0006 0,0005 0,0001 9,99%
Isopreno 0,0028 0,0029 0,0001 -2,34% 0,0000 0,0000 0,0000 -
Naftaleno 0,0010 0,0001 0,0009 93,51% 0,0659 0,0679 0,0020 -2,96%
Naftênicos C10 0,0153 0,0199 0,0046 -29,75% 0,3185 0,3095 0,0090 2,83%
Naftênicos C11 0,0013 0,0021 0,0009 -69,99% 0,0710 0,0691 0,0019 2,65%
Naftênicos C6 0,0013 0,0014 0,0001 -3,57% 0,0001 0,0000 0,0001 92,45%
Naftênicos C7 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
Naftênicos C8 0,0013 0,0013 0,0001 -0,69% 0,0008 0,0008 0,0001 8,65%
Naftênicos C9 0,0003 0,0009 0,0006 -172,66% 0,0039 0,0026 0,0013 32,46%
Butano 0,0020 0,0020 0,0000 0,00% 0,0000 0,0000 0,0000 -
Hexano 0,0007 0,0008 0,0001 -1,38% 0,0001 0,0000 0,0001 99,87%
Pentano 0,0065 0,0068 0,0003 -4,05% 0,0006 0,0000 0,0006 100,00%
Olefinas C10 0,0000 0,0001 0,0001 - 0,0005 0,0004 0,0001 10,93%
Olefinas C4 0,0166 0,0167 0,0001 -0,43% 0,0000 0,0000 0,0000 -

67
Tabela 34- Comparações entre os resultados da simulação e os dados reais de composição (continuação).
Componentes
Destilado Produto de Fundo
Dado
Real Simulado
Diferença
Absoluta
Erro
Relativo
Dado
Real Simulado
Diferença
Absoluta
Erro
Relativo
Olefinas C5 0,0862 0,0862 0,0000 0,00% 0,0000 0,0000 0,0000 -
Olefinas C6 0,0339 0,0339 0,0000 0,06% 0,0000 0,0000 0,0000 -
Olefinas C7 0,0116 0,0116 0,0000 0,39% 0,0000 0,0000 0,0000 -
Olefinas C8 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
Olefinas C9 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
orto-Xileno 0,0014 0,0031 0,0017 -117,32% 0,0078 0,0045 0,0033 42,00%
meta-Xileno 0,0029 0,0055 0,0027 -92,97% 0,0110 0,0058 0,0052 47,39%
Pentadieno 0,0045 0,0045 0,0000 0,00% 0,0000 0,0000 0,0000 -
Pentino 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
Propeno 0,0003 0,0003 0,0000 0,00% 0,0001 0,0000 0,0001 100,00%
Tolueno 0,0982 0,1009 0,0026 -2,67% 0,0169 0,0118 0,0050 29,88%
Vinilacetileno 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
Demais Compostos
C9+ com P.E.<195,5 0,0222 0,0195 0,0027 12,23% 0,0667 0,0723 0,0055 -8,29%
Demais compostos
C9+ com P.E.>195,5
°C
0,0261 0,0033 0,0229 87,46% 0,1670 0,2121 0,0450 -26,96%
A partir da comparação entre os valores reais e os resultados da simulação, observa-
se que alguns componentes apresentam erros relativos elevados. No entanto, deve-se
ressaltar que os maiores erros relativos estão relacionados aos componentes com
concentrações muito baixas, fato que contribui para a elevação dos erros, visto que a
divisão por um número muito pequeno retorna um valor alto. Além disso, dos 51
componentes envolvidos, somente 10 apresentaram erro maior que 50% no destilado e 6
no produto de fundo.
Os erros podem estar associados ao fato de não se saber exatamente quais os
representantes dos grupos de componentes envolvidos, uma vez que eles foram
escolhidos apenas pela descrição do grupo, o que pode ter contribuído para a ocorrência
de erros elevados. Deve-se, também, ressaltar que a gasolina alimentada à coluna
comumente apresenta sólidos suspensos, o que influencia na eficiência de separação.
Como o método de convergência da eficiência leva em conta apenas fatores referentes à
mistura e às condições operacionais da coluna, a eficiência real pode se distinguir da
estimada, o que também contribui para a ocorrência de erros.

68
O maior erro relativo obtido com os resultados da simulação é referente ao grupo de
componentes. naftênicos C9, o qual tem o componente n-propilciclohexano como
representante. O erro pode estar relacionado com a volatilidade deste componente, visto
que ele é o segundo menos volátil no grupo dos C9s, o que lhe permite se concentrar no
topo além do esperado.
Ao analisar os componentes chaves (benzeno e naftênicos C10s), verifica-se que o
erro relativo associado a eles é baixo, o que é um ponto positivo para a simulação.
As eficiências de separação ajustada são apresentadas na Tabela 36. O erro entre a
eficiência calculada pela correlação de O’Connell e a calculada por Lewis foi de 3,42%.
Tabela 36 - Eficiências de separação.
Eficiência %
Murphree seção de
absorção 55
Murphree seção de
esgotamento 14
Global de O'connell 36,5
Nota-se que a eficiência de fundo é significativamente inferior à de topo, o que pode
ser devido ao fato de as vazões molares de líquido na seção de esgotamento serem
maiores no fundo, o que torna o valor de λ menor que o referente à seção de absorção.
Dessa forma, quanto menor o valor de λ, menor é a eficiência calculada por Lewis.
O perfil de temperatura da coluna é mostrado na Tabela 37. Não são observados
erros muito elevados entre a simulação e o real, porém as diferenças de temperatura
entre os pratos se distanciam consideravelmente. O fato de tanto a temperatura quanto a
pressão da corrente de alimentação serem estimativas e a existência de discrepâncias
entre as composições real e simulada contribuíram para o distanciamento observado.
Tabela 37 - Perfil de temperatura.
Prato Temperaturas (°C) Erro
relativo
∆T entre pratos
(°C)
Simulada Real Simulado Real
1 94,35 93,73 -0,66% - -
4 111,94 95,16 -17,63% 17,59 1,43
16 107,80 116,38 7,37% -4,14 21,22
31 166,31 175,22 5,08% 58,51 58,84
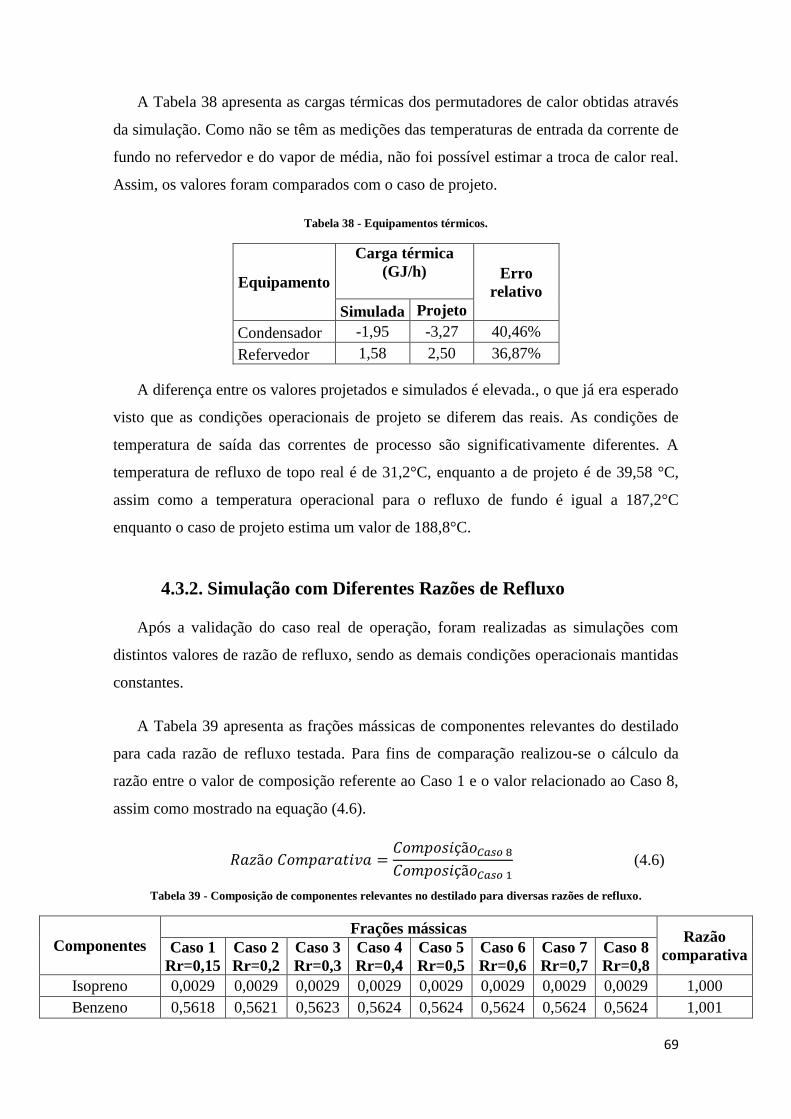
69
A Tabela 38 apresenta as cargas térmicas dos permutadores de calor obtidas através
da simulação. Como não se têm as medições das temperaturas de entrada da corrente de
fundo no refervedor e do vapor de média, não foi possível estimar a troca de calor real.
Assim, os valores foram comparados com o caso de projeto.
Tabela 38 - Equipamentos térmicos.
Equipamento
Carga térmica
(GJ/h)
Erro
relativo
Simulada Projeto
Condensador -1,95 -3,27 40,46%
Refervedor 1,58 2,50 36,87%
A diferença entre os valores projetados e simulados é elevada., o que já era esperado
visto que as condições operacionais de projeto se diferem das reais. As condições de
temperatura de saída das correntes de processo são significativamente diferentes. A
temperatura de refluxo de topo real é de 31,2°C, enquanto a de projeto é de 39,58 °C,
assim como a temperatura operacional para o refluxo de fundo é igual a 187,2°C
enquanto o caso de projeto estima um valor de 188,8°C.
4.3.2. Simulação com Diferentes Razões de Refluxo
Após a validação do caso real de operação, foram realizadas as simulações com
distintos valores de razão de refluxo, sendo as demais condições operacionais mantidas
constantes.
A Tabela 39 apresenta as frações mássicas de componentes relevantes do destilado
para cada razão de refluxo testada. Para fins de comparação realizou-se o cálculo da
razão entre o valor de composição referente ao Caso 1 e o valor relacionado ao Caso 8,
assim como mostrado na equação (4.6).
(4.6)
Tabela 39 - Composição de componentes relevantes no destilado para diversas razões de refluxo.
Componentes Frações mássicas
Razão
comparativa Caso 1
Rr=0,15
Caso 2
Rr=0,2
Caso 3
Rr=0,3
Caso 4
Rr=0,4
Caso 5
Rr=0,5
Caso 6
Rr=0,6
Caso 7
Rr=0,7
Caso 8
Rr=0,8
Isopreno 0,0029 0,0029 0,0029 0,0029 0,0029 0,0029 0,0029 0,0029 1,000
Benzeno 0,5618 0,5621 0,5623 0,5624 0,5624 0,5624 0,5624 0,5624 1,001
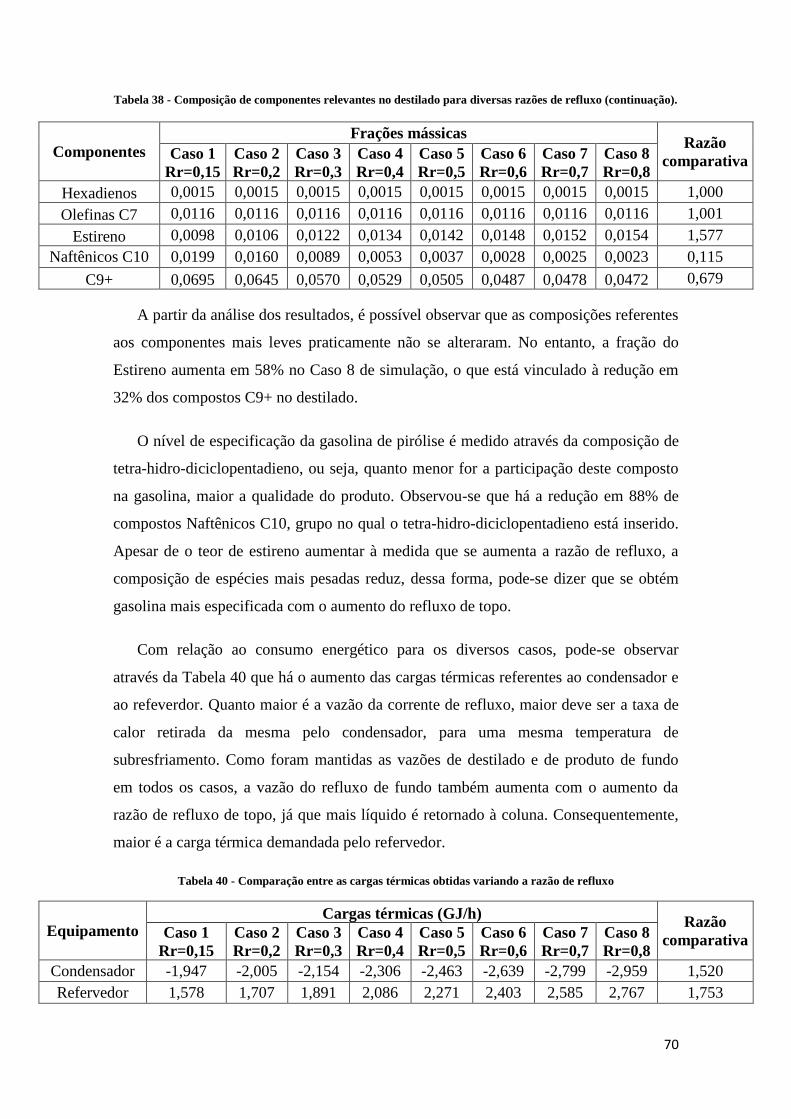
70
Tabela 38 - Composição de componentes relevantes no destilado para diversas razões de refluxo (continuação).
Componentes
Frações mássicas Razão
comparativa Caso 1
Rr=0,15
Caso 2
Rr=0,2
Caso 3
Rr=0,3
Caso 4
Rr=0,4
Caso 5
Rr=0,5
Caso 6
Rr=0,6
Caso 7
Rr=0,7
Caso 8
Rr=0,8
Hexadienos 0,0015 0,0015 0,0015 0,0015 0,0015 0,0015 0,0015 0,0015 1,000
Olefinas C7 0,0116 0,0116 0,0116 0,0116 0,0116 0,0116 0,0116 0,0116 1,001
Estireno 0,0098 0,0106 0,0122 0,0134 0,0142 0,0148 0,0152 0,0154 1,577
Naftênicos C10 0,0199 0,0160 0,0089 0,0053 0,0037 0,0028 0,0025 0,0023 0,115
C9+ 0,0695 0,0645 0,0570 0,0529 0,0505 0,0487 0,0478 0,0472 0,679
A partir da análise dos resultados, é possível observar que as composições referentes
aos componentes mais leves praticamente não se alteraram. No entanto, a fração do
Estireno aumenta em 58% no Caso 8 de simulação, o que está vinculado à redução em
32% dos compostos C9+ no destilado.
O nível de especificação da gasolina de pirólise é medido através da composição de
tetra-hidro-diciclopentadieno, ou seja, quanto menor for a participação deste composto
na gasolina, maior a qualidade do produto. Observou-se que há a redução em 88% de
compostos Naftênicos C10, grupo no qual o tetra-hidro-diciclopentadieno está inserido.
Apesar de o teor de estireno aumentar à medida que se aumenta a razão de refluxo, a
composição de espécies mais pesadas reduz, dessa forma, pode-se dizer que se obtém
gasolina mais especificada com o aumento do refluxo de topo.
Com relação ao consumo energético para os diversos casos, pode-se observar
através da Tabela 40 que há o aumento das cargas térmicas referentes ao condensador e
ao refeverdor. Quanto maior é a vazão da corrente de refluxo, maior deve ser a taxa de
calor retirada da mesma pelo condensador, para uma mesma temperatura de
subresfriamento. Como foram mantidas as vazões de destilado e de produto de fundo
em todos os casos, a vazão do refluxo de fundo também aumenta com o aumento da
razão de refluxo de topo, já que mais líquido é retornado à coluna. Consequentemente,
maior é a carga térmica demandada pelo refervedor.
Tabela 40 - Comparação entre as cargas térmicas obtidas variando a razão de refluxo
Equipamento Cargas térmicas (GJ/h)
Razão
comparativa Caso 1
Rr=0,15
Caso 2
Rr=0,2
Caso 3
Rr=0,3
Caso 4
Rr=0,4
Caso 5
Rr=0,5
Caso 6
Rr=0,6
Caso 7
Rr=0,7
Caso 8
Rr=0,8
Condensador -1,947 -2,005 -2,154 -2,306 -2,463 -2,639 -2,799 -2,959 1,520
Refervedor 1,578 1,707 1,891 2,086 2,271 2,403 2,585 2,767 1,753

71
Visto que o aumento da demanda energética do refervedor é o fator mais impactante
no custo de produção da gasolina de pirólise, estimou-se o aumento do custo energético
de cada caso, em relação ao caso 1. Para tal, primeiro calculou-se a diferença entre a
carga térmica do refervedor no caso 1 e nos demais. Foram, então, estimados os
aumentos do consumo de gás natural nas caldeiras a fim de suprir as demandas de vapor
em cada caso. Essas diferenças foram convertidas em acréscimo de consumo de gás
natural nas caldeiras. Em seguida, calcularam-se os incrementos dos custos com o
aumento da demanda por gás natural. Para os cálculos considerou-se o valor do PCI
(poder calorífico inferior) do gás natural igual a 0,049 GJ/kg e o preço do mesmo
equivalente a 1200 R$/kg. A Tabela 41 apresenta os resultados dos cálculos.
Tabela 41 - Estimativa do aumento de custo energético com relação ao caso 1 de operação.
Razão de
refluxo Rr=0,2 Rr=0,3 Rr=0,4 Rr=0,5 Rr=0,6 Rr=0,7 Rr=0,8
Diferença de
carga
térmica
(GJ/h)
0,129 0,313 0,508 0,693 0,825 1,007 1,189
Elevação do
consumo de
gás natural
(kg/h)
2,636 6,421 10,421 14,198 16,906 20,636 24,368
Elevação no
custo com gás
natural
(mil R$/h)
3,163 7,704 12,505 17,037 20,287 24,763 29,241
Elevação no
custo com gás
natural
(milhões
R$/ano)
27,710 67,494 109,544 149,250 177,716 216,929 256,156
Pode-se observar que o aumento da razão de refluxo implica no aumento do custo
energético da unidade. Como o preço da gasolina de pirólise não varia com grau de
especificação, o aumento da razão de refluxo traria benefícios somente quanto à
qualidade do produto, porém aumentaria seu custo de produção.
4.3.3. Simulação com Gasolina Bruta
Encontrou-se dificuldade para convergir a simulação com gasolina bruta, pois a
estimativa inicial utilizada pelo simulador não foi adequada. Devido a isso, reduziu-se a

72
tolerância de convergência para 1e-4 e a simulação convergiu em 11 iterações, este
resultado foi, então, utilizado como estimativa inicial para a simulação com tolerância
de 1e-5. Esta última simulação também convergiu com 11 iterações.
Realizou-se a simulação da coluna alimentada com gasolina bruta, de modo a
analisar o comportamento da mesma durante o período no qual se realizou o by-pass do
reator. A Tabela 42 apresenta as composições das correntes da coluna resultantes da
simulação comparadas com os dados reais. O erro relativo foi calculado também
utilizando a equação (4.5). As células assinaladas destacam os erros relativos acima de
50%.
Tabela 42 – Comparação entre os resultados da simulação e os dados reais de composição
Componentes
Destilado Produto de Fundo
Dado
Real Simulado
Diferença
Absoluta
Erro
Relativo
Dado
Real Simulado
Diferença
Absoluta
Erro
Relativo
Aromáticos C10 0,0214 0,0344 0,0130 -60,52% 0,3592 0,3174 0,0418 11,65%
Aromáticos C11 0,0007 0,0010 0,0003 -36,13% 0,0261 0,0254 0,0007 2,62%
Aromáticos C9 0,0055 0,0143 0,0088 -159,84% 0,0683 0,0399 0,0284 41,57%
Benzeno 0,4725 0,4726 0,0001 -0,01% 0,0000 0,0000 0,0000 -
Butadienos 0,0131 0,0131 0,0000 0,00% 0,0000 0,0000 0,0000 -
Butino 0,0032 0,0031 0,0001 1,30% 0,0000 0,0000 0,0000 -
Ciclopentano 0,0007 0,0007 0,0000 0,00% 0,0000 0,0000 0,0000 -
Ciclopenteno 0,0181 0,0181 0,0000 0,00% 0,0000 0,0000 0,0000 -
Cis-pentadieno 0,0479 0,0478 0,0001 0,06% 0,0000 0,0000 0,0000 -
Estirênico C9H10 0,0007 0,0018 0,0010 -139,09% 0,0064 0,0032 0,0032 50,36%
Estireno 0,0389 0,0452 0,0063 -16,10% 0,0255 0,0055 0,0200 78,28%
Etano 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
Eteno 0,0001 0,0001 0,0000 0,00% 0,0000 0,0000 0,0000 -
Etilacetileno 0,0004 0,0004 0,0000 0,00% 0,0000 0,0000 0,0000 -
Etilbenzeno 0,0087 0,0087 0,0000 0,00% 0,0000 0,0003 0,0003 -
Hexadienos 0,0094 0,0094 0,0000 0,00% 0,0000 0,0000 0,0000 -
Indano 0,0000 0,0006 0,0006 - 0,0051 0,0030 0,0020 40,14%
Indeno 0,0017 0,0049 0,0032 -183,12% 0,0517 0,0417 0,0100 19,36%
Isoparafinas C10 0,0000 0,0007 0,0007 - 0,0036 0,0014 0,0022 60,33%
Isoparafinas C5 0,0005 0,0004 0,0001 13,19% 0,0000 0,0000 0,0000 -
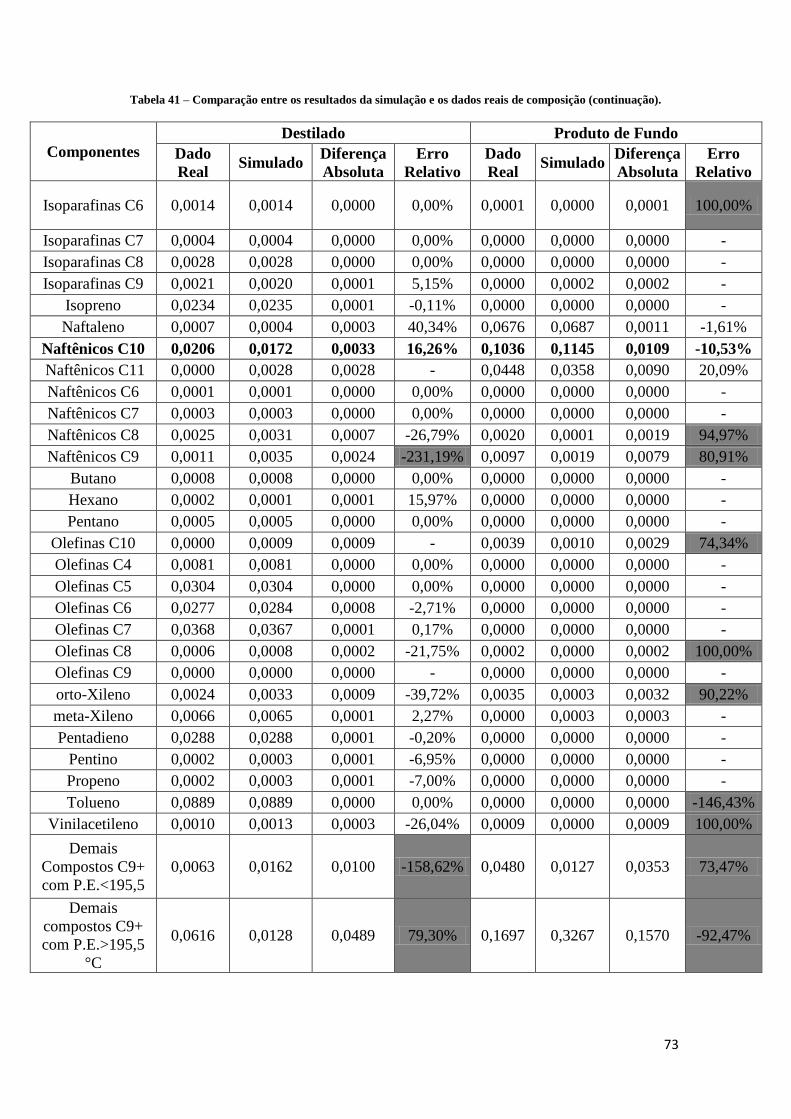
73
Tabela 41 – Comparação entre os resultados da simulação e os dados reais de composição (continuação).
Componentes
Destilado Produto de Fundo
Dado
Real Simulado
Diferença
Absoluta
Erro
Relativo
Dado
Real Simulado
Diferença
Absoluta
Erro
Relativo
Isoparafinas C6 0,0014 0,0014 0,0000 0,00% 0,0001 0,0000 0,0001 100,00%
Isoparafinas C7 0,0004 0,0004 0,0000 0,00% 0,0000 0,0000 0,0000 -
Isoparafinas C8 0,0028 0,0028 0,0000 0,00% 0,0000 0,0000 0,0000 -
Isoparafinas C9 0,0021 0,0020 0,0001 5,15% 0,0000 0,0002 0,0002 -
Isopreno 0,0234 0,0235 0,0001 -0,11% 0,0000 0,0000 0,0000 -
Naftaleno 0,0007 0,0004 0,0003 40,34% 0,0676 0,0687 0,0011 -1,61%
Naftênicos C10 0,0206 0,0172 0,0033 16,26% 0,1036 0,1145 0,0109 -10,53%
Naftênicos C11 0,0000 0,0028 0,0028 - 0,0448 0,0358 0,0090 20,09%
Naftênicos C6 0,0001 0,0001 0,0000 0,00% 0,0000 0,0000 0,0000 -
Naftênicos C7 0,0003 0,0003 0,0000 0,00% 0,0000 0,0000 0,0000 -
Naftênicos C8 0,0025 0,0031 0,0007 -26,79% 0,0020 0,0001 0,0019 94,97%
Naftênicos C9 0,0011 0,0035 0,0024 -231,19% 0,0097 0,0019 0,0079 80,91%
Butano 0,0008 0,0008 0,0000 0,00% 0,0000 0,0000 0,0000 -
Hexano 0,0002 0,0001 0,0001 15,97% 0,0000 0,0000 0,0000 -
Pentano 0,0005 0,0005 0,0000 0,00% 0,0000 0,0000 0,0000 -
Olefinas C10 0,0000 0,0009 0,0009 - 0,0039 0,0010 0,0029 74,34%
Olefinas C4 0,0081 0,0081 0,0000 0,00% 0,0000 0,0000 0,0000 -
Olefinas C5 0,0304 0,0304 0,0000 0,00% 0,0000 0,0000 0,0000 -
Olefinas C6 0,0277 0,0284 0,0008 -2,71% 0,0000 0,0000 0,0000 -
Olefinas C7 0,0368 0,0367 0,0001 0,17% 0,0000 0,0000 0,0000 -
Olefinas C8 0,0006 0,0008 0,0002 -21,75% 0,0002 0,0000 0,0002 100,00%
Olefinas C9 0,0000 0,0000 0,0000 - 0,0000 0,0000 0,0000 -
orto-Xileno 0,0024 0,0033 0,0009 -39,72% 0,0035 0,0003 0,0032 90,22%
meta-Xileno 0,0066 0,0065 0,0001 2,27% 0,0000 0,0003 0,0003 -
Pentadieno 0,0288 0,0288 0,0001 -0,20% 0,0000 0,0000 0,0000 -
Pentino 0,0002 0,0003 0,0001 -6,95% 0,0000 0,0000 0,0000 -
Propeno 0,0002 0,0003 0,0001 -7,00% 0,0000 0,0000 0,0000 -
Tolueno 0,0889 0,0889 0,0000 0,00% 0,0000 0,0000 0,0000 -146,43%
Vinilacetileno 0,0010 0,0013 0,0003 -26,04% 0,0009 0,0000 0,0009 100,00%
Demais
Compostos C9+
com P.E.<195,5
0,0063 0,0162 0,0100 -158,62% 0,0480 0,0127 0,0353 73,47%
Demais
compostos C9+
com P.E.>195,5
°C
0,0616 0,0128 0,0489 79,30% 0,1697 0,3267 0,1570 -92,47%

74
Apesar de a maioria dos componentes possuírem erros relativos baixos no destilado,
algumas espécies apresentam erros muito elevados. A existência de composições reais
muito pequenas contribui para a ocorrência de erros relativos muito altos. Mesmo que o
distanciamento entre o valor simulado e o real seja pequeno, a divisão por um valor
muito menor retorna um valor muito alto. Nesses casos, deve-se analisar principalmente
a diferença absoluta entre o valor simulado e o real. Outro fator relevante é fato de a
convergência da simulação ter sido alcançada com dificuldade.
As eficiências de pratos de Murphree são mostradas na Tabela 43. Ao comparar
esses valores com os apresentados pela Tabela 36, observa-se que a eficiência global
não se diferencia muito nos dois casos de simulação. Entretanto, a seção de absorção
trabalha com uma eficiência inferior na simulação com gasolina bruta, enquanto
eficiência associada à seção de esgotamento é maior.
Tabela 43 - Eficiências de Murphree ajustadas.
Eficiência %
Murphree seção de
absorção 40
Murphree seção de
esgotamento 25
Global de O'connell 36,9
O método de ajuste da eficiência convergiu com um erro de 3,74%.
A Tabela 44 compara os valores de temperatura obtidos pela simulação e as
medianas das medições de temperatura. Observa-se que as temperaturas se distanciam
significativamente, apesar de os erros relativos não serem muito elevados. O fato de a
simulação prever uma quantidade de componentes C9 no destilado maior que a
realidade contribui para a elevação do perfil de temperatura na coluna, visto que são
espécies com pontos de ebulição relativamente altos. A distinção entre os perfis se
reflete nas diferenças de temperatura entre pratos, pois os valores obtidos se diferem dos
reais.
Tabela 44 - Comparação do perfil de temperatura.
Prato Temperaturas (°C) Erro
relativo
∆T entre pratos
(°C) Simulada Real
1 93,83 88,19 -6,40% - -
4 115,32 89,80 -28,42% 21,48 1,61
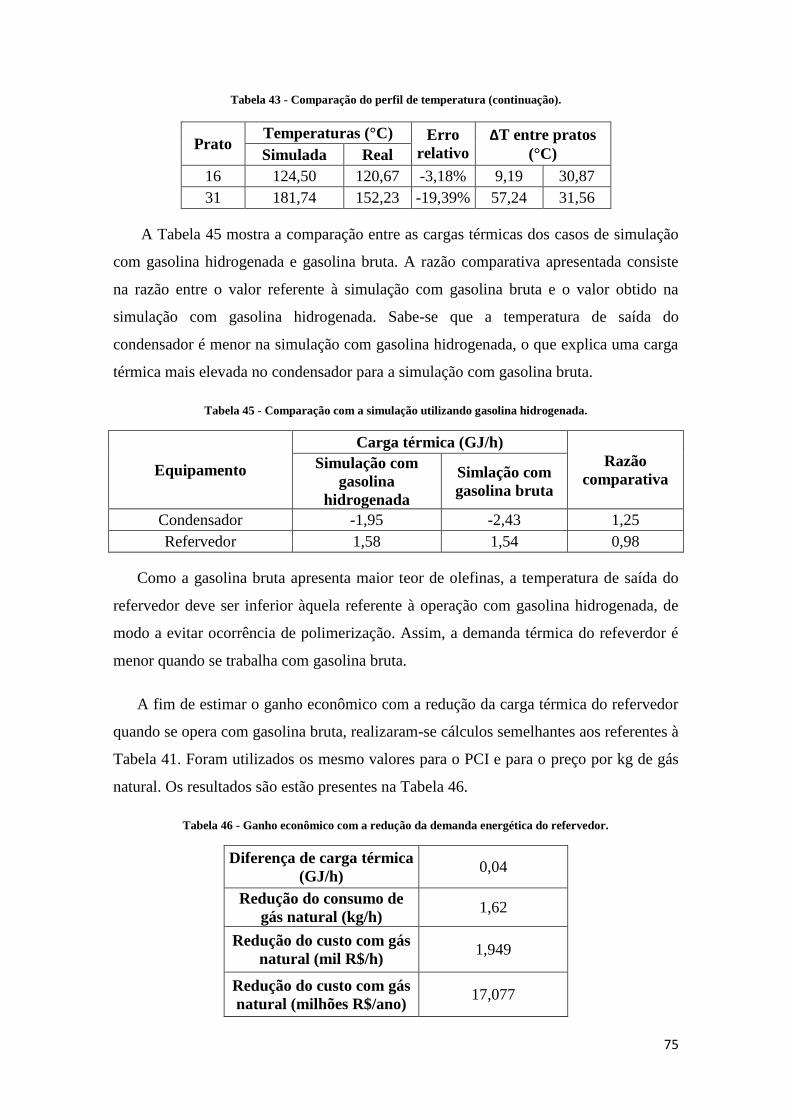
75
Tabela 43 - Comparação do perfil de temperatura (continuação).
Prato Temperaturas (°C) Erro
relativo
∆T entre pratos
(°C) Simulada Real
16 124,50 120,67 -3,18% 9,19 30,87
31 181,74 152,23 -19,39% 57,24 31,56
A Tabela 45 mostra a comparação entre as cargas térmicas dos casos de simulação
com gasolina hidrogenada e gasolina bruta. A razão comparativa apresentada consiste
na razão entre o valor referente à simulação com gasolina bruta e o valor obtido na
simulação com gasolina hidrogenada. Sabe-se que a temperatura de saída do
condensador é menor na simulação com gasolina hidrogenada, o que explica uma carga
térmica mais elevada no condensador para a simulação com gasolina bruta.
Tabela 45 - Comparação com a simulação utilizando gasolina hidrogenada.
Equipamento
Carga térmica (GJ/h)
Razão
comparativa Simulação com
gasolina
hidrogenada
Simlação com
gasolina bruta
Condensador -1,95 -2,43 1,25
Refervedor 1,58 1,54 0,98
Como a gasolina bruta apresenta maior teor de olefinas, a temperatura de saída do
refervedor deve ser inferior àquela referente à operação com gasolina hidrogenada, de
modo a evitar ocorrência de polimerização. Assim, a demanda térmica do refeverdor é
menor quando se trabalha com gasolina bruta.
A fim de estimar o ganho econômico com a redução da carga térmica do refervedor
quando se opera com gasolina bruta, realizaram-se cálculos semelhantes aos referentes à
Tabela 41. Foram utilizados os mesmo valores para o PCI e para o preço por kg de gás
natural. Os resultados são estão presentes na Tabela 46.
Tabela 46 - Ganho econômico com a redução da demanda energética do refervedor.
Diferença de carga térmica
(GJ/h) 0,04
Redução do consumo de
gás natural (kg/h) 1,62
Redução do custo com gás
natural (mil R$/h) 1,949
Redução do custo com gás
natural (milhões R$/ano) 17,077
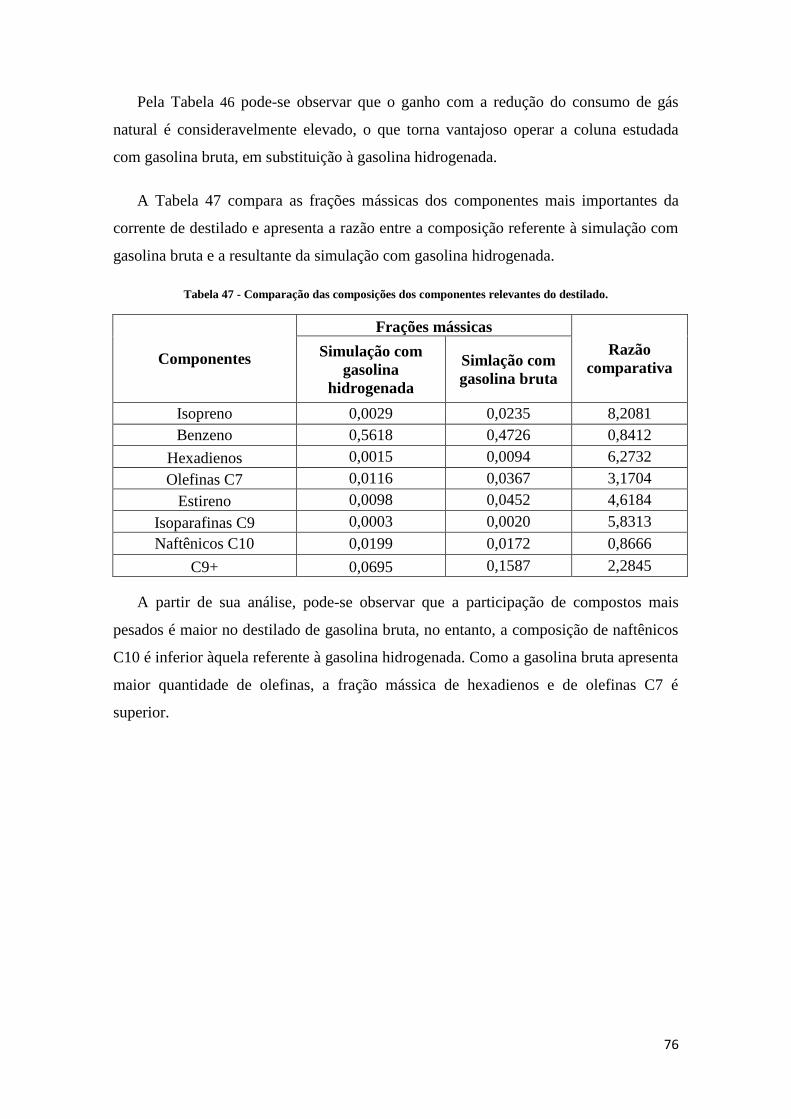
76
Pela Tabela 46 pode-se observar que o ganho com a redução do consumo de gás
natural é consideravelmente elevado, o que torna vantajoso operar a coluna estudada
com gasolina bruta, em substituição à gasolina hidrogenada.
A Tabela 47 compara as frações mássicas dos componentes mais importantes da
corrente de destilado e apresenta a razão entre a composição referente à simulação com
gasolina bruta e a resultante da simulação com gasolina hidrogenada.
Tabela 47 - Comparação das composições dos componentes relevantes do destilado.
Componentes
Frações mássicas
Razão
comparativa Simulação com
gasolina
hidrogenada
Simlação com
gasolina bruta
Isopreno 0,0029 0,0235 8,2081
Benzeno 0,5618 0,4726 0,8412
Hexadienos 0,0015 0,0094 6,2732
Olefinas C7 0,0116 0,0367 3,1704
Estireno 0,0098 0,0452 4,6184
Isoparafinas C9 0,0003 0,0020 5,8313
Naftênicos C10 0,0199 0,0172 0,8666
C9+ 0,0695 0,1587 2,2845
A partir de sua análise, pode-se observar que a participação de compostos mais
pesados é maior no destilado de gasolina bruta, no entanto, a composição de naftênicos
C10 é inferior àquela referente à gasolina hidrogenada. Como a gasolina bruta apresenta
maior quantidade de olefinas, a fração mássica de hexadienos e de olefinas C7 é
superior.
77
5. Conclusões
A modelagem para o caso de projeto da coluna estudada se mostrou satisfatória,
pois foi capaz de reproduzir o comportamento da mesma de maneira equivalente ao
estimado pelo projeto. A existência de erros entre os resultados da simulação e os
valores de projeto está associada à falta de informações quanto à eficiência de separação
e quanto à identificação dos componentes que compõem a mistura de alimentação.
Com relação às simulações com dados reais de operação, pode-se dizer que foi
possível validar o modelo de coluna proposto, visto que a maioria dos valores das
variáveis de processo ficaram próximos aos valores esperados. No entanto, a simulação
com gasolina bruta apresentou alguns erros relativos elevados, os quais podem estar
associados com as estimativas de temperatura e pressão da corrente de alimentação,
com a escolha dos componentes representantes dos grupos que compõem a mistura e
com o fato de existirem componentes com composições muito baixas.
O aumento da razão de refluxo de topo permite que se obtenha uma gasolina mais
especificada quanto aos componentes mais pesados. Entretanto, implica no aumento da
demanda de carga térmica do refervedor, o que eleva o custo energético, visto que se
necessita de mais vapor de média pressão à medida que se aumenta a razão de refluxo.
Como o preço de venda da gasolina de pirólise não depende de seu grau de
especificação, aumentar o refluxo de topo não reflete em ganhos econômicos, por outro
lado, acaba por tornar o processo mais custoso. No entanto, caso seja necessário reduzir
a quantidade de compostos C9+ no produto de topo, o aumento da razão de refluxo é
uma opção efetiva.
A utilização de gasolina bruta como alimentação reduz o consumo de vapor no
refervedor, pois a temperatura do refluxo de fundo deve ser menor que a referente à
operação com gasolina hidrogenada. A redução do consumo de vapor implica na
diminuição do consumo de gás natural nas caldeiras, o que remete a um ganho de mais
de R$ 17.000.000 por ano. Este modo de operação também permite que se reduza o
custo com consumo de hidrogênio, uma vez que o reator não participa do processo.
Além disso, reduz-se o consumo de vapor para regeneração, visto que não é necessário
regenerar o reator. Contudo, o destilado associado à gasolina bruta apresenta mais

78
olefinas e compostos pesados, o que poderia prejudicar seu transporte e utilização e
demandaria maior consumo de produtos químicos que evitam a polimerização.
Em vista a tudo que foi apresentado, conclui-se que a opção mais favorável para o
sistema seria operar com gasolina bruta. Dessa forma, extinguem-se os problemas com
o reator de hidrogenação e reduz-se o custo energético com o vapor utilizado no
refervedor. Entretanto, deve-se ressaltar que este modo de operação aumenta a
participação de compostos pesados no destilado, sendo necessários estudos mais
detalhados quanto às limitações que este produto pode apresentar com relação ao seu
transporte e utilização pelo cliente.

79
6. Propostas de Trabalhos Futuros
Este trabalho serve como primeiro passo de uma série de estudos que podem ser
realizados no sistema de fracionamento de gasolina de pirólise. A seguir são
apresentadas algumas propostas.
Como a redução da temperatura do refervedor impacta significativamente no custo
energético da unidade, propõe-se simular a coluna 1-DA-852 alimentada com gasolina
hidrogenada, empregando uma temperatura menor no refervedor àquela utilizada
atualmente. Com isso, conseguir-se-ia reduzir o custo energético mantendo a
especificação do destilado.
A corrente de alimentação do sistema estudado é composta pela mistura de dois
tipos de gasolinas, recolhidas em diferentes pontos do processo. Sendo uma mais rica
em compostos pesados e sólidos suspensos e a outra com menor teor de compostos
pesados. Assim, destaca-se a simulação da mesma coluna utilizando como carga
somente a gasolina de pirólise mais “limpa”, de modo a observar os benefícios de
modificar sua alimentação.
Visto que o reator de hidrogenação (DC-851) é fonte da maioria das limitações
operacionais do sistema, sugere-se realizar o estudo cinético do mesmo, de maneira a
verificar parâmetros ótimos de operação.
Outra sugestão é realizar a simulação do reator (DC-851) e da coluna de recheio
(DA-851) do sistema, a fim de obter toda a unidade de tratamento de gasolina simulada,
tanto para o caso de projeto quanto para o caso de planta.
Como este trabalho se baseou em simulações estacionárias, um ponto relevante de
estudo seria a simulação dinâmica em conjunto da otimização de variáveis operacionais
o sistema.
80
7. Bibliografia
ASPEN TECHNOLOGY, INC. ASPEN HYSYSTM
Simulation Basis. Burlington: Aspen
Technology, 2008. A12-14.
ASPEN TECHNOLOGY, INC. ASPEN Physical Property System. Burlington: Aspen
Technology, 2010. 238 p.
CANABARRO, L. R. Inferência Dinâmica em Colunas de Destilação para uma
Unidade de Processamento de Gás Natural. 138 p. Dissertação (Mestrado).
Universidade Federal do Rio de Janeiro. Rio de Janeiro, Junho/2011.
DIMIAN, A. C. Integrated Design and Simulation of Chemical Process. Amsterdam,
Holanda. Elsevier Science, 2003, 698 p.
DOMINGUES, T. L. Avaliação da Eficiência de Pratos Valvulados com Downcomer e
Pratos Dualflow em Colunas de Destilação Industriais. 191 p. Dissertação (Mestrado).
Universidade Federal do Rio Grande do Sul. Porto Alegre, 2005.
ELLIOT J. R. e DAUBERT T. E. Revised Procedures for Phase Equilibrium
Calculations with the Soave Equation of State.. Industrial & Chemistry Process Design
and Development. Pennsylvania, Estados Unidos, p.743-748, Julho/1985.
ELGUE, S.; PRAT, L.; CABASSUD, M.; LANN, J. L.; CÉZERAC, J. Dynamic models
for start-up operations of batch distillation columns with experimental validation.
Computers and Chemical Engineering, v. 28, p. 2735–2747, 2004.
HAN, S. J., LIN, H. M. e CHAO, K. C. Vapour-Liquid Equilibrium of Molecular
Fluid Mixtures by Equation of State. Chemical. Engineering. Science., West Lafayette,
Estados Unidos, p.2327-2367, 1988.
HENLEY, E. J.; SEADER, J. D. Equilibrium-Stage Separation Operations in Chemical
Engineering. Estados Unidos da América: John Wiley & Sons, Inc., 1981. 742 p.
INVERNICI, P. L. Avaliação da Eficiência de Pratos Valvulados de Dois Passes com
Downcomer de uma Coluna de Destilação Industrial. 216 p. Dissertação (Mestrado).
Universidade Federal do Rio Grande do Sul. Porto Alegre, 2009.
KISTER, H. Z. Distillation Operation. Estados Unidos da América: McGraw-Hill, Inc.,
1990. 729 p.
KISTER, H. Z. Distillation Design. Estados Unidos da América: McGraw-Hill, Inc.,
1992. 710 p.
LEE, J.-H.; DUDUKOVIC, M. A comparison of the equilibrium and nonequilibrium
models for a multicomponent reactive distillation column. Computers and Chemical
Engineering, v. 23, p. 159–172, 1998.
81
LIMA, O. C. M. et al. Excel como Ferramenta Didática de Apoio na Análise de
Processos de Flash & Destilação Multicomponentes. In: CONGRESSO BRASILEIRO
DE ENSINO DE ENGENHARIA. XXXVI, 2006. Passo Fundo. Anais… Passo Fundo:
Ed. Universidade de Passo Fundo, 2006, p. 1361-1368.
LUYBEN, W. L. Distillation Design and Control Using ASPENTM
Simulation. New
Jersey: AICHE, John Wiley & Sons, Inc., 2006. 345 p.
PERRY, R. H.; GREEN, D. (1934). Perry’s Chemical Engineers Handbook. 8ª Edição.
Estados Unidos da América. McGraw Hill, Inc, 2008. Seção 13, 116 p.
PETLYUK, F. B. Distillation Theory and Its Application to Optimal Design of
Separation Units. Cambridge: Cambridge University Press, 2004. 336 p.
PRAUSNITZ, J. M.; LICHTENTHALER, R. N.; AZEVEDO, E. G. Molecular
Thermodynamics of Fluid Phase Equilibria. 3ª Edição. New Jersey: Prentice Hall PTR,
1969. 860 p.
SALUNKE, D. B. An O’Connell Type Correlation for Prediction of Overall Efficiency
of Valve Tray Columns. 116 p. Dissertação (Mestrado). Oklahoma State University.
Oklahoma, Maio/2011.
SEADER, J. D.; HENLEY, E. J. Separation Process Principles. 2ª Edição. Estados
Unidos da América: John Wiley & Sons, Inc., 2006. 756 p.
SMITH, H. Process Simulation and Modelling. In: ADAMS, M. D. (Ed.). Development
in Mineral Processing. Elsevier, 2005. p.109-121
SMITH, J. M.; VAN NESS, H. C.; ABBOTT, M. M. Introduction to Chemical
Engineering Thermodynamics. 6ª Edição. Estados Unidos da América: McGraw Hill,
2001. 731 p.
STAUDT, P. B. Modelagem e Simulação Dinâmica de Colunas de Destilação. 124 p.
Dissertação (Mestrado). Universidade Federal do Rio Grande do Sul. Porto Alegre,
2007.
THOMÉ, B. Systems engineering: principles and practice of computer-based systems
engineering. Chichester, Reino Unido. John Wiley and Sons Ltd., 1993. 394 p.
Top Related