

![DANIEL LOPES MISQUIATI - teses.usp.br · NPSH3% NPSH para queda de 3% na pressão de recalque [m] NPSHr NPSH requerido [m] NPSHs 3. . . () d NPSH ...](https://static.fdocumentos.tips/doc/165x107/5bb5d28509d3f24d6c8dde05/daniel-lopes-misquiati-tesesuspbr-npsh3-npsh-para-queda-de-3-na-pressao.jpg)




Línguas
Páginas
Legal

RIO DE JANEIRO
Março 2018
SELEÇÃO DE BOMBA UTILIZADA EM SISTEMA CIP
APLICADO NA HIGIENIZAÇÃO DE CIRCUITO DE
ENVASE DE UMA CERVEJARIA
Nathália da Fonseca Palhota
Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do
título de Engenheira.
Orientador: Reinaldo de Falco

iii
Palhota, Nathália da Fonseca
Seleção de Bomba Utilizada em Sistema CIP Aplicado
na Higienização de Circuito de Envase em uma Cervejaria /
Nathália da Fonseca Palhota. – Rio de Janeiro: UFRJ /
Escola Politécnica, 2018.
IX, 76 p.: il.; 29,7 cm.
Orientador: Reinaldo de Falco.
Projeto de Graduação – UFRJ / POLI / Curso de
Engenharia Mecânica, 2018.
Referências Bibliográficas: p. 69.
1. Introdução e Objetivo. 2. Bombas: Conceitos Gerais.
3. Sistema CIP. 4. Estudo de Caso. 5. Conclusão.
De Falco, Reinaldo. II. Universidade Federal do Rio
de Janeiro, Escola Politécnica, Curso de Engenharia de
Mecânica. III. Seleção de Bomba Utilizada em Sistema CIP
Aplicado na Higienização de Circuito de Envase em uma
Cervejaria.

iv
Agradecimentos Primeiramente, à Deus, sem Ele, eu nada teria e nada seria.
À meus pais, pelo apoio incondicional, pelo amor sem medidas, pela constante
preocupação, pela confiança que em mim depositam e por todas as críticas construtivas
tecidas ao longo deste trabalho.
À minha irmã, por ser exemplo de pessoa, de bondade, de fé, de fortaleza e pela sua
presença quando eu mais precisava.
À minha família, em particular, à minha tia Claudia e à minha prima Carolina, pela
companhia nos trabalhos e pela distrações nos momentos que foram necessários.
À minha amiga, Beatriz, pelo apoio fundamental, que demos uma à outra, redigindo
nossos projetos de graduação.
As minhas amigas do colégio, aos meus amigos da faculdade e aos meus amigos de
intercâmbio.
À França, pela melhor experiência da minha vida. À cultura que aprendi à admirar, à
nova forma de aprender, à abertura de espírito, ao savoir-vivre. Ao país que me ensinou
mais do que imaginei e me proporcionou momentos que nunca sonhei viver.
Ao professor De Falco, por sua paciência, por sua confiança e orientação ao longo deste
trabalho.
À professora Elaine Vasquez por todo suporte e ajuda ao longo de toda minha trajetória
universitária.
Ao Engenheiro-Chefe Samuel, responsável pela manutenção dos equipamentos de
packaging da cervejaria, por toda ajuda e orientação ao longo do projeto e das visitas
realizadas à planta.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheira Mecânica.
SELEÇÃO DE BOMBA UTILIZADA EM SISTEMA CIP APLICADO NA
HIGIENIZAÇÃO DE CIRCUITO DE ENVASE DE UMA CERVEJARIA
Nathália da Fonseca Palhota
2018
Orientador: Reinaldo de Falco
Curso: Engenharia Mecânica
A integridade de produtos finais e, consequentemente, a saúde de consumidores de
indústrias alimentícias depende da higienização ao longo do processo produtivo. Em
cervejarias, particularmente, a sanitização é um aspecto crítico, pois contaminações são
passíveis de ocorrer em qualquer fase do processo, sobretudo na fase de envase.
Visando garantir a qualidade das cervejas e a produtividade da indústria, sistemas CIP
(Clean-in-place) são implementados evitando o desmonte de equipamentos durante a
limpeza e, reduzindo o tempo e a ineficiência da higienização de tubulações e tanques.
O objetivo principal deste trabalho é selecionar uma bomba para utilização no circuito
de envase de uma central de CIP de uma cervejaria de larga escala. Para tal fim, foi
realizado um estudo detalhado do sistema em que essa bomba se aplica e, a partir de
dados fornecidos e calculados, a bomba foi escolhida. Por fim, como objetivo
secundário, foi proposta uma melhoria no sistema de envase por intermédio da
modificação de componentes do circuito e apresentados os ganhos de tal melhoria.
Palavras-chave: Seleção de Bomba, Sistema CIP, Cervejaria

vi
Abstract of Undergraduate Project presumed to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
PUMP SELECTION FOR A CIP SYSTEM USED IN A BREWERY FILLING
MACHINE SANITATION
Nathália da Fonseca Palhota
2018
Advisor: Reinaldo de Falco
Course: Mechanical Engineering
The integrity of food industry’s products as well as their consumer’s health depends on
hygienization through production process. In breweries, sanitization is a critical aspect
because contamination can occur at any point along the chain, especially in the filling
stage.
In order to ensure beer quality and industry productivity, CIP system are used to avoid
equipment opening during cleaning; and to reduce waste of time and inefficiency in
pipes and tubes’ hygienization.
The aim of this work is to select a pump for the filling stage of a CIP central of a large-
scale brewery. For this purpose, a detailed study of the existing system was done and the
proper pump was selected. At last, a second objective was established and it concerned
an improvement through the change of the filling tank’s cleaning nozzles. New calculus
and gain analysis were presented.
Keywords: Pump selection; CIP System; Brewery.

vii
Sumário
1 IntroduçãoeObjetivo.......................................................................................................11.1 Cerveja........................................................................................................................................21.2 ProcessodeProduçãodeCerveja...............................................................................................31.3 Aimportânciadahigienizaçãonaproduçãodecerveja.............................................................71.4 Objetivo......................................................................................................................................81.5 Metodologia...............................................................................................................................8
2 Bombas:ConceitosGerais.................................................................................................92.1 Propriedadesdosfluídos............................................................................................................92.3 Definição,classificaçãoecaracterísticasgeraisdebombas.....................................................162.4 Curvascaracterísticasdasbombas...........................................................................................182.5 Característicasdosistema........................................................................................................192.6 Determinaçãodopontodeoperação.......................................................................................222.7 Fatoresquemodificamacurvadosistema..............................................................................232.8 Cavitação..................................................................................................................................24
3 SistemaCIP:ConceitoseProjetoMecânico.....................................................................283.1 OconceitoClean-in-Place(CIP).................................................................................................283.2 OSistemaClean-in-Place(CIP)..................................................................................................293.3 ProjetoMecânicodeumSistemaCIP.......................................................................................33
4 EstudodeCaso................................................................................................................364.1 Análisedosistema....................................................................................................................364.2 Premissas..................................................................................................................................394.3 CálculodaVazãoRequerida......................................................................................................424.4 CálculodaAlturaManométricaTotal.......................................................................................444.5 CálculodoNPSHdisponível......................................................................................................494.6 DeterminaçãodaCurvadoSistema..........................................................................................504.7 SeleçãodaBomba.....................................................................................................................524.8 Proposiçãodemelhoria............................................................................................................60
5 Conclusão.......................................................................................................................67
6 ReferênciasBibliográficas...............................................................................................69
7 Anexos............................................................................................................................71
vii
Lista de Figuras
Figura 1: Envase em uma cervejaria (Fonte: www.exame.abril.com.br). ..................................... 1
Figura 2: Estilos de cerveja (Fonte: www.gazetaonline.com.br). .................................................. 2
Figura 3: Processo de Produção de Cerveja (STORGARDS, 2000). ............................................ 3
Figura 4: Fases da Fermentação (PALMER, 2006). ...................................................................... 6
Figura 5: Vista aérea da cervejaria (Fonte: www.tyba.com.br). .................................................... 8
Figura 6: Escoamento laminar - distribuição de velocidade (MATTOS, DE FALCO, 1998). ... 11
Figura 7:Escoamento turbulento - distribuição de velocidade (MATTOS, DE FALCO, 1998).11
Figura 8: Ábaco de Moody (Fonte: www.it.wikipedia.com) ....................................................... 13
Figura 9: Classificação de bombas (MATTOS, DE FALCO, 1998). .......................................... 16
Figura 10: Esquema de bomba centrífuga radial (Fonte: www.nuclear-power.net). .................. 17
Figura 11: Bombas volumétricas (Fonte: www.ebah.com.br). .................................................... 18
Figura 12: Curvas características das bombas (MATTOS, DE FALCO, 1998). ........................ 18
Figura 13: Sistema de bombeamento (MATTOS, DE FALCO, 1998). ...................................... 20
Figura 14: Linha e reservatório de sucção (MATTOS, DE FALCO, 1998). .............................. 20
Figura 15: Linha e reservatório de descarga (MATTOS, DE FALCO, 1998). ........................... 21
Figura 16: Curva do sistema (MATTOS, DE FALCO, 1998). .................................................... 22
Figura 17: Ponto de Trabalho (MATTOS, DE FALCO, 1998). .................................................. 23
Figura 18: Variação da curva do sistema (MATTOS, DE FALCO, 1998). ................................ 24
Figura 19: Efeito cavitação (MATTOS, DE FALCO, 1998). ..................................................... 25
Figura 20: Curva NPSH disponível x Vazão (MATTOS, DE FALCO, 1998). .......................... 26
Figura 21: Curva NPSH requerido x Vazão (MATTOS, DE FALCO, 1998). ........................... 26
Figura 22: Vazão máxima para efeito de cavitação (MATTOS, DE FALCO, 1998). ................ 27
Figura 23: Forças agindo sobre a sujeira (Fonte: TetraPak Handbook) ...................................... 29
Figura 24: Sprayball e sprayball rotativo. (Fonte: Catálogo GEA Tuchenhagen). ..................... 30
Figura 25: Sistema CIP de recuperação total (full recovery) (TAMIME, 2008). ....................... 32
Figura 26: Comportamento de escoamentos (TAMIME, 2008). ................................................. 33
Figura 27: Espessura de fime em escoamento vertical (TAMIME, 2008). ................................. 34
Figura 28: Alcance de Asperores (TAMIME, 2008). .................................................................. 35
Figura 29: Esquema da Central CIP da Cervejaria. ..................................................................... 36
Figura 30: Vista Superior da planta da cervejaria. ....................................................................... 38
Figura 31: Esquema simplicado do sistema de bombeio. ............................................................ 38
Figura 32: Gráfico Head x Vazão ................................................................................................. 52

viii
Figura 33: Gráfico Rendimento x Vazão - comparativo entre as bombas analisadas ................. 53
Figura 34: Bomba Selecionada TP5060 (Fonte: Catálogo GEA Tuchenhagen). ........................ 55
Figura 35: Gráfico Head x Vazão – pontos de trabalho dos fluidos de bombeio. ....................... 55
Figura 36: Tipos de selos mecânico (Fonte: Catálogo GEA Tuchenhagen). ............................. 59
Figura 37: Selo ISC2 (Fonte: Católogo Flowserve). ................................................................... 60
Figura 38: Novo aspersor - aspersor rotacional (Fonte: Catálogo LECHLER) .......................... 62
ix
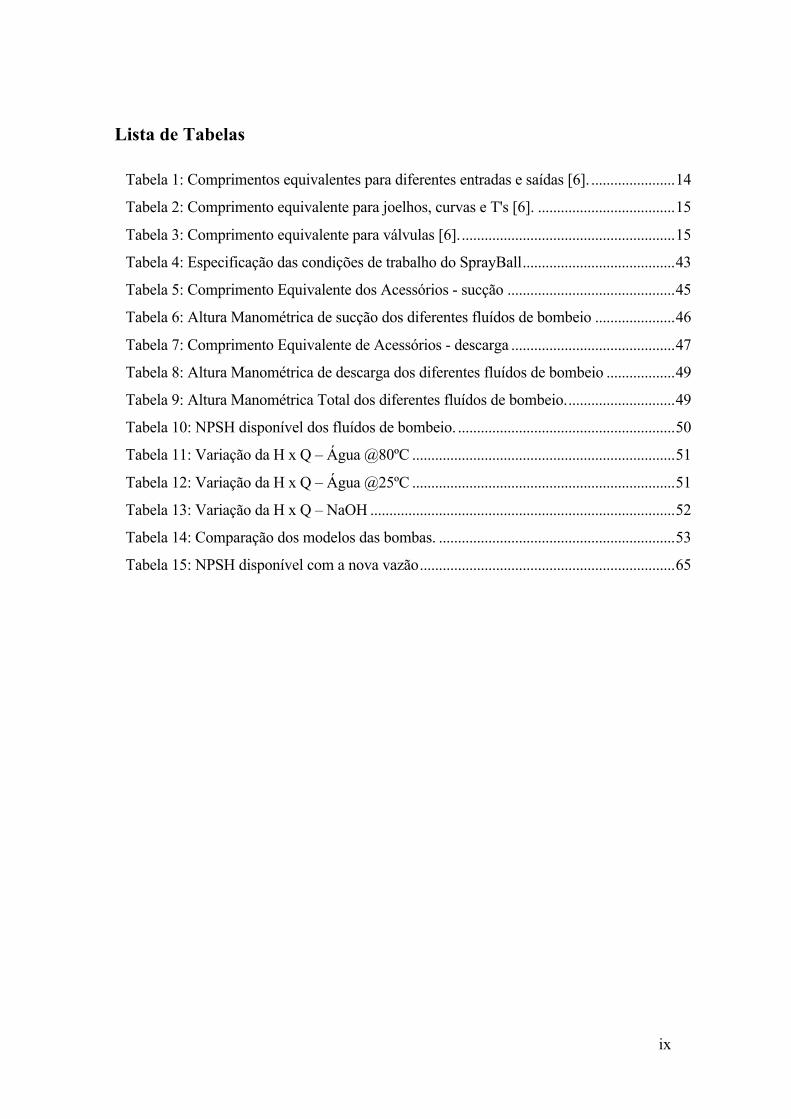
Lista de Tabelas
Tabela 1: Comprimentos equivalentes para diferentes entradas e saídas [6]. ...................... 14
Tabela 2: Comprimento equivalente para joelhos, curvas e T's [6]. .................................... 15
Tabela 3: Comprimento equivalente para válvulas [6]. ........................................................ 15
Tabela 4: Especificação das condições de trabalho do SprayBall ........................................ 43
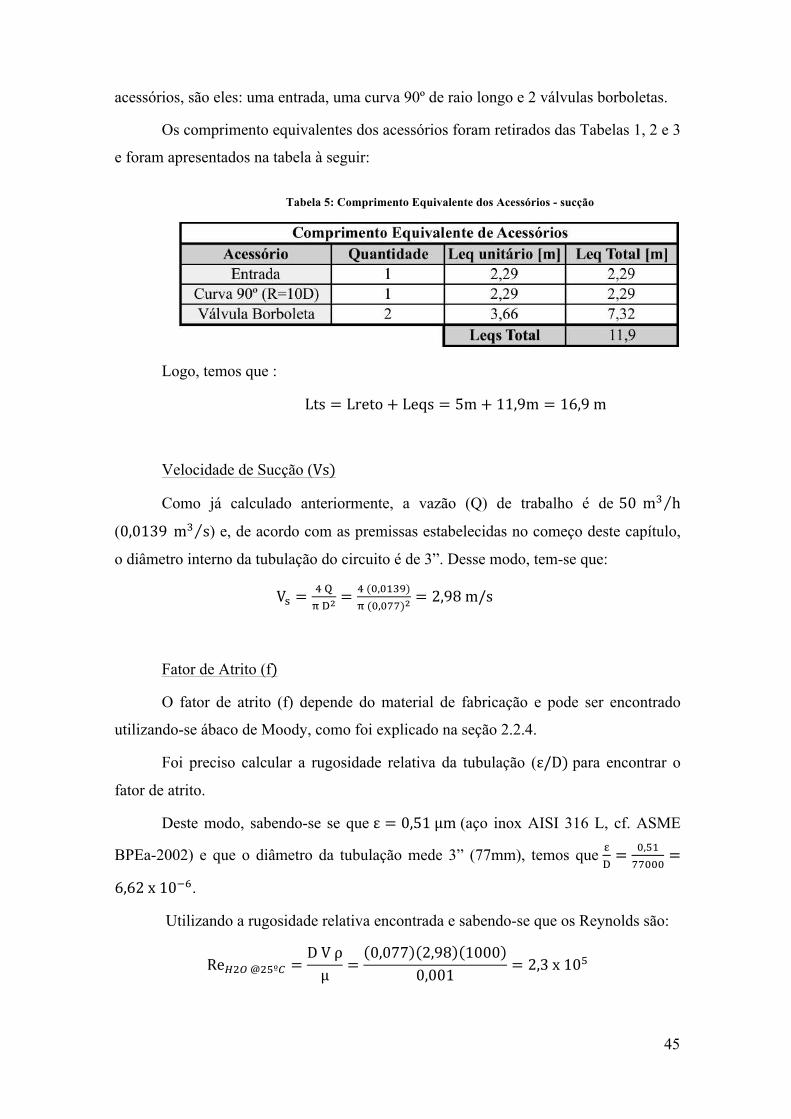
Tabela 5: Comprimento Equivalente dos Acessórios - sucção ............................................ 45
Tabela 6: Altura Manométrica de sucção dos diferentes fluídos de bombeio ..................... 46
Tabela 7: Comprimento Equivalente de Acessórios - descarga ........................................... 47
Tabela 8: Altura Manométrica de descarga dos diferentes fluídos de bombeio .................. 49
Tabela 9: Altura Manométrica Total dos diferentes fluídos de bombeio. ............................ 49
Tabela 10: NPSH disponível dos fluídos de bombeio. ......................................................... 50
Tabela 11: Variação da H x Q – Água @80ºC ..................................................................... 51
Tabela 12: Variação da H x Q – Água @25ºC ..................................................................... 51
Tabela 13: Variação da H x Q – NaOH ................................................................................ 52
Tabela 14: Comparação dos modelos das bombas. .............................................................. 53
Tabela 15: NPSH disponível com a nova vazão ................................................................... 65

1
1 Introdução e Objetivo
As indústrias cervejeiras vivem um momento de expansão no Brasil, motivado
pelo incremento da demanda, sobretudo com o advento das cervejas artesanais.
Entretanto, a sobrevivência empresarial depende de produtos e serviços com qualidade,
aliada à necessidade de aprimoramento constante dos métodos de gestão utilizados para
detecção de problemas de maior impacto no negócio.
Um dos principais desafios da indústria alimentícia é manter a produtividade alta
preservando a integridade de seus produtos e a saúde do consumidor. As contaminações
microbiológicas são comuns neste ramo e precisam ser controladas.
Atualmente, com o intuito de garantir uma boa limpeza e reduzir os perigos
microbiológicos em muitos processos produtivos se empregam elevadas concentrações,
tempos de recirculação de soluções de limpeza e enxágue longos, temperaturas e forças
mecânicas (turbulência) inadequadas, reduzindo a eficiência, isto é, incrementando o
consumo desnecessário de soluções de limpeza, água, energia e tempo, produzindo mais
poluição (soluções de limpeza). Tudo isso sem levar em conta que só uma adequada
combinação ou harmonização desses fatores pode permitir uma limpeza eficaz e
eficiente.
Especificamente na indústria cervejeira, é necessário o desenvolvimento de um
processo de limpeza CIP (Cleaning in Place) eficiente e eficaz, com o objetivo de
reduzir os perigos que possam afetar a qualidade da cerveja e aprimorar o uso dos
recursos visando à redução dos custos.
Figura 1: Envase em uma cervejaria (Fonte: www.exame.abril.com.br).

2
1.1 Cerveja
Estima-se que o homem conheça o processo de fermentação há mais de 10 mil
anos. Estudos arqueológicos realizados no Nilo Azul, atual Sudão, relatam que povos
locais produziam uma bebida à base de sorgo1, similiar à cerveja, por volta de 7000 aC.
Porém os relatos mais concretos da produção de cerveja, provém de inscrições em pedra
encontradas na região da Suméria.
A cerveja foi utilizada, na Antiguidade, entre os povos da Suméria, Babilônia e
Egito e foi desenvolvida paralelamente aos processos de fermentação de cereais e
difundida juntamente com as culturas de milho, centeio e cevada nas antigas sociedades.
Os gregos e romanos também a produziram durante o apogeu de suas
civilizações. Dentre os povos que ocuparam a Europa durante o Império Romano, os de
origem germânica destacaram-se na arte de fabricar cerveja. Na Idade Média, por volta
do século XIII, os cervejeiros germânicos foram os primeiros a empregar lúpulo2 na
cerveja, conferindo-lhe as características básicas da bebida atual.
Com a Revolução Industrial o modo de produção e distribuição sofreu mudanças
decisivas. Atualmente as cervejarias, difundidas por todo o mundo, possuem processos
automatizados que garantem uma maior qualidade do produto acabado (BLOG
CERVEJAS DO MUNDO).
Figura 2: Estilos de cerveja (Fonte: www.gazetaonline.com.br).
1 É um espécie de planta, também conhecida como milho-zaburro. É o quinto cereal mais produzido no mundo 2 Planta trepadeira, cujo fruto produz uma substância usada na fabricação da cerveja

3
1.2 Processo de Produção de Cerveja
O processo de produção consiste em transformar o amido oriundo da cevada em
álcool. Devido à sensibilidade do produto, a maior preocupação durante todo o processo
é com a qualidade da cerveja, necessitando atender às propriedades organolépticas
desejáveis (cor, turvação, sabor e espuma).
Independentemente da escala de cervejaria, grande ou micro, as fases de
produção da cerveja podem ser assim agrupadas: produção do mosto,
fermentação/maturação e envase. O processo de malteação não foi considerado nessa
integração devido ao fato de ser pouco contemplado em cervejarias – que preferem
adquirir o malte pronto para utilização.
As matérias-primas do processo são compostas, além do malte, por água, lúpulo
e leveduras. Podem conter outros aditivos, dependendo do estilo de cerveja que se quer
produzir.
Figura 3: Processo de Produção de Cerveja (STORGARDS, 2000).
1.2.1 Produção do mosto
Esse primeiro cluster é constituído pelas operação iniciais ilustradas na Figura 3.
São elas: a moagem, a brassagem, a clarificação, a fervura, o whirlpool e o
resfriamento, cujo principal objetivo é a obtenção de mosto adequado (extrato de malte),
que possibilitará o metabolismo das leveduras nas fases subsequentes.

4
1.2.1.1 Moagem
O objetivo da moagem é a fragmentação dos grãos de malte possibilitando o
aumento da área de contato do malte com a água facilitando sua ligação com as
enzimas. Contudo, suas cascas devem permanecer intactas para ajudar na filtração do
mosto líquido. Essa etapa inicial embora simples é de suma importância na eficiência da
conversão de açúcar o que pode influenciar na qualidade do produto final.
1.2.1.2 Hidrólise (Brassagem)
O principal objetivo desse etapa do processo é a conversão de moléculas de
amido em açúcares fermentáveis.
Essa fase ocorre através da mistura do malte com água quente sob condições de
agitação que levarão à gelatinização do amido, isto é, à hidratação e a explosão do
mesmo, com consequente liberação de seus compostos. As enzimas chaves realizarão a
hidrólise de proteínas e amidos. São elas: a debranching, responsável pela solubilização
dos amidos; a amilase, responsável pela quebra do amido em açúcar e a protease,
responsável pela quebra das proteínas em compostos simples necessários para a
atividade metabólica das leveduras. Cada grupo de enzimas é favorecido por certas
temperaturas e certos níveis de pH. Dessa forma, o controle dessas condições pelo
mestre cervejeiro é fundamental para a eficiência da conversão de açúcares e para a
quantidade de produtos finais (PALMER, 2006).
Por fim, aplica-se o denominado “mash-out”, degrau de temperatura responsável
pela desnaturalização das enzimas e tornar o mosto mais líquido.
1.2.1.3 Clarificação
A clarificação (lautering) consiste na drenagem do mosto, ou seja, a separação
do mosto doce líquido e do mosto macerado, que contém grão, cascas e partículas
insolúveis.
Essa fase é realizada com a ajuda de um tonel contendo um fundo falso ou um
tubo coletor múltiplo, por onde é escoada a parte líquida e retida a sólida. Tão logo uma
cama de grãos se forma ao fundo do tonel, o líquido é drenado e novamente jogado sob
os grãos que formam uma espécie de filtro, limpando-os. Esse processo é denominado
de recirculação. Subsequente a recirculação, é feito o enxague da cama de grãos
utilizando-se água quente de forma que seja extraido a maior quantidade possível de
açúcares que ainda restam (PALMER, 2006).

5
1.2.1.4 Fervura
A fervura consiste no aquecimento do mosto líquido até temperaturas elevadas.
Esse processo propicia a eliminação de micro-organismos e compostos indesejáveis,
além de permitir a concentração do mosto. Nessa etapa é adicionado o lúpulo,
conferindo amargor, paladar e aroma desejados (CARRERA, 2015).
1.2.1.5 Whirlpool e Resfriamento
Por meio do whirlpool3 obtém-se um mosto límpido, decorrente da separação
das protéinas oxidadas do mosto quente. O material separado é denominado hot break.
Para auxiliar nessa separação, o mosto é inserido em novo recipiente, tangencialmente,
em altas velocidades, de forma que as forças centrífugas e centrípetas sejam
responsáveis pela precipitação destas partículas (CARRERA, 2015).
Em seguida, o mosto é resfriado até o nível adequado para as leveduras.Esse o
resfriamento deve ser o mais rápido possível, evitando efeitos indesejados de oxidação e
a produção de compostos sulfurados (PALMER, 2006).
1.2.2 Fermentação e Maturação
De forma resumida, a fermentação poderia ser considerada como a conversão de
açúcares em álcool, mas, essa é a apenas a atividade primária. O processo de
fermentação total é constituído por três fases:
• Fase de adptação: fase na qual as leveduras se adaptam às condições
apresentadas pelo mosto, analisando os estoques de nutrientes para
produzir as enzimas necessárias. Essa fase dura algumas horas (até 36h);
• Fase de atenuação: também conhecida como fase de fermentação
primária, é durante essa etapa que as leveduras começam a fermentação
de forma anaeróbia, transformando os açúcares fermentáveis em álcool e
produzindo CO2. Subprodutos de aroma e sabor indesejáveis são
gerados nessa etapa, mas podem ser reabsorvidos pelas próprias
leveduras na fase de condicionamento. Esta fase dura alguns dias, até 14
dias, dependendo do estilo da cerveja.
3 turbilhão; redemoinho

6
• Fase de condicionamento ou maturação: fase essencial para que os
sabores e aromas da cerveja se equilibrem. A maior parte dos açúcares já
foi consumida anteriormente, restando apenas aqueles de maiores
cadeias que são consumidos nesta etapa. Para melhorar as características
do sabor e do aroma, nesta fase é realizado um resfriamento da cerveja,
promovendo a sedimentação das leveduras e de componentes que se
ligam à protéinas, que são retiradas do líquido. Esta fase depende do
estilo da cerveja, podendo durar de 10 dias à anos.
Figura 4: Fases da Fermentação (PALMER, 2006).
Esta etapa é considerada a mais crítica do processo de produção de cerveja, uma
vez que, além da possibilidade de riscos da contaminação é a parte mais longa do
processo.
Há três principais fatores responsáveis pelo sucesso da fermentação: a
quantidade de levedura inoculada, a composição nutricional do mosto (suprimento de
oxigênio e nível de aminoácidos) e o controle das condições físicas do meio, sobretudo
da temperatura.
1.2.3 Envase
O processo de enchimento pode ser manual ou automático. As garrafas e barris
devem ser limpos antes do enchimento, com soluções de limpeza cáusticas e ácidas. Da
mesma forma que o enchimento, o processo de limpeza pode ser manual ou automático.
Depois do enchimento e fechamento, as garrafas de cerveja são pasteurizadas,
para isto elas são submersas em água quente durante um curto período de tempo e

7
depois são resfriadas. Posteriormente, as garrafas são etiquetadas e armazenadas,
estando prontas para distribuição e venda.
1.3 A importância da higienização na produção de cerveja
O processo de produção de cerveja, em sua natureza, é propenso à proliferação
de microorganismos devido à rica composição nutricional do mosto e aos fatores
favoráveis gerados pelas leveduras.
O longo processo de produção que se inicia desde a fervura do mosto até o
envase, considerando-se também, as semanas de fermentação em tanques, são
condições favoráveis para o desenvolvimento de microorganismos indesejáveis, tais
como bactérias e leveduras selvagens (STORGARDS, 2000).
A higienização dos maquinários, recipientes e outras superfícies, utilizados ao
longo do processo de produção de cerveja, são cruciais e afetam a qualidade do produto
final.
Na produção de alimentos e bebidas o CIP (Cleaning in Place) é um processo
muito importante e de elevado impacto em três aspectos estratégicos de qualquer
indústria, a saber: qualidade, ambiental e econômico.
Considerando o aspecto da qualidade, o CIP dentro do sistema produtivo tem
um papel essencial, pois se a limpeza for deficiente existem perigos microbiológicos e
químicos que podem comprometer a qualidade e até a segurança do produto.
No aspecto ambiental o CIP é relevante, pois o processo de limpeza é a maior
fonte de resíduos em processos produtivos, empregando a maior quantidade de água e
agentes químicos. Mas existem fatores tecnológicos no processo CIP que permite
reduzir a quantidade de água usada.
No que se refere ao aspecto econômico, o CIP é possivelmente o maior
contribuinte dos custos variáveis no processo produtivo, pois os custos dos recursos
empregados e do tratamento de efluentes é elevado, além de que os depósitos minerais
nos equipamentos reduzem a eficiência dos equipamento prejudicando o desempenho
produtivo (WALSTRA et al., 1999).
8
1.4 Objetivo
O presente trabalho tem como finalidade selecionar uma bomba centrífuga que
atenda as necessidades do sistema de higienização (central de CIP) existente no circuito
de envase de uma cervejaria, de larga escala, de modo a garantir uma adequada
sanitização dos equipamentos e tubulações, evitando contaminações no produto final.
Em seus objetivos secundários, este estudo pretende apresentar sugestões de
melhorias por intermédio da proposta da modificação de componentes do circuito.
Além de realizar uma análise dos ganhos decorrentes desta melhoria proposta.
1.5 Metodologia
A metodologia aplicada foi fundamentada na revisão bibliográfica em trabalhos
acadêmicos, artigos científicos e livros; na coleta de dados e na realização de cálculos
matemáticos. Foram realizados levantamentos bibliográficos referentes aos conceitos
de bombas industriais e CIP (clean-in-place) e analisadas as condições necessárias ao
seu bom funcionamento. Posteriormente, foi realizada uma análise do sistema de
operação da bomba.
O sistema em questão, faz parte do circuito de envase de uma grande cervejaria,
localizada em Campo Grande, no estado do Rio de Janeiro, sendo a bomba responsável
pelo escoamento de agentes de higienização das tubulações e tanques de uma linha de
envase. A partir dos dados fornecidos, pela cervejaria, referentes ao sistema de
bombeamento, foram calculados parâmetros fundamentais para a seleção da bomba
adequada.
Por fim, foi proposta melhoria no sistema de envase por intermédio da
modificação de componentes do circuito e apresentada análise dos ganhos de tal
melhoria.
Figura 5: Vista aérea da cervejaria (Fonte: www.tyba.com.br).
9
2 Bombas: Conceitos Gerais As equações e imagens utilizadas neste capítulo têm como fonte de referência o
livro “Bombas Industriais” (DE MATTOS; DE FALCO, 1998).
2.1 Propriedades dos fluídos
2.1.1 Massa específica (𝝆)
A massa específica de uma substância é definida como a quantidade de massa
que ocupa uma unidade de volume. Adotaremos a unidade kg/m³ para essa propriedade
nesse trabalho.
2.1.2 Peso específico (𝜸)
O peso específico do fluido é definido como a razão entre o peso de uma
substância e a unidade de volume, ou, numa definição correta, é a força, por unidade de
volume, exercida em um corpo do massa específica 𝜌 submetido a uma aceleração igual
à da gravidade g (𝑚/𝑠!):
𝛾 = 𝜌𝑔 (1)
A unidade dessa propriedade é 𝑁/𝑚!.
2.1.3 Densidade relativa (𝒅𝒓𝒆𝒍)
A densidade relativa é a razão entre a massa específica de uma determinada
substância e a massa específica de uma substância em uma condição padrão. Para o
cálculo da densidade relativa de líquidos e sólidos, a substância utilizada é a água.
A densidade relativa será calculada tendo como referência a água a 20°C (68°F)
- recomendada pela ISO -, nessas condições, sua massa específica é de 998,2 kg/m³ que,
para fins de engenharia, pode ser aproximada para 1000 kg/m³.
Essa é uma propriedade é adimensional.
2.1.4 Viscosidade absoluta ou dinâmica (𝝁)
A viscosidade é a resistência oposta pelas camadas líquidas ao escoamento
recíproco. A sua unidade no SI é Pa.s.

10
2.1.5 Viscosidade cinemática (𝝂)
Constitui a razão entre a viscosidade absoluta µ e a massa específica ρ:
𝜈 = 𝜇/𝜌 (2)
A unidade dessa propriedade no SI é 𝑚!/𝑠.
2.1.6 Pressão de vapor (𝑷𝑽)
Em sua definição, pressão de vapor é a pressão exercida por um vapor quando
este está em equilíbrio termodinâmico com o líquido que lhe deu origem. Em outras
palavras, é a pressão na qual coexistem as fases líquidas e gasosas para uma
temperatura abaixo da temperatura crítica (na qual coexistem as duas fases).
Essa propriedade também serve de medida da tendência de evaporação de um
líquido. Desse modo, se a pressão absoluta em qualquer ponto do sistema de
bombeamento for igual ou inferior à pressão de vapor do líquido na temperatura de
operação, o líquido vaporizará e ocorrerá um fenômeno chamado cavitação.
2.2 Escoamento de fluídos em tubulações
2.2.1 Número de Reynolds (Re)
O número de Reynolds é a relação entre força de inércia e a força devido à
viscosidade do fluido. Ele permite classificar o escoamento em laminar e turbulento e é
adimensional, pode ser calculado pela equação abaixo:
𝑅𝑒 = ! ! !!
(3)
onde: D – diâmetro interno da tubulação e V – velocidade escoamento do
fluído. Enquanto as propriedades ρ e µ foram definidas anteriormente nas seções 2.1.1 e
2.1.4, respectivamente.
2.2.2 Classificação do escoamento
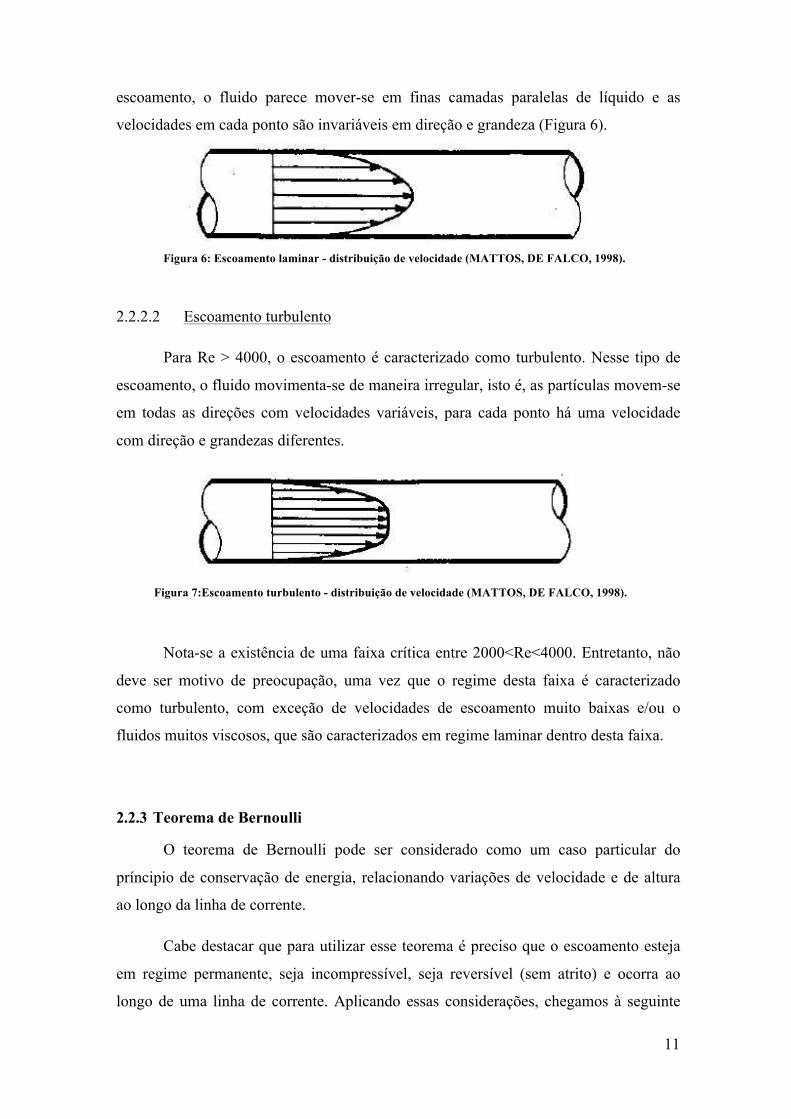
2.2.2.1 Escoamento laminar
Para Re < 2000, o escoamento é caracterizado como laminar. Nesse tipo de
11
escoamento, o fluido parece mover-se em finas camadas paralelas de líquido e as
velocidades em cada ponto são invariáveis em direção e grandeza (Figura 6).
Figura 6: Escoamento laminar - distribuição de velocidade (MATTOS, DE FALCO, 1998).
2.2.2.2 Escoamento turbulento
Para Re > 4000, o escoamento é caracterizado como turbulento. Nesse tipo de
escoamento, o fluido movimenta-se de maneira irregular, isto é, as partículas movem-se
em todas as direções com velocidades variáveis, para cada ponto há uma velocidade
com direção e grandezas diferentes.
Figura 7:Escoamento turbulento - distribuição de velocidade (MATTOS, DE FALCO, 1998).
Nota-se a existência de uma faixa crítica entre 2000<Re<4000. Entretanto, não
deve ser motivo de preocupação, uma vez que o regime desta faixa é caracterizado
como turbulento, com exceção de velocidades de escoamento muito baixas e/ou o
fluidos muitos viscosos, que são caracterizados em regime laminar dentro desta faixa.
2.2.3 Teorema de Bernoulli
O teorema de Bernoulli pode ser considerado como um caso particular do
príncipio de conservação de energia, relacionando variações de velocidade e de altura
ao longo da linha de corrente.
Cabe destacar que para utilizar esse teorema é preciso que o escoamento esteja
em regime permanente, seja incompressível, seja reversível (sem atrito) e ocorra ao
longo de uma linha de corrente. Aplicando essas considerações, chegamos à seguinte
12
equação que define o teorema:
Z! + !!!+ !!
!
! != Z! + !!
!+ !!
!
! != constante (4)
Na dedução da equação acima, foi considera a hipótese de um líquido ideal.
Porém, o teorema de Bernoulli pode ser adaptado aos líquidos reais, caso sejam
consideradas as perdas de carga (h!). Isto representa a perda de energia devido ao
trabalho do atrito, viscosidade e turbilhonamento no deslocamento entre pontos:
Z! + !!!+ !!
!
! != Z! + !!
!+ !!
!
! !+ h! (5)
2.2.4 Perda de carga (𝒉𝒇)
A perda de carga total representa a energia por unidade de peso perdida no
trecho de tubulação em estudo. Podemos desmembrar este valor em perda de carga
normal (ℎ!") - aquela que ocorre nos trechos retos de tubulação - e a perda localizada
(ℎ!") - aquela que se verifica em acessórios (válvulas, joelho, curvas, etc) :
ℎ! = ℎ!" + ℎ!" (6)
2.2.4.1 Perda de carga normal (ℎ!")
A perda de carga no regime turbulento é tratada de forma teórico-experimental
devido a sua complexidade (flutuações de velocidade, variação de viscosidade...) e
usamos a função determinada por Darcy Weisbach:
ℎ!" = 𝑓 !!!!
! ! (7)
onde:
f – coeficiente de atrito (adimensional); L – comprimento reto de tubulação (m);
D – diâmetro interno da tubulação (m); V – velocidade de escoamento do fluído (m/s)
No regime laminar, o coeficiente de atrito de equação 7 pode ser determinado
pela seguinte fórmula:
𝑓 = !"!"
(8)

13
Para o escoamento turbulento, o fator f pode ser determinado pelo Ábaco de
Moody (Figura 8) e é função da rugosidade relativa (ϵ/D) - relação entre a rugosidade
da tubulação e o seu diâmetro - e o número de Reynolds (Re).
Figura 8: Ábaco de Moody (Fonte: www.it.wikipedia.com)
É importante observar que para escoamentos completamente turbulentos, as
linhas correspondentes à rugosidade relativa (ϵ/D) tornam-se horizontais e, portanto,
independem do número de Reynolds.
2.2.4.2 Perda de carga localizada (ℎ!")
Como anterirmente descrito, as perdas de carga localizadas são aquelas
referentes à distúrbios locais do fluxo ao passar por acidentes. No caso das tubulações
de grande extensão estas perdas podem ser desprezíveis em relação à perda normal.
Entretanto, nos demais casos, elas são representativas.
Há dois métodos pelos quais podemos determinar a perda de carga local: método
direto e método do comprimento.
1) Método Direto
Neste método a perda de carga localizada pode ser determinada através da

14
seguinte fórmula:
ℎ!" = 𝐾 !!
! ! (9)
onde, K corresponde a um coeficiente experimental tabelado para cada tipo de
acidente e suas variações. Se compararmos a equação 9 à 7, notamos que K é um valor
representativo da influência do coeficiente de atrito.
2) Método do Comprimento Equivalente
Esse método consiste em fixar um valor de comprimento reto de tubulação
correspondente a perda de carga causada por um determinado acidente.
Os valores de comprimento equivalente são tabelados de acordo com o diâmetro
nominal da tubulação e com o acidente/acessório em questão.
As tabelas a seguir, apresentam os valores mencionados:
Tabela 1: Comprimentos equivalentes para diferentes entradas e saídas (MATTOS, DE FALCO, 2008).

15
Tabela 2: Comprimento equivalente para joelhos, curvas e T's (MATTOS, DE FALCO, 2008).
Tabela 3: Comprimento equivalente para válvulas (MATTOS, DE FALCO, 2008).

16
Uma vez obtidos (através das tabelas acima), todos os comprimentos
equivalentes dos (n) acessórios de uma tubulação, a perda de carga total pode ser
calculada como se fosse constituída de único trecho reto, usando-se as seguintes
equações:
𝐿!"!#$ = 𝐿!"#$ + 𝐿𝑒!!!!! (10)
ℎ! = 𝑓 !!"!#$!
!!
! ! (11)
2.3 Definição, classificação e características gerais de bombas
2.3.1 Definição
Segundo BRASIL (2010), “bombas são máquinas geratrizes cuja finalidade é
realizar o deslocamento de um líquido por escoamento”. Entretanto, a definição mais
completa, foi descrita por De Mattos e De Falco, 1998, na qual “bombas são máquinas
operatrizes hidráulicas que conferem energia ao líquido com a finalidade de
transportá-lo de um ponto para outro obedecendo às condições do processo”.
2.3.2 Classificação
Os principais tipos de bomba podem ser classificadas com base na forma com
que é feita a transformação do trabalho em energia hidráulica e na forma como essa
energia é transmitida ao fluído:
Figura 9: Classificação de bombas (MATTOS, DE FALCO, 1998).
2.3.3 Características das bombas
Nesta seção, serão abordadas as características dos dois principais tipos de
bombas - as dinâmicas e as volumétricas.Serão apresentadas também, as características
17
mais específicas das bombas centrífugas, por ser a bomba escolhida para aplicação neste
trabalho.
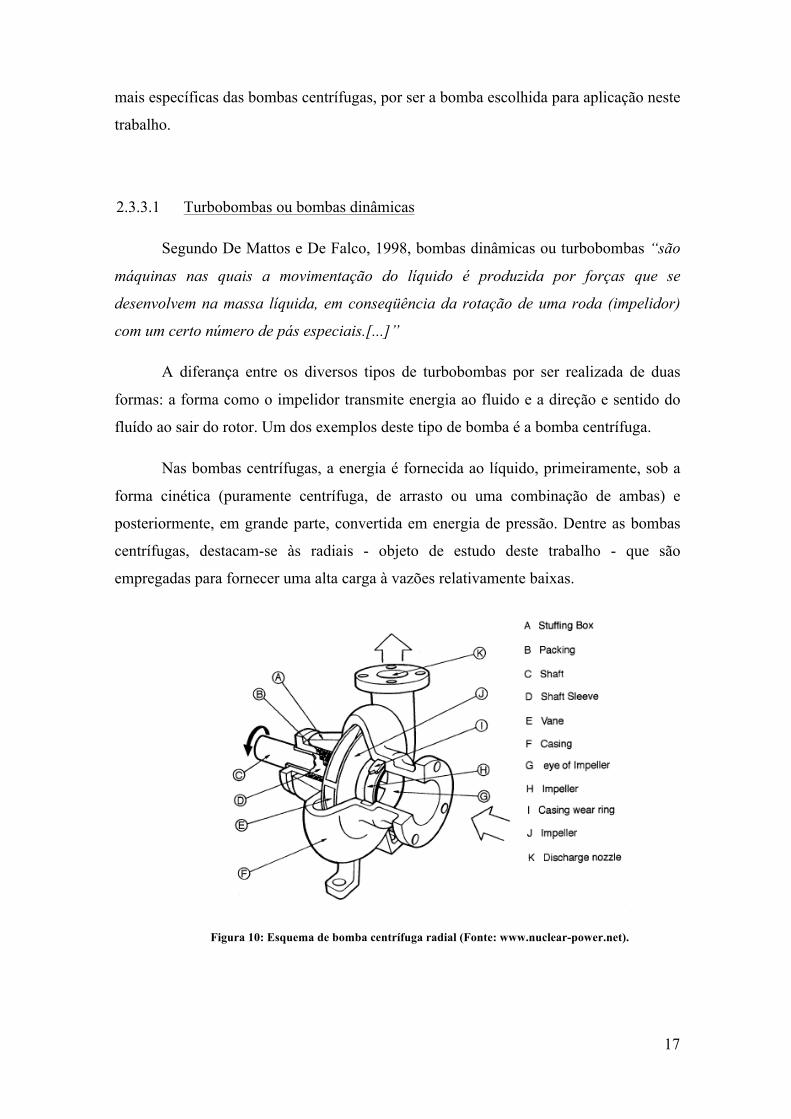
2.3.3.1 Turbobombas ou bombas dinâmicas
Segundo De Mattos e De Falco, 1998, bombas dinâmicas ou turbobombas “são
máquinas nas quais a movimentação do líquido é produzida por forças que se
desenvolvem na massa líquida, em conseqüência da rotação de uma roda (impelidor)
com um certo número de pás especiais.[...]”
A diferança entre os diversos tipos de turbobombas por ser realizada de duas
formas: a forma como o impelidor transmite energia ao fluido e a direção e sentido do
fluído ao sair do rotor. Um dos exemplos deste tipo de bomba é a bomba centrífuga.
Nas bombas centrífugas, a energia é fornecida ao líquido, primeiramente, sob a
forma cinética (puramente centrífuga, de arrasto ou uma combinação de ambas) e
posteriormente, em grande parte, convertida em energia de pressão. Dentre as bombas
centrífugas, destacam-se às radiais - objeto de estudo deste trabalho - que são
empregadas para fornecer uma alta carga à vazões relativamente baixas.
Figura 10: Esquema de bomba centrífuga radial (Fonte: www.nuclear-power.net).

18
2.3.3.2 Volumétricas ou de deslocamento positivo
Conforme De Mattos e De Falco, 1998, bombas volumétricas ou deslocamento
positivo “são aquelas em que a energia é fornecida ao líquido já sob a forma de
pressão, não havendo, portanto a necessidade de transformação como no caso das
bombas centrífugas. Assim sendo, a movimentação do líquido é diretamente causada
pela movimentação de um órgão mecânico [...]”
Uma das características mais importantes desse tipo de bomba é que sua vazão
média é constante independentemente do sistema na qual atuem.
Figura 11: Bombas volumétricas (Fonte: www.ebah.com.br).
2.4 Curvas características das bombas Curvas características de bombas são, normalmente, fornecidas pelos
fabricantes. Uma representação das curvas em conjunto pode ser observadas a seguir:
Figura 12: Curvas características das bombas (MATTOS, DE FALCO, 1998).

19
2.4.1 Curva da carga (H) x Vazão (Q)
Essa curva representa a variação da carga - head (H) - fornecida pela bomba em
função da vazão. Sendo head definido como a energia por unidade peso que a bomba
tem condições de fornecer ao fluido para uma determinada vazão.
2.4.2 Curva de potência absorvida (𝐏𝐨𝐭𝐚𝐛𝐬) x Vazão (Q)
Essa curva representa a potência absorvida pela bomba do acionador em função
da vazão. A fórmula para calcular a potência absorvida é dada por:
𝑃𝑜𝑡!"# = ! ! !!" !
(12)
onde: 𝑃𝑜𝑡!"# está em CV e 𝜂 é o rendimento da bomba.
Podemos, também, descrever a potência útil cedida ao fluido (𝑃𝑜𝑡!), a equação
para encontrar esse valor é:
𝑃𝑜𝑡! = ! ! !!"
(13)
2.4.3 Curva de rendimento total (𝜂) x Vazão (Q)
O rendimento total pode ser interpretado de duas maneiras, como o produto do
rendimento hidráulico, do volumétrico e do mecânico ou como a razão entre a potência
útil cedida ao fluído e a potência absorvida pela bomba. Essa segunda é expressa sob a
fórmula:
𝜂 = !"#!!"#!"#
(14)
2.5 Características do sistema
2.5.1 Altura manométrica total (H)
A energia por unidade de peso solicitada pelo sistema a uma bomba em função
de sua vazão é a altura manométrica do sistema. Essa energia requerida é diferente para
cada vazão e pode ser calculada pela diferença entre a altura manométrica de descarga
20
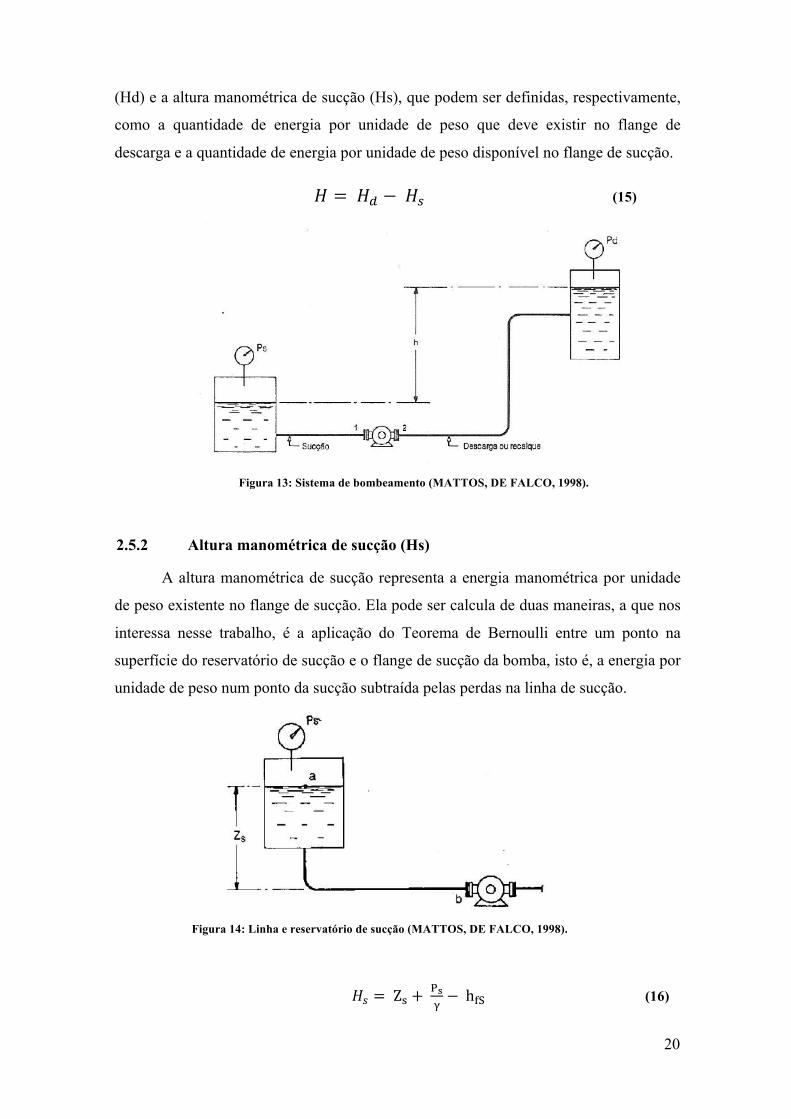
(Hd) e a altura manométrica de sucção (Hs), que podem ser definidas, respectivamente,
como a quantidade de energia por unidade de peso que deve existir no flange de
descarga e a quantidade de energia por unidade de peso disponível no flange de sucção.
𝐻 = 𝐻! − 𝐻! (15)
Figura 13: Sistema de bombeamento (MATTOS, DE FALCO, 1998).
2.5.2 Altura manométrica de sucção (Hs)
A altura manométrica de sucção representa a energia manométrica por unidade
de peso existente no flange de sucção. Ela pode ser calcula de duas maneiras, a que nos
interessa nesse trabalho, é a aplicação do Teorema de Bernoulli entre um ponto na
superfície do reservatório de sucção e o flange de sucção da bomba, isto é, a energia por
unidade de peso num ponto da sucção subtraída pelas perdas na linha de sucção.
Figura 14: Linha e reservatório de sucção (MATTOS, DE FALCO, 1998).
𝐻! = Z! + !!!− h!" (16)
21
onde: Zs é a altura estática de sucção; P! é a pressão manométrica no reservatório
de sucção e h!" é a perda de carga na linha e acessórios de sucção.
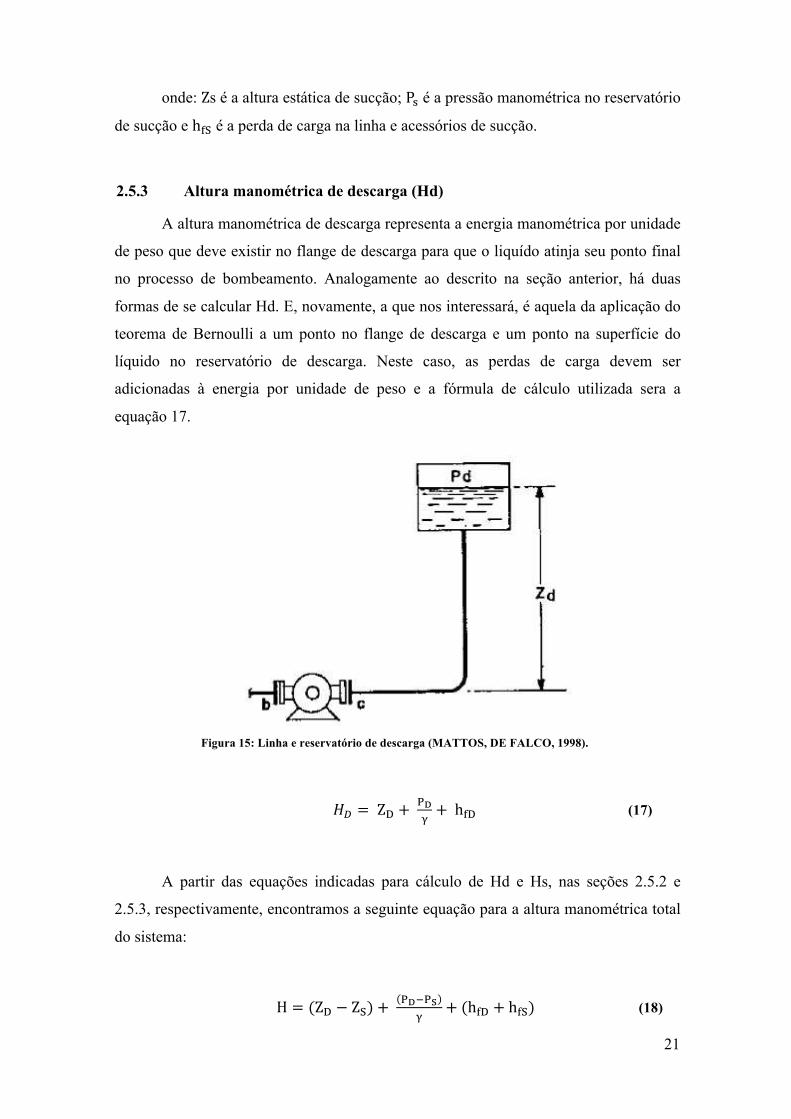
2.5.3 Altura manométrica de descarga (Hd)
A altura manométrica de descarga representa a energia manométrica por unidade
de peso que deve existir no flange de descarga para que o liquído atinja seu ponto final
no processo de bombeamento. Analogamente ao descrito na seção anterior, há duas
formas de se calcular Hd. E, novamente, a que nos interessará, é aquela da aplicação do
teorema de Bernoulli a um ponto no flange de descarga e um ponto na superfície do
líquido no reservatório de descarga. Neste caso, as perdas de carga devem ser
adicionadas à energia por unidade de peso e a fórmula de cálculo utilizada sera a
equação 17.
Figura 15: Linha e reservatório de descarga (MATTOS, DE FALCO, 1998).
𝐻! = Z! + !!!+ h!" (17)
A partir das equações indicadas para cálculo de Hd e Hs, nas seções 2.5.2 e
2.5.3, respectivamente, encontramos a seguinte equação para a altura manométrica total
do sistema:
H = (Z! − Z!)+ !!!!!!
+ (h!" + h!") (18)

22
2.5.4 Determinação da curva do sistema
A curva do sistema mostra a variação da altura manométrica total com a vazão e
é ascendente de maneira contrária à curva da bomba vista anteriormente.
Para obter essa curva, arbitram-se seis valores de vazão, que representam a
quantidade minima de pontos necessários para delimitação de uma curva. Assim sendo
um deles deve ser a vazão nula e outro a vazão de operação desejada. Os outros quatro
pontos deverão ser distribuidos igualmente entre vazões acima e abaixo da desejada.
Figura 16: Curva do sistema (MATTOS, DE FALCO, 1998).
[ (Z! − Z!)+ !!!!!!
] (𝟏)+ [h!" + h!"] (𝟐)
onde:
(1) H estático não varia com a vazão
(2) H fricção = f(Q)
2.6 Determinação do ponto de operação
O ponto de operação da bomba corresponde ao ponto de interseção entre a curva
do sistema e a curva característica da bomba. Com este ponto é possível descobrir a
vazão de operação e, por conseguinte, a potência e o rendimento da bomba, verificando
o ponto correspondente a essa vazão nas respectivas curvas características.

23
Figura 17: Ponto de Trabalho (MATTOS, DE FALCO, 1998).
É necessário ressaltar que o ponto de trabalho pode ser modificado com
alterações na curva do sistema ou na curva da bomba. Analisaremos os fatores que
modificam a curva do sistema, pois isso nos interesserá mais a frente.
2.7 Fatores que modificam a curva do sistema
Analisando rapidamente a equação 18, verificamos que são vários os fatores que
influenciam na altura manométrica, a saber:
• a natureza do líquido;
• a temperatura do líquido;
• as alturas estáticas dos reservatórios;
• as pressões dos reservatórios; e
• características da tubulação e seus acessórios.
2.7.1 Influência de alterações nas linhas de sucção e descarga
A alteração nas linhas mais comum é realizada através do estrangulamento
(fechamento parcial) da válvula de descarga. Isso aumenta a perda de carga, fazendo a
curva do sistema se deslocar para esquerda. Um fechamento total de válvula, resultaria

24
em uma curva vertical, logo uma vazão nula.
Figura 18: Variação da curva do sistema (MATTOS, DE FALCO, 1998).
Caso o fechamento fosse feito numa válvula de sucção, observaríamos o mesmo
comportamento, porém este tipo de procedimento é desaconselhado por influenciar nas
condições de sucção, podendo gerar o fenômeno da cavitação.
2.8 Cavitação Como citado anteriormente, na seção 2.1.6, o fenômeno da cavitação ocorre
quando a pressão absoluta em qualquer ponto do sistema de bombeamento atinge
patamar igual ou inferior à pressão de vapor desse líquido na temperatura de
bombeamento. Parte desse líquido vaporiza e gera bolhas no escoamento. Supondo que
as bolhas continuem em trânsito e, atinjam uma zona de pressão superior à de
vaporização, elas colapsarão, retornando à forma líquida, porém o volume específico do
líquido é menor do que o do vapor, o que implicará a formação de um vazio,
favorecendo o aparecimento de ondas de choque.
Particularmente, nas bombas centrífugas, a região de mínima pressão, crítica
para cavitação, é a entrada (olho) do impelidor, pois o fluido ainda não recebeu energia
do impelidor e teve a sua energia reduzida devido às perdas de carga na linha de sucção
e na entrada da bomba. Em caso de formação de bolhas nessa região, elas serão
colapsadas no ponto onde a pressão for novamente maior que a pressão de vapor,
provavelmente no canal do impelidor ou, posteriormente, na entrada voluta ou canal de
pás difusoras, dependendo do tipo de bomba.

25
A cavitação ocasiona o aumento de ruído e vibração provocados pela
instabilidade gerada pelo colapso das bolhas, além de alterar as curvas características e
danificar o equipamento.
A turbulência, gerada pelo fenômeno, somada à diferença de volume específico
entre as fases influenciam no desempenho da bomba, causando uma queda brusca na
curva de eficiência e de head da bomba, como ilustrado na figura 19.
Essa queda irá definir um novo ponto de trabalho, que passar à ser o ponto 2 e
não mais o ponto 1, conforme figura a seguir.
Figura 19: Efeito cavitação (MATTOS, DE FALCO, 1998).
2.8.1 Equacionamento da cavitação
Nesta seção determinaremos as condições a serem satisfeitas para evitar a
ocorrência da cavitação. Desse modo, usaremos os conceitos de NPSH (Net Positive
Suction Head).
2.8.1.1. NPSH disponível
O NPSH disponível deve ser interpretado, fisicamente, como a energia absoluta
por unidade de peso existente no flange de sucção, acima da pressão de vapor do líquido
nas condições de bombeamento.
O NPSH disponível pode ser obtido através da seguinte equação:
26
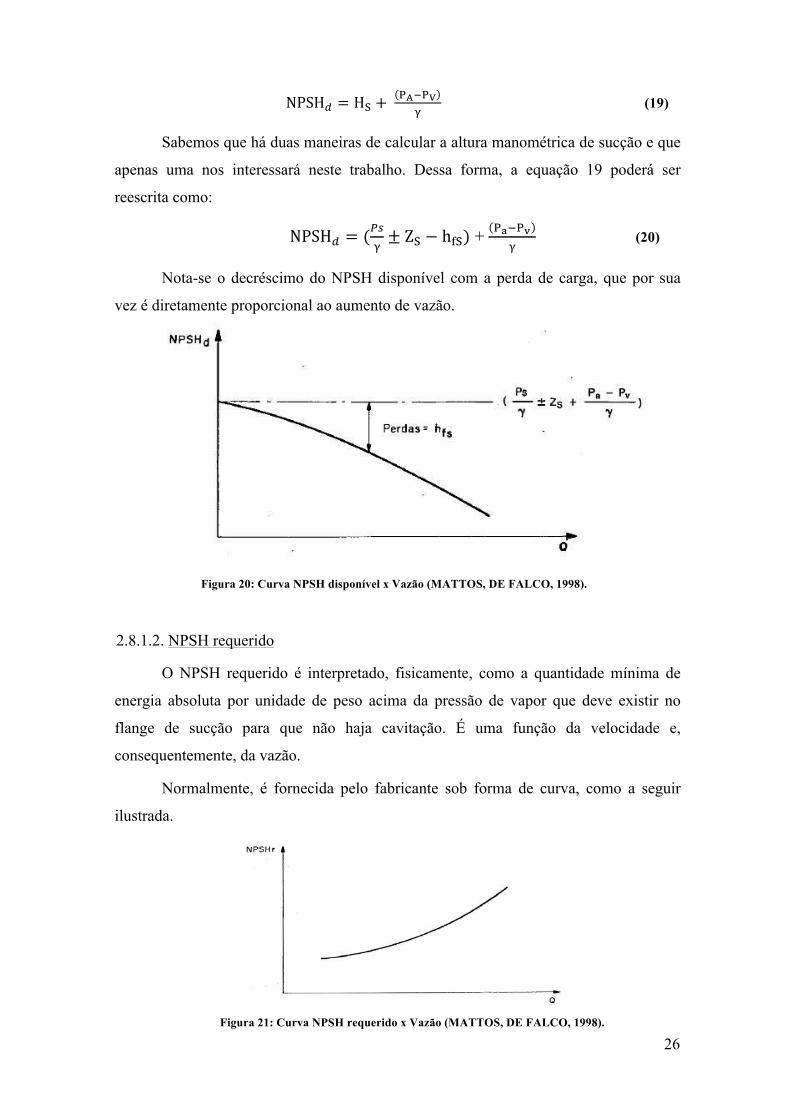
NPSH! = H! + !!!!!!
(19)
Sabemos que há duas maneiras de calcular a altura manométrica de sucção e que
apenas uma nos interessará neste trabalho. Dessa forma, a equação 19 poderá ser
reescrita como:
NPSH! = (!"!± Z! − h!") + !!!!!
! (20)
Nota-se o decréscimo do NPSH disponível com a perda de carga, que por sua
vez é diretamente proporcional ao aumento de vazão.
Figura 20: Curva NPSH disponível x Vazão (MATTOS, DE FALCO, 1998).
2.8.1.2. NPSH requerido
O NPSH requerido é interpretado, fisicamente, como a quantidade mínima de
energia absoluta por unidade de peso acima da pressão de vapor que deve existir no
flange de sucção para que não haja cavitação. É uma função da velocidade e,
consequentemente, da vazão.
Normalmente, é fornecida pelo fabricante sob forma de curva, como a seguir
ilustrada.
Figura 21: Curva NPSH requerido x Vazão (MATTOS, DE FALCO, 1998).

27
2.8.2 Critérios de avaliação das condições de cavitação
Dadas as definições dos NPSHs, para não haver cavitação, faz-se necessário que
o NPSH disponível seja maior ou igual ao NPSH requerido. Ao selecionar bombas,
deve-se calcular o NPSH disponível na vazão de operação pretendida e fornecer esse
dado aos fabricantes, para que as bombas sugeridas tenham NPSH requerido menor do
que o disponível, evitando a ocorrência do fenômeno em questão.
Na prática, a margem de segurança utilizada é de 0,6 m de líquido. Estabelecida
a margem, a condição ideal para que não haja cavitação é:
NPSH! ≥ NPSH! + 0,6𝑚 𝑑𝑒 𝑙í𝑞𝑢𝑖𝑑𝑜 (21)
A partir da interseção das curvas apresentadas para o NPSH disponível e NPSH
requerido é possível determinar a vazão máxima de uma bomba que corresponde ao
início da cavitação e queda nas curvas características.
Figura 22: Vazão máxima para efeito de cavitação (MATTOS, DE FALCO, 1998).
28
3 Sistema CIP: Conceitos e Projeto Mecânico 3.1 O conceito Clean-in-Place (CIP)
Em 1985, foi publicado o Manual de Segurança Química da NDA (National
Dairyman’s Association) e nele a definição de Clean-in-Place: “A limpeza de todos os
itens de uma planta ou circuito de tubulação sem desmontar ou abrir equipamentos,
com pouco ou nenhum envolvimento por parte do operador. O processo envolve o
jateação de superfícies por intermédio de spray ou a circulação de soluções de limpeza
através da planta sob condições de alta turbulência e velocidade de fluxo.” (TAMIME,
2008).
Foi criado, desta maneira, um conceito de higienização que não requer o
desmonte de equipamentos, reduzindo o tempo de inatividade de produção devido à
limpeza das instalações e sendo, por isso, rapidamente aceito e aderido pelas indústrias
de bebidas e alimentícias. Em contrapartida, tal método exige a composição de um
sistema com uma quantidade mínima de componentes, que associados possibilitam a
higienização sem o desmonte. A associação desses equipamentos formam o sistema de
higienização chamado CIP.
O sistema CIP, enquanto método, considera todos os parâmetros operecionais
essenciais para o sucesso de um procedimento de limpeza:
1) Tempo: quanto maior o espaço de tempo que a solução química fica em
contato com a sujeira, maior a taxa de remoção da mesma. Um acréscimo de
tempo no ciclo CIP reduz a necessidade de concentração do detergente.
2) Temperatura: a solubilidade da sujidade aumenta com a temperatura,
facilitando sua remoção.
3) Agentes químicos: agem sobre a sujidade, aumentando a velocidade de
remoção
4) Força mecânica: ajuda na remoção de sujidade, diminuindo a necessidade
dos outros fatores.

29
Figura 23: Forças agindo sobre a sujeira (Fonte: TetraPak Handbook)
3.2 O Sistema Clean-in-Place (CIP)
Serão apresentados diversos aspectos do sistema CIP, destacando-se: seus
componentes, os tipos de sistema existente, as fases de um ciclo, bem como suas
vantagens e desvantagens.
3.2.1 Componentes do Sistema CIP
Os componentes básicos requeridos por um sistema CIP estão listados abaixo:
1) Unidade CIP: refere-se ao tanque de armazenamento do fluído destinado à
higienização. A quantidade de unidades CIP depende dos diferentes tipos de químicos
utilizados em uma dada higienização e do tipo de sistema empregado. A capacidade
desses tanques é estabelecida de acordo com o volume e área superficial dos tanques e
tubulações de produção que se deseja higienizar. No estudo de caso abordado neste
trabalho, há três unidades de CIP.
2) Bombas de Solução: são responsáveis pela circulação dos fluídos.
Geralmente, utilizam-se bombas centrifugas radiais para tal serviço. A seleção da
bomba depende da vazão requerida que é diretamente proporcional ao fator de sujidade
dos líquidos normalmente bombeados na instação produtiva.
3) Sistemas de tubulação
4) Aspersores: são os elementos que permitem a jateação da solução química
nas superfícies que necessitam ser higienizadas, sendo, portanto, os responsáveis pela
ação mecânica que elimina inscrustações. Cada aspersor possui especificações de
30
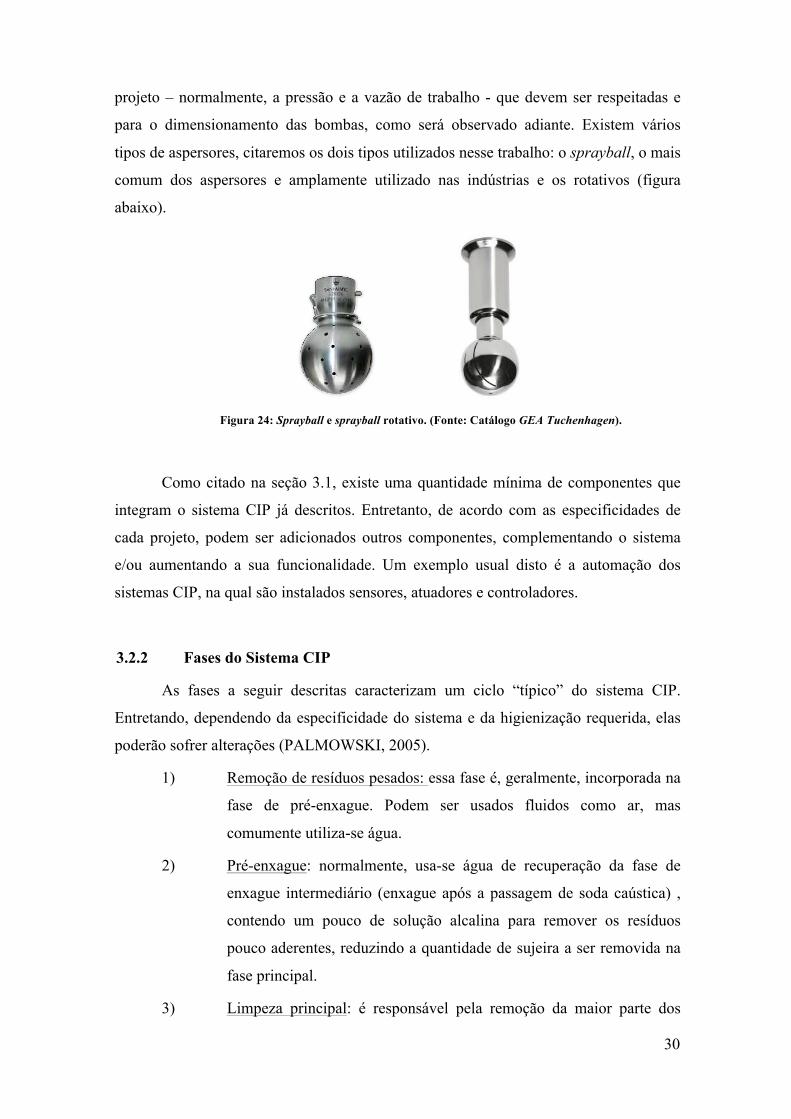
projeto – normalmente, a pressão e a vazão de trabalho - que devem ser respeitadas e
para o dimensionamento das bombas, como será observado adiante. Existem vários
tipos de aspersores, citaremos os dois tipos utilizados nesse trabalho: o sprayball, o mais
comum dos aspersores e amplamente utilizado nas indústrias e os rotativos (figura
abaixo).
Figura 24: Sprayball e sprayball rotativo. (Fonte: Catálogo GEA Tuchenhagen).
Como citado na seção 3.1, existe uma quantidade mínima de componentes que
integram o sistema CIP já descritos. Entretanto, de acordo com as especificidades de
cada projeto, podem ser adicionados outros componentes, complementando o sistema
e/ou aumentando a sua funcionalidade. Um exemplo usual disto é a automação dos
sistemas CIP, na qual são instalados sensores, atuadores e controladores.
3.2.2 Fases do Sistema CIP
As fases a seguir descritas caracterizam um ciclo “típico” do sistema CIP.
Entretando, dependendo da especificidade do sistema e da higienização requerida, elas
poderão sofrer alterações (PALMOWSKI, 2005).
1) Remoção de resíduos pesados: essa fase é, geralmente, incorporada na
fase de pré-enxague. Podem ser usados fluidos como ar, mas
comumente utiliza-se água.
2) Pré-enxague: normalmente, usa-se água de recuperação da fase de
enxague intermediário (enxague após a passagem de soda caústica) ,
contendo um pouco de solução alcalina para remover os resíduos
pouco aderentes, reduzindo a quantidade de sujeira a ser removida na
fase principal.
3) Limpeza principal: é responsável pela remoção da maior parte dos

31
resíduos e microorganismos aderidos às superfícies e é divida em sub-
fases, permitindo o uso de diversos agentes químicos. As sub-fases
mais comuns são a circulação de soda caústica (solução alcalina),
seguida de enxague utilizando água à temperatura ambiente ou quente
(etapa conhecida como enxague intermediário). E, subsequentemente,
pode haver uma etapa de solução ácida, seguida de novo enxague.
4) Desinfecção: essa fase reduz o número de microorganismos. Durante
esse passo, pode ser usada água com biocidas oxidantes ou água
quente.
5) Enxague final: fase final para remover possíveis resíduos de agente
desinfectantes e a qualidade da água é crítica de forma a evitar novas
contaminações.
Neste estudo, o ciclo de CIP é constituido por quatro etapas: pré-enxague,
limpeza principal (utilizando, apenas, solução alcalina), desinfecção (utizando água
quente @80ºC) e o enxague final.
3.2.3 Tipos de Sistema CIP
Um sistema CIP pode ser classificado de diferentes formas.
A primeira classificação está relacionada ao porte e a mobilidade do CIP. Há
CIPs móveis, que são de pequeno porte, e as centrais CIPs, que são fixas e de grande
porte. Enquanto os CIPs móveis possuem uma estrutura simples e restrita, higienizando
apenas um tanque por vez, geralmente, com apenas um agente químico, as centrais CIP
representam as estruturas mais completas de higienização, podendo executar lavagens
simultanêas em diferentes tanques, além de possibilitar a utilização de mais de uma
solução química.
A segunda, diz respeito à automação do sistema. Existem dois tipos de sistemas:
os automáticos e os manuais. Em sistemas automáticos, todas as etapas do processo,
após seu acionamento, são conduzidas automaticamente, sem qualquer necessidade de
envolvimento humano. Já nos CIP manuais, todo o processo é realizado por meio de um
operador.
E por fim, podemos classificar os sistemas CIP quanto ao modo de utilização das
soluções de limpeza em: sistema de uso único, de recuperação parcial e de recuperação

32
total (TAMIME, 2008). No sistema de uso único, todos as fases do processo de limpeza
são descarregados diretamente no esgoto. Já nos sistemas de recuperação, é feita a
reutilização de recursos. Enquanto no sistema de recuperação parcial, o detergente
diluído é recuperado durante o processo, porém despejado ao fim do ciclo completo; no
sistema de recuperação total, a solução química diluída é guardada ao fim de um ciclo
completo, para ser usada como pré-lavagem de um próximo ciclo.
Neste estudo, o sistema em questão é uma central CIP automática de recuperação
total e pode ser representada pelo esquema abaixo:
Figura 25: Sistema CIP de recuperação total (full recovery) (TAMIME, 2008).
3.2.4 Vantagens e Desvantagens do Sistema CIP
As principais vantagens do sistema CIP: redução do tempo utilizado na
higienização e, consequente, aumento de sua eficiência e do tempo produtivo, redução
de geração de efluentes, rápido retorno de investimento, uso reduzido da água,
diminuição do consumo de sanitizantes devido ao uso de detergentes mais concentrados
e segurança da operação. Em contrapartida, verificam-se algumas desvantagens, das
quais destacam-se: alto custo de instalação, interrupção total em caso de mau
funcionamento e dificuldade de diagnosticar problemas.

33
3.3 Projeto Mecânico de um Sistema CIP
O dimensionamento de um sistema CIP eficiente envolve diferentes etapas. É
necessário planejar os ciclos e seus tempos, o tamanho e o material dos equipamentos, a
escolha da bomba, do aspersor e dos agentes químicos.
Dentre todos os passos, o crucial é a escolha da bomba, pois um bombeamento
ineficiente na higienização CIP gera a maior parte dos problemas, segundo Tamime,
2008, além do tempo excedente de um ciclo, desperdício de detergentes e uso excessivo
de energia. Nessa perspectiva, buscando atuar sobre a principal causa dos problemas de
um sistema CIP, este trabalho abordará os aspectos necessários para a seleção da bomba
ideal.
De modo à escolher a bomba correta, que forneça uma boa ação mecânica por
intermédio do escoamento de fluido nas superfícies, faz-se necessário a idealização de
um modelo de higienização que satisfaça as demandas sanitárias. O mais adequado
provém dos princípios e teorias de escoamentos internos (tubulações) e externos
(superfícies “livres” - tanques), estudados na mecânica dos fluidos.
Em sistemas de escoamento interno – fluido escoando dentro de tubulações, o
dimensionamento deve ser feito de modo a garantir um escoamento turbulento, com Re
> 4000 e velocidades maiores que 1,5 m/s (TAMIME, 2008). Quanto maior for o fluxo
turbulento, melhor a ação mecânica, isto devido a um decaimento brusco de velocidade
das partículas em regiões próximas à parede, que indicam uma tensão de cisalhamento
elevada.
Figura 26: Comportamento de escoamentos (TAMIME, 2008).
Para sistemas de escoamento externo, o principal tipo a ser abordado, em termos
de higienização, é escoamento vertical induzido pela gravidade. Especificamente, neste

34
caso, foram realizados diversos experimentos, conduzidos por engenheiros da empresa
Johnson Diversey, para determinar o modelo adequado de escoamento pela superfície, a
fim de se obter uma ação mecânica suficiente para a higienização (FORNI, 2007).
Por meio das observações experimentais, demonstrou-se que a ação mecânica
suficiente para a remoção das partículas sólidas é obtida quando a espessura mínima de
fluido ao longo da superfície do tanque é de 2 mm.
Figura 27: Espessura de fime em escoamento vertical (TAMIME, 2008).
Baseando-se nessa constatação, formulou-se a seguinte equação para se obter
uma vazão que forneça uma camada de 2 mm de fluido:
Q!"# = 𝐷! 𝜋 𝐹! (22)
onde: Q!"# é a vazão requerida(L/min); 𝐷! é o diâmetro do tanque; 𝐹! é o
fator de sujidade (L/m.min).
O fator de sujidade tem valores pré-estabelecidos, de acordo com as suas
condições. São eles:
• Fs = 27 (baixas condições de sujidade)
• Fs = 30 (médias condições de sujidade)
• Fs = 32 (altas condições de sujidade)
• Fs = 35 (altas condições de sujidade limpas com ácido)
35
A vazão requerida nos tanques é fornecida pelo aspersor. Para a realização dos
experimentos, os engenheiros de Johnson Diversey usaram um aspersor com furação
apenas na metade superior. Nessa perspectiva, quando o dispositivo aspersor é
completamente furado (360º), deve-se corrigir a equação, multiplicando a equação por 2
(FORNI, 2007).
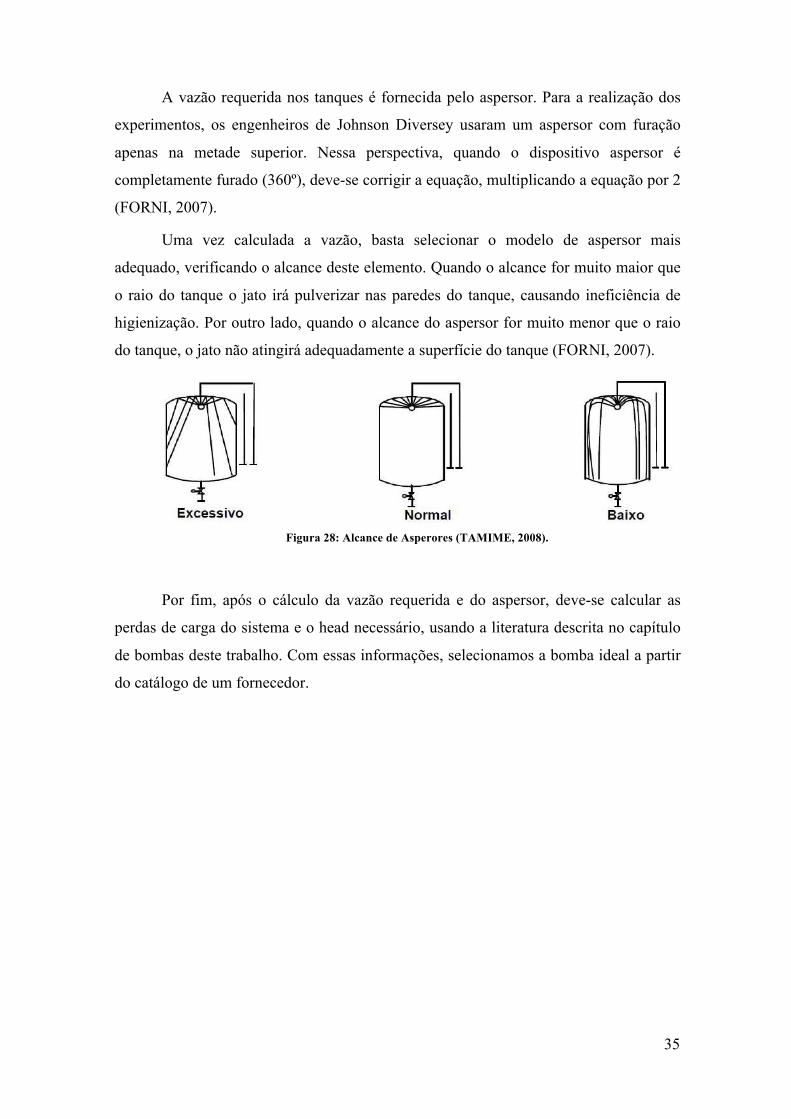
Uma vez calculada a vazão, basta selecionar o modelo de aspersor mais
adequado, verificando o alcance deste elemento. Quando o alcance for muito maior que
o raio do tanque o jato irá pulverizar nas paredes do tanque, causando ineficiência de
higienização. Por outro lado, quando o alcance do aspersor for muito menor que o raio
do tanque, o jato não atingirá adequadamente a superfície do tanque (FORNI, 2007).
Figura 28: Alcance de Asperores (TAMIME, 2008).
Por fim, após o cálculo da vazão requerida e do aspersor, deve-se calcular as
perdas de carga do sistema e o head necessário, usando a literatura descrita no capítulo
de bombas deste trabalho. Com essas informações, selecionamos a bomba ideal a partir
do catálogo de um fornecedor.

36
4 Estudo de Caso
Conforme descrito anteriormente, todas as etapas do processo de produção de
cerveja são passiveis de contaminação e de incrustações. As contaminações originadas
na fase de envase, também chamadas secundárias, representam 50% da contaminação
em cervejarias (TAMIME, 2008). Deste modo, torna-se evidente que a utilização de um
sistema CIP na fase de envase é uma medida de higienização necessária para evitar a
contaminação do produto final e assegurar sua qualidade.
Dada importância do assunto, escolheu-se, neste trabalho, abordar o
dimensionamento de uma bomba de um sistema CIP existente em uma cervejaria do Rio
de Janeiro. Além disso, com a finalidade de enriquecer o trabalho, foi proposta uma
melhoria a partir da troca do aspersor, visando economia energética para a planta.
O primeiro desafio foi encontrar a vazão e aspersor adequados às necessidades
sanitárias do circuito de envase. Em seguida, os cálculos seguiram a literatura de
bombas.
4.1 Análise do sistema
O sistema de higienização aqui estudado é do tipo central CIP automática de
recuperação total, composta de três unidades CIP (um tanque com água à temperatura
ambiente, um com água de arrasto e um com solução alcalina NaOH 5%) e uma única
bomba. A central é usada para a higienização de uma linha de envase de uma cervejaria
de grande escala, que possui uma enchedora contendo apenas um aspersor.
Figura 29: Esquema da Central CIP da Cervejaria.
37
O CIP opera em quatro etapas, com duração total de cinquenta e cinco minutos:
• Enxague: água de arrasto @25ºC – duração: 5 minutos.
• Limpeza Principal: solução alcalina – duração: 25 minutos.
• Desinfecção: água quente @80ºC – duração: 15 minutos.
• Enxague Final: água @25ºC – duração: 10 minutos.
Na fase de enxágue, a água de arrasto é liberada de seu tanque CIP pelo
desbloqueio de válvula, é bombeada pela tubulação de descarga e é jateada nas paredes
internas da enchedora pelo aspersor, retornando ao tanque CIP correspondente para
recircular até que termine o tempo dessa fase. Deste modo, os resíduos mais pesados e
pouco aderentes são removidos. Ao final desta fase, o tanque é drenado.
Na fase de limpeza principal, a soda caústica percorre o mesmo circuito que a
água de arrasto na fase de enxague, removendo a maior parte dos resíduos e
microorganismos aderidos à superfície. Ao final da etapa, o tanque com solução é
totalmente descartado e preenchido novamente com solução alcalina nas devidas
proporções.
Na fase de desinfecção, água à temperatura ambiente sai do tanque CIP
correspondente e é recirculada ao tanque, em um circuito menor, com auxílio de uma
bomba, passando por um trocador de calor a placas com vapor até chegar à temperatura
de 80ºC. Quando o setpoint (temperatura de 80ºC) é alcançado, o fluído é liberado para
percorrer o circuito maior, passando pela tubulação de descarga, sendo jateado nas
paredes da enchedora e retornando ao tanque CIP destinado à água de arrasto, onde é
armazenado para o próximo ciclo. É necessário ressaltar que existe a potência extra do
circuito secundário de aquecimento, porém esta não entra nos cálculos de seleção da
bomba de avanço.
Na fase de enxague final, água à temperatura ambiente sai do tanque CIP
correspondente, circula pela tubulação de descarga e pelas paredes internas da
enchedora e retornando ao tanque CIP correspondente para recirculação. Terminado os
10 minutos de enxague, o tanque é totalmente descartado, uma vez que a qualidade da
água é crucial nesta etapa, devendo remover os possíveis resíduos de agentes químicos e
evitando novas contaminações.

38
Figura 30: Vista Superior da planta da cervejaria.
Figura 31: Esquema simplicado do sistema de bombeio.

39
Para a realização dos cálculos, levou-se em conta características do sistema e
premissas de operação e de projeto.
4.2 Premissas
As premissas são essenciais para efetuação de cálculos, visando garantir que a
bomba funcione mesmo em condições adversas. As premissas de operação constituem
características de funcionamento do sistema e as premissas de projeto foram assumidas
para facilitar a realização dos cálculos
4.2.1 Premissas de operação
• A Central de CIP deve higienizar a linha de envase: sistema de tubulação
de alimentação e enchedora;
• O sistema de tubulação é extenso, passando por duas edificações: uma,
onde ficam os tanques de fermentação e maturação da cervejaria e outro,
onde ficam as linhas de envase e a central de CIP. A tubulação tem 3” de
diâmetro;
• A Central de CIP é formada por três tanques CIP de quatro metros de
altura e dois metros de diâmetro. Cada tanque contém um fluído de
bombeio: soda cáustica, água limpa e água de recuperação;
• O tanque da enchedora deve ser mantido na faixa de 2 bar – 2,5 bar, tem
3 m de diâmetro e possui apenas um aspersor, um sprayball 360º, do
fabricante GEA Tuchenhagen;
4.2.2 Premissas de projeto
• A central CIP trabalha com três fluídos de bombeio:
1) Água @25ºC com 𝜌 =1000 𝑘𝑔/𝑚! e 𝜇 =1cP;
2) Água @80ºC com 𝜌!"# = 0,972 e 𝜇!"# = 0,35;
3) Soda caústica líquida comercial à 5% com 𝜌!"# !"#$ !"#= 1,5 e
𝜇!"# !"#$ !"#= 1,3.

40
• A linha de sucção conta com aproximadamente 5 metros de tubulação,
enquanto a linha de descarga conta com aproximadamente 340 metros de
tubulação.
• O material a ser utilizado em todo sistema é o aço inox AISI 316L de
rugosidade ε = 0,51 µm (cf. ASME BPEa-2002).
• Com objetivo de simplicar, foi considerada a existência de quatro
válvulas no sistema de tubulação: duas na linha de suçcão (uma logo na
saída da unidade CIP e uma próxima a bomba) e duas na linha de
descarga (uma logo após a bomba e outra, após a enchedora, na chegada
à unidade CIP).
• Embora as unidades CIP estejam sempre cheias durante a operação, para
os cálculos de Head e de NPSH disponível, foi considerada a situação
crítica na qual os tanques estão cheios até a metade. Em se tratando de
um sistema com recirculação, nesta situação crítica, metade do volume
está preenchendo todo o sistema (tubulações e camada de filme da
enchedora) e a outra meta do volume exerce pressão como coluna de
líquido, correspondendo à 1m de líquido.
• A pressão dos tanques de sucção (tanques CIP) é simplificada como a
coluna de líquido contida na unidade de CIP na situação crítica.
• A pressão do tanque de descarga (enchedora) é fixa à 2,5 bar e despreza-
se o acúmulo de fluídos na enchedora.
• Por questões de segurança, o fator de sujidade da tubulação para o
cálculo da vazão requerida foi considerado alto (F=32).
• Foi utilizada uma margem de segurança de 10%, logo após encontrada a
vazão necessária ao aspersor.
• Tendo em vista que a viscosidade não sofre alteração brusca entre os
fluídos de bombeio e nenhum deles é muito viscoso, as curvas das
bombas fornecidas pelo fabricante foram consideras adequadas aos três.
• A escolha da bomba foi feita usando os dados do fluído de bombeio que
apresentou mais criticidade, ou seja, que “enfrenta” a maior perda de
carga.

41
4.2.3 Dados
𝐷! - Diâmetro de sucção: 3 in (0,077m);
𝐷!- Diâmetro de descarga: 3 in (0,077m);
Elevação do reservatório de sucção em relação à bomba (𝑍!): 1m;
Elevação do reservatório de descarga em relação à bomba (𝑍!): 5m;
Comprimento reto da tubulação na linha de sucção: 5m;
Comprimento reto da tubulação na linha de descarga: 340m;
𝑃! - Pressão no reservatório de descarga: 2,5 bar (pressão crítica);
𝑃! - Pressão atmosférica: 1 bar (101,325 kPa);
g - Aceleração da gravidade: 9,81 𝑚/𝑠!.
Acessórios da tubulação: 4 válvulas borboleta, 14 curvas 90° (raio longo), 1
curva 180º (raio longo).
Fluido bombeado 1: Água
Temperatura de bombeamento: 25°C;
Pressão de vapor da água: 0,03 bar (3,2 kPa);
𝜌!"#! !"º! - Massa específica: 1000 𝑘𝑔/𝑚!;
𝜇!"#! !"º! - Viscosidade dinâmica: 1 cP;
𝑃! - Pressão no reservatório de sucção (coluna de água @25ºC): 0,1 bar.
Fluido bombeado 2: Água
Temperatura de bombeamento: 80°C;
Pressão de vapor da água: 0,5 bar (47,5 kPa);
𝜌!"#! !"º! - Massa específica: 971,6 𝑘𝑔/𝑚!;
𝜇!"#! !"º! - Viscosidade dinâmica: 0,35 cP;
𝑃! - Pressão no reservatório de sucção (coluna de água @80ºC): 0,1 bar.

42
Fluido bombeado 3: Soda Caústica Líquida
Temperatura de bombeamento: 25°C;
Pressão de vapor da soda caústica (@20ºC): 0,01 bar (1,33 kPa);
𝜌!"!" - Massa específica: 1500 𝑘𝑔/𝑚!;
𝜇!"#$ - Viscosidade dinâmica: 1,3 cP;
𝑃! - Pressão no reservatório de sucção (coluna de NaOH @25ºC): 0,15 bar.
4.3 Cálculo da Vazão Requerida
Como visto no capítulo anterior, para que o sistema CIP funcione da forma
correta, higienizando adequademente com uma boa ação mecânica os equipamentos e
tubulações de envase, é necessário que a vazão de trabalho forneça um escoamento
turbulento (Re >4000 e velocidade >1,5 m/s) dentro das tubulações e obedeça a equação
seguinte, de modo à formar a espessura mínima de 2mm no interior do tanque de
descarga (enchedora):
𝑄!"# = (𝐷𝑇 𝜋 𝐹𝑠)
Desta forma, para encontrar a vazão de trabalho, primeiro foi escolhido o
aspersor adequado ao sistema em questão e depois verificou-se se a vazão encontrada
fornece um escoamento turbulento.
Escolha do aspersor
De acordo com a fórmula da vazão requerida ao aspersor para que a limpeza dos
tanques seja feita sistema CIP apresentada anteriormente e retomando as premissas que
o fator de sujidade é 32, e que o sprayball é 360º, isto é, a equação da vazão deve ser
multiplicada por 2, tem-se que:
𝑄!"# = (𝐷𝑇 𝜋 𝐹𝑠).2 = 3 .𝜋 . 32 . 2 = 603,2 𝐿 𝑚𝑖𝑛 = 36,2 𝑚!ℎ
Para que o sistema CIP funcione adequademente, a vazão fornecida pelo
aspersor deve ser igual ou maior à vazão requerida. Deste modo é preciso verificar,
junto ao fabricante, qual aspersor catalogado satisfaz essa condição.

43
Tabela 4: Especificação das condições de trabalho do SprayBall
(Fonte: Catálogo de aspersores - GEA Tuchenhagen)
Segundo o catálogo do fabricante Tuchenhagen (Tabela 4), o aspersor sprayball
360º do tipo A2-1, fornece uma vazão de 45 𝑚!ℎ para uma pressão 2,5 bar e para um
alcance de 4 à 6 metros de diamêtro, satisfazendo as condições do sistema, já que a
enchedora tem 3 metros de diâmetro e deve ser mantida à 2,5 bar.
Foi escolhido então o aspersor A2-1 360º e aplicou-se a margem de segurança de
10% estipulada nas premissas à vazão requerida por ele, encontrando uma vazão de
trabalho de:
𝑄 = 50 𝑚!ℎ
Verificação da velocidade e do número de Reynolds
A vazão (Q) requerida pelo sistema é de 50 m! h, isto é, 0,0139 m! s, e, de
acordo com as premissas estabelecidas no começo deste capítulo, temos que o diâmetro
interno de toda tubulação do circuito é de 3”.
Desse modo, calcula-se a velocidade de escoamento e o número de Reynolds
para os três fluídos de bombeio para verificar se a vazão encontrada fornece um
escoamento turbulento:
V =4 Qπ D! =
4 (0,0139)π (0,077)! = 2,98 m/s
Re!!! @"#º! =D V ρµ =
0,077 2,98 10000,001 = 2,3 x 10!

44
Re!!! @"#º! =D V ρµ =
0,077 2,98 (971,6)0,000355 = 6,3 x 10!
Re!"#$ =D 𝑉 ρµ =
(0,077) (2,98)(1500)0,0013 = 2,6 x 10!
Nota-se que o escoamento é turbulento para todos os fluídos de bombeio, já que
a Re>4000. Atende-se, portanto, tanto às condições de escoamento internas, quanto
externas. Conclui-se, então, que a vazão de trabalho da bomba deve ser:
𝑄 = 50 𝑚!ℎ
4.4 Cálculo da Altura Manométrica Total
Os cálculos serão apresentados em duas partes: cálculo da altura manométrica de
sucção e cálculo da altura manométrica de descarga.
4.4.1 Cálculo da altura manométrica de sucção
Como visto anteriormente, a altura manométrica de sucção é obtida através da
fórmula:
Hs = !!!+ Z! − h!"
O cálculo da altura manométrica será realizado levando em conta os paramêtros
da equação. Porém como a pressão manométrica de sucção (Ps) e a altura de sucção
(Zs) foram estabelecidas nas premissas, serão apresentados primeiramente os cálculos
para encontrar o valor de h!".
Perda de Carga na sucção
A perda de carga pode ser calculada por meio da seguinte equação:
h!" = f !!"!"
!"!
! !
Primeiramente foi calculado o comprimento equivalente total de sucção, depois a
velocidade de sucção, a força de atrito e, finalmente, foi encontrada a perda de carga na
sucção.
Comprimento Equivalente Total de Sucção (Lts)
Além dos 5 metros de tubulação reta, a sucção desse sistema conta com os
45
acessórios, são eles: uma entrada, uma curva 90º de raio longo e 2 válvulas borboletas.
Os comprimento equivalentes dos acessórios foram retirados das Tabelas 1, 2 e 3
e foram apresentados na tabela à seguir:
Tabela 5: Comprimento Equivalente dos Acessórios - sucção
Logo, temos que :
Lts = Lreto+ Leqs = 5m+ 11,9m = 16,9 m
Velocidade de Sucção (Vs)
Como já calculado anteriormente, a vazão (Q) de trabalho é de 50 m! h
(0,0139 m! s) e, de acordo com as premissas estabelecidas no começo deste capítulo,
o diâmetro interno da tubulação do circuito é de 3”. Desse modo, tem-se que:
V! =! !! !!
= ! (!,!"#$)! (!,!"")!
= 2,98 m/s
Fator de Atrito (f)
O fator de atrito (f) depende do material de fabricação e pode ser encontrado
utilizando-se ábaco de Moody, como foi explicado na seção 2.2.4.
Foi preciso calcular a rugosidade relativa da tubulação (ε/D) para encontrar o
fator de atrito.
Deste modo, sabendo-se se que ε = 0,51 µm (aço inox AISI 316 L, cf. ASME
BPEa-2002) e que o diâmetro da tubulação mede 3” (77mm), temos que !!= !,!"
!!"""=
6,62 x 10!!.
Utilizando a rugosidade relativa encontrada e sabendo-se que os Reynolds são:
Re!!! @"#º! =D V ρµ =
0,077 2,98 10000,001 = 2,3 x 10!

46
Re!!! @"#º! =D V ρµ =
0,077 2,98 (971,6)0,000355 = 6,3 x 10!
Re!"#$ =D 𝑉 ρµ =
(0,077) (2,98)(1500)0,0013 = 2,6 x 10!
Através do ábaco de Moody (Figura 8), encontramos f = 0,015.
Aplicando todos os valores encontrados à fórmula principal. Obtém-se:
h!" = f !!"!
!"!
! ! = 0,015 16,90,077
2,982
2.9,81 = 1,49m
Altura Manométrica de Sucção
Como foi estabelecido nas premissas que a pressão do tanque de sucção é
simplificada como a pressão da coluna de líquido (𝜌𝑔𝑍) e que Zs crítico equivale à 1
metro, conclui-se que a altura manométrica de sucção é:
Hs!!! @"#º! = !!!+ Z! − h!" = 𝜌𝑔𝑍
𝜌𝑔+ Zs − hfs = 1 + 1 − 1,49 = 0,49m
Hs!!! @"#º! = !!!+ Z! − h!" = 𝜌𝑔𝑍
𝜌𝑔+ Zs − hfs = 1 + 1 − 1,49 = 0,49m
Hs!"#$ = !!!+ Z! − h!" = 𝜌𝑔𝑍
𝜌𝑔+ Zs − hfs = 1 + 1 − 1,49 = 0,49m
Tabela 6: Altura Manométrica de sucção dos diferentes fluídos de bombeio
É válida a observação do resultado: todas as alturas manométricas de sucção
encontradas são iguais, uma vez que foi feita a simplicação de Ps como a pressão
referente à coluna de líquido e que os outros fatores da equação independem das
propriedades dos fluídos bombeados.
Produto de Bombeio Hs [m]Água à 25ºC 0,5Água à 80ºC 0,5
Solução NaOH 0,5

47
4.4.2 Cálculo da altura manométrica de descarga
A altura manométrica de descarga é calculada de forma análoga à de sucção.
Hd = !!!+ Z! + h!"
Do mesmo modo que a altura manométrica de sucção, alguns componentes da
equação acima tiveram os seus valores pré-estabecidos nas premissas, por isso a
apresentação de cálculos foi iniciada pela perda de carga na descarga.
Perda de Carga na descarga
A perda de carga pode ser calculada por meio da seguinte equação:
h!" = f !!"!"
!"!
! !
Para a descarga, calculou-se somente o comprimento equivalente total de
descarga, pois outros valores se mantém os mesmos em relação àqueles calculados para
a sucção.
Comprimento Equivalente Total de Descarga (Ltd)
Como descrito nas premissas e ilustrado nos esquemas, a tubulação da descarga
é extensa, apresentando, aproximadamente, 340 m de tubulação.
Existe também uma diversidade de acessórios: uma saída, treze curvas 90º de
raio longo, duas válvulas borboletas e uma curva 180º de raio longo.
Os comprimento equivalentes dos acessórios foram retirados das Tabelas 1, 2 e 3
e foram apresentados na tabela à seguir:
Tabela 7: Comprimento Equivalente de Acessórios - descarga
Acessório Quantidade Leq unitário [m] Leq Total [m]Saída 1 4,57 4,57
Curva 90º (R=10D) 13 2,29 29,77Válvula Borboleta 2 3,66 7,32
Curva 180º (R=10D) 1 4,58 4,58Leqd Total 46,24
Comprimento Equivalente de Acessórios

48
Chega-se ao seguinte valor:
Ltd = Lreto+ Leqd = 340m+ 46,24m = 386,24 m
Velocidade de Descarga (Vd)
Sendo a equação da velocidade de descarga é definida por:
V! =4 Qπ D!
E como o diâmetro da tubulação é o mesmo na sucção e na descarga, então
V! = V! = 2,98 m/s.
Fator de Atrito (f)
O fator de atrito, calculado para a sucção, é válido também para a descarga, pois
o material da tubulação e a velocidade de escoamento não se alteram ao longo do
circuito. Logo, f = 0,015.
Aplicando todos os valores encontrados à fórmula principal. Obtém-se:
h!" = f !!"!
!"!
! ! = 0,015 !"#,!
!,!""(!,!")!
! (!,!")= 34,1 m
Altura Manométrica de Descarga
A pressão do tanque de descarga foi determinada nas premissas e corresponde a
2,5 bar (pressão crítica da enchedora). A altura (Zd) é de 5 metros, relação entre a linha
da bomba e a extremidade inferior da enchedora. E, a perda de cargas foi calculada
anteriormente e equivale à 34,1m.
Utilizando-se desses dados, encontra-se as alturas manométricas de descarga
para os fluídos de bombeio:
Hd!!! @"#º! = !!!+ Z! + h!" = !,! !"!
!""" !,!"+ 5+ 34,1 = 64,6 m
Hd!!! @"#º! = !!!+ Z! + h!" = !,! !"!
!"#,! !,!"+ 5+ 34,1 = 65,3 m
Hd!"#$ = !!!+ Z! + h!" = !,! !"!
!"## !,!"+ 5+ 34,1 = 56,1 m

49
Tabela 8: Altura Manométrica de descarga dos diferentes fluídos de bombeio
4.4.3 Cálculo Final da Altura Manométrica
A altura manométrica total (𝐻𝑡) é calculada através da equação:
𝐻𝑡 = 𝐻𝑑 − 𝐻𝑠
Deste modo:
𝐻𝑡𝐻2𝑂 @25º𝐶 = 𝐻𝑑𝐻2𝑂 @25º𝐶 − 𝐻𝑠𝐻2𝑂 @25º𝐶 = 64,6𝑚 − 0,5𝑚 = 64,1𝑚
𝐻𝑡𝐻2𝑂 @80º𝐶 = 𝐻𝑑𝐻2𝑂 @80º𝐶 − 𝐻𝑠𝐻2𝑂 @80º𝐶 = 65,3𝑚 − 0,5𝑚 = 64,8𝑚
𝐻𝑡𝑁𝑎𝑂𝐻 = 𝐻𝑑𝑁𝑎𝑂𝐻 − 𝐻𝑠𝑁𝑎𝑂𝐻 = 56,1𝑚 − 0,5𝑚 = 55,6𝑚
A tabela abaixo resumo as alturas manométricas dos fluídos de bombeio: Tabela 9: Altura Manométrica Total dos diferentes fluídos de bombeio.
Nesse caso, o head do ponto de trabalho será o head crítico entre os calculados,
correspondendo àquele de fluido de bombeio água @80ºC. A bomba selecionada deve,
então, trabalhar à:
𝐻 = 64,8 𝑚 | 𝑄 = 50 𝑚! ℎ
4.5 Cálculo do NPSH disponível
Para evitar o fenômeno da cavitação, o NPSH disponível deve ser maior que o
NPSH requerido, fornecido em forma de curva pelo fabricante, portanto o cálculo do
NPSH disponível é importante na seleção da bomba adequada.
O NPSH disponível pode ser calculado pela equação:
𝑁𝑃𝑆𝐻!"#$ = 𝐻𝑠 + !!!!!!
Calculando o NPSH disponível para os diferentes tipos de fluído de bombeio,
Produto de Bombeio Hd [m]Água à 25ºC 64,6Água à 80ºC 65,3
Solução NaOH 56,1
Produto de Bombeio Ht [m]Água à 25ºC 64,1Água à 80ºC 64,8
Solução NaOH 55,6

50
obtém-se:
𝑁𝑃𝑆𝐻!"#$ !!! @"#º! = 𝐻𝑠 + 𝑃! − 𝑃!𝛾 !!! @"#º!
= 0,5𝑚 +101325− 32001000 9,81 = 10,5𝑚
𝑁𝑃𝑆𝐻!"#$ !!! @"#º! = 𝐻𝑠 + 𝑃! − 𝑃!𝛾 !!! @"#º!
= 0,5𝑚 +101325− 47500971,6 9,81 = 6,1𝑚
𝑁𝑃𝑆𝐻!"#$ !"#$ = 𝐻𝑠 + 𝑃! − 𝑃!𝛾 !"#$
= 0,5𝑚 +101325− 13301500 9,81 = 7,3𝑚
Tabela 10: NPSH disponível dos fluídos de bombeio.
4.6 Determinação da Curva do Sistema
A equação da altura manométrica total pode ser dividida em duas partes, como
visto na seção 3.5.3, uma delas é referente ao head estático que não sofre variação com
alteração da vazão, já a outra está relacionada a perda de carga que varia
quadraticamente com a velocidade, variando assim com a vazão:
H = (Z! − Z!) + P! − P!γ
+ (h!" + h!")
Para criar a curva do sistema, primerio calcula-se o head estático. Os valores
foram calculados para todos os fluidos de bombeio:
𝐻!"#á!"#$ !!! @"#º! = (Z! − Z!)+ PD−PSγ = (5− 1)+ (2,5−0,1).105
9531,4 = 29,2 m
𝐻!"#á!"#$ !!! @"#º! = (Z! − Z!)+ PD−PSγ = (5− 1)+ (2,5−0,1).105
9810 = 28,5 m
𝐻!"#á!"#$ !"#$ = (Z! − Z!)+ PD−PSγ = (5− 1)+ (2,5−0,1).105
14715 = 20,3 m
Já o head de fricção varia com a velocidade e pode ser escrito da seguinte
maneira:
𝐻!"#$çã! = h!" + h!" = f (!!"!!!")!
!!
! !
Produto de Bombeio NPSHdisp [m]Água à 25ºC 10,5Água à 80ºC 6,1
Solução NaOH 7,3

51
O coeficiente de atrito (f) varia com o número de Reynolds. No entanto, o
escoamento estudado se encontra muito próximo da faixa de escoamentos
completamente turbulentos, o que torna a variação de f com Re muito pequena. Por esse
motivo, esse fator será considerado constante com a variação da vazão e
consequentemente do número de Reynolds.
Outros componentes da equação também não sofrem alterações, como: o
diâmetro, o comprimento equivalente total e a gravidade.
A altura manométrica total variará assim, apenas com variação da velocidade de
escoamento do fluido:
H!"#$çã' = f (L!" + L!")
DV!
2 g = 0,015 403,10,077
V!
2 (9,81) = 4V!
Como a vazão de operação é 50 m! h, foram tabeladas vazões acima e abaixo
desse valor, com o objetivo de se chegar à curva do sistema. Para cada fluido de
bombeio são apresentadas, abaixo, tabelas contendo os respectivos valores para o head
de fricção e head estático e, em seguida, será apresentado o gráfico com as curvas de
sistema de cada fluído. Tabela 11: Variação da H x Q – Água @80ºC
Tabela 12: Variação da H x Q – Água @25ºC
Vazão (Q) Velocidade (V) Hfricção (m) Hestático (m) Head (m)0 0,0 0,0 29,2 29,215 0,9 3,2 29,2 32,435 2,1 17,4 29,2 46,650 3,0 35,6 29,2 64,865 3,9 60,2 29,2 89,480 4,8 91,2 29,2 120,3
Vazão (Q) Velocidade (V) Hfricção (m) Hestático (m) Head (m)0 0,0 0,0 28,5 28,515 0,9 3,2 28,5 31,735 2,1 17,4 28,5 45,950 3,0 35,6 28,5 64,165 3,9 60,2 28,5 88,680 4,8 91,2 28,5 119,6

52
Tabela 13: Variação da H x Q – NaOH
Figura 32: Gráfico Head x Vazão
4.7 Seleção da Bomba
Três fabricantes foram escolhidos para a seleção da bomba mais adequada ao
sistema analisado anteriormente: GEA Tuchenhagen, Alfa Laval e Flowserve.
Os fabricantes Alfa Laval e GEA possuem linhas de bombas higiênicas próprias
para indústria alimentícia e para soluções CIP, já o fabricante Flowserve possui um
vasto católogo de bombas com diferentes materiais que servem à indústria de bebidas.
Foram escolhidos três modelos de bomba para comparação, uma de cada
fabricante, selecionadas a partir dos catálogos da GEA Tuchenhagen (GEA
TUCHENHAGEN), da Alfa Laval (ALFA LAVAL) e do software Affinity Pump
Selection do fabricante Flowserve. Todos os modelos atendem aos critérios de
dimensionamentos encontrados anteriormente:
𝐻 = 64,8 𝑚 𝑄 = 50 𝑚! ℎ 𝑁𝑃𝑆𝐻!"#$ !"# = 6,1 𝑚
Vazão (Q) Velocidade (V) Hfricção (m) Hestático (m) Head (m)0 0,0 0,0 20,3 20,315 0,9 3,2 20,3 23,535 2,1 17,4 20,3 37,750 3,0 35,3 20,3 55,665 3,9 60,2 20,3 80,580 4,8 91,2 20,3 111,5

53
À partir das curvas características constantes no anexo C, foram retirados os
dados para a projeção de uma curva rendimento x vazão e, de uma análise comparativa
das bombas.
Figura 33: Gráfico Rendimento x Vazão - comparativo entre as bombas analisadas
Tabela 14: Comparação dos modelos das bombas.
0%#
24%# 38%#
45%#53%# 55,3%#
62%#66%# 68%# 70%# 72%# 73%# 72%# 71%# 69%#
0%#
22%#
39%#47%#
57%# 59%#
54%#49%#
42%#
0%#
21%#
38%#
48%#
54%# 55%#
0%#
10%#
20%#
30%#
40%#
50%#
60%#
70%#
80%#
0# 10# 20# 30# 40# 50# 60# 70# 80# 90# 100# 110# 120#
η#x#Q#
ALFA#LAVAL# GEA# FLOWSERVE#
TP 5060 LKH 50 65-65CPXP200 GEA Tuchenhagen Alfa Laval FlowServe
Custo da bomba R$20.000 - R$25.000 R$32.000 R$100.000
Diâmetro Impelidor (mm)
Estágios 1 1
185 190
Velocidade (RPM) 3500 3500
58,8 55,3Rendimento (%)
NPSHr (m) 3 3
1
198
3445
55,2
16
97,1
3,8
Potência (kW) 15 15,5
% BEP 100 78

54
Considerando-se os aspectos técnicos, a tabela anterior evidencia que as bombas
são muito similares. A diferença no número de estágios levaria a eliminar um dos
modelos por ser mais caro e depender de mais manutenções, mas todos os modelos são
de simples estágio.
O rendimendo da bomba é muito importante, pois é inversamente proporcional à
potência requisitada por ela, ou seja, quanto menor o rendimento, maior será a potência
consumida pela bomba, implicando em maiores custos de operação. A bomba TP 5060
apresenta um maior rendimento, entretanto, a diferença de potência requerida pelas
bombas não é grande o suficiente para que esta seja determinante na escolha da bomba.
O tamanho e velocidade de rotação são similares entre as bombas e não foram
quesitos para a escolha. Além desses fatores, ambas as bombas tem o NPSH requerido
bem menor que o disponibilizado pelo sistema, ou seja, a ampla margem de NPSH faz
com que nenhuma das bombas analisadas não sofra cavitação, logo não foi feita
distinção das bombas neste aspecto.
O funcionamento das bombas em relação ao BEP (Best Efficiency Point) pode
ser o aspecto técnico determinante para escolha da bomba. Desta forma, analisando a %
BEP, na tabela, é possível concluir que o modelo do fabricante GEA Tuchenhagen tem
como ponto de trabalho o BEP, o que significa que ela trabalha no seu ponto de maior
rendimento e com um rendimento maior que o modelo Alfa Laval e o Flowserve para a
mesma vazão. Porém, o ponto de trabalho do modelo do fabricante Flowserve, também,
é muito próximo do BEP.
Analisando os aspectos técnicos, percebe-se que tanto o modelo TP5060 do
fabricante GEA Tuchenhagen, quanto o modelo CPXP200 do fabricante Flowserve são
boas escolhas para o projeto em questão. No entanto, o aspecto econômico é um fator
importante na escolha da bomba e foi observada uma discrepância no custo dos
possíveis modelos. Enquanto o modelo do fabricante Tuchenhagen custa em torno de
R$ 20.000 à R$ 25.000, o modelo Flowserve custa o quádruplo. Desta maneira,
escolheu-se o modelo TP5060 como o mais oportuno ao projeto.
Além disso, vale salientar que a bomba existente na central CIP da cervejaria é
do modelo GEA Tuchenhagen VPD 42L de vazão 48 𝑚! ℎ e potência 19 kW (anexo
A). Porém essa linha foi descontinuada, sendo substituida pela nova linha de bombas
higiênicas, na qual a TP 5060 é sua equivalente.
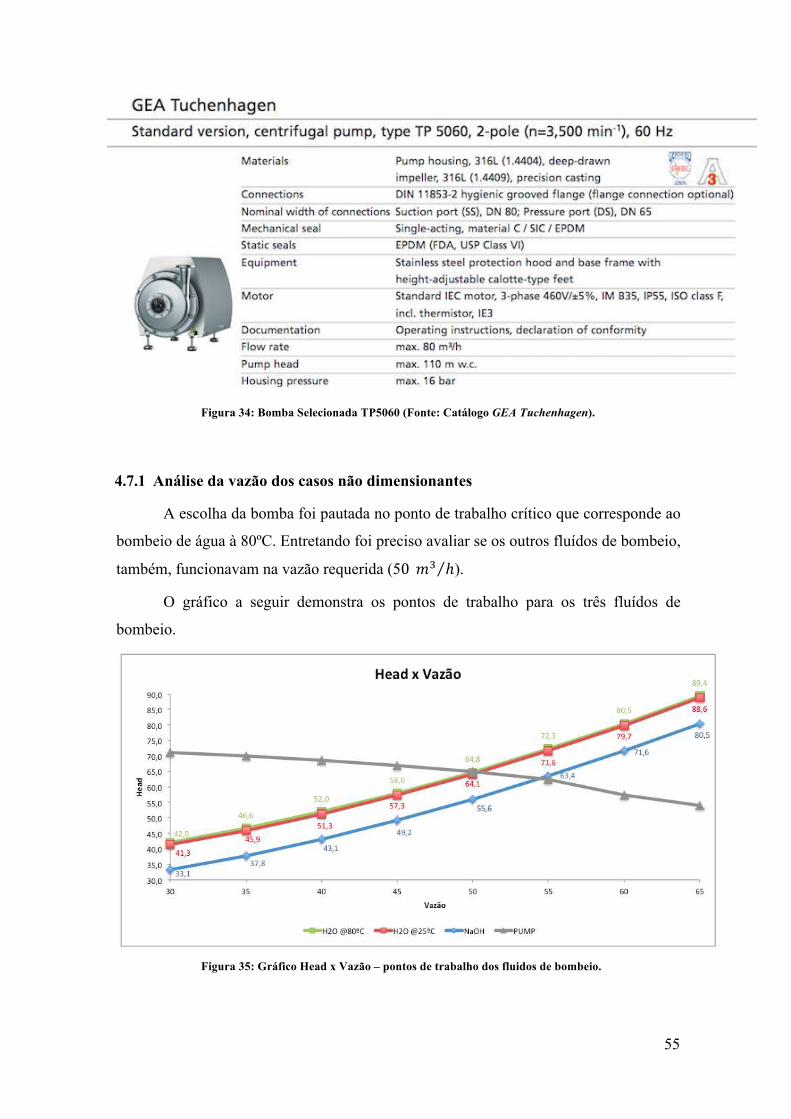
55
Figura 34: Bomba Selecionada TP5060 (Fonte: Catálogo GEA Tuchenhagen).
4.7.1 Análise da vazão dos casos não dimensionantes
A escolha da bomba foi pautada no ponto de trabalho crítico que corresponde ao
bombeio de água à 80ºC. Entretando foi preciso avaliar se os outros fluídos de bombeio,
também, funcionavam na vazão requerida (50 𝑚! ℎ).
O gráfico a seguir demonstra os pontos de trabalho para os três fluídos de
bombeio.
Figura 35: Gráfico Head x Vazão – pontos de trabalho dos fluidos de bombeio.
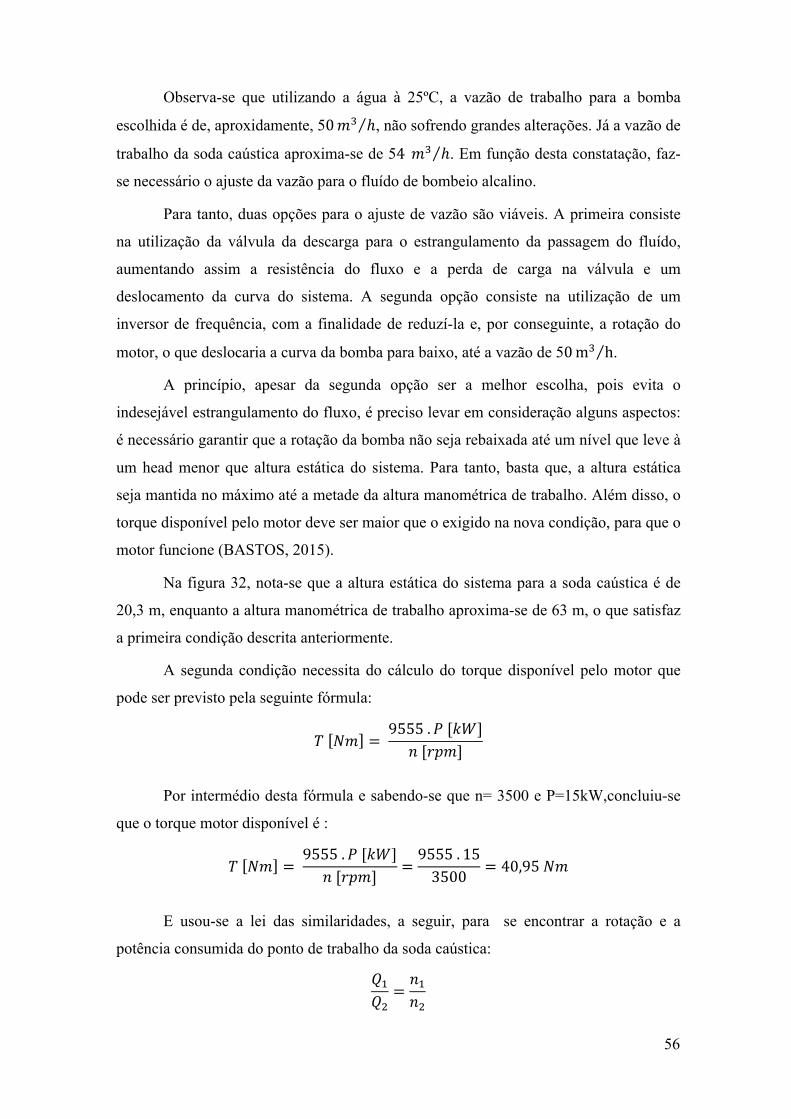
56
Observa-se que utilizando a água à 25ºC, a vazão de trabalho para a bomba
escolhida é de, aproxidamente, 50𝑚! ℎ, não sofrendo grandes alterações. Já a vazão de
trabalho da soda caústica aproxima-se de 54 𝑚! ℎ. Em função desta constatação, faz-
se necessário o ajuste da vazão para o fluído de bombeio alcalino.
Para tanto, duas opções para o ajuste de vazão são viáveis. A primeira consiste
na utilização da válvula da descarga para o estrangulamento da passagem do fluído,
aumentando assim a resistência do fluxo e a perda de carga na válvula e um
deslocamento da curva do sistema. A segunda opção consiste na utilização de um
inversor de frequência, com a finalidade de reduzí-la e, por conseguinte, a rotação do
motor, o que deslocaria a curva da bomba para baixo, até a vazão de 50m! h.
A princípio, apesar da segunda opção ser a melhor escolha, pois evita o
indesejável estrangulamento do fluxo, é preciso levar em consideração alguns aspectos:
é necessário garantir que a rotação da bomba não seja rebaixada até um nível que leve à
um head menor que altura estática do sistema. Para tanto, basta que, a altura estática
seja mantida no máximo até a metade da altura manométrica de trabalho. Além disso, o
torque disponível pelo motor deve ser maior que o exigido na nova condição, para que o
motor funcione (BASTOS, 2015).
Na figura 32, nota-se que a altura estática do sistema para a soda caústica é de
20,3 m, enquanto a altura manométrica de trabalho aproxima-se de 63 m, o que satisfaz
a primeira condição descrita anteriormente.
A segunda condição necessita do cálculo do torque disponível pelo motor que
pode ser previsto pela seguinte fórmula:
𝑇 𝑁𝑚 = 9555 .𝑃 [𝑘𝑊]𝑛 [𝑟𝑝𝑚]
Por intermédio desta fórmula e sabendo-se que n= 3500 e P=15kW,concluiu-se
que o torque motor disponível é :
𝑇 𝑁𝑚 = 9555 .𝑃 [𝑘𝑊]𝑛 [𝑟𝑝𝑚] =
9555 . 153500 = 40,95 𝑁𝑚
E usou-se a lei das similaridades, a seguir, para se encontrar a rotação e a
potência consumida do ponto de trabalho da soda caústica:
𝑄!𝑄!
=𝑛!𝑛!

57
𝑃𝑜𝑡!𝑃𝑜𝑡!
=𝑛!𝑛!
!
Usandos as fórmulas, obteve-se:
𝑄!𝑄!
=𝑛!𝑛!→5450 =
3500𝑛!
→ 𝑛!(𝑟𝑜𝑡𝑎çã𝑜 𝑁𝑎𝑂𝐻) = 3241 𝑅𝑃𝑀
𝑃𝑜𝑡!𝑃𝑜𝑡!
=𝑛!𝑛!
!→ 𝑃𝑜𝑡! =
151,26 = 11,9 𝑘𝑊
𝑇𝑛𝑒𝑐𝑒𝑠𝑠á𝑟𝑖𝑜 𝑁𝑚 = 9555 .𝑃 [𝑘𝑊]𝑛 [𝑟𝑝𝑚] =
9555 . 11,93241 = 35,1 𝑁𝑚
Descobre-se uma nova rotação de 3240 rpm, uma nova potência de 11,9 kW e
um torque para mover a carga até o ponto de trabalho de 35,1 Nm. Satisfazendo assim,
a segunda condição. Desta maneira, o inversor de frequência é, tecnicamente, uma
escolha adequada para o projeto. Porém, é necessária uma análise econômica deste
investimento para a tomada de decisão.
Para o motor trifásico de 460 V da bomba selecionada (cf. Figura 34),
encontrou-se um inversor de frequência adequado: o modelo ATV312HD15N4 do
fabricante Schneider Electric, cujo custo é de R$ 10.401,71. Constatou-se uma
economia de 3,1 kW/ciclo proporcionada pelo uso do inversor, visto que a potência
consumida reduziu à 11,9 kW. Além disso, sabendo-se que são realizados, no mínimo,
5 ciclos CIP por semana, isto é, aproximadamente, 5 horas de ciclo semanais. Em uma
escala anual a economia energética equivaleria à 806 kWh.
Considerando o preço do kWh R$1,30 (dado fornecido pelo engenheiro da
cervajeria), o payback do investimento do inversor de frequência seria de uma dezena
de anos levando em conta, apenas, a economia de energia proporcionada pelo seu uso.
Embora o payback seja demorado, o inversor apresenta inúmeras vantagens, tais como:
• Evita acionamentos bruscos através da rampa de aceleração e, portanto, o
desgaste de componentes do motor;
• Aumenta a vida útil do sistema através da proteção do sistema aos picos
de energia;

58
• Baixo custo de manutenção;
• Automatização de processos.
Além das vantagens supracitadas, os possíveis lucros cessantes no caso de um
processo manual falho e os custos de mão de obra que seriam necessários para operar a
mudança de vazão reduzem o payback deste investimento.
A enchedora do sistema alimenta uma linha de envase, cuja cadência é 90 mil
latas de 473 ml por hora. Cada lata gera um faturamento de em média R$3,50 (TTC)
para a empresa, o custo de uma parada de produção é de R$ 5.250/minuto. O custo é
demasiado elevado, por esta razão é necessário assegurar que a higienização ocorra sem
falhas, o que justifica a implementação do inversor de frequência.
4.7.2 Material da bomba e selo mecânico
Visto que a central CIP conta com tubulações e equipamentos que escoam e
armazenam bebidas para consumo, é indispensável que a escolha do material seja
realizada de forma diferenciada.
O material deve ser inerte a todas as condições de uso, tanto à temperatura,
quanto à pressão, como aos agentes químicos utilizados. Além disso, ele deve ser
resistente à corrosão, estável mecanicamente, liso e não poroso. Deve-se evitar o uso de
materiais tóxicos aos produtos como plásticos, elastometros e adesivos. Por estas
razões, os materiais mais utilizados na indústria de alimentos são os aços austeníticos
(AISI 304, AISI 316 e AISI 316L).
O material escolhido para utilização neste projeto foi o AISI 316L (como
determinado nas premissas), pois além de conter molibdênio na liga, aumentando a
resistência a corrosão, contém pouco carbono, facilitando a soldagem e o trabalho com
o material (TAMIME, 2008).
Um outro aspecto levado em consideração foi o tipo de sistema de selagem
(gaxetas ou selos mecânicos) a ser utilizado na bomba selecionada. A selagem é
necessária neste projeto, uma vez a soda caústica líquida bombeada, nociva ao ser
humano, não deve vazar para o meio ambiente. Para tal, foi escolhido o selo mecânico
como sistema de selagem, devido ao perigo e toxicidade do fluído de bombeio.
No catálogo do fabricante GEA Tuchenhagen são encontrados selos mecânicos

59
de 3 tipos (figura a seguir).
Figura 36: Tipos de selos mecânico (Fonte: Catálogo GEA Tuchenhagen).
Para o projeto em questão, foi escolhido o selo mecânico duplo (modelo à
direita) fabricado em carbono e carboneto de silício devido ao fato do líquido ser
nocivo. Desta forma, o primeiro selo manterá o líquido dentro da bomba e o segundo,
na ocorrência de um vazamento, permitirá que o líquido de barreira sirva de líquido de
arrefecimento para o selo (PETERS, 2016).
Este selo é similar ao selo ISC2 do fabricante Flowserve, cujas características
são apresentadas na figura a seguir:

60
Figura 37: Selo ISC2 (Fonte: Católogo Flowserve).
4.8 Proposição de melhoria
Os processos CIP existentes podem não ser ótimos, desperdiçando grandes
quantidades de energia, água e agentes químicos. As operações de limpeza de um ciclo
CIP devem ser realizadas de modo a que a produção não fique parada mais tempo do
que o necessário, ou seja, devem ser realizadas no menor tempo possível e sem falhas,
entretanto, devem garantir a segurança do produto. Assim sendo, é importante
desenvolver ferramentas e soluções para garantir uma limpeza eficiente e minimizar os
61
tempos de inatividade produtiva.
É possível otimizar um sistema CIP por intermédio de mudança em seus
equipamentos, da minimização de uso de soluções químicas e da minimização da
utilização de água (AZEVEDO, 2016).
Uma das possíveis mudanças nos equipamentos é a troca de sprayballs
estacionárias por sprayballs rotacionais. A diferença entre os aspersores é que os
estacionários, normalmente, atuam em menores pressões. Esta foi exatamente, a
melhoria proposta neste estudo.
Para selecionar a bomba, utilizou-se o catálogo do fabricante GEA
Tuchenhagen, pois sabia-se que o aspersor usado provinha deste fabricante. Porém ao
escolher o modelo que melhor se adequava, notou-se que a vazão fornecida pelo
aspersor é consideravelmente maior que a vazão requerida calculada e decidiu-se propor
como melhoria a escolha de um novo aspersor que forneça vazão mais próxima à
requerida.
4.8.1 Escolha do aspersor de nova geração
O interesse na escolha do novo aspersor foi pautado na otimização e, portanto,
diminuição da utilização de recursos. A primeira decisão foi diminuir a vazão de
trabalho por meio da escolha de um novo aspersor que forneça uma vazão mais próxima
da requerida.
A vazão requerida é:
𝑄!"# = (𝐷𝑇 𝜋 𝐹𝑠).2 = 3 .𝜋 . 32 . 2 = 603,2 𝐿 𝑚𝑖𝑛 = 36,2 𝑚!ℎ
Pesquisando-se fabricantes de aspersor, encontrou-se um modelo que fornece
uma vazão de, aproximademente, 37 m!h, trabalha na faixa de pressão do tanque da
enchedora (2,5 bar) e com temperaturas de até 93º C, além de poder ser fabricado em
aço inox AISI 316. Trata-se do modelo 577.499.1Y.BW, aspersor rotativo do fabricante
LECHLER.
A seguir está a figura com dados de funcionamento e com imagem do novo
aspersor:
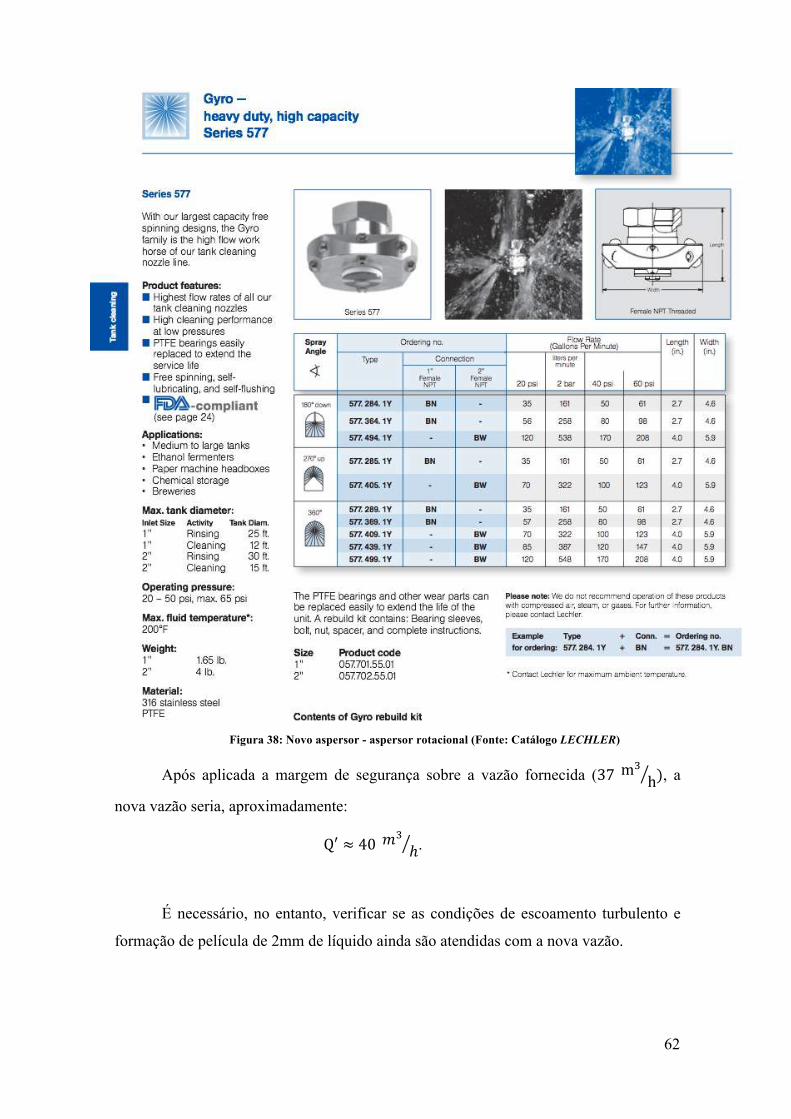
62
Figura 38: Novo aspersor - aspersor rotacional (Fonte: Catálogo LECHLER)
Após aplicada a margem de segurança sobre a vazão fornecida (37 m!h), a
nova vazão seria, aproximadamente:
Q′ ≈ 40 𝑚!ℎ.
É necessário, no entanto, verificar se as condições de escoamento turbulento e
formação de película de 2mm de líquido ainda são atendidas com a nova vazão.

63
Verificação da velocidade e do número de Reynolds
A nova vazão (Q’) requerida pelo sistema é de 40 m! h, isto é, 0,0111 m! s,
e, as tubulações não são alteradas, logo permanece o diâmetro de 3”.
Desse modo, calcula-se a velocidade de escoamento e o número de Reynolds
para os três fluídos de bombeio para verificar se a vazão encontrada fornece um
escoamento turbulento:
V =4 Qπ D! =
4 (0,0111)π (0,077)! = 2,38 m/s
Re!!! @"#º! =D V ρµ =
0,077 2,38 10000,001 = 1,8 x 10!
Re!!! @"#º! =D V ρµ =
0,077 2,38 (971,6)0,000355 = 5,0 x 10!
Re!"#$ =D 𝑉 ρµ =
(0,077) (2,38)(1500)0,0013 = 2,1 x 10!
Nota-se que o escoamento permanece turbulento para todos os fluídos de
bombeio. Logo, a nova vazão é aceitável.
4.8.2 Cálculo do novo ponto de trabalho
Para encontrar o novo head, não é necessário, seguir todo o passo a passo de
cálculo efetuado na seção de seleção da bomba, uma vez que os equipamentos,
tubulação e fluídos não foram alterados. Deste modo, nota-se que as únicas parcelas que
se alteram nos cálculos são as perdas de carga, tanto para a sucção quanto para a
descarga, porque a vazão mudou.
Nova perda de carga de sucção
Sabendo-se que a nova velocidade é 2,38 m/s, tem-se que a nova perda de carga
na sucção é de:
h!"′ = f !!"!
!"#!
! ! = 0,015 16,90,077
2,382
2.9,81 = 1m
Nova altura manométrica de sucção
A partir do cálculo da perda de carga, obtém-se as novas alturas manométricas
de sucção:

64
Hs!!! @"#º! = !!!+ Z! − h!"′ = 𝜌𝑔𝑍
𝜌𝑔+ Zs − hfs = 1 + 1 − 1 = 1m
Hs!!! @"#º! = !!!+ Z! − h!"′ = 𝜌𝑔𝑍
𝜌𝑔+ Zs − hfs = 1 + 1 − 1 = 1m
Hs!"#$ = !!!+ Z! − h!"′ = 𝜌𝑔𝑍
𝜌𝑔+ Zs − hfs = 1 + 1 − 1 = 1m
De forma análoga, calcula-se a nova perda de carga e nova altura manométrica
de descarga.
Nova perda de carga de descarga
h!"′ = f !!"!
!"#!
! ! = 0,015 !"#,!
!,!""(!,!")!
! (!,!")= 21,8 m
Nova altura manométrica de descarga
Hd′!!! @"#º! = !!!+ Z! + h!"′ = !,! !"!
!""" !,!"+ 5+ 21,8 = 52,3 m
Hd′!!! @"#º! = !!!+ Z! + h!"′ = !,! !"!
!"#,! !,!"+ 5+ 21,8 = 53 m
Hd′!"#$ = !!!+ Z! + h!"′ = !,! !"!
!"## !,!"+ 5+ 21,8 = 43,8 m
Nova altura manométrica total
Calculadas as novas alturas manométricas de descarga e de sucção, encontra-se a
nova altura manométrica total e com ela o novo ponto de trabalho.
𝐻𝑡𝐻2𝑂 @25º𝐶 = 𝐻𝑑𝐻2𝑂 @25º𝐶 − 𝐻𝑠𝐻2𝑂 @25º𝐶 = 52,3𝑚 − 1𝑚 = 51,3𝑚
𝐻𝑡𝐻2𝑂 @80º𝐶 = 𝐻𝑑𝐻2𝑂 @80º𝐶 − 𝐻𝑠𝐻2𝑂 @80º𝐶 = 53 𝑚 − 1𝑚 = 52𝑚
𝐻𝑡𝑁𝑎𝑂𝐻 = 𝐻𝑑𝑁𝑎𝑂𝐻 − 𝐻𝑠𝑁𝑎𝑂𝐻 = 43,8𝑚 − 1𝑚 = 42,8𝑚
Constata-se assim que o novo ponto de trabalho será:
Q′ = 40 m!h | H′ = 52 m
4.8.3 Verificação do NPSH disponível
Relembrando a equação NPSH disponível, nota-se que o único fator que se
altera é o Hs.

65
𝑁𝑃𝑆𝐻!"#$ = 𝐻𝑠 + !!!!!!
Refazendo os cálculos do NPSH, obtém-se:
𝑁𝑃𝑆𝐻!"#$ !!! @"#º! = 𝐻𝑠 + 𝑃! − 𝑃!𝛾 !!! @"#º!
= 1𝑚 +101325− 32001000 9,81 = 11𝑚
𝑁𝑃𝑆𝐻!"#$ !!! @"#º! = 𝐻𝑠 + 𝑃! − 𝑃!𝛾 !!! @"#º!
= 1𝑚 +101325− 47500971,6 9,81 = 6,6𝑚
𝑁𝑃𝑆𝐻!"#$ !"#$ = 𝐻𝑠 + 𝑃! − 𝑃!𝛾 !"#$
= 1𝑚 +101325− 13301500 9,81 = 7,8𝑚
Tabela 15: NPSH disponível com a nova vazão
Como o NPSH requerido é, aproximadamente de 2 metros, mesmo se for
ajustada a margem de segurança de 0,6 metro, ainda sim o NPSH disponível mínimo
será maior, não ocorrendo o fenômeno de cavitação
4.8.4 Redução da vazão
Como a bomba não será trocada devido aos custos de parada de produção e
compra do novo equipamento, será necessário reduzir a vazão de 50 m!h à 40 m
!h
(nova vazão de trabalho). A redução da vazão foi obtida por intermédio do inversor de
frequência e, consequentemente, pela variação de rotação da bomba.
Utilizou-se a lei das similaridades para obter a nova rotação e nova potência para
o novo ponto de trabalho:
𝑄!𝑄!
=𝑛!𝑛!→5040 =
3500𝑛!
→ 𝑛!(𝑛𝑜𝑣𝑎 𝑟𝑜𝑡𝑎çã𝑜) = 2800 𝑅𝑃𝑀
𝑃𝑜𝑡!𝑃𝑜𝑡!
=𝑛!𝑛!
!→ 𝑃𝑜𝑡!(𝑛𝑜𝑣𝑎 𝑝𝑜𝑡ê𝑛𝑐𝑖𝑎) =
151,95 = 7,7 𝑘𝑊
Produto de Bombeio NPSHdisp [m]Água à 25ºC 11,0Água à 80ºC 6,6
Solução NaOH 7,8

66
4.8.5 Vantagens decorrentes da melhoria sugerida
A troca de aspersor significa menor potência consumida pela bomba e menor
consumo, em volume, agentes químicos e água.
Há um ganho energético de, aproximadamente,7,3 kWh por ciclo do sistema
CIP. Sabendo-se que são realizados, pelo menos, cinco ciclos semanais, em uma escala
anual, a economia, baseada apenas na redução do consumo de energia, será de,
aproxidamente, 2 MWh/ano, isto é R$ 2600/ano. Estima-se, desta forma, um payback de
aproximadamente 1 ano e corte de custos nos anos seguintes, o que justificaria a
implementação da melhoria.
Embora a vantagem pareça pequena, a proposta de otimização contempla apenas
um sistema de uma planta industrial que é composta por diversos tipos de sistemas de
bombeio. Possivelmente o desdobramento deste estudo para outros sistemas CIP
empregados na cervejaria ou para outros sistemas de bombas, poderão gerar benefícios
consideráveis para a empresa.

67
5 Conclusão
O escopo do projeto era a seleção de uma bomba centrífuga que atendesse as
necessidades do sistema CIP existente no circuito de envase de uma cervejaria, de larga
escala, garantindo uma adequada higienização dos equipamentos e tubulações, evitando
contaminações no produto final.
Para alcançar tal objetivo foi necessário, primeiramente, entender como o
funciona o processo de fabricação de cerveja e o quanto as contaminações impactam na
fase de envase e no produto final. Além disso, foi preciso pesquisar literaturas
referentes à CIP (Clean-in-place), para entender o conceito, o funcionamento e como
poderia ser realizado o projeto mecânico do mesmo, para então aplicar os
conhecimentos em máquinas de fluxo e selecionar a bomba.
Alguns desafios foram encontrados na realização deste trabalho. O primeiro
desafio foi a escassez de literaturas sobre o assunto. Foi necessária uma pesquisa
extensa para se encontrar trabalhos acadêmicos e livros referentes à CIP. Um outro
desafio foi encontrar uma expressão matemática que definisse a vazão requerida por um
sistema CIP.
Após a pesquisa bibliográfica, o desenvolvimento do estudo e a comparação de
modelos de três diferentes fabricantes, conclui-se que neste projeto, a seleção da bomba
de avanço para operar em uma central CIP de uma cervejaria de larga escala foi bem
sucedida. A bomba selecionada é capaz de bombear todos os fluídos necessários para a
higienização adequada do sistema, sendo similiar àquela que funciona atualmente na
central e utilizada desde 1995.
Pela análise do NPSH disponível dos fluídos de bombeio também percebeu-se
que a bomba opera sem maiores problemas, passando também por este quesito.
Em contrapartida, a melhoria proposta por intermédio da escolha de um aspersor
de nova geração, que fosse rotativo e não estático, demonstrou um ganho relativamente
pequeno para o custo de projeto (custo do novo componente e custo de adaptações
necessárias, a troca de aspersor seria feita em um momento de manutenção da linha, não
gerando custos de paralização).
Caminhos futuros para otimização do sistema CIP estão relacionados à
redefinição dos tempos de ciclo e do estudo de minimização do uso de químicos e de
energia para o aquecimento da água em uma das etapas do ciclo. Uma possível melhoria

68
seria estudar a viabilidade de reaproveitamento dos fluídos de bombeio em detrimento
do seu descarte sem tratamento. E uma outra possibilidade seria a inclusão de uma etapa
no ciclo CIP utilizando ácidos na higienização. Os agentes químicos ácidos apresentam
vantagens significativas sobre os alcalinos, uma vez que eles trabalham em ambientes
ricos em CO2 sem perder performance (TAMIME, 2008). Esta última melhoria deve
ser melhor estudada antes de sua implementação.
Destarte, ressalta-se que o objetivo principal de selecionar uma bomba para
operar em um sistema de CIP foi alcançado e que futuras otimizações do CIP devem
continuar a ser alvo de estudo nesta cervejaria.
69
6 Referências Bibliográficas
ALFA LAVAL. Performance Curves LKH 50 – 60 Hz. Disponível em:
<https://www.alfalaval.com/globalassets/documents/products/fluid-
handling/pumps/performance-curves---lkh--lkhpf--lkhi--lkh-evap-50-60-hz---en.pdf>.
Acesso em: 23 jan. 2018.
AZEVEDO, F. P. Melhoria do procedimento do processo CIP de uma linha de
enchimento e estudo da qualidade microbiológica de uma embalagem para uso
alimentar. Dissertação de Mestrado, Universidade do Minho, Porto, Portugal, 2016.
BASTOS, Ségio. Bombas centrífugas com inversores de frequência. Economia de
energia? Linkedin. 21 de julho de 2015. Disponível em :
<https://pt.linkedin.com/pulse/bombas-centr%C3%ADfugas-com-inversores-de-
frequ%C3%AAncia-economia-bastos>. Acesso em: 15 fev. 2018.
BLOG CERVEJAS DO MUNDO. História da Cerveja. Disponível em:
<http://www.cervejasdomundo.com/Na_antiguidade.htm.>. Acesso em: 13 jan. 2018.
BRASIL, A. Máquinas Termohidráulicas de Fluxo. São Paulo, Universidade Federal
de São Paulo, 2010.
CARRERA, S. C. Validação do processo CIP como ferramenta para melhorar a
qualidade e a produtividade: estudo de caso em microcervejaria. Dissertação de Pós-
Graduação, UFSC, Florianópolis, Brasil, 2015.
FORNI, R. Projeto Mecânica do um Sistema de Higienização CIP. Dissertação de
Graduação, USP, São Paulo, Brasil, 2007.
GEA TUCHENHAGEN. Hygienic Centrifugal Pumps Catalog – 2015. Disponível em:
<https://www.gea.com/en/binaries/Catalog-Hygienic-centrifugal-pumps-2015-
03-EN_tcm11-13267.pdf>. Acesso em: 23 jan. 2018.
MATTOS, E., DE FALCO, R. Bombas Industriais. Rio de Janeiro, Editora
Interciência, 1998.
PALMER, J.J .How to Brew. 1 ed. Bouder, Colorado, EUA, 2006. Brewers Publication.
PALMOWSKI, L at al. Clean-in-Place – A Review of Current Technology and its Use

70
in the Food and Beverage Industry. Deakin University, Geelong, Australia, 2005.
PETERS, Sara. The difference between single and double mechanical seals. Crane
Engineering. 02 de fevereiro de 2016. Disponível em:
<https://blog.craneengineering.net/whats-the-difference-between-single-and-double-
mechanical-seals>. Acesso em: 15 fev. 2018.
STORGARDS, E. Process Hygiene Control in Beer Production and Dispensing.
Espoo, Finland, 2000.
TAMIME, A. Clean-in-Place: Dairy, Food and Beverage Operations. Ayr, Inglaterra,
2008.
WALSTRA, P., et al. Dairy Technolgy. 2.ed. New York, Marcell Dekker, 1999.
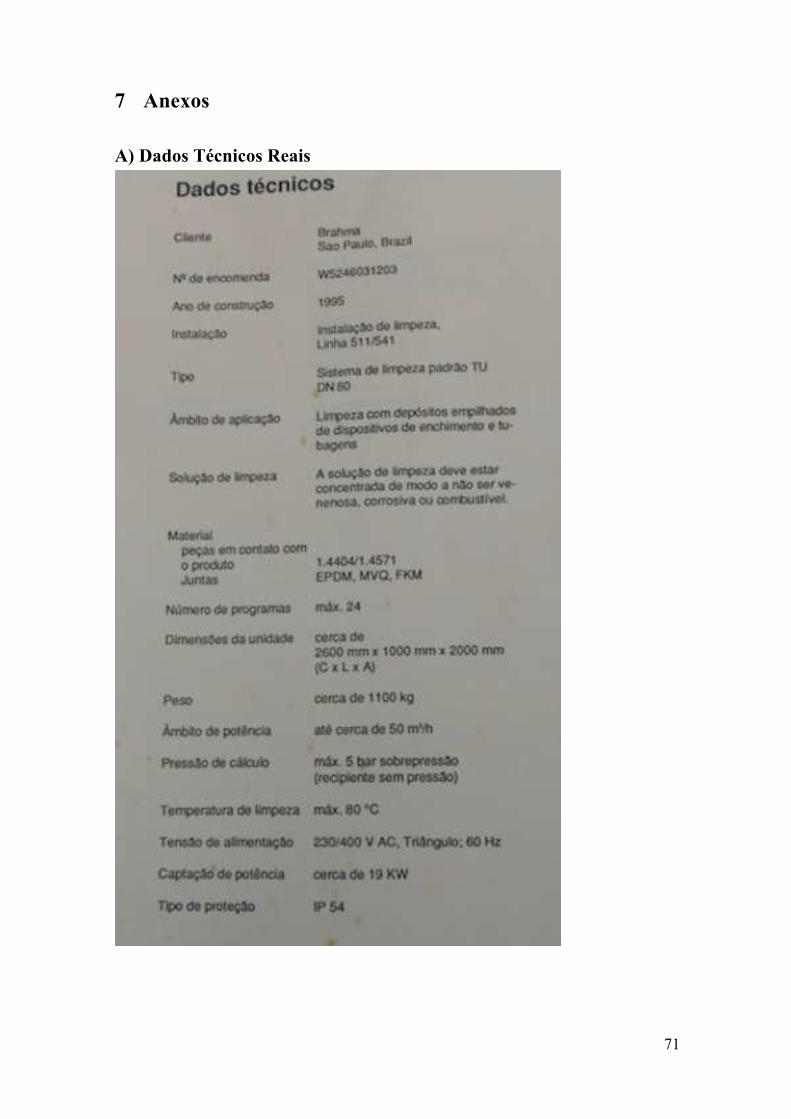
71
7 Anexos A) Dados Técnicos Reais

72
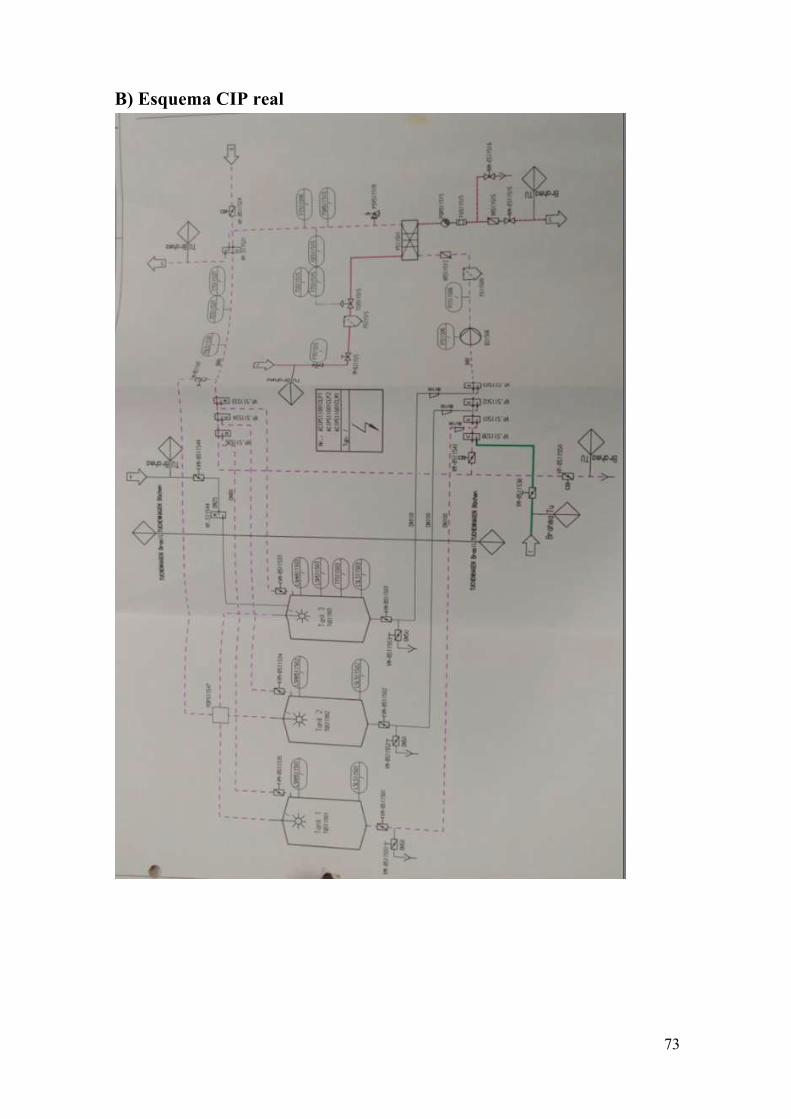
73
B) Esquema CIP real

74
C) Curvas Características 1) Bomba GEA Tuchenhagen – Modelo: TP 5060
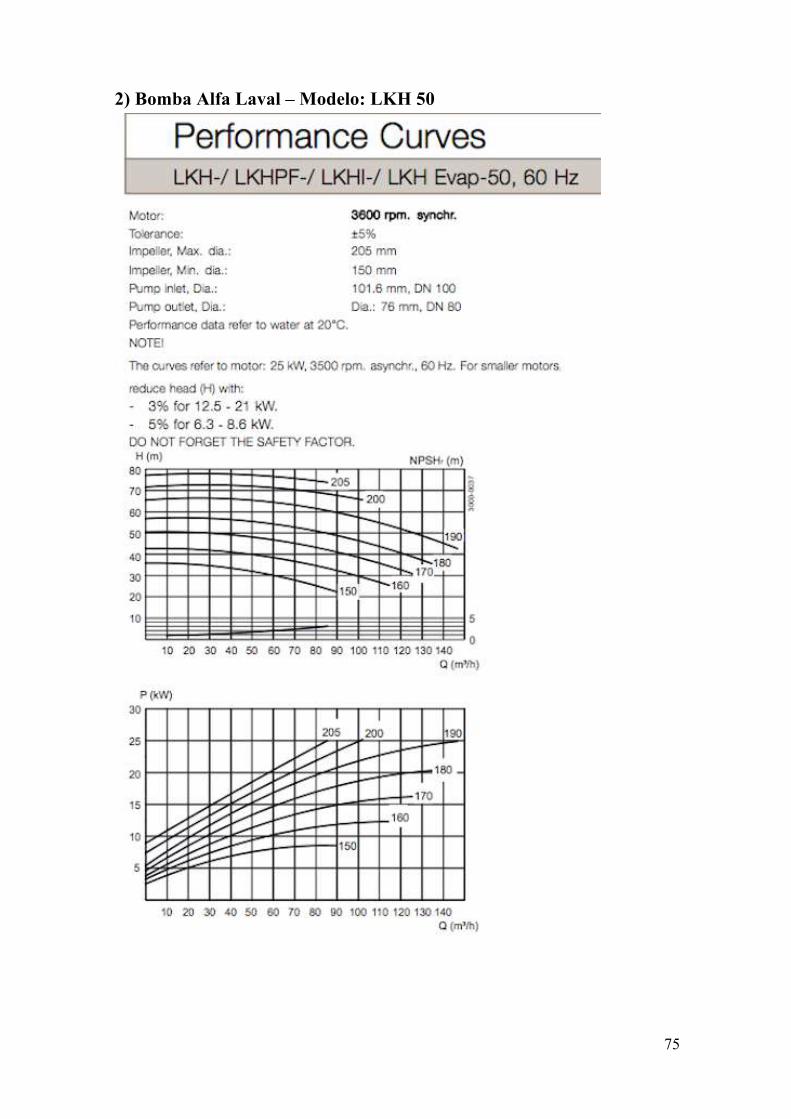
75
2) Bomba Alfa Laval – Modelo: LKH 50
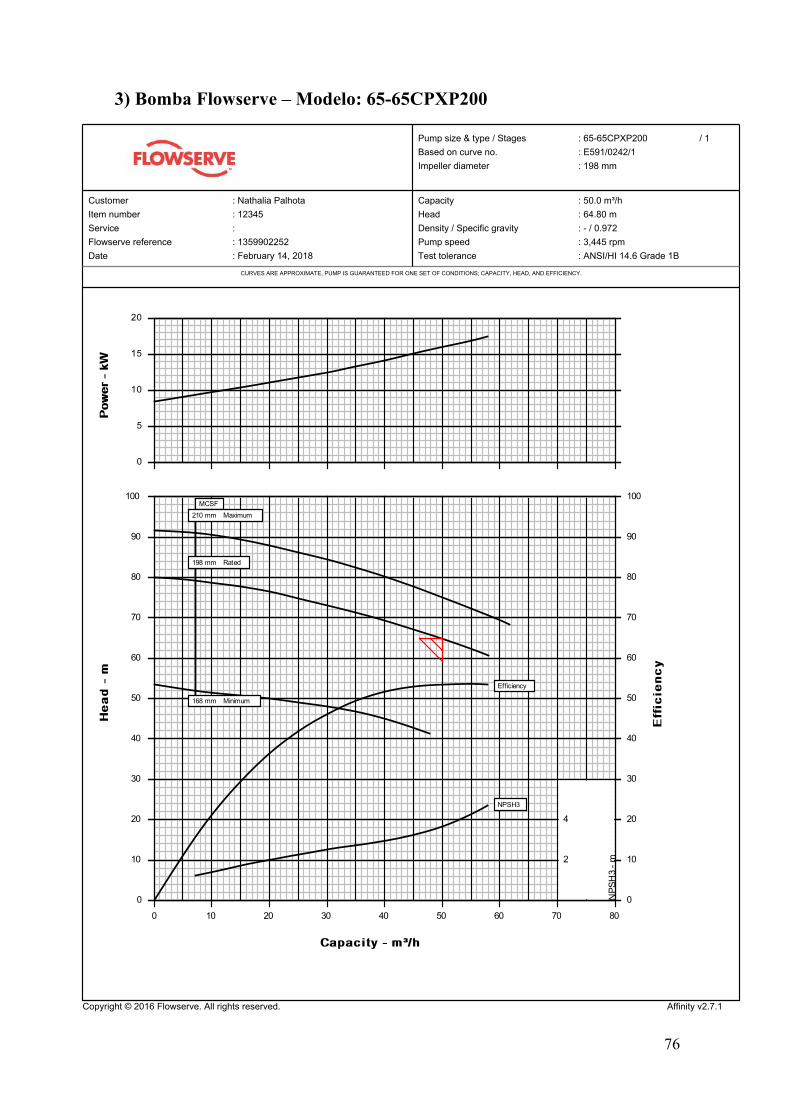
76
3) Bomba Flowserve – Modelo: 65-65CPXP200
Pump size & type / Stages : 65-65CPXP200 / 1Based on curve no. : E591/0242/1Impeller diameter : 198 mm
Customer : Nathalia PalhotaItem number : 12345Service :Flowserve reference : 1359902252Date : February 14, 2018
Capacity : 50.0 m³/hHead : 64.80 mDensity / Specific gravity : - / 0.972Pump speed : 3,445 rpmTest tolerance : ANSI/HI 14.6 Grade 1B
CURVES ARE APPROXIMATE, PUMP IS GUARANTEED FOR ONE SET OF CONDITIONS; CAPACITY, HEAD, AND EFFICIENCY.
Copyright © 2016 Flowserve. All rights reserved. Affinity v2.7.1
Top Related