




Línguas
Páginas
Legal


QUALIDADE & PRODUTIVIDADE
Profº Ronaldo Reis Silva

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Apresentações:
Prof° Ronaldo Reis Silva Formação: Engenheiro Metalurgista_UFF ( 1987 )
Especialista:MBA-Estratégia Industrial e Gestão de Negócios_UFF (2002)
Atuação: Grupo CSN _Engº de Produção Sênior (Admissão: 1989 ): atualGrupo CSN _Engº de Produção Sênior (Admissão: 1989 ): atual UBM- Centro Universitário de Barra Mansa - Profº (Admissão:2007) :atualUBM- Centro Universitário de Barra Mansa - Profº (Admissão:2007) :atual Fundação CSN ( ETPC) - Profº - 1990 \97 Grupo Saint- Gobain (Barbará) – Engº - 1988 Grupo Maxion (Engesa –FNV) - Engº - 1987

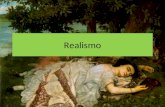
Processo é um conjunto de atividades repetitivas e interdependentes, envolvendo pessoas, equipamentos, procedimentos e informações que, quando executadas, transformam insumos em produtos ou serviços que agregam valor para um cliente.
Requisitos
Atendimento
InformaçõesMateriaisInstruçõesServiços
Atividadesque Agregam
ValorProduto
ouServiço
Atendimento
ClienteFornecedor Processo
Requisitos
Entradas Saídas
Conceito de Processo
CENTRO UNIVERSITÁRIO DE BARRA MANSA
Adaptação de Adaptação de Jorge Jorge GerdauGerdau Johannpeter Johannpeter , 6º , 6º Congresso Congresso Internacional da Qualidade para a Competitividade, Internacional da Qualidade para a Competitividade, RS, Julho 2005.RS, Julho 2005.
1 2 3 4 51 2 3 4 5 1 2 1 2 1 2 3 1 2 3

PP
DD
AA
CC
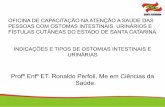
PLANEJAR onde se quer Chegar: META
Definir como chegar lá:
MEIOS
CAPACITAR as pessoas,
se necessário
EXECUTAR o que foi
planejado
VERIFICARos resultadosobtidos, comparando-os com as Metas
AGIR sobre as causas, em caso de não atingimentodo planejado
O Ciclo do PDCAO Ciclo do PDCA
CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
•Adaptação de Jorge Gerdau Johannpeter , II Congresso das Entidades filiadas à Federasul
PLANO

QUALIDADE ( FOCO NO CLIENTE)
PRODUTIVIDADE
COMPETITIVIDADE
SOBREVIVÊNCIA
Projeto Perfeito
Fabricação Perfeito
Segurança do cliente
Assistência Perfeita
Entrega noPrazo Certo
Custo Baixo
Fonte: Vicente Falconi
Interligação entre os conceitos


“Qualidade é atender continuamente às necessidades dos clientes a um preçoque eles estejam dispostos a pagar”Willian Edwards Deming
“Um produto ou serviço de qualidade é aquele que atende perfeitamente, deforma confiável, de forma acessível, de forma segura e no tempo certo àsnecessidades do cliente.”Campos, V. F. (1992)
Qualidade resulta das características do produto que criam satisfação, levando os clientes a comprá-lo. É a adequação ao uso pelo consumidor.”Joseph M. Juran

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
Fonte: Adaptação : Profº VICENTE FALCONI. Gerência da qualidade total: uma estratégia para aumentar a competitividade da empresa brasileira;. Belo Horizonte: Fundação Christiano Ottoni, Escola de Engenharia da UFMG,
Conceitos genéricos Conceitos genéricos
Conjunto de características contidas num produto ou serviço que atende e, por vezes, supera as expectativas dos clientes. Engloba: qualidade intrínseca, preço adequado, prazo adequado e pós-venda ou pós-transação.
.

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
CONCEITOS:CONCEITOS:
AGREGANDO VALORAGREGANDO VALOR
““Clientes não Clientes não compram Produtos compram Produtos ou Serviços , eles ou Serviços , eles compram compram Benefícios”Benefícios”(Malcom McDonald,Cranfield School of Management)

QUALIDADE total
Dimensões da qualidade total
QUALIDADE
CUSTO
Produtos\ Serviços Rotina
Empregados
pessoas atingidas
ENTREGA
MORAL
SEGURANÇA
Custo Preço
Prazo Certo
Local Certo Quantidade Certa
Empregados
Usuários
Clientes ,Vizinhos
Clientes,Vizinhos,acionista e empregados
Clientes ,
Empregados
Clientes,Vizinhos,e empregado
Fonte: Vicente Falconi

Controle da qualidade
ÁNÁLISE DE PROCESSO
PADRONIZAÇÃOPara eliminar
as causas fundamentais dos problemas
ITENS DE CONTROLE
Fonte: Vicente Falconi
IDENTIFICAR AS CAUSAS FUNDAMENTAIS
PRENDER AS CAUSAS FUNDAMENTAIS(NA JAULAR)
VIGIAR AS CAUSAS FUNDAMENTAIS E CONFIRMAR QUEESTÃO PRESAS
BASES DO CONTROLE ( MIYAUCHI)
MANTER SOB CONTROLE

No formalQuality
QualityControl
QualityAssurance
BusinessProcess
Management
IntegratedManagement
System
OperationalOperational
StrategicStrategic
CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
Adaptação de Adaptação de Jorge Jorge GerdauGerdau Johannpeter Johannpeter , 6º , 6º Congresso Congresso Internacional da Qualidade para a Competitividade, Internacional da Qualidade para a Competitividade, RS, Julho 2005.RS, Julho 2005.

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
Técnicas e Filosofias aplicadas para se obter Vantagens Técnicas e Filosofias aplicadas para se obter Vantagens Competitivas em QualidadeCompetitivas em Qualidade

Técnicas e Filosofias aplicadas para se obter Vantagens Técnicas e Filosofias aplicadas para se obter Vantagens Competitiva em QualidadeCompetitiva em Qualidade
TQC _ Total Quality Control
Qualidade Total•Excelência Organizacional
•Liderança •Processos •Recursos Humanos •Recursos Tecnológicos •Recursos de Informação •Recursos Financeiros •Recursos Externos
•Satisfação dos "Stakeholders" •Clientes [ ISO 9000 ] •Funcionários [ISO 18000] •Acionistas •Meio Ambiente [ISO 14000] •Governo •Comunidade
CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
Fonte: Adaptação : VICENTE FALCONI. Gerência da qualidade total: uma estratégia para aumentar a competitividade da empresa brasileira;. Belo Horizonte: Fundação Christiano Ottoni, Escola de Engenharia da UFMG,

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
Fonte: Adaptação : Profº VICENTE FALCONI. Gerência da qualidade total: uma estratégia para aumentar a competitividade da empresa brasileira;. Belo Horizonte: Fundação Christiano Ottoni, Escola de Engenharia da UFMG,
Princípios da Qualidade Total
1.Total satisfação dos clientes 2.Desenvolvimento de recursos humanos 3.Constância de propósitos 4.Gerência participativa 5.Aperfeiçoamento contínuo 6.Garantia da qualidade 7.Delegação 8.Não aceitação de erros 9.Gerência de processos 10.Disseminação de informações

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
Com QUALIDADE podemos buscar Certificações nacionais e Internacionais,como exemplo abaixo:Com QUALIDADE podemos buscar Certificações nacionais e Internacionais,como exemplo abaixo:
ISO 9000 são normas internacionais para organização do Sistema da Qualidade d uma empresa.
O interesse das empresas em implantar a ISO-9000 está principalmente na padronização dos processos,
visando garantir uma qualidade constante.
ISO quer dizer padrão e igualdade. É também a sigla de uma instituição chamada International Organization for Standardization
(Organização Internacional de Normatização). Tem sede em Genebra, na Suíça, e foi fundada em 1947.
com a missão de padronizar mundialmente serviços, produtos e sistemas.
Por que ISO 9001, 9002 e 9003?
ISO 9001: Modelo de norma para ciclo completo de produção: projeto, manufatura, instalações, controles finais e pós-venda.
ISO 9002: Modelo para ciclos produtivos isentos de controle de projeto.
ISO 9003: Modelo para produtos e serviços cujo ciclo produtivo compreende os controles finais e pós-venda.
O que a ISO 9000 exige de uma empresa???
Preparar o Manual da Qualidade descrevendo:
- Política da Qualidade;
- Definição de cargos e responsabilidades;
- Produtos e serviços;
- Aspectos tático-estratégicos do ciclo produtivo.
Preparar manuais descrevendo os procedimentos e instruções de trabalho de cada área, relativos à Qualidade.
Definir funções e responsabilidades pela Qualidade.
Definir meios para medir, corrigir e melhorar o desempenho dos procedimentos.
Definir documentos que garantam a realização dos procedimentos.

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
Quando o trabalho é realizado conforme as regras, normalmente tem qualidade!...
As Regras, os Procedimentos ou as Instruções de Trabalho devem estar definidos com a participação de quem realiza o trabalho.
MELHORIA CONTÍNUA
Todo profissional tem que conhecer e saber praticar os procedimentos de suas tarefas.
COMUNICAÇÃO E TREINAMENTO


CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
Conceitos genéricosConceitos genéricos
Produtividade Redução do tempo e/ou custo na execução de um serviço ou elaboração de um produto, com a manutenção dos níveis de qualidade, sem acréscimo de mão-de-obra.
Competitividade Produtos ou serviços de qualidade superior e/ou de custo menor que os dos concorrentes nacionais e internacionais.
. LEMBRE-SE. Produtividade não é somente maior quantidade. É preciso avaliar a qualidade do serviço.
PRODUTIVIDADE É O MÁXIMO DA PRODUÇÃO QUE A QUALIDADE PERMITE!...
. LEMBRE-SE. Produtividade não é somente maior quantidade. É preciso avaliar a qualidade do serviço.
PRODUTIVIDADE É O MÁXIMO DA PRODUÇÃO QUE A QUALIDADE PERMITE!...

As Grandes Perdas ( Ex: Processo)
IQIQ
IRIR
IUIU
IEIE

As Grandes Perdas
IUIU IEIExx IRIRxx IQIQxx
IPTIPT
==

Em fim, aEm fim, a PRODUTIVIDADEPRODUTIVIDADE não deve se entendida somente como a razão entre não deve se entendida somente como a razão entre resultados e recursos, mas sim de uma forma mais ampla, levando em contaresultados e recursos, mas sim de uma forma mais ampla, levando em conta todas as variáveis existentes nos processos, focando nas necessidades de todas as variáveis existentes nos processos, focando nas necessidades de todas as partes interessadas no negócio, buscando melhorias e resultados todas as partes interessadas no negócio, buscando melhorias e resultados relevantes para todos.relevantes para todos.A busca pelo aumento da produtividade produtividade deve ser feita baseada no aumento da qualidadequalidade dos produtos e serviços em todo seu ciclo de vida. Esta busca começa quando a organização decide pela introdução de um novo produto ou processo, passando pelas mãos dos especialistas que devem projetar um produto robusto e à prova de falhas, pelo estudo dos processos necessários à fabricação do produto ou à oferta do serviço, sem esquecer a seleção e qualificação dos fornecedores e o cuidado com a entrega, pós-venda e assistência técnica. O aumento daO aumento da produtividadeprodutividade é muito maior que o simplesé muito maior que o simples aumento dos níveis de produção. Ele está totalmente integrado ao conceitoaumento dos níveis de produção. Ele está totalmente integrado ao conceito de QUALIDADE TOTALQUALIDADE TOTAL levando a organização a buscar ganhos em todos os aspectos de suas operações.
Em fim, aEm fim, a PRODUTIVIDADEPRODUTIVIDADE não deve se entendida somente como a razão entre não deve se entendida somente como a razão entre resultados e recursos, mas sim de uma forma mais ampla, levando em contaresultados e recursos, mas sim de uma forma mais ampla, levando em conta todas as variáveis existentes nos processos, focando nas necessidades de todas as variáveis existentes nos processos, focando nas necessidades de todas as partes interessadas no negócio, buscando melhorias e resultados todas as partes interessadas no negócio, buscando melhorias e resultados relevantes para todos.relevantes para todos.A busca pelo aumento da produtividade produtividade deve ser feita baseada no aumento da qualidadequalidade dos produtos e serviços em todo seu ciclo de vida. Esta busca começa quando a organização decide pela introdução de um novo produto ou processo, passando pelas mãos dos especialistas que devem projetar um produto robusto e à prova de falhas, pelo estudo dos processos necessários à fabricação do produto ou à oferta do serviço, sem esquecer a seleção e qualificação dos fornecedores e o cuidado com a entrega, pós-venda e assistência técnica. O aumento daO aumento da produtividadeprodutividade é muito maior que o simplesé muito maior que o simples aumento dos níveis de produção. Ele está totalmente integrado ao conceitoaumento dos níveis de produção. Ele está totalmente integrado ao conceito de QUALIDADE TOTALQUALIDADE TOTAL levando a organização a buscar ganhos em todos os aspectos de suas operações.
Prof° Ronaldo Reis Silva

ORGANIZAÇÃO
PRODUTIVIDADEPRODUTIVIDADEQUALIDADEQUALIDADE

PRODUTIVIDADEPRODUTIVIDADEQUALIDADEQUALIDADE
PARA O CLIENTE:PARA O CLIENTE: - Recebe os serviços dentro dos prazos, nas especificações corretas e com preço adequado, conforme combinado; - Pode sugerir melhorias para a empresa, adequando, cada vez mais, o serviço às suas necessidades. PARA A EMPRESA:PARA A EMPRESA: - Cria sistemas que permitem a produção padrão dos seus serviços, atendendo ao cliente de forma organizada e controlada; - Ganha fama, mais clientes e mais solidez no mercado. PARA O PROFISSIONAL:PARA O PROFISSIONAL: - Trabalho confiável, seguro e em ambiente saudável; Trabalho confiável, seguro e em ambiente saudável; - As atividades são realizadas por todos de forma integrada e sob - As atividades são realizadas por todos de forma integrada e sob controle; controle; - Desenvolvimento individual dos funcionários. - Desenvolvimento individual dos funcionários. PARA O PAÍS:PARA O PAÍS: - Empresas sólidas, lucrativas e competitivas, preparadas para a concorrência internacional e geradoras de novos postos de trabalho.
PARA O CLIENTE:PARA O CLIENTE: - Recebe os serviços dentro dos prazos, nas especificações corretas e com preço adequado, conforme combinado; - Pode sugerir melhorias para a empresa, adequando, cada vez mais, o serviço às suas necessidades. PARA A EMPRESA:PARA A EMPRESA: - Cria sistemas que permitem a produção padrão dos seus serviços, atendendo ao cliente de forma organizada e controlada; - Ganha fama, mais clientes e mais solidez no mercado. PARA O PROFISSIONAL:PARA O PROFISSIONAL: - Trabalho confiável, seguro e em ambiente saudável; Trabalho confiável, seguro e em ambiente saudável; - As atividades são realizadas por todos de forma integrada e sob - As atividades são realizadas por todos de forma integrada e sob controle; controle; - Desenvolvimento individual dos funcionários. - Desenvolvimento individual dos funcionários. PARA O PAÍS:PARA O PAÍS: - Empresas sólidas, lucrativas e competitivas, preparadas para a concorrência internacional e geradoras de novos postos de trabalho.

PRODUTIVIDADEPRODUTIVIDADEQUALIDADEQUALIDADE
Na verdade, aNa verdade, a Qualidade e a ProdutividadeQualidade e a Produtividade sempre sempre existiram, comexistiram, com maior ou menor importância e intensidade nas empresas. Acontece que a constante evolução do mundo moderno e principalmente, o desenvolvimento ultra rápido da tecnologia, fizeram com que se abrisse um canal muito fluente de informações (veja, por exemplo, o computador, os satélites, a televisão, a telefonia, etc.). Com a informação o cliente passou a ficar muito mais conhecedor de seus desejos e mais exigente, como também as empresas descobriram mais rapidamente o que seus concorrentes estão fazendo de melhor.
Daí, a busca contínua de uma melhor qualidade para o qualidade para o cliente, cliente, maior produtividade, produtividade, menores custos, para menores custos, para
alcançar um importante objetivo: aalcançar um importante objetivo: a Competitividade.Competitividade.
Na verdade, aNa verdade, a Qualidade e a ProdutividadeQualidade e a Produtividade sempre sempre existiram, comexistiram, com maior ou menor importância e intensidade nas empresas. Acontece que a constante evolução do mundo moderno e principalmente, o desenvolvimento ultra rápido da tecnologia, fizeram com que se abrisse um canal muito fluente de informações (veja, por exemplo, o computador, os satélites, a televisão, a telefonia, etc.). Com a informação o cliente passou a ficar muito mais conhecedor de seus desejos e mais exigente, como também as empresas descobriram mais rapidamente o que seus concorrentes estão fazendo de melhor.
Daí, a busca contínua de uma melhor qualidade para o qualidade para o cliente, cliente, maior produtividade, produtividade, menores custos, para menores custos, para
alcançar um importante objetivo: aalcançar um importante objetivo: a Competitividade.Competitividade. Prof° Ronaldo Reis Silva

Prof° Ronaldo Reis Silva

27
A História do Controle Estatístico de Qualidade
O início formal do controle estatístico da qualidade se deu em 16 de maio de 1924, quando Walter A. Shewhart desenvolveu e aplicou os conceitos estatísticos das cartas de controle na “Bell Telephone Laboratories”. Sendo uma ferramenta para uso em “chão de fábrica”, que tinha como objetivo prevenir problemas relacionados à qualidade, de modo a impedir que os produtos defeituosos fossem produzidos. Atualmente os gráficos de controle estão sendo utilizados não só para o monitoramento dos processos produtivos mas também no setor de serviços, não se limitando mais ao “chão de fábrica”.
O início formal do controle estatístico da qualidade se deu em 16 de maio de 1924, quando Walter A. Shewhart desenvolveu e aplicou os conceitos estatísticos das cartas de controle na “Bell Telephone Laboratories”. Sendo uma ferramenta para uso em “chão de fábrica”, que tinha como objetivo prevenir problemas relacionados à qualidade, de modo a impedir que os produtos defeituosos fossem produzidos. Atualmente os gráficos de controle estão sendo utilizados não só para o monitoramento dos processos produtivos mas também no setor de serviços, não se limitando mais ao “chão de fábrica”.

28
• Sistema de Controle Estatístico de Processo
CLIENTES
A maneira quetrabalhamos/combinaçãode recursos
Produtos/serviços
Identificandonecessidades
e expectativasmutáveisao longodo tempo
MétodosEstatísticos
•Matérias Primas
•Mão de Obra
•Equipamentos
•Instalações
•Informações
•Procedimentos
Voz do ProcessoVoz do Processo
Voz do ClienteVoz do Cliente
RESULTADOSPROCESSO/SISTEMAENTRADAS

29
Controle Estatístico de Processos (CEP):
É um método preventivo de se comparar continuamente os resultados de um processo com seus padrões, identificando através de dados estatísticos as tendências para certas variações, com o objetivo de reduzi-las cada vez mais.
É um método preventivo de se comparar continuamente os resultados de um processo com seus padrões, identificando através de dados estatísticos as tendências para certas variações, com o objetivo de reduzi-las cada vez mais.

30
CC DD
PPAA
1 - ANALISAR O PROCESSO• O que o processo deveria estar fazendo?• O que pode dar errado?• O que o processo está fazendo?• Alcançar o estado de controle estatístico• Determinar a Capabilidade
CC DD
PPAA
2 - MANTER O PROCESSO• Acompanhar o desempenho do processo• Detectar variação de causa especial e atuar sobre ela
CC DD
PPAA
3 - MELHORAR O PROCESSO• Reduzir a variação devido às causas comuns, através de mudanças no processo previamente estudadas com experimentos estatísticos planejados adequadamente (projeto de experimentos).

Conceito de Controle:
Controlar é saber localizar o problema, analisar o processo, padronizar as atividades e estabelecer itens de verificação de tal forma que o problema não volte a ocorrer.Os itens de verificação servem para “vigiar” as causas fundamentais e confirmar que estas estão sob controle.
Controlar é saber localizar o problema, analisar o processo, padronizar as atividades e estabelecer itens de verificação de tal forma que o problema não volte a ocorrer.Os itens de verificação servem para “vigiar” as causas fundamentais e confirmar que estas estão sob controle.

Conceito de Estatística:A ESTATÍSTICA é a ciência que lida com a coleta, o processamento e a disposição de dados (informações), atuando como ferramenta fundamental no controle de processo.
A ESTATÍSTICA é a ciência que lida com a coleta, o processamento e a disposição de dados (informações), atuando como ferramenta fundamental no controle de processo.
INFORMAÇÃO(Fatos e Dados)
Coleta da Informação
Processamento da informação
Disposição da Informação
Conhecimento
Controle de Processo
Metas
ESTATÍSTICA

Estatística de ProcessoEstatística de Processo
Revisão de Conceitos
Prof° Ronaldo Reis Silva

• Objetivo: Subsídios para coletar, organizar, resumir, analisar e apresentar dados• O que é a Estatística?
– ciência da tomada de decisão perante incertezas– base para a maior parte das decisões tomadas no controle da qualidades
– É uma parte da matemática aplicada que fornece métodos para coleta, organização, descrição, análise e interpretação de dados e para a utilização dos mesmos na tomada de decisões.
• Onde aplicá-la?– Controle Estatístico do Processo – Controle Estatístico da Qualidade
• Processo : Ações e transformações para agregar características, propriedades, etc. • Controle : Processo com ciclo fechado de avaliação para o resultado agir sobre a entrada
(realimentação)
• CEP : técnicas estatísticas para medir e analisar a variação nos processosCEP : técnicas estatísticas para medir e analisar a variação nos processos• CEQ : técnicas estatísticas para medir e aprimorar a qualidade dos processosCEQ : técnicas estatísticas para medir e aprimorar a qualidade dos processos

a variabilidade na qualidade deve ser constantemente estudada tendo em vista produtos :
1. Dentro de um lote 2. Em equipamentos de processo3. Entre lotes diferentes de um mesmo produto4. Em características críticas e em padrões5. Em produção piloto, no caso de novos produtos
Ferramentas mais utilizadas para controle de processo e qualidade :1. Distribuição de freqüências, histogramas e paretos;
2. Gráficos de controle;
3. Aceitação por amostragem;
4. Métodos especiais, particulares, empíricos;

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
As Sete Ferramentas Básicas da Qualidade
• Folha de Coleta de Dados
• Diagrama de Pareto
• Estratificação
• Diagrama de Causa e Efeito
• Histograma
• Diagrama de dispersão
• Gráfico de controle

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
Folha de Coleta de Dados
Quando necessitar colher dados baseados em observações
amostrais com o objetivo de definir um modelo.
•Estabelecer o evento que será estudado;
•Definir o período de coleta dos dados;
•Construir um formulário claro e fácil;
•Coletar dados consistentes e honestos.
Observações/amostras aleatórias
Amostragem eficiente
Universo homogêneo

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
COMO COLETAR DADOS
Tenha objetivos bem definidos
•Controle e acompanhamento do processo de produção
•Análise de não conformidades
•Inspeção
Definição do propósito
•Identificar os tipos de dados a serem coletados
•Definir os períodos de coleta de dados
•Definir as amostras
Confiabilidade das medições
•Definir critérios para realização das medições
•Utilizar equipamentos adequados para as medições
Registro correto dos dados
•Registrar a origem dos dados
•Registrar os dados de forma a facilitar a coleta
•Organizar os dados simultaneamente à coleta para facilitar a utilização

39
• Controle de ProcessoAbrange 3 ações principais:
Estabelecimento de diretrizes de controle:
As diretrizes de controle constam das metas, que são as faixas de valores desejadas para os itens de controle, e do método, que são os procedimentos necessários para o alcance da meta
Manutenção do nível de controle (manutenção de padrões):
Consiste em garantir que a meta estabelecida no item 1 seja atendida. Caso isto não ocorra, será necessário atuar nas causas que provocaram o desvio e recolocar o processo no estado de funcionamento adequado.
Alteração das diretrizes de controle (melhorias):
Consiste em mudar o nível de controle atual e alterar os procedimentos padrão de tal forma que o novo nível de controle seja atingido. Estas alterações têm o objetivo de melhorar o nível de qualidade planejado inicialmente.

FerramentasFerramentas mais utilizadas para controle de processo e qualidade : mais utilizadas para controle de processo e qualidade :
1. Idade F i 2 |- 4 1 4 |- 6 3 6 |- 8 5 8 |- 10 4 10 |- 12 2 15
Idade dos Alunos da Escola
1
3
5
4
2
0
1
2
3
4
5
6
Idade
Limite das Classes
Fi
Histograma
PolígonoFreqüência

FerramentasFerramentas mais utilizadas para controle de processo e qualidade : mais utilizadas para controle de processo e qualidade :
Sequência G por grau
25,524,2
22,421,3
19,8
17,8 17,7 17,5 17,0 16,6 16,1
13,4 13,0 12,7 12,5 12,0
0
5
10
15
20
25
30
2336 2630 2466 5546 2300 5576 5466 2390 2640 6593 6503 5410 2340 2610 7340 2473
Se
gu
nd
os

Disposição por camadas ou como por camadas – acabamento (AURÉLIO).
Ferramenta que divide o problema em partes para facilitar seu entendimento.
Ferramentas mais utilizadas para controle de processo e qualidade :Ferramentas mais utilizadas para controle de processo e qualidade :

Ferramentas mais utilizadas para controle de processo e qualidade :Ferramentas mais utilizadas para controle de processo e qualidade :

44
Cartas de Controle
Utilidade:
Compreender o comportamento(Variação) do ProcessoCompreender o comportamento(Variação) do Processo
As Cartas de Controle permitem identificar quando apenas as Causas Comuns estão atuando no processo e também quando
as Causas Especiais de Variação estão atuando sobre ele.
As Cartas de Controle permitem identificar quando apenas as Causas Comuns estão atuando no processo e também quando
as Causas Especiais de Variação estão atuando sobre ele.

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
Gráfico de Controle
Quando necessitar visualizar o quanto da variabilidade
do processo é devido à variação aleatória e quanto é
devido a causas comuns / ações individuais, de modo a
determinar se o processo está sob controle estatístico.
Tipos: Valor contínuo - Gráficos x-R, x
Valor discreto - Gráficos pn, p, c,

46
Espessura da Peça
Númeroda Peça
1 2 3 4 5 6 7
MÉDIA
8 9 10 11 12 13 14 15 16 17 18 19 20
Exemplo: Dispersão

47
Espessura da Peça
Númeroda Peça
1 2 3 4 5 6 7
MÉDIA
LIC
LSC
8
LSC - LIMITE SUPERIOR DE CONTROLELIC - LIMITE INFERIOR DE CONTROLEDEFINIÇÃO DOS LIMITES DE CONTROLE - São valores calculados estatisticamenteTodos os valores de uma variável que se encontram dentro destes limite estão sob a açãosomente de CAUSAS COMUNS
9 10 11 12 13 14 15 16 17 18 19 20
VALORES DENTRO DOS LIMITES DECONTROLE - SOMENTE CAUSAS COMUNS
ÁREA VERDE = Processo sob Controle Estatístico (Acompanhe o Processo )

48
Espessura da Peça
NúmeroDa Peça
1 2 3 4 5 6 7
MÉDIA
LIC
LSC
8 9 10 11 12 13 14 15 16 17 18 19 20
VALORES FORA DOS LIMITES DECONTROLE - CAUSAS ESPECIAIS
ÁREA VERMELHA = Atue no processo imediatamente Comunique o Supervisor, Envolva a equipe, parar o equipamento se necessário.

49
Interpretação das Cartas de Controle:Interpretação das Cartas de Controle:
Pontos Fora dos Limites de Controle
É a indicação mais evidente de falta de controle em um processo, a qual exige uma investigação imediata da causa especial de variação responsável pela sua ocorrência. A figura abaixo retrata a ocorrência de pontos fora dos limites de controle.Muitas vezes a ocorrência desses pontos pode ser o resultado de erros de registro dos dados, de cálculo ou de medição. Esta falta de controle do processo também pode ocorrer, por exemplo em conseqüência da utilização de instrumentos descalibrados, de uma ação incorreta realizada por algum operador ou de defeitos nos equipamentos.

50
12 de 14 pontos consecutivos em um mesmo lado da linha média.
Seqüência de sete pontos.
Tendência descendente Tendência ascendente
2- Sequência
3-Tendência

51
Periodicidade
A periodicidade está presente quando a curva traçada no gráfico de controle apresenta repetidamente uma tendência para cima ou para baixo, em intervalos de tempo que tem aproximadamente a mesma amplitude,conforme representado na figura abaixo.Alguns exemplos de causas especiais que podem provocar o surgimento da periodicidade são mudanças sistemáticas nas condições ambientais, cansaço do operador, rotatividade regular de operadores ou máquinas, flutuação na voltagem, etc...
Interpretação das Cartas de Controle:Interpretação das Cartas de Controle:

52
Seqüência
12 de 14 pontos consecutivos em um mesmo lado da linha média.
Seqüência de sete pontos.
Uma seqüência é uma configuração em que vários pontos consecutivos do gráfico de controle aparecem em apenas um dos lados da linha média. O número de pontos nesta situação é denominado comprimento da seqüência. Tipos de seqüência:• Seqüência de 7 ou mais pontos;• Seqüência com menos de 7 pontos, em que:
Pelo menos 10 de 11 pontos consecutivos no mesmo lado da média Pelo menos 12 de 14 pontos consecutivos no mesmo lado da média Pelo menos 16 de 20 pontos consecutivos no mesmo lado da média
Interpretação das Cartas de Controle:Interpretação das Cartas de Controle:

53
Tendência
Tendência descendente Tendência ascendente
Consiste em um movimento contínuo dos pontos do gráfico de controle em uma direção (ascendente ou descendente), como na figura abaixo. A ocorrência de uma tendência constituída por 7 ou mais pontos consecutivos ascendentes ou descendentes é uma indicação de falta de controle do processo. Exemplos de causas de tendências são: desgaste de equipamento; fatores humanos como fadiga de operador; mudanças nas condições ambientais (temperatura, pressão, umidade).
Interpretação das Cartas de Controle:Interpretação das Cartas de Controle:

55
Aproximação dos Limites de Controle
Interpretação das Cartas de Controle:Interpretação das Cartas de Controle:

56
Aproximação da Linha Média
Quando a maioria dos pontos grafados está distribuída muito próximo da linha média, dentro das linhas centrais 1,5 (veja figura abaixo) e portanto apresentando uma variabilidade menor do que a esperada, obtemos uma indicação de que podem ter ocorrido erros nos cálculos dos limites de controle ou de que as amostras foram formadas de maneira inadequada (ex: utilizando mistura de dados provenientes de populações distintas). Portanto aproximação da linha média pode não significar estado de controle
Interpretação das Cartas de Controle:Interpretação das Cartas de Controle:

57
Determinar a característica que deverá entrar no gráfico
Os dados são do tipo
variáveis?
O interesse está em unidades
ou porcentagem de peçasnão-conformes?
O interesse está em não-conformidades - i.e.
discrepâncias/peças?
O tamanho daamostra éconstante?
Use a carta “np” ou “p”
Use a carta “p”
O tamanho daamostra éconstante?
Use a carta “u”
Use a carta “c” ou “u”Ele é homogêneo
na naturezaou impróprio para a amostragem
em subgrupos - ex.; banho químico,
lote de tinta
As médias dossubgrupos podem ser
convenientementecalculadas?
Use a cartadas medianas
O tamanho dosubgrupo é 9
ou maior?
Há meios parafacilmente calcular s de cada subgrupo?
Use acarta X-R
Use acarta X-R
Procedimento de seleção para o uso de Cartas de Controle
Use acarta X-S
não
não
não não
nãonão
não
não
sim
sim
sim
sim
sim
sim
sim
sim
sim
Use a carta para valores
individuais: X-AM

Tipos de Cartas de Controle:
Para Variáveis - QuantitativoPara Variáveis - Quantitativo
Para Atributos - Qualitativo Para Atributos - Qualitativo
Exemplo de Variáveis: Temperatura, Volume , Pressão, Peso, Faturamento (R$), etc..
Exemplo de Variáveis: Temperatura, Volume , Pressão, Peso, Faturamento (R$), etc..
Exemplo de Atributos: Presença de impurezas no alimento, fissuras no pneu dos caminhões, ausência de furo nas latas, etc.
Exemplo de Atributos: Presença de impurezas no alimento, fissuras no pneu dos caminhões, ausência de furo nas latas, etc.

995
Gráfico da amplitude R (variabilidade)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
LSC
LIC
LM
0
3
101000
1005
Gráfico da média x
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
LSC
LIC
LM
Atributos p, np
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
LSC
LIC
LM
4%
1%
0%
Gráfico p - Proporção não-conforme
Variáveis X-R, X-S, X-AM
Tipos de Cartas de Controle:Tipos de Cartas de Controle:

Interpretação das Cartas:Revisão
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
LSC
LIC
LM
Linha médiaLinha média
Limite Superior de Limite Superior de ControleControle
Limite Inferior de Limite Inferior de ControleControle
Valores das Características de Qualidade Características de Qualidade traçados no gráfico.
Valores das Características de Qualidade Características de Qualidade traçados no gráfico.
0%
4%
2%
Carta P
A CARTA DE CONTROLE NÃO MOSTRA OS LIMITES DE ESPECIFICAÇÃO !!!
(LSC)
(LIC)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
LSC
LIC
LM
Processo com variação natural ( Processo Controlado)
30%
10%
20%
Horário de Coleta
30%
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
LSC
LIC
LM
10%
20%
Processo com variações excessivas (Processo fora de controle)
ANOMALIAS !ANOMALIAS !
Devido as causas especiaisDevido as causas especiais

61
Processo sob Controle Estatístico: ConclusãoProcesso sob Controle Estatístico: Conclusão
Dizemos que um processo está sob controle estatístico quando apenas causas comuns de variação estão atuando sobre o mesmo. A variabilidade é inerente a ele (variabilidade natural). Este tipo de variação pode ser deixado ao acaso, mas a partir do momento que o processo começa a apresentar causas especiais de variação estas devem ser identificadas e eliminadas. Os gráficos de controle são ferramentas que indicam o aparecimento dessas causas especiais como será visto mais adiante.As causas comuns de variação não podem ser eliminadas com o CEP. A variabilidade devida a elas só pode ser reduzida através de engenharia, e/ou redefinição do processo, com o auxílio de experimentos especialmente delineados para isso (ex: Projeto de Experimentos)
Dizemos que um processo está sob controle estatístico quando apenas causas comuns de variação estão atuando sobre o mesmo. A variabilidade é inerente a ele (variabilidade natural). Este tipo de variação pode ser deixado ao acaso, mas a partir do momento que o processo começa a apresentar causas especiais de variação estas devem ser identificadas e eliminadas. Os gráficos de controle são ferramentas que indicam o aparecimento dessas causas especiais como será visto mais adiante.As causas comuns de variação não podem ser eliminadas com o CEP. A variabilidade devida a elas só pode ser reduzida através de engenharia, e/ou redefinição do processo, com o auxílio de experimentos especialmente delineados para isso (ex: Projeto de Experimentos)
As mudanças na distribuição do processo em decorrência de causas especiais podem ser tanto negativas como positivas.Quando estas mudanças são negativas, elas precisam ser identificadas e eliminadas. Quando são positivas, deveriam ser identificadas e transformadas em parte permanente do processo.

62
Processo que não está sob Controle Estatístico:Conclusão
Sob algumas circunstâncias, o cliente pode permitir que o Sob algumas circunstâncias, o cliente pode permitir que o produtor continue a manter um processo como ele está, mesmo produtor continue a manter um processo como ele está, mesmo que se enquadre como fora de controle. Estas circunstâncias que se enquadre como fora de controle. Estas circunstâncias podem incluir:podem incluir:
• O cliente é insensível a variação dentro das O cliente é insensível a variação dentro das especificações;especificações;• O custo envolvido na tomada de ação corretiva sobre O custo envolvido na tomada de ação corretiva sobre causas especiais ultrapassa o benefício para qualquer causas especiais ultrapassa o benefício para qualquer cliente ou todos eles. Causas especiais economicamente cliente ou todos eles. Causas especiais economicamente permissíveis podem ser: desgaste de ferramenta, permissíveis podem ser: desgaste de ferramenta, afiação de ferramenta, variação cíclica (sazonal), etc.afiação de ferramenta, variação cíclica (sazonal), etc.• A causa especial tem sido identificada e A causa especial tem sido identificada e documentada como consistente e previsível.documentada como consistente e previsível.
Sob algumas circunstâncias, o cliente pode permitir que o Sob algumas circunstâncias, o cliente pode permitir que o produtor continue a manter um processo como ele está, mesmo produtor continue a manter um processo como ele está, mesmo que se enquadre como fora de controle. Estas circunstâncias que se enquadre como fora de controle. Estas circunstâncias podem incluir:podem incluir:
• O cliente é insensível a variação dentro das O cliente é insensível a variação dentro das especificações;especificações;• O custo envolvido na tomada de ação corretiva sobre O custo envolvido na tomada de ação corretiva sobre causas especiais ultrapassa o benefício para qualquer causas especiais ultrapassa o benefício para qualquer cliente ou todos eles. Causas especiais economicamente cliente ou todos eles. Causas especiais economicamente permissíveis podem ser: desgaste de ferramenta, permissíveis podem ser: desgaste de ferramenta, afiação de ferramenta, variação cíclica (sazonal), etc.afiação de ferramenta, variação cíclica (sazonal), etc.• A causa especial tem sido identificada e A causa especial tem sido identificada e documentada como consistente e previsível.documentada como consistente e previsível.

Principais causas de problema e/ou defeitos:Principais causas de problema e/ou defeitos:1. Matéria prima;Insumos 1. Matéria prima;Insumos 2. Condições de equipamentos;2. Condições de equipamentos;3. Qualidade da mão de obra;3. Qualidade da mão de obra;
• Não adianta tentar corrigir defeitos de processo e/ou qualidade do Não adianta tentar corrigir defeitos de processo e/ou qualidade do produto, nem fazer planos de ação quando se sabe o que causou o produto, nem fazer planos de ação quando se sabe o que causou o defeito e não se toma ação.defeito e não se toma ação.
• Padrões são feitos para serem cumpridos, senão compromete qualquer Padrões são feitos para serem cumpridos, senão compromete qualquer base de dados para análise base de dados para análise

Estatística aplicada ao controle de processo e qualidade deve se fundamentar em:
1. Fatos e Dados em vez de conceitos abstratos;1. Fatos e Dados em vez de conceitos abstratos;
2. Evidências obtidas a partir de resultados 2. Evidências obtidas a partir de resultados específicos da observação;específicos da observação;
3. Padrões estabelecidos e observados;3. Padrões estabelecidos e observados;
4. Métodos matemáticos para descartar dados 4. Métodos matemáticos para descartar dados tendenciosos;tendenciosos;
5. Eliminação de dados corrompidos por matéria 5. Eliminação de dados corrompidos por matéria prima, equipamento ou métodoprima, equipamento ou método

• Fenômeno estatístico : Eventos que possibilitem análise por métodos estatísticos
• Dado estatístico : Dado numérico obtido para matéria prima da estatística• População : Conjunto de dados com característica comum para análise• Amostra : Parcela representativa da amostra para avaliação estatística da
população. • Parâmetros: Dados característicos para caracterização da população.
Exemplo: Os alunos do 2° ano da FGV tem em média 1,70 m de altura. São valores singulares que existem na população e que servem para caracterizá-la. Para definirmos um parâmetro devemos examinar toda a população.
• Variável : Conjunto de resultados possíveis para um fenômeno

• Definição do problema - O que pesquisar• Planejamento - Como e onde buscar as informações• Coleta de Dados - levantamento sistemático com objetivo determinado
– Coleta direta - Busca de dados específicos direto na orígem– Coleta contínua - Define-se coletar sistematicamente ao longo do tempo. – Coleta periódica - Determina-se o período de coleta. – Coleta ocasional - Coleta não premeditada.
• Apuração dos dados - Tabulação, ordenamento, seleção, depuração• Apresentação dos dados - Tabular ou gráfica
• Análise e interpretação dos resultados - Fase mais importante e delicadaLigada essencialmente ao cálculo de medidas e coeficientes,
com a finalidade principal de descrever o fenômeno

• Apuração dos dados - Tabulação, ordenamento, seleção, depuração• Apresentação dos dados - Tabular ou gráfica• Exemplos:
• Dados Brutos• 24 23 22 28 35 21 23 33 34• 21 25 36 26 22 30 32 25 26• 34 21 31 25 31 26 25 35 33• 24 31 33
• Rol• O arranjo dos dados brutos em ordem de freqüência crescente ou decrescente.• 21 21 21 22 22 23 23 24 25• 25 25 25 26 26 26 28 30 31• 31 31 32 33 33 33 34 34 34• 35 35 36

Apresentação dos dados - Tabular ou gráfica
Amplitude total = R = 36 -21 = 15.

Classes F i
45 |- 55 15
55 |- 65 30
65 |- 75 35
75 |- 85 15
85 |- 95 5
100
Apresentação dos dados - Tabular ou gráficaExemplo 2 - Peso de 100 indivíduos
15
30
35
15
5
0
5
10
15
20
25
30
35
40
45 - 55 55 - 65 65 - 75 75- 85 85 - 95

• Quantitativa : Dados com características quantitativas Quantitativa : Dados com características quantitativas nítidasnítidas
– Discreta : Resultado de contagens– Contínua : Resultado de medições cujos valores são quaisquer N°
real
• Qualitativa : Dados regidos por atributos de qualidadeQualitativa : Dados regidos por atributos de qualidade

71
Variabilidade em processos:
TODO PROCESSO SEMPRETODO PROCESSO SEMPRE APRESENTA VARIABILIDADEAPRESENTA VARIABILIDADE
TODO PROCESSO SEMPRETODO PROCESSO SEMPRE APRESENTA VARIABILIDADEAPRESENTA VARIABILIDADE
QUANTO MENOR FOR A QUANTO MENOR FOR A VARIABILIDADE MENOR VARIABILIDADE MENOR
SERÁ O NÚMERO DE SERÁ O NÚMERO DE PRODUTOS DEFEITUOSOSPRODUTOS DEFEITUOSOS
QUANTO MENOR FOR A QUANTO MENOR FOR A VARIABILIDADE MENOR VARIABILIDADE MENOR
SERÁ O NÚMERO DE SERÁ O NÚMERO DE PRODUTOS DEFEITUOSOSPRODUTOS DEFEITUOSOS

72
Fontes de Variabilidade em Processos:
Causas aleatórias, ou comuns:
• Variabilidade natural ou inerente ao processo
• Processo sob controle - Estável
Causas especiais, ou externas, ou atribuíveis, ou “assinaláveis”:
• Variabilidade excessiva (excede limites de controle)
• Processo fora de controle - Instável
O diâmetro de um eixo usinado, por exemplo, seria suscetível à variação potencial da máquina (folga, desgaste do rolamento), da ferramenta (esforço, taxa de desgaste), domaterial (diâmetro, dureza), dooperador (precisão em centralizar, alimentação da peça), damanutenção (lubrificação, reposição de peças gastas) e domeio ambiente (temperatura, constância do fornecimento elétrico),

73
Um Processo SEMPRE apresenta variabilidade.
Um Processo SEMPRE apresenta variabilidade.
Conceito de Variabilidade no Processo:
A variabilidade também denominada variação ou dispersão está presente em todos os processos de produção de bens e de fornecimento de serviços.
A variabilidade também denominada variação ou dispersão está presente em todos os processos de produção de bens e de fornecimento de serviços.
MédiaMédia
Sem variabilidade
MédiaMédia
variabilidade baixa
MédiaMédia
variabilidade alta

74
Mesmo os Produtos Não Defeituosos Apresentam Variações, porém estão Dentro
Dos Limites de sua Especificação.
Mesmo os Produtos Não Defeituosos Apresentam Variações, porém estão Dentro
Dos Limites de sua Especificação.
Os Produtos defeituosos são produzidos devido à presença de uma GrandeVariabilidade.
Os Produtos defeituosos são produzidos devido à presença de uma GrandeVariabilidade.

75
Variáveis:
O Peso de uma peça é uma VariávelO Peso de uma peça é uma Variável
10.030 Kg
10.030 kg
10.000 Kg
10.000 kg
10.010 Kg
10.010 kg
10.060 Kg
10.060 kg

76
Exemplo: PESO de uma Peça (VARIÁVEL).
FAIXA DE PESO ESPECIFICADA PELO CLIENTEPESO MÍNIMO = 6000kgPESO MÁXIMO = 10000kg
Peça 8 com 5000kg (menor que o especificado)Peça 10 com 11000kg (maior que o especificado)
Peça NÃO OK PESO A MAIS
1 2 87653 4 9 10
Faixa de peso especificada pelo client
10000kg
6000kg
Nº de Peças
Peso 11000kg
5000kg Peça NÃO OK PESO A MENOS

77
Relação entre Causas e os Efeitos de um Processo:
PequenaVariação deEspessura
da Peça
Mão de Obra
Medida
Matéria-Prima Método
Máquina Meio Ambiente
PequenaVariação deTemperatura
no Forno
Grande Variação de
EspessuraPeça
Mão de Obra
Medida
Matéria-Prima Método
Máquina Meio Ambiente
Grande Variação de
Temperaturano Forno
Processo sob ação de CAUSAS COMUNSCAUSAS COMUNS•Causa natural do processo•Previsível•Não há sustos (Pouca variação na espessura)
Processo sob ação de CAUSAS ESPECIAISCAUSAS ESPECIAIS•Não natural do processo•Imprevisível•Cada dia é uma nova surpresa (Muita variação na espessura)
CAUSA
940 960 980 1000 1020 1040 1060
TEMPERATURA (°C)
EFEITO
1,3 1,4 1,5 1,6 1,7 1,8 1,9 2 2,1
ESPESSURA(mm)
CAUSA
940 960 980 1000 1020 1040 1060
TEMPERATURA(°C)
EFEITO
1,3 1,4 1,5 1,6 1,7 1,8 1,9 2 2,1
ESPESSURA (mm)

78
A VARIABILIDADE NAS CAUSAS
faz com que Todo Processo tenha
VARIABILIDADE NO SEU EFEITO.
A VARIABILIDADE NAS CAUSAS
faz com que Todo Processo tenha
VARIABILIDADE NO SEU EFEITO.

• População e Amostra - o ideal seria sempre analisar a população toda por praticidade analisa-se pequena parcela representativa da população Amostra não representativa leva a resultados tendenciosos, evite-as!• Senso (levantamento de dados) - Estudo para adquirir conhecimentos sobre a
população, observando todos os seus elementos, e fazer juízos quantitativos/qualitativos acerca de características importantes.
• Amostragem - Processo de extração de elementos representativos da população alvo– Não probabilística - sempre tende a ser direcionada
• Acidental ou de conveniência - busca de dados específicos com abertura para ocorrências não visadas, aquelas que surgem por acaso
• Intencional - busca de dados específicos com critérios restritos• Quotas ou percentual - variação da intencional onde se pega parte da população
previamente selecionada
– Probabilística - é mais científica e menos tendenciosa• Aleatória simples - elementos dispostos em sequência e critérios de seleção pré
estabelecidos• Aleatória estratificada - aplicado a população heterogênea e se deseja proporcionalidade
entre subpopulações• Conglomerado - características globais da população presentes num bloco qualquer
sorteado aleatoriamente (tomada por bloco - não há característica específica)

• Fases iniciais:– Descritiva - Descreve-se a amostra em suas principais características e/ou
propriedades– Indutiva - Parte das características particulares para as proposições gerais que
supostamente exprimem leis que descrevam a população. Isso leva à graus de incerteza que podem ser estimados por probabilidades (teoria das probabilidades)
• Dimensionamento da amostra– Avaliar a variável mais importante do grupo - (pareto)– Verificar se a população é finita ou infinita

CENTRO UNIVERSITÁRIO DE BARRA MANSA
Prof° Ronaldo Reis Silva
População
É a totalidade dos elementos de um universo sobre o qual desejamos
estabelecer conclusões ou exercer ações.
É um conjunto de elementos com pelo menos uma característica comum.
Amostra
É um subconjunto de elementos extraídos de uma população.
As 5 Perguntas fundamentais na coleta de dados
Por que coletar os DADOS?
O que fazer com os DADOS?
Como coletar os DADOS?
Os dados são CONFIÁVEIS?
Como registrar os DADOS?

• Ferramenta para apresentação de grandes massas de dados• Facilita visualizar
• tendência central• Dispersão
• Tabela primitiva - Dados brutos– dados com a disposição em que foram levantados, sem ordenação.
É um tipo de tabela que condensa uma coleção de dados conforme as frequências (repetição de seus valores).
• Rol - Ordenação por ordem numérica ou alfabética, etc.• Distribuição por frequência de classes

• Limites de Classe : São os limites superior e inferior da classe• Amplitude da classe : diferença entre os limites (a = Ls - Li). a
= R / K• Amplitude Total (R): Diferença entre o valor máximo e o mínimo das
amostras• Número de classes : onde n é o número de elementos da amostra Para se calcular o número de classes para uma distribuição contínua, pode-se
utilizar as fórmulas e considerações abaixo.
1) k = 5 quando o número de dados (n) for 25; 2) k n, para o número de dados (n) for 25; 3) Fórmula de Sturges: k 1 + 3,22 log n.
Exemplo: k = 49 = 7 ou k 1 + 3,22 log 49 7
nk

• Apuração dos dados - Tabulação, ordenamento, seleção, depuração• Apresentação dos dados - Tabular ou gráfica• Exemplos:
• Dados Brutos• 24 23 22 28 35 21 23 33 34• 21 25 36 26 22 30 32 25 26• 34 21 31 25 31 26 25 35 33• 24 31 33
• Rol• O arranjo dos dados brutos em ordem de freqüência crescente ou decrescente.• 21 21 21 22 22 23 23 24 25• 25 25 25 26 26 26 28 30 31• 31 31 32 33 33 33 34 34 34• 35 35 36

Apresentação dos dados - Tabular ou gráfica
Amplitude total = R = 36 -21 = 15.

Classes F i
45 |- 55 15
55 |- 65 30
65 |- 75 35
75 |- 85 15
85 |- 95 5
100
Apresentação dos dados - Tabular ou gráficaExemplo 2 - Peso de 100 indivíduos
15
30
35
15
5
0
5
10
15
20
25
30
35
40
45 - 55 55 - 65 65 - 75 75- 85 85 - 95

87
Amplitude (R):
É a diferença entre o maior e o menor elemento da amostra coletada (variação máxima).
Exemplo: Se coletarmos uma amostra de algumas pessoas de alturas diferentes, a diferença entre a pessoa mais alta e a mais baixa é a
AMPLITUDE
É a diferença entre o maior e o menor elemento da amostra coletada (variação máxima).
Exemplo: Se coletarmos uma amostra de algumas pessoas de alturas diferentes, a diferença entre a pessoa mais alta e a mais baixa é a
AMPLITUDE
A VARIABILIDADEVARIABILIDADE pode ser medida pela AMPLITUDEAMPLITUDE.
A VARIABILIDADEVARIABILIDADE pode ser medida pela AMPLITUDEAMPLITUDE.
1,80 m
1,27 m
R = 1,80 - 1,27 = 0,53

88
Exemplo:
VARIAÇÃO DA ALTURA DO GRUPO 1
1
21 21
1
57
0
10
20
30
40
50
60
70
80
1,5 1,6 1,7 1,8 1,9 2 2,1Altura ( m )
N°
de
pes
soas
Variação (R)=0,4 m
Média (X)=1,8 m
VARIAÇÃO DA ALTURA DO GRUPO 2
1
8
23 23
8
1
33
0
10
20
30
40
50
60
70
80
1,4 1,5 1,6 1,7 1,8 1,9 2 2,1 2,2
N°
de
pes
soas
Variação (R)=0,6 mMédia (X)=1,8 m
Comparação da Variação das Alturas dos Grupo 1 x Grupo 2
0
10
20
30
40
50
60
70
80
1,2 1,4 1,6 1,8 2 2,2 2,4Altura ( m )
N°
de
Atl
etas
Grupo 1Grupo 2
Variação (Amplitude)do Grupo 1(R)=Maior Altura - Menor Altura=2,0 - 1,6 = 0,4 m
Obs .: Média de Altura=1,8 m
Variação (Amplitude)do Grupo 2(R)=Maior Altura - Menor Altura=
2,1 - 1,5 = 0,6 mObs.: Média de Altura=1,8 m
O grupo 1 apresentou uma variação (amplitude)menor que o grupo2
Altura ( m )

• Frequências simples ou absolutas (fi): valores que representam o número de dados de cada classe.
Somatório das frequências simples = total dos dados da distribuição.
• Frequências relativas (fr): razões entre frequências absolutas de cada classe e a frequência total da distribuição.
Somatório das frequências relativas é igual a 1 (100 %).
• Frequência simples acumulada (Fi): Somatório das frequências de todos os valores inferiores ao limite superior do intervalo de uma determinada classe.
• Frequência relativa acumulada de um classe (Fr): é a frequência acumulada da classe, dividida pela frequência total da distribuição

Frequências simples, relativas, acumuladas (Exemplo)

• São gráficos de barras que apresentam a dispersão dos dados em
toda amplitude da amostra (população). • É uma ferramenta estatística apropriada para a apresentação de
grandes massas de dados
• Torna mais clara a tendência central e a dispersão dos valores ao longo da escala de medição e a freqüência relativa de ocorrência dos
diferentes valores. • Serve para verificar como estão distribuídos seus valores de acordo
com os seu limites. • Visualiza melhor os valores mais comuns , o quanto de dispersão
apresenta, se a distribuição é normal, etc


Formas gráficas para análise de um Formas gráficas para análise de um processoprocesso
• Carta de controleCarta de controle - analisa seqüencialmente os valores monitorados, normalmente numa série temporal
• HistogramaHistograma - usa uma série de valores para verificar a freqüência em que estes aparecem.
. serve para verificar como estão
distribuídos seus valores de acordo
com os seus limites. Visualiza melhor
os valores mais comuns , o quanto de
dispersão temos, se a distribuição
é normal, etc.
. serve para verificar como estão
distribuídos seus valores de acordo
com os seus limites. Visualiza melhor
os valores mais comuns , o quanto de
dispersão temos, se a distribuição
é normal, etc.
.verifica como anda seu processo
ao longo do tempo. Útil para
analisar tendências de crescimento
ou decréscimo, detecta pontos onde
pode ter ocorrido alguma causa
especial, dentre outras
utilidades.
.verifica como anda seu processo
ao longo do tempo. Útil para
analisar tendências de crescimento
ou decréscimo, detecta pontos onde
pode ter ocorrido alguma causa
especial, dentre outras
utilidades.

10.1 Medidas de tendência centrala) Média Aritméticaa) Média Aritmética
• Média : ..onde xi são os valores da variável e n o número de dados
– Bem representativa quando se busca representar a quantidade total de muitos dados;
– Mas pode apresentar imagem distorcida dos dados; (ex. +3 e -3 resulta ) – Apresenta uma propriedade importante:
• A soma dos desvios de cada dado para a média resulta em ZERO
• Método de cálculo para dados agrupados:– Quando não existem intervalos de classes calcula-se direto com os valores xi
– Quando tem intervalos de classes o xi é a média dos limites da classe
n
xX i
0X
i
ii
f
fxX

10.1 Medidas de tendência centrala) Média Aritméticaa) Média Aritmética
n
xX i
i
ii
f
fxX
X = (10+14+13+15+16+18+12) / 7 = 14 kilos
X = 2440 40
X = 61 cm
Dados não agrupados Dados agrupados
Ex: Sabendo-se que a venda diária de arroz tipo A, durante uma semana, foi de 10,14,13,15,16,18 e 12 kilos,temos, para venda média diária na semana de:

10.1 Medidas de tendência centralb) Modab) Moda
• Moda é o valor de maior frequência
• Método de cálculo para dados agrupados por classes:– Toma-se a classe modal e faz-se a média aritmética dos limites
• A Moda traduz o valor mais típico da distribuição por ser fortemente influenciada pela sua posição
• É afetada pela posição• Difere da Média Aritmética por esta ter maior estabilidade

Temperaturas Frequência0° C 31° C 92° C 123° C 6
a) Sem intervalos de classe: b) com intervalos de classe:
2° C é a temperatura modal, pois é a de maiorfrequência.
Classes (em cm) Frequência54 |-------- 58 958 |-------- 62 1162 |-------- 66 866 |-------- 70 5
A classe modal é 58 |-------- 62, pois é a de maior freqüência.I =58 e L = 62
Mo =(58 + 62) / 2 = 60 cm ( este valor é estimado,pois não conhecemos o valor real da moda).
10.1 Medidas de tendência central b) moda b) moda10.1 Medidas de tendência central b) moda b) moda

10.1 Medidas de tendência centralb)) Moda (continuação ) Moda (continuação )
b) com intervalos de classe:
Classes (em cm) Frequência54 |-------- 58 958 |-------- 62 1162 |-------- 66 866 |-------- 70 5
Método mais elaborado pela fórmula de CZUBER :
Mo = I* +(d1/(d1+d2)) x h*
I* - limite inferior da classe modal.L*- limite superior da classe modal.d1 - freqüência da classe modal - freqüência de classe anterior à classe modal.d2 - freqüência da classe modal - freqüência de classe posterior à classe modal.h* - amplitude da classe modal.
Mo = I* +(d1/(d1+d2)) x h*
Mo = 58 +[((11-9) / (11-9)+(11-8) )) x 4]
Mo = 59,6 cm.
OBS: A moda é utilizada quando desejamos obter uma medida rápida e aproximada de posição ou quando a medida de posição deva ser o valor mais típico da distribuição. Já a média aritmética é a medida de posição que possui a maior estabilidade.

10.1 Medidas de tendência centralc) Medianac) Mediana
• Mediana é o elemento central da amostraDivide a amostra em dois subconjuntos de mesma quantidade de
elementos
• Método de cálculo para dados agrupados por classes:– Toma-se a classe modal e faz-se a média aritmética dos limites– Em caso de pequenas amostras toma-se o elemento central
• A Mediana é uma medida que tem o objetivo de auxiliar quando há valores extremos que afetam de maneira acentuada a Média Aritmética. (quanto mais simetria na distribuição, mais a Md se aproxima da Ma)

10.1 Medidas de tendência centralc) Medianac) Medianaa) Sem intervalos de classe: b) com intervalos de classe:
- Md = 2 fi
= 34 = 17 2
A menor freqüência acumulada que supera este valor é 18, que corresponde ao valor 2 da variável, sendo este valor mediano. Logo:
Md = 2 meninos.
2 fi = 40 = 20
2
*/*]))2/[* fhFAAfii
Na prática, executamos os seguintes passos:1) Determinamos as freqüências acumuladas.2) Calculamos .
3) Marcamos a classe correspondente a freqüência acumulada imediatamente superior à
classe mediana e, em seguida empregamos a fórmula:
Md =
2 fi
2 fi
Classe mediana

b) com intervalos de classe:
*/*]))2/[* fhFAAfii
Onde:i* - é o limite inferior da classe mediana.FAA - é a freqüência acumulada classe anterior à classe mediana.f* - é a freqüência simples da classe mediana.h* - é a amplitude da classe mediana.
Md = 158 + [ (20 - 13) x 4] = 158 + 28 = 11 11
logo: Md = 158 + 2,545 = Md = 160,545 cm.
Md =
10.1 Medidas de tendência centralc) Mediana (continuação)c) Mediana (continuação)

10.2 Medidas de Dispersão10.2 Medidas de DispersãoVariânciaVariância
• Medida obtida pela razão entre soma dos quadrados dos desvios e a quantidade de dados contidos na amostra menos 1
• É calculada pela fórmula • É de pouca utilidade na Estatística Descritiva• Mas é fundamental para o cálculo do Desvio Padrão
1
2
2
2
2
n
XxSou
n
XxS ii

10.3 Medidas de Dispersão10.3 Medidas de Dispersão Desvio PadrãoDesvio Padrão
• Medida obtida extraindo a raiz quadrada da Variância • É calculada pela fórmula
• É a medida de dispersão mais empregada• Considera a totalidade das variáveis em análise• É um indicador de variabilidade estável por se basear na média
aritmética• Tem a mesma UNIDADE da variável em estudo• Para amostras agrupadas por classes calcula-se com
1
22
n
XxSou
n
XxS ii
1
])[(])[( 22
i
ii
i
ii
f
fXxSou
f
fXxS

10.3 Medidas de Dispersão10.3 Medidas de Dispersão Desvio Padrão ( exemplo)Desvio Padrão ( exemplo)
Como n = 7, temos :
s = 630 = 90 7 s = 9,4868 = 9,49
Média = 371 = 53 7
Exemplo 1 Exemplo 2
s = 1240 = 31 40 s = 5,567
Média = fixi = 6440 = 161 fi 40

10.3 Medidas de Dispersão10.3 Medidas de Dispersão Desvio PadrãoDesvio Padrão
• Principais aplicações do desvio padrão• Na distribuição normal
– 68% (2/3) estão entre – 95% estão entre 2 – 99,7% estão entre 3

10.3 Medidas de Dispersão10.3 Medidas de Dispersão Desvio PadrãoDesvio Padrão
• Principais aplicações do desvio padrão• Na distribuição normal
– 68% (2/3) estão entre – 95% estão entre 2 – 99,7% estão entre 3

107
Curva Normal:
Frequência
Frequência Frequência Relativa
Dados
Dimensão Medida Contagem
Número de Medidas

108
As peças variam de uma para a outra
Mas elas formam uma aglomeração que, se estável, pode ser descrita como uma distribuição
Tamanho Tamanho Tamanho Tamanho
Tamanho Tamanho
As distribuições podem diferir quanto a:localização dispersão forma
...ou quaisquer combinações entre essas
Tamanho Tamanho Tamanho
Se apenas causas comuns de variação estiverem presentes, o resultado do processo forma uma distribuição que é estável ao longo
TamanhoTempo
Predição
Linha
Objetivo
Se causas especiais de variação estiverem presentes, o resultado do processo não é estável
Tamanho Tempo
Predição
Linha
Objetivo
Tamanho

Exemplo Média e Desvio Padrão
1 2 3 4 5 6 1 2 3 4 5 6
Média = 5D. P. = 1,6
Média = 5D. P. = 0,3

110
Com o CEP poderemos melhorar a qualidade e a confiabilidade de nossos produtos, satisfazendo assim cada vez mais os nossos clientes.
Com o CEP poderemos melhorar a qualidade e a confiabilidade de nossos produtos, satisfazendo assim cada vez mais os nossos clientes.
Cliente satisfeito traz com ele mais clientes, gerando maior lucro para a empresa e melhor imagem.
Cliente satisfeito traz com ele mais clientes, gerando maior lucro para a empresa e melhor imagem.
Benefícios do CEP

• Conjunto de atividades executadas com um certo objetivo• Conjunto de causas que geram um (ou mais) efeitos
Causa 1 causa 2 causa 3
efeito
Causa 4 causa 5 causa 6

Controle de ProcessoControle de Processo
Objetivos do Processo: • Gerar informações necessárias ao desenvolvimento do processo• Fornecer subsídios para tomada de decisão• Assegurar as informações requeridas para o efetivo controle
dos processos de fabricação
Objetivos para a Qualidade:• Inspecionar os produtos acabados• Perseguir os indicadores da qualidade dos produtos
concorrentes

CEP• Método preventivo de se comparar continuamente os
resultados de um processo com padrões, identificando a partir de dados estatísticos as tendências para variações significativas, a fim de eliminar/controlar essas variações.
Objetivo: • Reduzir a VARIABILIDADE do Processo
Função: • Controlar variações• Entender suas causas• Prevenir ocorrências

CEP• Parâmetros :
– Limites de especificação : São limites que o cliente , a norma ou especificação determinam para uma determinada característica.
– Limites de controle : São os limites do processo, dentro dos quais normalmente é capaz de produzir, sejam eles melhores ou piores que os de especificação.
– Índices de Capabilidade ou Capacidade: são índices que medem a capacidade de um processo fabricar produtos dentro da faixa de especificação.
– Os mais utilizados : Cp, Cpk e Cpm

– Limites de especificação : limites que o cliente encomenda

Gráficos de ControleGráficos de Controle• Objetivos
• Verificar se o processo é estável • Manter o processo estável • Melhorar o desempenho do processo
• Base de funcionamento de um gráfico de controle• processo estável, a grande maioria (99,7%) dos valores de uma
característica de qualidade deve cair no intervalo: μ +/- 3.σ • Limites de controle
• LSC = μ + 3.σ • LIC = μ - 3.σ
• Modalidades de gráficos• Controle de centralização do processo• Controle de variabilidade do processo (dispersão)
Importante ==> Os dois gráficos são necessários, cada um tem uma finalidade específica e um não substitui o outro

Variações em um ProcessoVariações em um ProcessoCausas comuns: variações aleatórias
• Variações inerentes ao processo.Podem ser eliminadas somente através de melhorias no sistema.
Ex.: Troca de máquina
Causas especiais: problemas no processo
• Variações devidas a problemas identificáveis.Podem ser eliminadas por ação local do operador.
Ex.: Regulagem da máquina
CAUSAS ESPECIAISVariações AtípicasOrigem LocalOperador/SupervisorSolução a Curto PrazoEstabilidadePrevisibilidade
CAUSAS COMUNSVariações DominadasOrigem SistêmicaStaff/GerenteSolução a Longo PrazoCapacidade da máquinaAtender à Faixa do Cliente

Variações em um ProcessoVariações em um Processo• 1. CAUSAS COMUNS OU ALEATÓRIAS
• Sempre existem.
• São inerentes, pertencem ao processo (Condições atuais de operação).
• Não provocam alterações apreciáveis na qualidade do produto.
• É impossível ou antieconômico eliminá-la do processo.
• Ex.: Diferença entre operadores, entre equipamentos, variabilidade natural da
matéria prima.
• 2. CAUSAS ESPECIAIS, NÃO ALEATÓRIAS OU SISTEMÁTICAS
• Nem sempre existem;
• Ocorrem com certa freqüência;
• Não fazem parte do processo;
• Provocam alterações apreciáveis na qualidade do produto e por isto devem ser
rapidamente identificadas e corrigidas;
• Ex.: Máquina descalibrada, matéria prima com anomalias, panes, etc.

Variações em um Processo• 1. Ausência de CAUSAS ESPECIAIS
• Os produtos podem ser diferentes entre si
• Mas num processo ESTÁVEL existe uma variação padrão
• As distribuições vão diferir umas das outras quanto à
Centralização Variabilidade Forma(ex. det. Produto sempre acima) (ex. det. Material sempre varia mais) (ex. det. Material tende mais para um lado)

Variações em um ProcessoVariações em um Processo• 2. Exemplos de Efeitos provocados por CAUSAS ESPECIAIS
Deslocamento na MédiaVariabilidade Constante(ex. Eqpto descalibrou)
Tendência na MédiaVariabilidade Constante
Média EstávelDispersão variando(ex. Atuador variou sensibilidade)
Média InstávelVariabilidade também(ex. Sistema descontrolado)

Melhoria de um Processo através do CEPMelhoria de um Processo através do CEP
CONTROLE do PROCESSOCONTROLE do PROCESSO
Processo fora de controlePresença de causas especiais
Processo sob controleCausas especiais ELIMINADAS

Melhoria de um Processo através do CEPMelhoria de um Processo através do CEPCAPACIDADE do PROCESSOCAPACIDADE do PROCESSO
Limite Inferior de Especificação
Sob Controle e CAPAZVariação reduzida pela
eliminação das causas comuns
Limite Superior de Especificação

Gráficos de Controle - Gráficos de Controle - procedimentos para montá-losprocedimentos para montá-los
Coletar k amostras de tamanho n
Calcular X e R
Calcular os limites de controle
Analisar gráfico R
Analisar gráfico X
Identificar, eliminar e prevenir causas
especiais
Monitorar o processo
Estável?
Estável?
SIM
NÃO
NÃO
SIM

Definição de Cp e CpkDefinição de Cp e Cpk• Cp (Conhecido como Capabilidade de Máquina)Cp (Conhecido como Capabilidade de Máquina) : Definido
como o intervalo de tolerância dividido por 6 vezes o desvio padrão estimado, considerando a ausência de causas especiais. (CP mede dispersão.)
• Superior e Inferior de Capabilidade (CPU e CPL) : variação superior ou o inferior da tolerância dividida por 3 vezes o desvio padrão.
• Capabilidade (Cpk)Capabilidade (Cpk) : é o mínimo valor entre CPU e CPL. Cpk mede dispersão e centralização.
6LIELSE
C p
3
;3
LIELSEMinC pk
LSE = Limite Superior de Especificação
LIE = Limite Inferior de Especificação

Média = 5D. P. = 0,33Cp= (8-2)/(6*0,33) = 3CPU = (8-5)/(3*0,33) =3CPL= (5-2)/(3*0,33) = 3Cpk = min (3 ;3) =3
Média = 7D. P. = 0,33Cp= (8-2)/(6*0,33) = 3CPU = (8-7)/(3*0,33) =1CPL= (7-2)/(3*0,33) = 5Cpk = min (1 ;5) = 1
LSE= 8
LIE=2
5
7
9
LSE= 8
LIE=2
LSE= 8
LIE=2
Média = 9D. P. = 0,33Cp= (8-2)/(6*0,33) = 3CPU = (8-9)/(3*0,33) =-1CPL= (9-2)/(3*0,33) = 7Cpk = min (-1 ;7) = - 1

• Exemplo de um processo com LIE = 2 e LSE = 8
=7 LSE =8LIE =2
Media D.P. Cp Cpk PFE
5 1 1 1 0,276 1 1 0,667 2,277 1 1 0,333 15,878 1 1 0 509 1 1 -0,333 84,1310 1 1 -0,667 97,737 0,5 2 0,667 2,27
PFE = Porcentagem Fora de Especificação

Classificação Classificação Valor do Cpk Itens Fora de especificação Valor do Cpk Itens Fora de especificação
do processo do processo (ppm)
a) Capaz > 1,33 70 (0,007%)
b)Razoavelmente capaz 1< Cpk < 1,33 de 70 a 2700 (até 0,27% )
c) Incapaz < 1 mais de 2700 (> 0,27%)
Comparando :
a) Motorista na estrada de várias pistas, mão única
b) Motorista numa estrada de duas pistas , com acostamento
c) Motorista numa estrada de mão dupla sem acostamento

• Cp é sempre maior ou igual ao CpkCp é sempre maior ou igual ao Cpk• Processo centralizado (média equidistante dos LE´s Cp=CpkProcesso centralizado (média equidistante dos LE´s Cp=Cpk• Sempre que o Cpk for menor que 1 haverá geração de Sempre que o Cpk for menor que 1 haverá geração de
produtos não conformeprodutos não conforme• Tanto Cp quanto Cpk só tem resultados válidos quando a Tanto Cp quanto Cpk só tem resultados válidos quando a
distribuição dos valores individuais for normaldistribuição dos valores individuais for normal

129
Cartas de Controle para Variáveis X-R:
Gráfico X - Monitora a média do processo
Gráfico R - Monitora a variabilidade do processo
Os gráficos X e R devem ser utilizados conjuntamenteOs gráficos X e R devem ser utilizados conjuntamenteOs gráficos X e R devem ser utilizados conjuntamenteOs gráficos X e R devem ser utilizados conjuntamente

130
Cartas x e R - Média e Amplitude
1. Carta R:
Exemplo:
X1 X2 X3
1 6 10 9 10 - 6 = 42 7 8 11 11 - 7 = 4. . . . .. . . . .. . . . .
20 7 11 6 11 - 6 = 5
2. Carta x:
Controla a variabilidade entre as médias dos diversos subgrupos.
Exemplo:
X1 X2 X3
1 6 10 9 8,332 7 8 11 8,67. . . . .. . . . .. . . . .
20 7 11 6 8,00
Controla a variabilidade dentro dos subgrupos, isto é, entre as observações que compôem cada subgrupo.
São utilizadas nos casos em que n é maior que 1 e menor que 10.
ObservaçõesR = Max - MinSubgrupo
SubgrupoObservações
x = (x1 + x2 + x3)/3

131
Calcular os Limites deControle Experimentais
Calcular Xi e Ri
Há pontosfora de
controle?
Procurar as causas assinaláveis
As Causasforam
encontradas?
Abandonar os pontosfora de controle
Adotar os limitespara controleatual e futuro
Calcular X e R
Grafar Xi e Ri nosGráficos X e R
NãoSim
Não
Sim
ou
Fluxograma de construção das Cartas de Controle X-R (variáveis):

132
Cálculo dos Limites de Controle para Carta X-R:
LSCLSCRR = D = D44RR
LICLICRR = D = D33RR
LSCLSCXX = X + A = X + A22RR
LICLICXX = X - A = X - A22RR
sendosendo
R = R = RR11+R+R22+...+R+...+RKK
KK
X = X = XX11+X+X22+...+X+...+XKK
KK
R = média das amplitudesR = média das amplitudesAA22 = constante tabelada = constante tabeladaDD33 = constante tabelada = constante tabeladaDD44 = constante tabelada = constante tabelada
X = média das médiasX = média das médias
K = nº total de amostrasK = nº total de amostras

133
Carta de Controle X-R p/ o Diâmetro do Corpo de Garrafas de Vidro:
A m o s t r a X R1 6 1 ,3 6 0 ,4 6 2 ,6 6 2 ,5 6 1 ,6 6 1 ,6 8 2 ,22 6 3 ,2 6 2 ,4 6 1 ,8 6 2 ,1 6 3 ,1 6 2 ,5 2 1 ,43 6 1 ,4 6 2 ,8 6 1 ,0 6 3 ,1 6 1 ,0 6 1 ,8 6 2 ,14 6 1 ,7 5 9 ,5 6 2 ,9 6 3 ,5 6 3 ,4 6 2 ,2 0 4 ,05 6 1 ,5 6 1 ,6 6 3 ,3 6 1 ,4 6 2 ,4 6 2 ,0 4 1 ,96 6 0 ,9 6 2 ,7 6 0 ,8 6 3 ,7 6 2 ,1 6 2 ,0 4 2 ,97 6 3 ,3 6 3 ,8 6 1 ,8 6 2 ,1 6 2 ,6 6 2 ,7 2 2 ,08 6 2 ,2 6 2 ,0 6 3 ,0 6 2 ,2 6 0 ,6 6 2 ,0 0 2 ,49 5 7 ,0 6 2 ,8 6 2 ,0 6 2 ,9 6 3 ,0 6 1 ,5 4 6 ,0
1 0 6 2 ,4 6 2 ,7 6 1 ,3 6 1 ,6 6 1 ,1 6 1 ,8 2 1 ,61 1 6 1 ,6 6 0 ,6 6 2 ,6 6 0 ,8 6 2 ,0 6 1 ,5 2 2 ,01 2 6 1 ,1 6 0 ,6 6 1 ,4 6 3 ,5 6 0 ,7 6 1 ,4 6 2 ,91 3 6 0 ,7 6 2 ,9 6 0 ,7 6 1 ,1 6 2 ,4 6 1 ,5 6 2 ,21 4 6 2 ,6 6 3 ,6 6 3 ,3 6 2 ,0 6 1 ,6 6 2 ,6 2 2 ,01 5 6 2 ,5 6 2 ,5 6 2 ,6 6 2 ,6 6 2 ,2 6 2 ,4 8 0 ,41 6 6 1 ,9 6 2 ,1 6 2 ,5 6 1 ,2 6 3 ,9 6 2 ,3 2 2 ,71 7 6 1 ,9 6 0 ,3 6 0 ,0 6 2 ,5 6 1 ,9 6 1 ,3 2 2 ,51 8 6 3 ,8 6 0 ,6 6 2 ,3 6 3 ,4 6 2 ,9 6 2 ,6 0 3 ,21 9 6 0 ,1 6 0 ,5 6 1 ,6 6 2 ,6 6 1 ,6 6 1 ,2 8 2 ,52 0 6 1 ,5 6 1 ,5 6 1 ,0 6 2 ,5 6 2 ,2 6 1 ,7 4 1 ,5
6 1 ,9 6 6 2 ,4 2
D iâ m e t r o
M é d ia s

134
Carta de Controle X e R para o Diâmetro do Corpo de Garrafas de Vidro:

135
FÁBRICA SGFZDEPTO GRZMAQUINA Nº LZC#2DATAS 06 A 10.97OPERAÇÃO Temp. da Tira Zona de Enc./TRCARACTERÍSTICA Temp./PirometriaESPECIF. ENGENHARIA 770 a 810 ºCTAMANHO AMOSTRA 20FREQUÊNCIA 5PEÇA Nº
PEÇA NOME Sub-grupos 1 a 20/fol. de dados
LSE 810LIE 770
LSC= 797,7 s= 2,15Média LIC 791,9 ss= 2,98
X (Médio) 794,8LSC= 10,6 ZLSE= 7,1
Amplitude LIC= 0,0 ZLIE= 11,5R (Médio) 5,0 ZMIN= 7,1
DATA 16/6HORA
1 798 798 795 792 792 800 796 796 799 792 792 792 789 792 796 800 795 797 802 7932 795 796 795 789 792 795 799 795 798 789 795 790 790 794 796 797 799 798 798 793
AMOSTRAS 3 795 796 796 789 792 796 798 796 795 790 792 791 791 796 795 795 796 800 796 7954 799 799 789 786 792 796 802 796 796 790 790 790 793 795 793 798 799 798 795 7965 800 796 792 789 798 795 800 798 793 790 793 790 789 796 787 798 798 802 795 798
SOMA 3987 3985 3967 3945 3966 3982 3995 3981 3981 3951 3962 3953 3952 3973 3967 3988 3987 3995 3986 3975
X (MÉDIA) 797 797 793 789 793 796 799 796 796 790 792 791 790 795 793 798 797 799 797 795R (MAIOR x MENOR) 5 3 7 6 6 5 6 3 6 3 5 2 4 4 9 5 4 5 7 5
AVALIAÇÃO DA CAPABILIDADE DO PROCESSOLaudo: Aprovado
Cp= 3,10 OK (Maior ou igual a 1,00) Cpk= 2,36 OK (Maior/igual a 1,33) Ppk= 1,70 OK (Maior/igual a 1,67)
0
2
4
6
8
10
12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
R (maior - menor)
LSC
R (média)
770
775
780
785
790
795
800
805
810
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
X (média)
LSC
LIC
"X (média dos X)"
Carta X-R

136
Cartas de Controle para Atributos p e np:
Gráfico “p” - Proporção Não-Conforme
Gráfico “np” - Número de Itens Não-Conformes
Os gráficos “p” e “np” são utilizados quando a Os gráficos “p” e “np” são utilizados quando a característica da qualidade de interesse é representada característica da qualidade de interesse é representada pela proporção ou número de itens defeituosos pela proporção ou número de itens defeituosos produzidos. produzidos.
Os gráficos “p” e “np” são utilizados quando a Os gráficos “p” e “np” são utilizados quando a característica da qualidade de interesse é representada característica da qualidade de interesse é representada pela proporção ou número de itens defeituosos pela proporção ou número de itens defeituosos produzidos. produzidos.

137
Fluxograma de construção dos Cartas de Controle “p” e “np” (atributos):
Calcular os Limites deControle Experimentais
Há pontosfora de
controle?
Procurar as causas assinaláveis
As Causasforam
encontradas?
Abandonar os pontosfora de controle
Adotar os limitespara controleatual e futuro
Calcular p ou np
Grafar os valores de pi ou npi nosGráficos p ou np
NãoSim
Não
Sim
ou

138
Cálculo dos Limites de Controle para Cartas “p” e “np”:
n = tamanho da amostran = tamanho da amostrap = proporção não conformep = proporção não conforme
LSCLSCpp = p + 3 (p(1-p))/n = p + 3 (p(1-p))/n
LICLICp p = p - 3 = p - 3 (p(1-p))/n (p(1-p))/n
LSCLSCnpnp = np + 3 = np + 3 (np(1-p) (np(1-p)
LICLICnpnp = np - 3 (np(1-p) = np - 3 (np(1-p)
sendonp = npnp = np11+np+np22+...+np+...+npkk
k
p = np = n11pp11+n+n22pp22+...+n+...+nkkppkk
n1+n2+...+nk

139
CAPABILIDADE DE PROCESSO

140
Introdução:
• Os índices de capabilidade de processo (ICP) sintetizam informações de forma que seja possível avaliar se um processo é capaz de gerar produtos que atendam às especificações provenientes dos clientes internos e externos (ex.: especificações de normas exigidas por clientes)

141
Comentários relevantes:
• Somente processos estáveis (sob controle estatístico) devem ter sua capacidade avaliada.
• Processos previsíveis podem gerar ítens defeituosos.

142
CONTROLE DE PROCESSOCONTROLE DE PROCESSO

143

144
Capabilidade de Processo
• 3 - limites naturais (faixa característica do processo);
• 99,73% de abrangência;• Obs: É importante não confundir os limites de
especificação com os limites naturais do processo, ou com os limites de controle do processo.

145
Conceitos
• Limites de especificação - são estabelecidos pela engenharia;
• Limites naturais - são estabelecidos pela média e desvio padrão do processo (estimados a partir de amostras);
• Limites de controle - são estabelecidos em função da média, do tamanho das amostras e do desvio padrão do processo.

146
Índice Cp
• A variável de interesse tem especificação bilateral;
• Média () centrada no valor nominal;
• Demonstra a capacidade potencial do processo;
Cp = LSE - LIE
O valor mínimo exigido para Cp é 1,33.
6

147
SIGMA

148
Observação:
• O índice Cp é insensível a mudanças na média do processo, portanto só deve ser utilizado quando a média do processo permanece centrada em d (ponto médio das especificações).

149
Limites de Especificação
LIE LSEX N(;)

150
Classificaçãodo Processo
Valorde Cp
Comparação do Histograma
com as especificações
Proporção dedefeituosos
LIE LSE
LIE LSE
LIE LSE
Capaz ouAdequado
(Verde)
Aceitável(Amarelo)
Incapaz ouInadequado(Vermelho)
Cp 1,33
1 Cp 1,33
Cp 1,00
p 64 ppm
64 ppm p 0,27 %
p 0,27 %
Classificação de Processos a partir do índice Cp

151
Índice Cpk
• O processo não esta centrado no valor nominal.
• Mede a capacidade real do processo;
Cpk = MIN LSE - , - LIE
33

152
Observações
• O índice Cpk pode assumir valores negativos, quando a média do processo não pertence ao intervalo das especificações. Isto significa que o processo está produzindo mais de 50% de não conformidades; situação essa muito improvável de ocorrer.

153
Relacionamento entre índices Cp e CpkGLQ LTQ 2 Itens: 135308, 135309, 135310, 136404 e 136551 (16 bob.)
Variável: Temperatura de Acabamento - FDT (ºC)
3,00
0,00
1,00
2,00
1,33
Cp / Cpk

154
Relacionamento entre índices Cp e Cpk
LIE LSE Cp = 2,0Cpk = 2,0
Cp = 2,0Cpk = 1,5
Cp = 2,0Cpk = 1,0
Cp = 2,0Cpk = 0
Cp = 2,0Cpk = -0,5
= 2
= 2
= 2
= 2
= 2

155
Cp
Baixo
Baixo Alto
Alto
Cpk
IMPOSSÍVEL
Reduzir a variabilidade do processo
Deslocar a média do processo
Situação ideal - Manter
LIE LSE
LIE LSE LIE LSE
Magnitudes de Cp e Cpk

• Fazer uma amostragem adequadaFazer uma amostragem adequada– garantir que temos um nº razoável de medidas,
tomadas da mesma maneira e dentro de um período que o processo estava sob controle.
– Saber que a característica tem representatividade para análise.
• Não pegar populações diferentes– não comparar produtos com processo e características
distintas de controle e processo. Atenção para causas especiais
– Se houver algum fator que interfira no seu processo de maneira a alterar seu controle, esta medida não serve para análise até que este fator não esteja presente.

• Análise visual ainda é o melhor meio de Análise visual ainda é o melhor meio de detecção de causas especiais nas detecção de causas especiais nas variações do processovariações do processo
• Treinamento e prática (experiência) são Treinamento e prática (experiência) são fundamentais para identificar causas fundamentais para identificar causas especiais com facilidadeespeciais com facilidade
Top Related