







Línguas
Páginas
Legal

UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
COORDENAÇÃO DE ENGENHARIA MECÂNICA
CURSO DE ENGENHARIA MECÂNICA
ADENAUER A. JUNIOR
EDIMAR BADIA
PROJETO E EXECUÇÃO DE UM LAMINADOR DE BANCADA PARA
MATERIAIS NÃO FERROSOS
PATO BRANCO
2016
TRABALHO DE CONCLUSÃO DE CURSO
ADENAUER A. JUNIOR
EDIMAR BADIA
PROJETO E EXECUÇÃO DE UM LAMINADOR DE BANCADA
PARA MATERIAIS NÃO FERROSOS
Trabalho de Conclusão de Curso de graduação, apresentado à disciplina de Trabalho de Conclusão de Curso 2, do Curso de Engenharia Mecânica da Coordenação de Engenharia Mecânica – COEME – da Universidade Tecnológica Federal do Paraná – UTFPR, Câmpus Pato Branco, como requisito parcial para obtenção do título de Engenheiro. Orientadora: Prof. Msc. Silvana Patrícia Verona Co-orientador: Prof. Dr. Robson Gonçalves Trentin
PATO BRANCO
2016
FOLHA DE APROVAÇÃO
PROJETO E EXECUÇÃO DE UM LAMINADOR DE BANCADA PARA MATERIAIS
NÃO FERROSOS
ADENAUER A. JUNIOR
EDIMAR BADIA
Trabalho de Conclusão de Curso de Graduação apresentado no dia 01/12/2016 como requisito parcial para a obtenção do Título de Engenheiro Mecânico, do curso de Engenharia Mecânica do Departamento Acadêmico de Mecânica (DAMEC) da Universidade Tecnológica Federal do Paraná - Câmpus Pato Branco (UTFPR-PB). O candidato foi arguido pela Banca Examinadora composta pelos professores abaixo assinados. Após deliberação, a Banca Examinadora julgou o trabalho APROVADO.
____________________________________ Prof. Dr. Dalmarino Setti
(DAMEC- Departamento de Mecânica)
____________________________________ Prof. MsC. Roberto Nunes Da Costa
(DAMEC- Departamento de Mecânica)
____________________________________ Profa. Msc. Silvana Patrícia Verona
(DAMEC- Departamento de Mecânica) Orientador
__________________________________ Prof. Dr. Bruno Bellini Medeiros
Responsável pelo TCC do Curso de Eng. Mecânica A Folha de Aprovação assinada encontra-se na Coordenação do Curso de Engenharia Mecânica

DEDICATÓRIA
Adenauer Anunciação Junior
À família:
Adenauer P. de Assunção (Pai)
Eliane T. de Anunciação (Mãe)
Eliane M. de Anunciação (Avó)
LOURENÇO ALVES DE ANUNCIAÇÃO (Avô)
Elijeane K. de A. Tessaro (Irmã)
Maria Eduarda de A. Tessaro (Irmã)
Suelem M. Wust (Namorada)
Edimar Badia
À família:
Dezir Badia (Pai)
Leonete Z. Badia (Mãe)
Aline Carla Badia (Irmã)
Gentile Belon Badia (Avó)
Geovana Schimitt Silveira (Namorada)
AGRADECIMENTOS
Agradecemos primeiramente a Deus, nosso pai protetor, que permitiu que tudo
isso acontecesse.
Agradecemos a nossa orientadora, Prof. Dr. ª Silvana Patrícia Verona, que nos
orientou e apoiou na elaboração deste projeto.
Ao co-orientador, Prof. Dr. Robson Trentin que nos guiou, colaborando com seu
conhecimento e sabedoria.
Aos nossos familiares que sempre nos deram amor e carinho, permanecendo
ao nosso lado durante todo esse tempo, sendo nossa base, nos proporcionando a
confiança para enfrentar as duras provas da vida. Sem a dedicação de vocês, nós não
seriamos nada.
As nossas namoradas, que sempre estiveram ao nosso lado, nos dando força
e acreditando em nossos sonhos, sendo essenciais para almejarmos nossos ideais.
Aos nossos amigos, com quem convivemos os melhores anos de nossas vidas
dentro e fora da faculdade.
E por fim obrigado a todos que de uma forma ou de outra contribuíram para o
nosso sucesso e crescimento.
.

EPÍGRAFE
“Eu guardei muitas coisas em minhas mãos, e perdi todas.
Mas todas que coloquei nas mãos de Deus, essas eu ainda possuo. ”
MARTIN LUTHER KING.
RESUMO
ANUNCIAÇÃO, Adenauer Junior. BADIA, Edimar. Projeto e Execução de um
Laminador de Bancada. 2016. Trabalho para Conclusão de Curso (Graduação em
Engenharia Mecânica) – Universidade Tecnológica Federal do Paraná. Pato Branco,
2016.
Com o passar dos anos, cada vez mais os metais vêm tendo uma maior
importância na tecnologia moderna quando se trata de uma conformação mais fácil,
em formatos que precisamos utilizar no nosso dia a dia. O trabalho em questão trata
da laminação, que consiste na deformação plástica do material, ou seja, uma
transformação mecânica onde ocorre a redução da seção transversal por compressão
do metal. O presente trabalho apresenta o projeto e fabricação de um laminador de
bancada de materiais não-ferrosos, para a laminação de produtos planos. Este se
torna interessante para que os alunos de engenharia mecânica tenham um
conhecimento maior de ensaios de laminação, e para que possam executar na prática
o que aprenderam em sala de aula.
PALAVRAS-CHAVE: Conformação mecânica, Materiais não-ferrosos, Projeto
mecânico, Laminação, Laminador.
ABSTRACT
ANUNCIAÇÃO, Adenauer Junior. BADIA, Edimar. Design and Execution of a Bench
Laminator. 2016. Paper for Course Conclusion (Graduation in Mechanical
Engineering) - Universidade Tecnológica Federal do Paraná. Pato Branco, 2016.
Over the years, more and more metals are becoming more important in
modern technology when it comes to an easier conformation, in formats that we need
to use in our day to day. This paper deals with lamination: the plastic deformation of
the material, that is a mechanical transformation where the reduction of the cross
section by compression of the metal occurs. The present paper presents the design
and production of a non-ferrous bench laminator for the lamination of flat products.
This paper makes it interesting for mechanical engineering students to have a better
knowledge of laminating tests, and so they can execute in practice what they have
learned in the classroom.
KEY WORDS: Mechanical conformation, Non-ferrous materials, Mechanical design,
Lamination, Laminator.
LISTAS DE FIGURAS
Figura 1 – Representação do processo de laminação de uma chapa plana ......................................... 22
Figura 2 – Processo de laminação a quente .......................................................................................... 24
Figura 3 - Ilustração esquemática da recristalização estática ............................................................... 25
Figura 4 – Efeito da quantidade de redução e temperatura de laminação sobre o comportamento da
restauração ........................................................................................................................................... 26
Figura 5 – Efeito da redução total sobre o tamanho de grão da austenita no aço nióbio pré-aquecido
para 1280°C e 1150°C laminando em multipasses. .............................................................................. 27
Figura 6 – Exemplos de rolos de laminação. ......................................................................................... 29
Figura 7 - Laminador Duo ...................................................................................................................... 31
Figura 8 - Laminador Trio ...................................................................................................................... 31
Figura 9 - Laminador Quádruo .............................................................................................................. 32
Figura 10 - Desenho de gaiola em vista lateral do laminador ............................................................... 33
Figura 11 - Desenho cilindro do laminador ........................................................................................... 34
Figura 12 - Mancais do laminador ......................................................................................................... 34
Figura 13 - Vista em corte da gaiola de um laminador ......................................................................... 35
Figura 14 – Representação do ângulo de arraste ................................................................................. 37
Figura 15 – Variação de velocidade ao longo do arco de contato do cilindro ...................................... 38
Figura 16 – Esquema do contato do metal com os cilindros do laminador .......................................... 39
Figura 17 – Relações geométricas das forças na laminação ................................................................ 40
Figura 18 – Relações da carga de laminação ........................................................................................ 41
Figura 19 – Triangulo de forças normais de laminação ........................................................................ 43
Figura 20 – Triângulo de forças tangenciais de laminação ................................................................... 43
Figura 21 – Variação da pressão ao longo do arco de contato do cilindro ........................................... 45
Figura 22 – Relação entre a espessura da folha, carga de laminação e abertura entre rolos .............. 50
Figura 23 – Variação da carga de laminação e da espessura da peça em função da alteração do
coeficiente de atrito e do limite de escoamento .................................................................................. 50
Figura 24: Sistema de redução da máquina .......................................................................................... 56
Figura 25 - Escopo do cilindro inferior do laminador ............................................................................ 60
Figura 26 - Diagrama de corpo livre do cilindro inferior ....................................................................... 61
Figura 27 - Diagrama de corpo livre cilindro superior ........................................................................... 62
Figura 28 - Escopo da lateral do laminador........................................................................................... 65
Figura 29 – Representação da montagem e dimensões para chavetas embutidas .............................. 68
Figura 30 - Flange lateral com rolamento ............................................................................................. 70
Figura 31 - Distância entre centros de engrenagens ............................................................................ 75
Figura 32 – Formato da transmissão de potência entre os cilindros .................................................... 77
Figura 33 – Lubrificação manual ........................................................................................................... 78
Figura 34 - Cilindros de laminação, a direita cilindro após sua usinagem ............................................ 82
Figura 35- Lateral presa no centro de usinagem para ser feito seu faceamento e corrigir suas
dimensões ............................................................................................................................................. 82
Figura 36 – Laminador em fase de acabamento sem pintura ............................................................... 83
Figura 37 - Primeiras amostras de alumínio laminada e sem laminação .............................................. 84
Figura 38 – Imagens da pintura do laminado ........................................................................................ 85
LISTA DE TABELAS
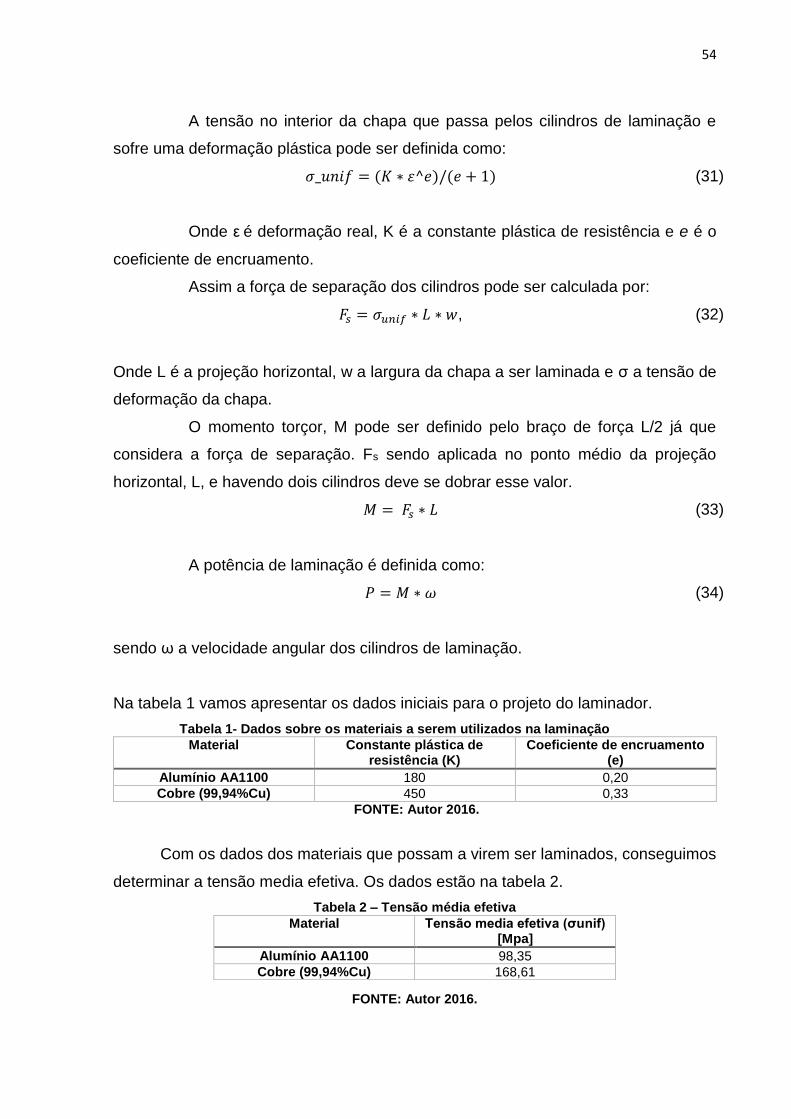
Tabela 1- Dados sobre os materiais a serem utilizados na laminação .................................................. 54
Tabela 2 – Tensão média efetiva ........................................................................................................... 54
Tabela 3- Características gerais de corrente de rolos ........................................................................... 73
Tabela 4 – Dimensões de engrenagens para corrente de rolos ............................................................ 77
Tabela 5 – Características do óleo SAE 90 ............................................................................................. 80
Tabela 6 - Dados iniciais calculados para fabricação do laminador ...................................................... 81
Tabela 7- Dados experimentais obtidos da laminação ......................................................................... 86
LISTA DE SÍMBOLOS
L – projeção horizontal mm F – força de tração kN r – raio do cilindro mm µ - coeficiente de atrito ω – velocidade angular Rad/s σunif – tensão uniforme no componente MPa ε - deformação verdadeira n – rotação RPM α – ângulo de contato Graus Ftan – força tangencial kN Fh – força horizontal kN Kf – fatores de concentração de tensão em fadiga
M – momento kN.m T – torque N.m Se – limite de resistência corrigido para fadiga MPa Sy – resistência ao escoamento MPa Pcr – carga critica em compressão kN K – raio de giro mm
SUMÁRIO
1 INTRODUÇÃO ....................................................................................................... 15
1.1 Problema ............................................................................................................. 16
2 OBJETIVOS ........................................................................................................... 17
2.1 OBJETIVO GERAL ............................................................................................. 17
2.2 OBJETIVOS ESPECÍFICOS ............................................................................... 17
2.3 JUSTIFICATIVA .................................................................................................. 17
3 REFERENCIAL TEÓRICO ..................................................................................... 19
3.1 CONFORMAÇÃO MECÂNICA ............................................................................ 19
3.2 LAMINAÇÃO ....................................................................................................... 21
3.2.2 Laminação a quente ......................................................................................... 23
3.2.3 Laminação a frio ............................................................................................... 28
3.3 TIPOS DE LAMINAÇÃO ...................................................................................... 29
3.3.1 Laminação de barras e perfis ........................................................................... 29
3.3.2 Laminação contínua ......................................................................................... 30
3.4 TIPOS DE LAMINADORES ................................................................................. 30
3.5 COMPONENTES DE UM LAMINADOR............................................................. 32
3.6 RELAÇÕES GEOMÉTRICAS ............................................................................ 37
3.6.1 Comprimento do arco de contato ..................................................................... 41
3.6.2 Ângulo de contato ............................................................................................ 42
3.6.3 Condições de arraste (atrito) ............................................................................ 44
3.6.4 Redução máxima ............................................................................................ 46
3.7 FORÇAS DE LAMINAÇÃO ................................................................................. 46
3.7.1 Achatamento dos rolos .................................................................................... 46
3.7.2 Força de laminação p – método da divisão em elementos ............................... 47
3.7.3 Pressão de laminação ...................................................................................... 48
3.7.4 Torque de laminação ........................................................................................ 48
3.7.5 Potência de laminação .................................................................................... 49
3.8 VARIÁVEIS NA LAMINAÇÃO A FRIO E ESPESSURA FINAL ........................... 51
4 METODOLOGIA .................................................................................................... 52
4.1 CONSIDERAÇÕES GERAIS DO PROJETO ...................................................... 52
4.2 CONCEPÇÃO DO PROJETO ............................................................................. 53
4.3 POTÊNCIA DE LAMINAÇÃO ............................................................................. 53
4.4 MOTOR E SISTEMA DE REDUÇÃO DE VELOCIDADE .................................... 55
4.5 EQUIPAMENTOS ............................................................................................... 56
4.6 MATERIAIS E MÉTODOS ................................................................................... 57
5 RESULTADOS ....................................................................................................... 59
5.1 CILINDROS DE LAMINAÇÃO ............................................................................. 59
5.1.1 Cálculo do coeficiente de atrito ........................................................................ 59
5.1.2 Cálculo do ângulo de contato ........................................................................... 59
5.1.3 Força tangencial ............................................................................................... 59
5.1.4 Força horizontal ................................................................................................ 59
5.1.5 Esforços verticais cilindro inferior ..................................................................... 60
5.1.6 Esforços horizontais cilindro superior ............................................................... 62
5.1.7 Fatores de correção para a resistência a fadiga ............................................... 63
5.2 DIMENSIONAMENTO DA GAIOLA .................................................................... 64
5.3 FLAMBAGEM NOS FUSOS DE REGULAGEM .................................................. 66
5.4 DETERMINAÇÃO DAS CHAVETAS ................................................................... 67
5.5 CÁLCULO DOS ESFORÇOS NOS ROLAMENTOS ........................................... 69
5.6 ACOPLAMENTO ................................................................................................. 70
5.7 PARAFUSOS PARA FIXAÇÃO ........................................................................... 71
5.8 CORRENTE DE TRANSMISSÃO ....................................................................... 72
5.9 ENGRENAGEM PARA CORRENTE DE TRANSMISSÃO .................................. 76
5.10 LUBRIFICAÇÃO ................................................................................................ 78

5.10.1 Lubrificação de correntes ............................................................................... 78
5.10.2 Lubrificação dos rolamentos ........................................................................... 79
5.10.3 Lubrificação da caixa redutora ....................................................................... 79
5.11 DADOS INICIAIS ............................................................................................... 81
6 CONCLUSÃO ........................................................................................................ 87
REFERÊNCIAS ......................................................................................................... 89
APÊNDICE ................................................................................................................ 90
ANEXOS ................................................................................................................. 100
15
1 INTRODUÇÃO
A laminação é um processo de deformação plástica, no qual o material é
forçado a passar entre dois cilindros que giram em sentido oposto, com a mesma
velocidade periférica, distanciados entre si de um valor igual a espessura do material
que vai ser deformado. O material ao passar entre os rolos tem sua espessura
reduzida e o comprimento e altura aumentados.
A laminação ocupa destaque entre os processos de conformação plástica.
Cerca de 90% dos materiais metálicos utilizados pala indústria transformadora são
submetidos a operações de laminação.
Os produtos laminados adquirem características específicas durante a sua
produção e as propriedades devem ser analisadas. Por isso é importante avaliar as
propriedades conferidas aos materiais que passam pelo processo de laminação.
Com o objetivo de conhecer o comportamento do material se faz necessário
construir um laminador de bancada, para laminar materiais não ferrosos para
submete-los a caracterização mecânica posterior.
Para a elaboração do trabalho foi realizada uma pesquisa bibliográfica para
o referencial teórico, juntamente com os cálculos iniciais para definir os parâmetros
gerais do equipamento. Para iniciar o estudo deste projeto foram analisados
laminadores de cunho industrial e também de menor porte como os utilizados em
joalherias, o qual tem muita semelhança com o que será realizado neste projeto.
Para definir as características do laminador verificou-se algumas
especificações iniciais, tais como: propriedades mecânicas do material a ser laminado,
espessura inicial do lingote e espessura final da chapa, tipos de perfil laminados,
sistema de transmissão, dimensões gerais, entre outras.
O dimensionamento dos elementos de máquinas, presentes no laminador,
partiu das especificações de um motor que se encontra disponível no laboratório. Os
esforços de laminação previstos na literatura, o dimensionamento dos cilindros de
laminação, caixa redutora entre outros componentes foram calculados em função da
potência do referido motor, em concordância com a estimativa final do esforço de
laminação dado pela literatura. Ao final do dimensionamento foi efetuada a confecção
do esboço final do laminador e execução do projeto.
16
1.1 PROBLEMA
O curso de Engenharia Mecânica apresenta em uma de suas áreas de
conhecimento a disciplina de Conformação Mecânica. A literatura apresenta com
profundidade os princípios e equações empregadas nos processos de conformação.
Entretanto, praticamente não existe uma aplicação prática dos modelos e equações.
Neste contexto é importante o conhecimento prático dos processos e
metodologias de cálculos dos esforços predominantes em conformação mecânica.
Ocorrendo assim a possibilidade de construir um equipamento de laminação para
auxiliar os alunos com práticas experimentais de análise de processo. Assim como, o
uso do equipamento para obtenção de corpos de prova dos materiais de pesquisa
para caracterização mecânica.
17
2 OBJETIVOS
2.1 OBJETIVO GERAL
Projetar e executar a construção de um laminador de bancada para
produtos planos de materiais não ferrosos, mais específico para alumínio. Esse
laminador será de pequeno porte, com acionamento através de um motor elétrico.
2.2 OBJETIVOS ESPECÍFICOS
1) Apresentar estudo e metodologia suficiente para entendimento sobre o
processo e construção de um laminador;
2) Calcular esforços da força de laminação;
3) Dimensionamento dos componentes;
4) Modelagem em software adequado;
5) Fabricação dos componentes;
6) Montagem;
7) Realização dos primeiros testes;
2.3 JUSTIFICATIVA
A determinação do tema tem como motivação a possibilidade de utilizar
o equipamento nas aulas de conformação mecânica, para pesquisa de
comportamento dos materiais após o processo de laminação ou para confecção de
corpos de prova para ensaios de tração de diversos materiais não ferrosos que
18
venham a ser produzidos no laboratório de materiais por processo de fundição.
Facilitando assim a obtenção de material para realização de aulas práticas.
A abordagem desse projeto engloba várias áreas do conhecimento de
Engenharia Mecânica, tais como Ciência dos Materiais, Conformação Mecânica,
Ensaio dos Materiais, Processos Metalúrgicos de Fabricação, Tratamentos Térmicos,
Transferência de Calor, Elementos de Maquinas, Soldagem, Usinagem, Usinagem
CNC.
19
3 REFERENCIAL TEÓRICO
3.1 CONFORMAÇÃO MECÂNICA
Com o passar do tempo a importância dos metais na tecnologia moderna
tem a ver com a facilidade com que os mesmos podem ser conformados. Estas formas
também podem ser obtidas por processo de deformação plástica, onde o volume e
massa do material são conservados.
Segundo Bresciani Filho 2011, entende-se por processo de conformação
dos corpos metálicos como o processo de modificação da forma desse corpo metálico
para outra forma definida. Os processos de conformação podem ser divididos em dois
grupos: processos mecânicos, nos quais as modificações de forma são provocadas
pela aplicação de tensões externas, às vezes em altas temperaturas, mas sem a
liquefação do metal.
Segundo Helman 2005, entende-se por conformação mecânica como uma
operação onde se aplicam solicitações mecânicas em metais, que respondem com
uma mudança permanente de dimensões.
Os processos de conformação mecânica podem ser classificados pelo tipo
de esforço neles empregados, tais como compressão, tração, dobramento, corte, etc.
A conformação tem um grande número de processos, entre eles,
laminação, forjamento, trefilação, extrusão e estampagem.
Tais processos, entretanto, podem ser classificados em apenas algumas
categorias, que se baseiam nos tipos de forças aplicadas ao material à medida que
este é trabalhado à forma desejada. (DIETER, 1981)
Estas categorias são:
Processos do tipo compressão direta
Processos de compressão indireta
Processos do tipo trativo
Processos de dobramento
Processos de cisalhamento
20
Nos processos de conformação por compressão direta, predomina a
solicitação externa por compressão sobre a peça de trabalho. Nesse grupo podem
ser classificados os processos de forjamento (livre e em matriz) e laminação (plana e
de perfis).
Já os processos de conformação por compressão indireta, as forças
externas aplicadas sobre a peça podem ser tanto de tração como de compressão.
Porém as que efetivamente provocam a conformação plástica do metal são de
compressão indireta, forças desenvolvidas pela reação da matriz sobre a peça, os
principais processos que se enquadram nesse grupo são a trefilação e a extrusão, de
tubos e fios, e a estampagem profunda (embutimento) de chapas (parcial). No
processo de trefilação a solicitação externa é de tração e nos processos de extrusão
e embutimento de chapas, de compressão.
O principal exemplo de processo de conformação por tração é o
estiramento de chapas, em que a peça toma a forma da matriz por meio da aplicação
de forças de tração em suas extremidades.
Os processos de conformação por cisalhamento envolvem forças
cisalhantes suficientes ou não para romper o metal no seu plano de cisalhamento. Os
melhores exemplos desse tipo de processo são a torção de barras e o corte de
chapas.
No processo de conformação por flexão as modificações de forma são
obtidas mediante a aplicação de um momento fletor. Este princípio é utilizado para
dobrar chapas, barras e outros produtos. Como exemplos podem ser citados os
processos de dobramento livre, dobramento de borda, dobramento de matriz e
calandragem.
Processos para reduzir tarugos e lingotes de uma forma simples, chapas
finas ou grossas e barras, são denominados processos primários, já os métodos de
conformação mecânica utilizados a seguir para produzir formas acabas são
denominados de processos secundários, normalmente referimo-nos a primeira como
categoria como operações de processamentos, e a segunda como fabricação.
Também pode-se dividir os processos de conformação, conforme a
temperatura de trabalho, a conformação pode ser a quente ou a frio, dependendo
desta temperatura de trabalho, também chamada de temperatura de recristalização.
O trabalho a quente é definido como a deformação sob condições de
temperatura e taxa de deformação tais que processos de recuperação ocorram
21
simultaneamente com a deformação. De outra forma, o trabalho a frio é a deformação
realizada sob condições em que os processos de recuperação não são efetivos.
(DIETER, 1981)
Quando a temperatura de trabalho aumenta, normalmente a resistência dos
metais cai, com isso acontece outra consequência, a com a temperatura aumentado
aumenta-se também a taxa de oxidação, assim prejudicando o acabamento
superficial, melhora a tenacidade do material pois elimina as porosidades e segrega
as impurezas, ao trabalhar em altas temperaturas precisando de maquinas mais
especiais encarecendo o processo.
Com a conformação a frio não tem se camada de oxido permitindo um ótimo
acabamento superficial, e com uma tolerância geométrica mais rigorosa. O ciclo de
deformação a frio é limitado a vários passes, e entre esses passes um aquecimento
de recristalização para “amolecer” o material e também para retirar sua fragilidade,
pois os grãos estão dispostos alongados nas linhas da deformação e após a
recristalização eles se tornam novamente equiaxial.
3.2 LAMINAÇÃO
Segundo Helman 2005 laminação consiste na passagem de um lingote
metálico entre dois cilindros que giram de forma a reduzir a área de uma seção
transversal.
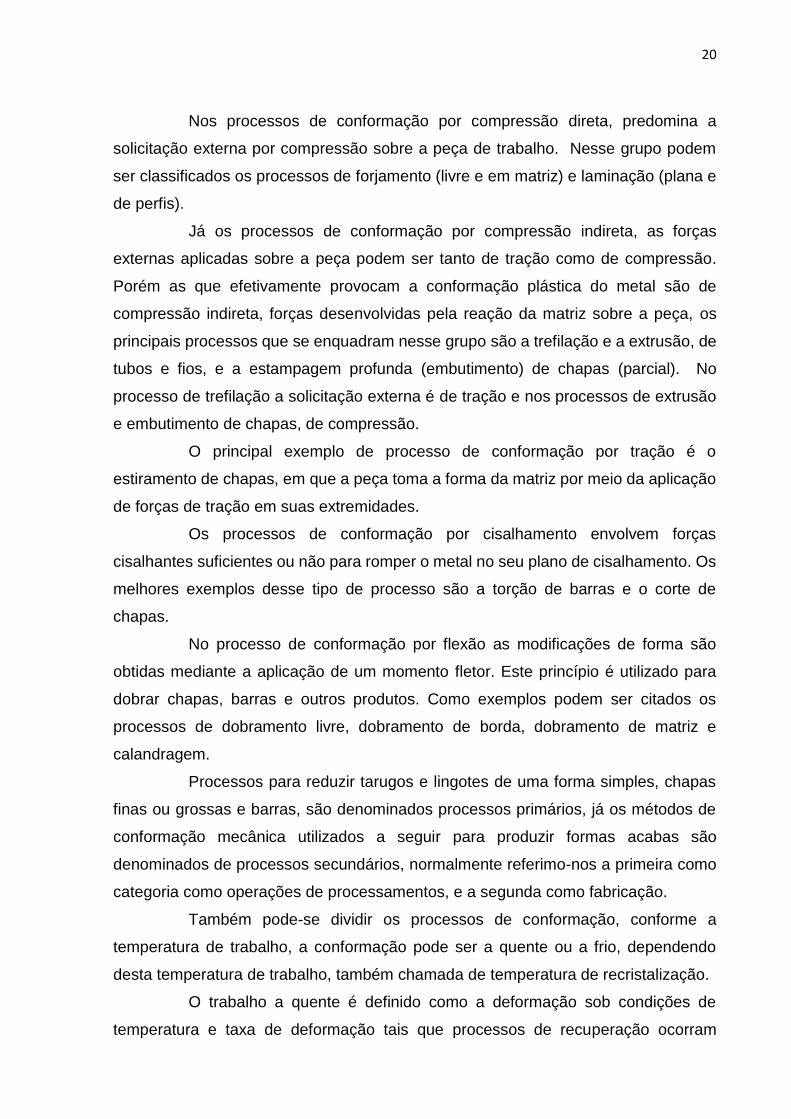
Segundo Mm Borges, a Laminação é um processo de transformação
mecânica que consiste na redução da seção transversal por compressão do metal,
por meio da passagem entre dois cilindros de aço ou ferro fundido com eixos paralelos
que giram em torno de si mesmos, conforme a figura 1.
22
Figura 1 – Representação do processo de laminação de uma chapa plana
FONTE: M. m. Borges 2016.
Na laminação o material é submetido a tensões compressivas elevadas,
resultantes da ação de prensagem dos rolos e a tensões cisalhantes superficiais,
resultante do atrito entre os rolos e os materiais. As forças de atrito são responsáveis
pelo ato de “puxar” o metal para dentro dos cilindros.
As matérias primas iniciais para a laminação são constituídas geralmente
por lingotes fundidos. É possível também a laminação diretamente do pó, através de
um processo especial que combina metalurgia do pó com laminação.
Os principais objetivos da laminação são:
- Obter um produto final com tamanho e formato especificados, com alta
taxa de produção e baixo custo;
- Obter um produto final de boa qualidade, com propriedades mecânicas e
condições superficiais adequadas;
O número de operações necessárias para atender a estes objetivos,
depende das especificações estipuladas para a forma, propriedades mecânicas,
condições superficiais e em relação a macro e microestrutura do produto laminado.
Quanto mais detalhadas forem as especificações, mais complicado será o
procedimento.
3.2.1 Temperaturas de laminação
O processo de laminação pode ser realizado a frio ou a quente,
dependendo das dimensões e estrutura do material da peça especificada para o início
e final do processo. Normalmente, a laminação a quente é usada para operações de
desbaste e a laminação a frio, para operações de acabamento. Geralmente, utiliza-se
23
um ou dois conjuntos de cilindros para a laminação a quente, de modo que o lingote
ou o esboço passe várias vezes entre os cilindros.
3.2.2 Laminação a quente
Segundo Bresciani Filho (2011), na laminação a quente a peça inicial é
comumente um lingote fundido obtido de lingotamento convencional, ou uma placa ou
tarugo processado previamente em lingotamento continuo; a peça intermediaria e final
assume, após diversos passes pelos cilindros laminadores, as formas de perfis
diversos (produtos não planos) ou de placas e chapas (produtos planos). A
temperatura de trabalho se situa acima da temperatura de recristalização do metal da
peça, a fim de reduzir a resistência a deformação plástica em cada passagem e
permitir a recuperação da estrutura do metal, evitando o encruamento para os passes
subsequentes. A laminação a quente, portanto, comumente se aplica em operações
iniciais (operações de desbaste), onde são necessárias grandes reduções de seções
transversais.
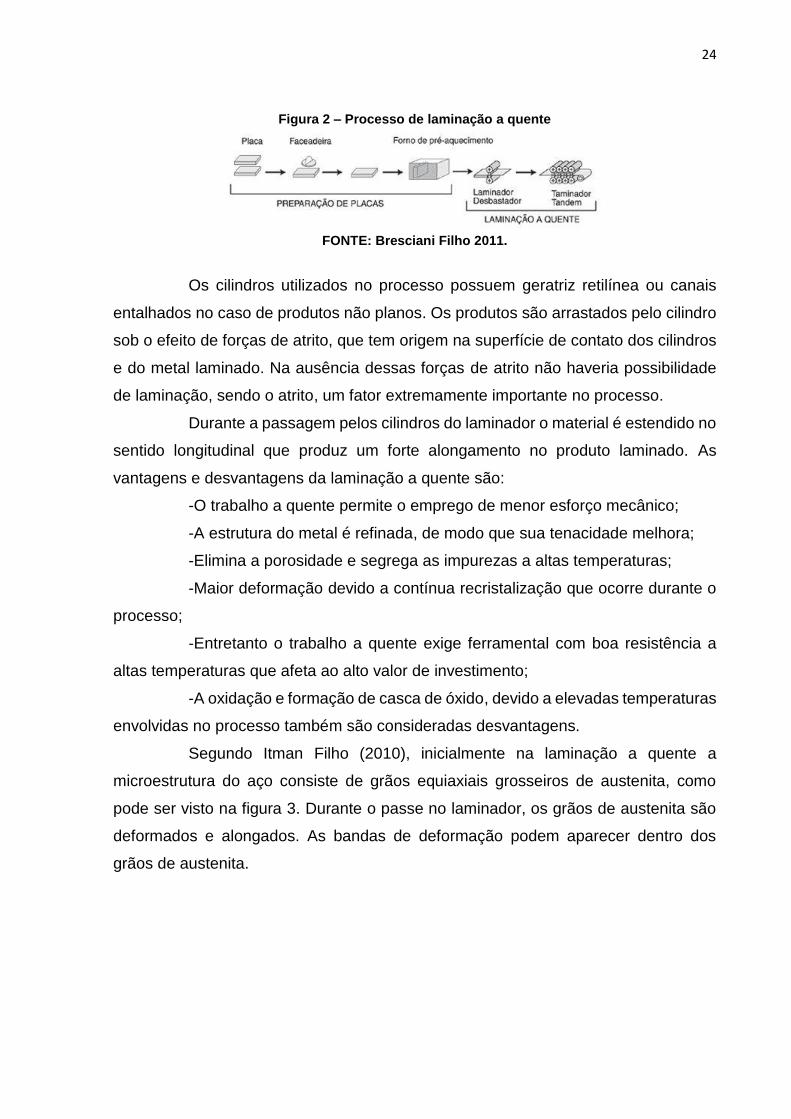
O processo de laminação a quente consiste nas seguintes etapas,
conforme figura 2:
1 – A placa a ser laminada entra em um forno especial, onde é aquecida a
uma temperatura que varia de acordo com o tipo de material e sua estrutura atômica;
2 – Depois de aquecida segue para o quebrador de carepa primário, que é
uma camada de ferro oxidada no interior dos fornos de laminação devido ao excesso
de ar trabalhado na combustão que reage com o metal constituinte da placa, formando
essa camada superficial. A carepa é removida com jatos de água a 120Kgf/cm²;
3 – A placa é conduzida para os laminadores por um trajeto que há a
existência de uma tampa térmica isolante, visando que sua temperatura fique mais
homogênea durante todo seu comprimento;
4 – Depois de passar inúmeras vezes pelos laminadores até que se
obtenham a espessura desejada, ela vai para a tesoura volante, onde o rabo de peixe
é eliminado, que ocorre nas suas extremidades;
5 – Segue, por fim para o quebrador de carepas secundário.
24
Figura 2 – Processo de laminação a quente
FONTE: Bresciani Filho 2011.
Os cilindros utilizados no processo possuem geratriz retilínea ou canais
entalhados no caso de produtos não planos. Os produtos são arrastados pelo cilindro
sob o efeito de forças de atrito, que tem origem na superfície de contato dos cilindros
e do metal laminado. Na ausência dessas forças de atrito não haveria possibilidade
de laminação, sendo o atrito, um fator extremamente importante no processo.
Durante a passagem pelos cilindros do laminador o material é estendido no
sentido longitudinal que produz um forte alongamento no produto laminado. As
vantagens e desvantagens da laminação a quente são:
-O trabalho a quente permite o emprego de menor esforço mecânico;
-A estrutura do metal é refinada, de modo que sua tenacidade melhora;
-Elimina a porosidade e segrega as impurezas a altas temperaturas;
-Maior deformação devido a contínua recristalização que ocorre durante o
processo;
-Entretanto o trabalho a quente exige ferramental com boa resistência a
altas temperaturas que afeta ao alto valor de investimento;
-A oxidação e formação de casca de óxido, devido a elevadas temperaturas
envolvidas no processo também são consideradas desvantagens.
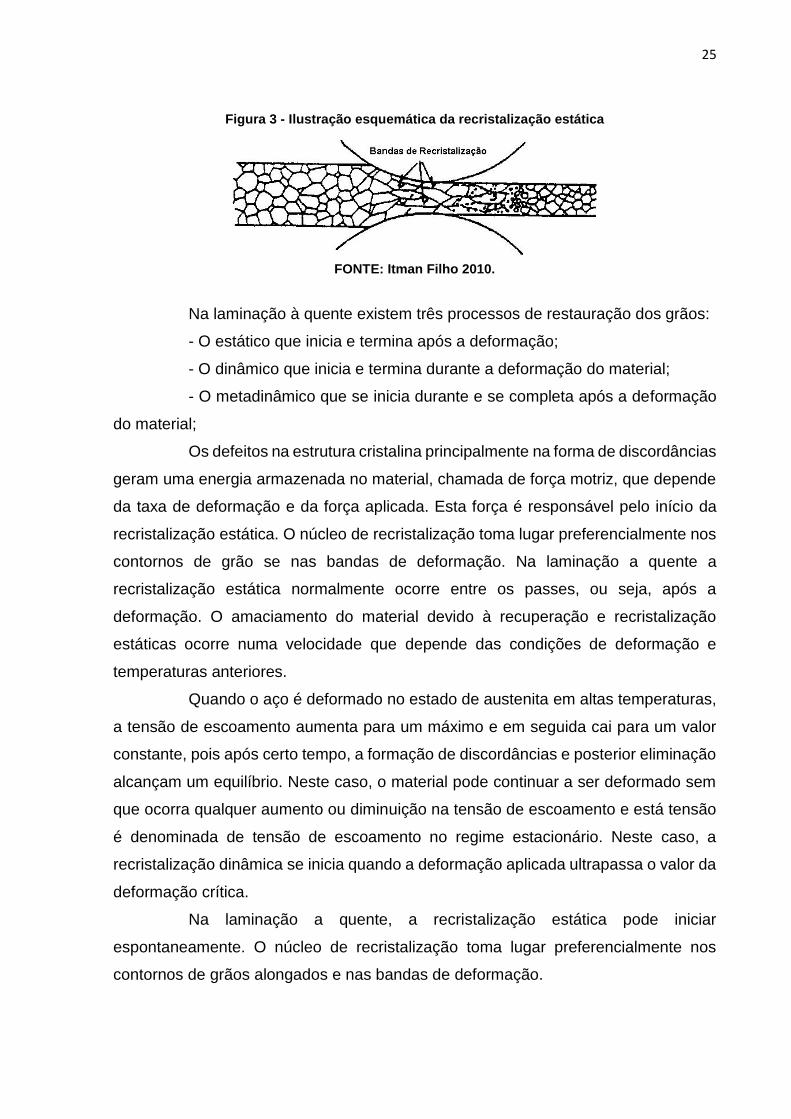
Segundo Itman Filho (2010), inicialmente na laminação a quente a
microestrutura do aço consiste de grãos equiaxiais grosseiros de austenita, como
pode ser visto na figura 3. Durante o passe no laminador, os grãos de austenita são
deformados e alongados. As bandas de deformação podem aparecer dentro dos
grãos de austenita.
25
Figura 3 - Ilustração esquemática da recristalização estática
FONTE: Itman Filho 2010.
Na laminação à quente existem três processos de restauração dos grãos:
- O estático que inicia e termina após a deformação;
- O dinâmico que inicia e termina durante a deformação do material;
- O metadinâmico que se inicia durante e se completa após a deformação
do material;
Os defeitos na estrutura cristalina principalmente na forma de discordâncias
geram uma energia armazenada no material, chamada de força motriz, que depende
da taxa de deformação e da força aplicada. Esta força é responsável pelo início da
recristalização estática. O núcleo de recristalização toma lugar preferencialmente nos
contornos de grão se nas bandas de deformação. Na laminação a quente a
recristalização estática normalmente ocorre entre os passes, ou seja, após a
deformação. O amaciamento do material devido à recuperação e recristalização
estáticas ocorre numa velocidade que depende das condições de deformação e
temperaturas anteriores.
Quando o aço é deformado no estado de austenita em altas temperaturas,
a tensão de escoamento aumenta para um máximo e em seguida cai para um valor
constante, pois após certo tempo, a formação de discordâncias e posterior eliminação
alcançam um equilíbrio. Neste caso, o material pode continuar a ser deformado sem
que ocorra qualquer aumento ou diminuição na tensão de escoamento e está tensão
é denominada de tensão de escoamento no regime estacionário. Neste caso, a
recristalização dinâmica se inicia quando a deformação aplicada ultrapassa o valor da
deformação crítica.
Na laminação a quente, a recristalização estática pode iniciar
espontaneamente. O núcleo de recristalização toma lugar preferencialmente nos
contornos de grãos alongados e nas bandas de deformação.
26
De uma maneira geral pode-se dizer que quanto maior a temperatura do
processo, o grau de deformação, a velocidade de deformação, ou seja fatores que
aumentam a energia interna do material, maior é a taxa da ocorrência de recuperação.
No processo de restauração metadinâmico, a recristalização do material se
inicia durante a deformação e prossegue no intervalo entre passes. Este fenômeno
normalmente ocorre na deformação a quente quando a deformação aplicada
ultrapassa a deformação crítica, mas a tensão de escoamento no regime estacionário
não é alcançada. A cinética da recristalização metadinâmica não depende da
deformação, mas somente da taxa de deformação. Da mesma forma que na
recristalização dinâmica, altas taxas de deformação favorecem o processo de
recristalização metadinâmica. Em razão da grande influência da taxa de deformação,
outros fatores como temperatura e elementos de liga nos aços têm pouca influência
na recristalização metadinâmica. Adições de molibdênio, nióbio e titânio possuem
pequeno efeito na recristalização metadinâmica, principalmente devido à formação de
carbonetos que inibem o início da recristalização.
A quantidade crítica de deformação, que é a redução mínima na laminação
na qual a austenita se recristaliza completamente, aumenta rapidamente com a
diminuição da temperatura de deformação e com adição de elementos de liga,
especialmente o nióbio.
Quanto maior o tamanho de grão, maior é a redução crítica de
recristalização. Na laminação, quanto maior a temperatura menor é a redução crítica
de recristalização.
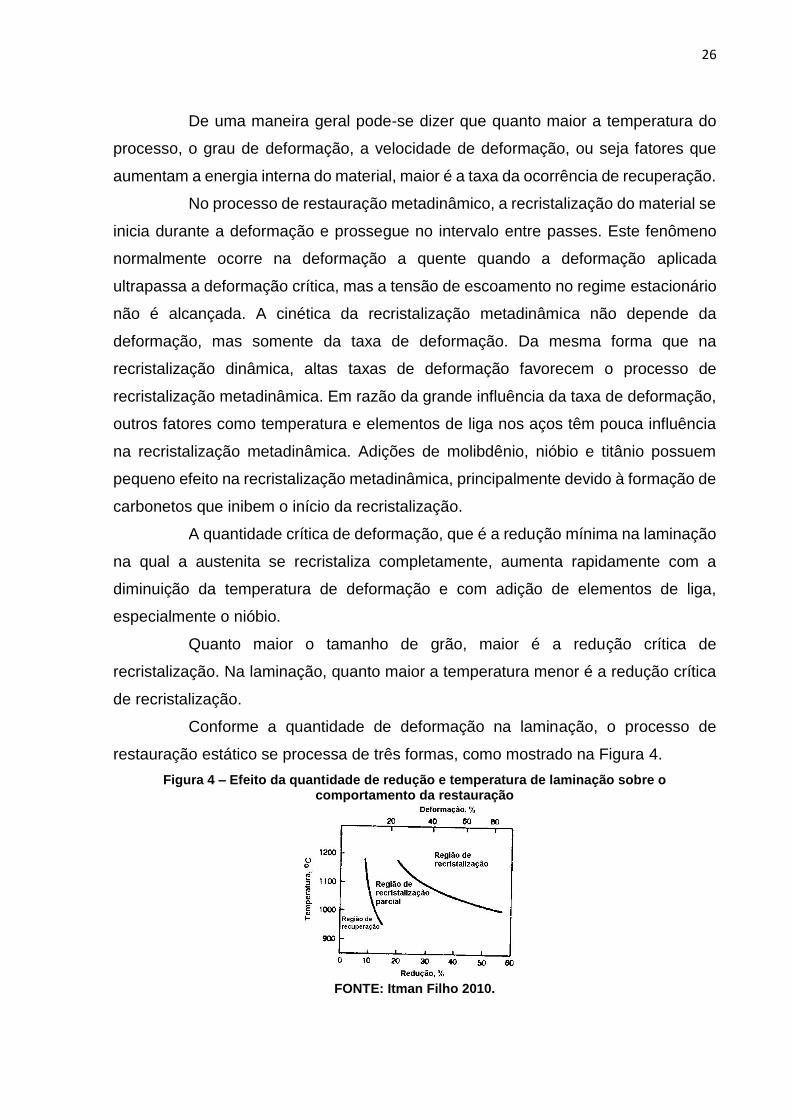
Conforme a quantidade de deformação na laminação, o processo de
restauração estático se processa de três formas, como mostrado na Figura 4.
Figura 4 – Efeito da quantidade de redução e temperatura de laminação sobre o comportamento da restauração
FONTE: Itman Filho 2010.
27
Recuperação – esta forma de restauração estática ocorre quando o
laminador tem redução menor do que o valor crítico para a recristalização parcial.
Neste caso, os grãos coalescem ao invés de refinar devido às tensões
induzidas com as migrações nos contornos de grãos, produzindo grãos muito maiores
do que os iniciais. Estes grãos formados devido a pequena deformação na região de
recuperação permanecem ainda após muitos passes na zona de recristalização
parcial.
Recristalização parcial – ocorre quando a redução na laminação é
suficiente para produzir uma microestrutura mista de grãos recristalizados e grãos
restabelecidos.
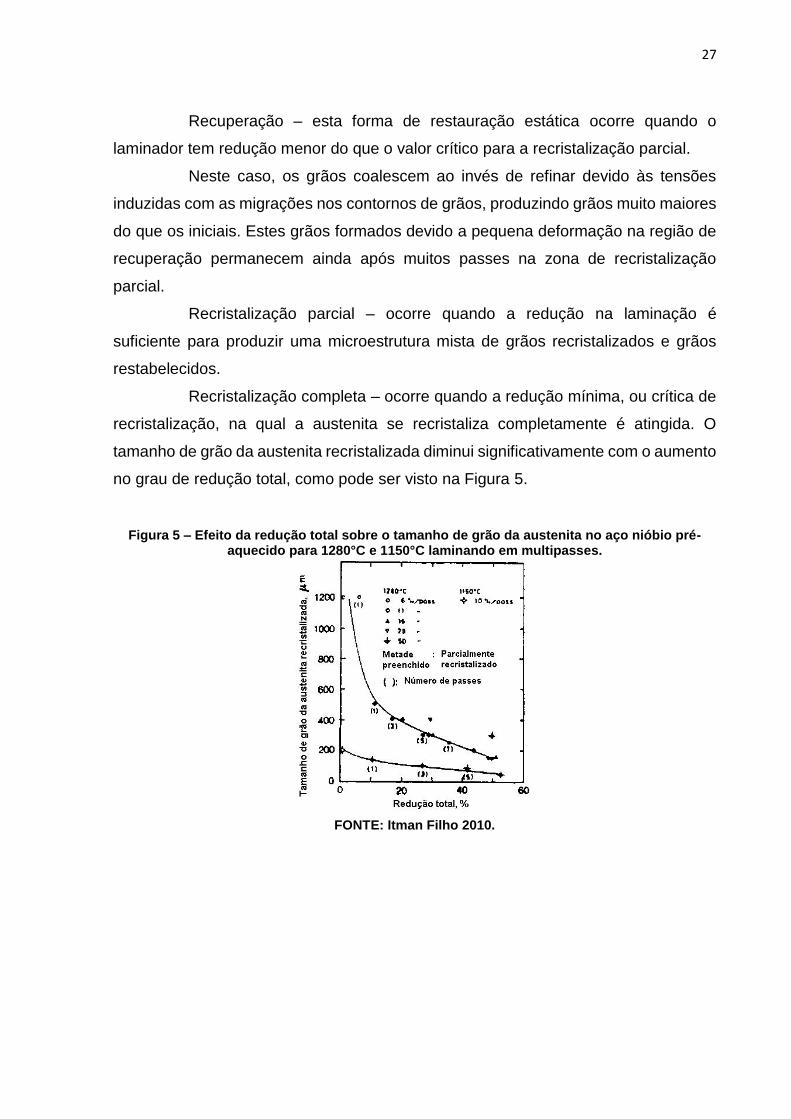
Recristalização completa – ocorre quando a redução mínima, ou crítica de
recristalização, na qual a austenita se recristaliza completamente é atingida. O
tamanho de grão da austenita recristalizada diminui significativamente com o aumento
no grau de redução total, como pode ser visto na Figura 5.
Figura 5 – Efeito da redução total sobre o tamanho de grão da austenita no aço nióbio pré-aquecido para 1280°C e 1150°C laminando em multipasses.
FONTE: Itman Filho 2010.
28
3.2.3 laminação a frio
Conforme Bresciani Filho (2011), a peça inicial para o processamento,
nesse caso, é um produto semiacabado (chapa), previamente laminado a quente.
Como a temperatura de trabalho situa-se abaixo da temperatura de
recristalização, o material da peça apresenta uma maior resistência a deformação e
um aumento dessa resistência com a deformação, não permitindo, dessa forma,
intensidades elevadas de redução de seção transversal. Um tratamento térmico de
recozimento, entre uma e outra sequência de passes, pode se tornar necessário em
função do programa de redução estabelecido e das propriedades exigidas do produto
final. A laminação a frio é aplicada, para as operações finais (de acabamento), quando
as especificações do produto indicam a necessidade de acabamento superficial
superior, obtido com cilindros mais lisos e na ausência de aquecimento, o que evita a
formação de cascas de óxidos, e de estrutura do metal encruada com ou sem
recozimento final.
A laminação a frio se aplica aos metais de fácil conformação em
temperatura ambiente, o que é mais econômico. É o caso do cobre, do alumínio e de
algumas de suas ligas.
A laminação a frio também pode ser feita mesmo em metais cuja resistência
à deformação é maior. São passes rápidos e brandos cuja finalidade é obter maior
precisão nas dimensões das chapas. Em alguns casos, a dureza e a resistência do
material melhoram já que, nesse caso, ele fica "encruado". Quando se necessita de
precisão dimensional e ductilidade, a chapa laminada a frio passa por um tratamento
térmico chamado recozimento.
O encruamento é o resultado de uma mudança na estrutura do metal,
associada a uma deformação permanente dos grãos do material, quando este é
submetido à deformação a frio, aumentando a dureza e a resistência mecânica.
A temperatura de laminação tem um limite, superior e inferior, definidos
criteriosamente em função do tipo de material a ser processado e das condições do
processo.
A sequência e o número de etapas de laminação dependem das condições
iniciais da peça (forma e natureza) e das condições finais especificadas (dimensões,
formas, acabamento superficial, propriedades mecânicas e metalúrgicas).
29
Quando necessita de precisão dimensional e ductilidade, a chapa laminada
a frio passa por um tratamento térmico chamado recozimento.
3.3 TIPOS DE LAMINAÇÃO
3.3.1 Laminação de barras e perfis
O processo de laminação é o mais utilizado na fabricação de chapas e
perfis, pois apresenta alta produtividade e um controle dimensional do produto
acabado, além de grande variedade de produtos.
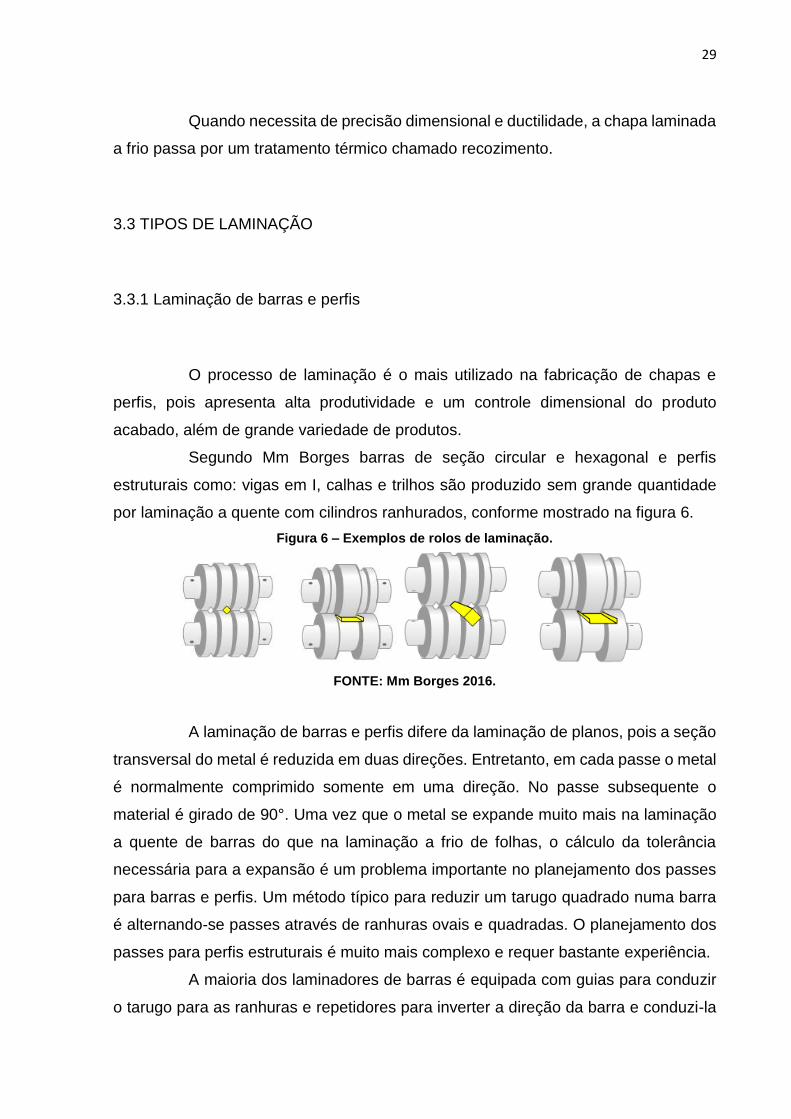
Segundo Mm Borges barras de seção circular e hexagonal e perfis
estruturais como: vigas em I, calhas e trilhos são produzido sem grande quantidade
por laminação a quente com cilindros ranhurados, conforme mostrado na figura 6.
Figura 6 – Exemplos de rolos de laminação.
FONTE: Mm Borges 2016.
A laminação de barras e perfis difere da laminação de planos, pois a seção
transversal do metal é reduzida em duas direções. Entretanto, em cada passe o metal
é normalmente comprimido somente em uma direção. No passe subsequente o
material é girado de 90°. Uma vez que o metal se expande muito mais na laminação
a quente de barras do que na laminação a frio de folhas, o cálculo da tolerância
necessária para a expansão é um problema importante no planejamento dos passes
para barras e perfis. Um método típico para reduzir um tarugo quadrado numa barra
é alternando-se passes através de ranhuras ovais e quadradas. O planejamento dos
passes para perfis estruturais é muito mais complexo e requer bastante experiência.
A maioria dos laminadores de barras é equipada com guias para conduzir
o tarugo para as ranhuras e repetidores para inverter a direção da barra e conduzi-la
30
para o próximo passe. Os laminadores desse tipo podem ser normalmente duos ou
trios. A instalação comum para a produção de barras consiste em uma cadeira de
desbaste, uma cadeira formadora e uma cadeira de acabamento.
3.3.2 Laminação contínua
Outro processo atualmente muito utilizado é o de laminação contínua que
elimina a etapa de laminação a quente. Onde a liga da placa é solidificada entre dois
cilindros refrigerados internamente por água, que giram em torno de seus eixos,
produzindo uma chapa com seção retangular e espessura de 06 mm
aproximadamente. Depois esta chapa é enrolada, obtendo-se assim um produto
similar àquele obtido por laminação a quente. Porém, este produto apresentará uma
estrutura bruta de fusão bastante refinada, dada a alta eficiência do refinador de grão
utilizado no vazamento.
3.4 TIPOS DE LAMINADORES
Segundo Cristofoline 2011, um laminador consiste basicamente de
cilindros (ou rolos), mancais, uma carcaça chamada de gaiola ou quadro para fixar
estas partes e um motor para fornecer potência aos cilindros e controlar a velocidade
de rotação. As forças envolvidas na laminação podem facilmente atingir milhares de
toneladas, portanto é necessária uma construção bastante rígida, além de motores
muito potentes para fornecer a potência necessária.
O custo, portanto, de uma moderna instalação de laminação e da ordem de
milhões de dólares consome-se muitas horas de projetos uma vez que esses
requisitos são multiplicados para as sucessivas cadeiras de laminação continua.
Os laminadores são classificados de acordo com o número e arranjo de
cilindros, e os três principais tipos são os laminadores duo, trio e quádruo.
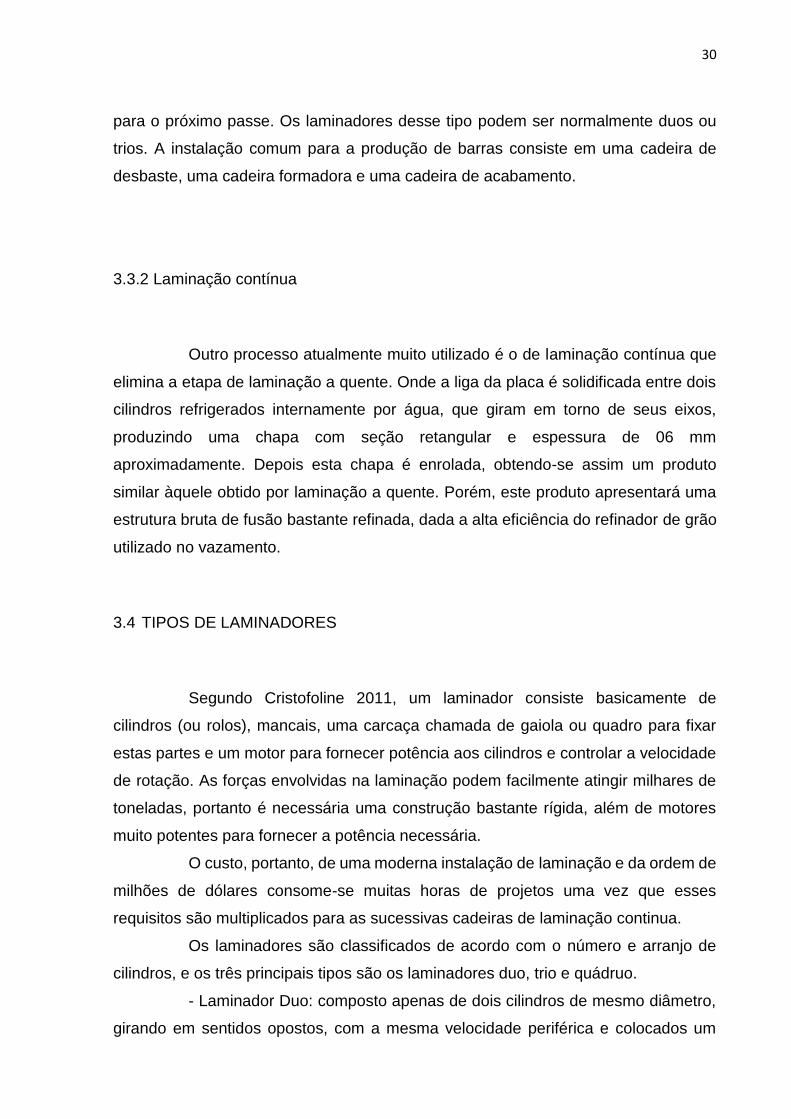
- Laminador Duo: composto apenas de dois cilindros de mesmo diâmetro,
girando em sentidos opostos, com a mesma velocidade periférica e colocados um
31
sobre o outro. A figura 7 mostra duas variedades do laminador duo: o duo com retorno
por cima, em que a peça, depois de sofrer o primeiro passe ou passagem ou primeira
deformação, e devolvida para o passe seguinte, passando sobre o cilindro superior.
Em outras palavras, os cilindros não podem ter seu movimento de rotação invertido e
cada passe e realizado pela entrada da peça sempre do mesmo lado, os cilindros se
aproximando cada vez mais. E outro é o reversível, em que o sentido de rotação dos
cilindros e invertido e os cilindros aproximados, após cada passagem da peça através
dos mesmos.
Figura 7 - Laminador Duo
FONTE: laminadores industriais Tipos e processos de laminação 2011.
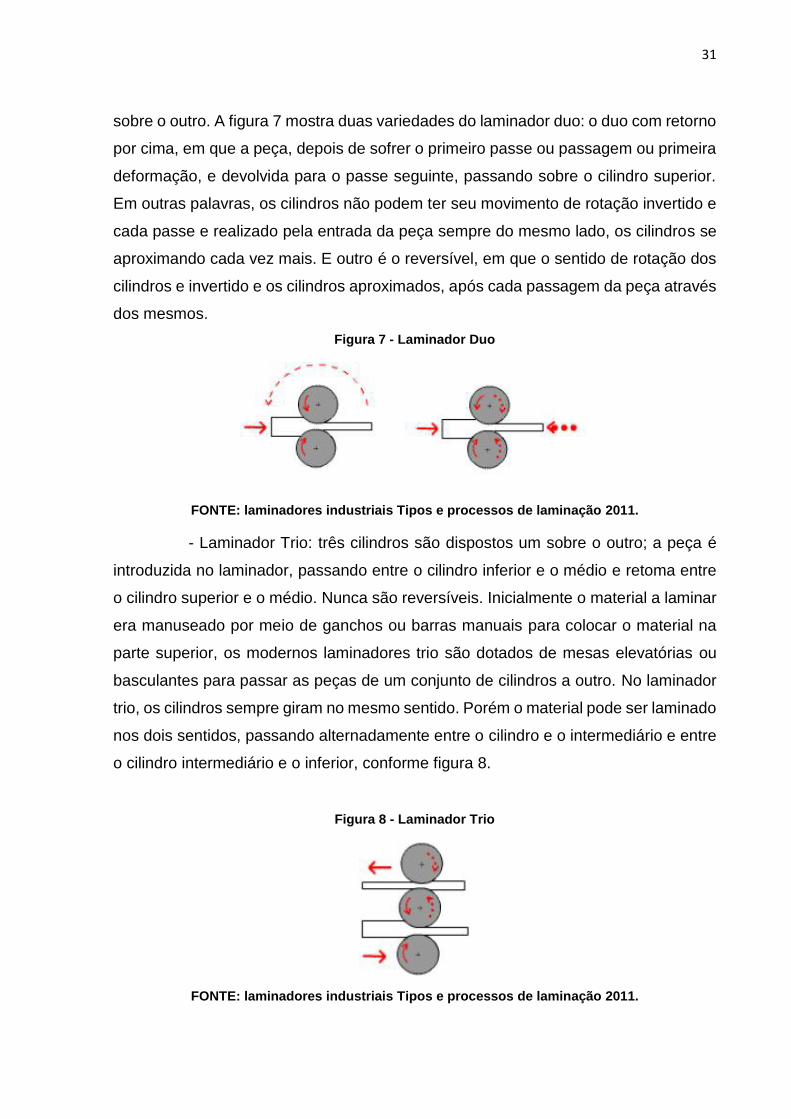
- Laminador Trio: três cilindros são dispostos um sobre o outro; a peça é
introduzida no laminador, passando entre o cilindro inferior e o médio e retoma entre
o cilindro superior e o médio. Nunca são reversíveis. Inicialmente o material a laminar
era manuseado por meio de ganchos ou barras manuais para colocar o material na
parte superior, os modernos laminadores trio são dotados de mesas elevatórias ou
basculantes para passar as peças de um conjunto de cilindros a outro. No laminador
trio, os cilindros sempre giram no mesmo sentido. Porém o material pode ser laminado
nos dois sentidos, passando alternadamente entre o cilindro e o intermediário e entre
o cilindro intermediário e o inferior, conforme figura 8.
Figura 8 - Laminador Trio
FONTE: laminadores industriais Tipos e processos de laminação 2011.
32
- Laminador Quádruo: compreende quatro cilindros, montados uns sobre
os outros; dois desses cilindros são denominados trabalho (os de menor diâmetro) e
dois denominados suporte ou apoio (os de maior diâmetro). Pode ser reversível ou
não, conforme figura 9.
A medida que se laminam materiais cada vez mais frios, há interesse em
utilizar cilindros de trabalho de pequenos diâmetros. Esses cilindros podem fletir e
devem ser apoiados em cilindros de encosto.
Figura 9 - Laminador Quádruo
FONTE: laminadores industriais Tipos e processos de laminação 2011.
Não é só de laminadores que a laminação é composta. Um setor de
laminação é organizado de tal modo que a produção é seriada.
Os equipamentos são dispostos de acordo com a sequência de operações
de produção, na qual os lingotes entram e, ao saírem, já estão com o formato final
desejado, seja como produto final, seja como produto intermediário.
As instalações de uma laminação são compostas por fornos de
aquecimento e reaquecimento de lingotes, placas e tarugos, sistemas de roletes para
deslocar os produtos, mesas de elevação e basculamento, tesouras de corte e,
principalmente, o laminador.
3.5 COMPONENTES DE UM LAMINADOR
Um laminador consiste essencialmente, de duas gaiolas para suportar os
cilindros, de dois ou mais cilindros e os meios para o seu acionamento e para controlar
a abertura entre os cilindros de trabalho. Além disso, devem-se considerar as várias
instalações de transporte das peças a laminar, os meios de lubrificar o equipamento
e os de remover a camada de óxido.
33
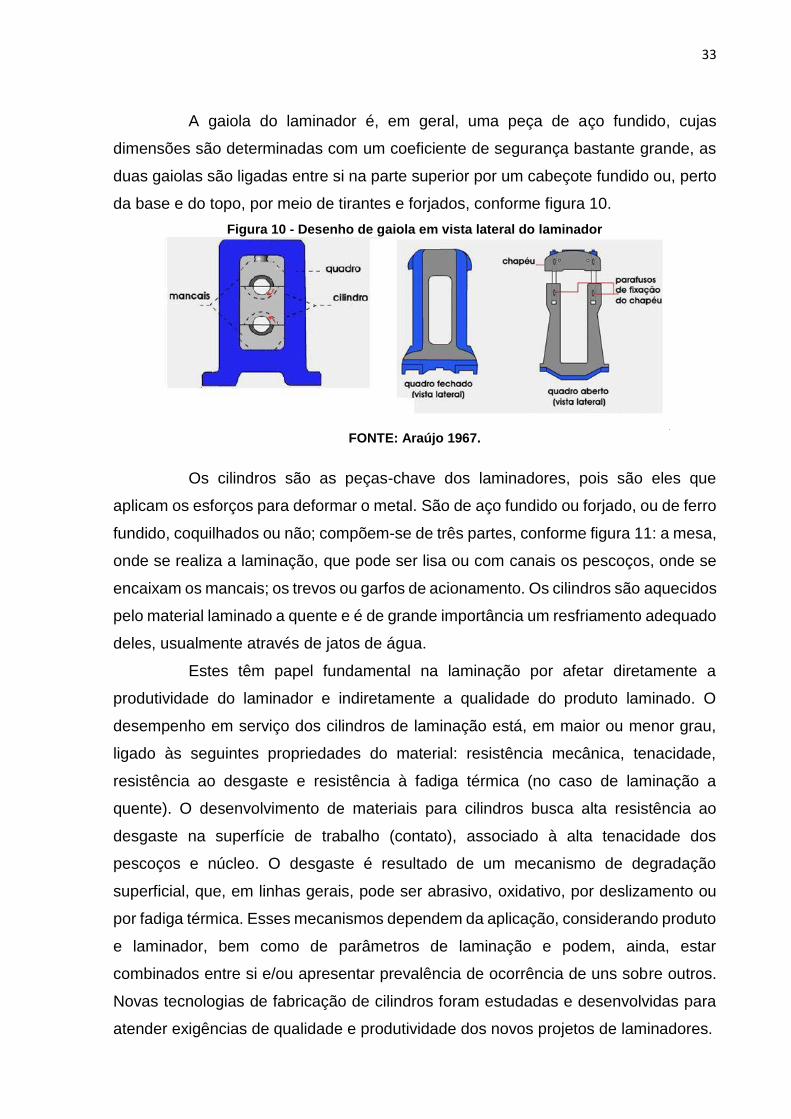
A gaiola do laminador é, em geral, uma peça de aço fundido, cujas
dimensões são determinadas com um coeficiente de segurança bastante grande, as
duas gaiolas são ligadas entre si na parte superior por um cabeçote fundido ou, perto
da base e do topo, por meio de tirantes e forjados, conforme figura 10.
Figura 10 - Desenho de gaiola em vista lateral do laminador
FONTE: Araújo 1967.
Os cilindros são as peças-chave dos laminadores, pois são eles que
aplicam os esforços para deformar o metal. São de aço fundido ou forjado, ou de ferro
fundido, coquilhados ou não; compõem-se de três partes, conforme figura 11: a mesa,
onde se realiza a laminação, que pode ser lisa ou com canais os pescoços, onde se
encaixam os mancais; os trevos ou garfos de acionamento. Os cilindros são aquecidos
pelo material laminado a quente e é de grande importância um resfriamento adequado
deles, usualmente através de jatos de água.
Estes têm papel fundamental na laminação por afetar diretamente a
produtividade do laminador e indiretamente a qualidade do produto laminado. O
desempenho em serviço dos cilindros de laminação está, em maior ou menor grau,
ligado às seguintes propriedades do material: resistência mecânica, tenacidade,
resistência ao desgaste e resistência à fadiga térmica (no caso de laminação a
quente). O desenvolvimento de materiais para cilindros busca alta resistência ao
desgaste na superfície de trabalho (contato), associado à alta tenacidade dos
pescoços e núcleo. O desgaste é resultado de um mecanismo de degradação
superficial, que, em linhas gerais, pode ser abrasivo, oxidativo, por deslizamento ou
por fadiga térmica. Esses mecanismos dependem da aplicação, considerando produto
e laminador, bem como de parâmetros de laminação e podem, ainda, estar
combinados entre si e/ou apresentar prevalência de ocorrência de uns sobre outros.
Novas tecnologias de fabricação de cilindros foram estudadas e desenvolvidas para
atender exigências de qualidade e produtividade dos novos projetos de laminadores.
34
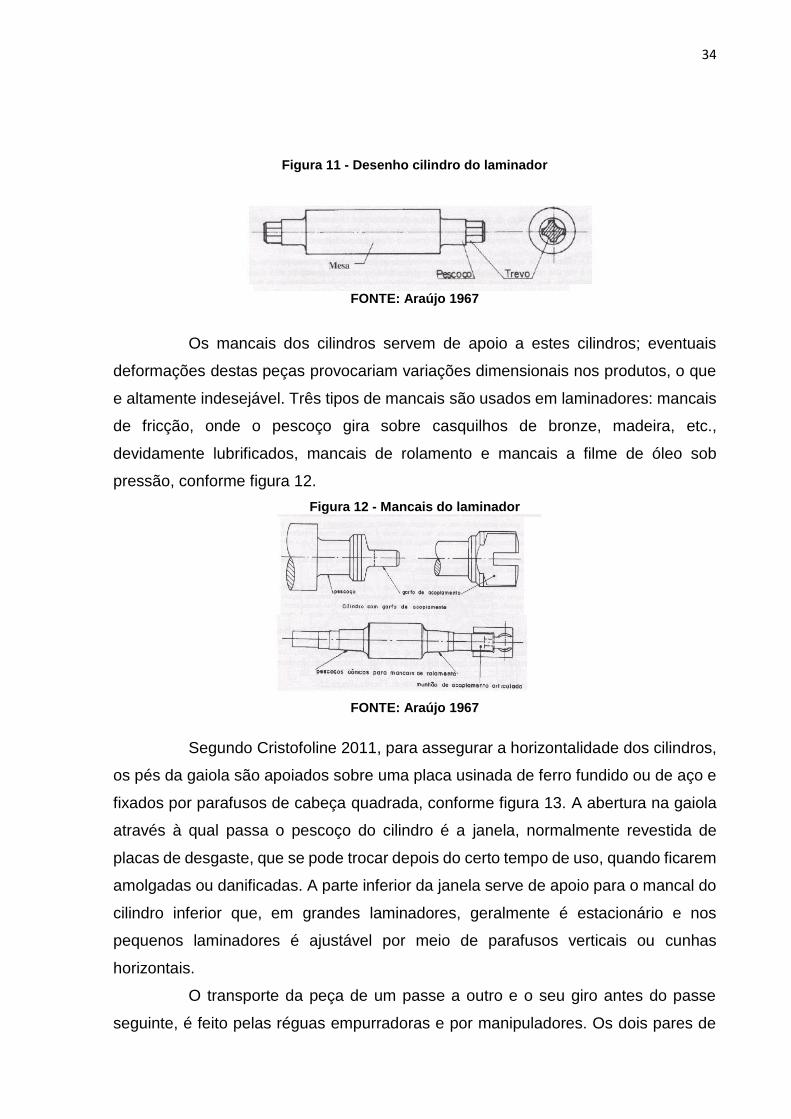
Figura 11 - Desenho cilindro do laminador
FONTE: Araújo 1967
Os mancais dos cilindros servem de apoio a estes cilindros; eventuais
deformações destas peças provocariam variações dimensionais nos produtos, o que
e altamente indesejável. Três tipos de mancais são usados em laminadores: mancais
de fricção, onde o pescoço gira sobre casquilhos de bronze, madeira, etc.,
devidamente lubrificados, mancais de rolamento e mancais a filme de óleo sob
pressão, conforme figura 12.
Figura 12 - Mancais do laminador
FONTE: Araújo 1967
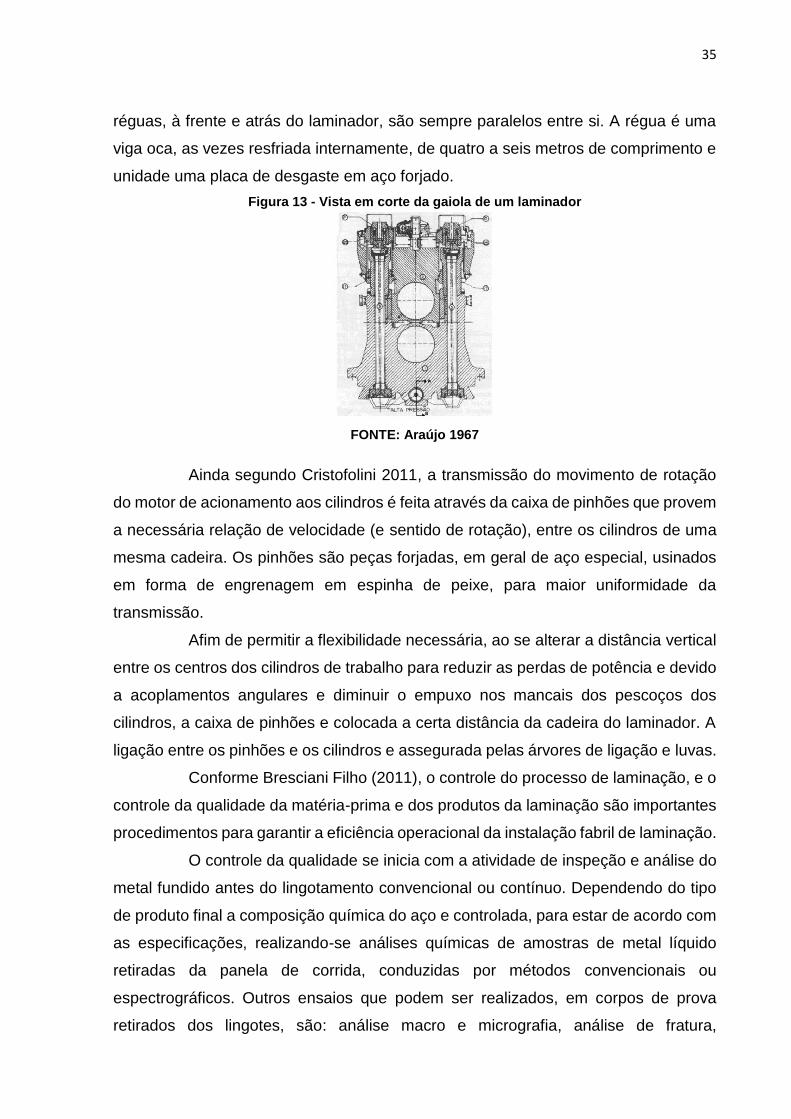
Segundo Cristofoline 2011, para assegurar a horizontalidade dos cilindros,
os pés da gaiola são apoiados sobre uma placa usinada de ferro fundido ou de aço e
fixados por parafusos de cabeça quadrada, conforme figura 13. A abertura na gaiola
através à qual passa o pescoço do cilindro é a janela, normalmente revestida de
placas de desgaste, que se pode trocar depois do certo tempo de uso, quando ficarem
amolgadas ou danificadas. A parte inferior da janela serve de apoio para o mancal do
cilindro inferior que, em grandes laminadores, geralmente é estacionário e nos
pequenos laminadores é ajustável por meio de parafusos verticais ou cunhas
horizontais.
O transporte da peça de um passe a outro e o seu giro antes do passe
seguinte, é feito pelas réguas empurradoras e por manipuladores. Os dois pares de
35
réguas, à frente e atrás do laminador, são sempre paralelos entre si. A régua é uma
viga oca, as vezes resfriada internamente, de quatro a seis metros de comprimento e
unidade uma placa de desgaste em aço forjado.
Figura 13 - Vista em corte da gaiola de um laminador
FONTE: Araújo 1967
Ainda segundo Cristofolini 2011, a transmissão do movimento de rotação
do motor de acionamento aos cilindros é feita através da caixa de pinhões que provem
a necessária relação de velocidade (e sentido de rotação), entre os cilindros de uma
mesma cadeira. Os pinhões são peças forjadas, em geral de aço especial, usinados
em forma de engrenagem em espinha de peixe, para maior uniformidade da
transmissão.
Afim de permitir a flexibilidade necessária, ao se alterar a distância vertical
entre os centros dos cilindros de trabalho para reduzir as perdas de potência e devido
a acoplamentos angulares e diminuir o empuxo nos mancais dos pescoços dos
cilindros, a caixa de pinhões e colocada a certa distância da cadeira do laminador. A
ligação entre os pinhões e os cilindros e assegurada pelas árvores de ligação e luvas.
Conforme Bresciani Filho (2011), o controle do processo de laminação, e o
controle da qualidade da matéria-prima e dos produtos da laminação são importantes
procedimentos para garantir a eficiência operacional da instalação fabril de laminação.
O controle da qualidade se inicia com a atividade de inspeção e análise do
metal fundido antes do lingotamento convencional ou contínuo. Dependendo do tipo
de produto final a composição química do aço e controlada, para estar de acordo com
as especificações, realizando-se análises químicas de amostras de metal líquido
retiradas da panela de corrida, conduzidas por métodos convencionais ou
espectrográficos. Outros ensaios que podem ser realizados, em corpos de prova
retirados dos lingotes, são: análise macro e micrografia, análise de fratura,
36
determinação do tamanho do grão, determinação da temperabilidade e ensaios
mecânicos.
Após o controle da matéria prima, na forma de lingote, procede-se ao
controle do processo de aquecimento. Verifica-se inicialmente a temperatura
superficial do lingote (solidificado, mas ainda aquecido), antes de colocá-lo no
forno- poço, para evitar a possibilidade de um choque térmico, pela diferença entre
essa temperatura e aquela do forno - as temperaturas do forno e da chama do
maçarico são controladas com auxílio de instrumentação.
Na laminação a quente e importante o controle das temperaturas da peça
antes e após o processamento, bem como o controle da programação de passes. Em
geral, na laminação devem ser verificados, com instrumentação especifica, os
seguintes parâmetros do processo: posicionamento dos cilindros em função das
dimensões do produto laminado em cada passe, condição das ranhuras dos cilindros,
pressão de laminação (com auxílio de células de carga) e torque de laminação.
As linhas de laminação contínua apresentam comumente um alto grau de
automação, o que permite a operação em elevados níveis de velocidade de trabalho,
particularmente no caso de laminação a frio de chapas de aço. Em face da elevada
velocidade, os instrumentos de medição da espessura da chapa devem operar sem
manter contato com a sua superfície da chapa, o que é obtido com o emprego de
aparelhos de ensaios não destrutivos apoiados no princípio da radiação penetrante.
Dessa forma pode-se controlar automaticamente a posição dos cilindros e a tensão
de tração aplicada as chapas.
Durante o processo de laminação retiram-se comumente amostras para
determinar a qualidade do produto e, em particular, para verificar as condições da
superfície ao final do processo. A qualidade do produto é confrontada com a qualidade
especificada, realizando-se ensaios químicos, metalográficos, mecânicos e
dimensionais.
37
3.6 RELAÇÕES GEOMÉTRICAS
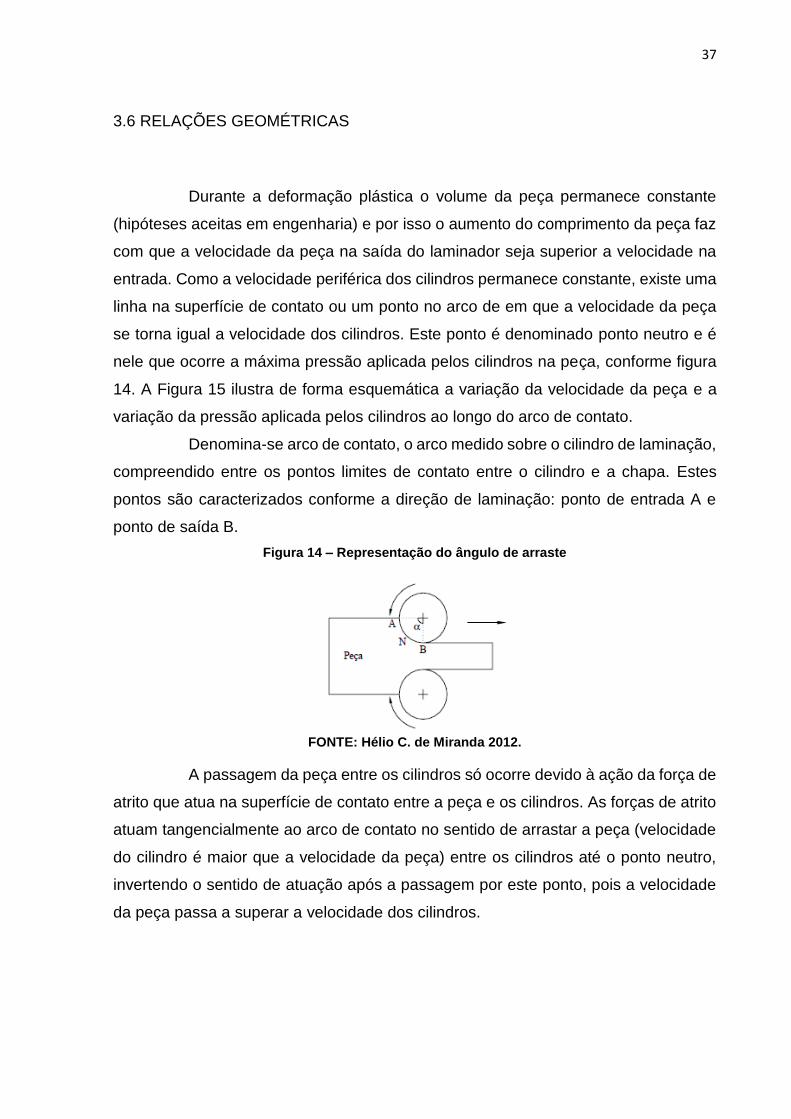
Durante a deformação plástica o volume da peça permanece constante
(hipóteses aceitas em engenharia) e por isso o aumento do comprimento da peça faz
com que a velocidade da peça na saída do laminador seja superior a velocidade na
entrada. Como a velocidade periférica dos cilindros permanece constante, existe uma
linha na superfície de contato ou um ponto no arco de em que a velocidade da peça
se torna igual a velocidade dos cilindros. Este ponto é denominado ponto neutro e é
nele que ocorre a máxima pressão aplicada pelos cilindros na peça, conforme figura
14. A Figura 15 ilustra de forma esquemática a variação da velocidade da peça e a
variação da pressão aplicada pelos cilindros ao longo do arco de contato.
Denomina-se arco de contato, o arco medido sobre o cilindro de laminação,
compreendido entre os pontos limites de contato entre o cilindro e a chapa. Estes
pontos são caracterizados conforme a direção de laminação: ponto de entrada A e
ponto de saída B.
Figura 14 – Representação do ângulo de arraste
FONTE: Hélio C. de Miranda 2012.
A passagem da peça entre os cilindros só ocorre devido à ação da força de
atrito que atua na superfície de contato entre a peça e os cilindros. As forças de atrito
atuam tangencialmente ao arco de contato no sentido de arrastar a peça (velocidade
do cilindro é maior que a velocidade da peça) entre os cilindros até o ponto neutro,
invertendo o sentido de atuação após a passagem por este ponto, pois a velocidade
da peça passa a superar a velocidade dos cilindros.
38
Figura 15 – Variação de velocidade ao longo do arco de contato do cilindro
FONTE: Hélio C. de Miranda 2012.
Cada cilindro entra em contato com o metal segundo o arco AB, que se
chama arco de contato. A esse arco corresponde o ângulo chamado ângulo de contato
ou de ataque.
Chama-se zona de deformação a zona a qual corresponde o volume de
metal limitado pelo arco AB, pelas bordas laterais da placa sendo laminada e pelos
planos de entrada e saída do metal dos cilindros.
O ângulo de contato é limitado pela linha que une os centros dos cilindros,
e o raio do cilindro que passa pelo ponto de entrada A, conforme:
𝐶𝑜𝑠 𝛼 = 1 −ℎ0 − ℎ𝑓
2𝑅
(1)
O ângulo de contato se relaciona com a redução (ho – hf) e o diâmetro (2R)
dos cilindros.
Admitindo que não haja alargamento da placa, a diminuição de altura ou
espessura é compensada por um alongamento, na direção da laminação.
Como devem passar, na unidade de tempo, por um determinado ponto,
iguais volumes de metal, pode-se escrever:
𝑏0ℎ0𝑣0 = 𝑏ℎ𝑣 = 𝑏ℎ𝑓𝑣𝑓 (2)
Onde b e a largura da placa e v a velocidade a uma espessura h
intermediária entre h0 e h1.
Para que um elemento vertical da placa permaneça indeformado, a
equação (2) exige que a velocidade na saída v1 seja maior que a velocidade de entrada
v0. Portanto, a velocidade da placa cresce da entrada até a saída.
39
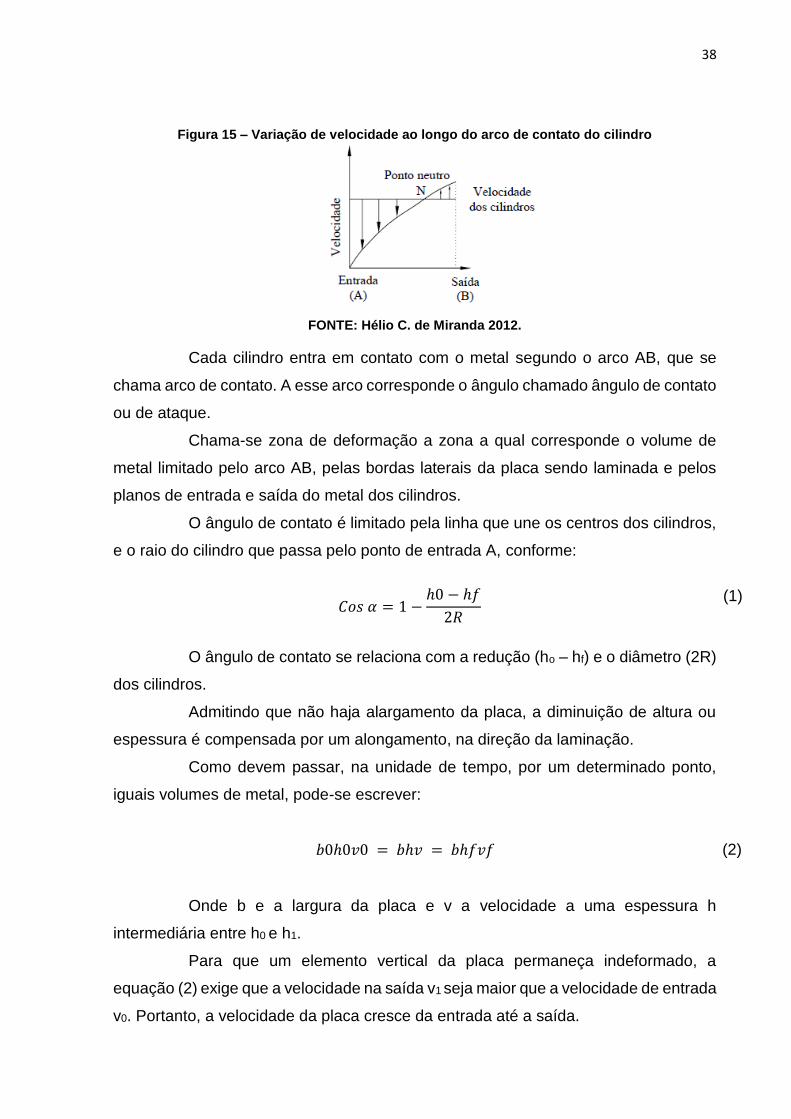
Ao longo da superfície, entre os cilindros e a placa, ou seja, na zona de
deformação, há somente um ponto onde a velocidade periférica V dos cilindros é igual
a velocidade da placa. Esse ponto é chamado ponto neutro ou ponto de não
deslizamento e o ângulo central δ é chamado ângulo neutro, conforme figura 16. Figura 16 – Esquema do contato do metal com os cilindros do laminador
FONTE: Hélio C. de Miranda 2012.
A figura 16 mostra ainda que duas forças principais atuam sobre o metal,
quer na entrada, quer em qualquer ponto da superfície de contato.
Essas forças são:
a. força normal ou radial N
b. força tangencial T também chamada força de atrito.
Entre o plano de entrada A e o ponto neutro D, o movimento da placa é
mais lento que o da superfície dos cilindros e a força de atrito atua no sentido de
arrastar o metal entre os cilindros. Ao ultrapassar o ponto neutro D, o movimento da
placa é mais rápido que o da superfície dos cilindros. Assim, a direção da força de
atrito inverte-se, de modo que sua tendência é opor-se a saída da placa de entre os
cilindros.
A componente vertical da forca radial N é chamada carga de laminação P,
que é definida como a força que os cilindros exercem sobre o metal. Essa força é
frequentemente chamada força de separação, porque ela é quase igual a força que o
metal exerce no sentido de separar os cilindros de laminação.
40
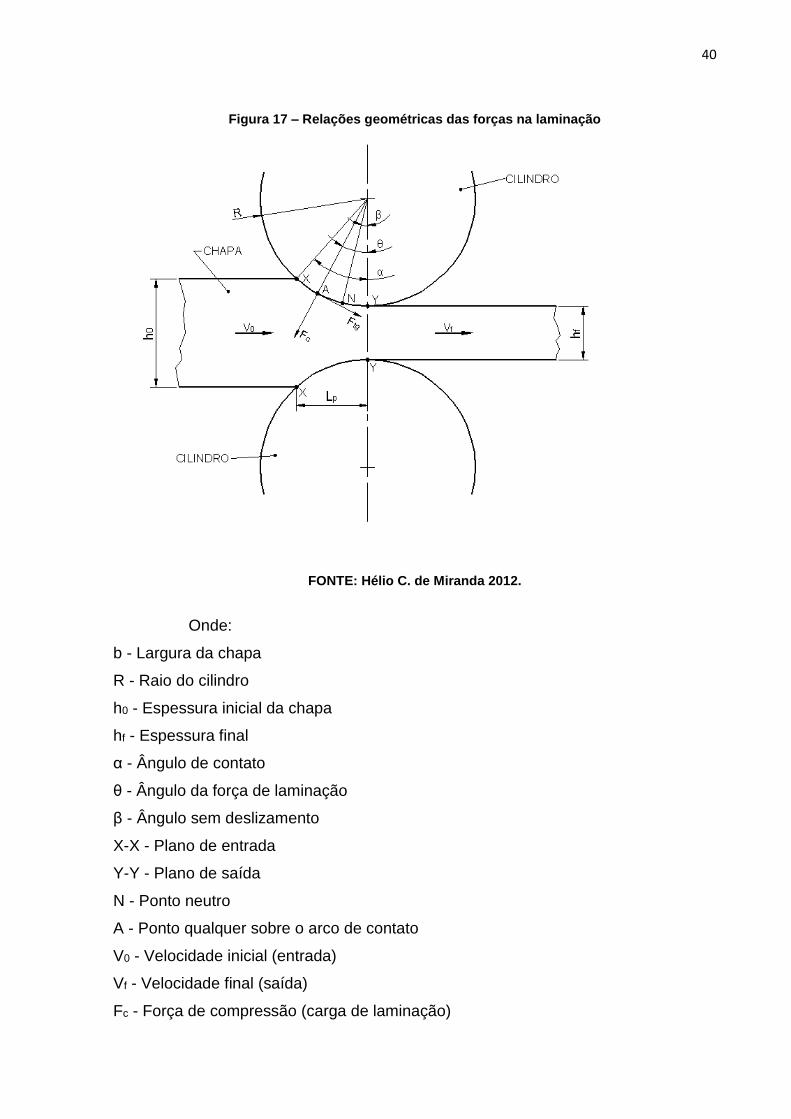
Figura 17 – Relações geométricas das forças na laminação
FONTE: Hélio C. de Miranda 2012.
Onde:
b - Largura da chapa
R - Raio do cilindro
h0 - Espessura inicial da chapa
hf - Espessura final
α - Ângulo de contato
θ - Ângulo da força de laminação
β - Ângulo sem deslizamento
X-X - Plano de entrada
Y-Y - Plano de saída
N - Ponto neutro
A - Ponto qualquer sobre o arco de contato
V0 - Velocidade inicial (entrada)
Vf - Velocidade final (saída)
Fc - Força de compressão (carga de laminação)
41
Ftg - Força tangencial
Lp - Arco de contato projetado
3.6.1 Comprimento do arco de contato
Denomina-se arco de contato, o arco medido sob o cilindro de laminação,
conforme figura 18. Os pontos X e Y são denominados de ponto de entrada e de saída
respectivamente. Desde que o raio do cilindro é geralmente muito maior que a
espessura (R>>h1), substituindo o arco pela projeção Lp.
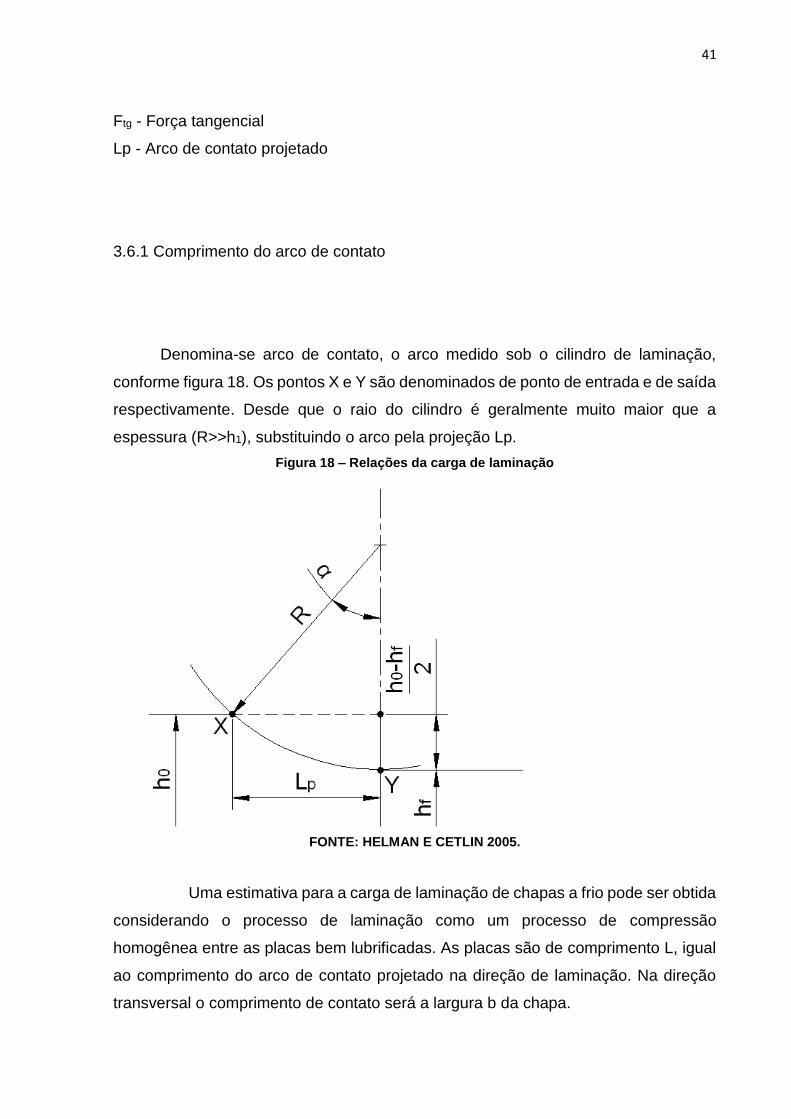
Figura 18 – Relações da carga de laminação
FONTE: HELMAN E CETLIN 2005.
Uma estimativa para a carga de laminação de chapas a frio pode ser obtida
considerando o processo de laminação como um processo de compressão
homogênea entre as placas bem lubrificadas. As placas são de comprimento L, igual
ao comprimento do arco de contato projetado na direção de laminação. Na direção
transversal o comprimento de contato será a largura b da chapa.

42
Área de contato entre o metal e os rolos, no arco de contato, é igual a:
𝐴𝑐 = 𝐿𝑝×𝑏 (3)
Onde:
𝐿𝑝2 = 𝑅2 − (𝑅 −∆ℎ
2)
2
(4)
𝐿𝑝² = 𝑅² − 𝑅² + 𝑅×∆ℎ −∆ℎ²
4
(5)
Como 𝑅 ≫ ∆ℎ, temos:
𝐿𝑝² = 𝑅×∆ℎ
(6)
Assim, o comprimento do arco de contato Lp é dado por:
𝐿𝑝 = √𝑅×∆ℎ (7)
3.6.2 Ângulo de contato
É o ângulo que une o centro dos cilindros e o raio do cilindro que passa
pelo ponto de entrada A.
Podemos expressar o ângulo de contato como:
𝑆𝑒𝑛 α = 𝐿
𝑅 =
√𝑅×∆ℎ
𝑅 (8)
Para pequenos ângulos admite-se que 𝑆𝑒𝑛 α = α.
43
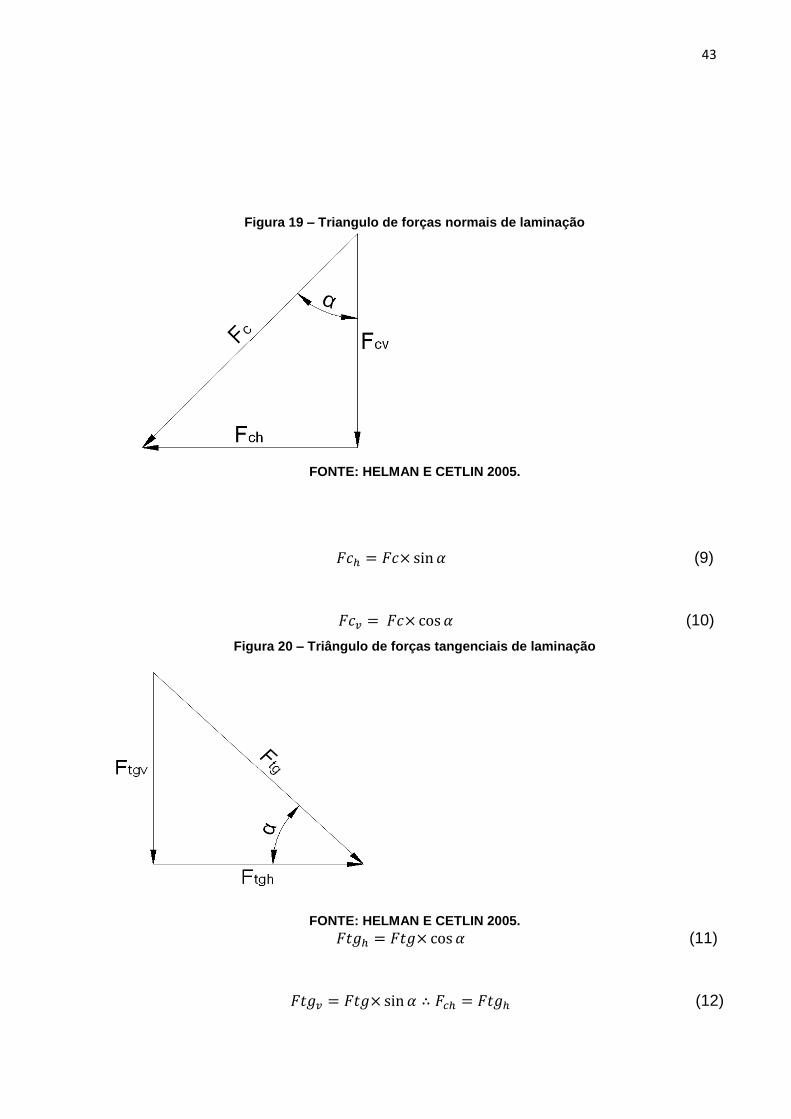
Figura 19 – Triangulo de forças normais de laminação
FONTE: HELMAN E CETLIN 2005.
𝐹𝑐ℎ = 𝐹𝑐× sin 𝛼 (9)
𝐹𝑐𝑣 = 𝐹𝑐× cos 𝛼 (10)
Figura 20 – Triângulo de forças tangenciais de laminação
FONTE: HELMAN E CETLIN 2005.
𝐹𝑡𝑔ℎ = 𝐹𝑡𝑔× cos 𝛼 (11)
𝐹𝑡𝑔𝑣 = 𝐹𝑡𝑔× sin 𝛼 ∴ 𝐹𝑐ℎ = 𝐹𝑡𝑔ℎ (12)
44
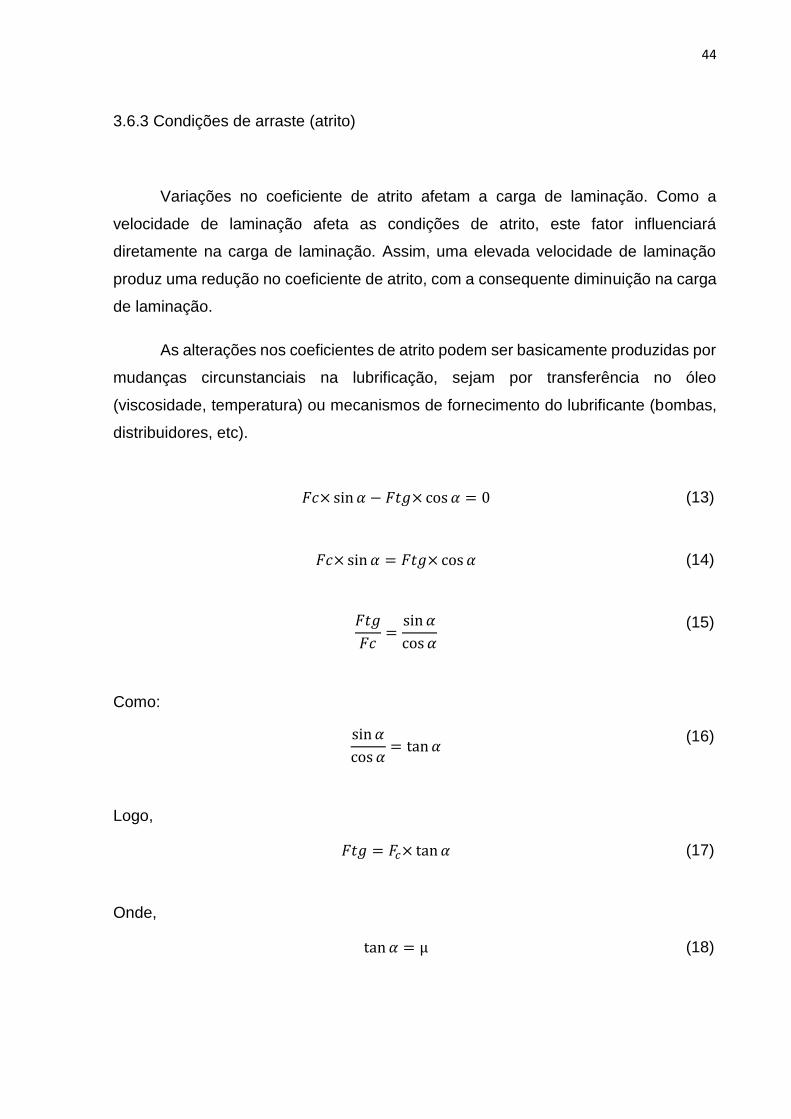
3.6.3 Condições de arraste (atrito)
Variações no coeficiente de atrito afetam a carga de laminação. Como a
velocidade de laminação afeta as condições de atrito, este fator influenciará
diretamente na carga de laminação. Assim, uma elevada velocidade de laminação
produz uma redução no coeficiente de atrito, com a consequente diminuição na carga
de laminação.
As alterações nos coeficientes de atrito podem ser basicamente produzidas por
mudanças circunstanciais na lubrificação, sejam por transferência no óleo
(viscosidade, temperatura) ou mecanismos de fornecimento do lubrificante (bombas,
distribuidores, etc).
𝐹𝑐× sin 𝛼 − 𝐹𝑡𝑔× cos 𝛼 = 0 (13)
𝐹𝑐× sin 𝛼 = 𝐹𝑡𝑔× cos 𝛼 (14)
𝐹𝑡𝑔
𝐹𝑐=
sin 𝛼
cos 𝛼
(15)
Como:
sin 𝛼
cos 𝛼= tan 𝛼
(16)
Logo,
𝐹𝑡𝑔 = 𝐹𝑐× tan 𝛼 (17)
Onde,
tan 𝛼 = µ (18)
45
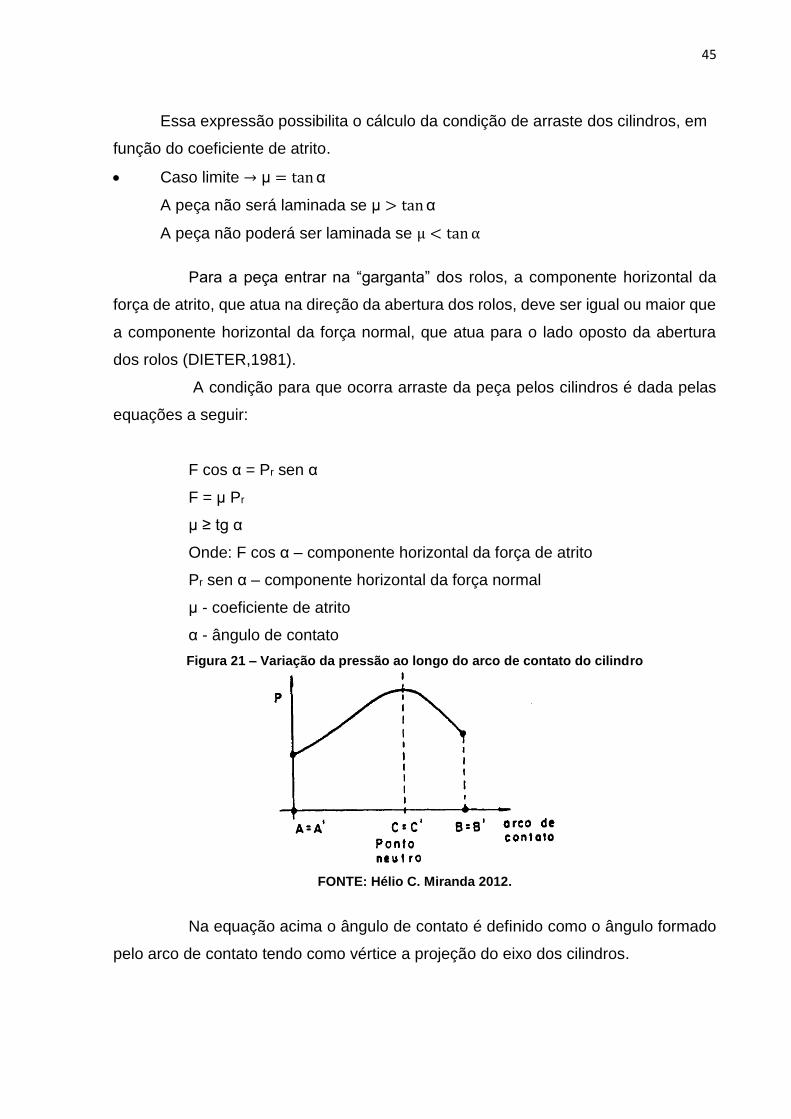
Essa expressão possibilita o cálculo da condição de arraste dos cilindros, em
função do coeficiente de atrito.
Caso limite → µ = tan α
A peça não será laminada se µ > tan α
A peça não poderá ser laminada se µ < tan α
Para a peça entrar na “garganta” dos rolos, a componente horizontal da
força de atrito, que atua na direção da abertura dos rolos, deve ser igual ou maior que
a componente horizontal da força normal, que atua para o lado oposto da abertura
dos rolos (DIETER,1981).
A condição para que ocorra arraste da peça pelos cilindros é dada pelas
equações a seguir:
F cos α = Pr sen α
F = μ Pr
μ ≥ tg α
Onde: F cos α – componente horizontal da força de atrito
Pr sen α – componente horizontal da força normal
μ - coeficiente de atrito
α - ângulo de contato
Figura 21 – Variação da pressão ao longo do arco de contato do cilindro
FONTE: Hélio C. Miranda 2012.
Na equação acima o ângulo de contato é definido como o ângulo formado
pelo arco de contato tendo como vértice a projeção do eixo dos cilindros.
46
3.6.4 Redução máxima
∆ℎ = µ2. R e ∆ℎ = hf - hi (18)
Onde:
Δh = redução de laminação
hf = espessura final
hi = espessura inicial
R = raio de curvatura do cilindro
3.7 FORÇAS DE LAMINAÇÃO
3.7.1 Achatamento dos rolos
Dieter (1981) afirma que as forças extremamente altas geradas na
laminação são transmitidas ao material a deformar através dos rolos. Sob essas
condições de carga existem dois tipos importantes de distorção elástica. Primeiro, os
rolos tendem a se encurvar ao longo dos seus eixos, porque o material tende a separá-
los enquanto eles estão limitados· nos seus extremos. Isso acarreta problemas com a
variação de espessura ao longo da largura. Segundo, os rolos achatam-se na região
onde eles fazem contato com o material, de maneira que o raio de curvatura aumenta
de R para R'. A análise mais comumente usada para o achatamento dos rolos é a
desenvolvida por Hitchcock,' que representou a distribuição real de pressões com o
achatamento elástico dos rolos por uma distribuição elíptica. De acordo com essa
análise o raio de curvatura aumenta de R para R ".
47
R’ = R [(1 + 𝐶𝑃)/𝑏(ℎ0 − ℎ𝑓) ] (9)
Onde:
R’ = curvatura do cilindro achatado
R = curvatura do cilindro sem carga
C = constante elástica do material do cilindro
P = força de laminação
3.7.2 Força de laminação p – método da divisão em elementos
Conforme Dieter (1981), a carga de laminação é a força com a qual os rolos
comprimem o metal e, por ser também igual a força exercida pelo metal na tentativa
de forçar os rolos a se afastarem, é frequentemente conhecida como força de
separação (P). Dada por:
𝑃 = 2/(√(3 ) . 𝜎[(1/𝑞)(𝑒^𝑞 − 1)𝑏√𝑅∆ℎ]) (10)
com:
q = (µ𝐿𝑝)/ℎ (11)
onde:
𝛔 = limite de escoamento médio do material
h = espessura media entre entrada e saída do cilindro
Lp = comprimento projetado do arco de contato
b = largura da peça

48
3.7.3 Pressão de laminação
A pressão específica dos rolos é a carga de laminação dividida pela área
de contato. A área de contato entre o metal e os rolos é igual ao produto da largura
da placa b pelo comprimento projetado do arco em contato Lp (DIETER,1981),
conforme:
𝐿𝑝 = [𝑅(ℎ0 – ℎ𝑓) − ((ℎ𝑜 − ℎ𝑓)^2)/4] = [𝑅(ℎ0 – ℎ𝑓)]1/2 (12)
Por isso, a pressão especifica dos rolos é dada por:
𝜎 = 𝑃/𝑏𝐿𝑝 (13)
3.7.4 Torque de laminação
Segundo Dieter (1981) o torque é igual à carga total de laminação
multiplicado pelo braço de momento efetivo, e uma vez que existem dois rolos de
trabalho, dado por:
Mt= 2 Pa (14)
com
a = λLp = λ[R(h0 – hf)]1/2 (15)
onde:
λ = 1/2(𝑅/𝑅^′ )1/2 (16)
λ = 0,43 para laminação a frio com cilindros de acabamento fosco;
λ = 0,48 para laminação a frio com cilindros de acabamento liso;
a = braço do momento, ou seja, ponto a partir do centro, no arco de contato,
onde se admite concentrar a carga P.
49
3.7.5 Potência de laminação
A potência é fornecida a um laminador pela aplicação de um torque aos
rolos e por uma tensão media da tira. A potência é gasta de quatro maneiras: (1) a
energia necessária para deformar o material, (2) a energia necessária para superar
as forças de atrito no embarrilamento, (3) a energia perdida nos mancais e nos
sistemas de transmissão de potência, e (4) perdas elétricas nos vários motores e
geradores. Perdas na desembobinadeira e na bolinadeira também devem ser
consideradas (DIETER,1981).
Uma vez que cavalo-vapor é definido como a razão do trabalho realizado a
4.500 kg.m/min, os cavalos-vapor necessários para operar um par de rolos com uma
rotação N RPM são dados por
𝑃 = 4𝜋𝑎𝑃𝑁/4500 (hp) (17)
onde:
N = rotações por minuto.
A pressão especifica de laminação é a carga de laminação P dividida pela
área de contato e é dada pela expressão:
𝜎 = 𝑃/𝑏𝐿𝑝 (18)
Onde bLp é a área de contato (b corresponde a largura b da placa e Lp
corresponde ao comprimento projetado do arco de contato).
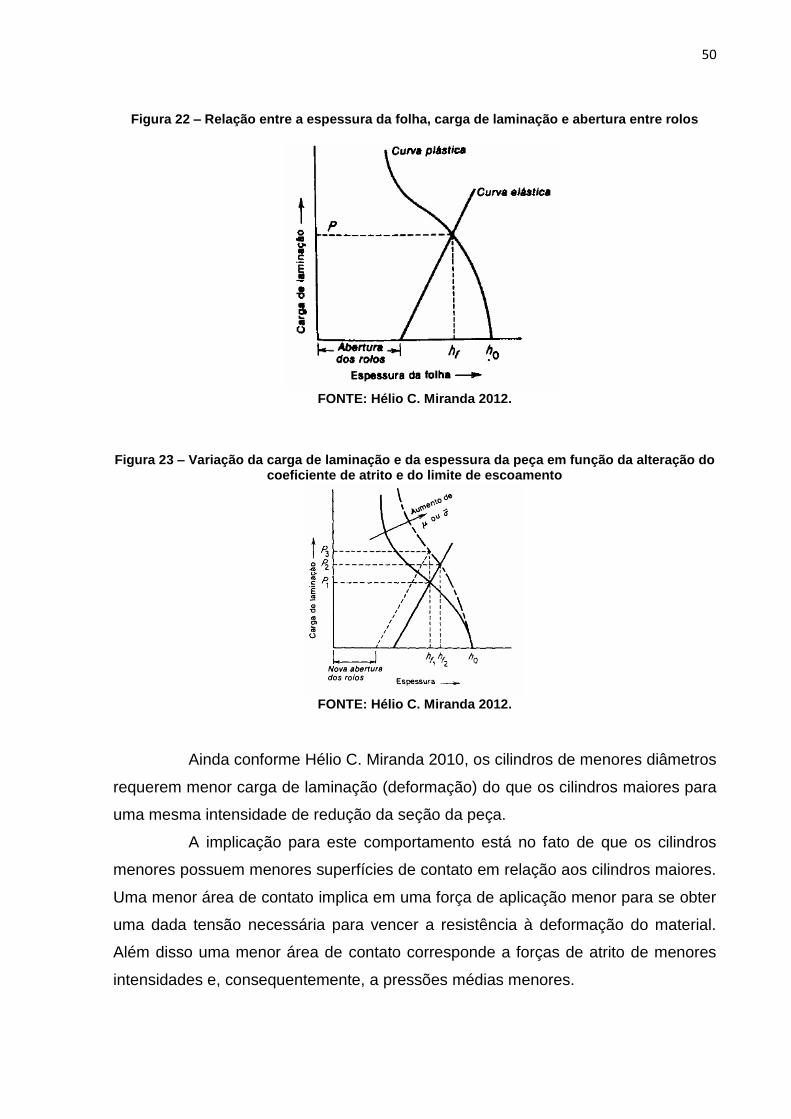
A relação entre a carga de laminação, espessura da chapa, abertura entre
os rolos, coeficiente de atrito e tipo de material pode ser representada por meio da
Figura 22 e da Figura 23.
50
Figura 22 – Relação entre a espessura da folha, carga de laminação e abertura entre rolos
FONTE: Hélio C. Miranda 2012.
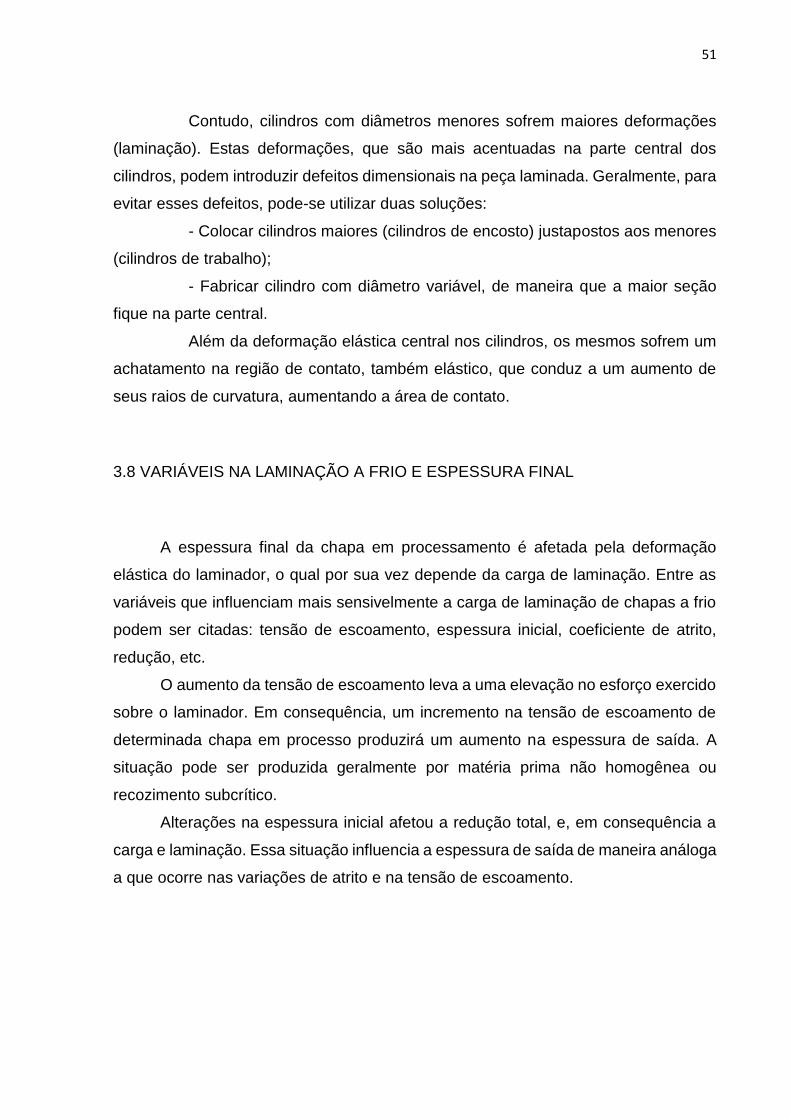
Figura 23 – Variação da carga de laminação e da espessura da peça em função da alteração do
coeficiente de atrito e do limite de escoamento
FONTE: Hélio C. Miranda 2012.
Ainda conforme Hélio C. Miranda 2010, os cilindros de menores diâmetros
requerem menor carga de laminação (deformação) do que os cilindros maiores para
uma mesma intensidade de redução da seção da peça.
A implicação para este comportamento está no fato de que os cilindros
menores possuem menores superfícies de contato em relação aos cilindros maiores.
Uma menor área de contato implica em uma força de aplicação menor para se obter
uma dada tensão necessária para vencer a resistência à deformação do material.
Além disso uma menor área de contato corresponde a forças de atrito de menores
intensidades e, consequentemente, a pressões médias menores.
51
Contudo, cilindros com diâmetros menores sofrem maiores deformações
(laminação). Estas deformações, que são mais acentuadas na parte central dos
cilindros, podem introduzir defeitos dimensionais na peça laminada. Geralmente, para
evitar esses defeitos, pode-se utilizar duas soluções:
- Colocar cilindros maiores (cilindros de encosto) justapostos aos menores
(cilindros de trabalho);
- Fabricar cilindro com diâmetro variável, de maneira que a maior seção
fique na parte central.
Além da deformação elástica central nos cilindros, os mesmos sofrem um
achatamento na região de contato, também elástico, que conduz a um aumento de
seus raios de curvatura, aumentando a área de contato.
3.8 VARIÁVEIS NA LAMINAÇÃO A FRIO E ESPESSURA FINAL
A espessura final da chapa em processamento é afetada pela deformação
elástica do laminador, o qual por sua vez depende da carga de laminação. Entre as
variáveis que influenciam mais sensivelmente a carga de laminação de chapas a frio
podem ser citadas: tensão de escoamento, espessura inicial, coeficiente de atrito,
redução, etc.
O aumento da tensão de escoamento leva a uma elevação no esforço exercido
sobre o laminador. Em consequência, um incremento na tensão de escoamento de
determinada chapa em processo produzirá um aumento na espessura de saída. A
situação pode ser produzida geralmente por matéria prima não homogênea ou
recozimento subcrítico.
Alterações na espessura inicial afetou a redução total, e, em consequência a
carga e laminação. Essa situação influencia a espessura de saída de maneira análoga
a que ocorre nas variações de atrito e na tensão de escoamento.
52
4 METODOLOGIA
4.1 CONSIDERAÇÕES GERAIS DO PROJETO
Para realização de um projeto com segurança alguns itens devem ser
considerados, estes são brevemente tratados a seguir.
Fatores de projeto, segundo Juvinall e Marshek (2008) os fatores são
estipulados por experiências em projetos similares anteriores, grau de incerteza em
relação ao carregamento, a resistência do material, esta através das análises de falha,
e consequência da falha. Os fatores não são valores exatos para cada tipo de
aplicação, o que se encontra são algumas orientações para a determinação de qual
fator usar. Por muitas vezes são adotados de acordo com a segurança de
funcionamento do equipamento, porém não é por que um equipamento é segundo que
ele funciona da melhor maneira, fatores de projeto elevados podem garantir baixo
risco de falha, no entanto, encarecem o projeto.
Diagrama de fadiga, segundo Shigley, Mischke e Budynas, 2005 como na
maioria das peças do projeto sofrem a influência do fenômeno de fadiga, a
determinação da tensão limite do material era importante para a etapa de
dimensionamento. No entanto, diversos critérios de falhas podem ser adotados para
o projeto, uns mais e outros menos conservadores.
Tensão verdadeira, segundo Juvinall e Markesh (2008) na região elástica
da curva tensão de deformação o módulo de Young é a relação entre a tensão e a
deformação, assim como a tensão verdadeira e a deformação verdadeira, ε,
desprezando-se erros, logo, 𝛔 = E.ε, onde E é o módulo de elasticidade longitudinal e
é o valor de tensão considerado para produzir uma deformação elástica unitária. A
região de encruamento plástica corresponde a região de enrijecimento de
deformação, 𝛔 = K.εe, essa equação possui a mesma forma da equação citada
anteriormente exceto pelo fato do expoente de endurecimento de deformação e
(coeficiente de encruamento) se a inclinação da linha quando representado em um
gráfico log-log.
Tensões máximas, um método utilizado para a determinação da tensão
máxima é a teoria da energia de distorção para materiais dúcteis, que segundo
53
Shigley, Mischke e Budynas (2005) originou-se da observação de que materiais
dúcteis tencionados hidrostaticamente exibiam resistência de escoamento muito
acima dos valores fornecidos pelo ensaio de tração. Logo o escoamento não era em
absoluto em fenômeno simples de tração ou compressão, e sim estava relacionado
com a distorção angular do elemento tensionado.
4.2 CONCEPÇÃO DO PROJETO
O laminador é utilizado apenas para fins didáticos, não sendo possível
utilizá-lo para metais com alta tensão de escoamento. Sua vantagem é seu tamanho
reduzido que facilita seu transporte, em comparação a laminadores industriais.
Para que se possa planejar um laminador de bancada é necessário verificar
algumas especificações:
• Dimensões da chapa laminada;
• Tipos de perfis laminados;
• Diâmetro e comprimento dos cilindros;
• Potência do acionamento;
• Sistema de transmissão.
4.3 POTÊNCIA DE LAMINAÇÃO
A força de separação dos cilindros e função dimensão inicial da chapa a
ser laminada, ou seja, a redução que se espera por cada passagem, velocidade de
rotação dos cilindros, material laminado.
A deformação verdadeira, ε1, na saída de laminação é:
𝜀 = 1,11 ∗ 𝑙𝑛 ℎ_𝑜/ℎ_1 (30)
54
A tensão no interior da chapa que passa pelos cilindros de laminação e
sofre uma deformação plástica pode ser definida como:
𝜎_𝑢𝑛𝑖𝑓 = (𝐾 ∗ 𝜀^𝑒)/(𝑒 + 1) (31)
Onde ε é deformação real, K é a constante plástica de resistência e e é o
coeficiente de encruamento.
Assim a força de separação dos cilindros pode ser calculada por:
𝐹𝑠 = 𝜎𝑢𝑛𝑖𝑓 ∗ 𝐿 ∗ 𝑤, (32)
Onde L é a projeção horizontal, w a largura da chapa a ser laminada e σ a tensão de
deformação da chapa.
O momento torçor, M pode ser definido pelo braço de força L/2 já que
considera a força de separação. Fs sendo aplicada no ponto médio da projeção
horizontal, L, e havendo dois cilindros deve se dobrar esse valor.
𝑀 = 𝐹𝑠 ∗ 𝐿 (33)
A potência de laminação é definida como:
𝑃 = 𝑀 ∗ 𝜔 (34)
sendo ω a velocidade angular dos cilindros de laminação.
Na tabela 1 vamos apresentar os dados iniciais para o projeto do laminador.
Tabela 1- Dados sobre os materiais a serem utilizados na laminação
Material Constante plástica de resistência (K)
Coeficiente de encruamento (e)
Alumínio AA1100 180 0,20
Cobre (99,94%Cu) 450 0,33
FONTE: Autor 2016.
Com os dados dos materiais que possam a virem ser laminados, conseguimos
determinar a tensão media efetiva. Os dados estão na tabela 2.
Tabela 2 – Tensão média efetiva
FONTE: Autor 2016.
Material Tensão media efetiva (σunif) [Mpa]
Alumínio AA1100 98,35
Cobre (99,94%Cu) 168,61
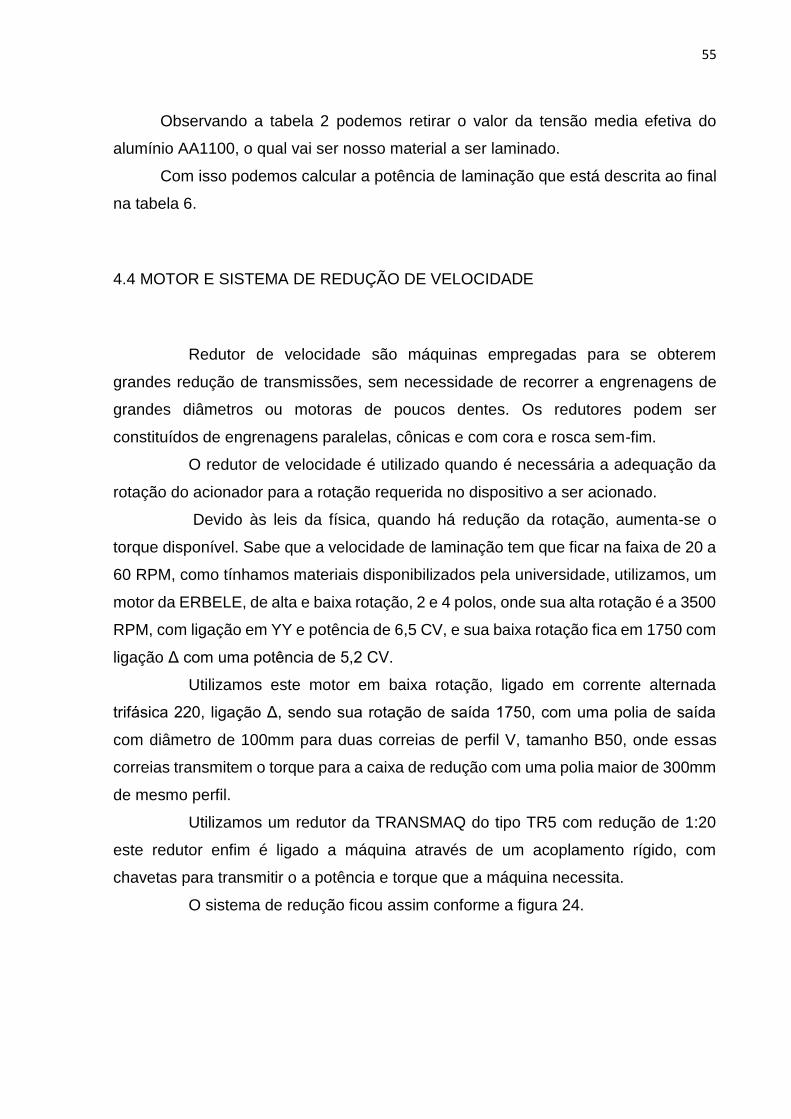
55
Observando a tabela 2 podemos retirar o valor da tensão media efetiva do
alumínio AA1100, o qual vai ser nosso material a ser laminado.
Com isso podemos calcular a potência de laminação que está descrita ao final
na tabela 6.
4.4 MOTOR E SISTEMA DE REDUÇÃO DE VELOCIDADE
Redutor de velocidade são máquinas empregadas para se obterem
grandes redução de transmissões, sem necessidade de recorrer a engrenagens de
grandes diâmetros ou motoras de poucos dentes. Os redutores podem ser
constituídos de engrenagens paralelas, cônicas e com cora e rosca sem-fim.
O redutor de velocidade é utilizado quando é necessária a adequação da
rotação do acionador para a rotação requerida no dispositivo a ser acionado.
Devido às leis da física, quando há redução da rotação, aumenta-se o
torque disponível. Sabe que a velocidade de laminação tem que ficar na faixa de 20 a
60 RPM, como tínhamos materiais disponibilizados pela universidade, utilizamos, um
motor da ERBELE, de alta e baixa rotação, 2 e 4 polos, onde sua alta rotação é a 3500
RPM, com ligação em YY e potência de 6,5 CV, e sua baixa rotação fica em 1750 com
ligação Δ com uma potência de 5,2 CV.
Utilizamos este motor em baixa rotação, ligado em corrente alternada
trifásica 220, ligação Δ, sendo sua rotação de saída 1750, com uma polia de saída
com diâmetro de 100mm para duas correias de perfil V, tamanho B50, onde essas
correias transmitem o torque para a caixa de redução com uma polia maior de 300mm
de mesmo perfil.
Utilizamos um redutor da TRANSMAQ do tipo TR5 com redução de 1:20
este redutor enfim é ligado a máquina através de um acoplamento rígido, com
chavetas para transmitir o a potência e torque que a máquina necessita.
O sistema de redução ficou assim conforme a figura 24.
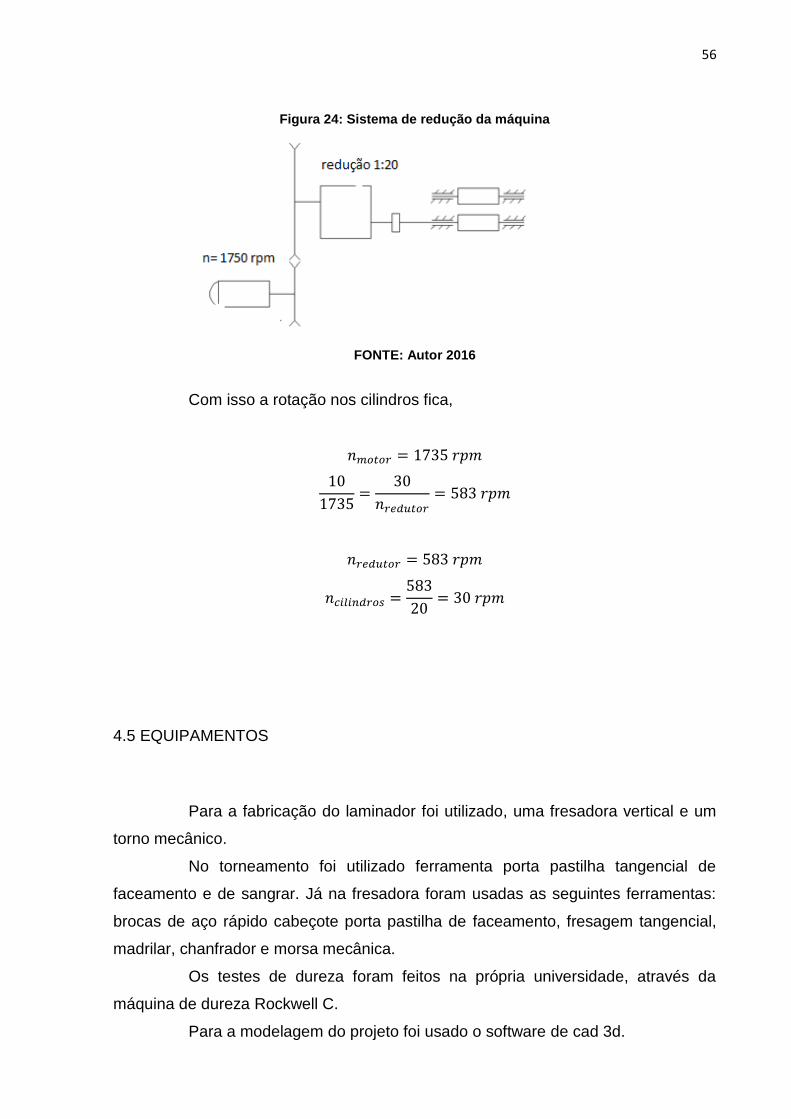
56
Figura 24: Sistema de redução da máquina
FONTE: Autor 2016
Com isso a rotação nos cilindros fica,
𝑛𝑚𝑜𝑡𝑜𝑟 = 1735 𝑟𝑝𝑚
10
1735=
30
𝑛𝑟𝑒𝑑𝑢𝑡𝑜𝑟= 583 𝑟𝑝𝑚
𝑛𝑟𝑒𝑑𝑢𝑡𝑜𝑟 = 583 𝑟𝑝𝑚
𝑛𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜𝑠 =583
20= 30 𝑟𝑝𝑚
4.5 EQUIPAMENTOS
Para a fabricação do laminador foi utilizado, uma fresadora vertical e um
torno mecânico.
No torneamento foi utilizado ferramenta porta pastilha tangencial de
faceamento e de sangrar. Já na fresadora foram usadas as seguintes ferramentas:
brocas de aço rápido cabeçote porta pastilha de faceamento, fresagem tangencial,
madrilar, chanfrador e morsa mecânica.
Os testes de dureza foram feitos na própria universidade, através da
máquina de dureza Rockwell C.
Para a modelagem do projeto foi usado o software de cad 3d.
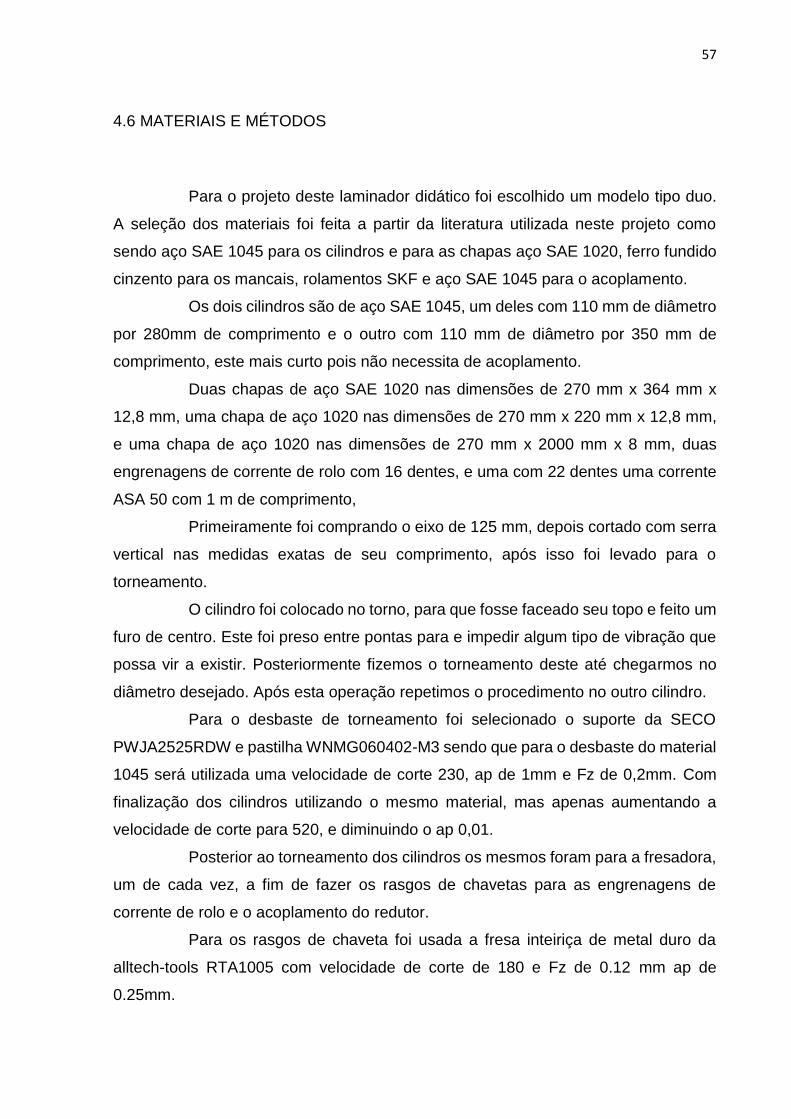
57
4.6 MATERIAIS E MÉTODOS
Para o projeto deste laminador didático foi escolhido um modelo tipo duo.
A seleção dos materiais foi feita a partir da literatura utilizada neste projeto como
sendo aço SAE 1045 para os cilindros e para as chapas aço SAE 1020, ferro fundido
cinzento para os mancais, rolamentos SKF e aço SAE 1045 para o acoplamento.
Os dois cilindros são de aço SAE 1045, um deles com 110 mm de diâmetro
por 280mm de comprimento e o outro com 110 mm de diâmetro por 350 mm de
comprimento, este mais curto pois não necessita de acoplamento.
Duas chapas de aço SAE 1020 nas dimensões de 270 mm x 364 mm x
12,8 mm, uma chapa de aço 1020 nas dimensões de 270 mm x 220 mm x 12,8 mm,
e uma chapa de aço 1020 nas dimensões de 270 mm x 2000 mm x 8 mm, duas
engrenagens de corrente de rolo com 16 dentes, e uma com 22 dentes uma corrente
ASA 50 com 1 m de comprimento,
Primeiramente foi comprando o eixo de 125 mm, depois cortado com serra
vertical nas medidas exatas de seu comprimento, após isso foi levado para o
torneamento.
O cilindro foi colocado no torno, para que fosse faceado seu topo e feito um
furo de centro. Este foi preso entre pontas para e impedir algum tipo de vibração que
possa vir a existir. Posteriormente fizemos o torneamento deste até chegarmos no
diâmetro desejado. Após esta operação repetimos o procedimento no outro cilindro.
Para o desbaste de torneamento foi selecionado o suporte da SECO
PWJA2525RDW e pastilha WNMG060402-M3 sendo que para o desbaste do material
1045 será utilizada uma velocidade de corte 230, ap de 1mm e Fz de 0,2mm. Com
finalização dos cilindros utilizando o mesmo material, mas apenas aumentando a
velocidade de corte para 520, e diminuindo o ap 0,01.
Posterior ao torneamento dos cilindros os mesmos foram para a fresadora,
um de cada vez, a fim de fazer os rasgos de chavetas para as engrenagens de
corrente de rolo e o acoplamento do redutor.
Para os rasgos de chaveta foi usada a fresa inteiriça de metal duro da
alltech-tools RTA1005 com velocidade de corte de 180 e Fz de 0.12 mm ap de
0.25mm.
58
Para a fabricação das laterais, foram recortadas chapas em aço SAE 1020,
com corte a plasma nas medidas superiores as finais e após levado ao um centro de
usinagem vertical da Romi d1250 onde foi faceado os lados e colocado nas medidas
exatas, onde foi retirado material de um lado da chapa laterais para encaixe do mancal
de deslizamento.
As engrenagens foram compradas e aberto os canais de chaveta, o
acoplamento usinado e após aberto os canais de chaveta. Com as chapas superior e
inferior, foi marcado os furos e utilizado uma furadeira de bancada para sua furação.
Após a adquirirmos e fabricarmos todos os componentes, chegamos a
montagem onde tomamos muito cuidado, para que tudo fosse feito corretamente, não
havendo problemas futuros tanto de operação, manutenção quanto para segurança
de quem estiver operando.
59
5 RESULTADOS
5.1 CILINDROS DE LAMINAÇÃO
Para o cálculo dos cilindros foi considerado um fator de projeto, utilizando
materiais cujas propriedades são conhecidas. Um aço SAE 1045 sem tratamento
térmico, teor de carbono 0,45%, limite de escoamento de 380 MPa, limite de
resistência a tração 560 Mpa onde seus valores foram retirados do anexo E.
5.1.1 Cálculo do coeficiente de atrito
Para determinar o coeficiente de atrito, vamos utilizar alguns valores que
se encontram na tabela 3 e a equação (19).
5.1.2 Cálculo do ângulo de contato
Utilizando o coeficiente de atrito conseguimos chegar ao ângulo de contato
do cilindro, através da equação (18).
5.1.3 Força tangencial
A força tangencial é a força que desloca os cilindros na horizontal com um
ângulo α. Para este cálculo utilizamos a equação (17), e o resultado utilizamos no
diagrama de corpo livre.
5.1.4 Força Horizontal
Esta força é obtida para cálculo do diagrama de corpo livre através da
equação (10).
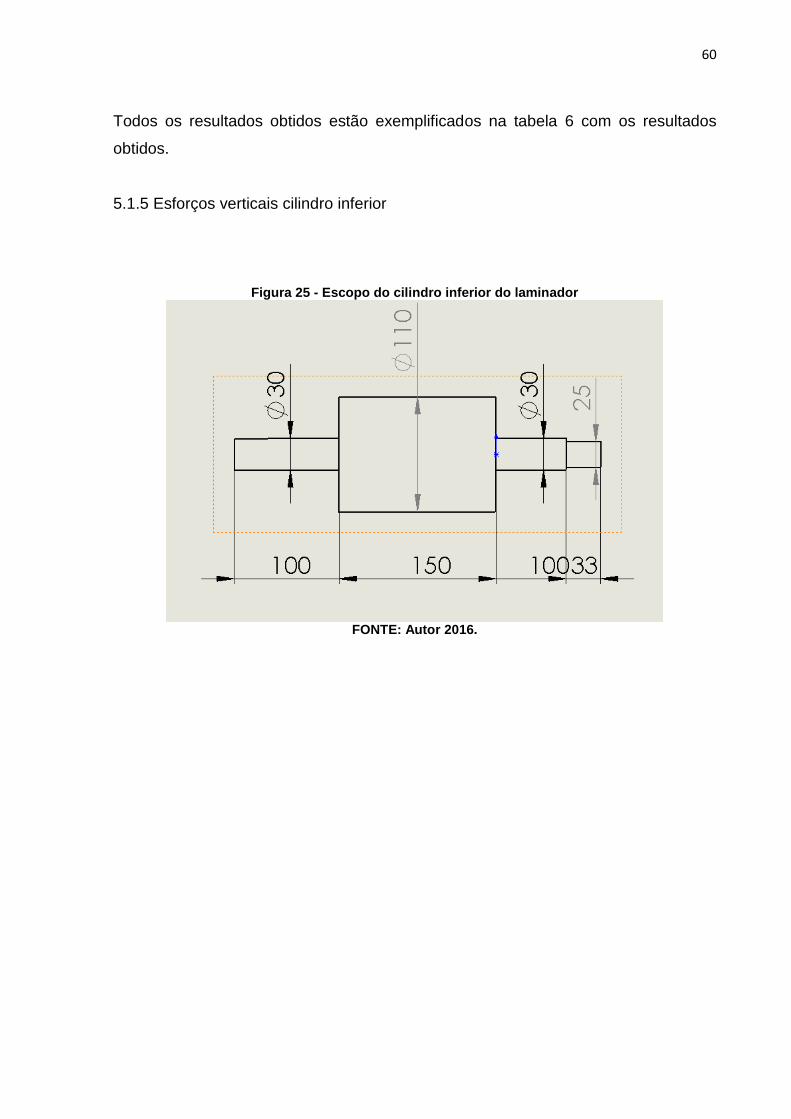
60
Todos os resultados obtidos estão exemplificados na tabela 6 com os resultados
obtidos.
5.1.5 Esforços verticais cilindro inferior
Figura 25 - Escopo do cilindro inferior do laminador
FONTE: Autor 2016.
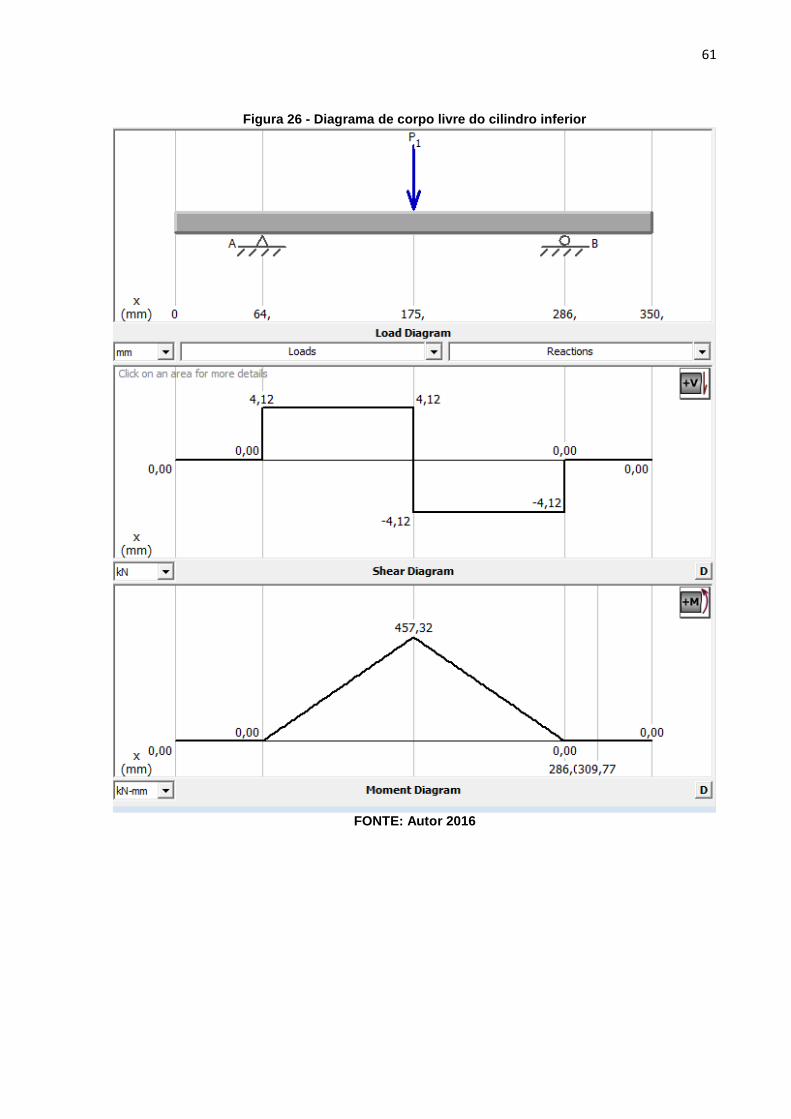
61
Figura 26 - Diagrama de corpo livre do cilindro inferior
FONTE: Autor 2016
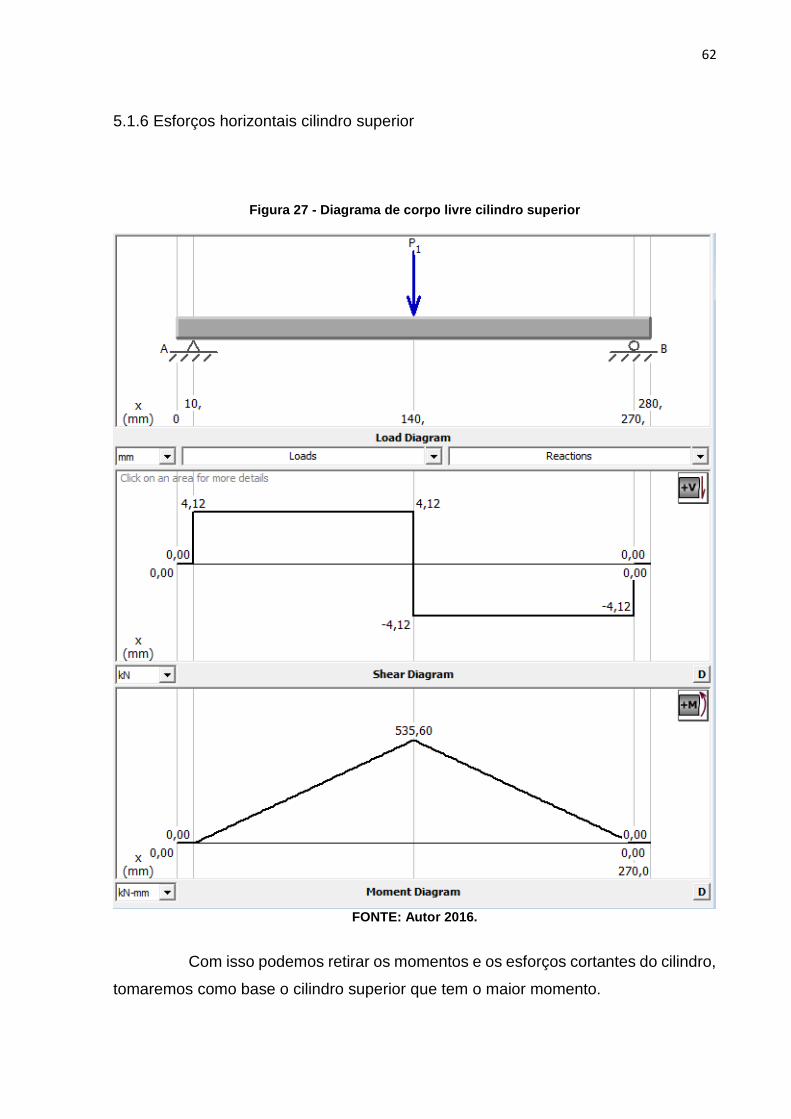
62
5.1.6 Esforços horizontais cilindro superior
Figura 27 - Diagrama de corpo livre cilindro superior
FONTE: Autor 2016.
Com isso podemos retirar os momentos e os esforços cortantes do cilindro,
tomaremos como base o cilindro superior que tem o maior momento.

63
5.1.7 Fatores de correção para a resistência a fadiga
A resistência a fadiga foi obtida com ensaios com corpos de provas padrão,
ou em estimativas baseadas em testes estáticos, esses fatores estão incorporados
dentro de um conjunto de fatores de redução de resistência que são depois
multiplicados pela estimativa teórica para se obter a resistência a fadiga corrigida para
uma aplicação particular.
Considerando um eixo de aço SAE 1045 laminado a frio como citado
anteriormente.
𝑆𝑦 = 490[𝑀𝑃𝑎]
𝑆𝑢𝑡 = 586[𝑀𝑃𝑎]
Calculando o limite de resistência a fadiga sem correção.
𝑆𝑒′ = 0,5 ∗ 𝑆𝑢𝑡 = 293 [𝑀𝑃𝑎] (35)
Corrigindo o limite de resistência a fadiga.
𝑆𝑒 = 𝐶𝑐𝑎𝑟𝑟𝑒𝑔𝑎𝑚𝑒𝑛𝑡𝑜 ∗ 𝐶𝑡𝑎𝑚𝑎𝑛ℎ𝑜 ∗ 𝐶𝑠𝑢𝑝𝑒𝑟𝑓𝑖𝑐𝑖𝑒 ∗ 𝐶𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 ∗ 𝐶𝑐𝑜𝑛𝑓𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 ∗ 𝑆𝑒′ (36)
Considerando que temos apenas carregamentos de flexão e torção então
𝐶𝑐𝑎𝑟𝑟𝑒𝑔𝑎𝑚𝑒𝑛𝑡𝑜 = 1 (ANEXO E1).
Considerando um diâmetro estimado de 110 mm para o fator de tamanho
𝐶𝑡𝑎𝑚𝑎𝑛ℎ𝑜 = 0,62 (ANEXO E2).
Para o fator de superfície considerando a superfície usinada,
𝐶𝑠𝑢𝑝𝑒𝑟𝑓𝑖𝑐𝑖𝑒 = 0,80 (ANEXO E3).
O fator de temperatura 𝐶𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 = 1 já que a temperatura de trabalho é
temperatura ambiente, não se elevando muito superior a isso. (ANEXO E4).
A confiabilidade, considerando uma confiabilidade de 99% fica
𝐶𝑐𝑜𝑛𝑓𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 = 0,8133. (ANEXO E5).

64
Então, através da equação (36) chagamos a um resultado corrigido.
𝑆𝑒 = 1 ∗ 0,62 ∗ 0,80 ∗ 1 ∗ 0,8133 ∗ 293 = 118,20[𝑀𝑃𝑎]
Ficando:
𝐾𝑓 = 1 + 𝑞 ∗ (𝐾𝑡 − 1) (37)
𝐾𝑡 = 1,18
𝑞 = 0,80 𝑓𝑙𝑒𝑥ã𝑜
𝑞 = 0,91 𝑡𝑜𝑟çã𝑜
𝐾𝑓 = 1,14
𝐾𝑓𝑠 = 1,16
𝑑𝑒𝑖𝑥𝑜 = {32∗𝑁𝑓
𝜋∗ [(𝐾𝑓 ∗
𝑀𝑒
𝑆𝑒)
2
+3
4∗ (𝐾𝑠𝑓
𝑇
𝑆𝑦)
2
]
1
2
}
1
3
(38)
𝑑𝑒𝑖𝑥𝑜 = 27[𝑚𝑚]
Com isso vamos utilizar 30mm por ser um valor utilizado em mercado, não
havendo necessidade de repetir os cálculos do cilindro inferior pois o cilindro mais
curto e que sofre maior esforço é o superior.
5.2 DIMENSIONAMENTO DA GAIOLA
A gaiola é a parte de um laminador que sofre os esforços de tração, gerado
pela forca de separação dos cilindros, essa força varia de 0 a Fs, de modo que possa
gerar uma fadiga no material.
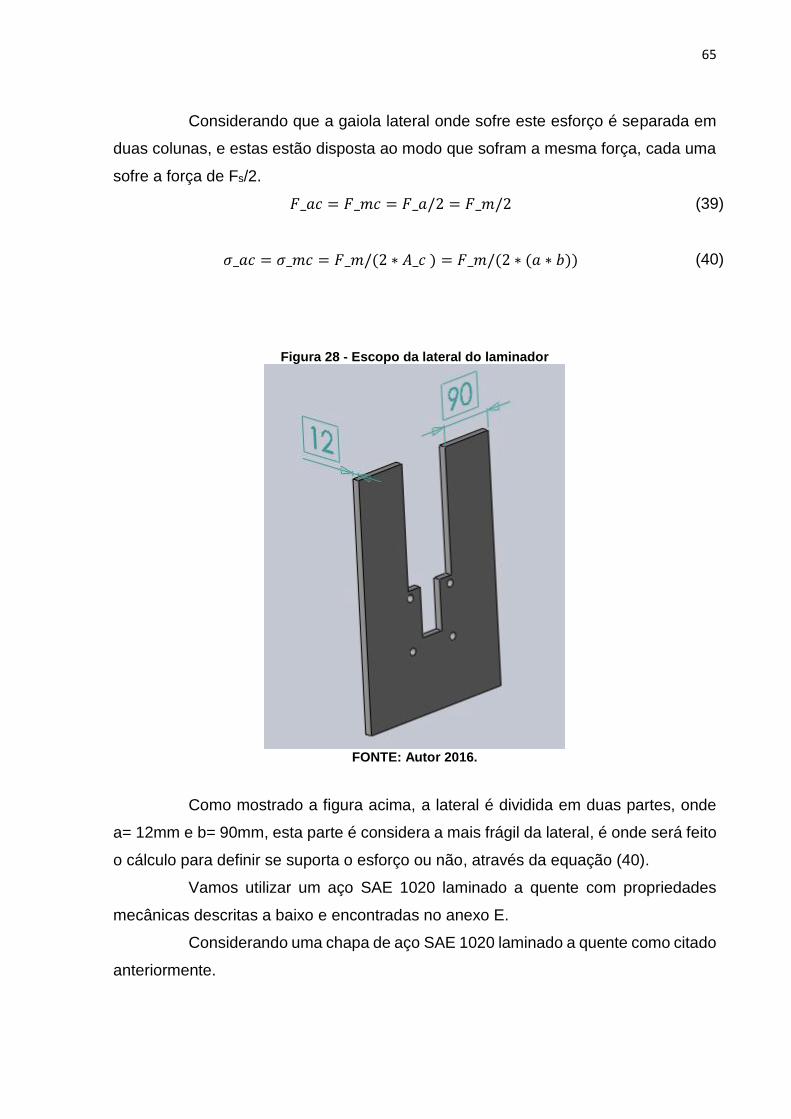
65
Considerando que a gaiola lateral onde sofre este esforço é separada em
duas colunas, e estas estão disposta ao modo que sofram a mesma força, cada uma
sofre a força de Fs/2.
𝐹_𝑎𝑐 = 𝐹_𝑚𝑐 = 𝐹_𝑎/2 = 𝐹_𝑚/2 (39)
𝜎_𝑎𝑐 = 𝜎_𝑚𝑐 = 𝐹_𝑚/(2 ∗ 𝐴_𝑐 ) = 𝐹_𝑚/(2 ∗ (𝑎 ∗ 𝑏))
(40)
Figura 28 - Escopo da lateral do laminador
FONTE: Autor 2016.
Como mostrado a figura acima, a lateral é dividida em duas partes, onde
a= 12mm e b= 90mm, esta parte é considera a mais frágil da lateral, é onde será feito
o cálculo para definir se suporta o esforço ou não, através da equação (40).
Vamos utilizar um aço SAE 1020 laminado a quente com propriedades
mecânicas descritas a baixo e encontradas no anexo E.
Considerando uma chapa de aço SAE 1020 laminado a quente como citado
anteriormente.
66
𝑆𝑦 = 207[𝑀𝑃𝑎]
𝑆𝑢𝑡 = 379[𝑀𝑃𝑎]
Calculamos o limite de resistência a fadiga sem correção através da
equação (35).
𝑆𝑒′ = 0,5 ∗ 𝑆𝑢𝑡 = 190 [𝑀𝑃𝑎]
Corrigimos o limite de resistência a fadiga através da equação (36).
Considerando que temos apenas carregamentos axial então
𝐶𝑐𝑎𝑟𝑟𝑒𝑔𝑎𝑚𝑒𝑛𝑡𝑜 = 0,85 (ANEXO E1).
Considerando carga axial para o fator de tamanho 𝐶𝑡𝑎𝑚𝑎𝑛ℎ𝑜 = 1 (ANEXO
E2).
Para o fator de superfície considerando a superfície usinada,
𝐶𝑠𝑢𝑝𝑒𝑟𝑓𝑖𝑐𝑖𝑒 = 0,84 (ANEXO E3).
O fator de temperatura 𝐶𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 = 1 já que a temperatura de trabalho é
temperatura ambiente, não se elevando muito superior a isso.(ANEXO E4).
A confiabilidade, considerando uma confiabilidade de 90% fica
𝐶𝑐𝑜𝑛𝑓𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 = 0,897 (ANEXO E5).
𝑆𝑒 = 1 ∗ 0,85 ∗ 1 ∗ 0,84 ∗ 1 ∗ 0,897 ∗ 190 = 122[𝑀𝑃𝑎]
𝑁𝑠𝑒𝑔𝑢𝑟𝑎𝑛ç𝑎 = 𝑆𝑒/𝜎_𝑚𝑐 = 122/16,58 = 7,33 (41)
5.3 FLAMBAGEM NOS FUSOS DE REGULAGEM
Como nosso laminador exige uma regulagem de laminação, existe dois
fusos laterais, os quais são responsáveis pela movimentação do cilindro superior, e
este está sujeito a flambagem pelo esforço de compressão exercido quando
submetido a laminação do material, por isso precisamos ver se esses fusos vão resistir
a este esforço (NORTON 2004).
𝑃_𝑐𝑟 = (𝜋^2 𝐸𝐴𝑘^2)/𝑙^2 = (𝜋^2 𝐸𝐴)/(𝑆_𝑟^2 ) (42)
67
𝑆_𝑟^ = 𝑙_𝑒𝑓𝑒/𝑘 = (0,65 ∗ 0,03)/0,004 = 4,87
(43)
𝑘 = √(𝐼/𝐴) = √(〖16〗^4/(〖16〗^2 ∗ 16)) = 4mm
(44)
𝑃_𝑐𝑟 = (𝜋^2 𝐸𝐴)/(𝑆_𝑟^2 )
(45)
𝑃𝑐𝑟 = (𝜋 ∗〖207𝑥〖10〗^9〗_ ∗ 0,0020)/〖4,87〗^2 = 5513𝑘𝑁 (46)
Como nossa carga crítica para flambar é de 5513 kN, e nossa carga de
compressão na barra, com a pior hipótese pode se chegar a 18 kN, com isso vemos
que está bem distante de acontecer algum problema de flambagem com esta barra
roscada, isso se deve por ela ser curta, o qual não ocorre flambagem e sim uma
deformação por compressão.
5.4 DETERMINAÇÃO DAS CHAVETAS
As chavetas são elementos de maquinas geralmente fabricado em aço.
Sua forma, em geral, é retangular ou semicircular. A chaveta se interpõe numa
cavidade de um eixo e de uma peça.
Tem por objetivo transmitir uma potência entre um eixo para um cubo ou
vice e versa, as chavetas são solicitadas por esmagamento e por cisalhamento, e a
partir dessas foi determinado o comprimento da chaveta, sua altura e largura foi
determinada através de uma tabela que está em anexo A, o qual utiliza o diâmetro do
eixo para esse cálculo.
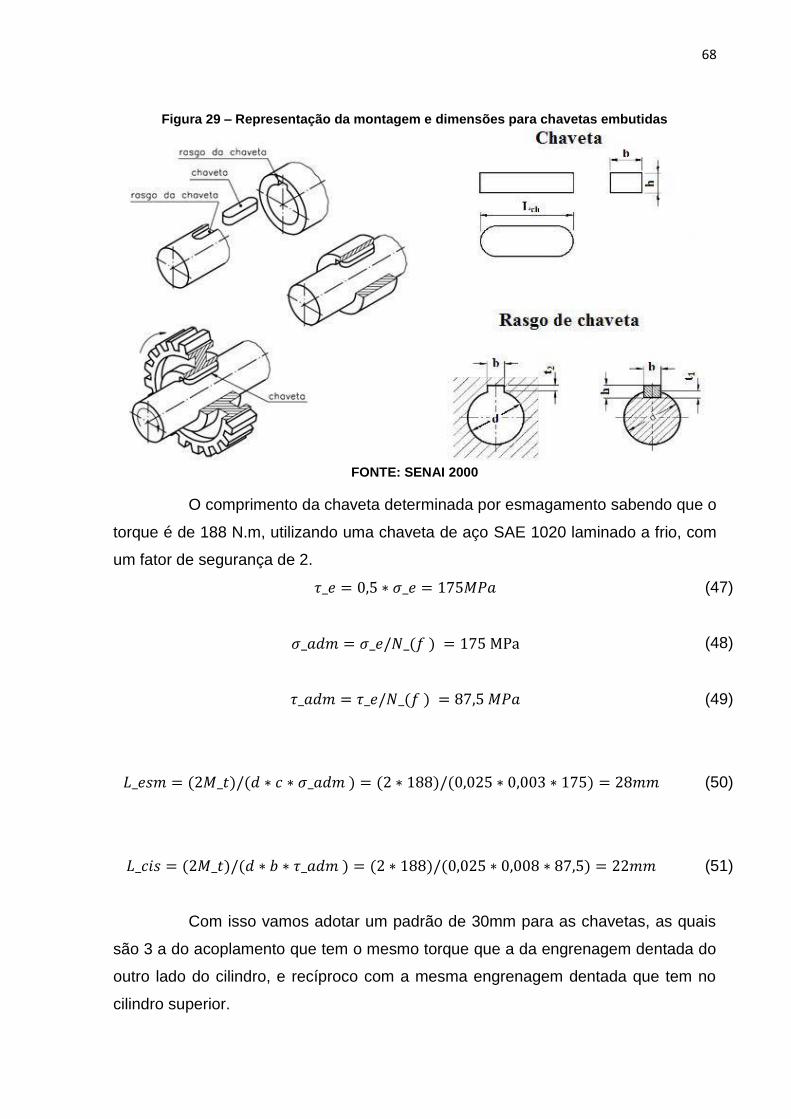
68
Figura 29 – Representação da montagem e dimensões para chavetas embutidas
FONTE: SENAI 2000
O comprimento da chaveta determinada por esmagamento sabendo que o
torque é de 188 N.m, utilizando uma chaveta de aço SAE 1020 laminado a frio, com
um fator de segurança de 2.
𝜏_𝑒 = 0,5 ∗ 𝜎_𝑒 = 175𝑀𝑃𝑎 (47)
𝜎_𝑎𝑑𝑚 = 𝜎_𝑒/𝑁_(𝑓 ) = 175 MPa
(48)
𝜏_𝑎𝑑𝑚 = 𝜏_𝑒/𝑁_(𝑓 ) = 87,5 𝑀𝑃𝑎
(49)
𝐿_𝑒𝑠𝑚 = (2𝑀_𝑡)/(𝑑 ∗ 𝑐 ∗ 𝜎_𝑎𝑑𝑚 ) = (2 ∗ 188)/(0,025 ∗ 0,003 ∗ 175) = 28𝑚𝑚 (50)
𝐿_𝑐𝑖𝑠 = (2𝑀_𝑡)/(𝑑 ∗ 𝑏 ∗ 𝜏_𝑎𝑑𝑚 ) = (2 ∗ 188)/(0,025 ∗ 0,008 ∗ 87,5) = 22𝑚𝑚 (51)
Com isso vamos adotar um padrão de 30mm para as chavetas, as quais
são 3 a do acoplamento que tem o mesmo torque que a da engrenagem dentada do
outro lado do cilindro, e recíproco com a mesma engrenagem dentada que tem no
cilindro superior.
69
5.5 CÁLCULO DOS ESFORÇOS NOS ROLAMENTOS
Os rolamentos de suporte para laminadores são usados exclusivamente no
pescoço dos cilindros e nos rolamentos de pressão. Eles são normalmente montados
com um encaixe de interferência no pescoço do cilindro e são adequados para
aplicações de laminação, onde a velocidade do rolamento é elevada.
Para este eixo existe além da carga radial uma parcela de carga axial, que
apesar de pequena para o caso pode ocasionar falha prematura no rolamento,
portanto o rolamento que tem a função de limitar o deslocamento axial do eixo deve
ser preparado para suportar a carga axial.
Iniciando pela escolha do rolamento da quarta seção que deve suportar
apenas carga radial, o rolamento deve ter um diâmetro interno superior ao do eixo,
para obter um diâmetro, largura e vida satisfatórios.
Escolhemos um rolamento com diâmetro interno de 30mm, da SKF 206
com carga dinâmica de 20,9 e carga estática de 16,3 kN onde esses valores estão no
anexo B, o eixo onde os rolamentos serão acoplados está em rotação constante de
36 RPM conforme a figura 30 onde temos o rolamento e a flange um conjunto das
duas peças.
𝑉𝑖𝑑𝑎_ℎ𝑜𝑟𝑎𝑠 = (〖10〗^6/(60 ∗ 𝑛)) ∗ (𝐶/𝑃)^3 (52)
𝑉𝑖𝑑𝑎ℎ𝑜𝑟𝑎𝑠 = 1300[ℎ𝑜𝑟𝑎𝑠] (53)
𝐶 = X ∗ 𝐹𝑟 + 𝑌 ∗ 2 ∗ 𝐹𝑎 = 20,9 𝑘𝑁 (54)

70
Figura 30 - Flange lateral com rolamento
FONTE: Autor 2016.
5.6 ACOPLAMENTO
Uma ampla variedade de acoplamentos de eixo está disponível
comercialmente, variando desde acoplamentos rígidos com chavetas até projetos
elaborados que usam engrenagens, elastômeros ou fluidos para transmitir o torque
de um eixo a outro eixo ou a outro dispositivo na presença de vários tipos de
desalinhamento.
Os acoplamentos podem ser divididos em termos gerais em duas
categorias: rígidos ou complacentes. Complacente, neste contexto, significa que o
71
acoplamento pode absorver algum desalinhamento entre os dois eixos, e rígido
implica que nenhum desalinhamento é permitido entre os eixos a serem conectados.
(NORTON 2013)
Os acoplamentos rígidos travam os dois eixos conjuntamente, não
permitindo movimento relativo entre eles, embora algum ajuste axial seja possível na
montagem. Eles são usados quando a precisão e fidelidade da transmissão do torque
são da mais absoluta importância, como, por exemplo, quando a relação de fase entre
O dispositivo motor e o dispositivo movido deve ser mantida com precisão.
Máquinas de produção automatizadas comandadas por eixos longos frequentemente
usam acoplamentos rígidos entre as seções de eixo por essa razão. Os
servomecanismos também precisam de conexões precisas no trem de comando. O
preço é que o alinhamento da linha de centro dos eixos acoplados deve ser ajustado
com precisão para evitar a introdução de grandes forças laterais e momentos quando
o acoplamento é montado. (NORTON 2013).
Em nosso projeto vamos utilizar um acoplamento rígido onde foi usinado
um cilindro maciço de aço SAE 1045, feitos os furos conforme o tamanho do eixo onde
foi acoplado, após feito o rasgo de chaveta, e por fim um parafuso para fixar a chaveta,
com alta capacidade de torque, sendo assim não tendo problemas em nosso
laminador.
5.7 PARAFUSOS PARA FIXAÇÃO
Os parafusos são utilizados tanto para manter coisas unidas, como no caso
de parafusos de fixação, quanto para mover cargas, como no caso dos chamados
parafusos de potência, ou parafusos de avanço. Investigaremos esses dois tipos de
aplicações. Parafusos usados para fixação podem ser arranjados para resistir a
cargas de tração, de cisalhamento, ou a ambas. Exploraremos a aplicação de pré-
cargas em parafusos de fixação, as quais podem aumentar sensivelmente a sua
capacidade de sustentar cargas. (NORTON 2013)
Para que possamos dimensionar os parafusos, temos que calcular a força
atuante no mesmo, ou seja, a força peso de todo conjunto. Neste caso a força do
parafuso será igual a força de separação.

72
Fparafuso = 17,91 kN (55)
Como serão utilizados oito parafusos, cada fixação por parafuso suportará
uma força externa de tração, FE.
FE= 2,24 kN (56)
De acordo com Norton 2004, o anexo D2 mostra os valores de resistência
mínima de prova em função da classe do parafuso. Para o nosso projeto selecionamos
a classe 8.8.
Com o conhecimento da força do parafuso e usando um fator de segurança
de 2, definimos a área sob tração.
σ_adm = σ_prova/FS (57)
σ_adm = 300 [𝑀𝑃𝑎] (58)
A_t = F_parafuso/σ_adm (59)
A_t = 7,46 𝑚𝑚2 (60)
Definida então a área de tração, podemos agora selecionar o parafuso
adequado ao projeto, ou seja, o qual suportará a carga.
Com o auxílio do anexo D1 definimos que o parafuso a ser utilizado será o
M8 para um maior fator de segurança, o qual encontrasse facilmente no mercado.
5.8 CORRENTE DE TRANSMISSÃO
A transmissão por correntes de rolos é um meio altamente eficiente e
versátil para transmitir potência mecânica em aplicações. Este tipo de transmissão é
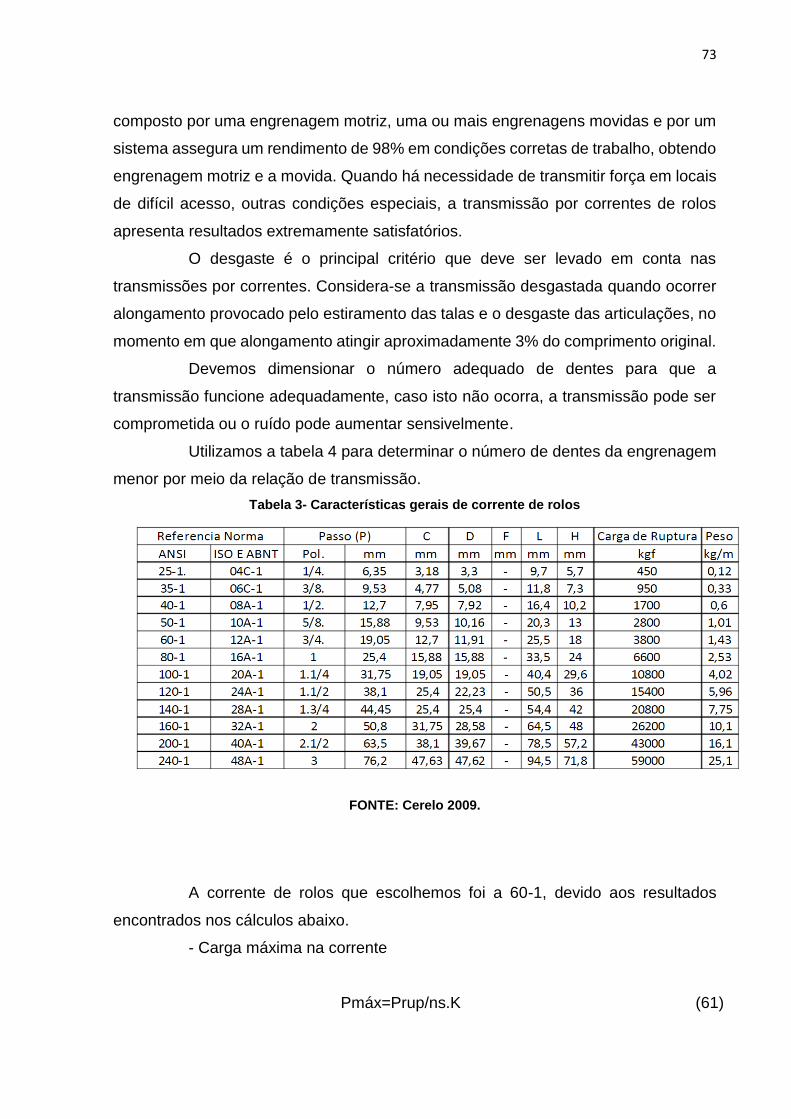
73
composto por uma engrenagem motriz, uma ou mais engrenagens movidas e por um
sistema assegura um rendimento de 98% em condições corretas de trabalho, obtendo
engrenagem motriz e a movida. Quando há necessidade de transmitir força em locais
de difícil acesso, outras condições especiais, a transmissão por correntes de rolos
apresenta resultados extremamente satisfatórios.
O desgaste é o principal critério que deve ser levado em conta nas
transmissões por correntes. Considera-se a transmissão desgastada quando ocorrer
alongamento provocado pelo estiramento das talas e o desgaste das articulações, no
momento em que alongamento atingir aproximadamente 3% do comprimento original.
Devemos dimensionar o número adequado de dentes para que a
transmissão funcione adequadamente, caso isto não ocorra, a transmissão pode ser
comprometida ou o ruído pode aumentar sensivelmente.
Utilizamos a tabela 4 para determinar o número de dentes da engrenagem
menor por meio da relação de transmissão.
Tabela 3- Características gerais de corrente de rolos
FONTE: Cerelo 2009.
A corrente de rolos que escolhemos foi a 60-1, devido aos resultados
encontrados nos cálculos abaixo.
- Carga máxima na corrente
Pmáx=Prup/ns.K (61)
74
Onde:
Pmáx – carga máxima que deve atuar na corrente [kgf]
Prup – Carga de ruptura da corrente (para correntes dentadas é a carga de
ruptura atuante em 10mm da largura) [kgf]
ns – coeficiente de segurança [adimensional]
k – fator de operação [adimensional]
- Fator de Operação k
k= ks * kl * kpo (62)
ks= fator de serviço
ks=1,0 (carga constante, operação intermitente)
ks=1,3 (com impactos, operação contínua)
ks=1,5 (impactos fortes, operação contínua)
kl=fator de lubrificação
kl=1,0 ( lubrificação contínua)
kl=1,3 ( lubrificação periódica)
kpo=fator de posição
kpo=1,0 ( quando a linha de centro da transmissão é horizontal ou possui uma
inclinação de até 45 graus com a horizontal)
kpo=1,3 ( quando alinha de centro da transmissão possui uma inclinação superior
a 45 graus em relação a horizontal)
Com isso chegamos aos seguintes resultados:
k = 1,3
Pmáx = 2552 N
- Distância entre centros (estimativa)
75
Figura 31 - Distância entre centros de engrenagens
FONTE: Cerelo 2009
A = (30 a 50) t
Onde:
A = distância entre centros [mm]
t = passo da corrente [mm]
A = 952,5 mm
- Número de elos
O número de elos é determinado através da expressão:
y= (Z1+Z2/2) + 2A/t + [(Z2 – Z1/2π)2 . t/A] (63)
Onde:
y= número de elos [adimensional]
Z1= número de dentes da engrenagem 1
Z2= número de dentes da engrenagem 2
t= passo [mm]
A= distância entre centros [mm]
y = 379 mm
- Velocidade da corrente
Vc = Z1.t.n1/60.1000 (64)
Onde:
vc= velocidade periférica da corrente [m/s]
Z1= número de dentes da engrenagem [adimensional]
t= passo da corrente[mm]
76
n= rotação [RPM]
vc= 3.14 m/s
Observação:
A potência máxima que se tem conhecimento, que foi transmitida até hoje
por corrente é de 5000 CV e a rotação de 5000 RPM.
5.9 ENGRENAGEM PARA CORRENTE DE TRANSMISSÃO
Para cada tipo de corrente de transmissão é fabricada uma série especifica
de engrenagens. Para obter-se um correto acoplamento entre a corrente e a
engrenagem, a construção desta última deve respeitar determinadas dimensões:
algumas destas derivam de considerações geométricas, enquanto outras são
baseadas na experiência. Forma dos dentes - a forma teórica dos dentes deve ser
aquela que o rolo da corrente traça passando do percurso retilíneo, identificado com
o alinhamento do centro dos pinos da corrente na parte em tensão, ao percurso
circular representado pela circunferência primitiva da roda dentada. Em outras
palavras, o perfil teórico do dente de uma engrenagem para corrente de transmissão
é o envolvimento do perfil do rolo no movimento relativo da corrente em relação à
engrenagem.
Diâmetro Primitivo - é o diâmetro da circunferência que passa pelos centros
dos pinos da corrente quando a mesma está envolvendo a engrenagem.
Diâmetro de fundo de dentes - é o diâmetro da circunferência tangente aos
pontos mais internos da porção circular dos dentes da engrenagem. Apesar desta
medida não ser mencionada neste catálogo, é importantíssima, pois é baseada nela
que se faz o controle dimensional da engrenagem, no que diz respeito a fresagem dos
dentes. Diâmetro externo - é o diâmetro da circunferência que circunscreve a
extremidade dos dentes da engrenagem.
Como a corrente escolhida foi a ANSI 60/1, segue a tabela 75 com os dados
das engrenagens de 17 dentes selecionadas.
Para corrente 3/4" x 1/2" – ANSI 60 / 1
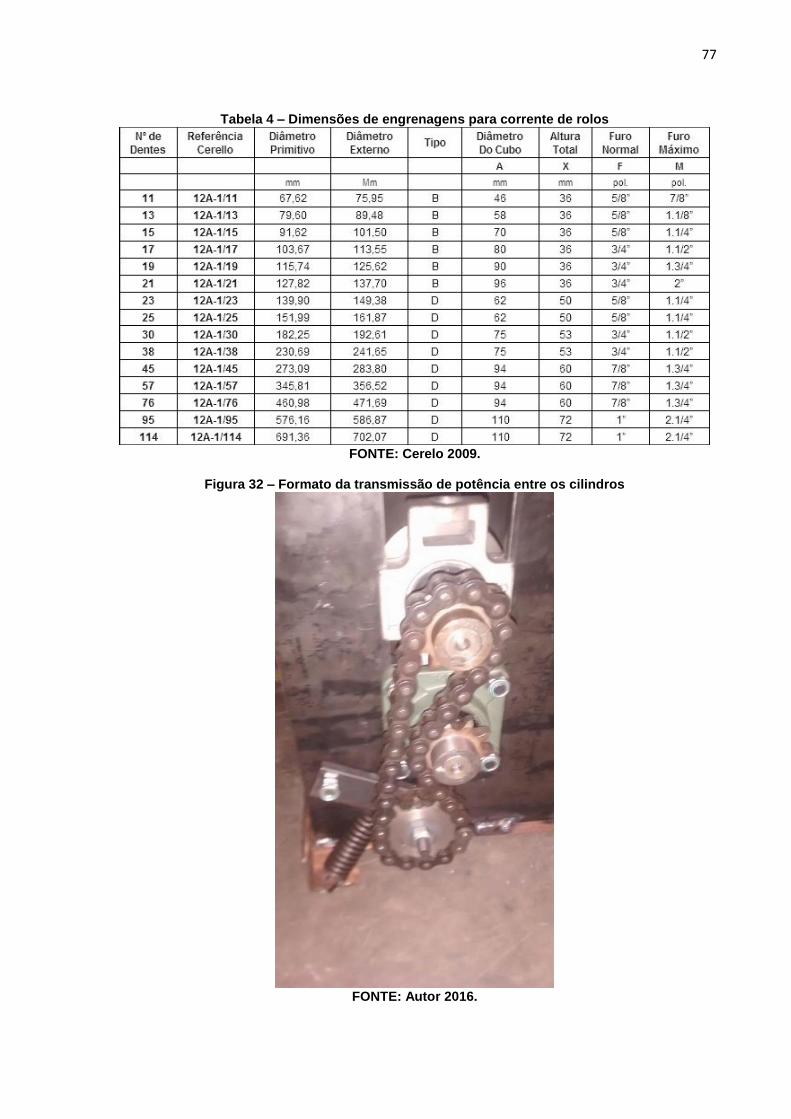
77
Tabela 4 – Dimensões de engrenagens para corrente de rolos
FONTE: Cerelo 2009.
Figura 32 – Formato da transmissão de potência entre os cilindros
FONTE: Autor 2016.
78
5.10 LUBRIFICAÇÃO
5.10.1 Lubrificação de correntes
Lubrificação e armaduras de proteção contra sujeiras e poeiras são
essenciais para prevenir o desgaste e prolongar a vida da corrente. Sua performance
é bastante melhorada através de lubrificação adequada nas articulações e nos dentes
das engrenagens. A lubrificação faz com que o atrito entre as partes seja reduzido e
consequentemente o desgaste.
Óleos pesados ou graxas não são recomendados, pois são muito viscosos
e não conseguem penetrar as folgas das peças de uma corrente. Entretanto, óleos
com viscosidade muito baixa são incapazes de manter uma camada de lubrificante
adequada capaz de resistir às pressões de contato atuantes na transmissão.
O método adequado de lubrificação depende de vários fatores: número de
dentes da engrenagem, potência transmitida, velocidade, temperatura, etc. Existem 5
métodos básicos para a lubrificação: Manual, Gotejamento, Banho de óleo, Disco
rotativo e Lubrificação forçada ou spray sob pressão. Cada um se diferencia pela
efetividade, instalação e custos de manutenção.
No caso do nosso projeto vamos utilizar a lubrificação manual, para que
possamos não necessitar de equipamentos especiais para sua realização. A graxa foi
o lubrificante escolhido, ela pode ser aplicada periodicamente através de pinceis,
diretamente nos pontos de lubrificação da corrente. Devemos fazer com frequência,
para que a corrente sempre esteja lubrificada. Utilizamos a graxa mesmo tendo uma
viscosidade maior, pois esta não será ejetada para fora da corrente em velocidades
relativamente altas.
Figura 33 – Lubrificação manual
FONTE: Chevron Brasil Lubrificantes Ltda.
79
5.10.2 Lubrificação dos rolamentos
A maioria dos rolamentos de esferas são lubrificados com graxa. Em
comparação com o óleo, a vantagem é que a graxa é retida com mais facilidade no
arranjo de rolamentos, principalmente onde os eixos são inclinados ou verticais. A
graxa também pode contribuir para vedar o arranjo contra contaminantes sólidos e
líquidos, bem como a umidade. Por estes motivos utilizamos a graxa como lubrificante
dos rolamentos do nosso projeto.
Os termos utilizados para categorizar as faixas de velocidade, temperaturas
e cargas para lubrificação a graxa podem diferir daqueles utilizadas para rolamentos.
A quantidade de graxa aplicada ao rolamento depende da aplicação. Uma
quantidade muito pequena de graxa resulta em contato de metal com metal e falha
prematura do rolamento. Quantidades excessivas de graxa fazem com que a
temperatura operacional do rolamento aumente rapidamente, especialmente ao
trabalhar em velocidades altas.
Como regra geral, na partida, apenas o rolamento deve estar totalmente
preenchido, enquanto o espaço livre na caixa deve estar parcialmente preenchido com
graxa. Antes de operar em velocidade total, deve-se deixar que o excesso de graxa
no rolamento se acomode ou escape durante um período de funcionamento inicial. No
final do período de funcionamento inicial, a temperatura de funcionamento cairá
consideravelmente indicando que a graxa foi distribuída no arranjo do rolamento. No
entanto, onde os rolamentos devem operar em velocidades muito baixas e uma boa
proteção contra contaminação e corrosão for necessária, é aconselhável preencher a
caixa completamente com graxa.
5.10.3 Lubrificação da Caixa Redutora
A lubrificação é uma parte essencial nos planejamentos de manutenção e
também é muito importante para as partes mecânicas, tais como os redutores de
velocidade de motores elétricos. Os lubrificantes sintéticos são vitais na garantia de
bom desempenho dos redutores. Se o nível do óleo em um redutor de velocidades
industrial fica muito baixo ou perde a sua capacidade de lubrificar, o dispositivo não
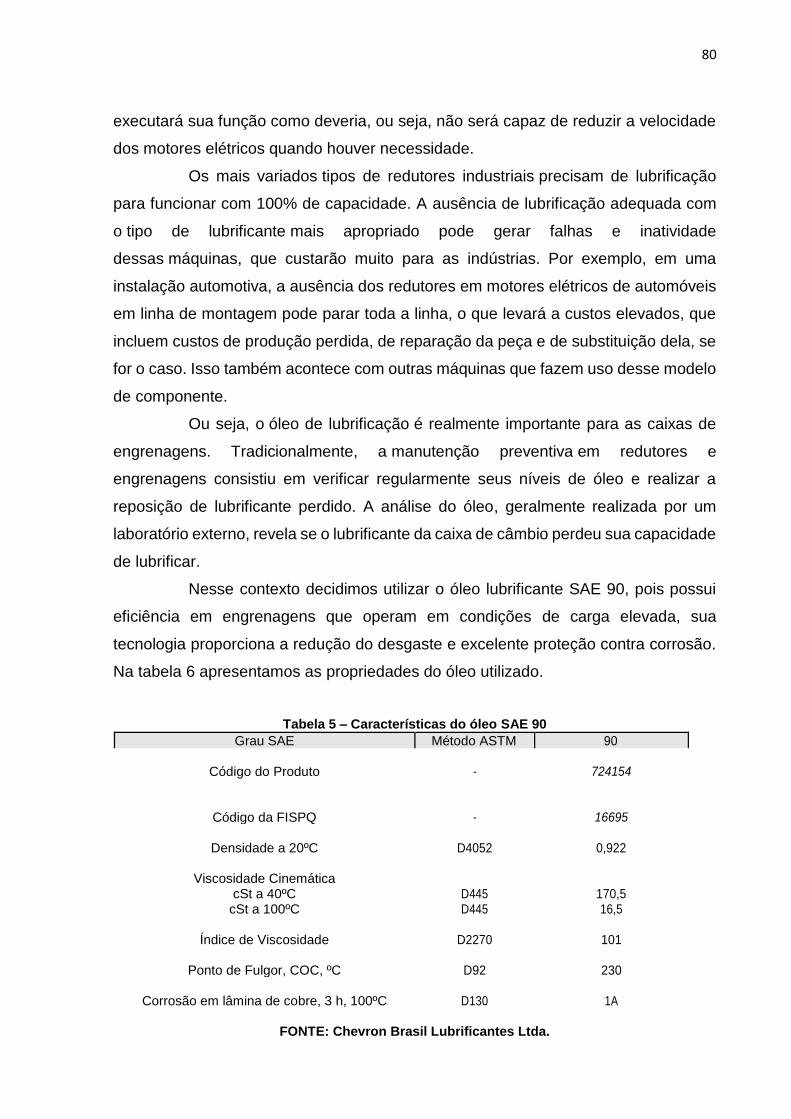
80
executará sua função como deveria, ou seja, não será capaz de reduzir a velocidade
dos motores elétricos quando houver necessidade.
Os mais variados tipos de redutores industriais precisam de lubrificação
para funcionar com 100% de capacidade. A ausência de lubrificação adequada com
o tipo de lubrificante mais apropriado pode gerar falhas e inatividade
dessas máquinas, que custarão muito para as indústrias. Por exemplo, em uma
instalação automotiva, a ausência dos redutores em motores elétricos de automóveis
em linha de montagem pode parar toda a linha, o que levará a custos elevados, que
incluem custos de produção perdida, de reparação da peça e de substituição dela, se
for o caso. Isso também acontece com outras máquinas que fazem uso desse modelo
de componente.
Ou seja, o óleo de lubrificação é realmente importante para as caixas de
engrenagens. Tradicionalmente, a manutenção preventiva em redutores e
engrenagens consistiu em verificar regularmente seus níveis de óleo e realizar a
reposição de lubrificante perdido. A análise do óleo, geralmente realizada por um
laboratório externo, revela se o lubrificante da caixa de câmbio perdeu sua capacidade
de lubrificar.
Nesse contexto decidimos utilizar o óleo lubrificante SAE 90, pois possui
eficiência em engrenagens que operam em condições de carga elevada, sua
tecnologia proporciona a redução do desgaste e excelente proteção contra corrosão.
Na tabela 6 apresentamos as propriedades do óleo utilizado.
Tabela 5 – Características do óleo SAE 90
Grau SAE Método ASTM 90
Código do Produto - 724154
Código da FISPQ - 16695
Densidade a 20ºC D4052 0,922
Viscosidade Cinemática cSt a 40ºC D445 170,5
cSt a 100ºC D445 16,5
Índice de Viscosidade D2270 101
Ponto de Fulgor, COC, ºC D92 230
Corrosão em lâmina de cobre, 3 h, 100ºC D130 1A
FONTE: Chevron Brasil Lubrificantes Ltda.
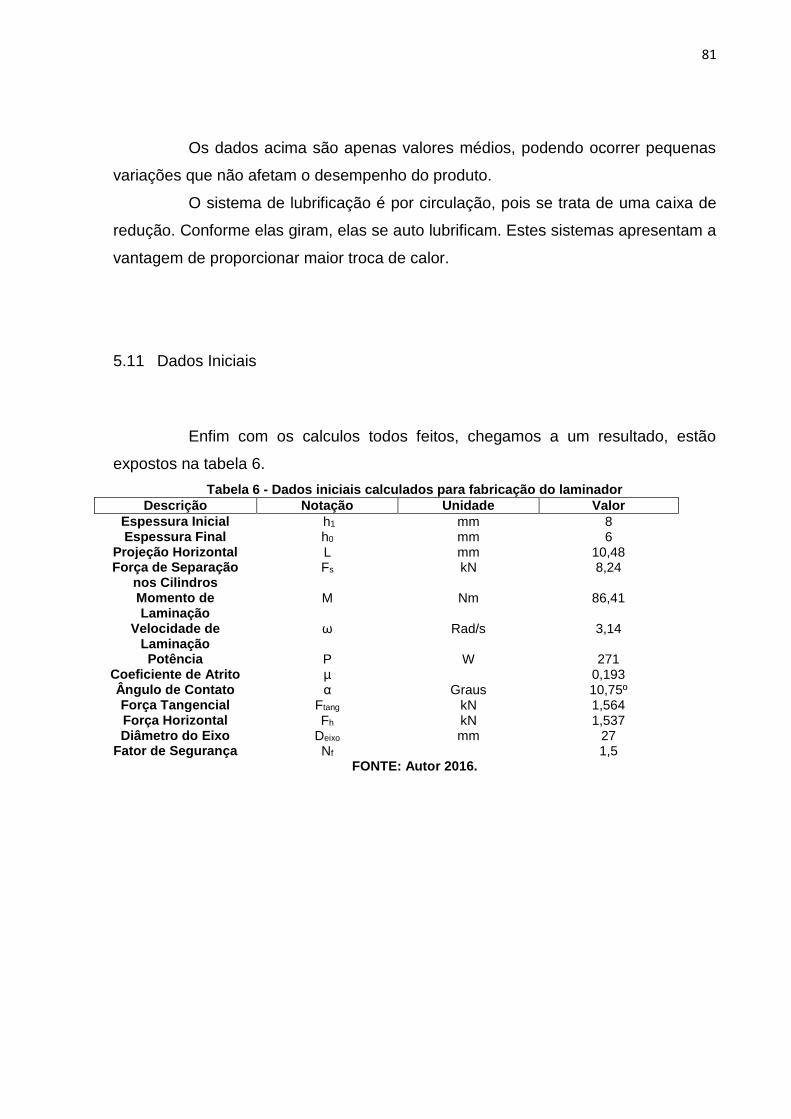
81
Os dados acima são apenas valores médios, podendo ocorrer pequenas
variações que não afetam o desempenho do produto.
O sistema de lubrificação é por circulação, pois se trata de uma caixa de
redução. Conforme elas giram, elas se auto lubrificam. Estes sistemas apresentam a
vantagem de proporcionar maior troca de calor.
5.11 Dados Iniciais
Enfim com os calculos todos feitos, chegamos a um resultado, estão
expostos na tabela 6.
Tabela 6 - Dados iniciais calculados para fabricação do laminador
Descrição Notação Unidade Valor
Espessura Inicial h1 mm 8 Espessura Final h0 mm 6
Projeção Horizontal L mm 10,48 Força de Separação
nos Cilindros Fs kN 8,24
Momento de Laminação
M Nm 86,41
Velocidade de Laminação
ω Rad/s 3,14
Potência P W 271 Coeficiente de Atrito µ 0,193 Ângulo de Contato α Graus 10,75º Força Tangencial Ftang kN 1,564 Força Horizontal Fh kN 1,537 Diâmetro do Eixo Deixo mm 27
Fator de Segurança Nf 1,5 FONTE: Autor 2016.
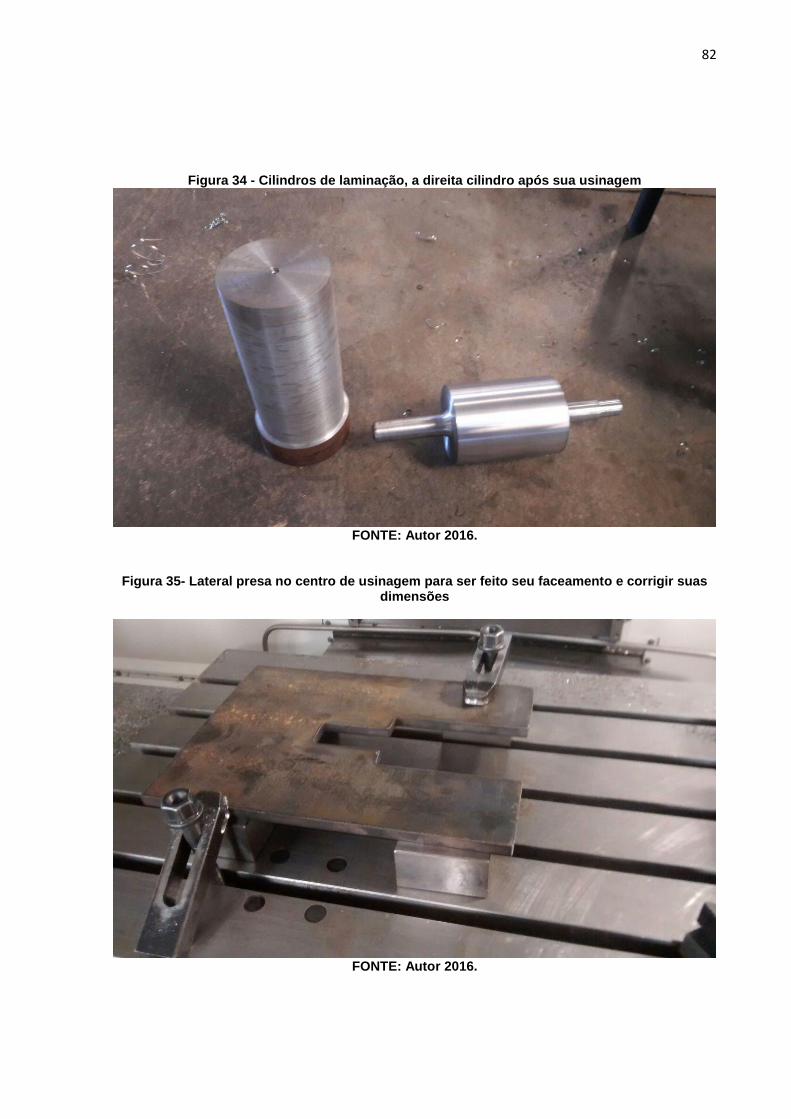
82
Figura 34 - Cilindros de laminação, a direita cilindro após sua usinagem
FONTE: Autor 2016.
Figura 35- Lateral presa no centro de usinagem para ser feito seu faceamento e corrigir suas dimensões
FONTE: Autor 2016.

83
Após o final da fabricação e sua montagem completa, foi feito os primeiros
testes, ligado o motor, corrigindo seu sentindo de rotação, ouvindo atentamente
qualquer barulho que possa vim a comprometer o equipamento, e ao fim laminado um
componente de aluminio, para teste, o obtendo sucesso em sua laminação.
Figura 36 – Laminador em fase de acabamento sem pintura
FONTE: Autor 2016.
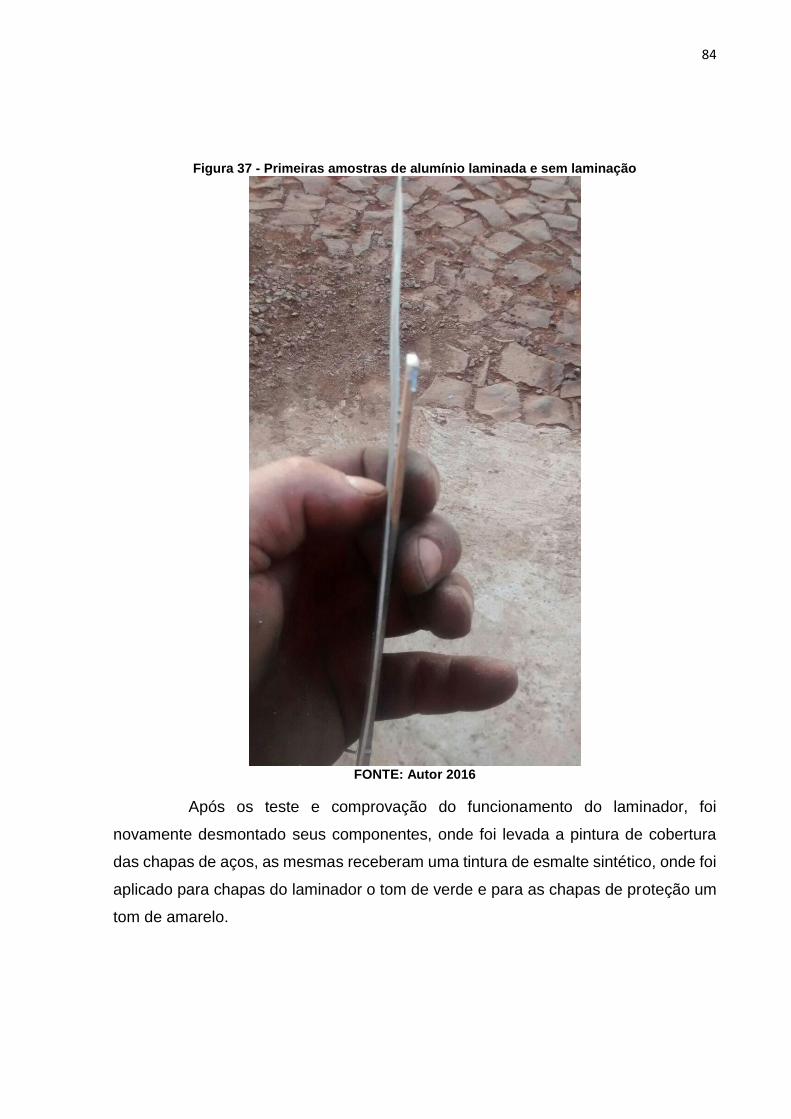
84
Figura 37 - Primeiras amostras de alumínio laminada e sem laminação
FONTE: Autor 2016
Após os teste e comprovação do funcionamento do laminador, foi
novamente desmontado seus componentes, onde foi levada a pintura de cobertura
das chapas de aços, as mesmas receberam uma tintura de esmalte sintético, onde foi
aplicado para chapas do laminador o tom de verde e para as chapas de proteção um
tom de amarelo.

85
Figura 38 – Imagens da pintura do laminado
FONTE: Autor 2016.
Foi realizado ensaios com dois corpos de prova para laminação, onde
foram submetidos a laminação e medido cada passe suas dimensões.
86
Corpo de prova 1
L=110mm
B=10 mm
A=8 mm
Corpo de prova 2
L= 80 mm
B= 19 mm
A=5,5 mm
Após estes serem submetidos a laminação os valores estão descritos a
tabela 7.
Tabela 7- Dados experimentais obtidos da laminação 1º passe 2º passe 3º passe L[mm]/% B[mm]/% A[mm]/% L[mm]/% B[mm]/% A[mm]/% L[mm]/% B[mm]/% A[mm]/%
Corpo de
prova 1
150 36%
11 10%
5,5 31,5%
270 80%
12 9%
2,7 50%
580 115%
12,5 4%
1,2
Corpo de
prova 2
135 68%
21 10%
3 45%
260 93%
21 0%
1,5 50%
FONTE: Autor 2016.
Podemos dizer que nosso laminador teve um processo positivo, na
laminação, pois realizou o trabalho como imaginado, aumentando seu alongamento
em mais de 300% e reduzindo sua espessura.
87
6 CONCLUSÃO
Os elementos de máquinas são classificados de acordo com sua função:
transmissão, fixação, apoios, entre outros. Para que pudéssemos realizar o
dimensionamento da maneira mais segura possível, tivemos que considerar alguns
fatores importantes como materiais que foram usados, processo de fabricação,
possíveis esforços e alguns erros de utilização.
Para tanto, foi necessário utilizarmos nossos conhecimentos em
Resistência dos Materiais e das propriedades dos Materiais adquiridos durante o
período da faculdade e algumas considerações baseadas na literatura.
Com o estudo e metodologia definidos foi possível começar a planejar o
projeto do laminador. A partir dos cálculos dos esforços de laminação começamos a
dimensionar os componentes necessários. Tendo em mãos algumas dimensões
montamos um croqui do projeto, para então começarmos a modelagem em software
adequado. Após feita a modelagem foi possível observar com melhor clareza como o
projeto seria feito, para então começarmos o processo de fabricação dos
componentes.
Possuindo a modelagem e as dimensões necessárias, iniciamos o
processo de fabricação. Encontramos algumas dificuldades nos processos de
usinagem, pois ao longo de nossa vida acadêmica nos deparamos com poucas
práticas e falta de experiência em processos de fabricação de máquinas e
equipamentos. Após alguns erros e desperdício de materiais, atingimos as dimensões
definidas no dimensionamento dos componentes.
Já com todos os componentes fabricados, e os demais dimensionados e
adquiridos de acordo com a disponibilidade no mercado iniciamos o processo de
montagem do laminador. Foram encontradas algumas dificuldades, pois neste
momento algumas alterações foram realizadas devido aos ajustes necessários para
os equipamentos adquiridos, pois alguns desses equipamentos foram reaproveitados,
devido ao baixo custo, com isso houve desencontro de informações com a modelagem
sendo necessário adaptações e adequações a segurança.
88
Após finalizarmos os ajustes necessários e a montagem do laminador,
foram realizados os primeiros testes, atendendo a nossa expectativa e realizando o
que foi proposto inicialmente. Com isso é possível concluir que atendemos nossos
objetivos propostos.
Com nossos objetivos atendidos foi possível verificar algumas melhorias no
projeto bem como sugestões para trabalhos futuros. Sendo assim necessário a
modificação dos fusos de regulagem, pois foram utilizados parafusos M20 com passo
de 2,5 mm o que atrapalha no ajuste fino da regulagem, fabricação de chapas guias
de segurança para os cilindros, as quais já serviriam para direcionar o material ao
centro do cilindro e na sua saída, melhorias no sistema de segurança para impedir
que alguma parte do corpo tenha contato com os cilindros, e proteção da parte girante
do acoplamento, modificação da caixa redutora para haver uma passagem mais lenta
do material entre os cilindros.
Para que pudéssemos chegar a um resultado confiável e seguro
analisamos várias literaturas, as quais analisavam a ação das forças de laminação e
posteriormente todo o dimensionamento.
Portanto chegamos a conclusão que o projeto e execução do laminador de
bancada para materiais não-ferrosos está bem consolidado, levando em consideração
que os resultados finais obtidos se aproximaram bastante dos resultados mostrados
nas diversas literaturas estudadas.
89
REFERÊNCIAS
BRESCIANI FILHO, Etore; SILVA, Iris B.; BATALHA, Gilmar F.; BUTTON, Sérgio T. Conformação Plástica dos Metais, Edição digital EPUSP, 6ª edição, 2011.
CHIAVERINI, V., Tecnologia Mecânica, Volume II, Processos de Fabricação e Tratamento, Mc Graw-Hill, 2a edição, São Paulo, 1986.
CORDEIRO, H. Miranda, Apostila Processos de Fabricação, Universidade Federal do Ceará 2012.
CRISTOFOLINE, R. Laminadores Industriais - Tipos e processos de laminação, Joinvile 2011.
DIETER, George E.. Metalurgia Mecânica. 2ª ed. Rio de Janeiro: Guanabara Dois, 1981.
FILHO, André F, Apostila curso básico de conformação mecânica, Cordenadoria de Metalurgia e Materiais – IFES, Vitoria 2010.
HELMAN, H; CETLIN, P. R. Fundamentos da Conformação Mecânica dos Metais, Artliber Ed. Ltda. 2ª Ed., São Paulo – SP, 2005.
SHIGLEY, Joseph E. Projeto de engenharia Mecânica, 7ª ed. Porto Alegre, Bookman 2005.
NORTON, Robert L., Projeto de máquinas, 4ª ed. Porto Alegre, Bookman 2013.
NORTON, Robert L., Projeto de máquinas, 2ª ed. Porto Alegre, Bookman 2008.
M.m BORGES <http://mmborges.com/processos/Conformacao/cont_html/laminacao.htm> Acesso novembro de 16.
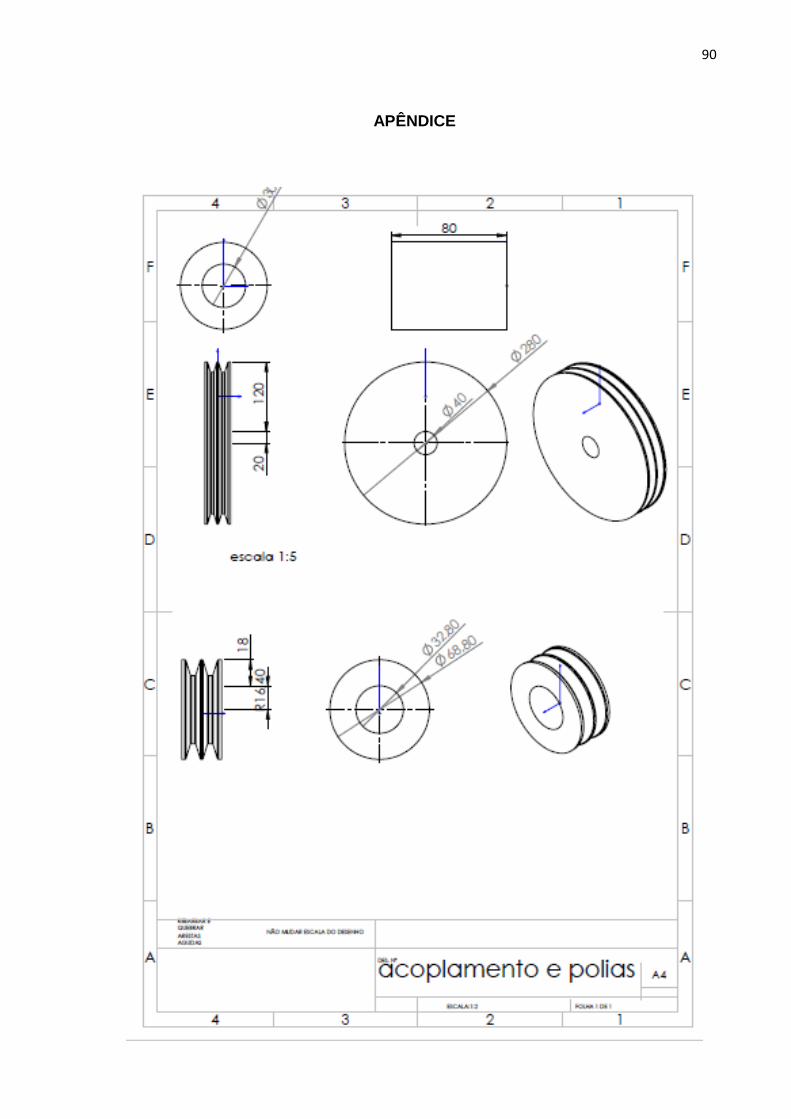
90
APÊNDICE
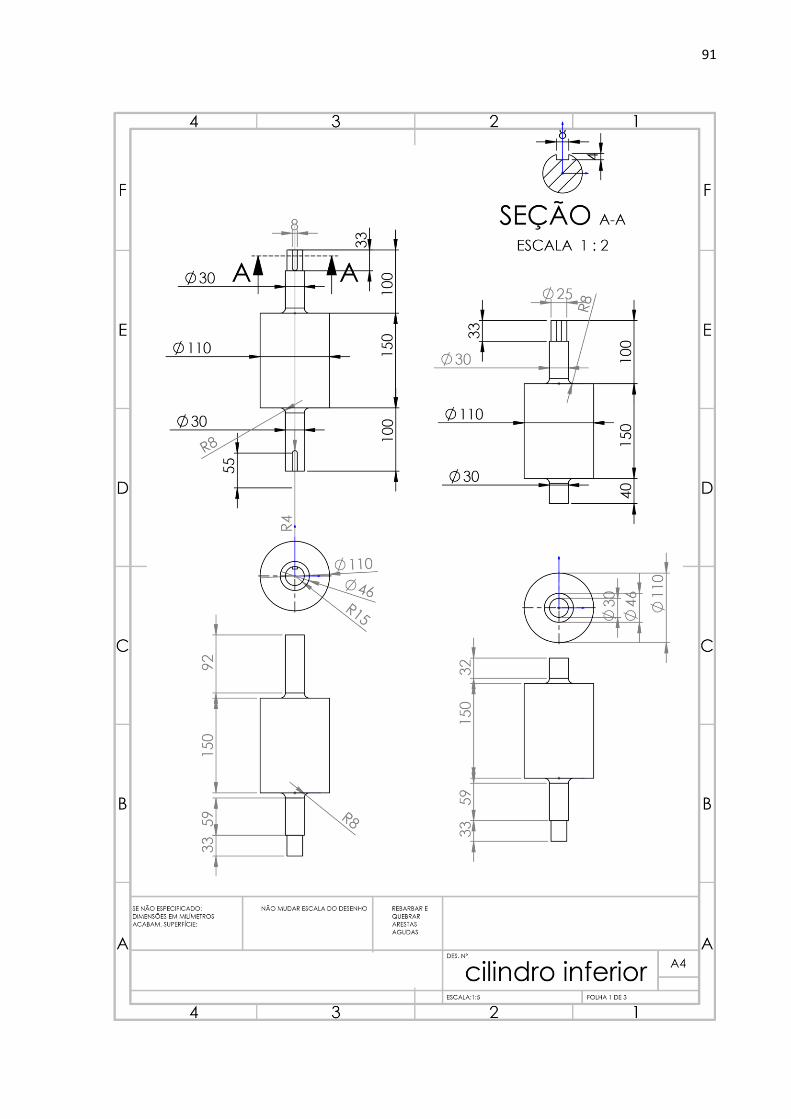
91
92
93
94
95
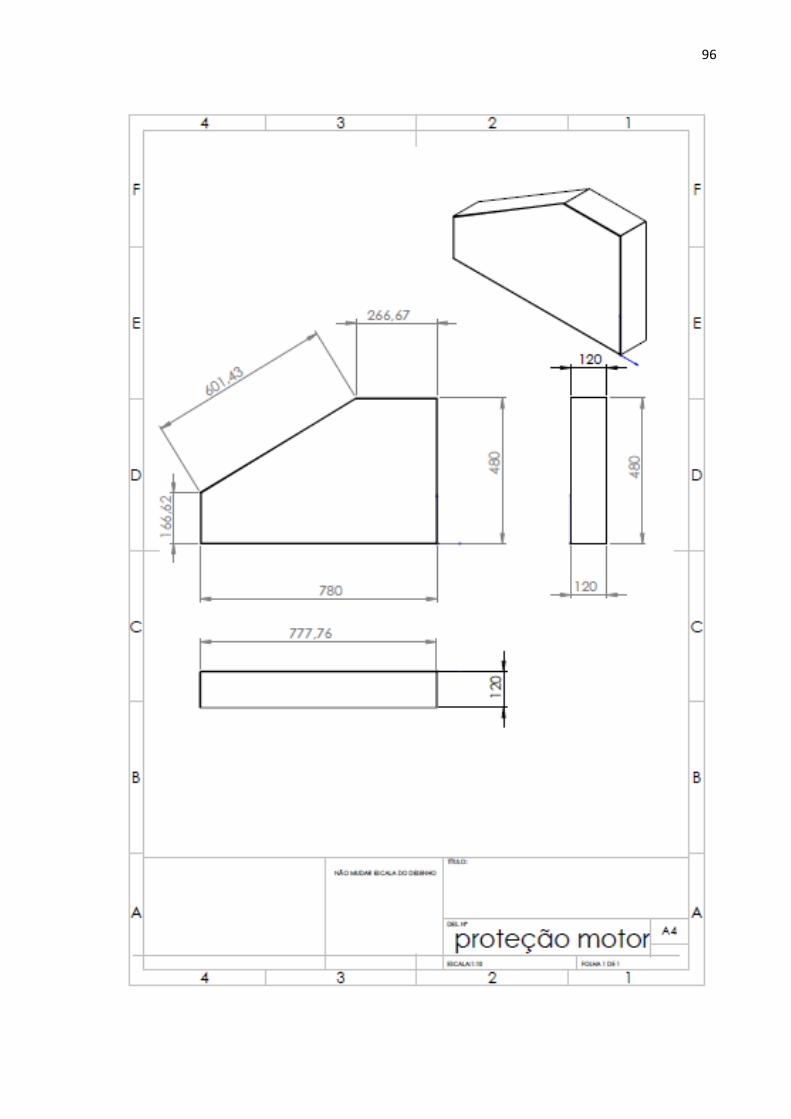
96
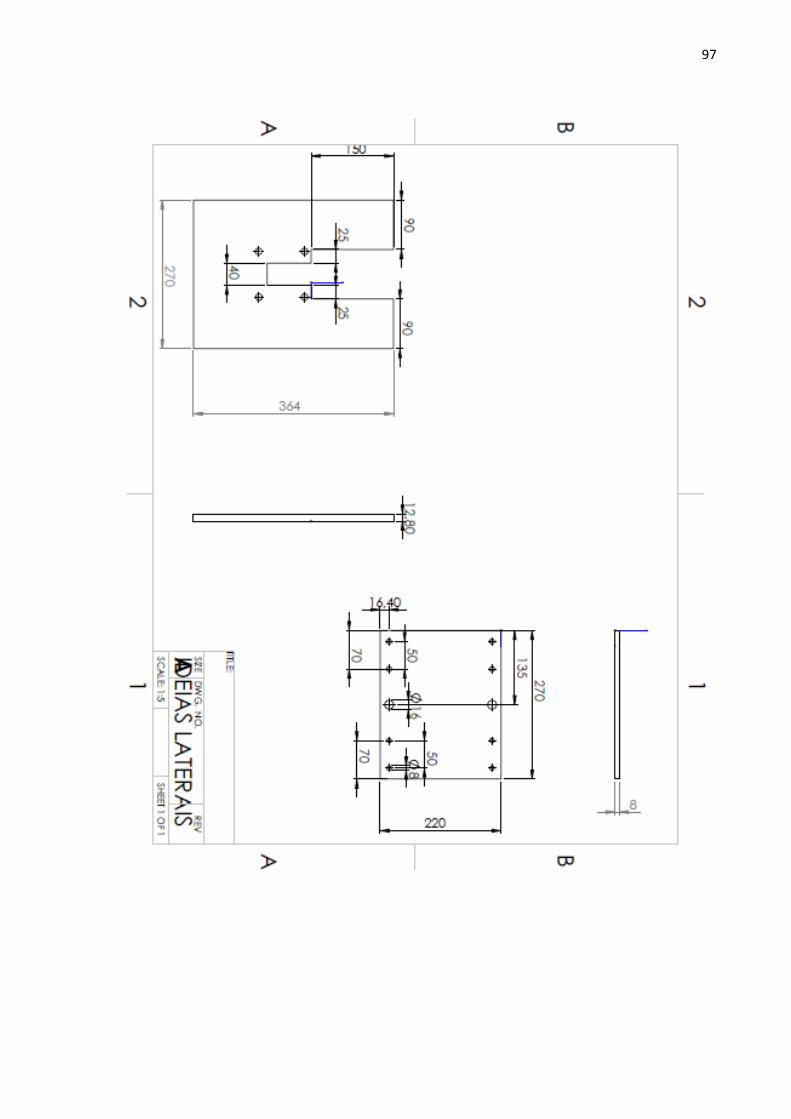
97
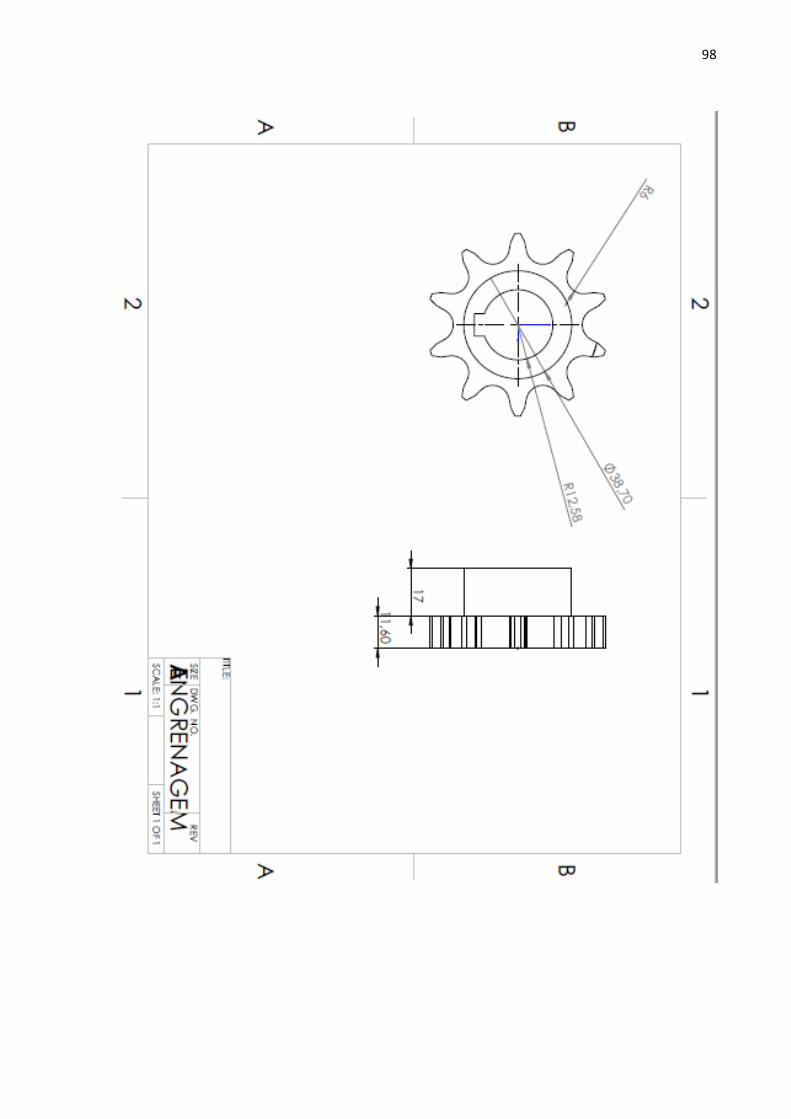
98
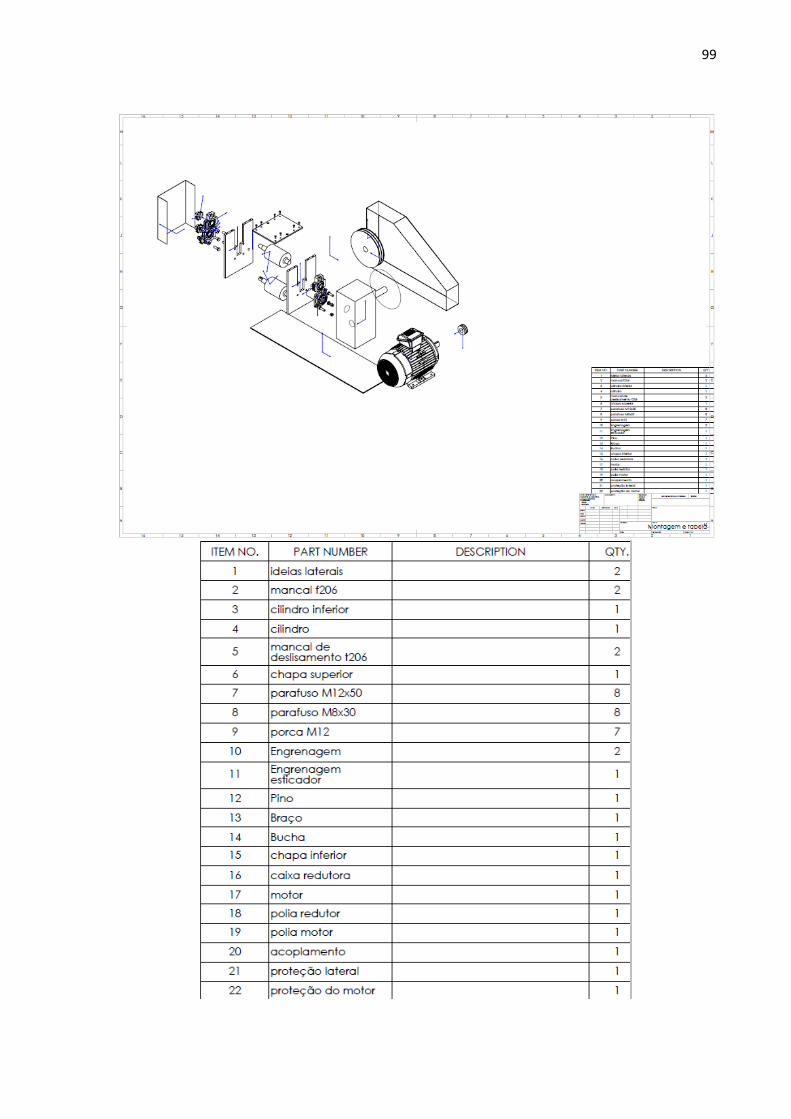
99
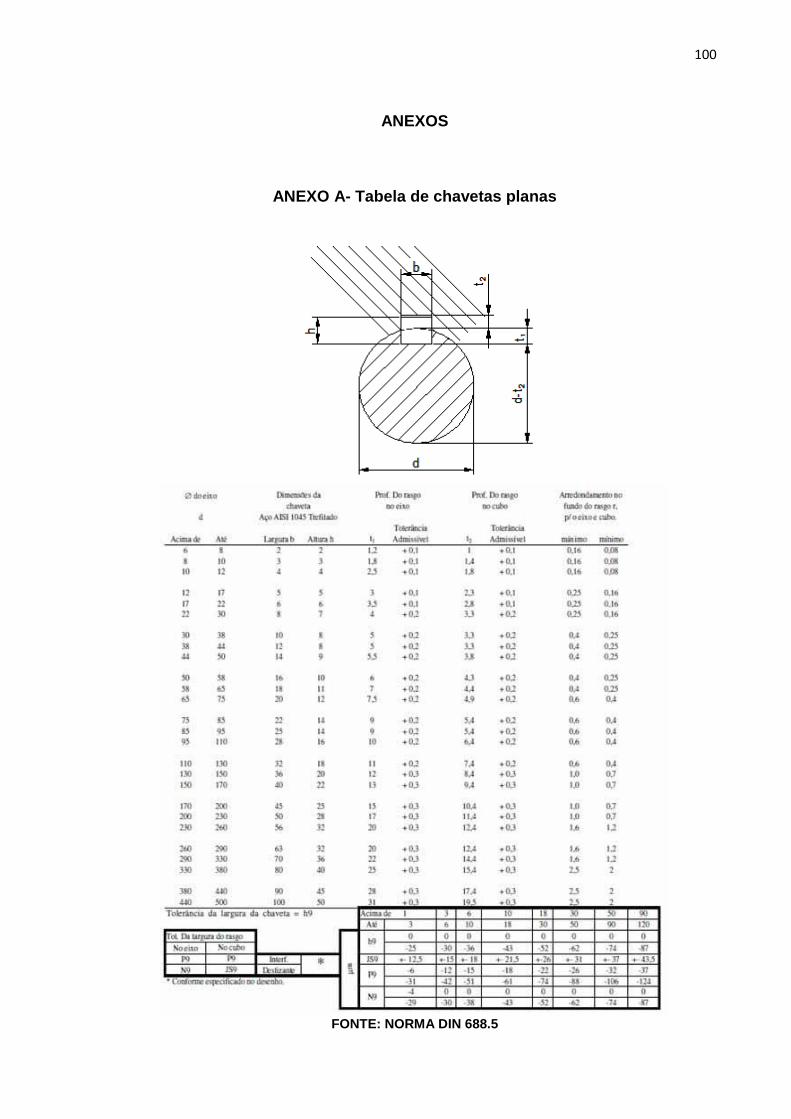
100
ANEXOS
ANEXO A- Tabela de chavetas planas
FONTE: NORMA DIN 688.5

101
ANEXO B- Propriedades dos rolamentos
FONTE: SKF Rolamentos de esferas de contato angular
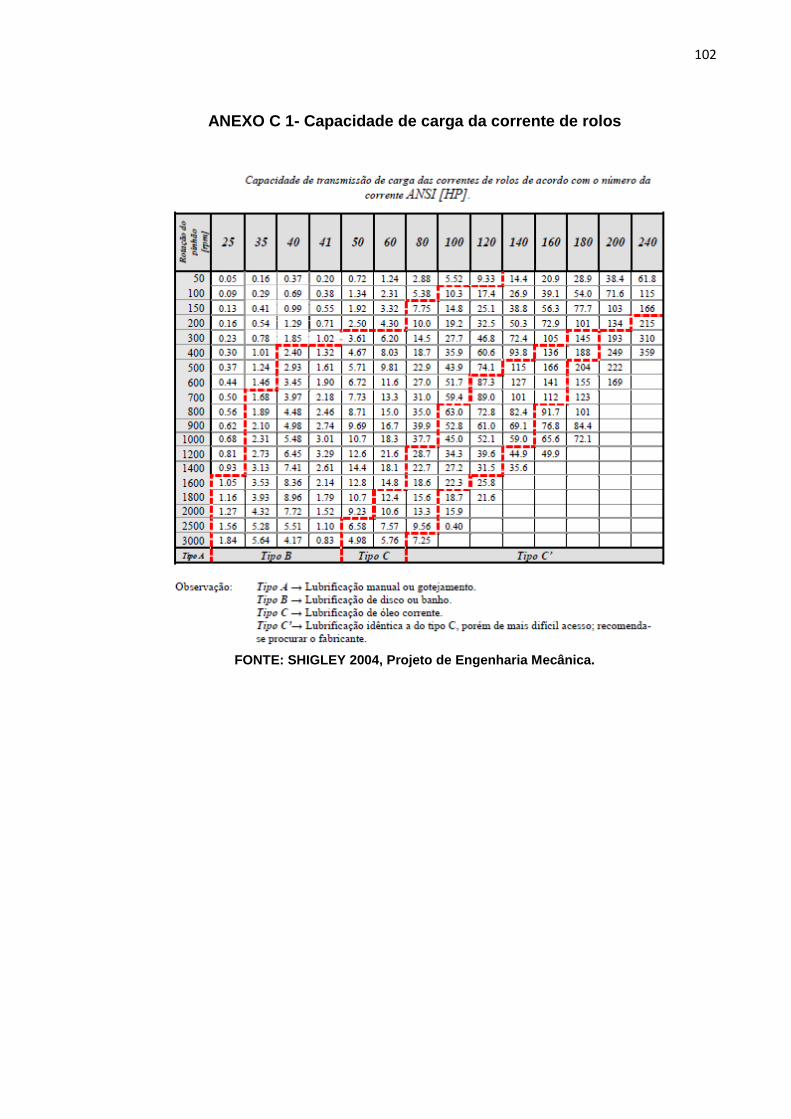
102
ANEXO C 1- Capacidade de carga da corrente de rolos
FONTE: SHIGLEY 2004, Projeto de Engenharia Mecânica.
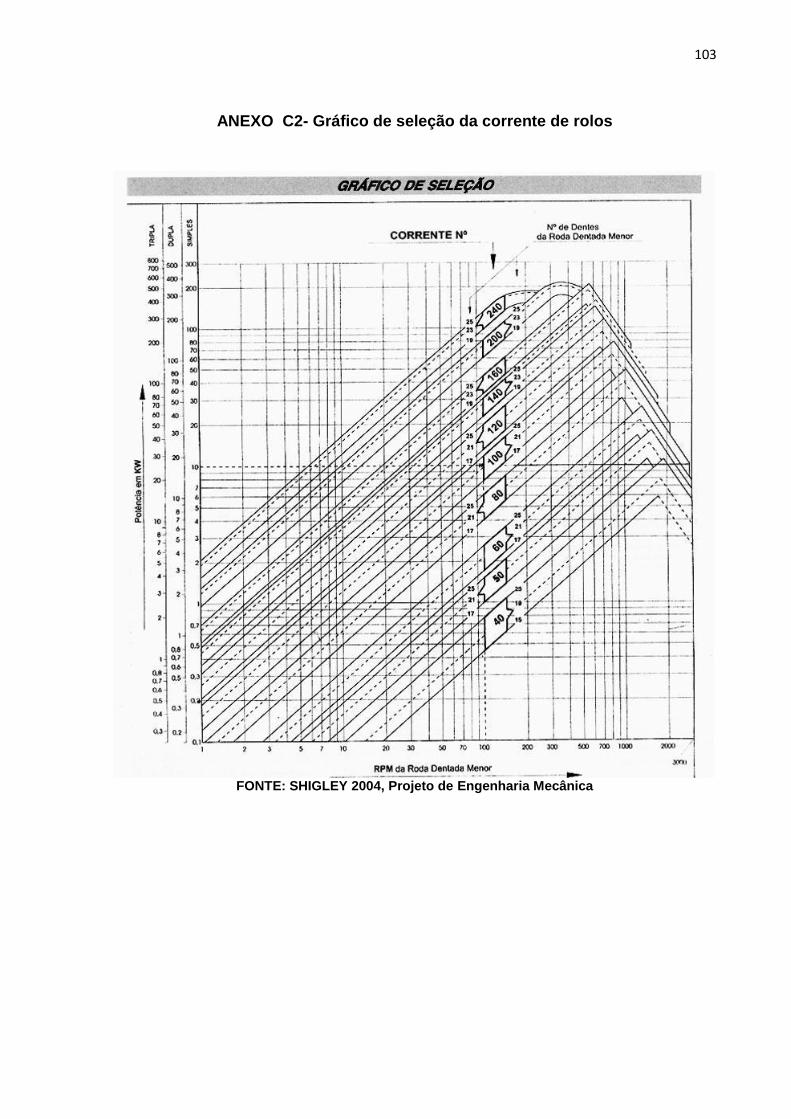
103
ANEXO C2- Gráfico de seleção da corrente de rolos
FONTE: SHIGLEY 2004, Projeto de Engenharia Mecânica
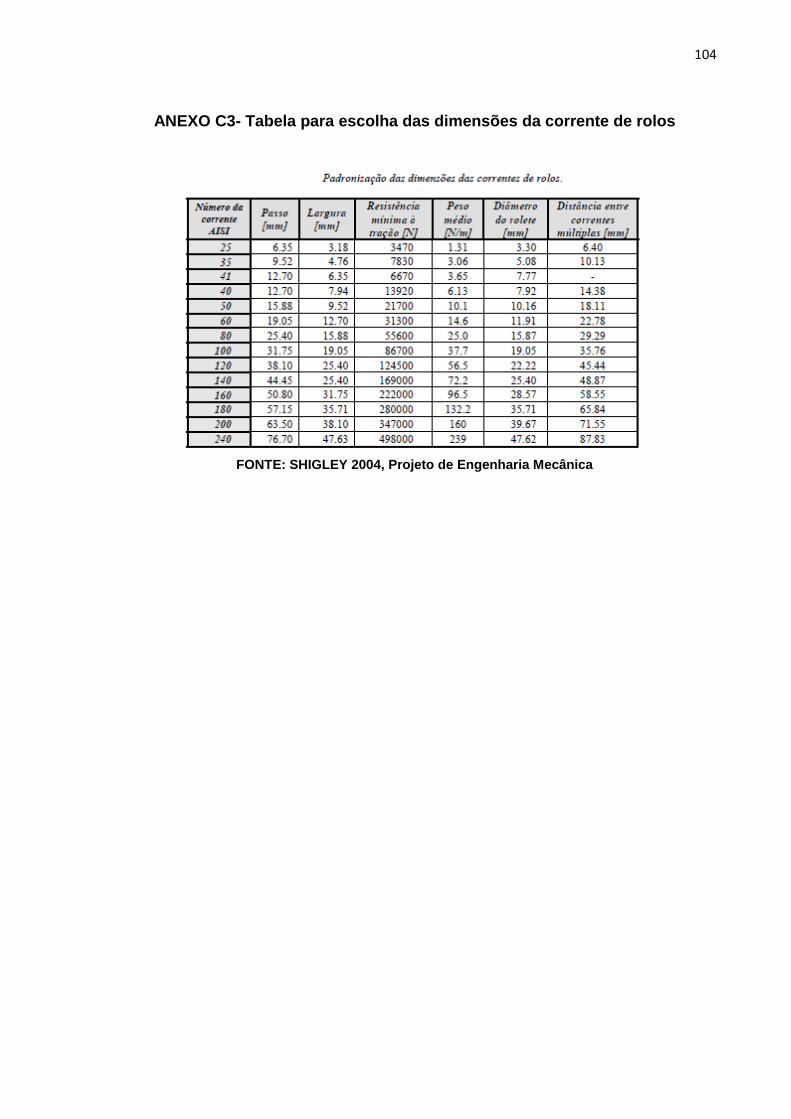
104
ANEXO C3- Tabela para escolha das dimensões da corrente de rolos
FONTE: SHIGLEY 2004, Projeto de Engenharia Mecânica
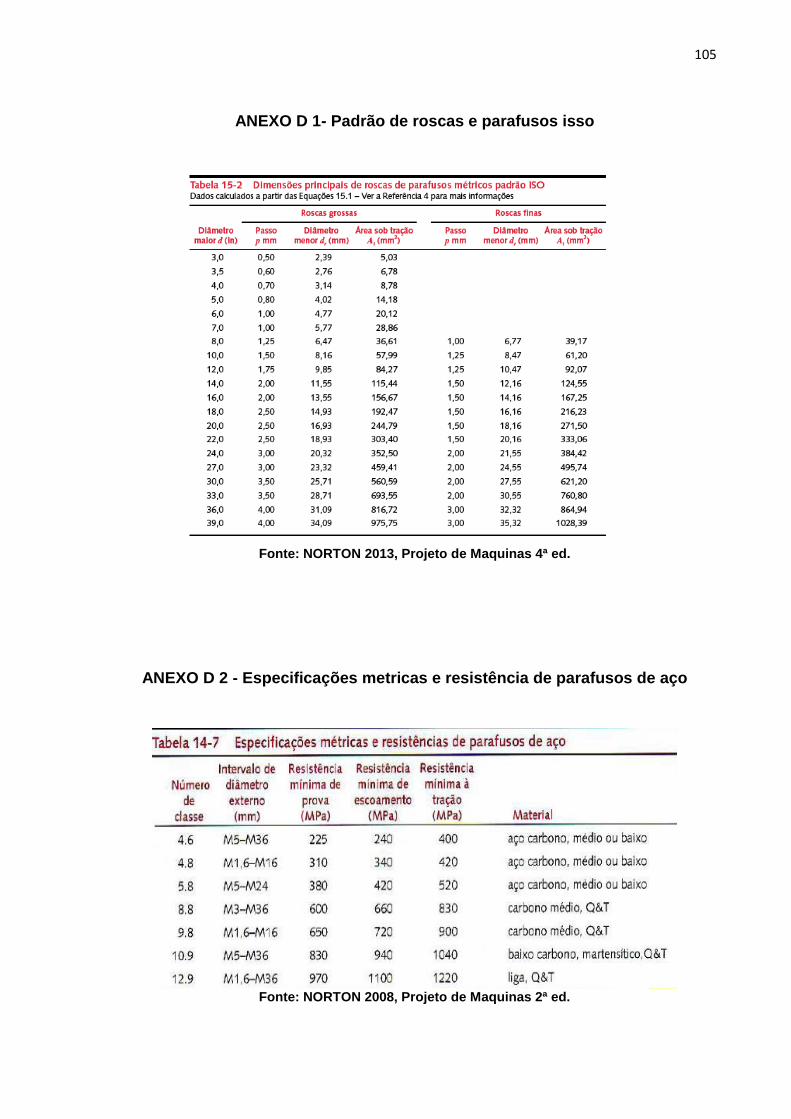
105
ANEXO D 1- Padrão de roscas e parafusos isso
Fonte: NORTON 2013, Projeto de Maquinas 4ª ed.
ANEXO D 2 - Especificações metricas e resistência de parafusos de aço
Fonte: NORTON 2008, Projeto de Maquinas 2ª ed.
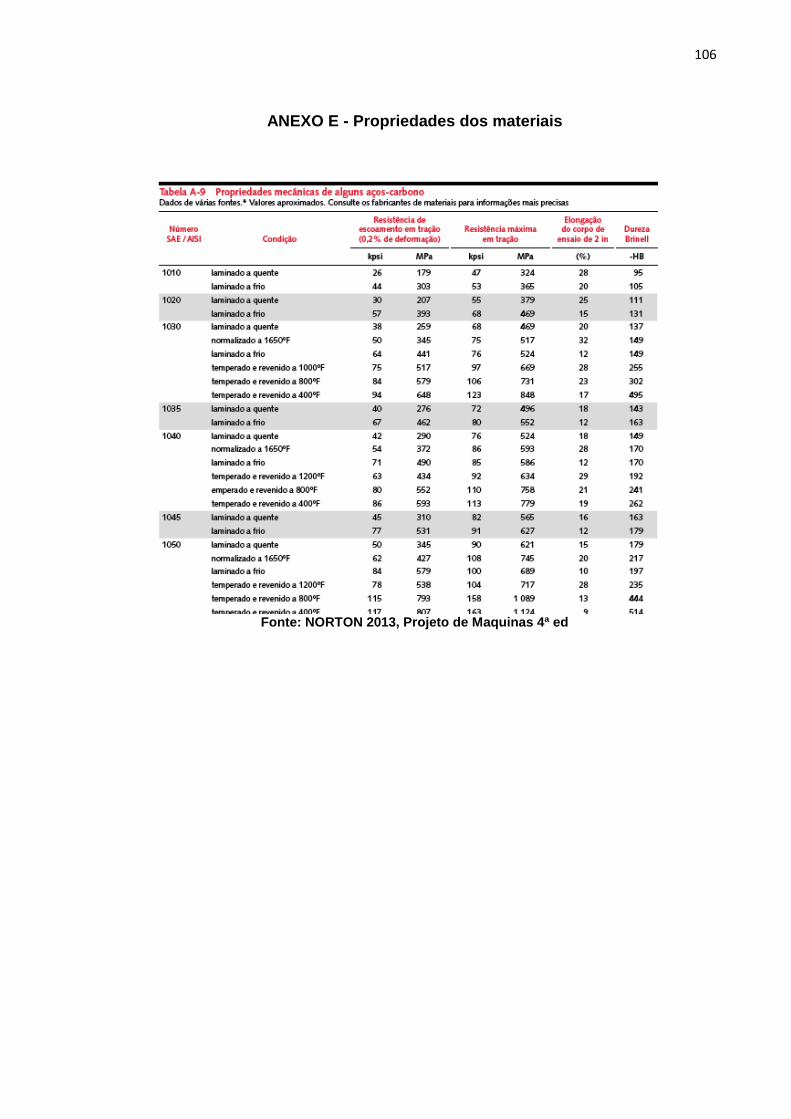
106
ANEXO E - Propriedades dos materiais
Fonte: NORTON 2013, Projeto de Maquinas 4ª ed
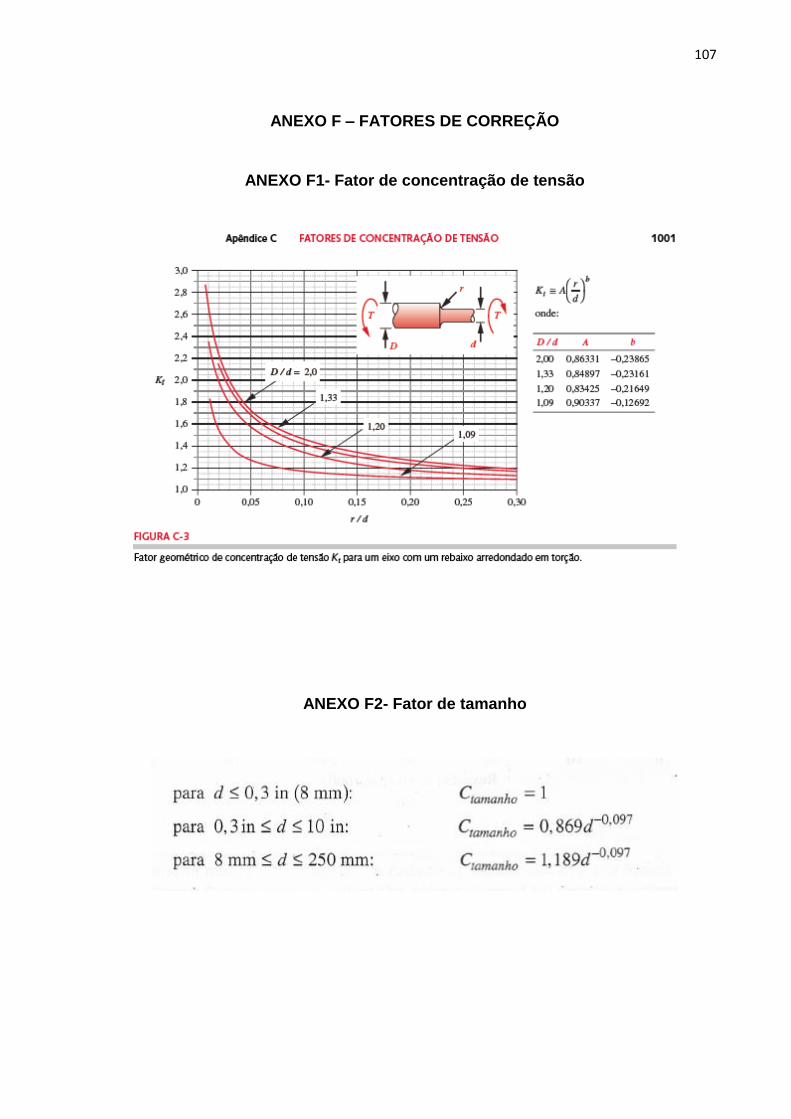
107
ANEXO F – FATORES DE CORREÇÃO
ANEXO F1- Fator de concentração de tensão
ANEXO F2- Fator de tamanho
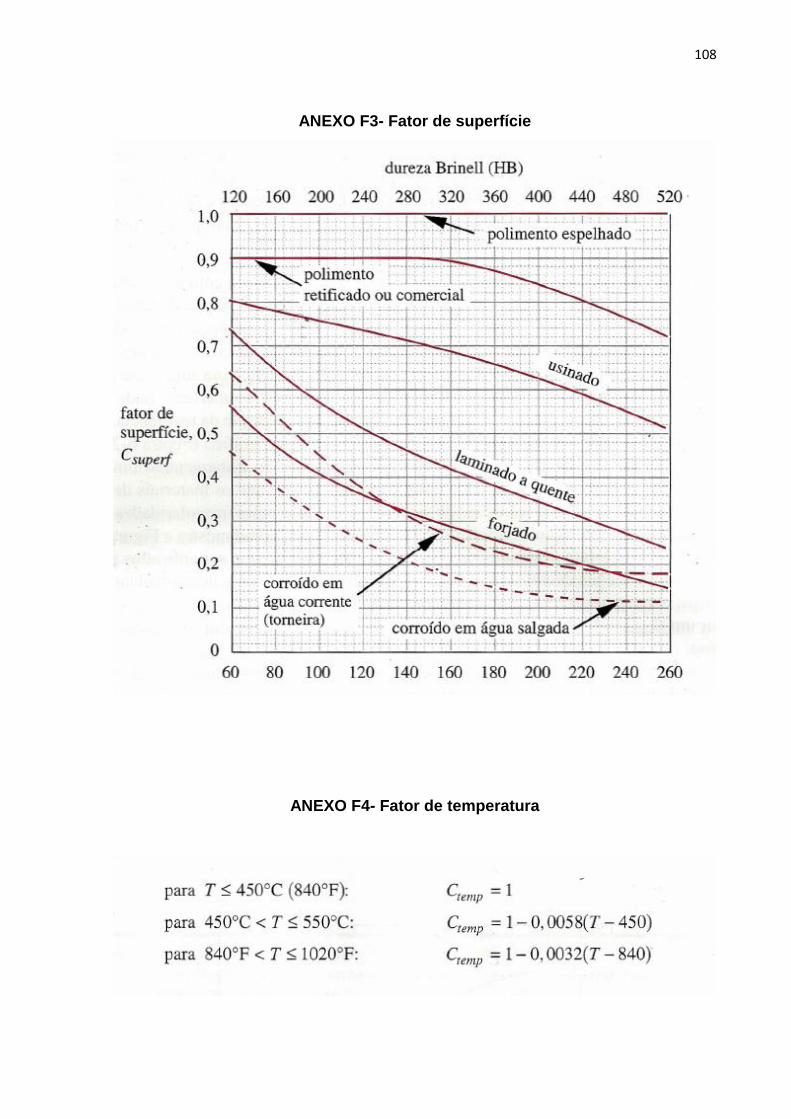
108
ANEXO F3- Fator de superfície
ANEXO F4- Fator de temperatura
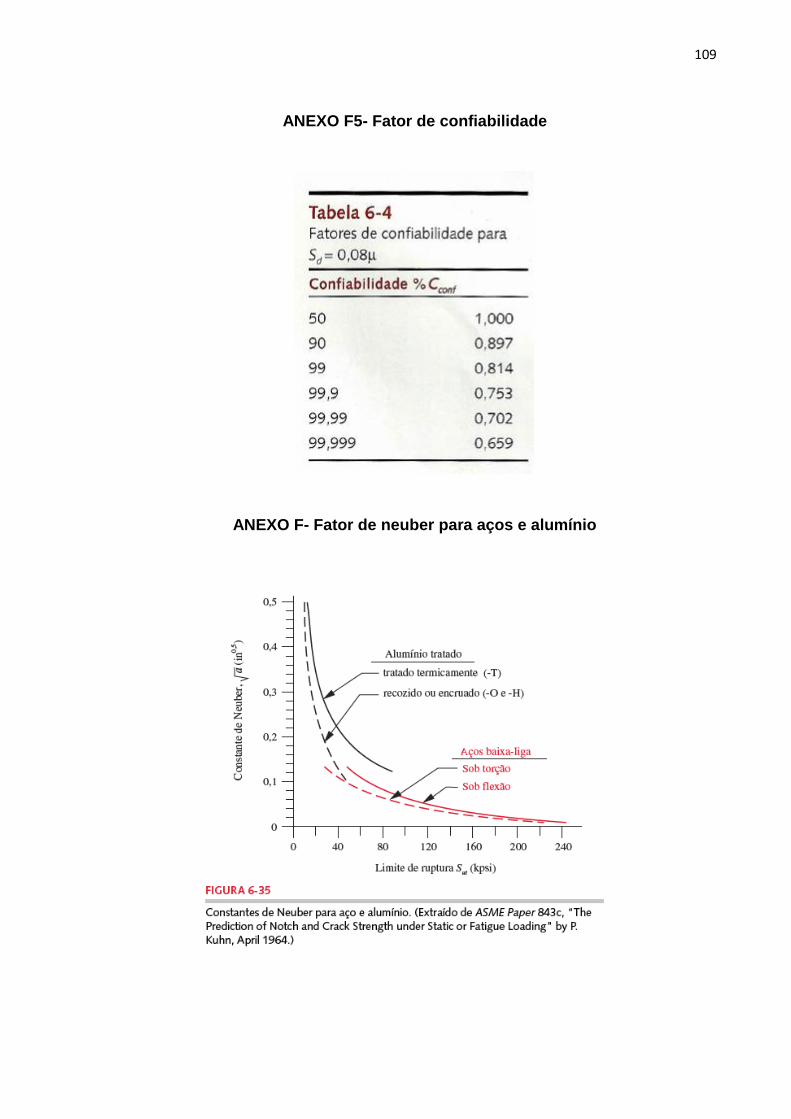
109
ANEXO F5- Fator de confiabilidade
ANEXO F- Fator de neuber para aços e alumínio
Top Related