







Línguas
Páginas
Legal


PROJETO DE EQUIPAMENTO PARA CORTE DE CABOS DE AÇO POR
ACIONAMENTO HIDRÁULICO
Paulo Vitor Lustoza Soares
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica, da
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador:
Prof. Armando Carlos de Pina Filho, D.Sc.
Rio de Janeiro
Fevereiro de 2017


iii
Soares, Paulo Vitor Lustoza
Projeto de Equipamento para Corte de Cabos de Aço
por Acionamento Hidráulico / Paulo Vitor Lustoza Soares –
Rio de Janeiro: UFRJ / Escola Politécnica, 2017.
xi, 91 p.: il; 29,7 cm
Orientador: Armando Carlos de Pina Filho
Projeto de Graduação – UFRJ / Escola Politécnica /
Curso de Engenharia Mecânica, 2017.
Referências Bibliográficas: p. 74 – 75.
1. Cabos de Aço. 2. Mecanismo de Corte. 3. Sistema
Hidráulico. I. Pina Filho, Armando Carlos de. II. Universidade
Federal do Rio de Janeiro, UFRJ, Curso de Engenharia
Mecânica. III. Projeto de Equipamento para Corte de Cabos
de Aço por Acionamento Hidráulico.

iv
.
Dedico este trabalho à
minha filha, Maria Luiza.

v
AGRADECIMENTOS
Primeiramente agradeço à minha mãe, Creusa, pelo seu amor e apoio incondicional
em todos os momentos da minha vida, sempre me incentivando e me fazendo acreditar que
por mais difíceis que possam parecer, todos os desafios que enfrentamos na vida podem
ser superados.
A minha Avó Maria, agradeço por ter sido tão presente na minha criação, tenho
certeza que seus ensinamentos foram determinantes para que durante toda a vida eu
seguisse pelo caminho do bem.
Agradeço à minha esposa Valquirya pelo incentivo e confiança. Muito obrigado pela
sua dedicação e companheirismo para enfrentarmos todas as dificuldades que a vida nos
impõe. Deus nos deu uma enorme missão e tenho certeza que juntos teremos sucesso em
realizá-la.
As minhas irmãs Patricia e Priscila, agradeço pela nossa amizade e aos ótimos
momentos que passamos juntos desde a nossa infância.
Agradeço profundamente ao Professor Armando Carlos Pina, não só por ter me
orientado, mas também por todo apoio, paciência e compreensão que demonstrou durante a
elaboração deste projeto. Muito obrigado pela oportunidade de realizar o sonho de me tornar
engenheiro.
Agradeço também ao corpo docente do Departamento de Engenharia Mecânica da
Escola Politécnica / UFRJ, especialmente aos professores que contribuíram diretamente
com a minha formação acadêmica.
vi
Resumo do Projeto de Graduação apresentado à Escola Politécnica / UFRJ como parte dos
requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
PROJETO DE EQUIPAMENTO PARA CORTE DE CABOS DE AÇO POR
ACIONAMENTO HIDRÁULICO
Paulo Vitor Lustoza Soares
Fevereiro/2017
Orientador: Armando Carlos de Pina Filho
Curso: Engenharia Mecânica
Este trabalho tem como objetivo apresentar projeto de equipamento hidráulico para corte de cabos de aço. Inicialmente é realizado um estudo sobre os cabos, apontando suas características construtivas e especificações. Em seguida é apresentada uma análise sobre sistemas hidráulicos, abordando seus princípios físicos e principais equipamentos, tais como válvulas, bombas e cilindros hidráulicos. Em relação ao processo de corte, foi realizada a análise das classes de solicitações, incluindo cisalhamento, esforço predominante no corte proposto para o equipamento a ser projetado. O diagrama tensão-deformação típico de um ensaio de tração é apresentado de maneira detalhada, apontando seus pontos principais. Para a determinação da força de corte necessária ao equipamento, foram analisados critérios que relacionam tensões normais e cisalhantes. Para dimensionamento e seleção de componentes, se fez necessário determinar as condições limites de operação do equipamento, resultando na seleção do cabo de aço limite com diâmetro de 26 milímetros, alma de aço e categoria de resistência EIPS. Através das características do cabo de aço limite, calculou-se a força de corte necessária ao equipamento, possibilitando o esboço do circuito hidráulico e seleção de seus equipamentos, tais como cilindro, bomba e válvulas. Em seguida é apresentado o layout do equipamento, detalhando sua operação e princípio de funcionamento. Na sequência é realizada a avaliação do processo de corte, calculando o tempo necessário ao corte e simulando os esforços para avaliação da integridade de componentes e estruturas. Em seguida são apresentadas as conclusões do projeto, onde é feita uma análise dos resultados obtidos e melhorias são sugeridas para realização de projetos futuros. Por fim é apresentada a documentação gráfica do projeto, onde são fornecidos os desenhos técnicos, além do manual de montagem do equipamento. Palavras-chave: Cabos de Aço, Equipamento de Corte, Acionamento Hidráulico, Corte por Cisalhamento.

vii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the
requirements for the degree of Engineer.
DESIGN OF EQUIPMENT FOR CUTTING WIRE ROPES BY HYDRAULIC DRIVE
Paulo Vitor Lustoza Soares
February/2017
Advisor: Armando Carlos de Pina Filho
Course: Mechanical Engineering
The objective of this work is to present a hydraulic equipment for cutting wire ropes. Initially a study on the cables is carried out, pointing out its constructive characteristics and specifications. The following is an analysis of hydraulic systems, addressing their physical principles and main equipment, such as valves, pumps and hydraulic cylinders. In relation to the cutting process, it was performed the analysis of the classes of requests, including shear, the predominant effort in the proposed cut for the equipment to be designed. The stress-strain diagram typical of a tensile test is presented in detail, pointing out its main points. In order to determine the shear force required by the equipment, criteria relating normal and shear stress were analyzed. For sizing and selection of components, it was necessary to determine the operating conditions of the equipment, resulting in the selection of a wire rope limit with diameter of 26 millimeters, steel core and EIPS resistance category. Through the characteristics of the boundary steel cable, the necessary cutting force was calculated for the equipment, allowing the hydraulic circuit to be sketched and its equipment selected, such as cylinder, pump and valves. In the sequence the equipment layout is shown, detailing its principle of operation. The evaluation of the cutting process is performed, calculating the time required for cutting and simulating the efforts to evaluate the integrity of components and structures. Next, the project conclusions are presented, where an analysis of the results obtained and improvements are suggested to carry out future projects. Finally, the graphic documentation of the project is presented, where the technical drawings are supplied, as well as the assembly manual of the equipment.
Keywords: Wire Rope, Cutting Equipment, Hydraulic Drive, Cutting by Shear.

viii
SUMÁRIO
1. Introdução ............................................................................................................. 1
1.1. Motivação ....................................................................................................... 1
1.2. Objetivo .......................................................................................................... 1
1.3. Escopo ........................................................................................................... 1
2. Cabos de aço ........................................................................................................ 3
2.1. Histórico ......................................................................................................... 3
2.2. Processo de fabricação .................................................................................. 4
2.3. Características construtivas ........................................................................... 5
2.3.1. Arames .................................................................................................... 6
2.3.2. Pernas ..................................................................................................... 6
2.3.2.1. Tipos de torceduras .......................................................................... 6
2.3.2.2. Tipos de pernas ................................................................................ 7
2.3.3. Alma ........................................................................................................ 9
2.4. Propriedades e especificações dos cabos de aço ....................................... 10
2.4.1. Categorias de resistência ...................................................................... 10
2.4.2. Nomenclatura e simbologia ................................................................... 10
2.4.3. Diâmetro de cabos de aço ..................................................................... 11
2.4.4. Área metálica ......................................................................................... 12
2.5. Análise de Carregamentos ........................................................................... 13
2.5.1. Tração simples estática ......................................................................... 13
2.5.2. Tração dinâmica .................................................................................... 14
2.5.3. Tensão de flexão ................................................................................... 15
2.5.4. Fadiga .................................................................................................... 16
2.5.5. Alongamento.......................................................................................... 17
2.6. Dimensionamento e seleção ........................................................................ 18

ix
2.6.1. Flexibilidade e resistência à abrasão ..................................................... 18
2.6.2. Coeficiente de segurança ...................................................................... 19
2.6.3. Equações básicas de projeto ................................................................. 20
2.7. Manutenção ................................................................................................. 20
3. Hidráulica ............................................................................................................ 23
3.1. Princípios físicos .......................................................................................... 23
3.1.1. Massa específica ................................................................................... 23
3.1.2. Pressão ................................................................................................. 23
3.1.3. Princípio de Pascal ................................................................................ 24
3.2. Fluidos hidráulicos........................................................................................ 25
3.2.1. Principais propriedades dos óleos hidráulicos ....................................... 25
3.3. Cilindros hidráulicos ..................................................................................... 26
3.3.1. Características construtivas ................................................................... 27
3.3.2. Tipos de cilindros hidráulicos ................................................................. 27
3.3.3. Tensões atuantes nos cilindros hidráulicos ........................................... 28
3.4. Bombas hidráulicas ...................................................................................... 30
3.4.1. Bombas dinâmicas ou turbobombas ...................................................... 31
3.4.2. Bombas volumétricas ou deslocamento positivo ................................... 31
3.4.2.1. Bombas alternativas ........................................................................ 31
3.4.2.2. Bombas rotativas ............................................................................ 33
3.5. Válvulas ........................................................................................................ 36
3.5.1. Válvulas de controle direcional .............................................................. 36
4. Processo de corte ............................................................................................... 39
4.1. Classes de solicitações ................................................................................ 39
4.2. Tensão ......................................................................................................... 40
4.2.1. Tensão normal ....................................................................................... 41

x
4.2.1.1. Diagrama tensão x deformação ...................................................... 41
4.2.2. Tensão de cisalhamento ........................................................................ 44
4.3. Relações entre tensões normais e cisalhantes ............................................ 45
4.3.1. Critério de von Mises ............................................................................. 45
4.3.2. Critério de Tresca .................................................................................. 45
4.3.3. Critérios práticos .................................................................................... 45
4.4. Determinação da força de corte ................................................................... 46
4.5. Lâmina de corte ........................................................................................... 47
4.6. Preparação do cabo de aço para o corte ..................................................... 48
5. Características do equipamento ......................................................................... 50
5.1. Determinação da classe e diâmetro limite do cabo ...................................... 50
5.2. Cálculo da força de corte ............................................................................. 51
5.3. Circuito hidráulico ......................................................................................... 53
5.4. Seleção de equipamentos ............................................................................ 54
5.4.1. Cilindro hidráulico .................................................................................. 54
5.4.2. Bomba hidráulica ................................................................................... 55
5.4.3. Válvula de dreno .................................................................................... 56
5.5. Componentes e princípios de funcionamento .............................................. 57
5.5.1. Dispositivo de corte ............................................................................... 57
5.5.1.1. Extensor do cilindro ......................................................................... 58
5.5.1.2. Porta ferramenta ............................................................................. 58
5.5.1.3. Guias lineares ................................................................................. 59
5.5.1.4. Tampa do extensor ......................................................................... 59
5.5.1.5. Mola de retorno ............................................................................... 60
5.5.1.6. Base de corte .................................................................................. 60
5.5.1.7. Estrutura do dispositivo ................................................................... 61

xi
5.5.2. Gabinete ................................................................................................ 63
6. Avaliação do processo de corte .......................................................................... 64
6.1. Tempo de corte ............................................................................................ 64
6.2. Tensões nos componentes .......................................................................... 65
6.2.1. Lâmina de corte ..................................................................................... 65
6.2.2. Suporte da lâmina .................................................................................. 66
6.2.3. Base de corte......................................................................................... 66
6.2.4. Porta ferramenta .................................................................................... 67
6.2.5. Estrutura do dispositivo ......................................................................... 67
7. Avaliação de estruturas e elementos de fixação ................................................. 69
7.1. Tensões sobre o gabinete ............................................................................ 69
7.2. Verificação de parafusos .............................................................................. 70
8. Conclusões ......................................................................................................... 72
8.1. Trabalhos futuros ......................................................................................... 73
9. Referências bibliográficas ................................................................................... 74
9.1. Bibliografia complementar ............................................................................ 75
10. Apêndices ........................................................................................................ 76
Apêndice A: Manual de montagem ........................................................................ 76
Apêndice B: Desenhos do conjunto e peças .......................................................... 79

1
1. Introdução
1.1. Motivação
Alta resistência à tração e elevada flexibilidade são características que fazem com
que cabos de aço sejam amplamente utilizados nos mais diversos setores da indústria.
Algumas das mais importantes aplicações de cabos de aço são: elevação de cargas e de
pessoas, transmissão mecânica, fins estruturais, indústrias de óleo e gás, mineração,
automobilística e aeronáutica.
Durante a operação de cabos de aço e fabricação de seus derivados, um importante
processo consiste no corte do cabo com o comprimento desejado. Conforme apresentado
por CORRÊA (2014, p.1), muitas vezes esta etapa é realizada manualmente, podendo
resultar em redução da qualidade e elevação do tempo de serviço, além de muitas vezes
apresentar risco à integridade física do trabalhador.
A utilização de um equipamento hidráulico que seja capaz de realizar o corte do cabo
de aço representaria aumento de produtividade, melhor qualidade do serviço a ser realizado
e maior segurança, quando comparado ao processo manual.
1.2. Objetivo
Este trabalho tem como objetivo apresentar o projeto de um equipamento hidráulico
para corte de cabos de aço, que seja capaz de fazê-lo de forma precisa, rápida e segura.
Ao orientar este trabalho como uma otimização possível ao projeto apresentado por
CORRÊA (2014), pode-se considerar desnecessária a realização de um novo estudo das
necessidades e possibilidades de soluções para o equipamento, visto que estas questões
são aprofundadas no projeto base.
1.3. Escopo
O escopo do projeto inclui as etapas a seguir, apresentando breve descrição de cada
estágio do projeto.
Estudo dos cabos de aço: inicialmente será apresentado um breve histórico da utilização
destes elementos ao longo dos anos e sua evolução até os dias atuais. São apresentados
também seu processo de fabricação, características construtivas e propriedades, além de
análise de carregamento, dimensionamento e seleção.
Estudo de sistemas hidráulicos: são apresentados os princípios físicos, além do
detalhamento dos fluidos hidráulicos e os principais equipamentos utilizados em sistemas
hidráulicos.

2
Estudo do processo de corte: é apresentado um estudo sobre os principais tipos de
solicitações, além de relacionar as tensões normais às tensões cisalhantes, relações estas
utilizadas para a determinação da força de corte necessária ao equipamento.
Dimensionamento do equipamento: após o estudo dos critérios para determinação da
força de corte, é selecionado o cabo de aço com diâmetro limite para operação do
equipamento, resultando no cálculo da força de corte que deve ser gerada pelo cilindro
hidráulico, possibilitando sua seleção, assim como dos demais equipamentos do circuito
hidráulico. É apresentado ainda o layout do equipamento e seu princípio de funcionamento.
Avaliação do processo de corte: além do tempo necessário ao corte, são avaliadas as
tensões nos principais componentes, estruturas e elementos de fixação, a fim de que se
possa garantir a integridade do equipamento durante o processo de corte.
Documentação gráfica: são fornecidos os desenhos técnicos relacionados às peças e
montagens que compõe o projeto, assim como um manual com a sequência correta de
montagem do equipamento.

3
2. Cabos de aço
2.1. Histórico
O cabo de aço, semelhante ao que é utilizado atualmente, foi concebido no ano de
1834, pelo alemão Wilhelm August Julius Albert. Sua criação se deu devido à necessidade
de substituição das correntes utilizadas na mineração por elementos mais leves e
resistentes, pois como os locais de extração se tornavam cada vez mais profundos, o
elevado peso das correntes inviabilizava sua utilização.
A construção deste cabo primitivo se mostrava razoavelmente simples, visto que este
era produzido através da torção manual de três ou quatro “pernas” idênticas entre si, onde
cada perna era formada por três arames de mesmo diâmetro também torcidos
manualmente. Estes tipos de cabo, conhecidos como “Albert Ropes”, não possuíam grande
flexibilidade, devido ao elevado diâmetro e alta rigidez de seus arames. Porém ainda assim,
se mostraram excelentes substitutos às correntes na mineração em locais mais profundos.
No início da década de 1840, os inventores britânicos Andrew Smith e Robert Newall
travavam uma disputa pela patente da criação de uma máquina concebida para fabricação
de cabos de aço, como a apresentada na figura 2.1. Ilustrações publicadas por ambos, com
a intenção de apoiar seus argumentos, mostravam cabos com seis pernas envolvendo um
elemento interno, chamado alma. Este modelo permanece praticamente idêntico ao que é
utilizado em alguns modelos de cabos até a atualidade.
Figura 2.1 – Modelo de equipamento de Robert Newall para fabricação de cabos de aço [1].
4
Anos mais tarde, algumas empresas, incluindo fundadas por Smith e Newall, se
fundiram em uma única entidade chamada British Ropes, permanecendo na atualidade
como Bridon International, uma das maiores empresas do setor.
No Brasil, a produção de cabos de aço foi iniciada em 1953, pela Companhia
Industrial e Mercantil de Artefatos de Ferro – CIMAF, empresa que tinha como principal
atividade a fabricação de parafusos. Estes primeiros cabos eram fabricados utilizando
arames da Companhia Belgo-Mineira e eram destinados à utilização em tratores e para uso
geral. Já em 1954, iniciou-se a produção de cabos de aço para utilização em elevadores e
em 1960, o uso de cabos nacionais no bondinho do pão de açúcar, apresentado na figura
2.2, representou um marco no desenvolvimento da fabricação de cabos de aço no Brasil.
Figura 2.2 - Utilização de cabos de aço nacionais no bondinho do pão de açúcar [2].
2.2. Processo de fabricação
Os cabos de aço possuem como principal matéria-prima o fio máquina, produto da
laminação a quente de aços sem ligas, de alto teor de carbono. Com seção transversal
circular, o fio-máquina é fornecido em grandes bobinas, sendo necessário passar por
decapagem, sucessivos banhos químicos para limpeza, preparando-o assim para o
processo seguinte, a trefilação.
Na trefilação, o fio máquina é forçado a atravessar um orifício, onde é esticado,
obtendo-se assim um arame de diâmetro menor, com rígida tolerância dimensional de saída,
este processo é realizado a frio, e devido à deformação plástica, o arame adquire maior
resistência à tração, uma das principais características do cabo de aço. Para a obtenção do
diâmetro desejado, o processo de trefilação é dividido em duas etapas: a trefilação “grossa”,
tendo como resultado um arame de diâmetro intermediário, sendo seguida pela trefilação
“fina”, onde se obtém o arame com o diâmetro final desejado.

5
Entre as duas etapas de trefilação, realiza-se o patenteamento, um processo muito
importante para a obtenção da qualidade desejada ao cabo de aço. Esta etapa consiste de
um tratamento térmico onde os arames intermediários são aquecidos acima de 915 ºC e
posteriormente resfriados até aproximadamente 550 ºC, permanecendo nesta temperatura
por alguns segundos, antes de seu resfriamento final. Este tratamento resulta em um
condicionamento da estrutura molecular, gerando um estado de órbita extremamente fina e
uniforme, quase invisível ao metalógrafo.
Para os arames galvanizados, o processo de imersão no banho de zinco é realizado
geralmente em linha contínua com o processo de patenteamento, ou seja, anterior à última
etapa de trefilação. Para alguns casos, especialmente em pernas galvanizadas, a zincagem
é realizada ao fim do processo de trefilação. Já para os arames que não são galvanizados,
realiza-se um banho de fosfato anterior à trefilação.
Após a fabricação dos arames, são realizados diversos testes laboratoriais para
verificação de suas propriedades físicas mais relevantes, tais como diâmetro e ovalização,
estado superficial, resistência à tração e ductilidade. Para os arames galvanizados, são
realizados ainda testes de espessura, centralização e aderência da camada de zinco.
Depois da fabricação e teste dos arames, estes são enviados à máquina de
encordoamento, onde é realizada a torção helicoidal dos arames a fim de que se formem as
pernas do cabo de aço. Na sequência, as pernas são torcidas em torno de uma alma pela
máquina de cabo fechado, de forma similar ao que se faz com os arames, porém desta vez
dando origem ao próprio cabo de aço.
2.3. Características construtivas
Conforme descrito no processo de fabricação, os cabos de aço possuem como
unidade básica o arame. Uma perna do cabo de aço tem origem ao se realizar a torção de
um conjunto de arames ao redor de um arame central, já o cabo de aço é obtido pela torção
de um conjunto de pernas ao redor de uma alma, conforme apresentado na figura 2.3.
Figura 2.3 – Composição básica dos cabos de aço [3].

6
2.3.1. Arames
Representam a unidade básica dos cabos, são fios de aço que possuem geralmente
composição dentro das seguintes faixas: de 0,3 a 0,8% de carbono (C), até 0,3% de silício
(Si); de 0,4 a 0,8% de manganês (Mn) e no máximo 0,04% dos elementos fósforo (P) e
enxofre (S) somados. Outros materiais que também podem ser utilizados são o aço inox,
bronze fosforoso, cobre, latão e alumínio.
A resistência à corrosão do cabo de aço está diretamente relacionada com o
acabamento superficial de seus arames, os cabos podem ser classificados como
lubrificados, zincados e galvanizados. Para cabos lubrificados, recomenda-se utilização para
a maioria das aplicações, pois além de proteção contra corrosão, a lubrificação também
reduz o atrito entre os arames, aumentando sua vida útil. Já os cabos galvanizados são
apropriados para aplicações estáticas ou relativamente estáticas, quando submetidos à
ação de meios agressivos.
2.3.2. Pernas
Elementos formados a partir da torção dos arames ao redor de um arame central. A
torção das pernas ao redor da alma ou núcleo dá origem ao cabo de aço.
2.3.2.1. Tipos de torceduras
Quanto ao tipo de torção das pernas em torno da alma, é possível realizá-la de duas
maneiras distintas: da esquerda para a direita, denominado “torção à direita” ou “Z”; ou a
torção pode ser realizada da direita para esquerda, sendo esta forma conhecida como
“torção à esquerda” ou “S”, conforme ilustrado pela figura 2.3. Sendo o uso do cabo com
torção à esquerda incomum para maioria das aplicações.
Figura 2.3 – Tipos de torceduras das pernas ao redor da alma [4].
Além dos tipos de torção das pernas ao redor da alma, existe ainda a distinção
quanto ao sentido relativo de torção entre as pernas e arames. Quando as pernas são

7
torcidas ao redor da alma em sentido oposto ao que os arames são torcidos em torno do
arame central, o cabo é classificado como de torção regular. Já quando as pernas são
torcidas no mesmo sentido que os arames, os cabos são chamados de torção Lang.
Como principais características, os cabos de torção regular são fáceis de manusear,
possuem maior estabilidade, boa resistência ao desgaste interno e torção, além de
apresentarem considerável resistência a amassamentos e deformações, devido ao curto
comprimento dos arames expostos. Já a torção Lang proporciona ao cabo maior resistência
à abrasão e à fadiga, além de apresentarem maior flexibilidade. As torções Regular e Lang,
à direita e à esquerda são apresentadas na figura 2.4.
Figura 2.4 – Classificação dos cabos quanto aos tipos de torção [4].
2.3.2.2. Tipos de pernas
As pernas podem ser classificadas em relação ao diâmetro e à disposição de seus
arames ao redor do arame central. As principais composições são: simples, Seale, Filler e
Warrington, além da aglutinação de duas destas composições, como por exemplo,
Warrington-Seale.
Na composição simples, todos os arames possuem mesmo diâmetro, conforme
apresentado na figura 2.5.
Figura 2.5 – Perna com composição simples [4].

8
Nas pernas de composição Seale, todos os arames da camada externa possuem
diâmetro maior, aumentando a resistência ao desgaste provocado pelo atrito, apresentado
na figura 2.6.
Figura 2.6 – Perna com composição Seale [4].
Já nas pernas de composição Filler, arames muito finos preenchem os espaços entre
duas camadas, conforme figura 2.7. Esta condição aumenta a área de contato, flexibilidade,
resistência ao amassamento e reduz o desgaste entre os arames.
Figura 2.7 – Perna com composição Filler [4].
Pernas de composição Warrington, possuem pelo menos uma camada constituída
por arames de dois diâmetros diferentes alternados, apresentado na figura 2.8, cabos de
aço fabricados com pernas desta composição apresentam ao mesmo tempo boa resistência
ao desgaste e à fadiga.
Figura 2.8 – Perna com composição Warrington [4].
É possível ainda a combinação de duas das composições apresentadas
anteriormente, onde o cabo de aço fabricado com pernas deste tipo possui as principais

9
características de cada uma das duas composições. Um exemplo deste tipo de aglutinação
é a composição Warrington-Seale, apresentado na figura 2.9, que possui alta resistência à
abrasão conjugado com alta resistência à fadiga de flexão.
Figura 2.9 – Perna com composição Warrington-Seale [4].
2.3.3. Alma
Representa o elemento central do cabo, ao redor da alma (ou núcleo) são torcidas as
pernas, dando origem ao cabo de aço. Diferenciam-se pelo tipo de material no qual são
fabricadas: fibra ou aço, apresentadas na figura 2.10. As almas de fibra geralmente
conferem ao cabo de aço maior flexibilidade, já as almas de aço proporcionam maior
resistência ao amassamento e aumentam a resistência à tração.
Figura 2.10 – Tipos de almas [4].
Na fabricação de almas de fibras, podem ser utilizadas fibras naturais vegetais, tais
como sisal, rami, cânhamo ou juta, embebidos em óleo para redução do desgaste
provocado pelo atrito e para proteção contra corrosão. Os elementos fabricados com este
tipo de material recebe a denominação de alma de alma de fibra natural (AF).
Outra opção para a fabricação de almas é a utilização de fibras artificiais, em geral
polipropileno, dando origem à alma de fibra artificial (AFA). Este tipo de alma mostra-se mais
resistente ao desgaste provocado pelo contato com a água ou substâncias corrosivas e

10
agressivas, porém possuem custo mais elevado, sendo utilizadas apenas em cabos de aço
especiais.
Já as almas de aço podem ser formadas por uma perna do cabo (AA) ou por um
cabo de aço independente (AACI), sendo a última preferível quando se exige do cabo maior
flexibilidade, combinada com alta resistência à tração.
2.4. Propriedades e especificações dos cabos de aço
2.4.1. Categorias de resistência
Como é possível verificar nas tabelas de especificações fornecidas pelos fabricantes,
cabos de aço são classificados quanto à resistência à tração, ou seja, para uma mesma
composição e diâmetro, são informados diferentes valores de carga mínima de ruptura para
cada categoria. Este fato ocorre devido a diferentes faixas de resistência à tração dos
arames utilizados na fabricação dos cabos de aço.
A tabela 2.1 apresenta a relação entre as faixas de resistência à tração dos arames e
a categoria de resistência atribuída ao cabo pela norma ABNT NBR ISO 2408:2008, além de
apresentar a denominação americana utilizada para classificação dos cabos de aço, muito
utilizada por diversos fabricantes.
Tabela 2.1 – Categorias de resistência de cabos de aço [5].
Faixa de resistência
à tração de arames
Categoria de resistência
de cabos de aço Denominação americana
(N/mm² ou MPa) (N/mm² ou MPa)
1.370 a 1.770 1.570 Plow Steel (PS)
1.570 a 1.960 1.770 Improved Plow Steel (IPS)
1.770 a 2.160 1.960 Extra Improved Plow Steel (EIPS)
1.960 a 2.160 2.160 Extra Extra Improved Plow Steel (EEIPS)
2.4.2. Nomenclatura e simbologia
Cabos de aço são divididos em classes, tais como 6x7, 6x19, 6x36, entre outras.
Esta divisão faz com que cabos semelhantes sejam reunidos em uma mesma classe,
agrupando-os pelo número de pernas e de arames por perna. Por exemplo, um cabo de aço
da classe 6x7 possui sua construção dada por 6 pernas torcidas ao redor da alma, onde
cada uma destas pernas possui 7 arames.
11
Para a especificação completa de um determinado cabo de aço dentro de uma
classe, se faz necessário informar ainda o diâmetro nominal, tipo de alma, tipo de
composição das pernas e categoria de resistência do cabo desejado. Sendo assim, um
exemplo de especificação de um cabo de aço seria dado por: 26x6x19 + AACI Seale EIPS,
onde 26 representa o diâmetro nominal do cabo de aço em milímetros, este cabo seria
formado por 6 pernas torcidas ao redor da alma e 19 arames em cada uma destas pernas.
AACI refere-se à alma de aço de cabo independente, Seale ao o tipo de composição da
perna e EIPS representa a categoria de resistência à tração do cabo de aço, neste caso
1960 N/mm² (MPa).
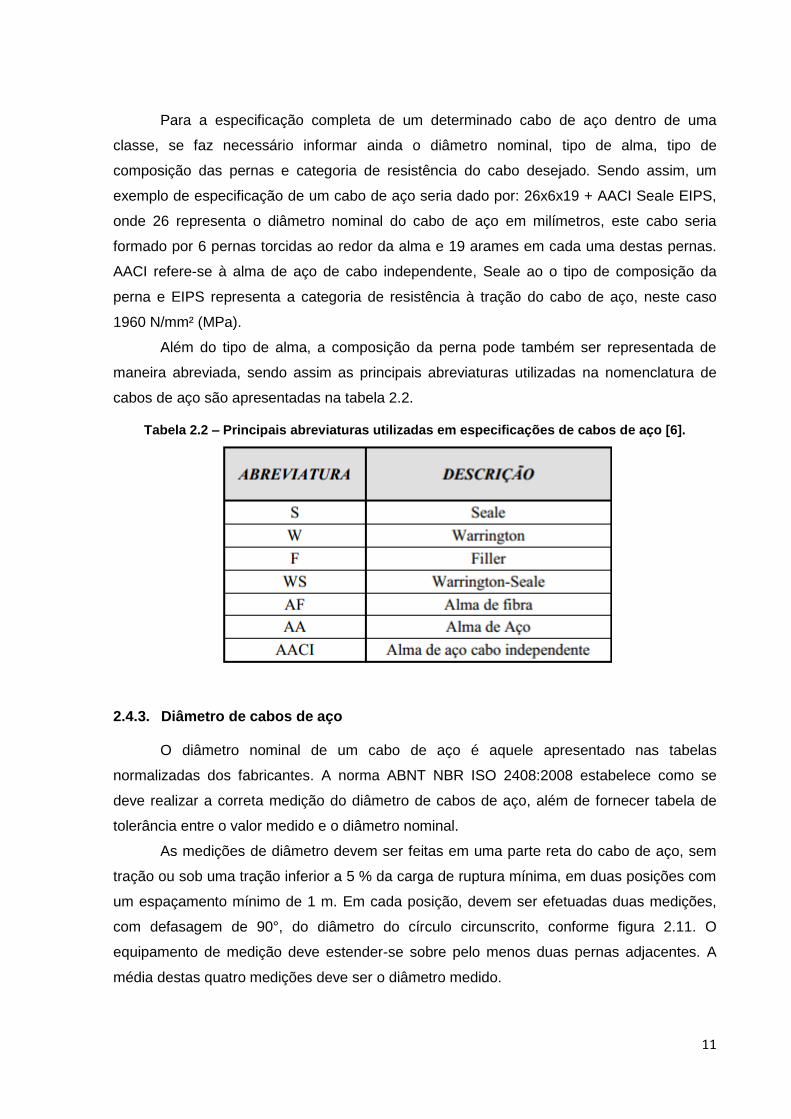
Além do tipo de alma, a composição da perna pode também ser representada de
maneira abreviada, sendo assim as principais abreviaturas utilizadas na nomenclatura de
cabos de aço são apresentadas na tabela 2.2.
Tabela 2.2 – Principais abreviaturas utilizadas em especificações de cabos de aço [6].
2.4.3. Diâmetro de cabos de aço
O diâmetro nominal de um cabo de aço é aquele apresentado nas tabelas
normalizadas dos fabricantes. A norma ABNT NBR ISO 2408:2008 estabelece como se
deve realizar a correta medição do diâmetro de cabos de aço, além de fornecer tabela de
tolerância entre o valor medido e o diâmetro nominal.
As medições de diâmetro devem ser feitas em uma parte reta do cabo de aço, sem
tração ou sob uma tração inferior a 5 % da carga de ruptura mínima, em duas posições com
um espaçamento mínimo de 1 m. Em cada posição, devem ser efetuadas duas medições,
com defasagem de 90°, do diâmetro do círculo circunscrito, conforme figura 2.11. O
equipamento de medição deve estender-se sobre pelo menos duas pernas adjacentes. A
média destas quatro medições deve ser o diâmetro medido.

12
Figura 2.11 – Medição de diâmetro de cabos de aço [4].
Sendo a medição realizada da maneira descrita anteriormente, a norma estabelece
que o diâmetro obtido deva se encontrar dentro das faixas de tolerâncias especificadas pela
tabela 2.3.
Tabela 2.3 – Tolerância no diâmetro do cabo de aço [4].
2.4.4. Área metálica
A área metálica de um cabo de aço varia em função da construção do cabo de aço.
Ela é constituída pelo somatório das áreas das seções transversais dos arames individuais
que o compõem, exceto dos arames de preenchimento. Embora não represente o cálculo
exato, e sim um resultado bastante aproximado, a fabricante de cabos de aço CIMAF
apresenta em seu manual técnico a seguinte fórmula para o cálculo da área metálica de
cordoalhas e cabos de aço:
(1)
13
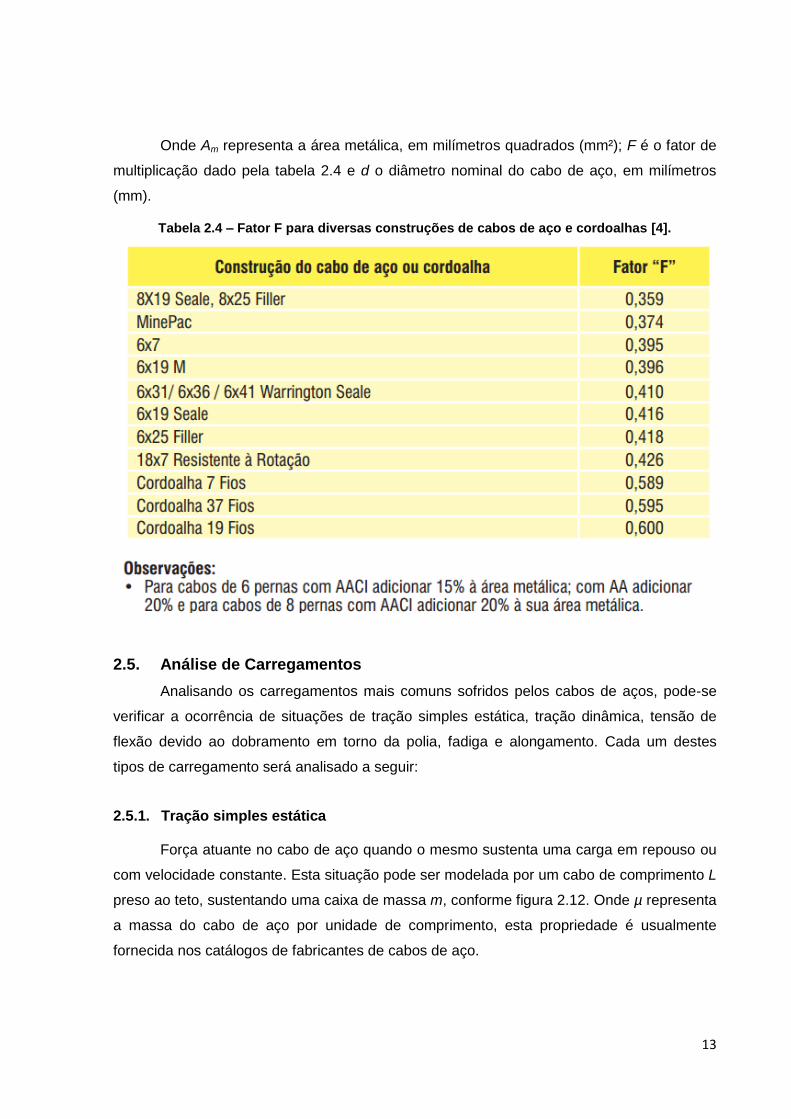
Onde Am representa a área metálica, em milímetros quadrados (mm²); F é o fator de
multiplicação dado pela tabela 2.4 e d o diâmetro nominal do cabo de aço, em milímetros
(mm).
Tabela 2.4 – Fator F para diversas construções de cabos de aço e cordoalhas [4].
2.5. Análise de Carregamentos
Analisando os carregamentos mais comuns sofridos pelos cabos de aços, pode-se
verificar a ocorrência de situações de tração simples estática, tração dinâmica, tensão de
flexão devido ao dobramento em torno da polia, fadiga e alongamento. Cada um destes
tipos de carregamento será analisado a seguir:
2.5.1. Tração simples estática
Força atuante no cabo de aço quando o mesmo sustenta uma carga em repouso ou
com velocidade constante. Esta situação pode ser modelada por um cabo de comprimento L
preso ao teto, sustentando uma caixa de massa m, conforme figura 2.12. Onde µ representa
a massa do cabo de aço por unidade de comprimento, esta propriedade é usualmente
fornecida nos catálogos de fabricantes de cabos de aço.

14
Figura 2.12 – Situação esquemática de tração simples estática [6].
(2)
2.5.2. Tração dinâmica
Esta situação origina-se do deslocamento de carga com aceleração diferente de
zero. Pode ser representada por uma carga sendo içada através de uma polia de diâmetro
DS e com aceleração a, conforme figura 2.13. Onde g representa a aceleração da gravidade.
Figura 2.13 – Situação esquemática de tração dinâmica [6].

15
(3)
2.5.3. Tensão de flexão
A utilização de polias é bastante comum quando se trabalha com cabos de aço, uma
consequência do uso deste elemento é o surgimento de tensões de flexão no cabo. As
seguintes relações são apresentadas (de Marco, 2009):
(4)
(5)
(6)
(7)
Onde:
– deformação do cabo;
– raio de curvatura;
– diâmetro da polia;
– diâmetro do cabo;
– diâmetro do arame;
– deformação máxima;
– tensão máxima;
– módulo de elasticidade do cabo;
Substituindo (5) e (6) em (4):
(8)
Em seguida, substituindo (8) em (7):
(9)

16
Considerando que o diâmetro da polia (Ds) é muito maior que o diâmetro do cabo de
aço (Dc), pode-se considerar bastante satisfatória a seguinte aproximação:
(10)
Sendo assim, a carga de flexão é dada por:
(11)
2.5.4. Fadiga
O deslocamento de cargas com utilização de cabos de aço e polias é uma situação
bastante frequente, apresentado na figura 2.14, porém ao se projetar um sistema com esta
finalidade é muito importante determinar o número de ciclos que o mesmo será capaz de
realizar. Para se estimar a vida de um cabo de aço submetido a determinadas
circunstâncias são apresentadas as seguintes relações (de Marco, 2009):
Figura 2.14 – Pressão de apoio (p) [6].
(12)
(13)
Substituindo (13) em (12):

17
(14)
Para determinação da vida do cabo de aço deve-se comparar a pressão de apoio
com o produto do fator pela tensão mínima de ruptura como segue:
(15)
Onde a tensão mínima de ruptura é calculada como se segue:
(16)
O fator k é fornecido pela figura 2.15 para algumas construções usuais de cabos de
aço, deve-se selecionar para este fator o valor no qual uma reta horizontal se aproxima do
trecho horizontal da curva correspondente à construção, por exemplo, para a construção
6x19, utiliza-se o fator 0.0015.
Figura 2.15 – Diagrama k x N para algumas construções usuais [6].
2.5.5. Alongamento
Todos os cabos de aço são alongados quando submetidos à força de tração. A
variação no comprimento do cabo pode ser dividida em alongamento de assentamento e
alongamento elástico. O primeiro caso é permanente e ocorre quando o cabo é colocado em
serviço, variando usualmente entre 2% a 4% do comprimento inicial e é normalmente
atingida após três ou quatro meses de operação.

18
Já o alongamento elástico é uma variação transitória, pois quando a ação da carga é
cessada o alongamento desaparece, sendo seu módulo dependente da força aplicada,
comprimento inicial do cabo, módulo de elasticidade e área metálica do cabo de aço:
(17)
Onde representa o módulo de elasticidade do cabo de aço e é fornecido pela
tabela 2.5 para cordoalhas e cabos de aço novos:
Tabela 2.5 – Fator F para diversas construções de cabos de aço e cordoalhas [4].
2.6. Dimensionamento e seleção
2.6.1. Flexibilidade e resistência à abrasão
A resistência à abrasão de um cabo de aço é diretamente proporcional ao diâmetro
de seus arames externos, já sua flexibilidade é inversamente proporcional a este mesmo
diâmetro, conforme apresentado na tabela 2.6. Sendo assim, quando prevalecer o esforço
de fadiga de dobramento deve-se considerar uma construção com arames externos mais
finos. Já quando as condições de trabalho demandam alta resistência à abrasão,
recomenda-se a seleção de cabos de aço com arames externos de diâmetros maiores.

19
Tabela 2.6 – Flexibilidade e resistência à abrasão para diversas construções [6].
2.6.2. Coeficiente de segurança
Os coeficientes de segurança utilizados em projetos que utilizam cabos de aço são
normalizados e baseados na segurança de operação, durabilidade e confiabilidade. A tabela
2.7 apresenta coeficientes recomendados por alguns fabricantes:
Tabela 2.7 – Coeficientes de seguranças recomendados por fabricantes [6].
20
É possível verificar que os coeficientes de segurança recomendados para utilização
de cabos de aço são bastante elevados, isto se dá basicamente por duas razões: os riscos
envolvidos para pessoas e cargas e a grande dispersão dos valores de carga de ruptura
obtidos nos ensaios de tração, dispersão esta que pode ser atribuída a diferenças na
acomodação dos arames e pernas quando tracionados, tensões de contato devido ao atrito
interno e a não homogeneidade dos materiais componentes do cabo de aço.
2.6.3. Equações básicas de projeto
Durante o processo de seleção do cabo de aço adequado para determinado projeto,
deve-se considerar o tipo de carregamento atuante no cabo, para que assim seja utilizada a
equação correta que relacione as cargas envolvidas, carga mínima de ruptura do cabo de
aço ( ) e o coeficiente de segurança (CS). A seguir são apresentadas as equações de
projeto para os tipos de carregamentos mais comuns:
Tração simples estática:
(18)
Tração dinâmica:
(19)
Flexão:
(20)
Além das equações de projeto que consideram o tipo de carregamento, deve-se
considerar a possibilidade de falha por fadiga, calculando o número de ciclos através da
equação (15). Já para o cálculo do alongamento elástico nas condições de serviço, utiliza-se
a equação (17).
2.7. Manutenção
Para que se mantenha um cabo de aço operando de maneira satisfatória e segura é
necessário ter conhecimento sobre os fatores que influenciam sua vida útil, saber como
manuseá-lo, como realizar sua lubrificação e os indicadores que apontam para a
necessidade de sua substituição.
21
Além de estudar e dimensionar o cabo de aço apropriado para determinada
aplicação, é muito importante ter conhecimento sobre fatores relativos ao meio ambiente e
condições de uso, tais como: temperatura, umidade, estado das polias e tambores, etc.
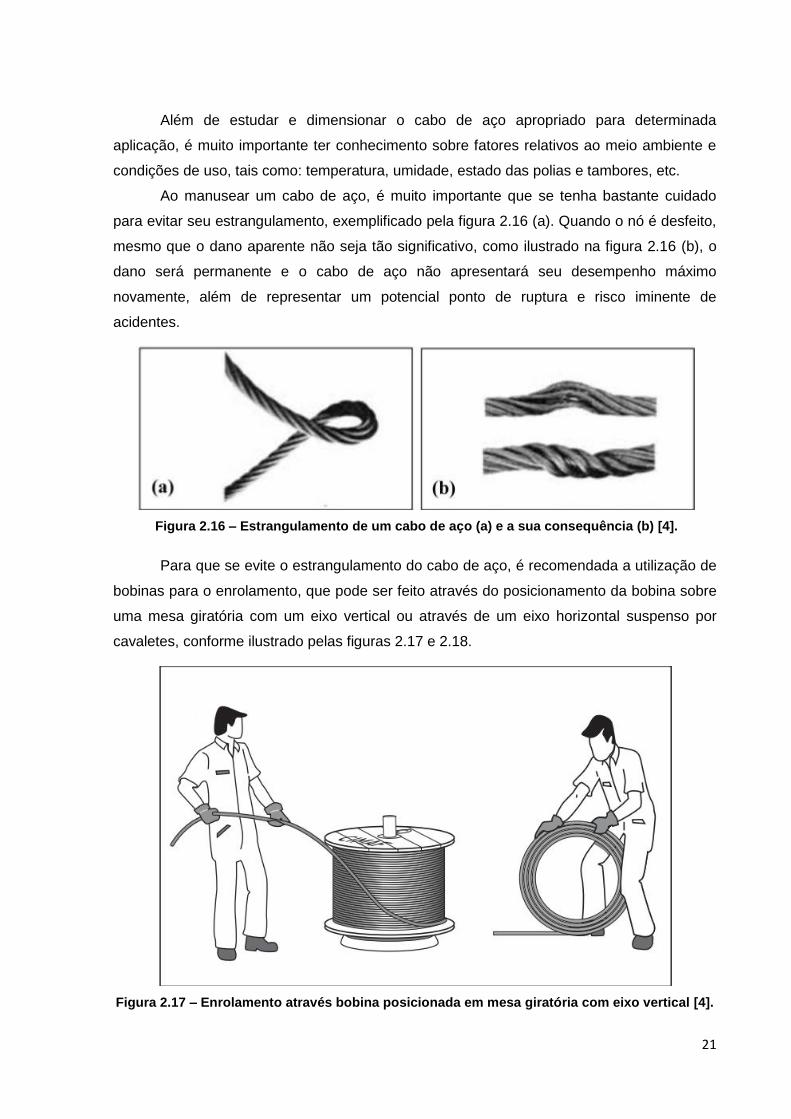
Ao manusear um cabo de aço, é muito importante que se tenha bastante cuidado
para evitar seu estrangulamento, exemplificado pela figura 2.16 (a). Quando o nó é desfeito,
mesmo que o dano aparente não seja tão significativo, como ilustrado na figura 2.16 (b), o
dano será permanente e o cabo de aço não apresentará seu desempenho máximo
novamente, além de representar um potencial ponto de ruptura e risco iminente de
acidentes.
Figura 2.16 – Estrangulamento de um cabo de aço (a) e a sua consequência (b) [4].
Para que se evite o estrangulamento do cabo de aço, é recomendada a utilização de
bobinas para o enrolamento, que pode ser feito através do posicionamento da bobina sobre
uma mesa giratória com um eixo vertical ou através de um eixo horizontal suspenso por
cavaletes, conforme ilustrado pelas figuras 2.17 e 2.18.
Figura 2.17 – Enrolamento através bobina posicionada em mesa giratória com eixo vertical [4].

22
Figura 2.17 – Enrolamento através bobina posicionada em mesa giratória com eixo vertical [4].
Durante a fabricação, cabos de aço são lubrificados internamente com a finalidade
de reduzir o atrito entre arames e pernas, prevenindo assim a corrosão e seu desgaste. Ao
ser colocado em operação, o lubrificante original de fábrica começa a ser dissipado, sendo
assim, a reposição do lubrificante, chamada relubrificação, se faz necessária e deve atender
às especificações estabelecidas pelo fabricante.
Mesmo com o devido dimensionamento, operação e manutenção, a substituição do
cabo de aço se faz necessária em algum momento. Alguns fatores apontam o momento
propício à realização da troca, tais como número de arames rompidos, desgaste externo,
corrosão e deformações. Ainda que não apresente nenhum dano aparente, o cabo de aço
tem sua vida útil em algum momento, devido ao desgaste natural produzido por sua
utilização.
A determinação do momento de substituição do cabo de aço é um processo que se
dá através da inspeção periódica, onde existem diversas normas que determinam os tipos e
a frequência de inspeção, bem como os critérios para retirada de serviço. Algumas destas
normas para inspeção são: NBR 13543, IRAM 3923, ISO 4903, DIN 15020, ANSI A.17.2 e
ANSI B.30.

23
3. Hidráulica
Definida como o estudo das características físicas de fluidos líquidos em repouso ou
em movimento, seu comportamento e aplicações para transformação e condução de
energia. Amplamente associada à geração, ao controle e à transmissão de potência com a
utilização de fluidos pressurizados, sendo aplicada em uma grande diversidade de campos
de aplicação, tais como: direções e freios automotivos, acionamento de máquinas,
levantamento de cargas, controle de aeronaves, alimentação de processos, lançamento de
veículos espaciais, maquinário agrícola, mineração, etc.
Este estudo mostra-se parte fundamental neste projeto, pois o funcionamento do
equipamento de corte de cabos de aço a ser projetado se dará através de um sistema
hidráulico, composto basicamente por uma bomba, responsável pela elevação da pressão
do fluido hidráulico, e um atuador linear, elemento que possui a função de deslocar a lâmina
em direção ao cabo de aço, realizando assim o corte.
3.1. Princípios físicos
3.1.1. Massa específica
Uma importante propriedade de qualquer material é a sua massa específica, definida
como massa por unidade de volume. Em materiais homogêneos, como os fluídos
hidráulicos, a massa específica é a mesma em todas as suas partes e é expressa pela
relação apresentada por HALLIDAY (2012, p.60):
(21)
A massa específica é uma grandeza escalar e sua unidade no SI é o quilograma por
metro cúbico, .
3.1.2. Pressão
Quando um fluido (um gás ou um líquido) está em repouso, ele exerce uma força
perpendicular sobre qualquer superfície que esteja em contato, tal como a parede de um
recipiente ou um corpo imerso neste fluido. Caso a força seja uniforme em uma superfície
plana de área A, a pressão pode ser determinada segundo a equação abaixo (HALLIDAY,
2012, p. 61):
(22)


25
3.2. Fluidos hidráulicos
Elemento vital de um sistema hidráulico, o fluido é responsável pela transmissão de
energia, além de atuar como lubrificante das partes internas dos componentes, vedar as
folgas entre peças móveis e dissipar o calor gerado pelo atrito resultante da circulação
através das linhas e componentes do sistema.
Os fluidos hidráulicos mais amplamente empregados na indústria são os óleos
minerais e sintéticos, sendo o primeiro tipo mais utilizado devido ao menor custo. Durante a
fabricação, são utilizados aditivos com o intuito de se modificar algumas propriedades do
fluido, ou ainda lhe adicionar outras. Dentre os aditivos mais aplicados, estão os
antioxidantes, antiespumantes, antidesgaste e os detergentes.
3.2.1. Principais propriedades dos óleos hidráulicos
a) Viscosidade: é a propriedade do fluido que mede sua resistência ao fluxo, um valor
elevado para esta propriedade resulta em melhor vedação entre as peças móveis. O
sistema deve ser avaliado e o óleo de viscosidade ideal ao sistema deve ser
selecionado, pois valores elevados ou muito baixos para esta propriedade resultam
em problemas, conforme apresentados na tabela 3.1.
Tabela 3.1 – Problemas relacionados à viscosidade inadequada ao sistema [7].
Viscosidade elevada Viscosidade muito baixa
- alta resistência ao fluxo; - aumento do vazamento interno;
- aumento do consumo de energia devido
a perdas por atrito;
- gasto excessivo ou talvez engripamento
sob carga pesada;
- maior queda de pressão devido à
resistência;
- pode reduzir o rendimento da bomba
com operação mais lenta do atuador;
- dificuldade em separar o ar do óleo no
reservatório;
- aumento da temperatura devido a
perdas por vazamentos.
- possibilidade de operação vagarosa;
- alta temperatura causada pelo atrito.

26
b) Índice de viscosidade (IV): é um número empírico que relaciona a variação da
viscosidade de um óleo com a variação de temperatura. Quanto maior este índice,
menor será a sensibilidade da viscosidade a oscilações de temperatura. É desejável
que o óleo hidráulico possua um alto índice de viscosidade, pois assim é possível
manter a viscosidade dentro de uma faixa adequada dentro de diferentes condições
de operação;
c) Ponto de fluidez: indica a temperatura mínima a qual o óleo ainda flui, sendo um
dado importante em muitos sistemas hidráulicos que trabalham em temperaturas
locais extremamente baixas;
d) Resistência à oxidação: a oxidação é a reação química do óleo com a água,
formando ácido e borra que são responsáveis pela elevação da viscosidade do óleo,
entupindo orifícios, resultando assim em aumento do desgaste e travamento de
válvulas. Altas temperaturas e impurezas agem como catalisadores para a oxidação,
com isso é muito importante que os óleos possuam aditivos antioxidantes.
e) Antiemulsificação (Demulsibilidade): refere-se à capacidade do óleo se separar da
água, que pode ser proveniente da umidade do ar, condensação e vazamentos em
trocadores de calor. Pequenas quantidades de água podem ser toleradas em
sistemas hidráulicos, porém o óleo deve possuir aditivos capazes de isolar ou
separar a água.
f) Prevenção contra ferrugem e corrosão (número de neutralização): a ferrugem é
resultado da oxidação do ferro, já a corrosão propriamente dita é a reação química
entre o metal e um produto químico, geralmente ácido. Como consequência,
ferrugem e corrosão produzem remoção de partículas metálicas, vazamento
excessivo e engripamento dos componentes afetados. O número de neutralização
mede a acidez do óleo e sua variação máxima admissível é de 0,5% de seu valor
original.
3.3. Cilindros hidráulicos
São atuadores hidráulicos lineares, ou seja, transformam energia hidráulica em
energia mecânica, executando movimentos lineares, sendo capazes de elevar, sustentar,
bloquear ou deslocar cargas.
Neste projeto especificamente, o cilindro hidráulico terá a função de deslocar a
lâmina em direção ao cabo de aço, exercendo uma força transversal que resultará em seu
corte.

27
3.3.1. Características construtivas
Os cilindros são compostos normalmente de um cuja superfície interna é polida, um
pistão (ou êmbolo) fixado a uma haste e duas tampas montadas nas extremidades do tubo.
Nos cilindros de dupla ação, em cada uma das tampas há um orifício por onde o fluido entra
pressurizado, fazendo com que o pistão seja empurrado para um lado ou para o outro. Já
nos cilindros de simples ação, existe apenas um orifício e o retorno do pistão é realizado por
mola ou pela ação de uma carga. A figura 3.3 apresenta alguns componentes de um cilindro
hidráulico de dupla ação:
Figura 3.3 – Alguns componentes de um cilindro hidráulico [9].
Em alguns casos, como o cilindro ilustrado na Figura 3.3, utilizam-se amortecedores
de fim de curso. Durante o movimento das partes móveis, antes que o êmbolo atinja a
tampa, um êmbolo menor penetra em um orifício e reduz a passagem que o fluido
atravessa. Com isso ocorre a diminuição da velocidade do pistão e, consequentemente, o
seu choque com a tampa do cilindro é mais suave.
3.3.2. Tipos de cilindros hidráulicos
Como citado anteriormente, os cilindros hidráulicos dividem-se em: cilindros de
simples ação e cilindros de dupla ação, sendo que no primeiro caso o retorno do êmbolo
pode se dar pela ação de uma mola ou por alguma carga. As figuras 3.4 a 3.7 ilustram
cilindros que apresentam construções frequentes.
Figura 3.4 – Cilindro hidráulico de simples ação com retorno por carga [8].
28
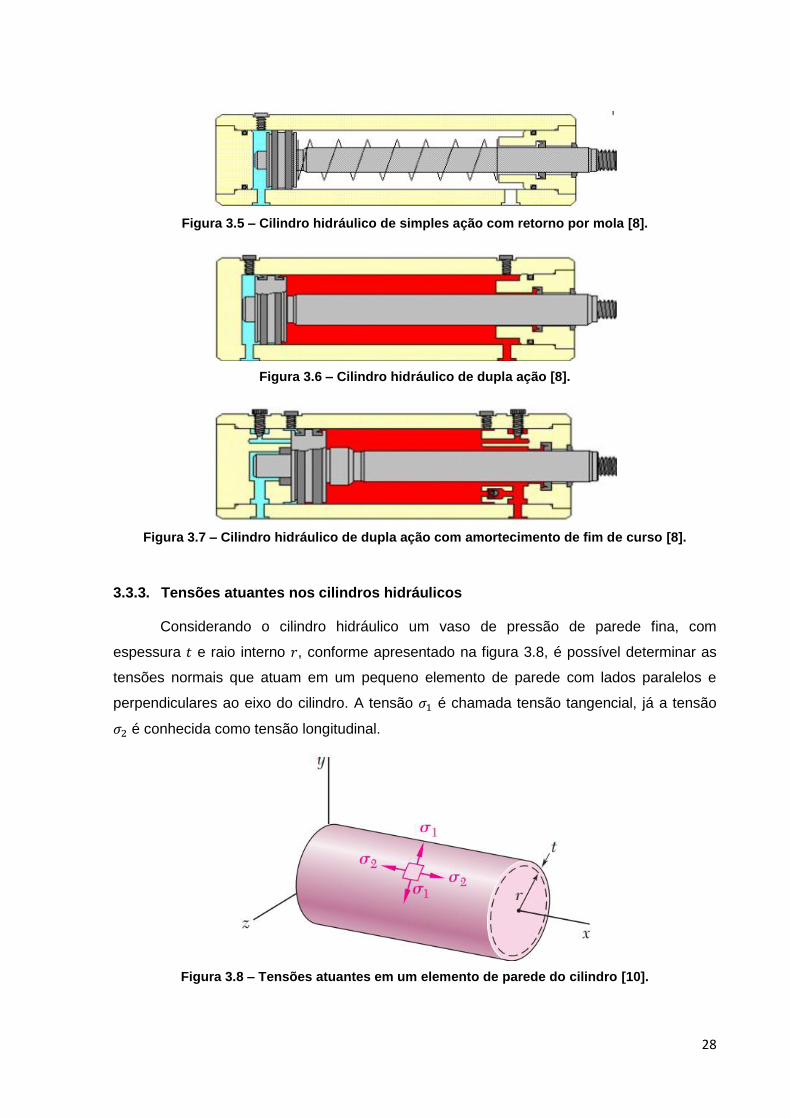
Figura 3.5 – Cilindro hidráulico de simples ação com retorno por mola [8].
Figura 3.6 – Cilindro hidráulico de dupla ação [8].
Figura 3.7 – Cilindro hidráulico de dupla ação com amortecimento de fim de curso [8].
3.3.3. Tensões atuantes nos cilindros hidráulicos
Considerando o cilindro hidráulico um vaso de pressão de parede fina, com
espessura e raio interno , conforme apresentado na figura 3.8, é possível determinar as
tensões normais que atuam em um pequeno elemento de parede com lados paralelos e
perpendiculares ao eixo do cilindro. A tensão é chamada tensão tangencial, já a tensão
é conhecida como tensão longitudinal.
Figura 3.8 – Tensões atuantes em um elemento de parede do cilindro [10].

29
Para a determinação da tensão tangencial , destaca-se parte do cilindro e parte do
fluido pressurizado, limitados pelo plano e por dois planos paralelos ao plano a uma
distância um do outro, conforme ilustrado na figura 3.9.
Figura 3.9 – Destaque de parte do cilindro para determinação da tensão tangencial [10].
As forças paralelas ao eixo que atuam no corpo livre consistem em forças
elementares internas que atuam nas seções da parede, e de forças elementares de
pressão que atuam na parte do fluido incluído no corpo livre. Deve-se atentar para o
fato de que representa a pressão manométrica do fluido, isto é, o excesso da pressão
interna sobre a pressão atmosférica externa. A resultante das forças internas é
igual ao produto de pela área da seção transversal da parede, enquanto a
resultante das forças de pressão é igual ao produto de pela área .
Escrevendo a equação de equilíbrio , obtém-se:
Resolvendo para a tensão tangencial :
(23)
Já para a determinação da tensão longitudinal , realiza-se o corte do cilindro
perpendicularmente ao e considera-se o corpo livre como parte do cilindro e o fluido
localizado à esquerda da seção, conforme ilustrado na figura 3.10.
Figura 3.10 – Destaque de parte do cilindro para determinação da tensão longitudinal [10].

30
As forças que atuam nesse corpo livre são as forças internas elementares
na seção da parede e as forças elementares de pressão que atuam na parte do
fluido incluído no corpo livre. Observando que a área da seção de fluido é e que a área
da seção de parede pode ser aproximada multiplicando-se o comprimento da circunferência
do cilindro pela sua espessura de parede , é possível escrever a equação de equilíbrio
, obtendo-se:
Resolvendo para tensão longitudinal :
(24)
Pode-se observar através das equações (23) e (24) que tensão tangencial é o
dobro da tensão longitudinal :
(25)
3.4. Bombas hidráulicas
São máquinas operatrizes hidráulicas que possuem a finalidade de transferir parte da
energia obtida de uma fonte qualquer ao fluido de trabalho, na forma de energia cinética,
energia de pressão ou ambas. Isto é, elas aumentam a velocidade e/ou pressão do fluido,
onde seu rendimento é dado pela relação entre a energia cedida ao líquido e a energia que
foi recebida da fonte motora.
Devido a enorme variedade de bombas existentes, utiliza-se uma classificação
resumida, dividindo-as em dois grandes grupos: bombas dinâmicas (ou turbobombas) e
volumétricas (deslocamento positivo), conforme apresentado na figura 3.11.
Figura 3.11 – Classificação dos principais tipos de bombas [11].

31
3.4.1. Bombas dinâmicas ou turbobombas
Neste tipo de bomba, a movimentação do fluido ocorre pela ação de forças que se
desenvolvem na massa líquida, em consequência da rotação de um eixo no qual é acoplado
um disco dotado de pás. A distinção entre os diversos tipos de turbobombas é feita
fundamentalmente em função da forma como o impelidor cede energia ao fluido, bem como
pela orientação do fluido ao deixá-lo.
Bombas dinâmicas trabalham com altas velocidades, altas vazões e baixas
pressões, onde a energia cinética prevalece para provocar movimentos. São usadas
geralmente para transferir fluidos, onde as únicas resistências são as criadas pelo peso do
líquido e pelo atrito. Essas bombas são muito utilizadas em sistemas de irrigação, drenagem
e abastecimento, sendo raramente empregadas em sistemas hidráulicos, pois seu poder de
deslocamento de fluido se reduz consideravelmente quando se aumenta a resistência.
3.4.2. Bombas volumétricas ou deslocamento positivo
Este tipo de bomba se caracteriza por fornecer energia ao fluido sob a forma de
pressão, onde a movimentação do líquido é diretamente causada pela ação de um órgão
mecânico. O fluido, sucessivamente, preenche e é expulso de espaços com volumes
determinados no interior da bomba, fornecendo ao sistema certa quantidade de líquido a
cada rotação ou ciclo.
Praticamente todas as bombas aplicadas na transmissão de força hidráulica são do
tipo volumétrico, pois estas bombas, além de operarem com pressões mais elevadas, quase
não sofrem efeitos na vazão com a elevação da pressão do sistema, diferentemente das
bombas dinâmicas.
As bombas volumétricas podem ser divididas ainda em alternativas e rotativas, onde
o primeiro tipo é recomendado para serviços onde se requer elevada pressão e baixas
vazões, já as bombas rotativas podem operar com vazões mais elevadas.
3.4.2.1. Bombas alternativas
O funcionamento de bombas alternativas se dá fundamentalmente pelo movimento
relativo de avanço e recuo de uma parte interna móvel, seja esta um pistão, diafragma ou
êmbolo.
Nas bombas alternativas de pistão, representadas pela figura 3.12, o elemento móvel
se desloca em um movimento alternativo dentro de um cilindro, acionando a cada curso
válvulas de admissão e recalque. Em uma análise simplificada, é possível explicar o
funcionamento deste tipo de bomba como se segue:

32
a) No curso de aspiração, o movimento do pistão tende a produzir vácuo. A pressão do
líquido no lado da aspiração faz com que a válvula de admissão se abra e o cilindro
se encha; enquanto isso ocorre, a válvula de recalque se mantém fechada pela
diferença de pressão.
b) No curso de recalque, o pistão força o líquido, empurrando-o para fora do cilindro,
através da válvula de recalque. Novamente devido a diferença de pressão, a válvula
de admissão se mantém fechada.
Figura 3.12 – Representação da bomba alternativa de pistão [11].
Nas bombas alternativas de êmbolo, representadas pela figura 3.13, o princípio de
funcionamento é idêntico ao das alternativas de pistão, sendo que a principal diferença entre
os dois tipos está no aspecto construtivo do elemento que atua no líquido. Como as bombas
de êmbolo são submetidas a pressões mais elevadas, estas apresentam maior robustez do
órgão de movimentação que age no fluido, quando comparadas às bombas de pistão.
Figura 3.13 – Bomba alternativa de êmbolo [11].
Já nas bombas alternativas de diafragma, representadas pela figura 3.14, o órgão
que fornece energia ao líquido é uma membrana acionada por uma haste com movimento
alternativo. Existem ainda algumas construções mais complexas, nas quais a haste age em
um fluido, normalmente óleo, que por sua vez atua na membrana.

33
Ao se deslocar em um sentido, o movimento da membrana diminui a pressão da
câmara, fazendo com que seja admitido determinado volume de líquido. Ao inverter o
sentido do deslocamento da haste, e consequentemente da membrana, o volume admitido
anteriormente é descarregado na linha de recalque.
Estas bombas são usadas principalmente para serviços de dosagem de produtos, já
que ao variar o curso da haste, varia-se o volume admitido. Um exemplo típico da aplicação
de bombas de diafragma é a retirada de gasolina do tanque de combustível e envio para o
carburador de um motor de combustão interna.
Figura 3.14 – Bomba alternativa de diafragma [11].
3.4.2.2. Bombas rotativas
Bomba rotativa é um nome genérico para designar uma grande variedade de
bombas volumétricas que são comandadas por movimentos de rotação de órgãos como
engrenagens, lóbulos, parafusos ou palhetas.
As bombas rotativas de engrenagens, representadas na figura 3.15, um dos tipos
mais comuns, consistem em duas rodas dentadas, trabalhando dentro de uma caixa com
folgas muito pequenas ao redor dos lados das rodas. Com o movimento das engrenagens, o
fluido aprisionado nos vazios entre os dentes e a carcaça é forçado a sair pela tubulação de
recalque, fazendo ainda com que novos espaços sejam formados e preenchidos
sucessivamente pelo fluido na parte admissão da bomba.
Figura 3.15 – Bomba rotativa de engrenagens [11].

34
As bombas rotativas de lóbulos, representadas pela figura 3.16, possuem o princípio
de funcionamento muito similar ao das bombas de engrenagens, tendo a diferença
fundamental no órgão que fornece energia ao fluido.
Figura 3.16 – Bomba rotativa de lóbulos [11].
Bombas rotativas de parafusos, representadas pela figura 3.17, são compostas por
dois parafusos de movimentos sincronizados por engrenagens. O fluido é admitido por uma
das extremidades e devido ao movimento de rotação e aos filetes dos parafusos, é
empurrado para a parte central, onde é descarregado. Os filetes dos parafusos não tem
contato entre si, porém matem folgas muito estreitas, das quais depende o rendimento
volumétrico.
Estas bombas são amplamente utilizadas para transporte de produtos de viscosidade
elevada, existindo ainda projetos de bombas com camisa envolvendo os parafusos, por
onde circula vapor com o objetivo de reduzir a viscosidade do fluido.
Figura 3.17 – Bomba rotativa de parafusos [11].
Já as bombas rotativas de palhetas deslizantes, representadas na figura 3.18, são
normalmente especificadas para sistemas oleodinâmicos de acionamento de média ou baixa
pressão. Este tipo de bomba é composto por um cilindro (rotor) cujo eixo de rotação é
excêntrico ao eixo da carcaça, o rotor possui ainda ranhuras radiais onde se alojam palhetas
rígidas com movimento livre nesta direção.

35
A força centrífuga, originada da rotação, projeta as palhetas contra a carcaça,
formando assim câmaras entre estas partes, de modo que o fluido fique aprisionado. Devido
à excentricidade do cilindro em relação à carcaça, essas câmaras apresentam redução de
volume durante a rotação e consequente aumento da pressão no fluido, que é
posteriormente liberado na saída da bomba com a energia acumulada durante a rotação.
Figura 3.18 – Bomba rotativa de palhetas deslizantes [11].
3.4.3. Comparação entre bombas volumétricas e turbobombas
Em todas as bombas volumétricas existe uma relação constante entre a descarga e
a velocidade da bomba, esta proporcionalidade é evidente, pois a descarga é proporcional à
velocidade do órgão que impulsiona o líquido, que por sua vez se relaciona com a
velocidade da bomba. Além disso, a vazão bombeada é praticamente independente da
altura e/ou pressões a serem vencidas. Já nas turbobombas, a vazão bombeada depende
das características de projeto de projeto, rotação e das características do sistema no qual a
bomba esteja operando.
Outra diferença entre os tipos de bombas se dá no movimento do líquido em seu
interior, pois nas bombas volumétricas o fluido realiza o mesmo movimento do seu órgão
impulsor, sendo de mesma natureza e velocidade em grandeza, direção e sentido. Já nas
turbobombas, embora o movimento do líquido esteja relacionado ao órgão impulsor, estes
não são exatamente iguais.
Nas bombas volumétricas, a energia transmitida ao fluido é exclusivamente de
pressão, isto é, a pressão é elevada e não a velocidade. Já nas turbobombas, o impelidor
transmite tanto energia de pressão quanto cinética, aumentando tanto velocidade quanto
pressão do fluido.
Pelas características apresentadas, recomenda-se a utilização de bombas
volumétricas em sistemas hidráulicos para aplicação de força, pois estes sistemas
demandam pressões elevadas, e vazão praticamente constante, mesmo quando altas
pressões devem ser vencidas na saída.

36
3.5. Válvulas
Para que um cilindro hidráulico possa desenvolver suas ações produtivas, no caso
deste projeto o avanço para o corte do cabo de aço e posterior recuo, deve ser alimentado
ou descarregado convenientemente, no instante em que se desejar, ou de conformidade
com o sistema programado. Sendo assim, de acordo com seu tipo, as válvulas servem para
orientar os fluxos de fluido, impor bloqueios e controlar suas intensidades de vazão ou
pressão do sistema.
3.5.1. Válvulas de controle direcional
Consistem de um corpo com passagens internas que são conectadas e
desconectadas por uma parte móvel, na maioria dos casos representada por um carretel.
Estas válvulas são classificadas quanto ao número de conexões úteis (vias) e de posições
possíveis, além do tipo de acionamento e posição normal.
As válvulas de controle direcional são representadas nos circuitos através de
símbolos gráficos, onde a válvula em si é representada por quadrados, onde a quantidade
representa o número de posições, conforme representado na figura 3.19.
Figura 3.19 – Representação do número de posições [8].
Já o número de vias de uma válvula de controle direcional corresponde ao número
de conexões úteis que uma válvula pode assumir. Na representação da válvula, cada
quadrado, ou posição, deve possuir o mesmo número de vias das demais posições
possíveis, conforme figura 3.20.
Figura 3.20 – Representação do número de vias [8].

37
Cada via é identificada por um código específico, conforme figura 3.21, sendo a via
de pressão representada pela letra P, retorno por T e as vias de utilização A e B. Existe
ainda outra forma de representação baseada em números, porém de menor utilização.
Figura 3.21 – Identificação das vias em uma válvula direcional [8].
A posição normal de uma válvula de controle direcional é aquela na qual os
elementos internos se encontram quando a mesma não foi acionada, comumente mantida
por uma mola, sendo sua representação em um sistema hidráulico feita sempre a partir
desta posição. Para válvulas com número de posições ímpar esta posição é ao centro, já
quando o número de posições é par esta posição é à direita. A partir da posição normal, as
válvulas podem ser classificadas como normalmente abertas ou normalmente fechadas,
conforme apresentado na figura 3.22.
Figura 3.22 – Válvulas normalmente abertas e normalmente fechadas [8].
Quanto ao acionamento, as válvulas direcionais podem ser acionadas manualmente
por botão, alavanca ou pedal. Além dos modelos manuais, existem ainda aquelas de
acionamento mecânico, por piloto hidráulico, piloto pneumático ou por solenoide.
Os atuadores manuais são usados em válvulas direcionais cuja operação deve ser
sequenciada e controlada ao arbítrio do operador, porém é imprescindível acessibilidade ao

38
local onde a válvula se encontra instalada, condição que muitas vezes não pode ser
satisfeita, sendo utilizados nestes casos os demais tipos de atuadores.
A figura 3.23 apresenta a representação dos atuadores de válvulas direcionais mais
utilizados.
Figura 3.23 – Representação de atuadores de válvulas direcionais [8].

39
4. Processo de corte
O equipamento a ser apresentado neste projeto terá como finalidade a realização do
corte de cabos de aço através de esforços de cisalhamento, porém como na utilização de
cabos de aço o esforço predominante é o de tração, muitos estudos e dados disponíveis são
relacionados a esforços desta natureza, como por exemplo, os catálogos de fabricantes que
apresentam a carga de ruptura por tração para cada classe e diâmetro de cabo.
4.1. Classes de solicitações
Quando um sistema de forças atua sobre um corpo, o efeito produzido é diferente
segundo a direção, sentido e ponto de aplicação destas forças. Os efeitos provocados neste
corpo podem ser classificados em esforços normais ou axiais, que atuam no sentido do eixo
de um corpo, e em esforços transversais, que atuam na direção perpendicular ao eixo de um
corpo.
Quando as forças agem para dentro do corpo, tendendo a encurtá-lo no sentido da
carga aplicada, a solicitação é chamada compressão, figura 4.1 (a); se as forças agem para
fora do corpo, tendendo a alongá-lo no sentido da sua linha de aplicação, a solicitação é
chamada tração, figura 4.1 (b).
Figura 4.1 – (a) Pés da mesa submetidos à compressão; (b) Cabo submetido à tração [12].
A flexão, representada na figura 4.2, é uma solicitação transversal em que o corpo
sofre uma deformação que tende a modificar seu eixo longitudinal.
Figura 4.2 – Viga submetida à flexão [12].

40
A solicitação de cisalhamento, representada pela figura 4.3, é aquela que ocorre
quando um corpo tende a resistir à ação de duas forças agindo próximas e paralelamente,
mas em sentidos contrários.
Figura 4.3 – Rebite submetido ao cisalhamento [12].
Já a torção, representada na figura 4.4, é um tipo de solicitação que tende a girar as
seções de um corpo, uma em relação às outras.
Figura 4.4 – Ponta de eixo submetida à torção [12].
4.2. Tensão
É definida como o resultado da ação de cargas externas sobre uma unidade de área
da seção analisada na peça, componente mecânico ou estrutural submetido a solicitações
mecânicas, onde a direção da tensão depende do tipo de solicitação, ou seja, da direção
das cargas atuantes.
As tensões provocadas por tração, compressão e flexão ocorrem na direção normal
(perpendicular) à área de seção transversal, sendo assim chamadas tensões normais e
representadas pela letra grega sigma . As tensões provocadas por torção e cisalhamento
atuam na direção tangencial à área de seção transversal, sendo assim chamadas de
tensões tangenciais ou cisalhantes e representadas pela letra grega tau , conforme
apresentado na figura 4.5.
Figura 4.5 – Tensão normal e tensão cisalhante [12].

41
4.2.1. Tensão normal
A tensão na seção transversal de área de um corpo submetido a uma carga axial
, conforme ilustrado pela figura 4.6, é obtida dividindo-se o valor da carga pela área :
(26)
Figura 4.6 – Representação da tensão normal na seção transversal [10].
Convencionalmente utiliza-se o sinal positivo para indicar tensão de tração (corpo
tracionado) e sinal negativo para tensão de compressão (corpo comprimido).
Através da utilização das unidades métricas do sistema internacional (SI), a carga
é expressa em newtons (N) e área em metros quadrados (m²), sendo assim a tensão é
expressa em N/m², como dito anteriormente, denominada Pascal (Pa). No entanto,
considera-se o pascal um valor muito pequeno para a maioria das aplicações, sendo assim
opta-se pela utilização de múltiplos desta unidade, tais como o quilopascal (kPa), o
megapascal (MPa) e o gigapascal (GPa), onde:
(27)
(28)
(29)
4.2.1.1. Diagrama tensão x deformação
Para que se possa conhecer o comportamento de um material ao ser submetido a
determinados carregamentos, realizam-se ensaios mecânicos em uma amostra deste
material, denominado corpo de prova.
42
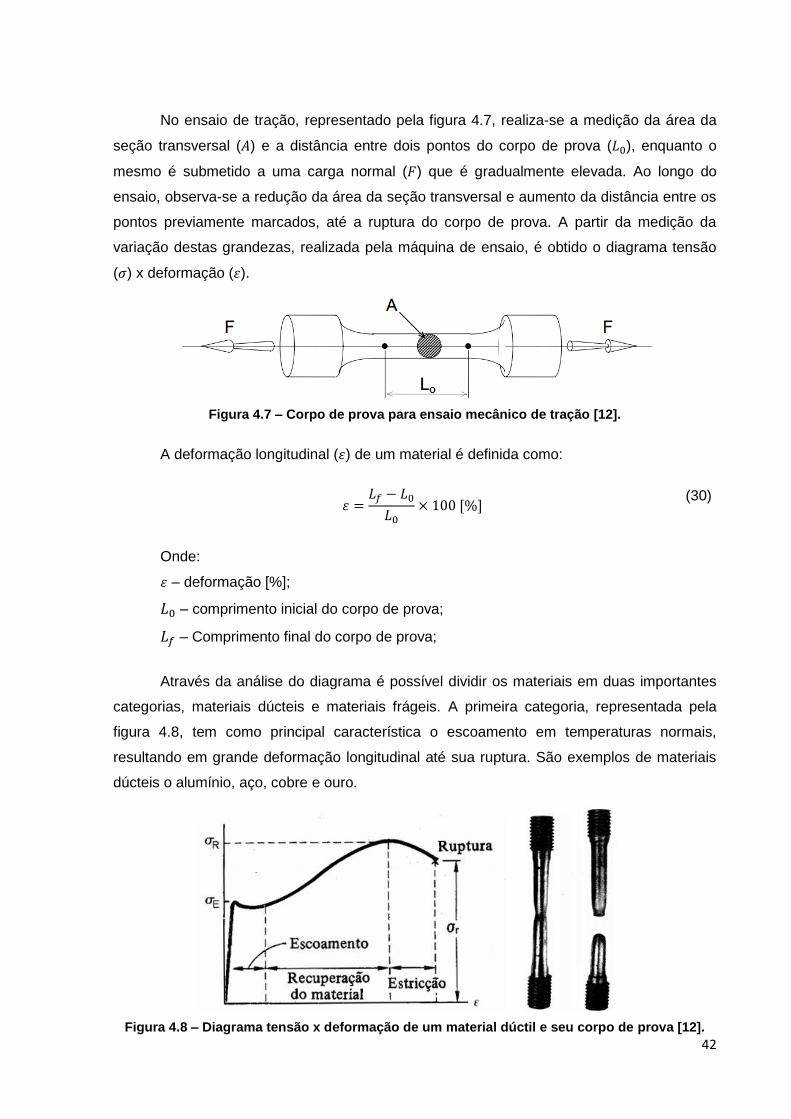
No ensaio de tração, representado pela figura 4.7, realiza-se a medição da área da
seção transversal ( ) e a distância entre dois pontos do corpo de prova ( ), enquanto o
mesmo é submetido a uma carga normal ( ) que é gradualmente elevada. Ao longo do
ensaio, observa-se a redução da área da seção transversal e aumento da distância entre os
pontos previamente marcados, até a ruptura do corpo de prova. A partir da medição da
variação destas grandezas, realizada pela máquina de ensaio, é obtido o diagrama tensão
( ) x deformação ( ).
Figura 4.7 – Corpo de prova para ensaio mecânico de tração [12].
A deformação longitudinal ( ) de um material é definida como:
(30)
Onde:
– deformação [%];
– comprimento inicial do corpo de prova;
– Comprimento final do corpo de prova;
Através da análise do diagrama é possível dividir os materiais em duas importantes
categorias, materiais dúcteis e materiais frágeis. A primeira categoria, representada pela
figura 4.8, tem como principal característica o escoamento em temperaturas normais,
resultando em grande deformação longitudinal até sua ruptura. São exemplos de materiais
dúcteis o alumínio, aço, cobre e ouro.
Figura 4.8 – Diagrama tensão x deformação de um material dúctil e seu corpo de prova [12].

43
Já os materiais frágeis, como ferro fundido, vidro, pedra e aços com alto teor de
carbono, são caracterizados por uma ruptura que ocorre sem nenhuma mudança sensível
no modo de deformação do material, além de apresentarem deformação até a fratura muito
menor que aos materiais dúcteis, conforme apresentado na figura 4.9.
Figura 4.9 – Diagrama tensão x deformação de um material frágil e seu corpo de prova [12].
Como cabos de aço são elementos que apresentam elevada ductilidade, mostra-se
indispensável o estudo detalhado do diagrama de ensaio de tração em materiais dúcteis,
figura 4.10, evidenciando os pontos onde o material sofre mudanças notáveis na relação
tensão-deformação.
Figura 4.10 – Diagrama detalhado tensão x deformação de um material dúctil [12].
– Tensão de proporcionalidade: representa o valor máximo da tensão no qual o
material obedece à lei de Hooke, sendo assim, até este valor a tensão é diretamente
proporcional à deformação;
– Tensão de escoamento: a partir deste ponto aumentam as deformações sem
que se altere praticamente o valor da tensão.
44
– Tensão limite de resistência: corresponde à máxima tensão obtida no ensaio de
tração, também conhecida como tensão de resistência a tração;
– Tensão de ruptura: corresponde à tensão na qual ocorre a ruptura do corpo de
prova, também denominada tensão limite de ruptura.
– Deformação elástica: trecho da curva compreendido entre a origem e o limite de
proporcionalidade.
– Deformação plástica: trecho compreendido entre o limite de proporcionalidade e
o ponto correspondente à ruptura do material.
4.2.2. Tensão de cisalhamento
Um corpo é submetido ao esforço de cisalhamento quando sofre a ação de
carregamentos paralelos em sentidos que atuam na direção transversal ao seu eixo,
conforme ilustrado pela figura 4.11.
Figura 4.11 – Corpo submetido ao esforço de cisalhamento [10].
A tensão de cisalhamento é obtida através da razão entre a força cisalhante e a
área de seção transversal , também denominada área de corte, conforme figura 4.12.
(31)
Figura 4.12 – Tensão de cisalhamento [12].
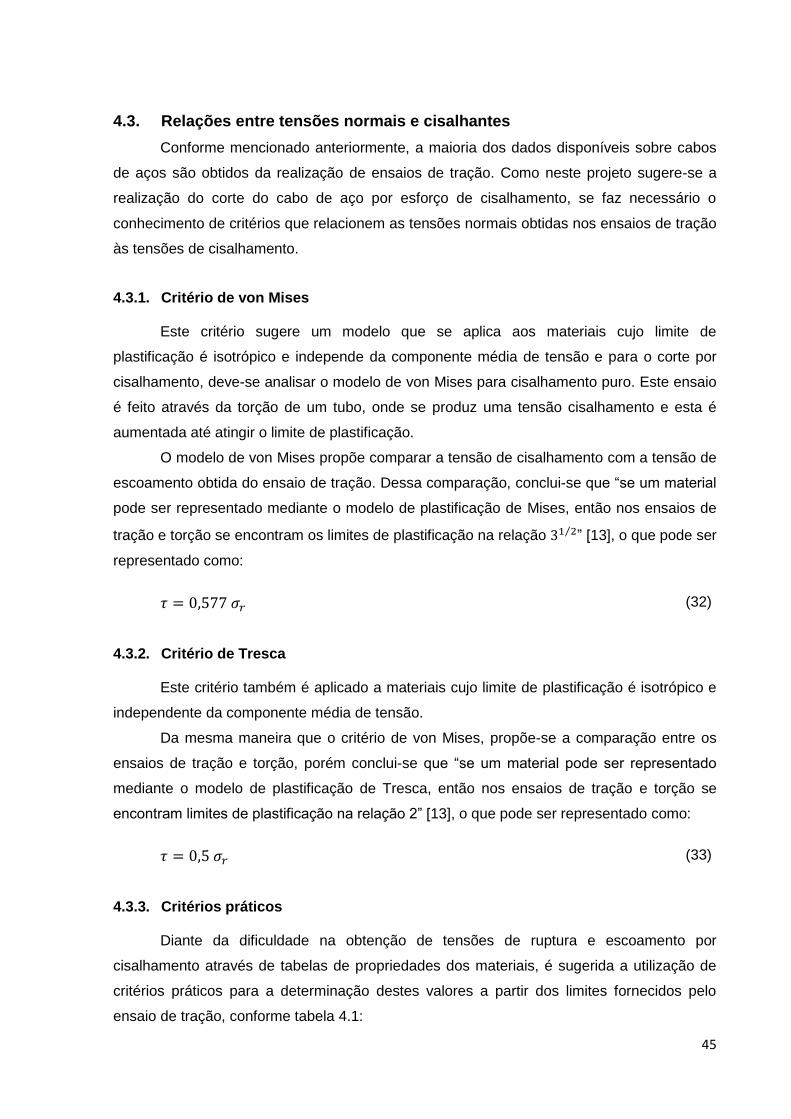
45
4.3. Relações entre tensões normais e cisalhantes
Conforme mencionado anteriormente, a maioria dos dados disponíveis sobre cabos
de aços são obtidos da realização de ensaios de tração. Como neste projeto sugere-se a
realização do corte do cabo de aço por esforço de cisalhamento, se faz necessário o
conhecimento de critérios que relacionem as tensões normais obtidas nos ensaios de tração
às tensões de cisalhamento.
4.3.1. Critério de von Mises
Este critério sugere um modelo que se aplica aos materiais cujo limite de
plastificação é isotrópico e independe da componente média de tensão e para o corte por
cisalhamento, deve-se analisar o modelo de von Mises para cisalhamento puro. Este ensaio
é feito através da torção de um tubo, onde se produz uma tensão cisalhamento e esta é
aumentada até atingir o limite de plastificação.
O modelo de von Mises propõe comparar a tensão de cisalhamento com a tensão de
escoamento obtida do ensaio de tração. Dessa comparação, conclui-se que “se um material
pode ser representado mediante o modelo de plastificação de Mises, então nos ensaios de
tração e torção se encontram os limites de plastificação na relação ” [13], o que pode ser
representado como:
(32)
4.3.2. Critério de Tresca
Este critério também é aplicado a materiais cujo limite de plastificação é isotrópico e
independente da componente média de tensão.
Da mesma maneira que o critério de von Mises, propõe-se a comparação entre os
ensaios de tração e torção, porém conclui-se que “se um material pode ser representado
mediante o modelo de plastificação de Tresca, então nos ensaios de tração e torção se
encontram limites de plastificação na relação 2” [13], o que pode ser representado como:
(33)
4.3.3. Critérios práticos
Diante da dificuldade na obtenção de tensões de ruptura e escoamento por
cisalhamento através de tabelas de propriedades dos materiais, é sugerida a utilização de
critérios práticos para a determinação destes valores a partir dos limites fornecidos pelo
ensaio de tração, conforme tabela 4.1:
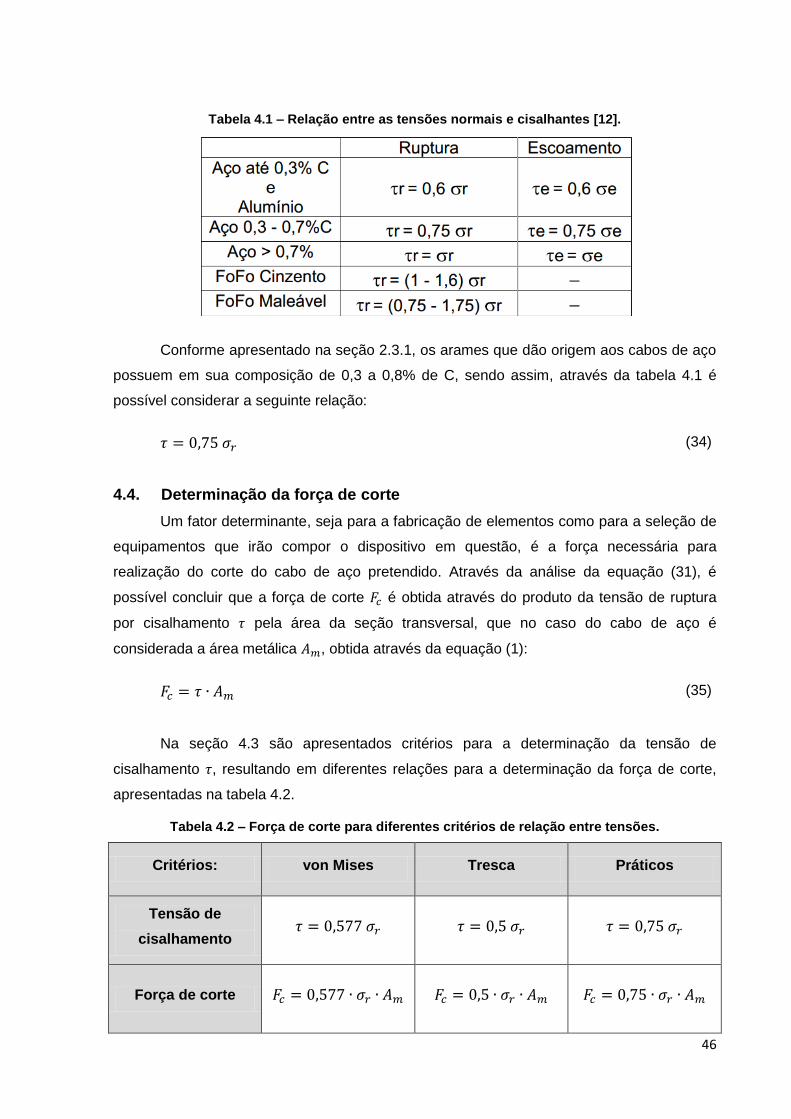
46
Tabela 4.1 – Relação entre as tensões normais e cisalhantes [12].
Conforme apresentado na seção 2.3.1, os arames que dão origem aos cabos de aço
possuem em sua composição de 0,3 a 0,8% de C, sendo assim, através da tabela 4.1 é
possível considerar a seguinte relação:
(34)
4.4. Determinação da força de corte
Um fator determinante, seja para a fabricação de elementos como para a seleção de
equipamentos que irão compor o dispositivo em questão, é a força necessária para
realização do corte do cabo de aço pretendido. Através da análise da equação (31), é
possível concluir que a força de corte é obtida através do produto da tensão de ruptura
por cisalhamento pela área da seção transversal, que no caso do cabo de aço é
considerada a área metálica , obtida através da equação (1):
(35)
Na seção 4.3 são apresentados critérios para a determinação da tensão de
cisalhamento , resultando em diferentes relações para a determinação da força de corte,
apresentadas na tabela 4.2.
Tabela 4.2 – Força de corte para diferentes critérios de relação entre tensões.
Critérios: von Mises Tresca Práticos
Tensão de
cisalhamento
Força de corte
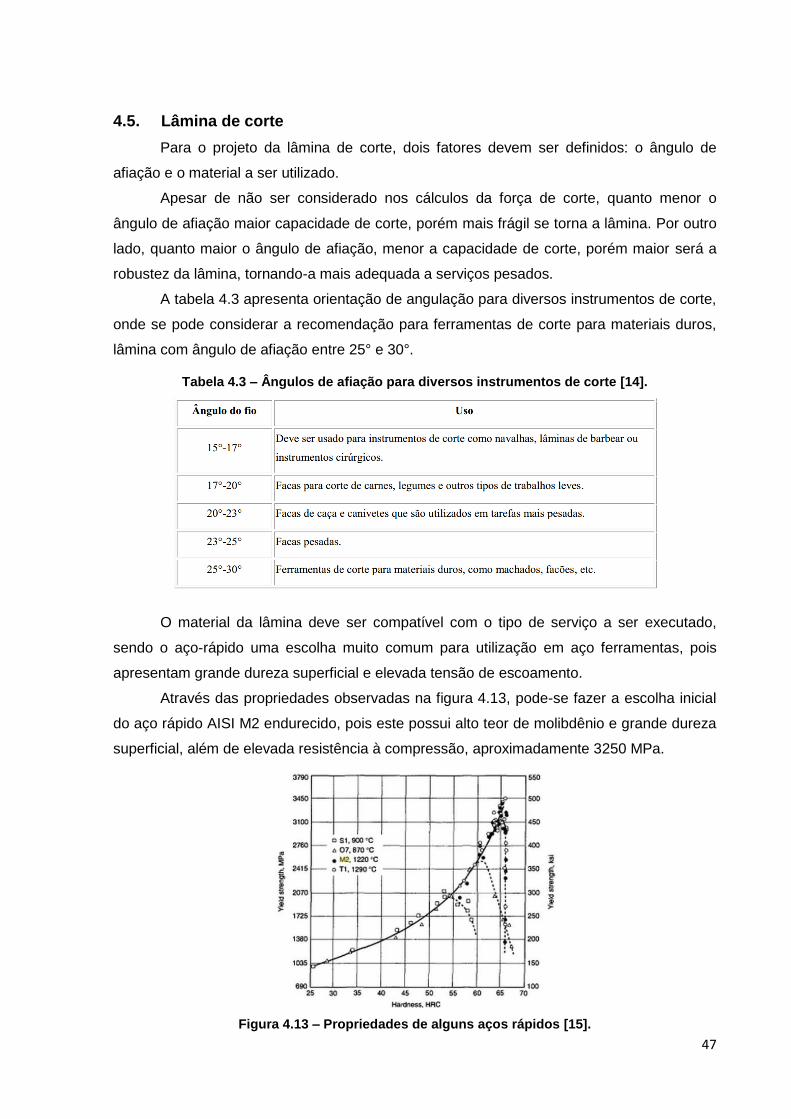
47
4.5. Lâmina de corte
Para o projeto da lâmina de corte, dois fatores devem ser definidos: o ângulo de
afiação e o material a ser utilizado.
Apesar de não ser considerado nos cálculos da força de corte, quanto menor o
ângulo de afiação maior capacidade de corte, porém mais frágil se torna a lâmina. Por outro
lado, quanto maior o ângulo de afiação, menor a capacidade de corte, porém maior será a
robustez da lâmina, tornando-a mais adequada a serviços pesados.
A tabela 4.3 apresenta orientação de angulação para diversos instrumentos de corte,
onde se pode considerar a recomendação para ferramentas de corte para materiais duros,
lâmina com ângulo de afiação entre 25° e 30°.
Tabela 4.3 – Ângulos de afiação para diversos instrumentos de corte [14].
O material da lâmina deve ser compatível com o tipo de serviço a ser executado,
sendo o aço-rápido uma escolha muito comum para utilização em aço ferramentas, pois
apresentam grande dureza superficial e elevada tensão de escoamento.
Através das propriedades observadas na figura 4.13, pode-se fazer a escolha inicial
do aço rápido AISI M2 endurecido, pois este possui alto teor de molibdênio e grande dureza
superficial, além de elevada resistência à compressão, aproximadamente 3250 MPa.
Figura 4.13 – Propriedades de alguns aços rápidos [15].

48
4.6. Preparação do cabo de aço para o corte
Corte de cabos de aço é muitas vezes realizado sem muito cuidado, podendo ser
utilizados alicates para cabos com diâmetros de até 8 mm. Porém, o corte feito através de
equipamento especializado e com os devidos cuidados pode prevenir o surgimento de
problemas tais como pontas afiadas, desenrolamento dos arames e amassamento dos fios.
Fabricantes e fornecedores de cabos de aço apresentam indicações sobre as
melhores formas de se conduzir o corte, sendo a gripagem “seizing” a técnica mais utilizada,
assegurando a integridade do cabo após o corte.
A gripagem deve ser em ambos os lados do local onde será realizado o corte e pode
ser feita de duas maneiras diferentes. Na primeira, apresentada na figura 4.14, coloca-se o
arame no vale entre uma perna e outra, então o arame é enrolado algumas vezes ao redor
do cabo e sobre ele mesmo. Ao finalizar o enrolamento, as pontas livres, que se encontram
próximas, são unidas utilizando-se um alicate.
Figura 4.14 – Técnica de gripagem de cabo de aço [16].
Outra forma de realizar a gripagem, apresentada na figura 4.15, é enrolar o arame
normalmente sobre o cabo, ao fim do enrolamento as pontas mostram-se mais distantes em
relação ao método anterior, porém a finalização é feita da mesma forma, unindo as pontas
com o auxílio de um alicate.
Figura 4.15 – Técnica alternativa de gripagem de cabo de aço [16].
Em ambas as técnicas de gripagem, o diâmetro do arame a ser utilizado e o
comprimento da gripagem dependem do diâmetro do cabo de aço, conforme tabela 4.4.

49
Tabela 4.4 – Diâmetros de arames recomendados para gripagem [16].
A bandagem é uma forma alternativa de preparação dos cabos de aço para o corte.
As bandas são feitas de material flexível, endentados com uma ranhura de bloqueio e um
bordo de costura. Sua aplicação é bastante simples, sem necessidade de ferramentas
especiais, podendo ser feita utilizando apenas um par de alicates, conforme ilustrado na
figura 4.16.
Figura 4.16 – Bandagem de cabo de aço para corte [17].
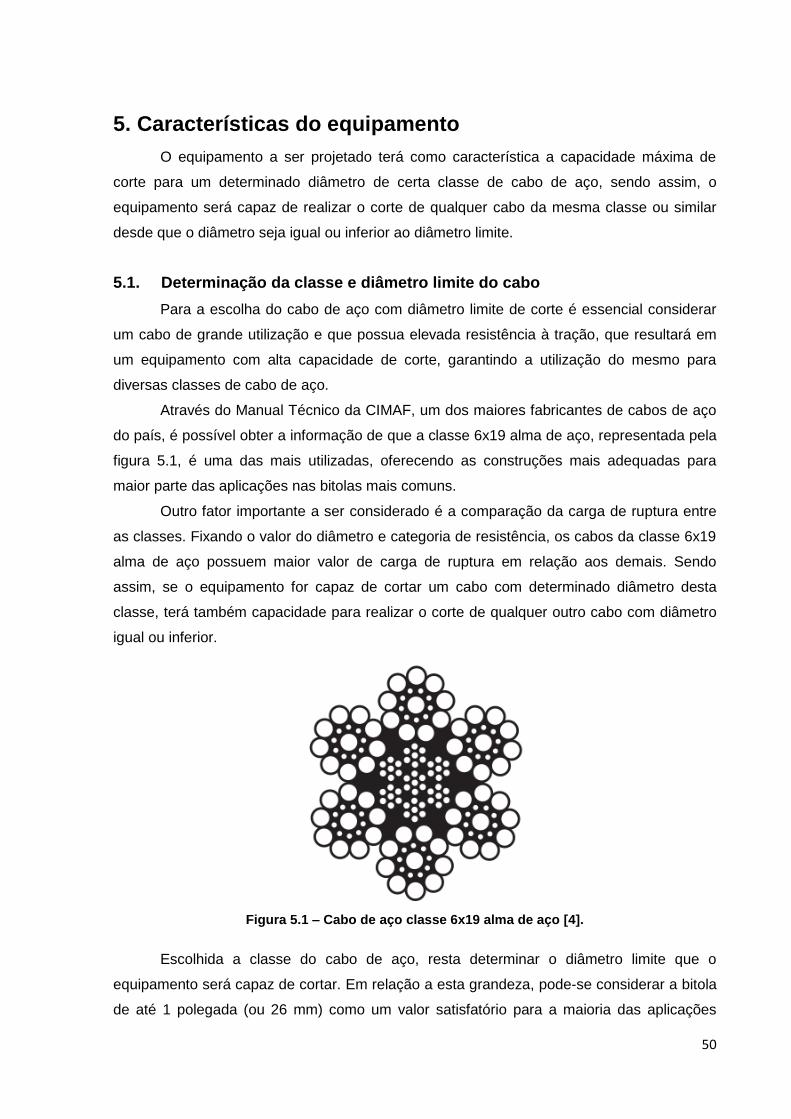
50
5. Características do equipamento
O equipamento a ser projetado terá como característica a capacidade máxima de
corte para um determinado diâmetro de certa classe de cabo de aço, sendo assim, o
equipamento será capaz de realizar o corte de qualquer cabo da mesma classe ou similar
desde que o diâmetro seja igual ou inferior ao diâmetro limite.
5.1. Determinação da classe e diâmetro limite do cabo
Para a escolha do cabo de aço com diâmetro limite de corte é essencial considerar
um cabo de grande utilização e que possua elevada resistência à tração, que resultará em
um equipamento com alta capacidade de corte, garantindo a utilização do mesmo para
diversas classes de cabo de aço.
Através do Manual Técnico da CIMAF, um dos maiores fabricantes de cabos de aço
do país, é possível obter a informação de que a classe 6x19 alma de aço, representada pela
figura 5.1, é uma das mais utilizadas, oferecendo as construções mais adequadas para
maior parte das aplicações nas bitolas mais comuns.
Outro fator importante a ser considerado é a comparação da carga de ruptura entre
as classes. Fixando o valor do diâmetro e categoria de resistência, os cabos da classe 6x19
alma de aço possuem maior valor de carga de ruptura em relação aos demais. Sendo
assim, se o equipamento for capaz de cortar um cabo com determinado diâmetro desta
classe, terá também capacidade para realizar o corte de qualquer outro cabo com diâmetro
igual ou inferior.
Figura 5.1 – Cabo de aço classe 6x19 alma de aço [4].
Escolhida a classe do cabo de aço, resta determinar o diâmetro limite que o
equipamento será capaz de cortar. Em relação a esta grandeza, pode-se considerar a bitola
de até 1 polegada (ou 26 mm) como um valor satisfatório para a maioria das aplicações

51
usuais. Através da tabela 5.1, é possível obter os valores de massa aproximada ( )
carga mínima de ruptura ( ) para diversos diâmetros, inclusive para a bitola escolhida:
Tabela 5.1 – Propriedades para diversos diâmetros dos cabos de aço 6x19 alma de aço [4].
Escolhido o diâmetro 26 mm, conclui-se a seleção com o cabo de aço limite de
seguinte nomenclatura: 26x6x19 AACI Seale EIPS. Sendo possível verificar através da
tabela 5.1 que este cabo possui massa aproximada de e carga de ruptura
mínima de , equivalente a .
5.2. Cálculo da força de corte
Após determinação do cabo de aço limite, é possível calcular a força de corte
necessária ao equipamento para realização do corte de todos os cabos com diâmetro igual
ou inferior ao selecionado anteriormente.
Conforme apresentado na equação (35), a força de corte é dada pelo produto da
tensão de cisalhamento pela área metálica do cabo de aço, .
O cálculo da tensão de cisalhamento foi apresentado de três maneiras distintas na
seção 4.3, baseadas em critérios que relacionam a resistência à tração com a tensão de
cisalhamento.
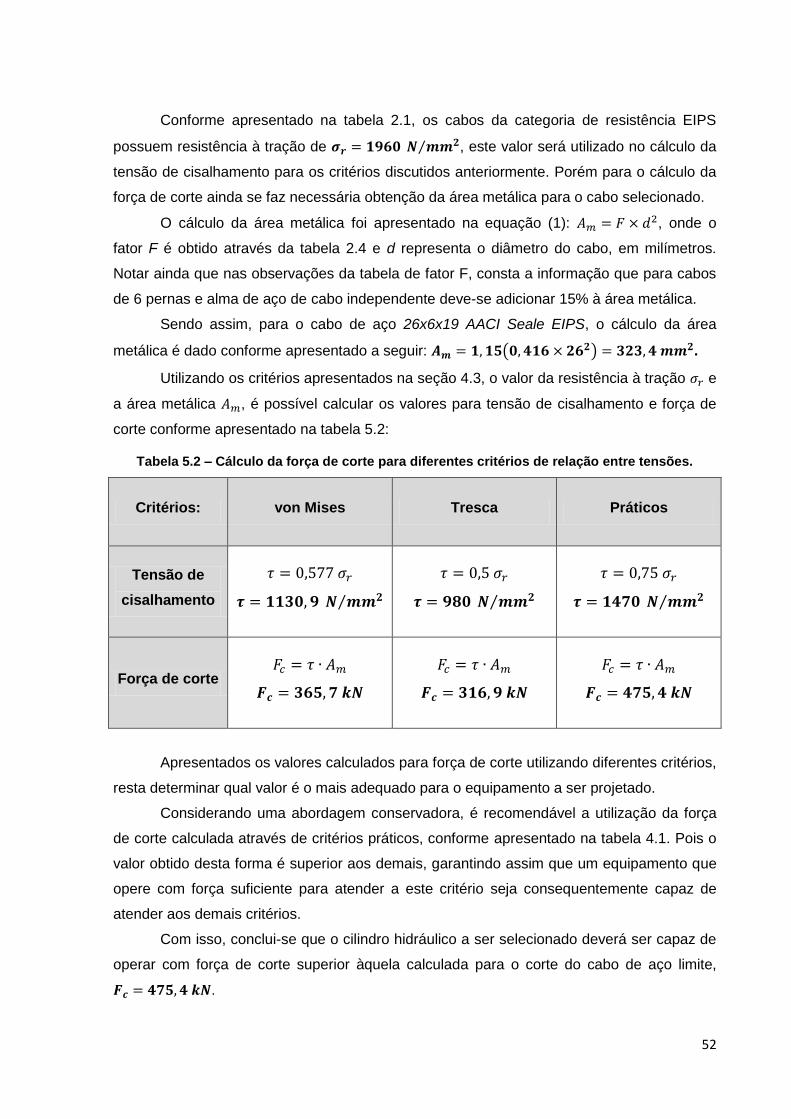
52
Conforme apresentado na tabela 2.1, os cabos da categoria de resistência EIPS
possuem resistência à tração de , este valor será utilizado no cálculo da
tensão de cisalhamento para os critérios discutidos anteriormente. Porém para o cálculo da
força de corte ainda se faz necessária obtenção da área metálica para o cabo selecionado.
O cálculo da área metálica foi apresentado na equação (1): , onde o
fator F é obtido através da tabela 2.4 e d representa o diâmetro do cabo, em milímetros.
Notar ainda que nas observações da tabela de fator F, consta a informação que para cabos
de 6 pernas e alma de aço de cabo independente deve-se adicionar 15% à área metálica.
Sendo assim, para o cabo de aço 26x6x19 AACI Seale EIPS, o cálculo da área
metálica é dado conforme apresentado a seguir: .
Utilizando os critérios apresentados na seção 4.3, o valor da resistência à tração e
a área metálica , é possível calcular os valores para tensão de cisalhamento e força de
corte conforme apresentado na tabela 5.2:
Tabela 5.2 – Cálculo da força de corte para diferentes critérios de relação entre tensões.
Critérios: von Mises Tresca Práticos
Tensão de
cisalhamento
Força de corte
Apresentados os valores calculados para força de corte utilizando diferentes critérios,
resta determinar qual valor é o mais adequado para o equipamento a ser projetado.
Considerando uma abordagem conservadora, é recomendável a utilização da força
de corte calculada através de critérios práticos, conforme apresentado na tabela 4.1. Pois o
valor obtido desta forma é superior aos demais, garantindo assim que um equipamento que
opere com força suficiente para atender a este critério seja consequentemente capaz de
atender aos demais critérios.
Com isso, conclui-se que o cilindro hidráulico a ser selecionado deverá ser capaz de
operar com força de corte superior àquela calculada para o corte do cabo de aço limite,
.

53
5.3. Circuito hidráulico
A representação de sistemas hidráulicos pode ser feita através da utilização de
diagramas esquemáticos, onde cada símbolo apresentado corresponde a um determinado
dispositivo ou instrumento e as linhas representam tubulações, canos ou mangueiras. No
caso do equipamento de corte de cabos de aço apresentado neste projeto, uma bomba
hidráulica com acionamento pneumático é empregada, onde o fluxo de ar comprimido é
representado por linhas tracejadas, enquanto o fluxo hidráulico por linhas contínuas,
conforme apresentado na figura 5.2.
Figura 5.2 – Circuito hidráulico de acionamento do dispositivo de corte.
Antes de chegar à bomba, o ar comprimido é filtrado para retenção de partículas, sua
pressão é regulada conforme ajuste manual através de uma válvula reguladora de pressão e
lida em um manômetro de painel. Uma válvula esfera de acionamento manual permite o
bloqueio ou liberação do ar comprimido para acionamento da bomba conforme desejo do
operador.
Já o fluido hidráulico é filtrado ao ser succionado e ao passar pela bomba tem sua
pressão elevada apenas se a válvula agulha manual de dreno estiver na posição fechada,
caso a válvula esteja aberta o fluido percorre o sistema e é reenviado ao reservatório. Ao
aumentar a pressão do fluido proporcionalmente à pressão de ar comprimido responsável
pelo acionamento da bomba, o cilindro realiza o movimento de avanço, permitindo o corte
caso a pressão regulada seja suficiente para fornecer força necessária ao corte.
Após o corte, a válvula de bloqueio de ar comprimido deve ser colocada na posição
fechada, impedindo assim o acionamento da bomba. Em seguida é aberta a válvula de
dreno, resultando na queda da pressão, retorno do fluido ao reservatório e recuo da haste
do cilindro, possibilitando assim o posicionamento de um novo cabo para corte.
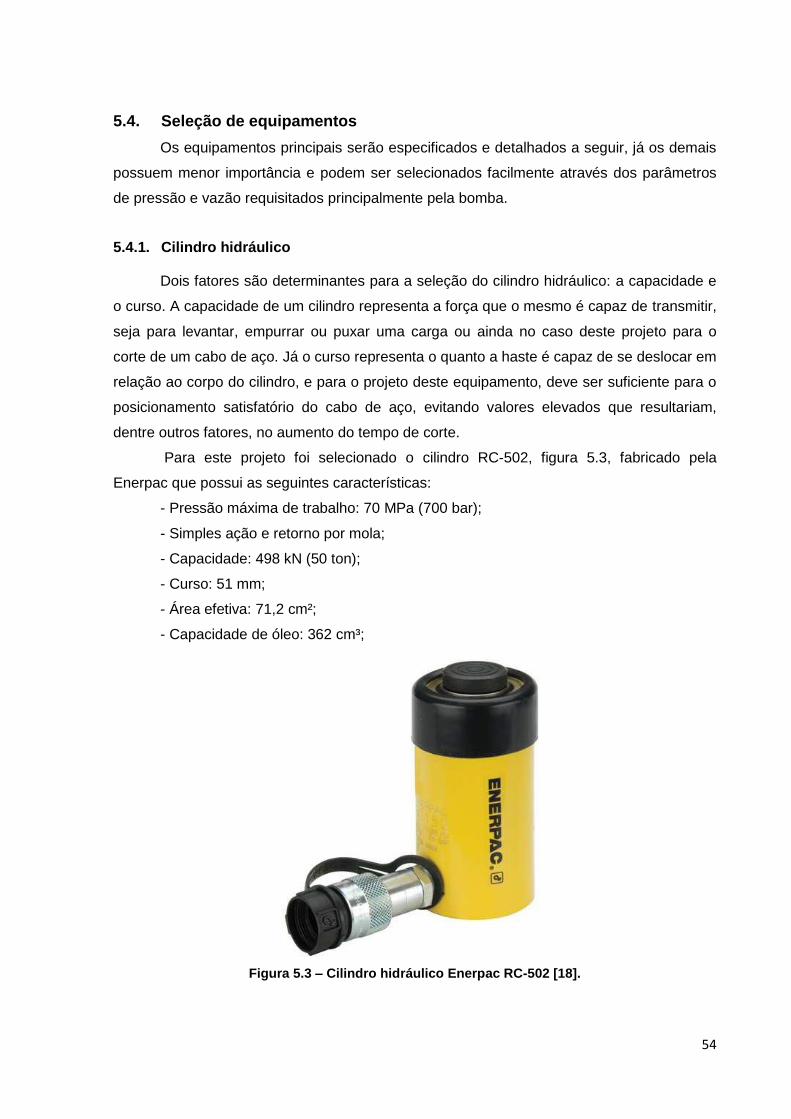
54
5.4. Seleção de equipamentos
Os equipamentos principais serão especificados e detalhados a seguir, já os demais
possuem menor importância e podem ser selecionados facilmente através dos parâmetros
de pressão e vazão requisitados principalmente pela bomba.
5.4.1. Cilindro hidráulico
Dois fatores são determinantes para a seleção do cilindro hidráulico: a capacidade e
o curso. A capacidade de um cilindro representa a força que o mesmo é capaz de transmitir,
seja para levantar, empurrar ou puxar uma carga ou ainda no caso deste projeto para o
corte de um cabo de aço. Já o curso representa o quanto a haste é capaz de se deslocar em
relação ao corpo do cilindro, e para o projeto deste equipamento, deve ser suficiente para o
posicionamento satisfatório do cabo de aço, evitando valores elevados que resultariam,
dentre outros fatores, no aumento do tempo de corte.
Para este projeto foi selecionado o cilindro RC-502, figura 5.3, fabricado pela
Enerpac que possui as seguintes características:
- Pressão máxima de trabalho: 70 MPa (700 bar);
- Simples ação e retorno por mola;
- Capacidade: 498 kN (50 ton);
- Curso: 51 mm;
- Área efetiva: 71,2 cm²;
- Capacidade de óleo: 362 cm³;
Figura 5.3 – Cilindro hidráulico Enerpac RC-502 [18].

55
Para a operação do cilindro hidráulico, recomenda-se a utilização do óleo hidráulico
Enerpac HF, cujas especificações são apresentadas na tabela 5.3:
Tabela 5.3 – Especificações do óleo HF [18].
Todos os cilindros da série RC possuem rosca na extremidade superior de seu
corpo, denominada rosca do colarinho. Neste projeto, esta rosca será utilizada para
posicionar o dispositivo de corte que será apresentado no capítulo 10, referente à
documentação gráfica do projeto.
5.4.2. Bomba hidráulica
Para o acionamento do cilindro hidráulico especificado anteriormente, foi selecionada
uma bomba hidráulica com acionamento por ar comprimido série ZA4, figura 5.4, fabricada
também pela Enerpac, com as seguintes características:
- Pressão máxima de trabalho: 70 MPa (700 bar);
- Vazão máxima: 13,9 litros/minuto;
- Reservatório de 4 litros;
- Peso com óleo: 29,3 kg;
Figura 5.4 – Bomba hidráulica com acionamento pneumático [18].

56
Diferentemente do equipamento apresentado na figura 5.4, a bomba selecionada
neste projeto não possui válvula acoplada ao reservatório, pois a única válvula hidráulica
será posicionada no painel do equipamento para acionamento manual e terá a função de
drenar a pressão do sistema, conforme apresentado na seção 5.3.
Este modelo de bomba hidráulica possui a vazão de descarga dependente da
pressão do sistema, conforme pode ser observado no diagrama de vazão apresentado na
figura 5.5.
Figura 5.5 – Diagrama de vazão bombas série ZA4 [18].
5.4.3. Válvula de dreno
Conforme apresentado no circuito hidráulico da seção 5.3, a pressão do sistema é
drenada através de uma válvula agulha posicionada no painel do equipamento,
possibilitando o recuo da haste do cilindro após o processo de corte. Para esta função, foi
selecionada a válvula agulha em aço inox da série P, código 15P6071, figura 5.6, fabricada
pela Autoclave Engineers, com as seguintes características:
- Pressão máxima de trabalho: 103,4 MPa (1034 bar);
- Conexões de entrada e saída: 3/8″ NPT Fêmea;
Figura 5.6 – Válvula agulha utilizada para dreno de pressão [19].
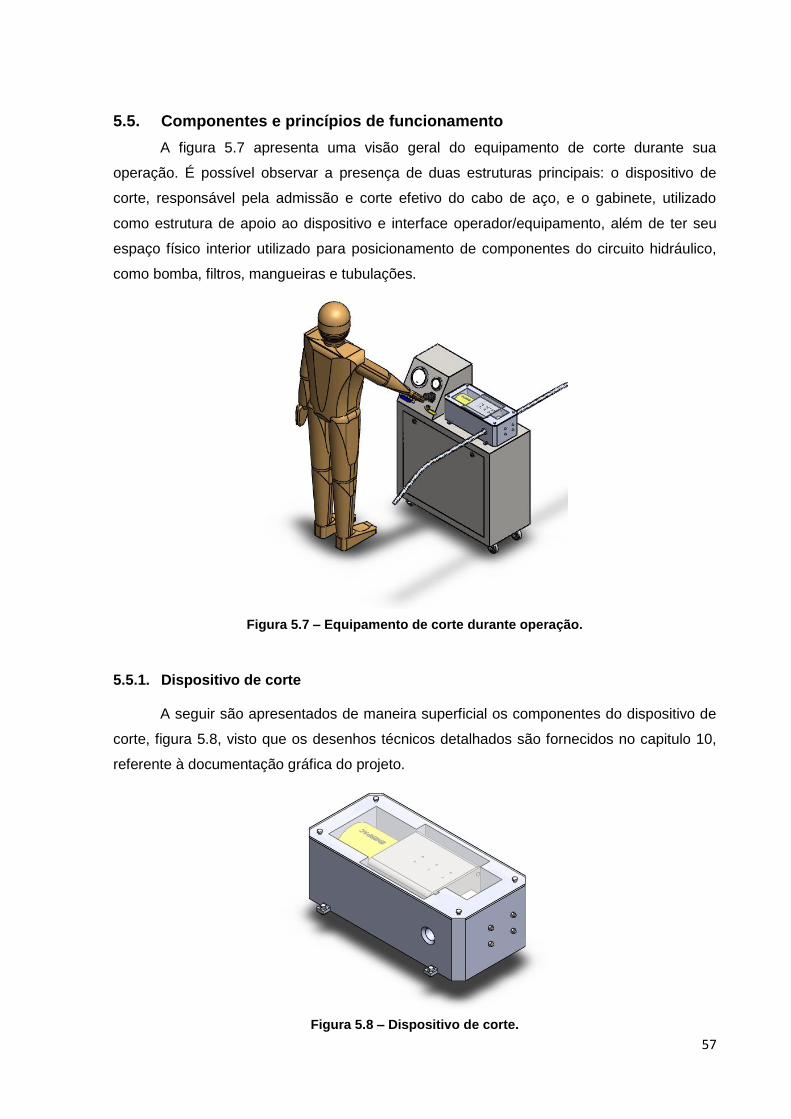
57
5.5. Componentes e princípios de funcionamento
A figura 5.7 apresenta uma visão geral do equipamento de corte durante sua
operação. É possível observar a presença de duas estruturas principais: o dispositivo de
corte, responsável pela admissão e corte efetivo do cabo de aço, e o gabinete, utilizado
como estrutura de apoio ao dispositivo e interface operador/equipamento, além de ter seu
espaço físico interior utilizado para posicionamento de componentes do circuito hidráulico,
como bomba, filtros, mangueiras e tubulações.
Figura 5.7 – Equipamento de corte durante operação.
5.5.1. Dispositivo de corte
A seguir são apresentados de maneira superficial os componentes do dispositivo de
corte, figura 5.8, visto que os desenhos técnicos detalhados são fornecidos no capitulo 10,
referente à documentação gráfica do projeto.
Figura 5.8 – Dispositivo de corte.

58
5.5.1.1. Extensor do cilindro
Conforme exposto na seção 5.4.1, o cilindro hidráulico possui rosca em uma de suas
extremidades, chamada rosca de colarinho. Através desta se faz possível montar um
extensor no cilindro, conforme figura 5.9, permitindo o posicionamento de um conjunto
capaz de realizar o movimento de avanço empurrado pela haste do cilindro hidráulico.
Figura 5.9 – Extensor do cilindro.
5.5.1.2. Porta ferramenta
Este componente recebe contato direto da haste do cilindro e é empurrado em
direção ao cabo de aço para realização do corte. Uma de suas faces é dimensionada com
ressalto de diâmetro semelhante ao da haste do cilindro, recebendo assim a força de corte
de maneira distribuída sobre esta área. Em sua face oposta é posicionado um suporte para
que seja possível acomodar a lâmina de corte, conforme apresentado na figura 5.10.
Além de promover a transmissão de força do cilindro hidráulico à lâmina de corte,
este componente é responsável ainda por acomodar uma mola de retorno, permitindo que o
retorno do conjunto coincida com o recuo da haste do cilindro.
Figura 5.10 – Porta ferramenta, suporte e lâmina de corte.

59
5.5.1.3. Guias lineares
Para que o conjunto possa realizar o movimento de avanço e recuo, são instaladas
guias lineares em duas faces internas opostas do extensor. Neste projeto foram
selecionadas guias lineares de trilho perfilado fabricadas pela SKF®. Os conjuntos são
fornecidos com trilhos e carros em diversos modelos, utilizados nas mais variadas
aplicações.
Atendendo às condições deste projeto, selecionou-se o modelo de guia linear em
miniatura LLM, apresentado na figura 5.11, mais especificamente o conjunto formado pelo
trilho e carro de código do fabricante LLMWS15TA1T0-114P5W1.
Figura 5.11 – Porta ferramenta, suporte e lâmina de corte.
5.5.1.4. Tampa do extensor
Tem a função de manter os demais componentes no interior do extensor, permitindo
apenas a exposição da lâmina através de um corte retangular em sua face, conforme figura
5.12. Além disso, possui rebaixo para posicionamento da extremidade da mola de retorno e
dois furos para garantir o posicionamento adequado da base de corte durante a montagem.
Figura 5.12 – Lâmina de corte exposta através da tampa do extensor.

60
5.5.1.5. Mola de retorno
Como a função da mola é apenas possibilitar o recuo do conjunto quando a haste do
cilindro realiza movimento de retorno, conforme figura 5.12, não é necessário selecionar um
elemento com elevada constante elástica, pois a força necessária para reposicionar o
conjunto é consideravelmente baixa, principalmente pelo baixo atrito entre o carro e o trilho
da guia linear. Sendo assim, para o dimensionamento da mola são consideradas apenas as
restrições físicas do conjunto, resultando na seleção de uma mola de compressão helicoidal
de diâmetro médio de 85 mm, comprimento livre de 100 mm, diâmetro do arame de 2 mm e
passo 10mm. Com estas dimensões, montar a tampa do extensor, a mola é colocada em
operação comprimida, mantendo o conjunto sempre em contato com a haste do cilindro.
Figura 5.12 – Mola de retorno.
5.5.1.6. Base de corte
Este elemento, apresentado na figura 5.13, é responsável por acomodar o cabo e
resistir ao avanço da lâmina durante o processo de corte, resultando no cisalhamento do
cabo de aço pela ação de dois planos paralelos.
Dois ressaltos cilíndricos são posicionados em sua face frontal, garantindo o
alinhamento da base com a tampa do extensor, condição necessária para possibilitar que a
folga entre a lâmina e a base de corte seja mínima, caso contrário a folga pode ser elevada
e resultar no esmagamento do cabo.
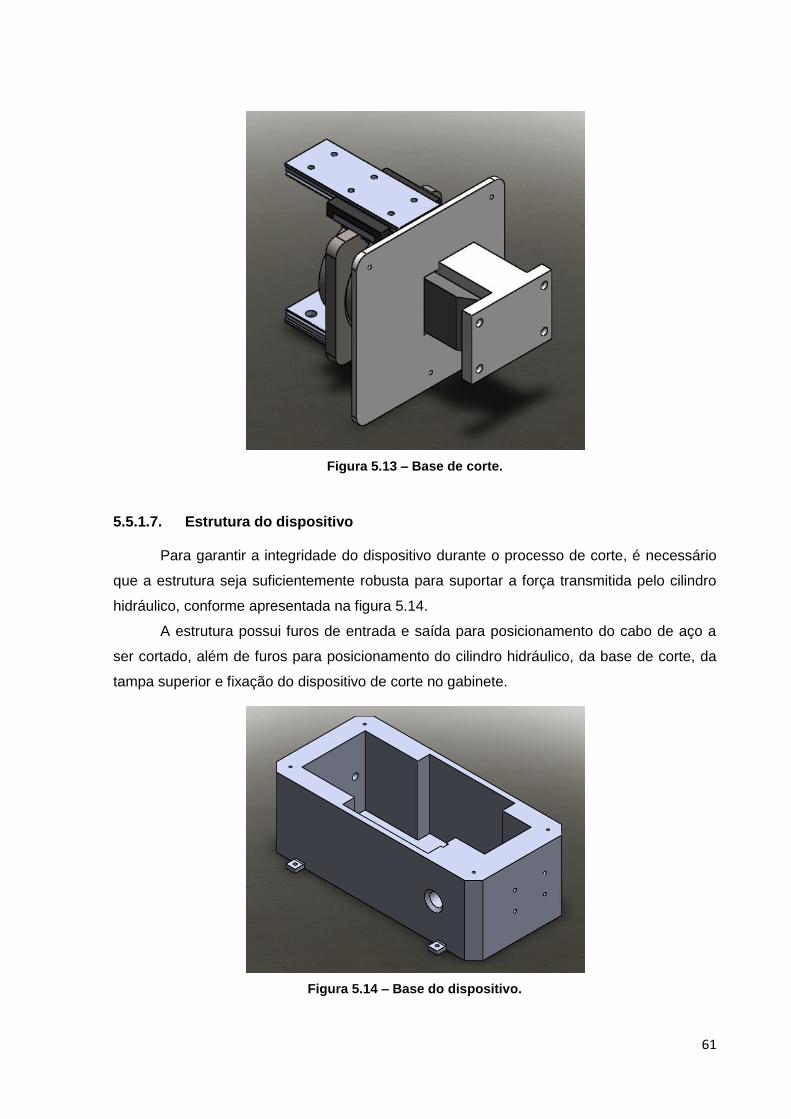
61
Figura 5.13 – Base de corte.
5.5.1.7. Estrutura do dispositivo
Para garantir a integridade do dispositivo durante o processo de corte, é necessário
que a estrutura seja suficientemente robusta para suportar a força transmitida pelo cilindro
hidráulico, conforme apresentada na figura 5.14.
A estrutura possui furos de entrada e saída para posicionamento do cabo de aço a
ser cortado, além de furos para posicionamento do cilindro hidráulico, da base de corte, da
tampa superior e fixação do dispositivo de corte no gabinete.
Figura 5.14 – Base do dispositivo.

62
A figura 5.15 ilustra o posicionamento do cabo de aço para realização do corte, onde
a haste do cilindro é mostrado em posição recuada.
Figura 5.15 – Cabo de aço posicionado para o corte com a haste do cilindro recuada.
Já a figura 5.16 apresenta a haste do cilindro hidráulico em posição avançada após a
realização do corte. O conjunto permanece nesta posição até que a válvula de dreno seja
aberta e o fluido hidráulico possa retornar ao reservatório da bomba.
Figura 5.16 – Cabo de aço cortado após avanço da haste do cilindro hidráulico.

63
5.5.2. Gabinete
Conforme apresentado anteriormente, o gabinete é a estrutura utilizada para fixação
do dispositivo de corte e acomodação do sistema hidráulico, além de possuir painel com
instrumentos para operação do equipamento, como ilustrado na figura 5.17.
Figura 5.17 – Painel para operação do dispositivo de corte.
Para a instalação do circuito hidráulico, as tampas frontal e traseira do gabinete são
removíveis, possibilitando acesso ao interior da estrutura, conforme figura 5.17.
Figura 5.17 – Espaço interior do gabinete.
Caso o equipamento seja utilizado em uma aplicação que lhe exija mobilidade, existe
a possibilidade de instalação de rodízios em sua base, porém para sua seleção se faz
necessário considerar o peso total a ser suportado pelos rodízios. Neste projeto os rodízios
serão apresentados de maneira ilustrativa, pois a seleção destes elementos é bastante
trivial e existem diversos fornecedores no mercado.
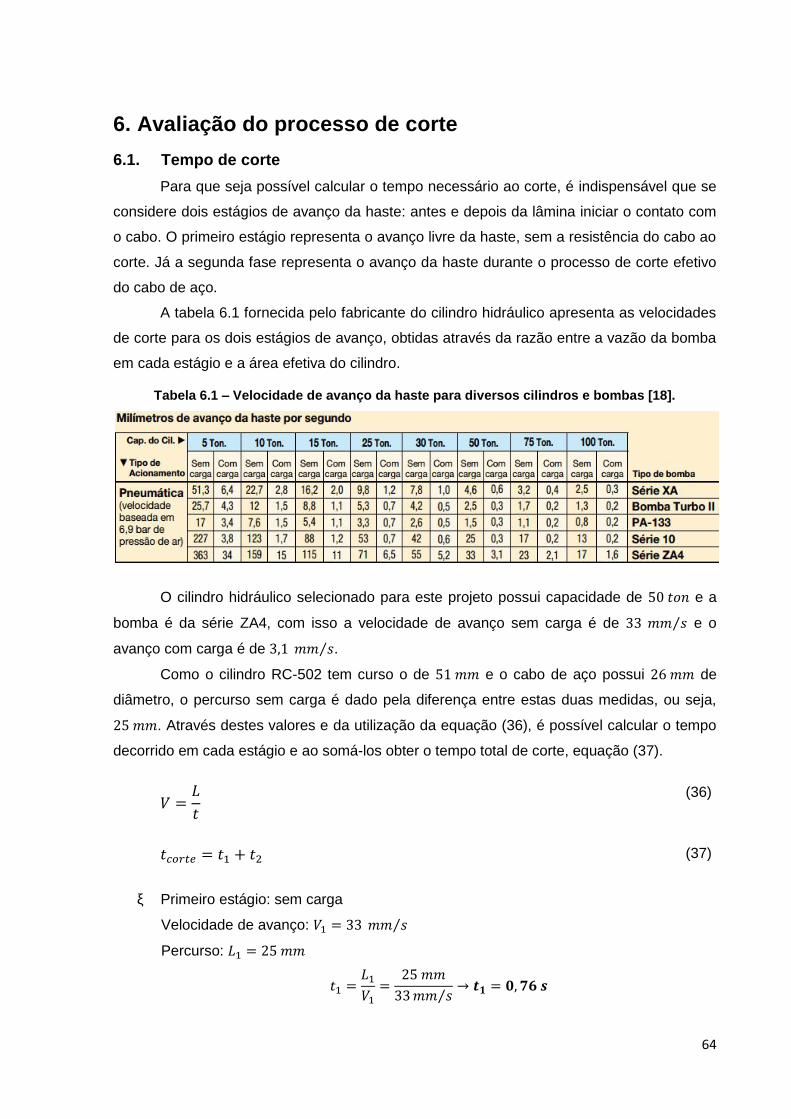


66
A simulação do carregamento na lâmina fornece a tensão máxima de 1969 MPa,
consideravelmente inferior à tensão limite de 3250 MPa à qual a lâmina é capaz de resistir.
6.2.2. Suporte da lâmina
O suporte é fabricado no mesmo material que a lâmina, pois este também possui
pequenas dimensões, e a força de corte é distribuída em uma área muito reduzida,
resultando em uma tensão bastante elevada, sendo necessária sua fabricação em um
material com elevada resistência à compressão.
O resultado da simulação no suporte da lâmina de corte é apresentado na figura 6.2,
onde a tensão máxima obtida é de 1257 MPa, novamente bastante inferior à tensão limite
do material.
Figura 6.2 – Resultado da simulação de carregamento no suporte da lâmina.
6.2.3. Base de corte
Esta peça também é fabricada em aço rápido AISI M2 endurecido, já o resultado da
simulação de carregamento neste componente é apresentado na figura 6.3, onde a tensão
máxima obtida é de 640 MPa, muito inferior à tensão limite do material de 3250 MPa.
Figura 6.3 – Resultado da simulação de carregamento na base de corte.

67
6.2.4. Porta ferramenta
Este componente é deslocado por contato direto com a haste do cilindro durante o
movimento de avanço. Para sua fabricação é utilizado o aço AISI 4340 normalizado, que
possui tensão limite de escoamento de 710 MPa.
Utilizando o critério de falha de von Mises, a tensão máxima obtida é de 503,6 MPa,
conforme apresentado na figura 6.4.
Figura 6.4 – Resultado da simulação de carregamento no porta ferramenta.
O cálculo do fator de segurança para este componente é feito através da razão entre
a tensão limite de escoamento do material e a tensão máxima obtida na simulação:
(38)
Aplicando a equação (38) para a determinação do fator de segurança deste
componente:
6.2.5. Estrutura do dispositivo
Todos os componentes do dispositivo de corte são acomodados dentro desta
estrutura, fabricada em aço AISI 1020, que possui tensão limite de escoamento de 351,6
MPa. Para simulação dos esforços sobre a base, considerou-se a força necessária ao corte
agindo nas áreas das faces da estrutura que permanecem em contato com a base de corte
e extremidade inferior do cilindro hidráulico, conforme figura 6.5.

68
Figura 6.5 – Resultado da simulação de carregamento na estrutura do dispositivo.
Como resultado foi obtida a tensão máxima atuante de 236 MPa, e utilizando-se do
critério de von Mises, fator de segurança pode ser obtido conforme equação (38):

69
7. Avaliação de estruturas e elementos de fixação
7.1. Tensões sobre o gabinete
Além de ser utilizado para modelar os componentes e simular os esforços, é possível
utilizar o Solidworks® ainda para determinar as propriedades de massa de peças e
montagens. Através deste recurso pode-se determinar a massa do dispositivo de corte como
71,62 kg, conforme apresentado na figura 7.1.
Figura 7.1 – Propriedades de massa do dispositivo de corte.
Para a simulação dos esforços no gabinete, além do valor da massa obtida pelo
programa computacional, considerou-se um valor adicional como possíveis cargas não
calculadas que possam ser aplicadas por apoio de outros elementos sobre o gabinete,
totalizando a massa total de aproximadamente 200 kg, conforme figura 7.2.
Figura 7.2 – Resultado da simulação de carregamento no gabinete.

70
A tensão máxima obtida através desta simulação foi de 143,5 MPa, já o gabinete é
fabricado em aço AISI 1020, cujo limite de escoamento é de 351,6 MPa. Sendo assim, é
possível calcular o fator de segurança conforme determinado anteriormente:
7.2. Verificação de parafusos
Para a montagem de alguns componentes são utilizados parafusos, que são
selecionados conforme cargas que devem suportar e disponibilidade de espaço para seu
posicionamento.
Na fixação da base de corte à estrutura do dispositivo são utilizados quatro parafusos
Allen de cabeça sextavada, modelo ISO 4762 com rosca M6 e comprimento de 60
milímetros. Ainda através do programa Solidworks® é possível verificar a integridade dos
elementos de fixação quando submetido a diferentes esforços. O resultado da simulação
aplicando o peso da base de corte e a força de corte simultaneamente a estes parafusos é
apresentado na figura 7.3.
Figura 7.3 – Verificação dos parafusos da base de corte.
Já para a fixação da tampa ao extensor do cilindro são utilizados três parafusos
sextavados, modelo ISO 4017 com rosca M4 e comprimento de 10 milímetros, onde a
função destes elementos é apenas suportar o peso da tampa, não sendo submetidos à
esforços adicionais. O resultado da verificação de integridade destes parafusos é
apresentado na figura 7.4.

71
Figura 7.4 – Verificação dos parafusos da tampa do extensor.
Os demais parafusos utilizados na montagem do equipamento de corte suportam
cargas muito inferiores às apresentadas anteriormente e não estão submetidos a grandes
esforços, sendo assim pode-se considerar que não é necessária apresentação de
verificação de todos estes elementos.

72
8. Conclusões
O passo inicial para realizar o projeto de um equipamento de corte para cabos de
aço foi estudar o componente a ser cortado, pois apesar de serem amplamente utilizados,
os cabos de aço são elementos que possuem propriedades físicas e comportamentos
complexos.
Após o estudo dos cabos de aço, foi realizada uma análise detalhada sobre sistemas
hidráulicos, pois esta seria a forma de acionamento do equipamento para a execução do
corte. Foram apresentados seus princípios físicos e principais componentes utilizados em
circuitos hidráulicos, incluindo os utilizados neste projeto.
Na sequência realizou-se um estudo sobre o processo de corte, analisando os
esforços envolvidos. Como as aplicações que envolvem a utilização de cabos de aço são
predominantemente relacionadas a esforços de tração, a grande maioria dos dados
disponíveis sobre estes elementos se referem a carregamentos desta natureza. Sendo
assim, mostrou-se necessário buscar critérios que relacionem tensões normais e tensões
cisalhantes, possibilitando assim o cálculo da força de corte necessária ao equipamento.
Sabendo como calcular a força de corte, o passo seguinte foi selecionar o cabo com
diâmetro limite para operação do equipamento, foi então selecionado o cabo de aço
26x6x19 AACI Seale EIPS, um cabo da classe 6x19 com diâmetro nominal de 26 mm, alma
de aço e categoria de resistência EIPS, amplamente utilizado para as mais diversas
aplicações. Selecionado o cabo de aço de diâmetro limite, realizou-se então o cálculo da
força de corte necessária, permitindo assim a seleção de um cilindro hidráulico de simples
ação, retorno por mola e pressão máxima de trabalho de 70 MPa. A partir da seleção do
cilindro foi possível determinar os demais elementos do sistema hidráulico, assim como
dimensionar os componentes do dispositivo de corte.
Para saber se as estruturas, componentes do equipamento de corte e elementos de
fixação seriam capazes de resistir às forças aplicadas durante o processo de corte, foram
realizadas simulações de esforços utilizando o programa computacional Solidworks® e
garantida a integridade de todo o sistema durante a operação do equipamento, a etapa
seguinte foi a elaboração dos desenhos técnicos referentes aos componentes e montagens
do equipamento.
Em relação ao resultado do projeto, apesar de possuir alguma mobilidade,
inicialmente buscava-se um equipamento mais leve e portátil do que o apresentado, porém
esta diferença entre objetivo inicial e resultado alcançado se dá principalmente pela elevada
força de corte calculada durante as etapas do projeto, demandando uma estrutura robusta
que fosse capaz de resistir aos esforços gerados. Ainda assim, pode-se considerar que o
equipamento proposto atende às expectativas de forma satisfatória.

73
8.1. Trabalhos futuros
Além do dispositivo de corte e o gabinete, poderia se considerar o projeto de um
mecanismo de enrolamento em tambor e medição do cabo de aço a ser cortado,
possibilitando assim um trabalho mais rápido e eficiente. Este dispositivo poderia ser
composto por uma mesa giratória instalada posteriormente à saída do equipamento de
corte, onde ao girar a bobina e enrolar o cabo de aço, o mecanismo realizaria a medição do
cabo de aço através de um contador de passos.
Outra melhoria possível em relação ao projeto apresentado seria a realização de
ensaios de cisalhamento no cabo de aço de diâmetro limite, pois assim, seria possível
determinar com maior precisão a força de corte necessária ao equipamento, possivelmente
menor do que a utilizada neste projeto. Com isso, poderia ser utilizado um cilindro hidráulico
de menor capacidade, reduzindo os esforços resultantes e possibilitando a utilização de
estruturas menores e mais leves.
Com o intuito de se obter maior conhecimento sobre a viabilidade de fabricação do
equipamento apresentado neste projeto, pode-se sugerir que em um trabalho futuro se
realize o levantamento de custos de todos os elementos que o compõe, permitindo a
obtenção de um custo total do equipamento e a comparação com outras soluções
disponíveis no mercado.
74
9. Referências bibliográficas
[1] http://atlantic-cable.com/Article/WireRope/nmachine.jpg. Acesso em 30 de outubro de
2016.
[2] http://www.bondinho.com.br/historia-e-curiosidades/. Acesso em 30 de outubro de
2016.
[3] http://www.guiavertical.com.br/noticias/24/saiba-mais-sobre-cabos-de-aco.html.
Acesso em 31 de outubro de 2016.
[4] CIMAF, Manual Técnico, 2012. Disponível em: http://www.cimafbrasil.com.br. Acesso
em 31 de outubro de 2016.
[5] Norma NBR ISO 2408, Cabos de aço para uso geral - Requisitos mínimos, 2008.
[6] DE MARCO, Flávio, Apostila Cabos de Aço, Departamento de Engenharia Mecânica,
UFRJ, 2009.
[7] FERREIRA, Dario Magno Batista, Noções de hidráulica, CEFET-BA.
[8] GOMES, Marcio Rodrigues, Apostila de hidráulica, CEFET-BA.
[9] BORGES, Francisco Carlos D’Emílio, Apostila de automação, SENAI-SP.
[10] BEER, Ferdinad P., Mecânica dos materiais, 5ª Ed., McGraw Hill, 2011.
[11] MATTOS, Edson Ezequiel; DE FALCO, Reinaldo. Bombas industriais, 2ª Ed.,
Interciência, 1998.
[12] BENTO, Daniela A., Fundamentos de Resistência dos Materiais, CEFET-SC,
2003.
[13] ZOUAIN, Nestor, Notas de Aula de Mecânica dos Sólidos II, Departamento de
Engenharia mecânica, UFRJ.
[14] Sociedade Brasileira de Cuteleiros. Disponível em: http://sbccutelaria.org.br.
[15] KRAUSS, G., Tool Steels, 5ª edição, 1998.
[16] Wire Rope Works, Inc., General Purpose Catalog Bethlehem Wire Rope, 2010.

75
[17] http://www.morse-starrett.com/ms/cable_bands.html. Acesso em 18 de novembro de
2016.
[18] ENERPAC, Catálogo de Ferramentas Industriais, 2013. Disponível em:
http://www.enerpac.com/pt/e327-industrial-tools-catalog-0.
[19] PARKER, Autoclave Engineers Compiled Literature, 2012. Disponível em:
http://www.autoclave.com/html/literature.html
9.1. Bibliografia complementar
BUDYNAS, Richard G.; NISBETT, J. Keith, Elementos de Máquinas de Shigley, 8ª Ed.,
McGraw Hill, 2011.
BUFFONI, Salete Souza de Oliveira, Apostila de Resistência dos Materiais, Universidade
Federal Fluminense.
CORRÊA, Marcus Vinicius Dalla Stella, Sistema Automático para Corte de Cabos de Aço,
Projeto de Graduação em Engenharia Mecânica, Universidade Federal do Rio de
Janeiro, 2014.
DE MARCO, Flávio, Apostila Cabos de Aço, Departamento de Engenharia Mecânica,
Universidade Federal do Rio de Janeiro, 2009.
Norma NBR 13543, Movimentação de carga - Laços de cabo de aço – Utilização e inspeção,
1995.
Norma NBR ISO 4309, Guindastes - Cabo de Aço - Critérios de Inspeção e Descarte, 1998.
PINA FILHO, Armando Carlos de, Apostila de Desenho Técnico para Engenharia Mecânica,
Escola Politécnica, Universidade Federal do Rio de Janeiro, 2011.
PARKER, Catálogo/Manual de Cilindros Hidráulicos, 2003. Disponível em:
http://www.parker.com
SILVA, Gabriel Lassery Rocha da, Cortador de Cabos de Aço de Alta Produtividade com
Atuação por Redução Mecânica, Projeto Final de Graduação em Engenharia
Mecânica, Universidade Federal do Rio de Janeiro, 2015.
HALLIDAY, David; WALKER, Jearl; RESNICK, Robert, Fundamentos de Física: Gravitação,
Ondas e Termodinâmica, 9ª Ed., LTC, 2012.

76
10. Apêndices
Apêndice A: Manual de montagem
Inicie a montagem fixando o suporte da lâmina (18) ao porta ferramenta (16)
utilizando dois parafusos Allen M3 x 12 (17). Em seguida, posicione a lâmina de corte sobre
o suporte e utilize dois parafusos de pressão Allen M2 x 6 (9) para garantir o posicionamento
correto entre estes componentes. Fixe também os dois carros (11) ao porta ferramenta, com
auxílio de oito parafusos sextavados M4 x 8 (25), conforme figura 10.1.
Figura 10.1 – Montagem da lâmina no suporte e carros no porta ferramenta.
Utilizando doze parafusos Allen M4 x 10 (20), monte os dois trilhos nas faces
internas do extensor do cilindro (12), em seguida utilize sua superfície roscada para
conectá-lo ao cilindro hidráulico (15), como apresentado na figura 10.2.
Figura 10.2 – Montagem dos trilhos no extensor do cilindro.

77
Através dos carros e trilhos das guias lineares, posicione o porta ferramenta no
interior do extensor e em seguida posicione a mola de retorno (8), conforme figura 10.3.
Figura 10.3 – Montagem no interior do extensor do cilindro.
Utilize a tampa do extensor (7) para fechá-lo, com auxílio três parafusos sextavados
M4 x 10 (3). Em seguida posicione a base de corte (2) sobre a tampa com a ajuda dos
ressaltos na face da base e os furos da tampa, como apresentado na figura 10.4.
Figura 10.4 – Montagem no interior do extensor do cilindro.
Posicione o conjunto no interior da estrutura do dispositivo (5) que deve ser fixada
previamente ao gabinete com auxílio de quatro parafusos sextavados M6 x 16 (14). Utilize
então dois parafusos sextavados 1/2"-13 UN (13) para fixar a base do cilindro à estrutura do
dispositivo, assim como quatro parafusos Allen M6 x 60 (4) para fixação da base de corte,
conforme figura 10.5.

78
Figura 10.5 – Montagem do dispositivo de corte sobre o gabinete.
Utilize quatro parafusos sextavados M6 x 12 (23) para fechar o dispositivo de corte
com a tampa (24), em seguida utilize a conexão de engate rápido (21) para conectar o
dispositivo de corte ao sistema hidráulico, que deve ser montado previamente conforme
diagrama esquemático apresentado na previamente na figura 5.2 e novamente na figura
10.6.
Figura 10.6 – Circuito hidráulico.


Paulo Vitor Lustoza Soares
Data: 31/01/2017Conjunto: Dispositivo de Corte 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Diversos
Escala: 1:5
450
AA B
B
2423
2122
CORTE A-A
14 15 16 2018 19
1
2
3
4
6
5
8 79101112
13 17
212
156
CORTE B-B
25
Nº do Item DESCRIÇÃO QTD.1 Porca sextavada M6 42 Base de corte 13 Parafuso sextavado 8,8 M4 x 10 34 Parafuso Allen M6 x 60 45 Estrutura do dispositivo 16 Arruela M6 47 Tampa do extensor 18 Mola de retorno 19 Parafuso de pressão Allen M2 x 6 210 Trilho da guia linear LLMW15TA1-114 211 Carro da guia linear LLMWC15TA 212 Extensor do Cilindro 113 Parafuso sextavado 1/2"-13UN x 1.25 214 Parafuso sextavado 8,8 M6 x 16 415 Cilindro hidráulico RC-502 116 Porta Ferramenta 117 Parafuso Allen M3 x 12 218 Suporte da Lâmina 119 Lâmina 120 Parafuso Allen M4 x 10 1221 Engate rápido CR-400 122 Porca sextavada M6 423 Parafuso sextavado 8,8 M6 x 12 424 Tampa da estrutura 125 Parafuso sextavado 8,8 M4 x 8 8

15 30 6
60
4 x 6,60 35 11 6,40
10
80
93°
7,50
65
R15
10
63 6
20
10
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
Paulo Vitor Lustoza Soares
Data: 31/01/20172 - Base de corte 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Aço AISI M2
Escala: 1:2

11 11
71,50
38,50
88
58,38 4 x 5 12
M6 - 6H 11
20
37 37
12
525
2
0
57
95,25
90
42
A
A
8 1
52
20 6,60
2 x 13,10 PASSANTE
58,38 212
73,
50
48
115
450
2
58,50
76
63
38
40
40 6
28
B
CORTE A-A
4 x 6,60PASSANTE
DETALHE B
ESCALA 1 : 1
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
Paulo Vitor Lustoza Soares
Data: 31/01/20175 - Estrutura do dispositivo 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Aço AISI 1020
Escala: 1:5

3
88 2
2 x 6 PASSANTE
148
148
3 x 3,30 PASSANTE M4 - 6H PASSANTE
50
13
R10
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
ESPESSURA DA CHAPA: 5 MM
Paulo Vitor Lustoza Soares
Data: 31/01/20177 - Tampa do Extensor 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Aço AISI 1020
Escala: 1:1
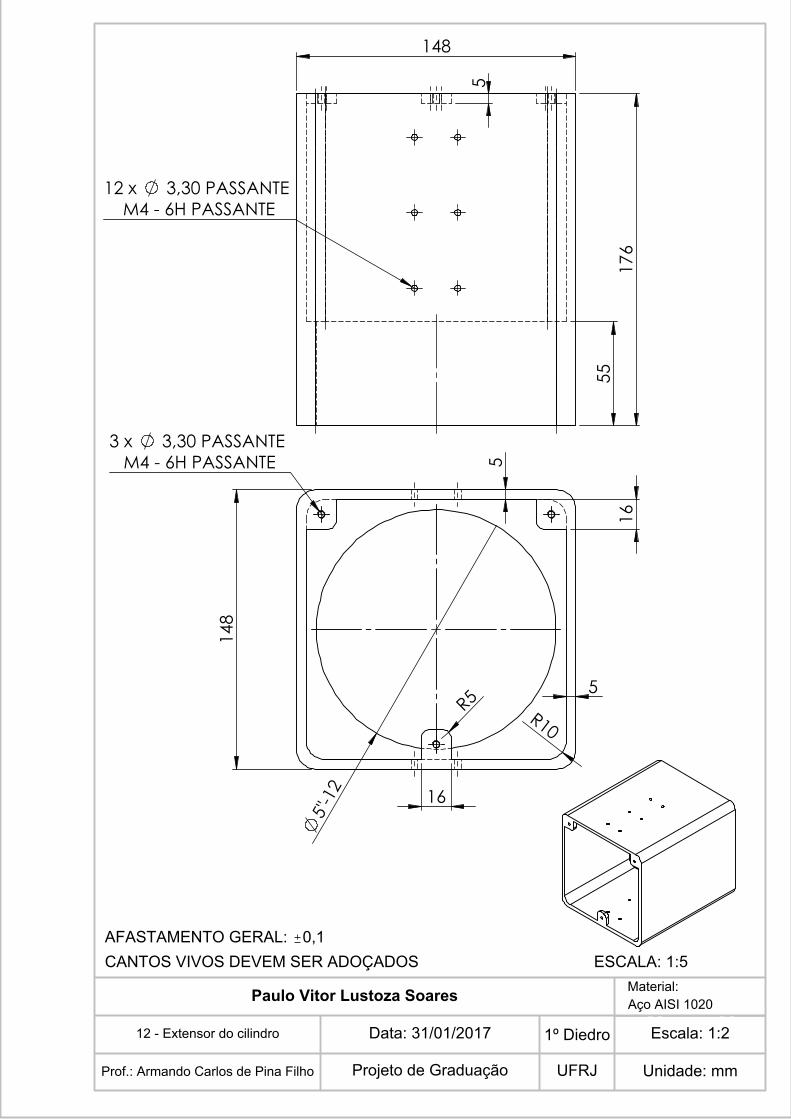
148
16
R5
3 x 3,30 PASSANTE M4 - 6H PASSANTE
5"
-12
16
5
5 R10
148
176
5
5
12 x 3,30 PASSANTE M4 - 6H PASSANTE
5
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
ESCALA: 1:5
Paulo Vitor Lustoza Soares
Data: 31/01/201712 - Extensor do cilindro 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Aço AISI 1020
Escala: 1:2
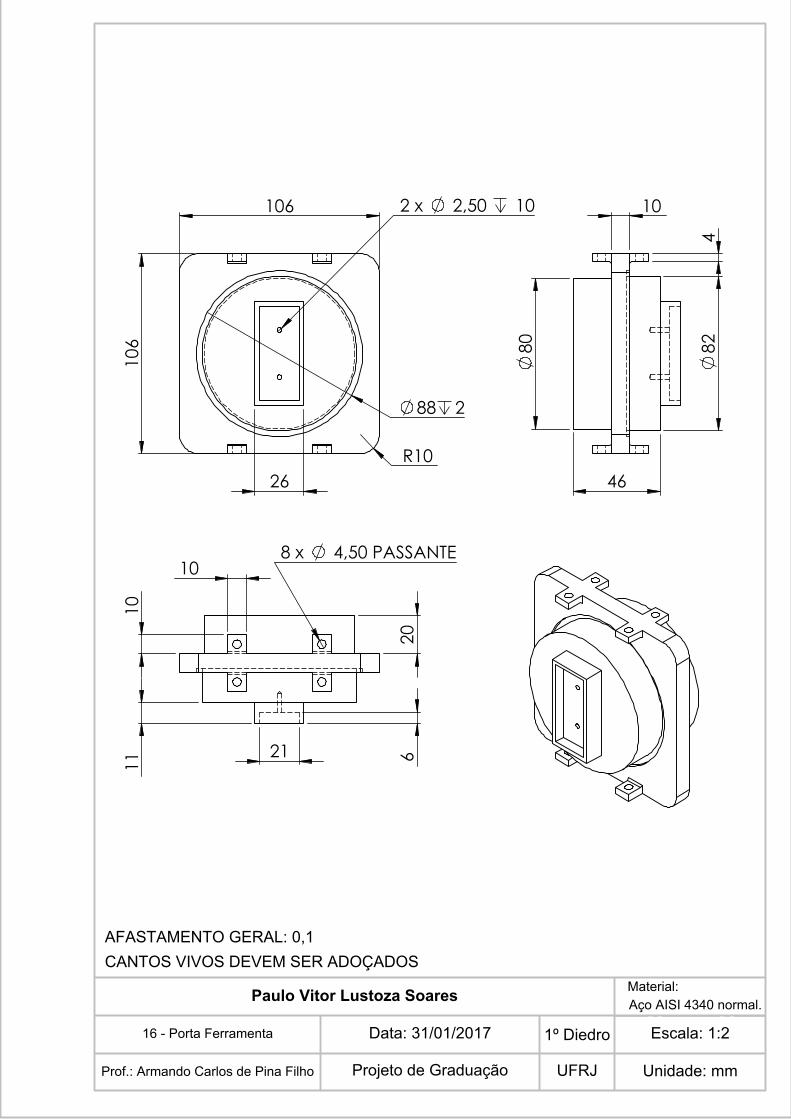
106
106
26
88 2
R10
2 x 2,50 10
11 21 6
10 8 x 4,50 PASSANTE
10
20
4
80
82
46
10
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
Paulo Vitor Lustoza Soares
Data: 31/01/201716 - Porta Ferramenta 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Aço AISI 4340 normal.
Escala: 1:2

4,25 4,25
8
6
20
2 x 2,40 PASSANTE TOTAL 4,40 2,40
2 x 3,30 PASSANTEM4 - 6H PASSANTE
49
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
Paulo Vitor Lustoza Soares
Data: 31/01/201718 - Suporte da Lâmina 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Aço AISI M2
Escala: 2:1
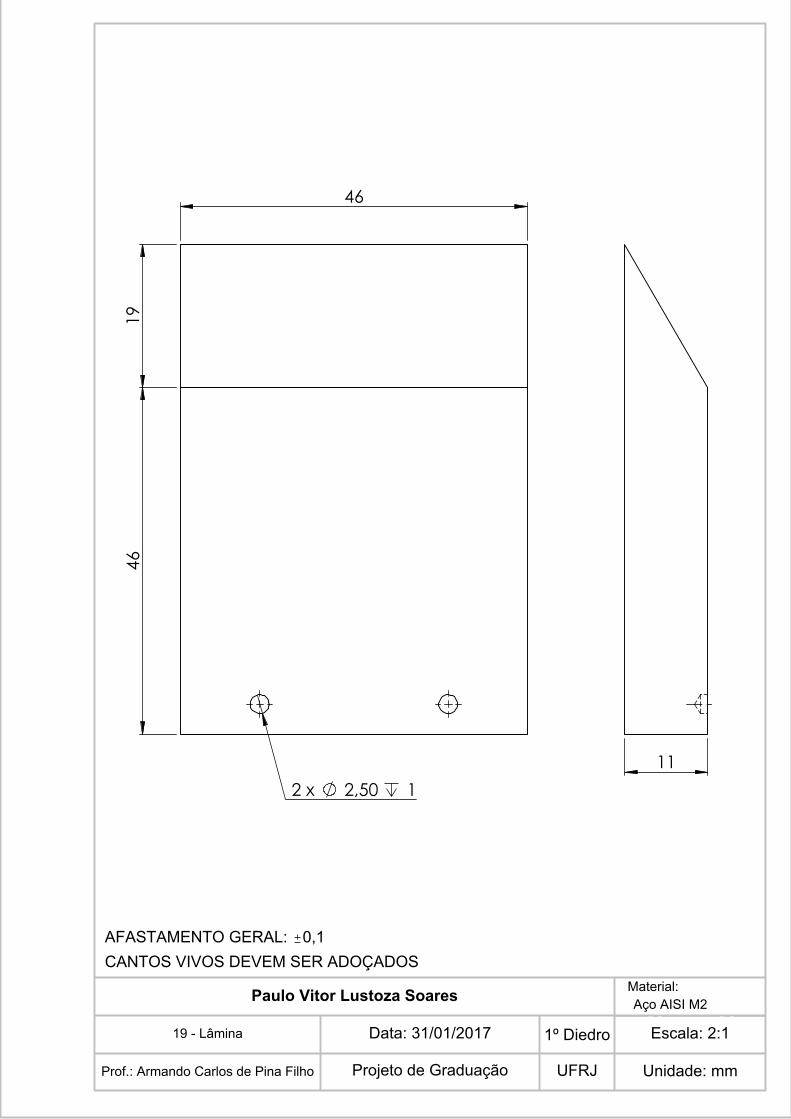
11
46
46
19
2 x 2,50 1
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
Paulo Vitor Lustoza Soares
Data: 31/01/201719 - Lâmina 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Aço AISI M2
Escala: 2:1

212
450
20 20
4 x 6,60 PASSANTE
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
ESPESSURA DA CHAPA: 2 MM
Paulo Vitor Lustoza Soares
Data: 31/01/201724 - Tampa da estrutura 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Acrílico
Escala: 1:5
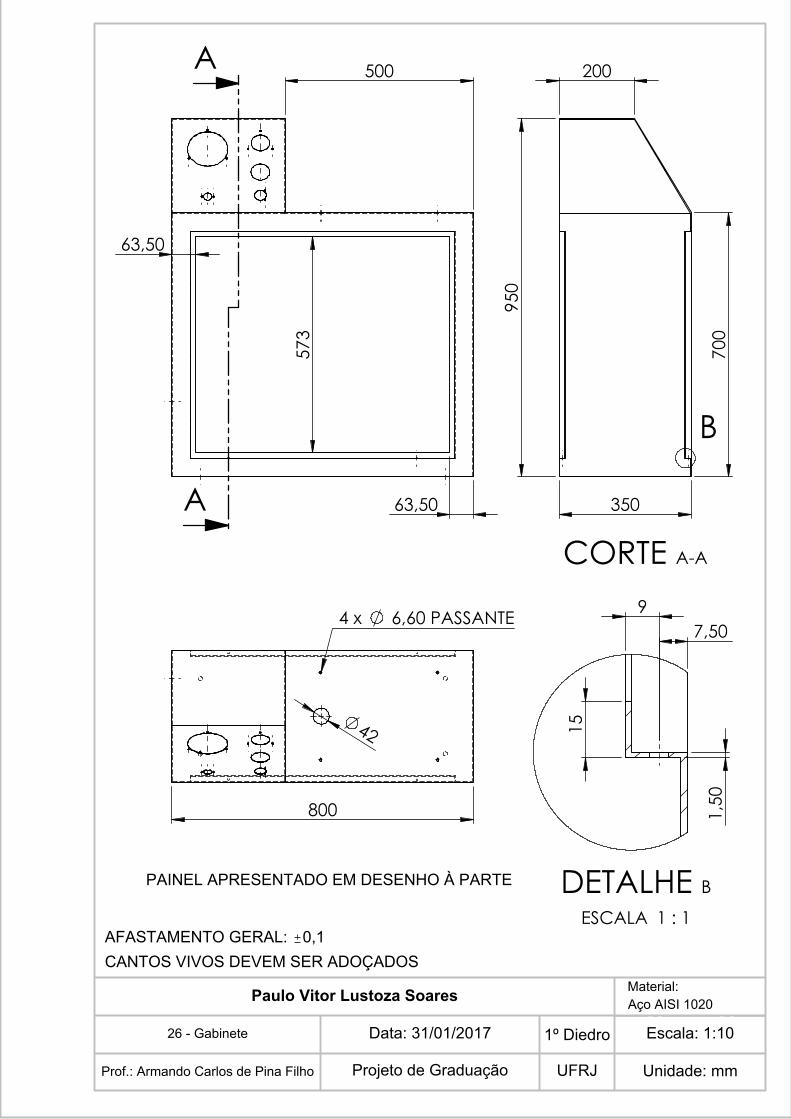
500
573
63,50
63,50
A
A
800
42
4 x 6,60 PASSANTE
950
200
350
700
B
CORTE A-A
1,5
0
15
7,50 9
DETALHE B
ESCALA 1 : 1
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
PAINEL APRESENTADO EM DESENHO À PARTE
Paulo Vitor Lustoza Soares
Data: 31/01/201726 - Gabinete 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Aço AISI 1020
Escala: 1:10

291
,55
300
3 x 120 4
10
6,50
31
65,25
50
31,50
55,
50
71,
27
65,25
37,
50
28,
54
35,
25
3 x 120 4
37
79,25
51
22
2 x 4 12,74
2 x 4
93,
25
95
74,
50
65,25
95
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
ESPESSURA DA CHAPA: 1,5 MM
Paulo Vitor Lustoza Soares
Data: 31/01/201727 - Painel 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Aço AISI 1020
Escala: 1:2

A
AC
B
CORTE A-A
15
1,5
0
DETALHE B
ESCALA 2 : 1
4
8
DETALHE C
ESCALA 2 : 1
CANTOS VIVOS DEVEM SER ADOÇADOSAFASTAMENTO GERAL: 0,1
Paulo Vitor Lustoza Soares
Data: 31/01/201728 - Tampa do Gabinete 1º Diedro
Prof.: Armando Carlos de Pina Filho Projeto de Graduação UFRJ Unidade: mm
Material:Aço AISI 1020
Escala: 1:10