






Línguas
Páginas
Legal


PLANEJAMENTO DE LAYOUT
SUPORTADO POR FERRAMENTA
MULTICRITÉRIO: O CASO DE UM
RESTAURANTE
Milena Flessas (UFRGS)
VINICIUS MAIA RIZZARDI (UFRGS)
Guilherme Luz Tortorella (UFSC)
Byanca Pinheiro Augusto (UFSC)
Reformular o layout de uma empresa é uma prática amplamente
utilizada com intuito de otimizar o processo de trabalho. No ramo de
restaurantes, é importante considerar quais fatores influenciam na
qualidade do serviço para, baseado neles, propor o melhor arranjo das
estações de trabalho e, consequentemente, obter maior eficiência
operacional. O objetivo deste artigo é, portanto, planejar o layout da
área de produção da cozinha industrial de um restaurante através da
aplicação da metodologia de Planejamento Sistemático de Layout
(SLP). Além disso, de modo a selecionar a melhor alternativa de
layout, propõe-se, a partir de levantamento e análise de referencial
bibliográfico, o estabelecimento de indicadores de layout com
aplicação específica no ramo de restaurantes. A partir desta definição,
utiliza-se a ferramenta MAUT de auxílio à tomada de decisão
multicritério a fim de direcionar a escolha da melhor alternativa de
layout. Os resultados obtidos pretendem diminuir significativamente
tanto o estoque em processo quanto o deslocamento dos funcionários,
de forma a atingir uma melhoria considerável do processo.
Palavras-chave: Planejamento sistemático de layout, Indicadores de
desempenho em restaurante, MAUT.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
Um arranjo físico, segundo Slack (2002), é uma das características mais evidentes de uma
operação produtiva, porque determina a “forma” e aparência de seus ambientes. Na realização
de processos busca-se, dentre outros fatores, uma maior fluidez na utilização de recursos,
transformando informações, pessoas ou materiais em produto final comercializável, seja ele
um bem ou um serviço. Sendo assim, alterar a forma como estes ambientes se organizam
influencia diretamente o andamento dos processos neles executados, evidenciando a
importância de um bom layout para o desempenho do negócio.
Conforme afirma Müller (2003), o sistema de indicadores tem o papel de desdobrar as metas
estratégicas aos processos e retornar seu desempenho para garantir o controle gerencial sobre
o resultado. O mesmo vale para projetos de melhoria, que devem ser planejados de acordo
com metas para indicadores específicos, os quais serão medidos e posteriormente analisados
para aferir o desempenho das mudanças realizadas.
O setor de alimentação se mostra carente de soluções como a gestão por processos, uma vez
que poucos restaurantes de pequeno e médio porte possuem um sistema que garanta a
medição do seu desempenho e a ação sobre eventuais falhas – prova disso é o trabalho
constante de órgãos como a Associação Brasileira de Bares e Restaurantes, ABRASEL e a
ANR, Associação Nacional de Restaurantes, para potencializar a gestão em empresas do
setor. A aplicação de tal método de gestão diversas vezes esbarra em fatores culturais, visto
que mudanças estruturais são eventualmente necessárias. De nada adianta fortalecer apenas
uma área, pois o cliente é atendido por processos interfuncionais (HRONEC, 1994) e sente o
efeito do pior desempenho dentro destes processos. Portanto, deve-se adotar uma postura de
melhoria contínua na organização, agindo sobre seus processos críticos.
O presente artigo tem como objetivo principal analisar a forma com que os fluxos produtivos
e de informação de um restaurante de pequeno porte se organizam para, então, sugerir uma
melhor distribuição física de seus processos. Além disso, propõe-se a implementação de
indicadores de desempenho específicos ao planejamento de layout em restaurantes, norteados
pelos fatores que contribuem à melhoria de qualidade e eficiência de acordo com a
perspectiva dos clientes. Ao longo do trabalho apresentado será feita a discussão teórica sobre
o tema, seguida de sua metodologia aplicada à operação do restaurante. Para concluir, serão

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
apresentados os resultados obtidos e as conclusões do trabalho.
2. Referencial Teórico
A reestruturação do layout é feita de forma a otimizar o processo de trabalho, garantindo
sempre a segurança do fluxo de materiais, pessoas e informações (MONKS, 1987). São
diversos os algoritmos de planejamento de layout que podem ser utilizados, cada um com suas
peculiaridades. O Planejamento Sistemático de Layout ou SLP (Systematic Layout Planning)
é uma metodologia altamente utilizada devido à sua acessibilidade (GILBERT, 2004) o qual
objetiva regulamentar uma série de procedimentos para a escolha do melhor arranjo das
instalações de uma fábrica e assistir na consequente tomada de decisão por parte da empresa
(SILVA; MOREIRA, 2009).
Segundo Tortorella e Fogliatto (2008), o SLP possui três macro fases: (i) análise, (ii) pesquisa
e (iii) seleção. A primeira fase consiste na arrecadação dos dados da empresa, o fluxo do
processo e as atividades relacionadas a ele. Já a obtenção dos dados das atividades
relacionadas consiste na descrição, desde aquelas atividades que precisam estar fisicamente
próximas umas das outras, até aquelas que são indiferentes ou indesejáveis.
A compilação dessas informações resulta no Mapa de Relacionamentos. Segundo Silva e
Moreira (2009), o mapa relaciona as áreas entre si e as razões para as suas correspondentes
proximidades. É utilizada uma escala de grau de importância para essas inter-relações. É
necessário ainda avaliar o espaço necessário aos departamentos e o espaço disponível na
instalação para que as relações de proximidade possam então ter uma utilização significativa
(MUTHER, 2000).
A segunda fase da implementação do método é chamada pesquisa, na qual é realizada a
montagem das diversas opções de layout. Para tanto, é criado um diagrama de
relacionamento, que arranja os setores de acordo com a sua proximidade necessária. De
acordo com Silva e Moreira (2009) apud Gilbert (2004), é decidido um código de linhas para
indicar a proximidade entre estações e, a partir dele, iniciar o desenho do Diagrama de
Relacionamento.
Com as opções de layout à disposição, inicia-se a última fase, chamada Seleção. Nesse
momento, é feita a escolha da melhor alternativa de layout, através da comparação dos

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
diversos pontos dos arranjos. Diversos critérios podem ser selecionados para comparar o
desempenho dos arranjos (MUTHER, 2000).
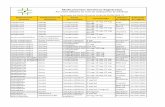
Com base em um levantamento bibliográfico, consolidou-se os principais indicadores de
desempenho operacional para o ramo de restaurantes agrupados em quatro perspectivas
conforme sugere Pavani e Scucuglia (2012): Pessoas, Processos, Financeira e Mercado. A
Tabela 1 mostra, em ordem cronológica, a frequência de citação dos indicadores de
desempenho relacionados direta ou indiretamente ao tema de acordo com publicações de
alguns dos principais autores da área.
A análise do resultado desta pesquisa destaca a importância dada aos três indicadores da
perspectiva Processos: produtividade, work-in-process (WIP) e distâncias percorridas. Os dois
primeiros têm impacto direto sobre o resultado financeiro da companhia, pois a produtividade
indica o grau de aproveitamento que se tem dos recursos – materiais ou humanos –
disponíveis para a produção e o WIP significa o quanto de capital está parado ao longo do
processo produtivo devido a ineficiências do sistema – as quais são, paliativamente, supridas
com o acúmulo de estoque de materiais. O indicador de distâncias percorridas durante a
execução dos processos está diretamente relacionado ao layout do ambiente e ajudará a medir
o desempenho das mudanças propostas no novo arranjo físico.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
Tabela 1 – Indicadores e autores

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
3. Metodologia
Conforme Tompkins (1996), a primeira fase do projeto de sistematização do layout, consiste
do levantamento de dados quantitativos e qualitativos que envolvem a operação. Durante essa
etapa, os profissionais envolvidos na operação foram ouvidos sobre o arranjo físico atual do
ambiente de trabalho.
O presente estudo busca otimizar o layout da área de produção do restaurante para que tal
arranjo físico comporte todo o mix de produtos apresentado. Portanto, a análise se concentrou
no período mais crítico ao processo, o serviço do jantar, já que ele exige mais capacidade do
sistema, demandando a produção de pratos individuais e pratos para o Buffet.
A equipe de produção do turno da noite é composta por um cozinheiro chefe, três auxiliares e
uma auxiliar de limpeza. Foi necessário coletar os dados referentes à venda dos últimos 12
meses e ao tempo médio de permanência do cliente através de planilhas fornecidas pela
empresa. A área de produção foi dividida em fluxo de preparação da operação e fluxo da
operação durante o atendimento, visto a relação do material que é movimentado e o período
em que isso acontece com maior intensidade.
Para criação do diagrama de relacionamentos, o presente estudo se baseou em dados e
indicadores para organizar o arranjo físico atual em módulos, chamados Unidades de
Processamento. A formação das UPs irá se basear em três grupos principais, a área de saúde e
higiene, a área de armazenamento de alimentos e por fim, a unidade de processamento.
Dentre os indicadores de restaurantes mais presentes na literatura foi feita uma seleção
daqueles mais impactantes para as especificidades desse estudo. É de extrema importância
considerar quais indicadores transparecem as melhorias de layout implementadas,
considerando também a facilidade, para a gerência, de averiguar periodicamente o
desempenho dos mesmos.
O método de avaliação multicriterial utilizado para a avaliação das propostas de layout é
chamado MAUT (Multiattribute Utility Theory). Sua escolha é devida à necessidade de
análise de diversos critérios simultaneamente e devido a sua apresentação simples. O fato de
atribuir pesos aos indicadores exige que haja um envolvimento da direção da empresa no

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
processo de escolha, pois é ela quem vai indicar os aspectos considerados mais importantes ao
negócio.
4. Resultados
À noite são oferecidas 47 opções de pratos à la carte. Devido à decisão de estudar o período
do jantar, foram coletados dados de venda referentes aos últimos 12 meses do restaurante para
o mesmo. Durante esse período, houve uma mudança do cardápio, no mês de novembro de
2013 e, por isso, as análises a seguir têm como marco esse mês.
A velocidade de atendimento pelas equipes da cozinha e de vendas tem relação direta com o
faturamento. O restaurante possui um tempo ótimo de atendimento e desvios desse tempo
podem causar desconforto ao consumidor. O lead time médio de processamento de um pedido
pela cozinha é de, aproximadamente, 15 minutos, porém em momentos de pico esse tempo
pode chegar a 35 minutos, influenciando a satisfação do cliente, o faturamento e a quantidade
de produtos vendidos.
As atividades de pré-preparo dos alimentos são distribuídas igualmente entre os quatro
cozinheiros. No momento de montagem final, duas pessoas se dedicam em servir pratos, uma
em montar e manter Buffet e a quarta auxilia as duas áreas. A funcionária responsável pela
limpeza é quem lava a louça que retorna do salão.
Mesmo com tarefas independentes, há cruzamentos no fluxo dessas pessoas no interior da
cozinha com utensílios em mãos, como facas, panelas e fôrmas quentes, implicando riscos aos
trabalhadores. Indicadores de acidentes mostram que tais riscos se confirmam, pois durante os
últimos 12 meses, 8 acidentes sem afastamento foram registrados na empresa, sendo 7 deles
referentes a profissionais de produção – geralmente por cortes ou queimaduras.
A área de produção de um restaurante deve ser projetada para que haja condições físicas de
manipular de maneira segura o alimento, evitando o fluxo cruzado entre matéria-prima não
processada, produto acabado e resíduo de produção. Na cozinha em estudo há duas portas de
acesso, uma interligando-a ao salão principal e outra ao corredor de acesso interno ao estoque.
A primeira é a saída de produtos acabados e louças limpas para o cliente final e a segunda é
por onde entram as matérias-primas e saem os resíduos do processo, segregados em três
lixeiras.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
O fluxo de preparação se refere às horas que antecedem o atendimento ao cliente, de pré-
preparo dos alimentos. Nesse momento há um alto fluxo de entrada de materiais na cozinha, o
acesso aos refrigeradores é intenso e as bancadas de trabalho ficam ocupadas com alimentos
crus em manipulação. Já na operação, durante o atendimento, os produtos, já pré-prontos, são
preparados, montados e entregues aos garçons pela porta de acesso ao salão principal,
caracterizando uma menor movimentação de materiais, porém maior precisão e agilidade dos
cozinheiros recebendo a demanda do consumidor e entregando o pedido em até quinze
minutos.
Apenas o estoquista tem acesso ao estoque de matérias-primas. Este profissional recebe as
solicitações de materiais, separa os itens pedidos e os entrega em cestos na área de produção.
Ao finalizar as atividades de preparação dos alimentos, inicia-se a etapa de montagem final e
entrega dos produtos. Após montados, os pedidos à la carte e os pratos para o Buffet são
entregues aos garçons para distribuição pela mesma porta de acesso, por vezes
sobrecarregando o espaço físico.
A louça que retorna suja do salão principal é colocada pelos garçons na pia de lavagem
através de uma abertura, chamada boqueta. A partir daí, a auxiliar de limpeza é encarregada
de lavar os materiais e disponibilizá-los novamente à operação. Além de ser intimamente
relacionado com os demais, o setor de lavagem é o ponto que mais descarta resíduos
orgânicos, exigindo duas lixeiras exclusivas que devem estar distantes da área de manipulação
e possuir tampas com acionamento por pedal.
O arranjo físico do local, portanto, deve satisfazer as condições para um pré-preparo adequado
dos alimentos nas primeiras horas de produção, bem como para o momento de alta carga de
trabalho durante o atendimento ao cliente do restaurante.
A divisão das áreas da cozinha por atividades é o ponto crucial para a montagem do diagrama
e, portanto, foi necessária a separação das mesmas em Unidades de Processamento (UP). As
UPs alocadas, posteriormente detalhadas, correspondem às seguintes: (i) Pia de Assepsia, (ii)
Lixeira 1, (iii) Lixeira 2, (iv) Lavagem, (v) Geladeira 1, (vi) Geladeira 2, (vii) Geladeira 3,
(viii) Freezer 1, (ix) Saladas, (x) À la Carte, (xi) Buffet, (xii) Grelha e (xiii) Fogão.
A partir das treze unidades de processamento montou-se o Mapa de Relacionamentos entre
elas. Na Tabela 3, estão detalhadas as relações entre as Unidades de Processamento,

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
ponderada conforme a relação de proximidade informada na Tabela 2. As treze unidades
constituem a cozinha do restaurante. No entanto, outra área de preparação, independente das
demais, foi identificada fora dessa cozinha e, por isso, desconsiderada no mapa de
relacionamentos. Ela está localizada entre a cozinha e o salão principal, porque não há espaço
suficiente na área da cozinha para instalá-la. Chama-se Taqueria, é constituída por uma chapa
aquecida a gás, um balcão refrigerado e o espaço de movimentação do cozinheiro que a opera.
No presente artigo será estudada a possibilidade de agregar tal setor, de 2,90 m², à área interna
da cozinha com as melhorias de arranjo físico do local.
Tabela 2 – Relação de Proximidade
Tabela 3 – Mapa de Relacionamentos
Ao se repensar o layout é preciso considerar cada uma das áreas das UPs de forma a assegurar
que haverá espaço para a realocação. A cozinha possui 3,66 m de comprimento por 6,16 m de
largura, com uma área de 22.55 m². As medidas, em metros, e as áreas de cada uma das UPs
são apresentadas na Tabela 4. A limitação referente à rede hidráulica instalada corresponde às
três pias já instaladas e à rede de esgoto, as quais não são autorizadas a serem movidas devido
às complicações e dificuldades em reinstalá-las em outra parede. Semelhante acontece com a
tubulação de gás, que segue subterrânea até a parede próxima ao fogão, onde estão as válvulas
de fechamento e abertura. Ambas limitações restringem reformas em pisos e paredes da

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
cozinha. Outro ponto que não pode ser alterado é a localização do passa-pratos entre a
cozinha e o salão, pois se trata de uma abertura original do prédio. Sua localização, no
entanto, é adequada ao layout inicial da cozinha, pois dá acesso direto à UP de lavagem, de
forma que o trajeto percorrido pela louça suja do cliente até o ponto de lavagem está
otimizado.
Tabela 4 – Relação das áreas das Unidades de Processamento
Uma limitação prática temporária é a localização da coifa. Uma alteração de posição deste
equipamento implica altos custos com a reforma de re-layout e a empresa possui um
orçamento limitado para isso. Sendo assim, serão propostos arranjos físicos que respeitem a
posição atual da coifa.
Através do Mapa de Relacionamentos criado, pode-se seguir para o próximo passo e montar o
Diagrama de Relacionamentos, o qual será a base dos diversos layouts de bloco encontrados.
A Figura 1, apresenta as relações mais importantes e as indesejadas entre as UPs consideradas
– respectivamente níveis 9, 5 e “x” no mapa de relacionamentos.
Figura 1 - Diagrama de Relacionamentos

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
A figuras da primeira, segunda e terceira opção de layout estão representadas nas figuras 2, 3
e 4 respectivamente. Na figura 6, um quadro com as principais características de cada layout
são descritas.
Figura 2 - Opção de Layout 1
Figura 3 - Opção de layout 2

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
Na terceira opção de layout, é necessária uma nova figura no processo, o facilitador. Este
profissional, representado hoje por um dos sócios do restaurante, passa a ser responsável por
organizar a expedição dos pedidos, se posicionando no balcão próximo à janela, na UP À la
Carte. Até então esse profissional atuava fora da cozinha, agora é ele quem retira os pratos
montados pelos cozinheiros dos balcões G3 e os entrega ao garçom pelo passa-pratos,
coordenando a ordem e os tempos de entrega.
Figura 4 - Opção de layout 3

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
Tabela 5 – Principais características das opções de layout

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
Para avaliação das opções de layout, foram selecionados aqueles mais citados pelos diversos
autores, os quais aparecem ordenados na Tabela 6. As definições dos indicadores escolhidos
encontra-se na tabela 7.
Tabela 6 – Ranking de indicadores

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
Autor
Indicador
%
Autores Ranking
Produtividade 50.00% 1
Custos operacionais 50.00% 2
Work-in-Process (WIP) 43.75% 3
Distâncias percorridas 37.50% 4
Acidentes de trabalho 31.25% 5
Utilização da área
produtiva 31.25% 6
Satisfação dos
trabalhadores 25.00% 7
Capacidade produtiva 25.00% 8
Flexibilidade de layout 18.75% 9
Afastamentos por lesão 12.50% 10
Custos de re-layout 12.50% 11
Satisfação dos clientes 6.25% 12
Nº Reclamações de
clientes 6.25% 13
Tabela 7 – Definição dos indicadores
Para os indicadores selecionados foram estabelecidos os pesos de importância, buscando um
equilíbrio entre a escala determinada pela empresa com a obtida pelos autores. O tempo de
espera por pedido foi considerado o critério com maior importância, pois influencia
diretamente a satisfação do cliente. Seguindo na escala de importância, estão os critérios
produtividade e custos operacionais; o primeiro é o mais facilmente percebido pelos clientes,
principalmente por incluir o aspecto de agilidade no atendimento, enquanto que o segundo é
determinante para o lucro da empresa, a otimização de recursos e a diminuição de
desperdícios. O aspecto de acidentes de trabalho influencia diretamente no nível de satisfação
interna no processo de trabalho devido ao impacto que possui no bem-estar dos funcionários.
Os outros dois indicadores de processos, distância percorrida e work-in-process, tiveram seus
pesos ponderados de forma amena por serem diretamente impactados pela escolha do layout.
O custo de re-layout e a utilização da área produtiva constituem pontos necessários na
avaliação das alternativas para a escolha final, mas sem exercer grande impacto no novo
arranjo físico.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
Determinados os pesos de cada indicador, a matriz MAUT requer as notas dadas ao
desempenho de cada alternativa nesses quesitos. O método de avaliação considerou “zero” (0)
como a pontuação mínima, significando um desempenho muito abaixo do apresentado pelo
layout atual, e “vinte” (20) como pontuação máxima, de modo que o desempenho esperado
seja bem acima do atual. A aplicação do método é demonstrada na Tabela 8. A análise da
matriz MAUT aponta que a melhor alternativa de layout a ser proposta aos investidores é a
terceira, pois esta obteve o melhor resultado, de acordo com a ponderação dada.
Tabela 8 – Avaliação com múltiplos critérios – MAUT
5. Conclusões
A análise dos fluxos produtivo e de informações foi estudada neste trabalho de forma a propor
melhorias na cozinha de um restaurante de pequeno porte. Foi proposta a implementação de
um método de reestruturação de layout chamado SLP com o objetivo de analisar a estrutura
atual e, através da análise das relações entre as unidades, propor diversas alternativas que
supram as necessidades atuais da empresa e reparem pontos críticos. Como auxílio para a
etapa de seleção do layout ótimo entre as diversas possibilidades encontradas, foi realizada
uma seleção de indicadores, dentre uma vasta revisão da literatura, aplicados para medir o
impacto de melhorias do arranjo físico no negócio. O método multicriterial aplicado à escolha
final entre as alternativas de layout, o MAUT, tornou a análise dos critérios objetiva. Assim,
foi estabelecida a metodologia padrão de estruturação do arranjo físico da área de produção
para negócios futuros do restaurante estudado, respeitando a necessidade de capacidade
produtiva e área física.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
18
Os resultados esperados com a implementação desse arranjo envolvem a redução de 40% do
estoque em processo, ao retirar-se as geladeiras de hortifrútis e o freezer da área de produção,
ficando apenas com balcões refrigerados para armazenar pré-preparos. Mais além, os
deslocamentos dos cozinheiros foram minimizados, pois o material refrigerado de que
precisam durante a operação estará logo abaixo da sua superfície de trabalho. Também, para
acessar o forno, fogão ou grelha, apenas o movimento de girar o corpo sobre o próprio eixo é
exigido. Isso contribuiu diretamente para o aumento da produtividade da equipe. Além disso,
uma área, antes inexplorada, de aproximadamente 5,40 m², passou a ser utilizada como área
produtiva para condicionar os hortifrútis à operação. Adicionalmente, na estrutura proposta,
há dois equipamentos elétricos a mais em relação ao layout inicial da cozinha que têm um
consumo de energia elétrica individual significativamente menor. Os ganhos obtidos com a
redução do tempo de preparo com os balcões intermediários de montagem e com o
funcionário na função de facilitador, atuando dentro da cozinha, tiveram impacto financeiro
positivo sobre o consumo pelo cliente no salão. Dessa maneira, os indicadores indiretos como
a satisfação do cliente e a condição do ambiente de trabalho do funcionário tiveram
incremento no seu desempenho, já que o primeiro foi melhor atendido e o segundo se tornou
um ambiente mais propício ao bom desempenho do funcionário.
É importante apontar que houveram dificuldades na implementação do método, no que tange
à criação de outras opções de layout, a partir do diagrama de relações e a consideração das
limitações práticas da empresa. Apesar de poucas, as limitações impostas geraram uma
dificuldade inicial de expandir as possibilidades, por se tratar de mudanças estruturais. A
superação desses pontos foi possível devido à criatividade de explorar ambientes fora da área
da cozinha atual.
Finalmente, como oportunidade de pesquisa futura, pode-se considerar o refinamento do
estudo atual através da utilização do método TQC (Total Quality Control) para balizar a
seleção dos indicadores. Essa abordagem reconhece as necessidades dos clientes e estabelece
padrões para atendê-las, de forma que aplicá-la em conjunto à seleção dos indicadores de
restaurantes traria resultados benéficos tanto à própria empresa quanto ao seu consumidor.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
19
REFERÊNCIAS
BARBOSA, P. C. S. Implantação de Layout. Trabalho de Conclusão de Curso. Fundação Pedro Leopoldo,
Pedro Leopoldo, MG, 2012.
GILBERT, J. P. Construction Office Design with Systematic Layout Planning. 15th Annual Conference on
POM. Cancun, 2004.
GROOVER, M. P. Fundamentals of Modern Manufacturing – Materials, Processes, and Systems. 4th
edition, John Wiley & Sons, INC. 2010.
GUEDES, C. M. C, PASSOS, F. U., SAMPAIO, R. R. O Monitoramento de Desempenho está Alinhado com a
Estratégia? Observação em Frigoríficos da Caprinovinocultura da Bahia. Revista de Gestão (REGE-USP), v.
19, n. 3, p. 415-434, jul./set. 2012.
HRONEC, S. M. Sinais Vitais: usando medidas de desempenho da qualidade, tempo e custo para traçar a
rota para o futuro de sua empresa. São Paulo: Makron Books, 1994.
KAPLAN, R. S., NORTON, D. P. A Execução Premium. 1ª Ed. Rio de Janeiro: Campus, 2008.
KAPLAN, R S., NORTON, D. P. The Balanced Scorecard – Translating Strategy into Action. 1ª Ed. Boston:
Harvard Business School Press, 1996.
KRAJEWSKY, L.; RITZMAN, L.; MALHOTRA, M. Administração de produção e operações. 8.ed. São
Paulo: Prentice Hall, 2009.
MAGNEÉ, H. Administração Simplificada: para pequenos e médios restaurantes. São Paulo: Livraria
Varela, 2005. 129p.
MONKS, J. G. Administração da Produção. São Paulo, Mgraw-Hill, 1987.
MÜLLER, C. J. Modelo de Gestão Integrando Planejamento Estratégico, Sistemas de Avaliação de
Desempenho e Gerenciamento de Processos (MEIO – Modelo de Estratégia, Indicadores e Operação).
2003. 292 f. Tese de Dourado em Engenharia – Ênfase em Gerência da Produção. Escola de Engenharia,
Universidade Federal do Rio Grande do Sul, Porto Alegre.
MUTHER, R., WHEELER, J. D. Planejamento Sistemático e Simplificado de Layout. São Paulo: IMAM,
2000.
PAVANI JR., O., SCUCUGLIA, R. Indicadores de Desempenho – Estruturação do Sistema de Indicadores
Organizacionais. 3ª ed. São Paulo: Fundação Nacional da Qualidade, 2012. (Grupos de Estudos Temáticos).
PAVANI JR., O., SCUCUGLIA, R. Mapeamento e Gestão por Processos – BPM. 1ª ed. São Paulo: M Books,
2011.
QUINTAIROS, P. C. R, SILVA, M. A. V. R., COSTA, E. S., OLIVEIRA, E. A. A. Q. Aplicação do Balanced
Scorecard a uma Organização do Terceiro Setor. RDE – Revista de Desenvolvimento Econômico, Ano XI, n
19, Jan. 2009.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
20
SILVA, M. G., MOREIRA, B. B. Aplicação da Metodologia SLP na Reformulação do Layout de uma Micro
Empresa do Setor Moveleiro. Anais do XXIX Encontro Nacional de Engenharia de Produção. Salvador, 6–9
out. 2009.
SLACK, N., CHAMBERS, S., JOHNSTON, R. Administração da Produção, 2ª Edição. São Paulo: Editora
Atlas, 2002.
TOMPKINS, J. A., WHITE, J. A., BOZER, Y. A., TANCHOCO, J. M. A. Facilities planning. 4. ed. New York:
John Wiley & Sons, 2010.
TORTORELLA, G. L., FOGLIATTO, F. S. Planejamento Sistemático de Layout com Apoio de Análise de
Decisão Multicritério. Produção, v.18, n.3, p 609-624, set/dez 2008.
VARGAS, M. A., RODRIGUES, C. M. C., GUSBERTI, T. D. H. Proposta de Indicadores de Desempenho
para o Departamento Comercial de uma Empresa Multinacional: Um Estudo de Caso na Área de
Prestação de Serviços. Trabalho de Conclusão de Curso. Escola de Engenharia, Universidade Federal de
Engenharia de Produção, Porto Alegre, 2011.
ZAGO, C. A., ABREU, L. F., GRZEBIELUCKAS, C., BORNIA, A. C. Modelo de Avaliação de Desempenho
Logístico com Base no Balanced Scorecard (BSC): Proposta para uma Pequena Empresa. Revista da Micro e
Pequena Empresa, Campo Limpo Paulista, v. 2, n.2, p.19–37, mai/ago 2008.
Top Related