







Línguas
Páginas
Legal


UNIVERSIDADE FEDERAL DE PERNAMBUCO
CENTRO DE TECNOLOGIA E GEOCIÊNCIAS
DEPARTAMENTO DE ENGENHARIA CIVIL E AMBIENTAL
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA CIVIL
JOSÉ CAMILLO BARBOSA DA CUNHA
SISTEMAS CONSTRUTIVOS PRÉ-FABRICADOS: uma abordagem LEAN
Recife
2019

JOSÉ CAMILLO BARBOSA DA CUNHA
SISTEMAS CONSTRUTIVOS PRÉ-FABRICADOS: uma abordagem LEAN
Dissertação submetida ao Programa de Pós-Graduação em Engenharia Civil da Universidade Federal de Pernambuco, como parte dos requisitos parciais para a obtenção do título de Mestre em Engenharia Civil.
Área de concentração: Estruturas.
Orientadora: Profª. Drª. Rachel Perez Palha.
Recife
2019

Catalogação na fonte
Bibliotecária Margareth Malta, CRB-4 / 1198
C972s Cunha, José Camillo Barbosa da.
Sistemas construtivos pré-fabricados: uma abordagem LEAN / José Camillo
Barbosa da Cunha. – 2019.
101 folhas, il., gráfs., tabs.
Orientadora: Profa. Dra. Rachel Perez Palha.
Dissertação (Mestrado) – Universidade Federal de Pernambuco. CTG.
Programa de Pós-Graduação em Engenharia Civil, 2019.
Inclui Referências.
1. Engenharia Civil. 2. Pré-fabricação. 3. Sistema enxuto. 4. Sistemas
construtivos. I. Palha, Rachel Perez. (Orientadora). II. Título.
UFPE
624 CDD (22. ed.) BCTG/2020-63

JOSÉ CAMILLO BARBOSA DA CUNHA
SISTEMAS CONSTRUTIVOS PRÉ-FABRICADOS: uma abordagem LEAN
Dissertação submetida ao Programa de Pós-Graduação em Engenharia Civil da Universidade Federal de Pernambuco, como parte dos requisitos parciais para a obtenção do título de Mestre em Engenharia Civil.
Aprovada em: 29 / 10 / 2019.
BANCA EXAMINADORA
_________________________________________________ Profª. Drª. Rachel Perez Palha (Orientadora)
Universidade Federal de Pernambuco
_________________________________________________ Prof. Dr. Tiago Ancelmo Pires de Carvalho Pires de Oliveira (Examinador Interno)
Universidade Federal de Pernambuco
_________________________________________________ Prof. Dr. Paulo de Araújo Régis (Examinador Externo)
Universidade Federal de Pernambuco

“Embora não se possa voltar atrás e fazer um novo começo, pode-se começar agora e fazer um novo fim”
Chico Xavier
Quando algumas pessoas me perguntavam o porquê de retornar à Academia,
após mais de 10 anos de graduado, uma resposta que sempre pensei, nunca proferi
e escrevo agora: “quero adquirir o direito de escrever uma dedicatória...”.
Começo dedicando este trabalho aos meus avós paternos, que não cheguei a
conhece-los, Moisés (in memorian) e Lucila (in memorian), aos meus avós maternos,
Clóvis (in memorian) e Celina (in memorian), responsáveis pelas melhores memórias
afetivas que uma criança poderia ter.
Ao meu irmão, Luis Emmanuel, a quem carinhosamente chamo de “Manu”,
pela sua iminente presença, chegando junto quando nem peço e sendo exemplo
desde sempre para mim, em tudo.
À minha mãe, Maria José, Dona Zeza, pelas chineladas na infância quando
não queria estudar, pela dedicação de uma vida a seus filhos e pelo exemplo de que
a instrução e reforma íntima são os caminhos mais seguros para nos tornarmos
homens de bem.
A todos os engenheiros que tive o privilégio de trabalhar. Em minha trajetória
profissional, convivi e convivo com verdadeiros mentores e é em nome de um,
especificamente, que gostaria de agradece-los: Meu Pai, o melhor Engenheiro que
conheci! Muito obrigado, Dr. Hipólito. O senhor e minha mãe são exemplos de que a
dedicação aos estudos, a retidão de caráter e a opção pelo Bem são capazes de
transformar uma existência. Aquelas tardes de sábado no campo do Fundão foram
determinantes para mim e meu irmão nunca nos esquecermos de onde viemos.
Carla, você é uma das principais responsáveis por eu estar escrevendo essa
dedicatória. Sua presença em minha vida me faz uma pessoa melhor. Sabia disso
há 20 anos e hoje tenho mais certeza ainda. Sua coragem, fibra e intensidade são
exemplos para os que a cercam. Você é feita de Amor!
Arthur (Tuca) e Júlia (Juba): não tenho palavras para descreve-los. Amo-os
com toda a força da minh’alma!

AGRADECIMENTOS
À Universidade Federal de Pernambuco – UFPE, instituição a qual devemos
toda a formação de nossa família. Meu pai em 1975, minha mãe em 1976, meu
irmão em 2004, posteriormente o mestrado em 2007 e o doutorado em andamento e
a mim, em 2006.
Aos inicialmente colegas da graduação e da pós, que a vida transformou em
amigos.
Aos professores desta renomada Universidade, por todo o aprendizado não
apenas técnico, mas pelo entendimento do que significa uma Instituição pública que
produz ciência e tecnologia, notadamente nas pessoas dos professores Paulo Régis
e Antônio Acácio, pelo incentivo e presenças constantes no decorrer desta
dissertação.
A todos os funcionários que viabilizam o funcionamento da UFPE, superando
limitações, especialmente à Andrea Negromonte, da secretaria da Pós, por toda
atenção e amizade dispensada.
Às empresas HC2 Engenharia, EPF – Engenharia, Construtora Metron, FL
Pré-moldados e Predesign – Estruturas Pré-Fabricadas por fornecer diariamente
possíveis estudos de caso e suporte no campo.
Aos mestres de obras, profissionais e ajudantes. Vocês do Gemba ensinam
muito mais do que aprendem.
Ao amigo Fernando Romero, professor da Universidade de Massachusetts,
pela presença, mesmo que à distância, nesta etapa de minha vida.
Um agradecimento especial à minha orientadora, Rachel Palha.
Contemporâneos na graduação, foi uma satisfação imensa reencontra-la na situação
Orientadora-Orientando. Saiba que sua postura profissional e ética são nortes
seguros para mim. Muito obrigado pela paciência, dedicação e amizade.
Por fim, a Ele, sem o qual não teria chegado a lugar algum: Deus, inteligência
suprema, causa primária de todas as coisas.

“O tempo perdido é algo que não pode ser reciclado” (Thaiichi Ohno, 1988).

RESUMO
Com o advento da 4ª revolução industrial, os métodos tradicionais de
construção deixaram de atender às necessidades da sociedade. Deste modo, a pré-
fabricação de sistemas construtivos nunca esteve tão em evidência. A
competitividade do setor e a complexidade dos projetos aumentaram
substancialmente, a tal ponto que a sobrevivência das empresas neste ramo está
associada à sua capacidade de otimização de recursos e redução de desperdícios.
Portanto, a aplicação de conceitos de Produção Enxuta, que foca em redução de
desperdícios, apresenta-se como uma alternativa não apenas viável, por fornecer
ferramentas de mapeamento e diminuição de desperdícios, mas também desejável,
por abordar de forma filosófica todo o sistema no qual a empresa está inserida,
impactando positivamente em sua cultura e na cultura de todas as partes envolvidas.
O objetivo deste trabalho é indicar, através de um fluxograma de atividades de uma
empresa real de Pré-Fabricados, pontos onde conceitos e ferramentas enxutas
agregariam valor ao processo. Para tal, levantaram-se as etapas de produção,
detalhando em fluxograma os macroprocessos de armação, set-up de fôrmas,
concretagem e preparação para expedição, identificando pontos onde notadamente
poderiam ser aplicadas algumas das ferramentas da filosofia Enxuta. As ferramentas
enxutas implementadas geraram redução dos custos de mão-de-obra, além de
eliminar desperdícios identificados no mapeamento de fluxo de valor do processo.
Palavras-chave: Pré-fabricação. Sistema enxuto. Sistemas construtivos.

ABSTRACT
With the advent of the 4th industrial revolution, traditional construction
methods no longer met the needs of society. Thus, prefabrication of building systems
has never been so evident. The competitiveness of the sector and the complexity of
the projects have increased substantially, so much so that the survival of companies
in this field is associated with their ability to optimize resources and reduce waste.
Therefore, the application of Lean Production concepts, which focuses on waste
reduction, is not only a viable alternative, as it provides mapping tools and waste
reduction, but also a desirable approach for philosophically addressing the entire
system in the world. which company is inserted, positively impacting its culture and
the culture of all parties involved. The aim of this paper is to indicate, through a
flowchart of activities of a real Prefabricated company, points where lean concepts
and tools would add value to the process. For that, the production steps were raised,
detailing in a flow chart the Framing macroprocesses, form set-up, concreting and
preparation for expedition, identifying points where some of the tools of Lean
philosophy could be applied. The implemented tools have reduced labor costs and
eliminated waste identified in the process value stream mapping.
Keywords: Pre fabrication. Lean. Construction systems.

LISTA DE FIGURAS
Figura 1 - Estrutura da dissertação ......................................................................... 18
Figura 2 - Tear manual (Museu da Toyota no Japão) ............................................. 19
Figura 3 - Tear manual (Museu da Toyota no Japão) ............................................. 20
Figura 4 - Tear automático (Museu da Toyota no Japão) ....................................... 20
Figura 5 - Sistema Toyota de Produção .................................................................. 21
Figura 6 - Desperdícios sob a ótica do STP ............................................................ 22
Figura 7 - Abordagem Lean..................................................................................... 22
Figura 8 - Pilares do STP ........................................................................................ 23
Figura 9 - Princípios do STP ................................................................................... 26
Figura 10 - Linha do tempo entre pedido e entrega .................................................. 27
Figura 11 - Modelo tradicional de processo de construção ....................................... 32
Figura 12 - Resumo esquemático do LPDS .............................................................. 36
Figura 13 - Fluxo do processo de projetar ................................................................. 38
Figura 14 - Interação entre as variáveis do processo e a fase de definição de
projeto .................................................................................................... 41
Figura 15 - Engenharia do projeto ............................................................................. 43
Figura 16 - Exemplo de boas práticas de 5S............................................................. 44
Figura 17 - Exemplo de boas práticas 5S ................................................................. 45
Figura 18 - Exemplo de Kanban ................................................................................ 46
Figura 19 - Exemplo de automação .......................................................................... 47
Figura 20 - Central de corte e dobra automatizado ................................................... 47
Figura 21 - Ferramenta criada para reduzir o tempo de permanência da peça na
bancada de corte .................................................................................... 49
Figura 22 - Fatores a serem considerados na Engenharia simultânea ..................... 51
Figura 23 - Percentual de cimento destinado a pré-fabricados ................................. 55
Figura 24 - Ranking por tipo de obra em pré-fabricados no Brasil ............................ 55
Figura 25 - Centros de distribuição ........................................................................... 56
Figura 26 - Obras industriais ..................................................................................... 57
Figura 27 - Shoppings Centers .................................................................................. 57
Figura 28 - Torres eólicas ......................................................................................... 58
Figura 29 - Obras industriais ..................................................................................... 58
Figura 30 - Modelo em BIM de uma estrutura pré-fabricada ..................................... 59

Figura 31 - Fluxograma para etapas de armação e setup de fôrmas
(estado inicial). ....................................................................................... 63
Figura 32 - Fluxograma para etapas de concretagem, desforma e expedição
(estado inicial) ........................................................................................ 64
Figura 33 - Layout esquemático da fábrica ............................................................... 66
Figura 34 - Mapeamento de fluxo de valor para as etapas de armação e setup de
fôrmas (estado inicial). ........................................................................... 71
Figura 35 - Mapeamento de fluxo de valor para as etapas de concretagem,
desforma e expedição (estado inicial) .................................................... 72
Figura 36 - Fluxograma para etapas de armação e setup de fôrmas (estado final)
........................................................................................................... ....75
Figura 37 - Fluxograma para etapas de Concretagem, desforma e expedição
(estado final) ........................................................................................... 76
Figura 38 - MFV para etapas de armação e setup de fôrmas (estado final) ............. 78
Figura 39 - MFV para as etapas de concretagem, desforma e expedição ................ 79
Figura 40 - Restos de concreto, borrachas, etc, antes da implantação do 5S .......... 82
Figura 41 - Restos de borrachas de vedação de fôrma antes da implantação do 5S
............................................................................................................... 83
Figura 42 - Desforma das laterais metálicas com subsequente limpeza ................... 84
Figura 43 - Armações montadas após recebimento das peças cortadas e
dobradas ................................................................................................ 85
Figura 44 - Finalização da montagem das armações ................................................ 86
Figura 45 - Barras de aço retas ................................................................................. 86
Figura 46 - Estoque de barras de aço retas (antes do 5S) ........................................ 87
Figura 47 - Estoque de barras de aço retas (após o 5S) ........................................... 88
Figura 48 - Organização do setor de corte (após 5S) ............................................... 88
Figura 49 - Área para separação de sobras (antes da implantação do 5S, não
existia) .................................................................................................... 89
Figura 50 - Reorganização da área de montagem de armaduras ............................. 90
Figura 51 - Separação de estribos em local específico ............................................. 90
Figura 52 - Local específico para descarte de sobras inutilizadas de aço ................ 91
Figura 53 - Nova disposição da bancada de corte de aço ........................................ 92
Figura 54 - Reorganização do local de montagem das armaduras ........................... 92
Figura 55 - Novo layout esquemático da fábrica ....................................................... 93

LISTA DE QUADROS
Quadro 1 - Resumo dos princípios e capacitadores do STP, segundo OHNO
(1997) ..................................................................................................... 27
Quadro 2 - Resumo dos princípios e capacitadores do STP, segundo WOMACK
e JONES (1998) ..................................................................................... 29
Quadro 3 - Ferramentas enxutas x atividades do macroprocesso de armação e
setup de fôrmas ...................................................................................... 65
Quadro 4 - Ferramentas enxutas x atividades do macroprocesso de concretagem
............................................................................................................ ...65

LISTA DE TABELAS
Tabela 1 - Sugestões de aplicações dos princípios enxutos na construção ............. 34
Tabela 2 - Tempo de realização de atividade (TRA): Estado inicial das etapas de
armação e setup de fôrmas ...................................................................... 73
Tabela 3 - Tempo de realização de atividade (TRA): Estado inicial das etapas de
concretagem, desforma e expedição ........................................................ 74
Tabela 4 - Tempo de realização de atividade (TRA): estado final das etapas de
armação e setup de fôrmas ...................................................................... 80
Tabela 5 - Tempo de realização de atividade (TRA): estado final das etapas de
concretagem, desfôrma e expedição ........................................................ 80
Tabela 6 - Comparativo entre TRA's inicial e final ..................................................... 81
Tabela 7 - Comparativo entre HH's inicial e final ....................................................... 81

SUMÁRIO
1 INTRODUÇÃO ........................................................................................... 15
1.1 JUSTIFICATIVA ......................................................................................... 16
1.2 OBJETIVOS DO TRABALHO ..................................................................... 17
1.2.1 Objetivo Geral ........................................................................................... 17
1.2.2 Objetivos Específicos .............................................................................. 17
1.3 ESTRUTURA DA DISSERTAÇÃO ............................................................. 18
2 BASE CONCEITUAL ................................................................................. 19
2.1 A HISTÓRIA DA FILOSOFIA ENXUTA ...................................................... 19
2.2 LEAN PRODUCTION ................................................................................. 21
2.2.1 Pilares do Lean Production ..................................................................... 23
2.2.1.1 Just in time ................................................................................................. 23
2.2.1.2 Jidoka ......................................................................................................... 24
2.2.2 Princípios do Lean Production ................................................................ 24
2.2.2.1 Valor ........................................................................................................... 24
2.2.2.2 Fluxo de Valor ............................................................................................ 25
2.2.2.3 Fluxo contínuo ............................................................................................ 25
2.2.2.4 Produção puxada ....................................................................................... 25
2.2.2.5 Perfeição .................................................................................................... 26
2.3 LEAN CONSTRUCTION ............................................................................ 30
2.3.1 Natureza particular da Construção ......................................................... 30
2.3.2 Modelo de produção tradicional na Construção Civil ........................... 32
2.3.3 Princípios do Lean Construction ............................................................ 33
2.3.4 Lean Project Delivery System (LPDS) .................................................... 35
2.3.4.1 Contexto do Projeto – Transformação, fluxo e valor ................................... 37
2.3.4.2 A Fase de definição do projeto (Project Definition) ..................................... 38
2.3.4.3 Target Costing ............................................................................................ 40
2.3.4.4 Set based design ........................................................................................ 42
2.3.5 Ferramentas do Lean Construction ........................................................ 43
2.3.5.1 MFV – Mapeamento de Fluxo de Valor ...................................................... 43
2.3.5.2 5S ............................................................................................................... 44
2.3.5.3 Kanban ....................................................................................................... 46
2.3.5.4 Jidoka ......................................................................................................... 46

2.3.5.5 Kaisen ........................................................................................................ 48
2.3.5.6 Takt Time.................................................................................................... 48
2.3.5.7 Heijunka...................................................................................................... 48
2.3.5.8 Andon ......................................................................................................... 48
2.3.5.9 SMED ......................................................................................................... 49
2.3.5.10 Just in Time ................................................................................................ 50
2.4 ENGENHARIA SIMULTÂNEA .................................................................... 50
2.5 SISTEMAS CONSTRUTIVOS PRÉ-FABRICADOS ................................... 52
2.5.1 Introdução ................................................................................................. 52
2.5.2 Contexto do Pré-fabricado no Brasil ...................................................... 54
2.5.3 Exemplos de obras em pré-fabricados ................................................... 56
2.5.4 Drivers Pré-fabricação ............................................................................. 59
2.5.4.1 FT (Fabrication Time) na equação da Pré fabricação ................................ 60
2.6 SINERGIA ENTRE CONSTRUÇÃO INDUSTRIALIZADA E PRODUÇÃO
ENXUTA ..................................................................................................... 60
3 CONTEXTUALIZAÇÃO DO PROBLEMA.................................................. 62
4 MATERIAIS E MÉTODOS ......................................................................... 67
5 RESULTADOS E DISCUSSÃO ................................................................. 70
6 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS ........... 94
6.1 CONCLUSÕES .......................................................................................... 94
6.2 SUGESTÕES PARA TRABALHOS FUTUROS .......................................... 95
REFERÊNCIAS .......................................................................................... 97

15
1 INTRODUÇÃO
Os Projetos de Engenharia atuais apresentam nível de complexidade e
detalhamento substancialmente superiores, quando comparados aos projetos de
décadas atrás (EASTMAN ET AL, 2014). Aliado a estes pontos, restrições cada vez
maiores de implantação em termos de recursos, prazo e financeiros (viabilidade
financeira, taxa de retorno, etc.) compõem um cenário onde a busca pela melhor
utilização de recursos e eliminação de desperdícios é uma condição crucial para o
sucesso dos Empreendimentos.
Indiscutivelmente, a construção é um dos setores que mais impactam a
economia mundial. Não obstante, ainda apresenta alto grau de desperdício de
material/mão-de-obra no decorrer das atividades de transformação. Miller et al
(2009) estima que 50% de todo capital aplicado na construção civil, em escala
mundial, é desperdício. Picchi (1993) aponta que no Brasil, este número gira em
torno de 30%. Neste diapasão de impacto econômico e desperdício altos, observa-
se um vasto campo de aplicação das metodologias enxutas, principalmente em
construções industrializadas.
Este tipo de sistema construtivo busca a aplicação de materiais, mão-de-obra,
meios de transporte e técnicas construtivas de forma racional e mecanizada,
objetivando aumento de produtividade e qualidade (ORDONEZ, 1974). Ora, se a
Industrialização busca o aumento da produtividade e o foco da filosofia enxuta é a
eliminação de desperdícios, então estes dois conceitos devem ser combinados no
âmbito da indústria da construção.
Tommelein (2015) afirma que a aplicação de conceitos enxutos na fabricação
de produtos feitos sob encomenda, como concreto pré-moldado, pode gerar
benefícios substanciais às empresas de construção. Outros estudos também
abordaram a identificação das atividades que geram valor (CANDIDO et al, 2016),
(AZIZ E HAFEZ, 2013), (WU et al, 2010), (PINCH, 2005), e padronização do trabalho
(YU et al, 2013). Estoques elevados, desperdício de matérias-primas e funcionários
mal treinados foram identificados por Wu et al (2013). Já Gallardo et al (2014)
mostrou que a implementação de práticas do pensamento enxuto como o 5S,
geraram um ganho de produtividade da ordem de 24%. A difusão da produção

16
enxuta teria potencial para transformar o mundo industrial e a própria sociedade
humana (WOMACK; JONES E ROSS, 1992).
Este trabalho trata de um estudo de caso de início de implantação da Filosofia
Lean em uma fábrica de pré-moldados de concreto, onde foram levantados dados
sobre o estado inicial do fluxo de trabalho nos macroprocessos “armação” e
“concretagem”, bem como foram identificadas as etapas que deveriam ser
eliminadas/otimizadas e as ferramentas mais adequadas para cada etapa.
1.1 JUSTIFICATIVA
O advento da Indústria 4.0 trouxe ao setor da Construção Civil um grande
desafio: modernizar-se para atender às necessidades de uma nova era, disruptiva e
dinâmica. Esta indústria tem sido considerada atrasada quando comparada à outras
indústrias. Apresenta, de maneira geral, baixa produtividade, grande desperdício de
materiais, ociosidade e baixo controle de qualidade (DEBS, 2017).
De 1964 a 2003, estudos do governo americano indicam que a produtividade
na manufatura americana dobrou, enquanto a produtividade na construção civil
regrediu consideravelmente (MILLER et al, 2009).
Silva (1999) afirma que no Brasil se projeta e se constrói da mesma maneira,
utilizando os mesmos materiais, há anos. A necessidade de busca por novas formas
de construir é iminente. Uma das formas de avanço deste setor é a utilização de
sistemas construtivos pré-fabricados.
A vantagem econômica do pré-fabricado reside em seu custo controlado
(DEBS, 2000). Agilidade do processo construtivo, um maior controle na execução,
gerando produtos com qualidade superior, além de um menor impacto ambiental
comparativamente a construção tradicional, justificam este sistema de construção
está tão em evidência atualmente.
Com foco na eliminação de desperdícios e de agregar valor aos produtos, sob
a ótica do cliente, a filosofia enxuta contribui na obtenção de melhores resultados,
em praticamente qualquer atividade humana.
O paradigma de mercado onde o PREÇO = CUSTOS + LUCRO, foi
substituído pelo LUCRO = PREÇO – CUSTOS, onde o preço é um valor definido
pelo cliente (GHINATO, 1996). Portanto, com o mercado cada vez mais competitivo

17
e determinando o valor de compra, as empresas devem se adequar, maximizando
seus resultados através da redução dos seus custos de produção.
Deste modo, a utilização de sistemas construtivos pré-fabricados, pelos
fatores citados acima, em conjunto com a filosofia enxuta, representa um avanço
desejável na construção civil. A justificativa desta pesquisa, então, é aliar as
potencialidades dessas disciplinas.
1.2 OBJETIVOS DO TRABALHO
Os objetivos deste trabalho foram divididos em geral e específicos, conforme
itens 1.2.1 e 1.2.2 abaixo.
1.2.1 Objetivo Geral
O objetivo geral desta dissertação é apresentar a aplicação da construção
enxuta em uma indústria de pré-fabricados de concreto armado através de um
estudo de caso, identificando os principais ganhos e dificuldades deste processo.
Para tal, o presente trabalho concentrou-se em mapear a situação inicial (quando
inexistia aplicação de algum conceito enxuto) e final (após a implantação de
conceitos enxutos na produção) dentro da indústria em estudo.
1.2.2 Objetivos Específicos
Os objetivos específicos desta pesquisa foram:
Revisão da literatura sobre Filosofia Lean, Construção enxuta e
Sistemas construtivos pré-fabricados;
Contextualização do problema a ser estudado e identificação das
abordagens possíveis;
Fazer o levantamento das atividades envolvidas no processo de
fabricação, antes da implantação de conceitos enxutos (situação inicial);
Definição da abordagem a ser seguida, diante dos dados levantados;
Adaptação ao contexto do problema;
Fazer o mapeamento de fluxo de valor na situação inicial;

18
Identificar atividades que podem ser eliminadas ou incorporadas a
outras;
Identificar qual a(s) melhor(es) ferramenta(s) para início de implantação
da mentalidade enxuta na indústria objeto desse estudo de caso, diante
da abordagem escolhida;
Iniciar a implantação;
Redesenhar o fluxograma de atividades, fazendo o Mapeamento de
Fluxo de valor para esta nova situação.
1.3 ESTRUTURA DA DISSERTAÇÃO
Figura 1 - Estrutura da dissertação
Fonte: O Autor (2019).

19
2 BASE CONCEITUAL
Para a revisão bibliográfica, foram abordados aspectos da filosofia enxuta,
engenharia simultânea e sistemas construtivos pré-fabricados, como segue:
2.1 A HISTÓRIA DA FILOSOFIA ENXUTA
A história da Toyota Motor Company Ltd confunde-se com a própria
organização industrial japonesa. Fundada em 1937 por Kiichiro Toyoda (1894-1952),
era apenas mais um negócio da família Toyoda, que detinha vários outros,
principalmente no ramo têxtil.
O Grupo Toyoda iniciou na indústria têxtil sob o comando de Sakichi Toyada
(1867-1930), à frente da Toyoda Automatic Loom Works Ltd e da Toyoda Spinning
and Weaving Ltd. Foram à partir de estudos sobre a automação de teares manuais
nestas empresas que princípios importantes do Sistema Toyota surgiram. O
mecanismo de parada automática utilizada nesses teares que inspirou o surgimento
dos dispositivos à prova de falhas (“Poka Yoke”) é exemplo disso.
Figura 2 - Tear manual (Museu da Toyota no Japão)
Fonte: ROMERO (2009).

20
Figura 3 - Tear manual (Museu da Toyota no Japão)
Fonte: ROMERO (2009).
Figura 4 - Tear automático (Museu da Toyota no Japão)
Fonte: ROMERO (2009).

21
Na ocasião de sua primeira viagem aos Estados Unidos, em 1910, Sakichi
Toyoda teve contato com o então famoso “modelo T” de Ford, constatando o
sucesso e popularidade do automóvel.
Em 1929 foi a vez de Kiichiro Toyoda visitar a Ford Motor Company. Em 1933
foi criado o Departamento Automobilístico na Toyoda Automatic Loom Works Ltd e
em 1937, finalmente, foi fundada a Toyota Motor Company (ROMERO, 2010).
2.2 LEAN PRODUCTION
O Sistema Toyota de Produção tal qual é conhecido hoje, começou a ser
desenvolvido após a 2ª Guerra Mundial. Estando a economia Japonesa devastada
pelos efeitos da guerra, a Toyota adota como estratégia de sobrevivência a busca e
eliminação rigorosa de desperdícios.
Um profundo estudo sobre as idéias de Taylor (Taylorismo) e dos Gilbreth’s
sobre tempos e movimentos originou a lógica das 7 perdas (desperdícios). Esse
conceito (redução ou eliminação desses sete desperdícios), tornou-se a base do
Sistema Toyota de Produção, trazido para o Ocidente com o nome de “Lean
Manufacturing” (WATANABE, 2010).
Figura 5 - Sistema Toyota de Produção
Fonte: WATANABE (2010).

22
Conceitos como “Jidoka” (autonomação), “Just-in-time”, “Kanban”, “Poka
Yoke”, 7 perdas (atualmente, admite-se a não utilização de todo capital intelectual
como um desperdício, aumentando para 8 o número de perdas) e 5 “por quês” são
alguns dos elementos que compõem o Sistema Toyota de Produção. Dizemos
“alguns dos elementos” porque na verdade o Sistema Toyota é extremamente
complexo, envolvendo outras áreas (marketing, comercial, financeira, etc...).
Figura 6 - Desperdícios sob a ótica do STP
Fonte: VOITTO (2019).
Foco nas pessoas, processos e com o uso da tecnologia. Ciclos curtos,
controle total da qualidade e uma busca constante pelo aperfeiçoamento.
Figura 7 - Abordagem Lean
Fonte: OHNO (1997).

23
2.2.1 Pilares do Lean Production
O foco do Sistema Toyota de Produção está na redução dos custos,
eliminando desperdícios.
Como todo sistema, baseia-se em pilares que dão suporte aos
desdobramentos e ferramentas necessárias para se atingir esta meta. Temos,
então, o Just in time e a Jidoka como base do STP.
Figura 8 - Pilares do STP
Fonte: GHUINATO (2000).
Este modelo resume o foco do Sistema Toyota de Produção: Cliente. E os
dois pilares são princípios básicos para entregar um produto a um custo mais baixo,
de alta qualidade, no menor tempo possível.
2.2.1.1 Just in time
O JIT é um conjunto de princípios, ferramentas e técnicas que permitem que
uma empresa produza e entregue produtos em pequenas quantidades, para atender
às necessidades específicas do cliente (GRENHO, 2009).

24
Segundo Ohno (1997), just-in-time significa que num processo de fluxo as
partes corretas necessárias à montagem alcançam a linha de montagem no
momento em que são necessárias e somente na quantidade necessária. O fluxo
contínuo é a resposta à necessidade de redução do lead time. Uma empresa que
consegue estabelecer este fluxo pode deparar-se com uma situação de estoque
zero. Do ponto de vista da gestão de produção, esse é um estado ideal.
2.2.1.2 Jidoka
Jidoka consiste em facultar ao operador ou à máquina a autonomia de parar o
processamento sempre que for detectada qualquer anomalia. Como resultado da
automação o operador não é necessário enquanto a máquina trabalha normalmente.
Apenas quando a máquina para, devido a uma situação irregular, é que é requerida
a atenção humana. Desta forma, um operador pode operar várias máquinas
(operador multifuncional), flexibilizando a mão-de-obra nas células de trabalho
(Shojinka), tornando possível reduzir o quadro (Shoninka), melhorar a qualidade
(menor produção de defeitos), aumentando assim a eficiência e a produção.
(GRENHO, 2009).
Fica claro, portanto, que o conceito de Jidoka vai mais além do que
meramente automação. O foco é na garantia da qualidade desde a origem, visto que
qualquer anomalia é identificada e corrigida na sua gênese, levando à obtenção de
produtos com qualidade superior.
2.2.2 Princípios do Lean Production
Formalmente, o ponto de partida para a “Era Lean” dá-se na definição dos
cinco princípios fundamentais do Pensamento Enxuto: Valor, Fluxo de Valor, Fluxo
Contínuo, Produção puxada e Perfeição.
2.2.2.1 Valor
Entende-se por Valor, a real necessidade do cliente, o que ele está disposto a
pagar. Cabe as empresas identificar, buscar satisfazer e cobrar um preço específico
por esta necessidade. Os resultados do negócio serão o valor de mercado cobrado,

25
subtraídos os custos. Deste modo, o foco das empresas para aumento de
rentabilidade não está em um valor de venda elevado, mas sim em reduzir seus
custos de produção. Quanto mais “enxuto” o processo, menor o custo e maior o
resultado.
2.2.2.2 Fluxo de Valor
O próximo passo consiste em identificar o Fluxo de Valor. Uma análise
apurada de todo o processo que terá como resultado final o produto acabado,
observando os gargalos e atrasos na produção, enxergando as etapas/atividades
que não agregam valor. Nesta etapa, devemos separar estes processos em três
tipos: os que efetivamente geram valor, os que não geram valor (perceptível ao
cliente), mas são importantes na cadeia de processos e qualidade e aqueles que
não agregam valor. Está claro que este último grupo é o foco da melhoria contínua e
eliminação de desperdícios.
2.2.2.3 Fluxo contínuo
Definido o que é Valor e mapeando-se o Fluxo de Valor, o próximo passo é
garantir que este Fluxo seja contínuo. Os processos e atividades mapeadas devem
fluir de forma harmônica. Não obstante, esta etapa constitui um grande desafio, por
necessariamente requerer a mudança de mentalidade dos envolvidos, onde o
resultado positivo de um Departamento nunca sobrepujará o resultado do somatório
de todos os Departamentos. Sinergia e consciência do todo são palavras de ordem
para garantia do Fluxo contínuo.
2.2.2.4 Produção puxada
O conceito de Produção Puxada é o próximo a ser abordado. A empresa não
mais produz desordenadamente e acima da capacidade que o mercado pode
absorver, gerando estoques elevados e desvalorizando seu produto. A produção
segue o ritmo de demanda que o mercado impõe, valorizando o produto e reduzindo
o estoque do mesmo (capital empregado mínimo e retorno rápido).

26
2.2.2.5 Perfeição
O quinto e último passo do Pensamento Enxuto consiste na constante busca
pela Perfeição. A melhoria contínua passa a ser um compromisso de todos os
envolvidos na cadeia que agrega valor ao produto. Como dito anteriormente,
sinergia, consciência do todo, aliados a um conhecimento profundo dos processos
balizará a busca pelo novo paradigma a ser perseguido.
A figura 9 representa os princípios do Sistema Toyota de Produção.
Figura 9 - Princípios do STP
Fonte: VOITTO (2019).
Womack; Jones (1998) afirmam que, por terem criado o Sistema Toyota de
Produção de baixo para cima (partindo das técnicas específicas na fábrica), Taiichi
Ohno e seus colaboradores não dedicaram muita atenção no sentido de explicitar
uma estrutura teórica do sistema de produção que estavam desenvolvendo.
O perfil “mão na massa” de Ohno e sua equipe, fez do Gemba (chão de
fábrica), o local ideal para o desenvolvimento do Sistema Toyota de Produção. Para
ganho de eficiência, se teria apenas dois caminhos: ou aumentar a quantidade
produzida com o mesmo recurso (máquinas, pessoal, etc) ou produzir a mesma
quantidade, com menos recursos.
O cenário Japonês na época era de um mercado interno muito discreto, de
modo que aumentando a quantidade produzida, muito provavelmente os estoques

27
de produto acabado também aumentariam, o que era (e ainda é) uma situação
indesejada. Deste modo, fica claro que o ponto a ser trabalhado é o aumento da
eficiência, reduzindo-se o número de trabalhadores (desperdício de mão-de-obra
subutilizada) e do tempo de entrega do produto vendido. Em outras palavras, reduzir
o espaço de tempo entre o pedido do cliente até entrega do produto/ recebimento do
valor de venda, eliminando o máximo de desperdícios neste intervalo de tempo
(Figura 10).
Figura 10 - Linha do tempo entre pedido e entrega
Fonte: adaptado de OHNO (1997).
O quadro 1 apresenta uma abordagem do Sistema Toyota de Produção, sob
a ótica de Taiichi Ohno:
Quadro 1 - Resumo dos princípios e capacitadores do STP, segundo OHNO (1997)
Premissas Princípios Capacitadores
A fábrica em primeiro lugar, lá o "trabalho em equipe é
tudo"
1. Fazer da fábrica a principal fonte de informação da manufatura
a. O círculo de Ohno e o Genchi Genbutsu. B. Sistemática dos 5 "porques"
2. Combinar eficazmente materiais, operários e máquinas para produzir com eficiência e melhorar continuamente
a. Folha de trabalho padrão (FTP) b. Kaizen
3. Utilizar ao máximo as potencialidades das equipes de trabalho
a. Desenvolver um profundo sentimento de harmonia e cooperação entre as pessoas

28
JIT e a indispensável revolução na consciência
4. Identificar e entender a natureza do JIT e eliminar os desperdícios
a. Produzir em pequenos lotes e utilizar a troca rápida de ferramentas (TRF) b. Aplicar métodos de inspeção para evitar a geração de defeitos c. Utilizar a sistemática dos 5 "porques" para chegar à raiz dos problemas
5. Estabelecer a sincronização da produçãode tal forma que seus processos fluam
a. Implementar o sistema Kanban b. Utilizar o controle visual na produção (Andon) c. Modificar o layout para facilitar o fluxo e desenvolver a multifuncionalidade
Autonomação, dar "inteligência" à máquina e
poder de decisão ao homem
6. Dotar as máquinas de autonomia e desespecializar a mão-de-obra
a. Introduzir o sistema Poka Yoke para impedir a produção de defeitos b. Promover e apoiar a autonomia/ multifuncionalidade dos operadores no gerenciamento e controle do trabalho
Fonte: adaptado de SILVA (2008).
Em suma, para Ohno a fábrica (ou local onde se processe a atividade) deve
vim sempre em primeiro lugar e o Just in time e Jidoka são os pilares básicos.
O princípio básico para que uma organização que utilize um sistema de
produção em massa converta-se em uma organização enxuta, é a mudança de
mentalidade. Quaisquer outras iniciativas que não sejam precedidas por esta
mudança, tornar-se-ão atividades pontuais e não garantem resultados consistentes
(WOMACK E JONES, 1998).
O quadro 2 apresenta um resumo da abordagem enxuta, sob a óticas desses
autores:

29
Quadro 2 - Resumo dos princípios e capacitadores do STP, segundo WOMACK e JONES
(1998)
Premissas Princípios Capacitadores
Conceito do não custo e eliminação do desperdício
(muda).
1. Determinar precisamente o valor do produto específico.
a. Iniciar um processo consciente para especificar o valor sob a ótica do cliente. Estabelecer um diálogo com clientes específicos através da técnica do Desdobramento da Função da Qualidade (QFD). b. Estabelecer o custo-alvo (custo do produto depois de eliminado tudo que não cria valor) e orientar todos os esforços de produção na direção dele.
2. Identificar a cadeia de valor para cada produto
a. Desenvolver o Mapa da Cadeia de Valor para identificar as atividades necessárias para projetar, pedir e produzir um produto específico e eliminar a "muda"
O Fluxo deve ser a prioridade
3. Fazer o valor fluir sem interrupções
a. Padronização do trabalho da equipe de desenvolvimento de produto (vendas, engenharia de produto, compras e planejamento da produção) a partir do valor especificado no QFD. b. Utilização do takt time para sincronizar a velocidade de produção e a velocidade de vendas aos clientes. c. Utilização de andon e controles visuais para manter todos informados sobre o andamento do processo e facilitar o atendimento do takt time
d. Aplicação da troca rápida de ferramentas (TRF) para viabilizar a redução dos tamanhos dos lotes e estoques intermediários
e. Implementação da Manutenção Produtiva Total (TPM) para garantir da disponibilidade integral dos equipamentos e viabilizar a operacinalização do JIT

30
f. Implementar a multifuncionalidade, as tarefas padronizadas e as técnicas poka yoke
O Fluxo não é suficiente para evitar a muda
4. Deixar que o cliente puxe o valor do produto
a. estabelecer a produção nivelada (Heijunka) no ritmo do takt time para amenizar as pertubações diárias do fluxo de pedidos, não relacionados à demanda real dos clientes b. Utilizar a técnica Kanban para operacionalizar o JIT e a produção puxada
A Melhoria Contínua é o grande sustentáculo
5. Buscar a perfeição
a. Estabelecer a cultura da melhoria contínua no modo incremental (atividades de eventos Kainzen), ou no modo radical (kaikazu) b. Promover o trabalho em equipe
Fonte: adaptado de SILVA (2008).
2.3 LEAN CONSTRUCTION
O termo Construção Enxuta foi introduzido em 1993, pelo International Group
for Lean Construction, referindo-se à aplicação dos conceitos da Produção Enxuta
no setor da construção civil (KOSKELA, 1992). Segundo Womack (2004), a
produção enxuta é considerada a ocidentalização do Sistema Toyota de Produção, o
qual se baseia na melhoria da eficiência através da eliminação do desperdício, e nas
ferramentas just-in-time e autonomação.
2.3.1 Natureza particular da Construção
Historicamente, o setor de Construção rejeitara diversas ideias e
metodologias oriundas da Indústria de manufaturados, sob a prerrogativa que eram
produtos/ processos distintos. Uma produz peças em ambientes controlados, como é
o caso do ambiente fabril, com um maior poder de previsibilidade e rastreabilidade
de processos, enquanto a outra desenvolve seus produtos em um ambiente de
extrema pressão e incertezas.

31
Koskela (1992) enumera três particularidades da natureza da atividade de
Construção:
a) Produto singular (especificidade do projeto);
b) Produto afeta e é afetado pelo local de implantação;
c) Produto obtido através do somatório de atividades de diversas
especialidades, de caráter temporário.
Essas particularidades, segundo o próprio Koskela (2000), contribuem de
sobremaneira para o desperdício e perda de valor do produto.
Messenguer (1991) abordou também as particularidades deste setor, tais
como:
a) A construção é uma indústria de carácter nômade, com produtos
únicos e não em série. A estrutura de produção é centralizada (os
operários são móveis em torno de um produto fixo), ao contrário da
produção em cadeia (produtos móveis e os operários fixos), em outros
setores industriais;
b) É uma indústria muito tradicional, resistente à mudanças, conservando
métodos e processos antigos;
c) O produto é único, ou quase único, na vida do cliente final;
d) A mão-de-obra utilizada nesta indústria é intensiva e pouco qualificada,
tendo o emprego dessas pessoas caráter eventual e com
possibilidades de promoção escassas, gerando baixa motivação para
produzir com qualidade e grande produtividade;
e) Os trabalhos na construção, de maneira geral, realizam-se a céu
aberto;
f) São empregadas especificações complexas e muitas vezes confusas;
g) As responsabilidades são dispersas e muitas vezes pouco definidas
dentro da empresa (ex: nas obras os gerentes são, na maioria das
vezes, os engenheiros que devem estar preparados tanto tecnicamente
como em relação às formas de gestão mais adequadas para lidar com
os diversos intervenientes da cadeia produtiva do sector);
32
h) O grau de precisão com que se trabalha na construção é, em geral,
menor do que em outras indústrias, como por exemplo, os parâmetros
relativos ao orçamento, prazo e conformidade.
É importante perceber que os pontos levantados por este autor, há quase 30
anos atrás, continuam bem atuais, por isso foi trazido ao corpo desta dissertação.
Todavia, conceitos como mapeamento de processos, eliminação de
desperdícios, fluxo contínuo, etc..., casam perfeitamente com uma situação ideal de
controle de obras, por exemplo. Deste modo, foram sendo identificados mais pontos
de convergência do que divergência entre as distintas Indústrias (Manufatureira e de
Construção).
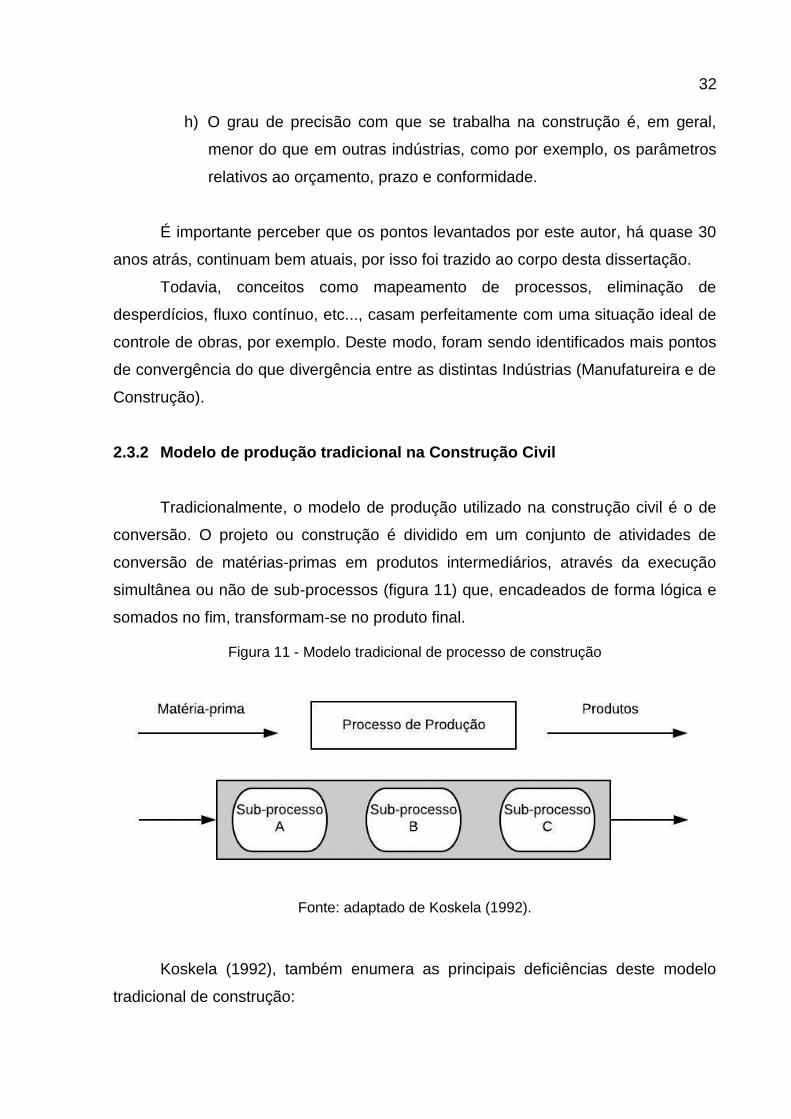
2.3.2 Modelo de produção tradicional na Construção Civil
Tradicionalmente, o modelo de produção utilizado na construção civil é o de
conversão. O projeto ou construção é dividido em um conjunto de atividades de
conversão de matérias-primas em produtos intermediários, através da execução
simultânea ou não de sub-processos (figura 11) que, encadeados de forma lógica e
somados no fim, transformam-se no produto final.
Figura 11 - Modelo tradicional de processo de construção
Fonte: adaptado de Koskela (1992).
Koskela (1992), também enumera as principais deficiências deste modelo
tradicional de construção:

33
a) Os fluxos físicos entre as atividades por vezes não são considerados
ou, quando o são, não é dada a devida importância aos mesmos. No
entanto, boa parte dos custos envolvidos encontram-se exatamente
nesses fluxos, sendo eles: fluxo de materiais, fluxos de mão-de-obra e
fluxos de informações;
b) Como na figura 13 acima, o controle da produção concentra-se na
realização dos sub-processos individuais em detrimento do processo
global. Em situações como está, um contrassenso pode surgir: a
melhoria de um determinado sub-processo, pode causar um impacto
negativo no processo global, impactando nos fluxos, gerando excesso
de estoque, movimentações, etc...;
c) A não definição do que é “valor” pelo cliente pode resultar em produtos
inadequados aos mesmos, gerando baixa satisfação ou retrabalhos,
até que as expectativas sejam supridas.
2.3.3 Princípios do Lean Construction
A Lean Construction, segundo Chitla (2002), tem as seguintes características:
a) Conjunto claro e definido de objetivos para o processo de fornecimento, com
bom entendimento das necessidades e requisitos do cliente;
b) Equipes de projeto e execução funcionando de forma cruzada e concorrencial
para fornecer mais valor;
c) Altera o trabalho ao longo da cadeia de fornecimento de forma a reduzir a
variação e ir de encontro à quantidade e conteúdo do trabalho;
d) Estrutura o trabalho para todo o processo de forma a aumentar o valor e
reduzir o desperdício ao nível da execução do projeto;
e) Desenvolve esforços para melhorar a performance ao nível do planejamento
para, consequentemente, aumentar a performance ao nível da execução do
projeto.
Em outras palavras, um bom entendimento de escopo por todos os
stakeholders envolvidos, equipes de projeto e execução trabalhando em conjunto,
emitindo entregas parciais e revisando conforme feedback das equipes de campo,
34
redução da variabilidade da quantidade de trabalho, garantindo fluxo entre as
etapas. Deste modo, inverte-se a lógica de pouco tempo de projeto/planejamento
versus maior tempo de execução, dando-se ênfase na etapa de planejamento e, por
conseguinte, atingindo-se uma execução otimizada, através da redução de
desperdícios.
Koskela (1992), enumerou alguns princípios básicos da mentalidade enxuta
aplicáveis ao Lean Construction:
a) Redução das parcelas de atividades que não agregam valor;
b) Aumento do valor do produto, através de avaliação sistemática dos
requisitos do cliente;
c) Redução da variabilidade;
d) Redução do tempo de ciclo;
e) Simplificação pela redução do número de passos ou partes;
f) Aumento da flexibilidade na execução do produto;
g) Aumento da transparência no processo;
h) Foco no controle global do processo;
i) Introdução da melhoria contínuo no processo;
j) Balanceamento do fluxo de produção;
k) Benchmarking.
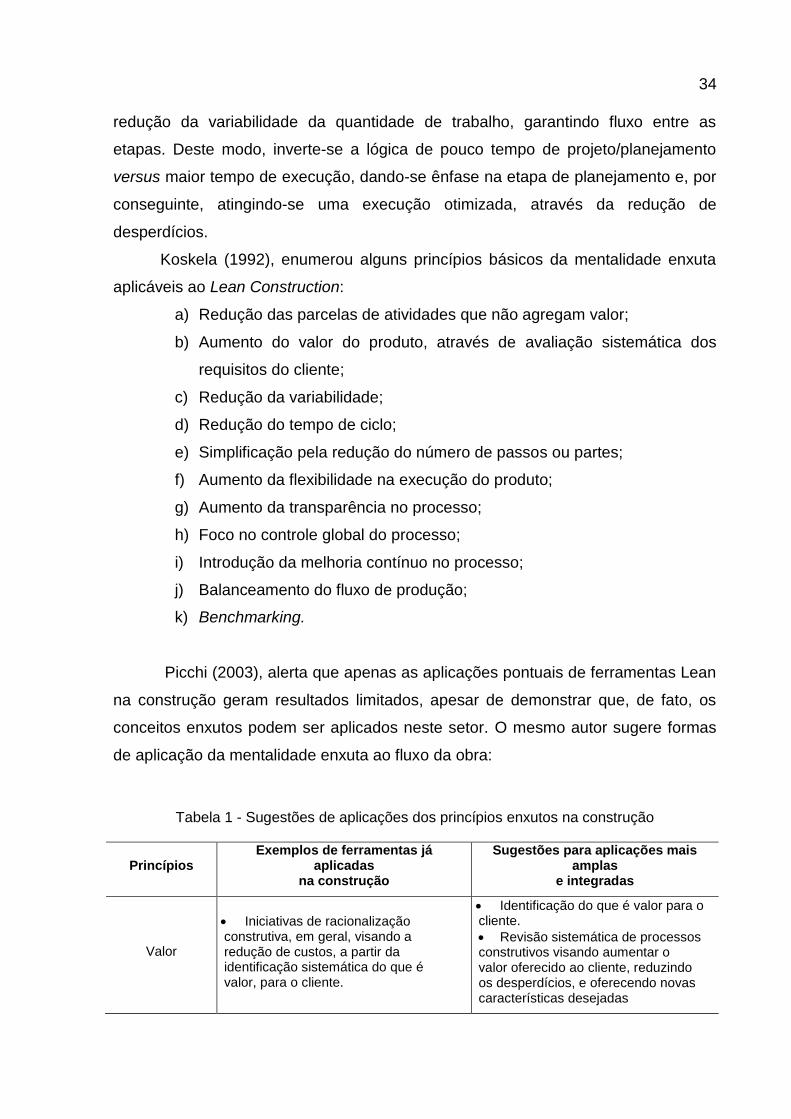
Picchi (2003), alerta que apenas as aplicações pontuais de ferramentas Lean
na construção geram resultados limitados, apesar de demonstrar que, de fato, os
conceitos enxutos podem ser aplicados neste setor. O mesmo autor sugere formas
de aplicação da mentalidade enxuta ao fluxo da obra:
Tabela 1 - Sugestões de aplicações dos princípios enxutos na construção
Princípios Exemplos de ferramentas já
aplicadas na construção
Sugestões para aplicações mais amplas
e integradas
Valor
Iniciativas de racionalização construtiva, em geral, visando a redução de custos, a partir da identificação sistemática do que é valor, para o cliente.
Identificação do que é valor para o cliente.
Revisão sistemática de processos construtivos visando aumentar o valor oferecido ao cliente, reduzindo os desperdícios, e oferecendo novas características desejadas

35
Fluxo Aplicação de mapeamento de processos.
Mapeamento do fluxo de valor, considerando informações e materiais.
Projeção de um estado futuro do fluxo de valor identificando as melhorias necessárias e ferramentas decorrentes.
Fluxo de Valor
Aplicação de ferramentas específicas, tais como controlo visual e poka-yoke, em aspectos de segurança.
Uso do last planner para melhorar a estabilização de fluxos de trabalho.
Uso de work structuring para identificação e minimização de desperdícios em processos.
Criação de fluxo entre atividades, revendo a estrutura e divisão de trabalhos entre as equipas e operadores, de forma a minimizar interrupções e espera entre atividades.
Adoção de trabalho padronizado, definindo sequência, ritmo e stocks.
Puxar Aplicação de just-in-time entre serviços ou fornecimento de materiais específicos.
Utilização extensiva de formas de comunicação directa, para puxar, no momento em que sejam necessários, serviços, componentes e materiais.
Perfeição
Uso de sistemas da qualidade com foco prioritário em padronização de aspectos do processo que afetam o produto.
Adopção de processos que possibilitem a rápida exposição de problemas.
Estabelecimento na base da hierarquia funcional de procedimentos sistémicos de melhoria e aprendizagem contínua, acionados sempre que ocorra qualquer variação no trabalho padronizado.
Fonte: adaptado de PICCHI (2003).
2.3.4 Lean Project Delivery System (LPDS)
O Lean Project Delivery System, Sistema de Gerenciamento de Projetos
Enxutos, tem tido uma grande aceitação e aplicação nos dias atuais.
Em princípio, o LPDS está orientado à gestão de empreendimentos
(englobando análise conceitual, desenvolvimento dos projetos, construção, start up e
operação) de maneira a reduzir desperdícios, otimizar as atividades de fluxo e
agregar valor aos clientes, dentro das propostas do Lean Thinking. (ROMERO,
2010).

36
Figura 12 - Resumo esquemático do LPDS
Fonte: BALLARD E KIM (2007).
Project Definition: Etapa em que todos os stkaholders do projeto participam.
Lean Design: Etapa de alinhamento de valores, conceitos e critérios.
Lean Supply: Etapa de detalhamento de Engenharia, fabricação e entregas.
Lean Assembly: Etapa de execução do Projeto propriamente dito, que
culmina com a entrega para o cliente.
O conceito de Pensamento Enxuto extrapola os limites da mera aplicação de
métodos e ferramentas. A inserção deste conceito na área de Gerenciamento de
Projetos obriga esta a adequar-se à filosofia daquela.
Analisando a estrutura conceitual do Lean Project Delivery System (LPDS),
observa-se grande atenção à etapa de conceituação do empreendimento. Na fase
de definição do projeto, parte da premissa de valor. A definição do que é valor para
os empreendedores é realizada com a determinação dos objetivos estratégicos em
função das próprias estratégias empresariais. A definição das restrições do projeto e
a seleção de parâmetros projetuais, são executadas na fase de definição do projeto
Lean.

37
O LPDS enfatiza a análise da estimativa de custos do empreendimento e
prazos de execução na etapa de definição do projeto, o que implica na seleção de
parâmetros projetuais visando aumento da construtibilidade e o estabelecimento de
mecanismos para integração entre projeto e execução dos empreendimentos.
Aponta para o uso da metodologia do “set based design”, no qual várias alternativas
conceituais para o projeto vão sendo desenvolvidas simultaneamente, e a escolha
da melhor alternativa é feita já no final da fase de definição do projeto, a partir de
uma análise das restrições impostas pelas diversas disciplinas e agentes envolvidos
no empreendimento.
O Lean Delivery System prevê o desenvolvimento da etapa de definição do
projeto por uma equipe multidisciplinar, composta por membros que atuam em todas
as fases do ciclo de vida do projeto.
2.3.4.1 Contexto do Projeto – Transformação, fluxo e valor
Koskela et al (2002) identifica pontos bem claros em relação à produção. O
primeiro ponto é da transformação, onde o todo é particionado em pedaços, que são
feitos como se fossem independentes um dos outros, mas ligados entre si pelas
operações de entrada e saída. O segundo ponto é o fluxo, onde são considerados
também os recursos necessários para o processo (1) de transformação;
O terceiro e último ponto é o valor, cujo objetivo é entregar o que o cliente
deseja.
A combinação desses três fatores, constitui o “TFV” (Transformação – Fluxo –
Valor).
Corroborando, Wortmann, 1992, afirma que a quebra de todo o processo em
pequenas partes, otimiza cada etapa independentemente das outras envolvidas.
Gilbreth, 1922, também afirma que a visão de fluxo se esforça para eliminar resíduos
de fluxo de processos. Por fim, a visão de valor visa maximizar o valor da melhor
forma possível do ponto de vista do cliente (Shewhart, 1931).

38
2.3.4.2 A Fase de definição do projeto (Project Definition)
Não é exagero dizer que a gestão do design e da engenharia são uma das
áreas mais carentes na área de projetos para construção. Grande parte das
pesquisas indica que o planejamento e controle são substituídos pelo caos e a
improvisação nos projetos (Koskela, Ballard and Tanhuanpaa, 2005).
Situações de desvios entre projetado/ previsto x almejado/executado são
comuns e, porque não dizer “habitual”, em construção.
Essas situações reforçam ainda mais a idéia de atenção e critério para a
etapa de design do projeto. Ballard (2000), propõe o seguinte fluxo de trabalho:
Figura 13 - Fluxo do processo de projetar
Fonte: BALLARD (2000).
Seguindo o fluxograma, determina-se os requerimentos do projeto, avalia-se
valores e necessidades e elabora especificações, avalia-se os critérios do projeto e
elabora a concepção, executa-se o projeto em si, antecedendo a construção e
instalações propriamente ditas.
Deste modo, a primeira fase do LPDS, Project Definition, onde acontece o
alinhamento do conceito preliminar do empreendimento com as necessidades, meios
e restrições, é de grande importância na obtenção de bons resultados.
Para implantação desta etapa, é necessário (Ballard, 2000):

39
a) A fase de Definição do Projeto deverá ser gerenciada pelo Gerente de
Projeto, que é o responsável perante o cliente pela totalidade do projeto,
incluindo concepção e construção;
b) O Gerente de Projetos poderá utilizar de parceiros tradicionais, relativo às
áreas de arquitetura, programação, etc... porém essas áreas deverão estar
integradas entre si;
c) O custo alvo (target costing) e a duração do projeto deverão ser integrados
com a definição do projeto, ao invés de serem elaborados depois da definição
do projeto;
d) Quando da definição do custo alvo, o mesmo deverá ser elaborado em função
do que foi concebido pela definição do projeto. O cliente poderá tomar
decisões relacionadas ao custo alvo nesta fase;
e) Deverão ser elaborados e estabelecidos critérios relacionados ao design e ao
seu produto com relação a custos, prazos e especificações através de um
briefing ou programa de necessidades;
f) Múltiplos conceitos de projeto (design) serão elaborados e avaliados. Quando
necessário mais de uma concepção poderá ser levada para a próxima fase –
Lean Design;
g) Os conceitos trazidos para a fase de Lean Design serão elaborados e
avaliados em relação aos conceitos preliminares do empreendimento,
alinhados com as necessidades, meios e restrições definidas na fase anterior;
h) No processo de definição do projeto serão incluídas explicitamente todas as
informações e documentações do processo;
i) Os critérios de Necessidades (Needs) serão traduzidos em critérios de projeto
utilizando-se de técnicas e ferramentas derivadas do Desdobramento da
Função da Qualidade, QDF (Quality Function Deployment);
j) A participação colaborativa na concepção da definição do projeto deverá
incluir, por exemplo: especialistas em construções, fornecedores de materiais,
equipamentos e serviços, as áreas de operação, manutenção e usuários,
representantes do departamento de finanças, seguradoras, controladores e
supervisores;

40
k) A estrutura de trabalho será aplicada na fase de definição do projeto e no
descarte das estratégias e planos apresentados durante a concepção do
mesmo. O objetivo é a execução destas estratégias e planos, que por sua vez
deverão estar conectados com as opções dos produtos de arquitetura, em
avanço com a integração do processo de projeto do produto a ser
desenvolvido nas fases subsequentes;
l) O controle de produção será aplicado na fase de definição de projeto, uma
vez que o plano da fase tenha sido desenvolvido. O primeiro plano poderá
não ser mais do que as etapas do processo de definição do projeto, com
datas de início e termino definidas;
m) A transição da fase de Project Definition (definição do projeto) para a fase de
Lean Design (projeto enxuto) deverá ter alinhamento entre: necessidades dos
clientes e demandas dos stakeholders; critérios de concepção do processo e
do produto do processo; projeto conceitual.
2.3.4.3 Target Costing
Tradicionalmente, custo e prazo na construção são definidos à posteriori,
após determinados os requisitos e concebido o projeto a ser executado. Deste
modo, o custo não é uma restrição formal do projeto, mas sim um item a ser
monitorado e, quase sempre, não atingido.
O Target Costing é uma ferramenta alternativa ao descrito acima. Com ele, o
custo torna-se um balizador restritivo, de modo que outras disciplinas tais quais
projetos e/ ou produção, devem adequar-se e buscar alternativas quando o custo
máximo viável for ultrapassado.
Mais uma vez, constitui uma mudança de paradigma porque, ao invés do
tradicional Projetar-Orçar-Construir, o custo alvo parte de definições de plano de
negócio e escopo e, mesmo que preliminarmente, de projetos alternativos
conceituais. Com isso em mãos, trabalha-se “de trás para frente”, ou seja, o custo
condiciona o projeto e não o contrário.
Para que esse custo seja estabelecido visando o desenvolvimento e a entrega
do projeto é necessário definir:
a) O que se quer;

41
b) O que é realmente é necessário (sob a ótica dos stakeholders);
c) Quais as limitações do projeto.
Deste modo, todas as variáveis do processo interagem entre sim, na fase de
definição de Projeto, e buscam o alinhamento, em função do custo alvo.
Figura 14 - Interação entre as variáveis do processo e a fase de definição de projeto
Fonte: adaptado de BALLARD (2006).
Para definição e implementação do Custo Alvo, deve-se proceder a avaliação
do estudo de caso semelhante de implementação do target costing para que,
através da disseminação de lições apreendidas e documentadas, haja o
compartilhamento de soluções aceitáveis e não aceitáveis, ocorridas durante o
processo de implementação anterior, e que as mesmas possam ser avaliadas e
analisadas, evitando-se assim, principalmente, que os mesmos erros ocorridos
anteriormente venham a se repetir na implementação do novo projeto.
O próximo passo é determinar a TIR (taxa interna de retorno) aceitável
mínima ou valor máximo dos fundos, optando por um estudo de viabilidade.

42
Iniciado o estudo de viabilidade, nomeia-se o Project Manager (gerente de
projetos) e seleciona-se a equipe de projeto. Esta equipe determinará e classificará
as expectativas de valores dos stakeholders. Baseado nisso, o escopo do projeto
deve conter os valores determinados por estes stakeholders.
Será elaborada estimativa de custo alvo para o projeto dentro da concepção
das melhores práticas. Se o custo for maior do que o esperado ou viole a TIR,
ajustar o projeto sacrificando os menores valores classificados através da matriz das
expectativas dos stakeholders. Decide-se, então, se se inicia o desenvolvimento do
projeto baseado no escopo e expectativa de custo do estudo de viabilidade.
Após essas etapas, inicia-se a entrega do projeto, definindo o custo-alvo
como um custo inferior, em função de ter-se como drive a inovação através das
melhores práticas, ou pela definição da fixação do custo alvo através da entrega
pela definição dos valores e melhores práticas. Se for o caso, decidir-se de comum
acordo com os stakeholders como gastar as economias do projeto; por exemplo,
retorno ao investimento de capital, investir em valores anteriormente eliminados na
definição e especificações do projeto, dividi-lo como bônus entre a empresa e a
equipe de projeto.
2.3.4.4 Set based design
O Set Based Design tem como principal objetivo conduzir o processo de
desenvolvimento do projeto sem definir uma solução inicial de projeto, e sim várias
soluções simultâneas. Dessa forma, as equipes de projetos desenvolvem e
comunicam conjuntos de soluções em paralelo, muitas vezes de forma independente
(SOBEK, et al., 1999).
À medida que o desenvolvimento das opções de concepção avança, a equipe
multidisciplinar vai aplicando as restrições (também chamadas de “condições de
contorno”), dentre elas o Target Costing, até atingir um nível de satisfação tal que
não se justifique mais trabalho nesta fase.
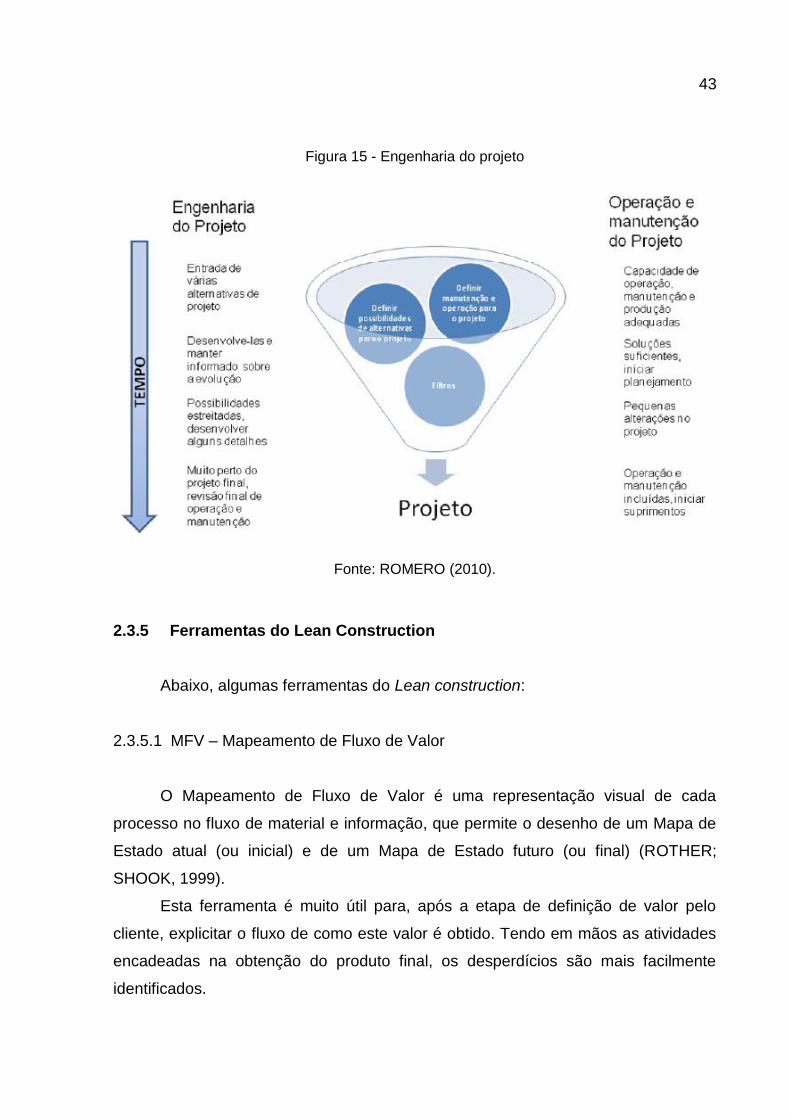
Pela própria condição de iteratividade entre opções conceituais, o Set Based
Design aproxima-se de sobremaneira à Engenharia Simultânea, também focada em
multidisciplinaridade. A figura 15 representa a engenharia do projeto:
43
Figura 15 - Engenharia do projeto
Fonte: ROMERO (2010).
2.3.5 Ferramentas do Lean Construction
Abaixo, algumas ferramentas do Lean construction:
2.3.5.1 MFV – Mapeamento de Fluxo de Valor
O Mapeamento de Fluxo de Valor é uma representação visual de cada
processo no fluxo de material e informação, que permite o desenho de um Mapa de
Estado atual (ou inicial) e de um Mapa de Estado futuro (ou final) (ROTHER;
SHOOK, 1999).
Esta ferramenta é muito útil para, após a etapa de definição de valor pelo
cliente, explicitar o fluxo de como este valor é obtido. Tendo em mãos as atividades
encadeadas na obtenção do produto final, os desperdícios são mais facilmente
identificados.

44
2.3.5.2 5S
A ferramenta 5S consiste na aplicação ordenada de 5 conceitos, cujas
palavras começam com a letra ‘S’ em japonês, que deu origem ao nome ‘5S’:
Seiri (utilização): separar o que é importante e utilizável do que é resto ou
não utilizável;
Seiton (organização): manter organizado o local de trabalho, posicionando
cada objeto/ferramenta em seu devido lugar;
Seiso (limpeza): manter o ambiente de trabalho limpo ajuda na
produtividade;
Seiketsu (higiene): arrumação, triagem e limpeza devem ser feitos de forma
padronizada e normativa;
Shitsuke (disciplina): o hábito de executar os 4 primeiros S’s, deve ser uma
rotina.
Diversos autores apontam esta ferramenta como uma forma de iniciar a
implantação da mentalidade enxuta, por preparar o ambiente físico, organizando-o.
As figuras 16 e 17 são exemplos da eficiência desta ferramenta:
Figura 16 - Exemplo de boas práticas de 5S
Fonte: O Autor (2008).

45
Figura 17 - Exemplo de boas práticas 5S
Fonte: O Autor (2008).

46
2.3.5.3 Kanban
Termo de origem japonesa que significa “cartão”.
Esta ferramenta foi alçada neste estudo pela sua característica de valorizar
equilíbrio entre etapas adjacentes, de modo que só é produzido o que a etapa
subsequente de fato precisa, evitando a necessidade de altos estoques de matérias-
primas e também produção em demasia, gerando altos estoques.
O Kanban pode ser físico (espaços dimensionados e sinalizados, ferramentas
auxiliares dimensionadas para a quantidade do Kanban, etc...) ou eletrônico (cartões
virtuais). A figura 18 é exemplo de Kanban físico.
Figura 18 - Exemplo de Kanban
Fonte: O Autor (2008).
2.3.5.4 Jidoka
Termo japonês que significa “automação com inteligência humana”. Além de
automação, refere-se ao conceito de se controlar a qualidade na origem do
processo, sinalizando ou interrompendo automaticamente a linha de produção na
ocorrência de uma anormalidade. Esta ferramenta é a que caracteriza mais
adequadamente a atividade de corte e dobra automatizado, onde um operador
programa a máquina e monitora o andamento da execução das peças. As figuras 19
e 20 são exemplos desta ferramenta.

47
Figura 19 - Exemplo de automação
Fonte: O Autor (2008).
Figura 20 - Central de corte e dobra automatizado
Fonte: extraído de http://dobracor.com.br/servicos.

48
2.3.5.5 Kaisen
Palavra de origem japonesa, que significa: kai (mudar) e Zen (melhor), ou
seja, simboliza o processo de mudança para melhor continuamente (melhoria
contínua).
No Sistema Toyota de Produção, é uma das ferramentas mais significativas,
sendo ela a responsável pela busca constante de melhores formas de realizar as
atividades.
2.3.5.6 Takt Time
Takt time, originada da palavra alemã Taktzeit, onde takt significa “compasso
ou ritmo” e Zeit significa “tempo”.
É o tempo disponível para a produção versus venda ou absorção do produto
acabado pelo mercado.
O takt-time para a construção pode ser entendido como o ritmo exato a que a
produção necessita ser realizada para a execução de atividades, segundo o
planeamento das ações futuras a serem realizadas no processo de produção
(GRENHO, 2009).
2.3.5.7 Heijunka
A produção em lotes pequenos, mas diários, minimiza o impacto da
inconsistência de pedidos dos clientes, nivelando a produção.
Em construção, a divisão das macro atividades em sub processos menores,
interligados entre si e ao planejamento como um todo, facilita o monitoramento de
sua realização e, consequentemente, reduz os eventuais desperdícios com material
e mão-de-obra, além de reduzir os estoques de matéria-prima.
2.3.5.8 Andon
Palavra de origem japonesa que significa “lâmpada”.
49
No Lean Manufacturing, serve como sinalização luminosa e/ou sonora da
existência de alguma anormalidade na linha de produção.
Em Lean Construction, funciona com uma “Gestão à vista”, sendo
apresentado muitas vezes em quadros que indicam as metas, andamento e controle
do fluxo de trabalho e de como as atividades estão evoluindo. Servem para o
acompanhamento de todos os envolvidos no processo, se estão de acordo com o
planejado.
2.3.5.9 SMED
Sigla para uma palavra inglesa que significa “Single Minute Exchange of Die”.
Em Lean, significa “troca rápida de ferramenta” ou “setup rápido de ferramenta”. Um
SMED efetivo separa claramente o que é setup interno de externo,
preferencialmente transforma setup interno em externo (menor tempo de máquina
parada) e racionaliza as atividades, melhorando ferramentas, padrões e
procedimentos.
Figura 21 - Ferramenta criada para reduzir o tempo de permanência da peça na bancada de corte
Fonte: O Autor (2008).

50
2.3.5.10 Just in Time
Ferramenta enxuta que determina quando o produto deve ser produzido ou
entregue. Em tradução literal, significa “hora certa” ou “momento certo”. É um dos
principais pilares do Sistema Toyota de Produção (produzir o estritamente
necessário, no momento correto, reduzindo estoques e custos com matéria-prima) e
foi abordado também nesta dissertação no item 2.2.1.1.
2.4 ENGENHARIA SIMULTÂNEA
Esta ferramenta será mais fortemente discutida, pelo entendimento do autor
de que a mesma é bastante relevante na implantação do LPDS (Lean Project
Delivery System), explicitado em item anterior.
Os trabalhos pioneiros de Womack e Jones (1996) sobre produção enxuta
destacaram que um de seus pilares é o emprego dos conceitos de Engenharia
Simultânea.
O Institute of Defense Analysis, dos Estados Unidos, definira ainda nos anos
80, Engenharia Simultânea como “uma abordagem sistemática para integrar
simultaneamente projeto do produto e seus processos relacionados, incluindo
manufatura e suporte. Essa abordagem é buscada para mobilizar os
desenvolvedores (projetistas), no início, para considerar todos os elementos do ciclo
de vida, da concepção até a disposição, incluindo controle da qualidade, custos,
prazos e necessidades dos clientes”.
Características da Engenharia Simultânea:
a) Considera o projeto do produto e, desde a fase de concepção, o projeto do
processo de produção;
b) Considera todo o ciclo de vida do produto. Leva em conta requisitos
associados ao uso, operação, manutenção e descarte;
c) Para que ocorra os dois pontos anteriormente citados, considera o
desenvolvimento simultâneo das diversas disciplinas envolvidas (arquitetura,
projeto estrutural, instalações, etc...).

51
Fica caracterizado, então, a multidisciplinaridade necessária na montagem da
equipe de Projetos.
Fabrício (2002) elenca basicamente três requisitos para implementação da
Engenharia Simultânea:
a) Criação dentro do ambiente do empreendimento de uma cultura de
valorização da etapa de projeto, introduzindo mecanismos de colaboração
(mudança de paradigma);
b) Introdução de um modelo de referência para o processo do projeto,
estabelecendo quais atividades devem ser desenvolvidas em cada momento
(benchmarking);
c) Gestão eficaz de Recursos Humanos.
Jouini (1999) menciona três importantes focos que devem ser considerados
na Engenharia Simultânea (figura 22):
Figura 22 - Fatores a serem considerados na Engenharia simultânea
Fonte: JOUINI (1999).
Foco 1: colaboração simultânea entre o promotor e a equipe do projeto
Foco 2: colaboração simultânea transversal à equipe de projeto (projeto
simultâneo)
Foco 3: colaboração entre a concepção do produto e a concepção tecnológica
da produção.

52
A Engenharia Simultânea continua em notável evolução e desenvolvimento.
Dois fatores contribuem de sobremaneira para isso: a modelagem eletrônica de
projetos (BIM) e o IPD (Integrated Project Delivery).
O BIM é um passo à frente em termos de rapidez de tomada de decisão e
desenvolvimento de diversas alternativas simultâneas, visto que o projeto não é mais
simplesmente “desenhado” e sim “modelado”. Alterando-se parâmetros, gera-se
novas possibilidades de concepção.
Já o IPD é uma evolução na forma de construir, colocando todos os
stakeholders (contratante, projetistas, construtores) em um mesmo patamar de
comprometimento e interesse no sucesso do empreendimento, visto que este tipo de
contrato privilegia a cooperação e premiação de todos, quando atingidos os
objetivos, que são comuns.
2.5 SISTEMAS CONSTRUTIVOS PRÉ-FABRICADOS
Para o item de sistemas construtivos pré-fabricados, foi realizada a seguinte
revisão bibliográfica:
2.5.1 Introdução
Entende-se por processo industrializado um processo evolutivo que, através
de ações organizacionais e da implementação de inovações tecnológicas, métodos
de trabalho e técnicas de planejamento e controle, objetiva incrementar a
produtividade e o nível de produção e aprimorar o desempenho da atividade
construtiva (Sabatini, 1989).
O processo de fabricação e montagem de pré-fabricados é composto,
basicamente, por 5 M’s:
Método: a padronização em pré-fabricados é crucial na garantia da qualidade
e obtenção de um custo competitivo, com foco na produção de uma vez (sem
retrabalhos) e montagem just-in-time;
Mão-de-obra: treinamento e especialização das equipes envolvidas, desde
projetos até chão de fábrica e montagem, é pré-requisito para boa execução
do sistema, evitando desperdícios por excessos ou riscos por falta;

53
Medição: Avaliação constante de desempenho (materiais e mão-de-obra)
propiciam competitividade e melhoria contínua do sistema como um todo. Só
progride quem mensura;
Máquinas: esta etapa impacta decisivamente nos custos e segurança da
fábrica/obra, de modo que o dimensionamento correto, monitoramento,
avaliação e possíveis adequações devem ser controladas por um staff
específico e com experiência nesta área;
Matérias primas: qualificar, avaliar desempenho e disponibilidade, buscando
sempre o consumo racional e a sustentabilidade.
Este Sistema Construtivo apresenta algumas vantagens em relação à
construção convencional pois reduz consideravelmente o prazo de entrega,
causando efeito em cadeia na economia de custos fixos de canteiro e antecipação
de faturamento pelo empreendimento pronto. Acarreta também ganhos na qualidade
e na produtividade, reduzindo desperdícios e impulsionando mudança cultural no
setor da construção, em busca de uma maior especialização de mão-de-obra,
aumento da qualidade, sustentabilidade, etc...
As peças pré-moldadas ou pré-fabricadas apresentam resistência ao fogo
superior em relação a outros sistemas (metálicos, moldados in-loco, etc),flexibilidade
arquitetônica e ainda reduz o uso de jazidas naturais.
Comparativamente à sistemas moldados in loco, o emprego do concreto pré-
moldado reduz o consumo de cimento, por conseguinte, menor pegada de carbono
além de reduzir resíduos em canteiro.
Devido ao processo industrial de fabricação, aumenta-se significativamente a
durabilidade, proporcionando um menor custo de manutenção e racionaliza a
construção, possibilitando a reutilização de peças em outro local.
Spadeto (2001), enumera o menor prazo de execução, uma produção
independente de condições climáticas, o uso de mão-de-obra especializada, matéria
prima selecionada, maior controle de qualidade na precisão geométrica e execução,
o menor consumo de materiais, menor percentual de perdas e um maior controle de
custos como as principais vantagens deste sistema de construção.

54
2.5.2 Contexto do Pré-fabricado no Brasil
No Brasil, VASCONCELOS (2002) relata que a primeira grande obra que
utilizou elementos pré-fabricados foi o Hipódromo da Gávea no Rio de Janeiro em
1926, nas fundações e no muro que contorna o perímetro da área reservada do
hipódromo. Essa obra foi executada pela empresa dinamarquesa Christiani Nielsen
através de sua sucursal brasileira (ABDI, 2015).
À partir da década de 1970, as possibilidades de utilização do pré-fabricado
cresceram substancialmente.
Assim, efetivamente no início dos anos 1980 é que a pré-fabricação começa a
ter maior visibilidade, na execução de obras industriais e especialmente em obras de
empresas multinacionais que já vinham adotando esse sistema construtivo para
suas obras fora do Brasil, pois já traziam o conceito de industrialização e alta
produtividade com exigências rigorosas no controle de qualidade. Essas
características também motivaram a continuidade do emprego do pré-fabricado na
construção civil, em obras das grandes redes de hipermercados no Brasil, no início
da década de 1990, devido também à rapidez construtiva requerida nessas obras, o
que contribuiu sobremaneira para a consolidação desse conceito (ABDI, 2015).
Segundo o Grupo de Trabalho de Construção Industrializada, do
Departamento da Indústria da Construção da Federação das Indústrias do Estado de
São Paulo (GT Construção Industrializada do DECONCIC, FIESP), a adoção de
soluções industrializadas possibilita a obtenção de economias de escala na
produção, contribuindo para a redução de custos produtivos e o aumento da
produtividade. Há evidências indicando uma relação consistente entre
industrialização, aumento da produtividade e crescimento econômico.
Apesar disso, o consumo do cimento interno no Brasil destinado ao uso em
pré-fabricados ainda é baixo, conforme pode ser visto na figura 23.

55
Figura 23 - Percentual de cimento destinado a pré-fabricados
Fonte: ABCIC (2019).
No contexto nacional, as principais obras em pré-fabricados são as
industriais, de supermercados, Shopping Centers e Centros de distribuição, além
das habitacionais e de infra-estrutura, conforme figura 24.
Figura 24 - Ranking por tipo de obra em pré-fabricados no Brasil
Fonte: FGV (2017).

56
2.5.3 Exemplos de obras em pré-fabricados
Atualmente, diversas são as aplicações de Sistemas Construtivos pré-
fabricados.
Pela rapidez na liberação da área e consequente antecipação de receitas,
este tipo de construção é muito utilizado em centros de distribuição (figura 25), obras
industriais (figuras 26 e 29) e Shoppings Centers (figura 27).
Figura 25 - Centros de distribuição
Fonte: O Autor (2015).

57
Figura 26 - Obras industriais
Fonte: O Autor (2016).
Figura 27 - Shoppings Centers
Fonte: O Autor (2017).
Utilização relativamente recente no Brasil, as torres eólicas em concreto
(figura 28), vem ganhando espaço.

58
Figura 28 - Torres eólicas
Fonte: O Autor (2016).
Figura 29 - Obras industriais
Fonte: O Autor (2013).

59
A utilização da modelagem eletrônica em BIM neste tipo de sistema
construtivo é desejável (figura 30).
Figura 30 - Modelo em BIM de uma estrutura pré-fabricada
Fonte: O Autor (2015).
2.5.4 Drivers Pré-fabricação
O “Lead Time” de fabricação é a quantidade de tempo entre a aceitação de
um pedido de um cliente até o início das entregas do produto (BALLARD, ARBULU,
2003).
Essa quantidade de tempo é o somatório das parcelas de trabalho envolvidas
em uma entrega e dada pela fórmula abaixo:
FLT = SDT + PT + FT + AT + DT + AC
Onde: FLT: Fabrication Lead Time (tempo de fabricação)
SDT: Shop Drawing Production and Review Time (Produção de desenhos
e revisão)
PT: Procurement Time (tempo de aquisição)
60
FT: Fabrication Time (tempo de fabricação)
AT: Pre assembly time (tempo de pré montagem)
DT: Delivery Time (tempo de entregas)
AC: Allowance for changes (subsídios para mudanças)
2.5.4.1 FT (Fabrication Time) na equação da Pré fabricação
Dentre todas as parcelas da equação acima, a que particularmente será
abordada neste trabalho é a FT (tempo de fabricação).
É justamente nesta etapa (fabricação) que foram identificadas as atividades
que apresentam alto potencial de ganhos, quando aplicadas corretamente algumas
das ferramentas Lean.
No tocante à pré-fabricação, conforme Xiaodan Et al (2017), estudos
relacionados à esta tecnologia foram conduzidos sobre vários aspectos. Diversas
linhas de pesquisas, tais quais projeto de componentes de construção (Nath Et al.,
2015), programação de produção (Benjaoran Et al., 2005; Ko e Wang, 2011),
otimização da produção considerando os custos de armazenamento, transporte e
montagem (Chan e Lu, 2008), e planejamento de recursos na produção de pré-
moldados (Khalili e Chua, 2014; Zhai Et al., 2008), foram abordadas.
Iniciativa como 5S foi citada também por Ballard Et al. (2003), como uma
forma de preparação do cenário para reorganização física das células de trabalho
em uma fábrica de pré-moldados.
Observa-se, deste modo, que os componentes de um sistema pré-fabricado
(projetos, elementos de ligação, planejamento e controle da produção, logística –
transporte e montagem) estão sendo objetos de estudos individuais ou sistemáticos.
2.6 SINERGIA ENTRE CONSTRUÇÃO INDUSTRIALIZADA E PRODUÇÃO
ENXUTA
A industrialização de sistemas construtivos é desejável por inúmeros fatores.
O maior controle tecnológico do que está sendo construído acarreta um ganho de
qualidade do produto final bem como reduz substancialmente o tempo de entrega do
projeto.

61
Porém, apesar dos benefícios da pré-fabricação, SENARATNE et al (2010)
afirma que inúmeras ineficiências são identificadas no seu processo de produção e
que os conceitos de produção enxuta serviriam para mitigar essas ineficiências.
Em escala evolutiva, observa-se que a industrialização da construção é um
passo à frente ao modelo tradicionalmente utilizado. Não obstante, os desperdícios
observados nesta indústria suscitam a necessidade de ferramentas específicas,
criando, assim, a sinergia necessária para que este tipo de sistema construtivo
absorva os conceitos enxutos oriundos do Lean Production.

62
3 CONTEXTUALIZAÇÃO DO PROBLEMA
A fábrica objeto desse estudo foi fundada em 2011, no estado de
Pernambuco. Em 2016 incorporou suas operações à um grupo de origem mato-
grossense, estabelecendo-se no município de São Lourenço da Mata-PE.
Produz sob demanda estruturas pré-fabricadas em concreto armado para
galpões, centros logísticos, shopping centers, prédios, etc... e está implantando
linhas de produção de peças protendidas.
A linha de produção era subdividida em processos de armação e setup de
fôrmas (tempo de preparação da fôrma para uso), concretagem, desfôrma e
expedição, além do setor de recebimento de matérias primas. Nunca havia passado
por um processo de abordagem enxuta em suas atividades de produção.
Na abordagem inicial, constatou-se que não havia histórico de
acompanhamento do processo produtivo, sendo este o resultado de estimativas e da
experiência dos funcionários e corpo técnico envolvidos.
Deste modo, para entendimento da situação existente, foi realizada a coleta
de dados da produção, mapeando os processos de armação, setup de fôrmas,
concretagem, desforma e expedição. Qualquer dado ou fluxograma referente a esta
fase preliminar será chamado daqui para a frente de “estado inicial”.
As Figuras 31 e 32 apresentam os fluxogramas do estado inicial dessas
atividades:
Armação e setup de fôrmas;
Concretagem, desforma e preparação para expedição.

63
Figura 31 - Fluxograma para etapas de armação e setup de fôrmas (estado inicial).
Fonte: O Autor (2019).

64
Figura 32 - Fluxograma para etapas de concretagem, desforma e expedição (estado inicial)
Fonte: O Autor (2019).

65
Após o levantamento do estado inicial de execução das atividades e
mapeamento dos processos, associou-se as ferramentas enxutas mais apropriadas
às respectivas atividades, apresentados nos quadros 3 e 4.
Quadro 3 - Ferramentas enxutas x atividades do macroprocesso de armação e setup de fôrmas
Etapa Atividade Ferramentas/ Conceitos
Lean aplicáveis
Armação Corte/dobra de estribos Sistematizadas/Jidoka
Armação Corte aço da Estrutura da peça
Sistematizadas/Jidoka
Armação Dobra aço da Estrutura da peça
Sistematizadas/Jidoka
Armação Transporte Armadura Kanban/Just in time
Setup fôrmas Limpeza grossa de fôrma
5S/SMED
Setup fôrmas Limpeza média de fôrma
5S/SMED
Setup fôrmas Retirada de resíduos da fôrma
5S/SMED
Setup fôrmas Limpeza final da fôrma 5S/SMED
Fonte: O Autor (2019).
Quadro 4 - Ferramentas enxutas x atividades do macroprocesso de concretagem
Etapa Atividade Ferramentas/ Conceitos
Lean aplicáveis
Concretagem Lançamento do concreto
5S/SMED
Concretagem Vibração do concreto 5S/SMED
Concretagem Limpeza de esborros (excesso de concreto)
5S/SMED
Desforma/ Expedição Retirada da peça da fôrma
Kanban/Just in time
Desforma/ Expedição Translado da peça para estoque
Kanban/Just in time
Desforma/ Expedição Carregamento na fábrica
Kanban/Just in time
Desforma/ Expedição Transporte Kanban/Just in time
Fonte: O Autor (2019).

66
As características de cada atividade determinaram a escolhas das respectivas
ferramentas enxutas. O processo de armação é otimizado com o uso de máquinas
de corte e dobra automáticas (Jidoka) e terceirizando-se esta atividade
(Sistematizadas), elimina-se as sobras de aço. As ferramentas 5S e SMED são
aplicadas nas etapas de setup de fôrmas e concretagem, pois nessas atividades a
preparação prévia, organização do local e a troca rápida de ferramentas são fatores
que impactam na eliminação de desperdícios. Para as atividades de desforma e
expedição, as ferramentas Kanban e Just in time são as mais apropriadas na
eliminação de movimentações desnecessárias e excesso de estoque.
Em seguida, foi realizado o levantamento do layout no estado inicial da
fábrica, representado esquematicamente na Figura 33.
Figura 33 - Layout esquemático da fábrica
Fonte: O Autor (2019).

67
4 MATERIAIS E MÉTODOS
A estratégia de pesquisa adotada foi o estudo de caso, por tratar-se do estudo
de fenômenos reais contemporâneos sobre os quais os pesquisadores não exerciam
controle (Yin, 2011). O foco deste trabalho restringiu-se à identificar atividades que
possuem potencial de ganhos relevantes para início de uma jornada Lean, com a
utilização de ferramentas apropriadas. Foram mapeados os processos de Armação e
de Concretagem de peças em uma fábrica de pré-moldados na região metropolitana
de Recife.
A industrialização de sistemas construtivos é desejável por inúmeros fatores.
Podemos destacar um maior controle tecnológico do que está sendo fabricado/
construído, aumentando a qualidade do produto final bem como a redução de
desperdícios, devido a maior previsibilidade dos resultados pelo planejamento e
controle da produção.
Porém, mesmo neste cenário, observa-se um grande potencial de redução/
eliminação de desperdícios, principalmente no caso da indústria em estudo, que
produz estruturas pré-fabricadas on demand, ou seja, negocia o produto, elabora o
projeto executivo, fabrica, transporta e monta. Inicialmente, foi medido o tempo de
realização das atividades (TRA) no estado inicial, sem a inserção de nenhuma
ferramenta enxuta, de modo a mensurar o consumo de HH (hora-homem). Foi
descartado o monitoramento do TP (tempo entre a informação está disponível para
início da atividade até a disponibilização para a atividade seguinte), pois em
determinadas circunstâncias, as peças ou partes dela ficavam paradas na produção,
aguardando ajustes na frente de trabalho de campo.
Estudou-se qual seria a melhor abordagem e em quais etapas deveriam
concentrar-se os esforços para obtenção de resultados. Examinando a academia, no
tocante à produção otimizada em sistemas construtivos industrializados, diversas
são as formas de abordagens. O método CONWIP (constant work in progress), que
é um sistema híbrido de controle da produção, podendo ser considerado puxado
pelo final da linha e empurrado do início ao final da linha (SERENO et al, 2011), foi
abordado por Xiaodan (2017), Korugan e Gupta (2014), Braglia Et al (2011) e Lu Et
Al (2010).

68
Nath (2015) apresenta o desenho dos componentes da construção como
premissas para a otimização. Já Khalili e Chua (2014) e Zhai (2008), focam no
planejamento dos recursos. Os problemas de programação da produção foram
abordados por Benjaoran (2005), Ko e Wang (2010), ao passo que Chan e Lu
(2008), buscam a otimização da produção através de estudos de custos de
armazenamento, transporte e montagem.
Neste estudo de caso, optou-se por iniciar a implantação da filosofia enxuta
por ferramentas que tivessem baixo custo de implantação e potencial de ganho
significativo. A escolha do mapeamento de fluxo de valor, através da elaboração do
mapa de estado inicial e mapa de estado final, mensurando-se os TRA’s (tempo de
realização das atividades) segue em parte Tommelein (2015), que aplica conceitos e
técnicas enxutas na identificação de atividades e padronização do trabalho. A linha
de produção estudada foi a de peças em concreto armado. Variabilidades
dimensionais das peças impactam no tempo de ajuste de fôrmas (trocas de laterais
e leitos metálicos, etc...). Desta forma, os TRA’s utilizados foram obtidos pelas
médias das atividades mensuradas. Já a implantação da ferramenta 5S, corrobora
com a linha de estudo de Gallardo Et al (2014), que obteve um ganho de 24% com
práticas enxutas do 5S e TPM (Manutenção Produtiva Total). Ballard Et al (2003)
também afirma que o bom entendimento e utilização dos 5 sensos (Seiri – utilização,
Seiton – organização, Seiso – limpeza, Seiketsu – higiene, Shitsuke – disciplina),
reorganiza fisicamente e prepara o cenário para a implantação de outras
ferramentas mais complexas.
Foi realizado levantamento das etapas de armação e concretagem, e
elaborados os respectivos MFV’s (Mapeamento de Fluxo de Valor.de Valor (MFV)
nesse estágio inicial do trabalho, medindo-se os TRA’s (tempo de realização da
atividade) e o H-H (homem-hora) antes da implantação;
Essas atividades foram divididas em fluxogramas, um para as etapas de
armação e setup de fôrmas e outro para concretagem, desforma e expedição. A
disposição, sequenciamento e ocorrência ou não dessas atividades podem variar de
fábrica para fábrica. Estes fluxogramas indicam o estado inicial de atividades
pertinentes às respectivas etapas, e foram apresentados no capítulo 3.

69
Após este levantamento, foram identificadas as ferramentas enxutas mais
apropriadas às atividades levantadas, também apresentado no capítulo 3, seguido
por discussão junto ao pessoal ligado diretamente à produção sobre quais dessas
atividades e respectivas ferramentas deveriam ser abordadas primeiramente.
Decidiu-se, então, iniciar pela etapa de preparação de fôrmas, implantando a
ferramenta 5S.
Deste modo, foram ministrados treinamentos para a equipe de supervisão e
pessoal da produção sobre os conceitos Lean e especificamente sobre a ferramenta
5S, abordando, diariamente no DDS (Diálogo diário de segurança) sobre a
importância da ação para formação do hábito e supervisionando constantemente o
Gemba, com inserções surpresas da gerência para averiguação e orientação de
todos os envolvidos. A atividade de corte e dobra de aço também passou a ser
realizada fora do perímetro da fábrica (terceirizada em empresas sistematizadas ao
processo).
Uma vez implementadas as atividades e novas práticas na linha de produção,
foi realizado um novo levantamento de fluxograma de atividades, explicitando as
tarefas que haviam sido eliminadas ou inseridas de uma nova forma, o MFV
(mapeamento de fluxo de valor) desta nova situação com os respectivos TRAs
(tempo de realização da tarefa). Em seguida, foi feito um comparativo entre a
situação “inicial” e “final”, objetivando quantificar os ganhos gerados na linha de
produção nas diversas atividades após a mudança para implementação da filosofia
Lean.
Como todo processo de mudança de mentalidade, observou-se inicialmente
certo grau de resistência dos colaboradores diretamente ligados à execução do
trabalho. De certo modo, isto já era aguardado pelo fato de que todo processo
educativo traz consigo um desconforto inicial.
Vencida esta resistência, os visíveis ganhos na organização do ambiente de
trabalho os motivaram a continuarem.
Em suma, ferramentas para o bom entendimento do fluxo de atividades,
associado a uma reorganização física do local de trabalho, expondo, assim, os
desperdícios de forma clara, de modo a facilitar a sua eliminação. Foram esses os
critérios adotados para escolha das ferramentas que seriam abordadas nesta
dissertação.

70
5 RESULTADOS E DISCUSSÃO
Após a finalização da etapa de levantamento das atividades e elaboração dos
respectivos fluxogramas por macroprocessos, foram elaborados os MFV’s
(Mapeamento de Fluxo de Valor), mensurando a duração das atividades (TRA’s) no
estágio inicial, sem nenhuma inserção de conceitos enxutos.
O número de funcionários envolvidos em cada atividade também configura
um dado importante, pois impacta na quantidade de HH (hora-homem) gasta no
processo como um todo. As Figuras 34 e 35 apresentam o Mapeamento de Fluxo de
Valor no estado inicial do macroprocesso de armação e setup de fôrma e do
macroprocesso de concretagem, desforma e expedição, respectivamente.

71
Figura 34 - Mapeamento de fluxo de valor para as etapas de armação e setup de fôrmas (inicial)
Fonte: O Autor (2019).

72
Figura 35 - Mapeamento de fluxo de valor para as etapas de concretagem, desforma e expedição (inicial)
Fonte: O Autor (2019).
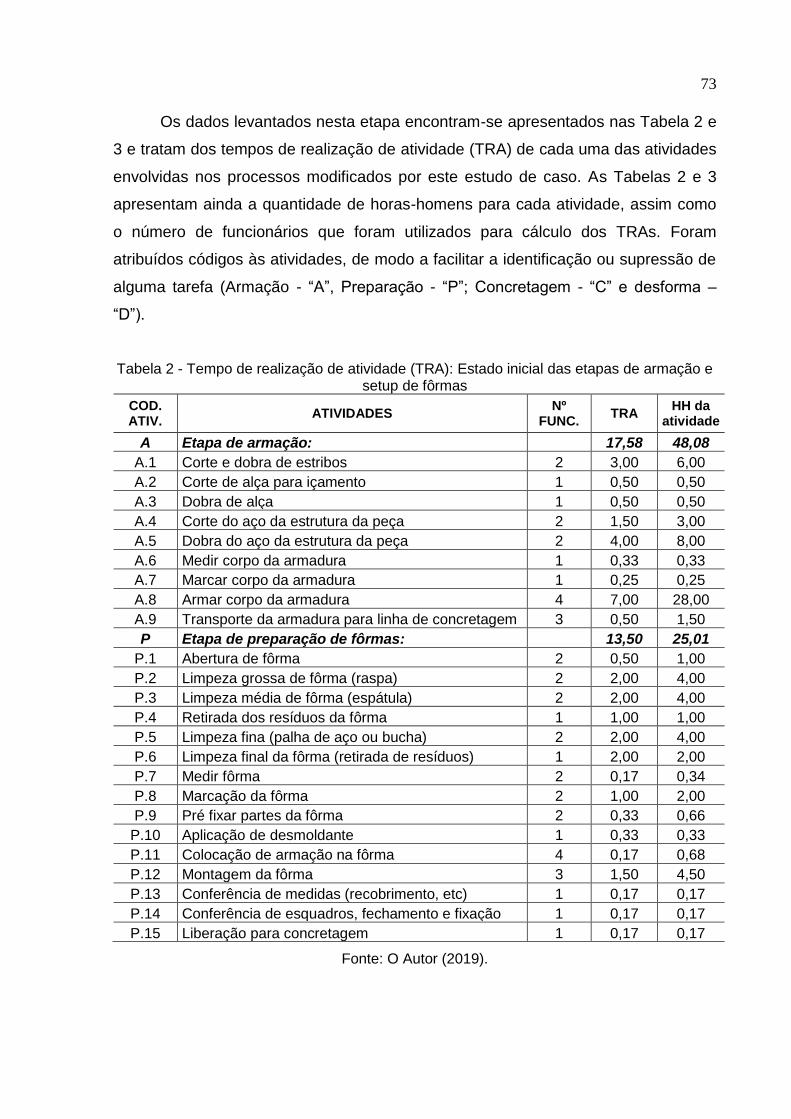
73
Os dados levantados nesta etapa encontram-se apresentados nas Tabela 2 e
3 e tratam dos tempos de realização de atividade (TRA) de cada uma das atividades
envolvidas nos processos modificados por este estudo de caso. As Tabelas 2 e 3
apresentam ainda a quantidade de horas-homens para cada atividade, assim como
o número de funcionários que foram utilizados para cálculo dos TRAs. Foram
atribuídos códigos às atividades, de modo a facilitar a identificação ou supressão de
alguma tarefa (Armação - “A”, Preparação - “P”; Concretagem - “C” e desforma –
“D”).
Tabela 2 - Tempo de realização de atividade (TRA): Estado inicial das etapas de armação e setup de fôrmas
COD. ATIV.
ATIVIDADES Nº
FUNC. TRA
HH da atividade
A Etapa de armação: 17,58 48,08
A.1 Corte e dobra de estribos 2 3,00 6,00
A.2 Corte de alça para içamento 1 0,50 0,50
A.3 Dobra de alça 1 0,50 0,50
A.4 Corte do aço da estrutura da peça 2 1,50 3,00
A.5 Dobra do aço da estrutura da peça 2 4,00 8,00
A.6 Medir corpo da armadura 1 0,33 0,33
A.7 Marcar corpo da armadura 1 0,25 0,25
A.8 Armar corpo da armadura 4 7,00 28,00
A.9 Transporte da armadura para linha de concretagem 3 0,50 1,50
P Etapa de preparação de fôrmas: 13,50 25,01
P.1 Abertura de fôrma 2 0,50 1,00
P.2 Limpeza grossa de fôrma (raspa) 2 2,00 4,00
P.3 Limpeza média de fôrma (espátula) 2 2,00 4,00
P.4 Retirada dos resíduos da fôrma 1 1,00 1,00
P.5 Limpeza fina (palha de aço ou bucha) 2 2,00 4,00
P.6 Limpeza final da fôrma (retirada de resíduos) 1 2,00 2,00
P.7 Medir fôrma 2 0,17 0,34
P.8 Marcação da fôrma 2 1,00 2,00
P.9 Pré fixar partes da fôrma 2 0,33 0,66
P.10 Aplicação de desmoldante 1 0,33 0,33
P.11 Colocação de armação na fôrma 4 0,17 0,68
P.12 Montagem da fôrma 3 1,50 4,50
P.13 Conferência de medidas (recobrimento, etc) 1 0,17 0,17
P.14 Conferência de esquadros, fechamento e fixação 1 0,17 0,17
P.15 Liberação para concretagem 1 0,17 0,17
Fonte: O Autor (2019).

74
Tabela 3 - Tempo de realização de atividade (TRA): Estado inicial das etapas de concretagem, desforma e expedição
COD. ATIV.
ATIVIDADES Nº
FUNC. TRA
HH da atividade
C Etapa de concretagem 13,00 17,67
C.1 Lançamento do concreto 3 1,00 3,00
C.2 Vibração do concreto 2 1,50 3,00
C.3 Limpeza de esborros (excesso de concreto) 2 0,17 0,33
C.4 Acabamento da face exposta (colher de pedreiro) 1 0,67 0,67
C.5 Acabamento da face exposta (esponja ou desempeno) 1 0,67 0,67
C.6 Processo de cura (ação/ acompanhamento) 1 8,00 8,00
C.7 Abertura de fôrma 2 1,00 2,00
D Etapa de desforma e expedição 2,50 6,16
D.1 Retirada da peça da fôrma 3 0,50 1,50
D.2 Conferência/ identificação da peça 1 0,17 0,17
D.3 Translado da peça para acabamento 3 0,33 0,99
D.4 Translado da peça para estoque 3 0,50 1,50
D.5 Preparação para expedição 1 0,50 0,50
D.6 Carregamento na fábrica 3 0,50 1,50
D.7 Transporte n/a n/a
Fonte: O Autor (2019).
Com o estado inicial devidamente mapeado, iniciou-se de fato a inserção de
conceitos enxutos, conforme o passo-a-passo relatado no capítulo 3 (Materiais e
métodos). Concomitante à inserção de conceitos 5S (resultados serão expostos no
fim deste capítulo), foi realizado um estudo de sequenciamento de atividades. À
medida que a organização da fábrica melhorava, algumas atividades que existiam
anteriormente foram eliminadas e/ou incorporadas a atividades existentes e
mantidas.
Os fluxogramas desta nova situação encontram-se na Figura 36 e 37. Foi
utilizada uma notação para ressaltar as atividades que foram eliminadas, onde estas
foram representadas na cor “vermelha”. Já as atividades que foram incluídas foram
representadas na cor “verde”, como pode ser verificado na Figura 36 que apresenta
o fluxograma de armação e setup de fôrmas.

75
Figura 36 - Fluxograma para etapas de armação e setup de fôrmas (final)
Fonte: O Autor (2019).

76
Figura 37 - Fluxograma para etapas de Concretagem, desforma e expedição (estado final)
final)
Fonte: O Autor (2019).
77
A terceirização do corte e dobra do aço eliminou as etapas de “corte e dobra
de estribos”, “corte do aço da estrutura da peça”, “dobra do aço da estrutura da
peça” e acrescentou a etapa de “recebimento do aço cortado e dobrado”.
Fisicamente, uma parte da área de estoque que separava o aço por bitola, foi
disponibilizada para receber o aço cortado e dobrado por lote ou romaneio de
entrega.
A etapa de “preparação de fôrmas” foi a mais impactada no tocante à
organização e sistemática incorporadas ao processo pela ferramenta 5S. Atividades
tais quais “limpeza grossa da fôrma (raspa)”, “limpeza média da fôrma (raspa)” e
“retirada dos resíduos da fôrma” puderam ser eliminadas do fluxograma, devido à
inserção da tarefa “limpeza da fôrma metálica e entorno” na etapa de concretagem.
À título de comparação com a situação inicial, foram elaborados novos
Mapeamentos de Fluxo de Valor, bem como levantados os TRA’s equivalentes. As
figuras 38 e 39 apresentam o MFV final do macroprocesso de armação e setup de
fôrma e do macroprocesso de concretagem, desforma e expedição,
respectivamente.

78
Figura 38 - MFV para etapas de armação e setup de fôrmas (estado final)
Fonte: O Autor (2019).

79
Figura 39 - MFV para as etapas de concretagem, desforma e expedição
Fonte: O Autor (2019).

80
Os Tempos de realização das atividades levantados nesta etapa encontram-
se na tabela 4 e 5.
Tabela 4 - Tempo de realização de atividade (TRA): estado final das etapas de armação e setup de fôrmas
COD. ATIV.
ATIVIDADES Nº
FUNC. TRA
HH da atividade
A Etapa de armação 12,08 37,08
A.0 Recebimento do aço cortado e dobrado 2 3,00 6,00
A.2 Corte de alça para içamento 1 0,50 0,50
A.3 Dobra de alça 1 0,50 0,50
A.6 Medir corpo da armadura 1 0,33 0,33
A.7 Marcar corpo da armadura 1 0,25 0,25
A.8 Armar corpo da armadura 4 7,00 28,00
A.9 Transporte da armadura para linha de concretagem 3 0,50 1,50
P Etapa de setup de fôrmas 10,50 19,01
P.1 Abertura de fôrma 2 0,50 1,00
P.5 Limpeza fina (palha de aço ou bucha) 2 3,00 6,00
P.6 Limpeza final da fôrma (retirada de resíduos) 1 3,00 3,00
P.7 Medir fôrma 2 0,17 0,34
P.8 Marcação da fôrma 2 1,00 2,00
P.9 Pré fixar partes da fôrma 2 0,33 0,66
P.10 Aplicação de desmoldante 1 0,33 0,33
P.11 Colocação de armação na fôrma 4 0,17 0,68
P.12 Montagem da fôrma 3 1,50 4,50
P.13 Conferência de medidas (recobrimento, etc) 1 0,17 0,17
P.14 Conferência de esquadros, fechamento e fixação 1 0,17 0,17
P.15 Liberação para concretagem 1 0,17 0,17
Fonte: O Autor (2019).
Tabela 5 - Tempo de realização de atividade (TRA): estado final das etapas de concretagem, desfôrma e expedição
COD. ATIV.
ATIVIDADES Nº
FUNC. TRA
HH da atividade
C Etapa de concretagem 13,50 18,67
C.1 Lançamento do concreto 3 1,00 3,00
C.2 Vibração do concreto 2 1,50 3,00
C.3 Limpeza de esborros (excesso de concreto) 2 0,17 0,33
C.3.N Limpeza da fôrma metálica e entorno 2 0,50 1,00
C.4 Acabamento da face exposta (colher de pedreiro) 1 0,67 0,67
C.5 Acabamento da face exposta (esponja ou desempeno) 1 0,67 0,67
C.6 Processo de cura (ação/ acompanhamento) 1 8,00 8,00
C.7 Abertura de fôrma 2 1,00 2,00
D Etapa de desforma e expedição 2,50 6,16
D.1 Retirada da peça da fôrma 3 0,50 1,50

81
D.2 Conferência/ identificação da peça 1 0,17 0,17
D.3 Translado da peça para acabamento 3 0,33 0,99
D.4 Translado da peça para estoque 3 0,50 1,50
D.5 Preparação para expedição 1 0,50 0,50
D.6 Carregamento na fábrica 3 0,50 1,50
D.7 Transporte n/a n/a
Fonte: O Autor (2019).
Comparativamente, nas tabelas 6 e 7, tem-se as situações “inicial” e “final”:
Tabela 6 - Comparativo entre TRA's inicial e final
COD. ATIV.
ATIVIDADES TRA
INICIAL TRA
FINAL % DE VAR.
A Etapa de armação 17,58 12,08 31,29%
P Etapa de setup de fôrmas 13,50 10,50 22,22%
C Etapa de concretagem 13,00 13,50 -3,85%
D Etapa de desfôrma e expedição 2,50 2,50 0,00%
Fonte: O Autor (2019).
Tabela 7 - Comparativo entre HH's inicial e final
COD. ATIV.
ATIVIDADES HH
INICIAL HH
FINAL % DE VAR.
A Etapa de armação 48,08 37,08 22,88%
P Etapa de setup de fôrmas 25,01 19,01 23,99%
C Etapa de concretagem 17,67 18,67 -5,66%
D Etapa de desfôrma e expedição 6,16 6,16 0,00%
Fonte: O Autor (2019).
Conclui-se, então, que a terceirização do corte e dobra das ferragens acarreta
em um ganho de 31,29% no tempo de realização das atividades e de 22,88% no H-
H gasto em relação à situação inicial. No macroprocesso de setup de fôrmas, o
impacto da eliminação de determinadas atividades de limpeza de fôrmas foi de
22,22% no tocante ao tempo de realização das tarefas e de 23,99% no tocante ao
HH nessas atividades.
Em contrapartida, a etapa de concretagem, pela inserção da atividade
“limpeza da fôrma metálica e entorno”, apresentou um aumento de 3,85% no tempo

82
de realização e de 5,66% no HH desta atividade. As etapas de desfôrma e
expedição mantiveram-se inalteradas.
Salvaguardando-se o fato de que a terceirização do corte e dobra do aço
acarreta necessariamente a realização uma etapa do processo externo à fábrica, a
ferramenta 5S proporcionou ganhos sistêmicos a todos os demais processos
internos. A etapa de preparação das fôrmas foi substancialmente melhorada após a
inserção desses conceitos.
Antes da modificação, o TRA desta atividade de preparação de fôrmas foi
medido em 13,5h. Com as modificações implementadas, o TRA foi reduzido para
10,5h, uma redução de 22,2%.
Foram feitos registros fotográficos da situação da linha de produção sem a
inserção dos conceitos enxutos e após a implantação das ferramentas. As figuras 40
e 41 demonstram a falta de organização na linha de concretagem, com borrachas
utilizadas na vedação de fôrmas jogadas ao chão e restos de concreto.
Figura 40 - Restos de concreto, borrachas, etc, antes da implantação do 5S
Fonte: O Autor (2019).

83
Figura 41 - Restos de borrachas de vedação de fôrma antes da implantação do 5S
Fonte: O Autor (2019).

84
A inserção da ferramenta 5S fez com que a preocupação com a organização e
limpeza das fôrmas metálicas aumentassem, de modo que à medida que as peças
iriam sendo desformadas (figura 42), as laterais metálicas já eram limpas. Com isso,
o setup de preparação para a próxima concretagem foi reduzido consideravelmente.
Figura 42 - Desforma das laterais metálicas com subsequente limpeza
Fonte: O Autor (2019).

85
Relativo à execução das armaduras, devido a decisão de terceirizar o corte e
dobra de aço, houve um ganho superior aos demais processos, chegando a 31,29%
ao utilizar-se como parâmetro os TRA’s. Na fábrica, passou a ser feita apenas as
montagens (figuras 43 e 44).
Figura 43 - Armações montadas após recebimento das peças cortadas e dobradas
Fonte: O Autor (2019).

86
Figura 44 - Finalização da montagem das armações
Fonte: O Autor (2019).
Algumas armações específicas que apresentam um alto grau de
detalhamento ainda continuam sendo feitas na fábrica, mas em quantidades muito
pequenas. Na figuras 45, observa-se o processo de corte das barras de aço retas.
Figura 45 - Barras de aço retas
Fonte: O Autor (2019).

87
O que se buscou neste processo de mudança foi que a produção passasse a
ser “puxada” pela montagem. O produto apresentado neste estudo requeria a
produção de ao menos 4 vigas montadas por dia. Assim, dimensionou-se a
quantidade de fôrmas metálicas que viabilizassem a concretagem dessas 4 peças,
consequentemente, às demais atividades foram dimensionados para atender a
mesma quantidade de peças, de modo que a montagem de 4 armações e os
estribos que foram recebidos cortados e dobrados da empresa terceirizada,
passaram a ser separados por lotes equivalentes à quantidade de peças armadas.
Esse processo, além de auxiliar na montagem e redução de estoque intermediário,
ainda permite uma maior rastreabilidade de todo o processo de produção, aliando as
melhorias de produção ao aumento do controle de qualidade dos produtos.
Como efeito secundário, mas tão importante quanto os ganhos efetivos na
produtividade, a implementação do 5S originou um canteiro muito mais organizado,
aumentando a percepção de desperdícios que por ventura estejam ocorrendo, tanto
de material quanto de mão de obra.
O estoque de aço, que era acondicionado de qualquer forma (figura 46),
passou a ser separado por bitola (figura 47) após iniciada a implantação do 5S.
Figura 46 - Estoque de barras de aço retas (antes do 5S)
Fonte: O Autor (2019).

88
Figura 47 - Estoque de barras de aço retas (após o 5S)
Fonte: O Autor (2019).
Ganhos na organização do setor de corte também foram registrados (figura
48).
Figura 48 - Organização do setor de corte (após 5S)
Fonte: O Autor (2019).

89
Foi criada uma área de segregação de sobras de vergalhões, que podem ser
aproveitadas na fabricação de outras peças (figura 49).
Figura 49 - Área para separação de sobras (antes da implantação do 5S, não existia)
Fonte: O Autor (2019).

90
A área de montagem de armaduras foi requalificada (figuras 50 e 54) e os
estribos produzidos na fábrica passaram a ser melhor estocados (figura 51).
Figura 50 - Reorganização da área de montagem de armaduras
Fonte: O Autor (2019).
Figura 51 - Separação de estribos em local específico
Fonte: O Autor (2019).

91
O layout interno, disposição de estoques, fluxo de material, foram discutidos
com os funcionários que executam a operação, como preconiza a literatura enxuta.
Além do ganho efetivo em “perguntar a quem faz”, aumentou o engajamento da
equipe por terem opinado no processo. Assim, houve um aumento no
comprometimento em manter o ambiente limpo e organizado que se tornou rotina.
O aço que não serviria para outra utilização, passaram a ser dispostos em
locais específicos para posterior descarte como sucata (figura 52).
Figura 52 - Local específico para descarte de sobras inutilizadas de aço
Fonte: O Autor (2019).
A bancada para corte do aço foi disposta de uma nova forma, acarretando
fluidez entre o estoque de barras retas, beneficiamento (corte) e setor de montagem
(figura 53).

92
Figura 53 - Nova disposição da bancada de corte de aço
Fonte: O Autor (2019).
Figura 54 - Reorganização do local de montagem das armaduras
Fonte: O Autor (2019).

93
Outro ponto ajustado foi o layout da fábrica.
Aproveitando uma coberta existente, a área de corte de aço era adjacente ao
setor de concretagem, de modo que as armaduras prontas ficavam diametralmente
opostas a este setor, criando, além de um maior deslocamento, conflitos entre
material a ser beneficiado e material acabado.
Seguindo a premissa de fluxo contínuo entre matéria prima e etapas
consecutivas de beneficiamento, foi proposto a inversão do setor de corte e do
estoque de barras retas, por conseguinte, criou-se a área para receber o aço cortado
e dobrado (demanda que inexistia inicialmente) e, posicionou-se o estoque de
armaduras prontas adjacente à área de concretagem.
Desta forma, não há conflito de movimentação de peças acabadas em meio
aos estoques. A figura 55 representa esquematicamente a nova situação.
Figura 55 - Novo layout esquemático da fábrica
Fonte: O Autor (2019).

94
6 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
Conclusões e sugestões de trabalhos futuros seguem abaixo:
6.1 CONCLUSÕES
Este trabalho tratou da implementação da filosofia enxuta em uma fábrica de
pré-moldados. O seu foco restringiu-se à identificar atividades que possuem grau de
otimização elevado, justificando a implantação desta filosofia, através da utilização
de ferramentas apropriadas.
O Mapeamento de Fluxo de Valor mostrou-se uma ferramenta bastante
valiosa na identificação das atividades, tempo de realização e número de pessoas
atreladas diretamente à execução.
Após o mapeamento das atividades e ferramentas apropriadas ao contexto da
fábrica em estudo, optou-se por iniciar a implantação do 5S e pela terceirização de
uma atividade específica, além de um reestudo de layouts e atividades. Deste modo,
e devido também ao grau de conhecimento das equipes envolvidas, a introdução ao
tema aconteceu de forma fluida, permitindo a adaptação da equipe aos novos
conceitos.
Observou-se que, após algumas semanas de orientação e supervisão mais
efetiva por parte da gerência sobre os funcionários de chão de fábrica, a
organização do local de produção (armação e concretagem) melhorou
substancialmente.
A ferramenta 5S contribuiu na busca desse novo cenário, inclusive
melhorando a motivação dos membros da equipe devido a sensação de limpeza
(Seiso) e organização (Seiton). O senso de utilização (Seiri), balizou melhor
utilização do local de produção ao passo que, por haver preparação prévia das
ferramentas e recursos necessários para aquele dia de trabalho, houve redução no
fluxo de pessoas, equipamentos e materiais, pois todos os recursos necessários à
produção do dia eram coletados antes do início de cada jornada no almoxarifado da
empresa.
O conceito de Fluxo contínuo balizou a nova leitura sobre o layout da fábrica.
A inversão do setor de corte de aço viabilizou a perfeita comunicação entre as

95
etapas, garantindo a fluidez entre os setores de estoque de matéria prima,
processamento/ beneficiamento do aço, estoque de produto acabado (armaduras) e
encaminhamento para o setor de concretagem.
Numericamente, a terceirização do corte e dobra de aço foi a ação que gerou
maiores ganhos percentuais (31,29%) em termos de tempo de realização da
atividade. A releitura sobre o fluxograma de atividades, após a implantação de
conceitos 5S e eliminação de tarefas, gerou o maior ganho em termos de HH
(23,99%).
Apesar da perda na etapa de concretagem (3,85% em termos de TRA e
5,66% em termos de HH), no somatório final, a implementação das ferramentas
enxutas mostrou-se bastante satisfatória.
Vale ressaltar que a natureza das atividades da fábrica em estudo, que
produz elementos estruturais de concreto armado e protendido on demand, impõe
alguns entraves para a implementação plena de todos os conceitos enxutos.
A sazonalidade de pedidos, entraves em canteiros com outras disciplinas de
uma obra (empreiteiro de fundações, estruturas de coberta, etc), especificidades de
projetos e o caráter duplo de fabricar (indústria) e transportar e montar (prestação de
serviços), são alguns dos pontos que justificam esta dificuldade.
6.2 SUGESTÕES PARA TRABALHOS FUTUROS
É importante reforçar a importância da utilização da filosofia enxuta como um
caminho para a competitividade. Seus pilares de agregar valor aos produtos, sob a
ótica do cliente, eliminando desperdícios e buscando constantemente a perfeição,
são mais atuais do que nunca. Considerando os trabalhos que já foram
desenvolvidos, percebe-se que ainda existe margem para o desenvolvimento de
trabalhos nesta área.
A implementação da filosofia enxuta nas demais atividades desta linha de
produção e em outras linhas de produção da empresa, incluindo a etapa de projetos
de pré-fabricados, expandindo os conceitos enxutos também ao escritório.
Considerando a ferramenta de Mapeamento de Fluxo de Valor (MFV), a
mesma pode ser aplicada tanto nas áreas comerciais e administrativas, bem como

96
em atividades de produção externas à fábrica, como por exemplo a etapa de
montagem das peças pré-fabricadas (atividade externa ao parque fabril).
O grau de satisfação das equipes envolvidas em processos de implantação da
filosofia enxuta é um parâmetro importante de ser mensurado e deve ser objeto de
estudo de outros trabalhos.
A proposição de um modelo que abranja todo o negócio da fábrica, desde a
concepção dos projetos até a viabilidade econômica dos empreendimentos,
interligando este estudo com simulações de estruturas pré-fabricadas através do
LPDS (Lean Project Delivery System), utilizando ferramentas como o target costing e
set based design.

97
REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DE CONSTRUÇÃO INDUSTRIALIZADA DE CONCRETO. Pré-fabricados. São Paulo: ABCIC, 2019. Disponível em: www.abcic.org.br. Acesso em: 14 set. 2019. AZIZ, Remon Fayek; HAFEZ, Sherif Mohamed. Applying lean thinking in construction and performance improvement. Alexandria Engineering Journal, v. 52, n. 4, p. 679–695, 2013. Disponível em: http://dx.doi.org/10.1016/j.aej.2013.04.008 BALLARD, G.; ARBULU, R. Making prefabrication lean. Proc. 12 th Ann. Conf. of the Int’l. Group for Lean …, p. 1–14, 2004. Disponível em: http://www.iglc2004.dk/_root/media/13037_004-ballard-arbulu-final.pdf BALLARD, G. e HOWELL, G. What is Lean Construction. International Conference of the International Group for Lean Construction, IGLC Berkley, 1999. Proceedings Berkeley: IGLC, 1999. BALLARD, G. Lean Project Delivery System. White Paper #8, Lean Construction Institute, Setembro de 2006, 6 p. BALLARD, G. The Lean Delivery System as a Strategy for adding Value in Construction Projects. Power Point Presentation, SIBRAGEC, Campinas, Brasil, 2007.
BENJAORAN, Vacharapoom; DAWOOD, Nashwan; HOBBS, Brian. Flowshop scheduling model for bespoke precast concrete production planning. Construction Management and Economics, v. 23, n. 1, p. 93–105, 2005. CÂNDIDO, Luis Felipe; CARNEIRO, Juliana Quinderé; HEINECK, Luiz Fernando Mählmann. Análise da aplicação da técnica de gerenciamento do valor agregado (EVM) em projetos de construção enxuta. Revista Produção Online, v. 16, n. 3, p. 947, 2016. CHAN, Wah Ho; LU, Ming. Materials handling system simulation in precast viaduct construction: Modeling, analysis, and implementation. Journal of Construction Engineering and Management, v. 134, n. 4, p. 300–310, 2008.
CHITLA, V. (2002). Performance Assessment Of Planning Processes During Manufactured Housing Production Operations Using Lean Production Principles. Master Thesis. Eastman, C. M.; Liston, K.; Sacks, R.; Teicholz, P. Manual de BIM: um guia de modelagem da informação da construção para arquitetos, engenheiros, gerentes, construtores e incorporadores. Tradução de C. G. Ayres Filho et al.; Revisão Técnica de E. T. Santos. Porto Alegre: Bookman, 2014.

98
EL DEBS, M.K. Concreto Pré-moldado: fundamentos e aplicações. São Paulo: Oficina e Textos, 2010. EL DEBS, M.K. Concreto Pré-moldado: fundamentos e aplicações. 2ª Edição. São Paulo: Oficina e Textos, 2017. FABRICIO, M. M.; MELHADO, S. B. Projeto simultâneo e a qualidade na construção de edifícios. In: SEMINÁRIO INTERNACIONAL NUTAL´98- ARQUITETURA E URBANISMO: tecnologias para o século XXI, 1998, São Paulo. Anais... São Paulo: FAU/USP, 1998c.
GALLARDO, Carlos Antonio Samaniego; GRANJA, Ariovaldo Denis; PICCHI, Flavio Augusto. Productivity Gains in a Line Flow Precast Concrete Process after a Basic Stability Effort. Journal of Construction Engineering and Management, v. 140, n. 4, 2014. GHINATO, P. Sistema Toyota de Produção - Mais do que Simplesmente Just-In-Time. Editora da Universidade de Caxias do Sul, Caxias do Sul, 1996. GRENHO, Luís Filipe Santos. Last Planner System e Just-in-Time na Construção, 2009. GRUPO VOITTO. https://www.voitto.com.br/blog/artigo/8-desperdicios-lean. Acesso em: 18 out. 2019. GRUPO VOITTO. https://www.voitto.com.br/blog/artigo/pensamento-enxuto. Acesso em: 18 out. 2019.
Instituto Eduardo Torroja de la Construccion y del Cemento , www.ietcc.csic.es. Acesso em: 29 abr. 2019. KHALILI, A.; CHUA, D. K. Integrated prefabrication configuration and component grouping for resource optimization of precast production. Journal of Construction Engineering and Management, v. 140, n. 2, p. 1–12, 2014.
KO, Chien Ho; WANG, Shu Fan. Precast production scheduling using multi-objective genetic algorithms. Expert Systems with Applications, [s. l.], v. 38, n. 7, p. 8293–8302, 2011. Disponível em: http://dx.doi.org/10.1016/j.eswa.2011.01.013 KOSKELA, L. Technical Report 72 – Aplication of the New Production Philosophy to Construction. Helsinki, Technical Research Centre of Finland, 1992. KOSKELA, Lauri; BALLARD, Glenn; TANHUANPÄÄ, Veli-Pekka. Towards lean design management Proceedings of the 5 th annual conference of the International Group for Lean Construction, 1997. Disponível em: http://www.iglc.net/papers/details/27

99
KOSKELA, Lauri. An Exploration Towards a Production Theory and Its Application to Construction. Espoo 2000. Technical Research Centre of Finland, VTT Publications, 2000. Lean Institute Brasil. www.lean.org.br. Acesso em: 07 abr. 2019. LI, Xiaodan; LI, Zhongfu; WU, Guangdong. Lean precast production system based on the CONWIP method. KSCE Journal of Civil Engineering, v. 22, n. 7, p. 2167–2177, 2017. MANUAL DA CONSTRUÇÃO INDUSTRIALIZADA, ABDI, 2015, pags 154-155. MESEGUER, A. G. “Controle e Garantia da Qualidade na Construção”. Trad. Roberto José Falcão Bauer, Antônio Carmona Filho, Paulo Roberto do Lago Helene. São Paulo, Sinduscon-SP/Projeto/PW, 1991. MILLER, R.; STROMBOM, D.; IAMMARINO, M.; BLACK, B. The Commercial real estate revolution, Hoboken: John Wiley & Sons, 2009. 328 p. MORAES, Fernando Romero Galvão de. Contribuição Ao Estudo Da Concepção De Projetos De Capital em Mega Empreendimentos. UFMG, p. 220, 2010. NATH, Tushar et al. Productivity improvement of precast shop drawings generation through BIM-based process re-engineering. Automation in Construction, [s. l.], v. 54, p. 54–68, 2015. Disponível em: http://dx.doi.org/10.1016/j.autcon.2015.03.014
OHNO, T. O sistema Toyota de produção – Além da Produção em Larga Escala. Porto Alegre: Bookman, 1997. ORDONEZ, J. A. F. Prefabricación: teoria y prática. Barcelona: Editores técnicos associados, 1974, vol 2. PICCHI, F. A. Sistemas da Qualidade – uso em empresas de construção de edifícios. São Paulo: POLI-USP, 1993. Originalmente apresentada como tese de doutorado, Escola Politécnica da Universidade de São Paulo, 1993. PICHI, F.A. Opportunities for the Application of Lean Thinking in Construction. Ambiente Construído, Porto Alegre: Associação Nacional do Ambiente Construído (ANTAC), v. 3, n. 1, 2003. p. 7-23. PICHI, F. A.; Granja, A. D. Aplicação do lean thinking ao fluxo de obra. Conferência Latino-Americana de Construção Sustentável, X Encontro Nacional de Tecnologia do Ambiente Construído – ENTAC 2004, São Paulo, 18-21 Julho. PINCH, Lauren. Lean Construction: Eliminating the Waste. Construction Executive, [s. l.], n. November, p. 34–37, 2005. Disponível em: http://www.ncbi.nlm.nih.gov/pubmed/21174905

100
ROMERO, F.; ANDERY, P. FEL – Front End Loading e LPDS – Lean Delivery Production System – Para Concepção de Projetos de Empreendimentos. Revista Mundo PM (Project Management). Editora Mundo PM, Ano 4, No. 24, p. 14-20 dez/jan, 2009. ROMERO, Fernando; ANDERY, Paulo R. P. Processo de desenvolvimento e validação de projetos de capital utilizando metodologia Fel (Front End Loading). n. 1, [s.d.]. ROTHER, Mike & SHOOK, John. Aprendendo a Enxergar: Mapeando o Fluxo de Valor para Agregar Valor e Eliminar o Desperdício. Lean Institute Brasil, São Paulo, 1998.
SABBATINI, F. H.; AGOPYAN, V. Desenvolvimento de métodos, processos e sistemas construtivos: formulação e aplicação de uma metodologia. São Paulo,1989. 336p. Tese (Doutorado) – PCCABCEM SENARATNE, Sepani; EKANAYAKE, S.; SIRIWARDENA, Mohan. Lean Prefabrication : A Sustainable Approach. CIB 2010 World Congress Proceedings: Building a Better World, n. 11, p. 33–44, 2010. SERENO, Bruno et al. Método híbrido CONWIP/KANBAN: Um estudo de caso. Gestao e Producao, v. 18, n. 3, p. 651–672, 2011. SHINGO, S. Sistemas de produção com estoque zero: O Sistema Shingo para Melhorias Contínuas. Porto Alegre: Artes Médicas, 1996. SILVA, M. A. C. A inevitável lógica da produtividade. Entrevista concedida a Cyro F. Andrade. Revista Qualidade na Construção, São Paulo: SindusCon/SP, 1999, p. 24-26. SILVA, Edson Zílio. Um Modelo de Guia para a Preparação da Implementação da Produção Enxuta Baseado na Aprendizagem Organizacional. [s. l.], p. 310, 2008. Disponível em: http://www.lume.ufrgs.br/bitstream/handle/10183/15883/000693079.pdf?.. SKETCHBUBBLE. https://www.sketchbubble.com/en/presentation-lean-manufacturing.html. Acesso em 19 out. 2019. SPADETO, T. F. Industrialização da construção civil – uma contribuição à política de utilização de estruturas pré-fabricadas em concreto. Dissertação de Mestrado da Universidade Federal do Espírito Santo. Vitória, 2011 TOMMELEIN, Iris D. Journey toward Lean Construction: Pursuing a Paradigm Shift in the AEC Industry. Journal of Construction Engineering and Management, v. 141, n. 6, p. 1–12, 2015.

101
VASCONCELLOS, A. C. O Concreto no Brasil – Vol.3: Pre fabricação, Monumentos, Fundações. São Paulo, Studio Nobel, 2002. WOMACK, James P., JONES, Daniel T. & ROOS, Daniel. A máquina que mudou o mundo. 2. ed. Rio de Janeiro, Editora Campus, 1992. WOMACK, James P. & JONES, Daniel T. A Mentalidade Enxuta nas Empresas: Elimine o Desperdício e Crie Riqueza. Rio de Janeiro, Editora Campus, 1998. WOMACK, J. P. A Máquina que mudou o mundo. Rio de Janeiro: Editora Campus, 15 ed., 342 p., 2004. WU, Peng; LOW, Sui Pheng. Lean production, value chain and sustainability in precast concrete factory – a case study in Singapore. Lean Construction Journal, p. 92–109, 2010.
YIN, R. K. Estudo de Caso: planejamento e métodos. 2. ed. São Paulo: Bookman, 2001. YU, Haitao et al. Lean transformation in a modular building company: A case for implementation. Journal of Management in Engineering, v. 29, n. 1, p. 103–111, 2013. ZHAI, Xiaofeng; BJORNSSON, Hans C. SIMULATION-BASED PLANNING FOR PRECAST PRODUCTION WITH TWO CRITICAL RESOURCES. [s. l.], n. 1996, p. 2519–2526, 2008.
Top Related