






Línguas
Páginas
Legal

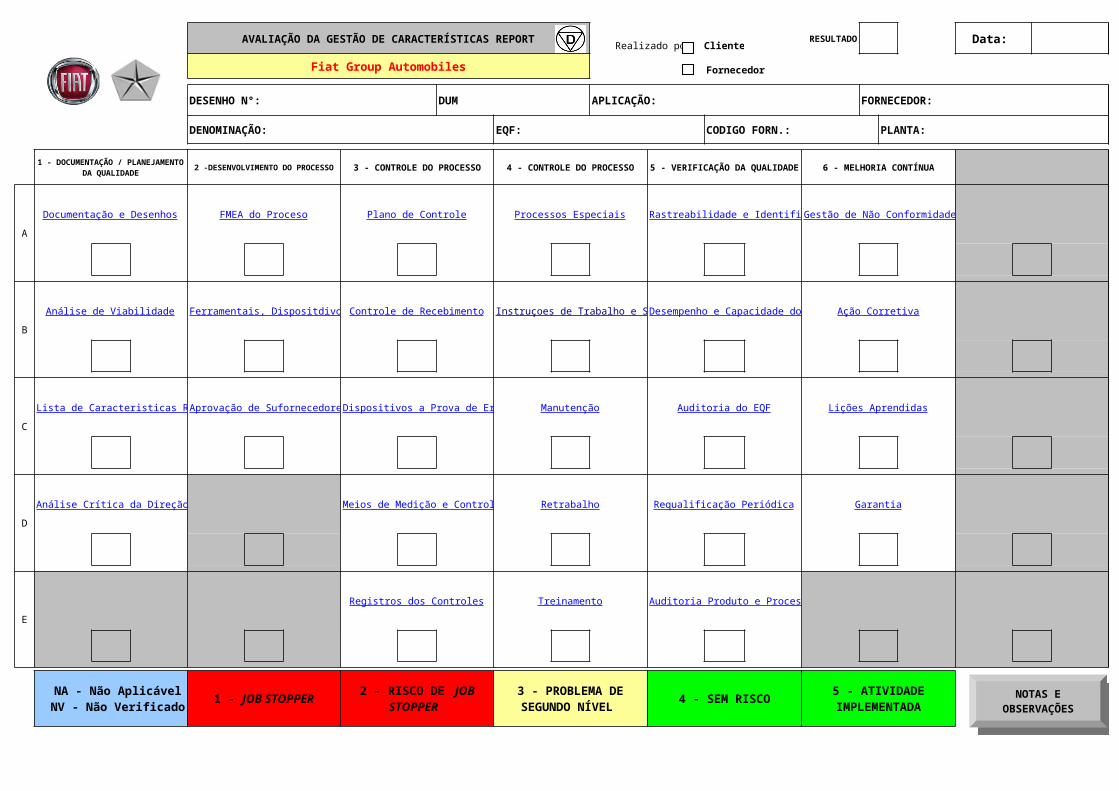
AVALIAÇÃO DA GESTÃO DE CARACTERÍSTICAS REPORT Realizado por: Cliente
RESULTADO Data:
Fiat Group Automobiles Fornecedor
DUM APLICAÇÃO: FORNECEDOR:
DENOMINAÇÃO: EQF: CODIGO FORN.: PLANTA:
3 - CONTROLE DO PROCESSO 4 - CONTROLE DO PROCESSO 6 - MELHORIA CONTÍNUA
A
B
C
D
E
4 - SEM RISCO
DESENHO N°:
1 - DOCUMENTAÇÃO / PLANEJAMENTO DA QUALIDADE
2 -DESENVOLVIMENTO DO PROCESSO
5 - VERIFICAÇÃO DA QUALIDADE
Documentação e Desenhos FMEA do Proceso Plano de Controle Processos Especiais Rastreabilidade e Identificação Gestão de Não Conformidades
Análise de Viabilidade Ferramentais, Dispositdivos e EquipamentosControle de Recebimento Instruçoes de Trabalho e Set-UpDesempenho e Capacidade do ProcessoAção Corretiva
Lista de Caracteristicas Report Aprovação de Sufornecedores Dispositivos a Prova de Erros Manutenção Auditoria do EQF Lições Aprendidas
Análise Crítica da Direção Meios de Medição e Controle Retrabalho Requalificação Periódica Garantia
Registros dos Controles Treinamento Auditoria Produto e Processo
NA - Não Aplicável NV - Não Verificado 1 - JOB STOPPER 2 - RISCO DE JOB
STOPPER 3 - PROBLEMA DE SEGUNDO NÍVEL
5 - ATIVIDADE IMPLEMENTADA
NOTAS E OBSERVAÇÕES
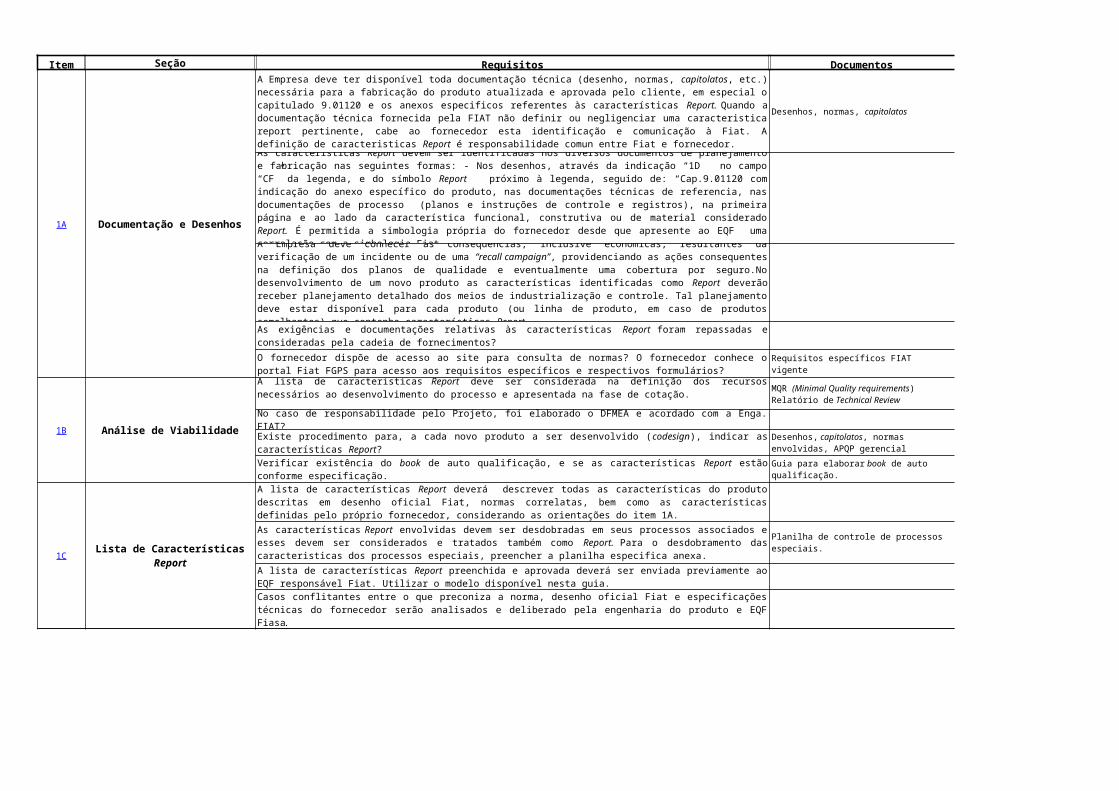
Item Seção Requisitos Documentos Referência
Documentação e Desenhos
Requisitos específicos FIAT vigente Portal FGPS
Análise de ViabilidadeNo caso de responsabilidade pelo Projeto, foi elaborado o DFMEA e acordado com a Enga. FIAT?
Modelo padrão anexo.
1A
A Empresa deve ter disponível toda documentação técnica (desenho, normas, capitolatos, etc.) necessária para a fabricação do produto atualizada e aprovada pelo cliente, em especial o capitulado 9.01120 e os anexos especificos referentes às características Report. Quando a documentação técnica fornecida pela FIAT não definir ou negligenciar uma caracteristica report pertinente, cabe ao fornecedor esta identificação e comunicação à Fiat. A definição de caracteristicas Report é responsabilidade comun entre Fiat e fornecedor.
Desenhos, normas, capitolatos Cap. 9.01120Caracteristica Report
As características Report devem ser identificadas nos diversos documentos de planejamento e fabricação nas seguintes formas: - Nos desenhos, através da indicação “1D” no campo “CF” da legenda, e do símbolo Report próximo à legenda, seguido de: “Cap.9.01120 com indicação do anexo específico do produto, nas documentações técnicas de referencia, nas documentações de processo (planos e instruções de controle e registros), na primeira página e ao lado da característica funcional, construtiva ou de material considerado Report. É permitida a simbologia própria do fornecedor desde que apresente ao EQF uma correlação com a simbologia Fiat.
A Empresa deve conhecer as consequências, inclusive econômicas, resultantes da verificação de um incidente ou de uma “recall campaign”, providenciando as ações consequentes na definição dos planos de qualidade e eventualmente uma cobertura por seguro.No desenvolvimento de um novo produto as características identificadas como Report deverão receber planejamento detalhado dos meios de industrialização e controle. Tal planejamento deve estar disponível para cada produto (ou linha de produto, em caso de produtos semelhantes) que contenha características Report.
As exigências e documentações relativas às características Report foram repassadas e consideradas pela cadeia de fornecimentos?
O fornecedor dispõe de acesso ao site para consulta de normas? O fornecedor conhece o portal Fiat FGPS para acesso aos requisitos específicos e respectivos formulários?
1B
A lista de caracteristicas Report deve ser considerada na definição dos recursos necessários ao desenvolvimento do processo e apresentada na fase de cotação. MQR (Minimal Quality requirements)
Relatório de Technical Review
Existe procedimento para, a cada novo produto a ser desenvolvido (codesign), indicar as características Report?
Desenhos, capitolatos, normas envolvidas, APQP gerencial Lista de Caracteristicas Report
Verificar existência do book de auto qualificação, e se as características Report estão conforme especificação. Guia para elaborar book de auto qualificação.
1C Lista de Características Report
A lista de características Report deverá descrever todas as características do produto descritas em desenho oficial Fiat, normas correlatas, bem como as características definidas pelo próprio fornecedor, considerando as orientações do item 1A.
As características Report envolvidas devem ser desdobradas em seus processos associados e esses devem ser considerados e tratados também como Report. Para o desdobramento das caracteristicas dos processos especiais, preencher a planilha especifica anexa.
Planilha de controle de processos especiais.
A lista de características Report preenchida e aprovada deverá ser enviada previamente ao EQF responsável Fiat. Utilizar o modelo disponível nesta guia.
Casos conflitantes entre o que preconiza a norma, desenho oficial Fiat e especificações técnicas do fornecedor serão analisados e deliberado pela engenharia do produto e EQF Fiasa.
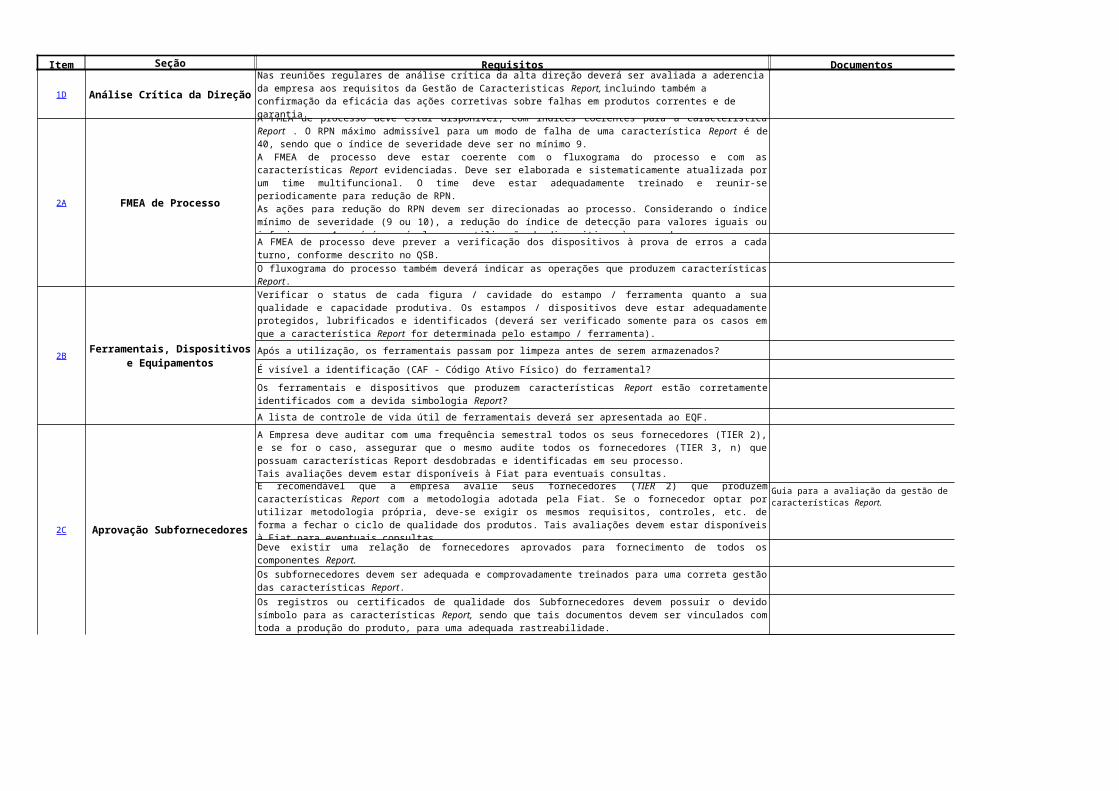
Item Seção Requisitos Documentos Referência
Análise Crítica da Direção
FMEA de Processo
Após a utilização, os ferramentais passam por limpeza antes de serem armazenados?
É visível a identificação (CAF - Código Ativo Físico) do ferramental?
A lista de controle de vida útil de ferramentais deverá ser apresentada ao EQF. Formulário padrão Fiat
Aprovação Subfornecedores
1DNas reuniões regulares de análise crítica da alta direção deverá ser avaliada a aderencia da empresa aos requisitos da Gestão de Caracteristicas Report, incluindo também a confirmação da eficácia das ações corretivas sobre falhas em produtos correntes e de garantia.
Indicadores internos pertinentes à GCRAuditoria PA Report.
2A
A FMEA de processo deve estar disponível, com índices coerentes para a característica Report . O RPN máximo admissível para um modo de falha de uma característica Report é de 40, sendo que o índice de severidade deve ser no mínimo 9.A FMEA de processo deve estar coerente com o fluxograma do processo e com as características Report evidenciadas. Deve ser elaborada e sistematicamente atualizada por um time multifuncional. O time deve estar adequadamente treinado e reunir-se periodicamente para redução de RPN.As ações para redução do RPN devem ser direcionadas ao processo. Considerando o índice mínimo de severidade (9 ou 10), a redução do índice de detecção para valores iguais ou inferiores a 4 , só é possível com a utilização de dispositivos à prova de erros.
DFMEA Manual QSB FIAT vigente.Manual AIAG edição vigenteNorma Fiat 00271
A FMEA de processo deve prever a verificação dos dispositivos à prova de erros a cada turno, conforme descrito no QSB.
O fluxograma do processo também deverá indicar as operações que produzem características Report.
2B Ferramentais, Dispositivos e Equipamentos
Verificar o status de cada figura / cavidade do estampo / ferramenta quanto a sua qualidade e capacidade produtiva. Os estampos / dispositivos deve estar adequadamente protegidos, lubrificados e identificados (deverá ser verificado somente para os casos em que a característica Report for determinada pelo estampo / ferramenta).
Os ferramentais e dispositivos que produzem características Report estão corretamente identificados com a devida simbologia Report?
2C
A Empresa deve auditar com uma frequência semestral todos os seus fornecedores (TIER 2), e se for o caso, assegurar que o mesmo audite todos os fornecedores (TIER 3, n) que possuam características Report desdobradas e identificadas em seu processo.Tais avaliações devem estar disponíveis à Fiat para eventuais consultas.
É recomendável que a empresa avalie seus fornecedores (TIER 2) que produzem características Report com a metodologia adotada pela Fiat. Se o fornecedor optar por utilizar metodologia própria, deve-se exigir os mesmos requisitos, controles, etc. de forma a fechar o ciclo de qualidade dos produtos. Tais avaliações devem estar disponíveis à Fiat para eventuais consultas.
Guia para a avaliação da gestão de características Report.
Deve existir uma relação de fornecedores aprovados para fornecimento de todos os componentes Report.
Os subfornecedores devem ser adequada e comprovadamente treinados para uma correta gestão das características Report.
Os registros ou certificados de qualidade dos Subfornecedores devem possuir o devido símbolo para as características Report, sendo que tais documentos devem ser vinculados com toda a produção do produto, para uma adequada rastreabilidade.
Item Seção Requisitos Documentos Referência
Plano de Controle
Controle de Recebimento
Plano Controle do Processo.
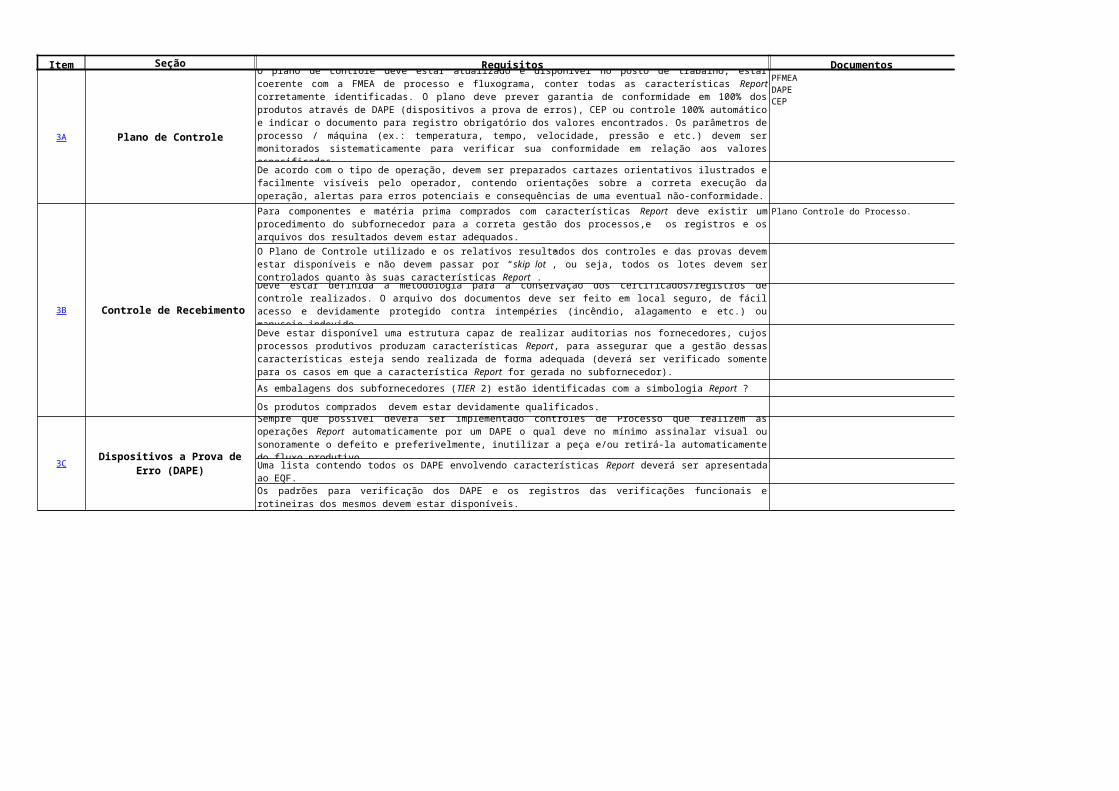
Os produtos comprados devem estar devidamente qualificados.
3A
O plano de controle deve estar atualizado e disponível no posto de trabalho, estar coerente com a FMEA de processo e fluxograma, conter todas as características Report corretamente identificadas. O plano deve prever garantia de conformidade em 100% dos produtos através de DAPE (dispositivos a prova de erros), CEP ou controle 100% automático e indicar o documento para registro obrigatório dos valores encontrados. Os parâmetros de processo / máquina (ex.: temperatura, tempo, velocidade, pressão e etc.) devem ser monitorados sistematicamente para verificar sua conformidade em relação aos valores especificados.
PFMEADAPECEP
De acordo com o tipo de operação, devem ser preparados cartazes orientativos ilustrados e facilmente visíveis pelo operador, contendo orientações sobre a correta execução da operação, alertas para erros potenciais e consequências de uma eventual não-conformidade.
3B
Para componentes e matéria prima comprados com características Report deve existir um procedimento do subfornecedor para a correta gestão dos processos,e os registros e os arquivos dos resultados devem estar adequados.
O Plano de Controle utilizado e os relativos resultados dos controles e das provas devem estar disponíveis e não devem passar por “skip lot”, ou seja, todos os lotes devem ser controlados quanto às suas características Report .
Deve estar definida a metodologia para a conservação dos certificados/registros de controle realizados. O arquivo dos documentos deve ser feito em local seguro, de fácil acesso e devidamente protegido contra intempéries (incêndio, alagamento e etc.) ou manuseio indevido.
Deve estar disponível uma estrutura capaz de realizar auditorias nos fornecedores, cujos processos produtivos produzam características Report, para assegurar que a gestão dessas características esteja sendo realizada de forma adequada (deverá ser verificado somente para os casos em que a característica Report for gerada no subfornecedor).
As embalagens dos subfornecedores (TIER 2) estão identificadas com a simbologia Report ?
3C Dispositivos a Prova de Erro (DAPE)
Sempre que possível deverá ser implementado controles de Processo que realizem as operações Report automaticamente por um DAPE o qual deve no mínimo assinalar visual ou sonoramente o defeito e preferivelmente, inutilizar a peça e/ou retirá-la automaticamente do fluxo produtivo.
Uma lista contendo todos os DAPE envolvendo características Report deverá ser apresentada ao EQF.
Os padrões para verificação dos DAPE e os registros das verificações funcionais e rotineiras dos mesmos devem estar disponíveis.
Item Seção Requisitos Documentos Referência
Meios de Medição e Controle
Registros dos Controles
3D
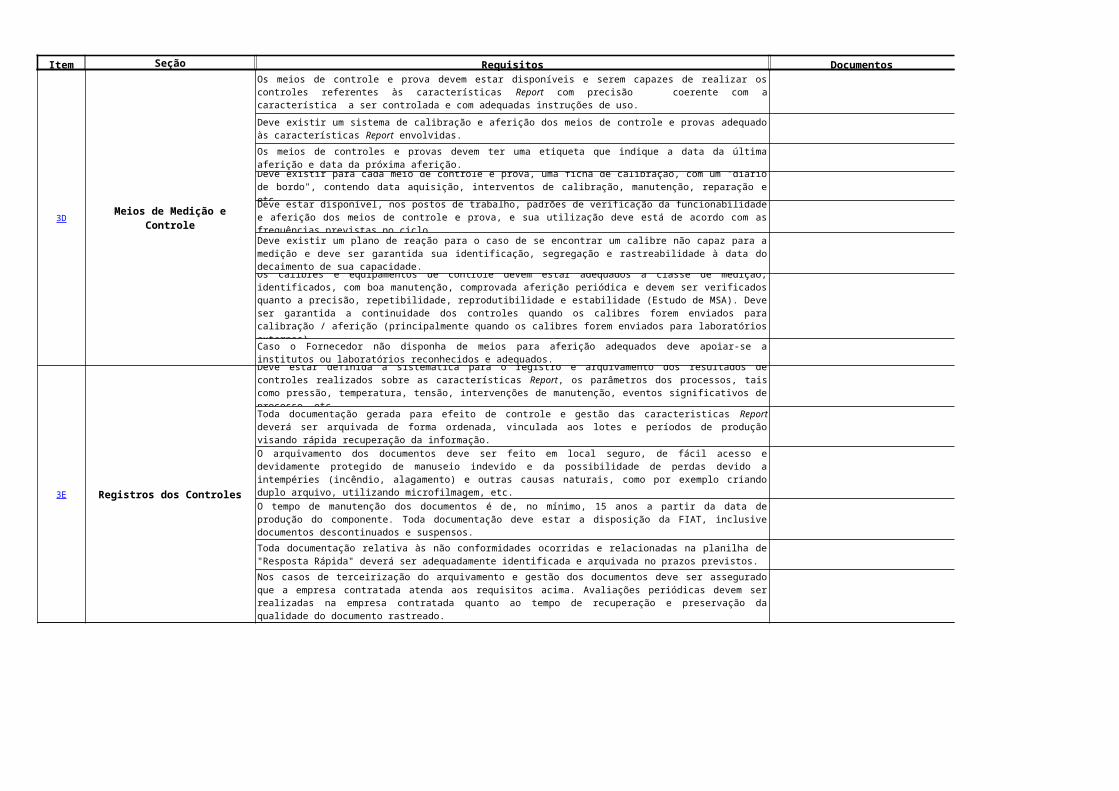
Os meios de controle e prova devem estar disponíveis e serem capazes de realizar os controles referentes às características Report com precisão coerente com a característica a ser controlada e com adequadas instruções de uso.
Deve existir um sistema de calibração e aferição dos meios de controle e provas adequado às características Report envolvidas.
Os meios de controles e provas devem ter uma etiqueta que indique a data da última aferição e data da próxima aferição.
Deve existir para cada meio de controle e prova, uma ficha de calibração, com um "diário de bordo", contendo data aquisição, interventos de calibração, manutenção, reparação e etc..
Deve estar disponível, nos postos de trabalho, padrões de verificação da funcionabilidade e aferição dos meios de controle e prova, e sua utilização deve está de acordo com as frequências previstas no ciclo.
Deve existir um plano de reação para o caso de se encontrar um calibre não capaz para a medição e deve ser garantida sua identificação, segregação e rastreabilidade à data do decaimento de sua capacidade.
Os calibres e equipamentos de controle devem estar adequados à classe de medição, identificados, com boa manutenção, comprovada aferição periódica e devem ser verificados quanto a precisão, repetibilidade, reprodutibilidade e estabilidade (Estudo de MSA). Deve ser garantida a continuidade dos controles quando os calibres forem enviados para calibração / aferição (principalmente quando os calibres forem enviados para laboratórios externos).
Manual AIAG M.S.A - Edição vigente.
Caso o Fornecedor não disponha de meios para aferição adequados deve apoiar-se a institutos ou laboratórios reconhecidos e adequados.
3E
Deve estar definida a sistematica para o registro e arquivamento dos resultados de controles realizados sobre as características Report, os parâmetros dos processos, tais como pressão, temperatura, tensão, intervenções de manutenção, eventos significativos de processo, etc.
Toda documentação gerada para efeito de controle e gestão das caracteristicas Report deverá ser arquivada de forma ordenada, vinculada aos lotes e períodos de produção visando rápida recuperação da informação.
O arquivamento dos documentos deve ser feito em local seguro, de fácil acesso e devidamente protegido de manuseio indevido e da possibilidade de perdas devido a intempéries (incêndio, alagamento) e outras causas naturais, como por exemplo criando duplo arquivo, utilizando microfilmagem, etc.
O tempo de manutenção dos documentos é de, no mínimo, 15 anos a partir da data de produção do componente. Toda documentação deve estar a disposição da FIAT, inclusive documentos descontinuados e suspensos.
Toda documentação relativa às não conformidades ocorridas e relacionadas na planilha de "Resposta Rápida" deverá ser adequadamente identificada e arquivada no prazos previstos.
Nos casos de terceirização do arquivamento e gestão dos documentos deve ser assegurado que a empresa contratada atenda aos requisitos acima. Avaliações periódicas devem ser realizadas na empresa contratada quanto ao tempo de recuperação e preservação da qualidade do documento rastreado.
Item Seção Requisitos Documentos Referência
Processos Especiais4A
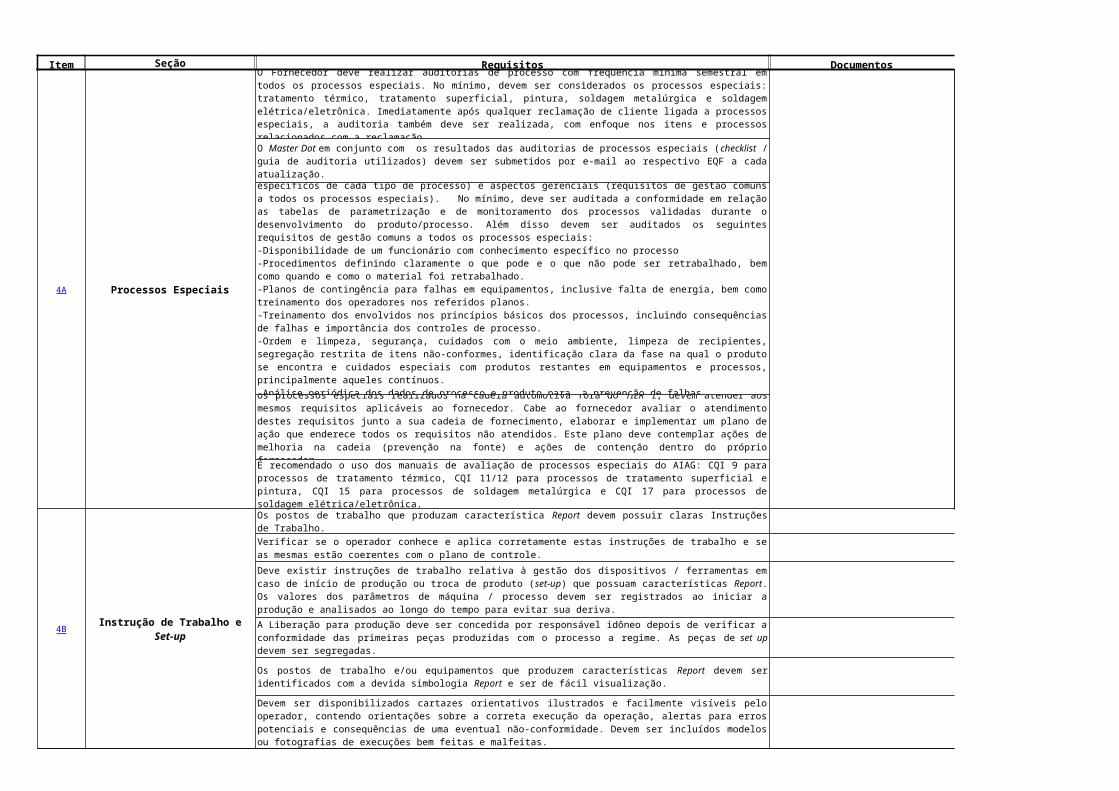
O Fornecedor deve realizar auditorias de processo com frequência mínima semestral em todos os processos especiais. No mínimo, devem ser considerados os processos especiais: tratamento térmico, tratamento superficial, pintura, soldagem metalúrgica e soldagem elétrica/eletrônica. Imediatamente após qualquer reclamação de cliente ligada a processos especiais, a auditoria também deve ser realizada, com enfoque nos itens e processos relacionados com a reclamação.
Manuais AIAG - CQI-9, CQI-15/17, CQI-11/12. Edição vigente
O Master Dot em conjunto com os resultados das auditorias de processos especiais (checklist / guia de auditoria utilizados) devem ser submetidos por e-mail ao respectivo EQF a cada atualização.
As auditorias devem considerar aspectos tecnológicos (atendimento a requisitos técnicos específicos de cada tipo de processo) e aspectos gerenciais (requisitos de gestão comuns a todos os processos especiais). No mínimo, deve ser auditada a conformidade em relação as tabelas de parametrização e de monitoramento dos processos validadas durante o desenvolvimento do produto/processo. Além disso devem ser auditados os seguintes requisitos de gestão comuns a todos os processos especiais:-Disponibilidade de um funcionário com conhecimento específico no processo-Procedimentos definindo claramente o que pode e o que não pode ser retrabalhado, bem como quando e como o material foi retrabalhado.-Planos de contingência para falhas em equipamentos, inclusive falta de energia, bem como treinamento dos operadores nos referidos planos.-Treinamento dos envolvidos nos princípios básicos dos processos, incluindo consequências de falhas e importância dos controles de processo.-Ordem e limpeza, segurança, cuidados com o meio ambiente, limpeza de recipientes, segregação restrita de itens não-conformes, identificação clara da fase na qual o produto se encontra e cuidados especiais com produtos restantes em equipamentos e processos, principalmente aqueles contínuos.-Análise periódica dos dados de processo e produto para a prevenção de falhas
Os processos especiais realizados na cadeia automotiva fora do TIER 1, devem atender aos mesmos requisitos aplicáveis ao fornecedor. Cabe ao fornecedor avaliar o atendimento destes requisitos junto a sua cadeia de fornecimento, elaborar e implementar um plano de ação que enderece todos os requisitos não atendidos. Este plano deve contemplar ações de melhoria na cadeia (prevenção na fonte) e ações de contenção dentro do próprio fornecedor.
É recomendado o uso dos manuais de avaliação de processos especiais do AIAG: CQI 9 para processos de tratamento térmico, CQI 11/12 para processos de tratamento superficial e pintura, CQI 15 para processos de soldagem metalúrgica e CQI 17 para processos de soldagem elétrica/eletrônica.
4B Instrução de Trabalho e Set-up
Os postos de trabalho que produzam característica Report devem possuir claras Instruções de Trabalho.
Verificar se o operador conhece e aplica corretamente estas instruções de trabalho e se as mesmas estão coerentes com o plano de controle.
Deve existir instruções de trabalho relativa à gestão dos dispositivos / ferramentas em caso de início de produção ou troca de produto (set-up) que possuam características Report. Os valores dos parâmetros de máquina / processo devem ser registrados ao iniciar a produção e analisados ao longo do tempo para evitar sua deriva.
A Liberação para produção deve ser concedida por responsável idôneo depois de verificar a conformidade das primeiras peças produzidas com o processo a regime. As peças de set up devem ser segregadas.
Os postos de trabalho e/ou equipamentos que produzem características Report devem ser identificados com a devida simbologia Report e ser de fácil visualização.
Ver modelo de adesivo no manual de característica Report vigente.
Devem ser disponibilizados cartazes orientativos ilustrados e facilmente visíveis pelo operador, contendo orientações sobre a correta execução da operação, alertas para erros potenciais e consequências de uma eventual não-conformidade. Devem ser incluídos modelos ou fotografias de execuções bem feitas e malfeitas.
Item Seção Requisitos Documentos Referência
Retrabalho
Treinamento Código civil brasileiro. Edição vigente
Rastreabilidade e Identificação
4C Manutenção (maquinário / estampos / dispositivos)
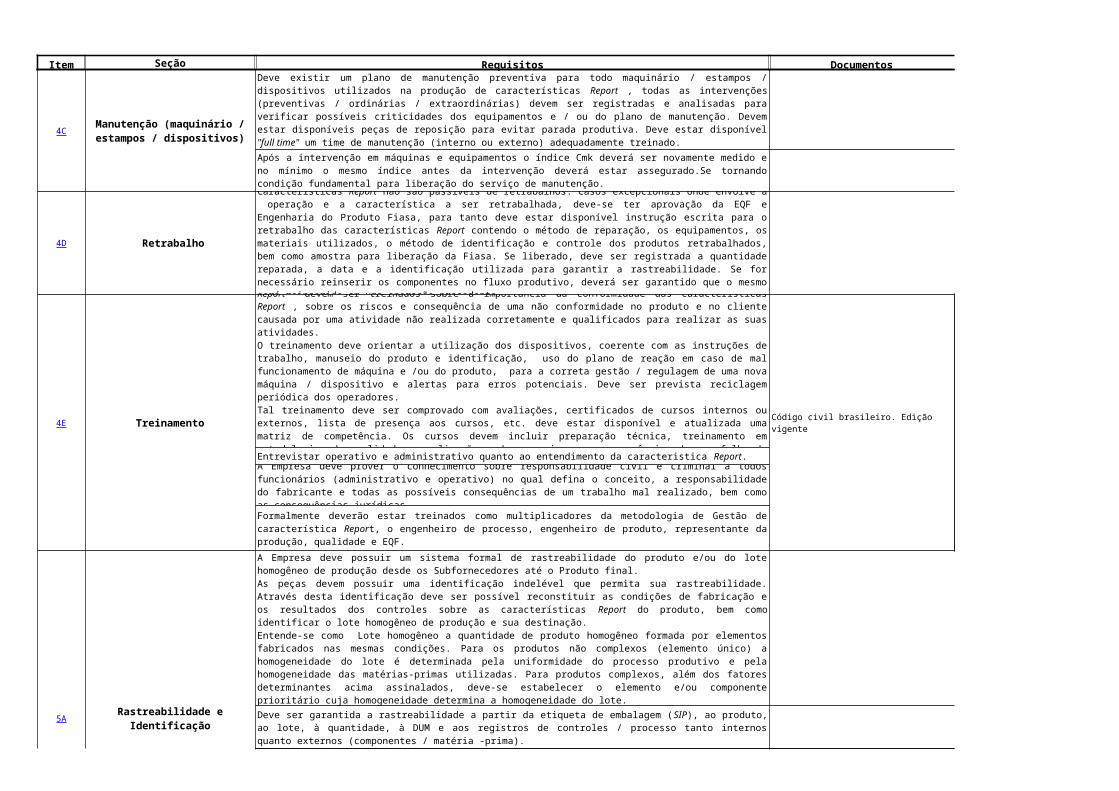
Deve existir um plano de manutenção preventiva para todo maquinário / estampos / dispositivos utilizados na produção de características Report , todas as intervenções (preventivas / ordinárias / extraordinárias) devem ser registradas e analisadas para verificar possíveis criticidades dos equipamentos e / ou do plano de manutenção. Devem estar disponíveis peças de reposição para evitar parada produtiva. Deve estar disponível "full time" um time de manutenção (interno ou externo) adequadamente treinado.
Após a intervenção em máquinas e equipamentos o índice Cmk deverá ser novamente medido e no mínimo o mesmo índice antes da intervenção deverá estar assegurado.Se tornando condição fundamental para liberação do serviço de manutenção.
4D
Características Report não são passiveis de retrabalhos. Casos excepcionais onde envolve a operação e a característica a ser retrabalhada, deve-se ter aprovação da EQF e Engenharia do Produto Fiasa, para tanto deve estar disponível instrução escrita para o retrabalho das características Report contendo o método de reparação, os equipamentos, os materiais utilizados, o método de identificação e controle dos produtos retrabalhados, bem como amostra para liberação da Fiasa. Se liberado, deve ser registrada a quantidade reparada, a data e a identificação utilizada para garantir a rastreabilidade. Se for necessário reinserir os componentes no fluxo produtivo, deverá ser garantido que o mesmo será reinserido em uma operação precedente.
4E
Os operadores e demais funcionários ligados à fabricação e controle das características Report devem ser treinados sobre a importância da conformidade das características Report , sobre os riscos e consequência de uma não conformidade no produto e no cliente causada por uma atividade não realizada corretamente e qualificados para realizar as suas atividades.O treinamento deve orientar a utilização dos dispositivos, coerente com as instruções de trabalho, manuseio do produto e identificação, uso do plano de reação em caso de mal funcionamento de máquina e /ou do produto, para a correta gestão / regulagem de uma nova máquina / dispositivo e alertas para erros potenciais. Deve ser prevista reciclagem periódica dos operadores.Tal treinamento deve ser comprovado com avaliações, certificados de cursos internos ou externos, lista de presença aos cursos, etc. deve estar disponível e atualizada uma matriz de competência. Os cursos devem incluir preparação técnica, treinamento em metodologias de qualidade e explicações sobre os riscos e consequências de uma falha do produto.
Entrevistar operativo e administrativo quanto ao entendimento da caracteristica Report.
A Empresa deve prover o conhecimento sobre responsabilidade civil e criminal a todos funcionários (administrativo e operativo) no qual defina o conceito, a responsabilidade do fabricante e todas as possíveis consequências de um trabalho mal realizado, bem como as consequências jurídicas.
Formalmente deverão estar treinados como multiplicadores da metodologia de Gestão de característica Report, o engenheiro de processo, engenheiro de produto, representante da produção, qualidade e EQF.
5A
A Empresa deve possuir um sistema formal de rastreabilidade do produto e/ou do lote homogêneo de produção desde os Subfornecedores até o Produto final.As peças devem possuir uma identificação indelével que permita sua rastreabilidade. Através desta identificação deve ser possível reconstituir as condições de fabricação e os resultados dos controles sobre as características Report do produto, bem como identificar o lote homogêneo de produção e sua destinação.Entende-se como Lote homogêneo a quantidade de produto homogêneo formada por elementos fabricados nas mesmas condições. Para os produtos não complexos (elemento único) a homogeneidade do lote é determinada pela uniformidade do processo produtivo e pela homogeneidade das matérias-primas utilizadas. Para produtos complexos, além dos fatores determinantes acima assinalados, deve-se estabelecer o elemento e/ou componente prioritário cuja homogeneidade determina a homogeneidade do lote.
9.01105Identificação do Produto 9.01106 / 9.01106/01
Rastreabilidade
Deve ser garantida a rastreabilidade a partir da etiqueta de embalagem (SIP), ao produto, ao lote, à quantidade, à DUM e aos registros de controles / processo tanto internos quanto externos (componentes / matéria -prima).
9.01120Caracteristica Report
Item Seção Requisitos Documentos Referência
Rastreabilidade e Identificação
Manual AIAG do CEP. Edição vigente.
Auditoria do EQF
5A
O nível de informação (sobre o conjunto, componentes e materiais) dos produtos de segurança Report deve ser tão mais detalhado quanto maior for o risco ligado ao produto, portanto a identificação da rastreabilidade do produto deverá ser indelével preferencialmente por meio de data matrix ou código de barras. As exceções devem ser tratadas com o EQF.
9.01106/01/02Rastreabilidade
A etiqueta de identificação do produto acabado (SIP - Scheda Identificatione Prodoto) deve estar conforme capitolato 9.01105 e fixada em local visível. Todos materiais, ao longo do processo, devem estar corretamente identificados de acordo com a operação / fase do processo e possibilitar a visualização do estado de controle (ex.: Produto aguardando controle, produto aprovado, produto em análise, produto não conforme e produto refugado). Deve ser prevista auditoria periódica para atestar a conformidade da identificação.
9.01105Identificação do Produto
5B Desempenho e Capacidade de Processo
As características Report devem ser controladas conforme uma das modalidades previstas (CEP, DAPE ou 100% automático). A modalidade escolhida deve ser adequada ao tipo de processo/ característica.Os índices de capacidade de processo devem ser calculados para todas as características que forem monitoradas por CEP. É necessário atentar-se às características específicas do processo (ex.: presença de uma ou mais figuras / estampos) e se a característica é unilateral ou bilateral para definir qual modelo estatístico será utilizado. Os valores de Cm, Cmk devem ser maiores que 1,85 e os valores de Cp e Cpk devem ser maiores que 1,67 para controles por variáveis e não é admissível incidência de defeito para o caso de controle por atributo.Se o processo não estiver capaz, deve ser previsto controle 100% da característica Report e deve existir um plano de ação visando adequação da capacidade.Os controles 100% autmáticos não caracterizados como DAPE, devem ser registrados, e a peça aprovada deve ser assinalada com alguma marcação de fácil visualização pelo operador. As peças refugadas devem ser retiradas do fluxo produtivo, sendo colocadas em caixas ou recipientes bem identificados como refugo.
A capacidade de processo deve ser determinada em condições normais de produção e monitorada ao longo do tempo para garantir a sua estabilidade. Para isto deve ser utilizada a técnica estatística (CEP) adequada, recalculando periodicamente os limites de controle do processo. Sempre que ocorrer uma intervenção significativa no processo, a capacidade de máquina deve ser levantada, verificando se os novos valores estão no mínimo iguais aos anteriores.
Todas as intervenções para eliminar as causas especiais, devem ser adequadamente registradas no diário de bordo e deve ser verificada a sua eficácia.
Qualquer que seja a modalidade de controle definida, a mesma deve ser apta a garantir a conformidade da característica Report controlada em 100% dos produtos.
5C
Na área recebimento, se o componente/matéria prima fornecido possuir alguma característica Report , retirar uma amostra de um lote já aprovado/aceito e controlá-lo. Em caso de não conformidade, os resultados devem ser confrontados com os registros de controles, verificar o reflexo desta não conformidade nas peças em produção e no cliente implementando plano de reação adequado para o caso.
Na área de fabricação e de expedição, o auditor deve solicitar componentes produzidos por diferentes máquinas e operadores e acompanhar a realização dos controles das características Report, verificando se os operadores foram adequadamente treinados, se os métodos de controles são adequados, a coerência dos resultados obtidos em comparação com os registros anteriores e em relação às especificações. Em caso de não conformidade, os resultados devem ser analisados para encontrar a causa raiz.
Item Seção Requisitos Documentos Referência
Requalificação Periódica Requisito específico FIAT
5E Auditoria Produto e Processo
Ação Corretiva
O auditor deverá confirmar a tratativa especial por meio de exemplos anteriores.
Lições Aprendidas
Garantia
5D
A Empresa deve monitorar sistematicamente seu sistema de gestão de características Report, avaliando as funções e pessoas interessadas, preparando um plano de ações em caso de eventuais não-conformidades e verificando sua eficáciaDeve ser executada auditoria periódica de produto e processo para assegurar a manutenção da conformidade dos parâmetros e aspectos que impactam nas características Report. As características Report devem ser requalificadas num prazo máximo de 6 meses. Prazos superiores a 6 meses devem ser previamente concordados com o EQF Fiasa.
O guia adotado pela empresa para auditorias de produto deverá abordar especificamente as características Report.
A mesma tratativa deverá ser considerada no guia de auditoria de processo incluindo questões sobre instruções de processo, instruções de controle e resgistros da qualidade, manutenção, calibração e aferição dos maquinários, ferramentais, dispositivos e equipamentos referentes às características Report.
6A Gestão de Não Conformidades
Deve estar assegurado em procedimentos da empresa que não conformidades relativas a características Report sejam imediatamente escalonadas à Alta Direção e o plano de ação proposto deverá ser acompanhado pelo gerente da qualidade até a confirmação da eficácia.
As não conformidades tratadas devem ser analisadas quanto a sua abrangência para os produtos em exercício, bem como, novos desenvolvimentos.
Até o pleno reestabelecimento do processo produtivo, a contenção agressiva deverá assegurar a conformidade do produto fornecido ao cliente.
6B
O formulário padrão MASP do fornecedor deverá prever identificação Report, bem como assegurar divulgação para a Alta Direção da empresa e EQF Fiat e deve permitir prioridade absoluta na solução sobre qualquer outra não conformidade em questão.Para esse tipo de tratativa deverá ser apresentado ao EQF a O.P.R junto com a tratativa 5 Porquês.
O.P.R ( One Page Report)Planilha 5 porquês
6C
O histórico qualitativo de uma característica Report deve ser documentado, arquivado, identificado como Report e difundido apropriadamente na empresa. O auditor deverá confirmar também a existência de absorvedores da lição aprendida, aptos a recolher, formatar e perenizar o conhecimento gerado.
Manual QSB Fiat - Versão vigente
As atividades da área de manutenção, engenharia produto e processo devem também fazer parte do programa de lições aprendidas.
6D
Em caso de não conformidades em características Report de peças que retornam do campo, a mesma tratativa citada nos itens 6A, 6B e 6C deverá ser implementada, ou seja, o EQF deverá ser imediatamente informado da anomalia e a tratativa especial adotada para acompanhamento e encerramento da ação.
O fornecedor mantem atualizado a ficha ECA no site SCP? ECA (Efeito, Causa, Ação)SCP (Sistema de Controle de Peças) http://scp.fiat.com.br
Resp. Fornecedor_________________________ (Nome e assinatura)
SQE________________________(Nome e assinatura)
NOTAS DO AUDITOR (EQF)
PERGUNTA AVALIAÇÃO OBSERVAÇÃO AÇÃO CORRETIVA RESPONSAVEL DATA STATUS
VOLTAR PARA O FORMULÁRIO DE AUDITORIA
LISTA DE CONTATOS
NOME EMPRESA DEPARTAMENTO E-MAILNÚMERO DE TELEFONE FIXO
NÚMERO DO CELULAR
VOLTAR PARA O FORMULÁRIO DE AUDITORIA
LISTA DE CARACTERÍSTICAS "REPORT"Folha 1/1
FORNECEDOR: NORMAS DE REFERÊNCIA
COMPONENTE: DESENHO DUM DESENHO
CARACTERÍSTICA
FORMAS DE GARANTIA RASTREABILIDADE
OBSERVAÇÃOADEQUADA
S N
Ass.: Data elaboração: Data última revisão:
CÓDIGO FORNEC.
AVALIAÇÃOCmk
(VALOR)
LOCAL DE PRODUÇÃOINTERNO/ TIER II, III, ...
(Nome dos Fornecedores)
RESULTADOPCPA REPORT
TIER II, III, ... (NOTAS 1 A 5)
DAPE (X)
CEP (Amostra/
Frequência)
100% AUT. (X)
OUTROS (ESPECIFICAR)
TIPO DE MARCAÇÃO POR
PEÇA
FREQUÊNCIA DE
MARCAÇÃO
Responsável Fornecedor:
LOGOTIPO DOFORNECEDOR
VOLTAR PARA O FORMULÁDIO DE AUDITORIA
LOGOTIPO DOFORNECEDOR
5 PORQUÊSNome: Telefone Data Revisão:
Contato FornecedorFIAT EQF:
Código Fornecedor: Nome Fornecedor/Local
Descrição do Problema:
Origem Nº boleta SQP:
Modo de Falha
Efeito do Modo de Falha
Causa do Modo de Falha
5 Porquês Ação Corretiva Responsável Data Encer.
M1
M2
M3
M4
M5
M-RC
Q1
Q2
Q3
Q4
Q5
Q-RC
P1
P2
P3
P4
P5
P-RC
Por quê o Processo de Manufatura não PREVENIU o defeito?
Por quê o Processo de Qualidade não PROTEGEU o Cliente do
defeito?
Por quê o Planejamento de Processo não PREVIU o defeito?
PrevenirProcesso
de Manufatura Padronização Trabalho
e Dape
nos FMEAs e PCs
PreverPlanejamento Processo
informações contidas
ProtegerProcesso de Qualidade
Detectar & Atuar
SQP Garantia Processo Interno
SQE - One Page ReportNúmero do desenho: GRAVIDADE: Denom. Desenho:Planta (Fiasa):Fornecedor: Cód. Forn:SQE: Tel:Data Problema:Descrição do Problema: Ferramenta Aplicada:
Data da aplicação:Desenho/Foto/Outras ilustrações:
(Plano Ação/Responsável/Data Implantação):
Elaborado por: em: ___ /___ /___ Data Revisão: ___ / ___ / ___
Ações de Contenção:
Causa Raiz:
Solução Definitiva:
Ações anti-reincidência:
Top Related