





Línguas
Páginas
Legal

Fabrico por Enformação de Porcas e Parafusos Ocos de Parede Fina
Pedro Afonso Antunes Coelho
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientador(es):Doutor Luís Manuel Mendonça Alves
Doutor Paulo António Firme Martins
Júri
Presidente: Doutor Rui Manuel dos Santos Oliveira Baptista
Orientador: Doutor Luís Manuel Mendonça Alves
Vogais: Doutor Carlos Manuel Alves da Silva
Engenheiro José Miguel Graça Medeiros
Novembro de 2014

i
Agradecimentos
Pretendo proferir a minha gratidão a todas a pessoas que tornaram este trabalho possível.
Ao meu coordenador científico, Professor Doutor Luís Manuel Mendonça Alves, por toda a ajuda,
ensinamentos e conhecimentos que me transmitiu ao longo desta dissertação, quer a nível prático,
quer a nível teórico. A frequente motivação e boa disposição foram elementos-chave para conclusão
desta dissertação.
Ao meu co-ordenador científico, Professor Doutor Paulo António Firme Martins, por demonstrar
disponibilidade em retirar qualquer dúvida e em aconselhar na melhor resolução de qualquer
problema.
Ao Técnico do Laboratório de Tecnologia Mecânica, Senhor Farinha, pela ajuda no decorrer da toda a
parte experimental, tanto a nível da experiência técnica na parte laboratorial, como na concepção
teórica de todos os componentes da presente tese.
Ao Doutor Carlos Manuel Alves da Silva, em reconhecimento por toda a ajuda preciosa no desenrolar
desta tese. Todas as ideias, pensamentos e inovações, sem descartar o espírito de ajuda e incentivo,
fizeram com que o trabalho se desenrolasse com muito mais fluidez.
Aos meus Pais pelo ambiente estável, descansado e positivista que sempre me deram ao longo de
todo o percurso da dissertação e de todo o curso.
Á minha namorada, Rita, por toda a paciência, apoio que me deste e por tares sempre ao meu lado.
Esta tese é dedicada a ti.
Aos meus colegas de curso, pois sempre me apoiaram e me transmitiram o que necessitei ao longo
desta dissertação e do curso, Bruno, Moura, Soeiro e resto do grupo.
Aos meus familiares e aos meus amigos por toda a motivação, esforço e dedicação que fizeram com
que nunca desistisse.
A todos o meu sincero MUITO OBRIGADO!

iii
Abstract
In modern days, there has been a growing concern related to the production of components.
Nowadays, it is said that the production methods must be more efficient, less pollutant and more
sustainable. Thus, the present thesis has the main goal to implement a new process, the
manufacturing of thin-walled hollow screws and nuts by tube forming.
This process has its bases in the plastic deformation of steel tubes, which were granted by the
company MCG. The scope of this procedure was to conceive and fabricate the tools involved in this
experiment and make a characterization study about the material used.
The process was implemented at a low level of industrial production to verify the applicability
of the procedure in reality.
To study the process in detail, numerical simulations regarding the manufacturing process
were made with the help of an existing in-house computer software called I-FORM2 and I-FORM3,
developed in the Mechanical Technology Section of Instituto Superior Técnico.
The thesis concludes with a section concerning the comparison between the experimental
part and the numerical simulations in terms of results and an analysis related to the feasibility of this
new procedure.
Keywords:
Thin-walled hollow screw and nut
Tools manufacture
Finite Element Method
Compression beading
Tube forming
Experimental development

v
Resumo
Actualmente tem-se notado uma crescente preocupação em relação ao fabrico de
componentes de um modo mais eficiente, não poluente e mais sustentável. Deste modo, a presente
tese teve como objectivo, executar um novo processo de fabrico de parafusos ocos e porcas ocas de
parede fina por enformação.
Este processo tem como base a deformação plástica de tubos de aço ao carbono, cedidos
pela empresa MCG. Para perfazer e analisar este procedimento realizou-se a concepção e fabrico
das ferramentas que envolvem todo o aparato experimental, assim como um estudo de
caracterização do material a ser utilizado neste trabalho.
Recorreu-se à análise experimental de modo a provar a praticabilidade deste processo a nível
industrial.
De maneira a validar todo o processo, ver fluxos de material, determinar campos de extensão
efectiva, entre outros, executaram-se inúmeras análises numéricas dos processos de fabrico do
parafuso e da porca, com a cooperação de softwares de deformação plástica, I-FORM2 e I-FORM3
desenvolvidos na Secção de Tecnologia Mecânica do Instituto Superior Técnico.
Após a conclusão das duas secções anteriores, experimentação e simulação numérica,
procedeu-se a uma comparação de resultados obtidos entre ambos e assim finalização do respectivo
processo como exequível, do ponto de vista de fabricação.
Palavras-chave:
Parafuso e porca ocos de parede fina
Desenvolvimento sustentável
Método dos Elementos Finitos
Instabilidade
Enformação de tubos
Desenvolvimento experimental

vii
Índice
Agradecimentos .........................................................................................................................................i
Abstract.................................................................................................................................................... iii
Resumo ....................................................................................................................................................v
Lista de Figuras ....................................................................................................................................... xi
Lista de Tabelas .................................................................................................................................... xiii
Abreviaturas ........................................................................................................................................... xv
Lista de Símbolos .................................................................................................................................. xvi
Lista de Símbolos Gregos .................................................................................................................... xvii
1. Introdução ........................................................................................................................................ 1
1.1. Objectivos ................................................................................................................................ 3
1.2. Estrutura do trabalho ............................................................................................................... 3
2. Estado de Arte ................................................................................................................................. 5
2.1. Definição de Parafusos e Porcas ............................................................................................ 5
2.2. História ..................................................................................................................................... 6
2.3. Métodos de fabrico convencionais .......................................................................................... 7
2.3.1. Parafuso .......................................................................................................................... 7
2.3.2. Porcas ............................................................................................................................ 10
2.3.3. Parafusos ocos .............................................................................................................. 11
2.4. Aplicações de Mercado ......................................................................................................... 11
3. Conceitos Físicos .......................................................................................................................... 15
3.1. Ensaio de compressão de discos .......................................................................................... 15
3.2. Instabilidade Plástica ............................................................................................................. 16
3.3. Inversão Tubular .................................................................................................................... 18
3.4. Redução Tubular ................................................................................................................... 20
3.5. Deformação de Tubos ........................................................................................................... 21
4. Componente Teórica ..................................................................................................................... 23
4.1. Plasticidade ........................................................................................................................... 23
4.1.1. Critérios de Plasticidade ................................................................................................ 23
4.1.2. Equações constitutivas .................................................................................................. 27
4.2. Método dos Elementos Finitos .............................................................................................. 27
4.2.1. Origem do método ......................................................................................................... 28
4.2.2. Equações básicas.......................................................................................................... 29
4.3. Software utilizado .................................................................................................................. 31
4.3.1. I-FORM .......................................................................................................................... 31
viii
4.3.2. GiD ................................................................................................................................. 32
5. Desenvolvimento Experimental ..................................................................................................... 33
5.1. Prensas .................................................................................................................................. 33
5.2. Equipamentos utilizados ........................................................................................................ 34
5.3. Caracterização Mecânica ...................................................................................................... 36
5.3.1. Lei do Material ............................................................................................................... 36
5.3.2. Carga Crítica .................................................................................................................. 38
5.3.3. Determinação do tipo de material usado ....................................................................... 39
5.4. Procedimento - Conceitos iniciais ......................................................................................... 40
5.5. Ensaios preliminares de fabrico do parafuso ........................................................................ 40
5.5.1. Execução do batente ..................................................................................................... 40
5.5.2. Enformação da cabeça sextavada ................................................................................ 41
5.6. Ensaios preliminares de fabrico da porca ............................................................................. 42
5.6.1. Criação de parede dupla por inversão .......................................................................... 42
5.6.2. Enformação da cabeça sextavada ................................................................................ 43
5.6.3. Enformação do batente ................................................................................................. 44
5.7. Redução e Formação do batente do parafuso ...................................................................... 44
5.8. Roscagem dos componentes ................................................................................................ 45
5.9. Etapas de Fabrico dos componentes .................................................................................... 46
5.9.1. Parafuso oco .................................................................................................................. 46
5.9.2. Porca oca ....................................................................................................................... 48
5.10. Sequências de fabrico ....................................................................................................... 49
6. Simulações Numéricas .................................................................................................................. 51
6.1. Indicações iniciais .................................................................................................................. 51
6.2. Primeira etapa: SOLIDWORKS ............................................................................................. 51
6.2.1. Dimensões do Parafuso oco e matrizes ........................................................................ 51
6.2.1.1. Matriz de redução .................................................................................................. 52
6.2.1.2. Matriz cilíndrica dos GAP’s .................................................................................... 52
6.2.1.3. Mandril interno ....................................................................................................... 52
6.2.1.4. Punção sextavado ................................................................................................. 53
6.2.2. Dimensões da Porca Oca e matrizes ............................................................................ 53
6.2.2.1. Matriz de caixa ....................................................................................................... 54
6.2.2.2. Matriz sextavada furada ........................................................................................ 54
6.2.2.3. Mandril interno ....................................................................................................... 54
6.2.2.4. Matriz de inversão ................................................................................................. 54
6.3. Segunda Etapa: GiD .............................................................................................................. 55
6.3.1. Matrizes e pré-formas .................................................................................................... 56
6.3.1.1. Matrizes usadas na produção do parafuso ........................................................... 57
ix
6.3.1.2. Matrizes usadas na produção da porca ................................................................ 58
6.3.1.3. Pré-formas iniciais ................................................................................................. 58
6.4. Terceira Etapa: I-FORM ........................................................................................................ 59
6.4.1. Aspectos a ter em atenção nas análises do I-FORM .................................................... 59
6.5. Quarta e Última Etapa: GiD ................................................................................................... 60
6.6. Cronograma das simulações numéricas ............................................................................... 61
6.7. Abordagem 2D/3D para o fabrico do parafuso ...................................................................... 61
7. Discussão de resultados ............................................................................................................... 63
7.1. Análise gráfica das etapas de fabrico ................................................................................... 63
7.1.1. Etapas de fabrico do parafuso ....................................................................................... 63
7.1.1.1. Redução e Formação do batente .......................................................................... 63
7.1.1.2. Calibração .............................................................................................................. 64
7.1.1.3. Formação da cabeça ............................................................................................. 65
7.1.2. Etapas de fabrico da porca ............................................................................................ 66
7.1.2.1. Formação da cabeça ............................................................................................. 66
7.1.2.2. Formação do batente............................................................................................. 67
7.2. Comparação entre 2 e 3 dimensões ..................................................................................... 68
7.3. Analogia entre a simulação numérica e experimentação ..................................................... 69
7.4. Distribuição de espessura nos componentes ........................................................................ 70
7.4.1. Parafuso ........................................................................................................................ 71
7.4.2. Porca ............................................................................................................................. 72
7.5. Comparação de pesos .......................................................................................................... 72
8. Conclusões e Trabalhos Futuros................................................................................................... 77
8.1. Conclusões ............................................................................................................................ 77
8.2. Trabalhos Futuros ................................................................................................................. 78
Referências Bibliográficas ..................................................................................................................... 79
Anexo ..................................................................................................................................................... 82

xi
Lista de Figuras
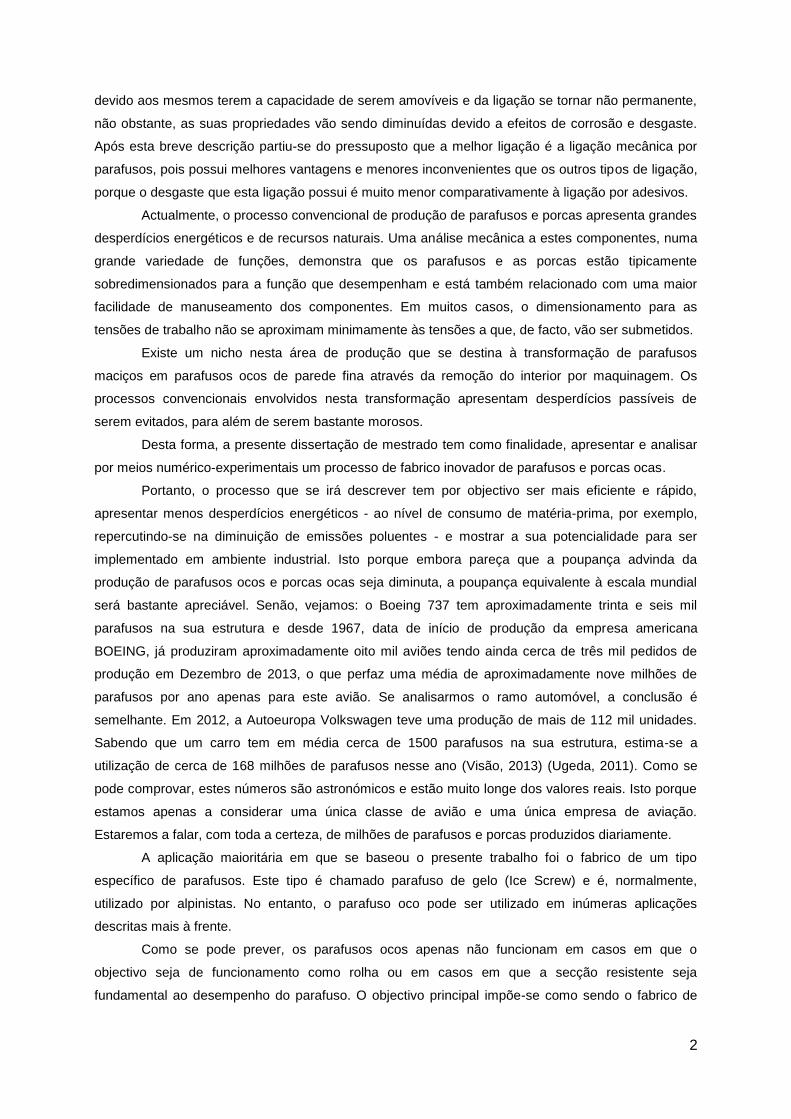
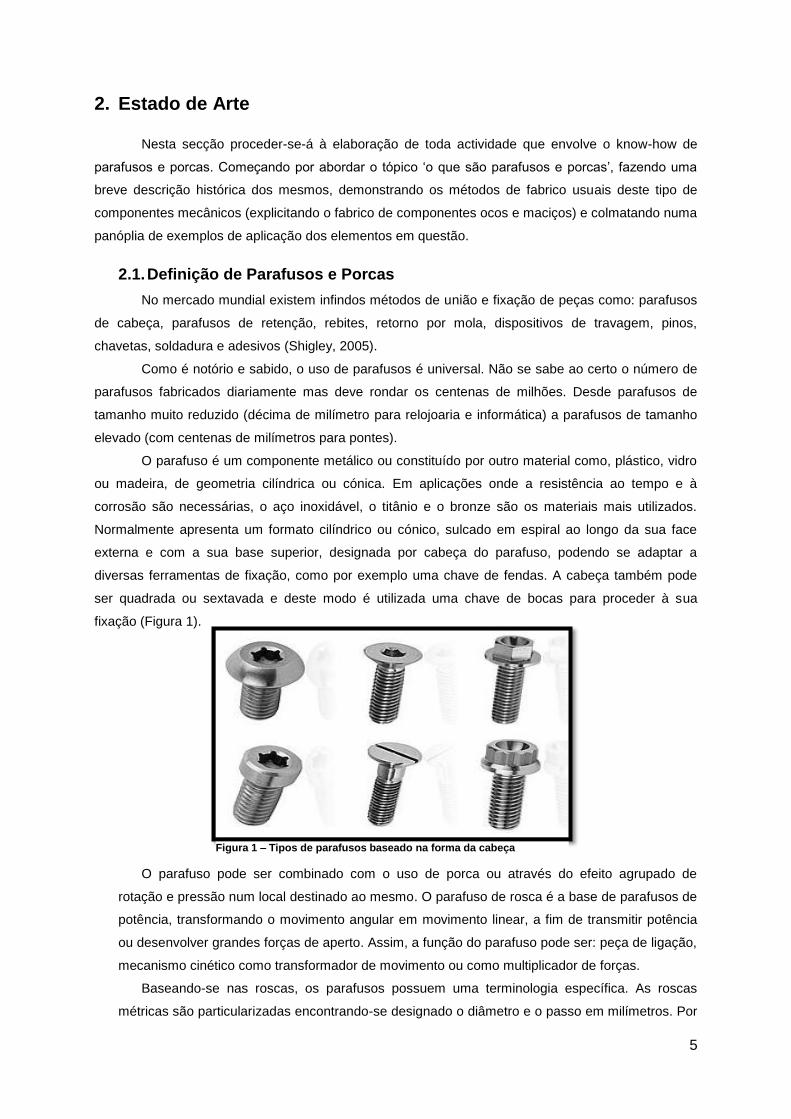
Figura 1 – Tipos de parafusos baseado na forma da cabeça ................................................................. 5
Figura 2 – Parafuso e porca de madeira ................................................................................................. 7
Figura 3 – Rolo de varão utilizado no fabrico de parafusos maciços ..................................................... 8
Figura 4 – Máquina industrial de fabrico das várias etapas da cabeça do parafuso .............................. 8
Figura 5 – Da esquerda para a direita, as geometrias sucessivas das fases de fabrico do parafuso
maciço ..................................................................................................................................................... 9
Figura 6 – Etapa de roscagem do corpo do parafuso maciço ................................................................ 9
Figura 7 – Parafuso maciço fabricado no LTM por tornamento ............................................................ 10
Figura 8 – Porcas maciças fabricadas por forjamento a quente ........................................................... 10
Figura 9 – Parafuso de gelo .................................................................................................................. 12
Figura 10 – Parafuso oco do cubo do aro de uma mota [Teixeira, 2010] ............................................. 12
Figura 11 – Forqueta de uma moto ....................................................................................................... 13
Figura 12 – Parafuso oco do cubo do aro de uma bicicleta .................................................................. 13
Figura 13 – Parafusos ocos no avanço do guiador de uma bicicleta ................................................... 13
Figura 14 – Parafuso oco, como constituinte de um implante dentário ................................................ 14
Figura 15 – Parafuso oco constituinte do motor AGRALE M95W ........................................................ 14
Figura 16 – 4 Discos empilhados para execução do stack compression test [Alves, 2011] ................ 15
Figura 17 – Representação esquemática do processo de criação de instabilidade [Alves, 2011] ....... 17
Figura 18 – Representação esquemática do processo de inversão externa entre matrizes [Rosa,
2004] ...................................................................................................................................................... 19
Figura 19 – Representação esquemática do processo de redução [Alves, 2008]................................ 20
Figura 20 – Representação gráfica do andamento Tensão e extensão [adaptado de Wikipedia Strain-
Stress] .................................................................................................................................................... 23
Figura 21 – Representção gráfica dos critérios de plasticidade no espaço das tensões de Haigh-
Westergaard .......................................................................................................................................... 26
Figura 22 – Discretização de um corpo em elementos finitos .............................................................. 28
Figura 23 – Logo do software I-FORM 3D ............................................................................................ 31
Figura 24 - Logo do software GiD ......................................................................................................... 32
Figura 25 – a) Prensa hidráulica INSTRON KN1200 SATEC, do LTM b)Computador para
aquisição de dados ................................................................................................................................ 34
Figura 26 – Prensa manual STENHOJ CP40 ....................................................................................... 35
Figura 27 – Torno convencional QUANTUM D320x920SG .................................................................. 35
Figura 28 – Serrote MAQFORT WE210S ............................................................................................. 35
Figura 29 – Representação gráfica da lei do material segundo o ensaio de compressão de discos
empilhados ............................................................................................................................................ 37
Figura 30 – Representação gráfica para determinação da carga crítica do tipo de tubo utilizado ....... 38
Figura 31 – Máquina de Espectroscopia SHIMADZU EDX-720 ........................................................... 39
Figura 32 - Representação esquemática do processo de determinação da janela de processo de
instabilidades ......................................................................................................................................... 41
Figura 33 - a) Pré-formas iniciais com 5, 10 e 15mm de GAP b) Pré-formas após ensaios com 5, 10
e 15mm de GAP .................................................................................................................................... 41
Figura 34 – Concepção inicial para o fabrico da porca oca .................................................................. 42
Figura 35 – Representação das tentativas falhadas de inversão da pré-forma tubular ....................... 43
Figura 36 - Representação da etapa de enformação do batente da porca oca ................................... 44
Figura 37 – Ferramentas utilizadas na primeira e segunda etapas de produção do parafuso oco ...... 45
Figura 38 – Representação de roscagem manual, similar à utilizada no corpo do parafuso fabricado 45
Figura 39 – Representação de uma tentativa falhada de roscagem de um parafuso oco fabricado ... 46
Figura 40 – Representação da etapa de formação da cabeça do parafuso oco .................................. 47
Figura 41 – Ferramentas utilizadas na primeira e segunda etapas de fabrico do parafuso oco .......... 47
Figura 42– Esquema representativo das etapa de fabrico do parafuso oco ........................................ 47
Figura 43 – Ferramentas utilizadas na primeira etapa de fabrico da porca oca ................................... 48
xii
Figura 44 – Matriz de inversão utilizada na etapa de formação do batente ......................................... 48
Figura 45– Esquema representativo das etapa de fabrico do parafuso oco ........................................ 49
Figura 46 – Representação esquemática do processo de fabrico do parafuso oco ............................. 50
Figura 47 – Representação de um processo alternativo de fabrico da cabeça sextavada da porca ... 50
Figura 48 – Representação esquemática do processo de fabrico da porca oca .................................. 50
Figura 49 – Desenho CAD da Matriz de redução ................................................................................. 52
Figura 50 – Desenho CAD da Matriz cilíndrica dos GAPS’s ................................................................. 52
Figura 51 – Desenho CAD do Mandril interno ...................................................................................... 53
Figura 52 – Desenho CAD do Punção sextavado ................................................................................ 53
Figura 53 – Desenho CAD da Matriz de caixa ...................................................................................... 54
Figura 54 – Desenho CAD da Matriz sextavada furada ........................................................................ 54
Figura 55 – Desenho CAD da Matriz de inversão ................................................................................. 55
Figura 56 – Representação do desenho CAD do punção sextavado e do mesmo na realidade ......... 55
Figura 57 – Discretização da malha para a pré-forma do parafuso ...................................................... 56
Figura 58 – Malha da matriz de redução ............................................................................................... 57
Figura 59 – Malha da matriz cilindrica do GAP’s .................................................................................. 57
Figura 60 – Malha do mandril interno .................................................................................................... 57
Figura 61 – Malha do punção sextavado .............................................................................................. 57
Figura 62 – Malha de uma base para simular o prato inferior da prensa ............................................. 57
Figura 63 – Malha da matriz sextavada furada ..................................................................................... 58
Figura 64 – Malha da matriz de caixa ................................................................................................... 58
Figura 65 – Malha da matriz de inversão .............................................................................................. 58
Figura 66 – Malha da pré-forma do parafuso ........................................................................................ 58
Figura 67 - Malha da pré-forma do porca .............................................................................................. 58
Figura 68 – Formação do batente com a ferramenta ‘contac’ activada ................................................ 59
Figura 69 – Formação do batente com a ferramenta ‘contac’ desactivada .......................................... 59
Figura 70 – Apresentação do problema de jacobiano negativo ............................................................ 60
Figura 71 – Geometria do parafuso depois da fase de ‘remesh’ .......................................................... 62
Figura 72 – Geometria do parafuso antes da fase de ‘remesh’ ............................................................ 62
Figura 73 – Representação gráfica da evolução da carga com o deslocamento na etapa de redução e
formação do batente do parafuso ......................................................................................................... 63
Figura 74 – Representação gráfica da evolução da carga com o deslocamento na etapa de calibração
do parafuso ............................................................................................................................................ 64
Figura 75 – Representação gráfica da evolução da carga com o deslocamento na etapa de formação
da cabeça do parafuso .......................................................................................................................... 65
Figura 76 – Representação gráfica da evolução da carga com o deslocamento na etapa de formação
da cabeça da porca ............................................................................................................................... 66
Figura 77 - Representação gráfica da evolução da carga com o deslocamento na etapa de formação
do batente da porca ............................................................................................................................... 67
Figura 78 – Representação gráfica da comparação das abordagens 2D/3D na primeira fase de fabrico
do parafuso ............................................................................................................................................ 68
Figura 79 – Representação gráfica da comparação das abordagens 2D/3D na segunda fase de
fabrico do parafuso ................................................................................................................................ 68
Figura 80 – Representação gráfica da comparação das abordagens 2D/3D na última fase de fabrico
do parafuso ............................................................................................................................................ 69
Figura 81 – Comparação dos componentes finais segundo as abordagens experimental (à esquerda)
e numérica (à direita) ............................................................................................................................. 70
Figura 82 - Representação gráfica da variação da espessura com a distância, no parafuso .............. 71
Figura 83 - Representação gráfica da variação da espessura com a distância, na porca ................... 72
Figura 84 – Representação dos conjuntos de componentes maciços e ocos ...................................... 73
xiii
Lista de Tabelas
Tabela 1 – Exemplo de parâmetros da equação de Ludwik-Hollomon para 3 tipos de aços carbonos
(Rodrigues & Martins , 2010)................................................................................................................. 36
Tabela 2 – Percentagem dos elementos presentes no material usado na presente dissertação ........ 39
Tabela 3 – Dimensões das pré-formas utilizadas na determinação da janela de processo de
instabilidade (Figura 32) ........................................................................................................................ 41

xv
Abreviaturas
MEF Método dos elementos finitos
KTM Kronreif Trunkenpolz Mattighofen
ACTMGI Área Científica de Tecnologia Mecânica e Gestão Industrial
IST Instituto Superior Técnico
MCG Manuel Conceição da Graça
LTM Laboratório de Tecnologia Mecânica
DEM Departamento de Engenharia Mecânica
CNC Controlo Numérico Computorizado (computer numerical control)
CAD Desenho Assistido por Computador (computer-aided design)
NOF Núcleo de Oficinas
xvi
Lista de Símbolos
ℎ0 - Altura inicial do provete para o ensaio de compressão uniaxial
𝐴 - Área da secção útil do tubo
𝑃𝑐𝑟 - Carga crítica para a qual ocorre instabilidade
𝑛 - Coeficiente de encruamento
𝐾 - Constante de penalidade
𝑑0 - Diâmetro inicial do provete para o ensaio de compressão uniaxial
𝑙𝑔𝑎𝑝 - Espaçamento inicial entre matrizes
𝑡0 - Espessura inicial da pré-forma tubular
𝑆 - Estrutura cristalina do material
𝐹(𝜎𝑖𝑗) - Função limite de elasticidade
𝐼𝑖 - Invariante do tensor das tensões
𝐽𝑖 - Invariante do tensor desviador das tensões
𝐸 - Módulo de Young
𝐻 - Parâmetro da equação da lei do material
𝑟𝑐𝑚 - Raio do canto da matriz
𝑟0 - Raio exterior inicial da pré-forma tubular
𝑇 - Temperatura
xvii
Lista de Símbolos Gregos
𝜇 - Coeficiente de atrito
𝜈 - Coeficiente de Poisson
𝑑𝜆 - Constante de proporcionalidade das equações de Levy-Mises
𝛿𝑖𝑗 - Delta de Kronecker
휀 ̅ - Extensão efectiva
휀 - Extensão verdadeira
𝜆 - Multiplicador de Lagrange
𝜎𝑧 - Tensão axial
𝜎𝑐𝑟 - Tensão crítica para a qual ocorre instabilidade
𝜏 - Tensão de corte
𝜎 - Tensão efectiva
𝜎𝑒 - Tensão limite de elasticidade
𝜎𝑚 - Tensão média hidrostática
𝜎𝑖 - Tensão principal
𝜎𝑟 - Tensão radial
𝜎𝜃 - Tensão tangencial
𝜎 - Tensão verdadeira
휀𝑖𝑗 - Tensor das extensões
𝜎𝑖𝑗 - Tensor das tensões
휀�̇�𝑗 - Tensor das velocidades de deformação
𝜎𝑖𝑗′ - Tensor desviador das tensões
휀̇ - Velocidade de deformação
휀 ̅̇ - Velocidade de deformação efectiva

1
1. Introdução
Nos últimos anos temos presenciado o desenvolvimento de enormes empreendimentos na
área industrial que têm permitido acompanhar a cada vez maior exigência e procura dos seus
produtos. Estes desenvolvimentos nem sempre tomaram em consideração o quão sérias e graves
poderiam ser as consequências para o ambiente advindas dos processos de fabrico aplicados –
processos esses altamente poluentes. Estas consequências muito facilmente se repercutiram no
bem-estar da população e, talvez por isso, têm sido feitos esforços no sentido de tornar as unidades
industriais mais eficientes. Algo que abona tanto para a unidade fabril – poupando em matéria-prima
– como também para a população em geral que poderá continuar a beneficiar dos produtos de que
necessita, não comprometendo o seu bem-estar. Com a ideia de poupança de matéria-prima em
mente poder-se-ia diminuir a compra à entidade de aquisição da matéria, fazendo com que esta não
retirasse tantos recursos naturais ao meio ambiente. Ou seja, limitavam-se os custos da empresa,
pois esta comprava menos matéria-prima ou comprava a mesma quantidade, mas a quantidade de
produto final seria muito menor. Reduzia-se, de igual modo, o custo do transporte da matéria-prima
para a empresa.
Neste seguimento, a Convenção-Quadro das Nações Unidas emitiu algumas directivas, tendo
como principal alvo as mudanças climáticas. A directiva 2003/87/CE de Outubro de 2003 estabelece
que a comunidade se compromete a conseguir uma redução de 8% das suas emissões de gases
com efeito de estufa, em relação a níveis de 1990 e a longo prazo, uma redução de 70% das mesmas
emissões. Como se pode constatar, a maioria das emissões de gases com efeito de estufa provêm
de empresas de fabrico dos mais variados componentes, desde carros, aviões, electrodomésticos,
etc. Deste modo, foram estabelecidos parâmetros de controlo bastante mais restritivos que
promoveram a diminuição das emissões de gases com efeito de estufa, diminuindo ainda o consumo
de combustíveis fósseis alcançando-se, desta forma, métodos de produção mais limpos. Neste
contexto, a sociedade actual tem vindo a adoptar uma nova filosofia de gestão de produção chamada
Produção Limpa ou «Lean Manufacturing», que demonstra que eliminando sete tipos de desperdícios
é possível melhorar a qualidade, o custo e o tempo de produção, assim como potenciar o decréscimo
da poluição reduzindo consumos excessivos.
A diminuição dos níveis de poluição é alcançável pelo desenvolvimento de processos que
apresentem menores perdas inerentes ao processo de fabrico. Se existir a possibilidade de minorar o
peso de componentes e tornar as estruturas mais leves, obtêm-se as inúmeras vantagens já
explicitadas anteriormente e consegue-se satisfazer melhor o mercado, aumentando a
competitividade em relação a outras empresas com o mesmo público-alvo.
Em contexto industrial existem os seguintes meios de ligação de componentes: ligação
mecânica (parafusos/porcas ou rebites), ligação química (adesivos ou colas) e ligação térmica
(soldadura). A soldadura é uma das mais utilizadas, é relativamente rápida de se executar, no
entanto, devido aos ciclos de aquecimento-arrefecimento as propriedades dos materiais são
afectadas, não sendo esta uma boa opção de ligação. Por seu lado, os adesivos tornam a ligação
muito boa a nível estético, entretanto, com o passar do tempo tornam a ligação fraca e daí advém que
não correspondem à opção mais usada. Por último, os parafusos e porcas são muito empregados
2
devido aos mesmos terem a capacidade de serem amovíveis e da ligação se tornar não permanente,
não obstante, as suas propriedades vão sendo diminuídas devido a efeitos de corrosão e desgaste.
Após esta breve descrição partiu-se do pressuposto que a melhor ligação é a ligação mecânica por
parafusos, pois possui melhores vantagens e menores inconvenientes que os outros tipos de ligação,
porque o desgaste que esta ligação possui é muito menor comparativamente à ligação por adesivos.
Actualmente, o processo convencional de produção de parafusos e porcas apresenta grandes
desperdícios energéticos e de recursos naturais. Uma análise mecânica a estes componentes, numa
grande variedade de funções, demonstra que os parafusos e as porcas estão tipicamente
sobredimensionados para a função que desempenham e está também relacionado com uma maior
facilidade de manuseamento dos componentes. Em muitos casos, o dimensionamento para as
tensões de trabalho não se aproximam minimamente às tensões a que, de facto, vão ser submetidos.
Existe um nicho nesta área de produção que se destina à transformação de parafusos
maciços em parafusos ocos de parede fina através da remoção do interior por maquinagem. Os
processos convencionais envolvidos nesta transformação apresentam desperdícios passíveis de
serem evitados, para além de serem bastante morosos.
Desta forma, a presente dissertação de mestrado tem como finalidade, apresentar e analisar
por meios numérico-experimentais um processo de fabrico inovador de parafusos e porcas ocas.
Portanto, o processo que se irá descrever tem por objectivo ser mais eficiente e rápido,
apresentar menos desperdícios energéticos - ao nível de consumo de matéria-prima, por exemplo,
repercutindo-se na diminuição de emissões poluentes - e mostrar a sua potencialidade para ser
implementado em ambiente industrial. Isto porque embora pareça que a poupança advinda da
produção de parafusos ocos e porcas ocas seja diminuta, a poupança equivalente à escala mundial
será bastante apreciável. Senão, vejamos: o Boeing 737 tem aproximadamente trinta e seis mil
parafusos na sua estrutura e desde 1967, data de início de produção da empresa americana
BOEING, já produziram aproximadamente oito mil aviões tendo ainda cerca de três mil pedidos de
produção em Dezembro de 2013, o que perfaz uma média de aproximadamente nove milhões de
parafusos por ano apenas para este avião. Se analisarmos o ramo automóvel, a conclusão é
semelhante. Em 2012, a Autoeuropa Volkswagen teve uma produção de mais de 112 mil unidades.
Sabendo que um carro tem em média cerca de 1500 parafusos na sua estrutura, estima-se a
utilização de cerca de 168 milhões de parafusos nesse ano (Visão, 2013) (Ugeda, 2011). Como se
pode comprovar, estes números são astronómicos e estão muito longe dos valores reais. Isto porque
estamos apenas a considerar uma única classe de avião e uma única empresa de aviação.
Estaremos a falar, com toda a certeza, de milhões de parafusos e porcas produzidos diariamente.
A aplicação maioritária em que se baseou o presente trabalho foi o fabrico de um tipo
específico de parafusos. Este tipo é chamado parafuso de gelo (Ice Screw) e é, normalmente,
utilizado por alpinistas. No entanto, o parafuso oco pode ser utilizado em inúmeras aplicações
descritas mais à frente.
Como se pode prever, os parafusos ocos apenas não funcionam em casos em que o
objectivo seja de funcionamento como rolha ou em casos em que a secção resistente seja
fundamental ao desempenho do parafuso. O objectivo principal impõe-se como sendo o fabrico de
3
parafusos e porcas, segundo um novo e mais eficiente processo, mas sem diminuição das
características mecânicas, típicas dos componentes maciços.
Em suma, devem-se executar processos e produtos mais limpos, com o menor desperdício
de matéria-prima. Os produtos, na sua aplicação final, desejam-se leves para que o consumo
energético no transporte da empresa de fabrico para o mercado e utilização dessa matéria-prima
sejam os menores possíveis, poupando também os recursos materiais da Terra e reduzindo custos
no fabrico deste inovador procedimento.
Em seguida ir-se-á explicitar cada uma das secções, nas quais o actual trabalho se divide,
seguido de uma breve descrição do seu conteúdo.
1.1. Objectivos
Em prol do explicitado anteriormente, os principais objectivos desta dissertação de mestrado
são:
Investigação experimental e numérica do método de fabrico de parafusos ocos por
deformação plástica;
Análise, desenvolvimento e fabrico de um conjunto de ferramentas para enformação de
parafusos ocos;
Por último, desenvolver e fabricar um conjunto de ferramentas para enformação de porcas
ocas, partindo de uma análise numérica e experimental, utilizando sempre o mesmo tubo.
1.2. Estrutura do trabalho
Após uma breve introdução abordar-se-á de uma forma passageira o conteúdo desta
dissertação.
Esta dissertação de mestrado é composta por nove capítulos, estando já abrangida a
presente “Introdução”. Nesta introdução é demonstrado e explicitado o tema a abordar, assim como
os objectivos e enquadramentos da dissertação.
No segundo capítulo, “Estado de arte” expõem-se a história do parafuso e da porca, as
aplicações dos parafusos ocos na actualidade, tal como são descritos, os métodos de fabrico usuais
destes componentes mecânicos.
O capítulo três, ”Conceitos Físicos”, trata de temas envolvidos no presente trabalho, que são
importantes de denotar: a deformação plástica de tubos, instabilidade e trabalhos nesta área,
inversão interna e externa de tubos e Stack Compression Test.
No capítulo número quatro, ”Componente Teórica”, aborda-se a parte matemática e base de
todo o processo de deformação, plasticidade, assim como, o método dos elementos finitos e uma
breve explicação na óptica do utilizador sobre os softwares, I-FORM e GiD, a utilizar nesta
dissertação.
O capítulo número cinco, “Desenvolvimento experimental”, é constituído por uma
enumeração dos equipamentos utilizados e do material estudado, efectuando-se uma explicação da
Lei do material usada e da análise da sua carga crítica, relata-se também o aparato experimental,
4
desde a concepção das ferramentas, passando por demonstrar as etapas de fabrico do parafuso e da
porca.
No capítulo seis, “Simulações Numéricas”, são descritas as análises numéricas realizadas
para a produção dos parafusos e das porcas ocas, para posterior comparação com a parte
experimental.
Na subdivisão do capítulo sete, “Análise dos resultados obtidos”, proceder-se-á a um
exame minucioso dos resultados e à comparação da componente experimental com as simulações
numéricas.
Por fim, no capítulo número 8, denominado “Conclusões e trabalhos futuros”, são
apresentadas as conclusões da presente dissertação, onde se resumem os aspectos mais
significativos do trabalho desenvolvido, baseando-se nos resultados obtidos e referem-se algumas
sugestões e perspectivas com o intuito de promover o desenvolvimento de trabalho futuro nesta área
de investigação.
5
2. Estado de Arte
Nesta secção proceder-se-á à elaboração de toda actividade que envolve o know-how de
parafusos e porcas. Começando por abordar o tópico ‘o que são parafusos e porcas’, fazendo uma
breve descrição histórica dos mesmos, demonstrando os métodos de fabrico usuais deste tipo de
componentes mecânicos (explicitando o fabrico de componentes ocos e maciços) e colmatando numa
panóplia de exemplos de aplicação dos elementos em questão.
2.1. Definição de Parafusos e Porcas
No mercado mundial existem infindos métodos de união e fixação de peças como: parafusos
de cabeça, parafusos de retenção, rebites, retorno por mola, dispositivos de travagem, pinos,
chavetas, soldadura e adesivos (Shigley, 2005).
Como é notório e sabido, o uso de parafusos é universal. Não se sabe ao certo o número de
parafusos fabricados diariamente mas deve rondar os centenas de milhões. Desde parafusos de
tamanho muito reduzido (décima de milímetro para relojoaria e informática) a parafusos de tamanho
elevado (com centenas de milímetros para pontes).
O parafuso é um componente metálico ou constituído por outro material como, plástico, vidro
ou madeira, de geometria cilíndrica ou cónica. Em aplicações onde a resistência ao tempo e à
corrosão são necessárias, o aço inoxidável, o titânio e o bronze são os materiais mais utilizados.
Normalmente apresenta um formato cilíndrico ou cónico, sulcado em espiral ao longo da sua face
externa e com a sua base superior, designada por cabeça do parafuso, podendo se adaptar a
diversas ferramentas de fixação, como por exemplo uma chave de fendas. A cabeça também pode
ser quadrada ou sextavada e deste modo é utilizada uma chave de bocas para proceder à sua
fixação (Figura 1).
O parafuso pode ser combinado com o uso de porca ou através do efeito agrupado de
rotação e pressão num local destinado ao mesmo. O parafuso de rosca é a base de parafusos de
potência, transformando o movimento angular em movimento linear, a fim de transmitir potência
ou desenvolver grandes forças de aperto. Assim, a função do parafuso pode ser: peça de ligação,
mecanismo cinético como transformador de movimento ou como multiplicador de forças.
Baseando-se nas roscas, os parafusos possuem uma terminologia específica. As roscas
métricas são particularizadas encontrando-se designado o diâmetro e o passo em milímetros. Por
Figura 1 – Tipos de parafusos baseado na forma da cabeça
6
exemplo, o parafuso M12x1,75 tem uma rosca com um diâmetro maior nominal de 12mm e um
passo de 1,75mm. É importante referir ainda que o passo é a distância entre as formas
adjacentes de rosca, medidas paralelamente ao eixo da rosca e o avanço é a distância que a
porca percorre paralelamente ao eixo do parafuso, ao longo de uma volta.
Procedendo a uma análise de tensões num parafuso, conclui-se que as tensões são
superiores na periferia dos mesmos, se estes tiverem sujeitos a momentos de flexão ou torsão.
Deste modo, o núcleo na maioria dos casos não possui grande importância, constatando-se
também que a generalidade dos parafusos está sobredimensionada.
A porca tem geralmente um formato quadrado ou sextavado e é um elemento de fixação em
conjunto com o parafuso. No entanto, pode ser usada também, para transmissão de movimentos.
As porcas para fixação possuem geralmente roscas com um perfil triangular, para aplicação em
transmissão de movimento, ou o perfil pode ser quadrado, trapezoidal ou redondo.
Este tipo de fixação parafuso-porca resulta da cinemática de movimento existente entre as
roscas do parafuso e da porca e por compressão dos dois elementos. Pode ser constituída pelos
mesmos materiais que o parafuso - descritos anteriormente - e o seu tipo depende da rosca
interior que possui. Devido ao largo número de porcas que são utilizadas, denominam-se as
mesmas relativamente ao seu tipo como: porca borboleta, recartilhada, cega, redonda, sextavada
ou castelo, sendo as mais comuns as porcas sextavadas, quadradas, para apertos manuais, auto
bloqueante e por pressão.
2.2. História
Em termos históricos, desconhece-se concretamente a origem do parafuso existindo várias
opiniões como:
Algumas versões apontam o grego Archytas of Tarentum por volta de 400 anos a.C. como o
seu inventor. Este desenvolveu o parafuso em madeira para ser utilizado em prensas para
extracção de azeite e da produção de vinho;
Outra hipótese baseia-se em vários estudos, revelando a possibilidade dos egípcios terem
utilizado o parafuso para transporte de água, de poços, minas e do rio Nilo, para terrenos mais
altos, por volta de 950 a.C.(Matos & Ribeiro, 2013).
Sabe-se que Arquimedes visitou o Egipto e observou estes utensílios por volta de 300 a.C.,
apontando a data entre 285 e 212 a.C. como primeiro uso científico do parafuso por Arquimedes.
O matemático grego desenvolveu aplicações científicas com o uso do Parafuso de Arquimedes,
tendo como base o princípio da rosca, utilizando-o para construir dispositivos de elevação de
água para irrigação (Strizhak, 2004).
No primeiro século a.C. existe informação do uso de parafusos de madeira em dispositivos
como prensas de óleo e vinho no Império Romano (Teixeira, 2010).
A chegada dos parafusos metálicos à Europa data apenas do início do século XV. Em
meados do século XVII, uma máquina para fabricar parafusos, desenhada por Leonardo Da Vinci,
desenvolvida por Jacques Besson ganhou forma. Henry Maudslay foi a pessoa que patenteou o
7
parafuso de fenda em 1797. Decorrido um ano, é patenteado um mecanismo semelhante por
David Wilkinson nos Estados Unidos da América.
Com o desenrolar da história, o parafuso foi solucionando incalculáveis problemas, no
entanto, cada inventor ou indústria desenvolviam os seus tipos de parafusos e quando eram
utilizados noutras situações ou territórios, estes apresentavam problemas técnicos por falta de
padronização. Como resultado, promoveu-se a criação de padrões para garantir o intercâmbio
dos mesmos, tornando-os universais.
Com estes progressos, o parafuso com rosca surgiu e a ideia de acoplar o seu uso a uma
porca ocorreu mais tarde (elemaq, 2014).
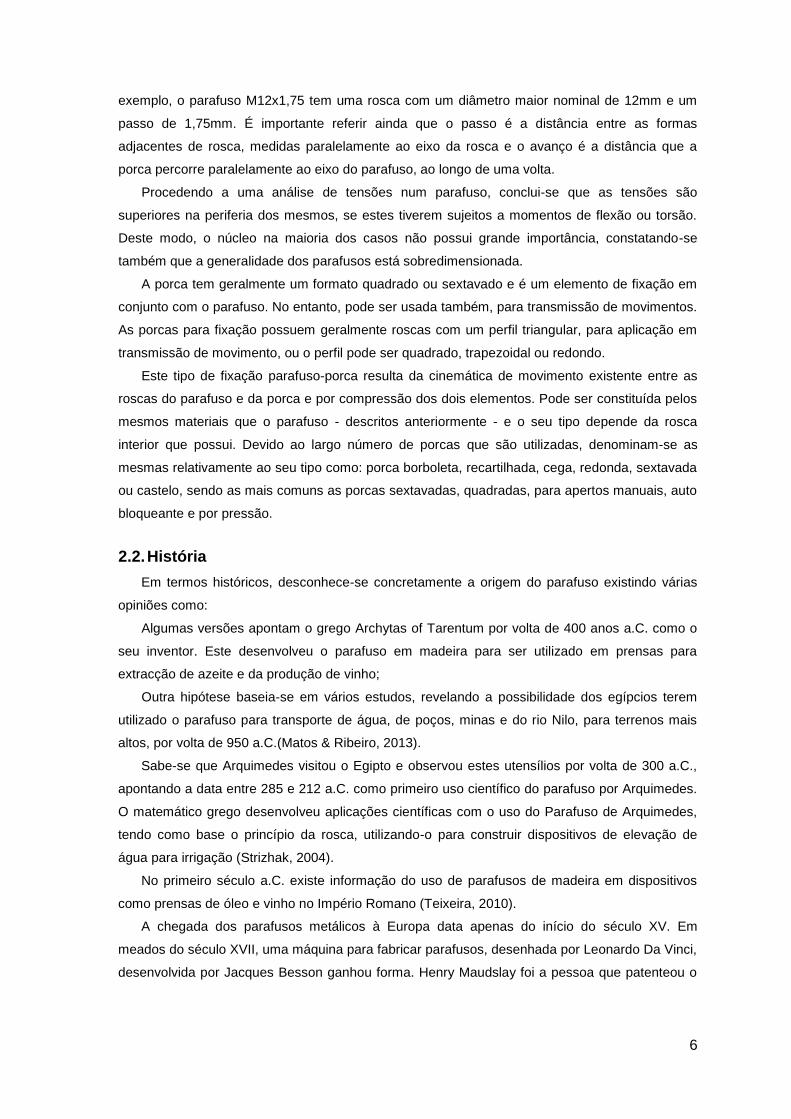
O primeiro marco de uma porca roscada data do fim do século XVI, início do século XVII. Tal
como os primeiros parafusos, as primeiras porcas eram feitas à mão (Figura 2). Desta forma,
conseguir coincidir a rosca da porca com a do parafuso era uma questão de pura sorte. Quando
tal acontecia, o conjunto parafuso-porca era deixado de lado até ser dado uso ao mesmo.
Muitos investigadores afirmam que apenas a Revolução Industrial tornou o conjunto parafuso-
-porca como fixadores comuns.
2.3. Métodos de fabrico convencionais
2.3.1. Parafuso
A presente dissertação de mestrado tem como objectivo o fabrico de parafusos ocos de
parede fina por um processo alternativo, logo torna-se imperial explicitar o método comum de
fabrico de parafusos.
O aço é a matéria-prima constituinte dos parafusos, este é obtido através de minério,
transformado em ferro-coque que sofre processos de fusão e vazamento até chegar às fábricas
de produção de parafusos em forma de rolos de aço.
Figura 2 – Parafuso e porca de madeira
8
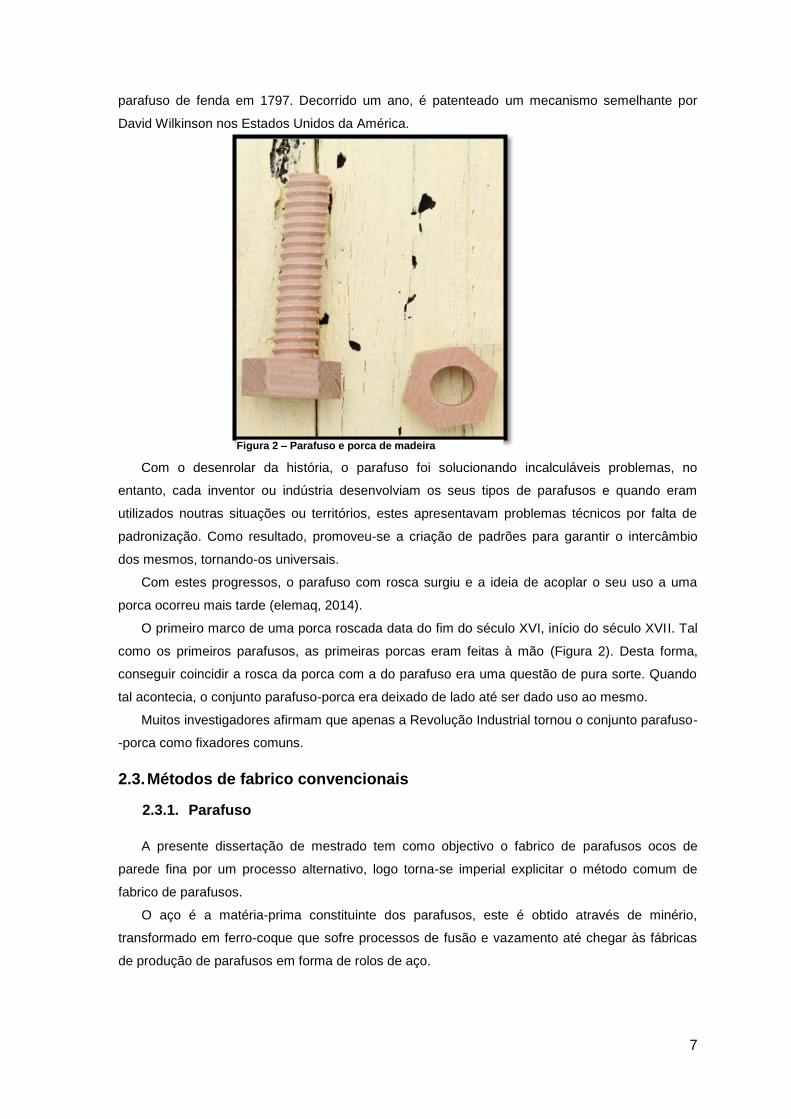
Estes rolos possuem um diâmetro elevado contendo vários varões de secção relativamente
cilíndrica (Figura 3). Estes rolos são escolhidos com base na constituição do material e com base
nas características mecânicas desejadas para o parafuso (Teixeira, 2010).
A primeira etapa no processamento consiste na colocação do rolo dentro de um forno durante
cerca de 30 horas, para a matéria-prima ficar mais macia. De seguida o rolo é colocado num
banho de ácido sulfúrico, de modo a retirar partículas de ferrugem (óxidos). Após esta etapa, o
rolo é enxaguado e coberto por um fosfato, que permite que o material não enferruje, fique
lubrificado para que o material seja mais fácil de moldar.
Os varões do rolo passam por roldanas, sob pressão, de modo a ficarem esticados.
Seguidamente, os varões passam por matrizes que os tornam axissimétricos (ou seja, arredonda
a secção dos varões) e mais em frente são cortados em pedaços de tamanho aproximado do
parafuso desejado. Não é do tamanho mesmo correcto devido à produção da cabeça do
parafuso.
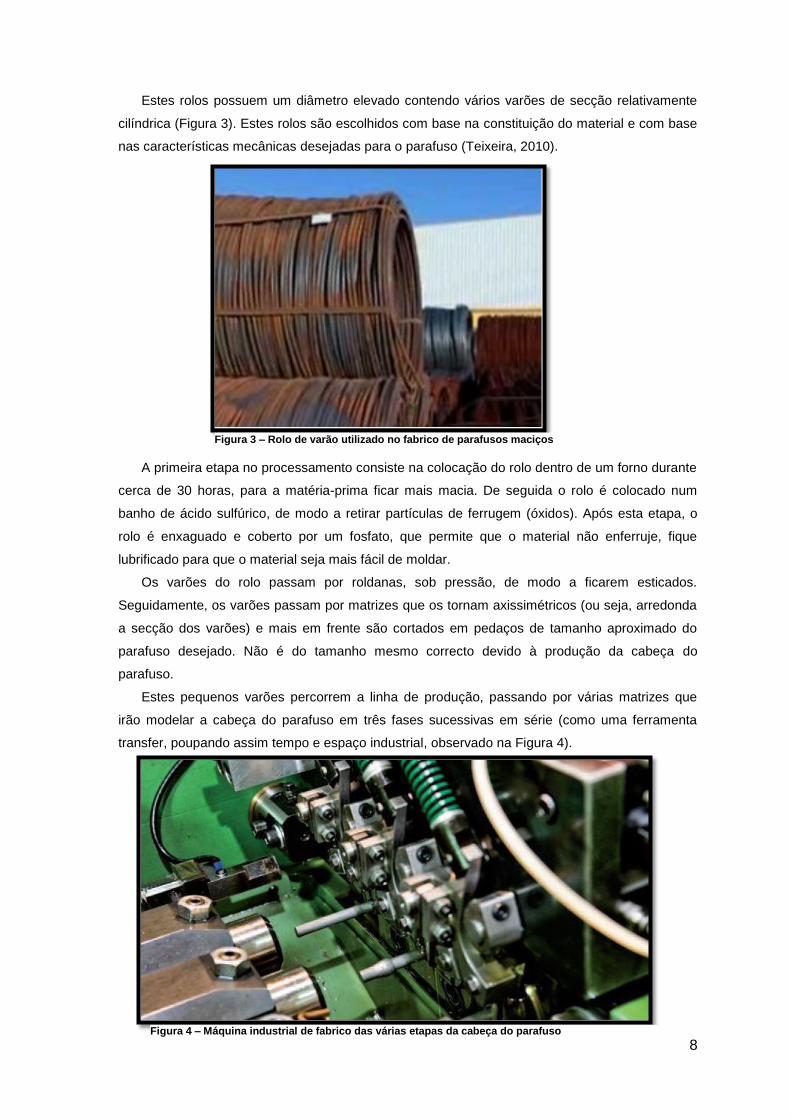
Estes pequenos varões percorrem a linha de produção, passando por várias matrizes que
irão modelar a cabeça do parafuso em três fases sucessivas em série (como uma ferramenta
transfer, poupando assim tempo e espaço industrial, observado na Figura 4).
Figura 3 – Rolo de varão utilizado no fabrico de parafusos maciços
Figura 4 – Máquina industrial de fabrico das várias etapas da cabeça do parafuso

9
Na primeira matriz forma-se uma pequena coluna por deformação, zona do material que irá
sofrer o processamento para produção da cabeça. Na segunda matriz ocorre o aumento do
diâmetro e o arredondamento na zona onde se forma concretamente a cabeça. Nesta fase fica
bem definido o corpo e a cabeça do parafuso. Por último, na terceira matriz, a cabeça já formada
é acabada e modelada para ser sextavada (Figura 5).
Continuando o processamento, é tempo de delinear a parte inferior do parafuso, oposta à
cabeça. Maquina-se o chanfro típico dos parafusos, por onde entra a porca, através de um
ferramenta chamada «ponteiro» (pointer).
Na parte final do fabrico de parafusos é criada a rosca. A rosca é feita por forjamento a frio. O
parafuso é orientado para passar entre duas placas, paralelas a alta pressão, com o passo da
rosca incluído (Figura 6). Estas placas são previamente maquinadas e temperadas e comprimem
o parafuso na zona onde se requer a rosca. Sendo uma das placas móvel e outra fixa, movendo-
se paralelamente, obtém-se a rosca por enformação plástica.
Concluiu-se o processo com a execução de testes de segurança e qualidade, de modo a
certificar os mesmos. E por último são empacotados e selados em caixas devidamente rotuladas.
Com este processo produzem-se cerca de 300 parafusos por minuto (Discovery, 2014).
Figura 6 – Etapa de roscagem do corpo do parafuso maciço
Figura 5 – Da esquerda para a direita, as geometrias sucessivas das fases de fabrico do parafuso maciço
10
Embora tenha sido explicitado o processo de eleição para fabrico destes componentes,
existem vários processos para a sua produção. Tais como: Fundição, Pulverometalurgia,
Maquinagem, Soldadura da cabeça à parte com a rosca e Prototipagem rápida. Um destes
exemplos foi realizado numa das aulas laboratoriais da cadeira de Tecnologia Mecânica, onde foi
demonstrado o método de produção de parafusos por maquinagem num torno CNC (Figura 7).
Este processo é muito demorado e muito dispendioso, tanto a nível energético como a nível de
aproveitamento de matéria-prima. Este método de fabrico apenas deve ser utilizado para
produção de parafusos com características muito específicas e para produção unitária.
Em Portugal a empresa mais importante no ramo de produção de parafusos é a empresa
PECOL, sediada em Aveiro.
2.3.2. Porcas
Os processos de forjamento podem ser classificados pelo tipo de ferramenta utilizada ou de
acordo com a temperatura a que são realizados. Segundo a primeira classificação, em função das
ferramentas utilizadas distinguem-se: forjamento em matriz aberta, forjamento em matriz fechada e
outros tipos de forjamento. Pelo segundo método, podem ser subclassificados em forjamento: a frio, a
morno ou a quente (Jorge, 2008).
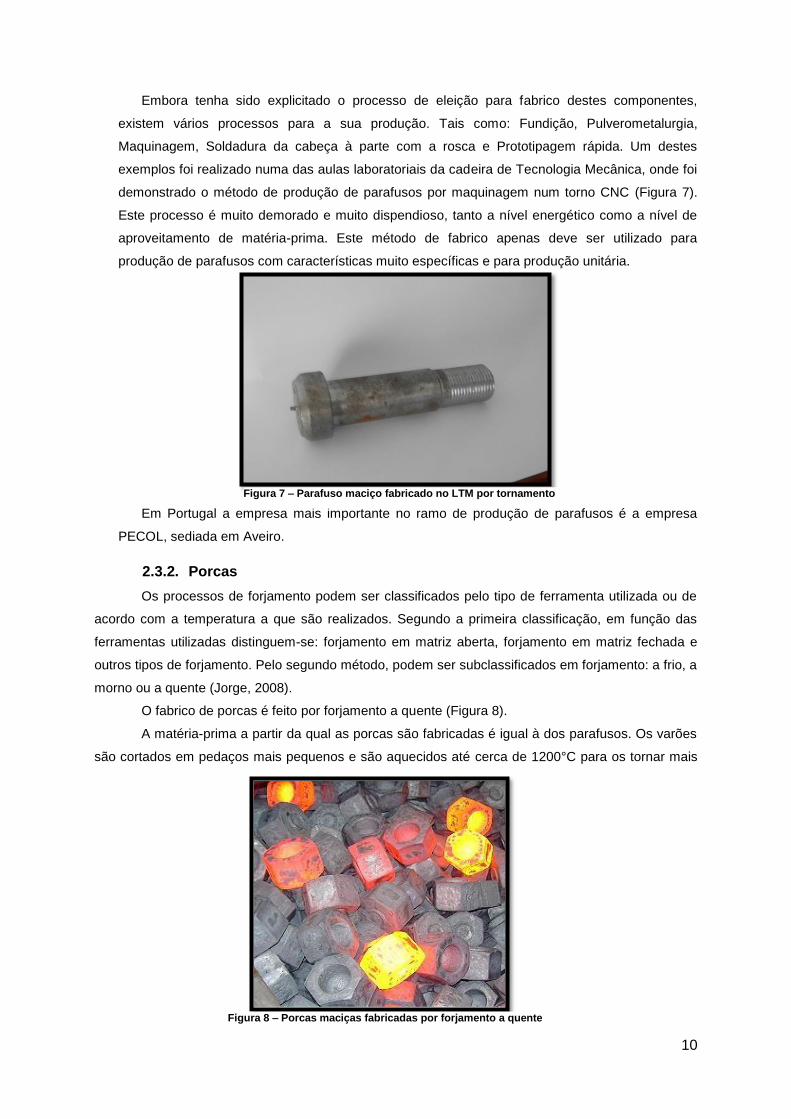
O fabrico de porcas é feito por forjamento a quente (Figura 8).
A matéria-prima a partir da qual as porcas são fabricadas é igual à dos parafusos. Os varões
são cortados em pedaços mais pequenos e são aquecidos até cerca de 1200°C para os tornar mais
Figura 7 – Parafuso maciço fabricado no LTM por tornamento
Figura 8 – Porcas maciças fabricadas por forjamento a quente
11
maleáveis.
Após esta fase, passam por martelos hidráulicos que transformam os pedaços pequenos em
hexágonos. De seguida, o furo é produzido por corte por arrombamento.
Seguidamente é feita a rosca, por uma ferramenta chamada macho (tapper) que é usada
para fazer roscas internas, usando-se muito lubrificante neste período de fabrico para prevenir
desgaste e baixar o atrito.
O processamento continua, passando por um forno, durante sensivelmente uma hora à
temperatura de 870°C, de modo a proporcionar uma maior resistência. Posteriormente é arrefecido
em óleo durante cinco minutos para solidificar a estrutura metálica do componente (têmpera). Este
estágio fornece maior resistência, no entanto, torna o metal mais frágil, logo os componentes vão
novamente ao forno por uma hora de modo a retirar a fragilidade, sem perda de resistência
(revenido).
São novamente realizados testes de qualidade e segurança, sendo por último empacotadas
em caixas especificamente rotuladas (Discovery, 2014).
2.3.3. Parafusos ocos
De modo, a restringir mais o nosso estudo torna-se necessário fazer uma pequena
abordagem sobre o método de produção usual de parafusos ocos.
O ponto de partida deste tipo de parafusos são os parafusos convencionais obtidos pelos
processos usuais. Estes são maquinados interiormente até se obter a espessura de parede
pretendida. Este processo pode ser feito por torneamento ou recorrendo à fresadora.
Neste processo existem muitos desperdícios energéticos e materiais. O tempo também é um
factor muito decisivo neste método de fabrico, pois torna-se mais moroso o fabrico de um parafuso
oco do que um parafuso maciço (Teixeira, 2010).
Também é do conhecimento geral, que existem aplicações onde o uso de parafusos grandes
não é devido às elevadas cargas a que está sujeito, mas por requerimentos geométricos de fabrico.
Deste modo, o uso de parafusos ocos torna-se imperativo.
Inúmeros estudos trouxeram como solução inovadora para elementos de ligação em peças
de madeira laminada colada, o uso de parafusos ocos, em vez de parafusos tradicionais. Esta
escolha deve-se, além da ductilidade esperada na ligação, ao facto de menos material ser utilizado
na sua confecção (Bremen & Carrasco, 2013).
Actualmente, não existe nenhum método de fabrico de porcas ocas, noticia que promove
ainda mais a descoberta deste novo tipo de concepção.
2.4. Aplicações de Mercado
Uma das partes mais importantes desta dissertação é saber o mercado de aplicação dos
parafusos ocos. Estes não têm uma saída tão abrangente quanto os parafusos convencionais, no
entanto, cada vez mais se empregam parafusos ocos.
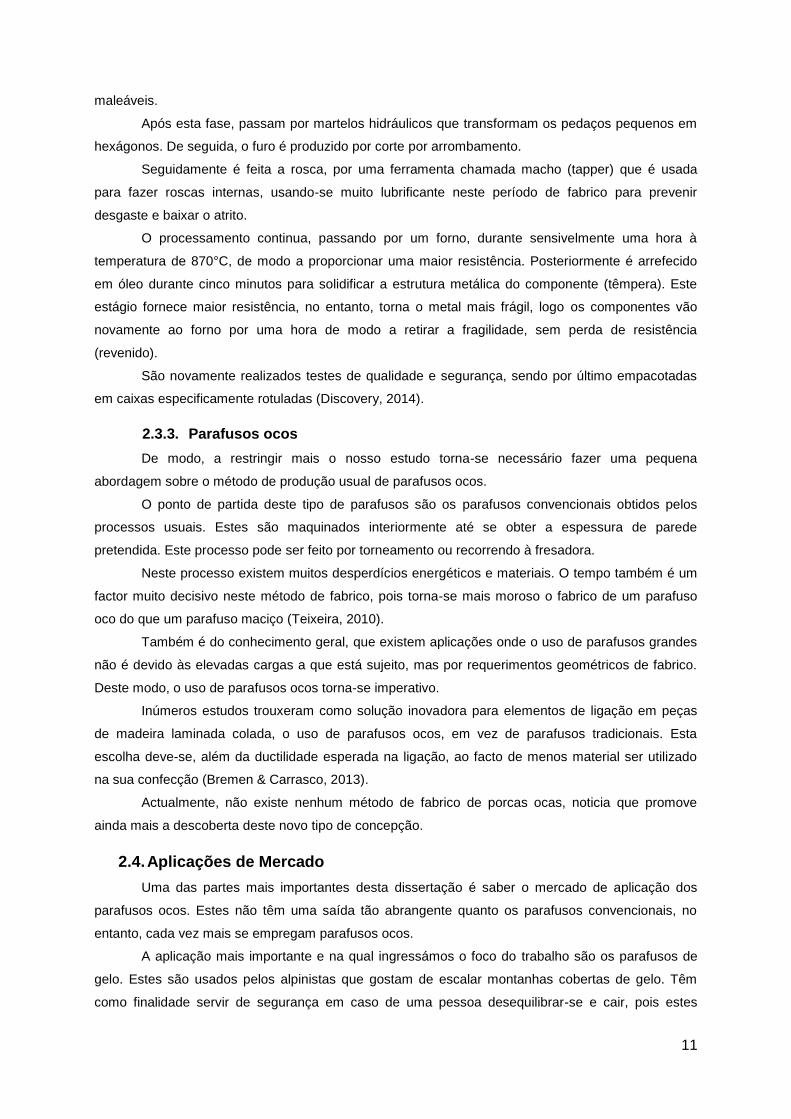
A aplicação mais importante e na qual ingressámos o foco do trabalho são os parafusos de
gelo. Estes são usados pelos alpinistas que gostam de escalar montanhas cobertas de gelo. Têm
como finalidade servir de segurança em caso de uma pessoa desequilibrar-se e cair, pois estes
12
albergam um grampo por onde a corda passa e fica presa nesse momento. Estes são ocos de modo
a possuírem uma penetração superior no gelo ao mesmo tempo que não o destroem nesse processo.
Nesse furo passante, o gelo vai saindo ao mesmo tempo que a penetração na parede inclinada
ocorre (Figura 9).
Existem inúmeros fabricantes destes parafusos, apelidados de parafusos do gelo, tais como:
Black Diamond, Omega Pacific, Petzl, Grivel e E-Climb.
Um outro emprego deste tipo de parafusos é para os injectores dos carros
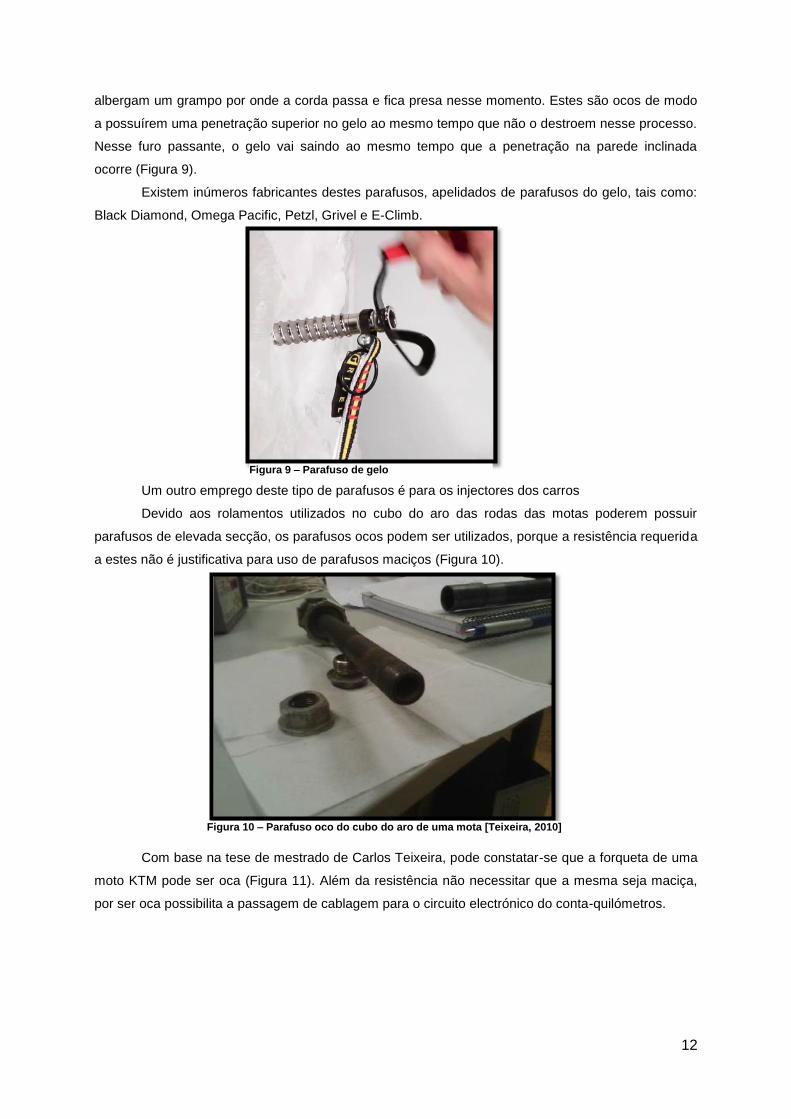
Devido aos rolamentos utilizados no cubo do aro das rodas das motas poderem possuir
parafusos de elevada secção, os parafusos ocos podem ser utilizados, porque a resistência requerida
a estes não é justificativa para uso de parafusos maciços (Figura 10).
Com base na tese de mestrado de Carlos Teixeira, pode constatar-se que a forqueta de uma
moto KTM pode ser oca (Figura 11). Além da resistência não necessitar que a mesma seja maciça,
por ser oca possibilita a passagem de cablagem para o circuito electrónico do conta-quilómetros.
Figura 9 – Parafuso de gelo
Figura 10 – Parafuso oco do cubo do aro de uma mota [Teixeira, 2010]
13
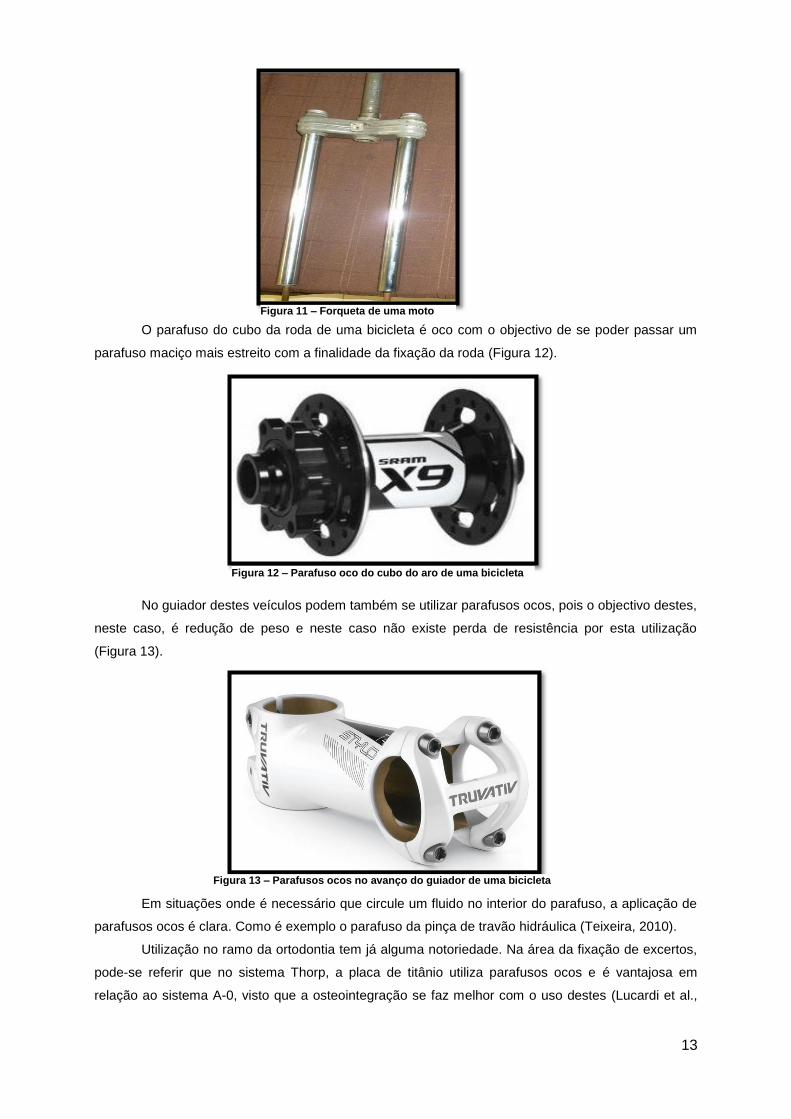
O parafuso do cubo da roda de uma bicicleta é oco com o objectivo de se poder passar um
parafuso maciço mais estreito com a finalidade da fixação da roda (Figura 12).
No guiador destes veículos podem também se utilizar parafusos ocos, pois o objectivo destes,
neste caso, é redução de peso e neste caso não existe perda de resistência por esta utilização
(Figura 13).
Em situações onde é necessário que circule um fluido no interior do parafuso, a aplicação de
parafusos ocos é clara. Como é exemplo o parafuso da pinça de travão hidráulica (Teixeira, 2010).
Utilização no ramo da ortodontia tem já alguma notoriedade. Na área da fixação de excertos,
pode-se referir que no sistema Thorp, a placa de titânio utiliza parafusos ocos e é vantajosa em
relação ao sistema A-0, visto que a osteointegração se faz melhor com o uso destes (Lucardi et al.,
Figura 12 – Parafuso oco do cubo do aro de uma bicicleta
Figura 13 – Parafusos ocos no avanço do guiador de uma bicicleta
Figura 11 – Forqueta de uma moto

14
2001). Na área de implantes dentários, existe o exemplo do uso de parafusos ocos na colocação de
um sistema cone morse (Pitinha, 2011) (Figura 14).
Não obstante o uso dos mesmos, noutros sectores, é no sector dos motores onde o seu uso é
mais notório devido ao consumo energético ser inferior, assim como o peso ser reduzido. Um
exemplo é o conjunto da bomba injectora do motor Agrale M95W, que possuí 2 parafusos ocos,
sendo um deles com cabeça fechada e outro não (Figura 15). A bomba injectora Bosch PFR1K 80 A
465 também possuí um parafuso oco na sua constituição (Fleischman, 2013). No sector automóvel
encontramos também, no travão do Volkswagen Touareg, um par de parafusos ocos na sua
estrutura.
Quanto à inversão de tubos (a ser abordada no fabrico da porca), a sua utilização no
quotidiano é ainda mais pequena, uma vez que é um tema relativamente recente. No entanto, no
Instituto Superior Técnico foi realizada uma experiência no chassis de um Peugeot 406, em que
utilizaram inversão tubular como processo de deformação localizada, de tubos presentes no chassis
no caso de acidente. Esta citação foi retirada do trabalho: «é um processo tecnológico que permite
fabricar componentes que não podem ser obtidos através das técnicas de produção tradicionais,
garantindo boas tolerâncias dimensionais, menores desperdícios de matéria-prima e com boas
propriedades mecânicas e metalúrgicas.» (Gonçalves & Ferreira, 2005)
Figura 14 – Parafuso oco, como constituinte de um implante dentário
Figura 15 – Parafuso oco constituinte do motor AGRALE M95W
15
3. Conceitos Físicos
Nesta secção vai-se debruçar sobre temas essenciais que no decurso do presente trabalho vão
ser referenciados, alguns de forma breve. Estes temas são os seguintes: ensaio de compressão de
discos empilhados, instabilidade plástica, inversão tubular e deformação de tubos.
3.1. Ensaio de compressão de discos
De maneira a qualificar e caracterizar o comportamento mecânico dos materiais usam-se os
ensaios mecânicos e tecnológicos. Estes são um conjunto de procedimentos normalizados e que têm
o objectivo de estabelecer um conjunto de propriedades dos materiais (Rodrigues & Martins, 2010).
A curva de lei do material é um dado muito importante para conhecer a enformabilidade, o
encruamento e para deduzir as leis constitutivas da plasticidade do material em estudo.
O ensaio de compressão é o ensaio mais usado para caracterizar os materiais por ser possível
avaliar os mesmos quando as extensões são elevadas, devido ao não aparecimento de estricção e
simular condições de escoamento dos processos mais próximos da realidade, como: forjamento,
extrusão e laminagem. Por seu lado, o ensaio de tracção não pode ser utilizado devido à ocorrência
de estricção, que não origina resultados fidedignos para valores de extensão muito elevados (apenas
é usado para extensões verdadeiras muito inferiores à unidade).
O ensaio de compressão é feito por compressão axial de um cilindro sólido entre dois pratos
paralelos, polidos e lubrificados e a curva de escoamento é dada pela combinação dos valores
experimentais de força e deslocamento (medidos por transdutores). Embora este seja o ensaio de
compressão mais utilizado, existe mais um ensaio, o de compressão de um anel, para avaliar
propriedades de atrito.
Os provetes usados no ensaio de compressão possuem limites do rácio altura/diâmetro exterior.
O limite máximo é dado por falha por instabilidade ou flexão ocorrer para valores superiores a 3,
enquanto o limite mínimo é citado por questões de colocação de extensómetros no provete ser difícil
para valores inferiores a 1. Logo recai na seguinte expressão 1 ≤ ho/do ≤ 3.
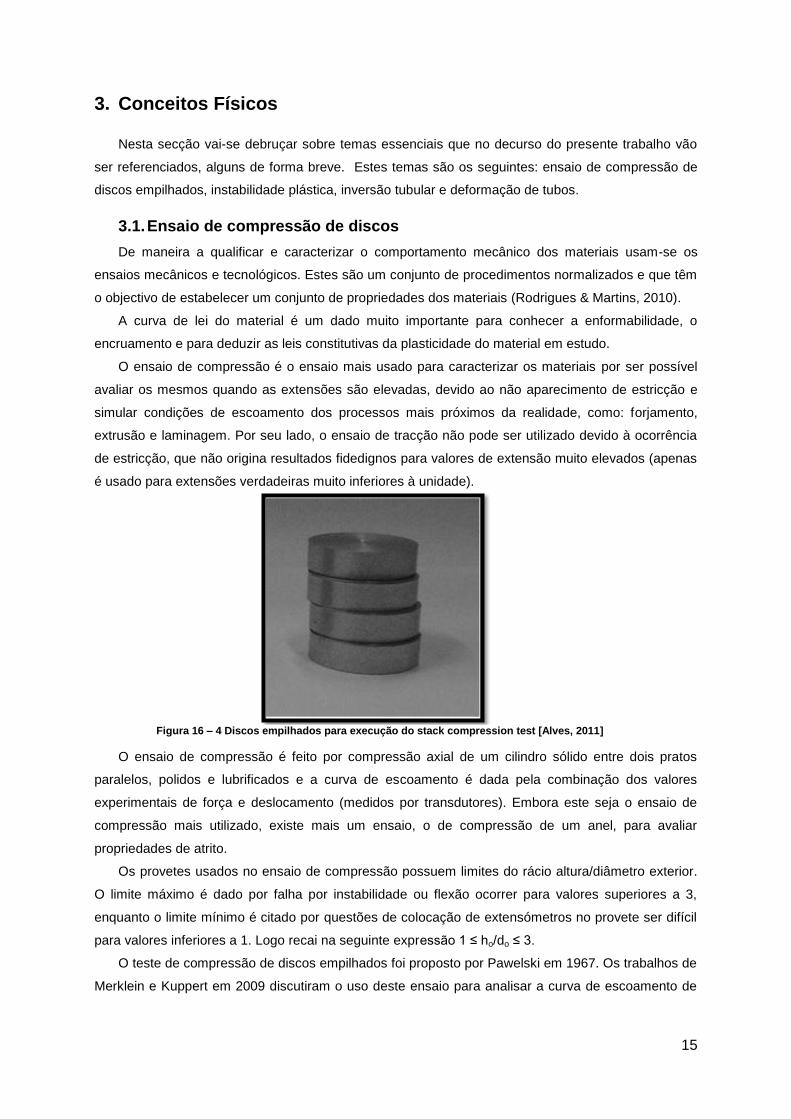
O teste de compressão de discos empilhados foi proposto por Pawelski em 1967. Os trabalhos de
Merklein e Kuppert em 2009 discutiram o uso deste ensaio para analisar a curva de escoamento de
Figura 16 – 4 Discos empilhados para execução do stack compression test [Alves, 2011]
16
materiais anisotrópicos e Hochholdinger et al, no mesmo ano, usaram o teste para obter a curva de
escoamento termomecânica do aço com pouco teor de carbono.
Neste ensaio são cortados vários discos do varão de matéria-prima, por exemplo, por
electroerosão e empilhados em contacto com os pratos lubrificados (Figura 16). Estes discos têm
uma forma côncava e após o ensaio têm um formato plano.
Com base no artigo de Alves, Martins & Nielsen sobre este assunto retirou-se inúmeras
conclusões. Tais como: razões de aspecto muito reduzidas aumentam a sensibilidade ao atrito ao
longo da interface de contacto com os pratos e podem dar origem a significantes aumentos de
pressão que causam falha do lubrificante e escoamento de material não homogéneo; um modelo com
2 discos empilhados pode ser extrapolado para provetes com vários discos e que se existir
escorregamento dos discos, os resultados iriam culminar num escoamento de material não
homogéneo. Segundo esta última informação, muitos investigadores usam cola para ligar todos os
discos uns aos outros, para tal não ocorrer.
Este ensaio foi simulado com pequenos discos do material descrito anteriormente partindo de
provetes cilíndricos. Estes discos foram fabricados por corte na parede de um tubo do mesmo
material, na electroerosora. Foram utilizados dois discos com uma altura total de 2,4mm e um
diâmetro de 8mm. Utilizou-se lubrificante, estearato de zinco, nas superfícies de contacto com os
pratos da prensa, de modo a reduzir o efeito de barril durante a compressão.
3.2. Instabilidade Plástica
Inteiramente integrada nesta dissertação de mestrado está a teoria de instabilidade plástica, pois
é o tema em que se baseia o fabrico alternativo de parafusos ocos de parede fina.
No ensaio de compressão uniaxial de perfis tubulares existe a possibilidade de ocorrência de dois
tipos de instabilidades: global ou local. A instabilidade global acontece quando o tubo falha como um
todo (coluna) e é espectável de ocorrer quando o tubo é longo e tem paredes relativamente grossas,
isto é, o tubo dobra como um todo de forma simétrica em relação a um plano que atravessa a região
média da dobra (Figura 17). A instabilidade local dá origem ao desenvolvimento de dobras
axissimétricas ao longo do tubo e ocorre normalmente onde o tubo tem a parede mais fina.
A caracterização mecânica de instabilidade global é dada pela teoria de colunas de Euler (mais
tarde melhorada por Engesser e Shanley). A caracterização mecânica de instabilidade local é dada
com base no trabalho de Timoshenko que assumiu condições de carga concêntrica e uniforme (Alves
& Martins, 2012).
Em suma, em tubos de parede fina sujeitos a uma carga de compressão, quando se atinge a
carga crítica, verifica-se a ocorrência de uma instabilidade local, dando origem a uma dobra
axissimétrica. Se a carga continuar e se atingir novamente a carga crítica repetidamente, sucede-se
uma sequência de instabilidades de dimensão semelhante à primeira.
Durante a ocorrência destas instabilidades existe uma elevada dissipação de energia específica a
uma carga de instabilidade aproximadamente constante, fornecendo um mecanismo eficiente de
absorção de energia cinética (Gupta & Nagesh, 2004).
Shanley em 1947 foi o primeiro a realizar investigações neste ramo, este modificou a teoria
elementar de Euler, sugerindo o conceito do módulo tangente para o cálculo da carga crítica em
17
deformação plástica de tubos à compressão, para um modelo discreto. Este tema tem sido muito
desenvolvido e analisado nos últimos anos, desde Hill em 1958, que estendeu estes resultados a um
espaço tridimensional usando o conceito de «Comparação Elástica de Sólido», continuando com
Hutchinson em 1974 que postou a interferência das imperfeições geométricas na formação de
instabilidade e no comportamento pós-crítico de várias estruturas, a Tvergaard em 1983, que
descobriu a influência do raio e da espessura do tubo nos modos de deformação e que um pequeno
encruamento facilitará a falha, passando por Goto e Zhang em 1999, demonstrando a relevância das
condições de fronteira, com o uso da teoria de escoamento plástico e colmatando em Peek no início
do segundo milénio, que derivou soluções analíticas para o comportamento imediatamente pós-crítico
de compressão axial de um cilindro, considerando extensões finitas (Le Grognec & Le Van, 2008).
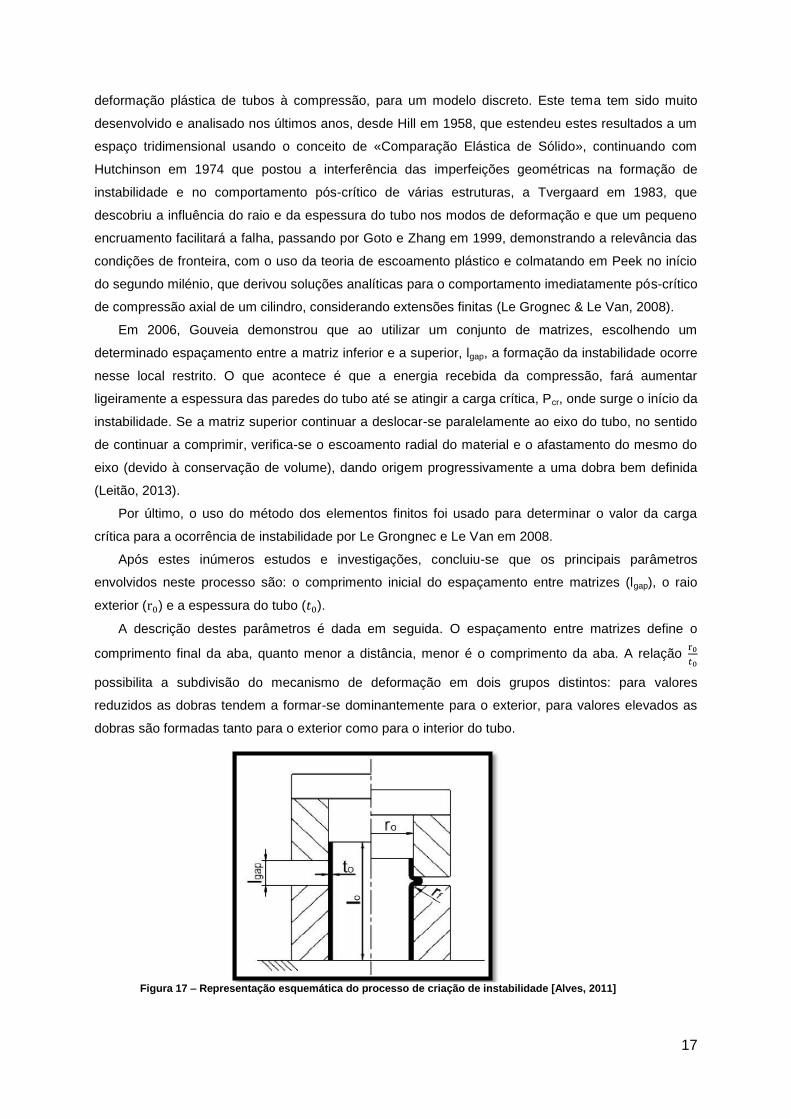
Em 2006, Gouveia demonstrou que ao utilizar um conjunto de matrizes, escolhendo um
determinado espaçamento entre a matriz inferior e a superior, lgap, a formação da instabilidade ocorre
nesse local restrito. O que acontece é que a energia recebida da compressão, fará aumentar
ligeiramente a espessura das paredes do tubo até se atingir a carga crítica, Pcr, onde surge o início da
instabilidade. Se a matriz superior continuar a deslocar-se paralelamente ao eixo do tubo, no sentido
de continuar a comprimir, verifica-se o escoamento radial do material e o afastamento do mesmo do
eixo (devido à conservação de volume), dando origem progressivamente a uma dobra bem definida
(Leitão, 2013).
Por último, o uso do método dos elementos finitos foi usado para determinar o valor da carga
crítica para a ocorrência de instabilidade por Le Grongnec e Le Van em 2008.
Após estes inúmeros estudos e investigações, concluiu-se que os principais parâmetros
envolvidos neste processo são: o comprimento inicial do espaçamento entre matrizes (lgap), o raio
exterior (r0) e a espessura do tubo (𝑡0).
A descrição destes parâmetros é dada em seguida. O espaçamento entre matrizes define o
comprimento final da aba, quanto menor a distância, menor é o comprimento da aba. A relação r0
𝑡0
possibilita a subdivisão do mecanismo de deformação em dois grupos distintos: para valores
reduzidos as dobras tendem a formar-se dominantemente para o exterior, para valores elevados as
dobras são formadas tanto para o exterior como para o interior do tubo.
Figura 17 – Representação esquemática do processo de criação de instabilidade [Alves, 2011]
18
Com base nesta última constatação, que o escoamento do material ocorre para o interior, notou-
-se também que existe uma pequena redução do raio interno do tubo e existe a ocorrência de
defeitos na superfície do tubo, localizados em cima e por baixo da dobra. Estes problemas são
arrematados pela utilização do mandril interno.
A tensão de compressão, σcr , para a qual ocorrem fenómenos de instabilidade local pode ser
calculada com base na seguinte expressão analítica proposta por Timoshenko em 1961:
σcr =1
√3 (1 − ν2)Et
h
ro
(1)
Em que ν é o coeficiente de Poisson, Et é o módulo tangente definido através do declive dσ
dε da
curva tensão-extensão do material em condições de deformação plástica, h é a espessura do tubo e
ro o raio exterior do tubo. A tensão que se compara com esta é dada pela seguinte expressão:
σ =P
A (2)
O efeito de coeficientes de encruamento elevados contribui para que a tensão de compressão
aplicada pela matriz superior se aproxime do valor da tensão de compressão crítica, σcr .
A ausência de lubrificação ou um regime de lubrificação imperfeito pode metamorfosear uma
inversão com sucesso, numa sem êxito, onde predominem os fenómenos de instabilidade local.
A instabilidade local enunciada não é necessariamente má. Aliás o objectivo do trabalho é
permitir que ocorram de modo controlado e que assistam na construção do produto final.
3.3. Inversão Tubular
Devido ao facto de um dos desenvolvimentos deste trabalho ser o fabrico de porcas ocas por
inversão interna ou externa de tubos ocos, torna-se necessário referir um pouco sobre este tema.
A deformação por inversão de tubos é um processo segundo o qual o tubo, quando sujeito a
compressão axial irá passar por uma inversão da parte de fora para dentro ou vice-versa, de forma a
criar uma parede dupla. Pode ser utilizado em operações de acabamento ou fixação de extremidades
de tubos, no fabrico de pré-formas para operações subsequentes ou para produzir componentes
tubulares de parede dupla, que caso contrário, seriam muito difíceis, senão mesmo impossíveis, de
realizar.
Este fenómeno constitui-se de três mecanismos: dobragem ou desdobragem, atrito e expansão
ou compressão.
Em 1966 surgiu o primeiro trabalho nesta área pelas mãos de Guist e Marble, que examinaram a
obtenção de paredes tubulares duplas para dispositivos de absorção de energia adequados para a
utilização em estruturas de aviões e automóveis. Foi posteriormente analisado por meios
experimentais e numéricos por Sekhon et al, 2003 e Rosa et al, 2004.
Estes estudos permitiram também identificar os parâmetros tecnológicos mais importantes deste
processo: o rácio rcm
r0 (
raio do canto da matriz
raio interior do tubo) , o rácio
h0
r0 (
espessura da parede do tubo
raio interior do tubo) , o coeficiente de
encruamento do material e a lubrificação.
No caso de sucederem altas tensões tangencias de tracção, a fissuração dá-se na extremidade
livre do tubo, resultante de um desmesurado adelgaçamento da parede do tubo. Na parte da
19
compressão, a presença das tensões tangenciais dá origem ao engelhamento livre do tubo e o
excessivo aumento de espessura da parede do tubo. Todas estas concretizações criam obstáculos à
progressão de inversões tubulares.
Por outro lado, elevados valores desse rácio de enrolamento, rcm
r0, promovem a ocorrência de
rotura em regiões onde a espessura é diminuta devido ao grande fluxo de material. A propagação de
fendas deve ser revista devido à influência na qualidade geral e aparência dos componentes
invertidos.
Para o caso de inversão interna constatou-se que a enformabilidade é limitada devido à tendência
de instabilidades (Alves & Martins, 2009).
Num trabalho publicado por Alves & Martins, observou-se que a curva extensão-tensão do PVC
depende do nível de pressão hidrostática, existindo diferenças entre tensões em tracção e
compressão. Este fenómeno é chamado de efeito de resistência diferencial e é típico da deformação
plástica a frio de polímeros (Alves & Martins, 2010).
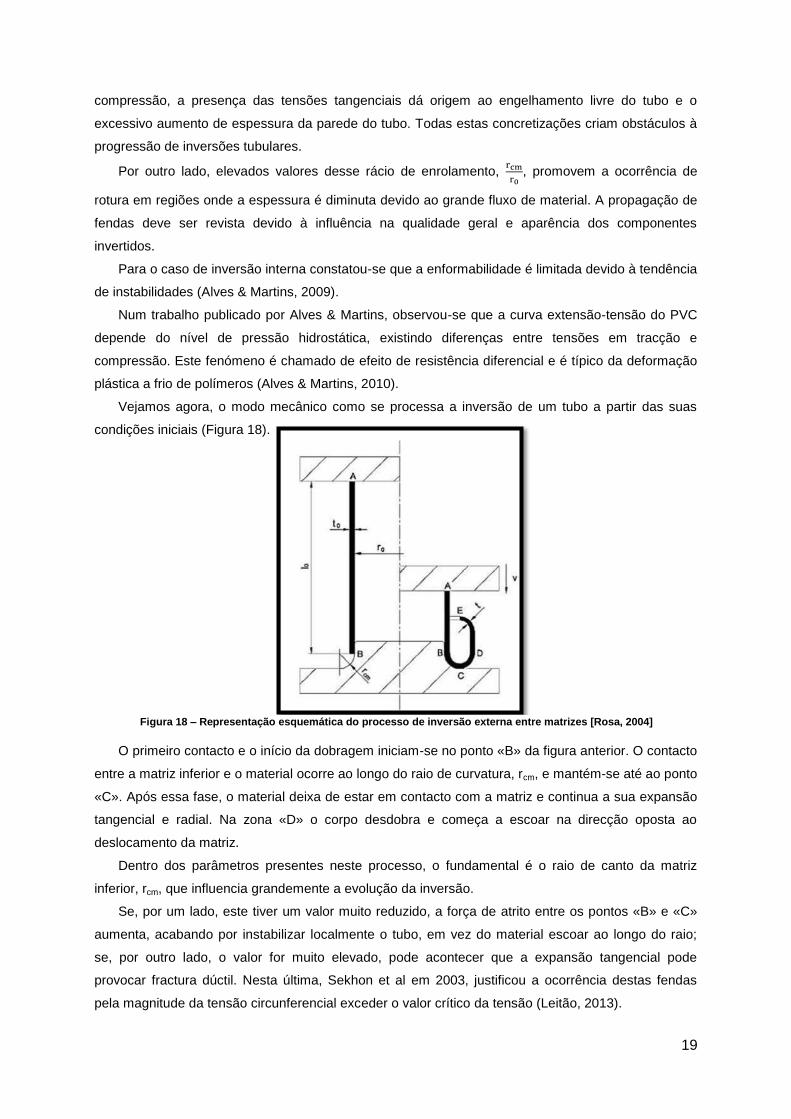
Vejamos agora, o modo mecânico como se processa a inversão de um tubo a partir das suas
condições iniciais (Figura 18).
O primeiro contacto e o início da dobragem iniciam-se no ponto «B» da figura anterior. O contacto
entre a matriz inferior e o material ocorre ao longo do raio de curvatura, rcm, e mantém-se até ao ponto
«C». Após essa fase, o material deixa de estar em contacto com a matriz e continua a sua expansão
tangencial e radial. Na zona «D» o corpo desdobra e começa a escoar na direcção oposta ao
deslocamento da matriz.
Dentro dos parâmetros presentes neste processo, o fundamental é o raio de canto da matriz
inferior, rcm, que influencia grandemente a evolução da inversão.
Se, por um lado, este tiver um valor muito reduzido, a força de atrito entre os pontos «B» e «C»
aumenta, acabando por instabilizar localmente o tubo, em vez do material escoar ao longo do raio;
se, por outro lado, o valor for muito elevado, pode acontecer que a expansão tangencial pode
provocar fractura dúctil. Nesta última, Sekhon et al em 2003, justificou a ocorrência destas fendas
pela magnitude da tensão circunferencial exceder o valor crítico da tensão (Leitão, 2013).
Figura 18 – Representação esquemática do processo de inversão externa entre matrizes [Rosa, 2004]
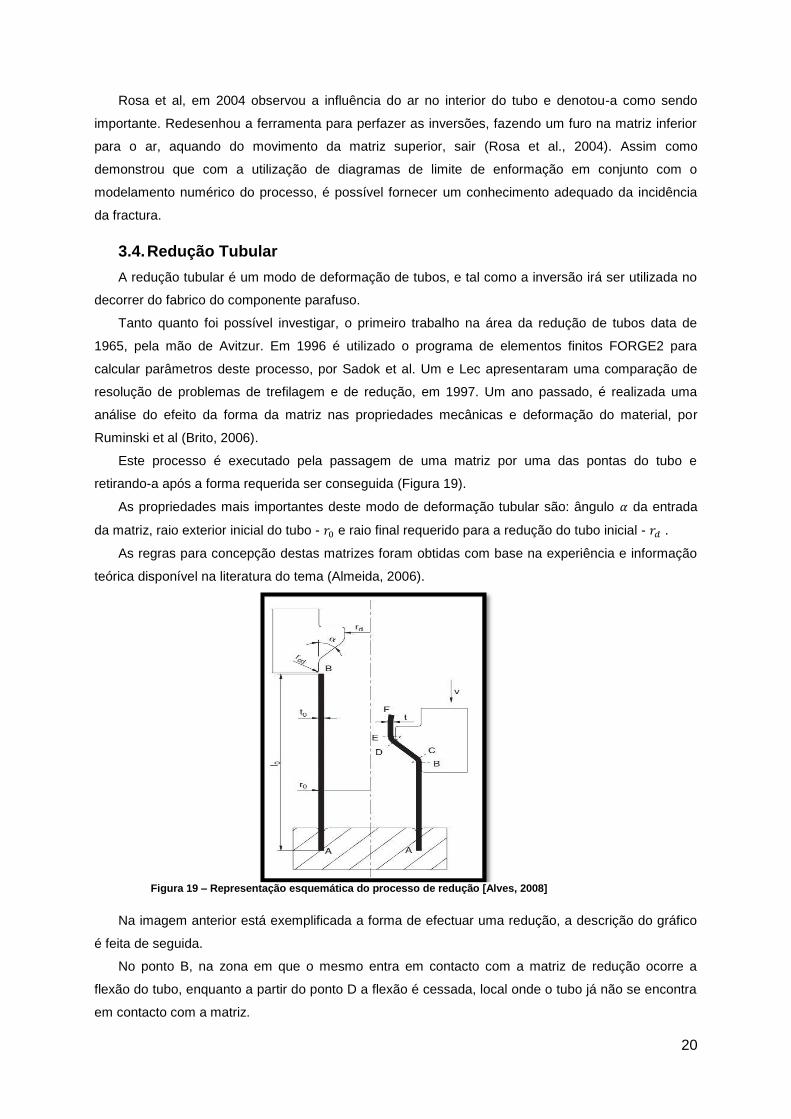
20
Rosa et al, em 2004 observou a influência do ar no interior do tubo e denotou-a como sendo
importante. Redesenhou a ferramenta para perfazer as inversões, fazendo um furo na matriz inferior
para o ar, aquando do movimento da matriz superior, sair (Rosa et al., 2004). Assim como
demonstrou que com a utilização de diagramas de limite de enformação em conjunto com o
modelamento numérico do processo, é possível fornecer um conhecimento adequado da incidência
da fractura.
3.4. Redução Tubular
A redução tubular é um modo de deformação de tubos, e tal como a inversão irá ser utilizada no
decorrer do fabrico do componente parafuso.
Tanto quanto foi possível investigar, o primeiro trabalho na área da redução de tubos data de
1965, pela mão de Avitzur. Em 1996 é utilizado o programa de elementos finitos FORGE2 para
calcular parâmetros deste processo, por Sadok et al. Um e Lec apresentaram uma comparação de
resolução de problemas de trefilagem e de redução, em 1997. Um ano passado, é realizada uma
análise do efeito da forma da matriz nas propriedades mecânicas e deformação do material, por
Ruminski et al (Brito, 2006).
Este processo é executado pela passagem de uma matriz por uma das pontas do tubo e
retirando-a após a forma requerida ser conseguida (Figura 19).
As propriedades mais importantes deste modo de deformação tubular são: ângulo 𝛼 da entrada
da matriz, raio exterior inicial do tubo - 𝑟0 e raio final requerido para a redução do tubo inicial - 𝑟𝑑 .
As regras para concepção destas matrizes foram obtidas com base na experiência e informação
teórica disponível na literatura do tema (Almeida, 2006).
Na imagem anterior está exemplificada a forma de efectuar uma redução, a descrição do gráfico
é feita de seguida.
No ponto B, na zona em que o mesmo entra em contacto com a matriz de redução ocorre a
flexão do tubo, enquanto a partir do ponto D a flexão é cessada, local onde o tubo já não se encontra
em contacto com a matriz.
Figura 19 – Representação esquemática do processo de redução [Alves, 2008]
21
O ponto E é o sítio de início da região de deformação livre do tubo, a qual termina no ponto F.
Nesta última secção, EF, o tubo tem movimento de corpo rígido.
Entre C e D surge a ocorrência de compressão e alongamento, durante a deformação plástica do
tubo.
A influência do atrito é mais preponderante entre os pontos B e D (Alves & Martins, 2008).
Através da experimentação conseguiu-se demonstrar o aparecimento de 2 modos diferentes de
deformação: Para valores baixos do rácio 𝑟𝑑
𝑟0 e comprimentos de redução pequenos, isto é, α muito
pequenos, existe o desenvolvimento de instabilidade local, enquanto elevados comprimentos de
redução levam a um excessivo aumento de espessura do tubo e à ocorrência de enrugamento na
parte cónica do tubo (zona do tubo em deformação junto à entrada da matriz de redução) , devido a
altas tensões circunferenciais compressivas, 𝜎𝜃.
Neste procedimento, a energia é dissipada sobre duas formas: por atrito na interface
ferramenta/material e pelo trabalho plástico na deformação do tubo. Deste modo, a lubrificação tem
um papel muito importante no decorrer deste procedimento. Devido ao facto da redução ser
executada por inúmeros passos de deformação na zona a deformar, as forças envolvidas neste
processo são muito reduzidas. Não existindo a ocorrência de nenhum tipo de corte por arranque de
apara.
3.5. Deformação de Tubos
A presente dissertação tem como objectivo o fabrico de parafusos com base na enformação de
tubos, logo torna-se útil explicar um pouco sobre tubos e sua deformação.
Os métodos mais utilizados para fabricar tubos e perfis são extrusão e perfilagem. Não obstante,
podem ser fabricados por outros processos de deformação plástica e podem possuir ligações de
soldadura. Para tal ocorrer os tubos devem possuir relativa ductilidade e o processo deve ser
realizado a frio.
Este modo de transformação de matéria-prima em tubos e perfilados é considerado em tensão
plana, isto é, σz = 0 , porque a largura é geralmente diminuta.
Aquando deste processamento, existe a probabilidade de ocorrerem defeitos, tais como efeito de
sela, esbeiçamento, entre outros, resultantes da distribuição da tensão radial σr em determinadas
zonas da secção transversal dos tubos.
A dobragem é um destes processos descritos anteriormente. Os processos tecnológicos de
dobragem de tubos podem ser subdivididos em quatro grupos: dobragem por movimento axial de um
cunho móvel (possuí semelhanças com a quinagem), dobragem por intermédio de rolos (análogo à
calandragem), dobragem por compressão e dobragem por estiramento.
Na dobragem de tubos, o efeito da instabilidade da curva relacionado com as tensões normais σr
dá origem à ovalização da secção resistente (Rodrigues & Martins, 2010). Por seu lado as tensões σθ
, tangenciais, originam reduções de espessura nas zonas de tracção e aumentos da mesma nas
zonas de compressão. No caso de algumas zonas possuírem uma espessura muito reduzida e
estarem à compressão, existe a possibilidade de ocorrerem fenómenos de instabilidade por presso-
flexão/engelhamento da parte interior do tubo.

22
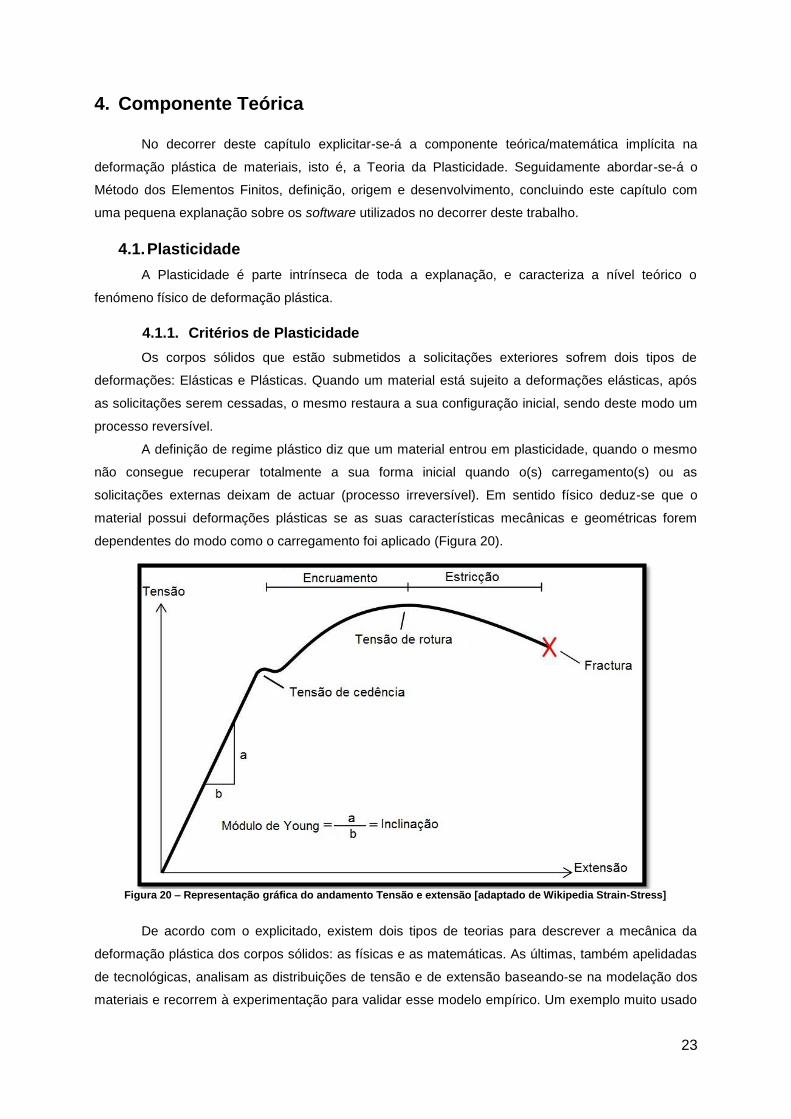
23
4. Componente Teórica
No decorrer deste capítulo explicitar-se-á a componente teórica/matemática implícita na
deformação plástica de materiais, isto é, a Teoria da Plasticidade. Seguidamente abordar-se-á o
Método dos Elementos Finitos, definição, origem e desenvolvimento, concluindo este capítulo com
uma pequena explanação sobre os software utilizados no decorrer deste trabalho.
4.1. Plasticidade
A Plasticidade é parte intrínseca de toda a explanação, e caracteriza a nível teórico o
fenómeno físico de deformação plástica.
4.1.1. Critérios de Plasticidade
Os corpos sólidos que estão submetidos a solicitações exteriores sofrem dois tipos de
deformações: Elásticas e Plásticas. Quando um material está sujeito a deformações elásticas, após
as solicitações serem cessadas, o mesmo restaura a sua configuração inicial, sendo deste modo um
processo reversível.
A definição de regime plástico diz que um material entrou em plasticidade, quando o mesmo
não consegue recuperar totalmente a sua forma inicial quando o(s) carregamento(s) ou as
solicitações externas deixam de actuar (processo irreversível). Em sentido físico deduz-se que o
material possui deformações plásticas se as suas características mecânicas e geométricas forem
dependentes do modo como o carregamento foi aplicado (Figura 20).
De acordo com o explicitado, existem dois tipos de teorias para descrever a mecânica da
deformação plástica dos corpos sólidos: as físicas e as matemáticas. As últimas, também apelidadas
de tecnológicas, analisam as distribuições de tensão e de extensão baseando-se na modelação dos
materiais e recorrem à experimentação para validar esse modelo empírico. Um exemplo muito usado
Figura 20 – Representação gráfica do andamento Tensão e extensão [adaptado de Wikipedia Strain-Stress]

24
e bastante conhecido deste tipo de teorias são os Critérios de Plasticidade. As teorias físicas
examinam a natureza da deformação plástica a nível microscópico, demonstrando que o
comportamento plástico relaciona-se com a estrutura dos metais (Rodrigues & Martins, 2010).
Para introduzir estes critérios torna-se intuitivo que ter-se-á de explicar um dos aspectos mais
importantes da teoria de plasticidade, as relações entre as tensões que permitem determinar as
condições em que se entra em domínio plástico. Estas relações têm a denominação de Critérios de
Plasticidade, são independentes do estado de tensão a que o corpo material está sujeito e têm como
finalidade estabelecer o limite de elasticidade (Leitão, 2013).
A extensão impõe-se como sendo o alongamento por unidade de comprimento, enquanto que
a tensão está relacionada com a noção de força aplicada por unidade de área inicial.
A teoria da tensão, no domínio tridimensional, define que o estado de tensão num
determinado ponto é dado através do tensor das tensões. Este é representado pela seguinte
equação, onde devido ao tensor das tensões ser simétrico σij = σji :
σij = [
σxx σxy σxz
σyx σyy σyz
σzx σzy σzz
] (3)
O tensor total das tensões pode ser decomposto num tensor hidrostático ou de tensões
médias com estados de tensão pura de compressão e tracção, σm , e num tensor desviador em que
as componentes normais são o desvio da tensão média, σ′ij:
σij =1
3δijσkk + σ′
ij = [
σm 0 00 σm 00 0 σm
] + [
σ′xx τxy τxz
τyx σ′yy τyz
τzx τzy σ′zz
] (4)
Na equação anterior δij é o delta de Kronecker e a tensão média σm é dada por:
σm =σxx + σyy + σzz
3 (5)
De igual forma, a extensão é um parâmetro matemático muito útil para descrever as
deformações dos materiais. Quando as deformações em jogo forem muito elevadas, habituámo-nos a
usar a extensão verdadeira ou extensão logarítmica, ε, dada por:
ε = ∫dl
l
l
l0
= ln (l
l0
) (6)
Na equação em cima, l , significa o comprimento de referência imediatamente anterior e dl é
uma pequena quantidade comparada com l.
De modo a construir a equação da lei do material, necessita-se de calcular a extensão
verdadeira e a tensão verdadeira. A tensão verdadeira calcula-se de acordo com a seguinte equação:
σ =P
A0
(l
l0
+ 1) (7)
Em que, P, é a carga no instante a considerar e A0 é a área inicial do provete.
Tal como a deformação, a interpretação da velocidade de deformação é dada da mesma
forma, pois a deformação é expressa em termos de campo de deslocamentos, ui e a velocidade de
deformação expressa-se em termos de campo de velocidades, vi. A velocidade de deformação é
dada pela expressão seguinte:
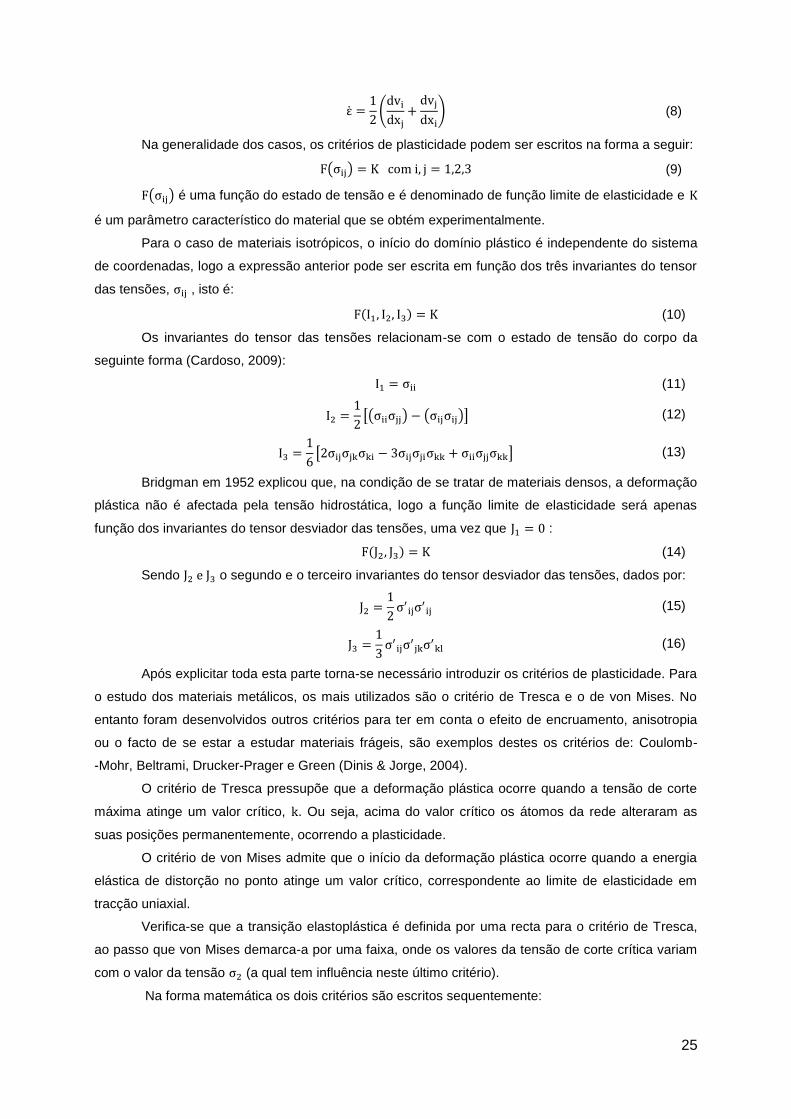
25
ε̇ =1
2(
dvi
dxj
+dvj
dxi
) (8)
Na generalidade dos casos, os critérios de plasticidade podem ser escritos na forma a seguir:
F(σij) = K com i, j = 1,2,3 (9)
F(σij) é uma função do estado de tensão e é denominado de função limite de elasticidade e K
é um parâmetro característico do material que se obtém experimentalmente.
Para o caso de materiais isotrópicos, o início do domínio plástico é independente do sistema
de coordenadas, logo a expressão anterior pode ser escrita em função dos três invariantes do tensor
das tensões, σij , isto é:
F(I1, I2, I3) = K (10)
Os invariantes do tensor das tensões relacionam-se com o estado de tensão do corpo da
seguinte forma (Cardoso, 2009):
I1 = σii (11)
I2 =1
2[(σiiσjj) − (σijσij)] (12)
I3 =1
6[2σijσjkσki − 3σijσjiσkk + σiiσjjσkk] (13)
Bridgman em 1952 explicou que, na condição de se tratar de materiais densos, a deformação
plástica não é afectada pela tensão hidrostática, logo a função limite de elasticidade será apenas
função dos invariantes do tensor desviador das tensões, uma vez que J1 = 0 :
F(J2, J3) = K (14)
Sendo J2 e J3 o segundo e o terceiro invariantes do tensor desviador das tensões, dados por:
J2 =1
2σ′
ijσ′ij (15)
J3 =1
3σ′
ijσ′jkσ′
kl (16)
Após explicitar toda esta parte torna-se necessário introduzir os critérios de plasticidade. Para
o estudo dos materiais metálicos, os mais utilizados são o critério de Tresca e o de von Mises. No
entanto foram desenvolvidos outros critérios para ter em conta o efeito de encruamento, anisotropia
ou o facto de se estar a estudar materiais frágeis, são exemplos destes os critérios de: Coulomb-
-Mohr, Beltrami, Drucker-Prager e Green (Dinis & Jorge, 2004).
O critério de Tresca pressupõe que a deformação plástica ocorre quando a tensão de corte
máxima atinge um valor crítico, k. Ou seja, acima do valor crítico os átomos da rede alteraram as
suas posições permanentemente, ocorrendo a plasticidade.
O critério de von Mises admite que o início da deformação plástica ocorre quando a energia
elástica de distorção no ponto atinge um valor crítico, correspondente ao limite de elasticidade em
tracção uniaxial.
Verifica-se que a transição elastoplástica é definida por uma recta para o critério de Tresca,
ao passo que von Mises demarca-a por uma faixa, onde os valores da tensão de corte crítica variam
com o valor da tensão σ2 (a qual tem influência neste último critério).
Na forma matemática os dois critérios são escritos sequentemente:
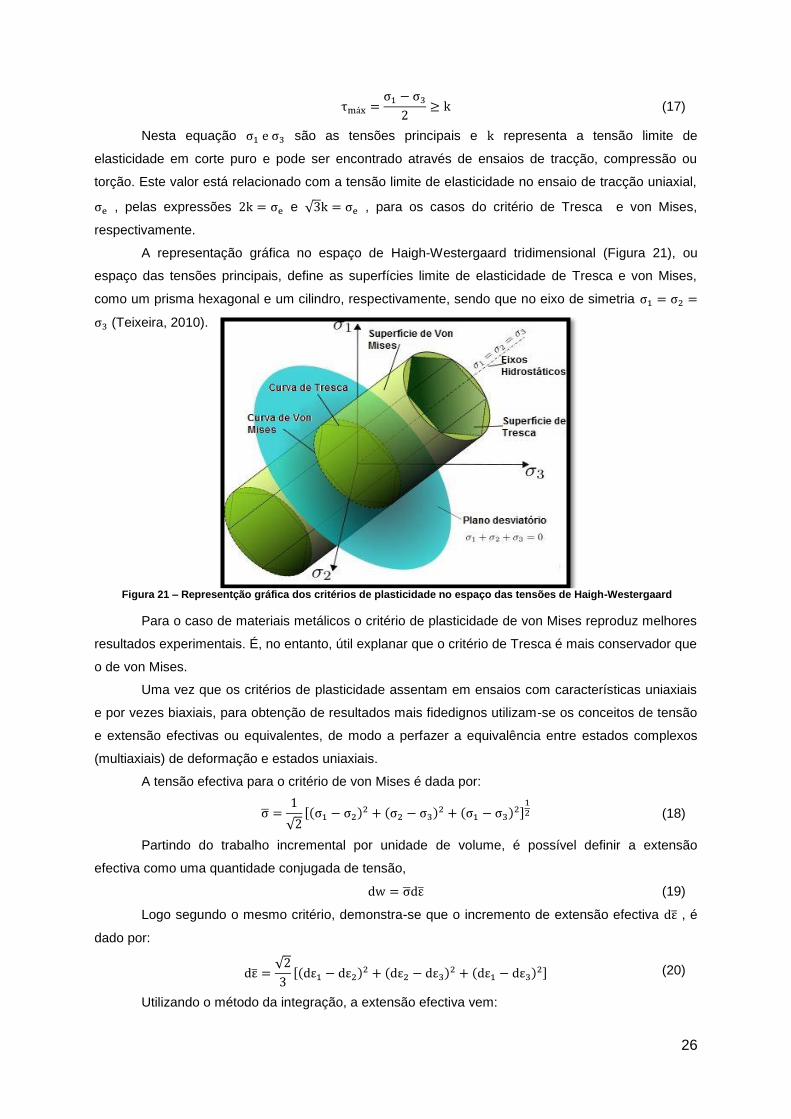
26
τmáx =σ1 − σ3
2≥ k (17)
Nesta equação σ1 e σ3 são as tensões principais e k representa a tensão limite de
elasticidade em corte puro e pode ser encontrado através de ensaios de tracção, compressão ou
torção. Este valor está relacionado com a tensão limite de elasticidade no ensaio de tracção uniaxial,
σe , pelas expressões 2k = σe e √3k = σe , para os casos do critério de Tresca e von Mises,
respectivamente.
A representação gráfica no espaço de Haigh-Westergaard tridimensional (Figura 21), ou
espaço das tensões principais, define as superfícies limite de elasticidade de Tresca e von Mises,
como um prisma hexagonal e um cilindro, respectivamente, sendo que no eixo de simetria σ1 = σ2 =
σ3 (Teixeira, 2010).
Para o caso de materiais metálicos o critério de plasticidade de von Mises reproduz melhores
resultados experimentais. É, no entanto, útil explanar que o critério de Tresca é mais conservador que
o de von Mises.
Uma vez que os critérios de plasticidade assentam em ensaios com características uniaxiais
e por vezes biaxiais, para obtenção de resultados mais fidedignos utilizam-se os conceitos de tensão
e extensão efectivas ou equivalentes, de modo a perfazer a equivalência entre estados complexos
(multiaxiais) de deformação e estados uniaxiais.
A tensão efectiva para o critério de von Mises é dada por:
σ̅ =1
√2[(σ1 − σ2)2 + (σ2 − σ3)2 + (σ1 − σ3)2]
12 (18)
Partindo do trabalho incremental por unidade de volume, é possível definir a extensão
efectiva como uma quantidade conjugada de tensão,
dw = σ̅dε̅ (19)
Logo segundo o mesmo critério, demonstra-se que o incremento de extensão efectiva dε̅ , é
dado por:
dε̅ =√2
3[(dε1 − dε2)2 + (dε2 − dε3)2 + (dε1 − dε3)2] (20)
Utilizando o método da integração, a extensão efectiva vem:
Figura 21 – Representção gráfica dos critérios de plasticidade no espaço das tensões de Haigh-Westergaard
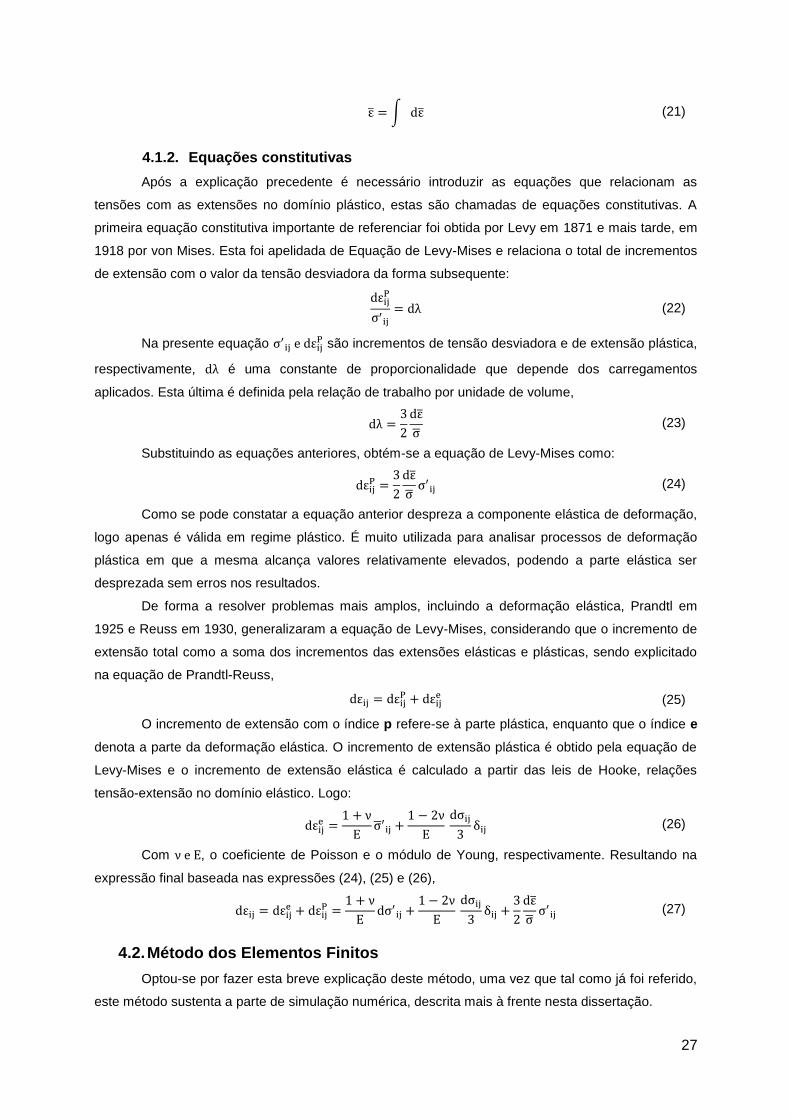
27
ε̅ = ∫ dε̅ (21)
4.1.2. Equações constitutivas
Após a explicação precedente é necessário introduzir as equações que relacionam as
tensões com as extensões no domínio plástico, estas são chamadas de equações constitutivas. A
primeira equação constitutiva importante de referenciar foi obtida por Levy em 1871 e mais tarde, em
1918 por von Mises. Esta foi apelidada de Equação de Levy-Mises e relaciona o total de incrementos
de extensão com o valor da tensão desviadora da forma subsequente:
dεij
P
σ′ij
= dλ (22)
Na presente equação σ′ij e dεij
P são incrementos de tensão desviadora e de extensão plástica,
respectivamente, dλ é uma constante de proporcionalidade que depende dos carregamentos
aplicados. Esta última é definida pela relação de trabalho por unidade de volume,
dλ =3
2
dε̅
σ̅ (23)
Substituindo as equações anteriores, obtém-se a equação de Levy-Mises como:
dεijP =
3
2
dε̅
σ̅σ′
ij (24)
Como se pode constatar a equação anterior despreza a componente elástica de deformação,
logo apenas é válida em regime plástico. É muito utilizada para analisar processos de deformação
plástica em que a mesma alcança valores relativamente elevados, podendo a parte elástica ser
desprezada sem erros nos resultados.
De forma a resolver problemas mais amplos, incluindo a deformação elástica, Prandtl em
1925 e Reuss em 1930, generalizaram a equação de Levy-Mises, considerando que o incremento de
extensão total como a soma dos incrementos das extensões elásticas e plásticas, sendo explicitado
na equação de Prandtl-Reuss,
dεij = dεijP + dεij
e (25)
O incremento de extensão com o índice p refere-se à parte plástica, enquanto que o índice e
denota a parte da deformação elástica. O incremento de extensão plástica é obtido pela equação de
Levy-Mises e o incremento de extensão elástica é calculado a partir das leis de Hooke, relações
tensão-extensão no domínio elástico. Logo:
dεije =
1 + ν
Eσ̅′
ij +1 − 2ν
E dσij
3δij (26)
Com ν e E, o coeficiente de Poisson e o módulo de Young, respectivamente. Resultando na
expressão final baseada nas expressões (24), (25) e (26),
dεij = dεije + dεij
P =1 + ν
Edσ′
ij +1 − 2ν
E dσij
3δij +
3
2
dε̅
σ̅σ′
ij (27)
4.2. Método dos Elementos Finitos
Optou-se por fazer esta breve explicação deste método, uma vez que tal como já foi referido,
este método sustenta a parte de simulação numérica, descrita mais à frente nesta dissertação.
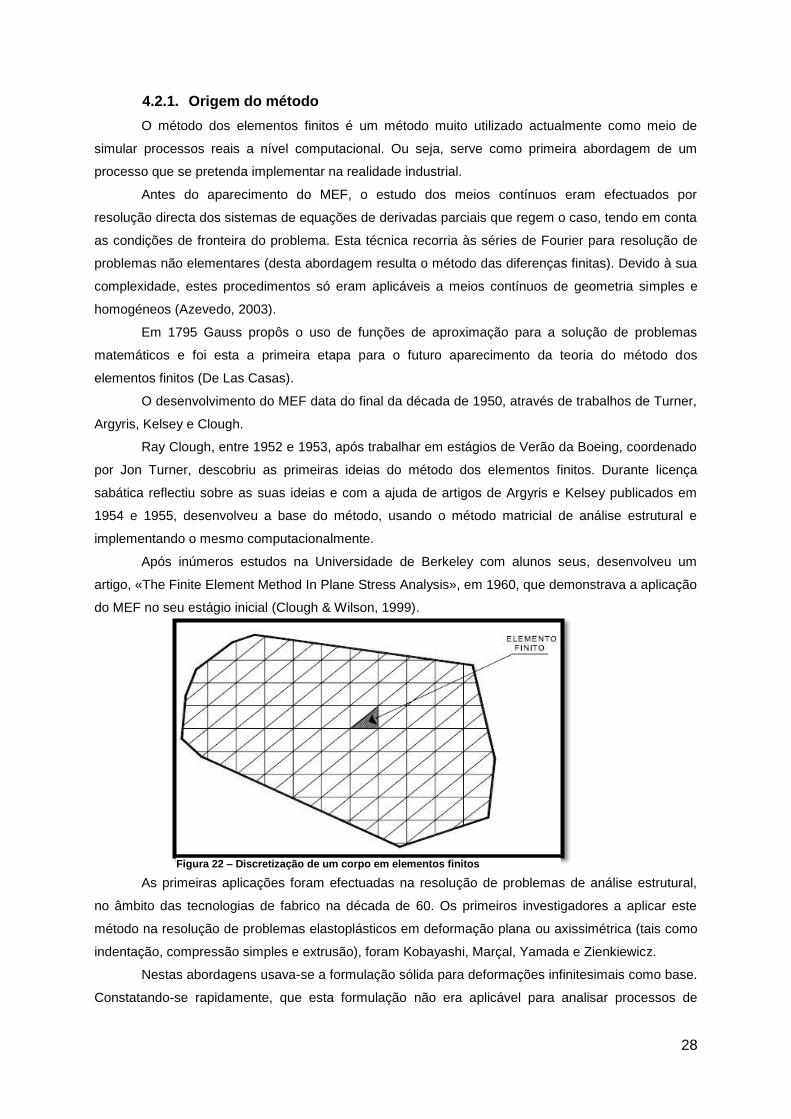
28
4.2.1. Origem do método
O método dos elementos finitos é um método muito utilizado actualmente como meio de
simular processos reais a nível computacional. Ou seja, serve como primeira abordagem de um
processo que se pretenda implementar na realidade industrial.
Antes do aparecimento do MEF, o estudo dos meios contínuos eram efectuados por
resolução directa dos sistemas de equações de derivadas parciais que regem o caso, tendo em conta
as condições de fronteira do problema. Esta técnica recorria às séries de Fourier para resolução de
problemas não elementares (desta abordagem resulta o método das diferenças finitas). Devido à sua
complexidade, estes procedimentos só eram aplicáveis a meios contínuos de geometria simples e
homogéneos (Azevedo, 2003).
Em 1795 Gauss propôs o uso de funções de aproximação para a solução de problemas
matemáticos e foi esta a primeira etapa para o futuro aparecimento da teoria do método dos
elementos finitos (De Las Casas).
O desenvolvimento do MEF data do final da década de 1950, através de trabalhos de Turner,
Argyris, Kelsey e Clough.
Ray Clough, entre 1952 e 1953, após trabalhar em estágios de Verão da Boeing, coordenado
por Jon Turner, descobriu as primeiras ideias do método dos elementos finitos. Durante licença
sabática reflectiu sobre as suas ideias e com a ajuda de artigos de Argyris e Kelsey publicados em
1954 e 1955, desenvolveu a base do método, usando o método matricial de análise estrutural e
implementando o mesmo computacionalmente.
Após inúmeros estudos na Universidade de Berkeley com alunos seus, desenvolveu um
artigo, «The Finite Element Method In Plane Stress Analysis», em 1960, que demonstrava a aplicação
do MEF no seu estágio inicial (Clough & Wilson, 1999).
As primeiras aplicações foram efectuadas na resolução de problemas de análise estrutural,
no âmbito das tecnologias de fabrico na década de 60. Os primeiros investigadores a aplicar este
método na resolução de problemas elastoplásticos em deformação plana ou axissimétrica (tais como
indentação, compressão simples e extrusão), foram Kobayashi, Marçal, Yamada e Zienkiewicz.
Nestas abordagens usava-se a formulação sólida para deformações infinitesimais como base.
Constatando-se rapidamente, que esta formulação não era aplicável para analisar processos de
Figura 22 – Discretização de um corpo em elementos finitos
29
fabrico em que existissem grandes deformações plásticas e grandes rotações, devido às não-
linearidades associadas ao material e à geometria.
Nos anos de 70, Lee e Kobayashi, Cornfield e Johnson e Zienkiewicz e Godbole,
desenvolveram a formulação de escoamento plástico (flow formulation), uma formulação alternativa
que caracteriza o escoamento de materiais metálicos em deformação plástica como fluídos
incompressíveis. Devido aos materiais das peças possuírem elevadas deformações plásticas em
relação às elásticas, é possível desprezar estas últimas, culminado no axioma que os materiais
podem ser descritos através de leis de comportamento rígido-plástico/viscoplástico e, que relações
entre a tensão e a velocidade de deformação baseiam-se nas equações constituintes de Levy-Mises.
Também nesta década, é introduzida a teoria Langrangeana Total, por Hibbit, Marçal e Rice, que
caracteriza a deformação do material relativamente ao seu estado inicial não deformado.
A vantagem deste método reside no facto de permitir adquirir conhecimentos sobre qualquer
tipo de peça, independentemente da sua forma geométrica, das matrizes e das condições de atrito
que decorrem entre os componentes. Tornando-o num método mais geral e versátil.
Wang iniciou a extensão da formulação rígido-plástica de chapa no decorrer de 1970. No
entanto, constatou-se que esta extensão podia levar a alterações na geometria da chapa e nas
tensões residuais associadas, devido ao tal desprezo da componente elástica.
Recentemente, têm vindo a ser apresentados projectos de simulação computacional de
processos de deformação plástica baseados na utilização de formulações dinâmicas. No entanto,
estas formulações possuem problemas numéricos inerentes dos incrementos de tempo serem
relativamente baixos (na gama de 10-6
segundos) e a possibilidade de se obterem soluções
fisicamente impossíveis, devido aos processos de deformação plástica não serem processos
dinâmicos.
Nos últimos anos têm existido avanços ao nível de procedimentos para regeneração
adaptativa, geradores automáticos de malha, algoritmos de contacto, modelos de atrito, entre outros
(Rodrigues & Martins, 2010).
Concluindo, o método dos elementos finitos baseia-se na divisão (discretização) de um meio
contínuo em diversos elementos mais simples (Figura 22). Estes elementos são definidos por
equações diferenciais e resolvidas por modelos matemáticos. As superfícies ou volumes obtidos são
conhecidos por malhas. Quanto maior o número de divisões, mais elementos existem, menor o erro
na solução aproximada obtida e maior o tempo computacional que requererá a perfazer a solução.
O MEF tornou-se numa poderosa ferramenta para simular processos de deformação plástica,
contribuindo para o desenvolvimento de novas metodologias de concepção, de fabrico, de projecto e
de investigação de novos produtos e processos tecnológicos.
4.2.2. Equações básicas
De seguida, ir-se-á explicitar as equações que regem o método, isto é, a base matemática
inerente ao mesmo.
Com base nas equações de equilíbrio de tensões, mais concretamente na forma variacional
fraca, podemos descrevê-las como:
30
∫dσij
dXjV
δui dV = 0 (28)
A equação diferencial das equações de equilíbrio de tensões na forma abreviada,
dσij
dXj
= 0 (29)
apenas tem de ser respeitada em termos médios para a globalidade do corpo sólido, em vez de ter
que ser respeitada na totalidade dos pontos que constituem o corpo sólido. Aplicando a regra da
derivada do produto, o teorema da divergência e efectuando a seguinte substituição σijnj = ti :
∫ σijV
dδui
dXj
dV − ∫ tiST
δui dS = 0 (30)
, sendo δui a perturbação arbitrária de velocidade ui e ti são as tensões exteriores impostas na
superfície do corpo sólido.
Devido a requisitos de continuidade no campo de tensões, introduzindo o tensor das
velocidades de deformação ε̇ e decompondo o tensor das tensões σij , na soma do tensor desviador
σ′ij com o tensor esférico σm , a equação fica na seguinte forma:
∫ σij′ δε̇ijdV
V
+ ∫ σmδε̇VdV
V
− ∫ tiδuidS
St
= 0 (31)
Fazendo uma substituição, σmδε̇V = σ̅ε̅ ̇ , adicionando um termo de valor nulo, ∫ δσmε̇VdVV
, a
equação fica:
∫ σ̅ε̅ ̇dV
V
+ ∫ σmδε̇VdV
V
+ ∫ δσmε̇VdV
V
− ∫ tiδuidS
St
= 0 (32)
Ou na forma condensada:
∏ = ∫ σ̅ε̅ ̇dV
V
+ ∫ σmε̇VdV
V
− ∫ tiuidS
St
(33)
Este resultado podia ter sido obtido a partir do segundo princípio externo de Hill. Este
estabelece que a solução de problemas rígido-plásticos assenta no estabelecimento de um campo de
velocidade ui cineticamente admissível que satisfaça a condição de incompressibilidade, a
compatibilidade das deformações, que obedeça às condições de fronteira e que minimize o funcional:
∏ = ∫ σ̅ε̅ ̇dV
V
− ∫ tiuidS
St
(34)
De forma a ultrapassar os requisitos exigidos às funções de forma, modifica-se o funcional
anterior através da introdução de um multiplicador de Lagrange, λ , que coincide com o valor de
tensão média, σm .
A discretização das equações efectua-se subdividindo o volume de controlo V em M
elementos, ligados entre si através de N pontos nodais. Elementos, estes, que possibilitam a
computação de propriedades (tensões, extensões,…), muito mais simples do que do corpo total.
Este método é a base dos programas I-FORM2/3, para o cálculo de tensões, extensões,
cargas, deslocamentos, etc.
31
O autor gostaria de salientar a título final, uma metodologia que se utilizava no passado,
apenas como aproximação, chamada de fotoelasticidade para medição de tensões de componentes
metálicos.
A fotoelasticidade consiste na parte óptica que investiga a distribuição de tensões em corpos
transparentes com a ajuda de luz polarizada. Surge um sistema de bandas de cor claro e escura
(quando se utiliza luz monocromática). Consoante a sua disposição, deduz-se o tamanho e
distribuição das tensões em cada um dos pontos do corpo. No ensaio de materiais investigam-se
modelos transparentes feitos de resina sintética, e com a ajuda de processos de fotoelasticidade,
determinam-se as cargas que aparecem na realidade (Fotoelasticidade, 2014).
4.3. Software utilizado
Do modo com foi abordado anteriormente, de seguida proceder-se-á à enumeração descritiva
dos programas computacionais utilizados em todo o desenvolvimento da presente dissertação.
4.3.1. I-FORM
O I-FORM foi o software de elementos finitos utilizado para analisar e desenvolver a parte
numérica (simulações) da presente dissertação. I-FORM é a abreviação de Industrial Forming
Technologies (Figura 23).
Este teve a sua génese nos finais dos anos de 80 pelo Professor Paulo Martins e foi
desenvolvido com a ajuda de inúmeros colaboradores da secção de Tecnologia Mecânica do Instituto
Superior Técnico, ao longo dos últimos anos. Este programa fornece soluções quantitativas de
problemas relacionados com processos de enformação plástica (Rodrigues, 2011).
Tanto o I-FORM2 como o I-FORM3 têm apoio na formulação de escoamento plástico
irredutível baseada no recurso a uma função de penalidade, de modo a garantir a condição de
incompressibilidade.
Esta formulação serve de base a alguns programas de elementos finitos, como por exemplo:
DEFORM2/3 ou o FORGE2/3 (Rodrigues & Martins, 2010).
O sistema de elementos finitos I-FORM permite obter um largo espectro de resultados, dos
quais se destacam os seguintes: Defeitos de enformabilidade; Distribuição das principais variáveis de
campo: velocidade de deformação, tensão, extensão e temperatura; Evolução da carga ou volume
com o deslocamento; Forças locais na ferramenta; Força total a aplicar e evolução da mesma no
decorrer da deformação do material; Geometria da peça (final e ao longo da sua deformação);
Influência das condições de atrito nas interfaces peça-ferramenta e Influência da velocidade da
ferramenta.
Figura 23 – Logo do software I-FORM 3D
32
4.3.2. GiD
GiD é um programa desenvolvido em Barcelona, no Centro Internacional de Métodos
Numéricos em Engenharia (Figura 24). Este software é um pré-processador que permite a modelação
geométrica e discretização do modelo, sendo deste modo utilizado em conjunto com o I-FORM. No
entanto, também é um pós-processador, na medida que possibilita a visualização e análise de
resultados dos steps importados do processamento do I-FORM e não só, a duas ou três dimensões
(GiD, 2014).
Este programa teve como intuito abordar todas as necessidades das simulações numéricas,
tais como: definição eficaz de análise de informação, modelação geométrica, geração de malha,
transferência de informação para um software de análise, entre outros. De maneira que o seu
desenvolvimento teve como finalidade ser fácil, rápido, eficaz e preciso de utilização por parte do
utilizador. Tem a vantagem de poder «ler» e «escrever» informação num número quase ilimitado de
formatos.
Figura 24 - Logo do software GiD
33
5. Desenvolvimento Experimental
Após a conclusão da introdução e referências teóricas da presente dissertação, passar-se-á
de seguida, à análise/descrição do trabalho, através da descrição das análises experimental e
numérica, estudo do material e equipamentos utilizados e por último exame de resultados.
O conteúdo desta secção irá explanar toda a parte experimental referente ao tema da
presente dissertação de mestrado. Abordar-se-ão todas as inúmeras experiências executadas, bem
como todas as análises experimentais necessárias para a caracterização do material.
Focar-se-á de seguida, o estudo em torno do material utilizado para o fabrico dos
componentes mecânicos já enumerados e no conhecimento dos principais dispositivos utilizados em
toda a parte experimental.
Em primeiro lugar far-se-á uma alusão à máquina-ferramenta Prensa, pois foi a máquina mais
utilizada e mais importante de todo o aparato experimental e seguidamente enumerar-se-ão as
características de todas as máquinas utilizadas no Laboratório de Tecnologia Mecânica.
5.1. Prensas
A designação de prensa é tida como, uma máquina-ferramenta que consegue prover energia
e força, necessárias para a realização de um determinado processo, a uma ferramenta montada
sobre a estrutura de apoio (Rodrigues & Baptista, 1997).
Uma prensa é composta por uma estrutura de montantes ou colunas, que conectam a parte
superior, o capitel, à parte inferior, a mesa, possuindo um ou mais carros móveis (Rodrigues &
Martins, 2010).
Esta máquina-ferramenta possui uma elevada relevância em contexto industrial, porque
realiza diversos processos de fabrico e consegue aplicar cargas elevadas. Estes inúmeros processos
são: fabrico de componentes simples por forjamento, ensaios de compressão, obtenção de peças
complexas por estampagem ou quinagem e, podem mesmo ser utilizadas, para conceber corte.
Assim como a maioria das máquinas usadas em processamento tecnológico, a obtenção de
uma prensa representa um enorme investimento de capital (na ordem de centenas de milhares de
Euros). Deste modo torna-se imprescindível uma análise das exigências requeridas do processo e
colmatação com as características do referido equipamento. Isto é, o objectivo é seleccionar uma
prensa adequada à tarefa que se pretende realizar, necessitando de uma compreensão de todo o
processo, assim como das características da máquina.
Devido à existência de um certo número de prensas no mercado torna-se imperativo que se
classifique as mesmas segundo certos critérios. São estes: a Natureza do Agente Motor (manuais,
pneumáticos, mecânicos e hidráulicos), a Forma da sua Estrutura (montantes direitos, «colo de
cisne», colunas e mesa ajustável), o Número de Carros Móveis (simples, duplo ou triplo efeito), a
Direcção de Actuação (vertical ou horizontal), Velocidade de Actuação (convencional e corte rápido) e
Precisão de Movimentos (convencional e corte fino ou de precisão).
Este tipo de máquinas é muito utilizado devido a ser combinado com ferramentas amovíveis
fixas à mesa da prensa, ou sendo parte integrante da mesa (no caso desta ser maquinada) e deste
modo possibilitam a execução de inúmeros tipos de peças. A título de exemplo, pode-se destacar que

34
uma mesma prensa pode realizar um ensaio de compressão simples e no momento seguinte estar a
concretizar uma operação com uso de ferramentas progressivas.
Em analogia com a escolha da prensa, também o tipo de ferramenta deve ser analisado de
acordo com a sua funcionalidade final. A categorização de ferramentas é feita em conformidade com
a sua função por: Calibração, Fixação ou Guiamento, Corte, Deformação Plástica, Forjamento e
Extrusão.
A parte experimental foi executada no interior das instalações do Instituto Superior Técnico,
mais concretamente no Laboratório de Tecnologia Mecânica do Departamento de Engenharia
Mecânica. O equipamento e materiais possibilitaram tratamento de dados e consequente análise de
resultados experimentais, à temperatura ambiente nas referidas instalações.
5.2. Equipamentos utilizados
Prensa hidráulica de maior capacidade da marca americana INSTRON modelo KN1200
SATEC, com capacidade máxima de 1200kN e um sistema integrado de sensores de deslocamento e
carga, operados pelo controlador INSTRON 5500. A medição da carga aplicada verticalmente é
medida através de uma célula de carga com 1200kN de capacidade e a medição do deslocamento é
feita através de um transdutor de deslocamento com resolução de 0,001mm. As dimensões da
prensa são 1436x1500x940mm e uma tara aproximada de 6600kg. Os dados são adquiridos pelo
software BLUEHILL, incorporado no computador junto à prensa (Figura 25).
Figura 25 – a) Prensa hidráulica INSTRON KN1200 SATEC, do LTM b) Computador para aquisição de dados
a)
b)

35
A prensa manual da marca Dinamarquesa STENHOJ modelo CP40 com capacidade de
400kN e accionamento hidráulico, tem um peso de cerca de 460kg e possui as dimensões de
1030x400x1960mm (Figura 26).
O torno convencional utilizado é da marca QUANTUM (empresa alemã), modelo
D320x920SG, com um spindle de 65-1800 rpm e uma potência de 1,1kW. As suas dimensões são:
1600x740x1300mm e possui um peso aproximado de 500 kg (Figura 27).
O serrote usado tem como marca a MAQFORT (empresa portuguesa), modelo WE 210 S,
com descida hidráulica. É um serrote de fita manual com dimensões da lâmina de 20x0,9x2110mm,
uma potência de 0,75kW, um peso de 170kg e tem uma capacidade de corte a 90° de diâmetros até
170mm (Figura 28).
Figura 26 – Prensa manual STENHOJ CP40
Figura 27 – Torno convencional QUANTUM D320x920SG
Figura 28 – Serrote MAQFORT WE210S
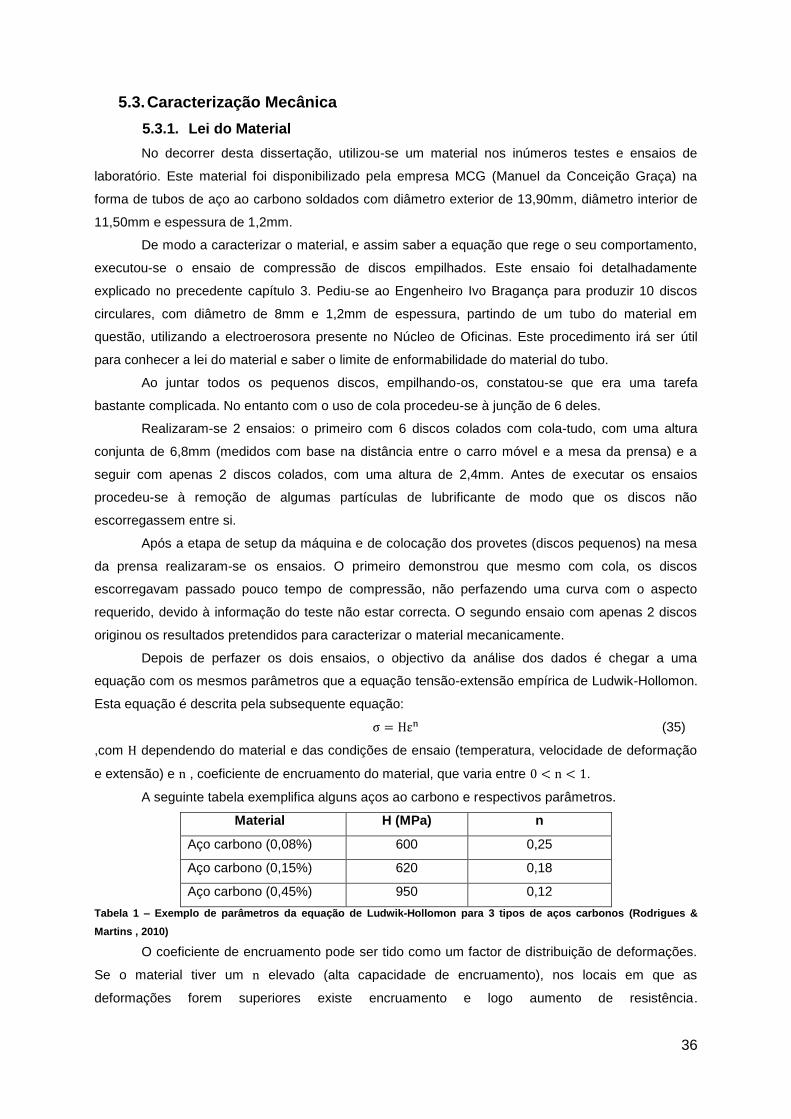
36
5.3. Caracterização Mecânica
5.3.1. Lei do Material
No decorrer desta dissertação, utilizou-se um material nos inúmeros testes e ensaios de
laboratório. Este material foi disponibilizado pela empresa MCG (Manuel da Conceição Graça) na
forma de tubos de aço ao carbono soldados com diâmetro exterior de 13,90mm, diâmetro interior de
11,50mm e espessura de 1,2mm.
De modo a caracterizar o material, e assim saber a equação que rege o seu comportamento,
executou-se o ensaio de compressão de discos empilhados. Este ensaio foi detalhadamente
explicado no precedente capítulo 3. Pediu-se ao Engenheiro Ivo Bragança para produzir 10 discos
circulares, com diâmetro de 8mm e 1,2mm de espessura, partindo de um tubo do material em
questão, utilizando a electroerosora presente no Núcleo de Oficinas. Este procedimento irá ser útil
para conhecer a lei do material e saber o limite de enformabilidade do material do tubo.
Ao juntar todos os pequenos discos, empilhando-os, constatou-se que era uma tarefa
bastante complicada. No entanto com o uso de cola procedeu-se à junção de 6 deles.
Realizaram-se 2 ensaios: o primeiro com 6 discos colados com cola-tudo, com uma altura
conjunta de 6,8mm (medidos com base na distância entre o carro móvel e a mesa da prensa) e a
seguir com apenas 2 discos colados, com uma altura de 2,4mm. Antes de executar os ensaios
procedeu-se à remoção de algumas partículas de lubrificante de modo que os discos não
escorregassem entre si.
Após a etapa de setup da máquina e de colocação dos provetes (discos pequenos) na mesa
da prensa realizaram-se os ensaios. O primeiro demonstrou que mesmo com cola, os discos
escorregavam passado pouco tempo de compressão, não perfazendo uma curva com o aspecto
requerido, devido à informação do teste não estar correcta. O segundo ensaio com apenas 2 discos
originou os resultados pretendidos para caracterizar o material mecanicamente.
Depois de perfazer os dois ensaios, o objectivo da análise dos dados é chegar a uma
equação com os mesmos parâmetros que a equação tensão-extensão empírica de Ludwik-Hollomon.
Esta equação é descrita pela subsequente equação:
σ = Hεn (35)
,com H dependendo do material e das condições de ensaio (temperatura, velocidade de deformação
e extensão) e n , coeficiente de encruamento do material, que varia entre 0 < n < 1.
A seguinte tabela exemplifica alguns aços ao carbono e respectivos parâmetros.
Material H (MPa) n
Aço carbono (0,08%) 600 0,25
Aço carbono (0,15%) 620 0,18
Aço carbono (0,45%) 950 0,12
Tabela 1 – Exemplo de parâmetros da equação de Ludwik-Hollomon para 3 tipos de aços carbonos (Rodrigues &
Martins , 2010)
O coeficiente de encruamento pode ser tido como um factor de distribuição de deformações.
Se o material tiver um n elevado (alta capacidade de encruamento), nos locais em que as
deformações forem superiores existe encruamento e logo aumento de resistência.
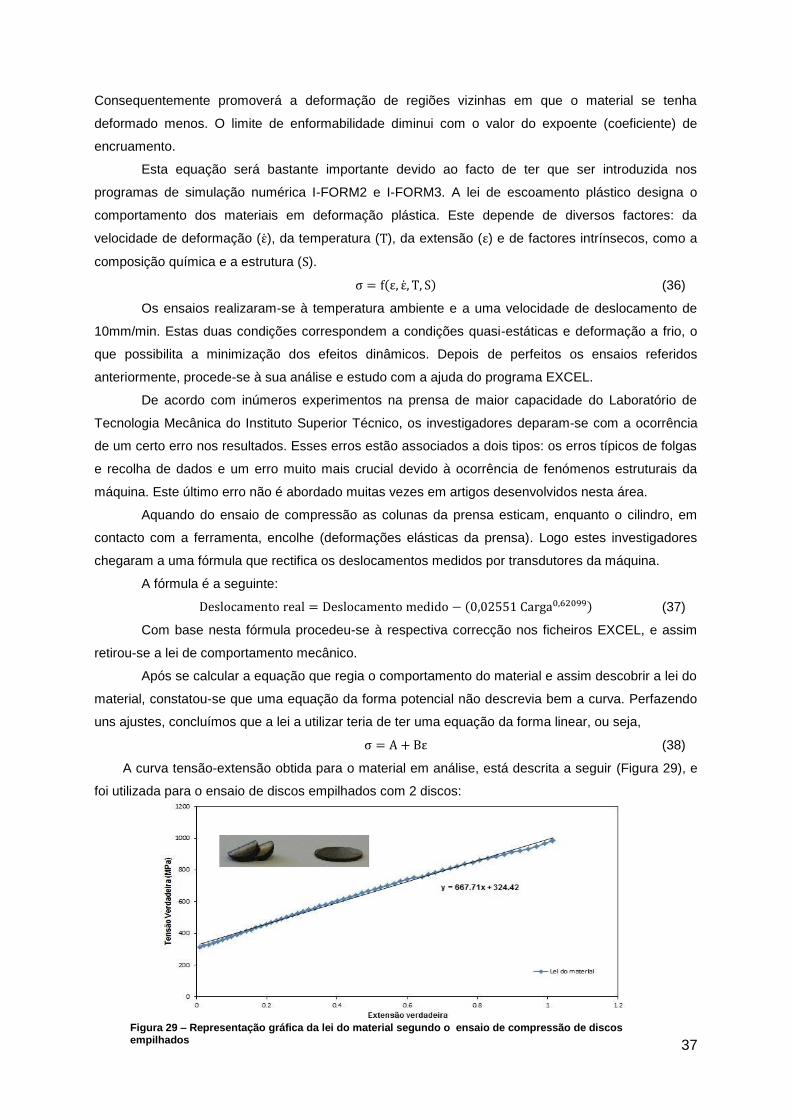
37
Consequentemente promoverá a deformação de regiões vizinhas em que o material se tenha
deformado menos. O limite de enformabilidade diminui com o valor do expoente (coeficiente) de
encruamento.
Esta equação será bastante importante devido ao facto de ter que ser introduzida nos
programas de simulação numérica I-FORM2 e I-FORM3. A lei de escoamento plástico designa o
comportamento dos materiais em deformação plástica. Este depende de diversos factores: da
velocidade de deformação (ε̇), da temperatura (T), da extensão (ε) e de factores intrínsecos, como a
composição química e a estrutura (S).
σ = f(ε, ε̇, T, S) (36)
Os ensaios realizaram-se à temperatura ambiente e a uma velocidade de deslocamento de
10mm/min. Estas duas condições correspondem a condições quasi-estáticas e deformação a frio, o
que possibilita a minimização dos efeitos dinâmicos. Depois de perfeitos os ensaios referidos
anteriormente, procede-se à sua análise e estudo com a ajuda do programa EXCEL.
De acordo com inúmeros experimentos na prensa de maior capacidade do Laboratório de
Tecnologia Mecânica do Instituto Superior Técnico, os investigadores deparam-se com a ocorrência
de um certo erro nos resultados. Esses erros estão associados a dois tipos: os erros típicos de folgas
e recolha de dados e um erro muito mais crucial devido à ocorrência de fenómenos estruturais da
máquina. Este último erro não é abordado muitas vezes em artigos desenvolvidos nesta área.
Aquando do ensaio de compressão as colunas da prensa esticam, enquanto o cilindro, em
contacto com a ferramenta, encolhe (deformações elásticas da prensa). Logo estes investigadores
chegaram a uma fórmula que rectifica os deslocamentos medidos por transdutores da máquina.
A fórmula é a seguinte:
Deslocamento real = Deslocamento medido − (0,02551 Carga0,62099) (37)
Com base nesta fórmula procedeu-se à respectiva correcção nos ficheiros EXCEL, e assim
retirou-se a lei de comportamento mecânico.
Após se calcular a equação que regia o comportamento do material e assim descobrir a lei do
material, constatou-se que uma equação da forma potencial não descrevia bem a curva. Perfazendo
uns ajustes, concluímos que a lei a utilizar teria de ter uma equação da forma linear, ou seja,
σ = A + Bε (38)
A curva tensão-extensão obtida para o material em análise, está descrita a seguir (Figura 29), e
foi utilizada para o ensaio de discos empilhados com 2 discos:
Figura 29 – Representação gráfica da lei do material segundo o ensaio de compressão de discos empilhados
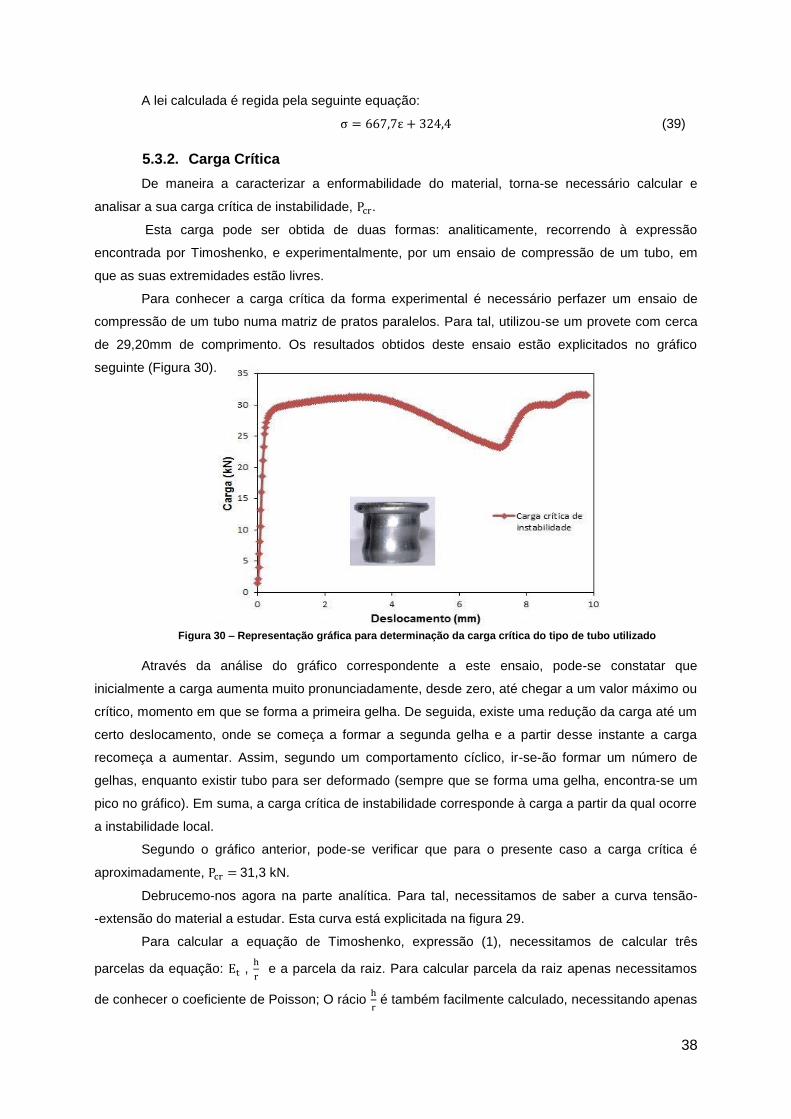
38
A lei calculada é regida pela seguinte equação:
σ = 667,7ε + 324,4 (39)
5.3.2. Carga Crítica
De maneira a caracterizar a enformabilidade do material, torna-se necessário calcular e
analisar a sua carga crítica de instabilidade, Pcr.
Esta carga pode ser obtida de duas formas: analiticamente, recorrendo à expressão
encontrada por Timoshenko, e experimentalmente, por um ensaio de compressão de um tubo, em
que as suas extremidades estão livres.
Para conhecer a carga crítica da forma experimental é necessário perfazer um ensaio de
compressão de um tubo numa matriz de pratos paralelos. Para tal, utilizou-se um provete com cerca
de 29,20mm de comprimento. Os resultados obtidos deste ensaio estão explicitados no gráfico
seguinte (Figura 30).
Através da análise do gráfico correspondente a este ensaio, pode-se constatar que
inicialmente a carga aumenta muito pronunciadamente, desde zero, até chegar a um valor máximo ou
crítico, momento em que se forma a primeira gelha. De seguida, existe uma redução da carga até um
certo deslocamento, onde se começa a formar a segunda gelha e a partir desse instante a carga
recomeça a aumentar. Assim, segundo um comportamento cíclico, ir-se-ão formar um número de
gelhas, enquanto existir tubo para ser deformado (sempre que se forma uma gelha, encontra-se um
pico no gráfico). Em suma, a carga crítica de instabilidade corresponde à carga a partir da qual ocorre
a instabilidade local.
Segundo o gráfico anterior, pode-se verificar que para o presente caso a carga crítica é
aproximadamente, Pcr = 31,3 kN.
Debrucemo-nos agora na parte analítica. Para tal, necessitamos de saber a curva tensão-
-extensão do material a estudar. Esta curva está explicitada na figura 29.
Para calcular a equação de Timoshenko, expressão (1), necessitamos de calcular três
parcelas da equação: Et , h
r e a parcela da raiz. Para calcular parcela da raiz apenas necessitamos
de conhecer o coeficiente de Poisson; O rácio h
r é também facilmente calculado, necessitando apenas
Figura 30 – Representação gráfica para determinação da carga crítica do tipo de tubo utilizado
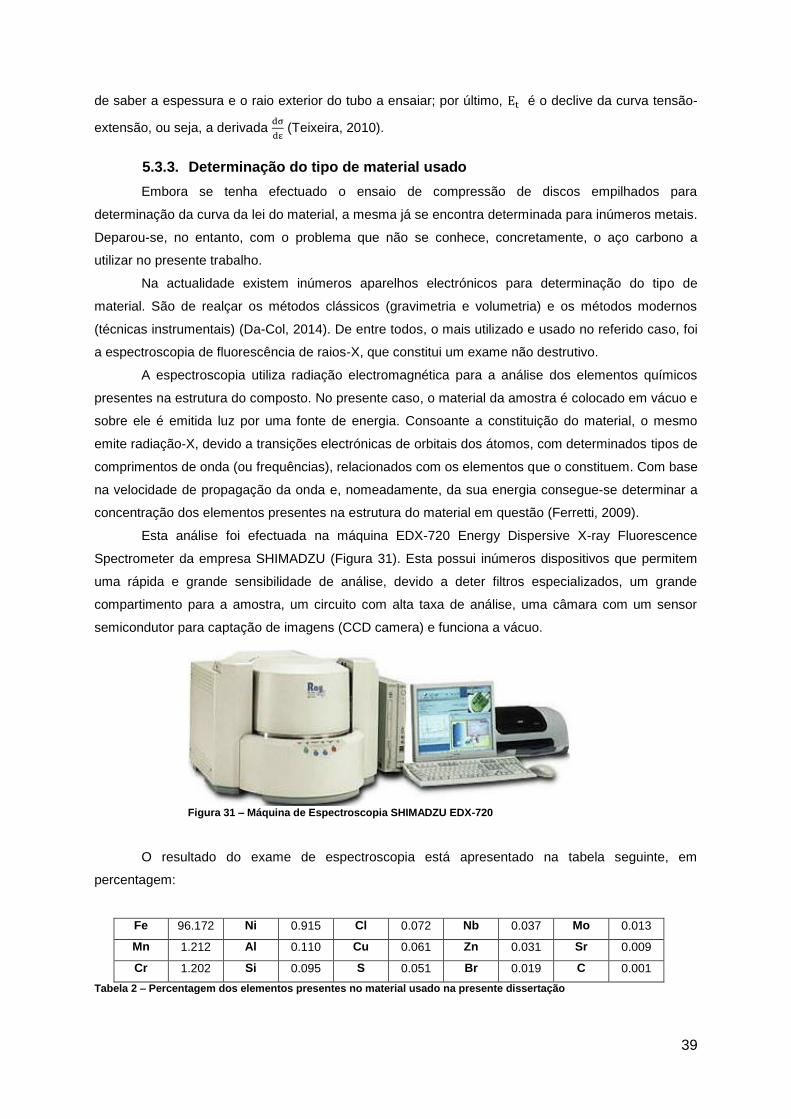
39
de saber a espessura e o raio exterior do tubo a ensaiar; por último, Et é o declive da curva tensão-
extensão, ou seja, a derivada dσ
dε (Teixeira, 2010).
5.3.3. Determinação do tipo de material usado
Embora se tenha efectuado o ensaio de compressão de discos empilhados para
determinação da curva da lei do material, a mesma já se encontra determinada para inúmeros metais.
Deparou-se, no entanto, com o problema que não se conhece, concretamente, o aço carbono a
utilizar no presente trabalho.
Na actualidade existem inúmeros aparelhos electrónicos para determinação do tipo de
material. São de realçar os métodos clássicos (gravimetria e volumetria) e os métodos modernos
(técnicas instrumentais) (Da-Col, 2014). De entre todos, o mais utilizado e usado no referido caso, foi
a espectroscopia de fluorescência de raios-X, que constitui um exame não destrutivo.
A espectroscopia utiliza radiação electromagnética para a análise dos elementos químicos
presentes na estrutura do composto. No presente caso, o material da amostra é colocado em vácuo e
sobre ele é emitida luz por uma fonte de energia. Consoante a constituição do material, o mesmo
emite radiação-X, devido a transições electrónicas de orbitais dos átomos, com determinados tipos de
comprimentos de onda (ou frequências), relacionados com os elementos que o constituem. Com base
na velocidade de propagação da onda e, nomeadamente, da sua energia consegue-se determinar a
concentração dos elementos presentes na estrutura do material em questão (Ferretti, 2009).
Esta análise foi efectuada na máquina EDX-720 Energy Dispersive X-ray Fluorescence
Spectrometer da empresa SHIMADZU (Figura 31). Esta possui inúmeros dispositivos que permitem
uma rápida e grande sensibilidade de análise, devido a deter filtros especializados, um grande
compartimento para a amostra, um circuito com alta taxa de análise, uma câmara com um sensor
semicondutor para captação de imagens (CCD camera) e funciona a vácuo.
O resultado do exame de espectroscopia está apresentado na tabela seguinte, em
percentagem:
Fe 96.172 Ni 0.915 Cl 0.072 Nb 0.037 Mo 0.013
Mn 1.212 Al 0.110 Cu 0.061 Zn 0.031 Sr 0.009
Cr 1.202 Si 0.095 S 0.051 Br 0.019 C 0.001
Tabela 2 – Percentagem dos elementos presentes no material usado na presente dissertação
Figura 31 – Máquina de Espectroscopia SHIMADZU EDX-720
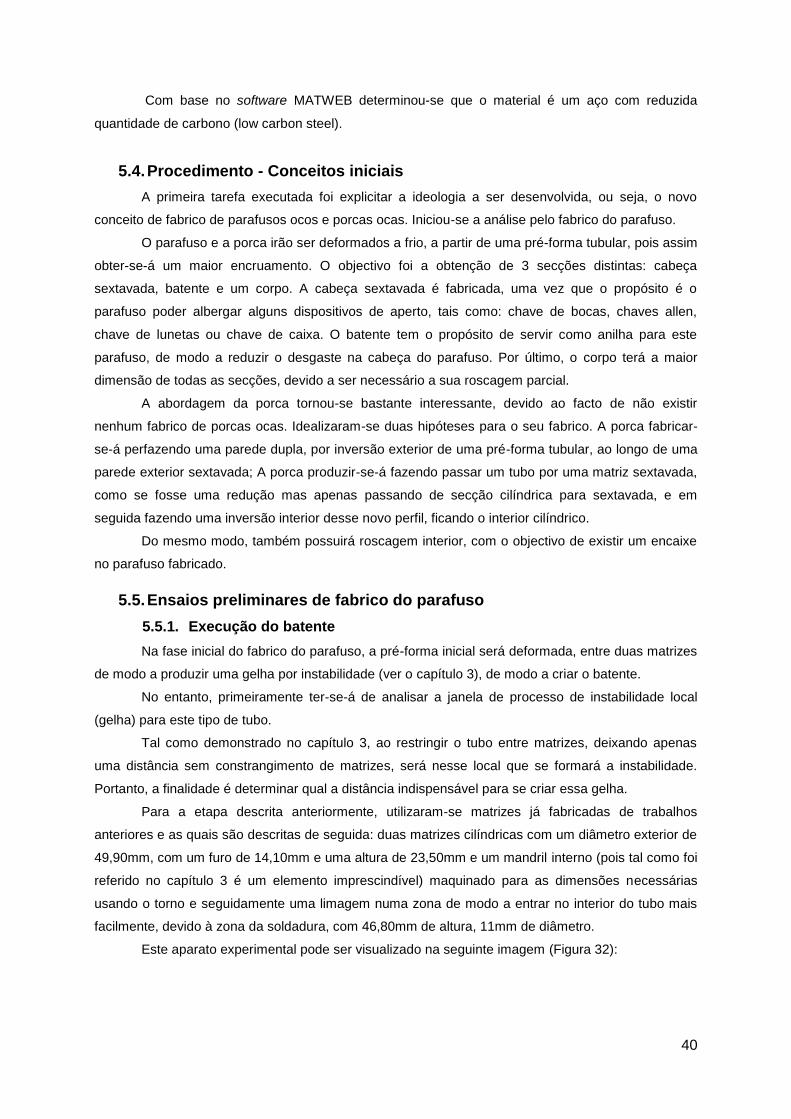
40
Com base no software MATWEB determinou-se que o material é um aço com reduzida
quantidade de carbono (low carbon steel).
5.4. Procedimento - Conceitos iniciais
A primeira tarefa executada foi explicitar a ideologia a ser desenvolvida, ou seja, o novo
conceito de fabrico de parafusos ocos e porcas ocas. Iniciou-se a análise pelo fabrico do parafuso.
O parafuso e a porca irão ser deformados a frio, a partir de uma pré-forma tubular, pois assim
obter-se-á um maior encruamento. O objectivo foi a obtenção de 3 secções distintas: cabeça
sextavada, batente e um corpo. A cabeça sextavada é fabricada, uma vez que o propósito é o
parafuso poder albergar alguns dispositivos de aperto, tais como: chave de bocas, chaves allen,
chave de lunetas ou chave de caixa. O batente tem o propósito de servir como anilha para este
parafuso, de modo a reduzir o desgaste na cabeça do parafuso. Por último, o corpo terá a maior
dimensão de todas as secções, devido a ser necessário a sua roscagem parcial.
A abordagem da porca tornou-se bastante interessante, devido ao facto de não existir
nenhum fabrico de porcas ocas. Idealizaram-se duas hipóteses para o seu fabrico. A porca fabricar-
se-á perfazendo uma parede dupla, por inversão exterior de uma pré-forma tubular, ao longo de uma
parede exterior sextavada; A porca produzir-se-á fazendo passar um tubo por uma matriz sextavada,
como se fosse uma redução mas apenas passando de secção cilíndrica para sextavada, e em
seguida fazendo uma inversão interior desse novo perfil, ficando o interior cilíndrico.
Do mesmo modo, também possuirá roscagem interior, com o objectivo de existir um encaixe
no parafuso fabricado.
5.5. Ensaios preliminares de fabrico do parafuso
5.5.1. Execução do batente
Na fase inicial do fabrico do parafuso, a pré-forma inicial será deformada, entre duas matrizes
de modo a produzir uma gelha por instabilidade (ver o capítulo 3), de modo a criar o batente.
No entanto, primeiramente ter-se-á de analisar a janela de processo de instabilidade local
(gelha) para este tipo de tubo.
Tal como demonstrado no capítulo 3, ao restringir o tubo entre matrizes, deixando apenas
uma distância sem constrangimento de matrizes, será nesse local que se formará a instabilidade.
Portanto, a finalidade é determinar qual a distância indispensável para se criar essa gelha.
Para a etapa descrita anteriormente, utilizaram-se matrizes já fabricadas de trabalhos
anteriores e as quais são descritas de seguida: duas matrizes cilíndricas com um diâmetro exterior de
49,90mm, com um furo de 14,10mm e uma altura de 23,50mm e um mandril interno (pois tal como foi
referido no capítulo 3 é um elemento imprescindível) maquinado para as dimensões necessárias
usando o torno e seguidamente uma limagem numa zona de modo a entrar no interior do tubo mais
facilmente, devido à zona da soldadura, com 46,80mm de altura, 11mm de diâmetro.
Este aparato experimental pode ser visualizado na seguinte imagem (Figura 32):
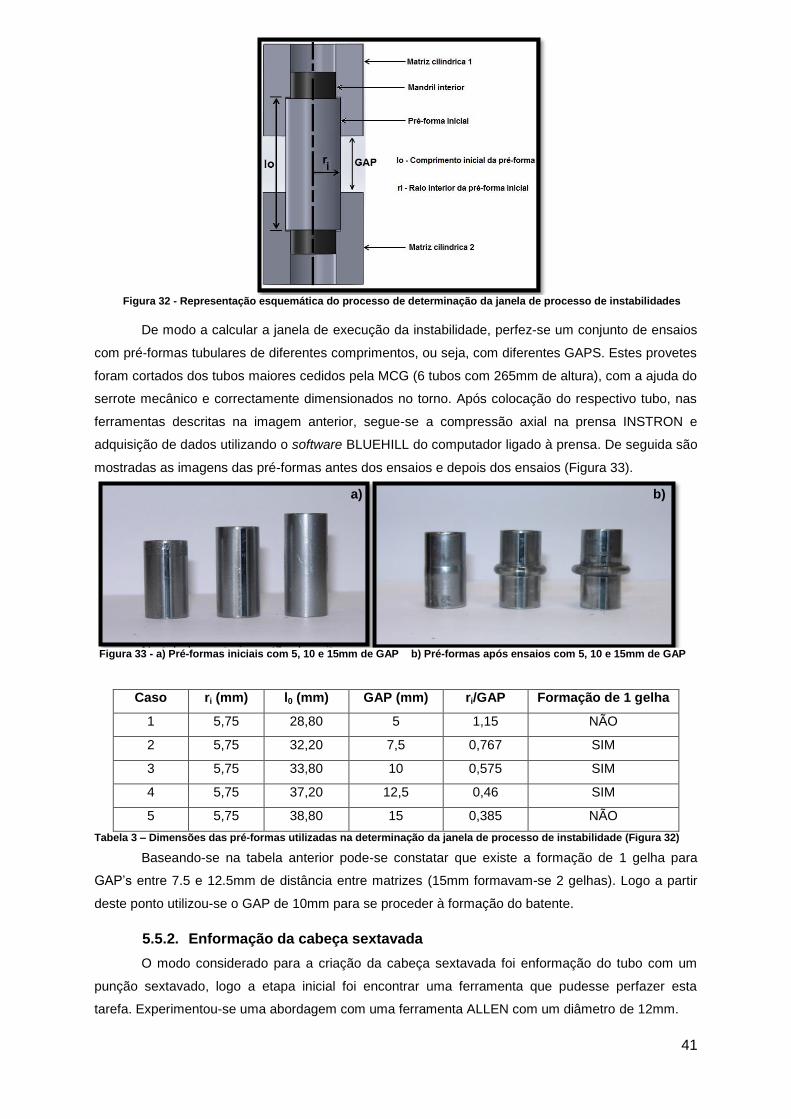
41
De modo a calcular a janela de execução da instabilidade, perfez-se um conjunto de ensaios
com pré-formas tubulares de diferentes comprimentos, ou seja, com diferentes GAPS. Estes provetes
foram cortados dos tubos maiores cedidos pela MCG (6 tubos com 265mm de altura), com a ajuda do
serrote mecânico e correctamente dimensionados no torno. Após colocação do respectivo tubo, nas
ferramentas descritas na imagem anterior, segue-se a compressão axial na prensa INSTRON e
adquisição de dados utilizando o software BLUEHILL do computador ligado à prensa. De seguida são
mostradas as imagens das pré-formas antes dos ensaios e depois dos ensaios (Figura 33).
Na tabela posterior estão descritos a análise dos resultados obtidos.
Caso ri (mm) l0 (mm) GAP (mm) ri/GAP Formação de 1 gelha
1 5,75 28,80 5 1,15 NÃO
2 5,75 32,20 7,5 0,767 SIM
3 5,75 33,80 10 0,575 SIM
4 5,75 37,20 12,5 0,46 SIM
5 5,75 38,80 15 0,385 NÃO
Tabela 3 – Dimensões das pré-formas utilizadas na determinação da janela de processo de instabilidade (Figura 32)
Baseando-se na tabela anterior pode-se constatar que existe a formação de 1 gelha para
GAP’s entre 7.5 e 12.5mm de distância entre matrizes (15mm formavam-se 2 gelhas). Logo a partir
deste ponto utilizou-se o GAP de 10mm para se proceder à formação do batente.
5.5.2. Enformação da cabeça sextavada
O modo considerado para a criação da cabeça sextavada foi enformação do tubo com um
punção sextavado, logo a etapa inicial foi encontrar uma ferramenta que pudesse perfazer esta
tarefa. Experimentou-se uma abordagem com uma ferramenta ALLEN com um diâmetro de 12mm.
Figura 33 - a) Pré-formas iniciais com 5, 10 e 15mm de GAP b) Pré-formas após ensaios com 5, 10 e 15mm de GAP
a) b)
Figura 32 - Representação esquemática do processo de determinação da janela de processo de instabilidades
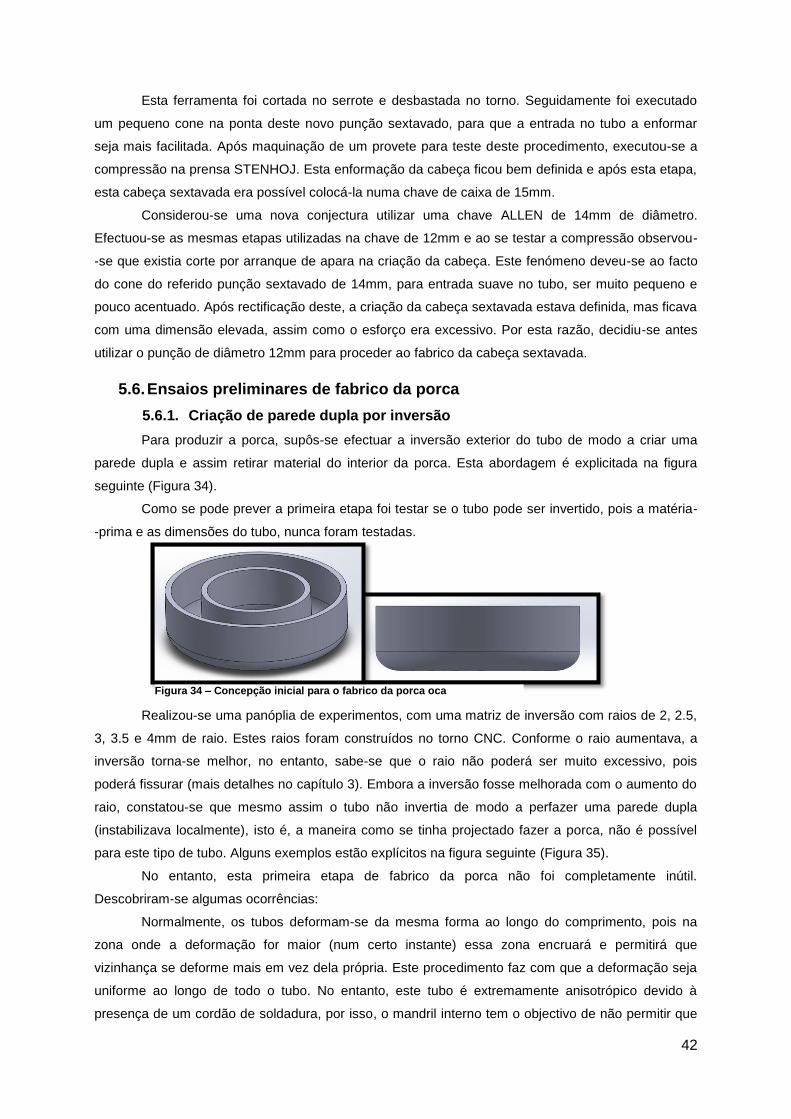
42
Esta ferramenta foi cortada no serrote e desbastada no torno. Seguidamente foi executado
um pequeno cone na ponta deste novo punção sextavado, para que a entrada no tubo a enformar
seja mais facilitada. Após maquinação de um provete para teste deste procedimento, executou-se a
compressão na prensa STENHOJ. Esta enformação da cabeça ficou bem definida e após esta etapa,
esta cabeça sextavada era possível colocá-la numa chave de caixa de 15mm.
Considerou-se uma nova conjectura utilizar uma chave ALLEN de 14mm de diâmetro.
Efectuou-se as mesmas etapas utilizadas na chave de 12mm e ao se testar a compressão observou-
-se que existia corte por arranque de apara na criação da cabeça. Este fenómeno deveu-se ao facto
do cone do referido punção sextavado de 14mm, para entrada suave no tubo, ser muito pequeno e
pouco acentuado. Após rectificação deste, a criação da cabeça sextavada estava definida, mas ficava
com uma dimensão elevada, assim como o esforço era excessivo. Por esta razão, decidiu-se antes
utilizar o punção de diâmetro 12mm para proceder ao fabrico da cabeça sextavada.
5.6. Ensaios preliminares de fabrico da porca
5.6.1. Criação de parede dupla por inversão
Para produzir a porca, supôs-se efectuar a inversão exterior do tubo de modo a criar uma
parede dupla e assim retirar material do interior da porca. Esta abordagem é explicitada na figura
seguinte (Figura 34).
Como se pode prever a primeira etapa foi testar se o tubo pode ser invertido, pois a matéria-
-prima e as dimensões do tubo, nunca foram testadas.
Realizou-se uma panóplia de experimentos, com uma matriz de inversão com raios de 2, 2.5,
3, 3.5 e 4mm de raio. Estes raios foram construídos no torno CNC. Conforme o raio aumentava, a
inversão torna-se melhor, no entanto, sabe-se que o raio não poderá ser muito excessivo, pois
poderá fissurar (mais detalhes no capítulo 3). Embora a inversão fosse melhorada com o aumento do
raio, constatou-se que mesmo assim o tubo não invertia de modo a perfazer uma parede dupla
(instabilizava localmente), isto é, a maneira como se tinha projectado fazer a porca, não é possível
para este tipo de tubo. Alguns exemplos estão explícitos na figura seguinte (Figura 35).
No entanto, esta primeira etapa de fabrico da porca não foi completamente inútil.
Descobriram-se algumas ocorrências:
Normalmente, os tubos deformam-se da mesma forma ao longo do comprimento, pois na
zona onde a deformação for maior (num certo instante) essa zona encruará e permitirá que
vizinhança se deforme mais em vez dela própria. Este procedimento faz com que a deformação seja
uniforme ao longo de todo o tubo. No entanto, este tubo é extremamente anisotrópico devido à
presença de um cordão de soldadura, por isso, o mandril interno tem o objectivo de não permitir que
Figura 34 – Concepção inicial para o fabrico da porca oca
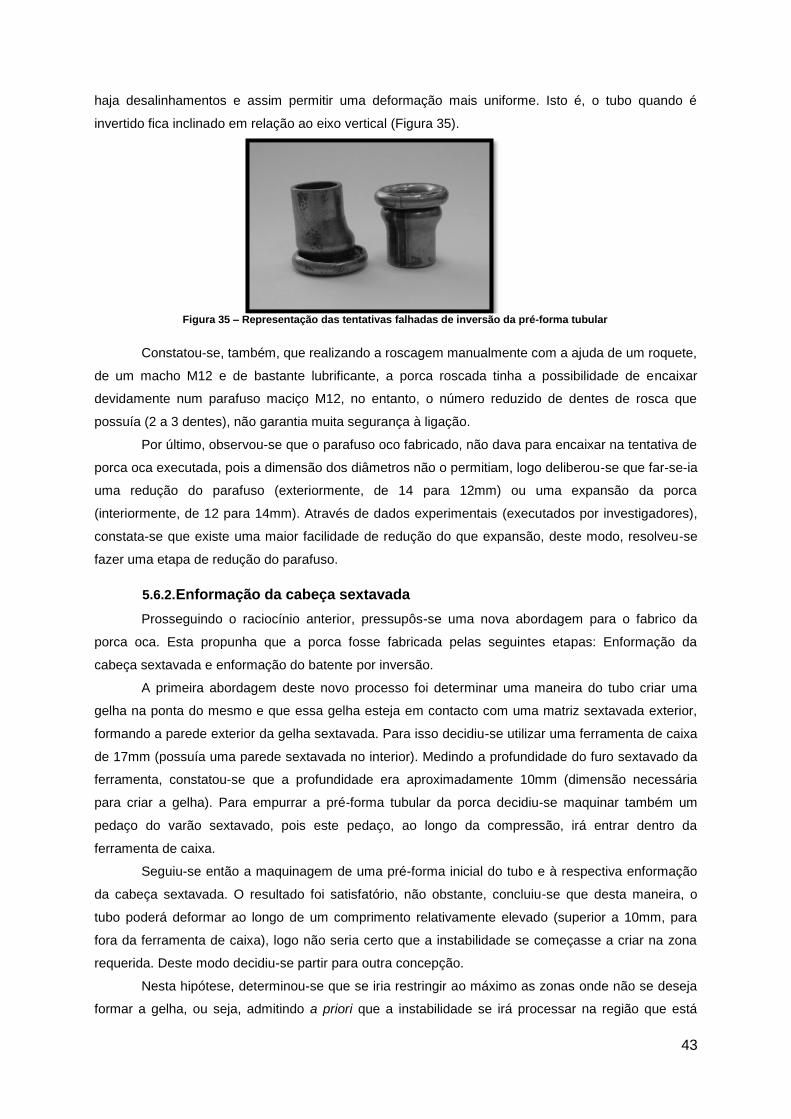
43
haja desalinhamentos e assim permitir uma deformação mais uniforme. Isto é, o tubo quando é
invertido fica inclinado em relação ao eixo vertical (Figura 35).
Constatou-se, também, que realizando a roscagem manualmente com a ajuda de um roquete,
de um macho M12 e de bastante lubrificante, a porca roscada tinha a possibilidade de encaixar
devidamente num parafuso maciço M12, no entanto, o número reduzido de dentes de rosca que
possuía (2 a 3 dentes), não garantia muita segurança à ligação.
Por último, observou-se que o parafuso oco fabricado, não dava para encaixar na tentativa de
porca oca executada, pois a dimensão dos diâmetros não o permitiam, logo deliberou-se que far-se-ia
uma redução do parafuso (exteriormente, de 14 para 12mm) ou uma expansão da porca
(interiormente, de 12 para 14mm). Através de dados experimentais (executados por investigadores),
constata-se que existe uma maior facilidade de redução do que expansão, deste modo, resolveu-se
fazer uma etapa de redução do parafuso.
5.6.2. Enformação da cabeça sextavada
Prosseguindo o raciocínio anterior, pressupôs-se uma nova abordagem para o fabrico da
porca oca. Esta propunha que a porca fosse fabricada pelas seguintes etapas: Enformação da
cabeça sextavada e enformação do batente por inversão.
A primeira abordagem deste novo processo foi determinar uma maneira do tubo criar uma
gelha na ponta do mesmo e que essa gelha esteja em contacto com uma matriz sextavada exterior,
formando a parede exterior da gelha sextavada. Para isso decidiu-se utilizar uma ferramenta de caixa
de 17mm (possuía uma parede sextavada no interior). Medindo a profundidade do furo sextavado da
ferramenta, constatou-se que a profundidade era aproximadamente 10mm (dimensão necessária
para criar a gelha). Para empurrar a pré-forma tubular da porca decidiu-se maquinar também um
pedaço do varão sextavado, pois este pedaço, ao longo da compressão, irá entrar dentro da
ferramenta de caixa.
Seguiu-se então a maquinagem de uma pré-forma inicial do tubo e à respectiva enformação
da cabeça sextavada. O resultado foi satisfatório, não obstante, concluiu-se que desta maneira, o
tubo poderá deformar ao longo de um comprimento relativamente elevado (superior a 10mm, para
fora da ferramenta de caixa), logo não seria certo que a instabilidade se começasse a criar na zona
requerida. Deste modo decidiu-se partir para outra concepção.
Nesta hipótese, determinou-se que se iria restringir ao máximo as zonas onde não se deseja
formar a gelha, ou seja, admitindo a priori que a instabilidade se irá processar na região que está
Figura 35 – Representação das tentativas falhadas de inversão da pré-forma tubular
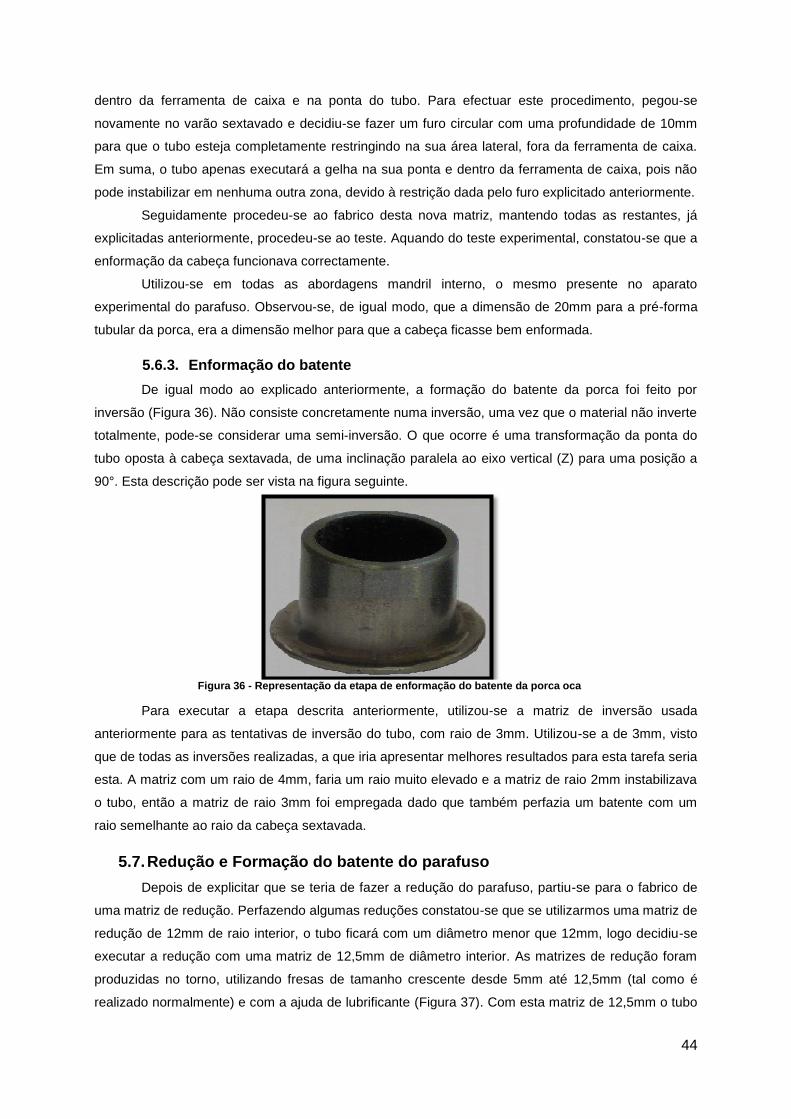
44
dentro da ferramenta de caixa e na ponta do tubo. Para efectuar este procedimento, pegou-se
novamente no varão sextavado e decidiu-se fazer um furo circular com uma profundidade de 10mm
para que o tubo esteja completamente restringindo na sua área lateral, fora da ferramenta de caixa.
Em suma, o tubo apenas executará a gelha na sua ponta e dentro da ferramenta de caixa, pois não
pode instabilizar em nenhuma outra zona, devido à restrição dada pelo furo explicitado anteriormente.
Seguidamente procedeu-se ao fabrico desta nova matriz, mantendo todas as restantes, já
explicitadas anteriormente, procedeu-se ao teste. Aquando do teste experimental, constatou-se que a
enformação da cabeça funcionava correctamente.
Utilizou-se em todas as abordagens mandril interno, o mesmo presente no aparato
experimental do parafuso. Observou-se, de igual modo, que a dimensão de 20mm para a pré-forma
tubular da porca, era a dimensão melhor para que a cabeça ficasse bem enformada.
5.6.3. Enformação do batente
De igual modo ao explicado anteriormente, a formação do batente da porca foi feito por
inversão (Figura 36). Não consiste concretamente numa inversão, uma vez que o material não inverte
totalmente, pode-se considerar uma semi-inversão. O que ocorre é uma transformação da ponta do
tubo oposta à cabeça sextavada, de uma inclinação paralela ao eixo vertical (Z) para uma posição a
90°. Esta descrição pode ser vista na figura seguinte.
Para executar a etapa descrita anteriormente, utilizou-se a matriz de inversão usada
anteriormente para as tentativas de inversão do tubo, com raio de 3mm. Utilizou-se a de 3mm, visto
que de todas as inversões realizadas, a que iria apresentar melhores resultados para esta tarefa seria
esta. A matriz com um raio de 4mm, faria um raio muito elevado e a matriz de raio 2mm instabilizava
o tubo, então a matriz de raio 3mm foi empregada dado que também perfazia um batente com um
raio semelhante ao raio da cabeça sextavada.
5.7. Redução e Formação do batente do parafuso
Depois de explicitar que se teria de fazer a redução do parafuso, partiu-se para o fabrico de
uma matriz de redução. Perfazendo algumas reduções constatou-se que se utilizarmos uma matriz de
redução de 12mm de raio interior, o tubo ficará com um diâmetro menor que 12mm, logo decidiu-se
executar a redução com uma matriz de 12,5mm de diâmetro interior. As matrizes de redução foram
produzidas no torno, utilizando fresas de tamanho crescente desde 5mm até 12,5mm (tal como é
realizado normalmente) e com a ajuda de lubrificante (Figura 37). Com esta matriz de 12,5mm o tubo
Figura 36 - Representação da etapa de enformação do batente da porca oca
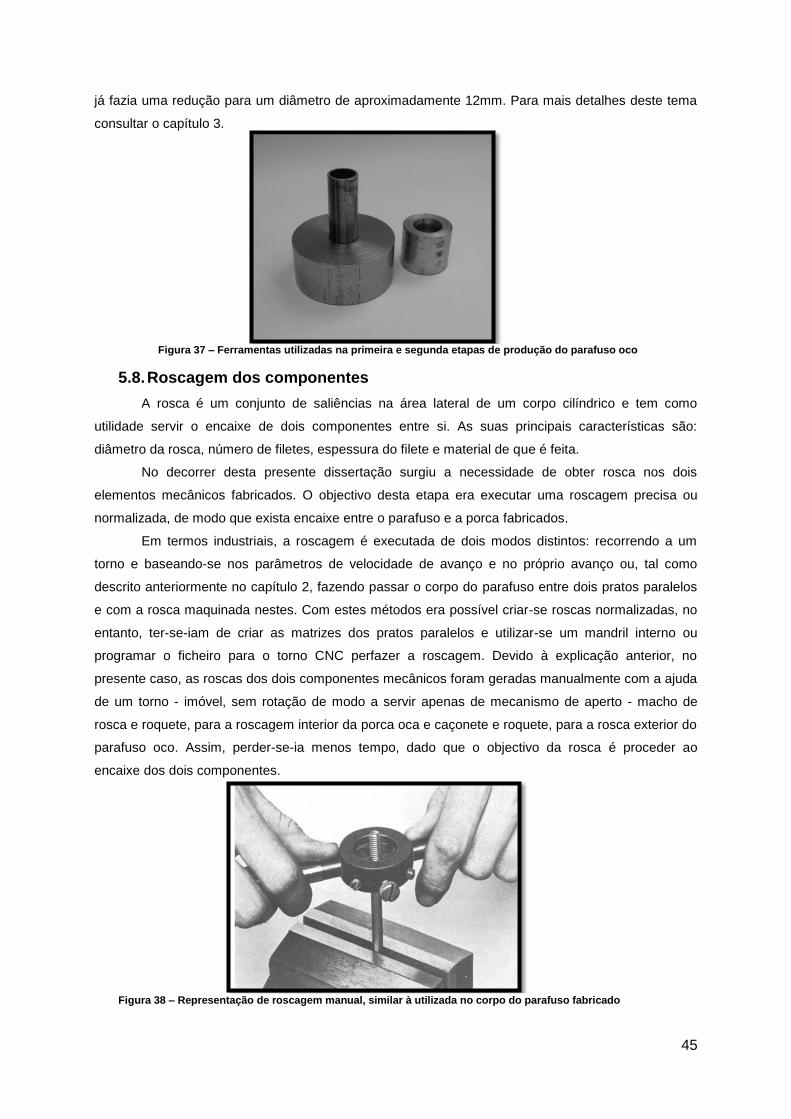
45
já fazia uma redução para um diâmetro de aproximadamente 12mm. Para mais detalhes deste tema
consultar o capítulo 3.
5.8. Roscagem dos componentes
A rosca é um conjunto de saliências na área lateral de um corpo cilíndrico e tem como
utilidade servir o encaixe de dois componentes entre si. As suas principais características são:
diâmetro da rosca, número de filetes, espessura do filete e material de que é feita.
No decorrer desta presente dissertação surgiu a necessidade de obter rosca nos dois
elementos mecânicos fabricados. O objectivo desta etapa era executar uma roscagem precisa ou
normalizada, de modo que exista encaixe entre o parafuso e a porca fabricados.
Em termos industriais, a roscagem é executada de dois modos distintos: recorrendo a um
torno e baseando-se nos parâmetros de velocidade de avanço e no próprio avanço ou, tal como
descrito anteriormente no capítulo 2, fazendo passar o corpo do parafuso entre dois pratos paralelos
e com a rosca maquinada nestes. Com estes métodos era possível criar-se roscas normalizadas, no
entanto, ter-se-iam de criar as matrizes dos pratos paralelos e utilizar-se um mandril interno ou
programar o ficheiro para o torno CNC perfazer a roscagem. Devido à explicação anterior, no
presente caso, as roscas dos dois componentes mecânicos foram geradas manualmente com a ajuda
de um torno - imóvel, sem rotação de modo a servir apenas de mecanismo de aperto - macho de
rosca e roquete, para a roscagem interior da porca oca e caçonete e roquete, para a rosca exterior do
parafuso oco. Assim, perder-se-ia menos tempo, dado que o objectivo da rosca é proceder ao
encaixe dos dois componentes.
Figura 38 – Representação de roscagem manual, similar à utilizada no corpo do parafuso fabricado
Figura 37 – Ferramentas utilizadas na primeira e segunda etapas de produção do parafuso oco

46
A figura anterior (Figura 38) demonstra muito claramente a maneira como se obtém a rosca
exterior, no caso de ser feita manualmente.
Após alguma pesquisa sobre o comprimento correcto para a zona de roscagem exterior do
parafuso, constatou-se que a mesma depende da norma que se decide seguir. No entanto, segundo
a teoria, 2 a 3 dentes (filetes) de rosca eram suficientes para que existisse um encaixe razoável.
Com uma grande ajuda por parte do Engenheiro José Manuel da empresa PECOL, concluiu-
-se que se nos guiarmos pela norma DIN 931, a qual indica qual o comprimento da rosca de acordo
com o comprimento do corpo do parafuso e do diâmetro do mesmo, podemos concluir que o parafuso
fabricado deveria ter rosca total e não parcial. Optou-se, no entanto, por fazer parcial de maneira a
clarificar as duas zonas: roscada e não roscada, no corpo do parafuso.
Para executar a roscagem procedemos, inicialmente, à roscagem do parafuso. Utilizou-se um
roquete e um caçonete para parafuso M12, mas o caçonete utilizado possuía algum desgaste. Logo
não se verificou uma roscagem correcta uma vez que o parafuso não tinha sido ainda reduzido, além
de que chegou mesmo a danificar o parafuso. O facto imediatamente explanado pode ser revisto na
figura seguinte (Figura 39).
De modo a se fazer uma roscagem exemplar do parafuso, refez-se a mesma, mas utilizando
um caçonete mais novo e o parafuso reduzido. Desta vez o processo ficou bem definido. Este
processo foi executado, como referido, empregando-se bastante lubrificante, durante um tempo
relativamente elevado e com a ajuda do torno, como dispositivo de aperto.
A roscagem da porca foi mais fácil, uma vez que o comprimento de rosca é menor que o do
parafuso e o macho utilizado encontrava-se em boas condições.
5.9. Etapas de Fabrico dos componentes
Depois de todas as etapas terem sido explicadas, é necessário proceder à enumeração das
fases de fabrico dos componentes produzidos:
5.9.1. Parafuso oco
O Parafuso oco necessita então das seguintes etapas, de forma sequencial: Redução e
Enformação do batente; Calibração e, por último, Enformação da cabeça sextavada.
A redução e enformação do batente realizam-se com a ajuda de 3 matrizes: a matriz cilíndrica
utilizada nas análises de GAP’s, o mandril interno e a matriz de redução de 12,5mm (as respectivas
dimensões estão mais detalhadas no capítulo seguinte da simulação numérica) (Figura 41).
Figura 39 – Representação de uma tentativa falhada de roscagem de um parafuso oco fabricado
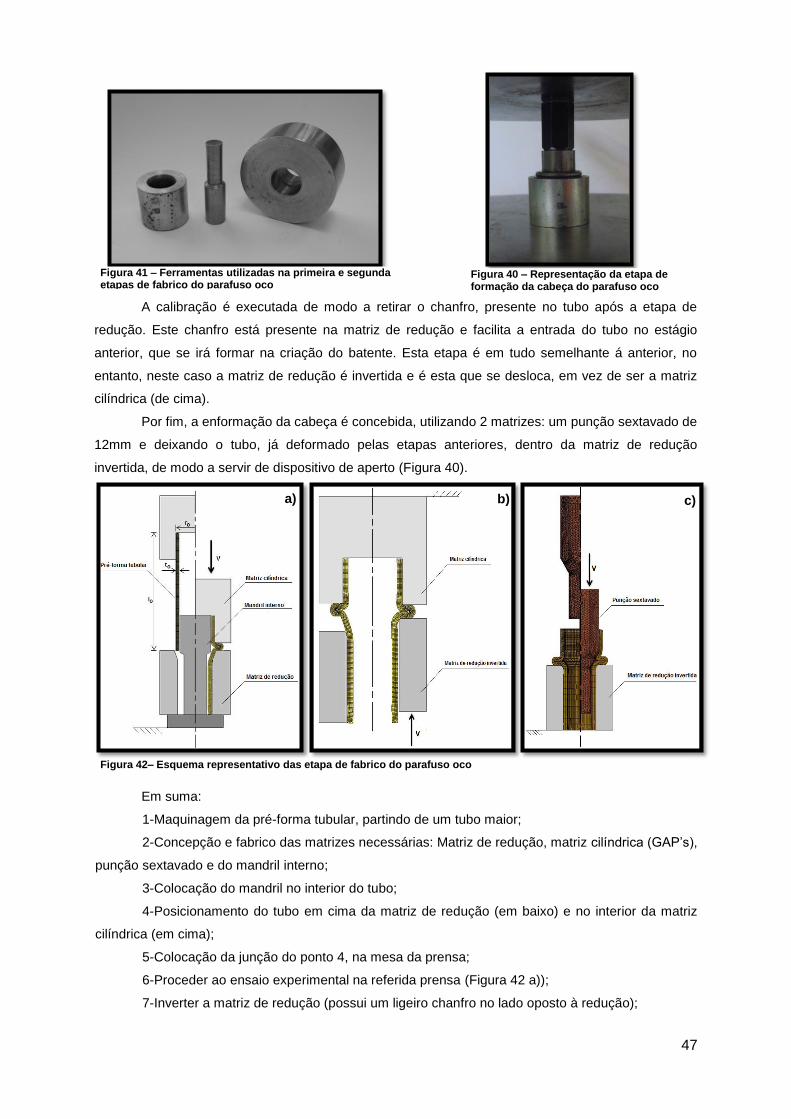
47
A calibração é executada de modo a retirar o chanfro, presente no tubo após a etapa de
redução. Este chanfro está presente na matriz de redução e facilita a entrada do tubo no estágio
anterior, que se irá formar na criação do batente. Esta etapa é em tudo semelhante á anterior, no
entanto, neste caso a matriz de redução é invertida e é esta que se desloca, em vez de ser a matriz
cilíndrica (de cima).
Por fim, a enformação da cabeça é concebida, utilizando 2 matrizes: um punção sextavado de
12mm e deixando o tubo, já deformado pelas etapas anteriores, dentro da matriz de redução
invertida, de modo a servir de dispositivo de aperto (Figura 40).
Em suma:
1-Maquinagem da pré-forma tubular, partindo de um tubo maior;
2-Concepção e fabrico das matrizes necessárias: Matriz de redução, matriz cilíndrica (GAP’s),
punção sextavado e do mandril interno;
3-Colocação do mandril no interior do tubo;
4-Posicionamento do tubo em cima da matriz de redução (em baixo) e no interior da matriz
cilíndrica (em cima);
5-Colocação da junção do ponto 4, na mesa da prensa;
6-Proceder ao ensaio experimental na referida prensa (Figura 42 a));
7-Inverter a matriz de redução (possui um ligeiro chanfro no lado oposto à redução);
Figura 41 – Ferramentas utilizadas na primeira e segunda etapas de fabrico do parafuso oco
Figura 40 – Representação da etapa de formação da cabeça do parafuso oco
Figura 42– Esquema representativo das etapa de fabrico do parafuso oco
a) b)
b) c) a)
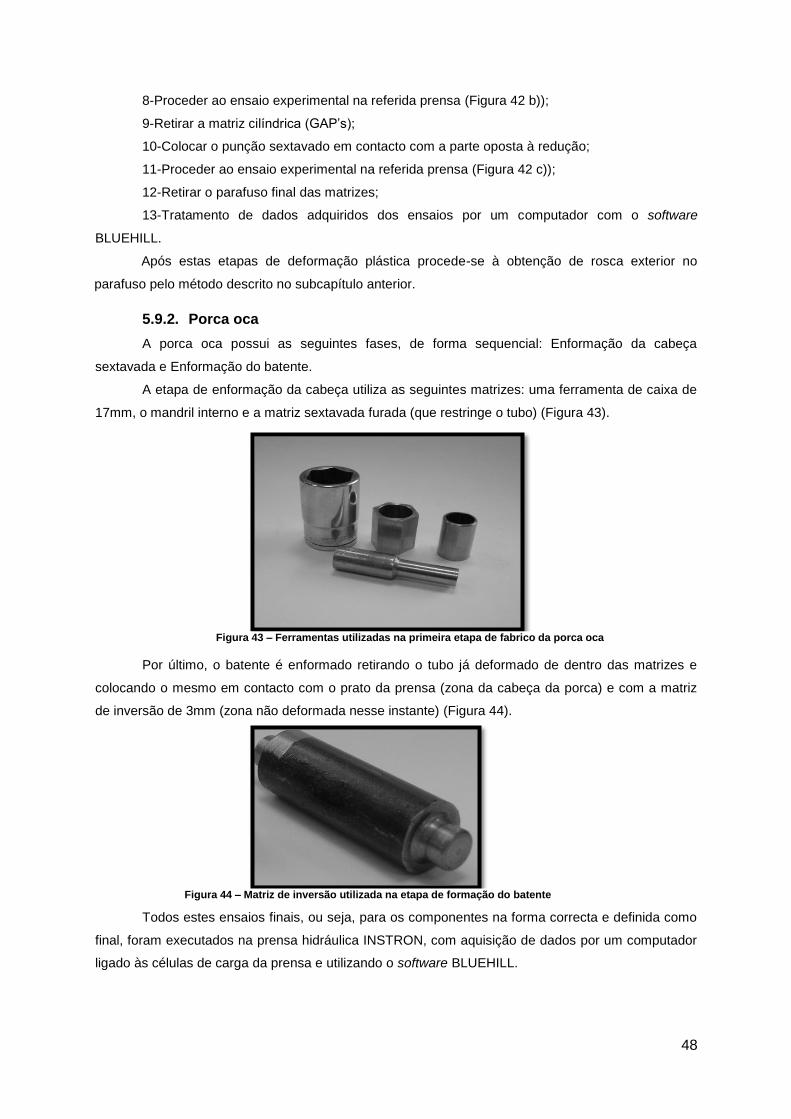
48
8-Proceder ao ensaio experimental na referida prensa (Figura 42 b));
9-Retirar a matriz cilíndrica (GAP’s);
10-Colocar o punção sextavado em contacto com a parte oposta à redução;
11-Proceder ao ensaio experimental na referida prensa (Figura 42 c));
12-Retirar o parafuso final das matrizes;
13-Tratamento de dados adquiridos dos ensaios por um computador com o software
BLUEHILL.
Após estas etapas de deformação plástica procede-se à obtenção de rosca exterior no
parafuso pelo método descrito no subcapítulo anterior.
5.9.2. Porca oca
A porca oca possui as seguintes fases, de forma sequencial: Enformação da cabeça
sextavada e Enformação do batente.
A etapa de enformação da cabeça utiliza as seguintes matrizes: uma ferramenta de caixa de
17mm, o mandril interno e a matriz sextavada furada (que restringe o tubo) (Figura 43).
Por último, o batente é enformado retirando o tubo já deformado de dentro das matrizes e
colocando o mesmo em contacto com o prato da prensa (zona da cabeça da porca) e com a matriz
de inversão de 3mm (zona não deformada nesse instante) (Figura 44).
Todos estes ensaios finais, ou seja, para os componentes na forma correcta e definida como
final, foram executados na prensa hidráulica INSTRON, com aquisição de dados por um computador
ligado às células de carga da prensa e utilizando o software BLUEHILL.
Figura 43 – Ferramentas utilizadas na primeira etapa de fabrico da porca oca
Figura 44 – Matriz de inversão utilizada na etapa de formação do batente
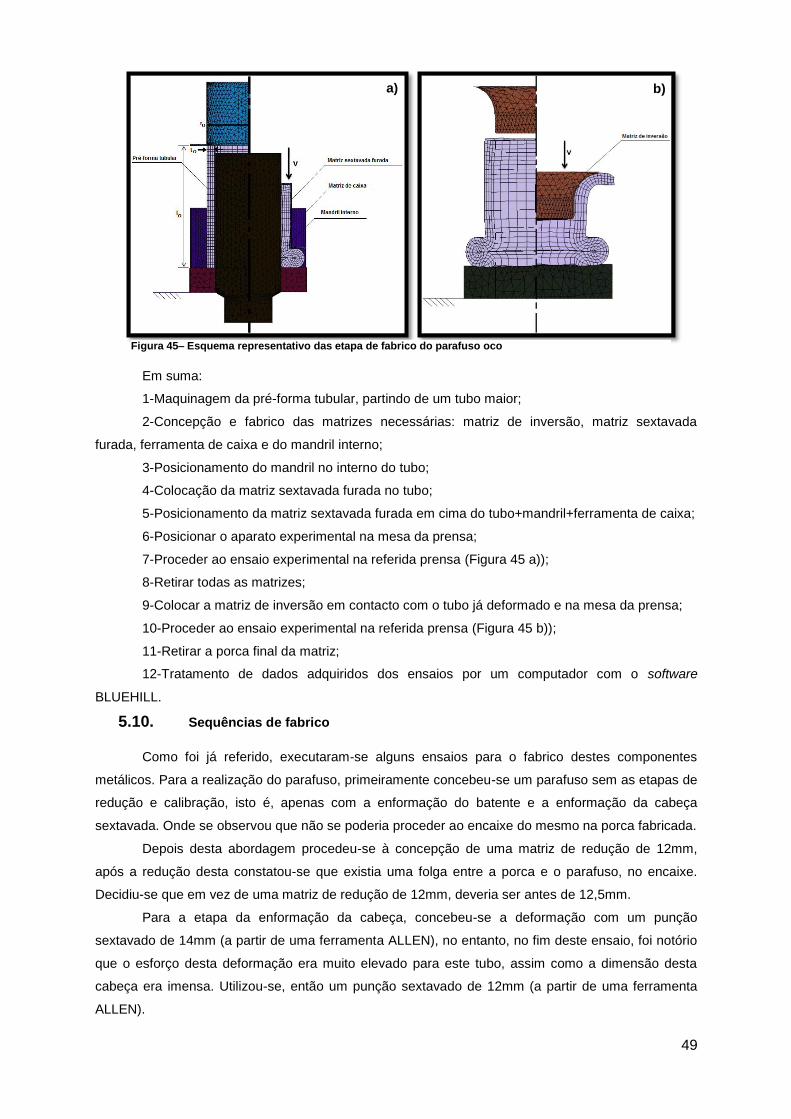
49
Em suma:
1-Maquinagem da pré-forma tubular, partindo de um tubo maior;
2-Concepção e fabrico das matrizes necessárias: matriz de inversão, matriz sextavada
furada, ferramenta de caixa e do mandril interno;
3-Posicionamento do mandril no interno do tubo;
4-Colocação da matriz sextavada furada no tubo;
5-Posicionamento da matriz sextavada furada em cima do tubo+mandril+ferramenta de caixa;
6-Posicionar o aparato experimental na mesa da prensa;
7-Proceder ao ensaio experimental na referida prensa (Figura 45 a));
8-Retirar todas as matrizes;
9-Colocar a matriz de inversão em contacto com o tubo já deformado e na mesa da prensa;
10-Proceder ao ensaio experimental na referida prensa (Figura 45 b));
11-Retirar a porca final da matriz;
12-Tratamento de dados adquiridos dos ensaios por um computador com o software
BLUEHILL.
5.10. Sequências de fabrico
Como foi já referido, executaram-se alguns ensaios para o fabrico destes componentes
metálicos. Para a realização do parafuso, primeiramente concebeu-se um parafuso sem as etapas de
redução e calibração, isto é, apenas com a enformação do batente e a enformação da cabeça
sextavada. Onde se observou que não se poderia proceder ao encaixe do mesmo na porca fabricada.
Depois desta abordagem procedeu-se à concepção de uma matriz de redução de 12mm,
após a redução desta constatou-se que existia uma folga entre a porca e o parafuso, no encaixe.
Decidiu-se que em vez de uma matriz de redução de 12mm, deveria ser antes de 12,5mm.
Para a etapa da enformação da cabeça, concebeu-se a deformação com um punção
sextavado de 14mm (a partir de uma ferramenta ALLEN), no entanto, no fim deste ensaio, foi notório
que o esforço desta deformação era muito elevado para este tubo, assim como a dimensão desta
cabeça era imensa. Utilizou-se, então um punção sextavado de 12mm (a partir de uma ferramenta
ALLEN).
Figura 45– Esquema representativo das etapa de fabrico do parafuso oco
a) b)

50
Na produção da porca, efectuou-se uma concepção um pouco mais abrangente. No início, a
porca era produzida por inversão exterior e formação de parede dupla, no entanto, após vários testes
de inversão deste tubo, reparou-se que este não poderia ser invertido desta forma.
Partiu-se então para mais uma reflexão do fabrico deste elemento mecânico. A primeira ideia
proposta, foi fazer um batente numa das extremidades, fazendo uma semi-inversão. Tal experiência
decorreu na perfeição. De seguida procedeu-se à enformação da cabeça. Após inúmeros
experimentos, chegou-se à enformação da cabeça sextavada de maneira igual ao parafuso, embora
esta fase fosse realizável, o seu aspecto estético não era o melhor, no entanto, não deixa de ser um
novo conceito para o fabrico de porca oca (figura 47).
Seguiu-se então uma nova fase de testes desta etapa. Chegou-se por fim à enformação da
cabeça sextavada por instabilidade local dentro de uma ferramenta com uma parede sextavada
adequada. Concluindo então que seria este o meio de produção desta fase (Figura 48).
Figura 46 – Representação esquemática do processo de fabrico do parafuso oco
Figura 48 – Representação esquemática do processo de fabrico da porca oca
Figura 47 – Representação de um processo alternativo de fabrico da cabeça sextavada da porca
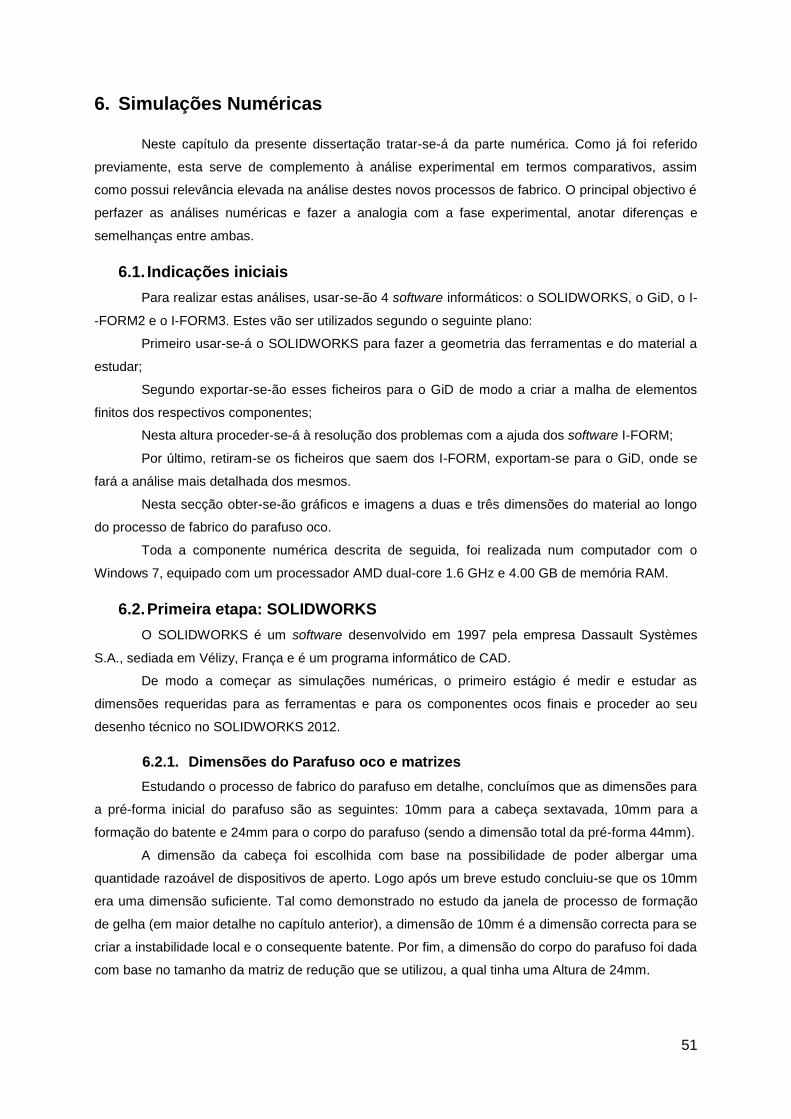
51
6. Simulações Numéricas
Neste capítulo da presente dissertação tratar-se-á da parte numérica. Como já foi referido
previamente, esta serve de complemento à análise experimental em termos comparativos, assim
como possui relevância elevada na análise destes novos processos de fabrico. O principal objectivo é
perfazer as análises numéricas e fazer a analogia com a fase experimental, anotar diferenças e
semelhanças entre ambas.
6.1. Indicações iniciais
Para realizar estas análises, usar-se-ão 4 software informáticos: o SOLIDWORKS, o GiD, o I-
-FORM2 e o I-FORM3. Estes vão ser utilizados segundo o seguinte plano:
Primeiro usar-se-á o SOLIDWORKS para fazer a geometria das ferramentas e do material a
estudar;
Segundo exportar-se-ão esses ficheiros para o GiD de modo a criar a malha de elementos
finitos dos respectivos componentes;
Nesta altura proceder-se-á à resolução dos problemas com a ajuda dos software I-FORM;
Por último, retiram-se os ficheiros que saem dos I-FORM, exportam-se para o GiD, onde se
fará a análise mais detalhada dos mesmos.
Nesta secção obter-se-ão gráficos e imagens a duas e três dimensões do material ao longo
do processo de fabrico do parafuso oco.
Toda a componente numérica descrita de seguida, foi realizada num computador com o
Windows 7, equipado com um processador AMD dual-core 1.6 GHz e 4.00 GB de memória RAM.
6.2. Primeira etapa: SOLIDWORKS
O SOLIDWORKS é um software desenvolvido em 1997 pela empresa Dassault Systèmes
S.A., sediada em Vélizy, França e é um programa informático de CAD.
De modo a começar as simulações numéricas, o primeiro estágio é medir e estudar as
dimensões requeridas para as ferramentas e para os componentes ocos finais e proceder ao seu
desenho técnico no SOLIDWORKS 2012.
6.2.1. Dimensões do Parafuso oco e matrizes
Estudando o processo de fabrico do parafuso em detalhe, concluímos que as dimensões para
a pré-forma inicial do parafuso são as seguintes: 10mm para a cabeça sextavada, 10mm para a
formação do batente e 24mm para o corpo do parafuso (sendo a dimensão total da pré-forma 44mm).
A dimensão da cabeça foi escolhida com base na possibilidade de poder albergar uma
quantidade razoável de dispositivos de aperto. Logo após um breve estudo concluiu-se que os 10mm
era uma dimensão suficiente. Tal como demonstrado no estudo da janela de processo de formação
de gelha (em maior detalhe no capítulo anterior), a dimensão de 10mm é a dimensão correcta para se
criar a instabilidade local e o consequente batente. Por fim, a dimensão do corpo do parafuso foi dada
com base no tamanho da matriz de redução que se utilizou, a qual tinha uma Altura de 24mm.
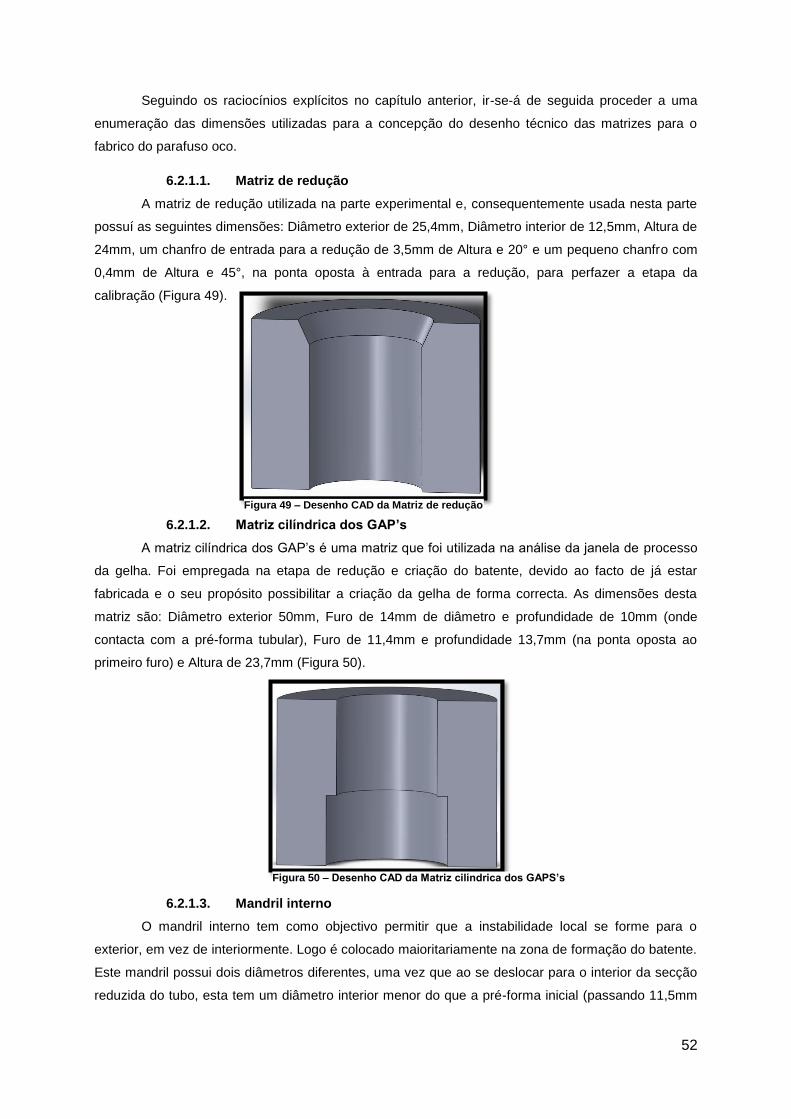
52
Seguindo os raciocínios explícitos no capítulo anterior, ir-se-á de seguida proceder a uma
enumeração das dimensões utilizadas para a concepção do desenho técnico das matrizes para o
fabrico do parafuso oco.
6.2.1.1. Matriz de redução
A matriz de redução utilizada na parte experimental e, consequentemente usada nesta parte
possuí as seguintes dimensões: Diâmetro exterior de 25,4mm, Diâmetro interior de 12,5mm, Altura de
24mm, um chanfro de entrada para a redução de 3,5mm de Altura e 20° e um pequeno chanfro com
0,4mm de Altura e 45°, na ponta oposta à entrada para a redução, para perfazer a etapa da
calibração (Figura 49).
6.2.1.2. Matriz cilíndrica dos GAP’s
A matriz cilíndrica dos GAP’s é uma matriz que foi utilizada na análise da janela de processo
da gelha. Foi empregada na etapa de redução e criação do batente, devido ao facto de já estar
fabricada e o seu propósito possibilitar a criação da gelha de forma correcta. As dimensões desta
matriz são: Diâmetro exterior 50mm, Furo de 14mm de diâmetro e profundidade de 10mm (onde
contacta com a pré-forma tubular), Furo de 11,4mm e profundidade 13,7mm (na ponta oposta ao
primeiro furo) e Altura de 23,7mm (Figura 50).
6.2.1.3. Mandril interno
O mandril interno tem como objectivo permitir que a instabilidade local se forme para o
exterior, em vez de interiormente. Logo é colocado maioritariamente na zona de formação do batente.
Este mandril possui dois diâmetros diferentes, uma vez que ao se deslocar para o interior da secção
reduzida do tubo, esta tem um diâmetro interior menor do que a pré-forma inicial (passando 11,5mm
Figura 49 – Desenho CAD da Matriz de redução
Figura 50 – Desenho CAD da Matriz cilíndrica dos GAPS’s
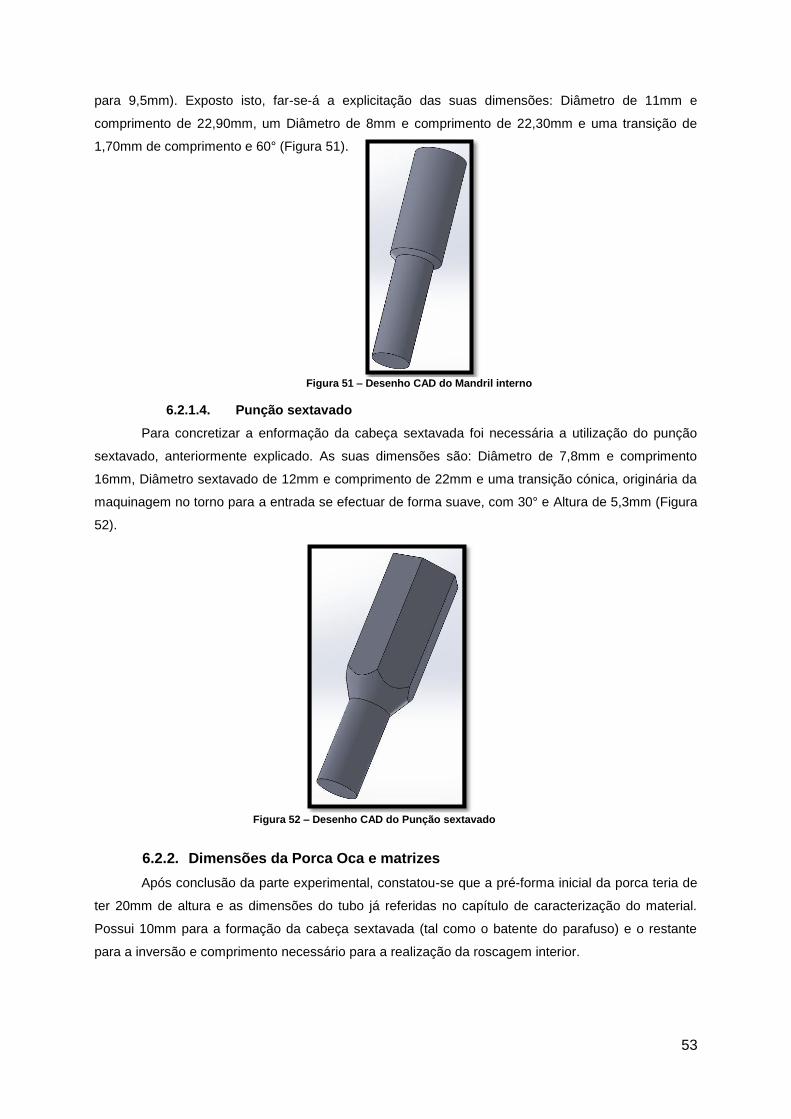
53
para 9,5mm). Exposto isto, far-se-á a explicitação das suas dimensões: Diâmetro de 11mm e
comprimento de 22,90mm, um Diâmetro de 8mm e comprimento de 22,30mm e uma transição de
1,70mm de comprimento e 60° (Figura 51).
6.2.1.4. Punção sextavado
Para concretizar a enformação da cabeça sextavada foi necessária a utilização do punção
sextavado, anteriormente explicado. As suas dimensões são: Diâmetro de 7,8mm e comprimento
16mm, Diâmetro sextavado de 12mm e comprimento de 22mm e uma transição cónica, originária da
maquinagem no torno para a entrada se efectuar de forma suave, com 30° e Altura de 5,3mm (Figura
52).
6.2.2. Dimensões da Porca Oca e matrizes
Após conclusão da parte experimental, constatou-se que a pré-forma inicial da porca teria de
ter 20mm de altura e as dimensões do tubo já referidas no capítulo de caracterização do material.
Possui 10mm para a formação da cabeça sextavada (tal como o batente do parafuso) e o restante
para a inversão e comprimento necessário para a realização da roscagem interior.
Figura 52 – Desenho CAD do Punção sextavado
Figura 51 – Desenho CAD do Mandril interno
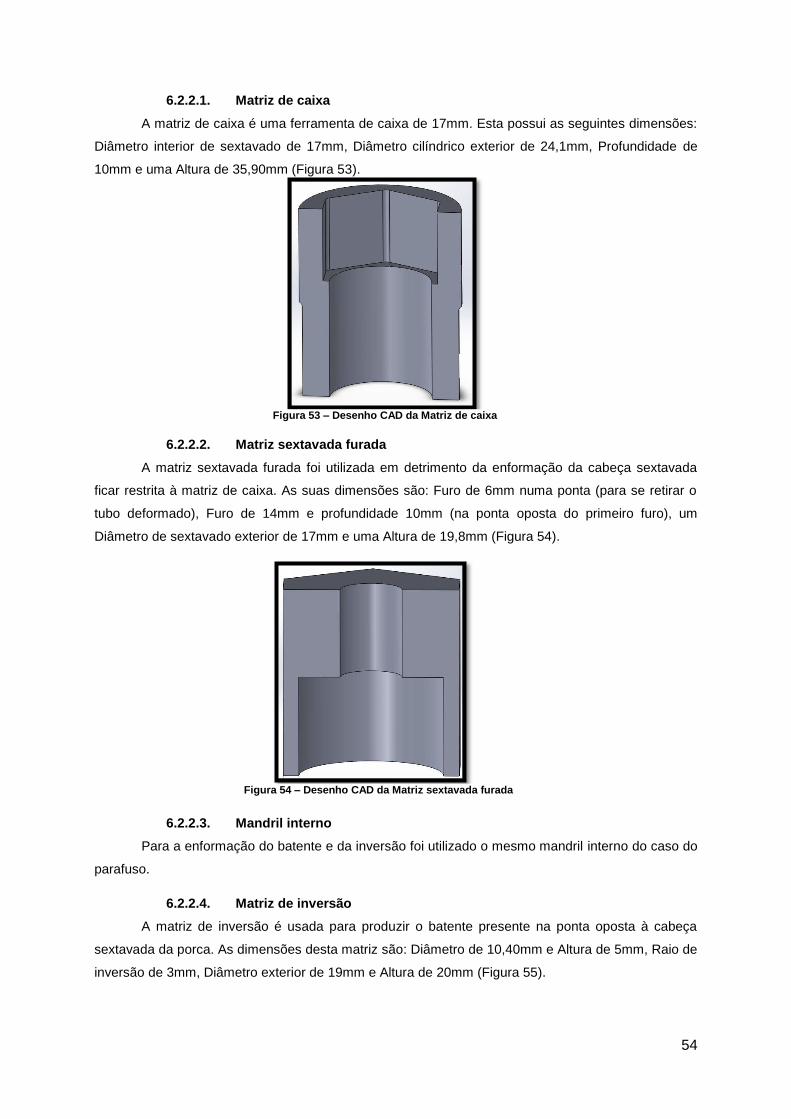
54
6.2.2.1. Matriz de caixa
A matriz de caixa é uma ferramenta de caixa de 17mm. Esta possui as seguintes dimensões:
Diâmetro interior de sextavado de 17mm, Diâmetro cilíndrico exterior de 24,1mm, Profundidade de
10mm e uma Altura de 35,90mm (Figura 53).
6.2.2.2. Matriz sextavada furada
A matriz sextavada furada foi utilizada em detrimento da enformação da cabeça sextavada
ficar restrita à matriz de caixa. As suas dimensões são: Furo de 6mm numa ponta (para se retirar o
tubo deformado), Furo de 14mm e profundidade 10mm (na ponta oposta do primeiro furo), um
Diâmetro de sextavado exterior de 17mm e uma Altura de 19,8mm (Figura 54).
6.2.2.3. Mandril interno
Para a enformação do batente e da inversão foi utilizado o mesmo mandril interno do caso do
parafuso.
6.2.2.4. Matriz de inversão
A matriz de inversão é usada para produzir o batente presente na ponta oposta à cabeça
sextavada da porca. As dimensões desta matriz são: Diâmetro de 10,40mm e Altura de 5mm, Raio de
inversão de 3mm, Diâmetro exterior de 19mm e Altura de 20mm (Figura 55).
Figura 53 – Desenho CAD da Matriz de caixa
Figura 54 – Desenho CAD da Matriz sextavada furada

55
Depois de explicitadas e estudadas todas as dimensões das matrizes e das pré-formas
procedeu-se ao desenho técnico das mesmas no SOLIDWORKS. Optou-se por desenhar apenas 1
4
do desenho total, de modo a que a simulação numérica tenha um bom rácio tempo/qualidade. De
uma forma geral, toda a esta etapa decorreu fluentemente, no entanto, existiu uma pequena
dificuldade de realização da transição cónica do punção sextavado do parafuso. Após inúmeras
tentativas de proceder ao desenho deste cone, nunca se conseguiu chegar a uma parte cónica, a
transição realizava-se mas não de forma cónica. Depois de uma pesquisa, descobriu-se que existe
uma ferramenta no SOLIDWORKS, que permite fazer esta transição da maneira como foi feita na
realidade. De facto o cone foi feito no torno, logo o que se fez foi, desenhou-se uma geratriz e
utilizando a ferramenta «revolve cut» procedeu-se à criação do cone. Este cone ficou desenhado da
mesma forma do cone real, tal como podemos observar na seguinte Figura 56:
Após a realização dos desenhos procedeu-se à criação dos ficheiros em formato ‘.iges’, de
modo a ser possível a sua leitura no programa GiD.
6.3. Segunda Etapa: GiD
De modo, a analisar os processos de fabrico no software I-FORM, é necessário criar a malha
de elementos finitos das matrizes e das pré-formas tubulares.
Para gerar esta malha procede-se à exportação dos ficheiros ‘.iges’ do SOLIDWORKS para o
ambiente do GiD. A primeira fase, no caso das matrizes, é retirar superfícies e linhas que não estão
em contacto com o material. De seguida define-se o tipo de elementos a utilizar nestes componentes.
Figura 55 – Desenho CAD da Matriz de inversão
Figura 56 – Representação do desenho CAD do punção sextavado e do mesmo na realidade
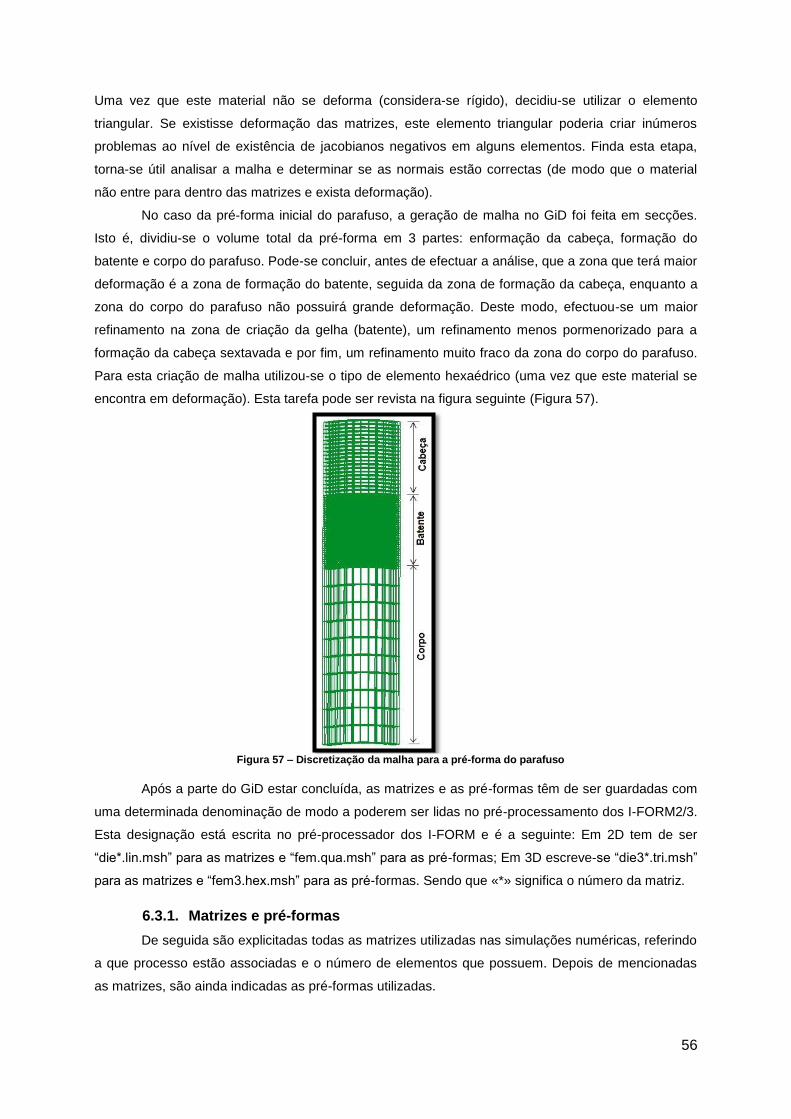
56
Uma vez que este material não se deforma (considera-se rígido), decidiu-se utilizar o elemento
triangular. Se existisse deformação das matrizes, este elemento triangular poderia criar inúmeros
problemas ao nível de existência de jacobianos negativos em alguns elementos. Finda esta etapa,
torna-se útil analisar a malha e determinar se as normais estão correctas (de modo que o material
não entre para dentro das matrizes e exista deformação).
No caso da pré-forma inicial do parafuso, a geração de malha no GiD foi feita em secções.
Isto é, dividiu-se o volume total da pré-forma em 3 partes: enformação da cabeça, formação do
batente e corpo do parafuso. Pode-se concluir, antes de efectuar a análise, que a zona que terá maior
deformação é a zona de formação do batente, seguida da zona de formação da cabeça, enquanto a
zona do corpo do parafuso não possuirá grande deformação. Deste modo, efectuou-se um maior
refinamento na zona de criação da gelha (batente), um refinamento menos pormenorizado para a
formação da cabeça sextavada e por fim, um refinamento muito fraco da zona do corpo do parafuso.
Para esta criação de malha utilizou-se o tipo de elemento hexaédrico (uma vez que este material se
encontra em deformação). Esta tarefa pode ser revista na figura seguinte (Figura 57).
Após a parte do GiD estar concluída, as matrizes e as pré-formas têm de ser guardadas com
uma determinada denominação de modo a poderem ser lidas no pré-processamento dos I-FORM2/3.
Esta designação está escrita no pré-processador dos I-FORM e é a seguinte: Em 2D tem de ser
“die*.lin.msh” para as matrizes e “fem.qua.msh” para as pré-formas; Em 3D escreve-se “die3*.tri.msh”
para as matrizes e “fem3.hex.msh” para as pré-formas. Sendo que «*» significa o número da matriz.
6.3.1. Matrizes e pré-formas
De seguida são explicitadas todas as matrizes utilizadas nas simulações numéricas, referindo
a que processo estão associadas e o número de elementos que possuem. Depois de mencionadas
as matrizes, são ainda indicadas as pré-formas utilizadas.
Figura 57 – Discretização da malha para a pré-forma do parafuso
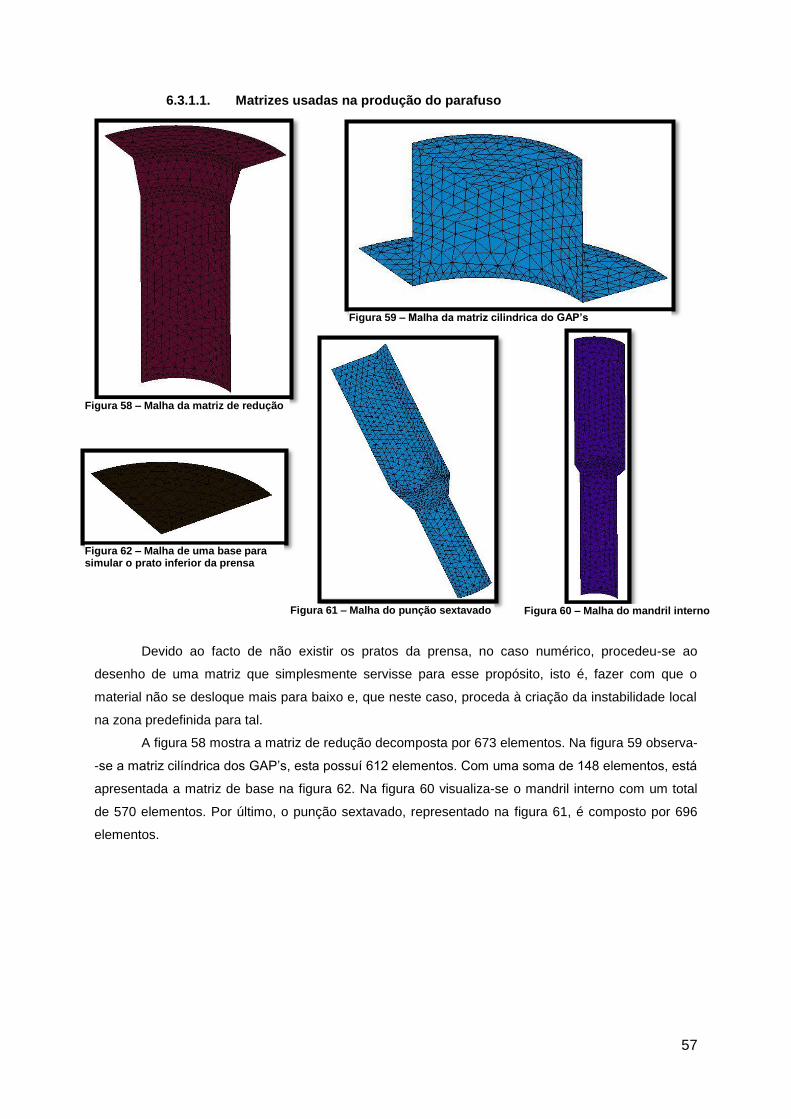
57
6.3.1.1. Matrizes usadas na produção do parafuso
Devido ao facto de não existir os pratos da prensa, no caso numérico, procedeu-se ao
desenho de uma matriz que simplesmente servisse para esse propósito, isto é, fazer com que o
material não se desloque mais para baixo e, que neste caso, proceda à criação da instabilidade local
na zona predefinida para tal.
A figura 58 mostra a matriz de redução decomposta por 673 elementos. Na figura 59 observa-
-se a matriz cilíndrica dos GAP’s, esta possuí 612 elementos. Com uma soma de 148 elementos, está
apresentada a matriz de base na figura 62. Na figura 60 visualiza-se o mandril interno com um total
de 570 elementos. Por último, o punção sextavado, representado na figura 61, é composto por 696
elementos.
Figura 58 – Malha da matriz de redução
Figura 59 – Malha da matriz cilindrica do GAP’s
Figura 60 – Malha do mandril interno
Figura 62 – Malha de uma base para simular o prato inferior da prensa
Figura 61 – Malha do punção sextavado
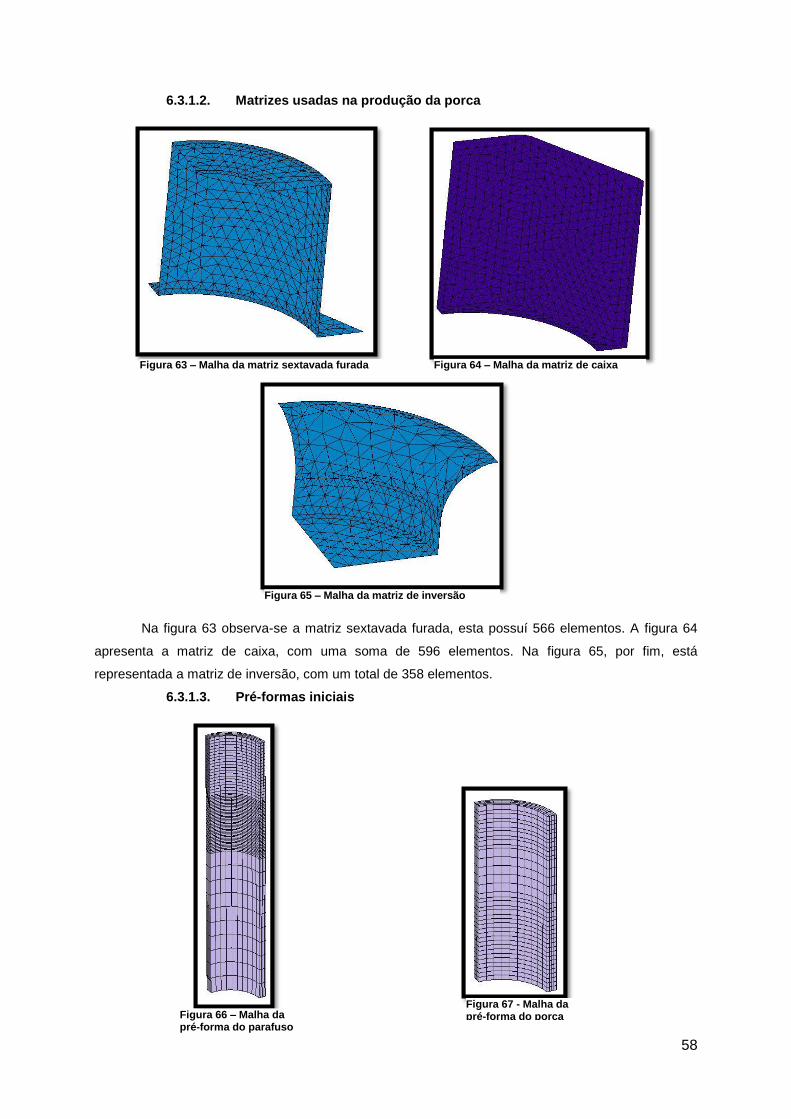
58
6.3.1.2. Matrizes usadas na produção da porca
Na figura 63 observa-se a matriz sextavada furada, esta possuí 566 elementos. A figura 64
apresenta a matriz de caixa, com uma soma de 596 elementos. Na figura 65, por fim, está
representada a matriz de inversão, com um total de 358 elementos.
6.3.1.3. Pré-formas iniciais
Figura 64 – Malha da matriz de caixa Figura 63 – Malha da matriz sextavada furada
Figura 65 – Malha da matriz de inversão
Figura 66 – Malha da pré-forma do parafuso
Figura 67 - Malha da pré-forma do porca
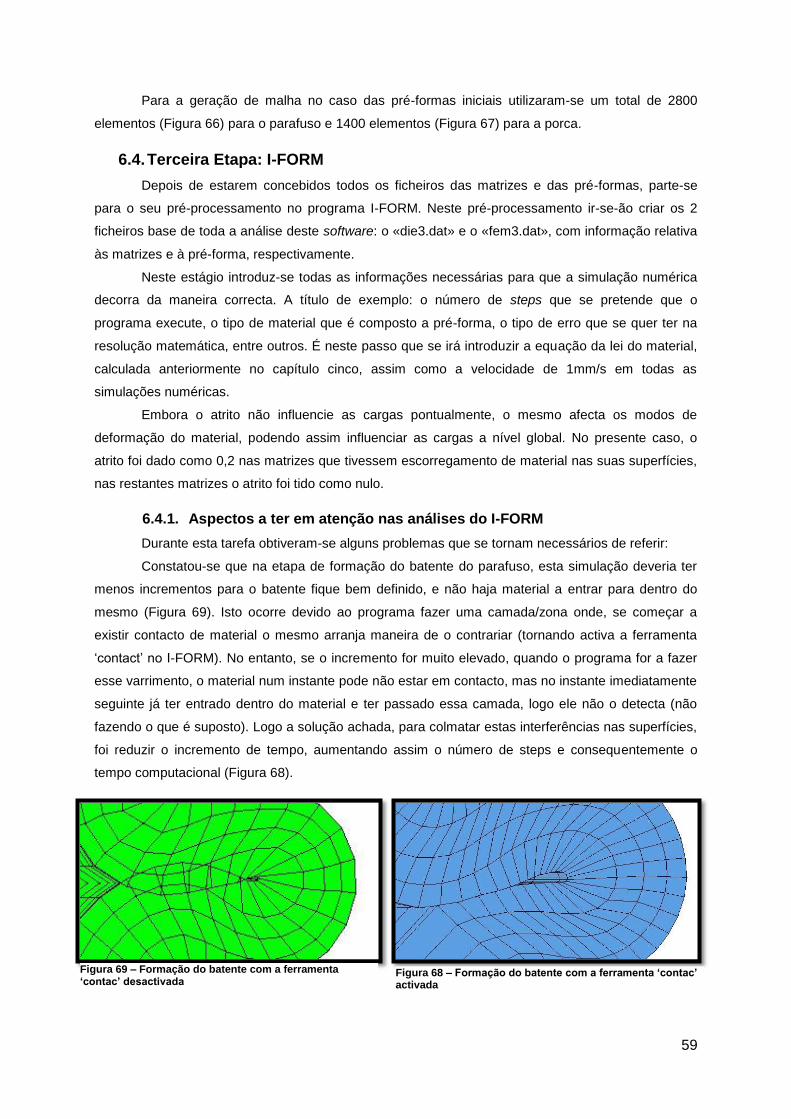
59
Para a geração de malha no caso das pré-formas iniciais utilizaram-se um total de 2800
elementos (Figura 66) para o parafuso e 1400 elementos (Figura 67) para a porca.
6.4. Terceira Etapa: I-FORM
Depois de estarem concebidos todos os ficheiros das matrizes e das pré-formas, parte-se
para o seu pré-processamento no programa I-FORM. Neste pré-processamento ir-se-ão criar os 2
ficheiros base de toda a análise deste software: o «die3.dat» e o «fem3.dat», com informação relativa
às matrizes e à pré-forma, respectivamente.
Neste estágio introduz-se todas as informações necessárias para que a simulação numérica
decorra da maneira correcta. A título de exemplo: o número de steps que se pretende que o
programa execute, o tipo de material que é composto a pré-forma, o tipo de erro que se quer ter na
resolução matemática, entre outros. É neste passo que se irá introduzir a equação da lei do material,
calculada anteriormente no capítulo cinco, assim como a velocidade de 1mm/s em todas as
simulações numéricas.
Embora o atrito não influencie as cargas pontualmente, o mesmo afecta os modos de
deformação do material, podendo assim influenciar as cargas a nível global. No presente caso, o
atrito foi dado como 0,2 nas matrizes que tivessem escorregamento de material nas suas superfícies,
nas restantes matrizes o atrito foi tido como nulo.
6.4.1. Aspectos a ter em atenção nas análises do I-FORM
Durante esta tarefa obtiveram-se alguns problemas que se tornam necessários de referir:
Constatou-se que na etapa de formação do batente do parafuso, esta simulação deveria ter
menos incrementos para o batente fique bem definido, e não haja material a entrar para dentro do
mesmo (Figura 69). Isto ocorre devido ao programa fazer uma camada/zona onde, se começar a
existir contacto de material o mesmo arranja maneira de o contrariar (tornando activa a ferramenta
‘contact’ no I-FORM). No entanto, se o incremento for muito elevado, quando o programa for a fazer
esse varrimento, o material num instante pode não estar em contacto, mas no instante imediatamente
seguinte já ter entrado dentro do material e ter passado essa camada, logo ele não o detecta (não
fazendo o que é suposto). Logo a solução achada, para colmatar estas interferências nas superfícies,
foi reduzir o incremento de tempo, aumentando assim o número de steps e consequentemente o
tempo computacional (Figura 68).
Figura 69 – Formação do batente com a ferramenta ‘contac’ desactivada
Figura 68 – Formação do batente com a ferramenta ‘contac’ activada
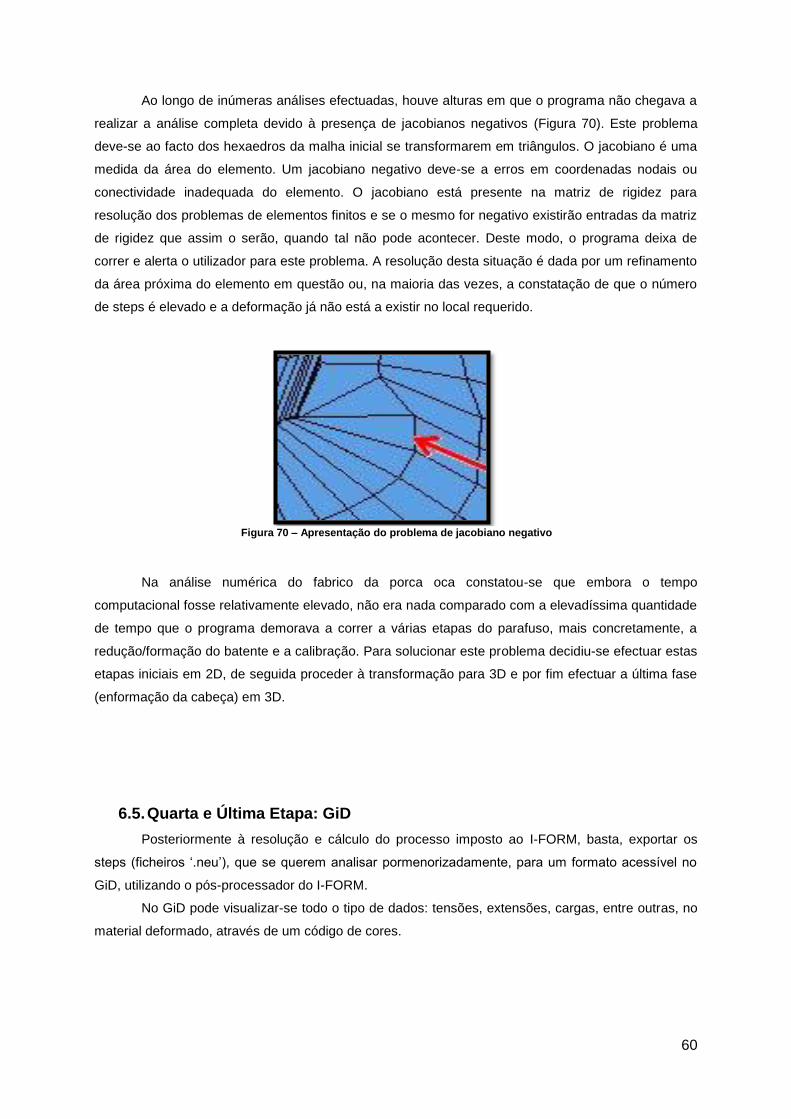
60
Ao longo de inúmeras análises efectuadas, houve alturas em que o programa não chegava a
realizar a análise completa devido à presença de jacobianos negativos (Figura 70). Este problema
deve-se ao facto dos hexaedros da malha inicial se transformarem em triângulos. O jacobiano é uma
medida da área do elemento. Um jacobiano negativo deve-se a erros em coordenadas nodais ou
conectividade inadequada do elemento. O jacobiano está presente na matriz de rigidez para
resolução dos problemas de elementos finitos e se o mesmo for negativo existirão entradas da matriz
de rigidez que assim o serão, quando tal não pode acontecer. Deste modo, o programa deixa de
correr e alerta o utilizador para este problema. A resolução desta situação é dada por um refinamento
da área próxima do elemento em questão ou, na maioria das vezes, a constatação de que o número
de steps é elevado e a deformação já não está a existir no local requerido.
Na análise numérica do fabrico da porca oca constatou-se que embora o tempo
computacional fosse relativamente elevado, não era nada comparado com a elevadíssima quantidade
de tempo que o programa demorava a correr a várias etapas do parafuso, mais concretamente, a
redução/formação do batente e a calibração. Para solucionar este problema decidiu-se efectuar estas
etapas iniciais em 2D, de seguida proceder à transformação para 3D e por fim efectuar a última fase
(enformação da cabeça) em 3D.
6.5. Quarta e Última Etapa: GiD
Posteriormente à resolução e cálculo do processo imposto ao I-FORM, basta, exportar os
steps (ficheiros ‘.neu’), que se querem analisar pormenorizadamente, para um formato acessível no
GiD, utilizando o pós-processador do I-FORM.
No GiD pode visualizar-se todo o tipo de dados: tensões, extensões, cargas, entre outras, no
material deformado, através de um código de cores.
Figura 70 – Apresentação do problema de jacobiano negativo
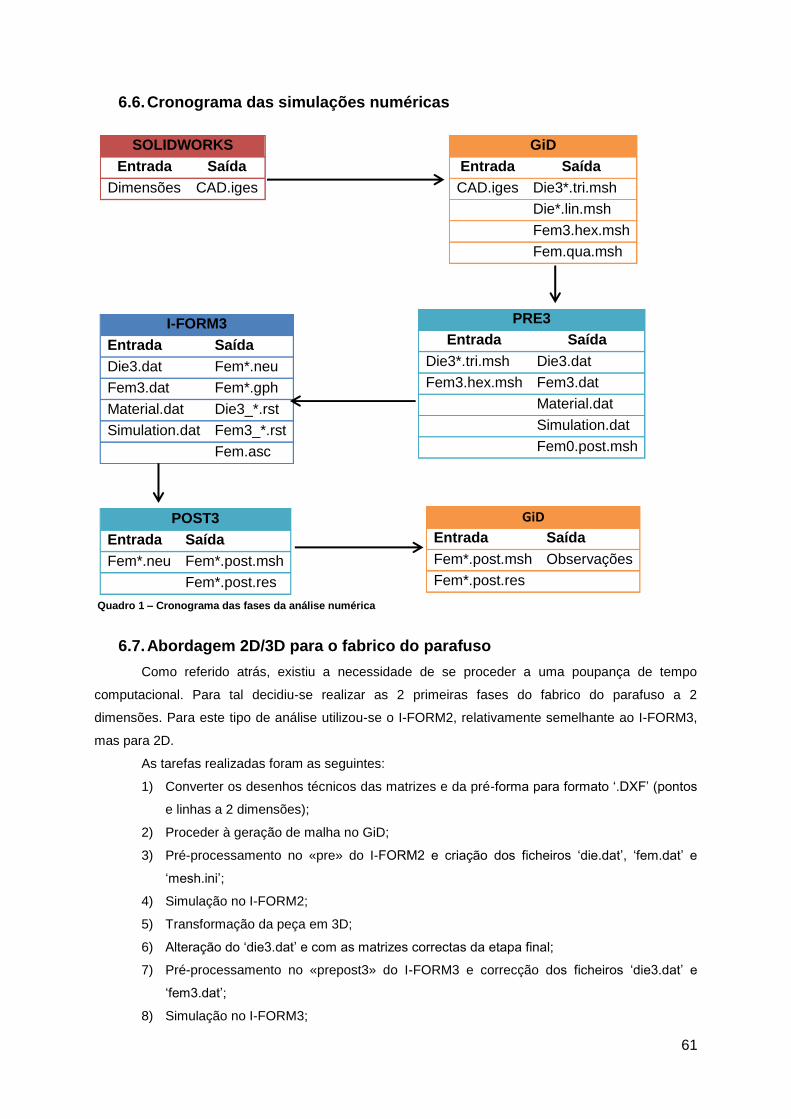
61
6.6. Cronograma das simulações numéricas
6.7. Abordagem 2D/3D para o fabrico do parafuso
Como referido atrás, existiu a necessidade de se proceder a uma poupança de tempo
computacional. Para tal decidiu-se realizar as 2 primeiras fases do fabrico do parafuso a 2
dimensões. Para este tipo de análise utilizou-se o I-FORM2, relativamente semelhante ao I-FORM3,
mas para 2D.
As tarefas realizadas foram as seguintes:
1) Converter os desenhos técnicos das matrizes e da pré-forma para formato ‘.DXF’ (pontos
e linhas a 2 dimensões);
2) Proceder à geração de malha no GiD;
3) Pré-processamento no «pre» do I-FORM2 e criação dos ficheiros ‘die.dat’, ‘fem.dat’ e
‘mesh.ini’;
4) Simulação no I-FORM2;
5) Transformação da peça em 3D;
6) Alteração do ‘die3.dat’ e com as matrizes correctas da etapa final;
7) Pré-processamento no «prepost3» do I-FORM3 e correcção dos ficheiros ‘die3.dat’ e
‘fem3.dat’;
8) Simulação no I-FORM3;
GiD
Entrada Saída
Fem*.post.msh Observações
Fem*.post.res
POST3
Entrada Saída
Fem*.neu Fem*.post.msh
Fem*.post.res
SOLIDWORKS
Entrada Saída
Dimensões CAD.iges
GiD
Entrada Saída
CAD.iges Die3*.tri.msh
Die*.lin.msh
Fem3.hex.msh
Fem.qua.msh
PRE3
Entrada Saída
Die3*.tri.msh Die3.dat
Fem3.hex.msh Fem3.dat
Material.dat
Simulation.dat
Fem0.post.msh
I-FORM3
Entrada Saída
Die3.dat Fem*.neu
Fem3.dat Fem*.gph
Material.dat Die3_*.rst
Simulation.dat Fem3_*.rst
Fem.asc
Quadro 1 – Cronograma das fases da análise numérica
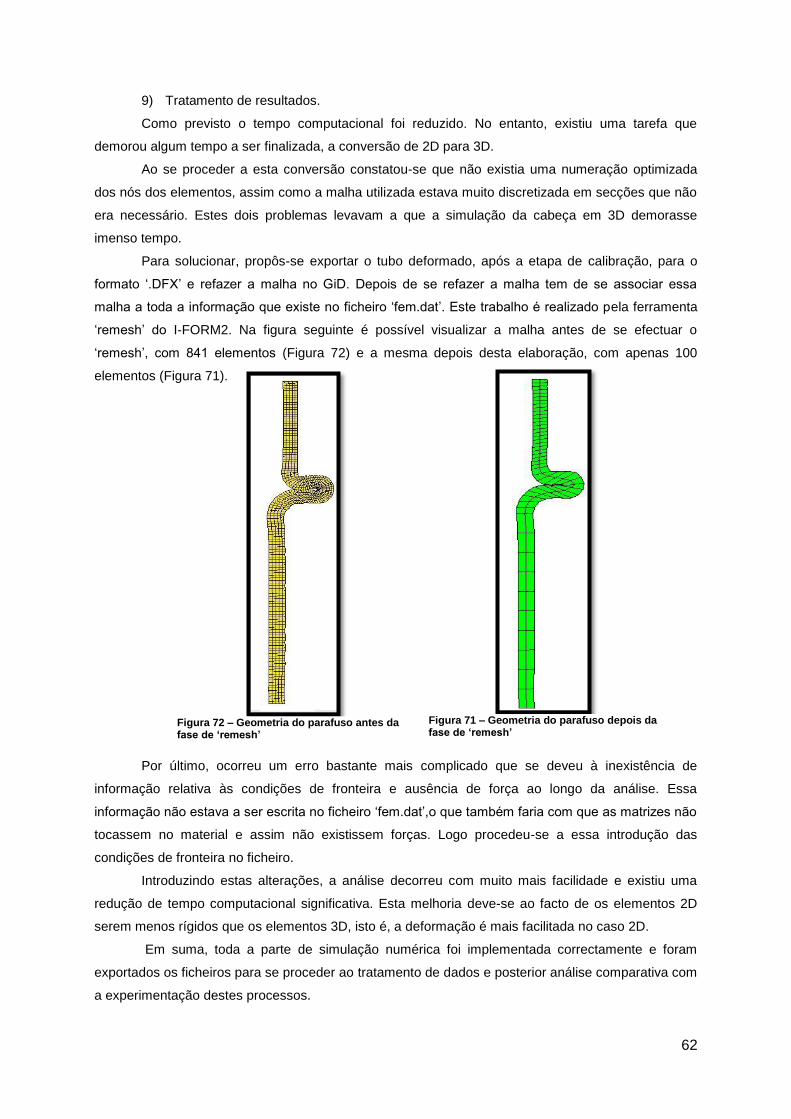
62
9) Tratamento de resultados.
Como previsto o tempo computacional foi reduzido. No entanto, existiu uma tarefa que
demorou algum tempo a ser finalizada, a conversão de 2D para 3D.
Ao se proceder a esta conversão constatou-se que não existia uma numeração optimizada
dos nós dos elementos, assim como a malha utilizada estava muito discretizada em secções que não
era necessário. Estes dois problemas levavam a que a simulação da cabeça em 3D demorasse
imenso tempo.
Para solucionar, propôs-se exportar o tubo deformado, após a etapa de calibração, para o
formato ‘.DFX’ e refazer a malha no GiD. Depois de se refazer a malha tem de se associar essa
malha a toda a informação que existe no ficheiro ‘fem.dat’. Este trabalho é realizado pela ferramenta
‘remesh’ do I-FORM2. Na figura seguinte é possível visualizar a malha antes de se efectuar o
‘remesh’, com 841 elementos (Figura 72) e a mesma depois desta elaboração, com apenas 100
elementos (Figura 71).
Por último, ocorreu um erro bastante mais complicado que se deveu à inexistência de
informação relativa às condições de fronteira e ausência de força ao longo da análise. Essa
informação não estava a ser escrita no ficheiro ‘fem.dat’,o que também faria com que as matrizes não
tocassem no material e assim não existissem forças. Logo procedeu-se a essa introdução das
condições de fronteira no ficheiro.
Introduzindo estas alterações, a análise decorreu com muito mais facilidade e existiu uma
redução de tempo computacional significativa. Esta melhoria deve-se ao facto de os elementos 2D
serem menos rígidos que os elementos 3D, isto é, a deformação é mais facilitada no caso 2D.
Em suma, toda a parte de simulação numérica foi implementada correctamente e foram
exportados os ficheiros para se proceder ao tratamento de dados e posterior análise comparativa com
a experimentação destes processos.
Figura 72 – Geometria do parafuso antes da fase de ‘remesh’
Figura 71 – Geometria do parafuso depois da fase de ‘remesh’
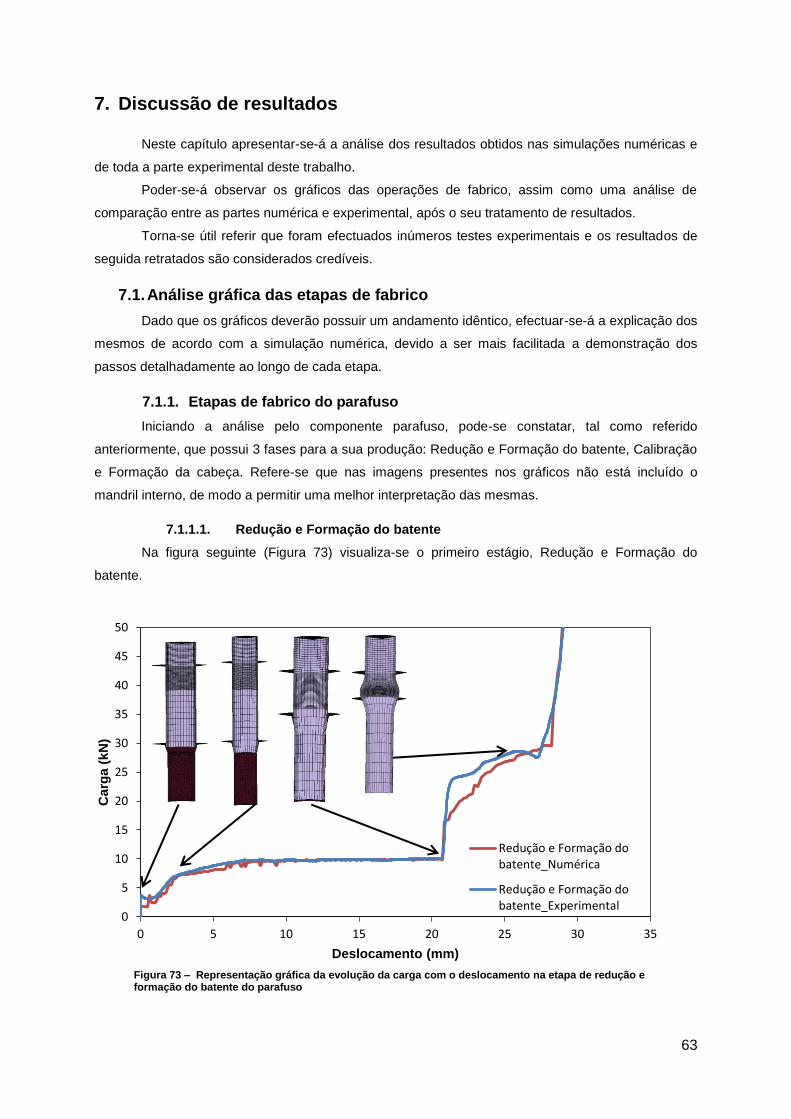
63
7. Discussão de resultados
Neste capítulo apresentar-se-á a análise dos resultados obtidos nas simulações numéricas e
de toda a parte experimental deste trabalho.
Poder-se-á observar os gráficos das operações de fabrico, assim como uma análise de
comparação entre as partes numérica e experimental, após o seu tratamento de resultados.
Torna-se útil referir que foram efectuados inúmeros testes experimentais e os resultados de
seguida retratados são considerados credíveis.
7.1. Análise gráfica das etapas de fabrico
Dado que os gráficos deverão possuir um andamento idêntico, efectuar-se-á a explicação dos
mesmos de acordo com a simulação numérica, devido a ser mais facilitada a demonstração dos
passos detalhadamente ao longo de cada etapa.
7.1.1. Etapas de fabrico do parafuso
Iniciando a análise pelo componente parafuso, pode-se constatar, tal como referido
anteriormente, que possui 3 fases para a sua produção: Redução e Formação do batente, Calibração
e Formação da cabeça. Refere-se que nas imagens presentes nos gráficos não está incluído o
mandril interno, de modo a permitir uma melhor interpretação das mesmas.
7.1.1.1. Redução e Formação do batente
Na figura seguinte (Figura 73) visualiza-se o primeiro estágio, Redução e Formação do
batente.
0
5
10
15
20
25
30
35
40
45
50
0 5 10 15 20 25 30 35
Carg
a (
kN
)
Deslocamento (mm)
Redução e Formação dobatente_Numérica
Redução e Formação dobatente_Experimental
Figura 73 – Representação gráfica da evolução da carga com o deslocamento na etapa de redução e formação do batente do parafuso
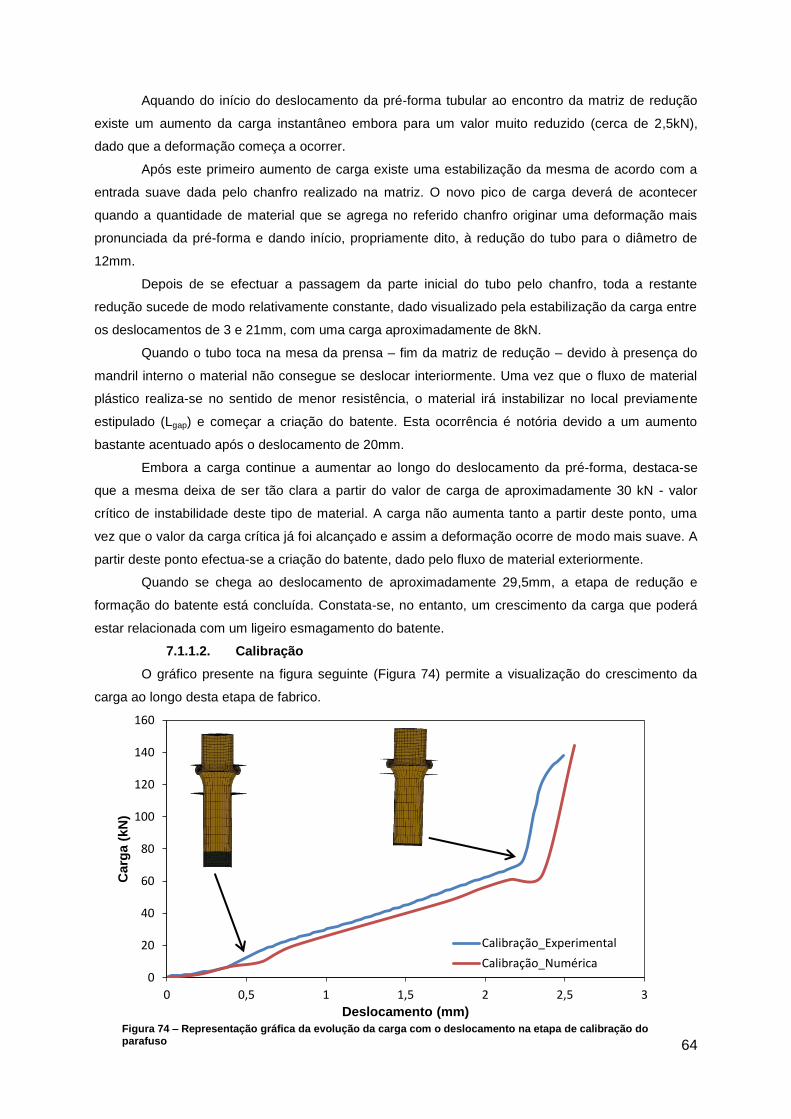
64
Aquando do início do deslocamento da pré-forma tubular ao encontro da matriz de redução
existe um aumento da carga instantâneo embora para um valor muito reduzido (cerca de 2,5kN),
dado que a deformação começa a ocorrer.
Após este primeiro aumento de carga existe uma estabilização da mesma de acordo com a
entrada suave dada pelo chanfro realizado na matriz. O novo pico de carga deverá de acontecer
quando a quantidade de material que se agrega no referido chanfro originar uma deformação mais
pronunciada da pré-forma e dando início, propriamente dito, à redução do tubo para o diâmetro de
12mm.
Depois de se efectuar a passagem da parte inicial do tubo pelo chanfro, toda a restante
redução sucede de modo relativamente constante, dado visualizado pela estabilização da carga entre
os deslocamentos de 3 e 21mm, com uma carga aproximadamente de 8kN.
Quando o tubo toca na mesa da prensa – fim da matriz de redução – devido à presença do
mandril interno o material não consegue se deslocar interiormente. Uma vez que o fluxo de material
plástico realiza-se no sentido de menor resistência, o material irá instabilizar no local previamente
estipulado (Lgap) e começar a criação do batente. Esta ocorrência é notória devido a um aumento
bastante acentuado após o deslocamento de 20mm.
Embora a carga continue a aumentar ao longo do deslocamento da pré-forma, destaca-se
que a mesma deixa de ser tão clara a partir do valor de carga de aproximadamente 30 kN - valor
crítico de instabilidade deste tipo de material. A carga não aumenta tanto a partir deste ponto, uma
vez que o valor da carga crítica já foi alcançado e assim a deformação ocorre de modo mais suave. A
partir deste ponto efectua-se a criação do batente, dado pelo fluxo de material exteriormente.
Quando se chega ao deslocamento de aproximadamente 29,5mm, a etapa de redução e
formação do batente está concluída. Constata-se, no entanto, um crescimento da carga que poderá
estar relacionada com um ligeiro esmagamento do batente.
7.1.1.2. Calibração
O gráfico presente na figura seguinte (Figura 74) permite a visualização do crescimento da
carga ao longo desta etapa de fabrico.
0
20
40
60
80
100
120
140
160
0 0,5 1 1,5 2 2,5 3
Carg
a (
kN
)
Deslocamento (mm)
Calibração_Experimental
Calibração_Numérica
Figura 74 – Representação gráfica da evolução da carga com o deslocamento na etapa de calibração do parafuso
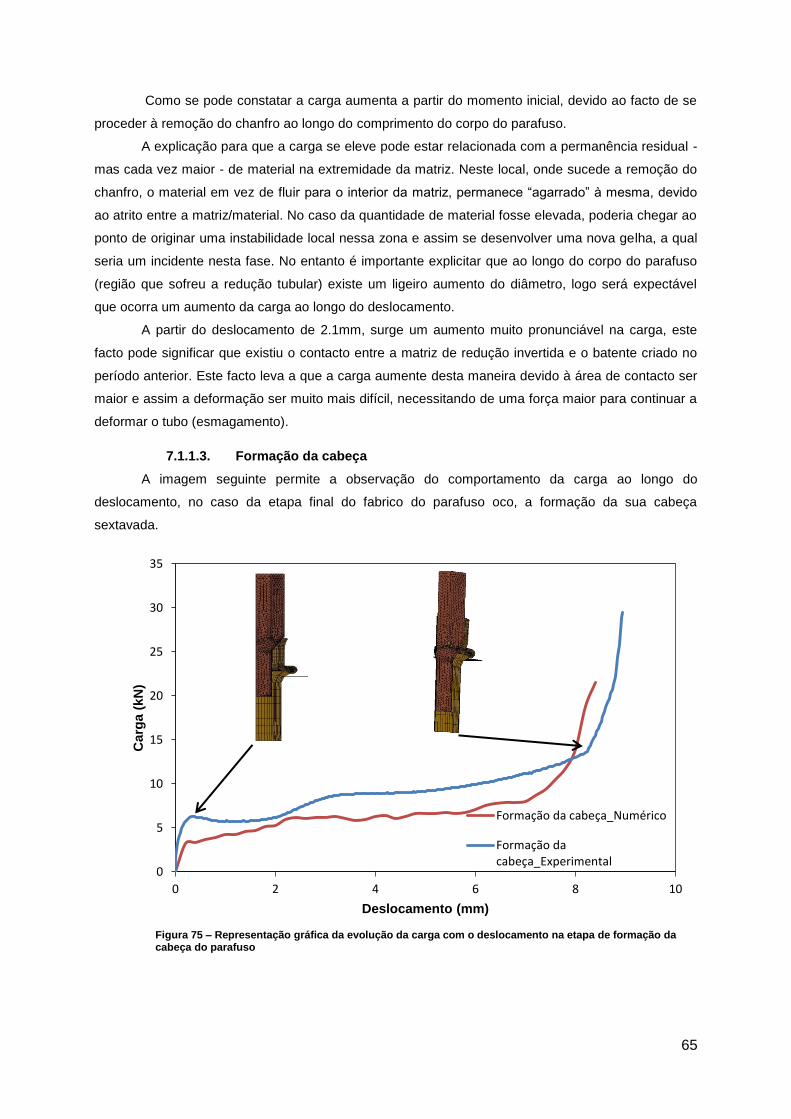
65
Como se pode constatar a carga aumenta a partir do momento inicial, devido ao facto de se
proceder à remoção do chanfro ao longo do comprimento do corpo do parafuso.
A explicação para que a carga se eleve pode estar relacionada com a permanência residual -
mas cada vez maior - de material na extremidade da matriz. Neste local, onde sucede a remoção do
chanfro, o material em vez de fluir para o interior da matriz, permanece “agarrado” à mesma, devido
ao atrito entre a matriz/material. No caso da quantidade de material fosse elevada, poderia chegar ao
ponto de originar uma instabilidade local nessa zona e assim se desenvolver uma nova gelha, a qual
seria um incidente nesta fase. No entanto é importante explicitar que ao longo do corpo do parafuso
(região que sofreu a redução tubular) existe um ligeiro aumento do diâmetro, logo será expectável
que ocorra um aumento da carga ao longo do deslocamento.
A partir do deslocamento de 2.1mm, surge um aumento muito pronunciável na carga, este
facto pode significar que existiu o contacto entre a matriz de redução invertida e o batente criado no
período anterior. Este facto leva a que a carga aumente desta maneira devido à área de contacto ser
maior e assim a deformação ser muito mais difícil, necessitando de uma força maior para continuar a
deformar o tubo (esmagamento).
7.1.1.3. Formação da cabeça
A imagem seguinte permite a observação do comportamento da carga ao longo do
deslocamento, no caso da etapa final do fabrico do parafuso oco, a formação da sua cabeça
sextavada.
0
5
10
15
20
25
30
35
0 2 4 6 8 10
Carg
a (
kN
)
Deslocamento (mm)
Formação da cabeça_Numérico
Formação dacabeça_Experimental
Figura 75 – Representação gráfica da evolução da carga com o deslocamento na etapa de formação da cabeça do parafuso
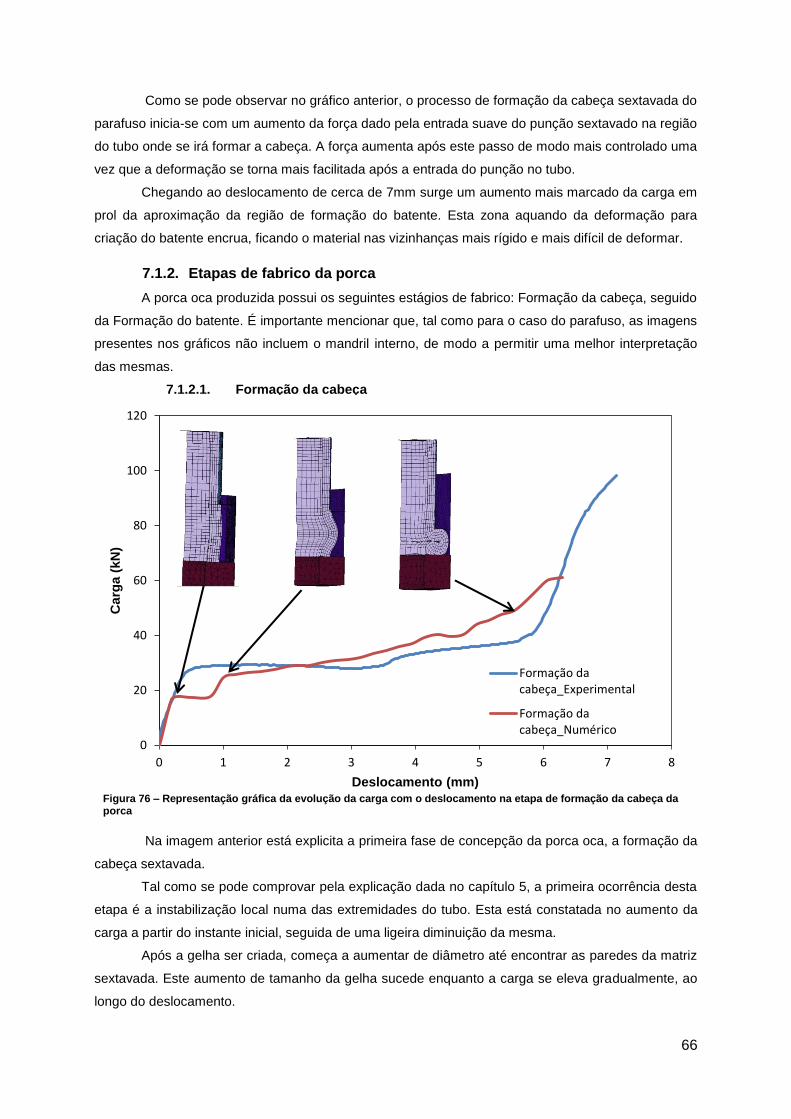
66
Como se pode observar no gráfico anterior, o processo de formação da cabeça sextavada do
parafuso inicia-se com um aumento da força dado pela entrada suave do punção sextavado na região
do tubo onde se irá formar a cabeça. A força aumenta após este passo de modo mais controlado uma
vez que a deformação se torna mais facilitada após a entrada do punção no tubo.
Chegando ao deslocamento de cerca de 7mm surge um aumento mais marcado da carga em
prol da aproximação da região de formação do batente. Esta zona aquando da deformação para
criação do batente encrua, ficando o material nas vizinhanças mais rígido e mais difícil de deformar.
7.1.2. Etapas de fabrico da porca
A porca oca produzida possui os seguintes estágios de fabrico: Formação da cabeça, seguido
da Formação do batente. É importante mencionar que, tal como para o caso do parafuso, as imagens
presentes nos gráficos não incluem o mandril interno, de modo a permitir uma melhor interpretação
das mesmas.
7.1.2.1. Formação da cabeça
Na imagem anterior está explicita a primeira fase de concepção da porca oca, a formação da
cabeça sextavada.
Tal como se pode comprovar pela explicação dada no capítulo 5, a primeira ocorrência desta
etapa é a instabilização local numa das extremidades do tubo. Esta está constatada no aumento da
carga a partir do instante inicial, seguida de uma ligeira diminuição da mesma.
Após a gelha ser criada, começa a aumentar de diâmetro até encontrar as paredes da matriz
sextavada. Este aumento de tamanho da gelha sucede enquanto a carga se eleva gradualmente, ao
longo do deslocamento.
0
20
40
60
80
100
120
0 1 2 3 4 5 6 7 8
Carg
a (
kN
)
Deslocamento (mm)
Formação dacabeça_Experimental
Formação dacabeça_Numérico
Figura 76 – Representação gráfica da evolução da carga com o deslocamento na etapa de formação da cabeça da porca
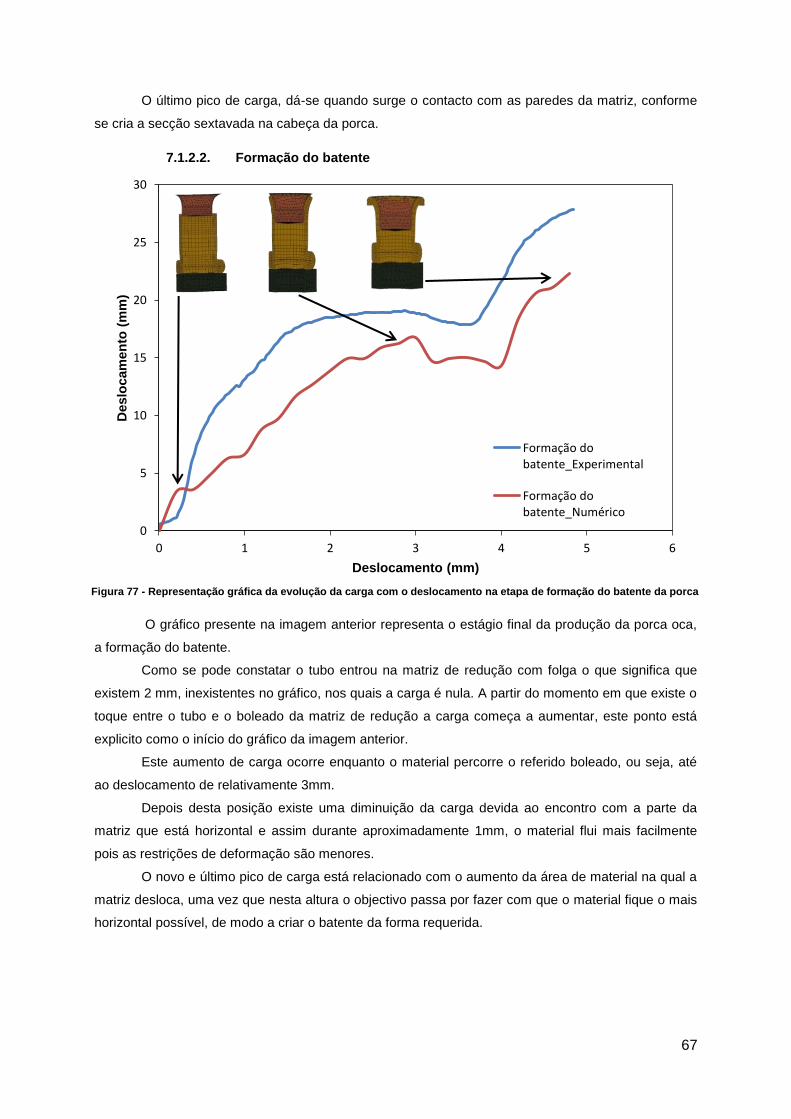
67
O último pico de carga, dá-se quando surge o contacto com as paredes da matriz, conforme
se cria a secção sextavada na cabeça da porca.
7.1.2.2. Formação do batente
O gráfico presente na imagem anterior representa o estágio final da produção da porca oca,
a formação do batente.
Como se pode constatar o tubo entrou na matriz de redução com folga o que significa que
existem 2 mm, inexistentes no gráfico, nos quais a carga é nula. A partir do momento em que existe o
toque entre o tubo e o boleado da matriz de redução a carga começa a aumentar, este ponto está
explicito como o início do gráfico da imagem anterior.
Este aumento de carga ocorre enquanto o material percorre o referido boleado, ou seja, até
ao deslocamento de relativamente 3mm.
Depois desta posição existe uma diminuição da carga devida ao encontro com a parte da
matriz que está horizontal e assim durante aproximadamente 1mm, o material flui mais facilmente
pois as restrições de deformação são menores.
O novo e último pico de carga está relacionado com o aumento da área de material na qual a
matriz desloca, uma vez que nesta altura o objectivo passa por fazer com que o material fique o mais
horizontal possível, de modo a criar o batente da forma requerida.
0
5
10
15
20
25
30
0 1 2 3 4 5 6
Deslo
cam
en
to (
mm
)
Deslocamento (mm)
Formação dobatente_Experimental
Formação dobatente_Numérico
Figura 77 - Representação gráfica da evolução da carga com o deslocamento na etapa de formação do batente da porca
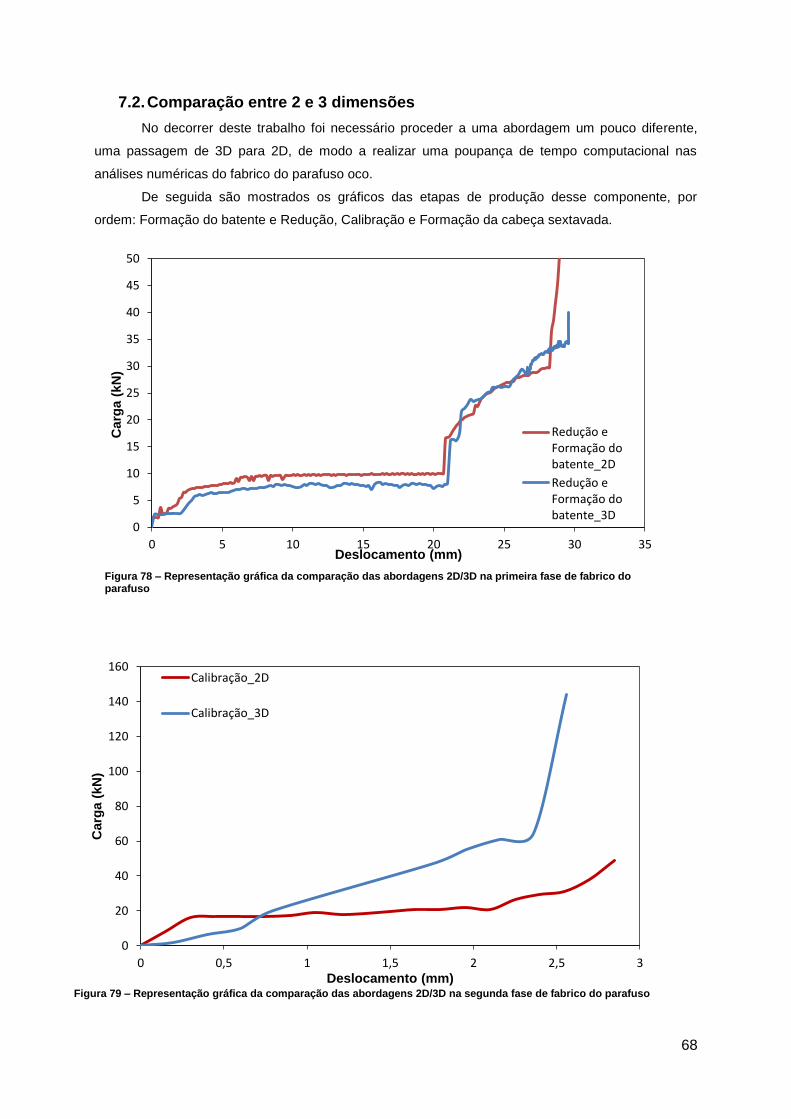
68
7.2. Comparação entre 2 e 3 dimensões
No decorrer deste trabalho foi necessário proceder a uma abordagem um pouco diferente,
uma passagem de 3D para 2D, de modo a realizar uma poupança de tempo computacional nas
análises numéricas do fabrico do parafuso oco.
De seguida são mostrados os gráficos das etapas de produção desse componente, por
ordem: Formação do batente e Redução, Calibração e Formação da cabeça sextavada.
0
5
10
15
20
25
30
35
40
45
50
0 5 10 15 20 25 30 35
Carg
a (
kN
)
Deslocamento (mm)
Redução eFormação dobatente_2D
Redução eFormação dobatente_3D
Figura 78 – Representação gráfica da comparação das abordagens 2D/3D na primeira fase de fabrico do parafuso
0
20
40
60
80
100
120
140
160
0 0,5 1 1,5 2 2,5 3
Carg
a (
kN
)
Deslocamento (mm)
Calibração_2D
Calibração_3D
Figura 79 – Representação gráfica da comparação das abordagens 2D/3D na segunda fase de fabrico do parafuso
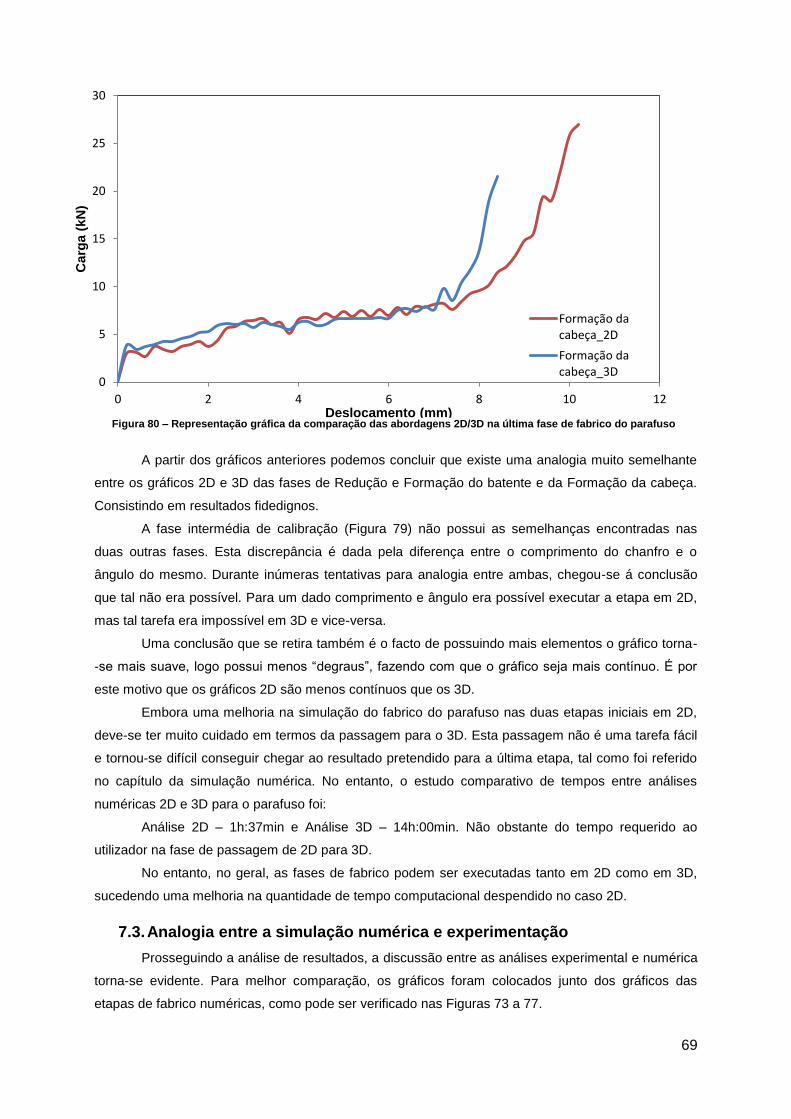
69
A partir dos gráficos anteriores podemos concluir que existe uma analogia muito semelhante
entre os gráficos 2D e 3D das fases de Redução e Formação do batente e da Formação da cabeça.
Consistindo em resultados fidedignos.
A fase intermédia de calibração (Figura 79) não possui as semelhanças encontradas nas
duas outras fases. Esta discrepância é dada pela diferença entre o comprimento do chanfro e o
ângulo do mesmo. Durante inúmeras tentativas para analogia entre ambas, chegou-se á conclusão
que tal não era possível. Para um dado comprimento e ângulo era possível executar a etapa em 2D,
mas tal tarefa era impossível em 3D e vice-versa.
Uma conclusão que se retira também é o facto de possuindo mais elementos o gráfico torna-
-se mais suave, logo possui menos “degraus”, fazendo com que o gráfico seja mais contínuo. É por
este motivo que os gráficos 2D são menos contínuos que os 3D.
Embora uma melhoria na simulação do fabrico do parafuso nas duas etapas iniciais em 2D,
deve-se ter muito cuidado em termos da passagem para o 3D. Esta passagem não é uma tarefa fácil
e tornou-se difícil conseguir chegar ao resultado pretendido para a última etapa, tal como foi referido
no capítulo da simulação numérica. No entanto, o estudo comparativo de tempos entre análises
numéricas 2D e 3D para o parafuso foi:
Análise 2D – 1h:37min e Análise 3D – 14h:00min. Não obstante do tempo requerido ao
utilizador na fase de passagem de 2D para 3D.
No entanto, no geral, as fases de fabrico podem ser executadas tanto em 2D como em 3D,
sucedendo uma melhoria na quantidade de tempo computacional despendido no caso 2D.
7.3. Analogia entre a simulação numérica e experimentação
Prosseguindo a análise de resultados, a discussão entre as análises experimental e numérica
torna-se evidente. Para melhor comparação, os gráficos foram colocados junto dos gráficos das
etapas de fabrico numéricas, como pode ser verificado nas Figuras 73 a 77.
0
5
10
15
20
25
30
0 2 4 6 8 10 12
Carg
a (
kN
)
Deslocamento (mm)
Formação dacabeça_2D
Formação dacabeça_3D
Figura 80 – Representação gráfica da comparação das abordagens 2D/3D na última fase de fabrico do parafuso

70
Através dos gráficos anteriores, pode-se verificar que existe uma coerência muito elevada
entre as duas análises, dado que os resultados numéricos são muito próximos da realidade.
Deste modo conclui-se que os resultados obtidos são muito satisfatórios.
A comparação entre as análises para o caso do parafuso é bastante idêntica. Confirma-se
que o andamento é igual e os valores de carga muito semelhantes.
No caso da porca, averigua-se que no primeiro estágio, a analogia é elevada, no entanto no
segundo e último estágio apenas o andamento do gráfico é semelhante. Notam-se pequenas
diferenças nos valores da carga, cerca de 10%, que poderão estar relacionadas com o factor de atrito
utilizado na análise numérica. Este teve como base inúmeras repetições do mesmo caso com
diferentes coeficientes de atrito. Esta fase foi efectuada devido a ser relativamente difícil realizar o
ensaio em anel neste material – o ensaio na massa é mais fácil que o na chapa – de modo a
determinar o coeficiente de atrito. Tal como na suposição de que o material das matrizes é rígido
(afirmação tida em causa na análise numérica), a qual se sabe ser falsa, mas que facilita a análise e
a sua relevância nos resultados finais é remota.
No seguinte conjunto de imagens (Figura 81) estão explícitos os componentes finais
fabricados, pelas vias numérica e experimental.
7.4. Distribuição de espessura nos componentes
Neste capítulo abordasse um aspecto muito importante em termos estéticos e de resistência,
a variação da espessura ao longo dos componentes. Para tal efectuar-se-á uma medição da mesma
no fim de cada etapa dos dois componentes produzidos.
Uma vez que não se queria efectuar cortes nos elementos produzidos experimentalmente,
decidiu-se realizar as medições nos componentes concebidos nas análises numéricas.
Figura 81 – Comparação dos componentes finais segundo as abordagens experimental (à esquerda) e numérica (à direita)
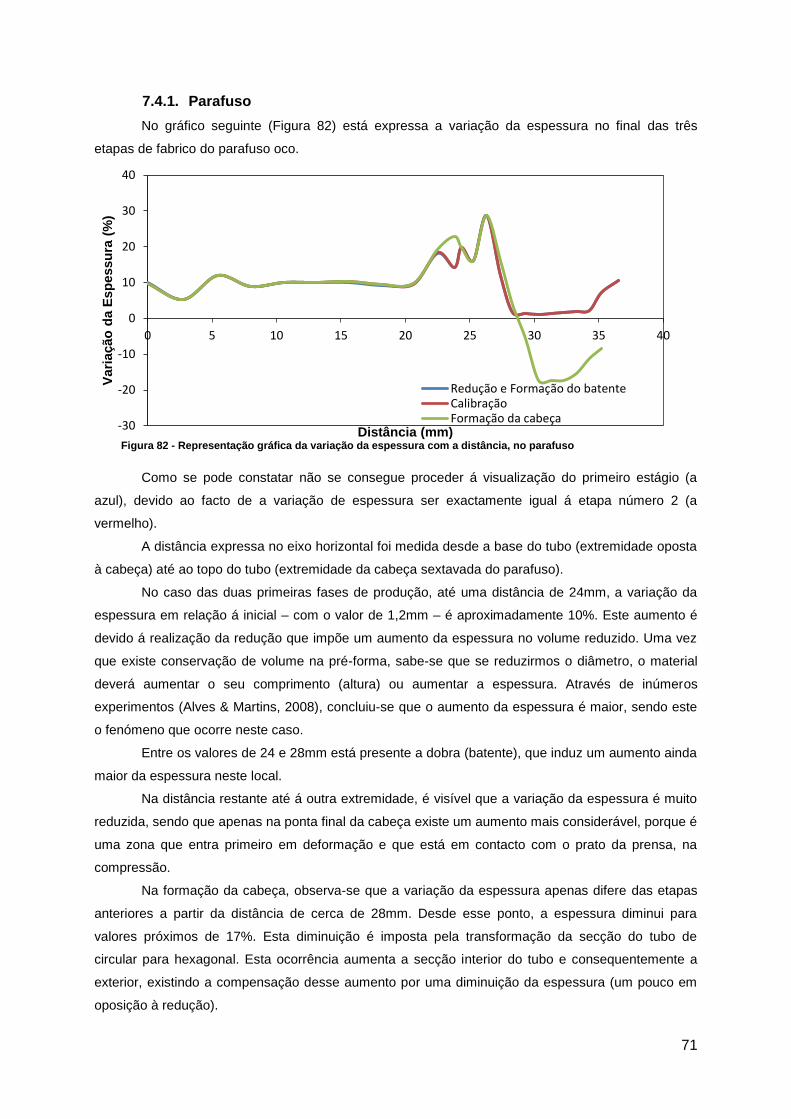
71
7.4.1. Parafuso
No gráfico seguinte (Figura 82) está expressa a variação da espessura no final das três
etapas de fabrico do parafuso oco.
Como se pode constatar não se consegue proceder á visualização do primeiro estágio (a
azul), devido ao facto de a variação de espessura ser exactamente igual á etapa número 2 (a
vermelho).
A distância expressa no eixo horizontal foi medida desde a base do tubo (extremidade oposta
à cabeça) até ao topo do tubo (extremidade da cabeça sextavada do parafuso).
No caso das duas primeiras fases de produção, até uma distância de 24mm, a variação da
espessura em relação á inicial – com o valor de 1,2mm – é aproximadamente 10%. Este aumento é
devido á realização da redução que impõe um aumento da espessura no volume reduzido. Uma vez
que existe conservação de volume na pré-forma, sabe-se que se reduzirmos o diâmetro, o material
deverá aumentar o seu comprimento (altura) ou aumentar a espessura. Através de inúmeros
experimentos (Alves & Martins, 2008), concluiu-se que o aumento da espessura é maior, sendo este
o fenómeno que ocorre neste caso.
Entre os valores de 24 e 28mm está presente a dobra (batente), que induz um aumento ainda
maior da espessura neste local.
Na distância restante até á outra extremidade, é visível que a variação da espessura é muito
reduzida, sendo que apenas na ponta final da cabeça existe um aumento mais considerável, porque é
uma zona que entra primeiro em deformação e que está em contacto com o prato da prensa, na
compressão.
Na formação da cabeça, observa-se que a variação da espessura apenas difere das etapas
anteriores a partir da distância de cerca de 28mm. Desde esse ponto, a espessura diminui para
valores próximos de 17%. Esta diminuição é imposta pela transformação da secção do tubo de
circular para hexagonal. Esta ocorrência aumenta a secção interior do tubo e consequentemente a
exterior, existindo a compensação desse aumento por uma diminuição da espessura (um pouco em
oposição à redução).
-30
-20
-10
0
10
20
30
40
0 5 10 15 20 25 30 35 40
Vari
ação
da E
sp
essu
ra (
%)
Distância (mm)
Redução e Formação do batenteCalibraçãoFormação da cabeça
Figura 82 - Representação gráfica da variação da espessura com a distância, no parafuso
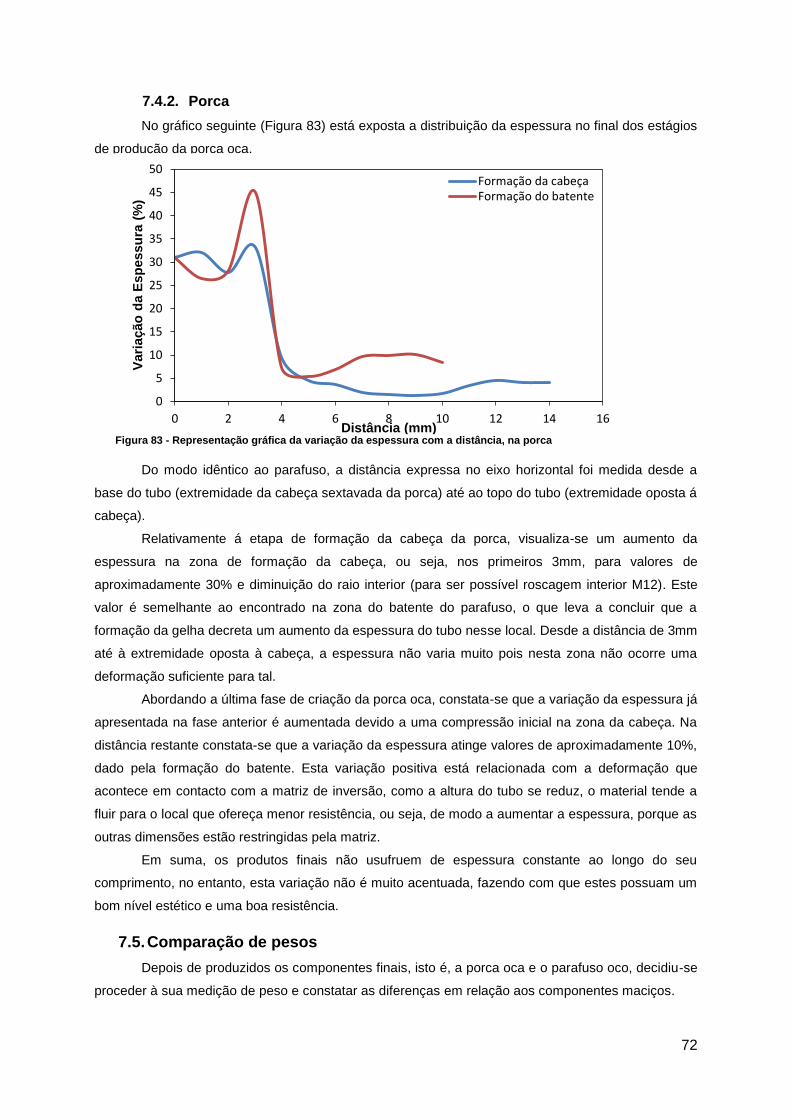
72
7.4.2. Porca
No gráfico seguinte (Figura 83) está exposta a distribuição da espessura no final dos estágios
de produção da porca oca.
Do modo idêntico ao parafuso, a distância expressa no eixo horizontal foi medida desde a
base do tubo (extremidade da cabeça sextavada da porca) até ao topo do tubo (extremidade oposta á
cabeça).
Relativamente á etapa de formação da cabeça da porca, visualiza-se um aumento da
espessura na zona de formação da cabeça, ou seja, nos primeiros 3mm, para valores de
aproximadamente 30% e diminuição do raio interior (para ser possível roscagem interior M12). Este
valor é semelhante ao encontrado na zona do batente do parafuso, o que leva a concluir que a
formação da gelha decreta um aumento da espessura do tubo nesse local. Desde a distância de 3mm
até à extremidade oposta à cabeça, a espessura não varia muito pois nesta zona não ocorre uma
deformação suficiente para tal.
Abordando a última fase de criação da porca oca, constata-se que a variação da espessura já
apresentada na fase anterior é aumentada devido a uma compressão inicial na zona da cabeça. Na
distância restante constata-se que a variação da espessura atinge valores de aproximadamente 10%,
dado pela formação do batente. Esta variação positiva está relacionada com a deformação que
acontece em contacto com a matriz de inversão, como a altura do tubo se reduz, o material tende a
fluir para o local que ofereça menor resistência, ou seja, de modo a aumentar a espessura, porque as
outras dimensões estão restringidas pela matriz.
Em suma, os produtos finais não usufruem de espessura constante ao longo do seu
comprimento, no entanto, esta variação não é muito acentuada, fazendo com que estes possuam um
bom nível estético e uma boa resistência.
7.5. Comparação de pesos
Depois de produzidos os componentes finais, isto é, a porca oca e o parafuso oco, decidiu-se
proceder à sua medição de peso e constatar as diferenças em relação aos componentes maciços.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12 14 16
Vari
ação
da E
sp
essu
ra (
%)
Distância (mm)
Formação da cabeçaFormação do batente
Figura 83 - Representação gráfica da variação da espessura com a distância, na porca
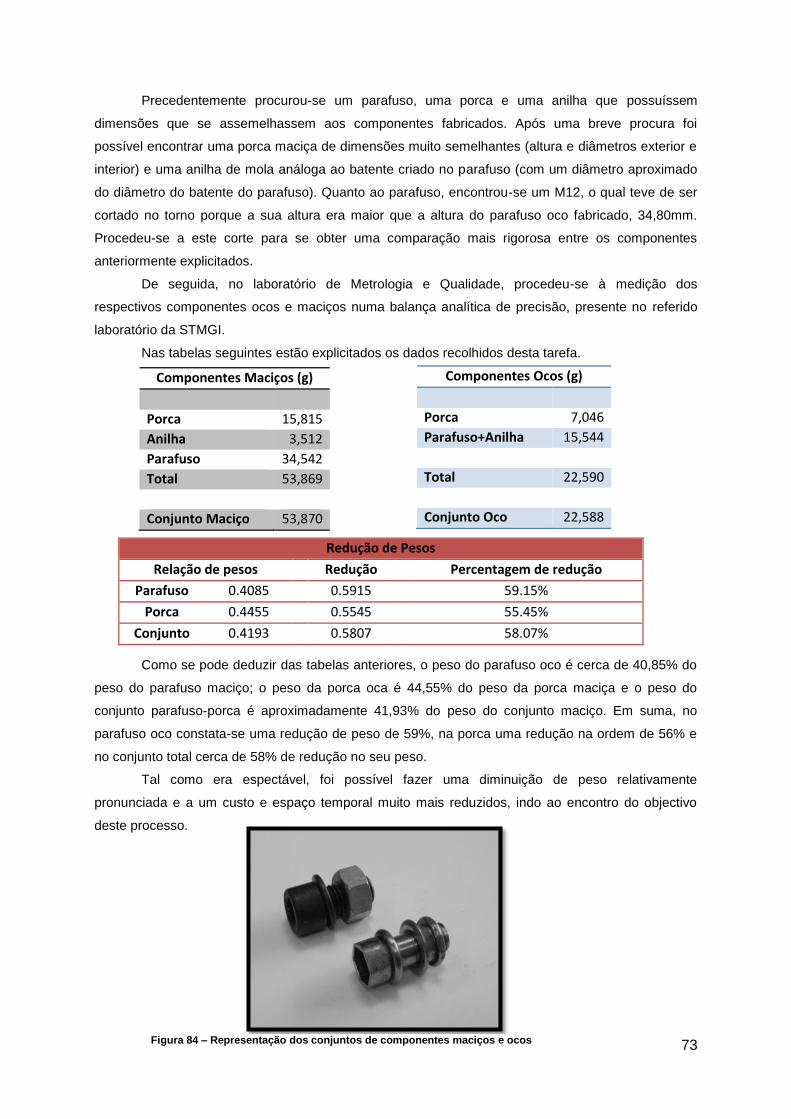
73
Precedentemente procurou-se um parafuso, uma porca e uma anilha que possuíssem
dimensões que se assemelhassem aos componentes fabricados. Após uma breve procura foi
possível encontrar uma porca maciça de dimensões muito semelhantes (altura e diâmetros exterior e
interior) e uma anilha de mola análoga ao batente criado no parafuso (com um diâmetro aproximado
do diâmetro do batente do parafuso). Quanto ao parafuso, encontrou-se um M12, o qual teve de ser
cortado no torno porque a sua altura era maior que a altura do parafuso oco fabricado, 34,80mm.
Procedeu-se a este corte para se obter uma comparação mais rigorosa entre os componentes
anteriormente explicitados.
De seguida, no laboratório de Metrologia e Qualidade, procedeu-se à medição dos
respectivos componentes ocos e maciços numa balança analítica de precisão, presente no referido
laboratório da STMGI.
Nas tabelas seguintes estão explicitados os dados recolhidos desta tarefa.
Como se pode deduzir das tabelas anteriores, o peso do parafuso oco é cerca de 40,85% do
peso do parafuso maciço; o peso da porca oca é 44,55% do peso da porca maciça e o peso do
conjunto parafuso-porca é aproximadamente 41,93% do peso do conjunto maciço. Em suma, no
parafuso oco constata-se uma redução de peso de 59%, na porca uma redução na ordem de 56% e
no conjunto total cerca de 58% de redução no seu peso.
Tal como era espectável, foi possível fazer uma diminuição de peso relativamente
pronunciada e a um custo e espaço temporal muito mais reduzidos, indo ao encontro do objectivo
deste processo.
Componentes Ocos (g)
Porca 7,046
Parafuso+Anilha 15,544
Total 22,590
Conjunto Oco 22,588
Componentes Maciços (g)
Porca 15,815
Anilha 3,512
Parafuso 34,542
Total 53,869
Conjunto Maciço 53,870
Redução de Pesos
Relação de pesos Redução Percentagem de redução
Parafuso 0.4085 0.5915 59.15%
Porca 0.4455 0.5545 55.45%
Conjunto 0.4193 0.5807 58.07%
Figura 84 – Representação dos conjuntos de componentes maciços e ocos

74
77
8. Conclusões e Trabalhos Futuros
No último capítulo efectuar-se-á a conclusão da respectiva dissertação e uma explanação de
perspectivas de trabalhos futuro.
8.1. Conclusões
Ao longo desta dissertação a vertente teórica tornou-se bastante prática, tal como foi
prontamente explicado, aquando da escolha do tema pelo orientador. Esta vertente tornou a
dissertação muito mais interessante e desencadeou inúmeras aprendizagens ao aluno.
Estudou-se um dos meios de proceder à caracterização do material, o ensaio de discos
empilhados, para se poder atribuir uma curva de comportamento mecânico ao material em estudo.
Executou-se uma panóplia de testes de modo a determinar se o material poderia ser solicitado às
deformações que a concepção inicial dos componentes impunha, tais como ensaio de carga crítica,
ensaio de deliberação da janela de execução de instabilidade plástica local e teste de inversão do
tubo em questão.
Após esta etapa, partiu-se para a concepção propriamente dita, onde se pôde observar a
produção da porca e do parafuso, numa envolvente industrial e relativamente próxima da realidade.
Primeiro existiu uma fase de projecto e idealização da forma dos produtos e segundo uma fase de
fabrico das pré-formas e ferramentas necessárias a todos os estágios de fabrico.
Por fim procedeu-se à medição e peso dos componentes onde se constatou que o principal
objectivo deste trabalho tinha sido conseguido. Obteve-se uma redução de peso na ordem de 59% no
parafuso oco e 56% na porca oca, em relação aos mesmos componentes maciços. Esta redução
pode ser tida em conta em termos de custos, uma vez que um metro de tubo de aço carbono custa
cerca de 43% do preço do varão deste material, ou seja, obter-se-á uma redução de 57% no preço
final (dados obtidos com a ajuda da empresa Aços Boixareu - IRESTAL).
Por último, procedeu-se a uma análise numérica dos referidos processos de fabrico, na qual
se desenvolveu conhecimentos em termos computacionais e estudo do método dos elementos finitos,
contando com a ajuda do programa computacional I-FORM desenvolvido no IST. Pode-se conferir
que existe uma grande coerência entre os resultados obtidos em termos experimentais e numéricos,
o que confere uma prova de confirmação dos resultados obtidos como muito satisfatórios. Analisou-
-se também a variação da espessura no comprimento dos componentes, concluindo-se que a
espessura da pré-forma tubular aumenta na etapa de redução e diminui na fase de criação da cabeça
sextavada do parafuso. Tal como nas etapas de criação do batente do parafuso e da cabeça da porca
existe um aumento da espessura dada pela instabilidade local que ocorre nessas fases.
Tal como descrito no capítulo da Introdução, os principais factores que determinam a
viabilidade de um processo tecnológico são as propriedades mecânicas do material usado
copulativamente aos custos associados à sua implementação. E constatou-se ao longo deste
trabalho que é possível, através de conhecimentos adquiridos, colmatar problemas como: poluição,
desperdícios energéticos e poupança de recursos naturais. Conseguiu-se comprovar a aplicabilidade
dos métodos de fabricos inovadores utilizados para o fabrico de uma porca oca e um parafuso oco
por enformação de tubos de parede fina.
78
Em suma, a inovação não tem de ser guiada por ideias complicadas e investimentos elevados
em novas tecnologias. O processo elaborado requer uma prensa básica, pré-formas e matrizes com
geometrias relativamente simples. Deste modo, fica demonstrado um bom exemplo de reinvenção de
processos de fabrico e um incentivo na procura de tecnologias mais limpas.
8.2. Trabalhos Futuros
No decorrer desta dissertação, a informação e análise do referido problema induziram um
desenvolvimento de novas ideias e temas que podem ser abordados no futuro.
Com base no referido anteriormente surgiram os seguintes planos:
Elaborar ensaios de fabrico de parafusos ocos para materiais não metálicos, como por
exemplo, materiais poliméricos ou materiais compósitos e também em outros materiais metálicos
como ligas leves, magnésio ou titânio.
Fazer a porca e o parafuso ao mesmo tempo na prensa, estudo de tempos, distâncias e
forças, em suma, proceder a um estudo para implementação industrial.
Investigar a execução de parafusos com dimensões na escala dos micrómetros (relojoaria)
segundo este método de fabrico alternativo.
Testar a inversão completa de uma pré-forma tubular para fabrico de porcas ocas, mas desta
vez com um tubo diferente, uma vez que este tubo não inverte.
Realizar experimentos para a produção de diferentes geometrias de parafusos e porcas e
executar a roscagem por deformação plástica.
Executar um estudo de aplicabilidade económica destes novos conceitos de fabrico de
parafusos e porcas.
Avaliar a enformação de diferentes tipos de cabeça, tais como fenda ou estrela.
Analisar o parafuso e a porca mecanicamente em: tracção, torção e flexão e proceder à
comparação das propriedades dos mesmos componentes maciços.
79
Referências Bibliográficas
Almeida, B.P.P. et al, 2006, Expansion and reduction of thin-walled tubes using a die:
Experimental and theoretical investigation, International Journal of Machine Tool & Manufacture,
46, pp. 1643-1652.
Alves, L. M. & Martins, P.A., 2008, Cold expansion and reduction of thin-walled PVC tubes using
a die, Journal of Materials Processing Technology, 209, pp. 4229-4236.
Alves, L. M. & Martins, P.A., 2009, Understanding Invert Forming of Thin-Walled Polyvinyl
Chloride Tubes using a Die Based on a Mechanical Flow Formulation, Materials and
Manufacturing Processes, pp. 1398-1404.
Alves, L. M. & Martins, P.A., 2010, Cold End Forming of Thin-Walled PVC Tubes using a Die,
International Journal of Materials Engineering Innovation, 1, pp. 277-296.
Alves, L M., Dias, E. & Martins, P., 2011, Joining sheet panels to thin-walled tubular profiles by
tube end forming, Journal of Cleaner Production, 19, pp. 712-719.
Alves, L. M. & Martins, P.A., 2012, Tube Branching by Asymmetric Compression Beading, Journal
of Materials Processing Technology, 212, pp. 1200-1208.
Alves, L..M., Nielsen, C.V. & Martins, P.A.F., 2011, Revisiting the fundamentals and capabilities of
the stack compression test, Experimentals Mechanics, 51, pp. 1565-1572.
Azevedo, Á. F. M., 2003, Método dos Elementos Finitos, Faculdade de Engenharia da Universidade
do Porto, 1º Edição.
Bremer, C. F. & Carrasco, E., 2013, Parafusos Ocos em Ligações de Peças de Madeira Laminada
Colada, Revista de Engenharia e Tecnologia, Volume 5.
Brito, A. G., 2006, Análise Teórico-Experimental dos Processos de Expansão, Redução e
Inversão de Extremidades de Tubos de Parede Fina em Matriz, Tese de Doutoramento, Escola de
Engenharia da Universidade Federal do Rio Grande do Sul, pp. 26, 110-118.
Cardoso, J., 2009, Mecânica dos Sólidos e Estrutural-Tensão, Lisboa: AEIST, pp. 21-25.
Clough, R. W. & Wilson, E. L., 1999, Early Finite Element Research at Berkeley, University of
California at Berkeley, pp. 2-7.
Da-Col, J. A., 2014, Uma breve visão sobre a determinação de metais em ligas metálicas e
matrizes semelhantes: alguns métodos clássicos e espectroscópicos modernos, Revista Virtual
Química, Vol 6, Nº 4, pp.989-1009.
De Las Casas, E. B., Notas Sobre o Método dos Elementos Finitos-Capítulo 3, Cadtec,
Universidade de Minas Gerais.
80
Dinis, L. M. J. S. & Jorge, R.M. N., 2004,Teoria da Plasticidade, Faculdade de Engenharia da
Universidade do Porto, pp. 1-10.
Discovery Channel, How it's made nuts and bolts, (Online), Youtube:
http://www.youtube.com/watch?v=3kxcw08p_oY, Acedido em 10-03-2014.
Ferretti, M., 2009, Princípios e aplicações de espectroscopia de fluorescência de Raios X (FRX) com
instrumentação portátil para o estudo de bens culturais, Revista Centro de Prevenção Cultural da
Universidade de São Paulo, Nº7, pp. 74-98.
Fleischman, R., 2013, Aparato Experimental para Avaliação de Depósitos em Bicos Injectores
de Motores Diesel Operando com Óleos Vegetais, Escola Politécnica da Universidade Federal do
Rio de Janeiro, Obtenção do Título de Engenheiro Mecânico, pp.73-87.
Fotoelasticidade, In Infopédia [Em linha], Porto: Porto Editora, 2003-2014. [Consultado em 07-02-
2014]
GiD: http://www.gidhome.com/ , Acedido em 12-03-2014.
Gonçalves, A. & Ferreira, N., 2005, Inversão Interna de Tubos em Alumínio-Aplicação num
Chassis Automóvel, Instituto Superior Técnico, Trabalho no âmbito do Mestrado em Engenharia da
Concepção, pp. 47.
Gupta, N. K. & Nagesh, 2004, Experimental and Numerical Studies of the Collapse of Thin Tubes
under Axial Compression, Latin American Journal of Solids and Structures, 1, pp. 233-260.
História dos Parafusos, (Online):
http://www.elemaq.com.br/modules/smartsection/print.php?itemid=19, Instituto Tecnológico de
Fixação, Acedido, em 13-02-2014.
Jorge, V. G., 2008, Forjamento de Parafusos em Multi-etapas - Optimização do Processo
através da Modelação Numérica por Elementos Finitos, Tese de Mestrado, Faculdade de
Engenharia da Universidade do Porto, pp. 1-18.
Le Grognec, P. & Le Van, A., 2008, Elastoplastic Bifurcation and Collapse of Axially Loaded
Cylindrical Shells, International Journal of Solids and Structures, 45, pp. 64-86.
Leitão, P. M. L. F., 2013, Novo processo tecnológico para o fabrico de flanges em tubos, Tese de
Mestrado, Instituto Superior Técnico.
Lunardi, D. V., Fava, A. S. & Martins, R. H., 2001, Tratamento Cirúrgico do Ameloblastoma com
Reconstrução de Mandíbula com Excerto de Crista Ilíaca Não Vascularizado - Estudo de Sete
Casos, Revista do Colégio Brasileiro de Cirurgiões vol.28, pp. 9-12.
Matos F. & Ribeiro J., 2013, O Parafuso de Arquimedes: uma Inovação no Ensino de Matemática
Sob a Perspectiva da Modelagem Matemática no IFPA, Encontro Nacional de Educação
Matemática, Sociedade Brasileira de Educação Matemática.
81
Pintinha, M., 2011, Efeito do Carregamento Mecânico no Torque de Remoção de Dois Diferentes
Tipos de Pilares para Implantes com Conexão Cone Morse, Universidade Estadual de Maringá,
Departamento de Odontologia, Tese de Mestrado, pp. 27-30.
Revista Visão, (Online): http://visao.sapo.pt/autoeuropa-produz-mais-carros-do-que-os-vendidos-em-
portugal-pelo-segundo-ano-consecutivo=f706531#ixzz311SsoFt7, 2013, Edição Online, Acedido, em
07-05-2014.
Rodrigues, J. M. C. & Baptista, R. M. S. O., 1997, Máquinas Ferramenta – Parte I (Prensas), 1º
Edição, Lisboa: AEIST, pp. 1-13.
Rodrigues, M. C. R. & Martins, P. A. F., 2010, Tecnologia Mecânica Volume 1 – Tecnologia da
Deformação Plástica, Lisboa: Escolar Editora.
Rodrigues, M. C. R. & Martins, P. A. F., 2010, Tecnologia Mecânica Volume 2 – Tecnologia da
Deformação Plástica, Lisboa: Escolar Editora.
Rodrigues, N. M. F., 2011, Ligação de perfis tubulares de parede fina a chapas e tubos por
enformação plástica, Tese de Mestrado, Instituto Superior Técnico.
Rosa, P. A., Baptista, R. M., Rodrigues, J. M. & Martins, P. A., 2004, An Investigation on the
External Inversion of Thin-Walled Tubes using a Die, International Journal of Plasticity, 20, pp.
1931-1946.
Rosa, P. A., Rodrigues, J. M., & Martins, P. A., 2003. External Inversion of Thin-Walled Tubes
using a Die: Experimental and Theoretical Investigation, International Journal of Machine Tools,
pp.787-796.
Shigley, E. J., Mischke, R. C. & Budynas, G. R., 2005, Projecto de Engenharia Mecânica, 7ª
Edição, Editora Bookman, pp. 385-396.
Teixeira, C. D. S., 2010, Parafusos ocos de parede fina, Tese de Mestrado, Instituto Superior
Técnico.
Strizhak, V. et al, 2004, Evolution of Design, Use and Strength Calculations of Screw Threads
and Threaded Joints, Tallinn Technical University, pp. 243-244.
Ugeda, P., 2011, SurTec promove seminário em prol da sustentabilidade, Revista do parafuso,
Edição 25 online.
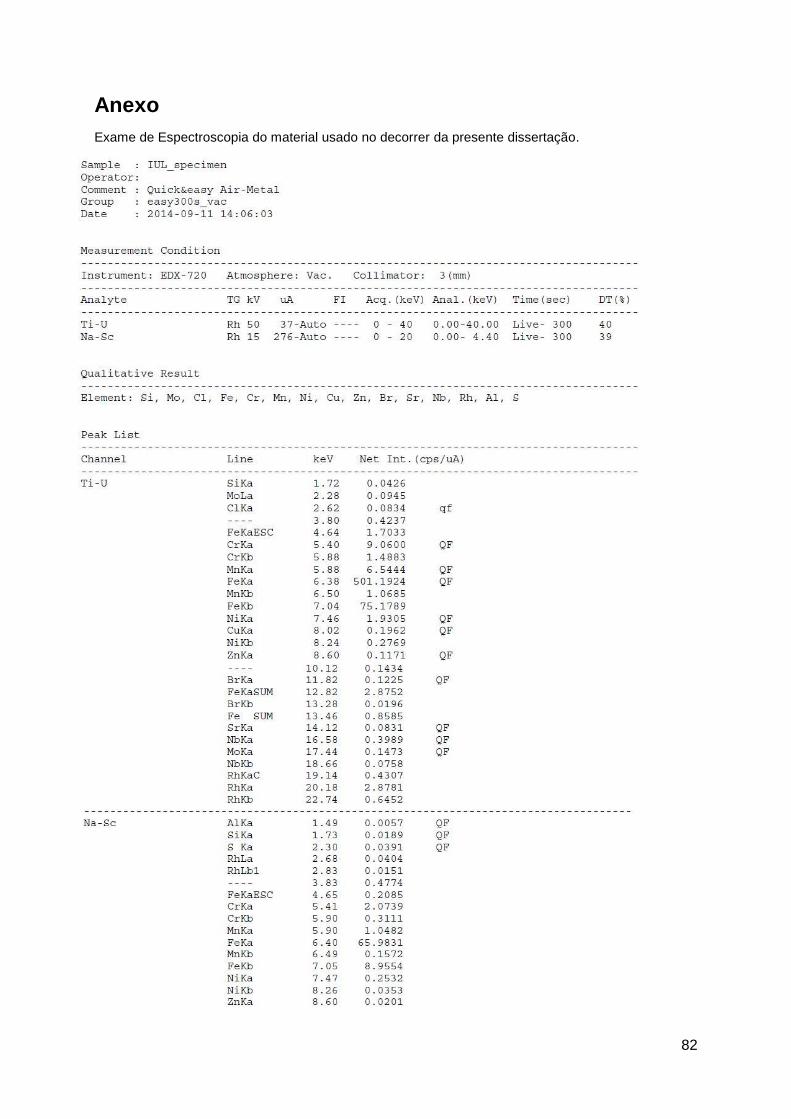
82
Anexo
Exame de Espectroscopia do material usado no decorrer da presente dissertação.
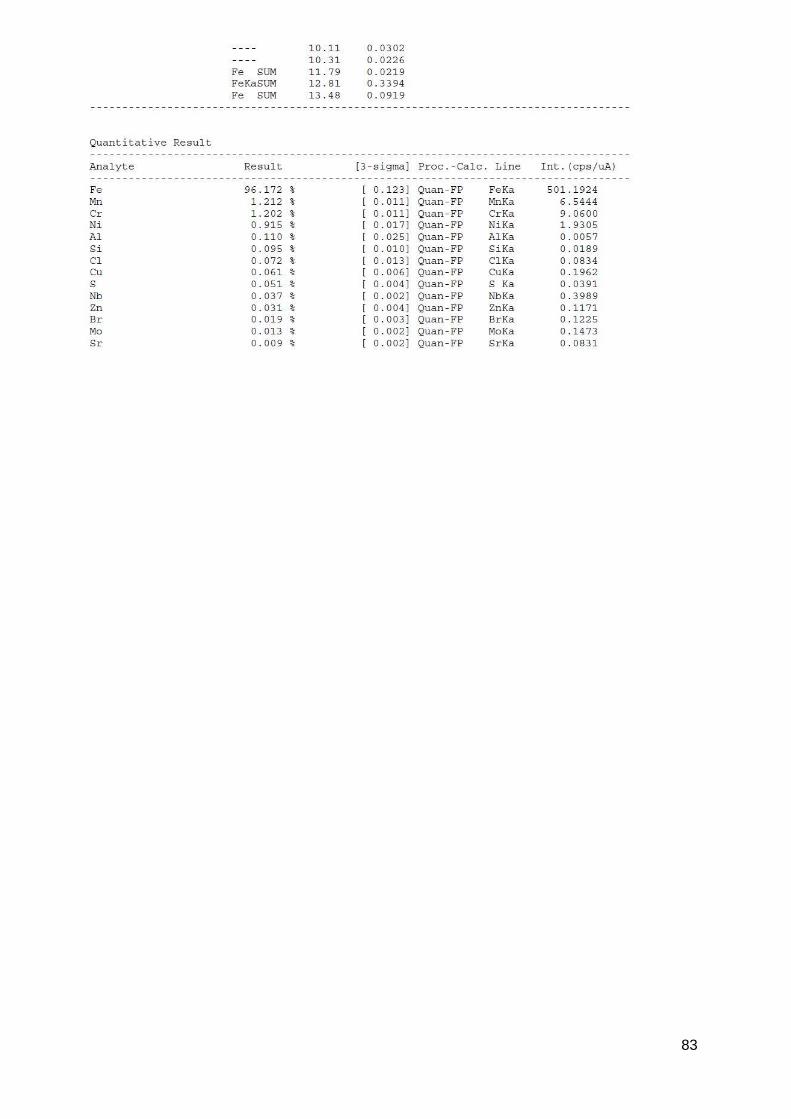
83
Top Related