







Línguas
Páginas
Legal


ESTUDO DO TEOR DE ATIVADOR NO DESEMPENHO DE CIMENTOS ÁLCALI
ATIVADOS FEITOS COM ESCÓRIAS ÁCIDAS EM IDADES INICIAIS
Langaro, E. A.b; Moraes, M. C.a; Buth, I. S.a; Angulski da Luz, C.a, Matoski, Ab.
aUniversidade Tecnológica Federal do Paraná, UTFPR, Pato Branco, Brasil;
bUniversidade Tecnológica Federal do Paraná, UTFPR, Curitiba, Brasil;
RESUMO
Escórias geradas em alto fornos a coque, consideradas básicas, são empregadas
como adição ao cimento Portland em teores de até 70% para obtenção de cimentos
de alto forno (CPIII). Já escórias oriundas de fornos a carvão vegetal, consideradas
ácidas, não encontram a mesma destinação. Entretanto, pesquisas recentes vêm
mostrando que a ativação de escórias com soluções alcalinas para obtenção de
cimentos álcali ativados (CAT’s), podem apresentar desempenho igual ou superior
ao CPIII. Neste contexto, este trabalho visa avaliar o desempenho de escórias
ácidas ativadas com diferentes teores de NaOH, em idades iniciais. O estudo
também aborda a ativação da escória básica. As amostras foram submetidas a
testes mecânicos e sua microestrutura investigada. Os resultados mecânicos
mostraram que o CAT obtido com escória A obteve um desempenho superior àquele
obtido com escória B. As análises de microestrutura confirmaram a presença do
silicato de cálcio hidratado (CSH) como principal produto de hidratação.
Palavras-chave: cimento álcali ativado, escória, silicato de cálcio hidratado.
INTRODUÇÃO
O cimento Portland (CP) despeja na atmosfera uma considerável quantidade
de dióxido de carbono (CO2); em média, cerca de uma tonelada de CO2 é liberado
por tonelada de cimento produzida, além de implicar na extração de 1,15 toneladas
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
852

de calcário (1). Com o objetivo de aumentar a disponibilidade de matéria-prima,
reduzir o consumo energético e essas emissões do CO2, várias pesquisas têm se
direcionado a estudar aglomerantes de baixo impacto ambiental, além de matérias-
primas alternativas para sua produção.
A busca por novos tipos de aglomerantes é impulsionado pelo crescimento da
produção mundial de cimento Portland. Segundo o Sindicato Nacional da Indústria
do Cimento (2), os dados preliminares indicam que a produção de cimento durante o
ano de 2015, no Brasil, atingiu cerca de 64,9 milhões de toneladas.
Uma das alternativas da indústria hoje, é o uso de adições na produção do
cimento. O cimento Portland de alto forno (CP III), por exemplo, é uma opção para
diminuir o uso do clínquer e assim liberar menor quantidade de CO2. Mas apesar da
elevada quantidade de escória de alto forno utilizada (35% a 70%), este tipo de
cimento ainda apresenta desvantagens quanto ao seu lento desenvolvimento da
resistência mecânica inicial e sensibilidade a variações de temperatura ligados ao
baixo calor de hidratação (3).
Diferentemente do CP comum e do de alto forno, os cimentos álcali ativados
(CAT’s) envolvem, muitas vezes, apenas o reuso de subprodutos da indústria,
alguns dos quais sem destinação correta ou valorizada, sem exigir a calcinação da
matéria-prima; desenvolvendo cimentos de baixo impacto ambiental com
propriedades mecânicas aplicáveis à construção civil. Os CAT’s são aglomerantes
produzidos a partir da ativação da matéria-prima por soluções alcalinas, como
hidróxidos e silicatos.
Estudos recentes (4)(5) mostram que a composição química da matéria-prima,
tem forte influência no desenvolvimento do CAT. Um fator observado pelos autores é
que cimentos álcali ativados confeccionados a partir de escórias com maiores
quantidades de Al2O3 e MgO apresentam comportamentos diferentes.
Além do estudo da matéria-prima, um melhor entendimento do tipo e dosagem
de ativador utilizado na produção desse tipo de cimento é outro ponto importante,
uma vez que estes têm forte influência no desenvolvimento das fases e do produto
final, pois para a mesma matéria-prima ativadores e concentrações diferentes
podem produzir materiais com microestruturas e resistências diferentes (6)(7)(8). Dessa
forma a interação entre ativador, concentração do mesmo e composição química da
matéria-prima deve ser amplamente estudada.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
853

MATERIAIS E MÉTODOS
Foram utilizadas neste estudo duas escórias granuladas de alto forno, uma
proveniente de alto forno a carvão vegetal, ácida (Esc A), e outra de alto forno a
coque, básica (Esc B). A primeira com superfície específica de 5352 cm²/g e a
segunda com 4410 cm²/kg. A composição química das escórias foi determinada pela
análise semi quantitativa de fluorescência de raios-X (Tabela I) e a distribuição
granulométrica pelo granulômetro a laser via úmido. As matérias-primas também
foram submetidas ao ensaio de difração de raios-X (Figura 1).
Tabela I – Composição química (óxidos em %) das escórias de alto forno
Componente Escória A Escória B
Teor (%) Teor (%)
SiO2 38,1 32,2
CaO 37,0 49,5
Al2O3 13,9 8,2
MgO 6,2 5,0
Fe2O3 1,3 0,8
MnO 1,1 1,3
K2O 0,9 0,5
TiO2 0,8 0,6
Na2O 0,2 0,1
SrO 0,1 0,2
SO3 0,1 1,4
CaO/ SiO2 0,97 1,54
CaO+MgO+Al2O3/SiO2>1,0
(NBR 5735:1991)(9) 1,50 1,95
Nota-se que a relação CaO/SiO2 inferior a 1 para a escória ácida, e superior a
1 para a básica; além disso, ambas atendem à norma brasileira, que trata das
características da escória como adição em CPIII, (NBR 5735:1991)(9) quanto à
relação entre seus principais componentes. Pela análise de difração de raios-X
pode-se observar que seu conteúdo é altamente amorfo, sem picos característicos.
Esc A
Esc B
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
854
Figura 1 – Curva granulométrica e difração de raios-x das escórias A e B

Para avaliação do desempenho dos cimentos álcali ativados, foram produzidas
pastas e argamassas de acordo com as composições apresentadas na Tabela II. As
pastas foram confeccionadas com relação água/cimento (a/c) de 0,4. As
argamassas foram confeccionadas com traço de 1:2,75:0,485 (escória:areia:água),
de acordo com a ASTM C 348-02.(10)
Tabela II – Composições dos CAT’s, % de ativador em massa de escória
Composições Escória A e B NaOH
1 100 4,00
2 100 5,00
3 100 6,00
Inicialmente o ativador foi misturado a água e após seguiu-se o procedimento
de mistura dos demais materiais (escória e areia), sendo que a areia utilizada foi a
padronizada do IPT (Instituto de Pesquisas Tecnológicas). Após a mistura, a
argamassa foi depositada, em moldes prismáticos, em duas camadas com 30 golpes
cada e, após 72 horas foram desmoldadas para seguir o processo de cura. O
processo de cura utilizado para ambas (pastas e argamassas) foi o úmido, onde os
corpos de prova foram colocados em um recipiente fechado sem contato com a
água, sendo que a umidade foi mantida constante (superior a 95%).
A resistência à compressão das argamassas foi medida em triplicata em
moldes prismáticos 40x16x16 mm. As idades ensaiadas foram 3 e 7 dias.
Para o ensaio de calorimetria, as pastas foram inseridas no calorímetro
Calmetrix, modelo I-Cal 2000 HPC, e foram monitoradas por 7 dias em ambiente
climatizado (23°C).
Para as análises de Difração de raios-X (DRX), Termogravimetria (TG/DTG) e
Microscopia eletrônica de varredura (MEV), as amostras de pastas foram trituradas e
tiveram sua hidratação interrompida pelo uso de acetona P.A. nas idades a serem
analisadas por cada técnica. Após secas, para completar o processo, as amostras
foram deixadas em temperatura controlada (aproximadamente 40°C) por 24 horas.
Para as análises de DRX e TG/DTG, posteriormente as amostras foram moídas em
granulometria inferior a 150 µm.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
855
Para a TG/DTG foi utilizado o equipamento da marca TA Instruments, modelo
SDT Q600. A faixa de aquecimento utilizada foi de 30°C a 900°C com fluxo de
aquecimento de 10°C min-1, porta amostra de α –alumina e atmosfera inerte de ar
sintético. As idades ensaiadas foram 3 e 7 dias.
Os dados de DRX foram coletados utilizando um equipamento da marca
Panalytical, modelo EMPYREAN com tubo de radiação Cu – Kα, (40 kV, 25 mA). As
amostras foram varridas com ângulo de 5°- 70° (2θ), comprimento de onda de 1,54
Ᾰ, passo de 0,02° sendo as intensidades registradas por 10s em cada passo. As
idades analisadas foram 3 e 7 dias.
Fragmentos de amostras foram também examinados por microscopia
eletrônica de varredura (MEV) aos 7 dias, utilizando o microscópio EVO MA 15. Para
a realização do ensaio, as amostras foram metalizadas com ouro a partir do
metalizador Quorun Q150RES.
RESULTADOS E DISCUSSÃO Resistência Mecânica
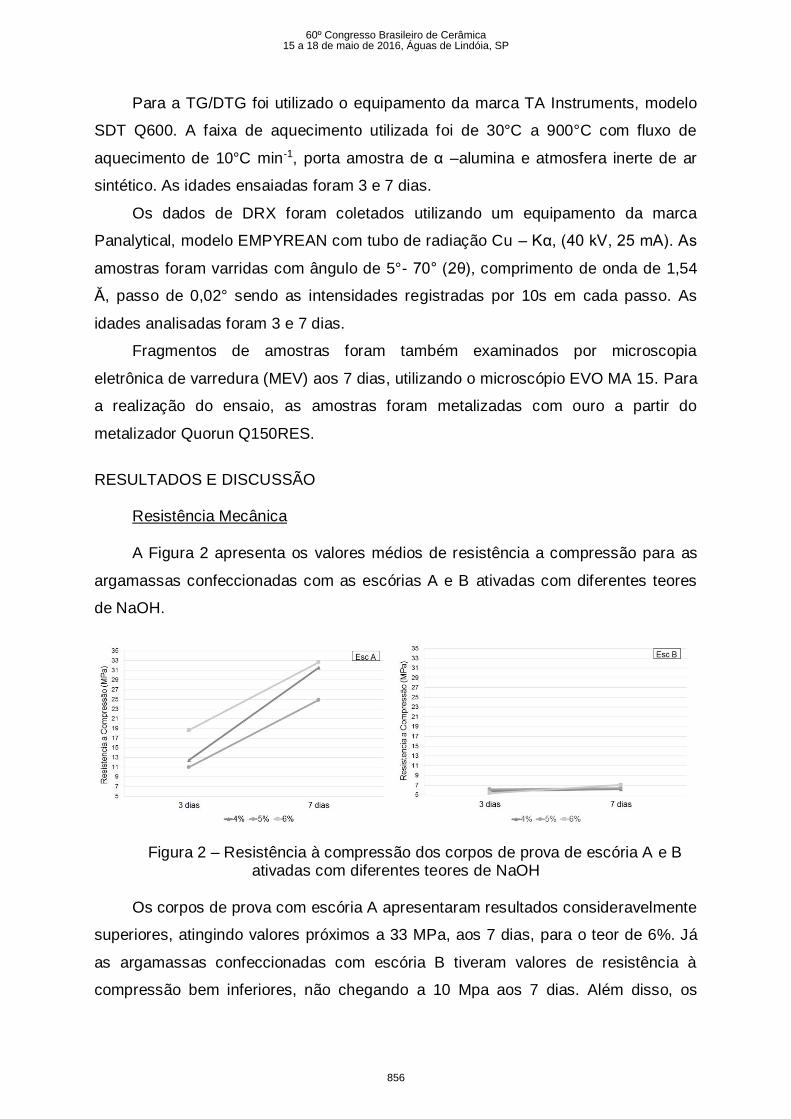
A Figura 2 apresenta os valores médios de resistência a compressão para as
argamassas confeccionadas com as escórias A e B ativadas com diferentes teores
de NaOH.
Figura 2 – Resistência à compressão dos corpos de prova de escória A e B ativadas com diferentes teores de NaOH
Os corpos de prova com escória A apresentaram resultados consideravelmente
superiores, atingindo valores próximos a 33 MPa, aos 7 dias, para o teor de 6%. Já
as argamassas confeccionadas com escória B tiveram valores de resistência à
compressão bem inferiores, não chegando a 10 Mpa aos 7 dias. Além disso, os
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
856

teores de ativador não foram significativos para os CAT’s com escória B. Se
comparados aos valores exigidos na norma para CP de alto forno, os resultados
obtidos para a escória A ativada são ligeiramente superiores em ambas as idades,
sendo que o CPIII-40 exige aos 3 dias 12 MPa e aos 7 dias 23 MPa.
Com relação à composição química da matéria-prima, o componente Al2O3 tem
influência no desenvolvimento da reação inicial na presença de hidróxido de sódio
como ativador e o MgO tem influência positiva na resistência à compressão e na
porosidade da microestrutura (4)(5)(8). A escória B apresenta menor quantidade de
ambos os componentes em sua composição química, o que pode ter contribuído no
seu desempenho inferior.
Calor de hidratação
O calor de hidratação de cada composição (4,5 e 6% de NaOH) foi monitorada
por um período de 168 horas ou 7 dias de hidratação, para as pastas com escória A
e B ativadas. A Figura 3 representa as curvas de calor liberado e também de calor
total acumulado nas amostras.
Figura 3 - Curvas de calorimetria de condução das pastas de escória ácida (acima) e básica (abaixo)
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
857
O primeiro pico observado na análise, aquele que ocorre já na mistura do
ativador com escória, corresponde a dissolução inicial da escória. A taxa de calor
liberado é alta devido à elevação do pH e da temperatura na mistura inicial. O
segundo período, entre o pico inicial e o segundo pico, é chamado de período de
indução, este apresenta baixo calor liberado e baixa reatividade. Já o segundo pico,
o qual é o principal pico ocorrido na análise, é considerado um período de enorme
reatividade, pois ocorre grande precipitação dos produtos hidratados e a formação
dos principais compostos; no caso o C-S-H e Hidrotalcita. Após esta etapa o material
entra no estágio final da hidratação, com baixa reatividade, porém com ganho de
resistência.
Nota-se que os cimentos com ambas as escórias apresentaram valores de
calor de hidratação acumulado semelhantes após os 7 dias, sendo que a escória A
apresentou valores ligeiramente superiores. Porém, as amostras com escória B
apresentaram picos de hidratação inicial mais elevados.
Os teores de ativador que apresentaram maior calor acumulado de hidratação
e também os maiores picos iniciais, foram de 5,0 % na escória A e 6,0% na escória
B.
Difração de Raio-x (DRX)
A Figura 4 representa os difratogramas obtidos para as pastas de escórias
ativadas com diferentes teores de NaOH.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
858

Figura 4 - Difratogramas das pastas de escória ácida (acima) e básica (abaixo) CSH – Silicato de cálcio hidratado; HT – hidrocalcita
Em todas as idades, o pico de C-S-H pode ser identificado em torno de 29°-
30° 2θ para ambas as escórias. Os difratogramas das pastas com escória A (7 dias)
tiveram alguns picos distintos em torno de 23° e 35° 2θ os quais podem ser
considerados picos referentes à fase hidrotalcita, porém a quantidade deste
composto é pequena, e por isso não pôde ser observada na idade de 3 dias e em
todos os teores de ativador. Já para as pastas com escória B, em todas as idades e
teores de ativador, puderam ser identificados os compostos CSH e hidrotalcita.
As amostras com escória B apresentam maior número de picos de hidrotalcita,
enquanto as amostras de escória A possuem picos mais definidos de CSH.
Também se observa o aumento da intensidade dos picos entre 3 e 7 dias, para
todas as amostras.
Análises Termogravimétricas (TG/DTG) Na Figura 5 pode-se visualizar as análises obtidas para as pastas de escória
ativadas com diferentes teores de NaOH aos 3 e 7 dias.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
859

Figura 5 - TG e DTG pastas de escória ácida (acima) e básica (abaixo) com
diferentes teores de NaOH
Em todas as idades foram identificados os picos de CSH (principal perda de
massa entre 50° e 200°C) e a fase hidrotalcita para ambas as escórias ativadas. A
fase hidrotalcita é caracterizada pelo início da decomposição em torno de 75°C e
final até 600°C, com pico máximo na faixa entre 300° e 400°C.
Foi identificada uma fase de carbonato (CaCO3) nas amostras de escória A
com 4, 5 e 6% de ativador para a idade de 7 dias. Ambas podem ser explicadas pelo
fato de as pastas terem sido confeccionadas anteriormente as demais, podendo ter
ocorrido a carbonatação do material devido ao tempo, uma vez que o ensaio foi
tardio.
Microscopia Eletrônica de Varredura (MEV)
A análise de microscopia foi realizada aos 7 dias apenas. Na Figura 6 pode-se
observar as micrografias obtidas para as pastas com ambas as escórias ativadas
com o teor de 6% de NaOH.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
860
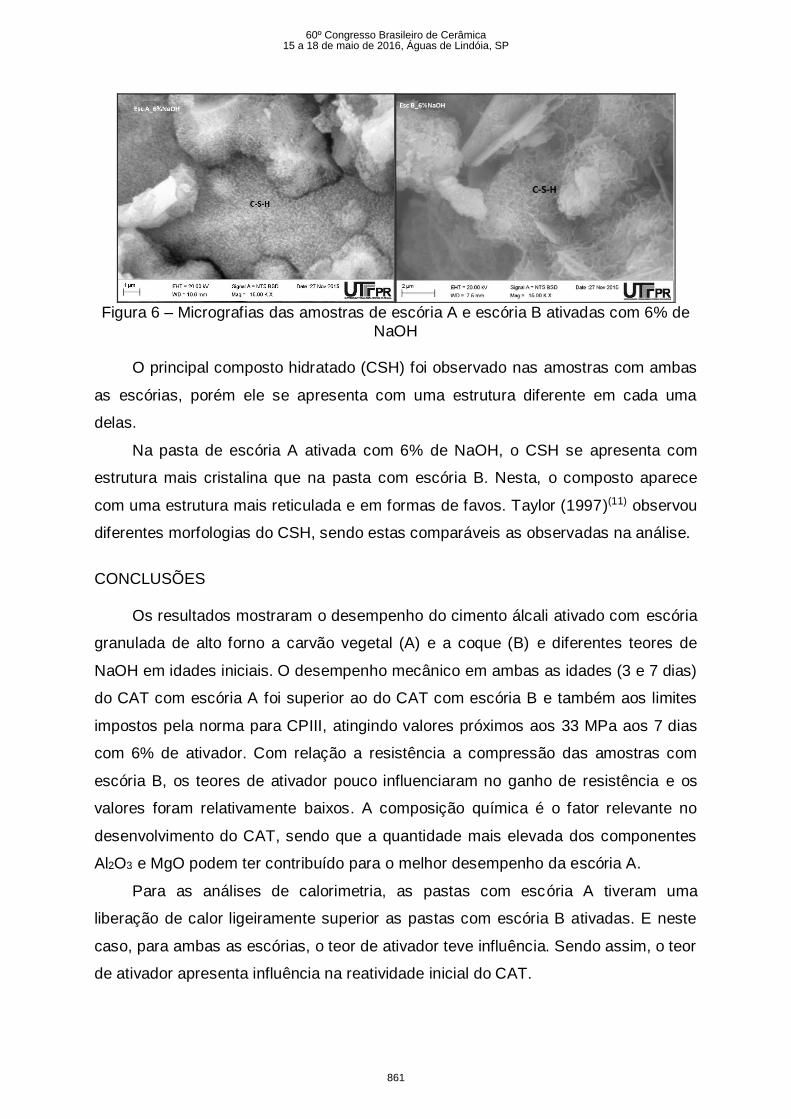
Figura 6 – Micrografias das amostras de escória A e escória B ativadas com 6% de
NaOH O principal composto hidratado (CSH) foi observado nas amostras com ambas
as escórias, porém ele se apresenta com uma estrutura diferente em cada uma
delas.
Na pasta de escória A ativada com 6% de NaOH, o CSH se apresenta com
estrutura mais cristalina que na pasta com escória B. Nesta, o composto aparece
com uma estrutura mais reticulada e em formas de favos. Taylor (1997)(11) observou
diferentes morfologias do CSH, sendo estas comparáveis as observadas na análise.
CONCLUSÕES
Os resultados mostraram o desempenho do cimento álcali ativado com escória
granulada de alto forno a carvão vegetal (A) e a coque (B) e diferentes teores de
NaOH em idades iniciais. O desempenho mecânico em ambas as idades (3 e 7 dias)
do CAT com escória A foi superior ao do CAT com escória B e também aos limites
impostos pela norma para CPIII, atingindo valores próximos aos 33 MPa aos 7 dias
com 6% de ativador. Com relação a resistência a compressão das amostras com
escória B, os teores de ativador pouco influenciaram no ganho de resistência e os
valores foram relativamente baixos. A composição química é o fator relevante no
desenvolvimento do CAT, sendo que a quantidade mais elevada dos componentes
Al2O3 e MgO podem ter contribuído para o melhor desempenho da escória A.
Para as análises de calorimetria, as pastas com escória A tiveram uma
liberação de calor ligeiramente superior as pastas com escória B ativadas. E neste
caso, para ambas as escórias, o teor de ativador teve influência. Sendo assim, o teor
de ativador apresenta influência na reatividade inicial do CAT.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
861

O composto CSH e hidrotalcita observados na análise de DRX também
puderam ser visualizados na análise térmica, além disso as micrografias obtidas
mostraram diferentes morfologias do CSH observado, o que permite afirmar que o
desenvolvimento deste composto é dependente da composição química da matéria-
prima.
Nas análises de DRX também foi possível observar que com o teor de 6% de
ativador em ambas as escórias, os picos tiveram maior intensidade que as demais
composições, evidenciando a influência do teor de ativador sobre a formação dos
compostos hidratados. Isso também ocorreu nas análises de calorimetria, TG e
DTG.
Contudo, com as análises realizadas alcançou-se o objetivo deste estudo, ao
verificar a influência do teor de ativador sobre o ganho de resistência mecânica,
evolução da microestrutura e nas fases hidratadas nos cimentos álcali ativados
confeccionados com escórias ácidas (A). Tendo em vista que esta matéria-prima é
normalmente descartada pela indústria cimenteira, devido a sua composição
química, os resultados obtidos foram superiores aos obtidos com a escória B, o que
leva a considerar como um descarte indevido, sendo que mais estudos devem ser
desenvolvidos neste contexto.
REFERÊNCIAS
(1) AITCIN, P. C.; MINDESS, S. Sustainability of Concrete. USA e Canada: Spon Press, 2011. p.28-37.
(2) SNIC, Sindicato Nacional da Indústria do Cimento. Resultados preliminares até dez. 2015. Rio de Janeiro. 1 p., 2015.
(3) NEVILLE, A. M. Propriedades do Concreto. 5 ed. BOOKMAN, 2015. (4) BEN HAHA, M.; LOTHENBACH, B.; LE SAOUT, G.; WINNEFELD, F. Influence of
slag chemistry on the hydration of alkali-activated blast-furnace slag — part I: effect of MgO, Cement and Concrete Research, v.41, n.9, p.955–963, 2011.
(5) BEN HAHA, M.; LOTHENBACH, B.; LE SAOUT, G.; WINNEFELD, F. Influence of slag chemistry on the hydration of alkali-activated blast-furnace slag — Part II: Effect of Al2O3. Cement and Concrete Research, v.42, n.1, p.74–83, 2012.
(6) WANG, S. D.; SCRIVENER, K. L. Hydration products of alkali activated slag cement, Cement and Concrete Research, v.25, n.3, p.561–571, 1995.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
862

(7) PUERTAS, F.; FERNÁNDEZ-JIMÉNEZ, A.; BLANCO-VARELA, M. T. Pore solution in alkali-activated slag cement pastes. Relation to the composition and
structure of calcium silicate hydrate. Cement and Concrete Research, v.34, n.1, p.139–148, 2004.
(8) BEN HAHA, M.; LE SAOUT, G.; WINNEFELD, F.; LOTHENBACH, B. Influence of activator type on hydration kinetics, hydrate assemblage and microstructural development of alkali activated blast-furnace slags, Cement and Concrete Research,
v.41, n.3, p.301–310, 2011. (9) ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5735: Cimento
Portland de alto-forno. Rio de Janeiro, 1991, 6 p. (10) AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C348/2:
Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. Estados Unidos, 2002, 6 p.
(11) TAYLOR, H. F. W. Cement Chemestry. 2 ed. THOMAS TELFORD, 1997.p.122-124.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
863

Key-words: activated alkali cement, slag, calcium silicate hydrate.
60º Congresso Brasileiro de Cerâmica15 a 18 de maio de 2016, Águas de Lindóia, SP
864
STUDY OF NAOH CONTENT IN PERFORMANCE OF ACTIVATED ALKALI
CEMENT (AAC) MADE WITH ACIDIC SLAG IN EARLY AGES
ABSTRACT
Slag generated from blast furnace coke, considered basic, are used as addition to
Portland cement in amounts of up to 70% to obtain GBFS-Cement blends (CPIII).
Already the slags from furnaces charcoal, considered acidic, do not find the same
destination. However, recent researches have shown that blast furnace slag
activated with alkaline solutions to obtain activated alkali cements (CAT’s), may have
performance equal to or even higher than CPIII. In this context, the purpose this
study was evaluate the performance of acidic slags activated with NaOH different
content in early ages. The study also covers the activation of basic slag. The
samples were subjected to mechanical tests and investigated their microstructure.
The mechanical results obtained showed that the CAT with slag A obtained a
superior performance to that obtained with slag B. The microstructure analysis
confirmed the presence of calcium silicate hydrate (CSH) as the major product of
hydration.
Top Related