






Línguas
Páginas
Legal

55º Congresso Anual da ABM
Adalberto Bierrenbach de Souza Santos Membro da ABM, Engenheiro Metalúrgico, Mestre em Engenharia Metalúrgica
e Doutor em engenharia. Diretor da Metal Consult Ltda., Joinville (SC).
EFEITOS DA COMPOSIÇÃO QUÍMICA NA PRODUÇÃO DE FERRO FUNDIDO NODULARES.
Trabalho a ser apresentado no 55º Congresso anual da Associação Brasileira de Metalurgia e Materiais – ABM, 16 a 20 de Julho de 2000, Rio de
Janeiro (RJ).
RESUMO. São apresentadas as influências da composição química para a fabricação de componentes
em ferros fundidos nodulares. Mencionam-se os intervalos de concentração de elementos nodulizantes (magnésio, cério e
cálcio) geralmente recomendados para a obtenção de grafita de forma exclusivamente esferoidal na microestrutura.
Examinam-se os efeitos do carbono equivalente, teores de carbono, silício, manganês, fósforo, oxigênio e enxofre. Descrevem-se também as influências de elementos deletérios (Pb, Bi, As, Te e Ti), citando-se os teores a partir dos quais seu efeito prejudicial tem sido constatado.
1. INTRODUÇÃO.
Os ferros fundidos nodulares constituem-se em materiais de engenharia empregados em
muitas aplicações diferentes, nos vários segmentos da indústria. A produção dessas ligas corresponde ao segundo maior volume de peças fundidas em todo
o mundo (cerca de 13.000.000 t / ano), sendo apenas superado pelos ferros fundidos cinzentos (1). A modificação do mecanismo de crescimento lamelar para a forma esferoidal da grafita
durante a solidificação de ferros fundidos é obtida industrialmente com o tratamento de nodularização.
As variáveis que se referem a esse tratamento, e que correspondem à temperatura, tipo, quantidade e granulometria do agente e aos diferentes processos de tratamento do metal líquido que podem ser utilizados em escala industrial foram examinadas em trabalhos anteriores (2–6).
O objetivo deste trabalho é o de apresentar os efeitos da composição química para a fabricação de ferros fundidos nodulares.
2 . OBTENÇÃO DE GRAFITA ESFEROIDAL EM FERROS FUNDIDOS. O crescimento esferoidal da grafita no estado bruto de fusão em ferros fundidos pode se
obtido por várias maneiras diferentes, sendo a mais utilizada em escala industrial a de adição controlada de magnésio, na forma metálica de ligas ou ainda produtos nodulizantes. Uma parcela muito pequena de produção mundial de ferros fundidos nodulares é fabricada empregando-se ligas que contém cério e outros metais do grupo das terras raras, ou ainda cálcio, que também atuam como elementos nodulizantes.
55º Congresso Anual da ABM
Os teores residuais de elementos nodulizantes necessários para a obtenção de ferros fundidos nodulares devem se situar em intervalos mais ou menos bem definidos, embora outras variáveis de processo com a velocidade de esfriamento, o carbono equivalente, a porcentagem de enxofre do metal base, o grau de nucleação do metal líquido e os próprios teores residuais de outros elementos nodulizantes (notadamente terras raras e cálcio) possam também exercer efeito importante, principalmente no sentido de diminuir a concentração mínima necessária de magnésio (7).
As concentrações residuais de magnésio devem se situar entre 0,030 e 0,050% (7). Para percentagens superiores a essa faixa aumenta a tendência a formação de carbono eutético na estrutura e de grafita “spiky”, que é um tipo de grafita degenerada em relação à esferoidal. Se o teor residual de magnésio for insuficiente para a obtenção de grafita nodular, ocorrerá a formação de grafita degenerada na estrutura, por exemplo, nódulos irregulares, grafita compacta ou lamelar.
Utilzando-se ligas a base de terras raras, o intervalo de porcentagens residuais de cério para a fabricação de ferros fundidos nodulares seria de 0,02 a 0,04% (8). Concentrações mais elevadas podem causar a ocorrência de carbonetos eutéticos e de grafita explodida, enquanto teores insuficientes podem resultar na formação de grafita degenerada.
No caso de se empregar agentes a base de cálcio, os teores finais devem estar no intervalo 0,02 0,04%. A tendência à formação de carbonetos eutéticos com a utilização desse elemento nodulizante é muito menor que a verificada com magnésio ou terras raras, enquanto concentrações inferiores ao intervalo citado podem causar ocorrência de formas degeneradas de grafita na microestrutura (9).
Além, desses, outros elementos como lítio, bismuto, selênio, bário, estrôncio, zinco, escândio, enxofre, alumínio, silício e telúrio (10) podem também promover o crescimento esferoidal da grafita em ferros fundidos. A adição desses demais elementos geralmente só promove a formação de grafita nodular na microestrutura sob condições especificas, não sendo, portanto eficiente no largo espectro de situações que são observadas na produção industrial.
Deve-se destacar ainda que também é possível obter grafita esferoidal em ligas Fe–C–Si sem que se efetue a adição de elementos nodulizantes, por exemplo, realizando fusão sob vácuo, tanto de ligas Fe-C-Si, como de ferros fundidos comerciais (10), ou ainda empregando-se elevada velocidade de esfriamento em materiais com até 0,008% S (11).
Outra constatação refere-se à formação de nódulos de grafita em regiões de elevada concentração de silício que se formam em ligas hipoeutéticas ou hipereutéticos, sendo esse efeito favorecido por elevadas velocidades de esfriamento (12).
Empregando-se matérias-primas de alta pureza e altas velocidades de esfriamento obteve-se também grafita esferoidal sem se efetuar a adição de nodulizantes (13).
A grafita nodular pode ainda ser obtida no estado bruto de fusão sem que seja necessário efetuar adição de elementos nodulizantes em aços grafíticos, que são ligas com até cerca de 1,8% de carbono (14–16).
3. EFEITO DO CARBONO EQUIVALENTE.
Para a fabricação de peças em ferro fundido nodular geralmente se recomenda o emprego
de ligas de composição eutética ou hipereutética, com carbono equivalente situado entre 4,3 e 4,7% (17–18).
Os teores de carbono mais freqüentemente empregados situam-se entre 3,5 e 3,8% e os de silício entre 2,1 e 2,8%. Nessas condições obtêm-se geralmente nódulos de grafita mais perfeitos
55º Congresso Anual da ABM
(tipo VI – classificação ABNT NBR 6593), com menor tendência à formação de carbonetos eutéticos na estrutura.
A especificação do material e a velocidade de esfriamento da peça em cada aplicação específica são os principais fatores considerados para se definir o carbono equivalente e os teores de carbono e silício.
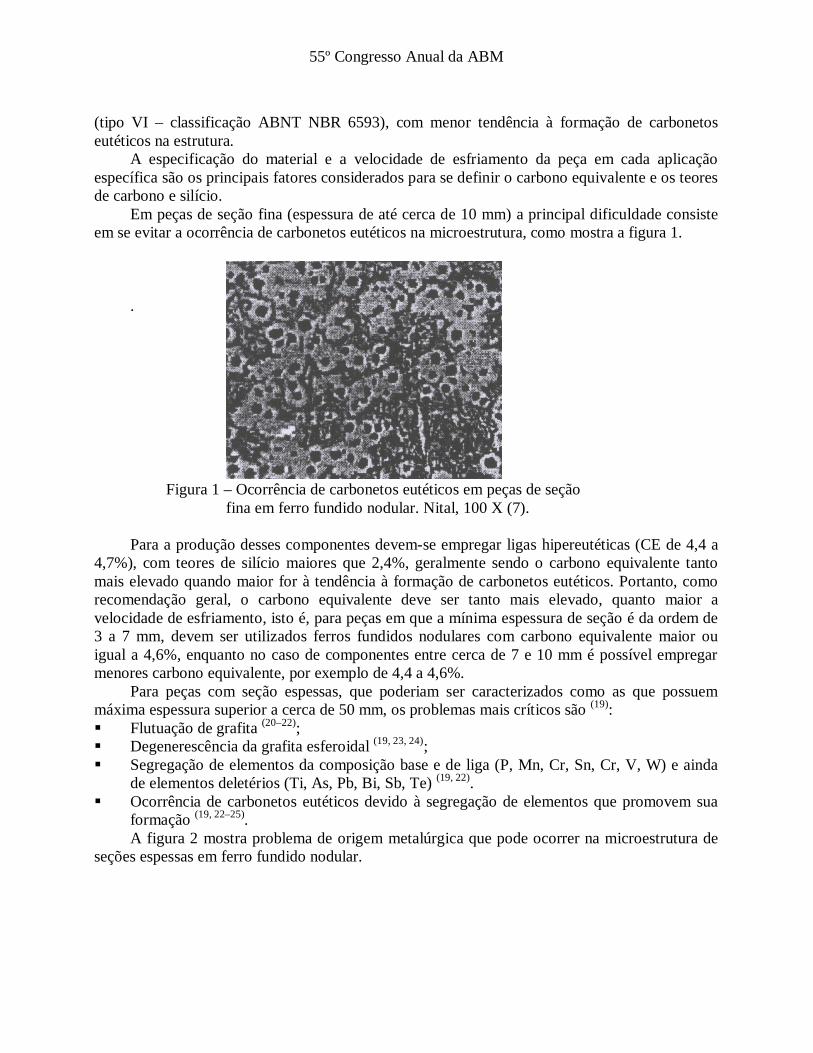
Em peças de seção fina (espessura de até cerca de 10 mm) a principal dificuldade consiste em se evitar a ocorrência de carbonetos eutéticos na microestrutura, como mostra a figura 1.
.
Figura 1 – Ocorrência de carbonetos eutéticos em peças de seção
fina em ferro fundido nodular. Nital, 100 X (7).
Para a produção desses componentes devem-se empregar ligas hipereutéticas (CE de 4,4 a 4,7%), com teores de silício maiores que 2,4%, geralmente sendo o carbono equivalente tanto mais elevado quando maior for à tendência à formação de carbonetos eutéticos. Portanto, como recomendação geral, o carbono equivalente deve ser tanto mais elevado, quanto maior a velocidade de esfriamento, isto é, para peças em que a mínima espessura de seção é da ordem de 3 a 7 mm, devem ser utilizados ferros fundidos nodulares com carbono equivalente maior ou igual a 4,6%, enquanto no caso de componentes entre cerca de 7 e 10 mm é possível empregar menores carbono equivalente, por exemplo de 4,4 a 4,6%.
Para peças com seção espessas, que poderiam ser caracterizados como as que possuem máxima espessura superior a cerca de 50 mm, os problemas mais críticos são (19): Flutuação de grafita (20–22); Degenerescência da grafita esferoidal (19, 23, 24); Segregação de elementos da composição base e de liga (P, Mn, Cr, Sn, Cr, V, W) e ainda
de elementos deletérios (Ti, As, Pb, Bi, Sb, Te) (19, 22). Ocorrência de carbonetos eutéticos devido à segregação de elementos que promovem sua
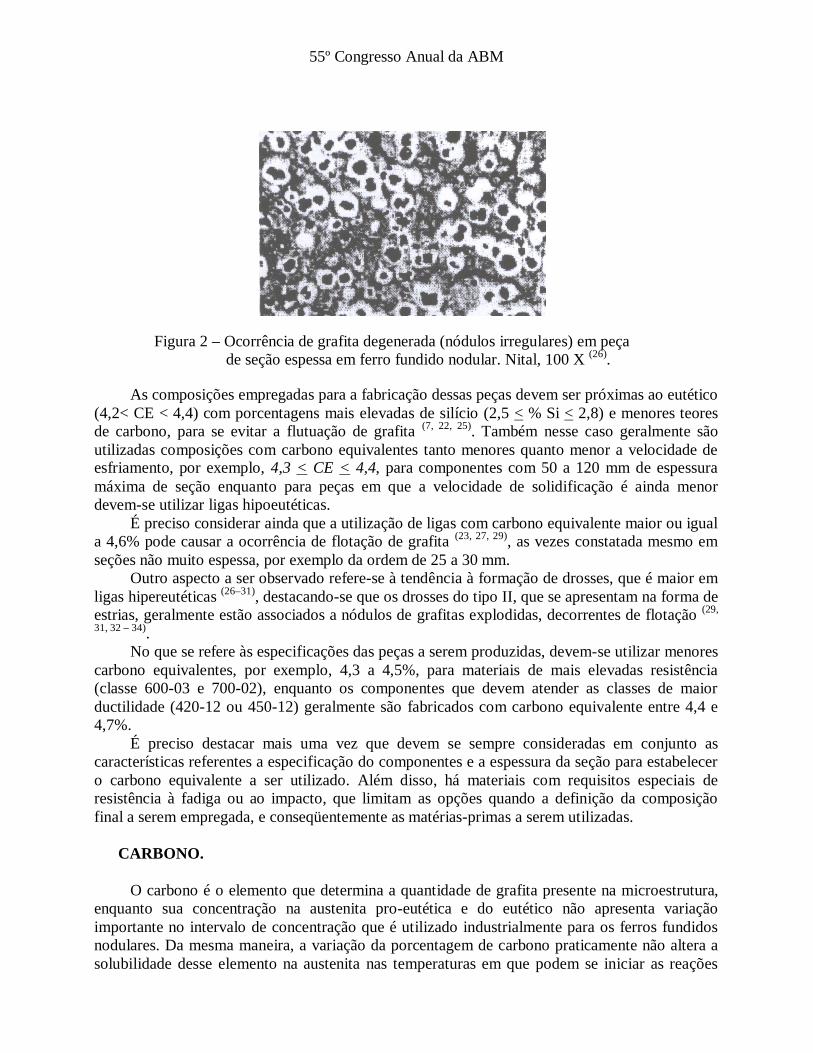
formação (19, 22–25). A figura 2 mostra problema de origem metalúrgica que pode ocorrer na microestrutura de
seções espessas em ferro fundido nodular.
55º Congresso Anual da ABM
Figura 2 – Ocorrência de grafita degenerada (nódulos irregulares) em peça
de seção espessa em ferro fundido nodular. Nital, 100 X (26).
As composições empregadas para a fabricação dessas peças devem ser próximas ao eutético (4,2< CE < 4,4) com porcentagens mais elevadas de silício (2,5 < % Si < 2,8) e menores teores de carbono, para se evitar a flutuação de grafita (7, 22, 25). Também nesse caso geralmente são utilizadas composições com carbono equivalentes tanto menores quanto menor a velocidade de esfriamento, por exemplo, 4,3 < CE < 4,4, para componentes com 50 a 120 mm de espessura máxima de seção enquanto para peças em que a velocidade de solidificação é ainda menor devem-se utilizar ligas hipoeutéticas.
É preciso considerar ainda que a utilização de ligas com carbono equivalente maior ou igual a 4,6% pode causar a ocorrência de flotação de grafita (23, 27, 29), as vezes constatada mesmo em seções não muito espessa, por exemplo da ordem de 25 a 30 mm.
Outro aspecto a ser observado refere-se à tendência à formação de drosses, que é maior em ligas hipereutéticas (26–31), destacando-se que os drosses do tipo II, que se apresentam na forma de estrias, geralmente estão associados a nódulos de grafitas explodidas, decorrentes de flotação (29,
31, 32 – 34). No que se refere às especificações das peças a serem produzidas, devem-se utilizar menores
carbono equivalentes, por exemplo, 4,3 a 4,5%, para materiais de mais elevadas resistência (classe 600-03 e 700-02), enquanto os componentes que devem atender as classes de maior ductilidade (420-12 ou 450-12) geralmente são fabricados com carbono equivalente entre 4,4 e 4,7%.
É preciso destacar mais uma vez que devem se sempre consideradas em conjunto as características referentes a especificação do componentes e a espessura da seção para estabelecer o carbono equivalente a ser utilizado. Além disso, há materiais com requisitos especiais de resistência à fadiga ou ao impacto, que limitam as opções quando a definição da composição final a serem empregada, e conseqüentemente as matérias-primas a serem utilizadas.
CARBONO.
O carbono é o elemento que determina a quantidade de grafita presente na microestrutura, enquanto sua concentração na austenita pro-eutética e do eutético não apresenta variação importante no intervalo de concentração que é utilizado industrialmente para os ferros fundidos nodulares. Da mesma maneira, a variação da porcentagem de carbono praticamente não altera a solubilidade desse elemento na austenita nas temperaturas em que podem se iniciar as reações
55º Congresso Anual da ABM
eutéticas estável (At – início de formação de ferrita) e metaestável (A1 – início de formação de perlita).
Considerando-se uma dada composição química, o efeito do acréscimo do teor de carbono, em ferros nodulares é de diminuir as propriedades mecânicas de resistência, o alongamento e a dureza. A resistência ao impacto também diminui com o aumento da concentração de carbono, embora seu efeito na temperatura de transição dúctil – frágil seja pequeno. A influência desse elemento nessas propriedades mecânicas deve-se ao acréscimo da fração de grafita presente na microestrutura e ao aumento na porcentagem de ferrita na matriz.
Nas aplicações em que se requer elevada resistência ai impacto devem-se utilizar menores teores de carbono, inclusive inferiores à faixa normalmente recomendada para a produção de ferros fundidos nodulares.
SILÍCIO.
O silício diminui o teor de carbono do eutético, sendo sua contribuição correspondente à cerca de 1/3 do carbono.
Teores crescentes de silício aumentam a temperatura do eutético estável e diminuem a do metaestável (35, 36), promovendo a solidificação do eutético austenita + grafita, sendo, portanto um elemento de efeito grafitizante.
Os elementos químicos apresentam diferentes coeficientes de partição entre o sólido e o líquido na solidificação de ferros fundidos. Os elementos grafitizantes geralmente se concentram na austenita, enquanto os que promovem a formação de carbonetos segregam-se para o líquido.
O coeficiente de partição K é definido pela relação entre as concentrações do elemento na fase sólida (CS) e na fase líquida (CL) junto a interface que está em avanço durante a solidificação, em condições de equilíbrio ( K = CS / CL). O silício apresenta maior concentração na austenita que no líquido, tendo, portanto k > 1.
O silício é ferritizante na transformação de faze no estado sólido, amplia a faixa de coexistência, ferrita e grafita no diagrama Fe-C-Si (35–38), eleva as temperaturas dos eutéticos estável (38) e aumenta o intervalo entre essas duas temperaturas (35).
O silício aumenta o coeficiente de difusão do carbono na austenita e diminui sua solubilidade nessa fase (37, 39, 40), aumentando assim a velocidade de crescimento da ferrita livre, uma vez que diminui a quantidade de carbono que deve sofrer difusão na austenita para permitir o crescimento da ferrita.
Nos ferros fundidos nodulares com matriz essencialmente ferrítica, para uma dada velocidade de esfriamento a elevação da porcentagem de silício, mantendo-se as concentrações dos demais elementos, resulta em aumento da dureza, do limite de resistência à tração, do limite de escoamento e diminuição do alongamento (41).
Teores crescentes de silício causam a elevação da temperatura de transição frágil-dúctil (29,
42–44) e, de modo geral, diminuem o valor máximo de energia absorvida em ensaio de impacto na região dúctil. É por essa razão que nas aplicações em que se especifica resistência ao impacto a temperatura abaixo o 0 °C é necessário utilizar composições químicas finais com os menores teores possíveis de silício.
O aumento da concentração desse elemento em ferros fundidos nodulares ferríticos é o de promover o endurecimento por solução sólida e a fragilização da ferrita, causando aumento das propriedades mecânicas de resistência e diminuição do alongamento e da resistência ao impacto.
Em ferros fundidos nodulares de matriz ferrítica-perlítica, o acréscimo da concentração de silício causa formação de maiores percentagens de ferrita na matriz metálica, diminuindo a dureza, os limites de resistência à tração e de escoamento e elevando o alongamento (45).
55º Congresso Anual da ABM
4. MANGANÊS.
Nos ferros fundidos nodulares a concentração de manganês geralmente se situa entre 0,15 e
cerca de 1,2%, dependendo principalmente da especificação da peça a ser produzida e da espessura de seção.
O manganês, em concentrações crescentes, desloca a porcentagem de carbono correspondente ao eutético para mais elevados.
O acréscimo do teor de manganês causa diminuição do intervalo entre as temperaturas dos eutéticos estável e metaestável, tendo-se diminuição das temperaturas desses dois eutéticos (35,36).
Na reação eutética dos ferros fundidos nodulares o manganês é rejeitado para o líquido residual, apresentando, portanto maior concentração nessa fase do que nas células eutéticas (K< 1) (27, 46–48). Dessa forma, a medida que a reação eutética está se processando, maiores são os teores de manganês no líquido e, em decorrência da maior concentração desse elemento, diminui o intervalo entre as temperaturas do eutético estável e metaestável. Assim, no resfriamento, a temperatura do eutético austenita + carbonetos pode ser ultrapassada, tendo-se condições termodinâmicas para a formação de carbonetos.
Em peças de seção espessa em ferro fundido nodulares, para se evitar a formação de carbonetos em virtude da segregação de manganês para o líquido residual, devem-se utilizar concentrações máximas desse elemento da ordem de 0,3% (40).
Na transformação eutetóide em ferros fundidos nodulares, aumentando-se o teor de manganês constata-se a diminuição das temperaturas dos eutetóide estável e metaestável (38, 49).
Aumentando-se a concentração de manganês, obtêm-se quantidades crescentes de perlita na microestrutura (45,50). O manganês é um forte perlitizante (50) porque estabiliza a austenita, diminui o coeficiente de difusão do carbono (51) e aumenta a solubilidade do carbono nesta fase (50).
O manganês promove o refino da perlita, sendo neste aspecto mais eficiente que outros elementos de liga, como cobre e estanho (35).
Em ferros fundidos nodulares ferríticos geralmente o teor de manganês é limitado a 0,2%, tendo-se de 0,3 a 1,2% de, concentração final desse elemento nos materiais com matriz ferrítica-perlítica e predominantemente perlítico (45, 49).
O aumento da porcentagem de manganês em ferros fundidos nodulares ferríticos-perlíticos é de aumentar a dureza, o limite de resistência à tração e o limite de escoamento e diminuir o alongamento (45, 50).
Adições de manganês superiores as necessárias para se obter matriz totalmente perlítica em ferros fundidos nodulares no estado bruto de fusão causam fragilização do material, tendo-se diminuição do limite de resistência à tração e do alongamento, enquanto o limite de escoamento aumenta.
Em ensaios de impacto constata-se que o aumento da concentração de manganês causa acréscimo da temperatura de transição dúctil – frágil e diminuição no valor máximo de resistência ao impacto para temperaturas em que a fratura é dúctil (45).
5. FÓSFORO.
O fósforo é um elemento importante em ferros fundidos nodulares, sendo considerada
contaminação. Na maioria das aplicações deve-se limitar sua concentração a 0,06%, tendo-se situações em que níveis de até 0,08% P são tolerados, desde que não se verifique formação de steadita na microestrutura (18, 40).
55º Congresso Anual da ABM
Em ferros fundidos, teores crescentes de fósforo diminuem o teor de carbono referente ao eutético, sendo sua contribuição igual a do silício, correspondendo a cerca de 1/3 do carbono.
Na solidificação de ferros fundidos nodulares, o fósforo é fortemente rejeitado para o líquido durante o crescimento das células eutéticas, possuindo, portanto coeficiente de partição menor do que 1,0. A segregação desse elemento é muito mais intensa que a correspondente aos elementos que promovem a formação de carbonetos, como manganês, cromo e titânio. A concentração de fósforo na austenita, durante a solidificação, é cerca de 1/5 da porcentagem contida no líquido residual. A segregação de fósforo, que sempre se verifica em ferros fundidos nodulares, é mais crítica em peças que apresentam seções com maior espessura.
Para teores mais elevadas de fósforo após ter-se completado a reação eutética, com a formação de austenita e grafita nos ferros fundidos nodulares, resta ainda uma fase líquida em que a concentração desse elemento é ainda, podendo assim ocorrer a formação do eutético ternário Fe-C-P, que se verifica a cerca de 955°C, com a formação de austenita, fosfeto de ferro e grafita ou carbonetos (40).
Na transformação eutetóide, o acréscimo do teor de fósforo causa elevação das temperaturas AT e A1, promovendo a formação de perlita na microestrutura (45).
A influência do aumento da concentração desse elemento nas propriedades mecânicas em ferros fundidos nodulares é a elevação do limite de resistência à tração, do limite de escoamento e da dureza e diminuição do alongamento.
O fósforo é ainda considerado como contaminação em ferros fundidos nodulares porque teores mais elevados desse elemento causam aumento da temperatura de transição dúctil – frágil (41–44), razão pela qual em aplicações em que se necessitam maiores resistências ao impacto a baixas temperaturas devem-se utilizar porcentagens de fósforo menores que 0,02 a 0,03%.
A concentração de fósforo no ferro base para a produção de nodular é também crítica quando os componentes a serem fabricados serão posteriormente galvanizados ou submetidos a tratamento térmico de têmpera e revestimento. Nessas situações, quando o material é resfriado após ter sido mantido em temperaturas da ordem de 450°C, na galvanização, ou entre 350 e 550°C, no caso do revenimento, verifica-se fragilização, com diminuição das propriedades mecânicas à tração e da resistência ao impacto. A fragilifazação pode ser constatada examinando-se a fratura dos corpos-de-prova, que se apresenta clara e brilhante, evidenciando esse tipo de ruptura.
6. OXIGÊNIO.
A porcentagem de oxigênio dissolvido no banho para a fabricação de ferro fundido nodular
depende das matérias-primas empregadas, da composição química base, dos equipamentos de fusão e das características de desgaste dos refratários utilizados, tanto nos fornos de fusão e de vazamento, quanto nas panelas de transferência, tratamento e vazamento.
Para a fabricação de ferros fundidos nodulares deve-se utilizar o menor teor possível de oxigênio, uma vez que os elementos nodulizantes são excelentes desoxidantes e, dessa forma, se a concentração desse elemento for elevada haverá um aumento no consumo do agente utilizado no tratamento (7).
O oxigênio tem também importante influência na inoculação. Embora as concentrações totais desse elemento, que corresponde à soma dos teores de oxigênio dissolvido (2 a 20 ppm para temperaturas de até cerca de 1520°C) e combinado seja pequena (geralmente entre 60 a 150 ppm) (52), sua influência é atribuída à formação de óxidos e / ou silicatos que podem atuar como centros efetivos para a nucleação da grafita na solidificação.
55º Congresso Anual da ABM
7 . ENXOFRE. Os elementos que promovem o crescimento esferoidal da grafita em ferros fundidos são
excelentes dessulfurante, razão pela qual o teor de enxofre do ferro base para a produção de ferro fundido nodular deve ser o menor possível, para se diminuir as perdas do elemento nodulizantes por esse mecanismo.
Para teores mais elevados de enxofre do metal base é necessário efetuar maiores adições de liga nodulizante, tendo-se, portanto elevação de custo, além da maior tendência à formação de drosses (28 – 34).
Por outro lado, para concentração inicial de enxofre muito baixa seria constatada maior tendência à formação de carbonetos, embora os resultados obtidos em algumas fundições que operam com até 0,003% S evidenciem a possibilidade de se obter com estrutura isenta desse microconstituinte.
Na produção de ferros fundidos nodulares pode-se utilizar forno cubilô como equipamento de fusão. Para fornos cubilô com revestimento ácido, resultam, dependendo de carga metálica e, principalmente, do coque empregado, teores de enxofre situados entre 0,12 a 0,20%, enquanto para revestimento básico a concentração desse elemento é muito menor, da ordem de 0,050 a 0,080%.
Em alguns processos de fabricação de ferro fundido nodular em que se utiliza magnésio puro, ou ainda composto ou ligas com elevados teores desse elemento, como o conversor, Pont’-a-Mouson, panela dotada de grelha, panela rotativa, imersão por sino ou injeção de arame (2), pode-se efetuar, simultaneamente a dessulfuração e a nodulização, sendo, portanto, nesses casos, possível utilizar composições base com teores de enxofre de até cerca de 0,20%.
Empregando-se outros processos de nodulização em que os agentes de tratamento contêm menores teores de magnésio (até cerca de 10%), ou cério ou outras terras raras, e o ferro base para a produção de fero fundido nodular contém teores de enxofre elevados (por exemplo, 5 S > 0,050) efetua-se o tratamento de dessulfuração antes da adição do agente nodulizante (2). Essa situação é verificada com a utilização de processo como simples transferência sanduíche, panela com tampa (“tundish cover”), nodulização no molde (“in mold”), “Flotret”, “Vortex”, “TIP”, “T-Knock”, ou ainda injeção de arame.
A dessulfuração, dependendo de sua eficiência pode resultar em teores de enxofre no metal base inferiores a 0,010% permitindo assim uma acentuada redução no consumo do agente nodulizante, coma a vantagem adicional de permitir que se empreguem menores porcentagens residuais de magnésio para se obter estruturas em que a grafita se apresente exclusivamente na forma esferoidal e diminuindo a tendência de que ocorra a formação de partículas de escória e drosse (31, 33, 34).
Os agentes dessulfurantes utilizados para ferro fundido são compostos de sódio (Na2CO3 e NaOH) (54-56), de cálcio (CaCO3, CaO, CaC2, Ca-Si) (53-65), de magnésio (Mg puro, ligas Fe-Si-Mg e coque impregnado de magnésio) (54, 66, 67) e de terras-raras (liga mischmetal e silicieto de terras-raras) (54), que basicamente operam de um mesmo modo, através da transferência do enxofre do metal líquido para a escória que se forma no tratamento.
Esse processo pode ser descrito, de acordo com as teorias iônicas das escórias, segundo as equações químicas (53):
[S] + (O2-) (S2-) + [0] [1] [S] + [C] + (O2-) (S2-) + {CO} [2] [S] + (CO2-) (S2-) + ½ {O2} [3]
55º Congresso Anual da ABM
Em que: [X] – elemento X dissolvido no metal líquido (Yv) – ânion Y dissolvido na escorai – v – valência {Z2} – gás Z Os compostos de sódio foram por muitos tempos utilizados para a dessulfuração,
notadamente para a produção de tubos de ferro fundido cinzento em que o teor máximo especificado de enxofre era de 0,10% (54).
Empregando-se compostos de sódio, a dessulfuração se processa através do Na2O, que pode ser obtido pela decomposição do carboneto ou do hidróxido (soda caustica), ocorrendo a formação de gases (CO2 no caso do NaCO3 e H2 e H2O no caso do Na OH) que promovem a agitação do banho, contribuindo para aumentar a velocidade do tratamento. O agente dessulfurante mais usado nesses casos era o carbonato de sódio (55).
Os agentes dessulfurantes contendo cálcio (notadamente CaO e CaC2) são os mais utilizados industrialmente para o tratamento de ferros fundidos.
A reação de dessulfuração utilizando compostos de cálcio pode ser representada por (53, 57):
(CaO) + [S] (Ca S) + ½ {O2} [4]
A constante de equilíbrio para essa reação é dada pela seguinte expressão:
½ K [4] = aCaS x PO2 .
aCaO x fS x %S
Portanto, tem-se:
½ %S = aCaS x pO2 . [A].
K [4] x aCaO x fS
Onde: %S – teor de enxofre em equilíbrio no metal líquido; aCas – atividade raoultiana de CaS na escória; pO2 – pressão parcial de oxigênio na atmosfera; aCaO – atividade raoultina de CaO na escória; fS – coeficiente de atividade henriano do enxofre no metal líquido. Portanto, o teor de enxofre no banho metálico obtido na dessulfuração será tanto menor
quanto menores os valores de aCaS e pO2 e quanto maiores forem K [4], aCaO e fS. Utilizando dados da literatura Cavallante (57) calculou o teor de enxofre em equilíbrio com
uma escória de CaC2, a 1527°C (1800 K) para um banho 2,5% C e 1% Si, obtendo, como resultado, 0,0003% (3 ppm). Mencionou ser obtido teoricamente, destacando que na prática, em decorrência da cinética de reação, o teor final resultante é mais elevado, o que evidencia a importância de velocidade de reação.
55º Congresso Anual da ABM
Desta forma, considerando-se a equação [A], os fatores que contribuem para se obter uma máxima eficiência de dessulfuração em ferros fundidos são (3): Alta temperatura – por razões da cinética da reação, embora sob o aspecto termodinâmico a
elevação da temperatura cause a diminuição do valor da constante de equilíbrio K [4]. Portanto, o efeito cinético é mais importante para a dessulfuração que o termodinâmico.
Elevado teor de carbono no ferro fundido – por causar aumento de fS. Elevado teor de silício no ferro fundido – por elevar fS. Baixa concentração de FeO na escória – por aumentar aCaO. Baixo teor de SiO2 na escória (alta basicidade) – por elevado aCaO. Baixo índice de oxidação na atmosfera do forno – por diminuir pO2.
A cal (CaO) apresenta menor custo, mas com seu uso é mais difícil obter, para pequenos intervalos de tempo, baixos teores finais de enxofre e elevada reprodutibilidade de resultado em comparação com o carbeto de cálcio (CaC2) (56). Vários processos foram utilizados para dessulfuração de ferro gusa e ferros fundidos empregando cal e carbeto de cálcio. O método de injeção de finos de carbeto de cálcio foi um dos primeiros usados para ferro fundido, empregando-se uma corrente de nitrogênio, por meio de uma lança de carbono, ou de aço revestido com refratário, dotada de abertura na sua extremidade que fica posicionada junto ao fundo das panelas de tratamento (54).
O processo Gazal é um dos mais usados para dessulfuração de ferros fundidos, empregando uma panela dotada, em seu fundo, de um “plug” poroso (sendo por isso também conhecido por essa denominação) através da qual se efetua a injeção de um gás para promover a agitação do banho metálico, proporcionando assim melhor contato entre o metal líquido e o agente dessulfurante (CaC2 ou mistura cal – fluorita) (53 58, 59). O gás para agitação utilizado no processo pode ser nitrogênio, ar seco ou CO2, sendo o primeiro o mais empregado, por resultar em menor consumo dos “plugs” (53).
Nesse processo empregando-se 1,0 a 1,5% de CaC2 pode-se obter teores de enxofre da ordem de 0,005%, a partir de um material base com cerca de 0,100% S (60).
O carbeto de cálcio é um agente dessulfurante eficaz; podendo causar problema de poluição ambiental, razão pela qual tem havido também interesse na utilização de mistura cal – fluorita, que podem ser empregadas da mesma forma que o carbeto de cálcio em quantidades aproximadamente duas vezes maior no processo Gazal (56, 60–62).
As principais vantagens referentes à utilização dessa misturas são custo muito menor (cerca de 50%) que o do carbeto de cálcio, não se necessitando condições particulares de armazenamento, além de se ter ambiente seco (com o uso de carbeto de cálcio há necessidade de cuidados especiais, em virtude da possibilidade de formação de acetileno) , ainda, não havendo problemas de poluição ambiental, e nem de deposição da escória formada, como ocorre no caso do uso de carbeto de cálcio.
As características da mistura são o uso de 95% de finos de cal (0 – 6 mm) e 5% de fluorita em pó (< 0,1 m), com 95% de pureza, sendo a quantidade dessa mistura a ser utilizada, como já citado, cerca de duas vezes maior que a empregada de carbeto de cálcio para se obter, a partir de uma dada condição (temperatura, quantidade de metal a ser tratada, composição inicial), um mesmo teor final de enxofre (56).
Um aspecto importante a ser observada com o uso de mistura cal – fluorita para dessulfuração é o de se evitar a presença de escória ácida, proveniente do forno de fusão, pois esta reduz a eficiência obtida. É recomendável, inclusive, o uso de produtos aglomeradores de escória, que devem ser adicionados antes de se proceder à dessulfuração, para evitar esse
55º Congresso Anual da ABM
inconveniente. Deve-se mencionar ainda que a estocagem deva ser, efetuada em ambiente seco, pois a presença de água causa a hidratação de cal, com liberação de calor, reduzindo a eficiência da dessulfuração (56).
Pode-se utilizar também injeção de Ca-Si para se efetuar a dessulfuração (64, 65), ou ainda finos de agentes nodulizantes, como ligas a base de magnésio, ou de cério ou ouros metais do grupo das terras raras (54, 66, 67).
Em síntese, para a produção de ferros fundidos nodulares devem-se utilizar composições base com baixo teor de enxofre (menor que 0,020%, preferencialmente inferior a 0,10%), para se diminuir o consumo de agentes nodulizantes no processo e ter-se menores custos de produção.
Dentre as varias alternativas disponíveis para a dessulfuração de feros fundidos, tanto no que se refere a agentes dessulfurantes quanto a processos, tem encontrão maior aceitação o método de plug-poroso (intermitente ou conjunto), por possibilitar boas condições de operação em diferentes escalas de produção, com custo de investimento relativamente pequeno, prática operacional simples e segura, sendo o carbeto de cálcio e as misturas cal (95%) + fluorita (5%), mais recentemente desenvolvidos, os agentes mais adequados.
8. ELEMENTOS DELETERIOS.
Elementos, como chumbo, bismuto, arsênio, telúrio, antimônio e titânio podem causar a
formação de grafita degenerada na microestrutura de ferros fundidos nodulares, mesmo quando presente em teores residuais bastante pequenos (68,69), resultando em valores de propriedade mecânicas inferiores às especificações.
A influência desses elementos na forma da grafita pode ser neutralizada efetuando-se adições de cério (0,005 a 0,020%), ou outros metais do grupo das terras raras (70–73). Essa é a principal razão da presença de terras raras na composição química de ligas nodulizantes Fe-Si-Mg, Ni-Mg e Cu- Mg
Deve-se destacar ainda que os elementos deletérios tenham efeito cumulativo. Assim, no caso de ocorrência simultânea de mais de um desses elementos, as concentrações desses elementos que podem causar degenerescência da grafita nodular são ainda menores.
Serão a seguir apresentados alguns resultados citados na literatura referente a influência da contaminação individual por elementos deletérios, e ferro fundido nodular.
Chumbo.
O chumbo atuaria como elemento deletério à morfologia da grafita em ferros fundidos nodulares a partir de teores superiores a 90 ppm (0,009%) (70, 74, 75), ou ainda, segundo Tybulczuk (75), a partir de 20 a 40 ppm Pb ter-se-ia a presença de grafita lamelar na estrutura.
O efeito de pequenos teores de chumbo causando degenerescência da grafita esferoidal é utilizado como uma das maneiras de se obter ferro fundido com grafita compacta, quando associado a teores residuais de magnésio insuficientes para fabricar ferro fundido nodular. Assim, empregando-se materiais de composição eutética, contendo 0,013 a 0,020% de enxofre e utilizando ligas Fe-Si-Mg (8-10% Mg, 0,6-1% TR, 1-1,5% Ca), verificou-se que combinações de teores de 50 a 120 ppm Pb e 0,010 – 0,017% Mg causaram a obtenção de estruturas com predominância de grafita compacta (76).
55º Congresso Anual da ABM
Bismuto.
No caso do bismuto, seria observado efeito prejudicial à morfologia nodular da grafita a partir de teores da ordem de 30 ppm (0,003%), enquanto a partira de 60 ppm obter-se-ia ferro fundido cinzento (70, 75, 77).
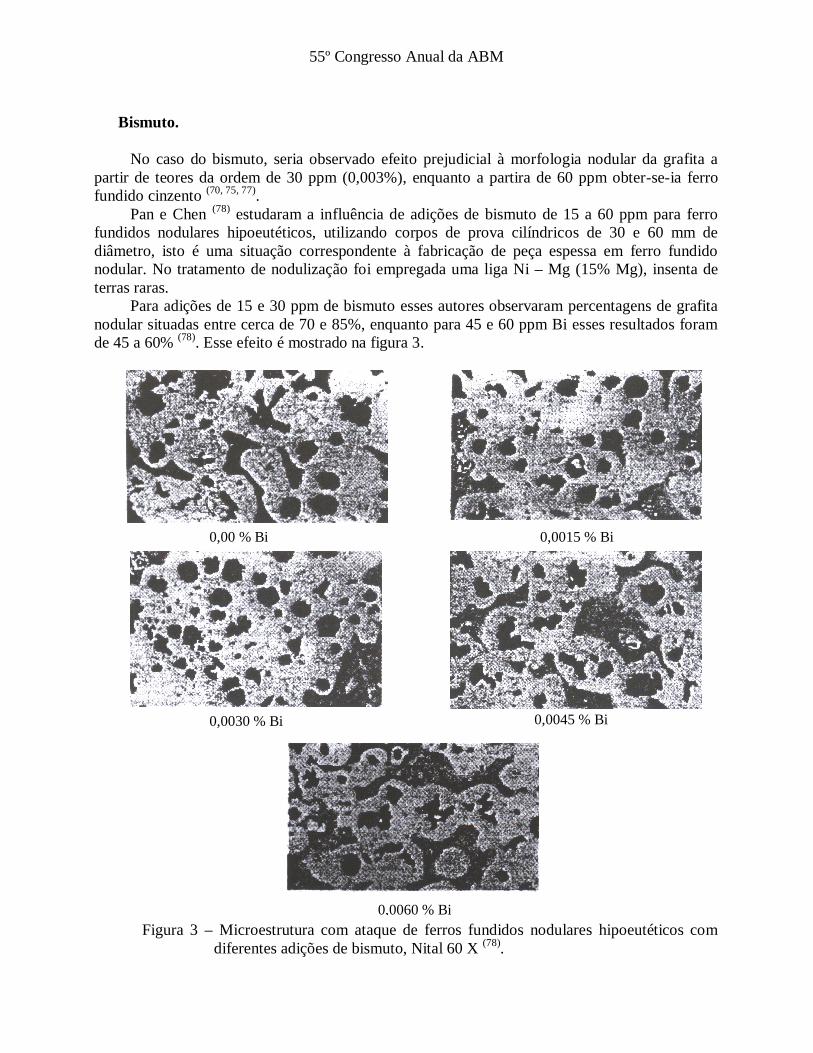
Pan e Chen (78) estudaram a influência de adições de bismuto de 15 a 60 ppm para ferro fundidos nodulares hipoeutéticos, utilizando corpos de prova cilíndricos de 30 e 60 mm de diâmetro, isto é uma situação correspondente à fabricação de peça espessa em ferro fundido nodular. No tratamento de nodulização foi empregada uma liga Ni – Mg (15% Mg), insenta de terras raras.
Para adições de 15 e 30 ppm de bismuto esses autores observaram percentagens de grafita nodular situadas entre cerca de 70 e 85%, enquanto para 45 e 60 ppm Bi esses resultados foram de 45 a 60% (78). Esse efeito é mostrado na figura 3.
Figura 3 – Microestrutura com ataque de ferros fundidos nodulares hipoeutéticos com
diferentes adições de bismuto, Nital 60 X (78).
0,0060 % Bi
0,0045 % Bi 0,0030 % Bi
0,00 % Bi 0,0015 % Bi
55º Congresso Anual da ABM
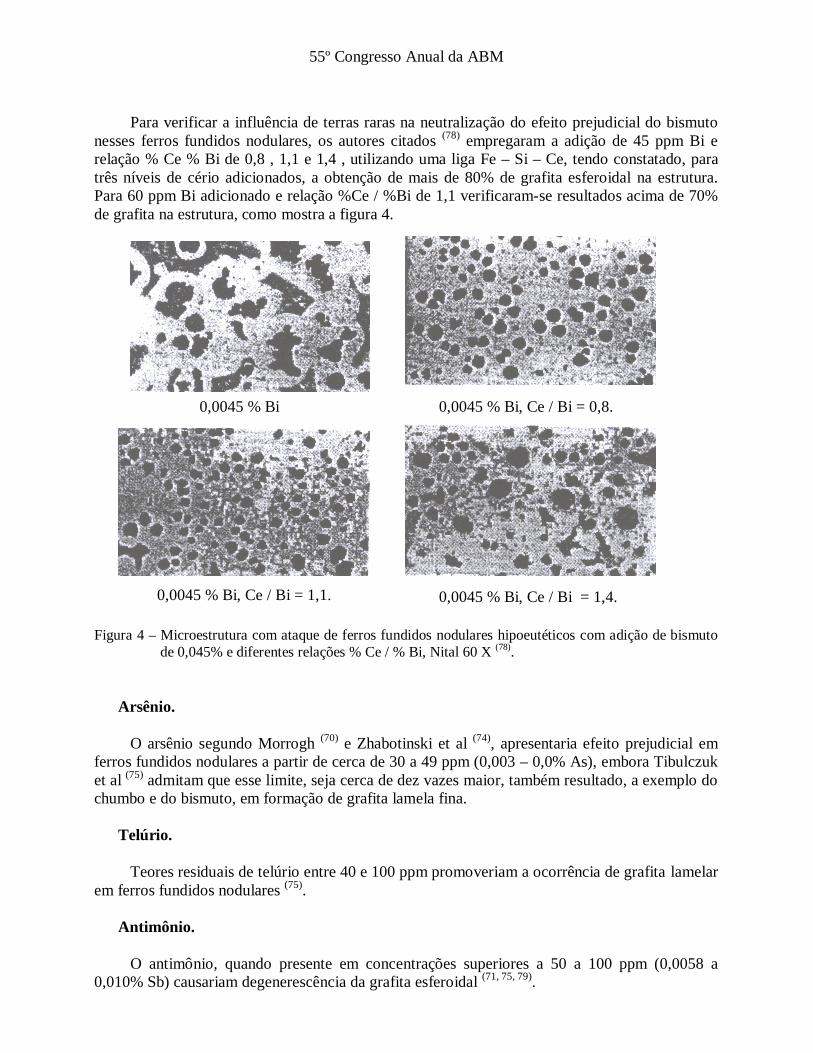
Para verificar a influência de terras raras na neutralização do efeito prejudicial do bismuto nesses ferros fundidos nodulares, os autores citados (78) empregaram a adição de 45 ppm Bi e relação % Ce % Bi de 0,8 , 1,1 e 1,4 , utilizando uma liga Fe – Si – Ce, tendo constatado, para três níveis de cério adicionados, a obtenção de mais de 80% de grafita esferoidal na estrutura. Para 60 ppm Bi adicionado e relação %Ce / %Bi de 1,1 verificaram-se resultados acima de 70% de grafita na estrutura, como mostra a figura 4.
Figura 4 – Microestrutura com ataque de ferros fundidos nodulares hipoeutéticos com adição de bismuto de 0,045% e diferentes relações % Ce / % Bi, Nital 60 X (78).
Arsênio.
O arsênio segundo Morrogh (70) e Zhabotinski et al (74), apresentaria efeito prejudicial em ferros fundidos nodulares a partir de cerca de 30 a 49 ppm (0,003 – 0,0% As), embora Tibulczuk et al (75) admitam que esse limite, seja cerca de dez vazes maior, também resultado, a exemplo do chumbo e do bismuto, em formação de grafita lamela fina.
Telúrio.
Teores residuais de telúrio entre 40 e 100 ppm promoveriam a ocorrência de grafita lamelar em ferros fundidos nodulares (75).
Antimônio.
O antimônio, quando presente em concentrações superiores a 50 a 100 ppm (0,0058 a 0,010% Sb) causariam degenerescência da grafita esferoidal (71, 75, 79).
0,0045 % Bi 0,0045 % Bi, Ce / Bi = 0,8.
0,0045 % Bi, Ce / Bi = 1,1. 0,0045 % Bi, Ce / Bi = 1,4.
55º Congresso Anual da ABM
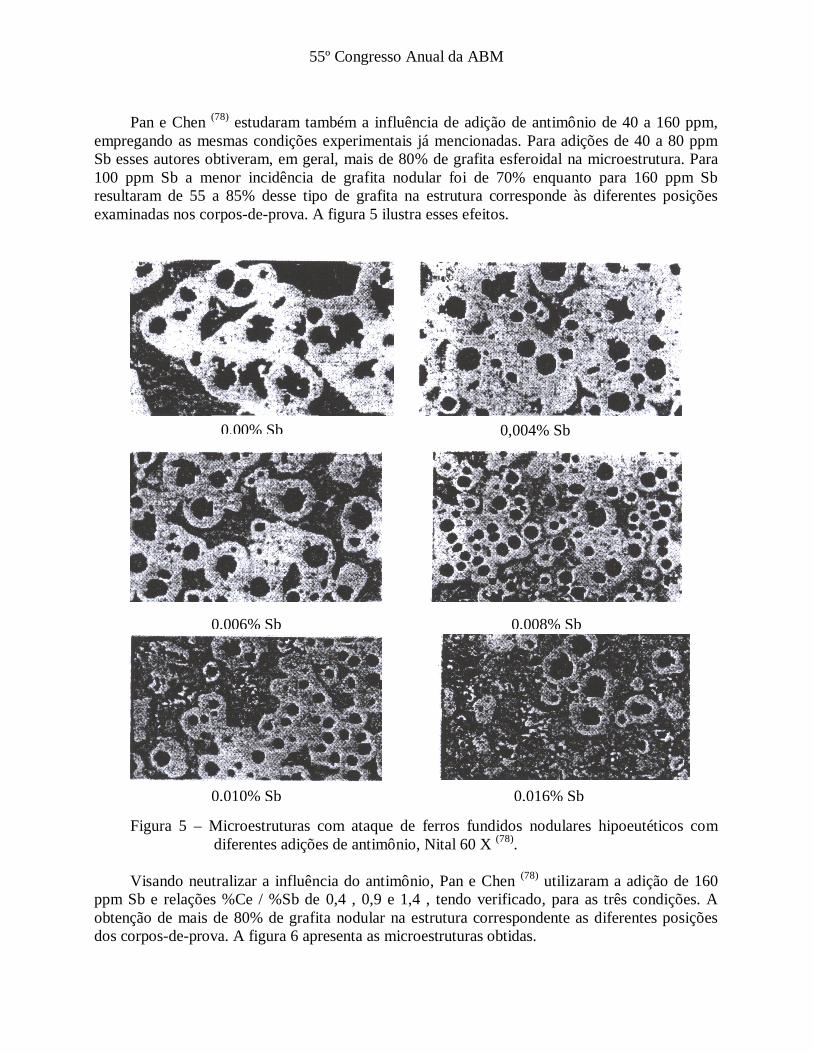
Pan e Chen (78) estudaram também a influência de adição de antimônio de 40 a 160 ppm, empregando as mesmas condições experimentais já mencionadas. Para adições de 40 a 80 ppm Sb esses autores obtiveram, em geral, mais de 80% de grafita esferoidal na microestrutura. Para 100 ppm Sb a menor incidência de grafita nodular foi de 70% enquanto para 160 ppm Sb resultaram de 55 a 85% desse tipo de grafita na estrutura corresponde às diferentes posições examinadas nos corpos-de-prova. A figura 5 ilustra esses efeitos.
Figura 5 – Microestruturas com ataque de ferros fundidos nodulares hipoeutéticos com
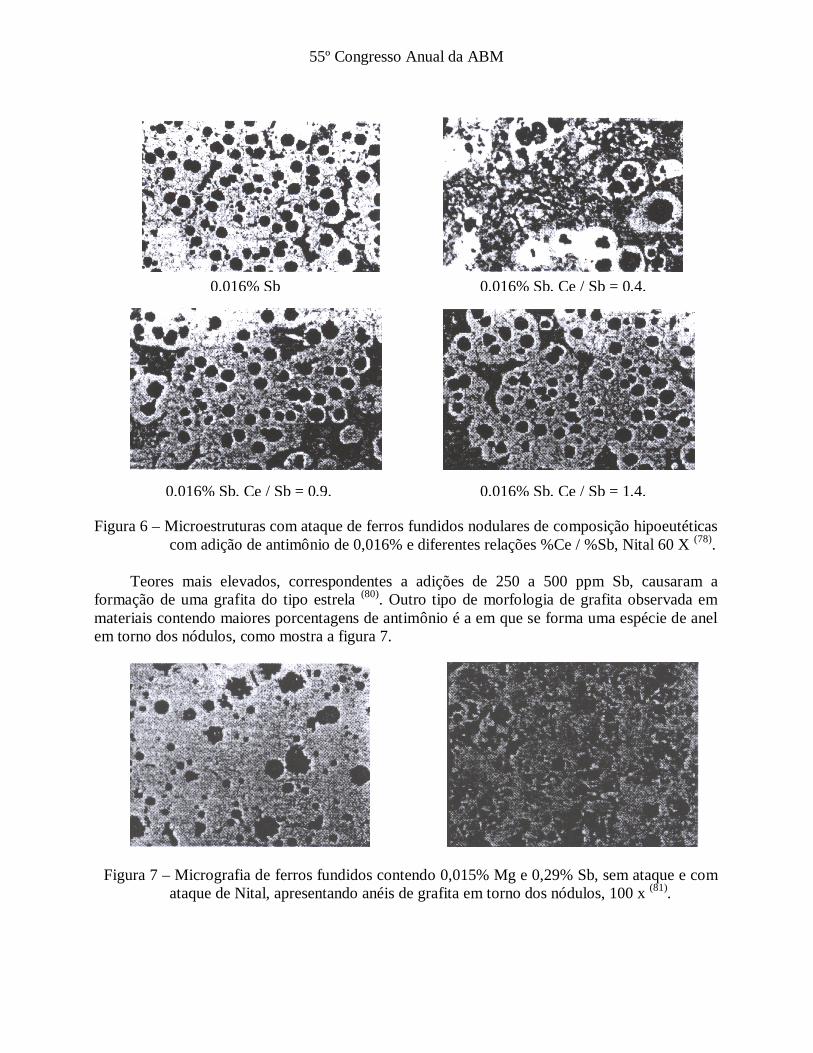
diferentes adições de antimônio, Nital 60 X (78). Visando neutralizar a influência do antimônio, Pan e Chen (78) utilizaram a adição de 160
ppm Sb e relações %Ce / %Sb de 0,4 , 0,9 e 1,4 , tendo verificado, para as três condições. A obtenção de mais de 80% de grafita nodular na estrutura correspondente as diferentes posições dos corpos-de-prova. A figura 6 apresenta as microestruturas obtidas.
0,004% Sb
0,006% Sb 0,008% Sb
0,010% Sb 0,016% Sb
0,00% Sb
55º Congresso Anual da ABM
m
Figura 6 – Microestruturas com ataque de ferros fundidos nodulares de composição hipoeutéticas com adição de antimônio de 0,016% e diferentes relações %Ce / %Sb, Nital 60 X (78).
Teores mais elevados, correspondentes a adições de 250 a 500 ppm Sb, causaram a
formação de uma grafita do tipo estrela (80). Outro tipo de morfologia de grafita observada em materiais contendo maiores porcentagens de antimônio é a em que se forma uma espécie de anel em torno dos nódulos, como mostra a figura 7.
Figura 7 – Micrografia de ferros fundidos contendo 0,015% Mg e 0,29% Sb, sem ataque e com ataque de Nital, apresentando anéis de grafita em torno dos nódulos, 100 x (81).
0,016% Sb 0,016% Sb, Ce / Sb = 0,4.
0,016% Sb, Ce / Sb = 0,9. 0,016% Sb, Ce / Sb = 1,4.
55º Congresso Anual da ABM
Titânio.
O titânio, quando presente em teores superiores à faixa 500 a 1000 ppm (0,05 a 0,10% Ti), causaria a degeneração da grafita esferoidal nos ferros fundidos nodulares (75). Esse elemento tendência ainda a acentuar o efeito prejudicial de outros elementos deletérios à morfologia da grafita esferoidal em presença simultânea (75).
A figura 8 apresenta a micrografia de um fundido contendo magnésio e titânio.
Figura 8 – Micrografia de um ferro fundido contendo 0,050% Mg e 0,17% Ti. Nital, 250 x (75).
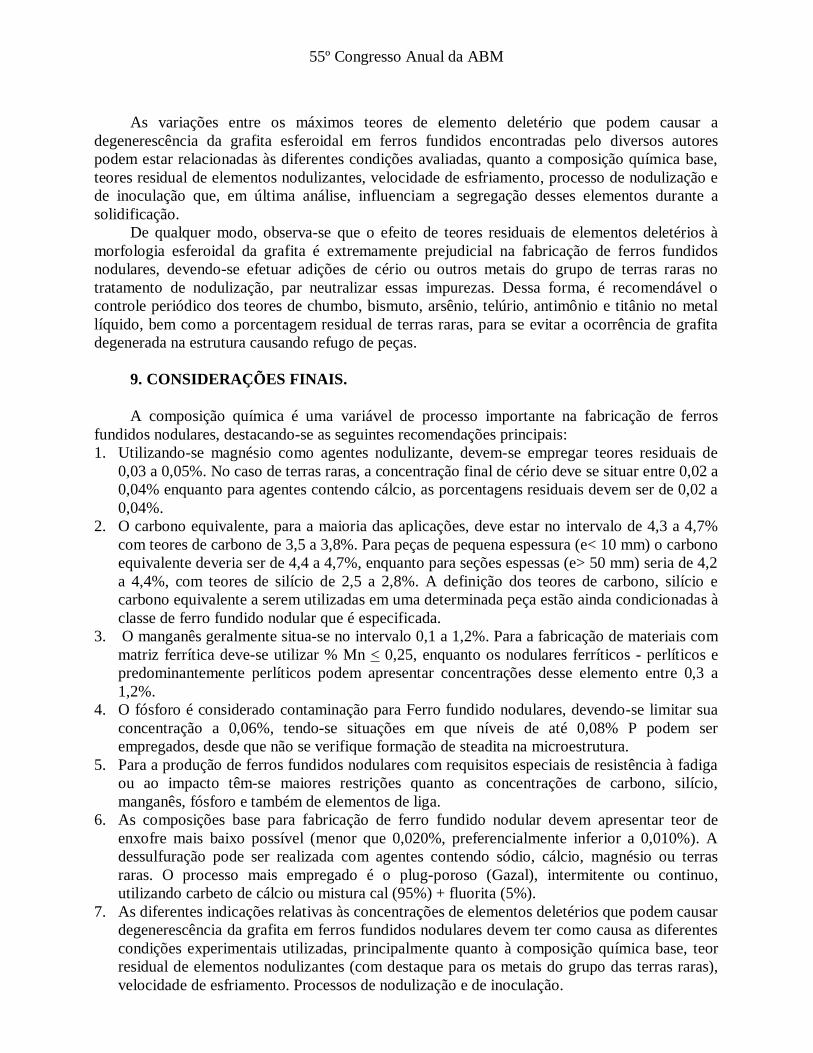
Karsay (82) mencionou que o titânio apresentaria um comportamento diferente dos demais
elementos deletérios em ferros fundidos nodulares. Assim, como já citado, arsênio, telúrio, chumbo e bismuto tenderiam a promover a formação de grafita lamelar, enquanto no caso titânio haveria um efeito combinado com o magnésio de tal modo que para maiores teores de titânio, seriam necessários teores mais elevados de magnésio para a obtenção de grafita de forma exclusivamente esferoidal, como mostra a figura 9.
Figura 9 – Efeitos dos teores de magnésio e titânio na formação de grafita nodular em ferros fundidos (82).
Deve-se citar ainda que o exemplo do chumbo e de outros elementos deletérios pode-se
utilizar adições conjuntas de magnésio e titânio para a fabricação de ferro fundido com grafita compacta, sendo esta associação a mais empregada industrialmente para a fabricação dessas ligas.
55º Congresso Anual da ABM
As variações entre os máximos teores de elemento deletério que podem causar a degenerescência da grafita esferoidal em ferros fundidos encontradas pelo diversos autores podem estar relacionadas às diferentes condições avaliadas, quanto a composição química base, teores residual de elementos nodulizantes, velocidade de esfriamento, processo de nodulização e de inoculação que, em última análise, influenciam a segregação desses elementos durante a solidificação.
De qualquer modo, observa-se que o efeito de teores residuais de elementos deletérios à morfologia esferoidal da grafita é extremamente prejudicial na fabricação de ferros fundidos nodulares, devendo-se efetuar adições de cério ou outros metais do grupo de terras raras no tratamento de nodulização, par neutralizar essas impurezas. Dessa forma, é recomendável o controle periódico dos teores de chumbo, bismuto, arsênio, telúrio, antimônio e titânio no metal líquido, bem como a porcentagem residual de terras raras, para se evitar a ocorrência de grafita degenerada na estrutura causando refugo de peças.
9. CONSIDERAÇÕES FINAIS. A composição química é uma variável de processo importante na fabricação de ferros
fundidos nodulares, destacando-se as seguintes recomendações principais: 1. Utilizando-se magnésio como agentes nodulizante, devem-se empregar teores residuais de
0,03 a 0,05%. No caso de terras raras, a concentração final de cério deve se situar entre 0,02 a 0,04% enquanto para agentes contendo cálcio, as porcentagens residuais devem ser de 0,02 a 0,04%.
2. O carbono equivalente, para a maioria das aplicações, deve estar no intervalo de 4,3 a 4,7% com teores de carbono de 3,5 a 3,8%. Para peças de pequena espessura (e< 10 mm) o carbono equivalente deveria ser de 4,4 a 4,7%, enquanto para seções espessas (e> 50 mm) seria de 4,2 a 4,4%, com teores de silício de 2,5 a 2,8%. A definição dos teores de carbono, silício e carbono equivalente a serem utilizadas em uma determinada peça estão ainda condicionadas à classe de ferro fundido nodular que é especificada.
3. O manganês geralmente situa-se no intervalo 0,1 a 1,2%. Para a fabricação de materiais com matriz ferrítica deve-se utilizar % Mn < 0,25, enquanto os nodulares ferríticos - perlíticos e predominantemente perlíticos podem apresentar concentrações desse elemento entre 0,3 a 1,2%.
4. O fósforo é considerado contaminação para Ferro fundido nodulares, devendo-se limitar sua concentração a 0,06%, tendo-se situações em que níveis de até 0,08% P podem ser empregados, desde que não se verifique formação de steadita na microestrutura.
5. Para a produção de ferros fundidos nodulares com requisitos especiais de resistência à fadiga ou ao impacto têm-se maiores restrições quanto as concentrações de carbono, silício, manganês, fósforo e também de elementos de liga.
6. As composições base para fabricação de ferro fundido nodular devem apresentar teor de enxofre mais baixo possível (menor que 0,020%, preferencialmente inferior a 0,010%). A dessulfuração pode ser realizada com agentes contendo sódio, cálcio, magnésio ou terras raras. O processo mais empregado é o plug-poroso (Gazal), intermitente ou continuo, utilizando carbeto de cálcio ou mistura cal (95%) + fluorita (5%).
7. As diferentes indicações relativas às concentrações de elementos deletérios que podem causar degenerescência da grafita em ferros fundidos nodulares devem ter como causa as diferentes condições experimentais utilizadas, principalmente quanto à composição química base, teor residual de elementos nodulizantes (com destaque para os metais do grupo das terras raras), velocidade de esfriamento. Processos de nodulização e de inoculação.
55º Congresso Anual da ABM
Tendo-se presença de um único elemento deletério, os menores teores a partir dos quais tem-se verificado a ocorrência de formas degeneradas de grafita em ferros fundidos nodulares seriam os seguintes:
% Pb > 20 ppm % Bi > 30 ppm % As > 30 ppm % Te > 40 ppm % Sb > 50 ppm % Ti > 500 ppm Ao se verificar a ocorrência de mais de um desses elementos as concentrações que podem
causar degenerescência da grafita são ainda menores, porque a influência é cumulativa. Adições de cério (0,005 a 0,020%), ou outros metais do grupo das terras raras podem
neutralizar o efeito prejudicial desses elementos. 10. BIBLIOGRAFIA.
(1) 33rd Census of World Casting production – 1998. Modem Casting, V. 89, n. 12, 40-1, dez.
1999. (2) SOUZA SANTOS, A. B. de, BECKERT. E. A., FENILLI, R. e PIESKE, A. – Processos de
nodulização de ferros fundidos, Metalurgia ABM, V. 39, n. 311, p. 521-6, out. 1983. (3) SOUZA SANTOS, A. B. de – Um processo de nodulização de ferros fundidos. Tese de
Doutoramento apresentada à Escola Politécnica da Universidade de São Paulo, São Paulo, 275 p. 1984.
(4) SOUZA SANTOS. A. B. de, e PIESKE, A. – Alguns aspectos referentes à adição de magnésio em ferros fundidos nodulares. Mineração e Metalurgia, V. 49, n. 470, p. 32-8, nov. 1985.
(5) SOUZA SANTOS, A. B. de, e PIESKE, A. – Rendimento de adição de magnésio para fabricação de ferros fundidos nodulares 3º Congresso Brasileiro de Fundição. Associação Brasileira de Fundição – ABIFA, São Paulo, out. 1985.
(6) GUESSER, W. L., GUERDES, L. C., DURAN, P. V. e SOUZA SANTOS, A. B. de – Análise comparativa entre processos de nodulização. Seminário Inoculação e Nodulização de Ferros Fundidos. Associação Brasileira de Metalurgia e Materiais – ABM, São Paulo. SP, 21 p., 1990.
(7) SOUZA SANTOS, A. B. de, e CASTELLO BRANCO. C. H. – Metalurgia dos Ferros Fundidos Cinzentos e Nodulares, IPT, São Paulo, 3ª. Edição, 205 p.,1989.
(8) BARTON, R. – Comunicação pessoal. Birmingham, abr. 1994. (9) DE SY, A. L. – Inoculacion et graphite dês fontes grises. International Foundry Congress,
Paris, out 1948. (10) MERCHANT, H. D. – Solidification of cast iron – A review of literature. Recent
Resesrch on Cast Iron Gordon & Breach, London, 1968. (11) ADEY, C. F. – Das veredelte graphitentektikum mit kugeligem, Sphärolithischem
graphit. Giesserei, V. 33, n. 3, p. 67-74, set 1948. (12) FAIVRE, R., VIGNERON, B. e DEGROIS, M. – Influence of carbon and silicon content
of formation and morphology of graphite in cast Fe-C-Si alloys. Cast Metals Research Journal, V. 10, n. 2, p. 57-61, jun. 1974.
55º Congresso Anual da ABM
(13) THOMAS, P. M. E GRUZLESKI, J. E. – Formation of nodules in cast iron without addition of a nodulizer. Journal of the Iron and Steel Institue, V. 211, n. 6, p. 426 – 8, jun. 1973.
(14) LARSON, W. wt al, - General Motors describes Centrasteel. Modern Casting, V. 36, n. 3, p. 47-52, mar. 1959.
(15) SOUZA SANTOS, A. B. de, CASTELLO BRANCO. C. H. e CAVALLANTE, F. L., -Novas ligas Fe-C-Al-Si desenvolvidas no IPT, Metalurgia ABM, V. 32, n. 218, p. 25-8, jan. 1976.
(16) SOUZA SANTOS, A. B. de, CASTELLO BRANCO. C. H. – Estudo de algumas características das ligas Fe-C-Al-Si com grafita nodular. Congresso Latino Americano de Fundição, ILAFA, V. I., Rio de Janeiro, 20 p. , nov. 1976.
(17) LOPER JR., C. R. e HEINE, R. W. – The effect of processing variables on ductile iron quality. AFS Trasnsactions, V. 73, p. 488-96, 1969.
(18) Base iron preparation for ductile iron. Modern Casting, V. 76, n. 5, p. 37-8, 1983. (19) SOUZA SANTOS, A. B. de –Microestrutura de ferros fundidos nodulares esfriados
lentamente. Dissertação de Mestrado, Escola Politécnica da Universidade de São Paulo, São Paulo, 188 p. 1976.
(20) HEINE, R. W. – Influence of flotation on some foundry proprieties of ductile iron. AFS Transactions, V. 99, p. 159-64, 1991.
(21) ALBERTIN, E. et al – Flutuação de grafita em ferros fundidos nodulares. Metalurgia ABM, V. 33, n. 240,681-6, nov. 1977.
(22) REESMAN, R. W. e LOPER Jr., C. R. – Heavy section ductile iron as affected by certain processing variables. AFS Transactions, V. 75, p. 1-9, 1967.
(23) SOUZA SANTOS, A. B. de, e ALBERTIN, E. – Defeitos em peças de secção espessa de ferro fundido nodular. Fundição e Matérias-Primas, n. 7, p. 25-30, mai. 1979.
(24) SOUZA SANTOS, A. B. de, e ALBERTIN, E. - Microestruturas e propriedades mecânicas de ferros fundidos nodulares esfriados com baixa velocidade. Metalurgia ABM, V. 33, n. 231, p. 85-92, fev. 1977.
(25) ALBERTINI, E. , SOUZA SANTOS, A. B. de, E COSTA, P. H. C. – efeitos do teor de magnésio em ferros fundidos grafíticos, Metalurgia ABM, V. 34, n. 253, p. 843-8, 1978.
(26) DURAN, P. V., GUEDES, L. C., GUESSER, W. L., PIESKE, A. e SOUZA SANTOS, A. B. de – Defeitos de Microestrutura Relacionados à Solidificação dos Ferros Fundidos Nodulares. Seminário Inoculação e Nodulização de Feros Fundidos. Associação Brasileira de Metalurgia e Materiais – ABM, São Paulo, 18 p., 1990.
(27) GOODRICH, G. M. – Cast iron microstructure anomalies and their cause. AFS Transactions, V. 105, p. 669-83, 1997.
(28) GOODRICH, G. M. – Ductile iron casting defects. Ductile Iron Handbook. American Foundrymen’s Society, Des Plaines, p. 222-35, 1992.
(29) FALLON, M. J. – Experiences in the manufacture of ductile iron. Comgresso Nacional de Fundição – CONAF 95. Associação Brasileira de Fundição – ABIFA, São Paulo, p. 285-98, set. 1995.
(30) LATONA, M. C. et al – Factors influencing dross formation in ductile cast iron – AFS Transactions, V. 92, p. 881-906, 1984.
(31) SOUZA SANTOS, A. B. de – Formação de escória e drosses em ferros fundidos nodulares. VII Congresso Nacional de Fundição – CONAF 97, Associação Brasileira de Fundição – ABIFA, São Paulo, 23 p., 21-25 set. 1997. (50) SUGIYAMA, N. et al – Influência do manganês da produção de ferro fundido nodular
Metalurgia ABM, V. 28, n. 171, p. 149-57 fev. 1972.
55º Congresso Anual da ABM
(51) LALICH, M. J. e LOPRE JR., C. R. – Efrrects of pearlite – promoting elements on the kinetic of the eutectic transformation in ductile cast irons. AFS Transactions, V. 81, p. 217-28, 1973. (52) HEINE, R. W. – Major aspects of processing cast irons. AFS Transactions, V. 102, 985-1002, 1994. (53) SUGYAMA, N., SOUZA SANTOS, A. B. de, CAVALLANTE, F. L. e PIESKE, A. – Dessulfuração de ferros fundidos por CaC2. Metalurgia ABM, V. 29, n. 192, p. 727-33,1977. (54) BRADASCHIA, C. – Dessulfuração do ferro fundido para fins especiais. ABM Boletim, V. 15, n. 57, p. 719-35, 1959. (55) CIOW, S. C. – The effect and control of sulfur in iron. AFS Transactions, V. 79, p. 401-10, 1979. (56) COON, P. M. – The development of industrial application of lime – fluorspar mixture for the dessulfurization of cast iron. AFS Transactions, V. 80, n. 107, p. 471- 80, 1980. (57) CAVALLANTE, F. L. – Dessulfuração de ferros fundidos. Metalurgia ABM, V. 29, M. 187, p. 419-21, 1973. (58) TROJAN, P. K. et al – Sulfur removal from liquid high carbon iron by various slags and by calcium carbide. AFS transactions, V. 80, p. 291-8, 1972. (59) FOULARD, J. GALEY, J., LUTGEN, N. e TOMAN, W. – Treatment of molten metal by agitation with neutral purge gases (Gazal Process). AFS International Cast Metals Journal, p. 16-21, set. 1980. (60) BARTON, R. – Recent developments in the production of nodular (spheroidal graphite) iron. The British Foundryman, V. 70, n. 6, 153-67, 1977. (61) HUGHES, I. C. H. – The developing technology of iron founding some recent contributions and opportunities. The Bristish Foundryman, V. 74, n. 11, p. 229-49, 1981. (62) COON, P. M. – Burnt lime as a dessulphuriring agent in the porous plug ladle. BCIRA Report, n. 1328, p. 50-60, jan. 1979. (63) COON, P. M. – Developments in the use of burnt lime for the porous plug desulphurization of cast iron. BCIRA Report, n. 1345, p. 388-97, jul. 1979. (64) GALVÃO, C. R., GUDIS. L. L. de, PARISH, J. C. G. – Equipamento para injeção profundo de pós reativos em panela de aço; desenvolvimento IPT – COSIPA. 38. Congresso Anual da ABM, São Paulo, 20 p., jul 1983. (65) SOUZA, H. R. de – Desenvolvimento de processo de injeção de cálcio – silício em panela de aço – exemplo de interação entre Instituto de Pesquisa e Empresa. 38º Congresso Anual da ABM, São Paulo, p. 21-34, jul. 1983. (66) GARCIA DE O, A. M. P. e BAPTISTA, L. A. S. – Utilização da liga Fe-SiMg-Ca-TR como dessulfurante de gusa. Metalurgia ABM, V. 33, n. 240 p. 687-9, nov. 1977. (67) SILVA, P., ACCIARITO FILHO, E. SEGRETO, A., LELLIS, L. E. P. e CHAVES, C. A. – Dessulfuração de gusa por imersão de mag-coke em carro torpedo. Metalurgia ABM, V. 35, n. 258,p. 349-55, maio 1979. (68) SOUZA SANTOS, A. B. de, SUGIYAMA, N. e OIESKE, A. – Efeitos de algumas variáveis de processo na estrutura e propriedades de ferro fundido nodular. Metalurgia ABM, V. 30, n. 201, p. 567-77, ago. 1974. (69) KARSAY, S. I. – Spheroidizing. Ductile Iron Production practices. American Foundrymen’s Society, Des Plaines, p. 54-71, 1975. (70) MORROGH, H. – Influence of some residual elements and their neutralization in magnesium treatment nodular cast iron. AFS Transactions, V. 60, p. 439-52, 1952. (71) APPENDINO, P. et al. – Grafitizzazione in presenza di antimonio di ghise sferoidali elaborate com leghe contenenti cerio. La Fonderia Italiana, V. 10, p. 299-304, 1982.
55º Congresso Anual da ABM
(72) LOWNIE JR., H. W. – Use of pig iron in iron foundries. AFS Trasactions, V. 64, p. 104-24, 1956. (73) SAWYER, J. C. e WALLAGE, J. F. – Effects and neutralization of trace elements in gray and ductile irons. AFS Trasnactions, V. 76, p. 386-404, 1968. (74) ZHABOTINSKI, M. V. et al – Influence of Ti, As and Pb traces on structures and properties of Mg-treated cast iron. Russian Casting Production, p. 387, set. 1976. (75) TYBULCZUK, J. et al. – Etude sur les formes dégenéréés du graphite em vie du controle magnetique dês pieces moléés em fonte a graphite spheroidal. Fonderie, V. 55, p. 123-38. abr. 1976. (76) SOUZA SANTOS, A. B. de et al. – Ferro fundido vermicular. Obtenção, microestrutura e propriedades mecânicas, Metalurgia ABM, V. 36, n. 267, p. 73-9, fev. 1980. (77) SNOW, W. E. – Detachable bottom treating ladles for producing ductile iron. Moden Casting, V. 54, n. 2, p. 62, 1968. (78) PAN, E. N. e CHENG, C. Y. – Effects of Bi and Sb on graphite structure of heavysection ductlite cast iron. AFS Transactions, V. 104, p. 845-58, 1996. (79) LYUBCHENKO, A. P. et al. Russian Castings Production, p. 195-6, 1974. (80) BATES, C. E. & WALLACE, J. L. AFS Transactions, V. 74, p. 815-38, 1966. (81) SOUZA SANTOS, A. B. de, COSTA, P. H.C. e TAVARES, M. T. – Efeitos do antimônio em ferros fundidos nodulares. Metalurgia ABM, V. 37, n. 284, p. 391-6, 1981. (82) KARSAY, S. I., - Selecting chemical composition, Ductile iron production practices. Des Plaines, American Foundrymen’s Society, p. 77-101, 1975.
Top Related