







Línguas
Páginas
Legal

DIMENSIONAMENTO DE VALVULAS DE SEGURANCA E ALIVIO DE
PRESSAO PARA ESCOAMENTOS BIFASICOS EVAPORATIVOS
Joao Pedro Nascimento de Castro
Projeto de Graduacao apresentado ao Curso
de Engenharia Mecanica da Escola Politecnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessarios a obtencao do
tıtulo de Engenheiro.
Orientadores: Marcelo Jose Colaco
Italo Marcio Madeira
Rio de Janeiro
Dezembro de 2019
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecanica
DEM/POLI/UFRJ
DIMENSIONAMENTO DE VALVULAS DE SEGURANCA E ALIVIO DE
PRESSAO PARA ESCOAMENTOS BIFASICOS EVAPORATIVOS
Joao Pedro Nascimento de Castro
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO
DE ENGENHARIA MECANICA DA ESCOLA POLITECNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE
DOS REQUISITOS NECESSARIOS PARA A OBTENCAO DO GRAU DE
ENGENHEIRO MECANICO.
Aprovada por:
Prof. Marcelo Jose Colaco, D.Sc.
Eng. Italo Marcio Madeira, D.Sc.
Prof. Helcio Rangel Barreto Orlande, Ph.D.
Prof. Manuel Ernani de Carvalho Cruz, Ph.D.
RIO DE JANEIRO, RJ – BRASIL
DEZEMBRO DE 2019

Nascimento de Castro, Joao Pedro
Dimensionamento de valvulas de seguranca e alıvio
de pressao para escoamentos bifasicos evaporativos/ Joao
Pedro Nascimento de Castro. – Rio de Janeiro:
UFRJ/Escola Politecnica, 2019.
XV, 79 p.: il.; 29, 7cm. Orientadores: Marcelo Jose Colaco
Italo Marcio Madeira
Projeto de Graduacao – UFRJ/ Escola Politecnica/
Curso de Engenharia Mecanica, 2019.
Referencias Bibliograficas: p. 54 – 56.
1. Valvulas de seguranca. 2. Dimensionamento. 3.
Escoamento bifasico. I. Jose Colaco, Marcelo et al.. II.
Universidade Federal do Rio de Janeiro, UFRJ, Curso de
Engenharia Mecanica. III. Dimensionamento de valvulas
de seguranca e alıvio de pressao para escoamentos bifasicos
evaporativos.
iii

”Try not to become a man of
success, but rather try to become
a man of value.”
- Albert Einstein
”Playing football is very simple,
but playing simple football is the
hardest thing there is.”
- Johan Cruijff
iv
Agradecimentos
Agradeco primeiramente aos meus pais, Gustavo e Sandra, que sempre me deram
muito apoio e motivacao, contribuindo imensamente para que a minha trajetoria na
UFRJ fosse a melhor possıvel.
Agradeco a minha namorada, Renata, pelo companheirismo em todo o nosso
relacionamento e pela paciencia que teve nos ultimos meses de execucao desse tra-
balho.
Agradeco aos meus orientadores, Prof. Marcelo Colaco e Eng. Italo Madeira,
pela excelencia na orientacao academica e prontidao em ajudar, sempre se disponi-
bilizando para reunioes ou revisoes do trabalho.
Agradeco a toda a equipe da LESER Brasil por terem me recebido de bracos
abertos para meu estagio, e posteriormente como funcionario da empresa. Agradeco,
em especial, ao Claudio Zana e ao Erik Rocha, que me apresentaram o estudo de caso
e contribuıram com discussoes interessantes que enriqueceram meu conhecimento no
tema.
Agradeco a todos os meus amigos do Futcampo Engenharia UFRJ, com quem
partilhei os melhores momentos na faculdade, seja dentro de campo ou fora dele.
Espero que Vassouras continue nosso salao de festas, e a freguesia da UFF e da PUC
seja eterna.
Agradeco ao pessoal da MEC, em especial Lucas, Genera, Dudu e Caiopa, que
me garantiram muitas risadas no almoco e ajudaram a amenizar o cotidiano da
faculdade.
Por fim, agradeco a todos aqueles que participaram intensamente do meu in-
tercambio na RWTH Aachen University, em especial aos meus amigos e colegas de
quarto Ismael e Sabrina. Aos meus amigos do Buraco, espero que possamos voltar
a Aachen para mais noites memoraveis na NOX.
v

Resumo do Projeto de Graduacao apresentado a Escola Politecnica/UFRJ como
parte dos requisitos necessarios para a obtencao do grau de Engenheiro Mecanico
DIMENSIONAMENTO DE VALVULAS DE SEGURANCA E ALIVIO DE
PRESSAO PARA ESCOAMENTOS BIFASICOS EVAPORATIVOS
Joao Pedro Nascimento de Castro
Dezembro/2019
Orientadores: Marcelo Jose Colaco
Italo Marcio Madeira
Programa: Engenharia Mecanica
As valvulas de seguranca e alıvio de pressao (PSVs) atuam para proteger equipa-
mentos que sofram sobrepressao por conta de falha no processo industrial, impedindo
que a pressao ultrapasse a pressao maxima de trabalho admissıvel (PMTA). Apesar
de ja existirem metodos de dimensionamento de PSVs consolidados para escoamen-
tos monofasicos, os metodos de calculo existentes para escoamentos bifasicos nao sao
respaldados por procedimentos experimentais certificados. Dessa forma, o presente
trabalho analisa e compara os diferentes metodos recomendados por normas inter-
nacionais (API RP 520 e ISO 4126-10) para o dimensionamento de valvulas de se-
guranca atuando com escoamentos bifasicos, considerando a variacao de parametros
iniciais, como o tıtulo de estagnacao e a contrapressao. A partir dos resultados, foi
possıvel verificar que, para certas condicoes iniciais do escoamento, a diferenca entre
o fluxo de massa calculado pelas normas pode ser bastante significativa.
vi

Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment
of the requirements for the degree of Mechanical Engineer
SIZING OF PRESSURE SAFETY AND RELIEF VALVES FOR TWO-PHASE
FLASHING FLOWS
Joao Pedro Nascimento de Castro
December/2019
Advisors: Marcelo Jose Colaco
Italo Marcio Madeira
Department: Mechanical Engineering
Pressure safety valves are devices used to protect equipments against overpres-
sure due to failures in the industrial process, preventing the pressure inside the
equipment to exceed the Maximum Allowable Working Pressure (MAWP). Although
there are certified methods for sizing safety valves for single-phase flows, the existing
calculation methods for two-phase flows are not supported by certified experimental
procedures. Therefore, the present study aims to analyze and compare different
sizing methods recommended by international standards (API RP 520, ISO 4126-
10) for sizing safety valves for two-phase flashing flows, considering the variation of
initial parameters, such as stagnation quality and backpressure. From the results
obtained, it is possible to state that, for certain initial conditions, the difference of
the mass flux calculated by each standard may be quite different.
vii
Sumario
Lista de Figuras x
Lista de Tabelas xii
Lista de Sımbolos xiii
1 Introducao 1
1.1 Motivacao . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2 Objetivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 Estrutura do trabalho . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2 Valvulas de seguranca e alıvio 4
2.1 Princıpio de Funcionamento . . . . . . . . . . . . . . . . . . . . . . . 4
2.2 Terminologia basica . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.3 Aspectos construtivos . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.3.1 Valvula convencional . . . . . . . . . . . . . . . . . . . . . . . 11
2.3.2 Valvula balanceada . . . . . . . . . . . . . . . . . . . . . . . . 13
2.3.3 Valvula piloto-operada . . . . . . . . . . . . . . . . . . . . . . 14
2.4 Escoamento de fluidos em valvulas de seguranca . . . . . . . . . . . . 15
2.4.1 Capacidade de alıvio das valvulas . . . . . . . . . . . . . . . . 15
2.4.2 Expansao isentropica . . . . . . . . . . . . . . . . . . . . . . . 16
2.4.3 Vaporizacao ao longo de um bocal convergente . . . . . . . . . 18
2.4.4 Escoamento Crıtico e Subcrıtico . . . . . . . . . . . . . . . . . 19
3 Dimensionamento de PSV para escoamentos bifasicos 21
3.1 Metodo da Integracao Direta - API RP 520 . . . . . . . . . . . . . . 21
3.1.1 Apresentacao do metodo . . . . . . . . . . . . . . . . . . . . . 21
viii
3.1.2 Dimensionamento segundo a norma API RP 520 . . . . . . . . 22
3.2 Metodo HEM-Omega - API RP 520 . . . . . . . . . . . . . . . . . . . 25
3.2.1 Apresentacao do metodo . . . . . . . . . . . . . . . . . . . . . 25
3.2.2 Dimensionamento segundo a API RP 520 . . . . . . . . . . . . 28
3.3 Metodo do nao-Equilıbrio Homogeneo (HNE-DS) - ISO 4126-10 . . . 29
3.3.1 Apresentacao do metodo . . . . . . . . . . . . . . . . . . . . . 30
3.3.2 Dimensionamento segundo a norma ISO 4126-10 . . . . . . . . 32
4 Resultados e Discussoes 35
4.1 Analises parametricas e comparacao entre as normas . . . . . . . . . 35
4.1.1 Influencia do tıtulo do escoamento . . . . . . . . . . . . . . . . 36
4.1.2 Influencia da contrapressao . . . . . . . . . . . . . . . . . . . . 40
4.1.3 Influencia do tıtulo inicial e da contrapressao . . . . . . . . . . 43
4.2 Estudo de caso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
5 Conclusoes e Trabalhos Futuros 52
Referencias Bibliograficas 54
A Codigo Fonte 57
A.1 Codigo principal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
A.2 Metodo HEM-HDI . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
A.3 Metodo HEM-Omega . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
A.4 Metodo HNE-DS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
ix
Lista de Figuras
2.1 Valvula de seguranca e alıvio de pressao. Fonte: [1] . . . . . . . . . . 5
2.2 Equilıbrio de forcas na area da sede, com a valvula fechada. Fonte:
Adaptacao de [2] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.3 Valvula no momento de abertura. Fonte: Adaptacao de [2] . . . . . . 6
2.4 Ilustracao da forca de pressao atuando na area do disco aumentada.
Fonte: Adaptacao de [3] . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.5 Relacao entre a pressao de operacao e a pressao de abertura do disco
de uma PSV. Fonte: [1] . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.6 Principais componentes internos de uma PSV convencional. Fonte:
Adaptacao de [2] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.7 Influencia da contrapressao superimposta no equilıbrio de forcas de
uma PSV convencional. Fonte: Adaptacao de [4] . . . . . . . . . . . . 12
2.8 Fole de balanceamento minimizando os efeitos da contrapressao.
Fonte: Adaptacao de [2] . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.9 Valvula piloto-operada. Fonte: Adaptacao de [4] . . . . . . . . . . . . 14
2.10 Orifıcios padronizados D-T, segundo a norma API 526. Fonte: [5] . . 15
2.11 Coeficiente de descarga para LESER API Series 526. Fonte: [2] . . . 16
2.12 Vazao de alıvio de valvulas do modelo API 526 da LESER. . . . . . . 16
2.13 Comparacao da expansao real e de uma isentropica em uma turbina
em diagrama h x s. Fonte: Adaptacao de [6]. . . . . . . . . . . . . . . 18
2.14 Reducao de pressao em bocal convergente. Fonte: [7] . . . . . . . . . 18
2.15 Representacao da Vena Contracta Fonte: [1]. . . . . . . . . . . . . . . 19
2.16 Representacao dos perfis de escoamento bifasico ao longo do bocal da
PSV. Fonte: Adaptacao de [8] . . . . . . . . . . . . . . . . . . . . . . 19
2.17 Efeito da contrapressao no fluxo ao longo do bocal da PSV. Fonte: [1] 20
x
3.1 Fator de correcao da contrapressao Kb . . . . . . . . . . . . . . . . . 24
3.2 Fator de correcao de viscosidade Kv . . . . . . . . . . . . . . . . . . . 24
3.3 Grafico de paridade: fluxo de massa atraves da equacao (3.1) e de-
corrente da correlacao (3.10). Fonte: Adaptacao de [9] . . . . . . . . 27
3.4 Grafico de paridade: fluxo de massa com o parametro ω baseado na
equacao (3.11) comparado ao fluxo de massa teorico da equacao (3.1).
Fonte: Adaptacao de [9] . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.5 Correlacao da razao de pressao crıtica em funcao de ω. Fonte: [4] . . 28
3.6 Comparacao de experimentos com resultados de fluxo de massa cal-
culados pelo metodo HEM, HNE-DS e o metodo HNE de Leung para
P0 = 0, 54 MPa. Fonte: [10] . . . . . . . . . . . . . . . . . . . . . . . 31
3.7 Comparacao de experimentos com resultados de fluxo de massa cal-
culados pelo metodo HEM, HNE-DS e o metodo HNE de Leung para
P0 = 1, 06 MPa. Fonte: [10] . . . . . . . . . . . . . . . . . . . . . . . 31
4.1 Parametro de compressibilidade ω em funcao do tıtulo inicial x0. . . . 36
4.2 Fluxo de massa teorico em funcao do tıtulo inicial x0. . . . . . . . . . 38
4.3 Coeficiente de descarga e fracao de vapor na garganta da PSV em
funcao do tıtulo inicial x0. . . . . . . . . . . . . . . . . . . . . . . . . 39
4.4 Fluxo de massa na PSV em funcao do tıtulo inicial x0. . . . . . . . . 40
4.5 Fluxo de massa teorico em funcao da contrapressao. . . . . . . . . . . 41
4.6 Coeficiente de descarga em funcao da contrapressao. . . . . . . . . . . 42
4.7 Fluxo de massa na PSV em funcao da contrapressao. . . . . . . . . . 42
4.8 Fluxo de massa na PSV em funcao do tıtulo inicial e da contrapressao
- Norma API RP 520. . . . . . . . . . . . . . . . . . . . . . . . . . . 43
4.9 Fluxo de massa na PSV em funcao do tıtulo inicial e da contrapressao
- Norma ISO 4126-10. . . . . . . . . . . . . . . . . . . . . . . . . . . 44
4.10 Diferencas relativas entre o fluxo de massa das normas ISO 4126-10
e API RP 520. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
4.11 Simulacao do fluxo de massa em funcao da pressao. . . . . . . . . . . 48
xi
Lista de Tabelas
2.1 Funcoes basicas dos principais componentes internos de uma PSV
convencional . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.1 Fatores de correcao do fluxo de massa - Norma API RP 520. . . . . . 24
4.1 Razao de pressao crıtica dos metodos analisados. . . . . . . . . . . . . 41
4.2 Propriedades termodinamicas e condicoes de processo. . . . . . . . . . 46
4.3 Simulacoes de reducao de pressao no software Hysys. . . . . . . . . . 46
4.4 Coeficientes Kb, Kc, Kv e Kd - Norma API RP 520. . . . . . . . . . . 48
4.5 Areas e diametros de orifıcio requeridos para cada metodo analisado. 51
xii
Lista de Sımbolos
a - Expoente de atraso de vaporizacao (boiling delay exponent)
A - Area do escoamento
AB - Area do fole de balanceamento
AD - Area do disco da PSV
Adomo - Area do domo de uma PSV piloto-operada
As - Area da sede da PSV
As +D - Area da sede aumentada por conta da presenca do defletor
Areq - Area requerida do orifıcio de descarga da PSV
c - Velocidade do som
C - Coeficiente do escoamento
CL0 - Calor especıfico da fase lıquida do fluido na condicao inicial
dS - Variacao da entropia
Fp - Forca de pressao exercida pelo fluido na area da sede da valvula
Fs - Forca de compressao da mola
G - Fluxo de massa teorico em um bocal ideal
Greal - Fluxo de massa corrigido pelo coeficiente de descarga da PSV
hLG - Entalpia de vaporizacao do fluido
hLG0 - Entalpia de vaporizacao do fluido na condicao inicial
Kb - Fator de correcao da contrapressao - Norma API RP 520
Kc - Fator de instalacao - Norma API RP 520
Kd - Coeficiente de descarga da PSV
KdG - Coeficiente de descarga certificado da PSV para escoamento de gas/vapor
KdL - Coeficiente de descarga certificado da PSV para escoamento de lıquido
Kdr - Coeficiente de descarga corrigido da norma API RP 520
Kd2ph - Coeficiente de descarga para escoamento bifasico na PSV
xiii
Kv - Fator de correcao da viscosidade - Norma API RP 520
k0 - Coeficiente isentropico da fase gasosa da mistura bifasica na condicao inicial
m - vazao massica do escoamento
M - numero de Mach
N - Fator de atraso de vaporizacao (boiling delay coefficient)
nb - Razao de contrapressao absoluta (Pb
P0)
nbgauge - Razao de contrapressao manometrica ( Pb
Pset)
nc - Razao de pressao crıtica do escoamento (Pc
P0)
P - Pressao ao longo do bocal da PSV
Patm - Pressao atmosferica
Pb - Contrapressao total existente na linha de descarga de uma PSV
Pbsuper - Contrapressao superimposta na linha de descarga da PSV
Pbbuilt - Contrapressao desenvolvida na linha de descarga da PSV
Pc - Pressao crıtica do escoamento
Ps - Pressao exercida pela compressao da mola em As
Pset - Pressao de ajuste da valvula
Pt - Pressao na secao crıtica (garganta) da valvula
Pv - Pressao no vaso protegido pela valvula
P0 - Pressao de alıvio da valvula
∆P - Sobrepressao na valvula
Qm - Vazao massica de alıvio requerida da valvula
δQ - Transferencia de calor entre estados termodinamicos
Re - Numero de Reynolds do escoamento
S0 - Entropia de estagnacao
T0 - Temperatura de operacao
V - Velocidade no bocal da PSV
vG0 - Volume especıfico do vapor na condicao inicial
vL0 - Volume especıfico do lıquido na condicao inicial
vLG - Diferenca entre o volume especıfico do vapor e do lıquido
vLG0 - Diferenca entre o volume especıfico do vapor e do lıquido na condicao inicial
v0 - Volume especıfico da mistura bifasica na condicao inicial
v9 - Volume especıfico da mistura bifasica na pressao de 90% de P0
xiv
wa - Trabalho em um processo real
ws - Trabalho em um processo isentropico
x - Tıtulo do escoamento
x0 - Tıtulo inicial do escoamento
ε - Fracao volumetrica de vapor
ηs - Eficiencia isentropica
ρ - Massa especıfica
ρG - Massa especıfica do vapor na mistura
ρG0 - Massa especıfica do vapor na condicao inicial
ρG9 - Massa especıfica do vapor na pressao de 90% de P0
ρL - Massa especıfica do lıquido na mistura
ρL0 - Massa especıfica do lıquido na condicao inicial
ρL9 - Massa especıfica do lıquido na pressao de 90% de P0
ρmix - Massa especıfica da mistura bifasica
ρmix0 - Massa especıfica da mistura bifasica na condicao inicial
ρt - Massa especıfica da mistura na secao crıtica (garganta) da valvula
ω - Fator de compressibilidade de escoamento
Abreviaturas
CDTP - Pressao Diferencial de Teste a frio
DS - Diener e Schmidt, autores do Metodo do nao-Equilıbrio Homogeneo
HDI - Integracao direta homogenea (Homogeneous Direct Integration)
HEM - Metodo do Equilıbrio Homogeneo (Homogeneous Equilibrium Method)
HNE - Metodo do nao-Equilıbrio Homogeneo (Homogeneous non-Equilibrium)
PMTA - Pressao Maxima de Trabalho Admissıvel
PSV - Valvula de seguranca e alıvio de pressao
xv
Capıtulo 1
Introducao
1.1 Motivacao
As valvulas de seguranca e alıvio de pressao (PSV) estao entre os equipamentos de
seguranca mais importantes para a prevencao de acidentes em caldeiras, tubulacoes
e vasos de pressao. Em geral, elas sao empregadas como ultimo recurso de protecao,
em caso de falha dos dispositivos de controle eletricos, hidraulicos e pneumaticos,
de forma a evitar que a pressao nos equipamentos protegidos ultrapasse a Pressao
Maxima de Trabalho Admissıvel (PMTA) [1].
O dimensionamento desses equipamentos e efetuado, em geral, em duas etapas.
Inicialmente, dadas as condicoes de processo e as propriedades do fluido, utiliza-se
um modelo baseado na conservacao da quantidade de movimento para calcular
o fluxo de massa no bocal da valvula em condicoes de referencia (escoamento
isentropico e bocal ideal). A partir daı, e introduzido um coeficiente de descarga
Kd para corrigir as diferencas entre a condicao ideal e a real. No entanto, embora
os metodos de dimensionamento estejam bem estabelecidos para escoamentos
monofasicos (lıquido ou gas), os metodos de calculo existentes para escoamentos
bifasicos nao sao respaldados por procedimentos experimentais certificados. Isso
ocorre devido a complexidade do fenomeno termico e fluidodinamico, alem da
ausencia de resultados experimentais na literatura [11].
Apesar das dificuldades apontadas, o dimensionamento correto das valvulas de
1
seguranca para os sistemas bifasicos e primordial para evitar acidentes nas plantas
industriais. O subdimensionamento das PSVs acarreta em uma vazao de descarga
menor que a requerida, causando sobrepressao e um possıvel rompimento do vaso
de pressao protegido. Por outro lado, o sobredimensionamento pode resultar no
fenomeno de batimento, ou ”chattering”, que e o movimento de abertura e fecha-
mento anormal da valvula, danificando sua superfıcie de vedacao. Alem disso, a
vazao de alıvio maior que a esperada pode causar sobrecarga na tubulacao de des-
carga [11].
1.2 Objetivo
O presente trabalho tem como objetivo analisar e comparar os metodos de dimen-
sionamento de valvulas de seguranca e alıvio para escoamentos bifasicos a partir de
duas das principais normas vigentes atualmente: a norma API RP 520 [4] (Metodo
HEM-HDI e Metodo HEM-Omega) e a norma ISO 4126-10 [12] (Metodo HNE-DS).
Para isso, sao comparados os valores simulados pelos diferentes metodos para
o fluxo de massa e o coeficiente de descarga da valvula, considerando variacoes de
parametros iniciais do escoamento, como o tıtulo de estagnacao e a contrapressao.
O tıtulo x0 do escoamento e variado de 0,001 ate 1, e a razao de contrapressao
manometrica nbgauge = Pb
Psete variada de 0 a 0,5. As simulacoes foram efetuadas no
software Matlab R2017b, e a elaboracao dos graficos foi efetuda no Microsoft Excel.
1.3 Estrutura do trabalho
No capıtulo 2, e feita uma revisao geral sobre as valvulas de seguranca e alıvio,
esclarecendo seu princıpio de funcionamento, terminologia basica e aspectos cons-
trutivos. Alem disso, sao apresentados alguns aspectos importantes no escoamento
de fluidos em PSVs.
No capıtulo 3, sao apresentados os metodos de dimensionamento de PSVs para
escoamentos bifasicos, alem da metodologia de calculo proposta pelas respectivas
2
normas.
No capıtulo 4, sao avaliados os resultados das simulacoes efetuadas no Matlab.
Sao conduzidas analises a respeito da influencia dos parametros do processo nas
divergencias de resultado encontradas entre os metodos considerados. Alem disso,
e apresentado um estudo de caso real de dimensionamento de valvula de seguranca.
Por fim, no capıtulo 5, sao apresentadas as conclusoes deste estudo, alem das
sugestoes para trabalhos futuros.
3

Capıtulo 2
Valvulas de seguranca e alıvio
No presente capıtulo sera apresentada uma revisao geral sobre as valvulas de segu-
ranca e alıvio, dividida em quatro secoes. Na secao 2.1 e apresentado o princıpio
basico de funcionamento de uma PSV, com mencao a alguns conceitos importan-
tes. Na secao 2.2, os conceitos previamente abordados e a terminologia basica sao
contemplados, e sua importancia para os equipamentos protegidos e discutida. Na
secao 2.3 sao apresentados os componentes internos de uma PSV, alem das formas
de construcao desse tipo de valvula (convencional, balanceada e piloto-operada). Na
secao 2.4 sao abordados conceitos relevantes sobre o escoamento de fluidos em uma
valvula de seguranca, que serao importantes bases teoricas para o entendimento do
dimensionamento desses equipamentos para escoamentos bifasicos.
2.1 Princıpio de Funcionamento
As valvulas de seguranca e alıvio de pressao sao dispositivos atuados por mola que
operam automaticamente, de forma a evitar que o sistema que se deseja proteger
seja submetido a pressoes maiores que a Pressao Maxima de Trabalho Admissıvel -
PMTA (Maximum Allowable Working Pressure - MAWP). A figura 2.1 representa
uma PSV convencional em corte, com seus principais componentes internos.
O mecanismo de funcionamento e baseado no equilıbrio entre a forca de pressao
do fluido atuando no disco e a forca de compressao de uma mola helicoidal, calibrada
por um parafuso de ajuste. Enquanto a forca de compressao da mola (Fs) for maior
4

Figura 2.1: Valvula de seguranca e alıvio de pressao. Fonte: [1]
que a forca (FP ) criada pela pressao do fluido (Pv) sobre a area da sede (As), o
disco permanecera pressionado contra o bocal, mantendo a valvula fechada. Essa
condicao esta ilustrada na figura 2.2 [2].
Figura 2.2: Equilıbrio de forcas na area da sede, com a valvula fechada. Fonte:
Adaptacao de [2]
No momento em que a pressao de ajuste (Pset) e atingida, ha o equilıbrio de
forcas entre Fs e FP , e com isso inicia-se a abertura da valvula. Os fabricantes
definem o momento de abertura de uma PSV de diferentes formas, baseadas na
compressibilidade do fluido. Para fluidos compressıveis, considera-se:
• Popping (abertura instantanea da valvula);
• Primeira descarga audıvel.
Por outro lado, para fluidos incompressıveis considera-se:
5
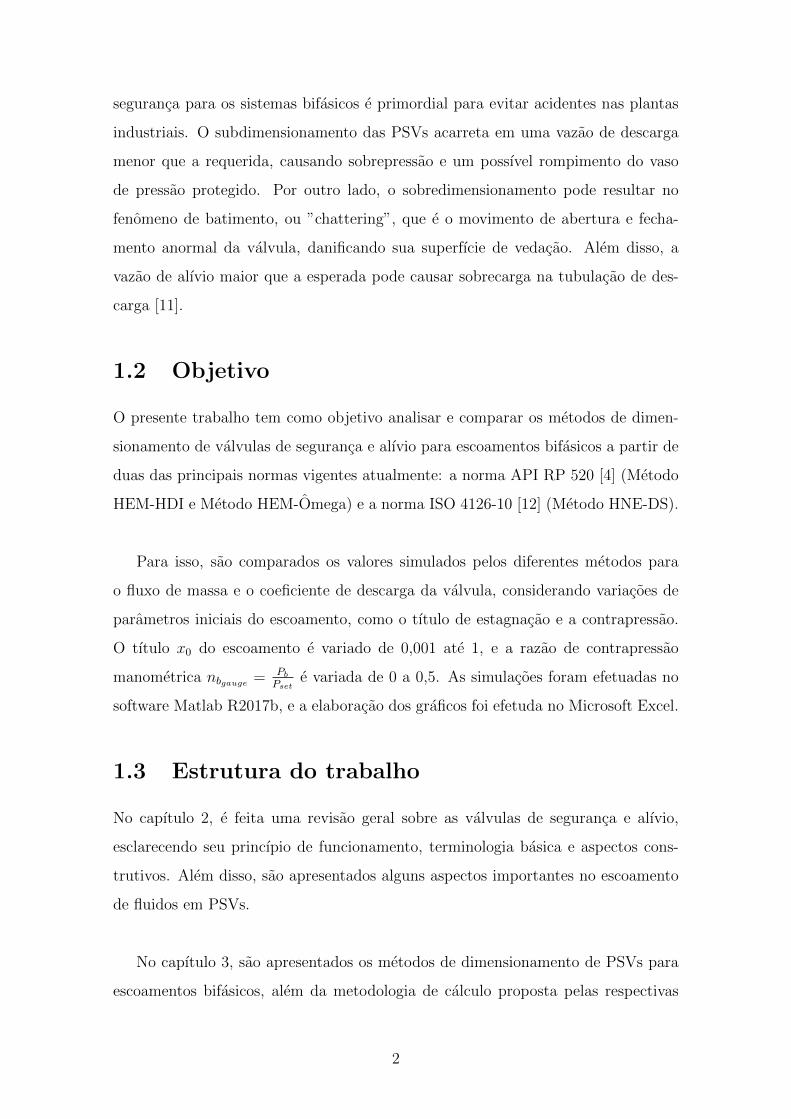
• Primeiras gotas;
• Primeiro fluxo contınuo.
A figura 2.3 ilustra o momento de abertura da PSV [2]:
Figura 2.3: Valvula no momento de abertura. Fonte: Adaptacao de [2]
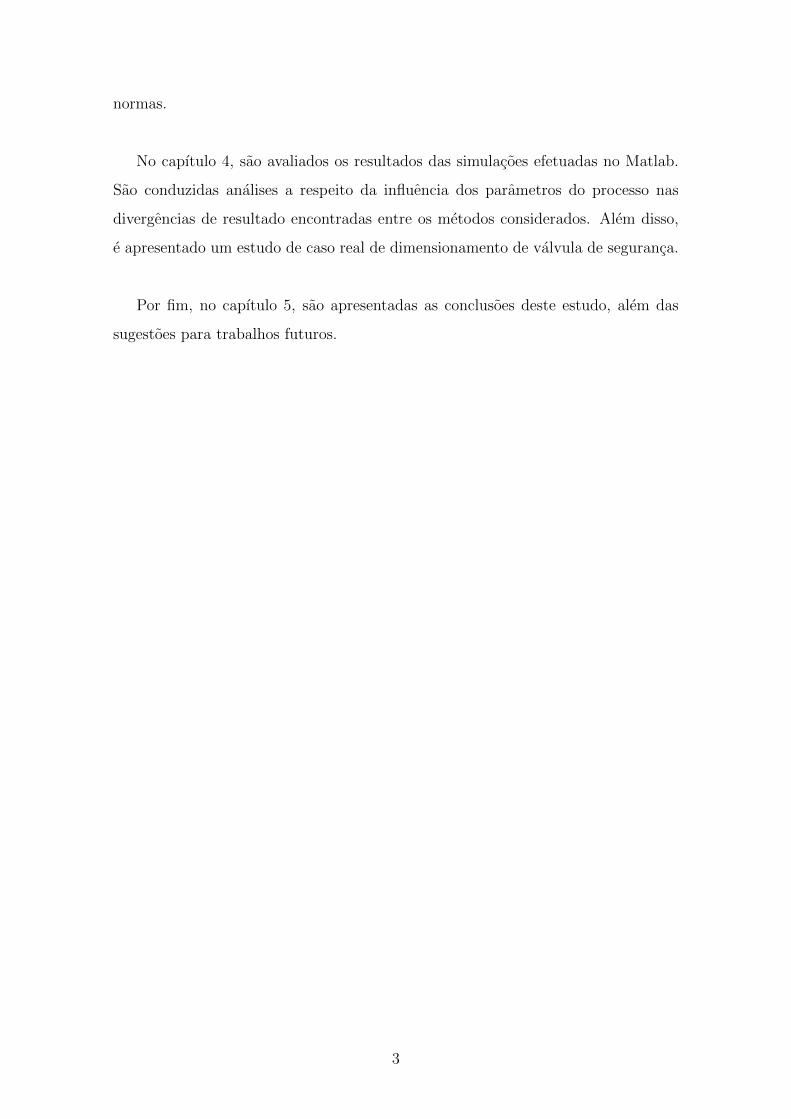
O processo de abertura continua com o aumento da pressao na area da sede, ate
que se atinja uma abertura notavel. Nesse momento, a pressao do fluido passa a
atuar em uma area do disco aumentada por conta da presenca do defletor (As +D),
como mostra a figura 2.4, aumentando a forca FP , o que determina a subita abertura
da valvula (popping) [2].
Figura 2.4: Ilustracao da forca de pressao atuando na area do disco aumentada.
Fonte: Adaptacao de [3]
Como a valvula alivia sua capacidade maxima apenas quando ela atinge o curso
total (full lift), inicialmente ocorre um aumento de pressao acima de Pset chamado
de sobrepressao (overpressure), pois nesse perıodo a vazao de alıvio da PSV e
menor que a vazao requerida pelo processo. Os valores de sobrepressao sao, em
geral, definidos como percentuais da pressao de ajuste, e diferem entre as normas e
aplicacoes, podendo variar entre 3 e 21%. A norma ASME VIII, que e aplicavel para
6
vasos de pressao e tubulacoes, define um valor de sobrepressao permissıvel de 10% [2].
Apos o alıvio da sobrepressao do sistema, a pressao no equipamento protegido
pela valvula comeca a cair. No entanto, ao contrario do que se pode pensar,
o fechamento da valvula nao ocorre na pressao de ajuste, pois nessa condicao
a pressao atua na area do disco aumentada (As + D), determinando FP > Fs,
e mantendo a valvula aberta. A continuidade da reducao da pressao faz com
que a forca Fs seja novamente maior que FP , determinando o fechamento da
valvula. Por fim, na chamada pressao de reassentamento (reseating pressure) o
disco encosta novamente no bocal, vedando o equipamento. Essa diferenca entre
a pressao de ajuste e a pressao de reassentamento e chamada de diferencial de
alıvio (blowdown), conceito que sera melhor abordado na secao 2.2. Os valores
recomendados de diferencial de alıvio variam nao somente entre as normas e codigos,
como tambem em funcao da compressibilidade do fluido de trabalho. De uma forma
geral, o diferencial de alıvio e definido na faixa entre 4 e 20% da pressao de ajuste [2].
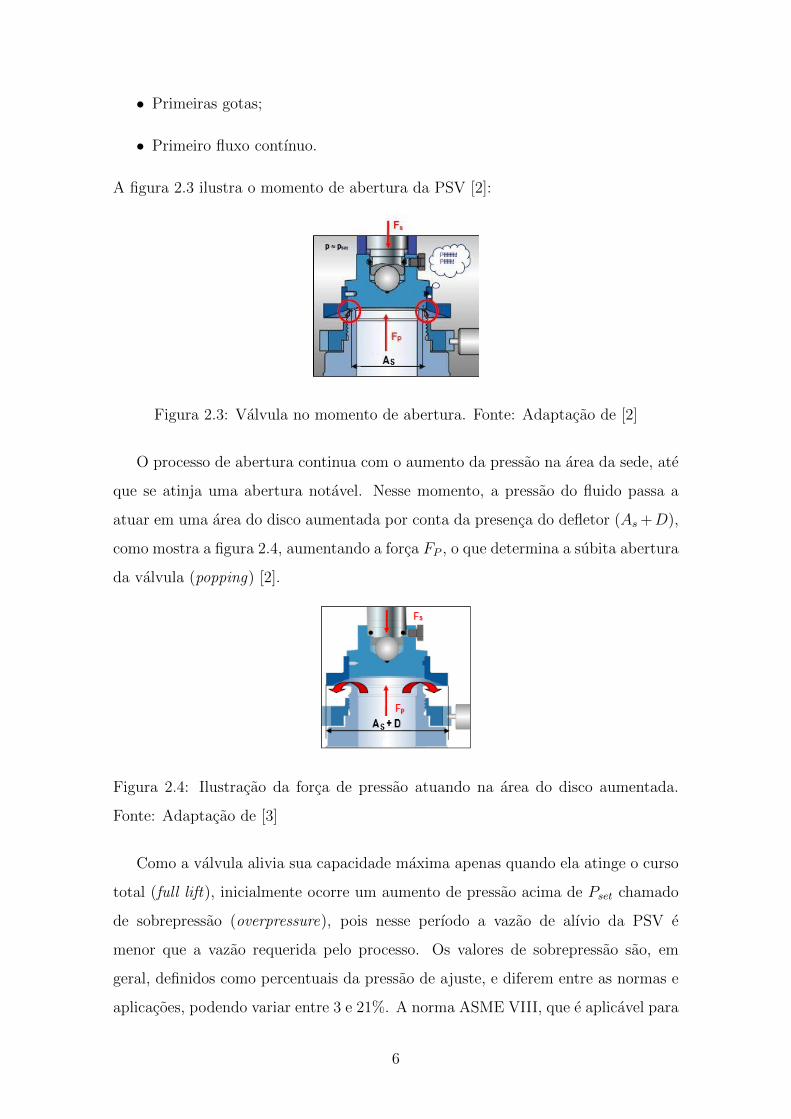
Na figura 2.5 esta ilustrado todo o ciclo de funcionamento generico de uma PSV,
desde a pressao de ajuste ate o reassentamento, em funcao do percentual de abertura
do disco:
Figura 2.5: Relacao entre a pressao de operacao e a pressao de abertura do disco de
uma PSV. Fonte: [1]
A compreensao do significado da pressao de reassentamento e importante para
se delimitar o limite superior da pressao de operacao do equipamento. Em geral,
7
as normas e os proprios fabricantes recomendam uma diferenca de 3 a 5% entre a
pressao de reassentamento e a pressao de operacao, de modo que seja novamente
atingida uma boa estanqueidade da sede apos o fechamento da valvula.
2.2 Terminologia basica
Para a selecao de uma valvula de seguranca e alıvio, diversas caracterısticas ope-
racionais e de projeto dos equipamentos a serem protegidos, bem como da propria
valvula, sao relevantes. Entre elas destacam-se as listadas abaixo, que sao determi-
nantes para a definicao e operacao de uma PSV, e cujas definicoes foram retiradas
da norma API RP 520 [4].
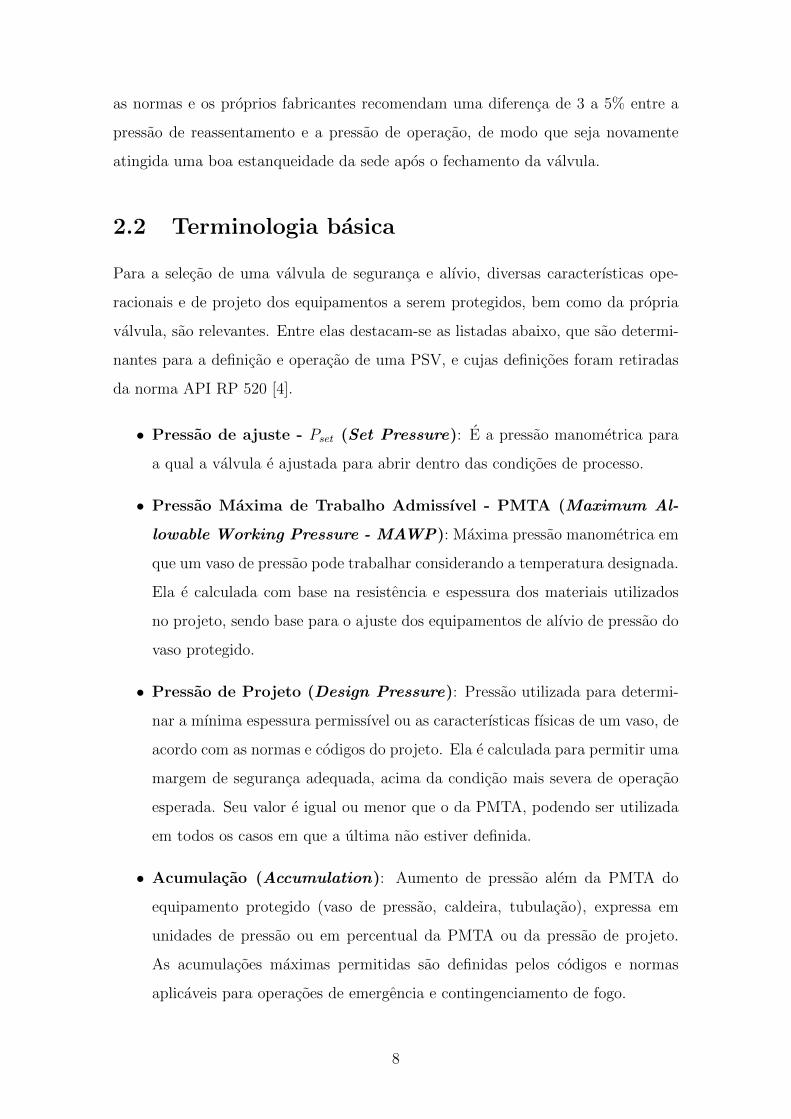
• Pressao de ajuste - Pset (Set Pressure): E a pressao manometrica para
a qual a valvula e ajustada para abrir dentro das condicoes de processo.
• Pressao Maxima de Trabalho Admissıvel - PMTA (Maximum Al-
lowable Working Pressure - MAWP): Maxima pressao manometrica em
que um vaso de pressao pode trabalhar considerando a temperatura designada.
Ela e calculada com base na resistencia e espessura dos materiais utilizados
no projeto, sendo base para o ajuste dos equipamentos de alıvio de pressao do
vaso protegido.
• Pressao de Projeto (Design Pressure): Pressao utilizada para determi-
nar a mınima espessura permissıvel ou as caracterısticas fısicas de um vaso, de
acordo com as normas e codigos do projeto. Ela e calculada para permitir uma
margem de seguranca adequada, acima da condicao mais severa de operacao
esperada. Seu valor e igual ou menor que o da PMTA, podendo ser utilizada
em todos os casos em que a ultima nao estiver definida.
• Acumulacao (Accumulation): Aumento de pressao alem da PMTA do
equipamento protegido (vaso de pressao, caldeira, tubulacao), expressa em
unidades de pressao ou em percentual da PMTA ou da pressao de projeto.
As acumulacoes maximas permitidas sao definidas pelos codigos e normas
aplicaveis para operacoes de emergencia e contingenciamento de fogo.
8
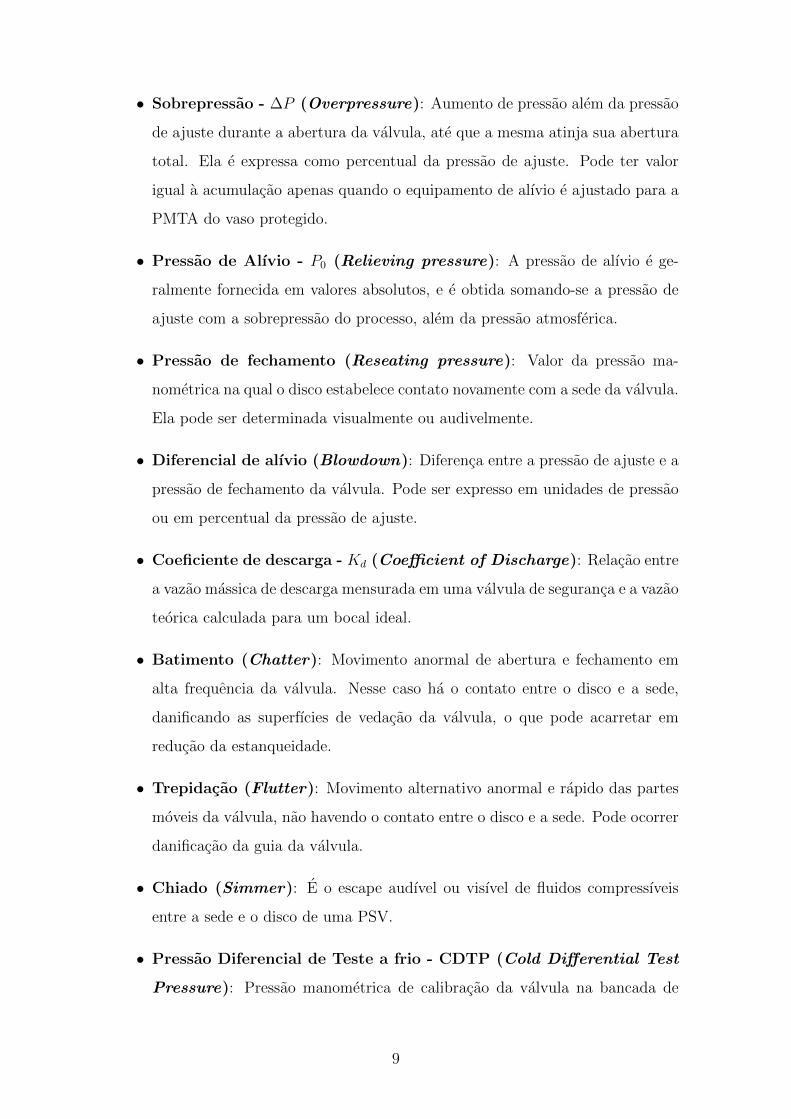
• Sobrepressao - ∆P (Overpressure): Aumento de pressao alem da pressao
de ajuste durante a abertura da valvula, ate que a mesma atinja sua abertura
total. Ela e expressa como percentual da pressao de ajuste. Pode ter valor
igual a acumulacao apenas quando o equipamento de alıvio e ajustado para a
PMTA do vaso protegido.
• Pressao de Alıvio - P0 (Relieving pressure): A pressao de alıvio e ge-
ralmente fornecida em valores absolutos, e e obtida somando-se a pressao de
ajuste com a sobrepressao do processo, alem da pressao atmosferica.
• Pressao de fechamento (Reseating pressure): Valor da pressao ma-
nometrica na qual o disco estabelece contato novamente com a sede da valvula.
Ela pode ser determinada visualmente ou audivelmente.
• Diferencial de alıvio (Blowdown): Diferenca entre a pressao de ajuste e a
pressao de fechamento da valvula. Pode ser expresso em unidades de pressao
ou em percentual da pressao de ajuste.
• Coeficiente de descarga - Kd (Coefficient of Discharge): Relacao entre
a vazao massica de descarga mensurada em uma valvula de seguranca e a vazao
teorica calculada para um bocal ideal.
• Batimento (Chatter): Movimento anormal de abertura e fechamento em
alta frequencia da valvula. Nesse caso ha o contato entre o disco e a sede,
danificando as superfıcies de vedacao da valvula, o que pode acarretar em
reducao da estanqueidade.
• Trepidacao (Flutter): Movimento alternativo anormal e rapido das partes
moveis da valvula, nao havendo o contato entre o disco e a sede. Pode ocorrer
danificacao da guia da valvula.
• Chiado (Simmer): E o escape audıvel ou visıvel de fluidos compressıveis
entre a sede e o disco de uma PSV.
• Pressao Diferencial de Teste a frio - CDTP (Cold Differential Test
Pressure): Pressao manometrica de calibracao da valvula na bancada de
9
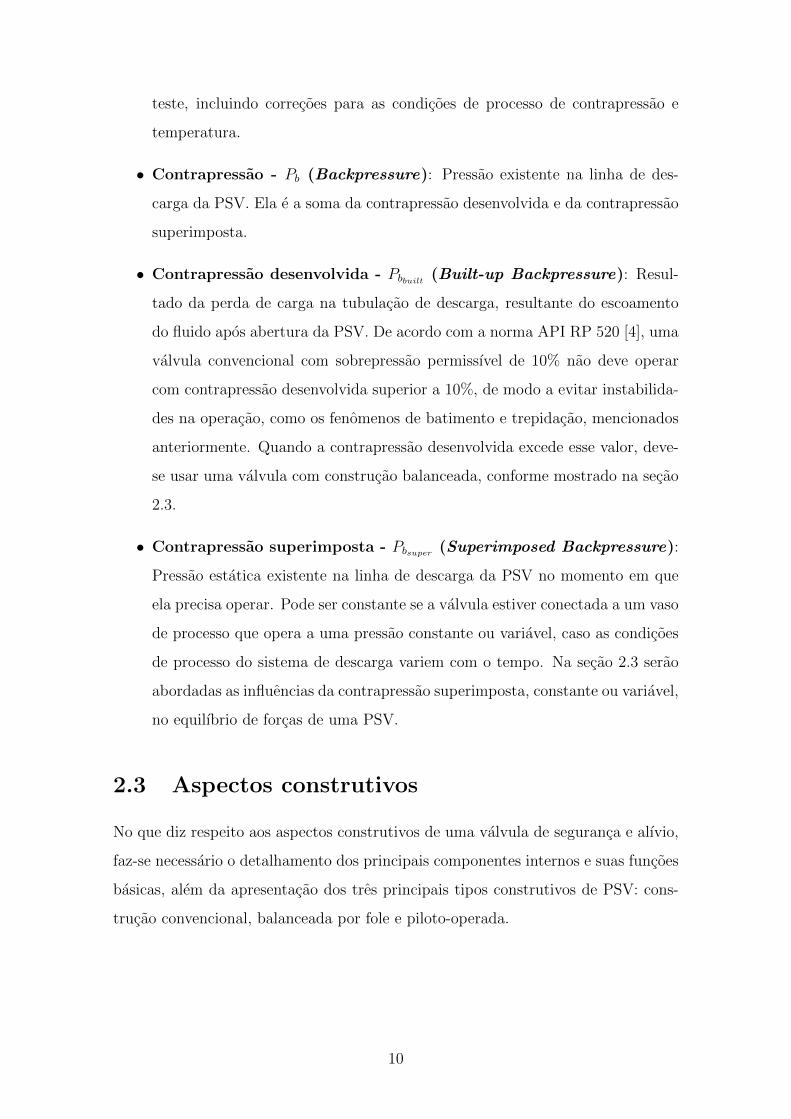
teste, incluindo correcoes para as condicoes de processo de contrapressao e
temperatura.
• Contrapressao - Pb (Backpressure): Pressao existente na linha de des-
carga da PSV. Ela e a soma da contrapressao desenvolvida e da contrapressao
superimposta.
• Contrapressao desenvolvida - Pbbuilt (Built-up Backpressure): Resul-
tado da perda de carga na tubulacao de descarga, resultante do escoamento
do fluido apos abertura da PSV. De acordo com a norma API RP 520 [4], uma
valvula convencional com sobrepressao permissıvel de 10% nao deve operar
com contrapressao desenvolvida superior a 10%, de modo a evitar instabilida-
des na operacao, como os fenomenos de batimento e trepidacao, mencionados
anteriormente. Quando a contrapressao desenvolvida excede esse valor, deve-
se usar uma valvula com construcao balanceada, conforme mostrado na secao
2.3.
• Contrapressao superimposta - Pbsuper (Superimposed Backpressure):
Pressao estatica existente na linha de descarga da PSV no momento em que
ela precisa operar. Pode ser constante se a valvula estiver conectada a um vaso
de processo que opera a uma pressao constante ou variavel, caso as condicoes
de processo do sistema de descarga variem com o tempo. Na secao 2.3 serao
abordadas as influencias da contrapressao superimposta, constante ou variavel,
no equilıbrio de forcas de uma PSV.
2.3 Aspectos construtivos
No que diz respeito aos aspectos construtivos de uma valvula de seguranca e alıvio,
faz-se necessario o detalhamento dos principais componentes internos e suas funcoes
basicas, alem da apresentacao dos tres principais tipos construtivos de PSV: cons-
trucao convencional, balanceada por fole e piloto-operada.
10
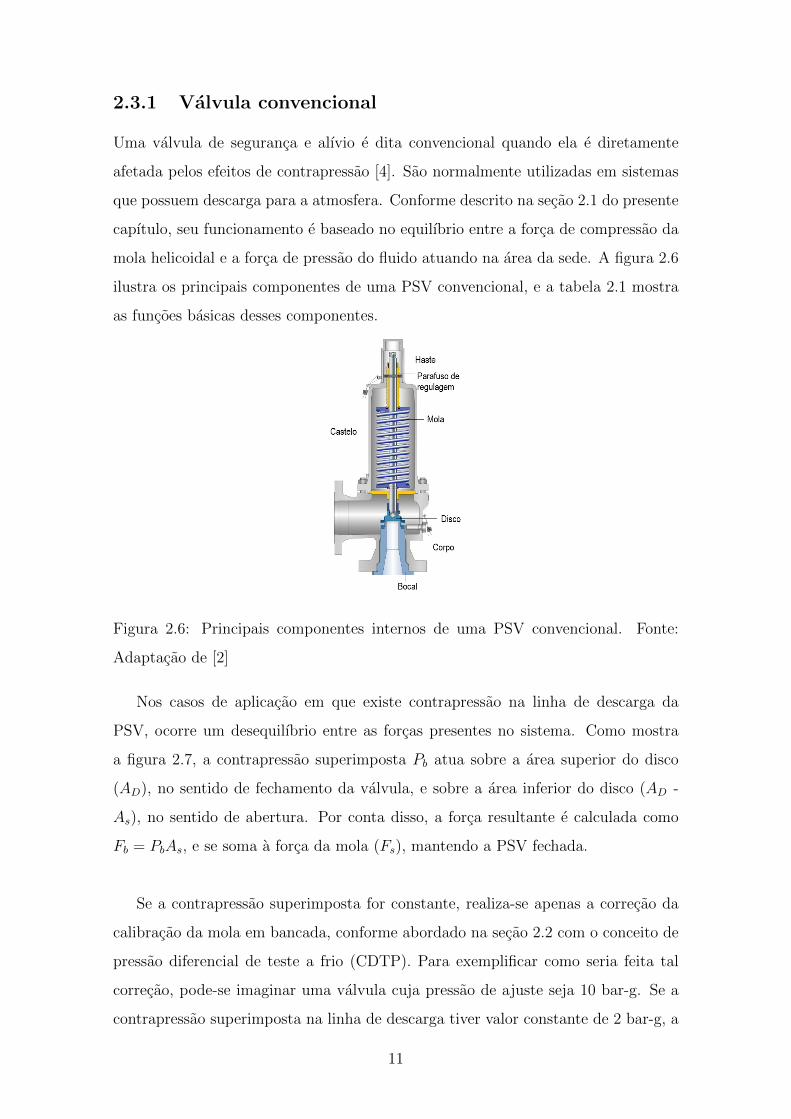
2.3.1 Valvula convencional
Uma valvula de seguranca e alıvio e dita convencional quando ela e diretamente
afetada pelos efeitos de contrapressao [4]. Sao normalmente utilizadas em sistemas
que possuem descarga para a atmosfera. Conforme descrito na secao 2.1 do presente
capıtulo, seu funcionamento e baseado no equilıbrio entre a forca de compressao da
mola helicoidal e a forca de pressao do fluido atuando na area da sede. A figura 2.6
ilustra os principais componentes de uma PSV convencional, e a tabela 2.1 mostra
as funcoes basicas desses componentes.
Figura 2.6: Principais componentes internos de uma PSV convencional. Fonte:
Adaptacao de [2]
Nos casos de aplicacao em que existe contrapressao na linha de descarga da
PSV, ocorre um desequilıbrio entre as forcas presentes no sistema. Como mostra
a figura 2.7, a contrapressao superimposta Pb atua sobre a area superior do disco
(AD), no sentido de fechamento da valvula, e sobre a area inferior do disco (AD -
As), no sentido de abertura. Por conta disso, a forca resultante e calculada como
Fb = PbAs, e se soma a forca da mola (Fs), mantendo a PSV fechada.
Se a contrapressao superimposta for constante, realiza-se apenas a correcao da
calibracao da mola em bancada, conforme abordado na secao 2.2 com o conceito de
pressao diferencial de teste a frio (CDTP). Para exemplificar como seria feita tal
correcao, pode-se imaginar uma valvula cuja pressao de ajuste seja 10 bar-g. Se a
contrapressao superimposta na linha de descarga tiver valor constante de 2 bar-g, a
11
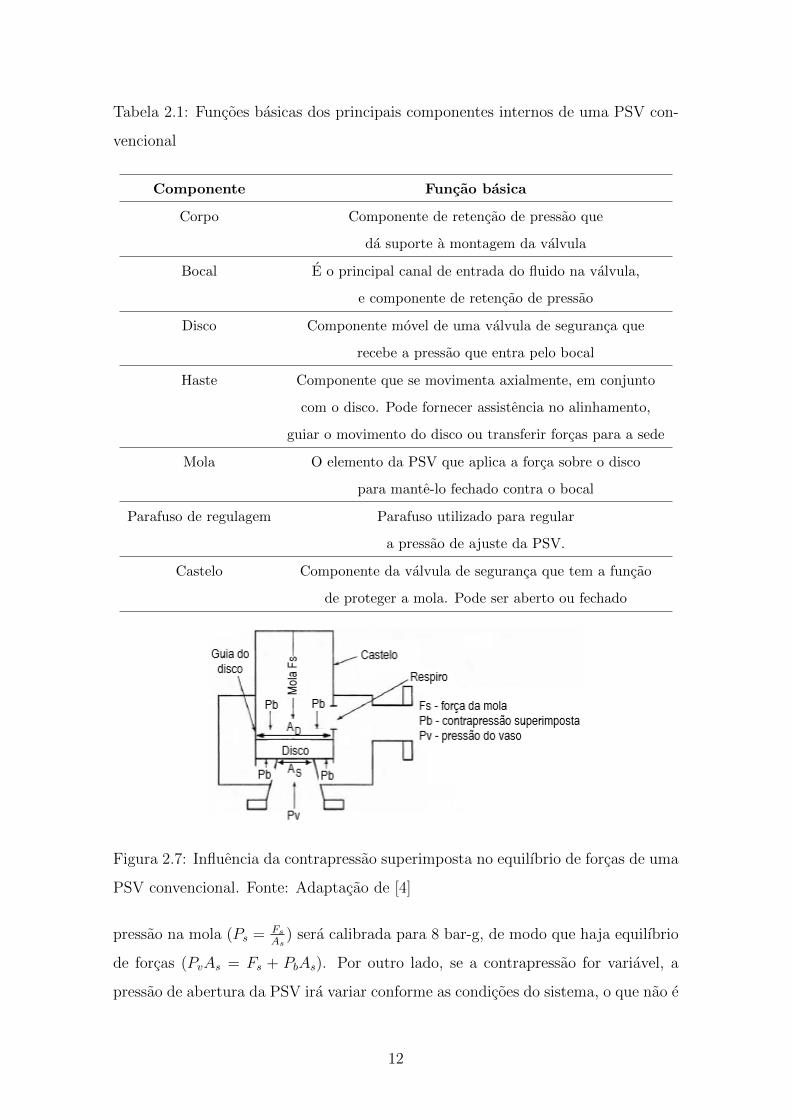
Tabela 2.1: Funcoes basicas dos principais componentes internos de uma PSV con-
vencional
Componente Funcao basica
Corpo Componente de retencao de pressao que
da suporte a montagem da valvula
Bocal E o principal canal de entrada do fluido na valvula,
e componente de retencao de pressao
Disco Componente movel de uma valvula de seguranca que
recebe a pressao que entra pelo bocal
Haste Componente que se movimenta axialmente, em conjunto
com o disco. Pode fornecer assistencia no alinhamento,
guiar o movimento do disco ou transferir forcas para a sede
Mola O elemento da PSV que aplica a forca sobre o disco
para mante-lo fechado contra o bocal
Parafuso de regulagem Parafuso utilizado para regular
a pressao de ajuste da PSV.
Castelo Componente da valvula de seguranca que tem a funcao
de proteger a mola. Pode ser aberto ou fechado
Figura 2.7: Influencia da contrapressao superimposta no equilıbrio de forcas de uma
PSV convencional. Fonte: Adaptacao de [4]
pressao na mola (Ps = Fs
As) sera calibrada para 8 bar-g, de modo que haja equilıbrio
de forcas (PvAs = Fs + PbAs). Por outro lado, se a contrapressao for variavel, a
pressao de abertura da PSV ira variar conforme as condicoes do sistema, o que nao e
12
desejado durante a operacao. Para corrigir esse problema, utiliza-se uma PSV com
construcao balanceada, conforme abordado na secao 2.3.2.
2.3.2 Valvula balanceada
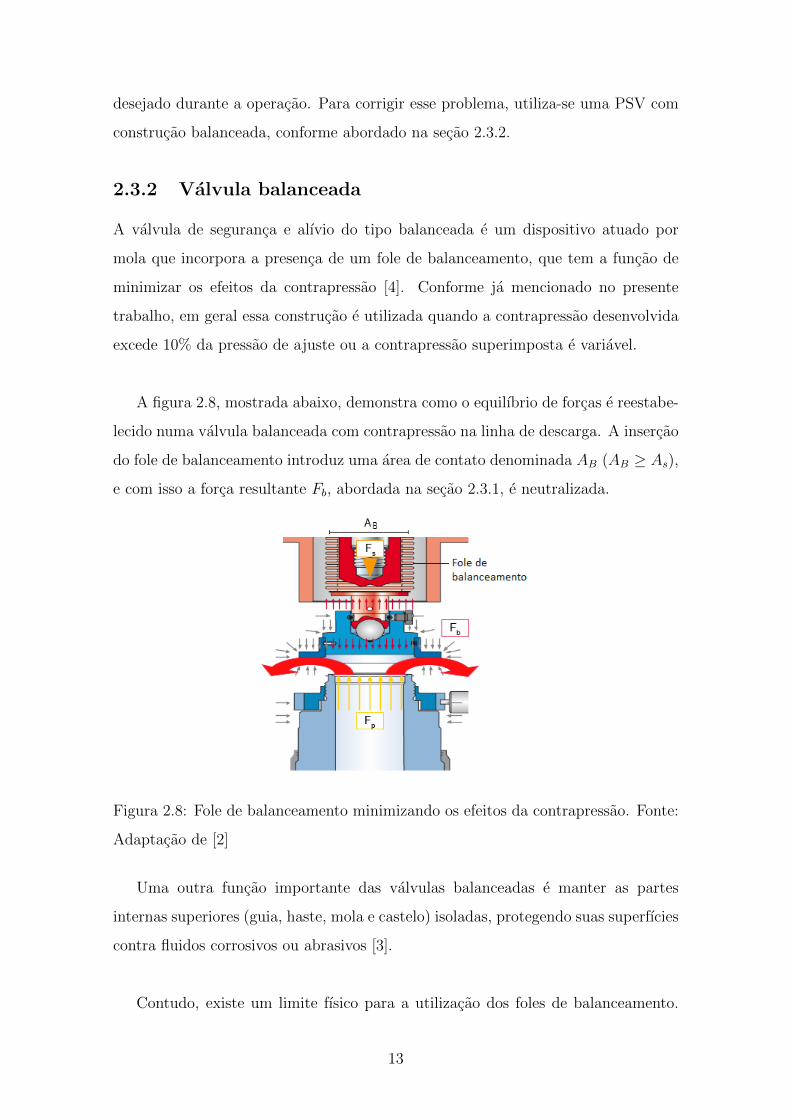
A valvula de seguranca e alıvio do tipo balanceada e um dispositivo atuado por
mola que incorpora a presenca de um fole de balanceamento, que tem a funcao de
minimizar os efeitos da contrapressao [4]. Conforme ja mencionado no presente
trabalho, em geral essa construcao e utilizada quando a contrapressao desenvolvida
excede 10% da pressao de ajuste ou a contrapressao superimposta e variavel.
A figura 2.8, mostrada abaixo, demonstra como o equilıbrio de forcas e reestabe-
lecido numa valvula balanceada com contrapressao na linha de descarga. A insercao
do fole de balanceamento introduz uma area de contato denominada AB (AB ≥ As),
e com isso a forca resultante Fb, abordada na secao 2.3.1, e neutralizada.
Figura 2.8: Fole de balanceamento minimizando os efeitos da contrapressao. Fonte:
Adaptacao de [2]
Uma outra funcao importante das valvulas balanceadas e manter as partes
internas superiores (guia, haste, mola e castelo) isoladas, protegendo suas superfıcies
contra fluidos corrosivos ou abrasivos [3].
Contudo, existe um limite fısico para a utilizacao dos foles de balanceamento.
13
Segundo a norma API RP 520 [4], em processos nos quais a contrapressao total
excede 50% da pressao de ajuste da PSV, deve-se optar pela valvula piloto-operada,
abordada a seguir na secao 2.3.3.
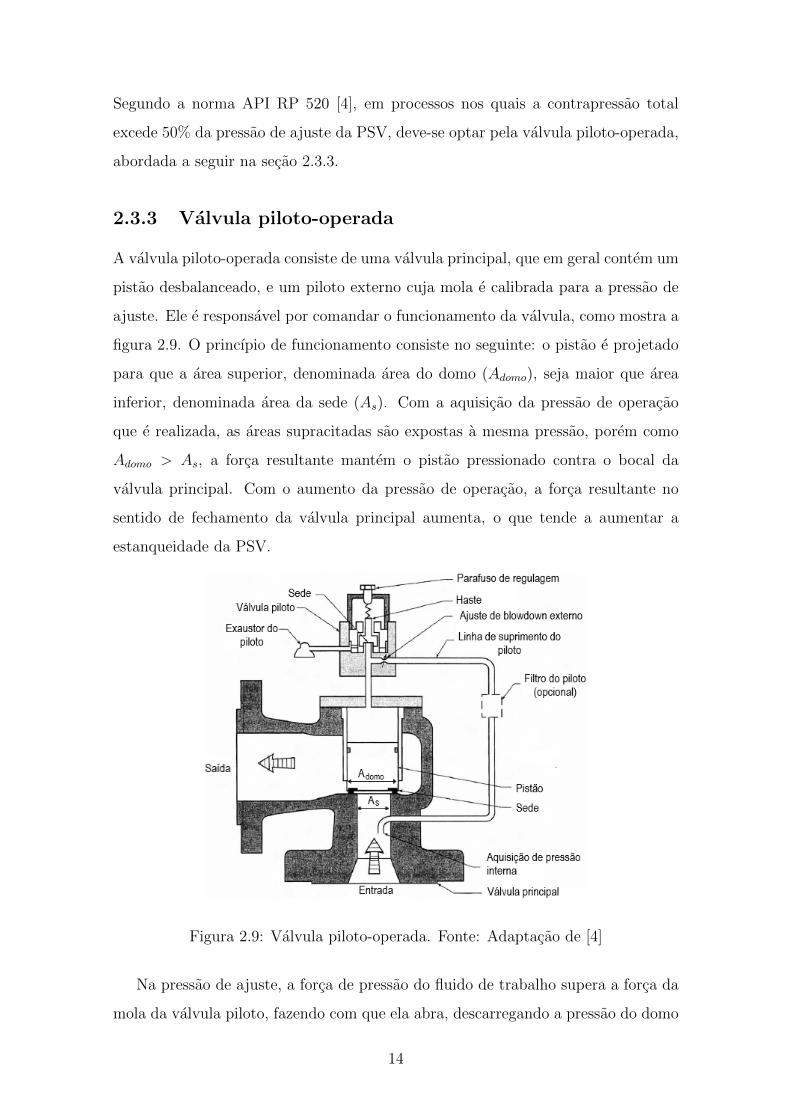
2.3.3 Valvula piloto-operada
A valvula piloto-operada consiste de uma valvula principal, que em geral contem um
pistao desbalanceado, e um piloto externo cuja mola e calibrada para a pressao de
ajuste. Ele e responsavel por comandar o funcionamento da valvula, como mostra a
figura 2.9. O princıpio de funcionamento consiste no seguinte: o pistao e projetado
para que a area superior, denominada area do domo (Adomo), seja maior que area
inferior, denominada area da sede (As). Com a aquisicao da pressao de operacao
que e realizada, as areas supracitadas sao expostas a mesma pressao, porem como
Adomo > As, a forca resultante mantem o pistao pressionado contra o bocal da
valvula principal. Com o aumento da pressao de operacao, a forca resultante no
sentido de fechamento da valvula principal aumenta, o que tende a aumentar a
estanqueidade da PSV.
Figura 2.9: Valvula piloto-operada. Fonte: Adaptacao de [4]
Na pressao de ajuste, a forca de pressao do fluido de trabalho supera a forca da
mola da valvula piloto, fazendo com que ela abra, descarregando a pressao do domo
14
atraves do exaustor. Com a reducao da pressao do domo, a forca de pressao na area
da sede passa a ser maior que a forca na area do domo (Fs > Fdomo), empurrando o
pistao para cima e fazendo com que a valvula abra. Posteriormente, com a queda
de pressao do sistema ate a pressao de fechamento, a valvula piloto volta a fechar,
igualando novamente a pressao no domo a pressao na sede. Dessa forma, a forca
resultante volta a empurrar o pistao para baixo, vedando a PSV.
2.4 Escoamento de fluidos em valvulas de segu-
ranca
2.4.1 Capacidade de alıvio das valvulas
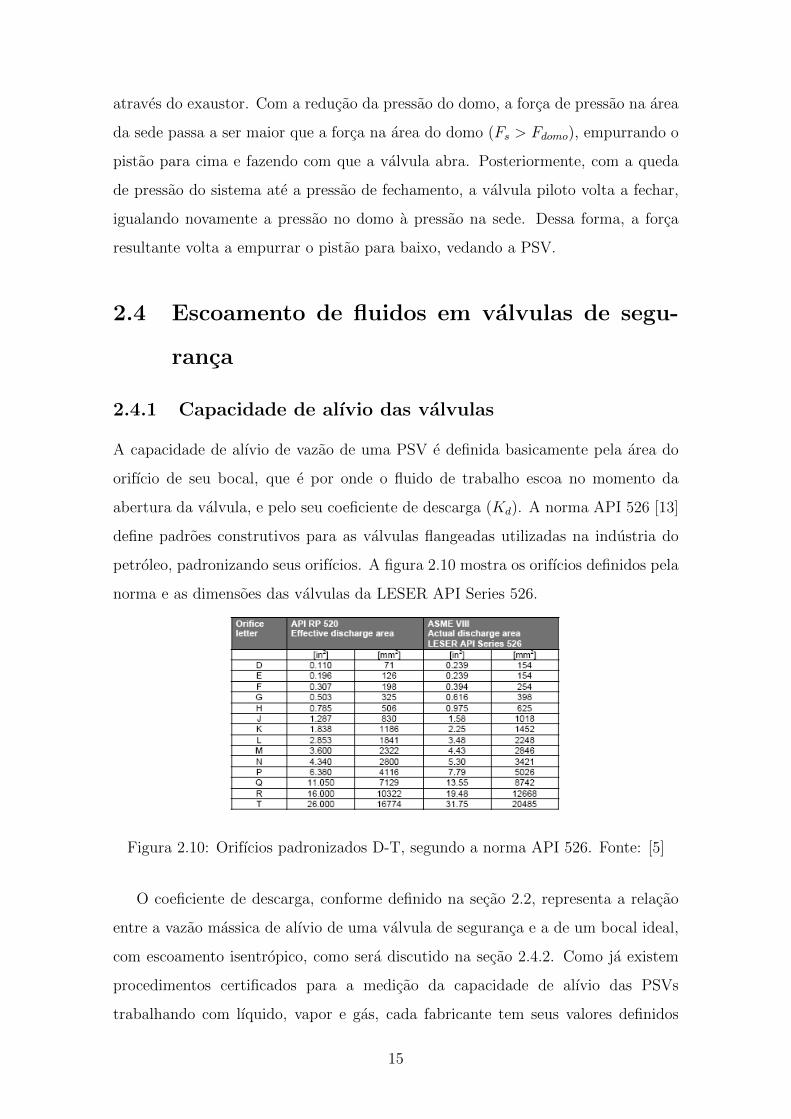
A capacidade de alıvio de vazao de uma PSV e definida basicamente pela area do
orifıcio de seu bocal, que e por onde o fluido de trabalho escoa no momento da
abertura da valvula, e pelo seu coeficiente de descarga (Kd). A norma API 526 [13]
define padroes construtivos para as valvulas flangeadas utilizadas na industria do
petroleo, padronizando seus orifıcios. A figura 2.10 mostra os orifıcios definidos pela
norma e as dimensoes das valvulas da LESER API Series 526.
Figura 2.10: Orifıcios padronizados D-T, segundo a norma API 526. Fonte: [5]
O coeficiente de descarga, conforme definido na secao 2.2, representa a relacao
entre a vazao massica de alıvio de uma valvula de seguranca e a de um bocal ideal,
com escoamento isentropico, como sera discutido na secao 2.4.2. Como ja existem
procedimentos certificados para a medicao da capacidade de alıvio das PSVs
trabalhando com lıquido, vapor e gas, cada fabricante tem seus valores definidos
15
de coeficiente de descarga para cada modelo de valvula. A figura 2.11 mostra os
valores sugeridos pela API 520 para dimensionamento preliminar e os coeficientes
certificados das valvulas da LESER Series API 526.
Figura 2.11: Coeficiente de descarga para LESER API Series 526. Fonte: [2]
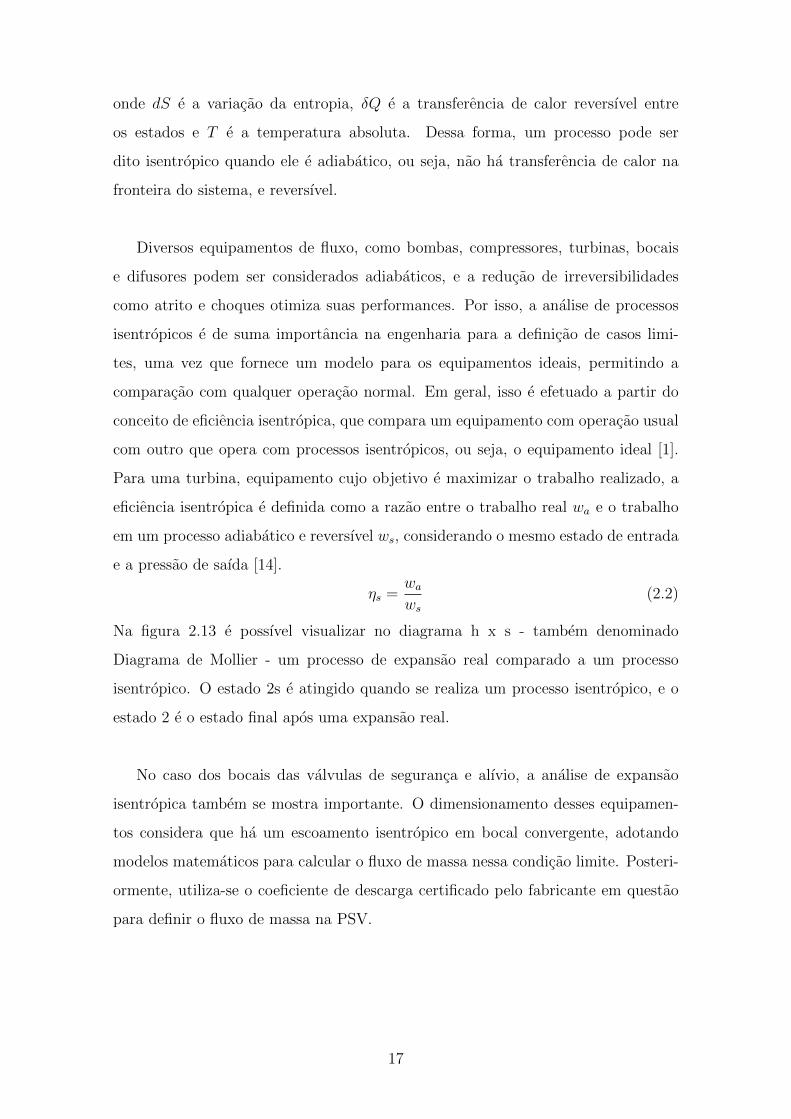
Alem disso, a vazao de alıvio e diretamente proporcional a pressao de ajuste,
como mostra a figura 2.12, que traz os valores certificados de vazao de alıvio para
vapor d’agua das valvulas do modelo API 526 da LESER, para tres orifıcios dife-
rentes [5].
Figura 2.12: Vazao de alıvio de valvulas do modelo API 526 da LESER.
2.4.2 Expansao isentropica
Na termodinamica classica, a entropia e uma propriedade de um determinado sis-
tema, ou seja, e funcao apenas do estado final e do inicial, independentemente do
caminho [14]. E uma propriedade extensiva, ou seja, depende da massa do sistema,
e e definida em funcao de um processo reversıvel, como mostra a equacao (2.1),
dS =
(δQ
T
)rev
(2.1)
16
onde dS e a variacao da entropia, δQ e a transferencia de calor reversıvel entre
os estados e T e a temperatura absoluta. Dessa forma, um processo pode ser
dito isentropico quando ele e adiabatico, ou seja, nao ha transferencia de calor na
fronteira do sistema, e reversıvel.
Diversos equipamentos de fluxo, como bombas, compressores, turbinas, bocais
e difusores podem ser considerados adiabaticos, e a reducao de irreversibilidades
como atrito e choques otimiza suas performances. Por isso, a analise de processos
isentropicos e de suma importancia na engenharia para a definicao de casos limi-
tes, uma vez que fornece um modelo para os equipamentos ideais, permitindo a
comparacao com qualquer operacao normal. Em geral, isso e efetuado a partir do
conceito de eficiencia isentropica, que compara um equipamento com operacao usual
com outro que opera com processos isentropicos, ou seja, o equipamento ideal [1].
Para uma turbina, equipamento cujo objetivo e maximizar o trabalho realizado, a
eficiencia isentropica e definida como a razao entre o trabalho real wa e o trabalho
em um processo adiabatico e reversıvel ws, considerando o mesmo estado de entrada
e a pressao de saıda [14].
ηs =waws
(2.2)
Na figura 2.13 e possıvel visualizar no diagrama h x s - tambem denominado
Diagrama de Mollier - um processo de expansao real comparado a um processo
isentropico. O estado 2s e atingido quando se realiza um processo isentropico, e o
estado 2 e o estado final apos uma expansao real.
No caso dos bocais das valvulas de seguranca e alıvio, a analise de expansao
isentropica tambem se mostra importante. O dimensionamento desses equipamen-
tos considera que ha um escoamento isentropico em bocal convergente, adotando
modelos matematicos para calcular o fluxo de massa nessa condicao limite. Posteri-
ormente, utiliza-se o coeficiente de descarga certificado pelo fabricante em questao
para definir o fluxo de massa na PSV.
17
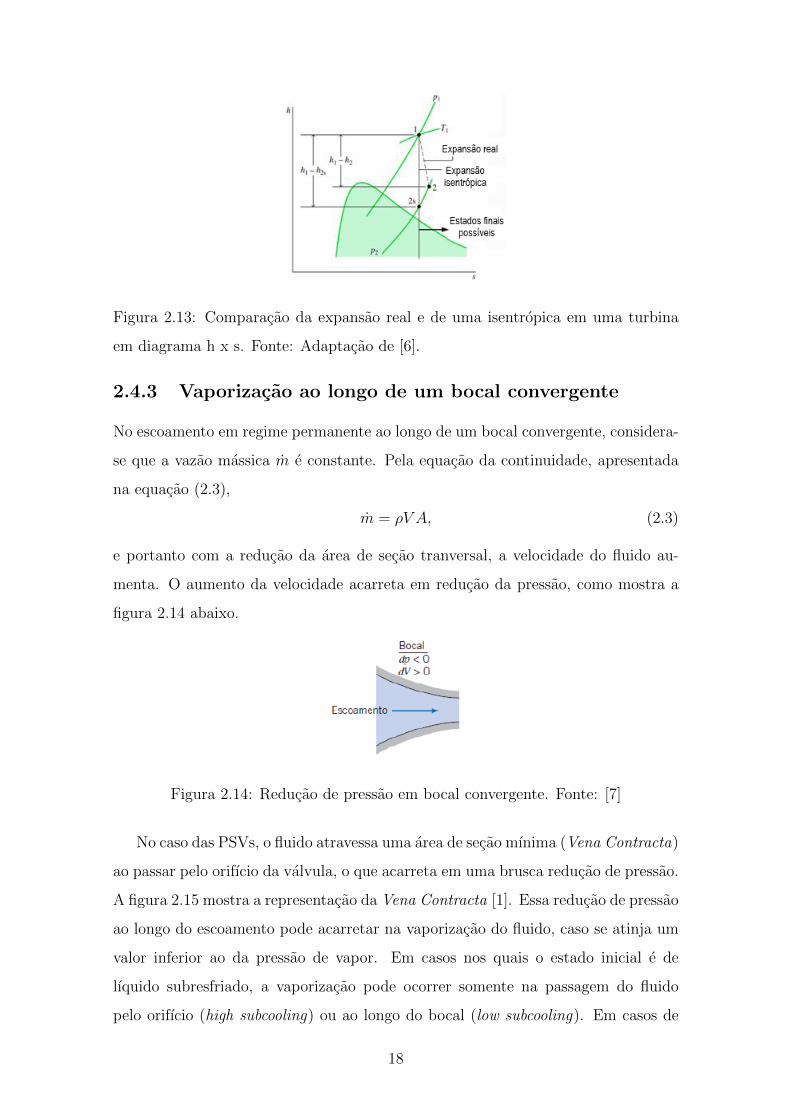
Figura 2.13: Comparacao da expansao real e de uma isentropica em uma turbina
em diagrama h x s. Fonte: Adaptacao de [6].
2.4.3 Vaporizacao ao longo de um bocal convergente
No escoamento em regime permanente ao longo de um bocal convergente, considera-
se que a vazao massica m e constante. Pela equacao da continuidade, apresentada
na equacao (2.3),
m = ρV A, (2.3)
e portanto com a reducao da area de secao tranversal, a velocidade do fluido au-
menta. O aumento da velocidade acarreta em reducao da pressao, como mostra a
figura 2.14 abaixo.
Figura 2.14: Reducao de pressao em bocal convergente. Fonte: [7]
No caso das PSVs, o fluido atravessa uma area de secao mınima (Vena Contracta)
ao passar pelo orifıcio da valvula, o que acarreta em uma brusca reducao de pressao.
A figura 2.15 mostra a representacao da Vena Contracta [1]. Essa reducao de pressao
ao longo do escoamento pode acarretar na vaporizacao do fluido, caso se atinja um
valor inferior ao da pressao de vapor. Em casos nos quais o estado inicial e de
lıquido subresfriado, a vaporizacao pode ocorrer somente na passagem do fluido
pelo orifıcio (high subcooling) ou ao longo do bocal (low subcooling). Em casos de
18
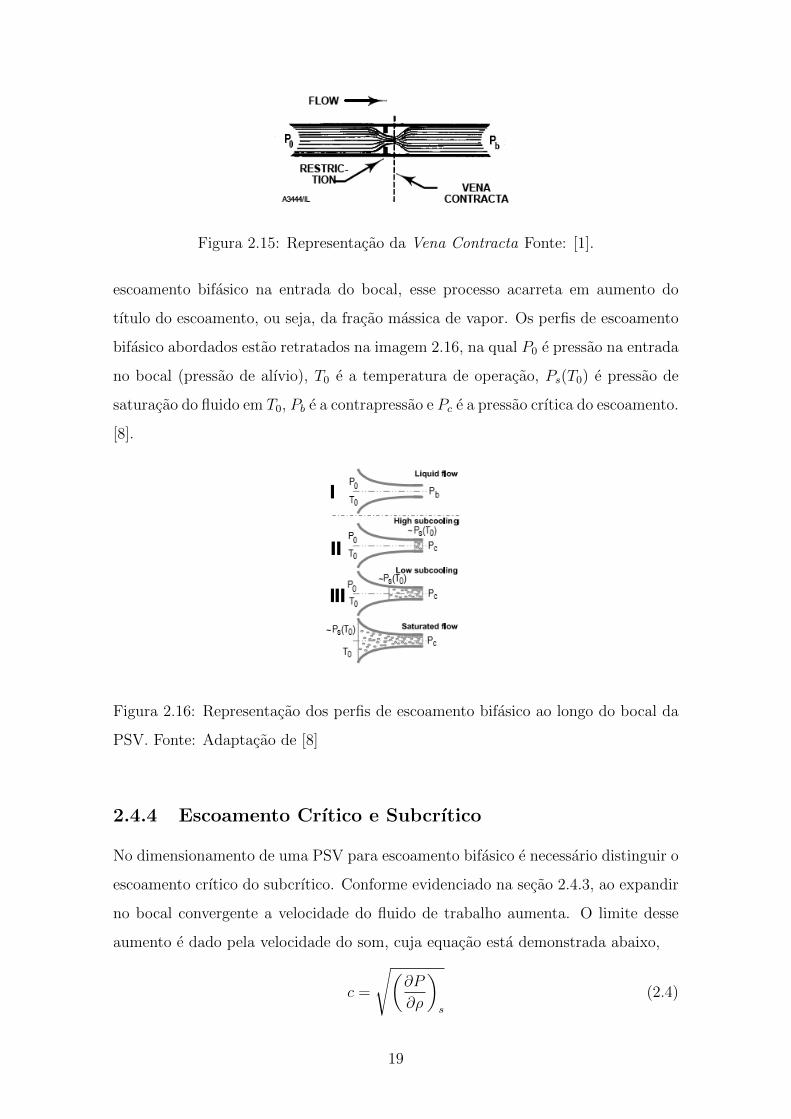
Figura 2.15: Representacao da Vena Contracta Fonte: [1].
escoamento bifasico na entrada do bocal, esse processo acarreta em aumento do
tıtulo do escoamento, ou seja, da fracao massica de vapor. Os perfis de escoamento
bifasico abordados estao retratados na imagem 2.16, na qual P0 e pressao na entrada
no bocal (pressao de alıvio), T0 e a temperatura de operacao, Ps(T0) e pressao de
saturacao do fluido em T0, Pb e a contrapressao e Pc e a pressao crıtica do escoamento.
[8].
Figura 2.16: Representacao dos perfis de escoamento bifasico ao longo do bocal da
PSV. Fonte: Adaptacao de [8]
2.4.4 Escoamento Crıtico e Subcrıtico
No dimensionamento de uma PSV para escoamento bifasico e necessario distinguir o
escoamento crıtico do subcrıtico. Conforme evidenciado na secao 2.4.3, ao expandir
no bocal convergente a velocidade do fluido de trabalho aumenta. O limite desse
aumento e dado pela velocidade do som, cuja equacao esta demonstrada abaixo,
c =
√(∂P
∂ρ
)s
(2.4)
19
onde c e a velocidade do som e(∂P∂ρ
)s
e a variacao da pressao P em relacao a massa
especıfica ρ ao longo de um escoamento isentropico. Com isso, o numero de Mach
M pode ser calculado como a relacao entre velocidade do fluido V no interior do
bocal e a velocidade do som, conforme a equacao (2.5). Para valores de M menores
que 1, o escoamento e subsonico. Quando Mach atinge o valor unitario, tem-se o
valor da pressao crıtica do escoamento Pc [14].
M =V
c(2.5)
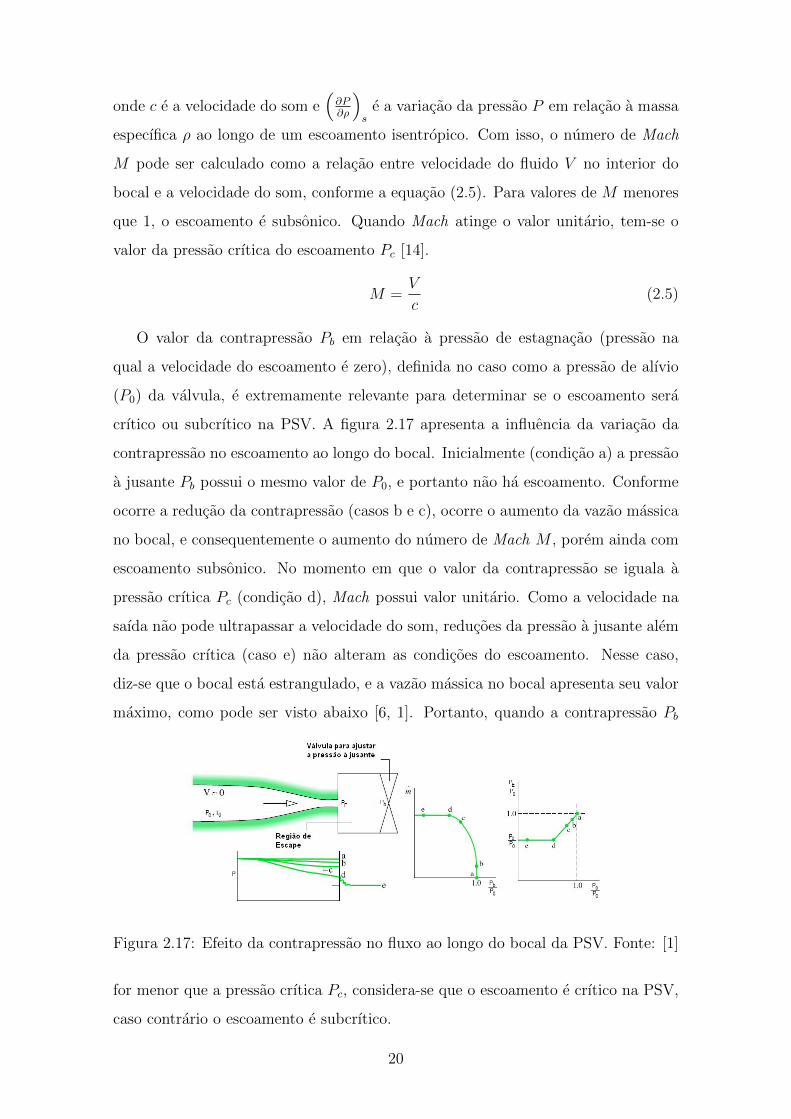
O valor da contrapressao Pb em relacao a pressao de estagnacao (pressao na
qual a velocidade do escoamento e zero), definida no caso como a pressao de alıvio
(P0) da valvula, e extremamente relevante para determinar se o escoamento sera
crıtico ou subcrıtico na PSV. A figura 2.17 apresenta a influencia da variacao da
contrapressao no escoamento ao longo do bocal. Inicialmente (condicao a) a pressao
a jusante Pb possui o mesmo valor de P0, e portanto nao ha escoamento. Conforme
ocorre a reducao da contrapressao (casos b e c), ocorre o aumento da vazao massica
no bocal, e consequentemente o aumento do numero de Mach M , porem ainda com
escoamento subsonico. No momento em que o valor da contrapressao se iguala a
pressao crıtica Pc (condicao d), Mach possui valor unitario. Como a velocidade na
saıda nao pode ultrapassar a velocidade do som, reducoes da pressao a jusante alem
da pressao crıtica (caso e) nao alteram as condicoes do escoamento. Nesse caso,
diz-se que o bocal esta estrangulado, e a vazao massica no bocal apresenta seu valor
maximo, como pode ser visto abaixo [6, 1]. Portanto, quando a contrapressao Pb
Figura 2.17: Efeito da contrapressao no fluxo ao longo do bocal da PSV. Fonte: [1]
for menor que a pressao crıtica Pc, considera-se que o escoamento e crıtico na PSV,
caso contrario o escoamento e subcrıtico.
20
Capıtulo 3
Dimensionamento de PSV para
escoamentos bifasicos
O presente capıtulo tem como objetivo apresentar os metodos propostos atual-
mente para o dimensionamento de PSVs atuando com escoamentos bifasicos. Os
metodos apresentados se baseiam, principalmente, nos conceitos apresentados no
ultimo capıtulo, na secao 2.4. Nas secoes 3.1 e 3.2 sao apresentados o Metodo da
Integracao Direta (HEM-HDI) e o Metodo Omega [15], ambos baseados no Metodo
do Equilıbrio Homogeneo [16]. Alem da base teorica dos metodos, e apresentado o
procedimento de calculo proposto pela norma API RP 520 [4]. Por fim, na secao 3.3
e apresentado o Metodo do nao-Equilıbrio Homogeneo, proposto por Diener e Sch-
midt [10], alem do procedimento de calculo recomendado pela norma ISO 4126-10
[12].
3.1 Metodo da Integracao Direta - API RP 520
3.1.1 Apresentacao do metodo
Um dos metodos mais utilizados atualmente e o Metodo do Equilıbrio Homogeneo
(Homogeneous Equilibrium Model - HEM ). Esse metodo e baseado na hipotese de
escoamento homogeneo, ou seja, considera-se que as duas fases estao altamente mis-
turadas e viajam a uma mesma velocidade, portanto ha equilıbrio mecanico entre
elas. Como consequencia, a mistura pode ser considerada como um componente
unico cujas propriedades sao medias ponderadas das propriedades do lıquido e do
21
vapor. Alem disso, e tambem assumida a hipotese de equilıbrio termico. No caso
dos sistemas evaporativos, isso significa que ha equilıbrio lıquido-vapor e que ha
evaporacao contınua do lıquido por conta da queda de pressao ao longo do bocal da
valvula. Isso implica na variacao do tıtulo x, alem de outras propriedades do esco-
amento. Para o bocal das PSVs e considerado escoamento adiabatico e sem atrito
(escoamento isentropico), e ao integrar a equacao de conservacao da quantidade de
movimento para a hipotese de escoamento quasi-unidimensional obtem-se a equacao
(3.1),
G = ρmix
(−2
∫dP
ρmix
)1/2
(3.1)
na qual G e o fluxo de massa, ρmix e a massa especıfica da mistura bifasica e
a integracao e feita da pressao de estagnacao P0 ate a pressao na secao crıtica
(garganta) da valvula Pt [11]. Como pode ser visto na equacao acima, avaliar o
fluxo de massa com esse metodo requer o conhecimento da massa especıfica da
mistura bifasica como funcao da pressao ao longo do bocal.
3.1.2 Dimensionamento segundo a norma API RP 520
Com o conhecimento da massa especıfica do fluido para diversas pressoes desde a
entrada ate a secao crıtica do bocal, a integracao numerica da equacao (3.1) pode ser
feita para determinar o fluxo de massa maximo. Utilizando as propriedades termo-
dinamicas conhecidas (pressao, massa especıfica) e o tıtulo inicial da mistura (x0), e
possıvel determinar a entropia de estagnacao S0. A partir daı, sao efetuadas sucessi-
vas reducoes de pressao (considerando um passo arbitrariamente definido) mantendo
a entropia constante. Apesar do processo ser geralmente assumido como isentropico,
um processo isentalpico (entalpia constante) pode ser aceitavel para determinadas
condicoes, como misturas com tıtulo baixo e longe do ponto crıtico termodinamico.
A cada passo, sao calculados os valores de pressao, massa especıfica, tıtulo da mis-
tura e fluxo de massa. O processo e interrompido quando o fluxo de massa atinge
seu valor maximo (representando escoamento crıtico) ou a contrapressao e alcancada
(representando escoamento subcrıtico), o que ocorrer primeiro. E nesse ponto em
que a pressao na garganta da valvula Pt e determinada, conforme as equacoes (3.2)
e (3.3):
22

• Se o fluxo e crıtico:
Pt = P (G = Gmax) (3.2)
• Se o fluxo e subcrıtico:
Pt = Pb (3.3)
Para uma determinada pressao na garganta Pt, o balanco de energia pode ser
escrito como na equacao (3.4) [4].
G2 = (ρ2t )
(−2
∫ Pt
P0
dP
ρmix
)(3.4)
A integracao numerica pode ser feita para qualquer fluido atraves da soma direta
em pequenos intervalos, conforme a equacao (3.5), apresentada na norma API RP
520 [4]. ∫ Pt
P0
dP
ρmix≈
t∑i=0
2
(Pi+1 − Piρi+1 + ρi
)(3.5)
A massa especıfica ρmix para um mistura em equilıbrio termico e mecanico pode
ser calculada com base na massa especıfica de cada fase e na fracao volumetrica de
vapor (ε):
ρmix = (ερG) + (1− ε)ρL (3.6)
Uma vez que o fluxo de massa e calculado, pode ser determinada a area do orifıcio
requerido para a valvula conforme consta na norma API RP 520 [4],
Areq =277.8Qm
KdKcKvKvG(3.7)
na qual Qm e a vazao de alıvio requerida do processo, dada em kgh
, G e o fluxo de
massa no bocal da valvula, dado em kgm2s
e Areq e a area de orifıcio requerida, dada
em mm2. Os coeficientes Kb, Kc, Kd e Kv sao fatores de correcao do fluxo de massa
G, e seus valores estao apresentados na tabela 3.1. O coeficiente Kc e determinado
pela instalacao da PSV, se ela e combinada com a instalacao de um disco de ruptura
ou nao. Ja os coeficientes Kb e Kv sao dependentes, respectivamente, da razao de
contrapressao manometrica do processo (Kb = f(nbgauge)) e do numero de Reynolds
do escoamento (Kv = f(Re)). Seus valores estao apresentados nas figuras 3.1 e 3.2,
respectivamente.
23
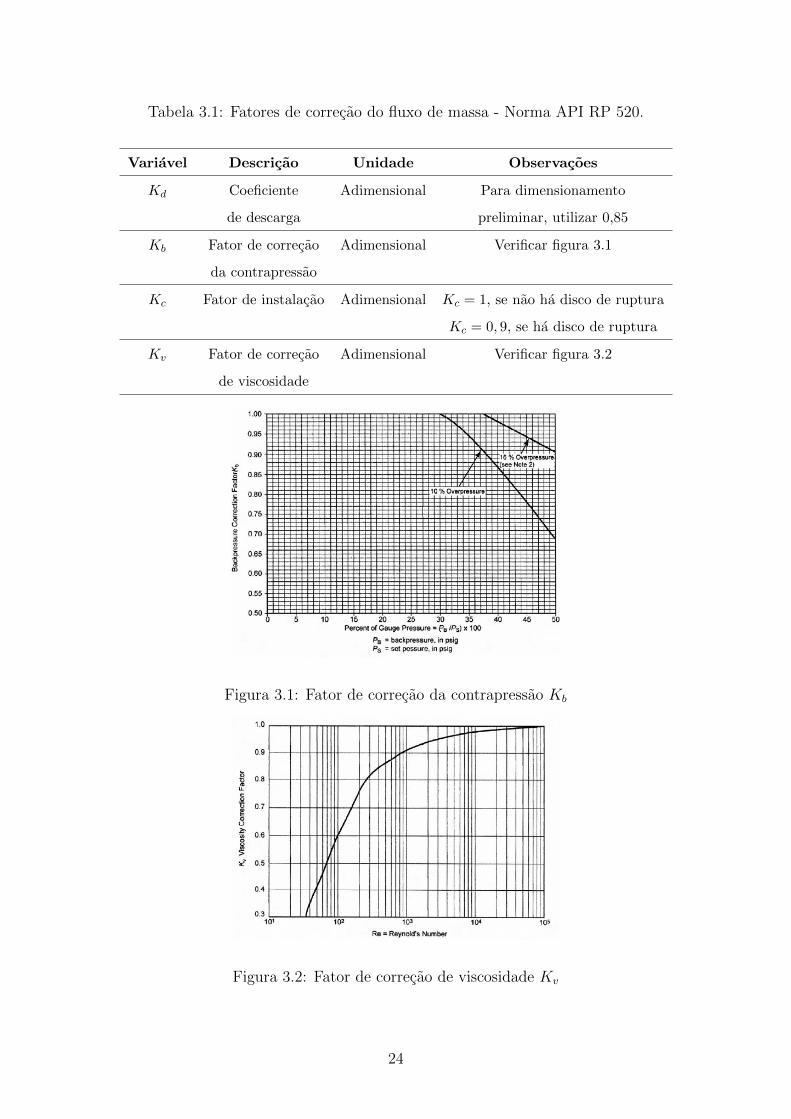
Tabela 3.1: Fatores de correcao do fluxo de massa - Norma API RP 520.
Variavel Descricao Unidade Observacoes
Kd Coeficiente Adimensional Para dimensionamento
de descarga preliminar, utilizar 0,85
Kb Fator de correcao Adimensional Verificar figura 3.1
da contrapressao
Kc Fator de instalacao Adimensional Kc = 1, se nao ha disco de ruptura
Kc = 0, 9, se ha disco de ruptura
Kv Fator de correcao Adimensional Verificar figura 3.2
de viscosidade
Figura 3.1: Fator de correcao da contrapressao Kb
Figura 3.2: Fator de correcao de viscosidade Kv
24
3.2 Metodo HEM-Omega - API RP 520
3.2.1 Apresentacao do metodo
Por conta das dificuldades impostas pelo metodo HEM-HDI, foi desenvolvido um
metodo para calcular a massa especıfica da mistura bifasica como funcao da pressao,
e assim resolver analiticamente a equacao (3.1). Esse metodo e chamado de Metodo
Omega, e se deve basicamente ao trabalho de Leung [17, 9, 15]. Diferentemente de
outros trabalhos, possui uma base teorica e algumas vantagens importantes [11]:
• pode ser aplicado para sistemas evaporativos ou nao-evaporativos;
• pode ser aplicado para escoamento bloqueado ou nao;
• pode ser aplicado para misturas bifasicas ou ate lıquidos subresfriados na en-
trada;
• o parametro de compressibilidade ω depende apenas das condicoes de entrada.
O metodo Omega foi desenvolvido a partir de algumas hipoteses simplificadoras,
sendo elas:
• sistema monocomponente;
• comportamento de gas ideal;
• o fluido esta longe de seu ponto crıtico (Tr ≤ 0, 9, Pr ≤ 0, 5);
• a entalpia de vaporizacao e o calor especıfico do fluido sao constantes ao longo
do bocal;
• expansao isentalpica (entalpia constante);
• o comportamento da pressao de vapor do fluido com a temperatura segue a
relacao de Clapeyron, conforme a equacao (3.8),
dP
dT=
hLGvLGT
(3.8)
na qual hLG e a entalpia de vaporizacao e vLG e a diferenca entre o volume especıfico
do vapor e do lıquido.
25

Com a introducao dessas hipoteses e possıvel chegar a uma relacao entre a massa
especıfica e a pressao ao longo do bocal, a partir da equacao (3.9).
ρmix0ρmix
= ω
(P0
P− 1
)+ 1 (3.9)
O parametro ω define a compressibilidade do escoamento, e e uma funcao das propri-
edades termodinamicas nas condicoes de entrada. Ele pode ser descrito pela equacao
abaixo,
ω =x0vLG0
v0+CL0T0P0
v0
(vLG0
hLG0
)2
(3.10)
na qual x0 e o tıtulo inicial do escoamento, CL0 e o calor especıfico da fase lıquida
e v0 e o volume especıfico da mistura bifasica. Nas equacoes (3.9) e (3.10), o ındice
0 se refere as condicoes iniciais. O primeiro termo da equacao representa a com-
pressibilidade devido ao vapor existente, enquanto o segundo leva em consideracao
a compressibilidade por conta da mudanca de estado fısico resultante da queda de
pressao ao longo do bocal. A massa especıfica da mistura e calculada atraves da
equacao (3.6).
Contudo, o trabalho de Leung e Nazario [9] mostrou que o calculo de ω atraves
das propriedades termodinamicas pode resultar em desvios significativos no fluxo de
massa em relacao aos resultados da equacao (3.1). A figura 3.3 mostra a paridade
entre os valores de fluxo de massa calculados pela equacao (3.1) (Theoretical mass
flux ) e o fluxo de massa calculado analiticamente atraves da correlacao (3.10) (Mass
flux form correlation).
Esses desvios resultam do fato que as hipoteses simplificadoras mostradas nessa
secao nao caracterizam o comportamento do fluido durante a vaporizacao. Por isso,
Leung e Nazario [9] propuseram um procedimento alternativo no qual o parametro
ω e calculado a partir do volume especıfico e da pressao da mistura bifasica em dois
estados diferentes. A equacao pode ser descrita abaixo,
ω = 9
(v9v0− 1
)(3.11)
na qual v9 e o volume especıfico avaliado a uma pressao de 90% da pressao de
estagnacao P0. Introduzindo a equacao (3.9) na equacao (3.1) resulta no fluxo de
26

Figura 3.3: Grafico de paridade: fluxo de massa atraves da equacao (3.1) e decorrente
da correlacao (3.10). Fonte: Adaptacao de [9]
massa calculado como
G
(P0v0)1/2=
[−2(ω ln( PP0
) + (ω − 1)(1− PP0
))]1/2
ω(P0
P− 1) + 1
. (3.12)
A figura 3.4 apresenta os resultados da substituicao da equacao (3.10) pela equacao
(3.11) para o calculo do parametro ω, utilizado para determinar o fluxo de massa
Figura 3.4: Grafico de paridade: fluxo de massa com o parametro ω baseado na
equacao (3.11) comparado ao fluxo de massa teorico da equacao (3.1). Fonte:
Adaptacao de [9]
27

G. Como pode ser visto no grafico de paridade, os desvios observados na figura 3.3
sao praticamente eliminados.
3.2.2 Dimensionamento segundo a API RP 520
A metodologia de calculo proposta pela norma API RP 520 segue um procedimento
definido, cujos topicos estao listados a seguir:
• Calculo do parametro de compressibilidade ω
Inicialmente, o parametro ω e calculado atraves da equacao (3.13):
ω = 9
(v9v0− 1
)(3.13)
• Determinacao da razao de pressao crıtica nc
A partir da expressao analıtica do fluxo de massa equacao (3.12), deriva-se G
em funcao de PP0
e a iguala a zero, para encontrar o valor maximo do fluxo
de massa. Nessa condicao, a pressao P = Pc, e a razao de pressao crıtica e
definida como nc = Pc
P0, cuja expressao esta apresentada na equacao (3.14).
n2c + (ω2 − 2ω)(1− nc)2 + 2ω2ln(nc) + 2ω2(1− nc) = 0 (3.14)
O grafico de nc em funcao do parametro de compressibilidade ω esta ilustrado
Figura 3.5: Correlacao da razao de pressao crıtica em funcao de ω. Fonte: [4]
na figura 3.5. De acordo com a norma, caso ω seja menor que 1, o escoamento
e dito nao-evaporativo (Non-flashing flow), e caso ω seja maior que 1, o esco-
amento e dito evaporativo (Flashing flow). Para simplificar o calculo de nc,
28

tambem pode ser utilizada a seguinte aproximacao:
nc = [1 + (1, 0446− 0, 0093431ω0.5)ω−0,56261]−0,70356+0,014685ln(ω) (3.15)
• Determinacao da condicao do escoamento
Com a pressao crıtica do escoamento (Pc = ncP0), e possıvel determinar se o
fluxo e crıtico ou subcrıtico, conforme abaixo:
Pc ≥ Pb : fluxo crıtico (3.16)
Pc < Pb : fluxo subcrıtico (3.17)
• Calculo do fluxo de massa
Com a determinacao da razao de pressao crıtica e da condicao do escoamento
e possıvel calcular o fluxo de massa teorico na PSV, conforme abaixo,
– Se o fluxo e crıtico:
G = nc
√P0
v0ω(3.18)
– Se o fluxo e subcrıtico:
G =[−2[ωln(nb) + (ω − 1)(1− nb)]]1/2
ω( 1nb− 1) + 1
√P0
v0(3.19)
onde nb e Pb
P0.
• Determinar a area requerida da valvula
Para determinar a area requerida da valvula de seguranca, utiliza-se a equacao
(3.7), conforme abaixo:
Areq =277, 8Qm
KdKcKvKvG
Os fatores Kb, Kc, Kd e Kv sao os mesmos da tabela 3.1.
3.3 Metodo do nao-Equilıbrio Homogeneo (HNE-
DS) - ISO 4126-10
Apesar da consolidacao do metodo Omega como um dos metodos mais utilizados
atualmente para dimensionamento de PSVs atuando com escoamentos bifasicos,
29

o estudo de Diener e Schmidt [10] sugeriu que a sua utilizacao pode resultar em
valvulas de seguranca significativamente sobredimensionadas, principalmente em
casos de baixo tıtulo de vapor nas condicoes de entrada. Em seu trabalho, os pesqui-
sadores propuseram o metodo HNE-DS, no qual o parametro de compressibilidade
ω e estendido por um coeficiente de atraso da vaporizacao (boiling delay coeffici-
ent), que inclui o grau de nao-equilıbrio termodinamico gerado pela nucleacao de
pequenas fracoes massicas de vapor na entrada do bocal.
3.3.1 Apresentacao do metodo
Em seu trabalho publicado em 2004, Diener e Schmidt mostraram que o fluxo
de massa calculado pelo Metodo Omega pode ser muito baixo, especialmente
quando o escoamento lıquido-vapor tem tıtulo baixo. Com isso, a area requerida
para escoamento do fluido se torna maior, fazendo com que o metodo calcule
valvulas sobredimensionadas, o que poderia causar problemas de batimento nos
equipamentos, alem de causar sobrecargas a tubulacao de saıda [10].
O calculo do parametro ω de acordo com essa formulacao esta apresentado na
equacao (3.20).
ω =x0vG0
v0+ CL0T0P0
(vG0 − vL0
hLG0
)2
N (3.20)
O coeficiente de atraso de vaporizacao N e calculado atraves da equacao (3.21),
N =
[x0 + CL0T0P0
(vG0 − vL0
h2LG0
)ln
(1
nc
)]a(3.21)
sendo a = 25
para valvulas de seguranca.
Uma outra contribuicao do metodo e a utilizacao do coeficiente de descarga como
uma media ponderada com a fracao de vazio (ε) dos coeficientes certificados de gas
e vapor e o de lıquido, tal como proposto por Schmidt e Westphal, e apresentado na
equacao abaixo [18],
Kd2ph = εKdG + (1− ε)KdL (3.22)
na qual Kd2ph e o coeficiente de descarga para o escoamento bifasico, KdG e o coefici-
ente certificado de gas e vapor e KdL e o coeficiente certificado de lıquido. As figuras
3.6 e 3.7 mostram a boa acuracia do novo metodo proposto para para as pressoes
30

de 0,54 MPa e 1,06 MPa, respectivamente. E possıvel verificar que as simulacoes
efetuadas com base no metodo HNE-DS [10] apresentaram resultados bem proximos
dos resultados experimentais obtidos por Friedel e Lenzing [19] na mesma pressao de
estagnacao. Eles utilizaram valvulas de seguranca da LESER e realizaram medicoes
ao longo de uma faixa de valores de tıtulo de vapor.
Figura 3.6: Comparacao de experimentos com resultados de fluxo de massa calcula-
dos pelo metodo HEM, HNE-DS e o metodo HNE de Leung para P0 = 0, 54 MPa.
Fonte: [10]
Figura 3.7: Comparacao de experimentos com resultados de fluxo de massa calcula-
dos pelo metodo HEM, HNE-DS e o metodo HNE de Leung para P0 = 1, 06 MPa.
Fonte: [10]
31

O metodo HNE-DS foi introduzido como recomendacao de calculo da norma ISO
4126, cuja metodologia de dimensionamento esta demonstrada na secao 3.3.2.
3.3.2 Dimensionamento segundo a norma ISO 4126-10
O dimensionamento proposto pela norma europeia tem uma metodologia definida,
cujos procedimentos estao demonstrados nos topicos a seguir:
• Calculo inicial de ω
O parametro de compressibilidade ω e definido inicialmente para o caso de
equilıbrio homogeno (N = 1), conforme a equacao abaixo,
ω(N = 1) =x0vG0
k0v0+ CL0T0P0
(vG0 − vL0
hLG0
)2
(3.23)
na qual k0 e o coeficiente isentropico da fase gasosa da mistura.
• Calculo inicial de nc
Com o valor de ω para a hipotese inicial de equilıbrio, calcula-se a razao de
pressao crıtica para o escoamento:
Se ω < 2: nc = [1 + (1, 0446− 0, 0093431ω0,5)ω−0,56261]−0,70356+0,014685 ln(ω)
(3.24)
Se ω ≥ 2: nc = 0, 55 + 0, 217 ln(ω)− 0, 046(lnω)2 + 0, 004(lnω)3 (3.25)
• Calculo do fator de atraso de vaporizacao (N)
O boiling delay coefficient introduzido por Diener e Schmidt e entao calculado,
conforme a equacao abaixo:
N =
[x0 + CL0T0P0
(vG0 − vL0
h2LG0
)ln
(1
nc
)]a(3.26)
• Calculo de ω para Metodo de nao-Equilıbrio Homogeneo
Com o coeficiente de atraso de vaporizacao definido para as condicoes de en-
trada, e possıvel entao calcular o valor final do parametro ω.
ω =x0vG0
k0v0+ CL0T0P0
(vG0 − vL0
hLG0
)2
N (3.27)
32

• Calculo da razao de pressao crıtica nc
O calculo definitivo do parametro ω permite, dessa forma, que seja recalculado
o valor da razao de pressao crıtica nc:
Se ω < 2: nc = [1 + (1, 0446− 0, 0093431ω0,5)ω−0,56261]−0,70356+0,014685 ln(ω)
(3.28)
Se ω ≥ 2: nc = 0, 55 + 0, 217 ln(ω)− 0, 046(lnω)2 + 0, 004(lnω)3 (3.29)
• Condicao do escoamento
Apos o calculo da razao de pressao crıtica, e possıvel determinar se o escoa-
mento e crıtico ou subcrıtico, conforme as equacoes abaixo:
nb ≤ nc −→ Escoamento crıtico(n = nc) (3.30)
nb > nc −→ Escoamento subcrıtico(n = nb) (3.31)
• Calculo do coeficiente do escoamento e do fluxo de massa teorico
Com a condicao do fluxo determinada, e calculado o coeficiente do escoamento,
atraves da equacao abaixo:
C =
√ω ln( 1
n)− (ω − 1)(1− n)[
ω( 1n− 1) + 1
] (3.32)
Com o valor de C, podemos calcular o fluxo de massa teorico, calculado para
um bocal ideal:
G = C
√2P0
v0(3.33)
• Calculo da fracao de vapor na garganta
A fracao de vapor na secao crıtica da valvula e calculada a partir da equacao
(3.34).
ε = 1− vL0
wv0(1n− 1)
+ 1(3.34)
• Calculo do coeficiente de descarga
O coeficiente de descarga do escoamento bifasico e calculado atraves da
equacao (3.22):
Kd2ph = εKdG + (1− ε)KdL
33
• Determinacao da area requerida
Por fim, a area requerida da valvula e calculada atraves da equacao (3.35).
Areq =Qm
Kd2phG(3.35)
34
Capıtulo 4
Resultados e Discussoes
No presente capıtulo, sao apresentados os resultados das simulacoes efetuadas no
software Matlab para um escoamento bifasico evaporativo. Na secao 4.1 e eviden-
ciada a influencia de parametros iniciais, como o tıtulo do escoamento e a contra-
pressao, no fluxo de massa que atravessa a PSV, e a diferenca de resultados entre
as normas analisadas e discutida. Na secao 4.2 e analisado um estudo de caso de
escoamento bifasico de hidrocarbonetos, e as diferencas apontadas na secao 4.1 sao
verificadas.
4.1 Analises parametricas e comparacao entre as
normas
Nesta secao sao discutidos os efeitos da variacao de parametros iniciais nos
valores de fluxo de massa teorico e real nas valvulas de seguranca, e as diferencas
entre as normas foram apontadas. Na secao 4.1.1, e efetuada a variacao do
tıtulo inicial x0 do escoamento. O intervalo analisado foi de x0 = 0, 001 ate
x0 = 1 (vapor saturado), e foi considerada contrapressao atmosferica (Pb = 1
bar-a). Os metodos analisados foram o metodo HEM-Omega (API RP 520) e o
metodo HNE-DS (ISO-4126). O metodo HEM-HDI nao foi abordado, pois seria
necessario obter os valores de massa especıfica da mistura bifasica ao longo do bocal.
Na secao 4.1.2, foram discutidos os efeitos de variacoes na contrapressao
manometrica para um valor de tıtulo inicial x0 = 0, 0025. O intervalo analisado
35
foi de nbgauge = 0 ate nbgauge = 0, 5. Nesse caso, foram analisados os metodos
HEM-Omega (API RP 520), HEM-HDI (API RP 520) e HNE-DS (ISO-4126).
Por fim, na secao 4.1.3, foi verificada a influencia simultanea da variacao de x0
e nbgauge atraves de graficos em tres dimensoes, nos quais foram apresentados os
resultados dos metodos HEM-Omega e HNE-DS.
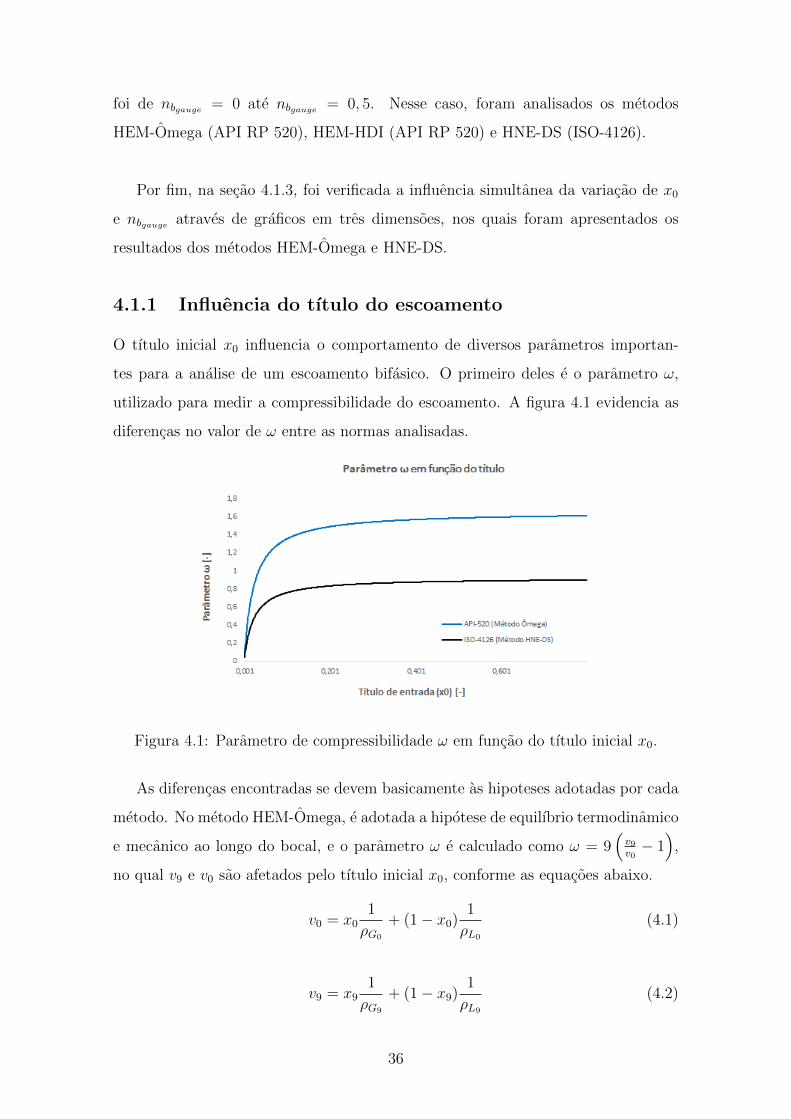
4.1.1 Influencia do tıtulo do escoamento
O tıtulo inicial x0 influencia o comportamento de diversos parametros importan-
tes para a analise de um escoamento bifasico. O primeiro deles e o parametro ω,
utilizado para medir a compressibilidade do escoamento. A figura 4.1 evidencia as
diferencas no valor de ω entre as normas analisadas.
Figura 4.1: Parametro de compressibilidade ω em funcao do tıtulo inicial x0.
As diferencas encontradas se devem basicamente as hipoteses adotadas por cada
metodo. No metodo HEM-Omega, e adotada a hipotese de equilıbrio termodinamico
e mecanico ao longo do bocal, e o parametro ω e calculado como ω = 9(v9v0− 1)
,
no qual v9 e v0 sao afetados pelo tıtulo inicial x0, conforme as equacoes abaixo.
v0 = x01
ρG0
+ (1− x0)1
ρL0
(4.1)
v9 = x91
ρG9
+ (1− x9)1
ρL9
(4.2)
36
Nelas, as variaveis x9, ρG9 e ρL9 sao, respectivamente, o tıtulo, a massa especıfica do
gas e a massa especıfica do lıquido a uma pressao de 90% da pressao de estagnacao
(P9). Para o calculo de x9 e portanto v9, foi utilizado o mesmo procedimento do
estudo de caso analisado na secao 4.2. A partir de um determinado valor de x0 ,
foi adotada a hipotese de que, para cada passo de reducao da pressao no bocal, a
variacao percentual do tıtulo do escoamento poderia ser considerada a mesma que
foi usada no estudo de caso. A partir daı, x9 e v9 foram calculados por interpolacao
do valor de P9 na tabela 4.3.
Por outro lado, no metodo HNE-DS e adotada a hipotese de equilıbrio termo-
dinamico parcial. Nele, o parametro ω e calculado apenas a partir das propriedades
de estagnacao na entrada da PSV, conforme as equacoes abaixo.
ω =x0vG0
k0v0+ CL0T0P0
(vG0 − vL0
hLG0
)2
N (4.3)
N =
[x0 + CL0T0P0
(vG0 − vL0
h2LG0
)ln
(1
nc
)] 25
(4.4)
O coeficiente N e baseado na fracao massica de vapor existente na secao crıtica da
valvula, e representa o fenomeno de atraso de vaporizacao. Conforme a pressao e
reduzida ao longo do bocal da PSV, ocorre a vaporizacao do lıquido, porem nao se
atinge o equilıbrio termodinamico por conta do caminho reduzido percorrido pelo
fluido. Por conta disso, o parametro ω calculado pela norma ISO-4126 e menor que
aquele calculado pela norma API RP 520 [20].
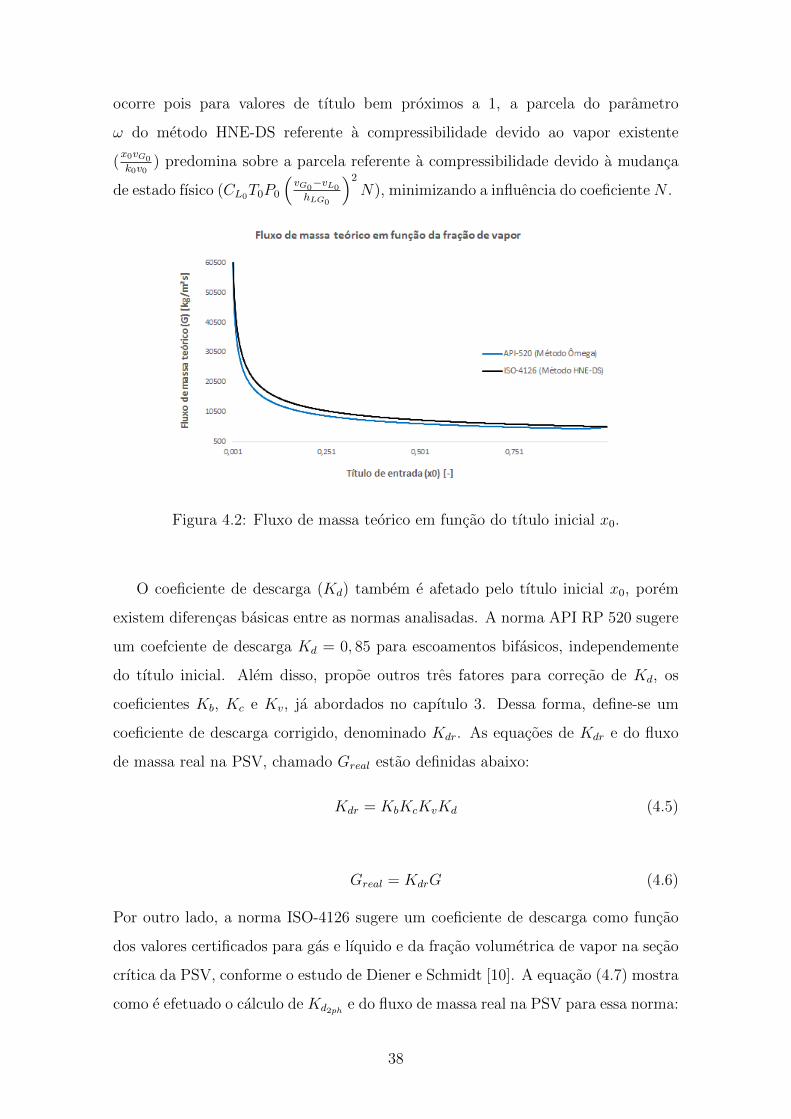
Por conta do nao-equilıbrio termodinamico ha menor geracao de vapor, e
portanto a massa especıfica da mistura bifasica e maior. Com isso, o fluxo de massa
teorico - aquele simulado para um bocal ideal - calculado pela norma ISO-4126
e maior que aquele calculado pela norma API RP 520. Isso e demonstrado na
figura 4.2. As diferencas sao relativamente baixas inicialmente, aproximadamente
5% para x0 = 0, 001, porem aumentam rapidamente para aproximadamente 17%
em x0 = 0, 05. Posteriormente, aumentam lentamente ate seu maximo, em 19%
para x0 = 0, 9. No fim, para valores bem proximos de 1 as diferencas diminuem
drasticamente, atingindo seu mınimo (2%) em x0 = 1 (vapor saturado). Isso
37
ocorre pois para valores de tıtulo bem proximos a 1, a parcela do parametro
ω do metodo HNE-DS referente a compressibilidade devido ao vapor existente
(x0vG0
k0v0) predomina sobre a parcela referente a compressibilidade devido a mudanca
de estado fısico (CL0T0P0
(vG0
−vL0
hLG0
)2N), minimizando a influencia do coeficiente N .
Figura 4.2: Fluxo de massa teorico em funcao do tıtulo inicial x0.
O coeficiente de descarga (Kd) tambem e afetado pelo tıtulo inicial x0, porem
existem diferencas basicas entre as normas analisadas. A norma API RP 520 sugere
um coefciente de descarga Kd = 0, 85 para escoamentos bifasicos, independemente
do tıtulo inicial. Alem disso, propoe outros tres fatores para correcao de Kd, os
coeficientes Kb, Kc e Kv, ja abordados no capıtulo 3. Dessa forma, define-se um
coeficiente de descarga corrigido, denominado Kdr. As equacoes de Kdr e do fluxo
de massa real na PSV, chamado Greal estao definidas abaixo:
Kdr = KbKcKvKd (4.5)
Greal = KdrG (4.6)
Por outro lado, a norma ISO-4126 sugere um coeficiente de descarga como funcao
dos valores certificados para gas e lıquido e da fracao volumetrica de vapor na secao
crıtica da PSV, conforme o estudo de Diener e Schmidt [10]. A equacao (4.7) mostra
como e efetuado o calculo de Kd2ph e do fluxo de massa real na PSV para essa norma:
38
Kd2ph = εKdG + (1− ε)KdL (4.7)
Greal = Kd2phG (4.8)
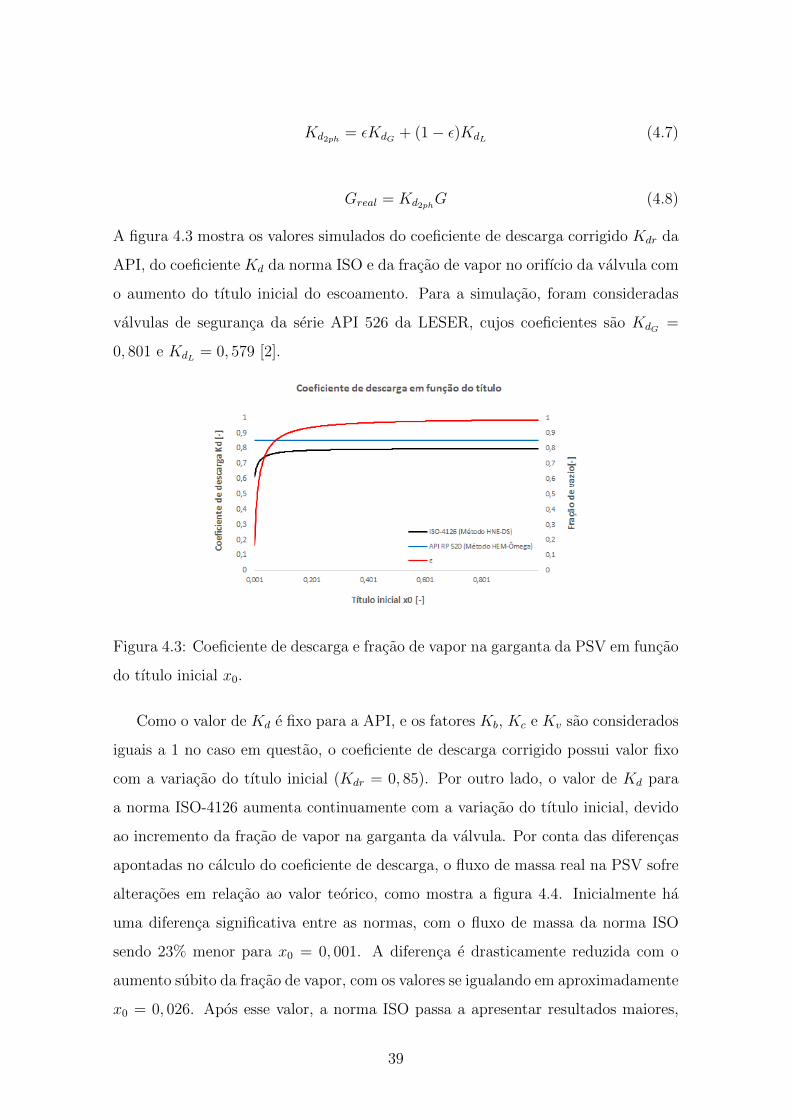
A figura 4.3 mostra os valores simulados do coeficiente de descarga corrigido Kdr da
API, do coeficiente Kd da norma ISO e da fracao de vapor no orifıcio da valvula com
o aumento do tıtulo inicial do escoamento. Para a simulacao, foram consideradas
valvulas de seguranca da serie API 526 da LESER, cujos coeficientes sao KdG =
0, 801 e KdL = 0, 579 [2].
Figura 4.3: Coeficiente de descarga e fracao de vapor na garganta da PSV em funcao
do tıtulo inicial x0.
Como o valor de Kd e fixo para a API, e os fatores Kb, Kc e Kv sao considerados
iguais a 1 no caso em questao, o coeficiente de descarga corrigido possui valor fixo
com a variacao do tıtulo inicial (Kdr = 0, 85). Por outro lado, o valor de Kd para
a norma ISO-4126 aumenta continuamente com a variacao do tıtulo inicial, devido
ao incremento da fracao de vapor na garganta da valvula. Por conta das diferencas
apontadas no calculo do coeficiente de descarga, o fluxo de massa real na PSV sofre
alteracoes em relacao ao valor teorico, como mostra a figura 4.4. Inicialmente ha
uma diferenca significativa entre as normas, com o fluxo de massa da norma ISO
sendo 23% menor para x0 = 0, 001. A diferenca e drasticamente reduzida com o
aumento subito da fracao de vapor, com os valores se igualando em aproximadamente
x0 = 0, 026. Apos esse valor, a norma ISO passa a apresentar resultados maiores,
39
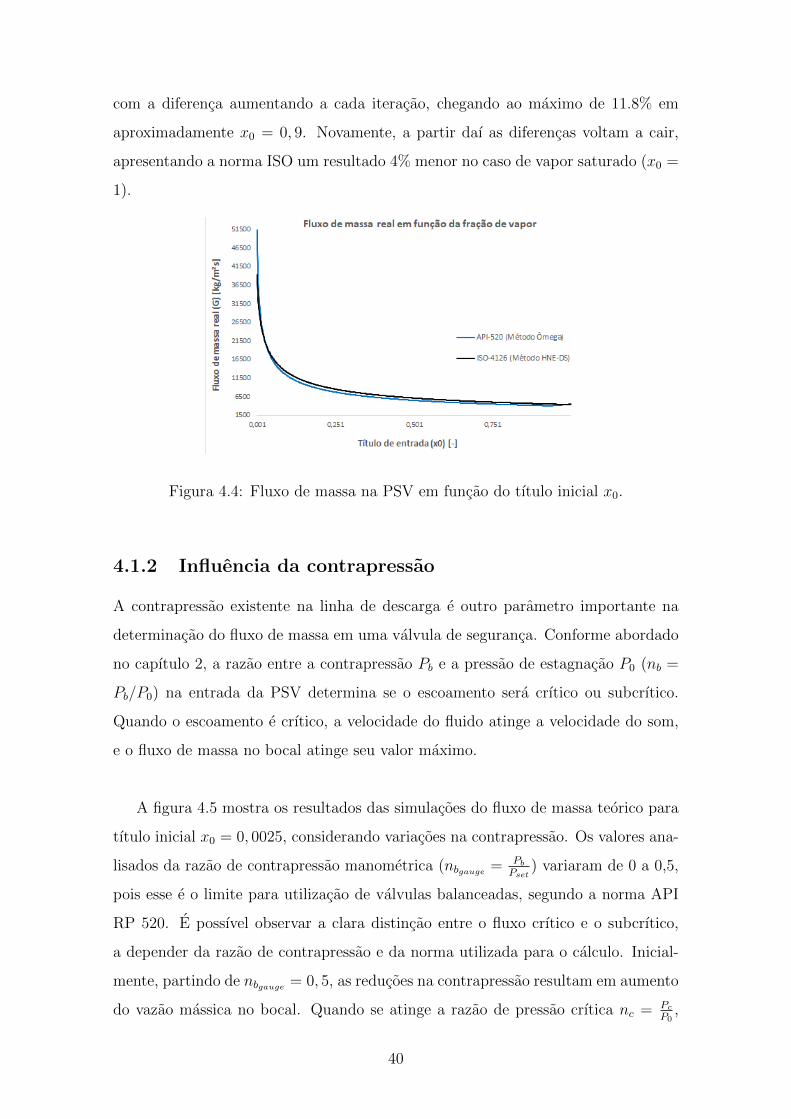
com a diferenca aumentando a cada iteracao, chegando ao maximo de 11.8% em
aproximadamente x0 = 0, 9. Novamente, a partir daı as diferencas voltam a cair,
apresentando a norma ISO um resultado 4% menor no caso de vapor saturado (x0 =
1).
Figura 4.4: Fluxo de massa na PSV em funcao do tıtulo inicial x0.
4.1.2 Influencia da contrapressao
A contrapressao existente na linha de descarga e outro parametro importante na
determinacao do fluxo de massa em uma valvula de seguranca. Conforme abordado
no capıtulo 2, a razao entre a contrapressao Pb e a pressao de estagnacao P0 (nb =
Pb/P0) na entrada da PSV determina se o escoamento sera crıtico ou subcrıtico.
Quando o escoamento e crıtico, a velocidade do fluido atinge a velocidade do som,
e o fluxo de massa no bocal atinge seu valor maximo.
A figura 4.5 mostra os resultados das simulacoes do fluxo de massa teorico para
tıtulo inicial x0 = 0, 0025, considerando variacoes na contrapressao. Os valores ana-
lisados da razao de contrapressao manometrica (nbgauge = Pb
Pset) variaram de 0 a 0,5,
pois esse e o limite para utilizacao de valvulas balanceadas, segundo a norma API
RP 520. E possıvel observar a clara distincao entre o fluxo crıtico e o subcrıtico,
a depender da razao de contrapressao e da norma utilizada para o calculo. Inicial-
mente, partindo de nbgauge = 0, 5, as reducoes na contrapressao resultam em aumento
do vazao massica no bocal. Quando se atinge a razao de pressao crıtica nc = Pc
P0,
40
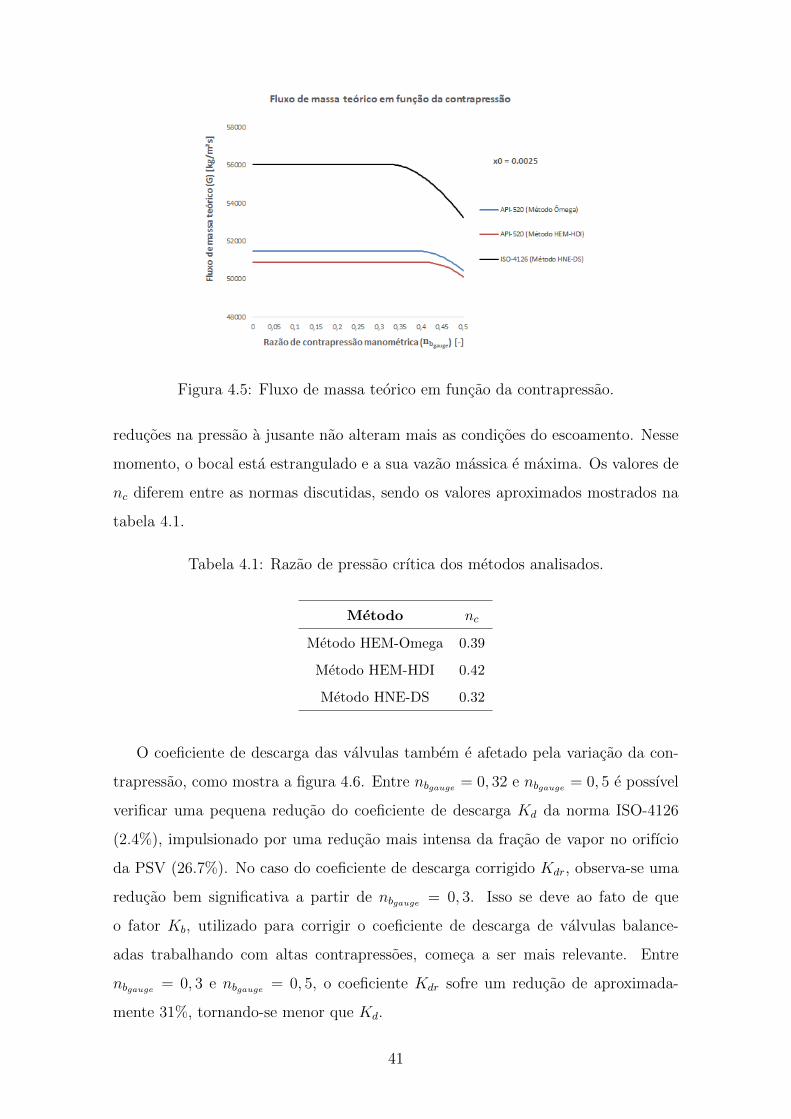
Figura 4.5: Fluxo de massa teorico em funcao da contrapressao.
reducoes na pressao a jusante nao alteram mais as condicoes do escoamento. Nesse
momento, o bocal esta estrangulado e a sua vazao massica e maxima. Os valores de
nc diferem entre as normas discutidas, sendo os valores aproximados mostrados na
tabela 4.1.
Tabela 4.1: Razao de pressao crıtica dos metodos analisados.
Metodo nc
Metodo HEM-Omega 0.39
Metodo HEM-HDI 0.42
Metodo HNE-DS 0.32
O coeficiente de descarga das valvulas tambem e afetado pela variacao da con-
trapressao, como mostra a figura 4.6. Entre nbgauge = 0, 32 e nbgauge = 0, 5 e possıvel
verificar uma pequena reducao do coeficiente de descarga Kd da norma ISO-4126
(2.4%), impulsionado por uma reducao mais intensa da fracao de vapor no orifıcio
da PSV (26.7%). No caso do coeficiente de descarga corrigido Kdr, observa-se uma
reducao bem significativa a partir de nbgauge = 0, 3. Isso se deve ao fato de que
o fator Kb, utilizado para corrigir o coeficiente de descarga de valvulas balance-
adas trabalhando com altas contrapressoes, comeca a ser mais relevante. Entre
nbgauge = 0, 3 e nbgauge = 0, 5, o coeficiente Kdr sofre um reducao de aproximada-
mente 31%, tornando-se menor que Kd.
41
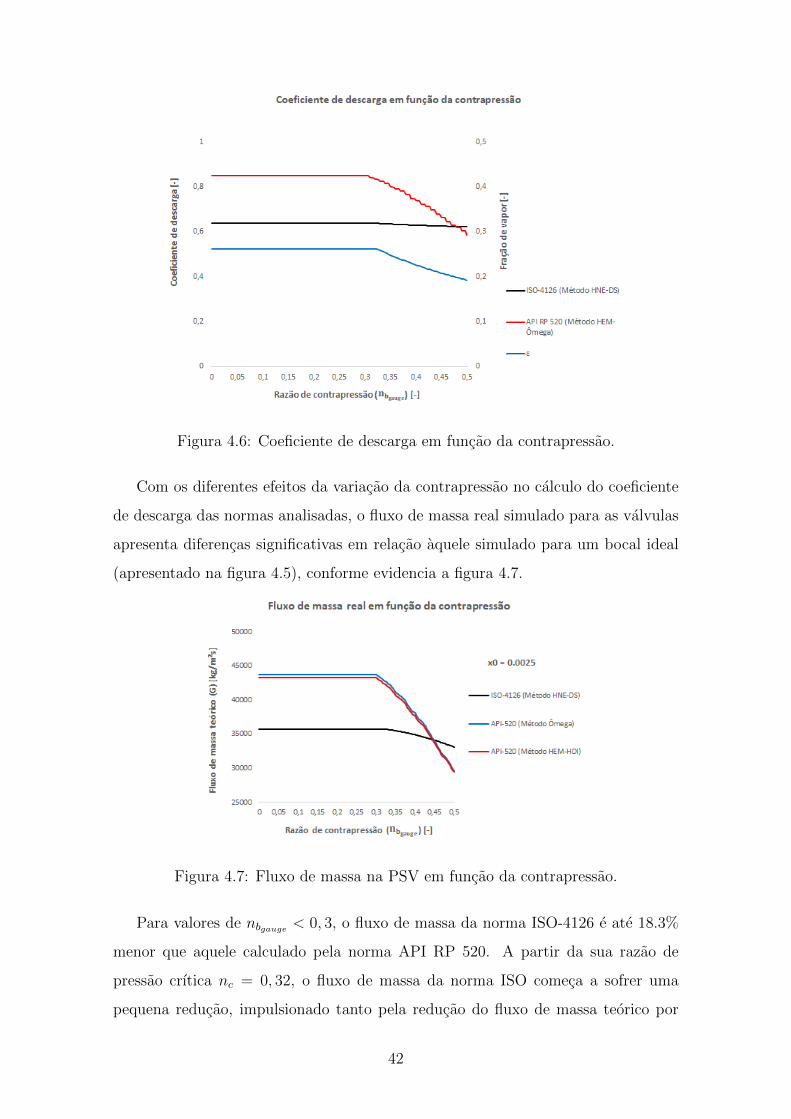
Figura 4.6: Coeficiente de descarga em funcao da contrapressao.
Com os diferentes efeitos da variacao da contrapressao no calculo do coeficiente
de descarga das normas analisadas, o fluxo de massa real simulado para as valvulas
apresenta diferencas significativas em relacao aquele simulado para um bocal ideal
(apresentado na figura 4.5), conforme evidencia a figura 4.7.
Figura 4.7: Fluxo de massa na PSV em funcao da contrapressao.
Para valores de nbgauge < 0, 3, o fluxo de massa da norma ISO-4126 e ate 18.3%
menor que aquele calculado pela norma API RP 520. A partir da sua razao de
pressao crıtica nc = 0, 32, o fluxo de massa da norma ISO comeca a sofrer uma
pequena reducao, impulsionado tanto pela reducao do fluxo de massa teorico por
42

conta do escoamento subcrıtico, quanto pela reducao do coeficiente de descarga. De
nc ate nbgauge = 0, 5, a reducao e de 7.3%. Por outro lado, o fluxo de massa da
norma API RP 520 comeca a cair em nbgauge = 0, 3 por conta do fator de correcao de
contrapressao Kb. A partir das razoes de pressao crıtica nc = 0, 39 e nc = 0, 42, os
fluxos de massa dos metodos HEM-Omega e HEM-HDI, respectivamente, iniciam
um trajetoria de queda mais acentuada por conta do escoamento subcrıtico. Os
valores se interceptam em aproximadamente nbgauge = 0, 45, e no limite da simulacao
(nb = 0, 5), ja se observa um fluxo de massa da norma ISO ate 12.6% maior que o
da norma API.
4.1.3 Influencia do tıtulo inicial e da contrapressao
Apos verificarmos a influencia de x0 e nbgauge separadamente, torna-se necessario
analisar a influencia da variacao simultanea desses parametros. A figura 4.8 apre-
senta os resultados em tres dimensoes do fluxo de massa calculado atraves do metodo
HEM-Omega.
Figura 4.8: Fluxo de massa na PSV em funcao do tıtulo inicial e da contrapressao
- Norma API RP 520.
Como e possıvel observar no grafico, para valores de tıtulo inicial bem baixos, o
fluxo de massa sofre uma reducao significativa para nbgauge > 0, 3, em decorrencia da
influencia conjunta do fator de correcao Kb e da razao de contrapressao suplantar a
43
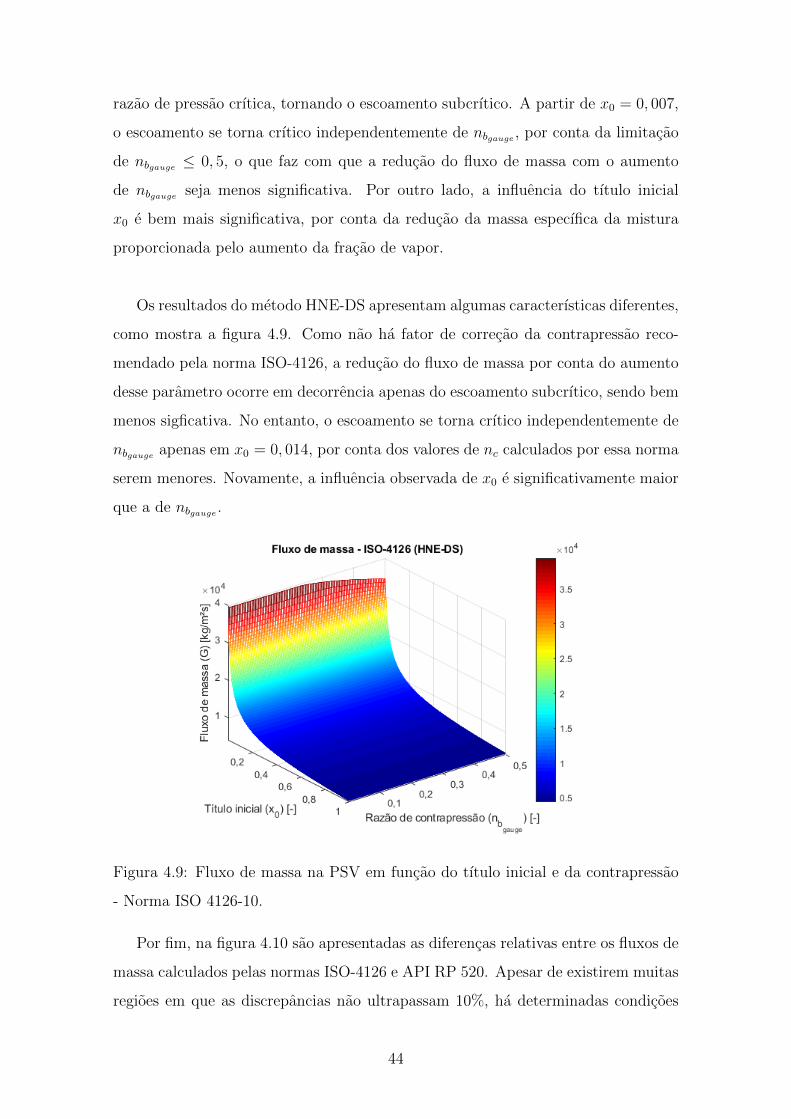
razao de pressao crıtica, tornando o escoamento subcrıtico. A partir de x0 = 0, 007,
o escoamento se torna crıtico independentemente de nbgauge , por conta da limitacao
de nbgauge ≤ 0, 5, o que faz com que a reducao do fluxo de massa com o aumento
de nbgauge seja menos significativa. Por outro lado, a influencia do tıtulo inicial
x0 e bem mais significativa, por conta da reducao da massa especıfica da mistura
proporcionada pelo aumento da fracao de vapor.
Os resultados do metodo HNE-DS apresentam algumas caracterısticas diferentes,
como mostra a figura 4.9. Como nao ha fator de correcao da contrapressao reco-
mendado pela norma ISO-4126, a reducao do fluxo de massa por conta do aumento
desse parametro ocorre em decorrencia apenas do escoamento subcrıtico, sendo bem
menos sigficativa. No entanto, o escoamento se torna crıtico independentemente de
nbgauge apenas em x0 = 0, 014, por conta dos valores de nc calculados por essa norma
serem menores. Novamente, a influencia observada de x0 e significativamente maior
que a de nbgauge .
Figura 4.9: Fluxo de massa na PSV em funcao do tıtulo inicial e da contrapressao
- Norma ISO 4126-10.
Por fim, na figura 4.10 sao apresentadas as diferencas relativas entre os fluxos de
massa calculados pelas normas ISO-4126 e API RP 520. Apesar de existirem muitas
regioes em que as discrepancias nao ultrapassam 10%, ha determinadas condicoes
44
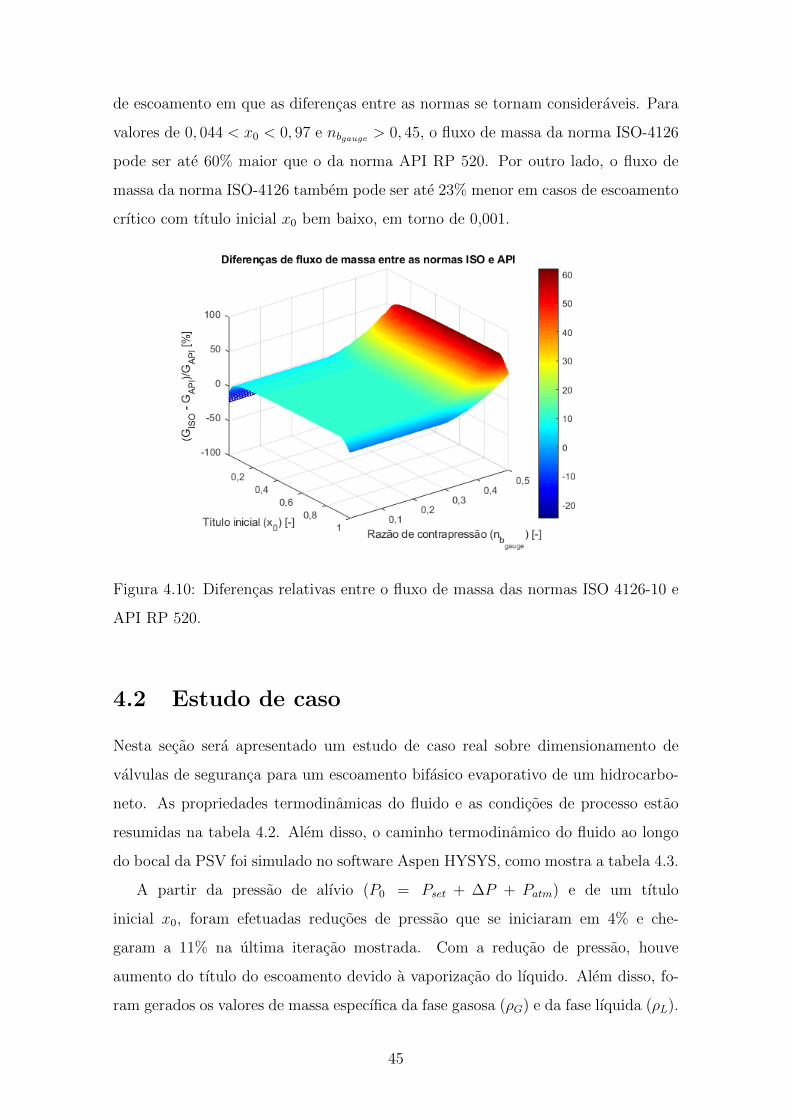
de escoamento em que as diferencas entre as normas se tornam consideraveis. Para
valores de 0, 044 < x0 < 0, 97 e nbgauge > 0, 45, o fluxo de massa da norma ISO-4126
pode ser ate 60% maior que o da norma API RP 520. Por outro lado, o fluxo de
massa da norma ISO-4126 tambem pode ser ate 23% menor em casos de escoamento
crıtico com tıtulo inicial x0 bem baixo, em torno de 0,001.
Figura 4.10: Diferencas relativas entre o fluxo de massa das normas ISO 4126-10 e
API RP 520.
4.2 Estudo de caso
Nesta secao sera apresentado um estudo de caso real sobre dimensionamento de
valvulas de seguranca para um escoamento bifasico evaporativo de um hidrocarbo-
neto. As propriedades termodinamicas do fluido e as condicoes de processo estao
resumidas na tabela 4.2. Alem disso, o caminho termodinamico do fluido ao longo
do bocal da PSV foi simulado no software Aspen HYSYS, como mostra a tabela 4.3.
A partir da pressao de alıvio (P0 = Pset + ∆P + Patm) e de um tıtulo
inicial x0, foram efetuadas reducoes de pressao que se iniciaram em 4% e che-
garam a 11% na ultima iteracao mostrada. Com a reducao de pressao, houve
aumento do tıtulo do escoamento devido a vaporizacao do lıquido. Alem disso, fo-
ram gerados os valores de massa especıfica da fase gasosa (ρG) e da fase lıquida (ρL).
45

Tabela 4.2: Propriedades termodinamicas e condicoes de processo.
Propriedade Valor Unidade
Pset 30 bar-g
T0 80 o C
Qm 954354 kgh
Pbsuper 0,47 bar-g
Pbbuilt 12,77 bar-g
CL0 3276,5 JkgK
k0 1,1 1
hLG0 10897620 Jkg
Tabela 4.3: Simulacoes de reducao de pressao no software Hysys.
Pressao [bar-a] Temperatura [o C] x0 [-] ρG [ kgm3 ] ρL [ kg
m3 ]
34 79,7 0,0025 22,67 1040,94
32,64 79,7 0,0026 21,79 1040,86
31,28 79,7 0,0026 20,90 1040,79
29,92 79,8 0,0027 20,03 1040,71
28,56 79,8 0,0028 19,15 1040,64
27,20 79,8 0,0029 18,27 1040,56
25,84 79,8 0,0029 17,40 1040,49
24,48 79,9 0,0030 16,52 1040,42
23,12 79,9 0,0031 15,65 1040,35
21,76 79,9 0,0032 14,78 1040,28
20,40 79,9 0,0033 13,91 1040,21
19,04 80,0 0,0034 13,04 1040,14
17,68 80,0 0,0035 12,17 1040,08
16,32 80,0 0,0036 11,30 1040,02
14,96 80,0 0,0037 10,43 1039,92
13,60 80,0 0,0038 9,56 1039,87
12,24 80,0 0,0039 8,68 1039,84
10,88 80,0 0,0041 7,80 1039,82
46

O dimensionamento dessa PSV sera apresentado segundo os tres metodos anali-
sados nesse trabalho: os metodos HEM-HDI e HEM-Omega, propostos pela norma
API RP 520, e o metodo HNE-DS, proposto pela norma ISO-4126.
• Metodo HEM-HDI
Para o dimensionamento segundo o metodo HEM-HDI, foi necessario calcular
a massa especıfica da mistura bifasica, para utiliza-la no calculo do fluxo de
massa atraves do balanco de energia no bocal da valvula. As equacoes estao
resumidas abaixo:
1
ρmix= x
1
ρG+ (1− x)
1
ρL(4.9)
G = ρmix
(−2
∫dP
ρmix
)1/2
(4.10)
A integral foi efetuada numericamente no software Matlab atraves da soma
direta em pequenos intervalos de pressao, de acordo com a norma API RP 520
[4]. ∫ Pt
P0
dP
ρmix≈
t∑i=0
(Pi+1 − Piρi+1 + ρi
)(4.11)
Com isso, foi possıvel gerar uma lista com os valores de fluxo de massa teorico
para cada pressao. Os resultados estao apresentados no grafico 4.11. E possıvel
observar que o fluxo de massa maximo ocorre para a pressao crıtica (Pc) de
13,6 bar-a. Com isso, efetua-se a comparacao entre a pressao crıtica Pc e a
contrapressao absoluta Pb (Pb = Pbsuper + Pbbuilt + Patm), conforme abaixo:
Pc ≥ Pb −→ Escoamento crıtico (4.12)
Pc < Pb −→ Escoamento subcrıtico (4.13)
Como Pb = 14, 24 bar-a, o escoamento e subcrıtico. Dessa forma, deve ser
utilizado como fluxo de massa o valor correspondente a Pb. Como nao foram
geradas as propriedades para esse ponto, o fluxo de massa foi obtido por in-
terpolacao entre os valores correspondentes as pressoes de 14,96 e 13,6 bar-a.
47

Figura 4.11: Simulacao do fluxo de massa em funcao da pressao.
O seu resultado e apresentado abaixo:
G = 50778, 4kg
m2s
. Apos isso, devem ser determinados os coeficientes Kb, Kc, Kv e Kd. Os
valores utilizados e as razoes estao explicitadas na tabela 4.4.
Tabela 4.4: Coeficientes Kb, Kc, Kv e Kd - Norma API RP 520.
Coeficiente Valor Observacoes
Kb 0,80 Verificar figura 3.1
Kc 1 Nao ha disco de ruptura.
Kv 1 O fluido possui viscosidade baixa.
Kd 0,85 Valor recomendado pra escoamentos bifasicos
Por fim, e possıvel calcular a area de orifıcio requerida da valvula de seguranca,
a partir da equacao (3.7).
Areq = 7678mm2
• Metodo HEM-Omega
No dimensionamento segundo o Metodo HEM-Omega, o primeiro passo e cal-
cular o parametro ω, conforme a equacao (3.11). Para obter os valores de x9
e v9, foi efetuada uma interpolacao utilizando o valor da pressao a 90% da
pressao de estagnacao (P9 = 0, 9P0 = 30, 6 bar-a). O valor de v0 foi obtido a
48

partir da massa especıfica da mistura na pressao de estagnacao P0 (v0 = 1ρmix
).
Com isso, foi possıvel obter o parametro ω, conforme abaixo:
ω = 9
(v9v0− 1
)= 0, 169
Com o parametro de compressbilidade calculado, e possıvel calcular a razao de
pressao crıtica, atraves da equacao (3.15), e posteriormente a pressao crıtica
do escoamento. Os resultados estao mostrados abaixo:
nc = 0, 376
Pc = ncP0 = 12, 76bar − a
A partir do valor da pressao crıtica, foi possıvel determinar a condicao de
escoamento. Como Pb > Pc, o escoamento e subcrıtico. Portanto, a partir da
equacao (3.19), determina-se o fluxo de massa teorico:
G = 51258kg
m2s
Com a utilizacao dos coeficientes Kb, Kc, Kv e Kd apresentados na tabela 4.4,
determina-se a area de orifıcio requerida da valvula:
Areq = 7606mm2
• Metodo HNE-DS
No metodo HNE-DS, o parametro ω e calculado apenas a partir das proprie-
dades iniciais, ou seja, as propriedades na pressao de ajuste da PSV. Inicial-
mente, ω foi calculado para a hipotese de equilıbrio homogeneo (N=1), como
recomenda a norma ISO-4126:
ω(N = 1) = 0, 151
Com o valor inicial de ω, foi possıvel calcular a razao de pressao crıtica inicial
(nc(N = 1) = 0, 361). A partir daı, calcula-se o fator de atraso de vaporizacao
N , a partir da equacao (3.21), e determina-se o parametro ω e a razao de
pressao crıtica novamente, ja considerando a hipotese de equilıbrio parcial.
Alem disso, e calculada a razao de contrapressao nb. Os resultados estao
resumidos abaixo:
N = 0, 109
49

ω = 0, 099
nc = 0, 313
nb = 0, 419
Como nb > nc, o escoamento e subcrıtico, de acordo com a equacao (3.31),
e portanto n = nb. O coeficiente do escoamento C e calculado a partir da
equacao (3.32), e com isso o fluxo de massa teorico G e calculado a partir da
equacao (3.33). Os resultados estao apresentados abaixo:
C = 0, 686
G = 54711kg
m2s
Apos o calculo do valor de fluxo de massa teorico, e necessario apenas o coe-
ficiente de descarga do escoamento bifasico para obter o fluxo de massa real,
e consequentemente a area requerida da valvula. Para isso, a fracao de vazio
na garganta da valvula ε foi calculada a partir da equacao (3.34), sendo seu
resultado apresentado abaixo:
ε = 0, 21
Dessa forma, o coeficiente de descarga pode ser calculado atraves da equacao
(3.22). Os coeficientes certificados para operacao com gas e lıquido utilizados
para o calculo foram novamente aqueles das valvulas da serie API 526 da
LESER (KdG = 0, 801 e KdL = 0, 579). Os resultados do Kd2ph e do fluxo de
massa real na valvula estao apresentados abaixo:
Kd2ph = 0, 626
Greal = Kd2phG = 34237kg
m2s
Por fim, e possıvel calcular a area de orifıcio requerida da valvula de seguranca,
atraves da equacao (3.35):
Areq = 7743mm2
• Resumo dos resultados
Os resultados obtidos por cada metodo analisado para a area de orifıcio
50
Tabela 4.5: Areas e diametros de orifıcio requeridos para cada metodo analisado.
Metodo Areq [mm2] d0 [mm]
HEM-HDI 7678 98, 9
HEM-Omega 7606 98, 4
HNE-DS 7743 99, 3
requerida da valvula de seguranca estao resumidos na tabela 4.5.
De acordo com a figura 2.10, os tres metodos de dimensionamento apresentam
resultados que requerem a selecao de uma valvula de mesmo orifıcio R. Isso
ocorreu pois o estudo de caso apresentou um exemplo de dimensionamento
que coincidiu com a regiao de menor diferenca no fluxo de massa entre os
metodos analisados, conforme mostra a figura 4.7 (nbgauge = 0, 441).
No entanto, e importante ressaltar que a diferenca no calculo do fluxo de
massa poderia ter sido bastante significativa, dependendo do tıtulo inicial e
da contrapressao do escoamento, conforme evidenciado pela figura 4.10. As
razoes para as diferencas apresentadas e as possıveis consequencias para o
dimensionamento das valvulas sao explicadas no capıtulo 5.
51

Capıtulo 5
Conclusoes e Trabalhos Futuros
O presente trabalho analisou as influencias de parametros de processo, como o
tıtulo do escoamento e a contrapressao, no fluxo de massa em valvulas de seguranca
e alıvio de pressao para escoamentos bifasicos. Os metodos utilizados para a
comparacao foram o Metodo HEM-Omega e o Metodo HEM-HDI, ambos propostos
pela norma API RP 520, e o Metodo HNE-DS, proposto pela norma ISO 4126-10. O
tıtulo inicial x0 do escoamento foi variado de 0,001 ate 1, e a razao de contrapressao
nbgauge = Pb
Psetfoi variada de 0 a 0,5.
Os resultados das simulacoes evidenciam que, dependendo dos parametros
iniciais considerados (x0, nbgauge), podem existir grandes diferencas no fluxo de
massa entre as normas analisadas, o que resultaria em uma diferenca significativa
da area requerida das PSVs. A figura 4.10 mostra que para casos de escomento
subcrıtico com nb > 0, 45, o fluxo de massa da ISO pode ser ate 60% maior que
o da API. Nesse caso, a utilizacao do metodo HEM-Omega poderia acarretar na
selecao de uma valvula sobredimensionada, o que causaria problemas de batimento
e trepidacao na PSV, alem da sobrecarga na tubulacao de descarga. Por outro lado,
em caso de escoamento crıtico com tıtulo inicial bem baixo, em torno de 0, 001, o
fluxo de massa da ISO pode ser ate 23% menor que o da API. Nesse caso, o metodo
HEM-Omega estaria selecionando valvulas subdimensionadas, o que causaria uma
sobrepressao alem da permissıvel no vaso de pressao protegido, implicando em
risco para o equipamento e risco de vida para os profissionais envolvidos na operacao.
52
Em primeiro lugar, essas diferencas ocorrem pelo modelo adotado para o calculo
do fluxo de massa teorico. Enquanto a norma API considera o Metodo do Equilıbrio
Homogeneo, em que ha equilıbrio termico e mecanico entre as fases, a norma ISO
considera o Metodo do nao-Equilıbrio Homogeneo, no qual o equilıbrio mecanico e
mantido, porem o equilıbrio termico e apenas parcial. Em segundo lugar, ha uma
diferenca basica entre as normas no calculo do coeficiente de descarga. Enquanto a
API sugere um valor fixo de Kd como 0, 85 e um fator de correcao Kb como funcao
da contrapressao, a norma ISO sugere que o coeficiente de descarga e funcao dos
coeficientes certificados para operacao com gas (KdG) e lıquido (KdL), alem da
fracao volumetrica de vapor na secao crıtica da valvula (ε).
Em relacao aos trabalhos futuros relativos ao tema, propoe-se desenvolver um
modelo termodinamico capaz de simular a reducao de pressao ao longo do bocal
da PSV para um escoamento isentropico agua-vapor, a fim de se obter os dados
necessarios para realizar uma analise mais robusta. Alem disso, e necessario que
sejam realizados os testes experimentais de vazao de alıvio em valvulas de seguranca
para escoamentos bifasicos agua-vapor em diferentes condicoes de processo, conforme
feito nos estudos de Boccardi et. al [11] e Lenzing e Friedel [19].
53
Referencias Bibliograficas
[1] GOULART, A. K., Dimensionamento de valvulas de seguranca e alıvio de
pressao atuando com fluidos bifasicos , Trabalho de diplomacao em en-
genharia quımica, DEQUI/UFRGS, Porto Alegre, RS, Brasil, 2012.
[2] LESER., “Engineering Handbook”, Disponıvel em: https://www.leser.com/
-/media/files/engineering/leser_engineering.pdf.
[3] BONAN, T. C., Dimensionamento e selecao de valvulas de seguranca e alıvio de
pressao, Projeto de graduacao em engenharia mecanica, DEM/POLI/U-
FRJ, Rio de Janeiro, RJ, Brasil, 2016.
[4] API Standard 520, Sizing, Selection, and Installation of Pressure-relieving De-
vices - Part I-Sizing and Selection, Tech. rep., American Petroleum Ins-
titute, Washington, DC, USA, 2014.
[5] LESER., “API Series 526 Catalog”, Disponıvel em: https://www.leser.com/
-/media/files/catalogue/us/api_extended_catalog_us.pdf?mw=
570&hash=0D54309698568793BAA949D23AAB97DC7978A94B.
[6] MORAN, M. J., SHAPIRO, H. N., BOETTNER, D. D., et al., Fundamentals
of engineering thermodynamics . 7th ed. John Wiley & Sons: New York,
2010.
[7] FOX, R. W., PRITCHARD, P. J., MCDONALD, A. T., et al., Introducao a
Mecanica Dos Fluidos .. 8th ed. Grupo Gen-LTC: Rio de Janeiro, 2010.
[8] SCHMIDT, J., “Sizing of nozzles, venturis, orifices, control and safety valves
for initially sub-cooled gas/liquid two-phase flow–The HNE-DS method”,
Forschung im Ingenieurwesen, v. 71, n. 1, pp. 47, 2007.
54
[9] NAZARIO, F., LEUNG, J., “Sizing pressure relief valves in flashing and two-
phase service: an alternative procedure”, Journal of loss prevention in the
process industries , v. 5, n. 5, pp. 263–269, 1992.
[10] DIENER, R., SCHMIDT, J., “Sizing of throttling device for gas/liquid two-
phase flow part 1: Safety valves”, Process Safety Progress , v. 23, n. 4,
pp. 335–344, 2004.
[11] BOCCARDI, G., BUBBICO, R., CELATA, G. P., et al., “Two-phase flow th-
rough pressure safety valves. Experimental investigation and model pre-
diction”, Chemical Engineering Science, v. 60, n. 19, pp. 5284–5293, 2005.
[12] ISO 4126-10, Safety devices for protection against excessive pressure, Part 10.-
Sizing of safety valves for gas/liquid two-phase flow , Tech. rep., Interna-
tional Organization for Standardization, Geneva, Switzerland, 2010.
[13] API Standard 526, Flanged Steel Pressure-Relief Valves , Tech. rep., American
Petroleum Institute, Washington, DC, USA, 2009.
[14] VAN WYLEN, G. J., SONNTAG, R. E., BORGNAKKE, C., Fundamentos da
termodinamica classica. 4th ed. Edgard Blucher: Sao Paulo, 2006.
[15] LEUNG, J., “The Omega method for discharge rate calculations”. In: Int.
Symp. Runaway Reac. Pres. Rel. Des., pp. 367–393, 1995.
[16] DARBY, R., SELF, F. E., EDWARDS, V. H., “Properly size pressure-relief
valves for two-phase flow: a number of factors must be kept in mind
when using different models.(Engineering Practice)”, Chemical Enginee-
ring , v. 109, n. 6, pp. 68–75, 2002.
[17] LEUNG, J., NAZARIO, F., “Two-phase flashing flow methods and compari-
sons”, Journal of Loss Prevention in the Process Industries , v. 3, n. 2,
pp. 253–260, 1990.
[18] SCHMIDT, J., WESTPHAL, F., “Praxisbezogenes Vorgehen bei der Ausle-
gung von Sicherheitsventilen und deren Abblaseleitungen fur die Dur-
chstromung mit Gas/Dampf-Flussigkeitsgemischen–Teil 1”, Chemie Inge-
nieur Technik , v. 69, n. 6, pp. 776–792, 1997.
55
[19] LENZING, T., FRIEDEL, L., “Full lift safety valve air/water and steam/water
critical mass flow rates”, ISO TC , v. 185, pp. 3–4, 1996.
[20] SCHMIDT, J., EGAN, S., “Case Studies of Sizing Pressure Relief Valves
for Two-Phase Flow”, Chemical Engineering & Technology: Industrial
Chemistry-Plant Equipment-Process Engineering-Biotechnology , v. 32,
n. 2, pp. 263–272, 2009.
[21] DARBY, R., MEILLER, P. R., STOCKTON, J. R., et al., “Select the best
model for two-phase relief sizing”, Chemical engineering progress , v. 97,
n. 5, pp. 56–65, 2001.
[22] DARBY, R., “On two-phase frozen and flashing flows in safety relief values:
Recommended calculation method and the proper use of the discharge
coefficient”, Journal of Loss Prevention in the Process Industries , v. 17,
n. 4, pp. 255–259, 2004.
[23] LENZING, T., FRIEDEL, L., ALHUSEIN, M., “Critical mass flow rate in ac-
cordance with the omega-method of DIERS and the Homogeneous Equili-
brium Model”, Journal of loss prevention in the process industries , v. 11,
n. 6, pp. 391–395, 1998.
[24] LEUNG, J. C., “A theory on the discharge coefficient for safety relief valve”,
Journal of Loss Prevention in the Process Industries , v. 17, n. 4, pp. 301–
313, 2004.
56

Apendice A
Codigo Fonte
A.1 Codigo principal
1 clc ;
2 clear a l l ;
3 %% Case : 33−PSV−3016
4 rho L0 = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C72 : C72 ’ ) ; % kg /mˆ3
5 Pset = 30 ; %bar−g
6 Patm = 1 ; %bar
7 sob r ep r e s sao = 10 ; % 10%
8 P0 = ( Pset∗(1+ sobrepre s sao /100) + Patm) ∗10ˆ5; % Pa−a
9 Pb super = 0 . 4 7 ; %bar−g
10 Pb bu i l t = 1 2 . 7 7 ; %bar−g
11 Pb tota l = Patm∗10ˆ5;
12 T0 = 80+273; % K
13 Q m = 954354; % kg /h
14 CpL0 = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C23 : C23 ’ ) ∗10ˆ3; % J/ kg K
15 hLG = −x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C20 : C20 ’ ) ∗10ˆ3; % J/ kg
16 vL0 = (1/ rho L0 ) ;
17 rho G0 = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C71 : C71 ’ ) ; % mˆ3/ kg
18 vG0 = 1/ rho G0 ;
19 k = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C41 : C41 ’ ) ; % Cp/Cv
20
57
21 % Variacao de parametros de entrada
22 % v a r i a b l e = 1; % Contrapressao
23 % v a r i a b l e = 2; % T i t u l o
24 v a r i a b l e = 3 ; % Variar ambos
25
26 % Aplicacao dos metodos
27 method = 0 ; % HEM Omega
28 % method = 1; % HEM HDI
29 % method = 2; % HNE−DS
30
31 % Contrapressao
32 i f v a r i a b l e == 1 % contrapres sao
33 Pb gauge = linspace (0 ,15 ,151) ;
34 x0 = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C76 : C76 ’ ) ; % t i t u l o
i n i c i a l
35 i f method == 0
36 [ n , fluxo Omega , nb gauge , G Omega , G Omega real nb ] =
HEM Omega(Q m, Pb gauge , Pset , Patm , v a r i a b l e ) ;
37 e l s e i f method == 1
38 [ n , f luxo HDI , nb gauge , G HDI , G HDI real nb ] = HEM HDI
(Q m, Pb gauge , Pset , Patm) ;
39 e l s e i f method == 2
40 [ n ,w, fluxo HNE , eps i l on , Kd2ph ,G HNE, G HNE real nb ] =
HNE DS saturated (T0 ,Q m, x0 , Pb gauge , Pset , Patm , P0 ,
CpL0 ,hLG, vL0 , vG0 , k , v a r i a b l e ) ;
41 end
42
43 % T i t u l o
44 e l s e i f v a r i a b l e == 2 % t i t u l o
45 x0 = linspace ( 0 . 001 , 1 , 1000 ) ’ ;
46 Pb tota l = Patm∗10ˆ5;
47 Pb tota l = ( Pb super + Pb bu i l t + Patm) ∗10ˆ5; %Pa−a
58

48 i f method == 0
49 [ n ,w, fluxo Omega , G Omega , G Omega real ] = HEM Omega(
Q m, Pb tota l , x0 , v a r i a b l e ) ;
50 e l s e i f method == 2
51 [N,w, fluxo HNE , eps i l on , Kd2ph ,G HNE, G HNE real ] =
HNE DS saturated (T0 ,Q m, x0 , P0 , Pb tota l , CpL0 ,hLG,
vL0 , vG0 , k , v a r i a b l e ) ;
52 end
53
54 % Variar t i t u l o e contrapres sao simultaneamente
55 e l s e i f v a r i a b l e == 3
56 Pb gauge = linspace (0 ,15 ,151) ;
57 x0 = linspace ( 0 . 001 , 1 , 1000 ) ’ ;
58 i f method == 0
59 [ G Omega z , nb gauge ] = HEM Omega(Q m, Pb gauge , Pset ,
Patm , x0 , v a r i a b l e ) ;
60 % mesh ( G Omega z ) ;
61 % a x i s ( [ 1 151 1 1000 3000 55000])
62 % colormap ( j e t ) ;
63 % c o l o r b a r ;
64 % x l a b e l ( ’ Razao de contrapres sao (Pb/ Pset ) [− ] ’ ) ;
65 % y l a b e l ( ’ T i t u l o i n i c i a l ( x0 ) [− ] ’ ) ;
66 % z l a b e l ( ’ Area r e q u e r i d a [mmˆ 2 ] ’ ) ;
67 % s e t ( gca , ’ Ydir ’ , ’ reverse ’ )
68 % t i t l e ( ’ Area r e q u e r i d a − API RP 520 (HEM−Omega) ’ )
69 e l s e i f method == 2
70 [ G HNE z , nb gauge ] = HNE DS saturated (T0 ,Q m, x0 , P0 ,
Pb gauge , Pset , Patm , CpL0 ,hLG, vL0 , vG0 , k , v a r i a b l e ) ;
71 % mesh (G HNE z) ;
72 % a x i s ( [ 1 151 1 1000 4000 40000])
73 % colormap ( j e t ) ;
74 % c o l o r b a r ;
59

75 % x l a b e l ( ’ Razao de contrapres sao (Pb/ Pset ) [− ] ’ ) ;
76 % y l a b e l ( ’ T i t u l o i n i c i a l ( x0 ) [− ] ’ ) ;
77 % z l a b e l ( ’ Fluxo de massa (G) [ kg /mˆ2 s ] ’ ) ;
78 % s e t ( gca , ’ Ydir ’ , ’ reverse ’ )
79 % t i t l e ( ’ Fluxo de massa − ISO−4126 (HNE−DS) ’)
80 end
81 end
82
83 Dif normas = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
84 for i =1: length ( x0 )
85 for j =1: length ( Pb gauge )
86 Dif normas ( i , j ) = (G HNE z( i , j ) − G Omega z ( i , j ) ) /
G Omega z ( i , j ) ∗100 ; % em %
87 end
88 end
89
90 mesh( Dif normas ) ;
91 axis ( [ 1 151 1 1000 −100 100 ] )
92 colormap ( jet ) ;
93 colorbar ;
94 xlabel ( ’ Razao de cont rapre s sao (Pb/ Pset ) [− ] ’ ) ;
95 ylabel ( ’ T i tu lo i n i c i a l ( x0 ) [− ] ’ ) ;
96 zlabel ( ’ (G {ISO} − G {API}) /G {API} [%] ’ ) ;
97 set (gca , ’ Ydir ’ , ’ r e v e r s e ’ )
98 t i t l e ( ’ D i f e r enca s de f l uxo de massa ent r e as normas ISO e
API ’ )
A.2 Metodo HEM-HDI
1 function [ n , f luxo HDI , nb gauge , G HDI , G HDI real nb ] =
HEM HDI(Q m, Pb gauge , Pset , Patm)
2
3 %% 33−PSV−3016
60
4 Pressure = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C6 : Z6 ’ ) ;
5 Density = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C77 : Z77 ’ ) ;
6 p0 = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C6 : C6 ’ ) ; %Pset +
s o b r e p r e s s a o + Patm − bar−a
7 p0 = 10ˆ5∗p0 ; % Pa−a
8
9 %% v a l o r e s de c o e f i c i e n t e s − API 520
10 Kc = 1 ; % nao ha u t i l i z a c a o do d i s c o de ruptura
11 Kv = 1 ; % f l u i d o p o s s u i v i s c o s i d a d e normal
12 Kd API = 0 . 8 5 ; % v a l o r recomendado p e l a API
13
14 %% Metodo HDI
15 Sum = [ 0 ] ;
16 G = [ 0 ] ;
17
18 for i =1: length ( Pressure )
19 Pressure ( i ) = 10ˆ5∗ Pressure ( i ) ; % pressao em Pa
20 end
21
22 % i n i c i a l i z a n d o as v a r i a v e i s nb gauge e P b t o t a l
23 nb gauge = zeros (1 , length ( Pb gauge ) ) ;
24 Pb tota l = zeros (1 , length ( Pb gauge ) ) ;
25 nb = zeros (1 , length ( Pb gauge ) ) ;
26 n = zeros (1 , length ( Pb gauge ) ) ;
27 rho pb = zeros (1 , length ( Pb gauge ) ) ;
28 Sum pb = zeros (1 , length ( Pb gauge ) ) ;
29 f luxo HDI = zeros (1 , length ( Pb gauge ) ) ;
30 G HDI = zeros (1 , length ( Pb gauge ) ) ;
31 G HDI real nb = zeros (1 , length ( Pb gauge ) ) ;
32 Kb = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’Kb ’ , ’B2 : B152 ’ ) ;
33
34 % Variacao da contrapres sao
61
35 for k=1: length ( Pb gauge )
36 nb gauge ( k ) = Pb gauge ( k ) / Pset ;
37 Pb tota l ( k ) = ( Pb gauge ( k ) + Patm) ∗10ˆ5;
38 nb( k ) = Pb tota l ( k ) /p0 ;
39 for i =2: length ( Pressure )
40 Sum( i ) = Sum( i −1) + 2∗( Pres sure ( i ) − Pressure ( i
−1) ) /( Density ( i ) + Density ( i −1) ) ;
41 G( i ) = sqrt (−2∗Sum( i )∗Density ( i ) ˆ2) ;
42 i f G( i ) − G( i −1) < 0 ;
43 t a r g e t = i −1; % i n d i c e onde ocorre f l u x o de
massa maximo
44 break
45 end
46 end
47 nc = Pressure ( t a r g e t ) /p0 ;
48 i f Pb tota l ( k ) > Pressure ( t a r g e t )
49 for j =1: length ( Pressure )
50 i f Pb tota l ( k ) > Pressure ( j )
51 rho pb ( k ) = ( Density ( j ) − Density ( j−1) ) ∗ ( (
Pb tota l ( k ) − Pressure ( j−1) ) /( Pressure ( j )
− Pressure ( j−1) ) ) + Density ( j−1) ; %
i n t e r p o l a c a o
52 Sum pb( k ) = Sum( j−1) + 2∗( Pb tota l ( k ) −
Pressure ( j−1) ) /( rho pb ( k ) + Density ( j−1) )
;
53 f luxo HDI ( k ) = 1 ; % s u b c r i t i c o
54 n( k ) = nb( k ) ;
55 G HDI( k ) = sqrt (−2∗Sum pb( k )∗ rho pb ( k ) ˆ2) ;
56 G HDI real nb ( k ) = G HDI( k )∗Kb( k )∗Kc∗Kv∗
Kd API ;
57 break
58 end
62
59 end
60 else
61 f luxo HDI ( k ) = 0 ; % c r i t i c o
62 n( k ) = nc ;
63 G HDI( k ) = max(G) ;
64 G HDI real nb ( k ) = G HDI( k )∗Kb( k )∗Kc∗Kv∗Kd API ;
65 end
66 end
67
68 % % v a l o r e s de c o e f i c i e n t e s − API 520
69 % Kc = 1; % nao ha u t i l i z a c a o do d i s c o de ruptura
70 % Kv = 1; % f l u i d o p o s s u i v i s c o s i d a d e normal
71 % Kb = 0 . 8 0 ; % Pb/ Pset = 0.44
72 % Kd API = 0 . 8 5 ; % v a l o r recomendado p e l a API
73 % A HDI = (277.8∗Q m) /(Kd API∗Kc∗Kb∗Kv∗G HDI) ; % em mmˆ2
74 end
A.3 Metodo HEM-Omega
1 % f u n c t i o n [ n , fluxo Omega , nb gauge , G Omega , G Omega real nb ]
= HEM Omega(Q m, Pb gauge , Pset , Patm , v a r i a b l e ) %
contrapres sao
2 % f u n c t i o n [ n ,w, fluxo Omega , G Omega , G Omega real ] =
HEM Omega(Q m, P b t o t a l , x0 , v a r i a b l e ) % t i t u l o
3 function [ G Omega z , fluxo Omega ] = HEM Omega(Q m, Pb gauge ,
Pset , Patm , x0 , v a r i a b l e ) %v a r i a r ambos
4 %% 33−PSV−3016
5 p0 = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C6 : C6 ’ ) ; %Pset +
s o b r e p r e s s a o + Patm − bar−a
6 p0 = 10ˆ5∗p0 ; % Pa−a
7 p9 = 0.9∗ p0 ; % Pa−a
8 Pressure = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C6 : Z6 ’ ) ; % bar−a
9 Density = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C77 : Z77 ’ ) ;
63
10 % Pressao em Pa−a
11 for i =1: length ( Pressure )
12 Pressure ( i ) = 10ˆ5∗ Pressure ( i ) ; % pressao em Pa−a
13 end
14
15 %% v a l o r e s de c o e f i c i e n t e s − API 520
16 Kc = 1 ; % nao ha u t i l i z a c a o do d i s c o de ruptura
17 Kv = 1 ; % f l u i d o p o s s u i v i s c o s i d a d e normal
18 Kd API = 0 . 8 5 ; % v a l o r recomendado p e l a API
19 %% Metodo Omega
20
21 i f v a r i a b l e == 1 %% Variacao da contrapres sao
22
23 rho0 = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C77 : C77 ’ ) ; % kg /m3
24 v0 = 1/ rho0 ; % m3/ kg
25 for i =1: length ( Pressure )
26 i f p9 > Pressure ( i )
27 t a r g e t = i ;
28 rho9 = ( Density ( i −1) − Density ( i ) ) ∗ ( ( p9 −
Pressure ( i ) ) /( Pres sure ( i −1) − Pressure ( i ) ) ) +
Density ( i ) ;
29 break
30 end
31 end
32 v9 = 1/ rho9 ;
33
34 % Calcu lo do Omega
35 w = 9∗( v9/v0 − 1) ;
36
37 % Calcu lo da pressao c r i t i c a
38 nc = (1+(1.0446 − 0.0093431∗wˆ ( 0 . 5 ) )∗wˆ(−0.56261) )
ˆ(−0.70356+0.014685∗ log (w) ) ; % razao de pressao
64
c r i t i c a
39 Pc = nc∗p0 ; %Pa−a
40
41 % i n i c i a l i z a n d o as v a r i a v e i s nb gauge , P b t o t a l e Kb
42 nb gauge = zeros (1 , length ( Pb gauge ) ) ;
43 Pb tota l = zeros (1 , length ( Pb gauge ) ) ;
44 nb = zeros (1 , length ( Pb gauge ) ) ;
45 n = zeros (1 , length ( Pb gauge ) ) ;
46 fluxo Omega = zeros (1 , length ( Pb gauge ) ) ;
47 G Omega = zeros (1 , length ( Pb gauge ) ) ;
48 G Omega real nb = zeros (1 , length ( Pb gauge ) ) ;
49 Kb = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’Kb ’ , ’B2 : B152 ’ ) ;
50
51 % Variacao da contrapres sao
52 for k=1: length ( Pb gauge )
53 nb gauge ( k ) = Pb gauge ( k ) / Pset ;
54 Pb tota l ( k ) = ( Pb gauge ( k ) + Patm) ∗10ˆ5;
55 nb( k ) = Pb tota l ( k ) /p0 ;
56 i f Pc >= Pb tota l ( k )
57 fluxo Omega ( k ) = 0 ; % c r i t i c o
58 n( k ) = nc ;
59 G Omega( k ) = n( k )∗sqrt ( ( p0 /( v0∗w) ) ) ;
60 G Omega real nb ( k ) = G Omega( k )∗Kb( k )∗Kc∗Kv∗
Kd API ;
61 else
62 fluxo Omega ( k ) = 1 ; % s u b c r i t i c o
63 n( k ) = nb( k ) ;
64 G Omega( k ) = ((−2∗(w∗ log (n( k ) ) + (w−1)∗(1−n( k ) ) )
) ˆ(1/2) ) /(w∗(1/n( k ) − 1) + 1) ∗ sqrt ( p0/v0 ) ;
65 G Omega real nb ( k ) = G Omega( k )∗Kb( k )∗Kc∗Kv∗
Kd API ;
66 end
65
67
68 end
69
70 e l s e i f v a r i a b l e == 2 % T i t u l o
71
72 rho g = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C71 : Z71 ’ ) ;
73 r h o l = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C72 : Z72 ’ ) ;
74
75 nb = Pb tota l /p0 ; % razao de contrapres sao
76 t i t u l o s = x l s r e ad ( ’33−PSV−3016 HYSYS. x l sx ’ , ’ Simulacao
dos t i t u l o s ’ , ’B3 : Y1002 ’ ) ;
77 Kb = 1 ; % nao ha contrapres sao na sa ida
78
79 % i n i c i a l i z a r v e t o r v p r e s s u r e com os s t e p s de f racao de
vapor
80 v p r e s s u r e = zeros ( length ( x0 ) , length ( Pressure ) ) ; % mudar
a cada i t e r a c a o
81
82 % i n i c i a l i z a r v e t o r e s para o loop do t i t u l o
83 v0 = zeros ( length ( x0 ) ,1 ) ;
84 v9 = zeros ( length ( x0 ) ,1 ) ;
85 w = zeros ( length ( x0 ) ,1 ) ;
86 nc = zeros ( length ( x0 ) ,1 ) ;
87 n = zeros ( length ( x0 ) ,1 ) ;
88 Pc = zeros ( length ( x0 ) ,1 ) ;
89 fluxo Omega = zeros ( length ( x0 ) ,1 ) ;
90 G Omega = zeros ( length ( x0 ) ,1 ) ;
91 G Omega real = zeros ( length ( x0 ) ,1 ) ;
92
93 % loop
94 for k=1: length ( x0 )
95 for i =1: length ( Pressure )
66
96 v p r e s s u r e (k , i ) = t i t u l o s (k , i ) ∗(1/ rho g ( i ) )+(1−
t i t u l o s (k , i ) ) ∗(1/ r h o l ( i ) ) ;
97 end
98
99 for i i =1: length ( Pressure )
100 i f p9 > Pressure ( i i )
101 v9 ( k ) = ( v p r e s s u r e (k , i i −1) − v p r e s s u r e (k ,
i i ) ) ∗ ( ( p9 − Pressure ( i i ) ) /( Pressure ( i i −1)
− Pressure ( i i ) ) ) + v p r e s s u r e (k , i i ) ;
102 break
103 end
104 end
105 % Calcu lo do volume e s p e c i f i c o i n i c i a l da mistura
106 v0 ( k ) = v p r e s s u r e (k , 1 ) ;
107
108 % Calcu lo do Omega
109 w( k ) = 9∗( v9 ( k ) /v0 ( k ) − 1) ;
110
111 % Calcu lo da pressao c r i t i c a
112 nc ( k ) = (1+(1.0446 − 0.0093431∗w( k ) ˆ ( 0 . 5 ) )∗w( k )
ˆ(−0.56261) ) ˆ(−0.70356+0.014685∗ log (w( k ) ) ) ; %
razao de pressao c r i t i c a
113 Pc( k ) = nc ( k )∗p0 ; %Pa−a
114
115 % V e r i f i c a c a o da condicao do escoamento e c a l c u l o do
f l u x o de massa
116 i f Pc( k ) >= Pb tota l
117 fluxo Omega ( k ) = 0 ; % c r i t i c o
118 n( k ) = nc ( k ) ;
119 G Omega( k ) = n( k )∗sqrt ( ( p0 /( v0 ( k )∗w( k ) ) ) ) ;
120 G Omega real ( k ) = G Omega( k )∗Kb∗Kc∗Kv∗Kd API ;
121 else
67
122 fluxo Omega ( k ) = 1 ; % s u b c r i t i c o
123 n( k ) = nb ;
124 G Omega( k ) = ((−2∗(w( k )∗ log (n( k ) ) + (w( k )−1)∗(1−
n( k ) ) ) ) ˆ(1/2) ) /(w( k ) ∗(1/n( k ) − 1) + 1) ∗ sqrt
( p0/v0 ( k ) ) ;
125 G Omega real ( k ) = G Omega( k )∗Kb∗Kc∗Kv∗Kd API ;
126 end
127
128
129 end
130
131 e l s e i f v a r i a b l e == 3
132 rho g = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C71 : Z71 ’ ) ;
133 r h o l = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’C72 : Z72 ’ ) ;
134 t i t u l o s = x l s r e ad ( ’33−PSV−3016 HYSYS. x l sx ’ , ’ Simulacao
dos t i t u l o s ’ , ’B3 : Y1002 ’ ) ;
135
136 % i n i c i a l i z a r v e t o r v p r e s s u r e com os s t e p s de f racao de
vapor
137 v p r e s s u r e = zeros ( length ( x0 ) , length ( Pressure ) ) ; % mudar
a cada i t e r a c a o
138
139 % i n i c i a l i z a r v e t o r e s para o loop do t i t u l o
140 v0 = zeros ( length ( x0 ) ,1 ) ;
141 v9 = zeros ( length ( x0 ) ,1 ) ;
142 w = zeros ( length ( x0 ) ,1 ) ;
143 nc = zeros ( length ( x0 ) ,1 ) ;
144 Pc = zeros ( length ( x0 ) ,1 ) ;
145
146 % i n i c i a l i z a n d o as v a r i a v e i s nb gauge , P b t o t a l e Kb
147 nb gauge = zeros (1 , length ( Pb gauge ) ) ;
148 Pb tota l = zeros (1 , length ( Pb gauge ) ) ;
68
149 nb = zeros (1 , length ( Pb gauge ) ) ;
150 Kb = x l s r e ad ( ’33−PSV−3016 HYSYS ’ , ’Kb ’ , ’B2 : B152 ’ ) ;
151
152 % i n i c i a l i z a r as v a r i a v e i s f i n a i s
153 fluxo Omega = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
154 n = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
155 G Omega = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
156 G Omega z = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
157 A Omega z = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
158
159 for k=1: length ( x0 ) % l i n h a − Variacao do t i t u l o
160 for i =1: length ( Pressure )
161 v p r e s s u r e (k , i ) = t i t u l o s (k , i ) ∗(1/ rho g ( i ) )+(1−
t i t u l o s (k , i ) ) ∗(1/ r h o l ( i ) ) ;
162 end
163
164 for i i =1: length ( Pressure )
165 i f p9 > Pressure ( i i )
166 v9 ( k ) = ( v p r e s s u r e (k , i i −1) − v p r e s s u r e (k ,
i i ) ) ∗ ( ( p9 − Pressure ( i i ) ) /( Pressure ( i i −1)
− Pressure ( i i ) ) ) + v p r e s s u r e (k , i i ) ;
167 break
168 end
169 end
170 % Calcu lo do volume e s p e c i f i c o i n i c i a l da mistura
171 v0 ( k ) = v p r e s s u r e (k , 1 ) ;
172
173 % Calcu lo do Omega
174 w( k ) = 9∗( v9 ( k ) /v0 ( k ) − 1) ;
175
176 % Calcu lo da pressao c r i t i c a
177 nc ( k ) = (1+(1.0446 − 0.0093431∗w( k ) ˆ ( 0 . 5 ) )∗w( k )
69
ˆ(−0.56261) ) ˆ(−0.70356+0.014685∗ log (w( k ) ) ) ; %
razao de pressao c r i t i c a
178 Pc( k ) = nc ( k )∗p0 ; %Pa−a
179
180 for j =1: length ( Pb gauge ) % coluna − Variacao da
contrapres sao
181 nb gauge ( j ) = Pb gauge ( j ) / Pset ;
182 Pb tota l ( j ) = ( Pb gauge ( j ) + Patm) ∗10ˆ5;
183 nb( j ) = Pb tota l ( j ) /p0 ;
184 i f Pc( k ) >= Pb tota l ( j )
185 fluxo Omega (k , j ) = 0 ; % c r i t i c o
186 n(k , j ) = nc ( k ) ;
187 G Omega(k , j ) = n(k , j )∗sqrt ( ( p0 /( v0 ( k )∗w( k ) ) )
) ;
188 G Omega z (k , j ) = G Omega(k , j )∗Kb( j )∗Kc∗Kv∗
Kd API ;
189 A Omega z (k , j ) = (277 .8∗Q m) /G Omega z (k , j ) ;
% em mmˆ2
190 else
191 fluxo Omega (k , j ) = 1 ; % s u b c r i t i c o
192 n(k , j ) = nb( j ) ;
193 G Omega(k , j ) = ((−2∗(w( k )∗ log (n(k , j ) ) + (w( k
)−1)∗(1−n(k , j ) ) ) ) ˆ(1/2) ) /(w( k ) ∗(1/n(k , j )
− 1) + 1) ∗ sqrt ( p0/v0 ( k ) ) ;
194 G Omega z (k , j ) = G Omega(k , j )∗Kb( j )∗Kc∗Kv∗
Kd API ;
195 A Omega z (k , j ) = (277 .8∗Q m) /G Omega z (k , j ) ;
196 end
197 end
198 end
199 end
200
70
201 end
A.4 Metodo HNE-DS
1 % f u n c t i o n [ n ,w, fluxo HNE , e p s i l o n , Kd2ph ,G HNE, G HNE real nb ]
= HNE DS saturated (T0 ,Q m, x0 , Pb gauge , Pset , Patm , P0 , CpL0 ,
hLG, vL0 , vG0 , k , v a r i a b l e ) % contrapres sao
2 % f u n c t i o n [ nc ,w, fluxo HNE , e p s i l o n , Kd2ph ,G HNE, G HNE real ] =
HNE DS saturated (T0 ,Q m, x0 , P0 , P b t o t a l , CpL0 ,hLG, vL0 , vG0 ,
k , v a r i a b l e ) % t i t u l o
3 function [ G HNE z , fluxo HNE ] = HNE DS saturated (T0 ,Q m, x0 , P0 ,
Pb gauge , Pset , Patm , CpL0 ,hLG, vL0 , vG0 , k , v a r i a b l e ) % Variar
contrapres sao e t i t u l o
4 %% Var iave i s imutave i s
5 a = 2/5 ; % parametro para c a l c u l o do b o i l i n g d e l a y
c o e f f i c i e n t − escoamento saturado em PSV
6
7 % % C o e f i c i e n t e s c e r t i f i c a d o s para v a l v u l a s API 526 LESER
8 Kd G = 0 . 8 0 1 ;
9 Kd L = 0 . 5 7 9 ;
10
11 %% Variacao da contrapres sao
12 i f v a r i a b l e == 1
13
14 v0 = x0∗vG0 + (1−x0 )∗vL0 ; % volume e s p e c i f i c o i n i c i a l −
vG0 e vL0 permanecem c o n s t a n t e s − h i p o t e s e adotada
15
16 % Calcu lo do parametro w (N=1)
17 w = ( x0∗vG0/( k∗v0 ) ) + (CpL0∗P0∗T0/v0 ) ∗ ( (vG0 − vL0 ) /hLG)
ˆ2 ;
18
19 % Calcu lo da razao de pressao c r i t i c a
20 i f w >= 2
71
21 nc = 0.55 + 0.217∗ log (w) − 0 .046∗ ( log (w) ) ˆ2 +
0 .004∗ ( log (w) ) ˆ3 ;
22 else
23 nc = (1+(1.0446 − 0.0093431∗wˆ ( 0 . 5 ) )∗wˆ(−0.56261) )
ˆ(−0.70356+0.014685∗ log (w) ) ;
24 end
25
26 % Calcu lo do b o i l i n g d e l a y c o e f f i c i e n t
27 N = ( x0 + CpL0∗P0∗T0∗ ( (vG0 − vL0 ) /hLGˆ2)∗ log (1/ nc ) ) ˆ( a ) ;
28
29 % Reca l cu lar w e nc
30 w = ( x0∗vG0/( k∗v0 ) ) + (CpL0∗P0∗T0/v0 ) ∗ ( (vG0 − vL0 ) /hLG)
ˆ2 ∗ N;
31 i f w >= 2
32 nc = 0.55 + 0.217∗ log (w) − 0 .046∗ ( log (w) ) ˆ2 +
0 .004∗ ( log (w) ) ˆ3 ;
33 else
34 nc = (1+(1.0446 − 0.0093431∗wˆ ( 0 . 5 ) )∗wˆ(−0.56261) )
ˆ(−0.70356+0.014685∗ log (w) ) ;
35 end
36
37 % i n i c i a l i z a n d o as v a r i a v e i s nb gauge e P b t o t a l
38 nb gauge = zeros (1 , length ( Pb gauge ) ) ;
39 Pb tota l = zeros (1 , length ( Pb gauge ) ) ;
40 nb = zeros (1 , length ( Pb gauge ) ) ;
41 fluxo HNE = zeros (1 , length ( Pb gauge ) ) ;
42 G HNE = zeros (1 , length ( Pb gauge ) ) ;
43 n = zeros (1 , length ( Pb gauge ) ) ;
44 C = zeros (1 , length ( Pb gauge ) ) ;
45 e p s i l o n = zeros (1 , length ( Pb gauge ) ) ;
46 Kd2ph = zeros (1 , length ( Pb gauge ) ) ;
47 G HNE real nb = zeros (1 , length ( Pb gauge ) ) ;
72
48
49 % Variacao da contrapres sao
50 for j =1: length ( Pb gauge )
51 nb gauge ( j ) = Pb gauge ( j ) / Pset ;
52 Pb tota l ( j ) = ( Pb gauge ( j ) + Patm) ∗10ˆ5;
53 nb( j ) = Pb tota l ( j ) /P0 ;
54 % V e r i f i c a c a o da condicao de escoamento e da razao
de pressao c r i t i c a
55 i f nc >= nb( j )
56 fluxo HNE ( j ) = 0 ; % c r i t i c o
57 n( j ) = nc ;
58 C( j ) = ( sqrt (w∗ log (1/n( j ) ) − (w−1)∗(1−n( j ) ) ) ) /(w
∗(1/n( j )−1)+1) ;
59 G HNE( j ) = C( j )∗sqrt (2∗P0/v0 ) ;
60 e p s i l o n ( j ) = 1 − ( vL0 /( v0 ∗(w∗(1/n( j ) − 1)+1) ) ) ;
% void f r a c t i o n na garganta
61 Kd2ph( j ) = Kd G∗ e p s i l o n ( j ) + (1− e p s i l o n ( j ) )∗Kd L
; % c o e f i c i e n t e de descarga para o escoamento
b i f a s i c o
62 G HNE real nb ( j ) = Kd2ph( j ) ∗ G HNE( j ) ; % f l u x o
de massa r e a l na PSV
63 else
64 fluxo HNE ( j ) = 1 ; % s u b c r i t i c o
65 n( j ) = nb( j ) ;
66 C( j ) = ( sqrt (w∗ log (1/n( j ) ) − (w−1)∗(1−n( j ) ) ) ) /(w
∗(1/n( j )−1)+1) ;
67 G HNE( j ) = C( j )∗sqrt (2∗P0/v0 ) ;
68 e p s i l o n ( j ) = 1 − ( vL0 /( v0 ∗(w∗(1/n( j ) − 1)+1) ) ) ;
% void f r a c t i o n na garganta
69 Kd2ph( j ) = Kd G∗ e p s i l o n ( j ) + (1− e p s i l o n ( j ) )∗Kd L
; % c o e f i c i e n t e de descarga para o escoamento
b i f a s i c o
73
70 G HNE real nb ( j ) = Kd2ph( j ) ∗ G HNE( j ) ; % f l u x o
de massa r e a l na PSV
71 end
72 end
73
74 %% Variacao do t i t u l o
75 e l s e i f v a r i a b l e == 2
76
77 % I n i c i a l i z a c a o das v a r i a v e i s
78 v0 = zeros ( length ( x0 ) ,1 ) ;
79 w = zeros ( length ( x0 ) ,1 ) ;
80 nc = zeros ( length ( x0 ) ,1 ) ;
81 N = zeros ( length ( x0 ) ,1 ) ;
82 nb = Pb tota l /P0 ; % razao de contrapres sao
83 n = zeros ( length ( x0 ) ,1 ) ;
84 C = zeros ( length ( x0 ) ,1 ) ;
85 fluxo HNE = zeros ( length ( x0 ) ,1 ) ;
86 G HNE = zeros ( length ( x0 ) ,1 ) ;
87 G HNE real = zeros ( length ( x0 ) ,1 ) ;
88 e p s i l o n = zeros ( length ( x0 ) ,1 ) ;
89 Kd2ph = zeros ( length ( x0 ) ,1 ) ;
90
91 % loop
92 for j =1: length ( x0 )
93 v0 ( j ) = x0 ( j )∗vG0 + (1−x0 ( j ) )∗vL0 ; % volume
e s p e c i f i c o i n i c i a l − vG0 e vL0 permanecem
c o n s t a n t e s − h i p o t e s e adotada
94
95 % Calcu lo do parametro w (N=1)
96 w( j ) = ( x0 ( j )∗vG0/( k∗v0 ( j ) ) ) + (CpL0∗P0∗T0/v0 ( j ) ) ∗ ( (
vG0 − vL0 ) /hLG) ˆ2 ;
97
74
98 % Calcu lo da razao de pressao c r i t i c a
99 i f w( j ) >= 2
100 nc ( j ) = 0 .55 + 0.217∗ log (w( j ) ) − 0 .046∗ ( log (w( j )
) ) ˆ2 + 0 .004∗ ( log (w( j ) ) ) ˆ3 ;
101 else
102 nc ( j ) = (1+(1.0446 − 0.0093431∗w( j ) ˆ ( 0 . 5 ) )∗w( j )
ˆ(−0.56261) ) ˆ(−0.70356+0.014685∗ log (w( j ) ) ) ;
103 end
104
105 % Calcu lo do b o i l i n g d e l a y c o e f f i c i e n t
106 N( j ) = ( x0 ( j ) + CpL0∗P0∗T0∗ ( (vG0 − vL0 ) /hLGˆ2)∗ log
(1/ nc ( j ) ) ) ˆ( a ) ;
107
108 % Reca l cu lar w e nc
109 w( j ) = ( x0 ( j )∗vG0/( k∗v0 ( j ) ) ) + (CpL0∗P0∗T0/v0 ( j ) ) ∗ ( (
vG0 − vL0 ) /hLG) ˆ2 ∗ N( j ) ;
110 i f w( j ) >= 2
111 nc ( j ) = 0 .55 + 0.217∗ log (w( j ) ) − 0 .046∗ ( log (w( j )
) ) ˆ2 + 0 .004∗ ( log (w( j ) ) ) ˆ3 ;
112 else
113 nc ( j ) = (1+(1.0446 − 0.0093431∗w( j ) ˆ ( 0 . 5 ) )∗w( j )
ˆ(−0.56261) ) ˆ(−0.70356+0.014685∗ log (w( j ) ) ) ;
114 end
115
116 % V e r i f i c a c a o da condicao de escoamento e da razao
de pressao c r i t i c a
117 i f nc ( j ) >= nb
118 fluxo HNE ( j ) = 0 ; % c r i t i c o
119 n( j ) = nc ( j ) ;
120 C( j ) = ( sqrt (w( j )∗ log (1/n( j ) ) − (w( j )−1)∗(1−n( j )
) ) ) /(w( j ) ∗(1/n( j )−1)+1) ;
121 G HNE( j ) = C( j )∗sqrt (2∗P0/v0 ( j ) ) ;
75

122 e p s i l o n ( j ) = 1 − ( vL0 /( v0 ( j ) ∗(w( j ) ∗(1/n( j ) − 1)
+1) ) ) ; % void f r a c t i o n na garganta
123 Kd2ph( j ) = Kd G∗ e p s i l o n ( j ) + (1− e p s i l o n ( j ) )∗Kd L
; % c o e f i c i e n t e de descarga para o escoamento
b i f a s i c o
124 G HNE real ( j ) = Kd2ph( j ) ∗ G HNE( j ) ; % f l u x o de
massa r e a l na PSV
125 else
126 fluxo HNE ( j ) = 1 ; % s u b c r i t i c o
127 n( j ) = nb ;
128 C( j ) = ( sqrt (w( j )∗ log (1/n( j ) ) − (w( j )−1)∗(1−n( j )
) ) ) /(w( j ) ∗(1/n( j )−1)+1) ;
129 G HNE( j ) = C( j )∗sqrt (2∗P0/v0 ( j ) ) ;
130 e p s i l o n ( j ) = 1 − ( vL0 /( v0 ( j ) ∗(w( j ) ∗(1/n( j ) − 1)
+1) ) ) ; % void f r a c t i o n na garganta
131 Kd2ph( j ) = Kd G∗ e p s i l o n ( j ) + (1− e p s i l o n ( j ) )∗Kd L
; % c o e f i c i e n t e de descarga para o escoamento
b i f a s i c o
132 G HNE real ( j ) = Kd2ph( j ) ∗ G HNE( j ) ; % f l u x o de
massa r e a l na PSV
133 end
134 end
135
136 %% Variacao da contrapres sao e do t i t u l o
137 e l s e i f v a r i a b l e == 3
138 % I n i c i a l i z a c a o das v a r i a v e i s
139 v0 = zeros ( length ( x0 ) ,1 ) ;
140 w = zeros ( length ( x0 ) ,1 ) ;
141 nc = zeros ( length ( x0 ) ,1 ) ;
142 N = zeros ( length ( x0 ) ,1 ) ;
143 nb gauge = zeros (1 , length ( Pb gauge ) ) ;
144 Pb tota l = zeros (1 , length ( Pb gauge ) ) ;
76
145 nb = zeros (1 , length ( Pb gauge ) ) ;
146 fluxo HNE = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
147 G HNE = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
148 G HNE z = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
149 n = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
150 C = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
151 e p s i l o n = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
152 Kd2ph = zeros ( length ( x0 ) , length ( Pb gauge ) ) ;
153
154 % loop
155 for j =1: length ( x0 )
156 v0 ( j ) = x0 ( j )∗vG0 + (1−x0 ( j ) )∗vL0 ; % volume
e s p e c i f i c o i n i c i a l − vG0 e vL0 permanecem
c o n s t a n t e s − h i p o t e s e adotada
157
158 % Calcu lo do parametro w (N=1)
159 w( j ) = ( x0 ( j )∗vG0/( k∗v0 ( j ) ) ) + (CpL0∗P0∗T0/v0 ( j ) ) ∗ ( (
vG0 − vL0 ) /hLG) ˆ2 ;
160
161 % Calcu lo da razao de pressao c r i t i c a
162 i f w( j ) >= 2
163 nc ( j ) = 0 .55 + 0.217∗ log (w( j ) ) − 0 .046∗ ( log (w( j )
) ) ˆ2 + 0 .004∗ ( log (w( j ) ) ) ˆ3 ;
164 else
165 nc ( j ) = (1+(1.0446 − 0.0093431∗w( j ) ˆ ( 0 . 5 ) )∗w( j )
ˆ(−0.56261) ) ˆ(−0.70356+0.014685∗ log (w( j ) ) ) ;
166 end
167
168 % Calcu lo do b o i l i n g d e l a y c o e f f i c i e n t
169 N( j ) = ( x0 ( j ) + CpL0∗P0∗T0∗ ( (vG0 − vL0 ) /hLGˆ2)∗ log
(1/ nc ( j ) ) ) ˆ( a ) ;
170
77
171 % Reca l cu lar w e nc
172 w( j ) = ( x0 ( j )∗vG0/( k∗v0 ( j ) ) ) + (CpL0∗P0∗T0/v0 ( j ) ) ∗ ( (
vG0 − vL0 ) /hLG) ˆ2 ∗ N( j ) ;
173 i f w( j ) >= 2
174 nc ( j ) = 0 .55 + 0.217∗ log (w( j ) ) − 0 .046∗ ( log (w( j )
) ) ˆ2 + 0 .004∗ ( log (w( j ) ) ) ˆ3 ;
175 else
176 nc ( j ) = (1+(1.0446 − 0.0093431∗w( j ) ˆ ( 0 . 5 ) )∗w( j )
ˆ(−0.56261) ) ˆ(−0.70356+0.014685∗ log (w( j ) ) ) ;
177 end
178
179 % Variacao da contrapres sao
180 for b=1: length ( Pb gauge )
181 nb gauge (b) = Pb gauge (b) / Pset ;
182 Pb tota l (b) = ( Pb gauge (b) + Patm) ∗10ˆ5;
183 nb(b) = Pb tota l (b) /P0 ;
184
185 % V e r i f i c a c a o da condicao de escoamento e da razao
de pressao c r i t i c a
186 i f nc ( j ) >= nb(b)
187 fluxo HNE ( j , b ) = 0 ; % c r i t i c o
188 n( j , b ) = nc ( j ) ;
189 C( j , b ) = ( sqrt (w( j )∗ log (1/n( j , b ) ) − (w( j )−1)
∗(1−n( j , b ) ) ) ) /(w( j ) ∗(1/n( j , b )−1)+1) ;
190 G HNE( j , b ) = C( j , b )∗sqrt (2∗P0/v0 ( j ) ) ;
191 e p s i l o n ( j , b ) = 1 − ( vL0 /( v0 ( j ) ∗(w( j ) ∗(1/n( j ,
b ) − 1)+1) ) ) ; % void f r a c t i o n na garganta
192 Kd2ph( j , b ) = Kd G∗ e p s i l o n ( j , b ) + (1− e p s i l o n (
j , b ) )∗Kd L ; % c o e f i c i e n t e de descarga
para o escoamento b i f a s i c o
193 G HNE z( j , b ) = Kd2ph( j , b ) ∗ G HNE( j , b ) ; %
f l u x o de massa r e a l na PSV
78
194 else
195 fluxo HNE ( j , b ) = 1 ; % s u b c r i t i c o
196 n( j , b ) = nb(b) ;
197 C( j , b ) = ( sqrt (w( j )∗ log (1/n( j , b ) ) − (w( j )−1)
∗(1−n( j , b ) ) ) ) /(w( j ) ∗(1/n( j , b )−1)+1) ;
198 G HNE( j , b ) = C( j , b )∗sqrt (2∗P0/v0 ( j ) ) ;
199 e p s i l o n ( j , b ) = 1 − ( vL0 /( v0 ( j ) ∗(w( j ) ∗(1/n( j ,
b ) − 1)+1) ) ) ; % void f r a c t i o n na garganta
200 Kd2ph( j , b ) = Kd G∗ e p s i l o n ( j , b ) + (1− e p s i l o n (
j , b ) )∗Kd L ; % c o e f i c i e n t e de descarga
para o escoamento b i f a s i c o
201 G HNE z( j , b ) = Kd2ph( j , b ) ∗ G HNE( j , b ) ; %
f l u x o de massa r e a l na PSV
202 end
203 end
204 end
205
206 end
207 end
79
Top Related