






Línguas
Páginas
Legal


ANA PAULA MOUSINHO DOS SANTOS
DESENVOLVIMENTO E APLICAÇÃO DE PROCESSOS COM PLASMAS DE ALTA DENSIDADE PARA A
DEPOSIÇÃO DE FILMES DE CARBONO
Tese apresentada à Escola Politécnica da Universidade de São Paulo para a obtenção do Título de Doutora em Engenharia Elétrica.
São Paulo 2005

ANA PAULA MOUSINHO DOS SANTOS
DESENVOLVIMENTO E APLICAÇÃO DE PROCESSOS COM PLASMAS DE ALTA DENSIDADE PARA A
DEPOSIÇÃO DE FILMES DE CARBONO
Tese apresentada à Escola Politécnica da Universidade de São Paulo para a obtenção do Título de Doutora em Engenharia Elétrica.
Área de Concentração: Microeletrônica Orientador: Professor Livre-Docente Dr. Ronaldo Domingues Mansano
São Paulo 2005

Santos, Ana Paula Mousinho dos Desenvolvimento e aplicação de processos com plasmas de alta densidade para a deposição de filmes de carbono. São Paulo, 2005. 314 p. Tese (Doutorado) – Escola Politécnica da Universidade de São Paulo. Departamento de Engenharia de Sistemas Eletrônicos. 1. Dielétricos 2. Filmes de carbono I. Escola Politécnica da Universidade de São Paulo. Departamento de Sistemas Eletrônicos II.t

“Tu, porém, vai até o fim; porque repousarás e estarás na tua sorte, no fim dos dias.”
Dn. 12.13

À minha mãe, Rosa Maria
e ao meu noivo, Ronaldo Por todo carinho, estímulo e incansável apoio.

AGRADECIMENTOS
A Deus, pela Sua infinita misericórdia, por tudo que possuo e por Ele estar sempre presente em todos os momentos da minha vida. Sem Ele nada poderia ser feito. Ao Prof. Dr. Ronaldo Domingues Mansano, meu orientador, pelo grande auxílio, incentivo e dedicação, sempre fundada em uma profunda consciência científica e tecnológica e pelo apoio em todas as etapas do desenvolvimento deste trabalho. Aos técnicos e também meus amigos, Adir José Moreira, Alexandre Marques Camponucci, José Antônio Rodrigues Porto e Nelson Ordonez, por todo auxílio dado na execução deste trabalho. Aos meus “revisores”, Msc. Eliane Cristina Barbosa de Oliveira, Dr. Luís da Silva Zambom e Sr. Nelson Ordonez, que com dedicação e paciência, auxiliaram na revisão do manuscrito deste trabalho. Ao Prof. Dr. Luís da Silva Zambom e ao Prof. Dr. Patrick Verdonck, pelo auxílio e sugestões que permitiram a realização deste trabalho. Ao Laboratório de Análises de Materiais por Feixe Iônico (LAMFI) do Instituto de Física da Universidade de São Paulo, pela realização das análises de RBS. Ao Laboratório de Filmes Finos do Instituto de Física da Universidade de São Paulo, pelo uso do SPM (Fapesp no. 95/5651-0). Ao Laboratório de Aplicações de Plasma do Departamento de Física do Instituto Tecnológico da Aeronáutica, pelo uso do Microscópio de Força Atômica. Ao Laboratório Associado de Sensores do Centro de Tecnologias Especiais do Instituto Nacional de Pesquisas Espaciais, pelo uso do espectrômetro Raman. Aos amigos, Msc. Antônio Carlos Arruda, Ronaldo Ruas e Peter Polack, por toda ajuda prestada. Ao Laboratório de Sistemas Integráveis (LSI), pela infraestrutura fornecida para a realização deste trabalho. À Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) pelo apoio financeiro. À minha família, pelo apoio durante toda essa jornada. A todos que diretamente ou indiretamente colaboraram na execução deste trabalho e que involuntariamente foram omitidos.

RESUMO
Neste trabalho, foram estudados os processos de deposição de filmes de carbono tipo diamante (DLC), obtidos num sistema de deposição química a vapor com plasma de alta densidade (HDPCVD). Neste sistema, foram depositados filmes de carbono tipo diamante, carbono amorfo hidrogenado, carbono amorfo nitrogenado e carbono amorfo fluorados. Como esse sistema ainda é novo na literatura, foi feita a caracterização do sistema para a deposição de filmes de DLC e também medidas de espectrofotometria de emissão para a caracterização dos plasmas de alta densidade. Com essa análise, comprovou-se que a densidade dos plasmas foi de até cinco vezes maior do que a densidade obtida nos plasmas de outros sistemas. Para a obtenção de filmes de DLC, foram variadas a pressão de processo (5 e 15 mTorr), a potência aplicada ao eletrodo, a potência aplicada à bobina e a concentração de dopante no plasma. Os filmes de carbono depositados foram submetidos às seguintes técnicas de caracterização: perfilometria (para a determinação da taxa de deposição e uniformidade), espalhamento de laser (para a determinação da tensão mecânica interna), espectroscopia Raman (para a determinação das características estruturais), espectroscopia por Transformada de Fourier no Infravermelho (para a determinação das ligações químicas), Microscopia de força atômica (para a determinação da rugosidade) e medidas elétricas (para a determinação da constante dielétrica, resistividade e campo elétrico de ruptura). Em geral, com o aumento das potências aplicadas, ocorre um aumento na quantidade de hibridações sp3 nos filmes, fazendo com que esses apresentem características mais próximas dos filmes de diamante. Com o aumento da concentração de hibridações sp3, tem-se a redução da constante dielétrica dos filmes e o aumento da resistividade, promovendo a mudança de características isolantes para semicondutoras nos filmes de DLC. Em geral uma maior quantidade de hibridações sp3 resulta num aumento da uniformidade dos filmes e na redução da tensão mecânica interna dos filmes e com o aumento da incorporação de aditivos nos filmes de DLC. Notou-se também o aparecimento de diferentes tipos de ligações relacionados a diferentes estruturas, como é o caso dos filmes de DLC depositados com plasmas de metano mais nitrogênio, onde se comprovou a presença de nitreto de carbono, diamante micro-cristalino e carbono amorfo tetraédrico nitrogenado. De acordo com as características obtidas nos filmes de DLC depositados neste trabalho com a variação dos parâmetros de processo, foi possível utilizar os filmes de DLC, como dielétrico de campo, por apresentarem baixa constante dielétrica (chegando a 1,40), como material para dielétrico de porta, para filmes que apresentaram alta constante dielétrica (chegando a 7,70), como material para cobertura, devido a sua alta uniformidade (> 98%), excelente conformidade mesmo para camadas espessas, o que lhe concede a possibilidade de aplicação também na fabricação de micro-engrenagens (que podem ser utilizadas para a fabricação de micro-máquinas) e na fabricação de estruturas para micro-óptica, mostrando a eficiência e versatilidade desses filmes para diferentes aplicações.

ABSTRACT
In this work, were studied deposition processes of diamond-like carbon films (DLC) obtained by High Density Plasma Chemical Deposition (HDPCVD). In the HDPCVD system, was deposited: diamond-like carbon films (DLC), hydrogenated DLC, fluorinated DLC and nitrogenated DLC. As this system is new in the literature, first, we characterized the HDPCVD system for the DLC deposition using emission spectrophotometry analysis. The HDPCVD system shows high density plasma up to five times more intense than others systems. For the DLC film deposition, were varied the process pressure, the coil power, the electrode power and gas mixture. The DLC films were submitted to various characterization techniques: profilometry (deposition ratio and uniformity), stress measurement (stress), Raman spectroscopy (structural characteristics), FTIR spectroscopy (chemical bonds), Atomic Force Microscopy (roughness) and electrical analyses (dielectric constant, resistivity and breakdown electric field). The process parameters influence the DLC films characteristics. In general, with the increase of the power (on coil and electrode), an increase in the sp3 hybridization concentration occurs, thus the DLC films show characteristics similar to diamond films. With the increase of sp3 hybridization, the dielectric constant decreases and the electrical resistivity increases, the electrical characteristics of DLC films change from insulator to semiconductor. With the increases of the addition gas in the plasma the sp3 hybridization concentration and the uniformity increases and the mechanical stress decreases. Was observed different kinds of bonds in the DLC film structures, for example, in the nitrogenated DLC films was observed nitride carbon, microcrystalline diamond and nitrogenated tetrahedral amorphous carbon structures. The DLC films obtained in this work can be used as low k dielectric insulator (k < 1.40), as dielectric gate material (k > 7.70), as coating material (with uniformity > 98%) and there are possibilities of applications in micro electrical mechanical systems (MEMS) and in the fabrication of the micro-optics elements, showing the high versatility and performance of these films for different applications.

SUMÁRIO Lista de Figuras Lista de Tabelas Lista de Abreviaturas, Siglas e Símbolos 1. INTRODUÇÃO ...................................................................................................................................... 1 2. REVISÃO BIBLIOGRÁFICA .............................................................................................................. 6 2.1. HIBRIDAÇÃO...................................................................................................................................... 6
2.1.1. DEFINIÇÃO QUÍMICA DE HIBRIDAÇÃO ........................................................................... 6 2.1.2. HIBRIDAÇÃO DO CARBONO................................................................................................ 7
2.2. CARBONO ......................................................................................................................................... 10
2.2.1. INTRODUÇÃO........................................................................................................................ 10 2.2.2. PRINCIPAIS FORMAS CRISTALINAS DO CARBONO..................................................... 10 2.2.2.1. GRAFITE ......................................................................................................................... 10 2.2.2.2. DIAMANTE..................................................................................................................... 12 2.2.2.3. FULERENOS................................................................................................................... 13 2.2.2.4. NANOTUBOS ................................................................................................................. 16 2.2.3. FORMAS AMORFAS DO CARBONO .................................................................................. 19
2.3. CARBONO AMORFO TIPO DIAMANTE (DLC)............................................................................ 21
2.3.1. INTRODUÇÃO........................................................................................................................ 21 2.3.2. MECANISMOS DE DEPOSIÇÃO.......................................................................................... 25 2.3.3. PROPRIEDADES MECÂNICAS E TRIBOLÓGICAS DOS FILMES DE DLC ................... 27 2.3.3.1. TENSÃO MECÂNICA INTERNA (STRESS)................................................................ 28 2.3.3.2. DUREZA.......................................................................................................................... 28 2.3.3.3. RUGOSIDADE ................................................................................................................ 29 2.3.3.4. ADERÊNCIA................................................................................................................... 30 2.3.3.5. COEFICIENTE DE ATRITO .......................................................................................... 31 2.3.3.6. DESGASTE...................................................................................................................... 33 2.3.4. PROPRIEDADES ELETRÔNICAS E ÓPTICAS DOS FILMES DE DLC............................ 34 2.3.5. OUTRAS PROPRIEDADES DOS FILMES DE DLC ............................................................ 38 2.3.5.1. CONCENTRAÇÃO DE HIDROGÊNIO NOS FILMES DE DLC.................................. 38 2.3.5.2. ESTABILIDADE TÉRMICA .......................................................................................... 42 2.3.5.3. RESISTÊNCIA QUÍMICA .............................................................................................. 43 2.3.5.4. DOPAGEM DOS FILMES DE DLC............................................................................... 44 2.3.6. APLICAÇÕES ......................................................................................................................... 45
2.4. DEPOSIÇÃO QUÍMICA A VAPOR.................................................................................................. 48
2.4.1. INTRODUÇÃO........................................................................................................................ 48 2.4.2. PROCESSOS DE CVD ASSISTIDOS POR PLASMA........................................................... 49 2.4.3. TIPOS DE EQUIPAMENTOS DE DEPOSIÇÃO POR PECVD ............................................ 50 2.4.4. DEPOSIÇÃO POR PECVD..................................................................................................... 53 2.4.5. DEPOSIÇÃO DE DLC ............................................................................................................ 54 2.4.6. A DEPOSIÇÃO QUÍMICA À VAPOR DE DLC.................................................................... 55

3. PROCEDIMENTOS EXPERIMENTAIS......................................................................................... 56 3.1. DESCRIÇÃO DO SISTEMA HDPCVD ........................................................................................... 56 3.2. OBSERVAÇÕES INICIAIS ............................................................................................................... 58
3.2.1. SUBSTRATO........................................................................................................................... 58 3.2.2. LIMPEZA QUÍMICA .............................................................................................................. 58 3.2.3. ESPESSURA E UNIFORMIDADE......................................................................................... 59
3.3. CARACTERIZAÇÃO DO PLASMA DE ALTA DENSIDADE NO SISTEMA HDPCVD ............. 60 3.4. DEPOSIÇÃO E CARACTERIZAÇÃO DOS FILMES DE DLC...................................................... 61
3.4.1. TESTE INICIAL ...................................................................................................................... 61 3.4.2. DEPOSIÇÃO DOS S FILMES DE DLC DEPOSITADOS COM PLASMAS DE: CH4 (PURO), CH4 + H2, CH4 + CF4 E CH4 + N2....................................................................................... 62 3.4.3. TENSÃO MECÂNICA INTERNA (STRESS) DOS FILMES DE DLC DEPOSITADOS COM PLASMAS DE CH4 (PURO) ................................................................................................... 64 3.4.4. ANÁLISE DOS FILMES DE DLC POR ESPECTROSCOPIA RAMAN ............................. 65 3.4.5. ANÁLISE DOS FILMES DE DLC POR FTIR ....................................................................... 70 3.4.6. MICROSCOPIA DE FORÇA ATÔMICA (AFM) .................................................................. 72 3.4.7. MEDIDAS ELÉTRICAS ......................................................................................................... 73
4. RESULTADOS E DISCUSSÕES ...................................................................................................... 77 4.1. CARACTERIZAÇÃO DO SISTEMA HDPCVD............................................................................... 77
4.2. CARACTERIZAÇÃO DO PLASMA DE ALTA DENSIDADE NO SISTEMA DE DEPOSIÇÃO HDPCVD ................................................................................................................................................... 79 4.3. PROCESSOS DE DEPOSIÇÃO DE FILMES DE DLC .................................................................... 80
4.3.1. FILMES DE DLC DEPOSITADOS COM PLASMAS DE CH4 (PURO)............................... 80 4.3.1.1. TAXA DE DEPOSIÇÃO E UNIFORMIDADE DOS FILMES DE DLC..................... 80 4.3.1.2. TENSÃO MECÂNICA INTERNA (STRESS)............................................................... 84 4.3.1.3. ANÁLISE DOS FILMES DE DLC POR ESPECTROSCOPIA RAMAN ..................... 87 4.3.1.4. ANÁLISE DOS FILMES DE DLC POR FTIR .............................................................. 95 4.3.1.5. ANÁLISE DOS FILMES DE DLC POR MICROSCOPIA DE FORÇA ATÔMICA.. 100 4.3.1.6. MEDIDAS ELÉTRICAS .............................................................................................. 103
4.3.2. FILMES DE DLC DEPOSITADOS COM PLASMA DE CH4 + H2..................................... 107 4.3.2.1. TAXA DE DEPOSIÇÃO E UNIFORMIDADE DOS FILMES DE DLC:H................ 107 4.3.2.2. ANÁLISE DOS FILMES DE DLC:H POR ESPECTROSCOPIA RAMAN ............... 111 4.3.2.3. ANÁLISE DOS FILMES DE DLC:H POR FTIR ........................................................ 116 4.3.2.4. ANÁLISE DOS FILMES DE DLC:H POR AFM ........................................................ 118 4.3.2.5. MEDIDAS ELÉTRICAS DOS FILMES DE DLC:H ................................................... 120
4.3.3. FILMES DE DLC DEPOSITADOS COM PLASMAS DE CH4 + CF4................................. 123 4.3.3.1. TAXA DE DEPOSIÇÃO E UNIFORMIDADE DOS FILMES DE DLC:F................ 123 4.3.3.2. ANÁLISE DOS FILMES DE DLC:F POR ESPECTROSCOPIA RAMAN................ 125 4.3.3.3. ANÁLISE DOS FILMES DE DLC:F POR FTIR......................................................... 130 4.3.3.4. ANÁLISE DOS FILMES DE DLC :F POR AFM ....................................................... 132 4.3.3.5. MEDIDAS ELÉTRICAS DOS FILMES DE DLC:F.................................................... 134
4.3.4. FILMES DE DLC DEPOSITADOS COM PLASMA DE CH4 + N2..................................... 137 4.3.4.1. TAXA DE DEPOSIÇÃO E UNIFORMIDADE DOS FILMES DE DLC:N................ 137 4.3.4.2. ANÁLISE DOS FILMES DE DLC:N POR ESPECTROSCOPIA RAMAN ............... 138 4.3.4.3. ANÁLISE DOS FILMES DE DLC:N POR FTIR ........................................................ 148

4.3.4.4. ANÁLISE DOS FILMES DE DLC:N POR AFM ........................................................ 157 4.3.4.5. MEDIDAS ELÉTRICAS DOS FILMES DE DLC:N ................................................... 159
5. APLICAÇÕES.................................................................................................................................... 163 5.1. DIELÉTRICO DE CAMPO.............................................................................................................. 163 5.2. MATERIAL PARA DIELÉTRICO DE PORTA.............................................................................. 164 5.3. MATERIAL PARA COBERTURA.................................................................................................. 164 5.4. FABRICAÇÃO DE MICRO-ENGRENAGENS .............................................................................. 166 5.5. ESTRUTURAS PARA MICRO-ÓPTICA........................................................................................ 169 6. CONCLUSÕES .................................................................................................................................. 172 7. TRABALHOS FUTUROS................................................................................................................. 175 8. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................................ 177
ANEXO ................................................................................................................................................... 205

i
LISTA DE FIGURAS Figura 2.1: Ilustração do modelo de hibridação sp3 [22]. .......................................................................... 7
Figura 2.2: Níveis de energia dos elétrons de um átomo de carbono isolado [23]. .................................... 8
Figura 2.3: Hibridações do Carbono [23]................................................................................................... 9
Figura 2.4: Estrutura cristalina do grafite [27]. ....................................................................................... 11
Figura 2.5: Estrutura cristalina do diamante [27]. ................................................................................... 12
Figura 2.6: Estrutura do Fulereno C60, que ocupa vértices de isocaédro truncado quase regular [24]. .................................................................................................................................................. 14
Figura 2.7: Estrutura molecular dos fulerenos maiores [24]. ................................................................... 15
Figura 2.8: Modelos estruturais moleculares de nanotubos de carbono de paredes simples. a) n,m (5,5); b) n,m (9,0) e c) n,m (10,5) [91].............................................................................................. 17
Figura 2.9: Modelos estruturas dos nanotubos de carbono em junções “Y”, a) simétrico e b) assimétrico [99]. ............................................................................................................................... 18
Figura 2.10: Exemplos de estruturas de fibras de carbono [77 e 78]........................................................ 19
Figura 2.11: Carbono vítreo [77 e 78]. ..................................................................................................... 20
Figura 2.12: Estrutura do Carbono Poroso [77 e 78].............................................................................. 20
Figura 2.13: Representação da estrutura do Aerogel de Carbono [77 e 78]. ........................................... 21
Figura 2.14: Diagrama de fase ternário das ligações nos filmes de carbono amorfo (DLC e ligas carbono-hidrogênio) [112]. .............................................................................................................. 26
Figura 2.15: Esquema do diagrama de bandas para filmes de carbono amorfo tipo diamante, mostrando os estados π e σ. Observe as várias transições eletrônicas representadas na figura [218]....................................................................................................................................... 35
Figura 2.16: Ilustração esquemática dos processos que ocorrem no plasma durante a deposição de filmes de carbono hidrogenados [262]. ....................................................................................... 40
Figura 3.1: Sistema de deposição HDPCVD: (1) bobina planar com eletrodo de campo, (2) janela de borosilicato, (3) eletrodo aquecido, (4) distribuidor principal de gases ..................................... 56
Figura 3.2: Comparação dos espectros típicos do carbono [135]. ........................................................... 65
Figura 3.3: Espectro Raman característico de um filme de DLC depositado no sistema HDPCVD, destacando a banda G e a banda D.................................................................................................. 67
Figura 3.4: Espectro Raman característico de um filme de DLC depositado no sistema HDPCVD, destacando os fatores que afetam a mudança nas posições e nas intensidades das bandas D e G dos filmes [135].......................................................................................................................... 68
Figura 3.5: Espectro característico FTIR para os filmes de DLC, com ênfase na região do infravermelho de 3100 a 2700 cm-1 e a deconvolução dos picos para a quantificação da razão entre as hibridações sp3 e sp2 ................................................................................................. 71
Figura 3.6: Modelo paralelo e em série do dispositivo MOS utilizado em equipamentos comerciais [110]. ................................................................................................................................................ 75
Figura 4.1: Gráfico da variação da taxa de deposição dos filmes de DLC, em função da variação da pressão do processo de deposição. .............................................................................................. 78

ii
Figura 4.2: Gráfico da análises de espectrofotometria de emissão em processos realizados nos sistemas HDPCVD e RIE.................................................................................................................. 79
Figura 4.3: Gráfico da variação da taxa de deposição dos filmes de DLC, em função dos parâmetros de processos, para a pressão de 5 mTorr...................................................................... 81
Figura 4.4: Gráfico da variação da taxa de deposição dos filmes de DLC, em função dos parâmetros de processo, para a pressão de 15 mTorr. .................................................................... 81
Figura 4.5: Gráfico da variação da tensão mecânica interna dos filmes de DLC, em função dos parâmetros de processo, para a pressão de 5 mTorr. ...................................................................... 85
Figura 4.6: Gráfico da variação da tensão mecânica interna dos filmes de DLC, em função dos parâmetros de processo, para a pressão de 15 mTorr. .................................................................... 85
Figura 4.7: Espectro Raman característico de um filme de DLC ............................................................. 87
Figura 4.8: Gráfico da variação da razão das intensidades das bandas D e G (ID/IG) nos espectros Raman, em função dos parâmetros de processo, para a pressão de 5 mTorr. ................................. 88
Figura 4.9: Gráfico da variação da razão das intensidades das bandas D e G (ID/IG) nos espectros Raman, em função dos parâmetros de processo, para a pressão de 15 mTorr. ............................... 88
Figura 4.10: Gráfico da posição da banda G em função dos parâmetros de processos para a pressão de 5 mTorr. .......................................................................................................................... 91
Figura 4.11: Gráfico da posição da banda G em função dos parâmetros de processo para a pressão de 15 mTorr. ........................................................................................................................ 91
Figura 4.12: Gráfico da posição da banda G em função dos parâmetros de processo para a pressão de 5 mTorr. .......................................................................................................................... 92
Figura 4.13: Gráfico da posição da banda G em função dos parâmetros de processo para a pressão de 15 mTorr. ........................................................................................................................ 92
Figura 4.14: Gráfico da posição central da banda G nos espectros Raman, com a tensão mecânica interna (stress), nos filmes de DLC depositados por HDPCVD....................................... 94
Figura 4.15: Espectro típico de absorção de um filme de DLC depositado no sistema HDPCVD, destacando as principais raias obtidas pela análise de FTIR. ......................................................... 96
Figura 4.16: Espectro característico FTIR para os filmes de DLC depositados com plasmas de metano puro. ..................................................................................................................................... 96
Figura 4.17: Gráfico da variação da região do infravermelho de 3100 a 2700 cm-1, para os espectros FTIR dos filmes de DLC, depositados com plasmas de metano puro, em função dos parâmetros de processo para a pressão de 5 mTorr. ....................................................................... 99
Figura 4.18: Gráfico da variação da região do infravermelho de 3100 a 2700 cm-1, para os espectros FTIR dos filmes de DLC, depositados com plasmas de metano puro, em função dos parâmetros de processo para a pressão de 5 mTorr. ....................................................................... 99
Figura 4.19: Gráfico da variação da rugosidade dos filmes de DLC depositados com plasmas de CH4 puro, em função dos parâmetros de processo......................................................................... 102
Figura 4.20: Gráfico da rugosidade dos filmes de DLC depositados com plasmas de CH4 puro, em função dos parâmetros de processo (com ênfase na faixa de variação de potência aplicada ao eletrodo de 25 à 100 W).............................................................................................. 102
Figura 4.21; Micrografias obtidas por AFM dos filmes de DLC depositados com plasmas de CH4 puro, (a) processo com rugosidade de ∼2 nm (15 mTorr, 100 W, 0 W) e (b) processo com rugosidade de ∼ 0,08 nm (5 mTorr, 200 W, 100 W). ...................................................................... 103
Figura 4.22: Gráfico da variação da constante dielétrica dos filmes de DLC em função da potência aplicada a bobina e da potência aplicada ao eletrodo para a pressão de 5 mTorr. ....... 104
Figura 4.23: Gráfico da variação da constante dielétrica dos filmes de DLC em função da potência aplicada a bobina e da potência aplicada ao eletrodo para a pressão de 15 mTorr. ..... 104

iii
Figura 4.24: Gráfico da variação da resistividade dos filmes de DLC em função da potência aplicada a bobina e da potência aplicada ao eletrodo para a pressão de 5 mTorr. ..................... 105
Figura 4.25: Gráfico da variação da resistividade dos filmes de DLC em função da potência aplicada a bobina e da potência aplicada ao eletrodo para a pressão de 15 mTorr ..................... 105
Figura 4.26: Gráfico da taxa de deposição dos filmes de DLC:H, em função dos parâmetros de processo para os processos de deposição com pressão de 5 mTorr............................................... 107
Figura 4.27: Gráfico da taxa de deposição dos filmes de DLC:H, em função dos parâmetros de processo para os processos de deposição com pressão de 15 mTorr............................................. 108
Figura 4.28: Espectro Raman característico de um filme de DLC hidrogenado depositado no sistema HDPCVD, destacando a banda G (Grafite) e a banda (D) (Desordem do grafite)........... 111
Figura 4.29: Espectros Raman dos filmes de DLC:H (evidenciando o efeito de fluorescência do hidrogênio contido nos filmes......................................................................................................... 112
Figura 4.30: Gráfico da razão das intensidades das bandas D e G (ID/IG) nos espectros Raman, em função dos parêmtros de processo. ........................................................................................... 113
Figura 4.31: Gráfico da posição central da banda G em função dos parâmetros de processo .............. 114
Figura 4.32: Gráfico da tensão mecânica interna dos filmes de DLC:H. ............................................... 115
Figura 4.33: Espectro típico de absorção de um filme de DLC:H depositados no sistema HDPCVD, destacando as principais raias obtidas pela análise de FTIR. ..................................... 116
Figura 4.34: Gráfico da razão entre as hibridações sp3 e sp2 para os filmes de DLC:H analisados por FTIR, em função dos parâmetros de processo para os processo realizados com pressão de 5 mTorr. ..................................................................................................................................... 117
Figura 4.35: Gráfico da razão entre as hibridações sp3 e sp2 para os filmes de DLC:H analisados por FTIR, em função dos parâmetros de processo, para os processo realizados com pressão de 15 mTorr. ................................................................................................................................... 117
Figura 4.36: Gráfico da rugosidade dos filmes de DLC:H, em função da concentração de H2 e das potências aplicadas a bobina e ao eletrodo, para as pressões de 5 e 15 mTorr. ........................... 118
Figura 4.37: Gráfico da variação da rugosidade dos filmes de DLC:H, em função da concentração de H2 e das potências aplicadas a bobina e ao eletrodo, para as pressões de 5 e 15 mTorr (com ênfase na faixa de variação da concentração de H2 de 5% à 40%). ................. 119
Figura 4.38: Micrografias obtidas por AFM dos filmes de DLC:H, (a) processo com rugosidade de ∼1,50 nm (15 mTorr, 200 W, 0 W e 10% de H2) e (b) processo com rugosidade de ∼ 0,07 nm (5 mTorr, 100 W, 100 W e 5% de H2). ...................................................................................... 120
Figura 4.39: Gráfico da constante dielétrica dos filmes de DLC:H em função da pressão de processo, da potência aplicada a bobina, da potência aplicada ao eletrodo e da concentração de hidrogênio no plasma. ......................................................................................... 121
Figura 4.40: Gráfico da variação da resistividade elétrica dos filmes de DLC:H em função da pressão de processo, da potência aplicada a bobina, da potência aplicada ao eletrodo e da concentração de hidrogênio no plasma. ......................................................................................... 121
Figura 4.41: Gráfico da taxa de deposição dos filmes de DLC:F, em função dos parâmetros de processo e da porcentagem de CF4, para os processos de deposição com pressão de 5 mTorr .... 123
Figura 4.42: Gráfico da taxa de deposição dos filmes de DLC:F, em função dos parâmetros de processo e da porcentagem de CF4, para os processos de deposição com pressão de 15 mTorr. ............................................................................................................................................. 124
Figura 4.43: Espectros Raman dos filmes de DLC:F. ............................................................................. 126
Figura 4.44: Espectros Raman dos filmes de DLC:F, evidenciando o efeito de fluorescência nos espectros ......................................................................................................................................... 126

iv
Figura 4.45: Gráfico da variação da razão das intensidades das bandas D e G (ID/IG) nos espectros Raman, em função da pressão de processo, da potência aplicada a bobina, da potência aplicada ao eletrodo e da concentração de CF4 no plasma. ........................................... 127
Figura 4.46: Gráfico da variação da posição central da banda G em função da pressão de processo, das potências aplicadas ao eletrodo e a bobina e da concentração de CF4 no plasma, para os filmes de DLC:F. .................................................................................................. 128
Figura 4.47: Gráfico da variação da tensão mecânica interna dos filmes de DLC:F em função da pressão de processo, das potências aplicadas ao eletrodo e a bobina e da concentração de CF4 no plasma, para os filmes de DLC:F....................................................................................... 129
Figura 4.48: Espectro típico de absorção de um filme de DLC dopado com flúor, depositado no sistema HDPCVD, destacando as principais raias obtidas pela análise de FTIR ......................... 130
Figura 4.49: Gráfico da variação da razão entre as hibridações sp3 e sp2 para os filmes de DLC:F analisados por FTIR. ...................................................................................................................... 131
Figura 4.50: Gráfico da variação da rugosidade dos filmes de DLC:F, em função da concentração de CF4 e das potências aplicadas a bobina e ao eletrodo, para as pressões de 5 e 15 mTorr. .................................................................................................................................. 132
Figura 4.51: Gráfico da variação da rugosidade dos filmes de DLC:F, em função da concentração de CF4 e das potências aplicadas a bobina e ao eletrodo, para as pressões de 5 e 15 mTorr (com ênfase nos filmes de DLC:F que apresentaram menor rugosidade).. .............. 133
Figura 4.52: Micrografias obtidas por AFM dos filmes de DLC:F. (a) processo com rugosidade de ∼2,70 nm (15 mtorr, 200 W, 0 W e 5% de CF4) e (b) processo com rugosidade de ∼0,08 nm (5 mTorr, 100 W, 100 W e 5% de CF4). .................................................................................... 134
Figura 4.53: Gráfico da variação da constante dielétrica dos filmes de DLC:F em função dos parâmetros dos processo de deposição dos filmes. ........................................................................ 135
Figura 4.54: Gráfico da variação da resistividade elétrica dos filmes de DLC:F em função dos parâmetros dos processos de deposição dos filmes........................................................................ 135
Figura 4.55: Gráfico da variação da taxa de deposição dos filmes de DLC:N, em função dos parâmetros de processo e da porcentagem de nitrogênio no plasma, para os processos de deposição com pressão de 5 e 15 mTorr. ...................................................................................... 137
Figura 4.56: Espectro Raman característico de um filme de DLC nitrogenado depositado no sistema HDPCVD, destacando-se os principais picos analisados. ................................................ 139
Figura 4.57: Gráfico da variação da razão das intensidades das bandas D e G (ID/IG) nos espectros Raman, em função dos parâmetros de processo ............................................................ 140
Figura 4.58: Gráfico da variação da razão das intensidades das bandas D e G (ID/IG) nos espectros Raman, em função dos parâmetros de processo............................................................ 140
Figura 4.59: Gráfico da variação da tensão mecânica interna dos filmes de DLD:N em função da concentração de N2 no plasma, e em função da posição central da banda G obtidas por análises de espectroscopia Raman e dos parâmetros do processo de deposição. .......................... 142
Figura 4.60: Gráfico da variação do módulo da tensão mecânica interna dos filmes de DLC:N em função da concentração de N2 no plasma, e em função da posição central da banda G obtida por análises de espectroscopia Raman e dos parâmetros do processo de deposição. ................... 143
Figura 4.61: Gráfico da variação das intensidades normalizadas dos picos nos espectros Raman para os filmes de DLC:N depositados com pressão de processo de 5 mTorr e potência de 100 W, em função da concentração de N2. ..................................................................................... 144
Figura 4.62: Gráfico da variação das intensidades normalizadas dos picos nos espectros Raman para os filmes de DLC:N depositados com pressão de processo de 5 mTorr e potência de 200 W, em função da concentração de N2. ..................................................................................... 145

v
Figura 4.63: Gráfico da variação das intensidades normalizadas dos picos nos espectros Raman para os filmes de DLC:N depositados com pressão de processo de 15 mTorr e potência de 200 W, em função da concentração de N2. ..................................................................................... 145
Figura 4.64: Gráfico da variação das intensidades normalizadas dos picos nos espectros Raman para os filmes de DLC:N depositados com pressão de processo de 15 mTorr e potência de 250 W, em função da concentração de N2. ..................................................................................... 146
Figura 4.65: Espectro típico de absorção de um filme de DLC:N depositado no sistema HDPCVD, destacando as principais raias obtidas pela análise de FTIR. ....................................................... 149
Figura 4.66: Gráfico da variação da razão entre as hibridações sp3 e sp2 para os filmes de DLC:N analisados por FTIR, em função da pressão de processo, da potência aplicada a bobina e da concentração de nitrogênio. ........................................................................................................... 149
Figura 4.67: Gráfico da variação das áreas dos picos nos espectros FTIR, para os filmes de DLC:N depositados com pressão de processo de 5 mTorr e potência de 100 W, em função da concentração de N2......................................................................................................................... 151
Figura 4.68: Gráfico da variação das áreas dos picos nos espectros FTIR, para os filmes de DLC:N depositados com pressão de processo de 5 mTorr e potência de 200 W, em função da concentração de N2......................................................................................................................... 151
Figura 4.69: Gráfico da variação das áreas dos picos nos espectros FTIR, para os filmes de DLC:N depositados com pressão de processo de 15 mTorr e potência de 200 W, em função da concentração de N2.................................................................................................................... 152
Figura 4.70: Gráfico da variação das áreas dos picos nos espectros FTIR, para os filmes de DLC:N depositados com pressão de processo de 15 mTorr e potência de 250 W, em função da concentração de N2. ................................................................................................................... 152
Figura 4.71: Gráfico da variação da rugosidade da topografia dos filmes de DLC:N, em função da concentração de nitrogênio no plasma, da pressão de processo e da potência aplicada a bobina. ............................................................................................................................................ 157
Figura 4.72: Micrografias obtidas por Microscopia de Força Atômica das amostras de DLC:N. (a) com rugosidade de 0,30 nm e (b) com rugosidade de 2 nm. ..................................................... 159
Figura 4.73: Gráfico da variação da constante dielétrica dos filmes de DLC:N em função da pressão de processo, potência aplicada a bobina e da concentração de nitrogênio no plasma............................................................................................................................................. 160
Figura 4.74: Gráfico da variação da resistividade dos filmes de DLC:N em função da pressão de processo, potência aplicada a bobina e da concentração de nitrogênio no plasma ...................... 160
Figura 5.1: Micrografia obtida por Microscopia Eletrônica de Varredura de um filme de DLC depositado sobre uma estrutura de silício. ..................................................................................... 165
Figura 5.2: Micrografia de um micro-canal em DLC. .......................................................................... 166
Figura 5.3: Micrografia de micro-engrenagens obtidas em DLC com altura de 8 µm e diâmetro de 160 µm (comparadas com o diâmetro de um fio de cabelo humano).. ..................................... 167
Figura 5.4: Micro-engrenagem obtida em DLC com altura de 8 µm e diâmetro de 160 µm.................. 167
Figura 5.5: Dente de uma micro-engrenagem obtida em DLC com altura de 8 µm e diâmetro de 160 µm. ........................................................................................................................................... 168
Figura 5.6: Micro-engrenagem obtida em DLC com altura de 8 µm e diâmetro de 80 µm.................... 168
Figura 5.7: Molde em silício preparado por corrosão úmida isotrópica e filme de DLC depositado sobre molde de silício preparado por corrosão úmida isotrópica, para a obtenção de estruturas parabólicas. ................................................................................................................... 170
Figura 5.8: Molde de silício preparado com corrosão úmida anisotrópica e filme de DLC depositado sobre molde em silício preparado por corrosão úmida anisotrópica, para a obtenção de estruturas em forma de trapézio. ................................................................................ 171

vi
Figura 5.9: Molde de silício obtido por corrosão por plasma e filme de DLC depositado sobre molde em silício semi-isotrópico preparado por plasma............................................................... 171

vii
LISTA DE TABELAS
Tabela 2.1: Possíveis Hibridações do carbono nos filmes de DLC........................................................... 22
Tabela 2.2: Comparação entre as propriedades da grafite, do diamante e do carbono tipo diamante (DLC). . ............................................................................................................................. 23
Tabela 3.1: Variação dos parâmetros utilizados nos processos de deposição dos filmes de DLC com plasmas de metano puro............................................................................................................ 62
Tabela 3.2: Processos de deposição utilizados para a obtenção de filmes de DLC hidrogenados e fluorados. .......................................................................................................................................... 63
Tabela 3.3: Processos de deposição utilizados para a obtenção de filmes de DLC nitrogenados............ 63
Tabela 4.1: Valores das espessuras dos filmes de DLC, obtidos por perfilometria. ................................. 77
Tabela 4.2: Áreas dos picos deconvoluídos referentes às hibridações sp3 e sp2 obtidas por FTIR para os filmes de DLC, para a pressão de processo de 5 mTorr...................................................... 97
Tabela 4.3: Áreas dos picos deconvoluídos referentes às hibridações sp3 e sp2 obtidas por FTIR para os filmes de DLC, para a pressão de processo de 15 mTorr ................................................... 98

viii
LISTA DE ABREVIATURAS, SIGLAS E SÍMBOLOS
A → Área do capacitor a-C → Carbono amorfo a-C:H → Carbono amorfo hidrogenado a-CN:H → Nitreto de carbono amorfo hidrogenado a-DLC → Amorphous Diamond –like Carbon (carbono amorfo tipo diamante) AFM → Atomic Force Microscopy (Microscopia de Força Atômica) C → Carbono CF4 → Tetrafluoreto de carbono (CH)n → Molécula do poliacetileno (CH2)n → Molécula do polietileno CH4 → Molécula de metano Cmax → Capacitância máxima CN → Nitreto de carbono Co → Cobalto CO → Monóxido de carbono CO2 → Dióxido de carbono Cox → Capacitância do óxido Cp → Capacitância paralela Cr → Cromo Cs → Capacitância série CTE → Centro de Tecnologias Especiais C-V → Capacitância-tensão CVD → Chemical Vapor Deposition D → Banda nos espectros Raman, referente ao grafite desordenado (sp3) DC → Corrente contínua DLC → Diamond-like Carbon (Carbono tipo diamante) DLC:F → Carbono tipo diamante fluorado DLC:H → Carbono tipo diamante hidrogenado DLC:N → Carbono tipo diamante nitrogenado DNA → Ácido desoxirribonucleico DOE → Diffractive Optical Element ε0 → Permissividade do óxido e → Espessura E → Energia Ea → Energia de ativação Eb → Energia da banda proibida Ec → Energia de condução ECR → Electron Cyclotron Resonance Ef → Energia do nível de Fermi Eopt → Energia do gap óptico EP – USP → Escola Politécnica da Universidade de São Paulo ERDA → Elastic Recoil Detection Ev → Energia da banda de valência F → Flúor FRES → Forward Recoil Elastic Scattering Method FTIR → Fourier Transformed InfraRed G → Banda nos espectros Raman, referente ao grafite (sp2)

ix
H → Hidrogênio HDPCVD → High Density Plasma Chemical Vapor Deposition He → Hélio HIVP → Síndrome da Deficiência Imunológica Adquirida HMDS → Hexametildisilazano I → Corrente elétrica ICP → Inductively Coupled Plasma ID → Intensidade da banda D IG → Intensidade da banda G INPE → Instituto Nacional de Pesquisas Espaciais ISFET → Ion Sensitive Field Effective Transistor I-V → Corrente - tensão k → Constante Dielétrica KOH → Hidróxido de potássio µ → Coeficiente de atrito La → Comprimento do grão LAS → Laboratório Associado de Sensores LME → Laboratório de Microeletrônica MEMS → Micro Electro Mechanical Systems MnFe → Liga manganês-ferro Mo → Molibdênio MOS → Metal-Oxide-Semiconductor N → Nitrogênio Ni → Níquel NiFe → Liga níquel-ferro O → Oxigênio P → Posição central da banda G PACVD → Plasma Assisted Chemical Vapor Deposition PECVD → Plasma Enhanced Chemical Vapor Deposition PMMA → Poli Meta Acrilato de Metila PVD → Physical Vapor Deposition ρ → Resistividade R → Resistência RBS → Rutherford Backscattering RCA → Limpeza química RF → Rádio Freqüência RH → Umidade Relativa RIE → Reactive Ion Etching σ → Condutividade S → Tensão mecânica interna (stress) SF6 → Hexafluoreto de enxofre Si → Silício STM → Scanning Tunelling Microscopy ta-C → Carbono tetraédrico ta-C:N → Carbono tetraédrico nitrogenado TEOS → Tetraetilortosilicato TMAH → Tetrametil hidróxido de amônio U → Uniformidade UHV → Ultra High Vacuum ULSI → Ultra Large Systems Integration ω → Freqüência VLSI → Very Large Systems Integration

1
1. Introdução
Com o desenvolvimento da microeletrônica, houve um aumento do estudo de
novos processos que possibilitassem o aumento da integração dos dispositivos e a
maior reprodutibilidade das estruturas obtidas, desta forma houve uma evolução dos
processos por plasma, que possibilitam esses desenvolvimentos [1].
Os processos de corrosão por plasma foram os que mais se desenvolveram
com a evolução da microeletrônica [2, 3]. Porém, nos últimos cinco anos surgiram
outras aplicações muito importantes para os processos de corrosão por plasma, pois
aumentou o desenvolvimento de dispositivos sensores e micromáquinas.
Como estes dispositivos normalmente precisam de corrosões profundas no
substrato de silício (bulk machining), tornou-se necessário o desenvolvimento de
outras técnicas utilizando plasmas [4] que pudessem gerar altas taxas de corrosão e
perfis verticais (usados em microcanais) [4, 5]. Outra aplicação dos processos de
corrosão por plasma é a corrosão de polímeros espessos, que são muito utilizados na
fabricação de micromáquinas, sensores e fibras ópticas integradas, ou até mesmo
como micro-lentes em dispositivos ópticos [6, 7, 8, 9, 10, 11].
O aumento do interesse em sensores e micromáquinas gerou a necessidade do
desenvolvimento de novos materiais, ou novas técnicas de deposição de materiais já
conhecidos, que respeitassem as necessidades destes dispositivos (altas taxas de
deposição e/ou baixas temperatura de processamento) [12].
Todo esse desenvolvimento de processos em micromáquinas e sensores
possibilitou o uso de processo de plasma em um terceiro campo de aplicação, o
estudo e desenvolvimento de novos materiais para aplicações mecânicas e ópticas.
Pode-se citar como exemplo, a deposição de filmes de diamante (obtidos por técnicas
de deposição química a vapor assistidas por plasma), que são depositados em
ferramentas de corte e anéis de pistão, aumentando a dureza e diminuindo o desgaste
destes componentes. Um outro exemplo é a deposição de filmes dielétricos (filmes de
carbono, óxidos metálicos, óxido de silício, nitreto de silício, etc.), por plasma em
quartzo para serem usados como filtros ópticos em lentes de óculos e aparelhos

2
fotográficos ou como camada anti-refletora em monitores de computador e em
janelas.
Neste trabalho, foi feito o estudo do desenvolvimento e aplicação de
processos com plasmas de alta densidade para a deposição de novos materiais
dielétricos, em especial, filmes de carbono tipo diamante (Diamond-like Carbon
(DLC)). Este trabalho se tornou possível devido ao desenvolvimento de novas
técnicas de deposição por plasma [13, 14, 15]. A obtenção de filmes com processos
que utilizem plasmas de alta densidade possibilita o estudo de novos materiais e
ainda torna possível variar as características dos materiais comumente usados em
microeletrônica. Pode-se citar como exemplo filmes de óxido de silício, que antes
eram obtidos somente com altas temperaturas (entre 1100 e 1200°C) e hoje podem
ser depositados em baixas temperaturas (entre 400 e 700°C) usando para isso,
ionização dos gases por plasma [16].
Hoje é possível utilizar estes materiais dielétricos em pós-processamento, que
significa a possibilidade de deposição de filmes nas camadas superiores de
dispositivos já fabricados, além de ser possível obter materiais com baixa constante
dielétrica (low k), que são materiais muito importantes, devido à necessidade do
aumento da integração dos dispositivos e da redução das dimensões das linhas de
conexão.
Ao utilizar-se plasma como fonte de energia em um processo de deposição
química (Chemical Vapor Deposition - CVD), é possível controlar melhor o processo
de deposição, variando-se um maior número de parâmetros.
Em processos convencionais, é possível controlar a temperatura, a pressão de
processo e a composição do gás, em processos que utilizam plasma, além desses
parâmetros é possível controlar também a potência aplicada e utilizar gases e
produtos que necessitem de muita energia para a sua dissociação (o que só é obtido
em processos com plasma) [17].
Neste trabalho estudou-se processos de deposição de filmes de carbono em
um sistema de deposição química a vapor com plasmas de alta densidade (High
Density Plasma Chemical Vapor Deposition – HDPCVD), do tipo ICP (Inductively
Coupled Plasma - ICP), que permite a deposição de filmes de carbono em grandes
áreas e com alta uniformidade (a densidade dos plasmas obtidos neste equipamento é

3
equivalente à densidade obtida em equipamento do tipo ECR (Electron Cyclotron
Resonance)). Com esse sistema foram depositados principalmente, filmes de DLC,
depositados com plasmas de metano puro e plasmas de metano com hidrogênio, flúor
e nitrogênio.
Os filmes de DLC têm como principal característica, a baixa constante
dielétrica (< 2,0), que é menor do que a constante dielétrica obtida para filmes de
óxido de silício (= 3,7), material muito mais empregado em microeletrônica. Desta
forma, utilizando-se filmes de DLC, surgem possibilidades de se conseguir
dispositivos menores, sem as capacitâncias parasitárias encontradas nos dispositivos
atuais (que utilizam filmes de SiO2) e que impedem o aumento da integração dos
dispositivos [17].
Outra característica importante dos filmes de DLC é a sua alta condutividade
térmica, o que contribui para o aumento da dissipação de calor do dispositivo, o que
pode auxiliar na redução da largura das linhas de conexão. Essa alta condutividade
térmica também possibilita o uso dos filmes de carbono como camadas de passivação
e como material de encapsulamento. Os filmes de DLC são quimicamente inertes,
além de apresentarem baixo coeficiente de atrito, alta isolação elétrica e alta dureza,
o que permite o uso desses filmes em dispositivos sensores e atuadores [18].
Uma outra excelente aplicação para os filmes de DLC depositados em baixas
temperaturas (abaixo de 350°C), é como material de filtro (óptico), em especial para
ultravioleta e infravermelho, quando são depositados sobre materiais transparentes
(quartzo ou plásticos), em fibras ópticas integradas e em dispositivos híbridos de
microeletrônica e óptica. Isto possibilita a aplicação de processos de microeletrônica
em uma área em desenvolvimento que é a óptica (integrada ou micro-óptica), além
de promover o aumento do desenvolvimento de dispositivos eletro-ópticos [19, 20].
Desta forma, para se alcançar a principal meta deste trabalho, foram
estabelecidos os seguintes objetivos:
1) Aplicação de um sistema de deposição química com plasma de alta densidade
(HDPCVD), para deposição de filmes dielétricos (em especial filmes de
DLC), para aplicação em microeletrônica, fabricação de micromáquinas e
sensores;

4
2) Caracterização do sistema de deposição HDPCVD, para a obtenção de filmes
de DLC utilizando plasmas de alta densidade;
3) Estudo experimental comparativo e pré-análise do processo de deposição de
filmes de DLC;
4) Desenvolvimento de processos de deposição de filmes de DLC utilizando o
sistema de deposição química a vapor com plasma de alta densidade e
caracterização dos filmes obtidos;
5) Estudo e caracterização dos filmes de DLC dopados, utilizando como aditivos
o hidrogênio, o nitrogênio e o tetrafluoreto de carbono (CF4).
Para se alcançar todos os objetivos propostos neste trabalho, no capítulo II
(Revisão Bibliográfica), foi realizado um estudo mais detalhado sobre conceitos
básicos de suma importância para a melhor compreensão das propriedades dos filmes
de DLC (definição de hibridação química e as principais formas alotrópicas do
carbono). Em seguida, é apresentada a definição do DLC e suas principais
propriedades (concentração de hidrogênio no filme e suas propriedades ópticas,
mecânicas e tribológicas). São também apresentadas as propriedades dos filmes de
DLC dopados e algumas das possíveis aplicações dos filmes de DLC, além de
conceitos da técnica de deposição química a vapor para a obtenção de filmes de
DLC, em especial a técnica de CVD assistida por plasma e os conceitos da deposição
de filmes de DLC utilizando a técnica de deposição química a vapor.
No capítulo III (Procedimentos Experimentais) é feita a descrição do
equipamento utilizado para a deposição dos filmes de DLC, a descrição detalhada das
técnicas de caracterização utilizadas no estudo da deposição dos filmes de DLC, os
procedimentos da preparação das amostras, os parâmetros de processos que foram
variados, a descrição detalhada de todos os processos utilizados e as variações
necessárias nos procedimentos de preparação e caracterização dos filmes de DLC,
para o desenvolvimento e finalização do trabalho inicialmente proposto.
5
No capítulo IV (Resultados e Discussões), são apresentados e discutidos os
resultados obtidos utilizando-se os procedimentos mencionados no capítulo III.
Através de gráficos e imagens, são analisados os processos que foram desenvolvidos
neste trabalho, verificando-se a viabilidade destes mesmos processos, quanto aos
objetivos inicialmente propostos.
No capítulo V (Aplicações), são apresentadas algumas aplicações dos filmes de
DLC, depositados com plasmas de metano puro e dopados com nitrogênio,
hidrogênio e flúor.
No capítulo VI (Conclusões), são apresentadas as conclusões gerais sobre o
trabalho desenvolvido, mediante os resultados e análises que foram obtidos de todo o
processamento que compreende este trabalho.
No capítulo VII (Trabalhos Futuros), é apresentada a continuidade que deve ser
dada ao projeto de pesquisa, mediante os resultados e dificuldades que surgiram no
decorrer do trabalho. E em seguida, são apresentadas as Referências Bibliográficas
(no capítulo VIII) utilizadas como base teórica para o desenvolvimento deste
trabalho e as publicações que foram fruto do trabalho de desenvolvimento e
aplicação de processos com plasmas de alta densidade para a deposição de filmes de
DLC. E em anexo são apresentadas são mencionadas as publicações obtidas com o
desenvolvimento deste trabalho.

6
2. Revisão Bibliográfica
2.1. Hibridação 2.1.1. Definição Química de Hibridação
Observando-se a representação da molécula de metano (CH4), pode-se fazer a
seguinte pergunta: Como o átomo de C pode formar as quatro ligações covalentes da
molécula de metano, se ele tem somente dois orbitais semicheios? Para explicar a
formação dessas ligações, foi criado um modelo, denominado Modelo da Promoção
seguida de Hibridação [21, 22].
De acordo com esse modelo, um elétron do orbital cheio s2 seria “promovido”
para o orbital p vago. Essa promoção se daria à custa de energia, pois o orbital p tem
mais energia que o orbital s. Desta forma, o átomo de C ficaria com quatro orbitais
semicheios (um s e três p). Diz-se que o átomo de C, nessa situação, está em estado
ativado ou em estado excitado.
Foi verificado experimentalmente, através de análises de raios-x, que na
molécula de metano, o átomo de C está localizado no centro de um tetraedro regular
e os quatro átomos de H estão nos quatro vértices desse tetraedro. Portanto, as quatro
ligações covalentes C-H estão dirigidas do centro para os vértices de um tetraedro
regular. Verificou-se, também experimentalmente, que essas quatro ligações
covalentes são iguais entre si [21, 22].
A promoção do elétron de s2 para p0 da camada da valência do átomo de
carbono, explica a possibilidade da formação das quatro ligações covalentes, mas não
a orientação no espaço dessas ligações. A simples promoção do elétron, também não
explica o fato das quatro ligações covalentes serem iguais entre si. Desta forma, a
ligação covalente resultante do orbital s1 deveria ser diferente das outras três ligações
covalentes resultantes dos orbitais p1.
Para explicar os fatos experimentais citados anteriormente, surgiu o modelo
da hibridação de orbitais, no qual a hibridação dos orbitais é uma mistura de outros
orbitais, dando origem a novos orbitais, em igual número, denominados orbitais
híbridos. Os quatro orbitais semicheios do átomo de carbono ativados (s1, p1, p1, p1),

7
sofrem a hibridação, isto é, misturam-se entre si dando origem a quatro novos
orbitais iguais (agora dirigidos do centro para os vértices de um tetraedro regular).
Os orbitais híbridos formados são denominados de sp3, porque resultaram da
mistura de um orbital s com três orbitais p. As quatro ligações covalentes da
molécula de CH4 formam-se pela interpenetração de cada um dos orbitais semicheios
sp3 do átomo de C, com os orbitais semicheios s dos átomos de H. A ligação
covalente assim formada é do tipo sigma s-sp3. Na Figura 2.1 é ilustrado o modelo
de hibridação sp3, que explica a geometria tetraédrica da molécula de metano e
também o fato de suas quatro ligações covalentes serem iguais entre si [21, 22].
Figura 2.1: Ilustração do modelo de hibridação sp3 [22].
2.1.2. Hibridação do Carbono
O átomo de carbono possui seis elétrons que orbitam ao redor do núcleo. As
órbitas representam estados discretos de energia (estados quânticos), caracterizados
pelo número quântico principal n. Em cada orbital n podem existir diferentes sub-
níveis de energia designados pelo número quântico azimutal (l), que podem assumir
valores inteiros de 0 a n-1, e são normalmente representados pelas letras s, p, d e f.
A localização dos elétrons em cada um desses sub-níveis é representada
através do número quântico magnético (m). Na Figura 2.2 é apresentado um
diagrama esquemático dos níveis de energia dos elétrons de um átomo de carbono,
sendo que E = 0, representa a energia de um elétron livre (fora do átomo).

8
Figura 2.2: Níveis de energia dos elétrons de um átomo de carbono isolado [23].
A distância dos elétrons do átomo de carbono em seu estado fundamental é
1s1 2s2 2p3, onde um átomo pode apresentar duas ligações covalentes (uma em cada
sub-nível, em que já existe um elétron) e duas ligações iônicas (no sub-nível 2pz). No
entanto, quando os átomos de carbono se aproximam a uma distância suficiente, para
que os elétrons de um átomo sintam a presença do núcleo do átomo vizinho, os níveis
de energia (que são discretos) são substituídos por bandas de energias. Os elétrons
das bandas de energia mais externas podem se mover, sendo então compartilhados
por dois átomos. Além disso, para que um elétron da banda 2s passe para a banda 2p,
necessário uma certa quantidade de energia. Quando essa transição ocorre, há a
formação de um orbital híbrido.
Desta forma, como surgiram quatro elétrons desemparelhados, surge a
possibilidade do átomo de carbono fazer quatro ligações covalentes. Para uma
explicação mais rigorosa desse fenômeno da natureza, foi desenvolvido o modelo de
orbitais atômicos híbridos, que utiliza conceitos de mecânica quântica. É
importante lembrar que este fenômeno não ocorre em átomos isolados, mas somente
em compostos químicos [22, 23].
O carbono pode sofrer três tipos de hibridação:é
a) Hibridação sp3, que ocorre quando as quatro ligações covalentes são do tipo
sigma (σ), que são ligações fortes, pois os átomos envolvidos interpenetram seus
Energia
Distância
Núcleo • •
• •
• •
E = 0
2p
2p
1p
Elétrons

9
orbitais atômicos frontalmente (segundo um mesmo eixo). Esse tipo de hibridação
ocorre em cristais de diamante, onde as posições mais prováveis dos elétrons estarem
localizados, correspondem aos vértices de um tetraedro, tendo os núcleos dos átomos
de carbono como centro. As ligações formadas com os quatro vizinhos devem ter o
ângulo de 109°, 28”.
b) Hibridação sp2, que ocorre quando três das quatro ligações covalentes são do
tipo sigma (σ). Estas ligações situam-se no plano basal da estrutura. A outra ligação
é do tipo pi (π) e é estabelecida entre dois orbitais adjacentes (segundo eixos
paralelos). Este tipo de hibridação ocorre no grafite, na qual a geometria molecular é
plano-triangular e o ângulo entre os eixos dos orbitais é de 120°.
c) Hibridação sp1, que ocorre quando duas das quatro ligações covalentes são do
tipo sigma (σ) e duas são do tipo pi (π). Este tipo de hibridação ocorre em compostos
carbono-carbono, cuja a geometria é linear.
Os filmes de carbono tipo diamante (DLC) contêm os três tipos de
hibridações, sendo que a concentração relativa das mesmas, estabelece a variação das
características físico-químicas dos filmes [23]. Na Figura 2.3, são apresentadas as
três hibridações do carbono.
Figura 2.3: Hibridações do Carbono [23].

10
2.2. Carbono
2.2.1. Introdução
O carbono é um elemento não metálico pertencente ao IV grupo da Tabela
Periódica. O carbono possui dois isótopos estáveis (com número de massa 12 e 13) e
quatro radioativos (número de massa 10, 11, 14 e 15). O átomo de carbono tem uma
grande capacidade de se ligar a outros átomos (carbono, oxigênio, hidrogênio,
nitrogênio, etc.), formando cadeias curtas ou longas, com as mais variadas
disposições e propriedades químicas [24, 25].
O átomo de carbono possui seis elétrons, sendo quatro elétrons na camada de
valência. Em seu estado neutro, possui uma configuração eletrônica do tipo 1s2 2s2
2p2. Essa configuração normalmente, forma quatro ligações, sendo duas ligações
covalentes com dois orbitais 2p semi-cheios. Isso explica porque o carbono possui
várias formas alotrópicas [24].
Existem pelo menos sete formas alotrópicas do carbono: grafite (alfa e beta),
diamante, Lonsdaleíta (diamante hexagonal, que é uma forma detectada em
meteoritos), caoíta, carbono (VI) e os fulerenos. Todas essas formas alotrópicas do
carbono tem uma estrutura cristalina bem definida. Existem porém outras formas de
carbono que são amorfas, ou que apresentam um baixo grau de cristalinidade, ou
ainda formas híbridas, que são estruturas que apresentam características cristalinas e
amorfas, como os filmes de DLC [26].
2.2.2. Principais formas Cristalinas do Carbono
2.2.2.1. Grafite
A forma alotrópica mais comum do carbono é o grafite. Os cristais de grafite
são constituídos por camadas sobrepostas de átomos de carbono unidos por ligações
covalentes, formando uma rede infinita de ciclos hexagonais. Os espaços livres entre
as várias camadas podem ser ocupados por diversos tipos de átomos, moléculas ou

11
íons (por exemplo oxigênio, hidrogênio, halogênos, metais alcalinos etc.), formando
assim compostos intersticiais ou lamelares [24].
Em condições normais de pressão, as camadas de grafite deslizam facilmente
umas sobre as outras, uma vez que as ligações entre elas são fracas (ligações de Van
der Waals); esta é a razão das conhecidas propriedades lubrificantes do grafite [24].
Devido ao alto ponto de fusão e o alto poder condutor, o grafite é utilizado na
construção de revestimentos de refratários e cadinhos para a indústria de fundição e
na fabricação de pontas para lapiseiras, eletrodos para diversos fins, escovas de
motores e ainda lubrificantes e tintas anti-corrosão [26, 27, 28, 29]. Na Figura 2.4 é
apresentada a estrutura cristalina do grafite.
Figura 2.4: Estrutura cristalina do grafite [27].
Em cada plano, o átomo de carbono se une com outros três átomos, formando
uma série de hexágonos contínuos, que pode ser considerado como essencialmente,
uma molécula infinita em duas dimensões. A ligação é covalente e apresenta um
comprimento curto e uma grande força [24].

12
2.2.2.2. Diamante
A forma alotrópica do carbono, com ligações químicas covalente simples,
mais forte da natureza, o diamante, foi descoberta no século XVIII. O diamante,
como encontrado na natureza, é produto de fenômenos naturais. No diamante os
átomos de carbono têm alto grau de organização e a ligação entre os átomos de
carbono é muito forte [30]. Na Figura 2.5, é apresentado um desenho esquemático da
estrutura cristalina do diamante.
Figura 2.5: Estrutura cristalina (cúbica de corpo centrado) do diamante [26, 27].
Observa-se que o carbono pode apresentar possui quatro ligações tetragonais
sp3. Essa estrutura característica do diamante, confere propriedades particulares a
esse material, como por exemplo: alta densidade (3,51 g/cm3), alta dureza do
material (100 GPa), alta condutividade térmica (acima de 18 W/cm.°C em 25°C, que
é cerca de cinco vezes superior à do cobre), Baixo coeficiente de expansão térmica
(2,8 ppm/°C entre 0 e 400°C), apresenta alta resistividade elétrica (1016 Ω.cm a
25°C), quando dopado funciona como um material semicondutor e é muito resistente
ao ataque químico, mas oxida rapidamente acima de 600°C [27, 31, 32].

13
Desde 1954, estuda-se a geração sintética deste material a partir de compostos
gasosos, mas somente a partir da década de 70 esta tecnologia teve um avanço maior.
Hoje, a produção de filmes de diamante utilizando técnicas de deposição química à
vapor (Chemical Vapor Deposition –CVD) [33, 34, 35, 36, 37, 38, 39, 40], é de suma
importância, inclusive econômica, devido às propriedades que os filmes de diamante
apresentam. Os filmes de diamante também apresentam baixo coeficiente de atrito
(equivalente ao do teflon), alta resistência a tratamentos químicos, térmicos e a
radiação (cósmica, nuclear e a ultravioleta), alto índice de refração,
biocompatibilidade e excelente capacidade de integração óssea. Além disso, podem
ser facilmente dopados com vários tipos de materiais [27]. As aplicações de filmes de
diamante obtidos por deposição CVD, incluem as àreas: espaciais [38],
microeletrônica [38, 41, 42, 43, 44, 45, 46, 47], mecânica [38, 48, 49, 50, 51], óptica
[38, 41], química e cerâmica, para a fabricação de equipamentos e implantes médicos
[30, 38].
2.2.2.3. Fulerenos
Recentemente, foi descoberta uma família de moléculas de carbono sólidas e
com grande estabilidade, que foram chamadas de fulerenos. A descoberta dos
fulerenos, abriu uma nova área de pesquisa na química e na física do carbono, com
inúmeras aplicações possíveis. Os fulerenos podem ser considerados como a maior
forma alotrópica do carbono. Teoricamente, é possível formar inúmeras estruturas de
fulerenos, as estruturas mais comuns são: C60, C70, C76, C78 e C84. O fulereno C60, é o
mais simétrico, e é uma molécula formada por hexágonos e pentágonos de carbono
[24, 52, 53, 54, 55, 56, 57, 58].
Em 1990 foi descrita a primeira síntese do C60, uma molécula que tem a
forma de uma bola de futebol e que foi denominada de “buckminsterfulerene” [24].
O C60, foi obtido pelo aquecimento do grafite em uma atmosfera inerte. Os
fulerenos são moléculas estruturadas na forma de gaiolas, ou seja, elas têm a forma
fechada em si. Esses materiais também podem ser obtidos pela vaporização do grafite
por um feixe de laser. Os fulerenos, são constituídos por uma rede formada por

14
pentágonos e hexágonos (fechando assim a “esfera”). Cada carbono de um fulereno
está hibridizado em sp² e forma ligações σ com três outros átomos de carbono,
restando um elétron de cada carbono que fica localizado num sistema de orbitais
moleculares, que atribui à molécula o caráter aromático [59, 60, 61, 62].
Todos os fulerenos possuem exatamente 12 pentágonos e um número
arbitrário de hexágonos. O menor fulereno possível é o C20, que é um dodecaédro
regular, sem nenhum hexágono. Quanto mais pentágonos, maior a curvatura e maior
energia por átomo de carbono. Os fulerenos possuem propriedades mecânicas de uma
molécula dura ligada por interações de Van der Waals [63, 64, 65, 66]. Na Figura
2.6, é apresentado um esquema da estrutura do fulereno C60, que é o fulereno mais
estável, devido à cinética do processo de síntese e na Figura 2.7, são apresentados os
esquemas da estrutura dos chamados fulerenos maiores.
Figura 2.6: Estrutura do Fulereno C60, que ocupa vértices de uma estrutura quase regular [24].

15
Figura 2.7: Estrutura molecular dos fulerenos maiores [24].
Existem inúmeras aplicações para os fulerenos, algumas dessas aplicações,
são citadas a seguir:
1. Como limitadores ópticos, pois os fulerenos funcionam como
bloqueadores para altas intensidades de luz incidente [24].
2. Dispositivos Fotovoltáicos, possuem uma resposta rápida à iluminação,
devido a ocorrência da separação de cargas (aceitadores), pode ser
utilizado como material para fotocopiadora [67].
3. Transistores, os fulerenos apresentam características semelhantes às de
semicondutores amorfos, porém apresentam problemas de oxidação [54].
4. Diodos, formados por estruturas, C60/p-Si e C60/polímero [54].
5. Memórias [24].
6. Fotorresistes, são importantes no processo de fabricação de dispositivos
eletrônicos, suas propriedades de solubilidade mudam na presença de
iluminação (polimerização) e apresentam uma largura de linha de ~ 1µm
[24].

16
7. Aplicação em ciências dos materiais, em síntese de diamante: a partir de
pressão, depositando-se C60 sobre substrato de Si, ou dentro de fulerenos
concêntricos, na redução da distância interplanar (em células de pressão
nanoscópicas), no crescimento auto-montado de polímeros (interação
eletrostática) e no armazenamento de hidrogênio (células de combustível
e baterias) [24, 67, 68].
8. Supercondutividade à temperatura ambiente [67].
9. Nanotecnologia, no controle individual da posição das moléculas de C60
em uma superfície polar através de um campo elétrico giratório, no
transporte de outras moléculas (“nano-trenó”) e recobrimento de pontas
de STM (aumento da resolução) [24].
10. Lubrificantes, os fulerenos funcionam bem como aditivos à óleos e
graxas lubrificantes, diminuindo o atrito [67, 69].
11. Medicina, a molécula de C60 pode apresentar riscos para a saúde humana,
porém certos derivados do C60, atuam com o centro ativo da protease
específica do vírus da imunodeficiência humana (HIVP), bloqueando a
sua ação [53, 67, 70].
2.2.2.4. Nanotubos
Os nanotubos de carbono são nanoestruturas que podem ser utilizadas em
inúmeras aplicações, incluindo a construção de dispositivos nanoeletrônicos, para a
aplicação em displays [71, 72] e na geração de materiais nanocompósitos com
excelentes propriedades elétricas e mecânicas [73, 74, 75]. Os nanotubos de carbono
são caracterizados por suas dimensões nanométricas, alta razão de aspecto,
estabilidade química e alto módulo de Young e apresentam também excelentes
propriedades elétricas [76].
Os nanotubos de carbono foram descobertos devido ao estudo dos fulerenos.
Descobriram que os processos que formavam os fulerenos, faziam com que
surgissem pequenos tubos de carbono [77, 78]. Desde 1991, quando foram

17
descobertos os nanotubos, que as pesquisas com relação a esse material vem
crescendo a cada dia.
Existem nanotubos com diversas características: nanotubos com diâmetro
bem pequenos e com grandes dimensões, nanotubos com uma única estrutura
eletrônica que pode mudar de metal para um semicondutor dependendo do diâmetro
e comprimento dos nanotubos, nanotubos com uma alta densidade de corrente devido
à elétrons delocalizados, nanotubos com nanoespaços bem definidos e nanotubos
com alta estabilidade mecânica e química [79]. Existem vários métodos de
sintetização de nanotubos: descarga por arco, laser ablation e métodos de deposição
química a vapor (que são os mais utilizados, principalmente os processos com
plasma) [79, 80, 81, 82, 83, 84, 85, 86].
Os nanotubos mais comuns são os nanotubos de paredes simples, que são
folhas de grafeno enroladas, com diâmetro entre 7 e 100 Å. O grafeno é uma folha
finíssima composta pelo arranjo periódico de átomos de carbono, no qual cada átomo
está ligado a três vizinhos formando uma colméia de anéis hexagonais. A orientação
dos hexágonos do tubo, define a geometria e outras propriedades desses nanotubos
[77, 78, 87, 88, 89, 90]. Na Figura 2.8, são apresentados os modelos estruturais dos
nanotubos de carbono de paredes simples.
Figura 2.8: Modelos estruturais moleculares de nanotubos de carbono de paredes simples. a) n,m (5,5); b) n,m (9,0) e c) n,m (10,5) [91].
a)
b)
c)

18
A existência dos nanotubos de paredes simples foi determinada, através de
análises de Microscopia Eletrônica de Transmissão. Um dos maiores problemas para
se fazer a análise, é a baixa seção de choque do carbono para o espalhamento dos
elétrons e a dificuldade de manipulação dos nanotubos individualmente. A primeira
síntese de nanotubos de paredes simples, foi feita em 1993. Esses nanotubos foram
encontrados misturados com grandes quantidades de carbono amorfo e outros tipos
de “lixo”, apresentando uma grande variação nos diâmetros dos nanotubos. Em 1996,
foi usada a evaporação de grafite por laser para se conseguir nanotubos de melhor
qualidade. Apesar de todo o estudo sobre o crescimento de nanotubos, ainda se
desconhece o mecanismos exato de seu crescimento [68, 92, 93, 94, 95, 96]. Além
dos nanotubos de paredes simples, existem os nanotubos complexos (nano-
arquiteturas ou multi-paredes) [97, 98], além dos nanotubos de paredes simples com
junções em “Y” [99]. Na Figura 2.9 é apresentada um modelo esquemático dos
nanotubos com junção em “Y”.
Figura 2.9: Modelos estruturas dos nanotubos de carbono em junções “Y”, a) simétrico e b) assimétrico [99].

19
Existem várias aplicações para os nanotubos de carbono: aplicações
eletrônicas [100, 101, 102], eletroquímicas [103, 104], ópticas [105], na fabricação
de displays [71, 72], nanodispositivos e sensores [106], compósitos eletroativos,
células de combustível e como barreira (Li-ion) [79].
2.2.3. Formas Amorfas do Carbono
Além das formas alotrópicas cristalinas do carbono já citadas anteriormente,
existem ainda as formas amorfas do carbono. Dentre elas, pode-se citar:
1. O Carvão Comum, que serve para uso doméstico, como combustível em
churrasqueiras, na fabricação de filtros, etc [26].
2. O Coque, usado em siderúrgicas [26].
3. “Whiskers” de Grafite, que é uma folha de grafite enrolada em forma de
pergaminho, semelhante a um grande nanotubo, com 3 cm de
comprimento e diâmetro entre 1 e 5 µm.
4. As Fibras de Carbono, são sintetizadas a partir de processos em fase
vapor, devido as suas propriedades mecânicas podem ser largamente
utilizadas e podem ter até 30 cm de comprimento [24]. Na figura a seguir,
são apresentadas exemplos de estruturas das fibras de carbono.
Figura 2.10: Exemplos de estruturas de fibras de carbono [77, 78].
5. “Negro de fumo” (carbon black), são partículas formadas por folhas
concêntricas de grafite e são usadas em pneus, tintas, papel carbono, etc
[26].

20
6. As Carbonitas, são cadeias lineares de carbono, com hibridação sp [26].
7. O carbono vítreo (também chamado de carbono polimérico ou vidro).
Esse material apresenta grande resistência química, é um material que
pode ser utilizado como molde para a fabricação de lentes e outros
produtos vítreos e também são utilizados em eletrodos de baterias [24].
Figura 2.11: Carbono vítreo [77, 78].
8. O Carbono Poroso.
Figura 2.12: Estrutura do Carbono Poroso [77][78].
9. O Carbono Amorfo, possui uma estrutura com ordem a curta distância e
suas propriedades elétricas, mecânicas e estruturais, são dependentes da
razão entre as hibridações sp2 e sp3. Atualmente, existem várias
subdivisões deste carbono amorfo, como por exemplo: grafite micro-
cristalino, diamante micro-cristalino, carbono amorfo tipo polimérico,
carbono tipo diamante e carbono tetraédrico tipo diamante. Essas

21
subdivisões de materiais amorfos são definidas de acordo com o grau de
cristalinidade e tamanho do cristalito [107, 108].
10. Aerogel de Carbono, que é formado por partículas de carbono vítreo
interconectadas [24]. Na Figura 2.13 é apresentado um esquema da
estrutura do aerogel de carbono.
Figura 2.13: Representação da estrutura do Aerogel de Carbono [77][78].
2.3. Carbono Amorfo tipo Diamante (a-C, DLC ou a-DLC) 2.3.1. Introdução
Carbono tipo diamante (Diamond-like Carbon – DLC), carbono amorfo tipo
diamante (a-DLC) ou carbono amorfo (a-C), são termos utilizados na literatura que
se referem ao mesmo material. Os filmes de DLC, são materiais amorfos,
metaestáveis, compostos por uma fase amorfa e outra fase cristalina [109, 110],
possuem propriedades semelhantes às do diamante (por isso, são chamados de filmes
de carbono tipo diamante) [111, 112, 113, 114].
Os filmes de DLC podem ser considerados como hidrocarbonetos e são
materiais que apresentam uma rede de ligações cruzadas compostas de ligações
referentes a três hibridações: sp3, sp2 e sp1. Na configuração sp3 (diamante), nos

22
filmes de DLC, os quatro elétrons da camada de valência de um átomo de carbono,
tendem a formarem ligações tetraédricas fortes, como ocorre no diamante e na
configuração sp2 (grafite), três dos quatro elétrons da camada de valência formam
ligações trigonais em um plano, como ocorre no grafite [112]. A razão entre as
hibridações sp3 e sp2 é função da técnica e das condições de deposição dos filmes de
DLC (pressão, potência, concentração de hidrogênio no filme, etc) [107, 108, 112].
As possíveis hibridações do carbono que podem aparecer nos filmes de DLC
são apresentadas na Tabela 2.1.
Tabela 2.1: Possíveis Hibridações do Carbono nos filmes de DLC.
Tipo de Hibridação Hibridação sp3 Hibridação sp2 Hibridação sp1
Tipos de ligações
4 ligações simples
3 ligações simples
1 ligação dupla
2 ligações duplas ou 1 ligação simples e 1
ligação tripla
Ângulo entre as
ligações
109º28’ 120º 180º
Forma geométrica Tetraédrica Trigonal Linear
Os filmes de DLC foram produzidos pela primeira vez em 1969 [115]. Desde
1971, os filmes de DLC, têm sido produzidos por uma grande variedade de técnicas
de deposição [112]. Entre essas técnicas, estão os processos de deposição química a
vapor assistido por plasma DC ou RF (PACVD – Plasma Assisted Chemical Vapor
Deposition) [116, 117, 118, 119, 120, 121, 122, 123], os processos de deposição
física (Sputtering) [17, 119, 124, 125, 126] e processos de deposição por feixe de
íons [119, 127, 128, 129], além de outras técnicas de deposição [119, 130, 131, 132,
133, 134]. Além da variedade e técnicas de deposição de filmes de DLC, pode-se
variar os parâmetros de processos e utilizar diferentes fontes (carbono sólido ou na
forma gasosa), para se realizar os processos de deposição [112, 135].
Os filmes de DLC podem ser considerados como uma forma intermediária
entre o diamante e o grafite. Dependendo da quantidade de hibridações sp3, sp2 e sp1
e da concentração de hidrogênio nos filmes, que pode variar, aproximadamente, entre

23
2% e 80%, as propriedades dos filmes de DLC variam [136, 137]. Os filmes de DLC
são uma forma desordenada de carbono, ou seja, os filmes de DLC não apresentam
uma ordem de longa distância, mas podem apresentar uma estrutura ordenada a uma
distância média ou curta, essa estrutura ordenada dos filmes de DLC a uma curta ou
média distância, promovem o aumento da similaridade das propriedades dos filmes
de DLC com o diamante [107, 108, 112]. Na Tabela 2.2, é apresentada uma
comparação entre as propriedades do grafite, do diamante e do DLC.
Tabela 2.2: Comparação entre as propriedades da grafite, do diamante e do carbono tipo diamante DLC [110].
Grafite Diamante DLC
Composição Carbono puro Carbono com menos
de 1% de H
Carbono com uma
concentração de menos de
10% até mais de 50% de H
Estrutura Cristalina Cristalina Amorfa
Tipo de Hibridação somente sp2 somente sp3 sp1, sp2 e sp3
Estabilidade estável estável metaestável
Espectro Raman 1580 cm –1 1332 cm-1 1332 cm-1 e
1580 cm-1
Condutividade
Elétrica
condutor isolante varia de isolante a
semicondutor
Comparando-se os filmes de DLC com os filmes de diamante, nota-se que os
filmes de DLC apresentam também alta dureza Vickers [110] e são quimicamente
inertes, tanto em ambientes alcalinos quanto em ambientes ácidos. A alta dureza e a
resistência química dos filmes de DLC promovem o interesse por esses filmes para
utilizações como camadas de revestimentos, para aumentar a resistência de materiais
metálicos [112, 138, 139, 140], para utilização em óptica [112, 141, 142, 143] e em
componentes eletrônicos [112, 143]. Utilizando-se os filmes de DLC é possível obter
camadas de filmes protetores com uma espessura menor que 50 nm, com alta
eficiência, como por exemplo as utilizadas em mídias magnéticas [144]. A utilização

24
de camadas finas de filmes de DLC reduzem o aumento da tensão total em camadas
de filmes sobrepostas.
Além da dureza e resistência química, os filmes de DLC têm significante gap
óptico (alto), baixo coeficiente de atrito (tipicamente entre 0,01 e 0,28), baixa
rugosidade, alta transparência óptica sobre uma larga faixa espectral e alta
resistividade elétrica, além de apresentarem propriedades eletrônicas semelhantes às
do diamante [110, 112].
O DLC é um semicondutor de baixa mobilidade e baixa afinidade eletrônica
[110]. Comparando os filmes de DLC com os filmes de diamante, nota-se que os
filmes de DLC apresentam uma variação no índice de refração e na sua
condutividade elétrica, e essa variação é função da concentração de hidrogênio nos
filmes. A concentração de hidrogênio nos filmes de DLC é um fator de muita
importância, sendo que todas as propriedades dos filmes de DLC variam em função
da sua concentração.
Os filmes de DLC podem ser depositados com uma rugosidade muito baixa e
com uma excelente uniformidade, além disso, os filmes de DLC podem ser
depositados em grandes áreas e sobre uma variedade muito grande de substratos. Isso
aumenta o número de possíveis aplicações utilizando-se os filmes de DLC, o que não
é possível com os filmes de diamante [112].
O diamante é um material que possui propriedades bem conhecidas e
determinadas. As propriedades dos filmes de DLC apresentam uma transição entre as
propriedades do diamante, do grafite e de polímeros (hidrocarbonetos). As
propriedades físicas básicas dos filmes de DLC depende da estrutura atômica do
material [112].
Os filmes de DLC possuem, em geral, uma alta tensão mecânica interna
(stress) [112], porém com os avanços obtidos no estudo de novas técnicas de
deposição de filmes de DLC, levando-se em conta, principalmente, os parâmetros de
deposição, é possível obter filmes de DLC com baixa tensão mecânica interna [145].
Os filmes de DLC apresentam uma grande vantagem em relação aos filmes
de diamante: a facilidade de poderem ser depositados por várias técnicas de
deposição, principalmente, pela técnica de CVD. Com a utilização de processos de
PACVD, foi possível a obtenção de um maior bombardeamento iônico durante os

25
processos de deposição de filmes de DLC e, desta forma, tem-se a geração de
cristalitos nos filmes de DLC. Essa formação de cristalitos nos filmes de DLC é
chamada de nanocristalinidade, porém os filmes de DLC são essencialmente
amorfos [112, 146, 147, 148]. Os filmes de DLC podem ser depositados em
substratos de silício em temperaturas abaixo de 325°C. Com o aumento do
bombardeamento iônico no processo de deposição de filmes de DLC, os filmes
crescidos podem obter propriedades cada vez mais próximas do diamante [107, 108,
112].
2.3.2. Mecanismos de Deposição
É difícil descrever exatamente qual o mecanismo de deposição dos filmes de
DLC, pois tem-se que levar em consideração os parâmetros de processos e a técnica
utilizada. No entanto, o segredo para a obtenção de filmes de DLC com propriedades
cada vez mais próximas do diamante é a quantidade de hibridações sp3 e o que
promove o seu aumento é o bombardeamento iônico (processo físico) [112]. Na
Figura 2.14 é apresentado um diagrama de fases ternário das ligações dos filmes de
DLC e ligas carbono-hidrogênio.
Nota-se que existe a possibilidade de formação de diferentes tipos de
materiais, podem ser considerados como filmes de carbono amorfo (com estrutura
grafítica), como por exemplo: o carbono vítreo e o carbono amorfo obtido por
processos de evaporação. Esses materias se encontram no canto esquerdo inferior do
diagrama ternário. Os polímeros, polietileno (CH2)n e poliacetileno (CH)n, definem
os limites de um triângulo no canto direito e os filmes de carbono tetraédrico (ta-C)
são filmes de carbono amorfo com alta concentração de hibridações sp3 [108, 112].

26
Figura 2.14: Diagrama de fase ternário das ligações nos filmes de carbono amorfo (DLC e ligas carbono-hidrogênio) [112].
Os filmes de DLC podem ser obtidos por vários processos de deposição,
como dito anteriormente, a energia dos íons durante o processo de deposição está
diretamente relacionada com as propriedades dos filmes de DLC obtidos. Os filmes
de DLC podem ser depositados com diferentes fontes gasosas, tais como, metano
(CH4), acetileno (C2H2), etileno (C2H4) e benzeno (C6H6). A variação da densidade
do filme de DLC depende do ataque iônico no plasma durante o processo de
deposição [112].
Um modelo completo do mecanismo de crescimento dos filmes de DLC,
requer também uma descrição dos processos químicos das espécies neutras e do
processo de desidrogenização (que é a remoção de um ou mais átomos de hidrogênio
de uma molécula), bem como os processos físicos de sub-implantação. Existem três
estágios gerais para os processo de deposição de filmes de DLC por plasma: as
reações no plasma (dissociação, ionização etc.), a interação plasma-superfície e as
reações de sub-superfície no filme. As reações no plasma são descritas pelos elétrons
energéticos (distribuição eletrônica de energia). Além dessas reações, podem ocorrer
tipo diamante
ta-C:H
polímeros HC
não ocorre a deposição de
filmes
a-C (:H) sputtering
carbono vítreo grafítico C

27
reações secundárias no plasma, tais como a polimerização dos filmes, porém essas
reações tendem a ser menos importantes em processos de deposição de filmes de
DLC com baixa pressão, exceto no caso de processos de deposição de filmes de
DLC com plasmas de alta densidade.
As espécies incidentes no plasma durante o processo de crescimento dos
filmes de DLC, consistem de íons, partículas neutras e radicais. Os íons e os radicais
podem formar moléculas, tais como um precursor gasoso não dissociado, mono-
radicais (como por exemplo CH3), di-radicais e outras espécies insaturadas (C2H4 ou
C2H2). O plasma também contém uma quantidade significativa de átomos de
hidrogênio.
As partículas neutras contribuem para o crescimento do filme, pois a taxa de
massa depositada é maior com elas, do que somente com os íons. A contribuição de
espécies no mecanismo de crescimento dos filmes de DLC em processos que
utilizam plasmas, depende da quantidade e da energia que cada espécie apresenta
durante o processo de deposição. Desta forma, o mecanismo de deposição dos filmes
de DLC depende do controle da superfície por reações de hidrocarbonetos ou
espécies de hidrogênio. Para baixas espessuras (até aproximadamente 2 nm), o
processo de deposição ocorre por reações atômicas de hidrogênio e para maiores
espessuras, a energia dos íons durante as reações que ocorrem no plasma, são
controladas por íons de hidrogênio [107, 112, 149, 150].
2.3.3. Propriedades Mecânicas e Tribológicas dos filmes de DLC
As propriedades mecânicas dos filmes de DLC são de grande importância,
principalmente para a utilização desses filmes como camada protetora sobre
diferentes materias em diferentes áreas de aplicação [139, 140, 141, 143]. Além de
alta resistência, os filmes de DLC apresentam excelente cobertura de degrau, baixa
rugosidade e servem como barreira contra corrosão. As desvantagens desses filmes
são a alta tensão mecânica interna e a baixa estabilidade térmica, porém com os
avanços no estudo da deposição de filmes de DLC, esses problemas podem ser
minimizados [112].

28
2.3.3.1. Tensão Mecânica Interna (Stress)
Em geral, os filmes de DLC apresentam uma alta tensão mecânica interna
[112, 151, 152]. Porém, é possível obter filmes de DLC com baixa tensão mecânica
interna [145, 153, 154], devido aos avançõs nos estudos de deposição desses filmes.
O valor da tensão mecânica interna é dependente da técnica de deposição, da
preparação do substrato e dos parâmetros do processo de deposição.
Para filmes de DLC obtidos por processos de PACVD, a tensão mecânica
interna pode ser reduzida aumentando-se a pressão do processo de deposição e
também a polarização do susbstrato (porém, o potencial de polarização não
determina, por si só, a tensão mecânica interna nos filmes de DLC) [135, 155].
A tensão mecânica interna dos filmes de DLC também é dependente da
concentração de hidrogênio. Em geral, a tensão mecânica interna dos filmes é menor
para menores concentrações de hidrogênio [135, 152].
Apesar do desenvolvimento do estudo da deposição de filmes de DLC e da
influência dos parâmetros de processo nas características finais dos filmes obtidos,
ainda existem inúmeras especulações com relação a variação de suas propriedades
mecânicas, em especial, com relação a tensão mecânica interna dos filmes de DLC.
A medida da tensão mecânica interna dos filmes de DLC pode ser realizada
de várias formas [156, 157, 158, 159, 160]. Uma dessas formas, é relacionar a tensão
mecânica interna dos filmes com a quantidade de hibridações sp3 nos filmes [112,
161]. Quanto maior a quantidade de hibridações sp3 nos filmes de DLC (com
características mais próximas do diamante) maior é a tensão mecânica interna dos
filmes obtidos [126, 152, 162, 163, 164].
2.3.3.2. Dureza
Em geral, os filmes de DLC apresentam alta dureza (a dureza Vickers desses
filmes pode variar de 2000 a 9000 kg/mm2). A grande faixa de variação da dureza
dos filmes de DLC está, em parte, relacionada com a dificuldade dos testes de
medida de indentação dos filmes, pois fica difícil eliminar o efeito do substrato

29
utilizado para a deposição dos filmes de DLC e a dureza desses filmes também varia
com a estrutura e com a composição dos filmes [24].
A dureza dos filmes de DLC está relacionada, de forma empírica, com a
tensão mecânica interna e com o módulo de elasticidade (Módulo de Young). Filmes
com maior dureza, apresentam maior quantidade de hibridações sp3 e em geral,
apresentam maior tensão mecânica interna [112, 126, 165, 166].
2.3.3.3. Rugosidade
Um dos maiores atrativos do uso de filmes de DLC, como camadas de
revestimentos de materiais, é a baixa rugosidade dos filmes depositados (podendo
chegar a menos de 1 nm). Os filmes de DLC são chamados de “nanolisos”, ou seja,
apresentam baixíssima rugosidade topográfica, principalmente quando esses filmes
são obtidos por técnicas de PACVD. Além de baixa rugosidade, os filmes de DLC
depositados por CVD, apresentam excelente conformidade. Outro ponto bastante
interessante é que a baixa rugosidade dos filmes de DLC se mantém, mesmo quando
se deposita filmes de DLC sobre grandes áreas [112, 135, 167, 168, 169].
A rugosidade dos filmes de DLC pode chegar a níveis de décimos de
nanômetros. As características nanolisas dos filmes de DLC, fazem com que eles
possam ser utilizados em inúmeras aplicações (ópticas, eletrônicas e biomédicas)
[168].
A rugosidade dos filmes de DLC pode ser caracterizada por microscopia de
força atômica (AFM- Atomic Force Microscopy) [135, 170, 171, 172, 173]. A
rugosidade dos filmes de DLC aumenta com o aumento da espessura do filme, mas
esse aumento é relativamente pequeno (abaixo de 2,79 Å, que foi medido para um
filme com 100 nm de espessura) [112, 135, 174, 175].

30
2.3.3.4. Aderência
Devido as propriedades apresentadas pelos filmes de DLC [24], uma das
principais aplicações para esse material é como camada de proteção, por exemplo, no
revestimento de ferramentas de corte, materiais biológicos, etc. Porém, para isso, os
filmes de DLC devem apresentar uma boa aderência ao material em que ele vai ser
depositado. As forças de aderência devem suportar a tensão mecânica interna, que
pode causar a delaminação do filme [112, 176].
Os filmes de DLC podem ser utilizados como camada de proteção, sobre uma
grande variedade de materiais. Os filmes de DLC apresentam uma excelente
aderência quando são depositados sobre silício, quartzo e substratos que formem
carbetos (tais como ligas de ferro e titânio). Entretanto, não são todos os materiais
que formam uma interface estável com os filmes de DLC, desta forma, isso pode ser
uma limitação na utilização dos filmes de DLC para proteção de determinadas
superfícies.
A qualidade da aderência dos filmes de DLC na superfície do material a ser
revestido, pode ser afetada pelo método de deposição dos filmes de DLC [135, 177].
Quando os filmes de DLC são depositados por PACVD, os filmes formados
apresentam boa aderência sobre camadas metálicas, tais como Co, Cr, Mo, Ni ou
ligas formadas com esses metais. Filmes de DLC depositados por processos que
utilizam temperaturas acima de 250°C, apresentam baixa aderência a qualquer tipo
de material [112, 135].
A aderência dos filmes de DLC nos substratos ou a aderência entre diferentes
camadas de uma estrutura (multicamadas), pode ser medida por testes de
“puxamento”. Nesse tipo de teste, parafusos metálicos são colocados à superfície dos
filmes de DLC, utilizando resina epoxy. Esses parafusos presos aos filmes de DLC,
são puxados, aumentando-se a carga continuamente, que é aplicada na direção
normal à superfície, até que ocorra a fratura do filme. A carga que gera a fratura nos
filmes de DLC é registrada por um aparato de medida e posteriormente é analisada,
para se determinar a força de aderência. Na prática pode ocorrer uma junção
imperfeita dos parafusos com a superfície dos filmes de DLC, além da possibilidade
de surgirem outros tipos de problemas com a utilização deste teste. Desta forma, a

31
quantidade de dados que devem ser considerados para o teste de aderência dos filmes
é questionável, porém uma boa comparação qualitativa das forças relativas de ligação
entre as camadas de uma estrutura multicamadas podem ser obtidas [135, 178, 179].
Uma outra técnica muito útil para a medida da aderência dos filmes de DLC
sobre os substratos é o teste de risco, que determina a carga mínima que induz danos
aos filmes de DLC, usados como camada de revestimento. Para uma estrutura
multicamadas, esse teste é importante para se determinar a localização dos danos
induzidos na estrutura. Embora a aderência dos filmes de DLC varie para diferentes
materiais utilizados como substrato devido às diferentes condições dos processos de
deposição dos filmes, a utilização de intercamadas permite a promoção de uma
excelente aderência, sem que haja alterações nas demais propriedades dos filmes de
DLC [135, 163, 177, 180, 181, 182].
2.3.3.5. Coeficiente de Atrito
Em comparação a alta resistência química dos filmes de DLC, o seu
comportamento tribológico é dependente das propriedades de resistência química,
implícitos na superfície dos filmes [173, 175, 183, 184, 185], que pode ser afetada
pelo ambiente, mas é fortemente dependente do método de deposição utilizado para a
obtenção dos filmes de DLC [171].
Na década de 80 os filmes de DLC eram depositados por PACVD usando
como precursores acetileno, tolueno ou benzeno. Os coeficientes de atrito [171],
obtidos para esses filmes de DLC, possuíam valores bem baixos (em ambientes de
nitrogênio com uma umidade relativa menor que 1%, da ordem de µ = 0,02; porém,
esse valor aumentava drasticamente quando a umidade do ambiente aumentava,
chegando a µ = 0,19).
Os baixos valores do coeficiente de atrito dos filmes de DLC eram atribuídos
a problemas de grafitização das camadas superficiais dos filmes durante os testes
realizados [135, 186].
Quando os filmes de DLC eram depositados sobre a superfície de aços,
materiais compostos de carbono eram transferidos para os filmes de DLC, isso levava
a condição de baixo coeficiente de atrito. Desta forma, concluiu-se que ocorria a

32
transferência de cargas químicas entre as superfícies em contato e esse
comportamento tribo-químico explicava os diferentes valores obtidos para os
coeficientes de atrito, em vários ambientes explorados [185, 187].
A redução da concentração de hidrogênio nos filmes de DLC [188], feita por
tratamentos térmicos em aproximadamente 550°C, causa um aumento no coeficiente
de atrito (em ultra alto vácuo ou ambientes de nitrogênio seco), indicando que a
presença de hidrogênio nesses filmes é essencial para obter coeficientes de atrito
mais baixos. Em ambientes com um relativo grau de umidade, o coeficiente de atrito
não muda de forma significativa depois da realização de tratamentos térmicos [185,
189, 190, 191]. Um comportamento similar foi observado para os filmes de DLC
depositados por PACVD.
Para filmes depositados com alta potência (0,4 W.cm-2), o coeficiente de
atrito diminui. Esse mesmo comportamento foi observado para os filmes de
diamante. O coeficiente de atrito diminuía com a formação de uma camada com
maior concentração de hidrocarbonetos. As diferenças no comportamento de filmes
de DLC depositados em diferentes níveis de potência é explicado pela variação das
densidades dos filmes obtidos [183, 184, 192].
Devido ao aumento gradual do coeficiente de atrito e os drásticos efeitos
produzidos pelo oxigênio, as mudanças no coeficiente de atrito eram atribuídas a uma
espécie de desgaste químico. Quando a superfície dos filmes de DLC era exposta ao
oxigênio, ocorria a formação de camadas de óxidos. Esses óxidos formados
causavam o efeito de “emborrachamento” das superfícies dos filmes de DLC (por
exemplo, CO e/ou CO2). A presença desses óxidos gerava um desgaste tribo-químico
na superfície dos filmes, causando mudanças na rugosidade dos filmes [112, 171,
193, 194, 195].
Além da umidade, da técnica e dos parâmetros de deposição dos filmes de
DLC, o coeficiente de atrito é influenciado pelo material do substrato e pelo
tratamento da superfície do substrato sofrida antes da deposição dos filmes de DLC
[135, 170, 171, 196, 197, 198, 199, 200].

33
2.3.3.6. Desgaste
O desgaste é o volume de um material removido de uma superfície pelo
processo de contato. O desgaste ocorre por adesão, abrasão ou por desgaste
corrosivo/oxidante. O coeficiente de desgaste de um material é inversamente
proporcional a dureza da superfície, ou seja, para filmes com altas durezas, como no
caso dos filmes de DLC, tem-se baixo desgaste do material. O desgaste dos filmes de
DLC ocorre devido a transferência (de desgaste) de várias camadas. Esse efeito pode
ocorrer pela indução da tensão mecânica interna ou pela maior quantidade de
hibridações sp2, que geram um desgaste nos filmes através do processo de oxidação
(de a-C para CO2) em ambiente atmosférico [112].
Os filmes de DLC, principalmente os filmes depositados por processos que
utilizam plasmas (baixas temperaturas de deposição), possuem excelentes
propriedades (alta dureza, alta densidade, baixo coeficiente de atrito, alta
ductibilidade, alta condutividade térmica, é quimicamente inerte, apresenta
transparência óptica, etc). A combinação dessas propriedades aumenta o uso dos
filmes de DLC como camada de revestimento anti-desgaste, sobre materiais
metálicos, ópticos e cerâmicos, como camada de proteção anti-corrosão, como
barreiras de transporte de vapores e líquidos, como camada de passivação, como
camada de transferência de calor e como dielétricos para dispositivos eletrônicos
[135, 138, 201, 202, 203, 204, 205, 206, 207, 208, 209].
Existem atualmente, vários métodos de medida de desgaste de filmes de
DLC, normalmente, para se justificafar o baixo coeficiente de desgaste dos filmes de
DLC, leva-se em consideração apenas a tensão (elétrica) limite, mesmo em
ambientes muito agressivos.
O desgaste dos filmes de DLC pode ser medido usando-se um pino em um
aparato em forma de disco, com uma tensão mecânica interna de 215 MPa, em
ambiente de nitrogênio (com uma umidade relativa (RH) de 5%) ou ambiente de ar
(RH entre 40% e 70%). Os testes são realizados com um aparato pré-ajustado para
se efetuar a medida com 260000 rotações. Após a aplicação dessa rotação, eram
feitas as medidas de desgaste das trilhas, utilizando um perfilômetro. O desgaste dos
filmes de DLC, obtido com essa técnica de medida é extremamente baixo e não é

34
afetado pelas condições de deposição dos filmes e nem pelo ambiente em que eram
realizados os testes [135, 210, 211].
A resistência ao desgaste dos filmes de DLC é fortemente dependente das
condições de deposição dos filmes [204, 210]. Mesmo com todo estudo desenvolvido
até o momento sobre os filmes de DLC e suas propriedades, não se pode confirmar a
relação direta entre resistência ao desgaste e o coeficiente de atrito [135, 180].
2.3.4. Propriedades Eletrônicas e Ópticas dos filmes de DLC
Os filmes de DLC apresentam características eletrônicas e ópticas notáveis,
que podem variar de um semicondutor até um isolante, com um grande band gap
(banda proibida). Essa variação nas propriedades eletrônicas e ópticas dos filmes de
DLC ocorre devido a variação da razão entre as duas hibridações (sp3/sp2), ou seja,
na variação das ligações de carbono referentes as suas formas alotrópicas
(diamante/grafite). A variação das propriedades eletrônicas e ópticas dos filmes de
DLC também está associada a forma de preparação das amostras e as técnicas e
condições de deposição dos filmes de DLC [112, 135].
As propriedades eletrônicas e ópticas dos filmes de DLC comportam-se de
forma similar ao silício amorfo hidrogenado [212]. Para os filmes de DLC
depositados por PACVD, numa faixa de temperatura de 25 a 425°C, a variação da
resistividade é de até 10 ordens de grandeza (de 106 até 1016 Ω.cm). A energia de
ativação necessária para a condução, determinada em 250°C, Ea, varia de 10 a 0 eV,
para uma mesma faixa de temperatura. O transporte eletrônico dos filmes de DLC, é
muito complexo [135, 212, 213, 214, 215].
Para melhor compreensão do comportamento eletrônico e óptico dos filmes
de DLC [212, 213, 216, 217, 218], de acordo com a sua estrutura eletrônica [219], na
Figura 2.15, é apresentada a estrutura de bandas de energia para os filmes de DLC.

35
Figura 2.15: Esquema do diagrama de bandas para filmes de DLC, mostrando os estados π e σ. Observe as várias transições eletrônicas representadas na figura [218].
Ao contrário dos semicondutores monocristalinos, tais como o silício, os
filmes de DLC possuem apenas um gap de mobilidade [112, 135]. Esse gap de
mobilidade produz nos filmes de DLC o comportamento de um semicondutor, mas a
existência de uma alta densidade de possíveis “estados proibidos” [220, 221], pode
degradar de forma significativa as propriedades semicondutoras dos filmes de DLC,
tornando-os materiais mais dielétricos [222, 223]. O band gap é determinado pela
configuração de estados π nos sítios sp2 (grafite). Em um cristal o band gap é
definido como a mínima energia entre um estado ocupado e um estado vazio. Em um
semicondutor amorfo, onde o gap, não é um gap verdadeiro, pode-se usar uma
definição arbitrária para o gap óptico [224].
A função dielétrica para filmes de DLC está diretamente relacionada com as
transições eletrônicas dentro da estrutura dos filmes. O estudo das propriedades

36
ópticas dos filmes pode ser feito através das informações da estrutura eletrônica dos
filmes de DLC, composição e as ligações C-C das várias formas de carbono. As
propriedades ópticas de sólidos podem ser melhor descrita pela seguinte função
dielétrica complexa, ε(ω) (ε1(ω) + iε2(ω)), que é associada com outras medidas
ópticas (índice de refração, reflectibilidade, coeficiente de absorção, etc).
Dependendo da técnica de deposição dos filmes de DLC, pode-ses notar
diferenças significativas nas características elétricas dos filmes obtidos [218, 225,
226, 227, 228].
A origem e as diferenças nas funções dielétricas dos filmes de DLC se devem
às transições interbandas. Como visto anteriormente, o carbono pode ter três tipos de
hibridações (sp3, sp2 e sp1). Na configuração sp3, o carbono forma quatro orbitais sp3,
que produzem quatro ligações σ forte com átomos adjacente. Na configuração sp2,
um átomo de carbono produz três orbitais sp2 para formar ligações σ e o quarto
orbital π, forma uma ligação π com um orbital vizinho π.
As ligações σ de todos os sites de carbono e as ligações C-H formam estados
ocupados σ na banda de valência e estados vazios σ* na banda de condução,
separados pelo gap de distância σ-σ*. As ligações π das localizações sp2 e sp1, são
chamados de estados ocupados e π* são os estados vazios, com um gap muito
estreito de π-π* [112, 213, 218, 229].
As propriedades elétricas de filmes de DLC, podem variar como um
semimetal com um band gap da largura de um isolante. As propriedades elétricas dos
filmes de DLC tem sido modeladas assumindo uma estrutura de bandas com somente
um gap de mobilidade, em que as cargas localizadas residem em estados proibidos.
Esse gap de mobilidade produz um comportamento semicondutor, porém a alta
densidade de estados proibidos localizados direciona para uma baixa mobilidade e
significante degradação das propriedades semicondutoras do material. Os filmes de
DLC são geralmente caracterizados por uma alta faixa de valores de resistividade
elétrica, de 102 até 1016 Ω.cm, dependendo das condições de deposição. A
resistividade elétrica de um tipo específico de DLC pode ser fortemente reduzida por
várias ordens de grandeza dependendo da incorporação de metais ou nitrogênio nos
filmes. Porém, a redução da resistividade dos filmes de DLC é obtida pela
incorporação de dopantes pode ser relacionada com a grafitização do filme [212].

37
Os filmes de DLC apresentam umafácil emissão eletrônica, pois a barreira de
emissão é muito pequena [212, 230, 231, 232]. Quando os filmes de DLC não
apresentam boas características para aplicações em dispositivos eletrônicos ativos,
eles podem ser utilizados como excelentes materiais camadas de passivação.
Uma das aplicações, principalmente para filmes de DLC hidrogenados com
baixa constante dielétrica (k), é como material isolante para interconexões em ULSI.
A faixa de valores da constante dielétrica dos filmes de DLC, varia de acordo com os
parâmetros dos processos de deposição, e dos dopantes nos filmes (nitrogênio, flúor,
etc), podendo chegar a valores maiores que 5,6 e menores que 2,0 [112, 212].
Os filmes semicondutores amorfos são muito utilizados em displays, que
funcionam com três regimes de condições diferentes. Para simplificar, será
considerado aqui cada regime no contexto de movimento eletrônico (de elétrons),
mas a descrição inversa, transporte de lacunas, é igualmente válida. Para que ocorra o
transporte, as cargas devem se mover nos dois estados, descritos por uma função de
onda, tendo uma componente espacial e energética para baixas temperaturas. A
condução ocorre por variação da faixa de energia por “pulos”, em que as funções de
ondas de cargas são altamente localizadas e o transporte é dominado por uma carga
hábil para localizar um desses estados [135]. Assim, a condutividade é dada pela
seguinte equação:
σ = A e – Ea / (kT ¼)
Em altas temperaturas ocorre um mecanismo simples de condução por
ativação térmica, devido as cargas localizadas, a condução se dá por pulos para
vizinhos próximos, desta forma, temos:
σ = A e – Ea* / kT
Onde: Ea* corresponde a transição abaixo da energia de Fermi para um estado na
parte inferior (cauda) da banda de condução. No limite em altas temperaturas ocorre
o início da extensão do estado de condução, acima da borda da banda de condução,
que ajusta um limite superior em Ea*, com aproximadamente Ee-Ef. A condução
involve a transição interbandas de altas densidade de estados de gap para o nível de
Fermi [112, 135, 212].

38
Os filmes de DLC são transparentes no infravermelho, com exceção da banda
de absorbância da ligação química CH centrada em 2900 cm-1, uma fraca absorbância
no espectro visível e a absorção aumenta com a diminuição do comprimento de onda
no ultravioleta. Um valor da largura da faixa de valores do gap óptico (Eopt), está na
faixa de 0,38 a 2,72, para filmes de DLC depositados em condições similares,
indicando a dependência das propriedades de acordo com o sistema de deposição.
O índice de refração, tanto a parte real n, quanto a parte imaginária k, são
parâmetros dependentes das condições de preparação dos filmes e da concentração
de hidrogênio nos filmes. O índice de refração é fortemente afetado pela
concentração de hidrogênio ligado no filme de DLC e geralmente, o índice de
refração aumenta com a redução da concentração de hidrogênio ligado e não da
concentração total de hidrogênio no filme. Um alto valor de índice de refração, indica
filmes de DLC, com alta dureza, grande quantidade de ligações cruzadas
(crosslinking) e melhor resistência ao desgaste [112, 212, 215, 217, 218, 233, 234,
235, 236, 237].
2.3.5. Outras Propriedades dos filmes de DLC
2.3.5.1. Concentração de Hidrogênio nos filmes de DLC
Muitos filmes de DLC contém uma quantidade significativa de hidrogênio,
dependendo do material precursor. Desta forma, pode-se dividir os filmes de DLC
em duas categorias: os filmes hidrogenados e os filmes não hidrogenados [110, 112].
Dependendo do método de deposição e precursor, a concentração de hidrogênio
contida nos filmes de DLC pode variar de menos de 5% até mais de 70% [112].
A razão entre os átomos de carbono nas diferentes coordenadas, é fortemente
dependente da quantidade total de hidrogênio contido nos filmes de DLC.
O hidrogênio também é importante para a obtenção de filmes com um gap
óptico bem largo e uma alta resistividade elétrica, já que o hidrogênio promove a
passivação das ligações incompletas existentes na estrutura amorfa do carbono. Com
a passivação ocorre a remoção dos defeitos existentes nos estados no meio do gap e a
estabilização da rede randômica, evitando o colapso na fase grafite.

39
Para filmes com alta concentração de hidrogênio, o band gap pode ser de até
2,0 eV. A concentração de hidrogênio nos filmes também influencia a quantidade de
hibridações sp3, sp2 e sp1, ou seja, ocorre o aumento da razão das hibridações sp3/sp2,
aumentando também a dureza dos filmes de DLC [110, 238]. A ligação de carbono
sp3 é caracterizada pela baixa energia de ligação, comparado com a energia das
ligações sp2 (π), quando os elétrons não emparelhados em orbitais incompletos de
carbono criam estados no gap de energia. O hidrogênio remove esses estados do gap,
“completando” as ligações incompletas e reduzindo a densidade de estados que
levam a formação da fase grafite. O aumento da razão sp3/sp2 está relacionado com o
aumento da concentração de hidrogênio.
Além disso, filmes de DLC que contém uma concentração de hidrogênio
menor que 50%, são filmes mais duros do que os que contém uma concentração de
hidrogênio maior que 50%. A concentração de hidrogênio é importante para a
formação e estabilização das hibridações sp3. A perda de hidrogênio através de curas
(recozimentos) em altas temperaturas, causa um colapso da estrutura na fase grafite
(hibridações sp2) [135].
Filmes de DLC não hidrogenados podem ser obtidos com um alto grau de
dureza e boas propriedades mecânicas [239, 240, 241], porém a incorporação de
hidrogênio nos filmes de DLC, deixa esses filmes com propriedades mais próximas
às do diamante (principalmente as propriedades ópticas e elétricas) [135, 242, 243,
244, 245, 246]. Por isso, em algumas literaturas, tem-se considerado os filmes de
DLC como simplesmente um hidrocarbonetos [107].
A concentração total de hidrogênio determina além das propriedades elétricas
[247, 248, 249] e ópticas [250, 251], a estrutura dos filmes e o nível atômico [252,
253] (a razão entre as coordenadas dos átomos de carbono nas hibridações sp3 e sp2)
e portanto, as propriedades físicas dos filmes de DLC [188, 254, 255, 256, 257, 258].
A concentração de hidrogênio nos filmes de DLC pode ser determinada pelo
método de espalhamento elástico avançado (Forward Recoil Elastic Scattering
Method – FRES), também chamado de ERDA, análise de detecção de recuo elástico
(Elastic Recoil Detection). O ERDA é um método simples de reação nuclear, com
uma profundidade de resolução menor. Nesta técnica, a amostra é bombardeada com
um feixe de hélio, com uma energia de cerca de 2 MeV [135, 242, 259, 260].

40
A interação de partículas dentro do plasma para a formação de filmes de DLC
apresenta aspectos de deposição e também de corrosão [261]. A distribuição de
energia de radicais e espécies iônicas (H+), pode ocasionar as seguintes condições
com o filme formado:
a) liberação de hidrogênio.
b) o impacto de hidrogênio induz o deslocamento dos átomos de carbono.
c) ligações de hidrogênio com o carbono.
d) corrosão do carbono induzida pelo hidrogênio.
e) corrosão induzida termicamente [262].
Na Figura 2.16 é apresentado um esquema ilustrativo dos processos que
ocorrem no plasma, citados acima, entre o hidrogênio e o carbono, de acordo com a
distribuição de energia.
Figura 2.16: Ilustração esquemática dos processos que ocorrem no plasma durante a deposição de filmes de carbono hidrogenados [262].
Normalmente para a deposição de filmes de carbono hidrogenados é utilizado
o gás CH4, que é extremamente simples, porém os processos de deposição,
Ligação
Corrosão
Liberação de H2
Carbono H2
Deslocamento

41
responsáveis pela formação dos filmes, formam inúmeros complexos e com isso,
torna-se difícil definirmos o mecanismo exato de crescimento dos filmes [263].
Dependendo dos parâmetros de processo (tipo de gás, pressão, potência
aplicada ou temperatura do substrato), as propriedades dos filmes de carbono
hidrogenados variam desde filmes do tipo poliméricos até filmes muito duros com
propriedades bem próximas às do diamante, além de apresentarem um baixo
coeficiente de atrito. Para se entender melhor as propriedades dos filmes de DLC,
devido a variação da concentração de hidrogênio, seria necessário um estudo
microscópico do processo de deposição dos filmes [264].
Existem muitos fatores que podem influenciar as propriedades finais dos
filmes de DLC hidrogenados, um desses fatores é o fato do bombardeamento iônico
durante o processo de deposição por plasma. Um outro fator seria a densificação
devido a incorporação de íons de carbono incidentes em locais intersticiais abaixo da
superfície (também chamada de sub-implantação).
Uma recente compilação de filmes depositados por plasma, mostra que a
densidade e o índice de refração aumentam com o aumento da energia iônica, quando
a concentração de hidrogênio diminui. Essa forte influência do bombardeamento
iônico na composição dos filmes pode ser entendida da seguinte forma: um íon
incidente desloca predominantemente hidrogênio no filme, devido a baixa energia
inicial do hidrogênio.
Em adição às mudanças na composição dos filmes, o bombardeamento iônico
cria sítios ativos na superfície, por deslocamento de átomos ou grupos de átomos. As
ligações pendentes na superfície (surface dangling bonds), servem como locais de
quimisorpção de radicais incidentes do plasma. O processo de criação de ligações
pendentes seguido da quimisorpção de radicais, pode ser considerado como
crescimento de filmes de carbono amorfo hidrogenados assistidos por íons [264].
No caso do crescimento de filmes de DLC por PACVD utilizando-se
hidrocarbonetos como gases precursores, o bombardeamento de íons de carbono
modifica o material, bem como íons de hidrogênio formando CxHy, interagindo de
forma simultânea com a superfície do filme crescido. De forma que a concentração
de hidrogênio final nos filmes de DLC depositados por plasma, são de suma

42
importância para as propriedades resultantes dos filmes depositados [253, 264, 266,
267, 268, 269, 270].
2.3.5.2. Estabilidade Térmica
A estabilidade térmica dos filmes de DLC é extremamente dependente da
concentração de hidrogênio nos filmes. A redução na concentração de hidrogênio
gera mudanças na absorção na região do infravermelho, ocasionando uma diminuição
no gap óptico e na resistividade elétrica [112, 135].
O tratamento térmico gera inúmeras mudanças nos filmes de DLC. Com a
submissão dos filmes de DLC em diferentes temperaturas, verificou-se que uma série
de propriedades dos filmes eram alteradas [271]. Por exemplo, depois de um
tratamento térmico em torno de 300°C, as hibridações sp3 do carbono são convertidas
em hibridações sp2, alcançando 100% de hibridações sp2 em 600°C [112, 271].
Quando os filmes de DLC são submetidos a um tratamento térmico à 500°C, durante
uma hora, tem-se a formação de hibridações sp2, porém sem que ocorra uma
significante perda da transparência ao infravermelho. Depois de um tratamento
térmico em 700°C, todo hidrogênio é removido dos filmes de DLC, resultando na
perda total da transparência ao infravermelho [271].
Utilizando-se a técnica de Espectroscopia Raman, para o estudo do efeito do
tratamento térmico de filmes de DLC acima de 950°C, depositados por sputtering ou
por PACVD, nota-se que ocorrem mudanças na linha D, indicando a mudança na
distorção do ângulo de ligação para a coordenada trigonal [135, 189, 272, 273].
Não existe um consenso a respeito da estabilidade térmica dos filmes de
DLC, porém o efeito do tratamento térmico em algumas propriedades dos filmes de
DLC, depositados por PACVD [107, 108, 112, 119, 135, 271], são sumarizadas a
seguir:
a) tratamento térmico em vácuo acima de 390°C, serve para minimizar os
efeitos nas propriedades ópticas ou a concentração de hidrogênio.
b) tratamento térmico em altas temperaturas, resulta na redução da
concentração de hidrogênio e do aumento no índice de refração, com

43
grandes mudanças observadas nos filmes depositados em temperaturas
menores ou com menores potenciais de polarização.
c) a concentração de hidrogênio é de ∼ 20%, nos filmes de DLC, depois de
um tratamento térmico em 590°C por 3 horas.
d) as medidas de absorção no infravermelho indicam estruturas similares
para os filmes depositados em diferentes temperaturas, mas as
características dos espectros mudam mais rapidamente com o tratamento
térmico, para filmes depositados em temperaturas mais baixas.
e) o índice de refração aumenta com a diminuição da quantidade de
hidrogênio nos filmes de DLC, mas isso também depende das condições
de deposição
2.3.5.3. Resistência Química
Os filmes de DLC são resistentes ao ataque químico, tanto para soluções de
ácidos fortes quanto para soluções alcalinas aquecidas. Mesmo expostos durante
várias horas em soluções alcalinas a 85°C, filmes de DLC depositados por processos
de deposição química à vapor assistida por plasma, não sofrem nenhum dano. Devido
a essa resistência química, os filmes de DLC podem ser usados em coberturas (que
necessitem de resistência a corrosão). Os filmes de DLC, apresentam uma resistência
a corrosão cerca de duas ordens de grandeza maior do que as ligas de NiFe e cerca
de quatro ordens de grandeza, comparadas com as ligas de MnFe [112, 135].
A resistência química dos filmes de DLC faz com que esses filmes possam
ser empregados como camadas de proteção, em circuitos, discos de armazenamento e
ferramentas. Os filmes de DLC podem ser removidos de um substrato usando um
equipamento de corrosão por plasma tipo RIE (Reactive Ion Etching), com plasma de
oxigênio ou plasma de fluorcarbonos [112, 135, 274].

44
2.3.5.4. Dopagem dos filmes de DLC
A natureza e as propriedades dos filmes de DLC (condutividade elétrica,
energia de superfície, etc), podem também ser modificadas pelo controle da
incorporação de dopantes tais como silício, flúor, nitrogênio e vários metais nos
filmes de DLC [275, 276, 277, 278, 279, 280, 281, 282, 283, 284]. Por exemplo,
filmes de DLC dopados com silício ou flúor, apresentam baixa energia de superfície
e filmes de DLC dopados com oxigênio ou nitrogênio, não apresentam essa
característica. O efeito da incorporação de flúor, na energia de superfície dos filmes
de DLC é atribuído a redução da quantidade de hibridações sp2 e às ligações
incompletas nos filmes de DLC.
Para melhorar ainda mais as propriedades dos filmes de DLC, pode-se fazer
uma combinação de diferentes camadas de DLC, dopadas com diferentes elementos,
formando assim, filmes multi-compostos. Esses filmes multi-compostos podem ser
utilizados como camadas de interface que promovem o aumento da adesão em
determinados susbstratos. Esses filmes também podem ser utilizados para aumentar a
funcionalidade de camadas protetoras com diferentes propriedades mecânicas
intrínsecas, ou seja, podem ser utilizadas como um filme multi-funcional que
apresentam alta resistência a corrosão, alta resistência ao desgaste, boa isolação
térmica, boa condutividade elétrica, podem ser utilizadas como barreira de difusão e
apresentam boa adesão ao substrato. Todas essas propriedades são conseguidas de
forma simultânea [275].
A incorporação de flúor na estrutura dos filmes de DLC (filmes de DLC
fluorados), causa mudança nas propriedades da superfície dos filmes de DLC. Altas
concentrações de flúor nos filmes de DLC, podem promover a formação de filmes
sem resistência ao desgaste. Porém, filmes de DLC com quantidades moderadas de
flúor em sua estrutura, podem apresentar alta resistência ao desgaste e altos
coeficientes de fricção (maiores do que os obtidos em filmes de DLC não dopados),
além disso, filmes de DLC fluorados, apresentam baixa tensão mecânica interna
[275, 276, 278, 285, 286, 287, 288, 289, 290].

45
A incorporação de nitrogênio nos filmes de DLC promove o aumento da
energia de superfície dos filmes, porém, gera a redução da tensão mecânica interna
dos filmes. Porém, existem muitas dúvidas quanto ao efeito da adição de nitrogênio
nas variações de dureza dos filmes de DLC nitrogenados. A presença de nitrogênio
nos filmes de DLC também aumenta a resistência ao desgaste e o coeficiente de
fricção (comparando-os com filmes de DLC não dopados). Desta forma, a
incorporação de nitrogênio, bem como outros elementos na estrutura dos filmes de
DLC, promove a mudança nas propriedades dos filmes de DLC, aumentando ainda
mais a gama de aplicações desses filmes [275, 291, 292, 293, 294, 295, 296].
2.3.6. Aplicações
As propriedades dos filmes de DLC são únicas, tais como alta dureza, baixo
coeficiente de atrito, quimicamente inerte, transparente ao infravermelho e alta
resistividade elétrica, combinados com baixa rugosidade e a possibilidade de serem
depositados em processos com baixas temperaturas [107, 108, 112, 135]. Os filmes
de DLC, possuem várias aplicações, dentre elas pode-se citar as seguintes:
a) Camada de isolação em dispositivos eletrônicos: A principal aplicação
dos filmes de DLC (principalmente o hidrogenado) é na indústria de
microeletrônica, onde é empregado principalmente como camada de
isolação elétrica entre níveis de conexão devido a baixa constante
dielétrica, alta isolação elétrica, alta resistividade e grande campo elétrico
de ruptura [222, 297, 298, 299, 300].
b) Sensores: Além das aplicações elétricas em microeletrônica, os filmes de
DLC, têm sido utilizados em diversas áreas de fabricação de sensores.
Esses filmes, são utilizados como camada para o mascaramento do silício
em corrosões com KOH (hidróxido de potássio), como camada de seleção
de íons em ISFETs (sensores de íons por efeito de campo), por
apresentarem altos níveis de tensão associados a detecção de íons de
hidrogênio, como material estrutural em acelerômetros e membranas
[301, 302].

46
c) Camada de passivação: Em dispositivos eletrônicos a principal aplicação
dos filmes de DLC é como camada de passivação, reduzindo a
incorporação de contaminantes químicos em dispositivos eletrônicos e
diminuindo a degradação destes dispositivos [109, 223, 303].
d) Estruturas ópticas: É possível serem desenvolvidas estruturas ópticas em
filmes de DLC depositados sobre vidro óptico e sobre quartzo, formando-
se guias de onda, microlentes, filtros e estruturas holográficas [109, 142,
304, 305, 306, 307].
e) Proteção de estruturas ópticas poliméricas: Os filmes de DLC podem
ser empregados como coberturas em estruturas poliméricas, evitando o
desgaste destes dispositivos e protegendo essas estruturas contra a
corrosão química [109, 143].
f) Proteção de materiais contra corrosão química: O DLC também é
utilizado principalmente como cobertura anti-corrosão química em aços e
em outros metais utilizados principalmente, no transporte de produtos
químicos e em aplicações automobilísticas e aeronáuticas [274].
g) Camada de aderência para plásticos: O DLC tem grande aplicação
como intercamada entre estruturas em aço e polímeros para melhorar a
aderência, evitando o descolamento dos plásticos utilizados na isolação
térmica de propulsores de aviões e motores à combustão [109].
h) Filtros para janelas e vitrines: Os filmes de DLC são utilizados como
filtros para evitar o aquecimento de ambientes e também para economia
de energia (sistemas de ar condicionado). Os filmes de DLC absorvem as
raias do espectro que afetam os gases CO (monóxido de carbono) e o SO
(monóxido de enxofre), que são responsáveis pelo efeito estufa que
aquece os ambientes [109].
i) Como camada lubrificante: O DLC é um dos materiais sintetizados pelo
homem que apresentam menor atrito, por isso ele pode ser empregado
como camada lubrificante em ferramentas de cortes, lixas e abrasivos,
discos rígidos, CDs e disquetes [109, 308].
j) Como material duro e anti-desgaste: O DLC apresenta grande dureza,
como por exemplo a dureza de um filme de DLC de 1µm de espessura

47
sobre um substrato de silício possui uma dureza de 68 GPa, comparada
com a dureza do óxido de silício que é de 12 GPa e a dureza do silício
que é 11 GPa. Devido a essa característica, esse material pode ser
utilizado como cobertura em ferramentes de corte e como material anti-
desgaste na indústria metalúrgica, principalmente [138, 207, 309, 310,
311, 312, 313].
k) Decoração: Devido a grande gama de cores conseguidas com a variação
da espessura dos filmes de carbono amorfo tipo diamante e sua resistência
ao desgaste, resistência química e boa ductilidade, os filmes de DLC são
muito utilizados em aplicações estéticas, em artigos de decoração tanto
domiciliar (maçanetas, batentes de alumínio, peças decorativas em
cozinhas e sanitários), quanto automobilísticas (maçanetas e acabamentos
de peças metálicas) e na fabricação de jóias [314].
l) Aplicações biomédicas: Devido a sua biocompatibilidade, os filmes de
DLC tem sido utilizados para aumantar a resistência ao desgaste de pinos,
válvulas cardíacas e próteses devido a alta lubrificação e evitam a
coagulação e a fibroplastose (que é a formação de estruturas celulares
sobre materiais estranhos ao organismo humano) [310, 315, 316, 317,
318, 319, 320, 321, 322, 323, 324, 325, 326].
As características dos filmes de DLC variam com a técnica de deposição e
dependem muito de sua aplicação. As principais características necessárias a um
filme para aplicações ópticas é a baixa absorção no comprimento de onda
selecionado (guias de onda), faixa de transmissão bem definida no caso de filtros
ópticos, boa aderência ao substrato (vidro, quartzo, silício ou plásticos), deposição a
baixa temperatura, no caso do substrato ser vidro ou plásticos; baixo coeficiente de
atrito e alta dureza [110, 112, 135]. As ligas de titânio são utilizadas em componentes
de válvulas artificiais do coração. Os filmes de DLC tem a capacidade de aumentar o
desempenho desses componentes satisfazendo as necessidades biológicas e
mecânicas requeridas [324]. Devido as baixas temperaturas de deposição, os filmes
de DLC são utilizados como camadas anti-desgaste sobre superfícies plásticas. Além
disso, os filmes de DLC podem ser empregados como camadas de proteção sobre

48
máscaras de fotolitografia e discos ópticos. Os filmes de DLC podem ser empregados
como camada de passivação em semicondutores [109, 112, 135, 303].
2.4. Deposição Química a Vapor
2.4.1. Introdução
A técnica de deposição química à vapor (Chemical Vapor Deposition – CVD)
não é nova. Em 1960 foram introduzidos os termos “CVD” e “PVD” para distinguir
os processos de deposição química a vapor dos processos de deposição física a vapor.
Neste mesmo ano, introduziu-se essa técnica na fabricação de semicondutores. Em
1974 foram introduzidos os processos de CVD enriquecidos por plasma (Plasma
Enhanced Chemical Vapor Deposition - PECVD). Hoje, essa tecnologia, está se
desenvolvendo cada vez mais rápido para aumentar as taxas de deposição dos filmes
produzidos e as características dos mesmos, permitindo uma maior gama de
aplicações dessa técnica de deposição de filmes finos [135].
A técnica de CVD é um processo onde uma ou mais espécies gasosas reagem
sobre a superfície de um sólido e um dos produtos desta reação é um material na fase
sólida, ou seja, a deposição química à vapor pode ser definida como a deposição de
um sólido em uma superfície a partir de uma reação química na fase vapor. Para a
deposição de filmes finos utilizando-se a técnica de CVD, são utilizadas espécies que
permitem a deposição, que podem ser átomos, moléculas ou uma combinação dos
dois [135].
A técnica de CVD engloba conceitos de termodinâmica, física dos plasmas,
cinética, dinâmica dos fluídos e química. As reações químicas usadas no CVD são
numerosas e incluem a decomposição térmica (pirólise), redução, hidrólise,
desproporcionalização, oxidação, carbonização e nitridação, que podem ser utilizadas
de forma simples (individual) ou em combinação. O controle das microestruturas
obtidas por CVD pode ser manipulado através dos parâmetros de deposição tais
como: temperatura, potência, pressão, supersaturação e seleção do reator CVD [135].

49
O de CVD é um processo muito versátil usado na produção de filmes finos
sobre inúmeros materiais. Com o processo de CVD é possível depositar filmes
metálicos, filmes não-metálicos, filmes poliméricos e filmes de carbono, bem como
materiais compósitos, tais como carbetos, nitretos, óxidos, intermetálicos e muitos
outros materiais. Atualmente, o processo de CVD tem muita importância na
fabricação de semicondutores e outros componentes eletrônicos, para o recobrimento
de ferramentas de corte (para se aumentar a durabilidade das ferramentas), em
aplicações ópticas, óptico-eletrônica, sensores e atuadores, além de outras aplicações
[135, 146].
2.4.2. Processos de CVD assistidos por plasma
Com os processos de PECVD, é possível a deposição de filmes isolantes, tais
como nitreto de silício, óxido de silício e filmes de DLC. Uma das maiores vantagens
dos processos PECVD é a baixa temperatura de deposição comparadas com outros
processos de CVD convencionais. Por exemplo, para se depositar filmes de nitreto de
silício em processos de CVD convencionais (por ativação térmica), são necessárias
temperaturas da ordem de 700 a 900°C, enquanto que em processos de deposição de
nitreto de silício utilizando o PECVD, temperaturas de 250 a 350°C, são suficientes
para o processo de deposição [146].
Os processos de PECVD também podem se utilizados para a deposição de
filmes cristalinos, como por exemplo, filmes de silício policristalino, silício epitaxial,
arseneto de gálio, metais refratários, filmes finos de silicetos e filmes de carbono tipo
diamante. As taxas de deposição são altas e, como a pressão é baixa, a taxa é
controlada pela cinética da superfície, que gera grande uniformidade dos filmes
obtidos por esses processos. A baixa temperatura de deposição também favorece a
formação de filmes amorfos ou policristalinos com grãos muito finos, que
normalmente apresentam melhores qualidades. Outra grande vantagem dos processos
de PECVD, é a redução da tensão mecânica interna e dos defeitos gerados durante o
processo de deposição, no substrato e nos filmes formados. Essa redução na tensão
mecânica interna e nos defeitos, também se deve a utilização de temperaturas
menores de deposição [135, 146].

50
Apesar de ser um processo de deposição muito vantajoso, os processos de
PECVD, possuem algumas limitações, dentre elas têm-se:
a) A dificuldade de se obter a deposição de filmes puros (em muitos casos, a
desorpção de subprodutos e outros gases é incompleta, por causa da baixa
temperatura e esses gases, particularmente hidrogênio, ficam inclusos no
filme depositado).
b) O PECVD tende a criar uma tensão mecânica interna compressiva nos filmes
depositados (particularmente quando se utiliza baixas freqüências). Esse
problema não é tão crítico quando se utiliza filmes finos que são utilizados
em microeletrônica, porém para filmes espessos utilizados tipicamente em
aplicações mais específicas, o processo conduz a rachaduras e descolamento
do filme.
c) A danificação dos substratos utilizados em VLSI (tais como alguns materiais
semicondutores III – V e II –VI), devido ao bombardeamento iônico do
plasma, particularmente se a energia exceder 20 eV. Em adição, os plasmas
reagem fortemente com a superfície do filme depositado. Desta forma, a taxa
de deposição e as propriedades dos filme depende da uniformidade do
plasma.
Apesar das desvantagens citadas, os processos de PECVD apresentam muitas
vantagens quando comparadas com os outros processos de CVD por ativação térmica
e suas áreas de aplicação aumentam cada vez mais [135, 146].
2.4.3. Tipos de Equipamentos de Deposição por PECVD
A técnica de PECVD, é uma das mais importantes para a obtenção de filmes
finos. As razões para essa importância, estão na sua versatilidade para depositar, de
forma controlada, uma grande variedade de filmes (amorfos, cristalinos ou
policristalinos) de alto grau de pureza, com estruturas variadas e com estequiometria,
em uma temperatura relativamente baixa (menor que 800°C). A principal vantagem
que ocorre ao acrescentar o uso do plasma no processo de CVD, é a possibilidade de

51
criar espécies reativas e até novas espécies, deposição com temperaturas baixas e até
conseguir novos materiais, que não são possíveis de serem obtidos com técnicas
convencionais de CVD [110, 146]. Os tipos de equipamentos de deposição por CVD
por plasma, são listados abaixo:
a) PECVD (Plasma Enhanced Chemical Vapor Deposition). Nome genérico dado a
qualquer técnica de deposição química assistida por plasma. Existem diversos modos
para a geração do plasma, que se diferenciam pelo modo de acoplamento (capacitivo
ou indutivo), pressão de trabalho, freqüência de operação ou densidade de íons no
processo. Essas diferenças influenciam nas possíveis aplicações dos sistemas de
deposição [110, 146].
b) Plasma DC ou RF acoplado capacitivamente. Foi o primeiro sistema de
deposição por plasma empregado nas décadas de 70 e 80, utilizando acoplamento
capacitivo. Esse sistema possui baixas taxas de ionização (109 a 1010 íons/cm3). A
baixa densidade do plasma é resultado da baixa eficiência de ionização da descarga
acoplada capacitivamente, operando em freqüências baixas (DC a alguns MHz). Em
pressões de 1 a 300 mTorr, apenas 3 a 10% da potência é absorvida pelos elétrons e é
utilizada na ionização [110, 146].
c) Helicon Plasmas. Neste sistema o acoplamento é feito por uma antena de RF
acoplada de modo transverso à parede da câmara, que deve ser de material isolante.
O potencial de plasma dessas descargas é tipicamente baixo, da ordem de 15 a 20 V,
semelhante ao ECR. Entretanto, o campo magnético é muito menor (50 a 200 G) do
que os utilizados no ECR. Esses sistemas, trabalham com pressões entre 1 a 10
mTorr e obtém altas taxas de ionização (10 11 íons/ cm 3) [110, 146].
d) ECR (Electron Cyclotron Resonance). O sistema ECR utiliza uma fonte de
microondas para a geração do plasma com freqüências entre 916 MHz e 3,5 GHz,
empregando também, um campo magnético estático (ímãs permanentes),
possibilitando assim, densidades da ordem de 1011 a 1013 íons/cm3). Este sistema
trabalha com pressões baixas (< 10 mTorr), apresentando uma alta densidade com
baixos potenciais de plasma, possibilitando obter-se filmes de excelente qualidade
com temperaturas baixas (< 120 °C). Existe uma variação deste sistema, que é o ECR
multipolar ou DECR (ECR Distribuído). Neste sistema, várias antenas de microondas
são colocadas no interior da câmara, aumentando a área de deposição, que é o maior

52
problema encontrado nos sistemas convencionais que utilizam microondas [110,
135].
e) Very High Frequency Capacitive Plasmas. A densidade de um plasma está
relacionada não somente com o modo de acoplamento, mas também com a
freqüência utilizada, por exemplo em plasmas DC, a densidade é da ordem de 108
íons/cm3 enquanto que, com 13,56 MHZ a densidade é da ordem de 1010 íons/cm3.
Quando aumentamos a freqüência podemos aumentar assim, a densidade, desta
forma, em alguns equipamentos de deposição são utilizadas freqüências entre 30 e
300 MHz, que possibilitam a produção de plasmas de alta densidade, sem os
principais problemas associados com os sistemas de acoplamento capacitivo, com
baixas freqüências (DC a 13,56 MHz) (muito ataque iônico e altos campos elétricos
associados) [110, 135].
f) Surface Wave Plasmas. Esse equipamento consiste na geração de ondas de
superfícies, que são ondas eletromagnéticas que se propagam ao longo de uma coluna
cilíndrica de plasma e são absorvidas eficientemente pelo mesmo, conseqüentemente,
sustentando a descarga. A principal vantagem deste sistema é que ele não utiliza
eletrodos, evitando assim a contaminação metálica. Outra vantagem é a possibilidade
de desacoplar a zona de descarga da zona de processo e poder trabalhar com
freqüências de excitação desde 3 MHz até 10 GHz e com pressões desde 0,1 mTorr
até 5000 Torr [110, 135].
g) ICP (Inductively Coupled Plasmas). O sistema de plasma acoplado
indutivamente, foi o primeiro sistema desenvolvido e empregado em estudos de
plasmas. Os sistemas ICP atuais são equipamentos híbridos, com uma mistura de
acoplamento (capacitivo e indutivo). Existem principalmente duas configurações de
ICP: a com fonte indutiva planar e a com fonte indutiva cilíndrica. Esta diferença
distingue os tipos de ICPs: cilíndricos (helical inductive coupled e helical resonators)
e planares (spiral inductive coupleds). Nestes sistemas, o plasma é gerado pelo
campo magnético e os íons são acelerados contra a amostra por campo elétrico.
Porém, às vezes é interessante não termos nenhum tipo de ataque iônico, por isso, é
necessário eliminar até o campo elétrico associados aos indutores utilizados na
geração do plasma, com isso, são usados escudos eletrostáticos que tornam o

53
acoplamento puramente indutivo, melhorando a qualidade dos processos de
deposição [110, 146].
2.4.4. Deposição por PECVD
Com a aplicação de plasma, é possível separar a temperatura de deposição da
geração dos radicais responsáveis pela formação do filme. Desta forma, os sistemas
de deposição por PECVD, possibilitam o melhor controle dos processos (maior
número de parâmetros de deposição (potência, temperatura, pressão, vazão dos gases,
composição gasosa, distância entre as amostras nos reatores, distância entre o plasma
e as amostras, etc.) [110, 135]. O plasma é gerado pela aplicação de RF, microondas
ou outra fonte, a um gás (ou gases) em baixa pressão. Os elétrons presentes são
acelerados pelo campo elétrico existente e chocam-se com as espécies gasosas.
Destes choques ocorrem várias reações:
a) Excitação da espécie (rotacional, vibracional, eletrônica):
e- + A -> A* + e-
b) Dissociação (geração de radicais livres):
e- + A2 ->A + A + e-
c) Ionização:
e- + A2 -> A2+ + 2e-
d) Ionização dissociativa:
e- + A2 -> A+ + A + e-
e) Ruptura de ligações:
e- + A2 -> A+ + A- + e-
Após a dissociação do gás pelo plasma, temos o crescimento do filme
depositado, que compreende as seguintes etapas:
• Formação dos radicais no plasma.
• Recombinação dos radicais (criação dos precursores).
54
• Difusão dos precursores até a superfície da lâmina.
• Quimisorção e condensação das moléculas na superfície da lâmina.
• Formação de ligações das moléculas adsorvidas com seus vizinhos na superfície
da lâmina.
• Retirada das espécies não reagidas pelo sistema de vácuo [110].
2.4.5. Deposição de DLC
Os filmes de DLC podem ser depositados por PECVD usando descarga RF
ou DC, sputtering, arcos em ambiente de vácuo (vacuum arc) e a deposição por feixe
de íons com uma variedade de materiais de fonte (sólida e gasosa). Os filmes de DLC
depositados por PECVD podem possuir até 60% de hidrogênio incorporado em sua
estrutura, enquanto que os filmes de DLC depositados por sputtering ou arcos em
ambiente de alto vácuo, podem conter apenas um pequena quantidade de hidrogênio,
ou praticamente nenhum hidrogênio [135].
Nos processos de deposição de DLC por PECVD, os substratos são colocados
potenciais negativos em relação ao plasma que promove o bombardeamento iônico
para o crescimento do filme. O processo de deposição é feito em um ambiente com
hidrogênio para se obter filmes de DLC que tenham cerca de 10 a 50% de hidrogênio
incorporado em sua estrutura. Para se determinar a estrutura dos filmes, passiva-se as
ligações incompletas na estrutura dos filmes controlando, desta forma, as
propriedades elétricas e ópticas e a tensão mecânica interna do filme [135].
O crescimento e as propriedades dos filmes de DLC são controladas pela
temperatura do substrato e o pelo potencial. A dureza, densidade e índice de refração
dos filmes aumentam com o aumento do potencial do substrato. As taxas de
deposição também, usualmente, aumentam com o aumento do potencial.
Os filmes depositados em reatores helicoidais utilizando substratos sem
potencial negativo e sim aterrados, possuem características poliméricas. Os filmes
depositados pela técnica de PECVD DC, apresentam características similares as
obtidas num processo PECVD RF (que apresentam como uma de suas vantagens a

55
possibilidade do processo de deposição ser feito em um grande reator industrial [135,
146].
2.4.6. A deposição química à vapor de DLC
Os processo de deposição de DLC diferem dos processos de deposição de
diamante, pois nos processo de deposição de diamante a ativação do processo é
apenas química, no processo de deposição de DLC, não há somente a ativação
química, mas também ativação física. Essa ativação física é usualmente obtida por
colisão de íons acelerados produzidos por descargas de alta freqüência, que não
requerem e não produzem alta temperatura. O substrato é mantido em temperatura
mais baixa (< 300°C) e com isso pode ser utilizado uma grande variedade de
substratos incluindo até substratos plásticos. Essa é a maior vantagem que os
processo de deposição de filmes de diamante não possuem. A deposição de DLC
produz um filme amorfo com uma determinada concentração de hidrogênio e
propriedades diferentes dos processos de deposição de diamante.
O princípio de deposição é relativamente simples: é realizada uma uma
descarga em alta freqüência RF (13,56 MHz) em ambiente gasoso geralmente, em
uma mistura de hidrogênio com um hidrocarboneto, o como metano ou o n-butano
(C4H10). A assimetria dos eletrodos e a grande diferença na mobilidade entre os
elétrons e os íons resultam na geração espontânea de um potencial negativo no
substrato que, como resultado, é bombardeado por espécies do gás ionizado.
O filme depositado obtido pode ser DLC ou um grafite tipo polimérico
dependendo da energia aplicada. É possível ser feita a deposição de um grande
número de substratos (o que é uma grande vantagem) [107, 108, 110, 112, 116, 117,
119, 123, 135, 146].
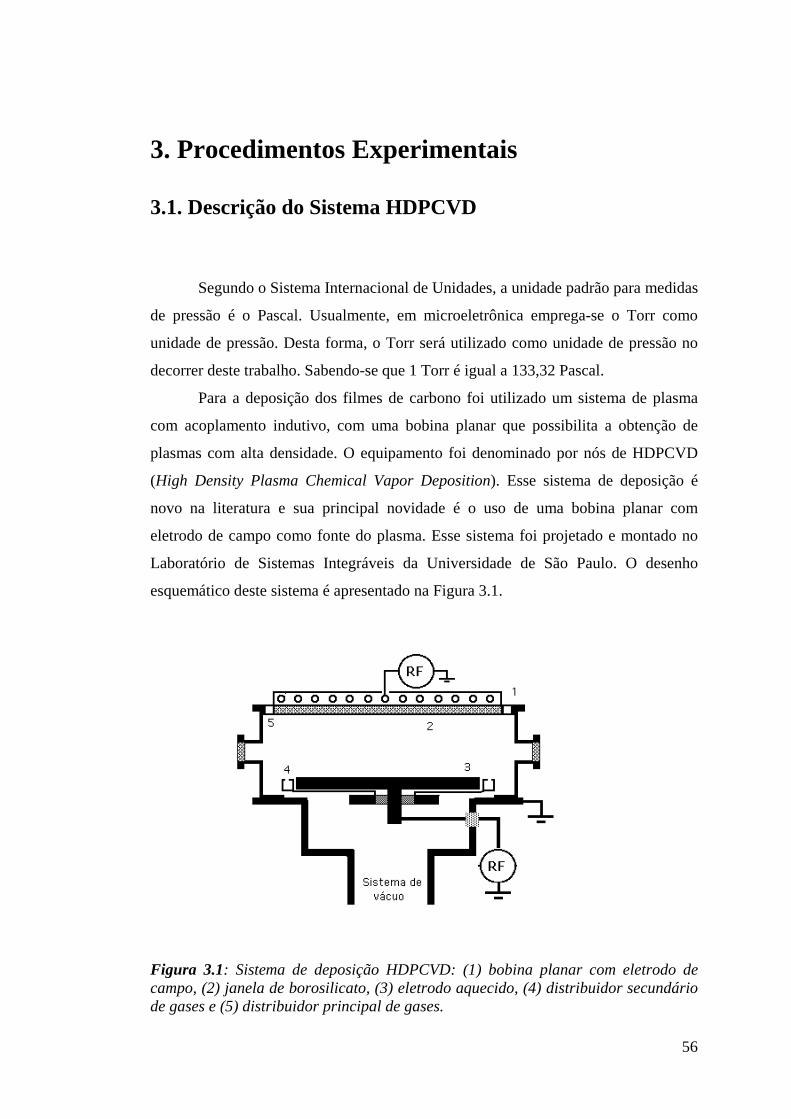
56
3. Procedimentos Experimentais 3.1. Descrição do Sistema HDPCVD
Segundo o Sistema Internacional de Unidades, a unidade padrão para medidas
de pressão é o Pascal. Usualmente, em microeletrônica emprega-se o Torr como
unidade de pressão. Desta forma, o Torr será utilizado como unidade de pressão no
decorrer deste trabalho. Sabendo-se que 1 Torr é igual a 133,32 Pascal.
Para a deposição dos filmes de carbono foi utilizado um sistema de plasma
com acoplamento indutivo, com uma bobina planar que possibilita a obtenção de
plasmas com alta densidade. O equipamento foi denominado por nós de HDPCVD
(High Density Plasma Chemical Vapor Deposition). Esse sistema de deposição é
novo na literatura e sua principal novidade é o uso de uma bobina planar com
eletrodo de campo como fonte do plasma. Esse sistema foi projetado e montado no
Laboratório de Sistemas Integráveis da Universidade de São Paulo. O desenho
esquemático deste sistema é apresentado na Figura 3.1.
Figura 3.1: Sistema de deposição HDPCVD: (1) bobina planar com eletrodo de campo, (2) janela de borosilicato, (3) eletrodo aquecido, (4) distribuidor secundário de gases e (5) distribuidor principal de gases.

57
Este equipamento é composto de uma câmara principal de aproximadamente
35 cm de diâmetro, onde se localiza o eletrodo (com ∼ 30 cm de diâmetro) na parte
inferior da câmara. O eletrodo pode ser aquecido até 600°C por meio de um
aquecedor (por resistências de infravermelho). Na tampa superior da câmara é
montada a bobina planar sobre uma janela de borosilicato e esta bobina é coberta
com um eletrodo de campo (shield) aterrado. A potência de RF (13,56 MHz) é
aplicada no centro da bobina e também no eletrodo inferior (os sistemas de RF são
independentes).
O sistema de vácuo é composto por uma bomba turbo-molecular com vazão
nominal de 400 L/s, acoplada a uma bomba mecânica rotativa auxiliar. A pressão de
base mínima que o sistema pode atingir é de 7.10-7 Torr. O controle da pressão é feito
por uma válvula borboleta acoplada a uma válvula gaveta. Nesta câmara existem três
medidores de pressão, sendo que um deles mede a faixa da pressão atmosférica até
10-3 Torr, outro na faixa de pressão de 10-2 a 10-5 Torr e o outro de 10-2 a 10-8 Torr.
Existem duas entradas de gases, uma pela tampa e outra pela parte inferior da
câmara, passando por uma pequena câmara de homogeneização e entrando na câmara
de processos por um crivo (anel perfurado). Este sistema pode trabalhar com até seis
tipos de gases diferentes no processo ao mesmo tempo.
Para os processos de deposição é possível controlar simultaneamente neste
caso, o fluxo de entrada de gases e a pressão total dos gases na câmara. O controle da
pressão parcial dos gases na câmara é realizado por controladores de fluxos de massa
(Mass Flow Controlers). O sistema foi concebido para trabalhar com gases e líquidos
ao mesmo tempo, permitindo assim, a dopagem dos filmes de carbono. Os gases de
processo que poderão ser utilizados são: metano (CH4), tetrafluoreto de carbono
(CF4), hidrogênio (H2), oxigênio (O2), nitrogênio (N2) e hexafluoreto de enxofre
(SF6). E também poderão ser utilizados os seguintes líquidos: hexametildisilazano
(HMDS) e o tetraetilortosilicato (TEOS).

58
3.2. Observações Iniciais
3.2.1. Substrato
Para o desenvolvimento deste trabalho, foram utilizadas lâminas de silício
tipo n (dopadas com fósforo) com orientação cristalográfica <100>, resistividade de
1-10 Ω.cm e espessura de 420 µm.
Para a determinação da uniformidade dos filmes de carbono foram utilizadas
lâminas de silício com diâmetro de quatro polegadas, para a análise de espectroscopia
de Infravermelho por Transformada de Fourier (Fourier Transformed InfraRed –
FTIR) foram utilizadas lâminas de silício com diâmetro de três polegadas e dupla
face polida. Para as demais análises, os filmes de carbono foram depositados sobre
lâminas de silício com diâmetro de três polegadas com apenas uma face polida).
3.2.2. Limpeza Química
Antes de serem processadas todas as lâminas de silício foram submetidas às
seguintes etapas de limpeza química:
• Enxágüe em água deionizada (DI – 18 MΩ.cm) (durante cinco minutos)
• 2 H2SO4 + 1 H2O2 (aquecida) (durante dez minutos)
• Enxágüe em água deionizada (DI – 18 MΩ.cm) (durante cinco minutos)
• 20 H2O + 1 HF (durante trinta segundos)
• Enxágüe em água deionizada (DI – 18 MΩ.cm) (durante cinco minutos)
• Secagem com N2.

59
3.2.3. Espessura e Uniformidade
Para a determinação da espessura dos filmes de DLC, foi utilizada a técnica
de perfilometria [110]. O perfilômetro utilizado para todas as medidas foi um Dektak
3030 da Sloan-Vecco, que se encontra no Laboratório de Sistemas Integráveis da
EP-USP.
Para a utilização da técnica de perfilometria para a determinação da espessura
dos filmes depositados foi necessário a geração de um degrau (remoção parcial do
filme). A geração desse degrau foi feita utilizando-se uma máscara mecânica (que
protegia parte do filme depositado sobre as lâminas de silício). O processo de
remoção dos filmes foi feito por corrosão por plasma em um equipamento RIE
(Reactive Ion Etching -RIE). O processo utilizado para a geração do degrau em todas
as amostras foi:
• gás de processo: oxigênio;
• vazão: 25 sccm;
• pressão: 50 mTorr;
• potência: 100 W;
• tempo de processo: 2 minutos.
Para a determinação da espessura média e o desvio padrão para os filmes de
DLC depositados neste trabalho, foram realizadas dez medidas em cada amostra em
diferentes pontos.
Com a análise de perfilometria, foi possível também determinar a taxa de
deposição e a uniformidade dos filmes de DLC. A taxa de deposição foi calculada
dividindo-se a espessura média pelo tempo de deposição para obtenção dos filmes de
DLC. O cálculo da uniformidade dos filmes de DLC foi feito utilizando-se a seguinte
equação:
U-1 (%) = ((emax – emin) / emax)). 100

60
onde
emax = espessura máxima obtida para cada amostra e
emin = espessura mínima obtida para cada amostra.
Os resultados obtidos são apresentados no capítulo de Resultados e
Discussões.
3.3. Caracterização do plasma de alta densidade no sistema de deposição HDPCVD
Os sistemas de deposição baseados em acoplamento indutivo são chamados
de ICP (Inductively Coupled Plasmas) e normalmente apresentam densidades de
plasma entre 1011 e 1013 íons/cm3. Esses sistemas são muito versáteis, pois a área de
deposição depende somente do tamanho do indutor (bobina e/ou antena). Em geral,
em um sistemas tipo ICP, deve-se garantir um acoplamento puramente indutivo para
evitar o ataque iônico nas paredes ou janelas dielétricas, onde está localizado o
acoplamento.
Alguns sistemas de ICP (como no caso do sistema HDPCVD), além do
acoplamento indutivo, possuem um segundo potencial (DC ou RF) aplicado no
eletrodo com acoplamento capacitivo que acelera os íons contra o eletrodo, este
método é vantajoso quando se trabalha com processos de corrosão. Em processos de
deposição aplica-se principalmente potenciais RF com freqüência igual ou múltipla
do acoplamento indutivo, de modo a promover o espiralamento da trajetória dos
elétrons, aumentando assim, a densidade do plasma.
Esse efeito aumenta a probabilidade de ocorrer choques entre os elétrons e as
moléculas/átomos do gás de processo. O segundo efeito deste potencial aplicado no
eletrodo é acelerar os íons contra a amostra gerando energia localmente na superfície
da amostra, modificando a estrutura do filme depositado [110].
Devido ao espiralamento da trajetória dos elétrons é possível conseguir
densidades de espécies reativas em processos de deposição com baixas pressões de
processo (de 5 .10-4 a 10 .10-3 Torr). O sistema de deposição HDPCVD leva em conta
61
todos esses efeitos, desta forma, é possível realizar processos de deposição com
pressões menores que 15 mTorr. O sistema desenvolvido para a deposição dos filmes
de carbono tipo diamante é um sistema de plasma acoplado indutivamente, com uma
bobina planar que possibilita a obtenção de plasmas com alta densidade.
As análises de espectrofotometria de emissão [327] foram realizadas, para
efeito comparativo, no sistema HDPCVD e em um sistema de corrosão por plasma
modo RIE (Reactive Ion Etching – RIE). Para padronizar as análises, utilizou-se
plasmas de oxigênio e foram observadas as emissões características dos plasmas
formados nos dois equipamentos. A principal raia de emissão observada em plasmas
de oxigênio se localiza em 777 nm (a energia de transição para o oxigênio é de 15,9
eV), porém outras raias de emissão podem ser observadas em processos de plasmas,
como por exemplo, raias abaixo de 400 nm (ultra-violeta).
Para as análises de espectrofotometria de emissão no sistema de deposição
HDPCVD, foram variados os seguintes parâmetros:
• potência na bobina: 250 W (constante);
• potência no eletrodo: 0 e 250 W;
• pressão de processo: 5 e 15 mTorr.
No sistema RIE foram variados os seguintes parâmetros:
• potência no eletrodo: 25, 100 e 150 W;
• pressão de processo: 5 e 15 mTorr.
Os resultados são apresentados no capítulo de Resultados e Discussões.
3.4. Deposição e Caracterização dos filmes de DLC
3.4.1. Teste Inicial
Inicialmente, foi feito um teste de deposição de filmes de DLC no sistema de
deposição HDPCVD. Para esse teste foram variados os seguintes parâmetros:
• potência na bobina: 150 W (constante);
• potência no eletrodo: 0 W (remoto);

62
• vazão de metano (puro): 45 sccm;
• tempo do processo: 30 minutos;
• pressão de processo: 5, 10, 15, 20 e 25 mTorr.
Os testes iniciais foram realizados para se verificar a viabilidade do processo
de deposição de filmes de DLC utilizando o sistema HDPCVD, além da verificação
da influência da pressão de processo na espessura, na taxa de deposição e na
uniformidade dos filmes de DLC. Os resultados são apresentados no capítulo de
Resultados e Discussões.
3.4.2. Deposição dos filmes de DLC depositados com plasmas de: CH4 (puro), CH4 + H2, CH4 + CF4 e CH4 + N2
Para a deposição de filmes de DLC utilizando-se plasmas de metano puro
(CH4) foram variadas a potência aplicada à bobina, a potência aplicada ao eletrodo e
a pressão de processo. A vazão de metano foi de 45 sccm para todos processos. Na
Tabela 3.1, são apresentados os parâmetros de processo utilizados, bem como a
variação dos mesmos.
Tabela 3.1: Variação dos parâmetros utilizados nos processos de deposição de filmes de DLC com plasmas de metano puro.
Pressão de 5 mTorr Pressão de 15 mTorr
Potência na Bobina (W)
Potência no Eletrodo (W)
Potência na Bobina (W)
Potência no Eletrodo (W)
100 0, 25, 50, 100 100 0, 25, 50, 100
150 0, 25, 50, 100 150 0, 25, 50, 100
200 0, 25, 50, 100 200 0, 25, 50, 100
250 0, 25, 50, 100 250 0, 25, 50, 100

63
Para a obtenção dos filmes de DLC hidrogenados, fluorados e nitrogenados,
foram variados os seguintes parâmetros: pressão de processo, potência aplicada à
bobina, potência aplicada ao eletrodo e a concentração de aditivo no plasma (5%,
10%, 20%, 40%, 60% e 80%). Para a deposição de filmes de DLC hidrogenados e
fluorados, foram escolhidos seis processos de deposição, conforme apresentado na
Tabela 3.2.
Tabela 3.2: Processos de deposição utilizados para a obtenção de filmes de DLC hidrogenados e fluorados.
Processo Pressão (mTorr)
Potência na Bobina (W)
Potência no Eletrodo (W)
1 5 100 100
2 5 200 50
3 5 250 100
4 15 200 0
5 15 200 100
6 15 250 0
Para a obtenção dos filmes de DLC nitrogenados, inicialmente foram
utilizados os processos apresentados na Tabela 3.2, porém após a deposição dos
filmes de DLC fluorado, verificou-se que não ocorria a formação dos filmes de DLC
nitrogenado quando era aplicada potência no eletrodo. Desta forma, foram
selecionados quatro processos de deposição de filmes de DLC nitrogenados,
utilizando-se plasmas remoto, conforme apresentado na Tabela 3.3.
Tabela 3.3: Processos de deposição utilizados para a obtenção de filmes de DLC nitrogenados.
Processo Pressão de deposição (mTorr)
Potência na bobina (W)
1 5 100
2 5 200
3 15 200
4 15 250

64
Após os processos de deposição foram determinadas a espessura, a taxa de
deposição e a uniformidade dos filmes de DLC. Os resultados são apresentados no
capítulo de Resultados e Discussões.
3.4.3. Tensão Mecânica Interna (Stress) dos filmes de DLC depositados com plasmas de CH4 (puro)
De uma maneira geral, a tensão mecânica residual observada em um filme
após a sua deposição, resulta de arranjos atômicos que ocorrem durante a deposição
do filme. Esses arranjos atômicos são parcialmente impedidos, devido ao seu vínculo
com o substrato. Estes rearranjos podem ocorrer simplesmente por expansão térmica
diferenciada entre o filme e o substrato ou por alterações na microestrutura dos
filmes. Filmes depositados pelas mais diversas técnicas de deposição e diferentes
condições de processo podem apresentar tensões mecânicas (de tração ou
compressão) da ordem de 109 N/mm2 [328].
A tensão mecânica que permanece armazenada em um filme é determinada
pela medida da deformação mecânica do próprio filme ou do sistema filme-substrato.
É possível obter uma relação entre a deformação medida e a tensão mecânica que a
gera, utilizando a teoria da elasticidade [328].
Para as medidas de tensão mecânica dos filmes de DLC foi utilizado o
método de flexão, onde o filme é depositado sobre substratos flexíveis que se
deformam esfericamente pelo efeito da tensão. Inicialmente, foram realizadas as
medidas do raio de curvatura ou a deflexão no centro das lâminas de silício antes de
serem processadas. Tanto as medidas do raio de curvatura, quanto as medidas de
tensão mecânica interna, usando a técnica de espalhamento de luz (laser), com o
equipamento Stress Meter (esse equipamento realiza a medida direta da tensão
mecânica dos filmes de DLC).
O equipamento para medidas de raio de curvatura e tensão mecânica dos
filmes de DLC, utilizando a técnica de medida de flexão óptica, se encontra no
Laboratório de Sistemas Integráveis da Escola Politécnica da Universidade de São
Paulo. Os resultados são apresentados no capítulo de Resultados e Discussões.

65
3.4.4. Análise dos filmes de DLC por Espectroscopia Raman
A espectroscopia Raman é a melhor técnica para se obter detalhes da
estrutura dos filmes de DLC. A espectroscopia Raman é um método não destrutivo e
é baseada no espalhamento inelástico de uma radiação monocromática devido a
mudança de polarização pelas vibrações na rede dos materiais. A polarização pode
ocorrer devido à excitação de estados eletrônicos, estados virtuais ou estados reais de
energia [329, 330]. Os espectros Raman do diamante, do grafite e de filmes de
carbono são comparados na Figura 3.2.
Figura 3.2: Comparação dos espectros típicos do carbono [135].

66
Observando-se a Figura 3.2, nota-se que o diamante apresenta um único pico
no espectro Raman centrado em 1332 cm-1 e esse pico apresenta uma alta simetria. O
grafite monocristalino também apresenta um único pico simétrico centrado em 1580
cm-1, esse pico é chamado de banda “G”, referente ao grafite.
As formas alotrópicas do carbono são estruturas desordenadas do grafite. Em
espectroscopia Raman, essas estruturas desordenadas (o grafite desordenado ou a
desordem no grafite), apresentam uma segunda banda (simétrica), chamada de banda
“D”, referente à “desordem”. As estruturas desordenadas do carbono apresentam
sempre nas análises de espectroscopia Raman, a banda G e a banda D. Com a
presença dessas duas bandas no espectro Raman, é possível utilizar essa técnica para
obter informações da estrutura dos filmes de DLC e também, a porcentagem de
hibridações sp3 contidas nos filmes. Todos os filmes de DLC obtidos neste trabalho
foram submetidos à análise de Espectroscopia Raman.
Os espectros obtidos por espectroscopia Raman para os filmes de DLC
apresentam duas bandas características: a banda G e a banda D. A banda G, centrada
em 1580 cm-1, é identificado como a vibração do carbono, referentes às hibridações
sp2 (grafite ou materiais com alta taxa de grafitização). A banda D (desordem do
carbono), centrada em 1332 cm-1, indica a presença de hibridações sp3, nos filmes de
DLC, caracterizando filmes com características mais próximas do diamante. Na
Figura 3.3 é apresentado um espectro Raman típico de um filme de DLC obtido no
sistema HDPCVD, destacando a banda G e a banda D.
Nos espectros Raman obtidos para os filmes de DLC, DLC hidrogenado,
DLC fluorado, a presença das bandas D e G é facilmente notada. Para os filmes de
DLC nitrogenados as bandas aparecem com menor intensidades.
A quantificação das hibridações sp3 e sp2 das ligações carbono-carbono dos
filmes de DLC, através da técnica de espectroscopia Raman é realizada calculando-se
a razão entre a intensidade do pico referente à banda D e a intensidade do pico
referente à banda G (razão ID/IG), referentes às hibridações sp3 e sp2,
respectivamente.
Para o cálculo da intensidade das bandas D e G foram feitas as deconvoluções
dos espectros Raman (curva Gaussiana), para todas as amostras de DLC, utilizando-
se o programa “MICROCAL ORINGIN 5.0”, com o módulo Peak Fitting.

67
Para a análise dos filmes de DLC foram utilizados os seguintes picos
característicos da região deconvoluída:
• 1332 cm-1, intensidade da banda D, que corresponde à hibridação sp3.
• 1580 cm-1, intensidade da banda G, que corresponde à hibridação sp2.
800 1000 1200 1400 1600 1800
0
100
200
300
400
500
600
Banda G
Banda D
Inte
nsi
dade
Número de Onda (cm-1)
Figura 3.3: Espectro Raman característico de um filme de DLC depositado no sistema HDPCVD, destacando a banda G e a banda D.
Além do estudo da variação entre D e G (ID/IG), obtidas por espectroscopia
Raman, para a determinação da qualidade dos filmes de DLC depositados no sistema
HDPCVD, foi feito o estudo do deslocamento da banda G, que também é muito
importante, pois esse deslocamento está relacionado com a mudança entre as
hibridações sp3 e sp2 e também com as mudanças estruturais dos filmes de DLC. A
banda D nos espectros Raman dos filmes de DLC também pode sofrer um
deslocamento de acordo com as mudanças estruturais dos filmes, porém a variação
da banda G é mais importante devido a sua relação direta com as mudança entre as
hibridações sp3 e sp2. Na Figura 3.4, é apresentado um espectro Raman característico
de um filme de DLC depositado no sistema HDPCVD, com a deconvolução das
bandas D e G, destacando os fatores que afetam as mudanças nas posições e nas
intensidades das bandas D e G dos filmes de DLC.

68
800 1000 1200 1400 1600 1800
0
100
200
300
400
500
600
sp3
Cadeias
Clustering
Clustering
Ligações Desordenadas
Banda G
Banda D
Inte
nsid
ade
(u.a
.)
Número de Onda (cm-1)
Figura 3.4: Espectro Raman característico de um filme de DLC depositado no sistema HDPCVD, destacando os fatores que afetam a mudança nas posições e nas intensidades das bandas D e G dos filmes [135].
Observando-se a Figura 3.4, nota-se que a quantidade de hibridações sp3 das
ligações de carbono para os filmes de DLC e a quantidade de ligações desordenadas,
aumenta de acordo com o deslocamento do centro da banda G para a esquerda. Isso
mostra que quanto mais afastado for o centro da banda G (para a esquerda) da
posição de 1580 cm-1 maior é a quantidade de ligações tridimensionais,
correspondendo a filmes de DLC com estruturas mais próximas do diamante, devido
a maior quantidade de hibridações sp3 nos filmes. Se a posição central da banda G
desloca-se para a direita, tem-se o aumento da formação de clusters (aglomerados de
carbono) nos filmes de DLC.
A variação da posição central da banda G e a razão entre as intensidades das
bandas D e G (ID/IG) nos espectros Raman obtidos nos filmes de DLC são parâmetros
complementares para a determinação da qualidade dos filmes obtidos. A razão ID/IG é
usada para caracterizar não só o nível de ordem cristalina nos filmes de DLC, como
também o tamanho do grão nos filmes de DLC (La). A posição central da banda G

69
também pode ser usada para a determinação da quantidade de hibridações sp3 e a
forma da estrutura dos filmes de DLC que foram depositados. A variação dos
espectros Raman dos filmes de DLC depende principalmente de quatro fatores:
formação de aglomerados (clustering) da fase sp2, comprimento e ângulo de
desordem da ligação, presença de anéis ou ligações sp2 e a razão sp3/sp2 [135].
O deslocamento da posição central da banda G nos espectros Raman dos
filmes de DLC possui uma relação direta com a variação da tensão mecânica interna
[152, 154, 156, 160]. Desta forma, também foi realizado o estudo da variação da
tensão mecânica interna dos filmes de DLC (dopados e não dopados) em função da
variação da posição central da banda G. Para isso, foi inicialmente feita a plotagem
da tensão mecânica interna medida no equipamento Stress Meter, para os filmes
depositados com plasmas de metano puro e posteriormente, foi feito um ajuste linear
do gráfico utilizando o programa “MICROCAL ORINGIN 5.0”. A equação obtida
com o fit dos pontos do gráfico foi:
S = (P – 1545,3) / 0,00312
onde
S é a tensão mecânica interna dos filmes de DLC (em Pascal) e
P é a posição central da banda G (em cm-1), obtida pelas análises de
espectroscopia Raman.
O erro do ajuste desta equação para relacionar esses dois parâmetros é de
∼3%. Desta forma, para os filmes de DLC dopados com hidrogênio, flúor e
nitrogênio, a tensão mecânica interna dos filmes foi determinada fazendo-se uso da
equação mencionada anteriormente.
As análises de espectroscopia Raman dos filmes de DLC foram realizadas
utilizando-se Micro-Raman Renishaw 2000, encontrado no Laboratório Associado
de Sensores (LAS), do Centro de Tecnologias Especiais (CTE) do Instituto Nacional
de Pesquisas Espaciais (INPE). Os resultados obtidos com a análise de todos os
filmes de DLC depositados neste trabalho são apresentados no capítulo de Resultados
e Discussões.

70
3.4.5. Análise dos filmes de DLC por FTIR
A espectroscopia de Infravermelho por Transformada de Fourier (Fourier
Transformed InfraRed –FTIR) é uma técnica muito utilizada para a caracterização
das ligações nos filmes de DLC. A espectroscopia de infravermelho pode ser usada
para estudar os vários modos de vibração mecânica de uma molécula. Isto significa
que em moléculas poliatômicas a freqüência de vibração pode ser usada para
identificar os vários tipos de ligações presentes na molécula [110, 135].
O espectro infravermelho é o registro gráfico da radiação absorvida (ou
transmitida) para um determinado material analisado, em função do comprimento (ou
do número de onda) da radiação incidente. As propriedades dos filmes de DLC são
determinadas pelo tipo de hibridações (sp3, sp2 e sp) das ligações dos átomos de
carbono e pela concentração relativa dessas hibridações. A estrutura dos filmes de
DLC pode ser descrita como um modelo tri-dimensional, de acordo com a
porcentagem de hibridações sp3 e sp2 dos filmes [110].
Para as análises dos espectros FTIR dos filmes de DLC foram feitas as
deconvoluções utilizando a região do infravermelho de 3100 a 2700 cm-1 para a
quantificação da razão entre as hibridações sp3 e sp2, nos filmes de DLC (curva
Gaussiana). Para a análise dos filmes de DLC, foram utilizados os seguintes picos
característicos da região deconvoluída:
• 3000 cm-1, que corresponde à hibridação sp2 CH;
• 2970 cm-1, que corresponde à hibridação sp3 CH3;
• 2920 cm-1, que corresponde à hibridação sp3 CH2;
• 2850 cm-1, que corresponde à hibridação sp3 CH2.
A deconvolução e o cálculo das áreas dos picos nos espectros FTIR foi
realizado utilizando-se o programa “MICROCAL ORINGIN 5.0”, com o módulo
Peak Fitting . Desta forma, pôde-se obter a probabilidade de transição entre a razão
entre das hibridações sp3 e sp2 das ligações –CH, que nos fornecerá a qualidade dos
filmes de DLC depositados. Na Figura 3.5, é apresentado o espectro FTIR
característico para os filmes de DLC depositados no sistema HDPCVD, com ênfase

71
na região do infravermelho de 3100 a 2700 cm-1 e a deconvolução dos picos
característicos para a quantificação da razão entre as hibridações sp3 e sp2 dos filmes
de DLC.
Para a análise dos filmes de DLC por FTIR foi feita a deconvolução dos picos
referentes à região do infravermelho de 3100 a 2700 cm-1 e depois, foi feita a soma
das áreas dos picos deconvoluídos referentes à hibridação sp2 e a soma das áreas dos
picos referentes à hibridação sp3 e posteriormente, foi feito o cálculo da razão das
hibridações sp3/sp2.
O equipamento utilizado neste trabalho foi um Digilab FTS-40 FTIR (BIO-
RAD), que se encontra no Laboratório de Microeletrônica (LME) da Escola
Politécnica da USP. Esse equipamento tem resolução máxima de 2 cm-1 e varre uma
faixa de números de onda entre 400 e 4000 cm-1. Os espectros foram obtidos no
equipamento operando em temperatura ambiente em atmosfera de nitrogênio. Os
resultados obtidos com as análises dos filmes de DLC dopados e não-dopados
depositados no sistema HDPCVD e analisados por FTIR, são apresentados no
capítulo de Resultados e Discussões.
3100 3050 3000 2950 2900 2850 2800 2750 2700
0.000
0.002
0.004
0.006
0.008
0.010
CH2 (sp3)
CH2 (sp3)
CH3 (sp3)
CH (sp2)
Ab
sorb
ânci
a (u
.a.)
Número de Onda (cm -1)
Figura 3.5: Espectro característico FTIR para os filmes de DLC, com ênfase na região do infravermelho de 3100 a 2700 cm-1 e a deconvolução dos picos para a quantificação da razão entre as hibridações sp3 e sp2.

72
3.4.6. Microscopia de Força Atômica (AFM)
O Microscópio de Força Atômica (Atomic Force Microscopy - AFM) foi
desenvolvido na década de 80, para a análise estrutural da superfície de materiais
(condutores, semicondutores, isolantes, cerâmicas e materiais biológicos), em escala
atômica [110]. Essa técnica tem sido muito utilizada para a caracterização de
superfícies de filmes finos amorfos e cristalinos. Esse tipo de microscópio usa pontas
finas com dimensões atômicas, as quais são utilizadas para a análise da superfície do
material. Quanto mais fina for a ponta, melhor será a resolução da imagem obtida
[110].
Filmes amorfos e cristalinos apresentam normalmente, microestruturas em
sua topografia, gerando desta forma, superfícies microscopicamente rugosas. Com a
técnica de AFM é possível realizar a análise quantitativa, já que é possível a
determinação de alturas e larguras de filmes finos. Utilizando-se a técnica de AFM, é
possível, de forma simples e com precisão, a caracterização quantitativa da
topografia da superfície da amostra. O princípio de funcionamento do microscópio de
força atômica é baseado no monitoramento da interação entre a ponta, que é
posicionada na extremidade de um cantilever, e a superfície que será analisada [110].
Para o monitoramento do sistema do AFM estão acoplados por um sistema de
feedback, um fotodetector e um scanner piezelétrico. A amostra é posicionada sobre
o scanner piezelétrico que se estende e se contraí em função da tensão aplicada sobre
ele pelo sistema de feedback. Para a alimentação deste sistema incide-se um laser
sobre o cantilever que é refletido e atinge o fotodetector. O fotodetector é dividido
em quatro partes e a análise da diferença de intensidade detectada na sua parte
superior e inferior está relacionada a deflexões verticais sofridas pelo cantilever.
Essas deflexões são devido a variações na força de interação entre a ponta e a
superfície da amostra. A diferença de intensidade nos quadrantes superior e inferior
do fotodetector é mantida constante através da alteração do scanner piezelétrico pelo
circuito de feedback. Este corrige o comprimento do tubo piezelétrico de modo a
manter a força de interação entre a ponta e a superfície constante e,
conseqüentemente, a deflexão do cantilever constante [110].

73
O Microscópio de Força Atômica pode ser operado em três diferentes modos
de operação: modo de contato (a ponta varre a amostra, mantendo sempre contato
físico com a mesma), modo dinâmico (a ponta oscila acima da superfície com
freqüência próxima à de ressonância) e modo tapping (além de oscilar acima da
superfície, a ponta entra em contato com a amostra a cada ciclo de oscilação) [331].
Apesar da rugosidade não ser um parâmetro conclusivo para o estudo de
materiais dielétricos como o DLC puro ou com aditivos, ela é muito importante no
estudo da aplicação destes materiais como camada de passivação. Altos níveis de
rugosidade podem influenciar o funcionamento de um dispositivo, afetando o seu
desempenho. Em especial, em isolação de porta, a rugosidade pode servir para
concentrar cargas promovendo a ruptura do dielétrico, ou a isolação de campo,
alterando localmente a capacitância da camada de passivação isolação. No estudo da
rugosidade é muito importante definirmos padrões, pois esta não é uma medida
trivial como a espessura de um filme depositado.
Para as análises da topografia dos filmes de DLC utilizando a técnica de
AFM, foi utilizado para a análise dos filmes de DLC dopados com nitrogênio, o
Microscópio de Força Atômica, modelo SPM 9500J3 da Shimadzu, que se encontra
no Laboratório de Plasma e Processos no Departamento de Física do Instituto
Tecnológico da Aeronáutica (ITA). Para os filmes de DLC depositados com plasmas
de metano puro, metano mais hidrogênio e metano mais tetrafluoreto de carbono, foi
utilizado o Microscópio de Força Atômica, modelo Digital Nano Scope III, que se
encontra no Laboratório Filmes Finos do Instituto de Física da Universidade de São
Paulo. Todas as amostras foram analisadas pelo modo tapping mode, nos dois
microscópios. Os resultados obtidos com a análise da topografia dos filmes de DLC
são apresentados no capítulo de Resultados e Discussões.
3.4.7. Medidas Elétricas
Nesta parte do trabalho, foram estudadas as variações das características
elétricas dos filmes de DLC, em função dos parâmetros de processo (pressão,

74
potência aplicada ao eletrodo, potência aplicada à bobina e a concentração de gás
dopante no plasma).
Algumas cargas existentes no semicondutor (silício), ou seja, íons que estão
presos à rede cristalina não possuem distribuição pelicular como ocorre no metal, de
modo que acabam introduzindo uma capacitância adicional, chamada de capacitância
do silício, que em série com a capacitância devido à presença do isolante, chamada
de capacitância do óxido (no caso dos nossos filmes é a capacitância provocada pela
presença do filme fino de DLC proporcionará alteração no valor da capacitância total
do sistema, a qual é função da tensão aplicada nos terminais do capacitor e pode ser
observada através da curva C-V (capacitância-tensão).
A curva (C-V) é um dos processos mais comuns para se obter informações a
respeito das cargas existentes na estrutura que está sendo analisada. Com essa curva
obtêm-se os valores da constante dielétrica (k) do material. De acordo com a tensão
aplicada o capacitor pode operar em três regimes diferentes: acumulação, depleção e
inversão [110]. Estas regiões são formadas de acordo com a intensidade da tensão
aplicada.
A estrutura MOS, quando em operação pode sofrer influência de alguns
fatores que irão proporcionar alterações no sistema durante o funcionamento, são
eles: diferença da função trabalho do metal em relação à função trabalho do
semicondutor e inclusão de cargas no sistema, que podem ser constituídas de quatro
tipos, cargas fixas (são cargas positivas e são devido a defeitos estruturais), cargas
móveis (devido a impurezas presentes no material), cargas armadilhadas (podem ser
positivas ou negativas, e são devido à presença de lacunas ou elétrons armadilhados
em profundidade no óxido) e cargas na interface (cargas positivas ou negativas,
devido a defeitos estruturais e impurezas metálicas). A maior parte dos medidores de
capacitância que utilizam o modelo paralelo de um dispositivo MOS são sensíveis a
uma resistência associada em série ao dispositivo, de modo que associada a esse
efeito, tem-se um erro considerável durante a medida dos parâmetros elétricos. Na
Figura 3.6 é ilustrado esse modelo nos dispositivos MOS.

75
Figura 3.6: Modelo paralelo e em série do dispositivo MOS utilizado em equipamentos comerciais [110].
Deseja-se conhecer a capacitância Cs e a capacitância do dispositivo MOS
que é separada da resistência em série Rs. A capacitância medida é dada por:
2221 SS
sP
CR
CC
ω+=
onde ω é a freqüência de capacitância medida, Cp é a capacitância paralela medida no
equipamento, Cs é a capacitância do óxido e Rs é a resistência em série. O valor de
capacitância máxima na região de acumulação Cmáx está relacionada com a
capacitância do óxido Cox, através da área do capacitor MOS (no nosso caso a área
do capacitor de 0,785 mm2 para algumas amostras, e é de 4,9 x 10-3 cm2 para outras).
Desta forma, tem-se:
ACC
ACC
med
oxmáx
..min
.
==
onde Cmáx é a capacitância máxima medida, Cox é a capacitância do óxido ou do
isolante, Cmin é a capacitância mínima medida e A é a área do capacitor. Foi feito um
ajuste na medida nos valores das capacitâncias obtidas de modo que a constante
dielétrica dos filmes é dada por:
A
eCk
o
ε=
onde: C é a capacitância ajustada (C), e é a espessura do filme de a-C:H, εo é a
permissividade do vácuo (εo = 8,854 x 10-12 F/m) e A é a área do capacitor.
Paralelo Série

76
A resistividade (ρ) pode ser obtida através da curva I-V (tensão-corrente) dos
dispositivos, no qual é aplicada uma tensão de porta suficientemente alta para
originar uma queda na tensão do óxido, evitando deste modo a influencia da região
de depleção do substrato na resistência do dispositivo. O cálculo da resistividade do
material é feito utilizando-se a Lei de Ohm, conforme apresentado na equação a
seguir.
V = R i, ρ = R (A/ e) , ou seja ρ = VA/ie
onde: V é a tensão, i é a corrente, R é a resistência, A é a área do capacitor, e é a
espessura do filme de DLC e ρ é a resistividade. Após os processos de deposição de
todos os filmes de DLC (dopados e não dopados) e a medida da espessura de todos
os filmes, conforme descrito anteriormente, foi feita a metalização completa nas
costas de todas as amostras, usando a técnica de evaporação térmica de alumínio. A
camada de alumínio depositada nas costas das lâminas de silício possuía
aproximadamente 500 nm de espessura. Após a metalização completa nas costas das
amostras foi realizada a metalização parcial sobre os filmes de DLC, para a formação
de cilindros de alumínio (com diâmetros de aproximadamente 1 mm e espessura de
500 nm). A formação dos cilindros de alumínio foi feita utilizando-se também o
processo de evaporação térmica e com o uso de uma máscara mecânica com os
padrões a serem transferidos para a superfície dos filmes de DLC.
Nas medidas de C-V e I-V efetuou-se cinco medidas em cada amostra,
obtendo-se assim, o valor médio para as capacitâncias e os respectivos valores da
média da constante dielétrica dos filmes de DLC em função dos parâmetros de
processos de deposição (pressão de processo, potência aplicada à bobina, potência
aplicada ao eletrodo e a concentração do gás dopante). Após a preparação das
amostras, as medidas da constante dielétrica foram realizadas em um equipamento de
medida C-V de alta freqüência (HP 4280) e as medidas de condutividade foram
feitas em um pico-amperímetro (HP 4140 A). Os dois equipamentos encontram-se no
Laboratório da Sistemas Integráveis da Escola Politécnica da USP. Os resultados são
apresentados no capítulo seguinte.

77
4. Resultados e Discussões 4.1. Caracterização do Sistema HDPCVD
Para a caracterização inicial do sistema de deposição de filmes de DLC,
foram realizadas as deposições dos filmes de acordo com os procedimentos
mencionados no capítulo anterior. Os valores das espessuras médias obtidas para
cada processo são apresentados na Tabela 4.1.
Tabela 4.1: Valores das Espessuras dos filmes de DLC, obtidos por perfilometria.
Pressão de Processo (mTorr)
Espessura Média (nm) Desvio Padrão (nm)
5 116,3 10
10 263,3 33
15 362,5 33
20 318,5 34
25 135,4 15
Na Figura 4.1 é apresentado o gráfico da taxa de deposição dos filmes de
DLC em função da pressão de processo, respectivamente. Observando-se a Figura
4.1, nota-se a taxa de deposição varia de forma parabólica com a pressão de processo.
Até a pressão de 15 mTorr, a taxa aumenta com o aumento da pressão de processo,
para maiores pressões, a taxa diminui. A maior taxa obtida foi de 12,0 nm/min, para a
pressão de 15 mTorr e a menor taxa obtida foi de 4,0 nm/min para a pressão de 5
mTorr.
A redução da taxa de deposição para pressões acima de 15 mTorr, está
relacionada com a perda da eficiência de ionização no sistema HDPCVD. A bobina
planar do sistema de deposição HDPCVD foi projetada para trabalhar em baixas
pressões. Desta forma, os resultados obtidos com o teste inicial para a deposição dos

78
filmes de DLC no sistema HDPCVD, mostram que a máxima eficiência da bobina
ocorre com a pressão de 15 mTorr.
5 10 15 20 250
2
4
6
8
10
12
14
Tax
a de
Dep
osiç
ão (n
m/m
in)
Pressão de Processo (mTorr)
Figura 4.1: Gráfico da taxa de deposição dos filmes de DLC, em função da pressão do processo de deposição.
Em geral, os filmes de DLC depositados no sistema HDPCVD apresentaram
boa uniformidade. A uniformidade dos filmes é maior para processos com menor
pressão. A máxima uniformidade obtida foi de 96% para a pressão de 5 mTorr e a
menor uniformidade obtida foi de 83% para a pressão de 20 mTorr.
Após essa primeira fase de caracterização do sistema HDPCVD, notou-se a
viabilidade da utilização deste sistema para a deposição de filmes de carbono amorfo
tipo diamante. Mesmo variando-se apenas a pressão de processo e utilizando
processos com plasma remoto, nota-se a influência da pressão de processo na taxa de
deposição e na uniformidade dos filmes de DLC obtidos no sistema HDPCVD.
Após esses testes iniciais, optou-se pela continuidade dos processos de
deposição de filmes de DLC utilizando-se duas pressões de processo: 5 e 15 mTorr.
Com a pressão de 5 mTorr obteve-se filmes com maior uniformidade (96%) e apesar
da taxa de deposição ter sido a menor obtida (4,0 nm/min), para muitas aplicações,
faz-se necessário uma boa uniformidade dos filmes depositados, principalmente

79
quando se deseja depositar filmes de DLC em grandes áreas. Com a pressão de 15
mTorr obteve-se a maior taxa de deposição (12,0 nm/min) e apesar da uniformidade
dos filmes obtidos com essa pressão ter sido de 86%, para algumas aplicações,
principalmente a fabricação de micro-máquinas, faz-se necessário a utilização de
filmes espessos de DLC (> 10 µm de espessura), desta forma, um processo de
deposição com menor taxa de deposição, aumentaria o tempo para a obtenção do
filme de DLC, ocasionando a geração de defeitos, como por exemplo rachaduras e o
aumento da tensão mecânica interna.
4.2. Caracterização do plasma de alta densidade no sistema de deposição HDPCVD
Conforme os procedimentos descritos no capítulo anterior, foram realizadas
as análises de espectrofotometria de emissão no sistema do sistema de deposição
HDPCVD e no sistema RIE. As amplitudes (máximas e mínimas) relacionadas aos
comprimentos de onda em processos de HDPCVD e em processos RIE são
apresentados na Figuras 4.2.
400 500 600 700 800 900
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
11000
12000
13000
HDPCVD (15 mTorr, 250 W, 250 W) HDPCVD (5 mTorr, 250 W, 0 W) RIE (15 mTorr, 150 W) RIE (5 mTorr, 25 W)
Am
plitu
de N
orm
aliz
ada
(con
t.)
Comprimento de Onda (nm)
Figura 4.2: Gráfico da análises de espectrofotometria de emissão em processos realizados nos sistemas HDPCVD e RIE (amplitudes máximas e mínimas obtidas).

80
Observando-se a Figura 4.2, nota-se que as amplitudes obtidas no sistema
HDPCVD são cerca de três vezes maiores comparadas com as amplitudes obtidas no
sistema RIE. Esse efeito ocorre principalmente pelo efeito da potência aplicada ao
eletrodo. As amplitudes obtidas no sistema HDPCVD sem a aplicação de potência no
eletrodo, são equivalentes às obtidas no sistema RIE.
Em geral os processos realizados com pressão de processo de 15 mTorr,
apresentam maiores amplitudes das raias de emissão, comparando-os com os
processos realizados com pressão de 5 mTorr.
Quando aplica-se potência no eletrodo, outros modos de ionização são
privilegiados (< 550 nm, correspondendo a 25,5 eV) em especial os de maior
energia, comprovando assim, a eficiência de geração de plasmas de alta densidade no
sistema de deposição HDPCVD e a indicação de novos modos de ionização
encontrados em sistemas de plasma de alta densidade.
4.3. Processos de Deposição de filmes de DLC
4.3.1. Filmes de DLC depositados com plasmas de CH4 (puro)
4.3.1.1. Taxa de Deposição e Uniformidade dos filmes de DLC
Após os testes iniciais de caracterização do sistema HDPCVD e a escolha das
melhores pressões para os processos de deposição, foram realizados os processos de
deposição dos filmes de DLC (conforme descrito no capítulo de Procedimentos
Experimentais).
Nas Figuras 4.3 e 4.4 são apresentados os resultados obtidos com a influência
da variação dos parâmetros de processo na taxa de deposição dos filmes de DLC para
as pressões de 5 e 15 mTorr, respectivamente.

81
Figura 4.3: Gráfico da taxa de deposição dos filmes de DLC, em função dos parâmetros de processos, para a pressão de 5 mTorr.
Figura 4.4: Gráfico da taxa de deposição dos filmes de DLC, em função dos parâmetros de processo, para a pressão de 15 mTorr.
0 20 40 60 80 1000
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
Pressão de 5 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Tax
a de
Dep
osiç
ão (n
m/m
in)
Potência no Eletrodo (W)
0 20 40 60 80 1000
10
20
30
40
50
60
70
80
90
100
Pressão de 15 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Taxa
de
Dep
osiç
ão (n
m/m
in)
Potência no Eletrodo (W)

82
Observando-se a Figura 4.3, para a pressão de 5 mTorr, a taxa de deposição
dos filmes de DLC aumenta com o aumento das potências aplicadas no eletrodo e na
bobina. Esse efeito ocorre devido a maior dissociação do gás para maiores valores de
potência aplicada ao eletrodo e a bobina. Para os processos de deposição de filmes de
DLC com pressão de 5 mTorr, a variação da potência aplicada ao eletrodo é mais
significativa.
Observa-se também que os processos de deposição realizados sem a aplicação
de potência no eletrodo (remoto) apresentam inicialmente maiores taxas de
deposição. Porém, quando aplica-se potência no eletrodo, tem-se inicialmente uma
redução na taxa de deposição dos filmes de DLC, em seguida conforme aumenta-se
as potências aplicadas, tem-se um aumento na taxa de deposição dos filmes. Com a
aplicação de potência no eletrodo tem-se um maior ataque iônico, maior a
dissociação do gás, que promovem um aumento na taxa de deposição dos filmes de
DLC. A maior taxa obtida foi de 15,3 nm/min (para um processo com potência
aplicada na bobina de 250 W e potência no eletrodo de 100 W) e a menor taxa obtida
foi de 7,5 nm/min (para um processo com potência aplicada na bobina de 100 W e
potência no eletrodo de 100 W).
Observando-se o gráfico da Figura 4.4, para a pressão de 15 mTorr, a taxa de
deposição dos filmes de DLC aumenta com o aumento da potência aplicada a bobina
e sofre uma redução com o aumento da potência aplicada ao eletrodo. No caso de
processos de deposição de filmes de DLC com pressão de processo de 15 mTorr a
variação da potência aplicada a bobina é mais significativa.
Para processos realizados com pressão de 15 mTorr, as taxas de deposição
obtidas foram maiores quando comparadas com as taxas de deposição obtidas para os
processos de deposição com pressão de 5 mTorr. Com uma pressão de processo
maior tem-se uma maior quantidade de gás metano dentro da câmara de processo e
conseqüentemente, uma maior quantidade de partículas reativas que podem
contribuir para a formação do filme de DLC, desta forma, ocorre um aumento na taxa
de deposição dos filmes de DLC.
Nos processos de deposição com plasma remoto, observa-se que a maior taxa
de deposição obtida para a pressão de 5 mTorr foi de 11,3 nm/min; já para os
processos com plasma remoto para a pressão de 15 mTorr, a maior taxa de deposição

83
obtida foi de 47,3 nm/min, ou seja, quatro vezes maior comparada com os processos
de deposição com pressão de 5 mTorr.
Quando aplica-se potência no eletrodo ocorre um aumento da taxa de
deposição dos filmes de DLC para processos com até 150 W de potência aplicada a
bobina. Para maiores valores de potência aplicada a bobina, a taxa de deposição sofre
uma redução conforme aumenta-se a potência aplicada ao eletrodo.
A maior taxa de deposição obtida para os processos com pressão de 15 mTorr
é devida a energia dos íons, a ionização do gás e a geração de espécies reativas.
Porém para maiores potências (eletrodo e bobina), ocorre o efeito sputtering dos
filmes de DLC durante o processo de deposição por plasma, ou seja, a energia dos
íons no plasma é tão alta que promove a remoção dos átomos que estão se ligando e
formando o filme de DLC (corrosão do filme depositado), ocasionando a redução na
taxa de deposição dos filmes de DLC.
As diferenças nas taxas de deposição para a pressão de processo de 15 mTorr,
com menores taxas de deposição associadas a processos com maiores valores de
potência aplicada ao eletrodo e a bobina, estão relacionadas também um
desbalanceamento da energia do plasma durante o processo de deposição. A maior
taxa de deposição obtida para os processos realizados com pressão de 15 mTorr foi
de 47,3 nm/min (potência aplicada a bobina de 250 W – remoto) e a menor taxa de
deposição obtida foi de 3,3 nm/min (potência aplicada a bobina de 100 W – remoto).
Como a molécula de metano não é uma molécula de dissociação simples, as
diferenças de potência podem favorecer um ou outro modo de dissociação, durante o
processo de deposição desta forma, a taxa de deposição pode aumentar ou reduzir, de
acordo com esses modos de dissociação que são privilegiados. Apesar desse efeito as
características de plasma de alta densidade do sistema HDPCVD para a deposição de
filmes de DLC, não são alteradas.
As uniformidades dos filmes de DLC são relativamente altas, tanto para os
processos de deposição com pressão de 5 mTorr quanto para os processos de
deposição com pressão de 15 mTorr.
Para os processos realizados com pressão de 5 mTorr, a uniformidade dos
filmes de DLC obtidos variou entre 98% e 87% e para os filmes depositados com
pressão de 15 mTorr, variou entre 98% e 81%.

84
Para os processos realizados com pressão de processo de 5 mTorr a
uniformidade dos filmes de DLC é maior para maior potência aplicada ao eletrodo e
menor potência aplicada a bobina. Para os processos realizados com pressão de 15
mTorr, a uniformidade dos filmes de DLC diminui com o aumento das potências
aplicadas ao eletrodo e a bobina. Esse efeito ocorre, pois com o aumento da pressão
de processo, tem-se uma redução na energia das espécies reativas no plasma,
promovendo a redução da taxa de deposição e da uniformidade dos filmes obtidos.
4.3.1.2. Tensão Mecânica Interna (Stress)
Como o sistema HDPCVD é novo na literatura, fez-se necessário a análise da
tensão mecânica interna dos filmes de DLC depositados. Desta forma, verificou-se a
possibilidade de obter filmes de DLC com baixa tensão mecânica interna devido a
influência do plasma de alta densidade gerado pelo sistema HDPCVD. A preparação
das amostras, bem como os procedimentos para a análise da tensão mecânica interna
dos filmes de DLC, são descritas no capítulo 3 (Procedimentos Experimentais).
Os resultados obtidos com a influência da variação dos parâmetros de
processo na variação da tensão mecânica interna dos filmes de DLC depositados com
pressão de processo de 5 e 15 mTorr, são apresentados nas Figuras 4.5 e 4.6,
respectivamente.
Observando-se as Figuras 4.5 e 4.6, nota-se que a tensão mecânica interna dos
filmes de DLC depositados no sistema HDPCVD é sempre compressiva e em geral, a
tensão mecânica interna é menor para processos de deposição realizados com plasma
remoto. Para os processos realizados com pressão de 5 mTorr, em geral a tensão
mecânica interna diminui com o aumento da potência aplicada no eletrodo e sofre um
leve aumento quando se aumenta a potência aplicada a bobina.

85
Figura 4.5: Gráfico da tensão mecânica interna dos filmes de DLC, em função dos parâmetros de processo, para a pressão de processo de 5 mTorr.
0 20 40 60 80 100
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
5500
6000 Pressão de 15 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Ten
são
Mec
ânic
a In
tern
a (M
Pa)
Potência no Eletrodo (W)
Figura 4.6: Gráfico da tensão mecânica interna dos filmes de DLC, em função dos parâmetros de processo, para a pressão de processo de 15 mTorr.
0 20 40 60 80 100
0
500
1000
1500
2000
2500
3000
3500
4000
4500 Pressão de 5 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Tens
ão M
ecân
ica
Inte
rna
(MP
a)
Potência no Eletrodo (W)

86
Para processos realizados com pressão de 5 mTorr, tem-se em geral,
partículas com maior energia, devido ao aumento das potências aplicadas ao eletrodo
e a bobina. Essas partículas de maior energia promovem o aumento da taxa de
deposição e da redução da tensão mecânica interna. Para maiores valores de potência
aplicada ao eletrodo, ocorre o aumento da nanoestruturação dos filmes devido ao
aumento da quantidade de hibridações sp3 das ligações de carbono e a maior energia
dos íons incidentes. Os íons incidentes com maior energia, geram reações nas
ligações de superfície. Esse efeito ocorre devido a re-estruturação dos filmes de
DLC, gerando uma maior conformidade (acomodação) das ligações tridimensionais
do carbono durante o crescimento do filme e menor tensão mecânica interna.
Observando-se a Figura 4.6, nota-se que para a pressão de 15 mTorr, em geral
a tensão mecânica interna aumenta com o aumento das potências aplicadas ao
eletrodo e a bobina, pois a energia dos íons incidentes não é suficientemente alta para
que ocorra a re-estruturação do filme de DLC, promovendo a mudança das
hibridações sp2 das ligações de carbono para hibridações sp3. Nos processos de
deposição com pressão de 15 mTorr, não ocorrem as reações nas ligações de
superfície dos filmes de DLC que estão sendo crescidos, gerando filmes com menor
quantidade de hibridações sp3 e maior tensão mecânica interna. Os valores de tensão
mecânica interna dos filmes depositados com pressão de 15 mTorr foram maiores
que os processos de deposição utilizando pressão de 5 mTorr.
A tensão mecânica interna dos filmes de DLC é influenciada pela energia dos
íons incidentes, pois os íons incidentes podem fornecer energia suficiente para a re-
estruturação dos filmes de DLC. Para os processos de deposição com pressão de
processo de 5 e 15 mTorr, notou-se que a potência aplicada ao eletrodo é mais
significativa. Desta forma, quanto maior é a pressão de processo menor é a energia
dos íons, pois tem-se uma menor dissociação dos gases e quanto maior é a potência
aplicada ao eletrodo maior é a energia dos íons, devido ao maior ataque iônico e
conseqüentemente, menor é a tensão mecânica interna dos filmes de DLC. A energia
dos íons no plasma (Ei), diminui exponencialmente com a pressão de processo e
aumenta linearmente com a potência aplicada ao eletrodo. Esse aumento da tensão
mecânica interna dos filmes de DLC, devido ao maior ataque iônico, pode ser

87
relacionado com a perda de hidrogênio dos filmes de DLC e com a formação de
microcristalitos ou formação de nanoestruturas dos filmes de DLC depositados.
4.3.1.3. Análise dos filmes de DLC por Espectroscopia Raman
Como dito anteriormente, nos espectros obtidos por espectroscopia Raman
nos filmes de DLC, aparecem duas bandas características: a banda G e a banda D. A
banda G, centrada em 1580 cm-1, é identificado como a vibração do carbono
referentes as hibridações sp2 (grafite ou materiais com alta taxa de grafitização). A
banda D (desordem do carbono), centrada em 1332 cm-1, indica a presença de
hibridações sp3, nos filmes de DLC, caracterizando filmes com características mais
próximas do diamante. Na Figura 4.7 é apresentado um espectro Raman típico de um
filme de DLC obtido no nosso sistema HDPCVD depositado com plasma de metano
puro, destacando as bandas G e D.
Após a análise dos filmes de DLC utilizando-se a técnica de espectroscopia
Raman foi feito o cálculo das intensidades das bandas D e G para os filmes
depositados. Nas Figuras 4.8 e 4.9, são apresentadas as variações da razão entre as
intensidades ID e IG, correspondentes às hibridações sp3 e sp2, respectivamente, para
os filmes de DLC depositados com plasmas de metano puro em função dos
parâmetros de processo.
800 1000 1200 1400 1600 1800
0
100
200
300
400
500
600
Banda G
Banda D
Inte
nsid
ade
(u.a
.)
Número de Onda (cm-1)
Figura 4.7: Espectro Raman característico de um filme de DLC.

88
0 20 40 60 80 1000.0
0.4
0.8
1.2
1.6
2.0
2.4
2.8
Pressão de 5 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Raz
ão I D
/I G
Potência no Eletrodo (W)
Figura 4.8: Gráfico da razão das intensidades das bandas D e G (ID/IG) nos espectros Raman, em função dos parâmetros de processo, para a pressão de 5 mTorr.
0 20 40 60 80 100
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.4
Pressão de 15 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Raz
ão I D
/I G
Potência no Eletrodo (W)
Figura 4.9: Gráfico da razão das intensidades das bandas D e G (ID/IG) nos espectros Raman, em função dos parâmetros de processo, para a pressão de 15 mTorr.

89
Observando-se a Figura 4.8, para os processos de deposição realizados com
pressão de 5 mTorr, nota-se que a razão entre as intensidades das bandas D e G
(razão ID/IG) nos espectros Raman dos filmes de DLC aumenta com o aumento das
potências aplicadas ao eletrodo e a bobina. A razão ID/IG variou entre 0,35 e 2,5. Esse
efeito ocorre devido ao aumento da geração de partículas reativas (maior quantidade
de íons). Assim, para maiores potências aplicadas ocorre o aumento da amorfização
dos filmes devido ao aumento da quantidade de hibridações sp3 das ligações de
carbono e o aumento da energia dos íons incidentes, gerando um aumento na razão
ID/IG dos filmes de DLC. Os íons incidentes com maior energia geram reações nas
ligações de superfície. Esse efeito é promovido pela re-estruturação dos filmes de
DLC, gerando uma maior conformidade (acomodação) das ligações tridimensionais
do carbono durante o crescimento do filme, gerando filmes de DLC com maior
quantidade de hibridações sp3.
Observando-se a Figura 4.9, nota-se que a razão ID/IG dos filmes também
aumenta conforme o aumento das potências aplicadas ao eletrodo e a bobina, para os
processos realizados com pressão de 15 mTorr, porém o efeito ocorre de forma
menos pronunciada devido a menor energia dos íons gerados no plasma. Para os
processos de deposição com pressão de 15 mTorr, a influência da potência aplicada
ao eletrodo é mais significativa. Em geral, os valores da razão ID/IG obtida para os
processos de deposição com pressão de 15 mTorr, foram menores, comparando-os
com os valores da razão entre as intensidades das bandas D e G, obtidas nos
processos de deposição com pressão de 5 mTorr. A razão ID/IG para os filmes
depositados com pressão de processo de 15 mTorr variou entre 0,42 e 1,33.
Nos processos de deposição com pressão de 15 mTorr, não ocorrem as
reações nas ligações de superfície dos filmes de DLC que estão sendo crescidos,
gerando filmes com menor quantidade de hibridações sp3 das ligações de carbono, e
conseqüentemente, reduzindo a razão ID/IG.
Em geral, nos processos de deposição de filmes de DLC por HDPCVD, o
aumento no valor da potência aplicada a bobina, promove o aumento da dissociação
de uma maior quantidade de átomos de hidrogênio que consomem ligações referentes
às hibridações sp2 (por serem mais fracas) e ajudam a promover o aumento na

90
quantidade de hibridações sp3, fazendo com que a razão ID/IG aumente. Esse efeito
pode ser melhor observado para os processo realizados com pressão de 5 mTorr.
Quando se aumenta o valor da potência aplicada ao eletrodo, tem-se o
aumento do ataque iônico no plasma, gerando íons com alta energia, que incidem
diretamente sobre o filme de DLC que está sendo crescido, promovendo o aumento
da energia superficial das ligações entre os átomos de carbono dos filmes de DLC,
favorecendo a energia de transição das ligações do carbono para que ocorra a
mudança das ligações referentes às hibridações sp2 para as ligações referentes às
hibridações sp3. Os íons de alta energia promovem um aquecimento local nos filmes
de DLC que estão sendo depositados, pois ocorre a transferência de energia do íon
para o filme, aumentando também, a quantidade de hibridações sp3. Efeito de
aquecimento local do filme de DLC por transferência de energia do íon é chamado
de self-annealing. Esse efeito do aumento no valor da potência aplicada ao eletrodo
pode ser melhor observado nos processos de deposição de filmes de DLC com
pressão de processo de 15 mTorr.
Desta forma, para processos de deposição de filmes de DLC com pressão de
processo de 5 mTorr, as razões entre as intensidades ID/IG são maiores do que para
processos de deposição com pressão de 15 mTorr, pois com uma menor pressão de
processo tem-se uma maior dissociação do gás no plasma e também um maior ataque
iônico, resultando em filmes de DLC com propriedades mais próximas do diamante
(maior quantidade de hibridações sp3). Para filmes depositados com pressão de 15
mTorr, a dissociação do gás é menor e apesar do aumento do ataque iônico, com o
aumento da potência aplicada ao eletrodo, as razões entre as intensidades ID e IG nos
filmes de DLC são menores.
Em geral, utiliza-se somente a variação da razão entre as intensidades das
bandas D e G (ID/IG), para a determinação da qualidade dos filmes de DLC
depositados por processos de deposição química a vapor assistidos por plasma.
Porém o estudo do deslocamento referente à banda G também é muito importante,
pois esse deslocamento está relacionado com a mudança entre as hibridações sp3 e
sp2 e também, com as mudanças estruturais dos filmes de DLC. Conforme descrito
no capítulo 3 (Procedimentos Experimentais), foi feito o estudo da influência dos
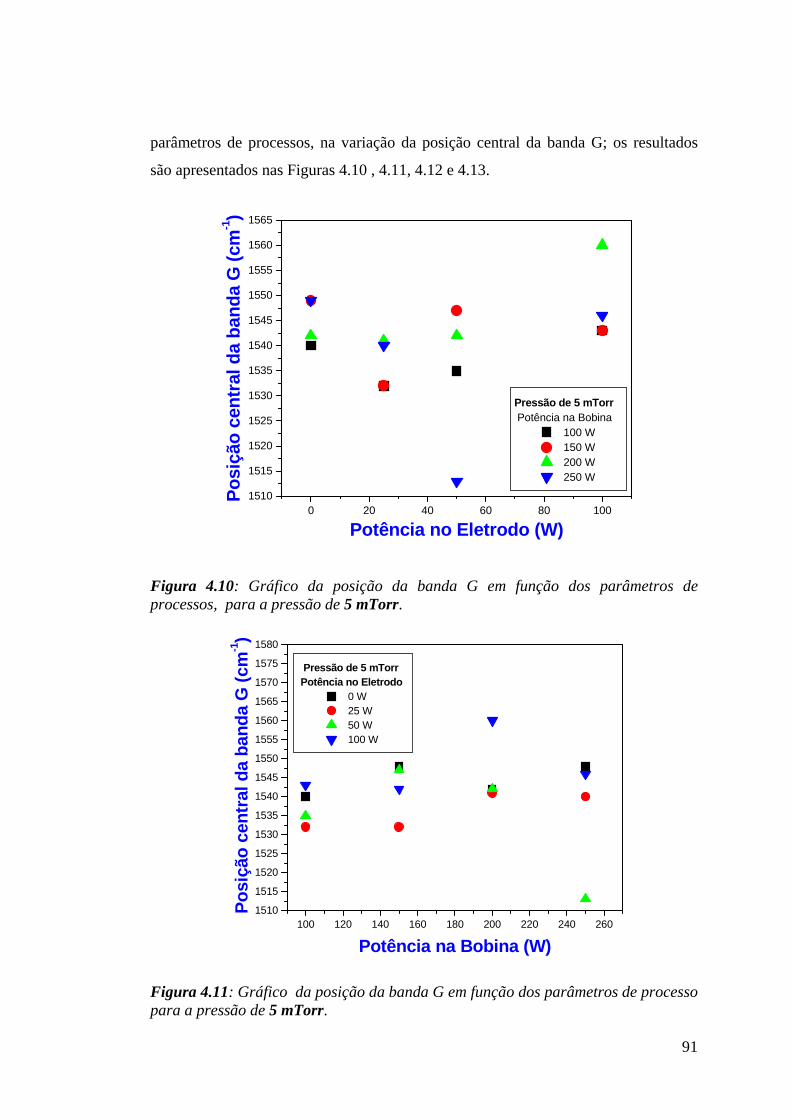
91
parâmetros de processos, na variação da posição central da banda G; os resultados
são apresentados nas Figuras 4.10 , 4.11, 4.12 e 4.13.
0 20 40 60 80 1001510
1515
1520
1525
1530
1535
1540
1545
1550
1555
1560
1565
Pressão de 5 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Po
siçã
o c
entr
al d
a b
and
a G
(cm
-1)
Potência no Eletrodo (W)
Figura 4.10: Gráfico da posição da banda G em função dos parâmetros de processos, para a pressão de 5 mTorr.
100 120 140 160 180 200 220 240 2601510
1515
1520
1525
1530
1535
1540
1545
1550
1555
1560
1565
1570
1575
1580
Pressão de 5 mTorr Potência no Eletrodo 0 W 25 W 50 W 100 W
Po
siçã
o c
entr
al d
a ba
nda
G (
cm-1)
Potência na Bobina (W)
Figura 4.11: Gráfico da posição da banda G em função dos parâmetros de processo para a pressão de 5 mTorr.

92
0 20 40 60 80 1001510
1515
1520
1525
1530
1535
1540
1545
1550
1555
1560
1565
Pressão de 15 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Po
siçã
o c
entr
al d
a b
and
a G
(cm
-1)
Potência no Eletrodo (W)
Figura 4.12: Gráfico da posição da banda G em função dos parâmetros de processo para a pressão de 15 mTorr.
100 120 140 160 180 200 220 240 2601520
1525
1530
1535
1540
1545
1550
1555
1560
1565
1570
1575
1580
Pressão de 15 mTorr Potência no Eletrodo 0 W 25 W 50 W 100 W
Pos
ição
cen
tral
da
ban
da
G (c
m-1)
Potência na Bobina (W)
Figura 4.13: Gráfico da posição da banda G em função dos parâmetros de processo para a pressão de 15 mTorr.

93
Para melhor visualização dos resultados obtidos com o estudo da variação da
posição central da banda G em função da potência aplicada ao eletrodo, da potência
aplicada a bobina e da pressão de processo, nas Figuras 4.11 e 4.13, tem-se os
resultados obtidos mudando-se o eixo das ordenadas (x) de potência aplicada ao
eletrodo, para potência aplicada a bobina.
Observando-se as Figuras 4.10, 4.11, 4.12 e 4.13, para a pressão de processo
de 5 e 15 mTorr , respectivamente, nota-se que quanto maior é a potência aplicada
ao eletrodo e a potência aplicada a bobina mais afastado é a posição central da banda
G, com relação a posição inicial em 1580 cm-1. Como descrito anteriormente, o
deslocamento do centro da banda G, caracteriza um aumento da quantidade de
ligações de carbono, correspondente às hibridações sp3, caracterizando filmes com
propriedades mais próximas do diamante, devido a maior quantidade de ligações
tridimensionais.
O maior deslocamento sofrido pela banda G para os processos realizados com
pressão de processo de 5 mTorr foi de 68 cm-1, onde a posição da banda G ficou
centrada em 1512 cm-1. Indicando a máxima quantidade de hibridações sp3 para
maiores valores de potência aplicada ao eletrodo e potência aplicada a bobina (o que
condiz com os resultados obtidos com a análise da razão ID/IG dos filmes de DLC). O
máximo deslocamento sofrido pela banda G para os processos realizados com
pressão de 15 mTorr foi de 55 cm-1, onde a posição da banda G ficou centrada em
1525 cm-1. Os resultados obtidos para os processos realizados com pressão de 15
mTorr, também indicam a máxima quantidade de hibridações sp3 para maiores
valores de potência aplicada ao eletrodo e potência aplicada a bobina (o que condiz
com os resultados obtidos com a análise da razão ID/IG dos filmes de DLC).
O deslocamento da posição central da banda G para os filmes de DLC obtidos
com pressão de processo de 5 mTorr foi maior, indicando filmes com maior
quantidade de hibridações sp3, o que pode ser comprovado nas análises entre as
razões ID/IG, dos filmes de DLC.
A variação da posição central da banda G é tênue, da ordem de alguns
números de onda, mas pode-se perceber essa diferença nos espectros Raman dos
filmes de DLC. Esse efeito depende principalmente de quatro fatores: formação de
aglomerados (clustering) da fase sp2, comprimento e ângulo de desordem da ligação,

94
presença de anéis ou ligações sp2 e a razão sp3/sp2. O deslocamento da posição
central da banda G nos espectros Raman dos filmes de DLC possuem uma relação
direta com a variação da tensão mecânica interna. Na Figura 4.14 é apresentado o
gráfico da posição central da banda G em função da tensão mecânica interna dos
filmes de DLC.
Figura 4.14: Gráfico da posição central da banda G nos espectros Raman em função da tensão mecânica interna, nos filmes de DLC depositados por HDPCVD.
O ajuste linear do gráfico da Figura 4.14 foi feito utilizando o programa
“MICROCAL ORINGIN”. A equação obtida com o fit (ou seja, traçando a reta
média) dos pontos do gráfico foi:
S = (P – 1545,3) / 0,00312
onde, S é a tensão mecânica interna dos filmes de DLC (em MPa) e P é a posição
central da banda G obtida pelas análises de espectroscopia Raman (em cm-1). O erro
do ajuste desta equação para relacionar esses dois parâmetros é de ∼3%. É possível
obter os valores da tensão mecânica interna dos filmes de DLC, através dos espectros
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
1325
1350
1375
1400
1425
1450
1475
1500
1525
1550
1575
1600
Pos
ição
cen
tral
da
band
a G
(cm
-1)
Tensão Mecânica Interna (MPa)

95
obtidos pela análise de espectroscopia Raman. Pelo espectro Raman dos filmes é
possível distinguir os efeitos causados pela tensão mecânica interna nos filmes de
DLC, como por exemplo, a deformação das bandas D e G, e o deslocamento da
posição central da banda G.
A mudança gerada pela tensão mecânica interna na posição das bandas D e G
é de alguns números de onda, sendo que essa variação na posição das bandas
depende da micro ou nanoestruturação dos filmes de DLC. Em geral, quanto maior
foi o deslocamento da posição central da banda G nos filmes de DLC, maior é a
razão ID/IG, maior é a quantidade de hibridações sp3 e menor é a tensão mecânica
interna nos filmes de DLC. O que pode ser observado na análise a tensão mecânica
interna dos filmes de DLC realizadas no equipamento Stress Meter.
4.3.1.4. Análise dos filmes de DLC por FTIR
Os filmes de DLC depositados no sistema HDPCVD, conforme descrito no
capítulo 3 (Procedimentos Experimentais), foram analisados por espectroscopia de
infravermelho (FTIR). Na Figura 4.15 é apresentado um espectro típico de absorção
de um filme de DLC, depositado com plasma de metano puro, no sistema HDPCVD,
mostrando as principais bandas de absorção dos filmes.
Conforme observa-se na Figura 4.15, as principais ligações de interesse para a
análise dos filmes de DLC por FTIR são: C-H e C-C. Após os processos de
deposição dos filmes de DLC e a obtenção dos espectros FTIR dos filmes, realizou-
se as análises dos espectros, dando ênfase aos picos referentes às hibridações sp3 e
sp2 dos filmes de DLC. Fez-se as deconvoluções dos espectros FTIR para todas as
amostras de DLC, utilizando a região do infravermelho de 3100 a 2700 cm-1 para a
quantificação da razão entre as hibridações sp3 e sp2.
Na Figura 4.16 é apresentado o espectro FTIR característico para os filmes
de DLC depositados no sistema HDPCVD, com ênfase na região do infravermelho
de 3100 a 2700 cm-1 e a deconvolução dos picos característicos para a quantificação
da razão entre as hibridações sp3 e sp2 dos filmes de DLC. Os resultados obtidos

96
com as análises dos filmes de DLC depositados com plasmas de metano puro, por
FTIR, são apresentados nas Tabelas 4.2 e 4.3.
Figura 4.15: Espectro típico de absorção de um filme de DLC depositado no sistema HDPCVD, destacando as principais bandas obtidas pela análise de FTIR.
3100 3050 3000 2950 2900 2850 2800 2750 2700
0.000
0.002
0.004
0.006
0.008
0.010
CH2 (sp3)
CH2 (sp3)
CH3 (sp3)
CH (sp2)
Ab
sorb
ânci
a (u
.a.)
Número de Onda (cm -1)
Figura 4.16: Espectro característico FTIR para os filmes de DLC depositados com plasmas de metano puro.
4000 3500 3000 2500 2000 1500 1000 500
0.000
0.002
0.004
0.006
0.008
0.010
C-C (sp3)
C-C (sp2/sp3)
CH2 (sp3)
CH3 (sp3)
CH (sp2)
CH (sp1)
C=C (sp2)
Abs
orbâ
ncia
(u.a
.)
Número de Onda (cm-1)

97
Tabela 4.2: Áreas deconvoluídas referentes às hibridações sp3 e sp2 (CH), obtidas por FTIR para os filmes de DLC, para a pressão de processo de 5 mTorr.
Pressão de Processo de 5
mTorr
3000 cm-1 CH (sp2)
2970 cm-1 CH3 (sp3)
2920 cm-1 CH2 (sp3)
2850 cm-1 CH2 (sp3)
sp3/sp2
Bobina = 100 W Eletrodo = 0 W
- 0,32 0,17 0,26 -
Bobina = 100 W Eletrodo = 25 W
0,24 0,19
0,21
0,09 2,06
Bobina = 100 W Eletrodo = 50 W
0,09 0,04 0,05 0,15 2,65
Bobina = 100 W Eletrodo = 100 W
0,03 0,06 0,03 0,12 7,00
Bobina = 150 W Eletrodo = 0 W
- 0,18 0,07 0,29 -
Bobina = 150 W Eletrodo = 25 W
- 0,12 0,18 0,16 -
Bobina = 150 W Eletrodo = 50 W
- - 0,01 - -
Bobina = 150 W Eletrodo = 100 W
- - 0,22 - -
Bobina = 200 W Eletrodo = 0 W
- 0,14 0,11 0,36 -
Bobina = 200 W Eletrodo = 25 W
0,10 0,10 0,15 0,12 3,76
Bobina = 200 W Eletrodo = 50 W
0,08 0,07 0,09 0,09 3,14
Bobina = 200 W Eletrodo = 100 W
- - 0,07 0,05 -
Bobina = 250 W Eletrodo = 0 W
- 0,42 0,32 0,46 -
Bobina = 250 W Eletrodo = 25 W
0,08 0,11 0,14 0,11 4,70
Bobina = 250 W Eletrodo = 50 W
0,04 0,04 0,09 0,09 5,32
Bobina = 250 W Eletrodo = 100 W
0,07 0,04 0,07 0,08 2,70

98
Tabela 4.3: Áreas deconvoluídas referentes as hibridações sp3 e sp2 (CH), obtidas por FTIR para os filmes de DLC, para a pressão de processo de 15 mTorr.
Pressão de Processo de 15
mTorr
3000 cm-
1 CH (sp2)
2970 cm-1 CH3 (sp3)
2920 cm-1 CH2 (sp3)
2850 cm-1 CH2 (sp3)
sp3/sp2
Bobina = 100 W Eletrodo = 0 W
- 0,17 0,26 0,51 -
Bobina = 100 Eletrodo = 25 W
0,11 0,10 0,10 0,26 4,22
Bobina = 100 W Eletrodo = 50 W
0,09 - - 0,28 2,88
Bobina = 100 W Eletrodo = 100 W
0,06 - 0,12 0,10 4,00
Bobina = 150 W Eletrodo = 0 W
- 0,76
0,66 0,34 -
Bobina = 150 W Eletrodo = 25 W
- 0,17 0,15 0,08 -
Bobina = 150 W Eletrodo = 50 W
0,15 - 0,07 0,11 1,22
Bobina = 150 W Eletrodo = 100 W
0,01 0,02 0,04 0,13 14,50
Bobina = 200 W Eletrodo = 0 W
- 0,79 1,38 1,05 -
Bobina = 200 W Eletrodo = 25 W
- 0,27 0,15 0,25 -
Bobina = 200 W Eletrodo = 50 W
- 0,07 0,08 0,11 -
Bobina = 200 W Eletrodo = 100 W
0,01 0,01 0,10 0,07 16,15
Bobina = 250 W Eletrodo = 0 W
- 0,55 1,10 0,51 -
Bobina = 250 W Eletrodo =25 W
- 0,23 0,14 0,20 -
Bobina = 250 W Eletrodo = 50 W
0,07 0,06 0,08 0,11 3,67
Bobina = 250 W Eletrodo = 100 W
0,02 - 0,12 0,10 5,56

99
Observando-se as Tabelas 4.2 e 4.3, nota-se que para muitos processos de
deposição de filmes de DLC utilizando-se plasmas de metano puro, a raia referente à
ligação CH (sp2) não aparece nos espectros FTIR. Desta forma, fica difícil a análise
completa da variação da razão sp3/sp2, pois para o cálculo da razão entre as duas
hibridações considera a soma da área dos picos referentes às hibridações sp3 pela
soma da área dos picos referentes às hibridações sp2. A análise da variação da razão
entre as hibridações sp3 e sp2, em função dos parâmetros de processo, foi realizada
de parcialmente.
Foram realizadas novas deposições dos filmes de DLC utilizando-se plasmas
de metano puro e a análise por espectroscopia FTIR, foi novamente refeita e a
deconvolução dos picos re-calculada. Porém, os resultados parciais da razão sp3/sp2,
persistiram.
Para efeito comparativos, nas Figuras 4.17 e 4.18, são apresentadas a variação
da região do infravermelho de 3100 a 2700 cm-1, obtidas pela análise FTIR dos
filmes de DLC depositados com plasmas de metano puro, em função dos parâmetros
de processo, para as pressões de 5 e 15 mTorr, respectivamente.
250 W, 100 W
250 W, 50 W
250 W, 25 W
250 W, 0 W
200 W, 100 W
200 W, 50 W
200 W, 25 W
200 W, 0 W
150 W, 100 W
150 W, 50 W
150 W, 25 W
150 W, 0 W
100 W, 100 W
100 W, 50 W
100 W, 25 W
100 W, 0 W
Número de Onda (cm-1)
Abs
orbâ
ncia
(u.
a.)
Figura 4.17: Gráfico da região do infravermelho de 3100 a 2700 cm-1, para os espectros FTIR dos filmes de DLC, depositados com plasmas de metano puro, em função dos parâmetros de processo para a pressão de 5 mTorr.

100
250 W, 100 W
250 W, 50 W
250 W, 25 W
250 W, 0 W
200 W, 100 W
200 W, 50 W
200 W, 25 W
200 W, 0 W
150 W, 100 W
150 W, 50 W
150 W, 25 W
150 W, 0 W
100 W, 100 W
100 W, 50 W
100 W, 25 W
100 W, 0 W
Número de Onda (cm-1)
Ab
sorb
ânci
a (u
.a.)
Figura 4.18: Gráfico da região do infravermelho de 3100 a 2700 cm-1, para os espectros FTIR dos filmes de DLC, depositados com plasmas de metano puro, em função dos parâmetros de processo para a pressão de 15 mTorr.
O que pode-se perceber, observando-se as Figuras 4.17 e 4.18, é que em
geral, os filmes depositados com plasma remoto, apresentam maiores intensidades da
área referente a região do infravermelho analisada. Observa-se também que a
intensidade da região aumenta com o aumento da potência aplicada na bobina.
Conforme aplica-se potência no eletrodo, tem-se uma redução na intensidade da
região analisada. Porém essas observações não são conclusivas.
4.3.1.5. Análise dos filmes de DLC por Microscopia de Força Atômica
Apesar da rugosidade não ser um parâmetro conclusivo para o estudo de
materiais dielétricos como o DLC, a rugosidade dos filmes é muito importante no
estudo da aplicação de materiais como camada de passivação. Altos níveis de
rugosidade podem influenciar o funcionamento de um dispositivo, afetando o seu
desempenho. Em materiais utilizados em isolação de portas de dispositivos

101
eletrônicos, a rugosidade pode servir para concentrar cargas, promovendo a ruptura
do dielétrico, ou comprometendo a isolação de campo, alterando localmente a
capacitância da camada de passivação isolação.
O estudo da rugosidade não é uma medida trivial, como o da espessura de um
filme depositado. Após os processos de deposição dos filmes de DLC, foram
realizadas as análises da topografia utilizando a técnica de AFM. Os resultados
obtidos com a análise da rugosidade Rms (rugosidade média quadrática) dos filmes
de DLC, em função dos parâmetros de processo, são apresentados nas Figuras 4.19 e
4.20.
Observando-se as Figuras 4.19 e 4.20, nota-se que em geral, a rugosidade dos
filmes de DLC depositados com pressão de processo de 5 e 15 mTorr, é baixa, tendo
seu valor máximo abaixo de 2 nm. A rugosidade dos filmes de DLC diminui, com o
aumento da potência aplicada a bobina e com o aumento da potência aplicada ao
eletrodo e diminui com a redução da pressão de processo.
A rugosidade dos filmes de DLC depositados somente com plasmas remotos,
é maior que a obtida para os processos de deposição com potência aplicada ao
eletrodo, desta forma, quando é aplicada potência no eletrodo, ocorre o aumento da
densidade do plasma e do ataque iônico. O maior ataque iônico durante o processo de
deposição por plasma gera uma melhor acomodação do filme que está sendo
crescido, reduzindo a sua rugosidade. Esse efeito da melhor acomodação do filme
crescido aumenta proporcionalmente com o aumento da potência aplicada ao
eletrodo e da potência aplicada a bobina, porém o efeito do aumento da potência
aplicada ao eletrodo é mais significativa.
Na Figura 4.21, são apresentadas micrografias obtidas por AFM dos filmes de
DLC depositados com plasma de metano puro, evidenciando os filmes de DLC com
maior e menor rugosidades obtidas. Para melhor visualização dos detalhes das
micrografias, o eixo z está em escala expandida, porém essa condição da escala do
eixo z, não reflete a realizada na rugosidade dos filmes de DLC analisados por AFM.

102
0 20 40 60 80 100
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
Potência na Bobina 5 mTorr, 100 W 15 mTorr, 100 W 5 mTorr, 150 W 15 mTorr, 150 W 5 mTorr, 200 W 15 mTorr, 200 W 5 mTorr, 250 W 15 mTorr, 250 W
Rug
osid
ade
Rm
s (n
m)
Potência no Eletrodo (W)
Figura 4.19: Gráfico da rugosidade dos filmes de DLC depositados com plasmas de CH4 puro, em função dos parâmetros de processo.
20 40 60 80 100
0.10
0.15
0.20
0.25
0.30
0.35
Potência na Bobina 5 mTorr, 100 W 15 mTorr, 100 W 5 mTorr, 150 W 15 mTorr, 150 W 5 mTorr, 200 W 15 mTorr, 200 W 5 mTorr, 250 W 15 mTorr, 250 W
Rug
osid
ade
Rm
s (n
m)
Potência no Eletrodo (W)
Figura 4.20: Gráfico da rugosidade dos filmes de DLC depositados com plasmas de CH4 puro, em função dos parâmetros de processo (com ênfase na faixa de variação de potência aplicada ao eletrodo de 25 a 100 W).

103
(a) (b)
Figura 4.21: Micrografias obtidas por AFM dos filmes de DLC depositados com plasmas de CH4 puro, (a) processo com rugosidade de ∼ 2 nm (15 mTorr, 100 W, 0 W) e (b) processo com rugosidade de ∼ 0,08 nm (5 mTorr, 200 W, 100 W).
Em geral, os filmes de DLC depositados com pressão de processo de 15
mTorr são mais rugosos. Com a análise dos filmes de DLC por AFM, pode-se
comprovar a influência nos parâmetros de deposição também na rugosidade dos
filmes e também verificar que os filmes de DLC depositados no sistema HDPCVD
podem apresentar rugosidades menores que 1 nm, sendo filmes bem lisos (nanolisos),
o que aumenta a gama de aplicações dos filmes de DLC depositados com este
sistema.
4.3.1.6. Medidas Elétricas
Nesta etapa do trabalho foi estudado o efeito da variação dos parâmetros de
processo nas características elétricas dos filmes de DLC depositados no sistema
HDPCVD utilizando-se plasmas de metano puro. Os procedimentos para a
preparação das amostras e a realização das medidas elétricas são descritos no
capítulo 3 (Procedimentos Experimentais). Nas Figuras 4.22, 4.23, 4.24 e 4.25 são
apresentados os gráficos da constante dielétrica e da resistividade dos filmes de DLC,
em função dos parâmetros do processo de deposição.

104
Figura 4.22: Gráfico da constante dielétrica dos filmes de DLC em função dos parâmetros de processo, para a pressão de 5 mTorr.
Figura 4.23: Gráfico da constante dielétrica dos filmes de DLC em função dos parâmetros de processo, para a pressão de 15 mTorr.
0 20 40 60 80 1001
2
3
4
5
6
7
8
9
10
11
Pressão de 5 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Con
stan
te D
ielé
tric
a (k
)
Potência no Eletrodo (W)
0 20 40 60 80 1001
2
3
4
5
6
7
8
9
10
11
Pressão de 15 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Co
nst
ante
Die
létr
ica
(k)
Potência no Eletrodo (W)

105
Figura 4.24: Gráfico da resistividade dos filmes de DLC em função dos parâmetros de processo, para a pressão de 5 mTorr.
Figura 4.25: Gráfico da resistividade dos filmes de DLC em função dos parâmetros de processo, para a pressão de 15 mTorr.
0 20 40 60 80 100
1E10
1E11
1E12
1E13
1E14
Pressão de 5 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Res
isti
vid
ade
(Ohm
.cm
)
Potência no Eletrodo (W)
0 20 40 60 80 100
1E10
1E11
1E12
1E13
1E14
1E15
1E16
Pressão de 15 mTorr Potência na Bobina 100 W 150 W 200 W 250 W
Res
isti
vida
de
(Oh
m.c
m)
Potência no Eletrodo (W)

106
Observando-se as Figuras 4.22, nota-se em geral, para os processos realizados
com pressão de 5 mTorr, a constante dielétrica diminui com o aumento da potência
aplicada na bobina. No geral, conforme aumenta-se a potência aplicada ao eletrodo,
ocorre um aumento da constante dielétrica (principalmente para potências aplicadas
ao eletrodo acima de 50 W). Aumentando-se as potências aplicadas no eletrodo e na
bobina é possível obter filmes de DLC com maior quantidade de hibridações sp3 e
menor constante dielétrica.
Observando-se a Figura 4.23, nota-se que em geral, para os filmes de DLC
depositados com pressão de 15 mTorr, a constante dielétrica diminui com o aumento
das potências aplicadas ao eletrodo e a bobina esse efeito também está relacionado
com o aumento da quantidade de hibridações sp3 nos filmes.
Observando-se as Figuras 4.24 e 4.25, nota-se em geral a que a resistividade diminui
com o aumento das potências aplicadas ao eletrodo e a bobina. A resistividade, assim
como a constante dielétrica dos filmes de DLC são fortemente dependentes da
quantidade de hibridações sp3 nos filmes depositados, pois com altas quantidade de
ligações do carbono referentes às hibridações sp3 têm-se menores resistividades
elétricas. Para aplicações em processos de microeletrônica os melhores resultados
obtidos para os processos com plasmas de metano puro foram: constante dielétrica
de 1,68 e resistividade elétrica de 1,5.1014 Ω.cm.

107
4.3.2. DEPOSIÇÃO DE FILMES DE DLC HIDROGENADOS
4.3.2.1. Taxa de deposição e uniformidade dos filmes de DLC hidrogenados
A concentração de hidrogênio nos filmes de DLC hidrogenados (DLC:H)
depende da técnica e da composição gasosa utilizada no processo de deposição. A
concentração total de hidrogênio determina as propriedades elétricas, ópticas e
estruturais, e portanto, as propriedades físicas dos filmes de DLC:H.
Conforme os procedimentos descritos no capítulo anterior, foram realizados
os processos de deposição dos filmes de DLC:H. Nas Figuras 4.26 e 4.27, são
apresentadas a variação da taxa de deposição dos filmes de DLC:H, em função dos
parâmetros de processo.
0 10 20 30 40 50 60 70 80 903
4
5
6
7
8
9
10
11
12
13
14
15
Processos (5 mTorr) Pot. Bobina Pot. Eletrodo 100 W 100 W 200 W 50 W 250 W 100 W
Tax
a de
Dep
osiç
ão (n
m/m
in)
Porcentagem de H2 (%)
Figura 4.26: Gráfico da taxa de deposição dos filmes de DLC:H, em função dos parâmetros de processo, para a pressão de 5 mTorr.

108
0 10 20 30 40 50 60 70 80 90
10
15
20
25
30
35
40
45
50
55
Processos (15 mTorr) Pot. Bobina Pot. Eletrodo
200 W 0 W 200 W 100 W 250 W 0 W
Taxa
de
Dep
osiç
ão (n
m/m
in)
Porcentagem de H2 (%)
Figura 4.27: Gráfico da taxa de deposição dos filmes de DLC:H, em função dos parâmetros de processo, para a pressão de 15 mTorr.
Observando-se as Figuras 4.26 e 4.27, nota-se que a taxa de deposição dos
filmes de DLC:H diminui com o aumento da concentração de hidrogênio no plasma.
Esse efeito ocorre pois a interação das partículas dentro do plasma nos processos de
deposição, promove simultaneamente o efeito de corrosão dos filmes de DLC:H que
estão sendo crescidos. A distribuição de energia das espécies iônicas no plasma pode
ocasionar vários efeitos que podem contribuir para a redução da taxa de deposição
dos filmes de DLC:H.
O hidrogênio, em processos de deposição química a vapor assistido por
plasma, consome as ligações mais fracas dos filmes de carbono que estão sendo
depositados. Essas ligações mais fracas são referentes às hibridações sp2 dos átomos
de carbono, o que faz com que ocorra nanoestruturação dos filmes de DLC:H, que
estão sendo crescidos. Porém uma alta concentração de hidrogênio no plasma durante
o processo de deposição, além do consumo de ligações de carbono (sp2), consome
outras ligações do carbono nos filmes depositados, aumentando a formação de

109
materiais voláteis no plasma, ocorrendo a corrosão dos filmes que estão sendo
depositados, diminuindo a taxa de deposição.
Um outro efeito que também pode ocorrer, é a corrosão induzida
termicamente, que está associada a liberação de hidrogênio e ao deslocamento de
átomos de hidrogênio, devido ao impacto de íons de hidrogênio. Desta forma, de
acordo com os parâmetros de deposição e da concentração de hidrogênio no plasma,
pode-se gerar íons de hidrogênio com alta energia, que causam o deslocamento de
átomos de carbono, devido a transferência de energia e que também contribuem para
a corrosão dos filmes de DLC:H que estão sendo crescidos, provocando a redução da
taxa de deposição dos filmes. Um outro efeito é a formação de ligações fracas entre o
carbono e o hidrogênio. Essas ligações são fracas e voláteis, promovendo também a
redução na taxa de deposição dos filmes de DLC:H, devido ao aumento da
concentração de hidrogênio no plasma.
Observando-se a Figura 4.26, para os filmes depositados com pressão de 5
mTorr, nota-se que a taxa de deposição aumenta com o aumento das potências
aplicadas ao eletrodo e a bobina. Porém para maiores potências aplicadas e
concentração de hidrogênio acima de 40%, não ocorre a deposição dos filmes de
DLC:H, devido ao efeito de corrosão dos filmes por sputtering, ser mais privilegiado
ou mais acentuado que o processo de deposição. A maior taxa de deposição obtida
para os filmes de DLC:H depositados com pressão de 5 mTorr, foi de 10,5 nm/min
(com 250 W na bobina, 100 W no eletrodo e concentração de hidrogênio no plasma
de 10%).
Observando-se a Figura 4.27, para os filmes depositados com pressão de
processo de 15 mTorr, nota-se que a taxa de deposição dos filmes de DLC:H
aumenta com o aumento da potência aplicada na bobina (para os processos realizados
com plasma remoto). Esse efeito ocorre devido a maior dissociação do gás. Quando
aplica-se potência no eletrodo, tem-se uma redução na taxa de deposição dos filmes,
desta forma, não ocorre a deposição dos filmes de DLC:H para concentrações acima
de 40% de hidrogênio no plasma.
Essa redução da taxa de deposição com o aumento da potência aplicada ao
eletrodo ocorre devido ao aumento do efeito de sputtering, no filme depositado,

110
causando um aumento na quantidade de defeitos na superfície dos filmes depositados
e conseqüentemente a redução na taxa de deposição.
No geral, as taxas de deposição dos filmes de DLC:H com pressão de
processo de 15 mTorr foram maiores, comparando-se com as taxas de deposição
obtidas com pressão de processo de 5 mTorr. A maior taxa de deposição obtida para
os processos realizados com pressão de 15 mTorr, foi de 44 nm/min (com 250 W na
bobina, 0 W no eletrodo e 10% de hidrogênio no plasma), o que corresponde a uma
taxa de deposição máxima quatro vezes maior do que a taxa máxima obtida para os
filmes de DLC:H depositados com pressão de 5 mTorr. Com uma pressão de
processo maior, tem-se uma maior quantidade de gases (metano e hidrogênio) dentro
da câmara de processo e conseqüentemente, uma maior quantidade de radicais que
podem reagir e formar o filme de DLC:H.
A uniformidade obtida para os filmes de DLC:H, foi em geral alta. A
uniformidade aumenta com o aumento das potências aplicadas ao eletrodo e a
bobina. Para maiores valores de potência aplicada, tem-se a maior ionização do gás,
aumentando a densidade do plasma e conseqüentemente aumenta o ataque iônico.
Esse efeito causa um aumento das espécies reativas do plasma, promovendo um
melhor rearranjo das ligações na estrutura dos filmes de DLC:H, originando uma
melhor conformidade e o aumento da uniformidade dos filmes depositados. A
uniformidade também aumenta com o aumento da concentração de hidrogênio no
plasma até a concentração de 40% de hidrogênio. Acima desta concentração, ocorre
uma redução na uniformidade dos filmes de DLC:H obtidos.
Em geral, filmes de DLC:H com altas concentrações de hidrogênio (acima de
50%), apresentam alta dureza e alta densidade. Essas propriedades podem ser
atribuídas a ocorrência de um melhor rearranjo dos átomos durante a deposição,
fazendo com que ocorra um aumento na quantidade de hibridações sp3 dos átomos de
carbono e um melhor arranjo da estrutura. O hidrogênio neste caso, pode reagir com
a superfície dos filmes de DLC:H depositados diminuindo as ligações incompletas
presentes na superfície dos filmes de DLC:H depositados por HDPCVD. Quando a
concentração de hidrogênio aumenta, provoca uma mudança estrutural dos filmes de
DLC:H que estão sendo depositados.

111
Uma concentração de hidrogênio acima de 50% na composição dos filmes de
DLC:H, produz um material com estrutura “tipo polimérica”, que são filmes com
estruturas menos rígidas e menos densas. Os filmes de DLC:H com estruturas do tipo
polimérica podem apresentar maior erosão do filme devido as reações do hidrogênio,
promovendo o aumento da rugosidade dos filmes e conseqüentemente, a redução da
uniformidade dos filmes de DLC:H depositados por HDPCVD.
4.3.2.2. Análise dos filmes de DLC hidrogenados por espectroscopia Raman
Na figura à seguir é apresentado um espectro Raman típico de um filme de
DLC:H e de um filmes de DLC depositado com plasma de metano puro, depositados
no sistema HDPCVD.
800 1000 1200 1400 1600 1800
0
200
400
600
800
1000
1200 DLC:H DLC (puro)
Inte
nsid
ade
(u.a
.)
Número de Onda (cm-1)
Figura 4.28: Espectros Raman característico de um filme de DLC:H e de um filme de DLC depositado com plasma de metano puro, obtidos no sistema HDPCVD.
Observando-se a Figura 4.28, nota-se que a intensidade das bandas D e G nos
espectros dos filmes de DLC:H é maior (pelo menos o dobro) das observadas nos

112
espectros Raman dos filmes de DLC depositados com plasmas de metano puro. Após
a deposição dos filmes e análise dos filmes de DLC:H por espectroscopia Raman, foi
feito o cálculo da razão entre as intensidades das bandas D e G (razão ID/IG), como
descrito no capítulo de Procedimentos Experimentais. Para os processos realizados
com plasma remoto, não se verifica a presença das bandas D e G. Desta forma, não
foi possível o cálculo da razão ID/IG, para essas amostras.
Na Figura 4.29, são apresentados os espectros Raman dos filmes de DLC:H
obtidos com pressão de processo de 15 mTorr e potência aplicada a bobina de 200 W
(remoto) em função da variação da concentração de hidrogênio no plasma. Nota-se
que as bandas D e G referentes às hibridações sp3 e sp2, respectivamente, não
aparecem nos espectros Raman. Isso ocorre devido ao de fluorescência do
hidrogênio contido nos filmes.
1000 1200 1400 1600 1800
0
100
200
300
400
500
600
700
800
5 % de H2
10 % de H2
20 % de H2
40 % de H2
60 % de H2
80 % de H2
Inte
nsid
ade
Número de Onda (cm-1)
Figura 4.29: Espectros Raman dos filmes de DLC:H (evidenciando o efeito de fluorescência do hidrogênio contido nos filmes.
Desta forma, para filmes depositados com grandes concentrações de
hidrogênio, tem-se a emissão do hidrogênio, promovendo as “deformações” nos
espectros Raman. Pode-se então concluir que, filmes de DLC:H depositados com

113
plasmas remotos, apresentam altas concentrações de hidrogênio e desta forma, a alta
emissão promovida pela presença de hidrogênio, leva à deformação bandas D e G
nos espectros Raman, impossibilitando cálculo das intensidades.
Na Figura 4.30 são apresentadas as variações da razão entre as intensidades ID
e IG, correspondentes às hibridações sp3 e sp2, respectivamente, para os filmes de
DLC:H, em função da variação dos parâmetros de processo.
0 20 40 60 800.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
2.6 Processos
5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 100 W
Raz
ão I D
/I G
Porcentagem de H2 (%)
Figura 4.30: Gráfico da razão das intensidades das bandas D e G (ID/IG) nos espectros Raman, em função dos parâmetros de processo.
Observando-se a Figura 4.30, nota-se que em geral a razão ID/IG aumenta com
o aumento das potências aplicadas ao eletrodo a bobina. Para filmes de DLC:H
depositados com menores potências aplicadas ao eletrodo e a bobina, a razão ID/IG
aumenta com o aumento da concentração de hidrogênio no plasma. Para maiores
potências aplicadas, a razão ID/IG, diminui com o aumento da concentração de
hidrogênio no plasma. Esse efeito ocorre devido aos diferentes modos de ionização
que são favorecidos de acordo com o balanço de energia durante o processo de
deposição, provocado pelas potências aplicadas ao eletrodo e a bobina e também pela

114
concentração de hidrogênio no plasma. A maior razão ID/IG obtida para os filmes de
DLC:H foi de 2,6.
Na Figura 4.31 é apresentado o gráfico do deslocamento referente à banda G
em função dos parâmetros de processo.
0 10 20 30 40 50 60 70 80 901535
1540
1545
1550
1555
1560
1565
1570
1575
1580
1585
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 100 W
Po
siçã
o c
entr
al d
a b
and
a G
(cm
-1)
Porcentagem de H2 (%)
Figura 4.31: Gráfico da posição central da banda G em função dos parâmetros de processo, para os filmes de DLC:H.
Observando-se a Figura 4.31, nota-se que o deslocamento da posição central
da banda G é mais afastado de sua posição inicial em 1580 cm-1, quando aumenta-se
a concentração de hidrogênio no plasma e com o aumento da potência aplicada na
bobina. Relacionando esses resultados com os obtidos para a razão ID/IG, observa-se
a razão ID/IG, aumenta ao passo que o deslocamento na posição central da banda G é
maior, para maiores concentrações de hidrogênio no plasma e maiores potências
aplicadas. Indicando filmes de DLC:H com maior porcentagem de hibridações sp3 em
suas estruturas.
Na Figura 4.32, é apresentado o gráfico da tensão mecânica interna em
função dos parâmetros de processo, para os filmes de DLC:H. O cálculo da tensão

115
mecânica interna dos filmes de DLC:H foi realizado como descrito no capítulo de
Resultados e Discussões.
0 10 20 30 40 50 60 70 80 900
2000
4000
6000
8000
10000
12000 Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 100 W
Ten
são
Mec
ânic
a In
tern
a (M
Pa)
Porcentagem de H2 (%)
Figura 4.32: Gráfico da tensão mecânica interna dos filmes de DLC:H.
O cálculo da tensão mecânica interna dos filmes de DLC:H foi feito
utilizando-se a equação: S = (P – 1545,3) / 0,00312. Apesar dessa equação ter sido
determinada para filmes de DLC depositados com plasmas de metano puro, ela pode
ser aplicada para a determinação da tensão mecânica interna de filmes de DLC:H,
por exemplo. O erro associado ao uso dessa equação é inicialmente de 3%.
Observando-se a Figura 4.32, nota-se que em geral, a tensão mecânica interna
dos filmes de DLC:H diminui com o aumento da concentração de hidrogênio no
plasma. Conforme aumenta-se as potências aplicadas no eletrodo na bobina, a tensão
mecânica interna dos filmes aumenta. O hidrogênio pode reagir com a superfície dos
filmes de DLC que estão sendo depositados, reduzindo a quantidade de ligações
incompletas, essas ligações são geralmente ligações de carbono referentes as
hibridações sp2, desta forma, tem-se um aumento na quantidade de ligações
referentes as hibridações sp3 nos filmes, fazendo com que ocorra uma redução na
tensão mecânica interna dos filmes, pois os átomos de carbono têm um melhor
arranjo estrutural. Porém para maiores potências aplicadas, o ataque iônico aumenta e

116
a deposição dos filmes ocorre mais rapidamente, o que aumenta a tensão mecânica
interna dos filmes de DLC:H.
4.3.2.3. Análise dos filmes de DLC hidrogenados por FTIR
Na Figura 4.33 é apresentado um espectro típico de absorção de um filme de
DLC hidrogenado depositado no sistema HDPCVD.
4000 3500 3000 2500 2000 1500 1000 500
0.00
0.01
0.02
0.03
0.04
0.05
CH (sp2)
CH (sp2)
CH3 (sp3)
CH2 (sp3)
C=C (sp2)C-C (sp2/sp3)
C-C (sp3)Ab
sorb
ânci
a (u
.a.)
Número de Onda (cm-1)
Figura 4.33: Espectro típico de absorção de um filme de DLC:H depositado no sistema HDPCVD.
Conforme observado na Figura 4.33, as principais ligações de interesse para a
análise de filmes de DLC:H, analisados por FTIR são as ligações C-H e C-C. Porém
para a determinação da razão sp3/sp2, utiliza-se a região do infravermelho de 3100 a
2700 cm-1 (que é a região referente as ligações C-H). Conforme os procedimentos
mencionados no capítulo anterior, foi feito o cálculo da razão das hibridações sp3/sp2
para os filmes de DLC:H. Nas Figuras 4.34 e 4.35 são apresentadas as razão entre as
hibridações sp3 e sp2 em função dos parâmetros de processo.

117
0 10 20 30 40 50 60 70 80 90
1.0
1.5
2.0
2.5
3.0
3.5
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W
Raz
ão s
p3 /sp2 (
CH
)
Porcentagem de H2 (%)
Figura 4.34: Gráfico da razão entre as hibridações sp3 e sp2 para os filmes de DLC:H, em função dos parâmetros de processo, para a pressão de 5 mTorr.
0 10 20 30 40 50 60 70 80 90
0
1
2
3
4
5
6
7
8
9
10
Processos 15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Raz
ão s
p3 /sp2 (
CH
)
Porcentagem de H2 (%)
Figura 4.35: Gráfico da razão entre as hibridações sp3 e sp2 para os filmes de DLC:H, em função dos parâmetros de processo, para a pressão de 15 mTorr.

118
Observando-se as Figuras 4.34 e 4.35 nota-se que em geral as razões entre as
hibridações sp3 e sp2 são altas. Em geral, a razão sp3/sp2 aumenta com o aumento da
concentração de hidrogênio no plasma e com o aumento das potências aplicadas. A
maior razão sp3/sp2 obtida para os filmes de DLC:H depositados com pressão de 5
mTorr foi de 3,4, já para os filmes depositados com pressão de 15 mTorr a maior
razão sp3/sp2 obtida foi de 7,6.
A razão entre os átomos de carbono nas diferentes coordenadas é fortemente
dependente da quantidade total de hidrogênio contido nos filmes de DLC. Para os
processos realizados com maior pressão tem-se a maior dissociação dos gases no
plasma, desta forma, ocorre o aumento da quantidade de átomos de hidrogênio,
promovendo o aumento da quantidade de hibridações sp3.
4.3.2.4. Análise dos filmes de DLC hidrogenados por AFM
Os resultados obtidos com a análise da rugosidade Rms (rugosidade média
quadrática) dos filmes de DLC:H, em função dos parâmetros de processo, são
apresentados nas Figuras 4.36 e 4.37.
0 5 10 15 20 25 30 35 40 450.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Rug
osid
ade
Rm
s (n
m)
Porcentagem de H2 (%)
Figura 4.36: Gráfico da rugosidade dos filmes de DLC:H, em função dos parâmetros de processo.

119
0 5 10 15 20 25 30 35 40 45
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.20
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Rug
osid
ade
Rm
s (n
m)
Porcentagem de H2 (%)
Figura 4.37: Gráfico da rugosidade dos filmes de DLC:H, em função dos parâmetros de processo (com ênfase na faixa de variação da concentração de hidrogênio de 5% a 40%).
Nas Figuras 4.36 e 4.37, nota-se que a rugosidade dos filmes de DLC:H, são
em geral baixas; a máxima rugosidade obtida foi de 1,5 nm. A rugosidade dos filmes
de DLC:H aumenta com o aumento da concentração de hidrogênio no plasma. A
rugosidade também diminui com o aumento das potências aplicadas e para menor
pressão de processo. Com mo aumento das potências aplicadas, ocorre o aumento da
densidade do plasma e do ataque iônico. O maior ataque iônico durante o processo de
deposição por plasma gera uma melhor acomodação do filme que está sendo
crescido, reduzindo a sua rugosidade. Quando aumenta-se a pressão de processo,
tem-se maior dissociação do gás o que aumenta a quantidade de espécies reativas no
plasma; desta forma, esse efeito pode estar relacionado com a presença de novos
modos de ionização promovidos pelo aumento da pressão de processo e pela potência
aplicada a bobina e ao eletrodo, fazendo com que ocorra o aumento da rugosidade
dos filmes de DLC:H.
Na Figura 4.38, são apresentadas micrografias obtidas por AFM dos filmes de
DLC:H, evidenciando os filmes com maior e menor rugosidades obtidas. Para melhor

120
visualização dos detalhes das micrografias, o eixo z está em escala expandida, porém
essa condição da escala do eixo z, não reflete a realizada na rugosidade dos filmes de
DLC:H analisados por AFM.
Figura 4.38: Micrografias obtidas por AFM dos filmes de DLC:H. (a) processo com rugosidade de ∼ 1,50 nm (15 mTorr, 200 W, 0 W e 10% de hidrogênio) e (b) processo com rugosidade de ∼ 0,07 nm (5 mTorr, 100 W, 100 W e 5% de hidrogênio).
Como pode ser observado na Figura 4.38, os filmes de DLC:H apresentaram
baixos valores de rugosidade, principalmente, quando os filmes foram depositados
com pressão de processo de 5 mTorr e menores valores de potências aplicadas ao
eletrodo e a bobina e menor concentração de hidrogênio no plasma. O que comprova
a possibilidade de aplicação dos filmes de DLC:H em inúmeras áreas devido a sua
baixa rugosidade (nanolisos), principalmente em aplicações elétricas como camada
de passivação e material de porta para a fabricação de dispositivos eletrônicos.
4.3.2.5. Medidas Elétricas dos filmes de DLC hidrogenados
Nas Figuras 4.39 e 4.40, são apresentados os gráficos da constante dielétrica e
da resistividade dos filmes de DLC:H, em função dos parâmetros de processo,
respectivamente.
(a) (b)

121
0 20 40 60 80 1001
2
3
4
5
6
7
8
9
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W
15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Co
nsta
nte
Die
létr
ica
- k
Porcentagem de H2 (%)
Figura 4.39: Gráfico da constante dielétrica dos filmes de DLC:H em função dos parâmetros de processo.
0 10 20 30 40 50 60 70 80 90 100
1E7
1E8
1E9
1E10
1E11
1E12
1E13
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W
15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Res
isti
vida
de
- ρ
(Oh
m.c
m)
Porcentagem de H2 (%)
Figura 4.40: Gráfico da resistividade elétrica dos filmes de DLC:H em função dos parâmetros de processo.

122
A constante dielétrica dos filmes de DLC:H, diminui com o aumento das
potências aplicadas ao eletrodo e a bobina, com menor pressão de processo e com
menor concentração de hidrogênio no plasma. O valor da constante dielétrica dos
filmes de DLC:H variou entre 1,2 e 7,4, evidenciando a influência dos parâmetros
de processos nas características elétricas dos filmes de DLC:H.
Para os filmes de DLC, quanto maior a quantidade de hidrogênio no plasma
durante o processo de deposição dos filmes, maior é a quantidade de hibridações sp3
nos filmes, pois o hidrogênio promove a passivação do filme, consumindo ligações
incompletas durante a formação da estrutura dos filmes de DLC. Desta forma,
quanto maior a concentração de hidrogênio, maior é a concentração de hibridações
sp3 nos filmes de DLC:H e conseqüentemente, menor é a quantidade de concentração
de cargas livres dentro do filme, fazendo com que os filmes de DLC:H apresentem
características semicondutoras, o que ocasiona a redução da constante dielétrica dos
filmes.
Na Figura 4.40 verifica-se que a resistividade elétrica dos filmes de DLC:H,
em geral diminui com o aumento das potências aplicadas e com o aumento da
concentração de hidrogênio no plasma.
Desta forma, pode verificar que a resistividade elétricas dos filmes de
DLC:H, não apresenta uma relação direta com a quantidade de hibridações sp3 nos
filmes de DLC:H pois para filmes com altas concentrações de hibridações sp3 têm-se
altas resistividades elétricas. A resistividade dos filmes de DLC:H variou entre 8.109
e 5.1013 Ω.cm. Nota-se que para filmes de DLC:H, tanto o efeito provocado na
constante dielétrica, quanto na resistividade elétrica dos filmes de DLC
hidrogenados, são devido a mudanças estruturais, que promovem mudanças nas
características elétricas dos filmes de DLC:H.

123
4.3.3. Deposição de filmes de DLC fluorados
4.3.3.1. Taxa de deposição e uniformidade dos filmes de DLC fluorados
Através das ligações do carbono com o hidrogênio, pode-se em termos de
números de componentes que tem sido identificados, fazer uma comparação com o
sistema de ligações carbono-flúor. Os filmes de DLC fluorados (DLC:F) apresentam
um maior número de possíveis ligações do que no caso do sistema carbono-
hidrogênio. As ligações entre o carbono e o flúor são mais fortes do que as ligações
carbono e o hidrogênio. A quantidade e o tipo de hibridação sp desses materiais,
varia de acordo com as interações entre as ligações C-F nos filmes de DLC:F. Nas
Figuras 4.41 e 4.42, são apresentados os gráficos da taxa de deposição em função dos
parâmetros de processo, para as pressões de 5 e 15 mTorr, respectivamente.
0 10 20 30 40 50 60 70 80 900
5
10
15
20
25
30
35
40
45
50
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W
Tax
a de
Dep
osiç
ão (n
m/m
in)
Porcentagem de CF4 (%)
Figura 4.41: Gráfico da taxa de deposição dos filmes de DLC:F, em função dos parâmetros de processo, para a pressão de 5 mTorr.

124
0 10 20 30 40 50 60 70 80 9015
20
25
30
35
40
45
50
55
Processos 15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Taxa
de
Dep
osiç
ão (n
m/m
in)
Porcentagem de CF4 (%)
Figura 4.42: Gráfico da taxa de deposição dos filmes de DLC:F, em função dos parâmetros de processo, para a pressão de 15 mTorr.
Observando-se a Figura 4.41, nota-se que a taxa de deposição aumenta com o
aumento da concentração de CF4 nos filmes de DLC:F. Porém a máxima
concentração de CF4 em que ainda ocorre o processo de deposição dos filmes de
DLC, é 40%, acima desta concentração, tem-se o efeito de corrosão dos filmes de
DLC, pelo flúor. Esse efeito ocorre pois até a concentração de 40% de CF4 no
plasma, tem-se maior concentração de C no plasma proveniente do CH4 e do CF4,
desta forma, os dois gases promovem a deposição dos filmes de DLC. Para
concentrações maiores do que 40%, a quantidade de flúor presente no plasma é maior
o efeito de corrosão dos filmes de DLC:F que estão sendo depositados, chegando a
impedir a deposição dos filmes de DLC:F. A taxa de deposição aumenta com o
aumento das potências aplicadas ao eletrodo e a bobina. Porém para o processo de
deposição com potência aplicada a bobina de 250 W e potência aplicada ao eletrodo
de 100 W, a máxima concentração em que ocorre o processo de deposição dos filmes
de DLC é de 10%. Neste caso, a ionização do plasma promovido pela alta densidade,
devido ao maior ataque iônico em função do maior valor de potência aplicada ao

125
eletrodo e a bobina, fazem com que ocorra a corrosão dos filmes de DLC que estão
sendo depositados para menores concentrações de CF4.
Observando-se a Figura 4.42, para os processos de deposição realizados com
pressão de 15 mTorr, observa-se que para os processos realizados com plasma
remoto, a taxa de deposição aumenta com o aumento da potência aplicada a bobina.
Conforme, aumenta-se a concentração de CF4 no plasma, tem-se um aumento
da taxa de deposição até a concentração de 40%, acima desta concentração, a taxa de
deposição diminui. Para os processos de deposição com potência aplicada ao eletrodo
vê-se que quanto maior a potência aplicada ao eletrodo, menor é a taxa de deposição.
Para esses processos, o aumento da taxa de deposição com o aumento da
concentração de CF4 se dá até 10%, em seguida, tem-se uma diminuição gradual da
taxa de deposição com o aumento da concentração de CF4 no plasma.
A uniformidade dos filmes de DLC:F depositados com pressão de 5 mTorr
variou de 97% até 81% e para os filmes depositados com pressão de 15 mTorr, a
uniformidade variou de 98% até 80%. Em geral, a uniformidade dos filmes de
DLC:F aumenta com o aumento das potências aplicadas. Porém, a uniformidade dos
filmes de DLC:F diminui com o aumento da concentração de CF4 no plasma. Esse
efeito é devido, ao ataque sofrido pelos filmes de DLC pelo flúor, principalmente
para concentrações acima de 10% de CF4 no plasma.
4.3.3.2. Análise dos filmes de DLC fluorados por espectroscopia Raman
Na Figura 4.43 é apresentado um espectro Raman típico de um filme de
DLC:F, destacando as bandas G e D.
Para os processos realizados com plasma remoto não se verificou a presença
das bandas D e G. Desta forma, não foi possível o cálculo da razão ID/IG, para os
filmes depositados nestas condições, devido ao efeito de fluorescência, o que também
ocorreu com os filmes de DLC:H depositados também com processos de plasma
remoto. Na Figura 4.44 são apresentados os espectros Raman dos filmes de DLC:F
obtidos com pressão de processo de 15 mTorr e potência aplicada a bobina de 200 W
(remoto) em função dos parâmetros de processo.

126
1000 1250 1500 1750
0
100
200
300
400
Banda D
Banda G
Inte
nisa
de
(u.a
.)
Número de Onda (cm-1)
Figura 4.43: Espectro Raman característico de um filme de DLC:F.
1000 1500 2000 2500 3000 3500
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
15 mTorr, 200 W, 0 W 5% de CF4
10% de CF4
20% de CF4
40% de CF4
60% de CF4
80% de CF4
Inte
nsid
ade
(u. a
.)
Número de Onda (cm-1)
Figura 4.44: Espectros Raman dos filmes de DLC:F, evidenciando o efeito de fluorescência nos espectros.

127
Observando-se a Figura 4.44, nota-se que as bandas D e G referentes às
hibridações sp3 e sp2, respectivamente, não aparecem nos espectros Raman. Desta
forma, para filmes depositados com grandes concentrações de flúor, tem-se a emissão
do flúor no infravermelho, promovendo as deformações nos espectros Raman
obtidos; pode-se então dizer que, filmes de DLC:F depositados com plasmas
remotos, apresentam altas concentrações de flúor e desta forma, a alta emissão
promovida pela presença de flúor promove a deformação e conseqüentemente a
impossibilidade do cálculo das intensidades das bandas D e G.
Na Figura 4.45 é apresentada a razão entre as intensidades ID e IG,
correspondentes às hibridações sp3 e sp2, respectivamente, para os filmes de DLC:F,
conforme as análises de Espectroscopia Raman, em função dos parâmetros de
processo.
0 5 10 15 20 25 30 35 40 45 501.5
2.0
2.5
3.0
3.5
4.0
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 100 W
Raz
ão I D
/I G
Porcentagem de CF4 (%)
Figura 4.45: Gráfico da razão das intensidades das bandas D e G (ID/IG) nos espectros Raman, em função dos parâmetros de processo.

128
Observando-se a Figura 4.45, verifica-se que a razão ID/IG, em geral, aumenta
com o aumento das potências aplicadas ao eletrodo e a bobina. A máxima razão
ID/IG obtida foi de 3,5. Nota-se também que, até a concentração de 20% de CF4 no
plasma, conforme aumenta-se a concentração de CF4 no plasma, maior é a razão
ID/IG dos filmes de DLC:F. Para concentrações acima de 20% de CF4 no plasma, a
razão ID/IG diminui, pois para grandes concentrações de CF4 no plasma tem-se a
redução da quantidade de átomos de carbono, de modo que os átomos de F
substituem os átomos de C, ocorrendo uma redução na quantidade de ligações CH, o
que gera uma redução na quantidade de hibridações sp3 nos filmes de DLC:F,
reduzindo a razão ID/IG. Na Figura 4.46 é apresentado o gráfico da variação do
deslocamento central da banda G dos filmes de DLC:F em função dos parâmetros de
processo e na Figura 4.47 é apresentado o gráfico da tensão mecânica interna em
função dos parâmetros de processo.
0 5 10 15 20 25 30 35 40 451530
1535
1540
1545
1550
1555
1560
1565
1570 Processos
5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 100 W
Pos
ição
cen
tral
da
ban
da
G (c
m-1)
Porcentagem de CF4 (%)
Figura 4.46: Gráfico do deslocamento da posição central da banda G em função dos parâmetros de processo.

129
Observando-se a Figura 4.46, nota-se que quanto maiores são as potências
aplicadas e a concentração de CF4 no plasma, maior é o deslocamento do centro da
banda G, indicando o aumento da quantidade de ligações de carbono correspondente
às hibridações sp3.
0 5 10 15 20 25 30 35 40 451000
2000
3000
4000
5000
6000
7000
8000
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 100 W
Ten
são
Mec
ânic
a In
tern
a (M
Pa)
Porcentagem de CF4 (%)
Figura 4.47: Gráfico da tensão mecânica interna dos filmes de DLC:F em função dos parâmetros de processo.
Observando-se a Figura 4.47, nota-se que a tensão mecânica interna dos
filmes de DLC:F, diminui com o aumento da concentração de CF4 no plasma, até a
concentração de 20%. Para maiores concentrações, a tensão mecânica interna
aumenta com o aumento da concentração de CF4 no plasma. Em geral, a tensão
mecânica interna dos filmes de DLC:F aumenta com o aumento das potências
aplicadas ao eletrodo e a bobina.
Os filmes de DLC:F, apresentam em geral, altas quantidades de hibridações
sp3 (alta razão ID/IG), porém observando-se o gráfico da Figura 4.47, nota-se que
quanto maior é a razão ID/IG, menor é a tensão mecânica interna dos filmes. Esse
efeito ocorre, pois as ligações C-F, são mais fortes do que as ligações C-H, com isso
tem-se uma melhor acomodação estrutural do filmes de DLC que está sendo

130
crescido e quanto maior as potências aplicadas ao eletrodo e a bobina, tem-se maior
energia dos átomos (maior ataque iônico) promovendo ainda mais essa acomodação
na estrutura dos filmes de DLC:F (diminuindo a tensão mecânica interna).
4.3.3.3. Análise dos filmes de DLC fluorados por FTIR
Na Figura 4.48 é apresentado um espectro de FTIR típico de absorção de um
filme de DLC:F, depositado no sistema HDPCVD e na Figura 4.49 é apresentada o
gráfico da razão entre as hibridações sp3/sp2 dos filmes de DLC:F em função dos
parâmetros de processo.
4000 3500 3000 2500 2000 1500 1000 500
0.000
0.005
0.010
0.015
0.020
0.025
0.030
0.035
0.040
CH3 (sp3)
CH (sp2)
-CF (sp3)
-CF2 (sp3)
CH2 ou CH3 (sp3)
C=OC-O2
CH2 (sp3)
C-H (sp1)
-O-H
Abs
orb
ânci
a (u
.a.)
Número de Onda (cm-1)
Figura 4.48: Espectro típico de absorção de um filme de DLC:F, analisado por FTIR.

131
0 10 20 30 40 50 60 70 80 90 1002
3
4
5
6
7
8
9 Processos
5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W
15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Raz
ão s
p3 /sp
2 (C
H)
Porcentagem de CF4 (%)
Figura 4.49: Gráfico da razão sp3/sp2 para os filmes de DLC:F, em função dos parâmetros de processo.
Observando-se a Figura 4.49, nota-se que a razão sp3/sp2 dos filmes de
DLC:F, são altas e variaram entre 2,20 e 9,10. Observa-se também que as maiores
razões sp3/sp2 são obtidas para os processos realizados com pressão de 15 mTorr e
processos com plasma remoto. Esse efeito ocorre devido ao tipo de ionização
promovido pelos processos de deposição com maior pressão e maior potência na
bobina de modo que, a densidade do plasma gerado nestes processos, promove a
liberação de uma maior quantidade de átomos de flúor e conseqüentemente, tem-se a
geração de estruturas tridimensionais nos filmes de DLC que estão sendo crescidos,
promovendo o aumento da quantidade de hibridações sp3 dos filmes (chegando a um
valor máximo da razão sp3/sp2 para esses filmes de 9,10).
A razão sp3/sp2 também aumenta com o aumento das potências aplicadas ao
eletrodo e a bobina. Para maiores potências aplicadas ao eletrodo e a bobina tem-se o
aumento da ionização do plasma, promovendo o aumento da quantidade de ligações
referentes às hibridações sp3, aumentando a razão sp3/sp2. A razão sp3/sp2 para os
filmes de DLC:F, aumenta com o aumento da concentração de flúor, até a

132
concentração de 40% de CF4 no plasma, para concentrações mais altas ocorre uma
queda no valor da razão entre as duas hibridações.
Em geral, para os processos com potência aplicada ao eletrodo, só foi
possível depositar filmes de DLC:F até a concentração de 40% de CF4 no plasma,
acima desta concentração ocorreu o efeito de corrosão do filme que estava sendo
depositado devido a grande quantidade de átomos de F no plasma. Desta forma, a
influência da quantidade CF4 no plasma para a variação da razão sp3/sp2, ocorre até a
concentração de 40% de CF4 no plasma.
4.3.3.4. Análise dos filmes de DLC fluorados por AFM
Os resultados obtidos com a análise da rugosidade Rms (rugosidade média
quadrática) dos filmes de DLC:F, em função dos parâmetros de processo, são
apresentados nas Figuras 4.50 e 4.51.
0 5 10 15 20 25 30 35 40 45
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Ru
gosi
dade
- R
ms
(nm
)
Porcentagem de CF4 (%)
Figura 4.50: Gráfico da rugosidade dos filmes de DLC:F, em função dos parâmetros de processo.

133
0 5 10 15 20 25 30 35 40 450.000
0.125
0.250
0.375
0.500
0.625
0.750
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Rug
osid
ade
- Rm
s (n
m)
Porcentagem de CF4 (%)
Figura 4.51: Gráfico da rugosidade dos filmes de DLC:F, em função dos parâmetros de processo (com ênfase nos filmes de DLC:F que apresentaram menor rugosidade).
Nas Figuras 4.50 e 4.51, nota-se que a rugosidade dos filmes de DLC:F são
em geral baixas; a máxima rugosidade obtida foi de 2,7 nm. A rugosidade dos filmes
de DLC:F depositados somente com plasmas remotos é maior quando comparada
com a rugosidade dos filmes depositados com potência aplicada ao eletrodo. Em
geral a rugosidade dos filmes diminui com o aumento da concentração de CF4 no
plasma. A rugosidade também diminui com o aumento das potências aplicadas.
Com mo aumento das potências aplicadas, ocorre o aumento da densidade do
plasma e do ataque iônico. O maior ataque iônico durante o processo de deposição
por plasma gera uma melhor acomodação do filme que está sendo crescido,
reduzindo a sua rugosidade. Quando aumenta-se a pressão de processo, tem-se maior
dissociação do gás o que aumenta a quantidade de espécies reativas no plasma; desta
forma, esse efeito pode estar relacionado com a presença de novos modos de
ionização promovidos pelo aumento da pressão de processo e pela potência aplicada
a bobina e ao eletrodo, fazendo com que ocorra o aumento da rugosidade dos filmes
de DLC:F.

134
Na Figura 4.52, são apresentadas micrografias obtidas por AFM dos filmes de
DLC:F, evidenciando os filmes com maior e menor rugosidades obtidas. Para melhor
visualização dos detalhes das micrografias, o eixo z está em escala expandida, porém
essa condição da escala do eixo z, não reflete a realizada na rugosidade dos filmes de
DLC:F analisados por AFM.
Figura 4.52: Micrografias obtidas por AFM dos filmes de DL:F. (a) processo com rugosidade de ∼ 0,70 nm (5 mTorr, 200 W, 50 W e 5% de CF4) e (b) processo com rugosidade de ∼ 0,13 nm (5 mTorr, 100 W, 100 W e 5% de CF4).
Como pode ser observado na Figura 4.52, os filmes de DLC:F apresentaram
baixos valores de rugosidade, principalmente, quando os filmes foram depositados
com pressão de processo de 5 mTorr e menores valores de potências aplicadas ao
eletrodo e a bobina e menor concentração de CF4 no plasma. O que comprova a
possibilidade de aplicação dos filmes de DLC:F em inúmeras áreas devido a sua
baixa rugosidade (nanolisos), principalmente em aplicações elétricas como camada
de passivação e material de porta para a fabricação de dispositivos eletrônicos.
4.3.3.5. Medidas Elétricas dos filmes de DLC fluorados
Nas Figuras 4.53 e 4.54, são apresentados os gráficos da constante dielétrica
(k) e da resistividade (ρ) dos filmes de DLC:F, em função dos parâmetros de
processo.
(a) (b)

135
0 10 20 30 40 50 60 70 80 901
2
3
4
5
6
7
8
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Con
stan
te D
ielé
tric
a -k
Porcentagem de CF4 (%)
Figura 4.53: Gráfico da constante dielétrica dos filmes de DLC:F em função dos parâmetros de processo.
0 10 20 30 40 50 60 70 80 901E7
1E8
1E9
1E10
1E11
1E12
1E13
1E14
1E15
Processos 5 mTorr, 100 W, 100 W 5 mTorr, 200 W, 50 W 5 mTorr, 250 W, 100 W 15 mTorr, 200 W, 0 W 15 mTorr, 200 W, 100 W 15 mTorr, 250 W, 0 W
Res
isti
vid
ade
(O
hm.c
m))
Porcentagem de CF4 (%)
Figura 4.54: Gráfico da resistividade elétrica dos filmes de DLC:F em função dos parâmetros de processo.

136
Observando-se a Figura 4.53, nota-se que a constante dielétrica dos filmes de
DLC:F variou entre 1,6 e 7,5. Para os filmes de DLC:F depositados com pressão de
processo de 5 mTorr, a variação da constante dielétrica dos filmes foi maior se
comparados com os processos com pressão de 15 mTorr, na qual a oscilação dos
pontos é mais tênue. Em geral a constante dielétrica dos filmes de DLC:F diminui
com o aumento da concentração de CF4 no plasma e com o aumento das potências
aplicadas ao eletrodo e a bobina.
Na deposição desses filmes por plasma, os átomos de flúor substituem os
átomos de carbono na formação dos filmes de DLC que estão sendo depositados,
desta forma, tem-se a modificação da quantidade de cargas na estrutura dos filmes
que estão sendo formados. Filmes depositados com maiores potências aplicadas a
bobina e ao eletrodo apresentam maior quantidade de hibridações sp3, desta forma,
esses filmes apresentam propriedades semicondutoras, ocorrendo a redução de cargas
dentro do filme, ocasionando a redução da constante dielétrica dos filmes.
Observando-se a Figura 4.54, nota-se que a resistividade elétrica dos filmes
de DLC:F varia de forma tênue, de acordo com o aumento da concentração de CF4
no plasma. A resistividade elétrica dos filmes de DLC:F variou entre 1,40.1011 e
4,08.1015 Ω.cm. Nota-se que quanto maior é a concentração de CF4 menor é a
resistividade dos filmes de DLC:F. A resistividade dos filmes de DLC:F é menor
para menores valores de pressão de processo e maiores valores de potência aplicada à
bobina. Nota-se que para filmes de DLC:F, tanto o efeito provocado na constante
dielétrica quanto na resistividade elétrica, os átomos de flúor substituem os átomos
de carbono na estrutura dos filmes crescidos, o que promovem a mudança entre a
razão das hibridações sp3/sp2, mudando desta forma, as características elétricas dos
filmes.

137
4.3.4. Deposição de filmes de DLC nitrogenados
4.3.4.1. Taxa de deposição e uniformidade dos filmes de DLC nitrogenados
Para a deposição de filmes de DLC nitrogenados (DLC:N), foram utilizados
apenas processos com plasma remoto. Pois foi verificado que não ocorria a deposição
dos filmes de DLC:N, quando aplicava-se potência no eletrodo. Esse efeito está
relacionado com os modos de ionização que são favorecidos durante o processo de
deposição por plasma. Na Figura 4.55 é apresentado o gráfico da taxa de deposição
dos filmes de DLC:N em função dos parâmetros de processo.
0 20 40 60 800
5
10
15
20
25
30
35
40
45
50
Processos 5 mTorr, 100 W 5 mTorr, 200 W 15 mTorr, 200 W 15 mTorr, 250 W
Taxa
de
Dep
osiç
ão (n
m/m
in)
Porcentagem de N2 (%)
Figura 4.55: Gráfico da taxa de deposição dos filmes de DLC:N, em função dos parâmetros de processo.
Observando-se a Figura 4.55, nota-se que a taxa de deposição diminui com o
aumento da concentração de nitrogênio no plasma. Esse efeito ocorre devido as
mudanças na interação das partículas no plasma durante o processo de deposição,
pois existe a maior captura de elétrons pelos íons de nitrogênio, conforme aumenta-se
a concentração do mesmo no plasma.

138
A distribuição de energia de radicais e de espécies iônicas no plasma pode
ocasionar vários efeitos que podem contribuir para a redução da taxa de deposição
dos filmes, além de mudanças nas características mecânicas, ópticas e elétricas dos
filmes. Nota-se também que, quanto maior a potência aplicada a bobina, maior é a
taxa de deposição dos filmes de DLC:N. Isso ocorre, pois para maiores valores de
potências aplicada a bobina, maior é a ionização no plasma, e conseqüentemente,
aumenta-se a taxa de deposição. Em geral, as taxas de deposição dos filmes de
DLC:N com pressão de processo de 15 mTorr foram maiores, comparando-as com as
taxas de deposição obtidas com pressão de processo de 5 mTorr.
As uniformidades obtidas para os filmes de DLC:N foram altas. Em geral a
uniformidade dos filmes aumenta com o aumento da potência aplicada ao eletrodo.
Para maiores valores de potência aplicada tem-se a maior ionização do gás,
aumentando a densidade do plasma e conseqüentemente, aumentando a densidade
dos filmes depositados. Esse aumento na quantidade de espécies reativas do plasma
gera um melhor rearranjo das ligações na estrutura dos filmes de DLC:N, originando
uma melhor conformidade e o aumento da uniformidade dos filmes depositados.
4.3.4.2. Análise dos filmes de DLC nitrogenados por espectroscopia Raman
Na Figura 4.56, é apresentado um espectro Raman típico de um filme de
DLC:N. Nota-se a presença de vários picos referentes aos diferentes arranjos
estruturais, promovidos por diferentes ligações nos filmes de DLC:N depositados.
Nos filmes de DLC depositados com plasmas de metano puro tem-se somente a
presença das bandas D e G, e a qualidade dos filmes era verificada, inicialmente, pela
razão da intensidade das bandas D (sp3) e G (sp2). Nos filmes de DLC:N não se pode
levar em consideração somente a intensidade das bandas D e G, pois existe a
presença de bandas referentes a presença de ligações de nitreto de carbono, diamante
micro-cristalino e carbono amorfo tetraédrico nitrogenado, sugerindo um filme de
DLC com novas propriedades estruturais devido a presença de um maior número de
diferentes ligações C-N e C-C, promovida pela introdução de nitrogênio no plasma e
pelos parâmetros dos processos de deposição.

139
500 750 1000 1250 1500 1750 2000 2250 2500
0
50
100
150
200
250
300
350
400
ta-C:N (sp3)µ-Diamante
Banda D
Banda G
CN
CN3
CN ou CN2
Inte
nsid
ade
(u.a
.)
Número de Onda (cm-1)
Figura 4.56: Espectro Raman característico de um filme de DLC:N, analisado por espectroscopia Raman.
Observa-se na Figura 4.56, a presença de outros tipos de arranjos estruturais
no filme de DLC:N. Porém como usualmente utiliza-se a intensidade das bandas D e
G para a determinação da razão entre as hibridações sp3 e sp2, foi feita a
deconcolução das duas bandas e foi feito o cálculo da razão ID/IG.
Nas Figuras 4.57 e 4.58, são apresentados os gráficos da razão ID/IG e do
deslocamento da posição central da banda G, respectivamente, em função dos
parâmetros de processo.

140
0 10 20 30 40 50 60 70 80 90
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
Processos 5 mTorr, 100 W 5 mTorr, 200 W 15 mTorr, 200 W 15 mTorr, 250 W
Raz
ão I D
/I G
Porcentagem de N2 (%)
Figura 4.57: Gráfico da razão ID/IG para os filmes de DLC:N, em função dos parâmetros de processo.
0 10 20 30 40 50 60 70 80 90
1510
1520
1530
1540
1550
1560
1570
1580 Processos 5 mTorr, 100 W 5 mTorr, 200 W 15 mTorr, 200 W 15 mTorr, 250 W
Po
siçã
o C
entr
al d
a B
anda
G (
cm-1)
Porcentagem de N2 (%)
Figura 4.58: Gráfico da posição central da banda G para os filmes de DLC:N, em função dos parâmetros de processo.

141
Observando-se a Figura 4.57, nota-se que em geral, a razão ID/IG diminui com
o aumento da concentração de nitrogênio no plasma. A razão ID/IG aumenta com o
aumento da potência aplicada na bobina. A máxima razão ID/IG foi de 1,3. Para altas
concentrações de nitrogênio, ocorre uma redução da intensidade ID/IG, devido a
saturação do plasma com átomos de nitrogênio. A presença de uma grande
quantidade de átomos de nitrogênio no plasma (saturação) gera novos “defeitos” na
estrutura do filme de DLC:N que estão sendo depositados, ou mudam a estruturação
dos filmes, favorecendo outros tipos de ligações.
A presença de outros tipos de ligações ou estruturações nos filmes de DLC:N
geram uma redução na intensidade das bandas D e G, pois ocorre o consumo dos
átomos de carbono e hidrogênio (que são essenciais para a formação dos filmes de
DLC e para a promoção do aumento da concentração de hibridações sp3 nos filmes
depositados) do plasma, devido a presença de átomos de nitrogênio, causando a
redução da razão ID/IG. Desta forma, a deposição de filmes de DLC:N apresenta
mecanismos competitivos para a estruturação dos filmes, devido a presença de
nitrogênio no plasma, fazendo com que ocorra a variação das intensidades das bandas
D e G.
Para maiores valores de potência aplicada a bobina, tem-se o maior ataque
iônico, devido a geração de maior quantidade de espécies reativas no plasma. Desta
forma, os íons de nitrogênio tem maior energia para quebrarem as ligações C-H e
formarem ligações CN, C=N, C≡N ou outros tipos de ligações nos filmes de DLC:N,
fazendo com que ocorra a redução da intensidade da banda D, indicando o aumento
da grafitização dos filmes depositados ou a formação de novas estruturas, devido a
presença do nitrogênio.
Observando-se a Figura 4.58, nota-se que para os processos realizados com
pressão de processo de 5 mTorr, o deslocamento da posição central da banda G, para
os processos realizados com pressão de 5 mTorr, aumenta com o aumento da
concentração de nitrogênio no plasma e com o aumento da potência aplicada na
bobina. Para os processos realizados com pressão de 15 mTorr o deslocamento da
posição central da banda G é maior. Para os processos realizados com pressão de 15
mTorr, o deslocamento da banda G diminui com o aumento da concentração de
nitrogênio e com o aumento da potência aplicada a bobina.

142
O deslocamento do centro da banda G para a esquerda caracteriza um
aumento da quantidade de ligações de carbono, correspondente às hibridações sp3,
caracterizando filmes com propriedades mais próximas do diamante, devido a maior
quantidade de ligações tridimensionais. No caso dos filmes de DLC:N, esse aumento
da quantidade de hibridações sp3, está relacionada não somente com o aumento das
ligações tridimensionais do C-C ou C-H, mas também à presença de novas ligações
devido a presença dos átomos de nitrogênio, como é o caso das ligações do carbono
amorfo tetraédrico nitrogenado, que apresenta altíssima quantidade de hibridações
sp3 e a outros modos de ligações atreladas a esse tipo de hibridação. A variação dos
espectros Raman dos filmes de DLC depende principalmente de quatro fatores:
formação de aglomerados (clustering) da fase sp2, comprimento e ângulo de
desordem da ligação, presença de anéis ou ligações sp2 e a razão sp3/sp2.
Nas Figuras 4.59 e 4.60, são apresentados os gráficos da tensão mecânica
interna em função dos parâmetros de processo, para os filmes de DLC:N.
0 10 20 30 40 50 60 70 80 90-12000
-10000
-8000
-6000
-4000
-2000
0
2000
4000
6000
8000
10000
12000
Processos 5 mTorr, 100 W 5 mTorr, 200 W 15 mTorr, 200 W 15 mTorr, 250 W
Tens
ão M
ecân
ica
Inte
rna
(MP
a)
Porcentagem de N2 (%)
Figura 4.59: Gráfico da tensão mecânica interna dos filmes de DLC:N em função dos parâmetros de processo.

143
0 10 20 30 40 50 60 70 80 900
2500
5000
7500
10000
12500
15000
17500
20000
Processos 5 mTorr, 100 W 5 mTorr, 200 W 15 mTorr, 200 W 15 mTorr, 250 W
Ten
são
Mec
ânic
a In
tern
a (
MP
a)
Porcentagem de N2 (%)
Figura 4.60: Gráfico do módulo da tensão mecânica interna dos filmes de DLC:N em função dos parâmetros de processo. Observando-se as Figuras 4.59 e 4.60, nota-se que em geral, a tensão
mecânica interna aumenta com o aumento da concentração de nitrogênio no plasma.
A tensão mecânica interna é maior para processos realizados com pressão de 15
mTorr. Para os filmes de DLC:N, a tensão mecânica interna, em geral, aumenta com
o aumento da potência aplicada a bobina. Esse efeito é causado pela maior
quantidade de hibridações sp3. Em geral, filmes de DLC com maior quantidade de
hibridações sp3 apresentam maior tensão mecânica interna, pois as ligações
tridimensionais entre as cadeias do carbono com maior quantidade de hibridações
sp3, são ligações fortes e difíceis de serem quebradas, gerando um aumento na tensão
interna dos filmes, o que não ocorre com filmes de carbono com maior quantidade de
hibridações sp2 que apresenta ligações planares entre as cadeias, que são ligações
muito frágeis e fáceis de serem quebradas, reduzindo a tensão mecânica interna dos
filmes de DLC.

144
Apesar de ter sido dado ênfase a análise dos filmes de DLC:N, com relação a
intensidade das bandas D e G e ao deslocamento da posição central da banda G, foi
verificada a existência de outros picos referentes a outros tipos de ligação nos filmes
de DLC:N. Pelas análises de espectroscopia Raman dos filmes de DLC:N foi
comprovada a existência de picos referentes às ligações de nitreto de carbono (que
apresentou três picos característicos: o pico do CN ou CN2 em 2250-2300 cm-1, o
pico referente à ligação CN3 em 1950-2000 cm-1 e o pico do CN em 1850 cm-1), à
presença de ligações de diamante micro-cristalino (com pico característico em 1450-
1480 cm-1) e à ligações referentes à ligações de carbono amorfo tetraédrico
nitrogenado (ta-C:N) que apresenta altíssima concentração de hibridações sp3 (possui
dois picos característicos: o pico em 1050-1100 cm-1 e o pico e 1250 cm-1).
Para facilitar a análise, foi feita a normalização de todos os picos referentes
a essas ligações dividindo-se a intensidade dos picos pela espessura dos filmes
depositados, eliminando desta forma, o de mascaramento da variação da intensidade
dos picos em função da concentração de nitrogênio, pela diferença de espessura dos
filmes. Os resultados obtidos são apresentados nas Figuras 4.61, 4.62, 4.63 e 4.64.
0 10 20 30 40 50 60 70 80 90
0.1
0.2
0.3
0.4
0.5
0.6
0.7
5 mTorr, 100 W CN ou CN2 CN3
CN Micro-diamante
ta-C:N (1250 cm-1)
ta-C:N (1050 cm-1) Banda D Banda G
Inte
nsid
ade
Nor
mal
izad
a (u
.a.)
Porcentagem de N2 (%)
Figura 4.61: Gráfico das intensidades normalizadas dos picos nos espectros Raman para os filmes de DLC:N, em função dos parâmetros de processo.

145
0 10 20 30 40 50 60 70 80 900.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
5 mTorr, 200 W CN ou CN2
CN3
CN micro-diamante
ta-C:N (1250 cm-1)
ta-C:N (1050 cm-1) Banda D Banda G
Inte
nsi
dad
e N
orm
aliz
ada
(u.a
.)
Porcentagem de N2 (%)
Figura 4.62: Gráfico das intensidades normalizadas dos picos nos espectros Raman para os filmes de DLC:N, em função dos parâmetros de processo.
0 10 20 30 40 50 60 70 80 90
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.65
15 mTorr, 200 W CN ou CN2
CN3
CN Micro-diamante
ta-C:N (1250 cm-1)
ta-C:N (1050 cm-1) Banda D Banda G
Inte
nsi
dad
e N
orm
aliz
ada
(u.a
.)
Porcentagem de N2 (%)
Figura 4.63: Gráfico das intensidades normalizadas dos picos nos espectros Raman para os filmes de DLC:N, em função dos parâmetros de processo.

146
0 10 20 30 40 50 60 70 80 90
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
15 mTorr, 250 W CN ou CN2
CN3
CN Micro-diamante
ta-C:N (1250 cm-1)
ta-C:N (1050 cm-1) Banda D Banda G
Inte
nsid
ade
Nor
mal
izad
a (u
.a.)
Porcentagem de N2 (%)
Figura 4.64: Gráfico das intensidades normalizadas dos picos nos espectros Raman para os filmes de DLC:N, em função dos parâmetros de processo.
Observando-se as Figuras 4.61, 4.62, 4.63 e 4.64, nota-se que para cada
condição de processo, os picos seguem a mesma tendência de acordo com o aumento
da concentração de nitrogênio.
Na Figura 4.61, para os processos de deposição com pressão de processo de 5
mTorr e potência aplicada a bobina de 100 W, nota-se que existem dois pontos de
inflexão na variação da intensidade normalizada dos picos analisados segundo a
técnica de espectroscopia Raman para os filmes de DLC:N: 20% e 60% de nitrogênio
no plasma. Para concentrações de nitrogênio no plasma de até 20%, a intensidade dos
picos diminui com o aumento da concentração de nitrogênio. Para concentrações
maiores que 20% de nitrogênio, a intensidade dos picos aumenta com o aumento da
concentração de nitrogênio, esse efeito ocorre até a concentração de 60%, acima
dessa concentração ocorre novamente a redução da intensidade dos picos.
Para concentrações de nitrogênio abaixo de 20% e acima de 80%, tem-se o
favorecimento de determinados tipos de ligações entre o C-C, C-H, C-N e C-H-N,
que favorecem o consumo dos átomos que estão no plasma, causando uma redução

147
na intensidade dos picos analisados. Para baixas concentrações de nitrogênio no
plasma existe a menor possibilidade de formação de ligações que gerem estruturas
CNx e ta-C:N, reduzindo a intensidades dos picos referentes a essas ligações e acima
de 60% de nitrogênio, ocorre uma saturação de átomos de nitrogênio no plasma,
fazendo com que ocorra a redução da quantidade de átomos de carbono, o que
promove a redução da intensidade dos picos referentes as ligações de CNx, ta-C:N e
diamante micro-cristalino, e também a intensidade das bandas D e G.
Na Figura 4.62, para o processo de deposição com pressão de 5 mTorr e
potência aplicada a bobina de 200 W, vê-se que a variação da intensidade dos picos
analisados seguem uma mesma tendência. Para os processos realizados com a maior
potência aplicada a bobina, tem-se o aumento da intensidade dos picos até a
concentração de nitrogênio de 20% e para concentrações maiores que 20%, conforme
aumenta-se a concentração de nitrogênio menor é a intensidade dos picos analisados.
Como a potência aplicada a bobina é maior, diferentes modos de ionização são
gerados, fazendo com que ocorra a mudança nos tipos de ligações químicas e
conseqüentemente, a mudança da intensidade dos picos analisados.
Para os processos com pressão de 5 mTorr e maior potência aplicada a
bobina, no geral a intensidade dos picos é maior comparados com os processo com
menor potência. Além disso, novas ligações são favorecidas, por exemplo: para o
processo de deposição de 5 mTorr e 100 W, os picos referentes às ligações do nitreto
de carbono (picos CN2 e CN3), são os que apresentam maiores intensidades,
indicando a presença de um filme com maior estruturação de filmes de nitreto de
carbono, quando aplica-se maior potência na bobina, o pico CN2 apresenta maior
intensidade, porém o segundo pico que surge com alta intensidade é o pico do
ta-C:N (em 1250 cm-1), mostrando a mudança na estruturação dos filmes pela
mudança da potência aplicada a bobina.
Observando-se as Figuras 4.63 e 4.64, para os processos de deposição com
pressão de processo de 15 mTorr, nota-se que existe uma mesma tendência para a
variação da intensidade dos picos analisados com a variação da concentração de
nitrogênio no plasma: quanto maior a concentração de nitrogênio maior é a
intensidade dos picos analisados. Para os processos realizados com potência aplicada
a bobina de 200 W, as três maiores intensidades são referentes às ligações CN ou
148
CN2, CN3 e CN, ou seja, os modos de estruturação mais favorecidos são os referentes
às ligações de nitreto de carbono. Quando aplica-se maior potência na bobina, nota-
se que os dois modos de estruturação dos filmes que são mais privilegiados são: o
CN ou CN2 e o ta-C:N (em 1250 cm-1).
Pode-se concluir que para maiores valores de potência aplicada a bobina,
ocorre o favorecimento da formação de um filme de DLC:N que apresenta em sua
estrutura, maior quantidade de ligações referentes ao nitreto de carbono e ao carbono
amorfo tetraédrico nitrogenado (que apresenta altíssima concentração de hibridações
sp3), sendo a formação dessas duas estruturas equivalentes. Para menores valores de
potência na bobina, existe a predominância de estruturações do nitreto de carbono.
Para menores valores de pressão as intensidades dos picos analisados são maiores,
devido a maior ionização dos gases durante o processo de deposição por plasma dos
filmes de DLC:N. Observa-se também, que as intensidades dos picos referentes ao
nitreto de carbono, ao carbono amorfo tetraédrico nitrogenado e ao diamante micro-
cristalino, são sempre maiores do que as intensidades referentes às bandas D e G dos
filmes de DLC:N, indicando a formação de um filme de DLC híbrido, ou com uma
estruturação composta por diferentes tipos de ligações e hibridações, o que pode ser
comprovado pelas análises de espectroscopia Raman dos filmes de carbono amorfo
tipo diamante nitrogenados depositados por HDPCVD.
4.3.4.3. Análise dos filmes de DLC nitrogenados por FTIR
Na Figura 4.65, é apresentado um espectro típico de absorção de um filme de
DLC:N depositado no sistema HDPCVD. Conforme observado na Figura 4.65, as
principais ligações de interesse para a análise dos filmes de DLC:N, analisados por
FTIR são: C-H, C-N e a-CN:(H). Na Figura 4.66, é apresentado o gráfico da razão
sp3/sp2 dos filmes de DLC:N em função dos parâmetros de processo.

149
4000 3500 3000 2500 2000 1500 1000 500
0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
CH2 (sp3)
CH3 (sp3)
CH (sp2)
a-CN:(H) (sp3)
C-H2 (sp3)
C-H (sp2)C-N (sp1)
Ab
sorb
ânci
a (
u.a
.)
Número de Onda (cm-1)
Figura 4.65: Espectro típico de absorção de um filme de DLC:N depositado no sistema HDPCVD.
0 10 20 30 40 50 60 70 80 902.50
2.75
3.00
3.25
3.50
3.75
4.00
4.25
4.50
Porcessos 5 mTorr, 100 W 5 mTorr, 200 W 15 mTorr, 200 W 15 mTorr, 250 W
Raz
ão s
p3 /sp2 (
CH
)
Porcentagem de N2 (%)
Figura 4.66: Gráfico da razão sp3/sp2 para dos filmes de DLC:N, em função dos parâmetros de processo.

150
Observando-se a Figura 4.66, nota-se que em geral, quanto maior a potência
aplicada a bobina e menor a pressão de processo, maior é a razão sp3/sp2. Desta
forma, para maiores valores de potência aplicados a bobina, maior é a energia dos
íons dentro do plasma, promovendo a mudança de ligações planares que estão
relacionadas com a quantidade de hibridações sp2 para ligações tridimensionais, que
ocasionam o aumento da quantidade de hibridações sp3 dos filmes de DLC:N. A
razão sp3/sp2 é alta para os filmes de DLC:N, a menor razão obtida é de 2,5. A razão
sp3/sp2 é maior para os filmes depositados com pressão de 5 mTorr. Em geral, a razão
sp3/sp2 diminui com o aumento da concentração de nitrogênio no plasma.
Como observado anteriormente, existem outros picos relacionados com as
hibridações sp3 e sp2 do carbono que foram encontradas nos espectros FTIR dos
filmes de DLC:N depositados no sistema HDPCVD. Desta forma, foram analisados
também nos filmes de DLC:N, os seguintes picos:
• 2350 cm-1, que corresponde à hibridação sp3 da ligação a-CN(H);
• 1000 cm-1, que corresponde à hibridação sp3 da ligação CH2;
• 660 cm-1, que corresponde à hibridação sp2 da ligação C-H;
Na deposição dos filmes de DLC:N, ocorrem mudança nos modos de
ionização que são privilegiados durante o processo de deposição de modo que novos
tipos de ligações C-N e C-H, passam a ser mais importantes para a determinação da
razão entre as hibridações sp3/sp2 dos filmes depositados. Desta forma, foi feita a
deconvolução para a região do infravermelho referentes às ligações C-N e C-H e
determinou-se a razão sp3/sp2, à partir dessas ligações. Os resultados obtidos são
apresentados nas Figuras 4.67, 4.68, 4.69 e 4.70.

151
0 10 20 30 40 50 60 70 80 900
1
2
3
4
5
6
7
8
9
10
11
12
13
14
a-CN:H (sp3)
C-N (sp1)
C-H2 (sp3)
C-H (sp2)
Áre
a do
s P
ico
s (u
.a)
Porcentagem de N2 (%)
Figura 4.67: Gráfico das áreas dos picos nos espectros FTIR, para os filmes de DLC:N, em função dos parâmetros de processo.
0 10 20 30 40 50 60 70 80 900.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
a-CN:H (sp3)
C-N (sp1)
C-H2 (sp3)
C-H (sp2)
Áre
a d
os P
ico
s (u
.a.)
Porcentagem de N2 (%)
Figura 4.68: Gráfico das áreas dos picos nos espectros FTIR, para os filmes de DLC:N, em função dos parâmetros de processo.

152
0 10 20 30 40 50 60 70 80 90
0
1
2
3
4
5
6
7
8
9
10
11
12
13
a-CN:H (sp3)
C-N (sp1)
C-H2 (sp3)
C-H (sp2)
Áre
a d
os
Pic
os (
u.a.
)
Porcentagem de N2 (%)
Figura 4.69: Gráfico das áreas dos picos nos espectros FTIR, para os filmes de DLC:N, em função dos parâmetros de processo.
0 10 20 30 40 50 60 70 80 90
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
a-CN:H (sp3)
C-N (sp1)
C-H2 (sp3)
C-H (sp2)
Áre
a d
os
Pic
os
(u.a
.)
Porcentagem de N2 (%)
Figura 4.70: Gráfico das áreas dos picos nos espectros FTIR, para os filmes de DLC:N, em função dos parâmetros de processo.

153
Observando-se a Figura 4.67, nota-se que para os filmes de DLC:N
depositados com pressão de processo de 5 mTorr e potência aplicada a bobina de 100
W, a área dos picos referentes às ligações C-N e C-H que estão relacionadas às
hibridações sp3, sp2 e sp1, são influenciadas pela concentração de nitrogênio no
plasma e apresentam um valor máximo na área dos picos para todas as ligações para
a concentração de nitrogênio de 20% no plasma. Nota-se também que a ligação CH2
referente a hibridação sp3 não sofre muita influência conforme a variação da
concentração de nitrogênio. Para essas duas ligações tem-se um ponto máximo em
20% de nitrogênio no plasma e posteriormente a variação das áreas dos picos
referentes a essas ligações é praticamente constante.
Porém, nota-se que existem duas ligações concorrentes cujo efeito da
variação da porcentagem de nitrogênio no plasma ocorre de forma oposta. A ligação
a-CN:H que está relacionada com a presença de alta quantidade de hibridações sp3 e
também a presença da formação estrutural de ligações referentes ao carbono amorfo
tetraédrico nitrogenado (ta-C:N), apresenta um aumento na área do seu pico
característico no espectro FTIR com o aumento de nitrogênio até a concentração de
20% de nitrogênio no plasma, após essa concentração, ocorre uma redução na área do
pico característico a essa ligação com o aumento da concentração de nitrogênio no
plasma. Isso significa que, à medida que se aumenta a concentração de nitrogênio,
ocorre uma redução da concentração de hibridações sp3 nos filmes de DLC:N,
aumentando a amorfização dos filmes depositados.
Para a ligação C-H referente à hibridação sp2, nota-se que a área do pico
característico a essa ligação aumenta com o aumento da concentração de nitrogênio
no plasma. Isso comprova o efeito da amorfização dos filmes de DLC:N depositados
com pressão de processo de 5 mTorr e potência aplicada a bobina de 100 W, de que,
para concentrações acima de 20% de nitrogênio no plasma ocorre o aumento da
quantidade de ligações referentes às hibridações sp2, o que ocasiona filmes de DLC
com propriedades mais próximas do grafite, ou o aumento de modos de estruturação
dos filmes de DLC:N que favorecem a formação de um filme com maior grau de
grafitização dos filmes obtidos.
Observando a Figura 4.68, para os processos de deposição com pressão de 5
mTorr e potência aplicada a bobina de 200 W, nota-se que a ligação C-N (sp1) é a

154
que apresenta menor área do pico característico, porém ao contrário do que foi
observado para o processo com menor potência aplicada a bobina, conforme
aumenta-se a concentração de nitrogênio no plasma, tem-se um leve aumento na área
do pico característico a esse ligação.
Observando-se a variação das áreas dos picos referentes à ligação CH2 (sp3),
vê-se que até a concentração de nitrogênio de 40%, conforme aumenta-se a
concentração de nitrogênio, tem-se a redução nas áreas dos picos referentes as essas
ligações, porém para maiores concentrações de nitrogênio, ocorre o aumento da
intensidade dos picos com o aumento da concentração de nitrogênio no plasma.
Porém essa variação na área dos picos referente à ligação sp3, ocorre de maneira
sutil.
Para os processos de deposição com pressão de 5 mTorr e potência aplicada a
bobina de 200 W, tem-se também o efeito competitivo das ligações a-CN:H (sp3) e
C-H (sp2). Até a concentração de 20% de nitrogênio no plasma, tem-se a maior
quantidade de ligações referentes às hibridações sp2 nos filmes de DLC:N
depositados, porém, conforme aumenta-se a concentração de nitrogênio, tem-se a
redução da área do pico referente a ligação C-H (sp2) e tem-se o aumento (sutil) da
área do pico referente a ligação a-CN:H. Entre as concentrações de 20 e 60% de
nitrogênio, tem-se o aumento da quantidade da ligação a-CN:H e a redução da
quantidade de ligação C-H, ou seja, nesta faixa de concentração de nitrogênio,
conforme aumenta-se a quantidade de nitrogênio, maior é a quantidade de ligações
referentes às hibridações sp3. Para a concentração de nitrogênio no plasma de 80%,
esse efeito é contrário, ocorre uma redução da área do pico referente à ligação
a-CN:H e um aumento na área do pico referente a ligação C-H.
Para os processos de deposição com pressão de 5 mTorr, é observado o efeito
competitivo entre as ligações que caracterizam a presença das hibridações sp3 e sp2.
Para processos realizados com potência de 100 W, vê-se claramente que à medida
que aumenta a concentração de nitrogênio no plasma, ocorre a redução das ligações
referentes às hibridações sp3 e o aumento das ligações referentes as hibridações sp2,
mostrando que quanto maior a concentração de nitrogênio no plasma, maior é a
grafitização do filmes de DLC:N depositado.
155
Para os processos de deposição com pressão de 5 mTorr e potência aplicada a
bobina de 200 W, tem-se também o efeito competitivo entre as ligações, porém a
faixa que determina a mudança entre o aumento das hibridações sp3 e sp2 são
diferentes devido a maior ataque iônico no plasma e a maior energia das espécies no
plasma. De modo que para concentrações abaixo de 20% e acima de 60%, tem-se o
aumento da quantidade de ligações referentes às hibridações sp2, que aumentam a
grafitização dos filmes, porém entre as concentrações de 20 e 60%, quanto maior a
concentração de nitrogênio, maior é a quantidade de hibridações sp3 nos filmes,
promovendo filmes de DLC:N com propriedades mais próximas do diamante.
Na Figura 4.69, para o processo de deposição com pressão de 15 mTorr e
potência aplicada a bobina de 200 W, nota-se as áreas dos picos referentes às
ligações carbono-nitrogênio são menores do que as áreas dos picos das ligações
referentes ao carbono–hidrogênio. Isso mostra que para os processos de deposição
com pressão de processo de 15 mTorr, devido a maior dissociação dos gases no
plasma durante os processos de deposição dos filmes de DLC:N. Desta forma, as
ligações C-N (sp1) e a-CN:H (sp3) são as que apresentam menor intensidades. Para
essas duas ligações, conforme aumenta-se a concentração de nitrogênio no plasma,
tem-se um leve aumento das áreas dos picos, até a concentração de 60% de
nitrogênio. Para a concentração de nitrogênio de 80% ocorre uma queda no valor das
áreas dos picos referentes a essas ligações.
Nota-se também, que as ligações que apresentam maiores áreas dos picos são
as ligações CH2 (sp3) e C-H (sp2). Porém as duas ligações apresentam
comportamentos similares conforme a variação da concentração de nitrogênio no
plasma. Até a concentração de 40% de nitrogênio no plasma, conforme aumenta-se a
concentração de nitrogênio no plasma, tem-se um aumento na quantidade das
hibridações sp3 e uma redução na quantidade das hibridações sp2 dos filmes de
DLC:N, dada pela variação das áreas dos picos referentes às ligações CH2 (sp3) e
C-H (sp2). Para maiores concentrações de nitrogênio, a variação entre as ligações
referentes às hibridações sp3 e sp2 apresentam comportamentos similares, tendo um
valor máximo na concentração de 60% de nitrogênio e para a concentração de
nitrogênio de 80%, tem-se uma queda abrupta nas áreas dos picos referentes a essas
hibridações.

156
Observando-se a Figura 4.70, para os processos de deposição com pressão de
15 mTorr e potência aplicada a bobina de 250 W, para maiores valores de potência
tem-se o aumento da energia de ionização das espécies do plasma durante os
processos de deposição e conseqüentemente, tem-se a mudança dos modos de
ionização que são favorecidos, ocasionando mudanças nas áreas dos picos referentes
às ligações C-N e C-H. Para os processos realizados com potência aplicada a
bobina de 250 W, tem-se o aumento das áreas dos picos referentes às ligações C-N,
e novamente o efeito competitivo entre as ligações carbono-nitrogênio e carbono-
hidrogênio.
Com o aumento da concentração de nitrogênio no plasma, tem-se o aumento
das áreas dos picos referentes às ligações C-N (sp1) até a concentração de 60% de
nitrogênio, o mostra também o aumento do consumo de átomos de nitrogênio e de
carbono pelas ligações referentes às hibridações sp1. Para a ligação CH2 (sp3), tem-se
uma redução na área dos picos referentes a essa ligação com o aumento da
concentração de nitrogênio no plasma. Esse efeito foi observado nos processos de
deposição com pressão de processo de 5 mTorr. Porém as maiores áreas dos picos
observados são referentes às ligações a-CN:H (sp3) e C-H (sp2). As duas ligações
apresentam comportamentos similares: ocorre a redução das áreas dos picos
referentes a essas ligações, conforme o aumento da concentração de nitrogênio no
plasma até a concentração de 40%; para concentrações acima de 40%, as áreas
aumentam com o aumento da concentração de nitrogênio no plasma.
Nota-se que para os processos de deposição com pressão de processo de 15
mTorr, outros modos de ionização são privilegiados promovendo a mudança nas
áreas dos picos referentes às ligações C-N e C-H. Para esse processo, as ligações
C-H, em geral apresentaram maiores intensidades do que as ligações C-N,
principalmente para os processos de deposição com potência de 200 W. Para os
processos com potência aplicada a bobina de 250 W, devido ao maior ataque iônico
no plasma, aumenta-se a quantidade de ligações C-N, principalmente as ligações que
caracterizam a presença da forma estrutural do carbono amorfo tetraédrico
nitrogenado (com alta concentração de hibridações sp3). Para esses processos, quanto
maior a concentração de nitrogênio no plasma, em geral, maior é a quantidade de
hibridações sp3 nos filmes de DLC:N.

157
4.3.4.4. Análise dos filmes de DLC nitrogenados por AFM
Os resultados obtidos com a análise da rugosidade Rms (rugosidade média
quadrática) dos filmes de DLC:N em função dos parâmetros de processo, são
apresentados na Figura 4.71.
0 10 20 30 40 50 60 70 80 900.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
5 mTorr, 100 W 5 mTorr, 200 W 15 mTorr, 200 W 15 mTorr, 250 W
Ru
gosi
dad
e R
ms
(nm
)
Porcentagem de N2 (%)
Figura 4.71: Gráfico da rugosidade da topografia dos filmes de DLC:N, em função dos parâmetros de processo.
Observando-se a Figura 4.71, nota-se que a maior rugosidade obtida para os
filmes de DLC:N foi de 2 nm. Os filmes depositados com pressão de processo de 5
mTorr apresentaram menores rugosidades, comparando-se com os processos de
deposição com pressão de 15 mTorr.
Para os processos realizados com pressão de processo de 5 mTorr, nota-se
que a rugosidade dos filmes de DLC:N, diminui com o aumento da concentração de
nitrogênio no plasma e aumenta com o aumento da potência aplicada a bobina. Para
os processo de deposição com pressão de 5 mTorr, quando aumenta-se a quantidade
de nitrogênio no plasma, pelas análises de Raman e FTIR, verifica-se que ocorre uma

158
redução na quantidade de hibridações sp3 nos filmes depositados. Isso faz com que a
acomodação estrutural dos filmes de DLC:N ocorra de forma irregular, promovendo
o aumento da rugosidade dos filmes. Porém, quando aumenta-se a potência aplicada
a bobina para os processos de deposição com pressão de 5 mTorr, tem-se um
aumento do ataque iônico no plasma, promovendo o aumento da quantidade de
hibridações sp3 e conseqüentemente, o aumento da rugosidade dos filmes de DLC:N.
Para os processos de deposição realizados com pressão de processo de 15
mTorr e potência aplicada a bobina de 200 W, tem-se o efeito similar ao que ocorre
com os processos com pressão de 5 mTorr, ou seja, a rugosidade dos filmes diminui
com o aumento da concentração de nitrogênio no plasma. Com uma maior pressão
de processo, tem-se uma maior dissociação do gás o que aumenta a quantidade de
espécies reativas no plasma; desta forma, tem-se também um aumento na
acomodação das formas estruturais dos filmes de DLC:N, diminuindo a rugosidade
dos filmes de DLC com o aumento da concentração de nitrogênio no plasma.
Para os processos realizados com pressão de processo de 15 mTorr e potência
aplicada a bobina de 250 W, tem-se o aumento do ataque iônico do plasma e nota-se
que aparecem alguns pontos de divergência na tendência da rugosidade dos filmes de
DLC:N à medida que se aumenta a concentração de nitrogênio no plasma. Desta
forma, ocorrem algumas oscilações na curva e não ocorre o efeito similar, como nos
demais processos de deposição dos filmes de DLC:N. Até a concentração de
nitrogênio de 40%, conforme aumenta-se a concentração de nitrogênio, tem-se o
aumento da rugosidade dos filmes de DLC:N. Para concentrações acima de 40% de
nitrogênio, conforme aumenta-se a concentração de nitrogênio ocorre uma redução
da rugosidade dos filmes depositados. Esse efeito pode estar relacionado com a
presença de novos modos de ionização promovidos pelo aumento da pressão de
processo e pela potência aplicada a bobina, fazendo com que ocorra essas variações
na rugosidade dos filmes de DLC:N.
Na Figura 4.72, são apresentadas micrografias obtidas por AFM dos filmes de
DLC:N, evidenciando os filmes com maior e menor rugosidades obtidas. Para melhor
visualização dos detalhes das micrografias, o eixo z está em escala expandida, porém
essa condição da escala do eixo z, não reflete a realizada na rugosidade dos filmes de
DLC:N analisados por AFM.
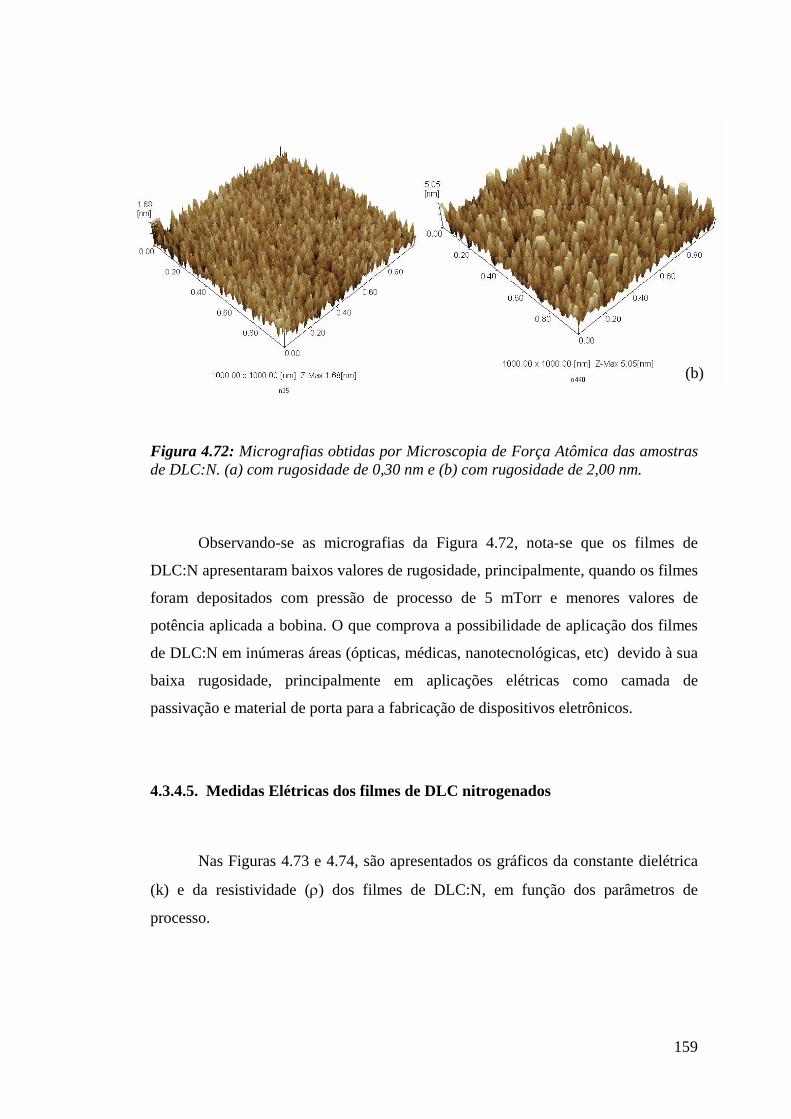
159
Figura 4.72: Micrografias obtidas por Microscopia de Força Atômica das amostras de DLC:N. (a) com rugosidade de 0,30 nm e (b) com rugosidade de 2,00 nm.
Observando-se as micrografias da Figura 4.72, nota-se que os filmes de
DLC:N apresentaram baixos valores de rugosidade, principalmente, quando os filmes
foram depositados com pressão de processo de 5 mTorr e menores valores de
potência aplicada a bobina. O que comprova a possibilidade de aplicação dos filmes
de DLC:N em inúmeras áreas (ópticas, médicas, nanotecnológicas, etc) devido à sua
baixa rugosidade, principalmente em aplicações elétricas como camada de
passivação e material de porta para a fabricação de dispositivos eletrônicos.
4.3.4.5. Medidas Elétricas dos filmes de DLC nitrogenados
Nas Figuras 4.73 e 4.74, são apresentados os gráficos da constante dielétrica
(k) e da resistividade (ρ) dos filmes de DLC:N, em função dos parâmetros de
processo.
(b)
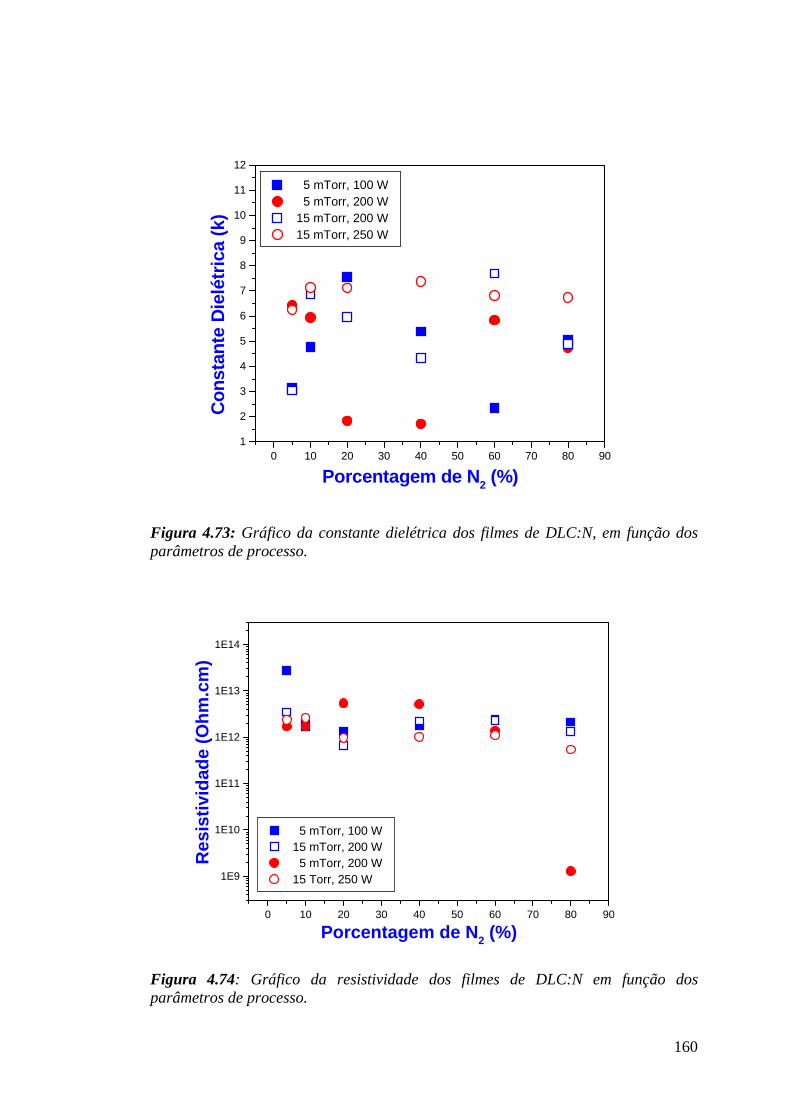
160
0 10 20 30 40 50 60 70 80 901
2
3
4
5
6
7
8
9
10
11
12
5 mTorr, 100 W 5 mTorr, 200 W 15 mTorr, 200 W 15 mTorr, 250 W
Con
stan
te D
ielé
tric
a (k
)
Porcentagem de N2 (%)
Figura 4.73: Gráfico da constante dielétrica dos filmes de DLC:N, em função dos parâmetros de processo.
0 10 20 30 40 50 60 70 80 90
1E9
1E10
1E11
1E12
1E13
1E14
5 mTorr, 100 W 15 mTorr, 200 W 5 mTorr, 200 W 15 Torr, 250 W
Res
isti
vid
ade
(Oh
m.c
m)
Porcentagem de N2 (%)
Figura 4.74: Gráfico da resistividade dos filmes de DLC:N em função dos parâmetros de processo.

161
A constante dielétrica dos filmes de DLC:N variou entre 1,2 e 7,4. Para os
filmes de DLC:N depositados com pressão de processo de 5 mTorr, a oscilação da
variação da constante dielétrica dos filmes foi maior se comparados com os
processos com pressão de 15 mTorr.
Para concentrações acima de 20% de nitrogênio, ocorre a redução do valor da
constante dielétrica dos filmes com o aumento da concentração de nitrogênio no
plasma até a concentração de 60% e para a concentração de 80%, ocorre novamente
um aumento no valor da constante dielétrica dos filmes. Até a concentração de 20%
de nitrogênio no plasma, a constante dielétrica dos filmes de DLC:N aumenta com o
aumento da concentração de nitrogênio, pois a maior quantidade de nitrogênio gera
um maior acúmulo de cargas dentro do filme. Para concentrações de nitrogênio
acima de 20%, outros tipos de estruturas são favorecidas dentro do filme de DLC:N
que está sendo crescido, como é o caso do ta-C:N que apresenta altíssima
concentração de hibridações sp3. A maior quantidade de hibridações sp3, faz com que
ocorra a redução da concentração de cargas dentro do filme que ocasiona a redução
da constante dielétrica dos filmes.
Para os processos realizados com pressão de processo de 5 mTorr e potência
aplicada a bobina de 200 W, nota-se que com a maior potência aplicada a bobina
tem-se maior ataque iônico e desta forma, aumenta-se a quantidade de hibridações
sp3 nos filmes de DLC:N depositados por HDPCVD. Sendo assim, ocorre um efeito
diferente do observado para os processo de deposição com menor potência: quanto
maior a concentração de nitrogênio, menor é a constante dielétricas dos filmes de
DLC:N.
Para os processos de deposição realizados com pressão de 15 mTorr, os
valores das constantes dielétricas obtidos foram maiores. Para o processo realizado
com potência de 200 W, observa-se que até a concentração de 10% de nitrogênio,
conforme aumenta-se a concentração de nitrogênio, maior é a constante dielétrica dos
filmes. Em concentrações acima de 10% de nitrogênio, quanto maior a quantidade de
nitrogênio, menor é a constante dielétrica dos filmes obtidos, indicando a redução do
acúmulo de cargas nos filmes.
Quando aumenta-se a potência aplicada a bobina para 250 W, observa-se
que quanto maior a concentração de nitrogênio no plasma, menor é a constante

162
dielétricas dos filmes de DLC:N. Em geral, o aumento da concentração de nitrogênio
no plasma, diminui a constante dielétrica dos filmes de DLC:N. Nota-se também que
a constante dielétrica dos filmes é menor, quanto menor for a pressão de processo e
maior a potência aplicada a bobina.
Observando-se a Figura 4.74, nota-se que a resistividade dos filmes de
DLC:N varia para todos os processos utilizados, de forma tênue com o aumento da
concentração de nitrogênio no plasma. Quanto maior é a concentração de nitrogênio,
menor é a resistividade dos filmes de DLC:N. A resistividade dos filmes de DLC:N é
menor para menores valores de pressão de processo e maiores valores de potência
aplicada a bobina. A resistividade dos filmes de DLC:N variou entre 1,2.109 e
7,2.1013 Ω.cm. Nota-se que para filmes de DLC:N, tanto o efeito provocado na
constante dielétrica quanto na resistividade aos átomos de nitrogênio são impurezas
substitucionais na estrutura do carbono, que promovem as mudanças entre a razão
das hibridações sp3/sp2, variando as características elétricas dos filmes.

163
5. Aplicações
Devido às características observadas nos filmes de DLC obtidos no sistema
HDPCVD, utilizando-se plasmas de metano puro e metano mais aditivos
(hidrogênio, nitrogênio e flúor), foi possível desenvolver algumas aplicações
tecnológicas para os filmes de DLC depositados durante este trabalho, que são
listadas a seguir.
5.1. Dielétrico de Campo
Os filmes de DLC apresentam características eletrônicas notáveis, que podem variar de um
semicondutor até um isolante. Essa variação nas propriedades eletrônicas dos filmes de DLC ocorre
devido a variação da razão entre as duas hibridações (sp3/sp2), ou seja, na variação das ligações de
carbono referentes as suas formas alotrópicas (diamante/grafite). A variação das propriedades
eletrônicas dos filmes de DLC, também está associada a forma de preparação das amostras e às
técnicas e condições de deposição dos filmes de DLC.
Uma das aplicações para filmes de DLC com baixa constante dielétrica (k) é
como material isolante para interconexões em ULSI (Ultra Large System
Integration). Além disso, os filmes de DLC podem ser utilizados como camada de
isolação de campo entre dispositivos. A faixa de valores da constante dielétrica dos
filmes de DLC varia de acordo com os parâmetros dos processos de deposição e dos
dopantes nos filmes (nitrogênio, flúor e hidrogênio).
Para todos os tipos de filmes depositados neste trabalho, é possível obter
baixas constantes dielétricas (k < 3). Porém os filmes de DLC:N e DLC:F são os que
apresentam as menores constantes dielétricas. A constante dielétrica dos filmes de
DLC:N variou de 1,7 a 1,8 e para os filmes de DLC:F, a constante dielétrica variou
de 1,6 a 2,4.

164
5.2. Material para Dielétrico de Porta
Com o desenvolvimento da microeletrônica houve um aumento do estudo de
novos processos que possibilitassem o aumento da integração dos dispositivos e a
maior reprodutibilidade das estruturas obtidas. O aumento do interesse em sensores e
micromáquinas gerou a necessidade de se desenvolver novos materiais ou novas
técnicas de deposição de materiais já conhecidos, que respeitassem as necessidades
dos dispositivos, o que significa altas taxas de deposição e/ou baixas temperatura de
processamento.
Para o desenvolvimento de novos dispositivos, devido a necessidade de
evolução dos mesmos, foi necessário aumentar a capacitância do dielétrico de porta,
que tradicionalmente era o óxido de silício (SiO2) que apresenta um constante
dielétrica (k) de 3,80. Para aumentar a velocidade dos dispositivos que utilizavam
SiO2 como material de porta, que suportassem a velocidade de integração dos
dispositivos exigidas pelo avanço tecnológico, foi necessário chegar a ponto de
utilizar películas de 2 nm de espessura de SiO2.
Uma alternativa para essas películas tão finas era conseguir materiais com
maior constante dielétrica, o que foi possível utilizando-se outros materiais, como,
por exemplo, filmes de DLC (que é uma excelente alternativa). Neste trabalho, foram
obtidos filmes de DLC com k > 7 (alto k). Os filmes de DLC:N foram os que
apresentaram maior constante dielétrica, chegando a um valor máximo de 7,7, em
seguida foram os filmes de DLC:F, onde a máxima constante dielétrica foi de 7,4.
5.3. Material para Cobertura
Os filmes de DLC apresentam excelentes características físico-químicas. A
alta dureza e a resistência química dos filmes de DLC promovem o interesse desses
filmes para utilizações como camadas de revestimentos, para aumentar a resistência
de materiais (metálicos, plásticos, materiais empregados em óptica, em componentes
eletrônicos, etc.).

165
Utilizando-se os filmes de DLC é possível obter camadas de filmes protetores
com uma espessura menor que 50 nm, com alta eficiência, como por exemplo as
utilizadas em mídias magnéticas. A utilização de camadas finas de filmes de DLC,
reduzem o aumento da tensão total em camadas de filmes sobrepostas. Além da
dureza e resistência química, os filmes de DLC possuem baixo coeficiente de atrito
(entre 0,01 e 0,28), baixa rugosidade, alta uniformidade de deposição, alta
transparência óptica sobre uma larga faixa espectral e alta resistividade elétrica, além
de apresentarem propriedades eletrônicas semelhantes às do diamante.
Neste trabalho, foi possível obter filmes de DLC com baixa tensão mecânica
interna (0,5 GPa), alta resistividade elétrica (4,1.1015 Ω.cm), além de apresentarem
baixa rugosidade (menor que 1,5 nm), excelente uniformidade (maior que 95%) e
conformidade.
Na Figura 5.1, é apresentada uma micrografia obtidas pela análise de
microscopia eletrônica de varredura, na qual pode-se evidenciadar a boa cobertura de
degrau e conformidade do filme depositado.
Figura 5.1: Micrografia obtida por Microscopia Eletrônica de Varredura de um filme de DLC depositado sobre uma estrutura gerada em silício.
Espessura do Filme de DLC

166
5.4. Fabricação de Micro-engrenagens
Os filmes de DLC depositados neste trabalho foram utilizados para a
fabricação de micromáquinas (MEMS – Micro Electro Mechanical Systems). A
principal aplicação para os filmes de DLC em MEMS são em microcanais para
dispositivos em microfluídrica, micromáquinas mecânicas, dispositivos micro-
ópticos e atuadores mecânicos. Os filmes de DLC utilizados para a fabricação de
MEMS foram obtidos utilizando-se plasmas de metano puro.
Os filmes de DLC foram depositados sobre substratos de silício, que antes
foram submetidos a uma etapa completa de limpeza química (Piranha e RCA). O
processo de deposição utilizado para a obtenção dos filmes de DLC foi: 15 mTorr de
pressão de processo, potência aplicada à bobina de 100 W (remoto). Após os
processos de deposição dos filmes de DLC sobre as lâminas de silício, foi feita a
deposição de fotorresiste (PMMA – PoliMetacrilato de Metila), utilizando-se a
técnica de spin coating. A transferência dos padrões para os filmes de DLC foi feita
utilizando-se litografia por feixe de elétrons e a definição é feita por corrosão por
plasma, utilizando o sistema RIE (RIE-Reactive Ion Etching), usando plasma de
oxigênio. Na Figura 5.2, é apresentada uma micrografia de um micro-canal feito em
DLC com altura de 8 µm e 25 µm de largura e nas Figuras 5.3, 5.4, 5.5 e 5.6 são
apresentadas as micrografias das engrenagens obtidas com filmes de DLC.
Figura 5.2: Micrografia de um micro-canal em DLC.

167
Figura 5.3: Micrografia de micro-engrenagens obtidas em DLC com altura de 8 µm e diâmetro de 160 µm (comparadas com o diâmetro de um fio de cabelo humano).
Figura 5.4: Micro-engrenagem obtida em DLC com altura de 8 µm e diâmetro de
160 µm.

168
Figura 5.5: Dente de uma micro-engrenagem obtida em DLC com altura de 8 µm e
diâmetro de 160 µm.
Figura 5.6: Micro-engrenagem obtida em DLC com altura de 8 µm e diâmetro de 80 µm.
169
Como observado nas Figuras anteriores, é possível a obtenção de estruturas
que podem ser utilizadas na fabricação de micromáquinas e micro-canais, utilizando-
se litografia por feixe de elétrons e revelação seca (por plasma), com excelente
definição das estruturas geradas.
5.5. ESTRUTURAS PARA MICRO-ÓPTICAS
Com os filmes de DLC depositados neste trabalho, foi possível fabricar
elementos ópticos difrativos (Diffractive Optical Elements - DOE's) e microlentes,
que são aplicadas em diversos campos da indústria: visão artificial, filtros
holográficos, interconectores ópticos, para correção de aberrações cromáticas de
sistemas ópticos, etc. Neste trabalho foi feita a utilização de filmes de DLC sobre
moldes de silício para a obtenção dos elementos difrativos. A principal vantagem dos
filmes de DLC é a baixa temperatura de deposição, a baixa rugosidade e sua faixa de
transmitância (400 nm a 1 µm).
A baixa temperatura de deposição dos filmes de DLC permite sua deposição
em diversos tipos de materiais, que podem ser utilizados como molde, como por
exemplo: polímeros, vidros e metais. A vantagem de se utilizar moldes de silício são
o baixo custo das lâminas de silício e o grau de polimento da superfície das lâminas.
Os moldes de silício foram fabricados usando corrosão química úmida ou corrosão
por plasma, associada a processos de litografia óptica ou por feixe de elétrons.
Os filmes de DLC são obtidos utilizando-se plasma de metano puro sobre
lâminas de silício submetidas a etapas de limpeza química (Piranha e RCA). Foram
utilizados três métodos diferentes de preparação dos moldes:
• Corrosão úmida isotrópica para a geração de lentes esféricas e
parabólicas: usando uma solução de uma parte de ácido fluorídrico
para nove partes de ácido nítrico.
• Corrosão úmida anisotrópica para a geração de estruturas em forma de
trapézio: usando uma solução de TMAH (2,5% em peso a 80 oC).
• Corrosão seca semi-isotrópica para a fabricação de lentes parabólicas
e esféricas: obtidas utilizando-se plasma de SF6.

170
A rugosidade final dos filmes de DLC depositados sobre os moldes, depende
do processo de fabricação do molde. As lâminas de silício quando não são
submetidas a processos de corrosão, apresentam rugosidades extremamente baixas (<
1 nm). Para processos nos quais os moldes são obtidos com corrosão úmida
anisotrópica, a rugosidade da lâmina de silício é < 3 nm, para os processos de
corrosão úmida isotrópica a rugosidade é de aproximadamente 10 nm e para os
processos de corrosão por plasma a rugosidade dos filmes são < 20 nm.
Nas Figuras 5.7, 5.8 e 5.9, são apresentados os moldes de silício e os
elementos ópticos difrativos feitos em DLC depositadas sobre os moldes de silício.
Figura 5.7: Molde em silício preparado por corrosão úmida isotrópica e filme de DLC depositado sobre molde em silício preparado por corrosão úmida isotrópica, para a obtenção de estruturas parabólicas.

171
Figura 5.8: Molde de silício preparado com corrosão úmida anisotrópica e filme de DLC depositado sobre molde em silício preparado por corrosão úmida anisotrópica, para a obtenção de estruturas em forma de trapézio.
Figura 5.9: Molde em silício obtido por corrosão por plasma e filme de DLC depositado sobre molde em silício semi-isotrópico preparado por plasma.
Como pode ser observado pelas figuras anteriores, a estrutura dos filmes de
DLC depositados depende fortemente das características do molde de silício: filmes
de DLC depositados sobre moldes de silício que apresentam baixa rugosidade são
homogêneos e também apresentam baixa rugosidade.
Se a superfície dos moldes são rugosas, a deposição dos filmes de DLC
resulta em filmes granulares com uma superfície rugosa, o que pode promover
defeitos no filme. Porém, a cobertura de degrau é sempre boa. Desta forma, pode-se
comprovar a possibilidade de fabricação de micro-elementos ópticos difrativos sobre
moldes de silício, com filmes de DLC obtidos por no sistema HDPCVD.

172
6. CONCLUSÕES
Como mencionado anteriormente, a meta principal deste trabalho era a
caracterização do sistema de deposição HDPCVD e o desenvolvimento e aplicação
de processos com plasma de alata densidade para a obtenção de filmes de DLC. Para
isso foram, estabelecidos os seguintes objetivos:
1) Aplicação de um sistema de deposição química com plasma de alta densidade
(HDPCVD), para deposição de filmes dielétricos (em especial filmes de
DLC), para aplicação em microeletrônica, fabricação de micromáquinas e
sensores;
2) Caracterização do sistema de deposição HDPCVD, para a obtenção de filmes
de DLC utilizando plasmas de alta densidade;
3) Estudo experimental comparativo e pré-análise do processo de deposição de
filmes de DLC;
4) Desenvolvimento de processos de deposição de filmes de DLC utilizando o
sistema de deposição química a vapor com plasma de alta densidade e
caracterização dos filmes obtidos;
5) Estudo e caracterização dos filmes de DLC dopados, utilizando como aditivos
o hidrogênio, o nitrogênio e o tetrafluoreto de carbono (CF4).
Com um teste inicial, foi possível comprovar a viabilidade do sistema de
deposição HDPCVD para a deposição de filmes de DLC e definir as duas melhores
pressões de processo que foram utilizadas no decorrer do trabalho: 5 mTorr (para a
obtenção de filmes de DLC com maior uniformidade) e 15 mTorr (para a obtenção
de processos com maior taxa de deposição dos filmes).

173
Para efeito comparativo foi feita a análise de espectrofotometria de emissão
no sistema de deposição HDPCVD e no sistema RIE, observando-se a raia 777,5
nm, referente ao oxigênio, que era o gás comum aos dois equipamentos, para a
comprovação da maior densidade dos plasmas obtidos para o sistema HPDCVD.
Observou-se que a densidade dos plasmas obtidos para o sistema HDPCVD era pelo
menos três vezes maior, principalmente quando aplicava-se maiores potências no
eletrodo, do que as obtidas no sistema RIE. Observou-se também a densidade do
plasma obtido para processos remotos no sistema HDPCVD, eram equivalentes as
obtidas no sistema RIE. Desta forma, pode-se comprovar a maior eficiência do
sistema de deposição HDPCVD, devido ao uso de duas potências aplicadas (eletrodo
e bobina) para a geração do plasma nos processos de deposição dos filmes de DLC.
Foram realizadas as deposições de filmes de DLC, DLC:H, DLC:F e DLC:N
e foram estudadas as seguintes características dos filmes em função dos parâmetros
de processo: taxa de deposição, uniformidade, rugosidade, tensão mecânica interna,
razão ID/IG, razão sp3/sp2, constante dielétrica e resistividade elétrica. Os parâmetros
variados foram: pressão de processo, potência no eletrodo, potência na bobina e
concentração do aditivo no plasma.
Em geral para todos os processos realizados neste trabalho, quanto maior a
potência aplicada ao eletrodo e a bobina e menor pressão de processo, tem-se uma
maior quantidade de hibridações sp3. Para essas condições, a taxa de deposição, a
uniformidade e a resistividade elétrica dos filmes de DLC aumentam, ao passo que a
tensão mecânica interna, a rugosidade e a constante dielétrica diminuem. Isso mostra
a influência dos parâmetros de processo nas propriedades físicas e elétricas dos
filmes de DLC depositados no sistema HDPCVD.
Em geral, com o aumento da concentração de aditivo no plasma (hidrogênio,
flúor e nitrogênio), tem-se o aumento da quantidade de hibridações sp3 e também a
presença de diferentes tipos de ligações (sp3) na estrutura dos filmes de DLC. Para os
filmes de DLC:F, tem-se a presença de ligações CF e CF2, relacionadas a maior
174
quantidade de hibridações sp3 nos filmes e para os filmes de DLC:N, tem-se o
aparecimento de nitreto de carbono (CNx), carbono tetraédrico nitrogenado (ta-C:N)
que apresenta altíssima concentração de hibridações sp3 e o diamante micro-
cristalino.
Com a análise dos filmes de DLC depositados com plasma de metano puro,
através das técnicas de medidas de tensão mecânica interna, por espalhamento de luz
(laser) e pela técnica de espectroscopia Raman, pode-se estabelecer uma relação
linear entre a tensão mecânica interna dos filmes com o deslocamento da posição
central da banda G obtida nos espectros Raman. Com essa relação direta, pode-se
determinar uma equação, que foi utilizada para a determinação da tensão mecânica
interna dos filmes de DLC:H, DLC:F e DLC:N. A equação obtida foi:
onde S é a tensão mecânica interna e P é a posição central da banda G obtida nos
espectros Raman dos filmes de DLC. Essa equação apresenta um erro de ∼ 3%.
De acordo com as características obtidas nos filmes de DLC depositados
neste trabalho com a variação dos parâmetros de processo, foi possível utilizar os
filmes de DLC, como dielétrico de campo, por apresentarem baixa constante
dielétrica (chegando a 1,40), como material para dielétrico de porta, para filmes que
apresentaram alta constante dielétrica (chegando a 7,70), como material para
cobertura, devido a sua alta uniformidade (> 98%), excelente conformidade mesmo
para camadas espessas, o que lhe concede a possibilidade de aplicação também na
fabricação de micro-engrenagens (que podem ser utilizadas para a fabricação de
micro-máquinas (MEMS)) e na fabricação de estruturas para micro-óptica,
mostrando a eficiência e versatilidade desses filmes para diferentes aplicações e
diferentes áreas, para esses filmes depositados no sistema de deposição química a
vapor com plasma de alta densidade. O que demonstra que os objetivos inicialmente
propostos, foram alcançados.
S = (P – 1545,3) / 0,00312

175
7. Trabalhos Futuros
Como trabalhos futuros, podemos propor:
• A aplicação de filmes de carbono tipo diamante em dispositivos eletrônicos.
Apesar dos filmes obtidos neste trabalho, apresentarem excelentes
características elétricas, não foi construído efetivamente um dispositivo em
que pudesse ser comprovada a eficiência desses filmes (como por exemplo
ISFETs).
• Outra possibilidade é a aplicação desses filmes na fabricação de dispositivos
ópticos. Para essa etapa, seria interessante a utilização de medidas ópticas
mais eficientes para uma caracterização óptica mais abrangente. De modo que
fosse possível determinar o índice de refração e as propriedades eletro-ópticas
e posteriormente, fosse construído um dispositivo óptico utilizando filmes de
DLC.
• Fazer a melhor caracterização dos plasmas obtidos com o sistema HDPCVD,
de modo que fosse possível a comparação, através de medidas de
espectrofotometria de emissão e outros tipos de análise, da densidade do
plasma com outros sistemas (PECVD, ECR, etc).
• Estudo da incorporação de outros tipos de aditivos nos filmes de DLC,
melhorando ainda mais as suas propriedades. Poderia-se utilizar boro, silício,
fósforo, além de metais, que podem aumentar a gama de aplicação destes
filmes (como por exemplo à utilização de filmes de DLC dopados com
tungstênio e/ou titânio para a aplicação de implantes ortopédicos).
• Estudar a possibilidade de deposição de filmes de DLC a partir de outras
fontes de hidrocarbonetos, como por exemplo, o acetileno (H2C2).

176
• Estudo das características mecânicas dos filmes de DLC. seria interessante a
medida de dureza, atrito e aderência desses filmes.
• Estudo dos mecanismos de deposição dos filmes de DLC. Esse estudo seria
muito interessante para a melhor determinação de como os parâmetros de
processo influenciam na estruturação dos filmes de DLC (de forma mais
abrangente).
• Além do desenvolvimento de micro-máquinas em filmes de DLC e também o
estudo da estruturação dos filmes de DLC sobre diferentes topografias de
superfície.

177
8. Referências Bibliográficas [1] CHAPMAN, B.; “Glow discharge processes sputtering and plasma etching”, John Willey & Sons, 1990. [2] SAWIN, H.N.; “A review of plasma processing fundamentals”, Solid StateTechnology, vol. 28, no. 4, pp. 211-216, 1985. [3] MORGAN, R.A.; “Plasma etching in semiconductor fabrication”. Elsevier, 1985. [4] POPOV, O. A.; “High density Plasmas sources – design, pysics and performance”, Noyes publications, 1995. [5] MASSI, M; OCAMPO, J. M. J.; MACIEL, H. S.; MANSANO, R. D.; GRIGOROV, K; SANTOS, L. V.; “Plasma Etching of DLC films for microfluidic channels”, Microelectronics Journal, vol. 34, pp. 635-638, 2003. [6] D’AGOSTINO; “Plasma deposition, treatment and etching of polymers”, Academic Press, 1990. [7] MOUSINHO, A. P.; MANSANO, R. D.; ARRUDA, A. C. S.; “Generation and characterization of polymeric tridimentional microestructures for micromachine application”, Technical paper of Society of Manufacturing Enginners, 2003, ref. PE03-132. [8] MOUSINHO, A. P.; MANSANO, R. D.; MASSI, M.; JARAMILLO, J. M.; “Micromachine fabrication using diamond-like carbon films”, Journal of Diamond and Related Materials, vol. 12, pp. 1041-1044, 2003. [9] MOUSINHO, A. P.; MANSANO, R. D.; ARRUDA, A. C. S.; “Generation and characterization of polymeric tridimentional microestructures for micromachine application”, Microelectronics Journal, vol. 34/5-8, pp. 651 – 653, 2003. [10] CIRINO, G. A.; MOUSINHO, A. P; MANSANO, R. D.; VERDONCK, P; NETO, L. G.; SEABRA, A. C.; “Fabrication of microlenses with a novolak-type polymer”, Mol. Cryst. Liq. Cryst. Journal, vol. 374, pp. 153 - 158, 2002. [11] MOUSINHO, A. P.; MANSANO, R. D.; SEABRA, A. C.; “Development of sub-half micrometric structures with high aspect ratio using a multi-layer litography e-beam process and plasma dry etching”, Mol. Cryst. Liq. Cryst. Journal, vol. 374, pp. 167 - 172, 2002. [12] LIEBERMAN, M. A.; LICHTENBERG, A. J.; “Principles of plasma discharges and materials processing”, John Willey & Sons, 1994.

178
[13] SINGER, P.; “The future of dielectric CVD: high-density plasmas?”, Semiconductor International, vol. 20, no. 8, pp. 126-134, 1997. [14] MOUSINHO, A. P.; MANSANO, R. D.; MASSI, M.; ZAMBOM, L. S.; “High density plasma chemical vapor deposition of diamond like carbon films”, Microelectronics Journal vol. 34/5, n.8, pp. 627 – 629, 2003. [15] ZAMBOM, L. S.; MANSANO, R. D.; FURLAN, F; “Deposition of silicon nitride films by LPCVD assisted by high density plasma”, Thin Solid Films, vol. 343-344, pp. 299 –301, 1999. [16] ROTH, J. R.; “Industrial plasma engineering – Principles”, Institute of Physics Publishing, 1995. [17] MANSANO, R. D.; “Effects of methane content on the characteristics of diamond like carbon films produced by sputtering”. Thin Solid Films, vol. 373, pp. 243-246, 2000. [18] JARAMILLO, J. M.; MANSANO, R. D.; “Amorphous hidrogenated carbon films: a new possibility in constructing of sensors”, Ibersensor, pp. 46-49, 2000. [19] JARAMILLO, J. M.; MANSANO, R. D. et. al.; “Wet etching of hydrogenated amorphous carbon films”, 11th Europen conference on Diamond-like Materials, Carbon Nanotubes, Nitrides, and Silicon Carbide, pp. 5515, 2000. [20] MOUSINHO, A. P.; MANSANO, R. D.; VERDONCK, P; “Diamond-like Carbon Microoptics Elements”, European Vacuum Congress 2003, Berlim, Alemanha, junho 2003. [21] CASTRO, G. C.; “Química Moderna”, Editora Scipione, 2001. [22] FELTRE, R.; “Fundamentos da Química”, Editora Moderna, pp. 22-46, 1999. [23] MASSI, M.; “Deposição e corrosão de filmes de carbono tipo diamante através de técnicas assistidas por plasma”, Tese de Doutorado do Departamento de Engenharia Elétrica da USP, pp. 7-10, 1999. [24] PIERSON, H. O.; “Handbook of Carbon, Graphite, Diamond and Fullerenes, Properties, Processing and Applications”, Noyes Publication, 1993. [25] RUSSEL, J. B.; “Química Geral”, MacGraw-Hill, 1982. [26] PEIXOTO, E. M. A; “www. foco.lcc.ufmg.br/ ensino/ qnesc/ pdf/ n05/ elemento.pdf”; Química Nova na Escola (Elemento Químico, n05), maio, 1997. [27] DAVIS, R. F.; “Diamond films and coatings”, Noyes Publications, 1993.

179
[28] SHI, H; “Graphite structure and lithium intercalations”, Journal of Power Sources, vol. 68, pp. 291-295, 1997. [29] TAGAKI, Y; “Electronic structure and surface localized state of hyper-graphite network”, Synthetic Metals, vol. 103, pp. 257-275, 1999. [30] TIAZIANI, V; “Sem medo do motorzinho”, www. cvd-diamante.com.br, Revista Fapesp, 78, agosto, 2002. [31] YING, X.; XU, X; “CVD diamond thin film for IR optics and x-ray optics”, Thin Solid Films, vol. 368, pp. 297-299, 2000. [32] BURNS, R. C.; “Growth of high purity large synthetic diamond crystals”, Diamond and Related Materials, vol. 8, pp. 1433-1437, 1999. [33] YOSHIKAWA, H; MOREL, C.; KOGA, Y.; “Synthesis of nanocrystalline diamaond films using microwave plasma CVD”, Diamond and Related Materials, vol. 10, pp. 1588-1591, 2001. [34] REGEL, L. L.; WILCOX, W. R.; “Diamond film deposition by chemical vapor transport”, Pergamon Acta, vol. 48, no. 2-3, pp. 129-144, 2001. [35] ZHONG, G. F. Z.; FAZHENG, S.; WEIZHONG, T.; FANXIU, L.; “Preparation of high quality transparent chemical vapor deposition diamond films by a DC arc plasma jet method”, Diamond and Related Materials, vol. 9, pp. 1678-1681, 2000. [36] OLEINIK, I. I.; PETTIFOR, D. G.; SUTTON, A. P.; BUTLER, J. E.; “Theorical study of chemical reactions on CVD diamond surfaces”, Diamond and Related Materials, vol. 9, pp. 241-245, 2000. [37] MITURA, S. W.; MITURA, A.; NIEDZIELSKI, P.; COUVRART, P.; “Nanocrystalline diamond coatings”, Pergamon, Chaos Solutions & Fractals, vol. 10, no. 12, pp. 2165-2176, 1999. [38] LEE, S. T.; LIN, Z.; JIANG, X.; “CVD diamond films: nucleation and growth”, Materials Science and Engineering, vol. 25, pp. 123-154, 1999. [39] SAKAMOTO, Y.; TAKAYA, M.; SUGIMURA, H.; TAKAI, O.; NAKAGIRI, N.; “Fabrication of a micro-patterned diamond film by site-selective plasma chemical vapor deposition”, Thin Solid Films, vol. 334, pp. 161-164, 1998. [40] HIRABAYASHI, K.; HIROSE, Y.; “Synthesis and growth mechanism of flattened diamond crystals by chemical vapor deposition”, Diamond and Related Materials, vol. 5, pp. 48-52, 1996.

180
[41] DAVISSON, J.; KANG, W.; HOLMES, K.; WISITSORA-AT, A.; TAYLOR, P.; PULUGURTA, V.; VENKATASUBRAMANIAN, R.; WELLS, F.; “CVD diamond for components and emitters”, Diamond and Related Materials, vol. 10, pp. 1736-1742, 2001. [42] SHOW, Y.; MATSUKAWA, T.; ITO, M.; IWASE, M.; IZUMI, T.; “The electron emissions from nitrogen doped diamond film (effects of defects)”, Thin Solid Films, vol. 377-378, pp. 214-216, 2000. [43] ITO, T.; NISHIMURA, M.; WANG, C.; “Highly efficient electron emitting diode fabricated with single-crystalline diamond”, Diamond and Related Materials, vol. 9, pp. 1561-1568, 2000. [44] MAKI, T.; KAWAMURA, H.; KATO, S.; LIU, J. P.; KOBAYASHI, T.; “Electronic properties of diamond thin film for planar diamond electron emitted applications”, Applied Surface Science, vol. 159-160, pp. 583-587, 2000. [45] KITATANI, K.; UMEZAWA, K.; TSUGAWA, K.; UEYAMA, K.; ISHIKURA, T.; YAMASHITA, S.; KAWARADA, H.; “MOSFETs on polished surfaces of polycrystalline diamond”, Diamond and Related Materials, vol. 8, pp. 1831-1833, 1999. [46] BAIK, E. S.; JEON, D. R.; BAIK, Y. L.; “Fabrication and emission properties of diode ans triode-type diamond field emitter array based on the transfer mold technique”, Diamond and Related Materials, vol. 8, pp. 89-93, 1999. [47] DAVIDSON, J. L.; KANG, W. P.; GURBUZ, Y.; HOLMES, K. C.; DAVIS, L. G.; WISITSORA-AT, A.; KERNS, D. V.; EIDSON, R. L.; “Diamond as an active sensor material”, Diamond and Related Materials, vol. 8, pp. 1741-1747, 1999. [48] FU, A. Y.; YAN, B.; LOH, N. L.; SUN, C. Q.; HING, P.; “Characterization and tribological evaluation of MW-PACVD diamond coatings deposited on pure titanium”, Materials Science & Engineering, vol. A284, pp. 38-48, 2000. [49] RAMESHAM, R.; “Fabrication of diamond microstructures for microelectromechanical systems (MEMS) by a surface micromachining process”, Thin Solid Films, vol. 340, pp. 1-6, 1999. [50] BLANK, B.; POPOV, M.; PIVOVAROV, G.; LVOVA, N.; TERENTEV, S.; “Mechanical properties of different types of diamond”, Diamond and Related Materials, vol. 8, pp. 1531-1535, 1999. [51] HUU, T. L.; SCHMITT, M.; PAULMIER, D.; MAMALIS, A. G.; GRABCHENKO, A.; “Tribological properties os smooth diamond coatings for cutting tools”, Wear, vol. 225, pp. 843-847, 1999. [52] TORRENS, F.; “Table of periodic properties of fullerenes based on structural parameters”, J. Chem. Inf. Comput. Sci, vol. 44, pp.60-67, 2004.

181
[53] NAKAMURA, E.; ISOBE, H.; “Functiolalized fullerenes in water; the first 10 year of their chemistry, biology and nanoscience”, Accounts of Chemical Research, vol. 36, no. 11, 2003. [54] LÓPEZ-URIAS, F.; TERRONES, M.; TERRONES, H.; “Electronic properties of giant fullerenes and complex graphitic nanostructures with novel morphologies”, Chemical Physics Letters, vol. 381, pp. 683-690, 2003. [55] NARITA, I.; OKU, T.; “Molecular dynamics calculation of H2 gas storage in C60 and B36N36 clusters”, Diamond and Related Materials, vol. 11, pp. 945-948, 2002. [56] TALYZIN, A. V.; DUBROVINSKY, L. S.; ODEN, M.; JANSSON, U.; “Superhard and superelastic films of polymeric C60”, Diamond and Related Materials, vol. 10, pp. 2044-2048, 2001. [57] ERA, A. I. M.; “Quantum physics-waves, particles and fullerenes”, Nature, vol. 401, pp. 651-656, 1999. [58] RICHARD, E. S.; “Novel Lecture: Discovering the fullerenes”, Review of Modern Physics, vol. 69, pp. 723-726, 1997. [59] CURL, R. F.; “Nobel lecture: Dawn of the fullerenes experimente and conjecture”, Review of Modern Physics, vol. 69, pp. 703-706, 1997. [60] HADDON, R. C.; “Fullerenes from the outside”, Nature, vol. 367, pp. 214-217, 1994. [61] TAYLOR, R.; “The Chemistry of fullerenes”, Nature, vol. 318, pp. 685-693, 1993. [62] KROTO, H. W.; “C60 Bucksmensterfullerene”, Nature, vol. 318, pp. 162-165, 1985. [63] PRASSIDES, K.; “Isolation structure and electronic calculations of the heterofullerene salt”, Science, vol. 271, pp. 1833-1835, 1996. [64] OH, D. H.; “Orientation ordering of solid C70”, Physics Review Letters, vol. 4, pp. 4230-4233, 1995. [65] WOLK, J. A.; “Pressured induced structural metastability in crystalline C60”, Physics Review Letters, vol. 74, pp. 3483-3486, 1995. [66] MARGULIS, L.; “Nested fullerenes-like structures”, Nature, vol. 365, pp. 113-114, 1993. [67] site: www. Terravista.pt/ nazare/ 1077/ aplicações.htm/fulerenos.

182
[68] SJOSTROM, H.; “Superhard and elastic carbon nitride thin film having fullerenes-like microstructures”, Physics Review Letter, vol. 75, pp. 1336-1339, 1995. [69] WYPYCH, F.; “Dissulfeto de molibdênio, um material multifuncional e surpreendente”, Química Nova, vol. 25, pp. 83-88, 2002. [70] SCHINAZI, R.; “Antimicrobial agents and chemolherapy”, Nature, vol. 37, pp. 1707-1710, 1993. [71] YUKUI, L.; CHANGEHUM, Z.; XINGHUI, L.; “Field emission displays with carbon nanotubes cathode: prepared by a screen-printing process”, Diamond and Related Materials, vol. 11, pp. 1845-1847, 2002. [72] LEE, N. S.; CHUNG, D. S.; HAN, I. T.; KANG, J. H.; “Application of carbon nanotubes to field emission displays”, Diamond and Related Materials, vol. 10, pp. 265-270, 2001. [73] MOYAN, R. E.; WALTSEV, V.; NERUSHEV, O.; YAO, Y.; “High growth rates and wall decoration of carbon nanotubes grown by plasma-enhanced chemical vapor deposition”, Chemical Physics Letters, vol. 383, pp. 385-399, 2004. [74] WONG, T. S.; WANG, C. T.; CHEN, K. H.; CHEN. L. C.; MA, K. J.; “Carbon nanotube growth by rapid thermal processing”, Diamond and Related Materials, vol. 10, pp. 1810-1813, 2001. [75] BOLSHAKOV, A. P.; UGLOV, S. A.; SAVELIEV, A. V.; KONOV, V. I.; “A novel CW laser-powder method of carbon single-wall nanotubes production”, Diamond and Related Materials, vol. 11, pp. 927-930, 2002. [76] BRIOUDE, A.; VICENT, P.; JOURNET, C.; PLENET, J. C.; PURCELL, S. T.; “Synthesis of sheathed carbon nanotubes tips by sol-gel technique”, Applied Surface Science, vol. 221, pp. 4-9, 2004. [77] DRESSELHAUS, M. S.; “Science of fullerenes and carbon nanotubes”, Academic Press, 1996. [78] DRESSELHAUS, M. S.; “Physics properties of carbon nanotubes”, Academic Press, 1999. [79] AGO, H.; QI, J.; TSUKAGOSHI, K.; MURATO, K.; “Catalytic growth of carbon nanotubes and their patterning based on ink-jet and lithographic techniques”, Journal of Electroanalytical Chemistry, vol. 00, pp. 1-6, 2003. [80] ZHANG, W. D.; THONG, J. T. L.; TJIU, W. C.; GAN, L. M.; “Fabrication of vertically aligned carbon nanotubes patterns by chemical vapor deposition for field emitters”, Diamond and Related Materials, vol. 11, pp. 1638-1642, 2002.

183
[81] KIM, U.; PCIONEK, R.; ASLAM, D. M.; TOMANEK, D.; “Synthesis of high-density carbon nanotube films by microwave plasma chemical vapor deposition”, Diamond and Related Materials, vol. 10, pp. 1947-1951, 2001. [82] WOO, Y. S.; JEON, D. Y.; HAN, I. T.; LEE, N. S.; JUNG, mJ. E.; KIM, J. M.; “In situ diagnosis of chemical species for the growth of carbon nanotubes in microwave plasma-enhanced chemical vapor deposition”, Diamond and Related Materials, vol. 11, pp. 59-66, 2002. [83] WILSON, J. I. B.; SCHEERBAUM, N.; KARIM, S.; POLWART, N.; JOHN, P.; FAN, Y.; FITZGERALD, A. G.; “Low temperature plasma chemical vapor deposition of carbon nanotubes”, Diamond and Related Materials, vol. 11, pp. 918-921, 2002. [84] ZHU, S.; SU, C. H.; LEHOCZKY, S. L.; MUNTELE, I.; ILA, D.; “Carbon nanotubes growth on carbon fibers”, Diamond and Related Materials, vol. 12, pp. 1825-1828, 2003. [85] YU, W.; ZHANG, J.; LIU, X.; XI, W.; “Spinose carbon nanotubes grown on graphitised DLC film by low frequency r.f. plasma-enhanced chemical vapor deposition”, Diamond and Related Materials, vol. 12, pp. 2203-2207, 2003. [86] HAN, S. S.; LEE, K. S.; LEE, H. M.; “Nucleation mechanism of carbon nanotube”, Chemical Physics Letters, vol. 383, pp. 321-325, 2004. [87] PFEIFFER, R.; KUZMANY, H.; PLANK, W.; PICHLER, T.; KATAURA, H.; ACHIBA, Y.; “Spectroscopy analysis of single-wall carbon nanotubes and carbon nanotubes peadpods”, Diamond and Related Materials, vol. 11, pp. 957-960, 2002. [88] TANG, Z. K.; WANG, N.; ZHANG, X. X.; WANG, J. N.; CHAN, C. T.; SHENG, P.; “Novel properties of 0.4 nm single-walled carbon nanotubes templated in the channels of AIPO4-5 single crystals”, New Journal of Physics, vol. 5, pp. 146.1-146.29, 2003. [89] KATO, T.; JEONG, G. H.; HIRATA, T.; HATAKEUAMA, R.; TOHJI, K.; MOTOMIYA, K.; “Single-walled carbon nanotubes produced by plasma-enhanced chemical vapor deposition”, Chemical Physics Letters, vol. 381, pp. 422-426, 2003. [90] KUMAR, M. S.; KIM, T. H.; LEE, S. H.; SONG, S. M.; YANG, J. W.; NAHM, K. S.; SUH, E. K.; “Influence of electric field type on the assembly of single walled carbon nanotubes”, Chemical Physics Letters, vol. 383, pp. 235-239, 2004. [91] BALL, P.; “Squezing diamond from fullerenes”, Nature, vol. 355, pp. 205-208, 1992. [92] SUN, L. F.; “Materials creating the narrowest carbon nanotubes”, Nature, vol. 403, pp. 384-386, 2000.

184
[93] SERVICE, R. F.; “Raising a glass to neath and nanotubes”, Science, vol. 285, pp. 2053-5026, 1999. [94] EUEN, M. C.; “Nanotechnology carbon-based electronics”, Nature, vol. 393, pp. 15-18, 1998. [95] BALL, P.; “Materials Science: The perfect nanotube”, Nature, vol. 382, pp. 207-208, 1996. [96] KUKOVECZ, A.; SMOLIK, M.; BAKOVA, S. N.; KATAURA, H.; ACHIBA, Y.; KUZMANY, H.; “Diamater dependence of the fine structure of the Raman G-band of single wall, carbon nanotubes revealed by a Kohonen self-organizing map”, Chemical Physics Letters, vol. 381, pp. 434-440, 2003. [97] GIRAUDET, J.; DUBOIS, M.; CLAVES, D.; PINHEIRO, J. P.; SCHOULER, M. C.; GADELLE, P.; HAMWI, A.; “Modifying the electronic properties of multi-wall carbon nanotubes via charge transfer by chemical doping with some inorganic fluorides”, Chemical Physics Letters, vol. 381, pp. 306-314, 2003. [98] JONGE, N.; LAMY, Y.; KAISER, M.; “Controlled mounting of individual multiwalled carbon nanotubes on support tips”, Nano Letters, vol. 3, no. 12, 2003. [99] BIRÓ, L. P.; HORVATH, Z. E.; MARK, G. I.; OSVATH, Z.; KOOS, A. A.; BENITO, A. M.; MASER, W.; LAMBIN, P. H.; “Carbon nanotube Y junctions: growth and properties”, Diamond and Related Materials, 2003, “Article in Press. [100] LI, J.; LEI, W.; ZHANG, X.; ZHOU, WANG, Q.; ZHANG, Y.; WANG, B.; “Field emission characteristics of screen-printed carbon nanotube cathode”, Applied Surface Science, vol. 220, pp. 96-104, 2003. [101] LEE, I. Y.; ZHOU, X.; WANG, Q.; ZHANG, Y.; WANG, B.; “Nanosignal Processing: Stochactic resonance in carbon naotubes that subthreshold signals”, Nano Letters, vol. 3, no. 12, pp. 1683-1686, 2003. [102] KIM, S. H.; PARK, J. C.; KIM, B.; LEE, S. K.; KIM, D. U.; KIM, Y. H.; “Self-assembled interconnection by bamboo-like carbon nanotubes”, Materials Science & Engineering C, vol. 24, pp. 297-300, 2004. [103] LAU, K. K. S.; BICO, J.; TEO, K. B. K.; CHHOWALLA, M.; AMARATUNGA, G. A. J.; MILNE, W. I.; McKINLEY, G. H.; GLEASON, K. K.; “Superhydrophobic carbon nanotube forest”, Nano Letters, vol. 3, no. 12, pp. 1701-1705, 2003. [104] BARISCI, J. N.; WALLACE, G. G.; MACFARLANE, D. R.; BAUGHMAN, R. H.; “Investigation of ionic liquids as electrolutes for carbon nanotube electrodes”, Electrochemistry Communications, vol. 6, pp. 22-27, 2004.

185
[105] KRESTININ, A. V.; RAESKII, A. V.; KISELEV, N. A.; ZVEREVA, G. I.; ZHIGALINA, O. N.; KOLESOVA, O. I.; “Optical activity effect in crystalline structures of purified single-wall carbon nanotubes”, Chemical Physics Letters, vol. 381, pp. 529-534, 2003. [106] “Sensors for inorganics vapor detection based on carbon nanotubes and poly (o-anisidine) nanocomposite materials”, Chemical Physics Letters, vol. 383, pp. 617-622, 2004. [107] LIFSHITZ, Y.; “Diamond-like carbon present status”, Diamond and Related Materials, vol. 8, pp. 1659-1676, 1999. [108] GRILL, A.; “Diamond-like carbon: state of the art”, Diamond and Related Materials, vol. 8, pp. 428-434, 1999. [109] LETTINGTON, A. H.; “Applications of diamond-like carbon thin films”, Carbon, vol. 5-6, no. 36, pp. 555-560, 1998. [110] MANSANO, R. D.; “Estudo e desenvolvimento de processos de deposição por plasma de filmes de carbono amorfo hidrogenados (diamond-like carbon)”, Tese apresentada para a obtenção do título de Livre Docente junto ao Departamento de Sistemas Eletrônicos da Escola Politécnica da Universidade de São Paulo, 2002. [111] CLAUSING, R. I. E.; “Diamond and diamond-like films and coating”, New York Prenum Press, vol. 266. [112] ROBERTSON, J.; “Diamond-like amorphous carbon”, Materials Science and Engineering, Reports: A Review Journal, vol. R37, pp. 129-281, 2002. [113] INAGO, M.; “Carbon: materials structure, texture and intercalation”, Solid State Ionics, vol. 86-88, pp. 833-839, 1996. [114] MARSH, H.; “Sciences of carbon materials”, Carbon, vol. 39, pp. 957-960, 2001. [115] TZENG, S. S.; “Mechanical behavior of two-dimensional carbon/carbon composities with interfacial carbon layers”, Carbon, vol. 37, pp. 2011-2019, 1999. [116] CHOI, S. S.; KIM, D. W.; JOE, J. W.; MOON, J. H.; PARH, K. C.; JANG, J.; “Deposition of diamaond-like carbon films by plasma enhanced chemical vapor deposition”, Materials Science and Engineering, vol. B46, pp. 133-136, 1997. [117] SUN, Z.; SHI, X.; TAY, B. K.; FLYNN, D.; WANG, X.; ZHENG, Z.; SUN, Y.; “Morphological features of diamond films grown on diamond-like carbon films synthesized from polymer by chemical vapor deposition”, Journal of Crystal Growth, vol. 173, pp. 402-407, 1997.
186
[118] SUN, Z.; SHI, X.; LIU, E.; “High rate deposition of diamond-like carbon films by magnetically enhanced plasma CVD”, Thin Solid Films, vol. 355-356, pp. 145-150, 1999. [119] VENCAMMEM, K.; HAEFKE, H.; GERBIG, Y.; PFLUGER, P.; MENEVE, J.; “A comparative study of state-of-the-art diamond-like carbon films”, Surface and Coatings Technology, vol. 133-134, pp. 466-472, 2000. [120] SANCHEZ-LOPEZ, J. C.; DONNET, C.; FONTAINE, M.; BELIN, M.; GRILL, A.; PATEL, V.; JAHNES, C.; “Diamond-like carbon prepared by high density plasma”, Diamond and Related Materials, vol. 9, pp. 638-642, 2000. [121] KUMAR, S.; RAUTHAN, C. M. S.; DIXIT, P. N.; SRIVATSA, K. M. K.; KHAN, M. Y.; BHATTACHARYYA, R.; “Versatile microwave PECVD technique for deposition of DLC and ther ordered carbon nanostructures”, Vacuum, vol. 63, pp. 433-439, 2001. [122] FEDOSENKO, G.; SCHWABEDISSEN, A.; ENGEMANN, J.; BRACA, E.; VALENTINI, L.; KENNY, J. M.; “Pulsed PECVD deposition of diamond-like carbon films”, Diamond and Related Materials, vol. 11, pp. 1047-1052, 2002. [123] BAN, M.; RYOJI, M.; HASEGAWA, T.; MORI, Y.; FUJIII, S.; FUGIOKA, J.; “Diamond-like carbon films deposited by electron beam excited plasma chemical vapor deposition”, Diamond and Related Materials, vol. 11, pp. 1353-1359, 2002. [124] WEBB, R. P.; JIMENEZ-RODRIGUEZ, J. J.; KERFORD, M.; SILVA, S. R. P.; “The formation of diamond-like carbon films due to molecular impacts on graphite”, Diamond and Related Materials, vol. 7, pp. 1163-1166, 1998. [125] KORMNINOU, P.; NOUET, G.; PATSALAS, P.; KEHAGIAS, T.; GIOTI, M.; LOGOTHETIDIS, S.; KARAKOSTAS, T.; “Crystalline structures of carbon complexes in amorphous carbon films”, Diamond and Related Materials, vol. 9, pp. 703-706, 2000. [126] KULIKOVSKY, V.; BOHAC, P.; FRANC, F.; DEI NEKA, A.; VORLICEK, V.; JASTRABIK, L.; “Hardness, intrinsic stress, and structure of the a-C and a-C:H films prepared by magnetron sputtering”, Diamond Related Materials, vol. 10, pp. 1076-1081, 2001. [127] WALTER, K. C.; KUNG, H.; LEVINE, T.; TESMER, J.T.; KODALI, P.; “Characterization and performance of diamond-like carbon films synthesized by plasma and ion-beam-based technique”, Surface & Coatings Technology, vol. 74-75, pp. 734-738, 1995. [128] AVASTHI, D. K.; “Effects and uses of ion beams with diamond, DLC and fullerenes films”, Pergamon Vacuum, vol. 47, no. 11, pp. 1249-1258, 1996.

187
[129] LACERDA, R. G.; HAMMER, P.; FEIRE, F. L.; ALVAREZ, F.; MARQUES, F. C.; “On the structure of argon assisted amorphous carbon fims”, Diamond and Related Materials, vol. 9, pp. 796-800, 2000. [130] GIELEN, J. W. A. M.; SANDEN, M. C. M.; SCHRAM, D. C.; “Deposition of amorphous carbon layers from C2H2 and CF4 with an expanding thermal arc plasma beam set-up”, Thin Solid Films, vol. 271, pp. 56-63, 1995. [131] HAKOVIRTA, M.; TIAINEM, V. M.; PEKKO, P.; “Techniques for filtering graphite macroparticles in the cathodic vacuum arc deposition of tetrahedral amorphous carbon films”, Diamond and Related Materials, vol. 8, pp. 1183-1192, 1999. [132] WANG, D. Y.; CHANG, C. L.; HO, W. Y.; “Characterization of hydrogen-free diamond-like carbon films deposited by pulsed plasma technology”, Thin Solid Films, vol. 355-356, pp. 246-251, 1999. [133] SMITH, J. A.; CAMERON, E.; ASHFOLD, M. N. R.; MANKELEVICH, Y. A.; SUETIN, N. V.; “On the mechanism of CH3 radical formation in hot filament activated CH4/H2 and C2H2/H2 gas mixtures”, Diamond Related Materials, vol. 10, pp. 358-363, 2001. [134] McCONNELL, M. L.; DOULING, D. P.; POPE, C.; DONNELLY, K.; RYDER, A. G.; O’CONNOR, G. M.; “High pressure diamond and diamond-like carbon deposition using a microwave CAP reator”, Diamond and Related Materials, vol. 11, pp. 1036-1040, 2002. [135] SPEAR, K. E.; DISMUKES, J. P.; “Synthetic diamond emerging CVD, Science and Technology”, John Willey & Sons, 1993. [136] WASA, K.; “Handbook of sputter deposition technology principles technology and applications”, Noyes Publications, 1992. [137] BRAUN, A. E.; “Sputtering targets adapt to new materials and shrinking archtectures”, Semiconductor International, pp. 127-134, 1998. [138] DENG, J.; BRAUN, M.; “DLC multiplayer coating for wear protection”, Diamond and Related Materials, vol. 4, pp. 936-943, 1995. [139] REISEL, G.; WIELAGE, B.; STEINHAUSER, S.; HARTWING, H.; “DLC for tools protection in warn massive forming”, Diamond and Related Materials, vol. 12, pp. 1024-1029, 2003. [140] JARRAT, M.; STALLARD, J.; RENEIVIER, N. M.; TEER, D. G.; “An improved diamond-like carbon coating with exceptional wear properties”, Diamond and Related Materials, vol. 12, pp. 1003-1007, 2003.

188
[141] SEMIKINA, T. V.; SHMYRYEVA, A. N.; “Optical, anti-reflective and protective properties of diamond and diamond-like carbon films”, Diamond and Related Materials, vol. 11, pp. 1329-1331, 2002. [142] KUTSAY, O. M.; GONTAR, A. G.; NOVIKOV, N. V.; DUB, S. N.; “Diamond-like carbon films in multilayered interference coatings for IR optical elements”, Diamond and Related Materials, vol. 10, pp. 1846-1849, 2001. [143] NOVIKOV, N. V.; GONTAR, A. G.; KHANDOZHKO, S. I.; “Protective diamond-like coatings for optical materials and eletronics devices”, Diamond and Related Materials, vol. 9, pp. 792-795, 2000. [144] GOGLIA, P. R.; BERKOWITZ, J.; HOHN, J.; XIDIS, A.; STOVER, L.; “Diamond-like carbon applications in high density hard discs recording heads”, Diamond and Related Materials, vol. 10, pp. 271-277, 2001. [145] KUMAR, S.; SARANGI, D.; DIXIT, P. N.; PANWAR, O. S.; BHATTACHARJYA, R.; “Diamond-like carbon films with extremely low stress”, Thin Solid Films, vol. 346, pp. 130-137, 1999. [146] PIERSON, H. O.; “Handbook of Chemical Vapor Deposition, Principles, Technology and Applications”, Noyes Publications, 1992. [147] TODA, N.; “Crystalline perfection of high purity synthetic diamond crystals”, Journal of Crystal Growth, vol. 178, pp. 785-794, 1997. [148] ESTEVE, J.; “Diamond and diamond-like carbon films”, Vacuum, vol. 52, pp. 133-139, 1999. [149] VERCAMMEN, K.; HAEFKE, H.; GERBIG, Y.; VAN HULSEL, A.; PFLUGEN, E.; MENEVE, J.; “A comparative study of state-of-art diamond-like carbon films”, Surface & Coatings Technology, vol. 133-134, pp. 466-472, 2000. [150] BENEDIKT, J.; WOEN, R. V.; MENSFOORT, S. L. M.; PERINA, V.; HONG, J.; SANDEN, M. C. M.; “Plasma chemistry during the deposition of a-C:H films and its influence on film properties”, Diamond and Retated Materials, vol. 12, pp. 90-97, 2003. [151] SHANG, N. G.; LEE, C. S.; LIN, Z. D.; DELLO, I.; LEE, S. T.; “Intrinsec stress evolution in diamond films prepared in a CH4-H2-NH3 hot filament chemical vapor deposition system”, Diamond and Related Materials, vol. 9, pp. 1388-1392, 2000. [152] KELIRES, P. C.; “Stress properties of diamond-like amorphous carbon”, Physics B, vol. 296, pp. 156-162, 2001.

189
[153] TAY, B. K.; CHENG, Y. H.; DING, X. Z.; LAU, S. P.; SHI, X.; YOU, G. F.; SHEEJA, D.; “Hard carbon nanocomposite films with low stress”, Diamond and Related Materials, vol. 10, pp. 1082-1087, 2001. [154] DENG, J.; BRAUN, M.; “Residual stress and microhardness of DLC multiplayer coatings”, Diamond and Related Materials, vol. 5, pp. 478-482, 1996. [155] LACERDA, R. G.; HAMMER, P.; ALVAREZ, F.; MARQUES, F. C.; “Influence of stress on the electron core level energies of noble gases implanted in hard amorphous carbon films”, Diamond and Related Materials, vol. 10, pp. 956-959, 2001. [156] BASU, M.; DUTTA, J.; CHAUDHURI, S.; PAL, A. K.; NAKAYAMA, M.; “Determination of stress of DLC films from below band, gap optical absorption measurements”, Vacuum, vol. 47, no. 3, pp. 233-238, 1996. [157] PICKARD, C. D. O.; DAVIS, T. J.; GILMORE, A.; WANG, W. N.; STEEDS, J. W.; “Calculation of the stress in large square facets of MPCVD grown diamond from cathodoluminescence and raman spectroscopy measurements and comparison to stress predicted from finite elements models”, Diamond and Related Materials, vol. 6, pp. 1062-1066, 1997. [158] ZHANG, S.; XIE, H.; ZENG, X.; HING, P.; “Residual stress characterization of diamond-like carbon coatings by an x-ray diffraction method”, Surface & Coatings Technology, vol. 122, pp. 219-224, 1999. [159] OGLETREE, M. P. D.; MONTEIRO, O. R.; “In situ measurement of stresses in diamond-like carbon films”, Diamond and Related Materials, vol. 12, pp. 2119-2127, 2003. [160] KUMAR, S.; DIXIT, P. N.; PANWAR, O. S.; BHATTACHARYYA, R.; “Correlation of residual stress with optical absorption edge in diamond-like carbon films”, Diamond and Related Materials, vol. 12, pp. 1576-1583, 2003. [161] FERRARI, A. C.; RODIL, S. E.; ROBERTSON, J.; MILNE, W. I.; “Is stress necessary to stabilise sp3 bonding in diamond-like carbon?”, Diamond and Related Materials, vol. 11, pp. 994-999, 2002. [162] PENG, X. L.; CLYNE, T. W.; “Mechanical stability of DLC films on metallic substrates: Part I – Film structure and residual stress levels”, Thin Solid Films, vol. 312, pp. 207-218, 1998. [163] WU, W. J.; HON, M. H.; “The effect of residual stress on adhesion of silicon containing diamond-like carbon coatings”, Thin Solid Films, vol. 345, pp. 200-207, 1999.

190
[164] TAY, B. K.; SHEEJA, D.; YU, L. J.; “On stress reduction of tetrahedral amorphous carbon films for moving mechanical assemblies”, Diamond and Related Materials, vol. 12, pp. 185-194, 2003. [165] TRAKHTENBERG, I. S.; VLADIMIROV, A. B.; RUBSTEIN, A. P.; KUZMINA, E. V.; UEMURA, K.; GONTAR, A. G.; DUB, S. N.; “The analysis of microhardness measurement approach for characterization os hard coatings”, Diamond and Related Materials, vol. 12, pp. 1788-1792, 2003. [166] INKIN, V. N.; KIRPILENKO, G. G.; DEMENTJEV, A. A.; MASLAKOV, K. I.; “A superhard diamond-like carbon film”, Diamond and Related Materials, vol. 9, pp. 715-721, 2000. [167] ALI, A.; HIRAKURI, K. K.; FRIEDBACHER, G.; “Roughness and deposition mechanism of DLC films prepared by r.f. plasma glow discharge”, Vacuum, vol. 51, no. 3, pp. 363-368, 1998. [168] PENG, X. L.; BARBER, Z. H.; CLYNE, T. W.; “Surface roughness of diamond-like carbon films prepared using various techniques”, Surface & Coatings Technology, vol. 138, pp. 23-32, 2001. [169] AHN, H. S.; CHIZHIK, S. A.; DUBRAVIN, A. M.; KAZACHENKO, V. P.; POPOV, V. V.; “Application of phase contrast imaging atomic force microscopy to tribofilms on DLC coatings”, Wear, vol. 249, pp. 617-625, 2001. [170] MAHARIZI, M.; SEGAL, O.; BEN-JACOB, E.; ROSENWARKS, Y.; “Physical properties of a DLC films and their dependence on parameters of deposition and type of substrate”, Diamond and Related Materials, vol. 8, pp. 1050-1056, 1999. [171] VLADIMIROV, A. B.; TRAKHTENBERG, I. S.; RUBSHTEIN, A. P.; PLOTINIKOV, S. A.; BAKUNIN, O. M.; “The effect of substrate and DLC morphology on the tribological properties coating”, Diamond and Related Materials, vol. 9, pp. 838-842, 2000. [172] PODGORNIK, B.; VIZINTIN, J.; “Influence of substrate treatment on the tribological properties of DLC coatings”, Diamond and Related Materials, vol. 10, pp. 2232-2237, 2001. [173] LOPEZ, J. C. S.; DONNET, C.; LOUBET, J. L.; BERLIN, M.; GRILL, A.; “Tribological and mechanical properties of diamond-like carbon prepared by high density plasma”, Diamond and Related Materials, vol. 10, pp. 1063-1069, 2001. [174] SHEEJA, D.; TAY, B. K.; KRISHMAN, S. M.; NUNG, L. N.; “Tribological characterization of diamond-like carbon (DLC) coatings sliding against DLC coatings”, Diamond and Related Materials, vol. 12, pp. 1389-1395, 2003.

191
[175] SUZUKI, M.; WATANABE, T.; TANAKA, A.; KOGA, Y.; “Tribological properties of diamond-like carbon films produced by different deposition techniques”, Diamond and Related Materials, vol. 12, pp. 2061-2065, 2003. [176] WANG, R.; MERCER, C.; EVANS, A. G.; COOPER, C. V.; YOON, H. K.; “Delamination and spalling of diamond-like carbon tribological surfaces”, Diamond and Related Materials, vol. 11, pp. 1797-1803, 2002. [177] TRAKHTENBERG, T. S.; VLADIMIROV, A. B.; PLOTNIKOV, S. A.; “Effect of adhesion strength of DLC to steel on the coating erosion mechanism”, Diamond and Related Materials, vol. 10, pp. 1824-1828, 2001. [178] BEAKE, B. D.; GOODES, S. R.; SMITH, J. F.; MADANI, R.; “Investigating the fracture resistance and adhesion of DLC films with micro-impact testing”, Diamond and Related Materials, vol. 11, pp. 1606-1609, 2002. [179] ALAKOSKI, E.; KIURU, M.; TIAINEN, V. M.; ANTTILA, A.; “Adhesion and quality test for tetrahedral amosphous carbon coatings process”, Diamond and Related Materials, vol. 12, pp. 2115-2118, 2003.
[180] CHANG, C. L.; WANG, D. Y.; “Microstructure and adhesion characteristics of diamond-like carbon films deposited on stell substrates”, Diamond and Related Materials, vol. 10, pp. 1528-1534, 2001. [181] ITOH, H.; “Adhesion improvement of diamond coatings on silicon nitride substrate”, Surface & Coatings Technology, vol. 112, pp. 199-203, 1999. [182] CHHOWALLA, M.; “Thick well adhered highly stressed tetrahedral amorphous carbon”, Diamond and Related Materials, vol. 10, pp. 1011-1016, 2001. [183] BULL, S. J.; “Tribology of carbon coatings DLC, diamond and beyond”, Diamond and Related Materials, vol. 4, pp. 827-836, 1995. [184] GRILL, A.; “Tribology of diamond-like carbon and related materials an updated revew”, Surface & Coatings Technology, vol. 94-95, pp. 507-513, 1997. [185] YOON, E. S.; KONG, H.; LEE, K. R.; “Tribology behavior of sliding diamond-like carbon films under various enviroments”, Wear, vol. 27, pp. 262-270, 1998. [186] LIU, Y.; ERDEMIR, A.; MELETIS, E. I.; “An investigation of the relationship between graphitisation and frictional behavior of DLC coatings”, Surface & Coatings Technolohy, vol. 86-87, pp. 564-568, 1996. [187] LIU, Y.; ERDEMIR, A.; MELETIS, E. I.; “Influence of environmental parameters on the frictional behaviour of DLC coatings”, Surface & Coatings Technology, vol. 94-95, pp. 463-468, 1997.

192
[188] ERDEMIR, A.; “The role of hydrogen in tribological properties of diamond-like carbon films”, Surface & Coatings Technology, vol. 146-147, pp. 292-297, 2001. [189] LIU, H.; “The tribological characteristics of diamond-like carbon films at elevated temperatures”, Thin Solid Films, vol. 346, pp. 162-168, 1999. [190] HOLIMAN, P.; HEDENAVIST, P.; HOGMARK, S.; STENBERG, G.; BOMAN, M.; “Tribological evaluation of thermally activated CVD diamond-like carbon (DLC) coatings”, Surface & Coatings Technology, vol. 96, pp. 230-235, 1997. [191] VENKATRAMAN, C.; BRODBECK, C.; LEI, R.; “Tribological properties of diamond-like nanocomposite coatings at high temperatures”, Surface & Coatings Technology, vol. 115, pp. 215-221, 1999. [192] ZHANG, Z.; BUI, X. L.; FU, Y.; BUTLER, D. L.; DU, H.; “Bias-graded deposition of diamond-like carbon for tribological applications”, Diamond and Related Materials, Artigle in Press, 2004. [193] ERDEMIR, A.; NILUFER, I. B.; ERYILMAZ, O. L.; BESCHLIESSER, M.; FENSKE, G. R.; “Friction and wear performance of diamond-like carbon films grown in various source gas plasmas”, Surface & Coatings Technology, vol. 120-121, pp. 589-593, 1999. [194] WANG, D. Y.; CHANG, C. L.; HO, W. Y.; “Oxidation behavior of diamond-like carbon films”, Surface & Coatings Technology, vol. 120-121, pp. 138-144, 1999. [195] ERDEMIR, A.; ERYILMAZ, O. L.; NILUFER, I. B.; FENSKE, G. R.; “Effect of source gas chemistry on tribological performance of diamond-like carbon films”, Diamond and Related Materials, vol. 9, pp. 632-637, 2000. [196] LEE, K. R.; EUN, K. Y.; “Tribology of dimond-like carbon coated VCR head drums”, Materials Science & Engineering A, vol. 209, pp. 264-269, 1996. [197] DONNET, C.; GRILL, A.; “Friction control of diamond-like carbon coatings”, Surface & Coatings Technology, vol. 94-95, pp. 456-462, 1997. [198] WANG, J. S.; SUGIMURA, Y.; EVANS, A. G.; TREDWAY, W. K.; “The mechanical performance of DLC films on steel substrates”, Thin Solid Films, vol. 325, pp. 163-174, 1998. [199] DONELLY, K.; DOWLING, D. P.; McCONNELL, M. L.; FLOOD, R. V.; “The effect of refractive index on the friction coefficient of DLC coated polymer substrates”, Diamond and Related Materials, vol. 8, pp. 538-540, 1999.

193
[200] PODGORNIK, B.; VINZINTIN, J.; “Influence of substrate treatment on the tribological properties of DLC coatings”, Diamond and Related Materials, vol. 10, pp. 2232-2237, 2001. [201] LIU, Y.; ERDEMIR, A.; MELETIS, E. I.; “A study of the wear mechanism of diamond-like carbon films”, Surface & Coatings Technology, vol. 82, pp. 48-56, 1996. [202] GRILL, A.; “Tribology of diamond-like carbon and related materials: an updated review”, Surface & Coatings Technology, vol. 94-95, pp. 507-513, 1997. [203] VOEVODIN, A. A.; DONLEY, M. S.; ZABINSKI, J. S.; “Pulsed laser deposition of diamond-like carbon wear protective coatings: a review”, Surface & Coatings Technology, vol. 92, pp. 42-49, 1997. [204] OGLETREE, M. P. D.; MONTEIRO, O. R.; “Wear behavior of diamond-like carbon / metal carbide multiplayer”, Surface & Coatings Technology, vol. 108-109, pp. 434-438, 1998. [205] WU, W. J.; PAI, T. M.; HON, M. H.; “Wear behavior of silicon-containing diamond-like carbon coatings”, Diamond and Related Materials, vol. 7, pp. 1478-1484, 1998. [206] WANG, J. S.; SUGIMURA, Y.; EVANS, A. G.; TREDWAY, W. K.; “The mechanical performance of DLC films on steel substrates”, Thin Solid Films, vol. 325, pp. 163-174, 1998. [207] VOEVODIN, A. A.; ZABINSKI, J. S.; “Superhard, functionally gradient, nanolayered and nanocomposite diamond-like carbon coatings for wear protection”, Diamond and Related Materials, vol. 7, pp. 463-467, 1998. [208] JARRAT, M.; STALLARD, J.; RENEVIER, N. M.; TEER, D. G.; “An improved diamond-like carbon with exceptional wear properties”, Diamond and Related Materials, vol. 12, pp. 1003-1007, 2003. [209] HUANG, G. F.; LINGPING, Z.; WEIQING, H.; LIHUA, Z.; SHAOLU, L.; DEYI, L.; “The mechanical performance and anti-corrosion behavior of diamond-like carbon film”, Diamond and Related Materials, vol. 12, pp. 1406-1410, 2003. [210] LUO, S. Y.; KUO, J. K.; TSAI, T. J.; DAI, C. W.; “A study of the wear behavior of diamond-like carbon films under the dry reciprocating sliding contact”, Wear, vol. 249, pp. 800-807, 2001. [211] SCHLATTER, M.; “DLC-based wear protection on magnetic storage media”, Diamond and Related Materials, vol. 11, pp. 1781-1787, 2002. [212] GRILL, A.; “Electrical and optical properties of diamond-like carbon”, Thin Solid Films, vol. 355-356, pp. 189-193, 1999.
194
[213] ROBERTSON, J.; “Electronic structure of diamond-like carbon”, Diamond and Related Materials, vol. 6, pp. 212-218, 1997. [214] XANTHANKIS, J. P.; “Effects of short-range order on the electronic structure and optical properties of amorphous carbon”, Diamond and Related Materials, vol. 9, pp. 1369-1373, 2000. [215] ILIE, A.; “Electronic transport, photoconductivily and photoluminescence in amorphous carbons”, Diamond and Related Materials, vol. 10, pp. 207-215, 2001. [216] GIOTI, M.; LOGOTHETIDIS, S.; “Dielectric function, electronic properties and optical constant of amorphous carbon and carbon nitride films”, Diamond and Related Materials, vol. 12, pp. 957-962, 2003. [217] FRANTA, D.; OHLIDAL, I.; BURSIKOVA, V.; ZAJIECKOVA, L.; “Optical properties of diamond-like carbon films containing SiOx”, Diamond and Related Materials, vol. 12, pp. 1532-1538, 2003. [218] LOGOTHETIDIS, S.; “Optical and electronic properties of amorphous carbon materials”, Diamond and Related Materials, vol. 12, pp. 141-150, 2003. [219] PATSALAS, P.; HANDREA, M.; LOGOTHETIDIS, S.; GIOTI, M.; KENNOU, S.; KAUTEK, W.; “A complementary study of bonding and electronic structure of amorphous carbon films by electron spectroscopy and optical techniques”, Diamond and Related Materials, vol. 10, pp. 960-964, 2001. [220] FANCHINI, G.; TAGLIAFERRO, A.; “Localisation and density of states in amorphous carbon-based alloys”, Diamond and Related Materials, vol. 10, pp. 191-199, 2001. [221] KUO, M. T.; MAY, P. W.; ASHFOLD, M. N. R.; “Field emission site density studies of amorphous carbon films”, Diamond and Related Materials, vol. 11, pp. 1422-1428, 2002. [222] GRILL, A.; “Amorphous carbon based materials as the interconnect dielectric in ULSI chips”, Diamond and Related Materials, vol. 10, pp. 234-239, 2001. [223] MAGUIRE, P. D.; MAGILL, D. P.; OGWU, A. A.; MCLOWGHLIN, J. A.; “The insulating properties of a-C:H on silicon and metal substrates”, Diamond and Related Materials, vol. 10, pp. 216-223, 2001. [224] ALEXANDROU, I.; PAPWORTH, A. J.; KIELY, C. J.; AMARATUNGA, G. A. J.; BROWN, L. M.; “Calculation of the bandgap and of the type of interband transitions in tetrahedral amorphous carbon using electron energy loss spectroscopy”, Diamond and Related Materials, Article in Press, 2004.

195
[225] PRADO, R. J.; “Análise das propriedades químicas, morfológicas e estruturais de filmes finos de a-Si1-xCx:H depositados por PECVD”, Tese de doutorado apresentada ao Instituto de Física da Universidade de São Paulo, para a obtenção do título de Doutor em Ciências na area de Física, USP, 2001. [226] MAY, P. W.; KUO, M. T.; ASHFOLD, M. N. R.; “Field emission conduction mechanism in chemical vapour deposited diamond and diamond-like carbon films”, Diamond and Related Materials, vol. 8, pp. 1490-1495, 1999. [227] SILVA, S. R. P.; CAREY, J. D.; “Enhancing the electrical conduction in amorphous carbon and prospects for device applications”, Diamond and Related Materials, vol. 12, pp. 938-941, 2003. [228] ZOLLONDZ, J. H.; KRAUSER, J.; WEIDINGER, A.; TRAUTMANN, C.; “Conductivity of ion tracks in diamond-like carbon films”, Diamond and Related Materials, vol. 12, pp. 938-941, 2003. [229] TEO, K. B. K.; FERRARI, A. C.; FANCHINI, G.; RODIL, S. E.; YUAN, J.; TSAI, J. T. H.; LAURENTI, E.; TAGLIAFERRO, A.; ROBERTSON, J.; MILNE, W. I.; “Highest optical gap tetrahedral amorphous carbon”, Diamond and Related Materials, vol. 11, pp. 1086-1090, 2002. [230] DRUZ, B. L.; POLYAKOV, V. I.; KARABUTOV, A. V.; “Field electron emission from diamond-like carbon films deposited using RF inductively coupled CH4 plasma source”, Diamond and Related Materials, vol. 7, pp. 695-698, 1998. [231] JANG, J.; MOON, J. H.; HAN, E. J.; CHUNG, S. J.; “Advanced PECVD processes for highly electron emitting diamond-like carbon”, Thin Solid Films, vol. 341, pp. 196-201, 1999. [232] LIU, C. M.; CHANG, S. J.; YOKOYAMA, M.; CHUANG, F. Y.; “Enhancement on diamond-like carbon coated planar electron field emission array using Au-precoating”, Applied Surface Science, vol. 142, pp. 499-503, 1999. [233] FANTA, D.; ZAJICKOVA, L.; OHLIDAL, I.; JANCA, J.; “Optical characterization of diamond-like carbon films”, Vacuum, vol. 61, pp. 279-283, 2001. [234] GIOTI, M.; PAPADIMITRIOU, D.; LOGOTHETIDIS, S.; “Optical properties and new vibrational modes in carbon films”, Diamond and Related Materials, vol. 9, pp. 741-745, 2000. [235] HE, X. M.; LEE, S. T.; BELLO, I.; CHEUNG, A. C.; LI, W. Z.; CHIU, D. S.; “Characterization and optical investigation of diamond-like carbon prepared by electron cyclotron resonance plasma”, Journal of Materials Research, vol. 14, no. 4, 1999.

196
[236] SEMIKINA, T. V.; SHMYRYEVA, A. N.; “Optical, anti-reflective and protective of diamond-like carbon films”, Diamond and Related Materials, vol. 11, pp. 1329-1331, 2002. [237] ILIE, A.; ROBERTSON, J.; CONWAY, N.; KLEINSORGE, B.; MILNE, W. I.; “Photoconductivity and recombination in diamond-like carbon”, Carbon, vol. 37, pp. 829-833, 1999. [238] FISSORE, A.; “Selective area deposition of a-C:H films as masks for anisotropic etching of crystalline silicon in aqueouspotassium hydroxide”, Vacuum, vol. 49, pp. 49-51, 1998. [239] WANG, D. Y.; CHANG, C. L.; HO, W. Y.; “Characterization of hydrogen-free diamond-like carbon films deposited by pulsed plasma technology”, Thin Solid Films, vol. 355-356, pp. 246-251, 1999. [240] KAPITONOV, I. N.; KONKOV, O. I.; TERUKOV, E. T.; TRAPEZNIKOVA, I. N.; “Amorphous carbon: how much of free hydrogen ?”, Diamond and Related Materials, vol. 9, pp. 707-710, 2000. [241] LIFSHITZ, Y.; “Hydrogen-free amorphous carbon films: correlation between growth conditions and properties”, Diamond and Related Materials, vol. 5, pp. 368-400, 1996. [242] SOM, T.; KULKARNI, V. N.; KUMAR, S.; “A study of hydrogen in diamond-like carbon films”, Vacuum, vol. 47, no. 11, pp. 1265-1267, 1996. [243] AHLGREN, E. V.; “Hydrogen in diamond-like carbon films”, Journal of Nuclear Materials, vol. 266-269, pp. 975-979, 1999. [244] OMSKII, V. I. I.; “Bonded and non bonded hydrogen in diamond-like carbon”, Journal of Non-Crystalline Solids, vol. 227-230, pp. 627-631, 1998. [245] HONG, J.; LEE, S.; CARDINAUD, C.; TURBAN, G.; “Electronic and optical investigation of hydrogenated amorphous carbon (a-C:H) by x-ray photoemission spectroscopy and spectroscopic elipsometry”, Journal of Non-Crystalline Solids, vol. 265, pp. 125-132, 2000. [246] RACINE, B.; BENLAHSEN, M.; ZELLAMA, K.; BOUZERAR, R.; KLEIDER, J. P.; “Electronic properties of hydrogenated amorphous carbon films deposited using ECR-RF plasma method”, Diamond and Related Materials, vol. 10, pp. 200-206, 2001. [247] SAITO, K.; ITOH, T.; KATOH, Y.; OKADA, N.; HATTA, A.; INOMOTO, H.; NITTA, S.; NONOMURA, S.; HIRAKI, A.; “Properties and electron field emission of highly resistive and transparent polymer-like a-C:H”, Journal of Non-Crystalline Solids, vol. 266-269, pp. 788-792, 2000.

197
[248] ROMANKO, L. A.; GONTAR, A. G.; KUTSAY, A. M.; KHANDOZKO, S. I.; GOROKNOV, V. Y.; “Dielectric properties of RF plasma-deposited a-C:H and a-C:H:N films”, Diamond and Related Materials, vol. 9, pp. 801-804, 2000. [249] BARANOV, A. M.; VARFOLOMEEV, A. E.; NEFEDOV, A. A.; CALLIARI, J.; SPERANZA, G.; LAIDANI, N.; ANDERLE, M.; “Observation of photodiode and electroluminescence effects for a-C/a-C:H multiplayer nanostructures on silicon”, Diamond and Related Materials, vol. 10, pp. 1040-1042, 2001. [250] DROUHIN, O. D.; ZEINERT, A.; BENLAHSEN, M.; ZELLAMA, K.; KRE, R.; TURBAN, G.; GROSMAN, A.; “On the microstructural, optical and mechanical properties of hydrogenated amorphous carbon films deposited in electron cyclotron resonance plasma”, Diamond and Related Materials, vol. 9, pp. 752-755, 2000. [251] CHEN, J. Q.; FREITAS, J. A.; MEEKER, D. L.; “Optical characterization of amorphous hydrogenated carbon films”, Diamond and Related Materials, vol. 9, pp. 48-55, 2000. [252] THEYE, M. L.; PARET, V.; SADKI, A.; “Relations between the deposition conditions, the microstructure and the defects in PECVD hydrogenated amorphous carbon films, influence on the electronic density of states”, Diamond and Related Materials, vol. 10, pp. 182-190, 2001. [253] LACERDA, R. G.; STOLOJAN, V.; COX, D. C.; SILVA, S. R. P.; MARQUES, E. C.; “Structural characterization of hard a-C:H films as a function of the methane pressure”, Diamond and Related Materials, vol. 11, pp. 980-984, 2002. [254] ERDEMIR, A.; ERYILMAZ, O. L.; NILUFER, I. B.; FENSKE, G. R.; “Synthesis of superlow-friction carbon films from highly hydrogenated methane plasmas”, Surface and Coatings, vol. 133-134, pp. 448-454, 2000. [255] DONNELLY, K.; DOWLING, D. P.; MCCONNELL, M. I.; MOONEY, M.; “The adhesion of hydrogenated amorphous carbon films on silicone”, Thin Solid Films, vol. 394, pp. 102-108, 2001. [256] KOSKINEN, J.; RONKAINEN, H.; VARJUS, S.; MUUKKONEN, T.; HOLMBERG, K.; SAJAVAARA, T.; “Low friction ta-C films with hydrogen reservoirs”, Diamond and Related Materials, vol. 10, pp. 1030-1035, 2001. [257] WAZUMI, K.; KOGA, Y.; TANAKA, A.; “Tribological properties of a-C:H films on Si substrate prepared by plasma CVD in pulse-biased process”, Diamond and Related Materials, vol. 12, pp. 1018-1023, 2003. [258] RABBANI, F.; VOGELAAR, B. M.; “The importance of unbound hydrogen and increased aromatic structure on the friction and wear behaviour of amorphous hydrogenated carbon (a-C:H) coatings”, Diamond and Related Materials, vol. 13, pp. 170-179, 2004.

198
[259] KONISHI, Y.; KONISHI, I.; SAKAUCHI, N.; HAYASHI, S.; HIRAKIMOTO, A.; SUZUKI, J.; “Measurement of hydrogen content in diamond-like carbon films by ERDA”, Nuclear Instruments and Methods in Physics Research B, vol. 118, pp. 312-317, 1996. [260] KONISHI, Y.; OGURA, S.; IKUCHI, N.; IMAI, D.; NISHIHARA, T.; SHINOHARA, M.; “Measurement of hydrogen content in ultrathin diamond-like carbon films using low-energy elastic recoil detection analysis”, Diamond and Related Materials, vol. 9, pp. 746-751, 2000. [261] KEUDELL, A.; MEIER, M.; HOPF, C.; “Growth mechanism of amorphous hydrogenated carbon”, Diamond and Related Materials, vol. 11, pp. 969-975, 2002. [262] KUPPER, J.; “The hydrogen surface chemistry of carbon as a plasma facing materials”, Surface Science Reports, vol. 22, no. 7/8, 1995. [263] CICALA, G.; BRUNO, P.; LOSACCO, A. M.; “PECVD of hydrogenated diamond-like carbon films from CH4 – Ar mixtures: growth chemistry and materials characteristics”, Diamond and Related Materials, Article in Press, 2004. [264] HOPF, C.; KEUDELL, A.; JACOB, W.; “The influence of hydrogen ion bombardment on plasma-assisted hydrocarbon film growth”, Diamond and Related Materials, vol. 12, pp. 85-89, 2003. [265] ZHIGILEI, L. V.; “Vibrational of the CH Stretching of H-terminated diamond surfaces”, Surface Science, vol. 374, pp. 333-344, 1997. [266] ANDUJAR, J. L.; VIVES, M.; CORBELLA, C.; BERTRAN, E.; “Growth of hydrogenated amorphous carbon films in pulsed d.c. methane discharges”, Diamond and Related Materials, vol. 12, pp. 98-104, 2003. [267] CHENG, C. L.; CHIA, C. T.; CHIU, C. C.; WU, C. C.; LIN, I. N.; “Hydrogen effects on the post-production modification of diamond-like carbon produced by pulsed laser deposition”, Diamond and Related Materials, vol. 10, pp. 970-975, 2001. [268] SILINSKAS, M.; GRIGONIS, A.; “Low energy post-growth irradiation of amorphous hydrogenated carbon (a-C:H) films”, Diamond and Related Materials, vol. 11, pp. 1026-1030, 2002. [269] KLEINSORGE, B.; RODIL, S. E.; ADAMOPOULOS, G.; ROBERTSON, J.; GRAMBOLE, D.; FUKARED, W.; “Hydrogen and disorder in diamond-like carbon”, Diamond and Related Materials, vol. 10, pp. 965-969, 2001. [270] DONG, L.; MA, B.; DONG, G.; “Diamond deposition at low temperature by using CH4/H2 gas mixture”, Diamond and Related Materials, vol. 11, pp. 1697-1702, 2002.

199
[271] TALLANT, D. R.; PARMETER, J. E.; SIEGAL, M. P.; SIMPSON, R. L.; “The thermal stability of diamond-like carbon”, Diamond and Related Materials, vol. 4, pp. 191-199, 1995. [272] WU, W. J.; HON, M. H.; “Thermal stability of diamond-like carbon films with added silicon”, Surface & Coatings Technology, vol. 111, pp. 134-140, 1999. [273] KULIKOVSKY, V.; VORLICEK, V.; BOHAC, P.; KURDYUMOV, A.; DEYNEKA, A.; JASTRABIK, L.; “Thermal stability of microhardness and internal stress of hard a-C films with predominantly sp2 bonds”, Diamond and Related Materials, vol. 12, pp. 1378-1384, 2003. [274] ELINSON, V. M.; SLEPTSOV, V. V.; LAYMIN, A. N.; POTRAYSAY, V. V.; KOSTUYCHENKO, L. N.; MOUSSINA, A. D.; “Barrier properties of carbon films deposited on polymer-based devices in aggressive environments”, Diamond and Related Materials, vol. 8, pp. 2103-2109, 1999. [275] DONNET, C.; “Recent progress on the tribology of doped diamond-like and carbon alloy coatings: a review”, Surface & Coatings Technology, vol. 100-101, pp. 180-186, 1998. [276] YU, G. Q.; TAY, B. K.; SUN, Z.; PAN, L. K.; “Properties of fluorinated amorphous diamond-like carbon films by PECVD”, Applied Surface Science, vol. 219, pp. 228-237, 2003. [277] GILMORE, R.; HAUERT, R.; “Control of the tribological moisture sensitivity
of diamond-like carbon films by alloying with F, Ti or Si”, Thin Solid Films, vol.
398-399, pp. 199-204, 2001.
[278] TOUHARA, H.; OKINO, F.; “Property control of carbon materials by fluorination”, Carbon, vol. 38, pp. 241-267, 2000. [279] BUTTER, R. S.; WATERMAN, D. R.; LETTINGTON, A. H.; RAMOS, R. T.; FORDHAM, E. J.; “Production and wetting properties of fluorinated diamond-like carbon coatings”, Thin Solid Films, vol. 311, pp. 107-113, 1997. [280] SILVA, S. R. P.; AMARATUNGA, G. A. J.; “Doping of r.f. plasma deposited diamond-like carbon films”, Thin Solid Films, vol. 270, pp. 194-199, 1995. [281] KURT, R.; BONARD, J. M.; KARIMI, A.; “Nano-structured nitrogenated carbon films – morphology and field emission”, Diamond and Related Materials, vol. 10, pp. 1962-1967, 2001. [282] MESSINA, G.; SANTANGELO, S.; FANCHINI, G.; TAGLIAFERRO, A.; NOBILI, C. E.; OTTAVIANI, G.; PAOLETTI, A.; “Effects of hydrogen incorporation on structural relaxation and vibrational properties of a-CN:H thin films grown by reactive sputtering”, Diamond and Related Materials, vol. 11, pp. 1166-1169, 2002.

200
[283] MANKELEVICK, Y. A.; SUETIN, N. V.; SMITH, J. A.; ASHFOLD, M. N. R.; “Investigations of the gas phase chemistry in a hot filament CVD reactor operating with CHyNy and CHyNHyHy gas mixtures”, Diamond and Related Materials, vol. 11, pp. 567-572, 2002. [284] CHEAH, L. K.; SHI, X.; LIU, E.; TAY, B. K.; SHI, J. R.; “Optimization of nitrogenated amorphous carbon films deposited by ion beam sputtering”, Materials Science and Engineering B, vol. 64, pp. 6-11, 1999. [285] TRIPPE, S. C.; MANSANO, R. D.; COSTA, F. M.; SILVA, R. F.; “Mechanical properties evaluation of fluor-doped diamond-like carbon coatings by nanoindentation”, Thin Solid Films, vol. 446, pp. 85-90, 2004. [286] JACOBSONH, L. G.; COSTA, M. E. H. M.; TRAVA-AIROLDI, V. J.; FREIRE, F. L.; “Hard amorphous carbon-fluorine films deposited by PECVD using C2H2-CF4 gas mixtures as precursor atmospheres”, Diamod and Related Materials, vol. 12, pp. 2037-2041, 2003. [287] HAKOVIRTA, M.; VERDA, R.; HE, X. M.; NASTASI, M.; “Heat resistance of fluorinated diamond-like carbon films”, Diamod and Related Materials, vol. 10, pp. 1486-1490, 2001. [288] FREIRE, F. L.; COSTA, M. E. H. M.; JACOBSOHN, L. G.; FRANCESCHINI, D. F.; “Films growth and relationship between microstructure and mechanical properties of a-C:H:F films deposited by PECVD”, Diamod and Related Materials, vol. 10, pp. 125-131, 2001. [289] VALENTINI, L. V.; BRACA, E.; KENNY, J. M.; FEDOSENKO, G.; ENGEMANN, J.; LOZZI, L.; SANTUCCI, S.; “Analysis of the role of fluorine content on the thermal stability of a-C:H:F thin films”, Diamond and Related Materials, vol. 11, pp. 1100-1105, 2002. [290] COSTA, M. E. H. M.; FREIRE, F. L.; JACOBSOHN, L. G.; FRANCESCHINI, D.; MARIOTTO, G.; BAUMVOUL, I. R. J.; “Fluorine incorporation into amorphous hydrogenated carbon films deposited by plasma-enhanced chemical vapor deposition: structural modifications investigated by x-ray photoelectron spectrometry and Raman spectroscopy”, Diamond and Related Materials, vol. 10, pp. 910-914, 2001. [291] SILVA, S. R. P.; RAFFERTY, B.; AMARATUNGA, G. A. J.; “Nitrogenated
amorphous carbon as semiconductor”, Diamond and Related Materials, vol. 5, pp.
401-404, 1996.
[292] HWANG, M. S.; LEE, C.; “Effects of oxygen and nitrogen addition on the optical properties of diamond-like carbon films”, Materials Science and Engineering B, vol, 75, pp. 24-28, 2000.

201
[293] FUNG, M. K.; CHAN, W. C.; GAO, Z. Q.; BELLO, I.; LEE, C. S.; LEE, S. T.; “Effect of nitrogen incorporation into diamond-like carbon films by ECR-CVD”, Diamond and Related Materials, vol. 8, pp. 472-476, 1999. [294] DRUZ, B.; “Nitrogenated carbon films deposited using filtered cathodic arc”, Diamond and Related Materials, vol. 9, pp. 668-674, 2000. [295] LENARDI, C.; BAKER, M. A.; BRIOIS, V.; “Properties of amorphous a-CH(:N) films synthesized by direst ion beam deposition and plasma-assisted chemical vapour deposition”, Diamond and Related Materials, vol. 8, pp. 595-600, 1999.
[296] KURTU, R.; KARIMI, A.; “Morphology of crystalline nitrogenated carbon films prepared by HF-CVD”, Thin Solid Films, vol. 311-378, pp. 163-169, 2000. [297] KOMATSU, Y.; “Applications of diamond-like carbon films to the integrated circuit fabrication process”, Diamond and Related Materials, vol. 8, pp. 2018-2021, 1999. [298] MAENG, S. L.; UCHIKOGA, S.; CLOUGH, F. J.; TAGLIAFERRO, A.; “A carbon based bottom gate thin films transistor”, Diamond and Related Materials, vol. 9, pp. 805-810, 2000.
[299] DIMITRIEV, V. K.; INKIN, V. N.; “Thermostable resistors based on diamond-like carbon films deposited by CVD method”, Diamond and Related Materials, vol. 10, pp. 1007-1010, 2001. [300] HIRAKURI, K. K.; “Application of DLC films as masks for integrated circuit fabrication”, Diamond and Related Materials, vol.12, pp. 1013-1017, 2003. [301] VOIGT, H.; “Diamond-like carbon gate pH ISFET”, Sensors and Actuators B Chemical, vol. 44, pp. 441-445, 1999. [302] MABOUIDIAN, R,; “Surface processes in MEMS technology”, Surface Science Reports, vol. 30, pp. 207-269, 1998. [303] HIGSON, S. P. J.; VADGAMA, P. M.; “Diamond-like carbon coated films for enzyme electrodes characterization of biocompatibility and substrate diffusion limiting properties”, Analytica Chimica Acta, vol. 300, pp. 77-83, 1995. [304] SOARES, L. L.; “Recording of relief structures in amorphous hydrogenated carbon (a-C:H) films for infrared diffractive optics”, Journal of Modern Optics, vol. 45, no. 7, pp. 1479-1486, 1998. [305] ALALUF, M.; APPELBAUM, J.; KLIBANOV, L.; BRINKER, D.; “Amorphous diamond-like carbon films – a hard anti-reflecting coating for silicon solar cells”, Thin Solid Films, vol. 256, pp. 1-3, 1995.

202
[306] DOWLING, D. P.; DONNELLY, K.; OBRIEN, T. P.; “Application of diamond-like carbon films as hermetic coatingson optical fibres”, Diamond and Related Materials, vol. 5, pp. 492-495, 1996. [307] YANG, X.; “Fabrication and characterization of carbon nanofiber based vertically integrated schottky barrier junction diodes”, Nano Letters, vol. 3, no. 12, pp. 1751-1755, 2003. [308] DONNET, C.; “Advanced solid lubrificant coatings for high vacuum enviroment”, Surface & Coatings Technology, vol. 80, pp. 151-156, 1996. [309] GRISCHKE, M.; BEWILOGUA, K.; TROJAN, K.; DIMIGEN, H.; “Application – oriented modifications of deposition processes for diamond-like carbon based coatings”, Surface & Coatings Technology, vol. 74-75, pp. 739-745, 1995. [310] DOWLING, D. P.; KOLA, P. V.; DONNELLY, K.; KELLY, T. C.; BRUMITT, K.; LLOYD, L.; “Evaluation of diamond-like carbon –coated orthopaedic implants”, Diamond and Related Materials, vol. 6, pp. 390-393, 1999. [311] DONNET, C.; FONTAINE, J.; GRILL, A.; PATEL, V.; “Wear resistant fluorinated diamond-like carbon films”, Surface & Coatings Technology, vol. 94-95, pp. 531-536, 1997. [312] VANDEVELDE, T. C. S.; VANDIERENDONCK, K.; “Cutting applications of DLC, hard carbon and diamond films”, Surface & Coatings Technology, vol. 113, pp. 80-85, 1999. [313] SHEEJA, D.; TAY, B. K.; “Fabrication of amorphous carbon cantilever structures by isotropic and anisotropic wet etching methods”, Diamond and Related Materials, vol. 12, pp. 1495-1499, 2003. [314] CLAPA, M.; MITURA, S.; “Colour carbon coatings”, Diamond and Related Materials, vol. 10, pp. 1121-1124, 2001. [315] SCHNUPPS, R.; “Thin films as electrodes for bioelectronics applications”, Biosensors & Bioelectronics, vol. 13, pp. 889-894, 1998. [316] CUI, F. Z.; LI, D. J.; “A review of investigations on biocompatibility of diamond-like carbon and carbon nitride films”, Surface & Coatings Technology, vol. 131, pp. 481-487, 2000. [317] LAUGHLIN, J. A.; MEENAN, B.; MAGUIRE, P.; JAMIESON, N.; “Properties of diamond-like carbon thin film coatings on stainless steel medical guide-wires”, Diamond and Related Materials, vol. 5, pp. 486-491, 1996.

203
[318] MACDONALD, J. H.; MAINWOOD, A.; OTT, R. J.; “Characterization of CVD diamond as a detector of DNA”, Diamond and Related Materials, vol. 8, pp. 1748-1752, 1999. [319] SHEEJA, D.; TAY, B. K.; SHI, X.; “Mechanical and tribological characterization of diamond-like carbon coatings on orthopedic materials”, Diamond and Related Materials, vol. 10, pp. 1043-1048, 2001. [320] HUANG, L.; XU, K.; LU, J.; GUELORGET, B.; CHEN, H.; “Nano-scratch and fletting wear study of DLC coatings for biomedical application”, Diamond and Related Materials, vol. 10, pp. 1448-1456, 2001. [321] TIAINEN, V. M.; “Amorphous carbon as a bio-mechanical coatings, mechanical properties and biological applications”, Diamond and Related Materials, vol. 10, pp. 153-160, 2001. [322] MULLER, U.; “An overviewon tailored tribological and biological behavior of diamond-like carbon”, Diamond and Related Materials, vol. 12, pp. 171-177, 2003. [323] OKPALUGO, T. I. T.; OGWU, A. A.; MAGUIRE, P. D.; “In-vitro blood compatibility of a-C:H:Si and a-C:H thin films”, Diamond and Related Materials, Article in Press, 2004. [324] GRILL, A.; “Diamond-like carbon coatings as biocompatible materials – an overview”, Diamond and Related Materials, vol. 12, pp. 166-170, 2003. [325] HAUERT, R.; “A review of modified DLC coatings for biological applications”, Diamond and Related Materials, vol. 12, pp. 583-589, 2003. [326] SHEEJA, D.; TAY, B. K.; NUNG, L. N.; “Feosibility of diamond-like carbon coatings for orthopaedic applications”, Diamond and Related Materials, vol. 13, pp. 184-190, 2004. [327] SIEMS, A. L. M.; “Espectroscopia de Emissão de fótons do hélio, nitrogênio, silício e argônio”, Tese de Doutorado do Instituto de Física (IFGW) da Universidade de Campinas (Unicamp), 2000. [328] SCARMINIO, J.; “Propriedades mecânicas em filmes de Nb/Pd”, Tese apresentada no Instituto de Física da Unicamp para a obtenção do título de Doutor em Física, 1989. [329] ELLIS, G.; “Los origenes de Raman”, www.ictp.csic.es/ramanft/, 2004.

204
[330] SANTOS, L. V.; “Estudos das características tribológicas de filmes de DLC para aplicações em sistema de lubrificação seca”, Tese de doutorado, apresentada à divisão de pós-graduação do Instituto Tecnológico de Aeronáutica – CTA, como parte dos requesitos para a obtenção do título de Doutor em Ciências, no curso de Engenharia Aeronáutica e Mecânica, 2004. [331] NOGUEIRA, P. M.; “Estudo da deposição com plasma da alta densidade de filmes de carbono tipo diamante (DLC-Diamond like carbon)”, Relatório Fapesp, 1999.

205
Anexo

206
Publicações
A seguir são apresentadas as publicações originadas com o desenvolvimento
deste trabalho.
Artigos Completos publicados em Revistas Internacionais A. P. Mousinho, R. D. Mansano, G. A. Cirino, P. Verdonck; “Diamond–like carbon microoptics elements”, publicado no Thin Solid Films, n. 459, pp. 145 – 148, 2004. A. P. Mousinho, R. D. Mansano, P. Verdonck; “High Density plasma chemical vapor deposition of amorphous carbon films” publicado no Journal of Diamond and Related Materials, n. 13, pp. 311 – 315, 2004. A. P. Mousinho, R. D. Mansano, M. Massi, J. M. Jaramillo, “Micro-machine fabrication using diamond-like carbon films”, publicado no Journal of Diamond and Related Materials, vol. 12, pp. 1041-1044, 2003. R. D. Mansano, M. Massi, A. P. Mousinho, L. S. Zambom, L. G. Neto, “Protective carbon layer for chemical corrosion of stainless steel” , publicado no Journal of Diamond and Related Materials, vol. 12, pp. 749-752, 2003. A. P. Mousinho, R. D. Mansano, M. Massi, L. S. Zambom, “High density plasma chemical vapor deposition of diamond like carbon films”, publicado no Microelectronics Journal, vol. 34/5, n.8, pp. 627 – 629, 2003.
Artigos completos apresentados e publicados em anais de Congressos Internacionais
A. P. Mousinho, R. D. Mansano, N. Ordonez, “Anti-wear coating in cut tools with diamond-like carbon films deposited by high density plasma chemical vapor deposition” publicado nos anais do 59th Annual International Congresso da Associação Brasileira de Materiais, pp. 4152 a 4161, São Paulo, São Paulo, Brasil, julho, 2004. R. D. Mansano, A. P. Mousinho, L. S. Zambom, M. S. de Medeiros, P. Verdonck, M. Guerino, M. Massi, “The influence of additives on electrical characteristics of DLC films deposited by reactive sputtering” publicado nos anais do 19th International Symposium of Microelectronics technology and Devices – SBMICRO 2004, vol. 2004-03, pp. 339- 344, Recife, Pernambuco, Brasil, setembro 2004.

207
Resumos apresentados e publicados em anais de Congressos Internacionais
L. H. Garcia-Amoedo, A. P. Mousinho, J. A. Baucia, R. D. Mansano, T. J. A. Pinto, “DLC use to prevent calcification in bioprothetic heart valve” publicado nos anais do IVC-16 (16th International Vacuum congress)/ ICSS-12 (12th International Conference on Surface Science)/ Nano-8 (8th International Conference on nanometer-Scale Science and Technology)/ AIV-17 (17th Vacuum Italian Symposium) pp. 61 – 62, realizado em julho de 2004, Veneza, Itália.
A. P. Mousinho, R. D. Mansano, P. Verdonck, “Hard Coating with diamond-like carbon films” publicado nos anais da IV International Conference on Inorganic Materials, realizado em setembro de 2004, Antuerpia, Bélgica.
A. P. Mousinho, R. D. Mansano; “Influence of the substrate surface topography in the structuration of DLC films deposited by High Density Plasma Chemical Vapor Deposition” publicado nos anais do IVC-16 (16th International Vacuum congress)/ ICSS-12 (12th International Conference on Surface Science)/ Nano-8 (8th International Conference on nanometer-Scale Science and Technology)/ AIV-17 (17th Vacuum Italian Symposium) pp. 639 – 640, realizado em julho de 2004, Veneza, Itália. R. D. Mansano, R. Ruas, A. P. Mousinho, L. S. Zambom, M. Massi, “Diamond-like Carbon films contained metals for metallic orthopedics implants application” publicado nos anais do IVC-16 (16th International Vacuum congress)/ ICSS-12 (12th International Conference on Surface Science)/ Nano-8 (8th International Conference on nanometer-Scale Science and Technology)/ AIV-17 (17th Vacuum Italian Symposium) pp. 641, realizado em julho de 2004, Veneza, Itália. M. Guerino, A. P. Mousinho, M. Massi, R. D. Mansano, “Electrical conduction mechanisms of nitrogenated amorphous carbon films deposited by high density plasma chemical vapor deposition” publicado nos anais do IVC-16 (16th International Vacuum congress)/ ICSS-12 (12th International Conference on Surface Science)/ Nano-8 (8th International Conference on nanometer-Scale Science and Technology)/ AIV-17 (17th Vacuum Italian Symposium) pp. 661, realizado em julho de 2004, Veneza, Itália. A. P. Mousinho, R. D. Mansano “Influence of additives on electric characteristics of diamond like carbon films deposited by HDPCVD” publicado nos anais do IVC-16 (16th International Vacuum congress)/ ICSS-12 (12th International Conference on Surface Science)/ Nano-8 (8th International Conference on nanometer-Scale Science and Technology)/ AIV-17 (17th Vacuum Italian Symposium) pp. 662, realizado em julho de 2004, Veneza, Itália.

208
L. H. Garcia-Amoedo, A. P. Mousinho, L. H. S. Santiago, R. D. Mansano, T. J. A. Pinto, “Diamond like carbon preventing calcification in bioprosthetic heart valves”, publicado nos anais do III Congresso Latino Americano de Órgãos Artificiais e Biomateriais, pp 180, realizado em julho de 2004, em Campinas, São Paulo, Brasil. A. P. Mousinho, R. D. Mansano, N. Ordonez, “Anti-wear coating in cut tools with diamond-like carbon films deposited by high density plasma chemical vapor deposition” publicado nos anais do 59th Annual International Congresso da Associação Brasileira de Materiais, pp. 4152 a 4161, São Paulo, São Paulo, Brasil, julho, 2004. R. D. Mansano, A. P. Mousinho, L. S. Zambom, M. S. de Medeiros, P. Verdonck, M. Guerino, M. Massi, “The influence of additives on electrical characteristics of DLC films deposited by reactive sputtering” publicado nos anais do 19th International Symposium of Microelectronics technology and Devices – SBMICRO 2004, vol. 2004-03, pp. 339- 344, Recife, Pernambuco, Brasil, setembro 2004. R. D. Mansano, A. P. Mousinho, L. S. Zambom, M. S. de Medeiros, R. D. Mansano, P. Verdonck “Influence of additives on electric characteristics of diamond-like carbon films deposited by reactive sputtering”, apresentado no EMRS 2003 SPRING MEETING, Strasbourg, França, junho de 2003. A. P. Mousinho, R. D. Mansano, “Influence of substrate surface topography in the growth of DLC films deposited by plasma processes”, apresentado no X Latin American Workshop on Plasma Physics and 7th Brazilian Meeting on Plasma Physics, São Pedro, SP, Brasil, dezembro de 2003. A. P. Mousinho, R. D. Mansano, “High density plasma chemical vapor deposition of amorphous carbon films”, apresentado no X Latin American Workshop on Plasma Physics and 7th Brazilian Meeting on Plasma Physics, São Pedro, SP, Brasil, dezembro de 2003. A. P. Mousinho, R. D. Mansano, “Influenced of the fluorine addition on the electric characteristics of DLC films deposited by high density plasma chemical vapor deposition”, apresentado no X Latin American Workshop on Plasma Physics and 7th Brazilian Meeting on Plasma Physics, São Pedro, SP, Brasil, dezembro de 2003. A. P. Mousinho, R. D. Mansano, P. Verdonck, “Diamond like-Carbon Microoptics Elements”, apresentado no European Vacuum Congress 2003, Berlim, Alemanha, junho de 2003. A. P. Mousinho, R. D. Mansano, P. Verdonck, “High density plasma chemical vapor deposition of amorphous carbon films”, apresentado no EMRS 2003 SPRING MEETING, Strasbourg, França, junho de 2003.

209
A. P. Mousinho, R. D. Mansano, M. Massi, J. M. Jaramillo, “Micromachine fabrication using diamond-like carbon films”, apresentado no 13th European Conference on Diamond-Like Materials, Carbon Nanotubes, Nitrides and Silicon Carbide, Granada, Espanha, setembro de 2002.
R. D. Mansano, M. Massi, A. P. Mousinho, L. S. Zambom, L. G. Neto, “Protective carbon layer for chemical corrosion of stainless stell”,apresentado no 13th European Conference on Diamond-Like Materials, Carbon Nanotubes, Nitrides and Silicon Carbide, Granada, Espanha, setembro de 2002. A. P. Mousinho, R. D. Mansano, M. Massi, L. S. Zambom, “High density plasma chemical vapor deposition of diamond like carbon films”, apresentado no 4th International Conference on low dimensional structures and devices – LDSD 2002, PS-I-44, Fortaleza, Ceará, Brazil, dezembro de 2002.
Resumos apresentados e publicados em anais de Congressos Nacionais R. D. Mansano, M. S. de Medeiros, A. P. Mousinho, “Photoelectric effects of nanostructured amorphous carbon films” publicado nos anais do III Encontro da Sociedade Brasileira de Pesquisa em Materiais, realizado em outubro de 2004, Fóz do Iguaçu, PR, Brasil. A. P. Mousinho, R. D. Mansano, “Nano-structuration of DLC films deposited by high density plasma chemical vapor deposition” publicado nos anais do III Encontro da Sociedade Brasileira de Pesquisa em Materiais, realizado em outubro de 2004, Fóz do Iguaçu, PR, Brasil. A. P. Mousinho, R. D. Mansano, “Efeito da adição de nitrogênio nas características elétricas dos filmes de DLC depositados por HDPCVD” publicado nos anais do XXVII Encontro Nacional de Física da Matéria Condensada pp. 459, maio de 2004, Poços de Caldas , MG, Brasil. M. S. de Medeiros, R. D. Mansano, A. P. Mousinho, “Propriedades fotoelétricas dos filmes de carbono amorfo hidrogenado nanoestruturado”; publicado nos anais da IX Escola Brasileira de Estrutura Eletrônica, julho de 2004, Salvador, Bahia, Brasil. A. P. Mousinho, R. D. Mansano, A. J. Moreira, N. Ordonez, A. M. Camponucci, “Desenvolvimento de um sistema de deposição de filmes finos por plasma de alta densidade”; publicado nos anais do XXV Congresso Brasileiro de Aplicações de Vácuo na Indústria e na Ciência, pp. 100, julho 2004, Rio de Janeiro, Rio de janeiro, Brasil.

210
A. P. Mousinho, R. D. Mansano, “Influência dos parâmetros de deposição nas características dos filmes de DLC depositados em um sistema HDP-CVD”, XXVI Encontro Nacional de Física da Matéria Condensada, abstract, pp. 426, Caxambu, MG, Brasil, 2003.
A. P. Mousinho, R. D. Mansano, “Electrical characteristics of high density plasma chemical vapor deposited amorphous carbon films”, XXVI Encontro Nacional de Física da Matéria Condensada, abstract, pp. 427, Caxambu, MG, Brasil, 2003.
Boletins Técnicos D. Genovesi, A. P. Mousinho, R. D. Mansano, “Elementos em micro-óptica fabricados com filmes de carbono tipo diamante (DLC)”, Boletim Técnico da Faculdade de Tecnologia de São Paulo, BT/15, pp. 49, outubro de 2003.

211
“ ...até aqui, nos ajudou o Senhor.”
Sm. 7.12
Top Related