



Línguas
Páginas
Legal


FURG
DESENVOLVIMENTO DE UM PROCESSO DE OBTENÇÃO DE PROTEÍNA DE ANCHOITA (Engraulis anchoita) MODIFICADA
ENZIMATICAMENTE
KELLY DE MORAES
Prof. Dr. WALTER AUGUSTO RUIZ ORIENTADOR
Prof. Dr. LUIZ ANTÔNIO DE ALMEIDA PINTO CO-ORIENTADOR
RIO GRANDE, RS 2007
FUNDAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE DEPARTAMENTO DE QUÍMICA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARA E CIÊNCIA DE ALIMENTOS

FUNDAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE
DEPARTAMENTO DE QUÍMICA
MESTRADO EM ENGENHARIA E CIÊNCIA DE ALIMENTOS
DESENVOLVIMENTO DE UM PROCESSO DE OBTENÇÃO DE PROTEÍNA DE ANCHOITA (Engraulis anchoita) MODIFICADA
ENZIMATICAMENTE
Enga. de Alimentos Kelly de Moraes
Prof. Dr. Walter Augusto Ruiz
Orientador
Prof. Dr. Luiz Antônio de Almeida Pinto
Co-orientador
RIO GRANDE, RS 2007
Dissertação apresentada para
obtenção do título de Mestre em
Engenharia e Ciência de Alimentos

ii
Aos meus pais, Alberto e Hildegard.
Aos meus avós, Walter e Regina.
In memorian
Dedico.

iii
“Se fossem escolher entre alternativas, as decisões seriam fáceis. Uma
decisão inclui a seleção e a formulação de alternativas”.
Kenneth Burke

iv
AGRADECIMENTOS
A DEUS Por estar presente me proporcionando a vida, força de vontade e saúde para conquistar
mais esta etapa.
Ao Eduardo Pelo apoio, paciência, confiança, carinho e incentivo em todos os momentos, os quais foram
importantíssimos para realização deste trabalho.
A minha família Pelo apoio, confiança, dedicação e compreensão da minha ausência.
Ao meu orientador Dr. Walter Augusto Ruiz Pela paciência, colaboração e oportunidade de realizar este trabalho.
Ao meu Co-Orientador Dr. Luiz Antônio de Almeida Pinto Pela orientação, amizade, companheirismo, carinho, paciência, dedicação e colaboração
para meu crescimento pessoal e profissional.
Aos colegas de laboratório Maria, Jaques e Rogério Pela ajuda, amizade e convivência que tornaram possível a realização deste trabalho.
Aos Professores da Pós-Graduação Pelo conhecimento e aprendizado adquiridos.
À Professora Dra. Marta M. Marquezan Augusto Pelo apoio, amizade e empréstimo de laboratório e reagentes
Aos Professores de Pós-Graduação da Oceanografia Lauro Saint Pastour Madureira e Gilberto Henrique Griep
Pela amizade, colaboração, paciência e oportunidade de realizar este trabalho.
Aos colegas de programa de Pós-Graduação Pelo agradável convívio ao longo desses dois anos.
Às amigas Vivian, Elizangela, Catariana e Jaqueline Pela amizade, companheirismo, paciência e colaboração.
Às secretárias Islanda e Gicelda Pela atenção, carinho e amizade ao longo deste período.
Às futuras engenheiras de alimentos Cibele, Kellen e Luiza Pelo auxílio e disponibilidade imprescindíveis para a realização do trabalho.
À Fundação Universidade Federal do Rio Grande Pela formação profissional.
Ao Governo Federal representado pela Capes e CNPq e ao povo Brasileiro Pelo incentivo à pesquisa.

v
SUMÁRIO LISTA DE FIGURAS..............................................................................................................viii LISTA DE TABELAS...............................................................................................................ix NOMENCLATURA....................................................................................................................x RESUMO GERAL....................................................................................................................xi GENERAL ABSTRACT..........................................................................................................xii CAPÍTULO I – INTRODUÇÃO GERAL....................................................................................1 1 Introdução Geral................................................................................................................2 2 Objetivos.......................................................................................................................... .4
2.1 Objetivo Geral............................................................................................................ .4 2.2 Objetivos Específicos............................................................................................. ..4
CAPÍTULO II - REVISÃO BIBLIOGRÁFICA............................................................................5 2 Revisão Bibliográfica 6
2.1 Composição e Valor Nutricional do Pescado........................................................... 6 2.2 Estrutura e Composição do Músculo de Pescado ................................................... 6
2.2.1 A Anchoita Como Matéria Prima...................................................................... 7 2.3 Hidrólise Enzimática das Proteínas ......................................................................... 9
2.3.1 Enzimas Proteolíticas..................................................................................... 12 2.3.2 Propriedades dos Hidrolisados Enzimáticos de Proteínas ............................ 15
2.3.2.1 Solubilidade................................................................................................ 16 2.3.2.2 Capacidade Retenção de Água e Óleo...................................................... 17 2.3.2.3 Propriedades de Emulsificação.................................................................. 18 2.3.2.4 Propriedades de Formação de Espuma .................................................... 19 2.3.2.5 Digestibilidade in vitro ................................................................................ 19
2.4 Secagem em Leito de Jorro................................................................................... 20 2.4.1 Secagem de Pastas em Leito de Jorro .......................................................... 23 2.4.2 Secagem de Hidrolisados Protéicos .............................................................. 25
CAPÍTULO III – DESENVOLVIMENTO DO TRABALHO.................................................... ..26 ARTIGO 1: Efeito da extensão da hidrólise sobre características do músculo de anchoita (Engraulis anchoita) modificado enzimaticamente ...........................................27 RESUMO..................................................................................................................................27 ABSTRACT...............................................................................................................................28 1 Introdução........................................................................................................................29 2 Material e Métodos..........................................................................................................30
2.1 Matéria-Prima. .......................................................................................................30 2.2 Preparo da Matéria Prima ......................................................................................30 2.3 Modificação Enzimática................. ........................................................................30 2.4 Composição Proximal .... ........................................................................................32 2.5 Determinação da Atividade Enzimática ........... ......................................................32 2.6 Hidrólise Enzimática......................... ..................... ................................................33
2.6.1 Determinação do Grau de Hidrólise (GH) ........ ..............................................33 2.7 Digestibilidade in vitro ...... ......................................................................................33 2.8 Solubilidade ..... ......................................................................................................34 2.9 Capacidade Emulsificante .... .................................................................................34 2.10 Capacidade de Formação de Espuma ....... ...........................................................34 2.11 Planejamento Experimental ...... .............................................................................34

vi
3 Resultados e Discussão................................................................................................. 35 3.1 Composição Proximal .............................................................................................35 3.2 Atividade Enzimática ..............................................................................................36 3.3 Hidrólise Enzimática do Músculo de Anchoita.. ..................... ................................37 3.4 Planejamento Experimental.............................. .....................................................38
3.4.1 Grau de Hidrólise ...........................................................................................40 3.4.2 Produção no Leito de Jorro ............................................................................41 3.4.3 Digestibilidade in vitro. ....................................................................................42 3.4.4 Solubilidade ....................................................................................................43 3.4.5 Capacidade de Emulsificação ........................................................................44 3.4.6 Capacidade de Formação de Espuma ...........................................................46
4 Conclusões......................................................................................................................47 5 Agradecimentos...............................................................................................................47 6 Referências......................................................................................................................48 ARTIGO 2: Efeito da temperatura de secagem em leito de jorro nas características do músculo de anchoita (Engraulis anchoita) modificado enzimaticamente.......................51 RESUMO.................................................................................................................................51 ABSTRACT..............................................................................................................................521 Introdução........................................................................................................................53 2 Material e Métodos...........................................................................................................54
2.1 Matéria-Prima .........................................................................................................54 2.2 Enzima................... ................................................................................................54 2.3 Preparo e Acondicionamento da Matéria-Prima.... ................................................55 2.4 Processo Enzimático............................. .................................................................55 2.5 Secagem....................................................... .........................................................55 2.6 Determinação da Composição Proximal........ ........................................................56 2.7 Determinação do Grau de Hidrólise (GH) ........... ..................................................56 2.8 Determinação da Digestibilidade in vitro........... .....................................................57 2.9 Determinação das Propriedades Funcionais............................................................57
2.9.1 Determinação da Capacidade de Retenção de Água e Óleo.............. ..........57 2.9.2 Determinação da Solubilidade.................................................... ...................56 2.9.3 Determinação das Propriedades Emulsificantes........................ ....................58 2.9.4 Determinação das Propriedades de Espuma............. ....................................58
2.10 Tratamento Estatístico.................................................... .......................................58 3 Resultados e Discussão..................................................................................................58
3.1 Composição Proximal.............................................................. ..............................58 3.2 Produção no Leito de Jorro................................................... .................................59 3.3 Digestibilidade in vitro............................................................... .............................61 3.4 Propriedades Funcionais.......................................................... ..............................62
3.4.1 Solubilidade........................................................................... .........................62 3.4.2 Capacidade de Retenção de Água e Óleo......................... ............................63 3.4.3 Propriedades Emulsificantes................................................ ..........................65 3.4.4 Propriedades de Espuma.................................................... ...........................66
4 Conclusões......................................................................................................................69 5 Agradecimentos...............................................................................................................70 6 Referências......................................................................................................................70
ARTIGO 3: Elaboração de uma sopa desidratada com músculo de anchoita (Engraulis anchoita) modificado enzimaticamente..............................................................................74 RESUMO.................................................................................................................................74 ABSTRACT..............................................................................................................................75 1 Introdução........................................................................................................................76

vii
2 Material e Métodos..........................................................................................................77 2.1 Matéria Prima....................................................................................................... ..77 2.2 Preparo da Matéria Prima.................................................................................... ..77 2.3 Modificação Enzimática ...................................................................................... ...77 2.4 Determinação da Composição Centesimal......................................................... ...79 2.5 Determinação do Grau de Hidrólise (GH) ........................................................... ...79 2.6 Determinação da Digestibilidade in vitro............................................................ ....80 2.7 Determinação da Solubilidade ............................................................................ ...80 2.8 Formulação da Sopa Desidratada ...................................................................... ...80
2.8.1 Modo de Preparo da Sopa ......................................................................... ...81 2.9 Avaliação Sensorial da Sopa Desidratada......................................................... ....81
2.9.1 Avaliação de Preferência pelo Teste de Ordenação................................... ...81 2.9.2 Avaliação Hedônica pelo Consumidor. ........................................................ ..82 2.9.3 Cálculo do Índice de Aceitação.................................................................... ..83
2.10 Determinação do Valor Calórico Total.. ................................................................ .84 2.11 Avaliação Microbiológica.. ..................................................................................... 84 2.12 Tratamento Estatístico... ....................................................................................... .84
3 Resultados e Discussão..................................................................................................84 3.1 Composição Proximal e Grau de Hidrólise.. ........................................................ ..84 3.2 Digestibilidade in vitro e Solubilidade.. ................................................................ ..85 3.3 Elaboração da Sopa Desidratada.. ...................................................................... ..86 3.4 Avaliação Sensorial... ........................................................................................... .86
3.4.1 Avaliação da Preferência pelo Consumidor.. .............................................. ...86 3.4.2 Avaliação Hedônica pelo Consumidor. ....................................................... ...88
3.5 Composição Centesimal e Valor calórico Total do Produto Final .......................... 90 3.6 Avaliação Microbiológica ....................................................................................... 90
4 Conclusões......................................................................................................................91 5 Agradecimentos........................................................................................................ ......92 Referências..............................................................................................................................92 CAPÍTULO IV – CONCLUSÃO GERAL..................................................................................95 4 Conclusão Geral...............................................................................................................96 4.1 Sugestões para Futuros Trabalhos............................................................................97 CAPÍTULO V – REFERÊNCIAS ............................................................................................98 5 Referências Bibliográficas...............................................................................................99 CAPÍTULO IV – ANEXOS.....................................................................................................109

viii
LISTA DE FIGURAS
CAPÍTULO II – REVISÃO BIBLIOGRÁFICA FIGURA 1: Anchoita (Engraulis anchoita). .............................................................................. 7 FIGURA 2: Estimativa da composição proximal de pescados gordos, incluindo a Anchoita, em função do conteúdo de água nas migrações..................................................................... 9 FIGURA 3: Mecanismo de ação das endopeptidases........................................................... 14 FIGURA 4: Diagrama esquemático de um leito de jorro tronco cone-cilíndrico .................... 21 FIGURA 5: Curva fluidodinâmica genérica – Perda de Carga x Velocidade......................... 22 CAPÍTULO III - DESENVOLVIMENTO DO TRABALHO ARTIGO 1 FIGURA 1: Diagrama de blocos do processo de obtenção do músculo modificado enzimaticamente.................................................................................................................... 31 FIGURA 2: Atividade da enzima em diferentes temperaturas............................................... 37 FIGURA 3: Evolução da hidrólise enzimática de músculo do anchoita utilizando a enzima Neutrase®.. ........................................................................................................................... 38 FIGURA 4: Superfície de resposta para grau de hidrólise. ................................................... 40 FIGURA 5: Superfície de resposta para produção de MME no leito de jorro........................ 42 FIGURA 6: Superfície de resposta para solubilidade. ........................................................... 43 FIGURA 7: Superfície de resposta para capacidade de emulsificação................................. 45 FIGURA 8: Superfície de resposta para capacidade de formação de espuma..................... 46 ARTIGO 2 FIGURA 1: Produção de pó (MME90 e MME110) no secador em leito de jorro. .................. 59 FIGURA 2: Temperatura do ar de entrada e saída no secador: a) MME90 e b) MME110. .. 60 FIGURA 3: Digestibilidade in vitro para BSA, MME90, MME110 e MNM. ............................ 61 FIGURA 4: Solubilidade protéica do MME90, MME110 e MNM em diferentes meios. ......... 62 FIGURA 5: CRA e CRO para o MNMS, MME90 e MME110................................................. 64 FIGURA 6: Capacidade de emulsificação do MME, BSA e MNM. ........................................ 65 FIGURA 7: Estabilidade da emulsão para MME, BSA e MNM.............................................. 65 FIGURA 8: Capacidade de formação de espuma para MME90, MME110, MNM e BSA. .... 67 ARTIGO 3 FIGURA 1: Diagrama de blocos do processo de obtenção do músculo modificado enzimaticamente.................................................................................................................... 78 FIGURA 2: Modelo de ficha aplicada no teste de ordenação................................................ 82 FIGURA 3: Modelo da ficha para avaliação hedônica........................................................... 83 FIGURA 4: Músculo (proteína) modificado enzimaticamente (MME) seco em leito de jorro. 85 FIGURA 5: Resultados da avaliação hedônica obtida a partir de 80 consumidores. ............ 89 FIGURA 6: Atitude do consumidor em relação ao consumo de sopa. 89 CAPÍTULO VI - ANEXOS FIGURA B1: Curva da atividade enzimática da Neutrase®. ............................................... 113 FIGURA B2: Curva da atividade residual da Neutrase®. .................................................... 113 FIGURA B3: Efeitos estimados das variáveis E/S, tempo e sua interação. ........................ 114 FIGURA B4: Temperatura de entrada e saída do ar no secador para os experimentos do planejamento experimental.................................................................................................. 115 FIGURA C1: Captura da anchoita (Engraulis anchoita) ...................................................... 116 FIGURA C2: Esquema do equipamento para secagem em leito de jorro. .......................... 116 FIGURA C3: Secador de leito de jorro, geometria cônica. .................................................. 117

ix
LISTA DE TABELAS
CAPÍTULO III - DESENVOLVIMENTO DO TRABALHO ARTIGO 1 TABELA 1: Matriz do planejamento experimental – variáveis independentes codificadas e não codificadas.................................................................................................................... ..35 TABELA 2: Composição proximal do Músculo não Modificado (MNM)................................. 36 TABELA 3: Composição proximal do Músculo Modificado Enzimaticamente (MME) em função da variação E/S e Tempo. ......................................................................................... 36 TABELA 4: Planejamento experimental da modificação enzimática do músculo de anchoita................................................................................................................................................ 38 TABELA 5: Coeficientes de regressão obtidos para GH, PLJ, D, S, CE e CFE.................... 39 TABELA 6: Análise de variância para GH, PLJ, D, S, CE e CFE, na modificação enzimática do músculo de Anchoita ..........................................................................................................39 ARTIGO 2 TABELA 1: Composição proximal do músculo modificado enzimaticamente (MME)............ 58 TABELA 2: Estabilidade de espuma para BSA, MME90 e MME110 a) 30min b) 60min ..... 68 ARTIGO 3 TABELA 1: Composição da formulação da sopa desidratada............................................... 81 TABELA 2: Composição proximal e grau de hidrólise do músculo não modificado (MNM) e modificado enzimaticamente (MME). .................................................................................... 84 TABELA 3: Digestibilidade e solubilidade para o MNM e MME. ........................................... 86 TABELA 4: Ordem de preferência atribuída pelos julgadores............................................... 87 TABELA 5: Módulo das diferenças entre as somas das ordens, obtidas a partir de 30 julgadores, para as três diferentes formulações de sopa . .................................................... 88 TABELA 6: Composição centesimal da sopa desidratada enriquecida com proteína de anchoita modificada enzimaticamente (Formulação B)......................................................... 90 TABELA 7: Avaliação microbiológica da sopa desidratada................................................... 91

x
NOMENCLATURA
MNM – Músculo não modificado;
MNMS – Músculo não modificado seco;
MME – Músculo (proteína) modificado enzimaticamente;
MME90 – Músculo (proteína) modificado enzimaticamente seco em leito de jorro a
90ºC;
MME110 - Músculo (proteína) modificado enzimaticamente seco em leito de jorro a
110ºC;
GH – Grau de hidrólise;
PLJ – Produção de MME no leito de jorro;
S – Solubilidade;
D – Digestibilidade in vitro;
CE – Capacidade de emulsificação;
CFE – Capacidade de formação de espuma;
CRA – Capacidade de retenção de água;
CRO – Capacidade de retenção de óleo;

xi
RESUMO GERAL
A modificação enzimática de proteínas utilizando enzimas cada vez mais específicas vem
sendo amplamente estudada com o intuito de agregar valor ao pescado de baixo valor
comercial, que normalmente é descartado no processamento industrial. A anchoita é uma
espécie pelágica distribuída desde o norte do Rio de Janeiro até o centro da Patagônia.
Nesta área foi verificado que há três populações e as mais abundantes são a Patagonian e
Bonaerense. Esta última poderia ser explorada sazonalmente no sul do Brasil
desenvolvendo uma nova pescaria num futuro próximo. O principal objetivo deste trabalho foi
desenvolver um processo para obtenção de um modificado protéico a partir de um pescado
de baixo valor comercial (Engraulis anchoita), visando à elaboração de um produto para
consumo humano. Foi avaliado, através da metodologia de superfície de resposta, o efeito
da extensão da modificação enzimática do músculo (proteína) de anchoita, por Neutrase®,
sobre a produção no secador, digestibilidade in vitro, solubilidade, capacidade de
emulsificação e formação de espuma. Também foi avaliado o efeito da temperatura do ar de
entrada do secador (90ºC e 110ºC) sobre a produção de músculo modificado
enzimaticamente (MME), digestibilidade in vitro e propriedades funcionais de capacidade de
retenção de água e óleo, solubilidade, propriedades de emulsão e espuma. Visando o
consumo humano, foi elaborada e avaliada uma sopa desidrata enriquecida com MME. Com
o aumento do grau de hidrólise, houve um aumento significativo na solubilidade e
capacidade de emulsificação. Entretanto, ocorreu uma diminuição na produção de MME e na
capacidade de formação de espuma. A digestibilidade in vitro permaneceu inalterada. O
músculo de anchoita modificado enzimaticamente por Neutrase® e seco em leito de jorro
apresentou características funcionais semelhantes aos de hidrolisados protéicos reportados
na literatura, tendo uma melhora significativa na digestibilidade in vitro e propriedades
funcionais, comparado com o músculo não modificado. A temperatura do ar de entrada do
secador de 110ºC não influenciou significativamente na produção e capacidade de retenção
de água do MME. Entretanto, a digestibilidade in vitro, capacidade de retenção de óleo,
propriedades de emulsão e espuma diminuíram. Com as características apresentadas pelo
MME, o mesmo pôde ser aplicado na formulação de um produto alimentício tipo sopa
desidrata. A formulação da sopa preferida pelo consumidor foi a que continha 7,5% de MME,
a qual apresentou um “Índice de Aceitação” de 86%. Uma sopa desidratada enriquecida com
proteína de anchoita modificada pode ser um produto promissor no mercado brasileiro, visto
que 71% dos julgadores consumiriam a sopa pelo menos de 15 dias a uma vez ao mês.
Palavras chave: hidrólise enzimática; proteína de pescado; secador em leito de jorro;
propriedades funcionais; subprodutos de pesca; espécies pelágicas.

xii
GENERAL ABSTRACT
The enzymatic modification of proteins utilizing enzymes even more specifics has been
widely studied with the aim of aggregate value to the fish of low commercial value, which is
normally discarded by industrial processing. The anchoita (Engraulis anchoita) is a pelagic
species distributed from the north of the Rio de Janeiro to the center of Patagonia. In this
area it has been assumed that there are three populations and the most abundant ones are
the Patagonian and Bonaerense. The last one is seasonally available in the south of Brazil
where a new fishery can start in the near future. The main objective of this work was to
develop a process for obtaining a modified protein starting from a fish of low commercial
(Engraulis anchoita) value, seeking to the elaboration of a product for human consumption. It
was evaluated, through the surface response methodology, the effect of the extension of the
enzymatic modification of the anchoita muscle (protein), by Neutrase®, about the production
in the spouted bed dryer, in vitro digestibility, solubility, emulsification capacity and foam
formation. It was also evaluated the effect of the temperature of the dryer entrance air (90ºC
and 110ºC) on the production of muscle (protein) enzimatically modified (MME), digestibility
in vitro and functional properties of water and oil holding capacity, solubility, emulsifying
properties and foam. Seeking the human consumption, it was elaborated and appraised a
dehydrated soup enriched with MME. With the increase of the hydrolysis degree, there was a
significant increase in the solubility and emulsification capacity. However, there was a
decrease in the production of MME and in the capacity of foam formation. The in vitro
digestibility stayed unaffected. The anchoita muscle (protein) enzimatically modified for
Neutrase® and dried in spouted bed presented functional characteristics similar to the protein
hydrolysate moderated in the literature and tended to a significant improvement in the in vitro
digestibility and functional properties, compared with the unmodified muscle. The
temperature of dryer entrance air of 110ºC didn't influence significantly in the production and
water holding capacity of MME. However, the in vitro digestibility, oil holding capacity,
emulsion properties and foam decreased. With the characteristics presented by MME, the
same could be applied in the formulation of a nutritious product like dehydrated soup. The
formulation soup favorite by consumers was the one that contained 7,5% of MME, which
presented an "Index of Acceptance" of 86%. The dehydrated soup enriched with anchoita
modified protein can be a promising product in the Brazilian market, because 71% of the
judges would consume the soup at least 15 days to once a month.
Keywords: enzymatic hydrolysis; fish protein; spouted bed dryer; functional properties, fish
byproducts; pelagic species.

CAPÍTULO I – INTRODUÇÃO GERAL

CAPÍTULO I – INTRODUÇÃO GERAL 2
1 INTRODUÇÃO GERAL
O Brasil ocupa uma posição privilegiada tanto em termos de biodiversidade quanto à
sua capacidade de gerar recursos renováveis em grande escala. Em relação ao
desenvolvimento de novos produtos, existe abundante matéria prima a ser utilizada, e uma
enorme quantidade de biomassa a ser transformada em processos diversificados e de maior
valor agregado.
O pescado é uma importante parte da dieta diária de muitos países, contribuindo
com um quarto da oferta mundial de proteína de origem animal. Em grande número de
países o pescado é uma fonte relevante de emprego, lucro e moeda externa (SANTOS,
2006).
No atendimento à crescente demanda de alimentos, os recursos pesqueiros podem
contribuir significativamente para melhorar a qualidade nutricional da dieta, especialmente
nos países em desenvolvimento. De mais de 22000 espécies de peixes, somente algumas
centenas estão sendo utilizadas como alimento, sendo um terço da captura mundial de
pescado destinada à elaboração de ração animal ou desperdiçada como resíduo. A
subutilização de recursos pesqueiros pode ser atribuída a inúmeros fatores, que vão desde
a falta de tecnologia para a captura até a baixa disponibilidade de produtos aceitáveis ao
consumidor, a custo compatível com as demais fontes protéicas (CASTELLO, 2007).
O setor pesqueiro encontra dificuldades para o desenvolvimento de tecnologias
alternativas, ocasionando o declínio da capacidade produtiva na maioria das empresas
processadoras de produtos pesqueiros. Como o ocorrido em empresas do setor na cidade
do Rio Grande-RS, que nos últimos dez anos foram desativadas ou praticamente
paralisadas pela escassez de matéria-prima ou pela falta de inovações tecnológicas.
A diversificação para espécies menos populares, como pequenos peixes pelágicos é
uma realidade que necessita de pesquisas quanto a sua composição e aprimoramento
tecnológico para seu maior aproveitamento, gerando produtos de maior valor agregado.
A anchoita (Engraulis anchoita) é uma espécie pelágica amplamente distribuída
desde o norte do Rio de Janeiro até o centro da Patagônia. Nesta área foi verificado que há
três populações e as mais abundantes são a Patagonian e Bonaerense. Esta última poderia
ser explorada sazonalmente no sul do Brasil desenvolvendo uma nova pescaria num futuro
próximo. Sua biomassa pode variar de 800.000 a 1.900.000 toneladas e seu potencial de
pesca sustentável pode chegar a 100.000 toneladas/ano disponível para a produção de
novos produtos através de alterações nutricionais de ingredientes, controle de qualidade e

CAPÍTULO I – INTRODUÇÃO GERAL 3
melhoria das técnicas de manejo de resíduos, e ainda constituem alternativas ao processo
tradicional (PANYAM & KILARA, 1996; CASTELLO, 1997; KRISTINSSON & RASCO, 2000ª;
MADUREIRA et al., 2004).
Avanços recentes nas áreas de Tecnologia e Engenharia de alimentos têm
demonstrado os benefícios potenciais da utilização de enzimas no processamento
principalmente de alimentos protéicos. Aumentando assim as possibilidades de
aproveitamento de matéria-prima, como pescados de baixo valor comercial. (PANYAM &
KILARA, 1996; KRISTINSSON & RASCO, 2000ª; GUAN et al., 2007; SINHÁ et al., 2007).
Proteínas hidrolisadas enzimaticamente surgem como uma nova tendência na
nutrição humana devido a facilidade de digestão e absorção gastrontestinal, especialmente,
pela presença de di- e tri-peptídeos e aminoácidos livres. Hidrolisados protéicos são
utilizados na elaboração de produtos geriátricos, suplementos energéticos, controladores de
peso e dietas terapêuticas ou entéricas (CLEMENTE et al., 1999).
A adição de enzimas para hidrolisar proteínas de alimentos é um processo de
considerável importância, pois pode melhorar a biodisponibilidade de nutrientes, as
propriedades funcionais e sensoriais das proteínas nativas sem prejudicar o seu valor
nutricional (KRISTINSSON & RASCO, 2000a). Tais propriedades dependem em grande
parte do tamanho molecular dos peptídeos gerados (grau de hidrólise) e são influenciadas
pela especificidade da enzima, natureza física e química da proteína intacta e da condição
de hidrólise (SURÓWKA et al., 2004).
Hidrolisados protéicos podem ser desidratados através de liofilização (SINHA et al.,
2007), freeze-drying (SHAIDI et al., 1995) ou secos em secadores do tipo spray (ABDUL -
HAMID et al., 2002). A secagem de alimentos é uma prática importante, utilizada
principalmente para aumentar o tempo de conservação dos mesmos, levando um melhor
aproveitamento da produção pesqueira.
A secagem em leito de jorro é uma técnica utilizada para a secagem de pastas e
suspensões devido, principalmente, ao grande grau de mistura das partículas,
proporcionando altas taxas de transferências de calor e de massa, e um alto número de
colisões (FREIRE, 1992). O secador em leito de jorro tem-se mostrado boa alternativa ao
secador spray, por fornecer produtos de qualidade similar, a custos significativamente
inferiores (SPITZNER & FREIRE, 2002). Como é o caso de proteínas modificadas
enzimaticamente e hidrolisados, viabilizando a obtenção de produtos com características
satisfatórias para o consumo direto, ou uso como matéria-prima para alimentos
desidratados.

CAPÍTULO I – INTRODUÇÃO GERAL 4
2 OBJETIVOS
2.1 Objetivo Geral
• Desenvolver um processo para obtenção de um modificado protéico a partir de
pescado de baixo valor comercial (Engraulis anchoita), visando o consumo humano
direto.
2.2 Objetivos Específicos
• Verificar a viabilidade de utilização do leito de jorro na secagem de modificados
protéicos de pescado;
• Estudar a influência da extensão da modificação enzimática (grau de hidrólise), por
Neutrase®, sobre a produção de músculo modificado enzimaticamente desidratado
no leito de jorro, digestibilidade in vitro e propriedades funcionais de solubilidade,
propriedades de emulsão e espuma;
• Avaliar o impacto da temperatura de secagem em leito de jorro sobre a produção do
secador, digestibilidade in vitro e propriedades funcionais do músculo modificado
enzimaticamente.
• Elaborar uma sopa desidratada enriquecida com músculo (proteína) de anchoita
modificado enzimaticamente e avaliá-la sensorialmente.

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 6
2 REVISÃO BIBLIOGRÁFICA
2.1 Composição e Valor nutricional do Pescado
Sob o aspecto nutricional, o pescado é uma das principais fontes de proteínas de alta
qualidade, com bom balanço de aminoácidos essenciais, fonte energética, pelo seu teor de
lipídeos (0,6-36%)e de ácidos graxos poli-insaturados ômega 3. O pescado pode ser
considerado uma boa fonte de minerais (0,8-2%) fisiologicamente importantes, tais como o
magnésio, manganês, zinco e cobre, com conteúdos relativamente elevados, principalmente
em alguns moluscos e crustáceos. Considerado teor de vitaminas hidrossolúveis do
complexo B, porém as vitaminas lipossolúveis A e D estão presentes em maior
concentração (OGAWA & MAIA, 1999). O teor de proteínas no músculo do pescado varia
entre 15-26%, carboidratos entre 0,3-1%, água 70-80%, lipídeos de 1-10% e minerais 1-
1,5% (YAHNKE, 2001).
2.2 Estrutura e Composição do Músculo de Pescado
O músculo do pescado é dividido em dois grupos principais; músculo ordinário ou
branco e músculo escuro ou sangüíneo. A diferença em coloração ocorre em razão do alto
conteúdo de mioglobina hemoglobina e citocromo do músculo escuro. Os músculos brancos
compreendem a maioria da musculatura do corpo, já os músculos escuros, subcutâneos,
estão localizados perifericamente ao longo do eixo central do corpo do animal e sua
concentração aumenta em direção à cauda do pescado. O músculo branco é muito uniforme
em composição, indiferente da sua localização (OGAWA & MAIA, 1999).
O músculo escuro, no entanto, varia sua composição em função da sua localização,
contendo mais lipídeos na parte anterior do peixe e mais água e proteína na parte posterior.
Uma fração maior de tecido de músculo escuro está presente em peixes que vivem em
ambientes de baixa temperatura. Quando os peixes nadam, normalmente não movimentam
nenhuma fração do músculo branco (CONTRERAS, 1994).
Os músculos do pescado são um tecido heterogêneo, composto por uma mistura de
tipos de fibras, uma matriz extracelular, macrófagos e sangue. É constituído por vários
grupos de proteínas: - as que formam a fração sarcoplasmática, que desempenham funções
bioquímicas nas células; - as proteínas miofibrilares do sistema contrátil; - as proteínas dos
tecidos conjuntivos, responsáveis principalmente pela integridade dos músculos
(OETTERER, 2007).

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 7
As proteínas sarcoplasmáticas encontram-se no líquido extracelular em pequenas
porções do sarcoplasma e têm a propriedade de ser solúveis em água e em soluções
salinas diluídas. Estas proteínas compreendem 30% do total das proteínas do músculo do
pescado (OETTERER, 2007).
O grupo das albuminas é composto por mais de 100 proteínas diversas, com ampla
variedade de pesos musculares e pontos isoelétricos, sendo que a maioria tem atividade
enzimática. Aqui estão incluídas as proteínas ligadas a ácidos nucléicos, os componentes
das lipoproteinas e as cromoproteinas do músculo e do sangue. Peixes de águas geladas
têm glicoproteinas anticongeladoras (OETTERER, 2007).
As proteínas miofibrilares compreendem 40 a 60% do total protéico. São
basicamente a miosina e a actina. Estas proteínas é que se complexam , formando a
actomiosina, no momento do “rigor mortis”, são também responsáveis pela capacidade do
pescado em reter água, pelas propriedades organolépticas e pela capacidade de formação
de gel. A miosina constitui de 50 a 60% da fração miofibrilar e a actina, 15 a 20%
(OETTERER, 2007).
2.2.1 A Anchoita Como Matéria Prima
A Engraulis anchoita (Figura 1) é uma espécie da família Engraulidae, do gênero
Engraulis, também comumente chamada de Anchovy, Atlantic-anchovy, Argentinian-
anchovy (CASTELLO, 1997, DINARA, 2005).
FIGURA 1: Anchoita (Engraulis anchoita).
Fonte: DINARA (2005).
A anchoita tem uma posição relevante no ecossistema pelágico da região sul -
sudeste do Brasil por sua abundância e posição como consumidor secundário na cadeia
trófica. A função ecológica da anchoita como predadora e presa e, sua dinâmica
populacional, são aspectos importantes para o estudo do ecossistema da plataforma
continental da região S-SE do Brasil. A anchoita apresenta-se amplamente distribuída no
Atlântico SW, desde o Cabo de São Tomé no Rio de Janeiro (22ºS) até o centro da

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 8
Patagônia – Golfo de São Jorge (47°S) na Argentina (BAKUN & PARRISH, 1991;
CASTELLO, 2003; CASTELLO, 2007).
O gênero Engraulis é provavelmente o clupeiforme mais largamente distribuído e, é
encontrado em águas costeiras de várias plataformas continentais com uma amplitude de
temperatura superficial compreendida entre 6 e 22°C. Os sub-adultos toleram baixas
salinidades podendo ser encontrados em águas estuariais. E. anchoita sustenta apenas
pescarias de cunho artesanal com volumes muito abaixo do potencial de sua biomassa
comprovada, que pode variar de 800.000 a 1.900.000 toneladas (LIMA & CASTELLO, 1995;
CASTELLO, 1997; MADUREIRA et al., 2004).
Das oito espécies do gênero, seis sustentam importantes pescarias industriais,
principalmente como fonte de matéria prima para a fabricação de farinhas destinadas à
produção de rações animais. Em alguns casos, particularmente na pescaria de Engraulis
encrasicholus no Mar Mediterrâneo e Mar Negro, o principal destino é o consumo fresco,
principalmente na primavera e verão, e a produção de diversas conservas e produtos, como
marinados em vinagre e maturados em salmouras (CASTELLO, 20075; PONS-SÁNCHEZ-
CASCADO, et al., 2006)
A elevada exploração dos estoques demersais tradicionais no sul e sudeste do Brasil
e uma falta de política pesqueira nacional e estadual, têm levado a uma queda sensível na
oferta de matéria prima local para a indústria de processamento de pescado. Em princípio, a
anchoita é um estoque alternativo virgem, que poderia ser explorado sazonalmente
desenvolvendo uma nova pescaria na região. Entretanto, verificam-se dificuldades para que
a anchoita torne-se uma alternativa viável economicamente em uma indústria, em parte pelo
desconhecimento do produto e pela sua fragilidade ao manuseio (LIMA & CASTELLO, 1995;
CASTELLO, 20075)
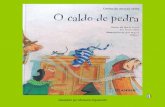
A composição química dos peixes varia de uma espécie e de um indivíduo a outro
dependendo de fatores como idade, sexo, ambiente e estações do ano. A Engraulis
anchoita é considerada um espécie “gorda”, por apresentar uma grande variação no teor de
lipídeos dependendo da época do ano (Figura 2), sendo este teor inversamente proporcional
ao conteúdo de água. No outono o teor de lipídeos pode variar de 12-16%. O conhecimento
da composição proximal do pescado é de grande importância na aplicação de diferentes
processos tecnológicos. Além de influenciar na qualidade da matéria-prima e estabilidade do
produto (YANNES & ALMANDOS, 2003).

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 9
FIGURA 2: Estimativa da composição proximal de pescados gordos, incluindo a anchoita,
em função do conteúdo de água nas migrações.
Fonte: YANNES (2004).
2.3 Hidrólise Enzimática das Proteínas
A modificação de proteínas de alimentos para o melhoramento das propriedades
sensoriais e estabilidade durante a estocagem dos recursos de proteína disponível é uma
tecnologia antiga. Hidrolisados protéicos podem ser definidos como proteínas que foram
química ou enzimaticamente quebradas em peptídeos menores e de diferentes tamanhos.
Proteínas hidrolisadas são produzidas para uma ampla variedade de usos na indústria de
alimentos, incluindo substitutivos do leite, suplementos protéicos, estabilizantes em bebidas
e realçadores de flavor em produtos de confeitaria (KRISTINSSON & RASCO, 2000ª).
A hidrólise de proteínas pode ser realizada por método químico (ácido ou álcalino) ou
biológico (enzimático). O método enzimático é mais indicado ao invés de métodos químicos
rigorosos para a produção de hidrolisados em aplicações nutricionais. A hidrólise enzimática
pode produzir hidrolisados com o perfil de peptídeos bem definido, enquanto que as
hidrólises ácida e alcalina podem destruir L-aminoácidos, produzindo D-aminoácidos e ainda
formar substâncias tóxicas como lisino-alanina. Isso é especialmente crítico em hidrolisados
protéicos, onde as proporções de aminoácidos, dipeptídeos e tripeptídeos são importantes
para absorção efetiva (LAHL & BRAUN, 1994; KRISTINSSON & RASCO, 2000ª).
Proteínas de pescado podem ser hidrolisadas com enzimas vegetais e/ou
microbianas que atuam como catalisadores, e aceleram a hidrólise das proteínas. Esse
processo é diferenciado da elaboração da silagem de pescado, que ocorre pela ação de

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 10
enzimas presentes naturalmente no próprio pescado, e é mais lento. A ação proteolítica no
processo hidrolítico é acelerada pela adição de enzimas à matéria-prima, controle do pH, da
temperatura e de outras variáveis. (SHAIDI & KAMIL, 2001; OETTERER & FURLAN, 2002).
A hidrólise enzimática das proteínas de pescado é um método alternativo, que
objetiva a recuperação de proteínas de espécies subtilizadas ou de resíduos de
processamento, que seriam desperdiçados, através do emprego de enzimas proteolíticas
para solubilização da proteína do pescado. No processo de hidrólise, as enzimas
proteolíticas são utilizadas para solubilizar a proteína muscular do pescado, em uma
hidrólise extensiva. O resultado será a separação em duas fases distintas, a solúvel e a
insolúvel. Geralmente, a fração insolúvel é utilizada como ração animal, enquanto que a
solúvel pode ser convertida em ingredientes alimentares e incorporada em sistemas
alimentícios. O hidrolisado solúvel é submetido à desidratação, resultando numa forma mais
estável, em pó, com alta concentração protéica. Tal produto é conhecido como hidrolisado
protéico de pescado (DINIZ & MARTIN, 1996).
Entretanto, os aminoácidos presentes nos hidrolisados são semelhantes aos da
proteína original quando não é separada a fração insolúvel, e a qualidade protéica da
proteína hidrolisada de pescado é um pouco inferior, se for considerada somente a fração
solúvel. Nesse caso, a composição em aminoácido depende do grau de hidrólise obtido
(SHAIDI et al., 1994).
Não existem dados que possibilitem determinar com clareza qual a espécie de pescado
mais adequada ao processo hidrolítico. A eleição da matéria-prima depende da
disponibilidade do fabricante e das especificações exigidas pelo cliente. A matéria-prima
atualmente utilizada são os descartes comestíveis de processamento de pescado magro,
visto que espécies com alto teor de gordura promovem o desenvolvimento de aromas
intensos no produto elaborado (OETTERER & FURLAN, 2002).
Espécies magras é o substrato de escolha para a hidrólise enzimática, já que
problemas com oxidação lipídica podem ser reduzidos. Do ponto de vista econômico, o
pescado do tipo pelágico, que é mais abundante, seria o preferido. Os peixes pelágicos
compreendem 23% da pesca mundial, dos quais somente 42% é utilizado para alimentação
humana. A maioria destes pelágicos são de espécies gordas, tais como arenque, sardinha
ou anchova, e o hidrolisado protéico de pescado preparado com estes pescados pode
conter alto conteúdo de lipídeos, o que requer tratamentos adicionais, tais como alta
centrifugação, para remoção do excesso de gordura (DINIZ & MARTIN, 1996).

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 11
Segundo Hall e Ahmad (1992), citado por Oetterer & Furlan (2002), hidrolisados
protéicos de pescado freqüentemente apresentam sabor amargo, e sua intensidade
depende do grau de hidrólise e da especificidade da protease, ou seja, do tamanho dos
peptídeos gerados e da intensidade da quebra das ligações. Acredita-se que o sabor
amargo decorra da exposição de aminoácidos hidrofóbicos ao ambiente aquoso, pois o peso
molecular dos peptídeos é tal que eles não podem se esconder dentro da molécula protéica,
o que ocorreria normalmente na proteína intacta. A composição dos hidrolisados protéicos
de pescado em geral reflete a composição da matéria-prima que lhe deu origem. A
composição típica de um hidrolisado protéico produzido a partir de um peixe magro (não
gorduroso) com base no peso seco é de 85-90% de proteína, 2-4% de lipídios e 6-7% de
cinza.
A hidrólise enzimática tem sido empregada em uma variedade de diferentes
proteínas, como da pecuária (bovinos e aves), leite e seus derivados (soro), plantas e
sementes. A hidrólise de pescado e outros alimentos aquáticos estão sendo visto com maior
freqüência na literatura.
• Aspmo et al. (2005) estudaram a hidrólise enzimática em vísceras de Gadus
morhua L. utilizando diferentes enzimas comerciais;
• Shaidi et al. (1995) estudaram a produção e características de hidrolisados
protéicos de Mallotus villosus utilizando enzimas comerciais como Neutrase®,
Alcalase® e papaína;
• Lalasidis et al. (1978) estudou a composição e o valor nutritivo de hidrolisados de
pescado tratados com Alcalase® e Pancreatina;
• Kristinsson & Rasco (2000b), c estudaram as propriedades funcionais e a cinética
de hidrolisados do músculo de Salmo salar utilizando enzimas comerciais;
• Quaglia & Orban (1990) estudaram as propriedades de emulsificação de hidrolisado
de Sardina pilchardus;
• Abdul-Hamid et al. (2002) estudaram a influencia da temperatura de secagem em
hidrolisados de tilápia – Oreochromis mossambicus;
• Benjakul & Morrissey (1997) estudaram hidrolisados protéicos obtidos a partir de
Merluccius productus utilizando Neutrase® e Alcalase®;
• Cândido & Sgarbieri (2003) estudaram o efeito nutricional e nas propriedades
hidrofílicas das proteínas miofibrilares de Tilapia do Nilo (Oreochromus niloticus);

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 12
• Diniz & Martin (1996) estudaram os efeitos combinados do pH, temepratura e razão
E/S sobre a hidrólise de Squalus acanthias;
• Fonkwe & Singh (1995) estudaram a hidrólise enzimática de resíduos de peru
mecanicamente separados;
• Guérard et al. (2002) estudaram a produção de hidrolisados de resíduos de atum
preparados a partir de proteases neutras;
• Guan et al. (2007) estudou algumas propriedades funcionais de proteína
concentrada de farelo de aveia modificado por tripsina;
• Sinha, et al. (2007) estudaram as propriedades funcionais e a qualidade nutricional
de proteína de soro de leite hidrolisada com tripsina e protease fúngica, sendo este
hidrolisado aplicado em formulação de uma bebida;
• Synowiecki et al. (1996) estudaram a hidrólise de sangue bovino e a diminuição de
seu gosto amargo através de reação com plasteína;
• Drago & González (2001) estudaram as propriedades de espuma de glúten
modificado enzimaticamente;
• Diniz & Martin (1997) verificaram o efeito da extensão da hidrólise de músculo de
tubarão (Squalus acanthias) nas propriedades funcionais;
• Bombara et al. (1997) estudaram as propriedades funcionais de farinha de trigo
modificada enzimaticamente por proteases;
• Surówka et al. (2004) estudaram propriedades funcionais de proteína de soja
extrusada e modificada enzimaticamente;
• Nilsang et al. (2005) otimizaram as condições de reação de hidrólise em
subprodutos de atum enlatado;
• Roman & Sgarbieri (2005) estudaram as propriedades funcionais de caseína bovina
modificada enzimaticamente.
2.3.1 Enzimas Proteolíticas
As enzimas utilizadas pela indústria e na pesquisa em alimentos são
predominantemente as hidrolases. As mais utilizadas são as carboxilases seguido das
proteases e lipases. As proteases são as mais caracterizadas dentre as enzimas.
Preparados de enzimas proteolíticas são, sob o ponto de vista econômico, o grupo mais

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 13
importante de enzimas e seu uso já é bastante conhecido na indústria de alimentos (LAHL &
BRAUM, 1994; KRISTINSSON & RASCO, 2000a)
As proteases são classificadas de acordo com a especificidade de ataque à ligação
peptídica e pelo mecanismo de hidrólise. Em termos de especificidade se classificam em:
serino-, thiol-, carboxi- e metallo-protease. Pelo mecanismo de hidrólise em endoproteinases
ou exopeptidases. As endoproteinases clivam as ligações peptídicas no interior da molécula
da proteína produzindo, normalmente, peptídeos relativamente grandes. As exopeptidades
sistematicamente removem os aminoácidos dos grupos N-terminal (aminopeptidades) ou C-
terminal (carboxipeptidases). Geralmente a hidrólise de proteínas alimentícias sempre são
usadas endoproteinases, entretanto, ocasionalmente essas enzimas são combinadas com
exopeptidases para o alcance de uma degradação mais complexa (ADLER-NISSEN, 1976).
A hidrólise enzimática, para a produção de hidrolisados de pescado ou de outras
proteínas alimentares, pode ser realizado com enzimas das vísceras e músculo do próprio
pescado (enzimas endógenas), ou adicionando enzima de outras fontes. O uso direto de
células microbianas na hidrólise de proteínas é um procedimento alternativo que tem sido
investigado (FONKWE & SINGH, 1996; KRISTINSSON & RASCO, 2000a).
Com a adição de enzimas exógenas o processo hidrolítico pode se processar de
maneira mais reprodutível e controlada. Diferentes proteases comerciais têm sido testadas
em diferentes pescados e os resultados indicam uma enzima para cada tipo de substrato e
método de processamento (ASPMO et al., 2005).
As proteases comerciais mais comumente empregadas na hidrólise de proteína de
pescado, são de origem vegetal (Papaína, Bromelina e Ficina), animal (Pepsina,
Quimiotripsina ou Tripsina) e enzimas de origem microbiana (Alcalase, Neutrase®, Protease
N, Protamex, entre outras). Em comparação com enzimas de origem vegetal e animal, as
enzimas microbianas oferecem vantagens, inclusive uma ampla variedade de atividades
catalíticas disponíveis, maiores pH e estabilidade de temperatura. Geralmente, reações com
Alcalase® têm sido mais favoráveis para a hidrólise de pescado devido ao alto grau de
hidrólise que pode ser alcançado em um tempo relativamente curto e condições moderadas
se comparadas com enzimas neutras e ácidas (GUÉRARD et al., 2002; OETTERER &
FURLAN, 2002; ASPMO et al., 2005).
O mecanismo de hidrólise enzimática das proteínas musculares do pescado é
caracterizado por uma rápida fase inicial, durante a qual, várias ligações peptídicas são
hidrolisadas, a velocidade da reação decresce até atingir uma fase estacionária. A taxa de
clivagem das ligações peptídicas controla a taxa global de hidrólise, ao mesmo tempo, o

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 14
substrato disponível diminui com o avanço do tempo (SHAIDI et al., 1995; GUÉRARD et al.,
2001).
As endopeptidases, como a Neutrase® e Alcalase®, atacam as ligações peptídicas
de acordo com o esquema a apresentado na Figura 3.
FIGURA 3: Mecanismo de ação das endopeptidases.
Fonte: NOVO INDUSTRI (1980)
Segundo Guérard et al. (2002), a proteólise pode operar de modo sequencial,
liberando um peptídeo de cada vez, ou pela formação de intermediários que são
hidrolisados em pequenos peptídeos com o progresso da hidrólise. Dependendo da
especificidade da enzima, das condições ambientais e da extensão da hidrólise, uma larga
variedade de peptídeos serão gerados. O hidrolisado protéico resultante possuirá
propriedades peculiares de acordo com os novos peptídeos gerados.
A hidrólise das ligações peptídicas conduz a um aumento no número de grupos
ionizáveis (NH3+ e COO-) e concomitante aumento na hidrofobicidade e rede de carga, uma
diminuição no peso molecular da cadeia polipeptídica com uma alteração na estrutura
molecular conduzindo a uma maior exposição do interior hidrofóbico para o meio aquoso
(MAHMOUD, 1994).
A especificidade da enzima é um fator chave que influencia as características do
hidrolisado e a natureza e composição dos peptídeos produzidos. A especificidade enzima
substrato é importante para as propriedades funcionais do hidrolisado, pois influencia

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 15
fortemente no peso molecular e no balanço hidrofóbico/hidrofílico dos produtos de hidrólise.
Quanto mais ampla a especificidade, os peptídeos produzidos são de menor tamanho e
mais complexo o seu perfil. (KRISTINSSON & RASCO, 2000b; CÂNDIDO & SGARBIERI,
2003).
A especificidade não é o único fator que afeta o perfil do produto final. Fatores do
meio como, temperatura e pH, podem afetar a cinética de reação enzimática, e o efeito
desses fatores é diferente para cada enzima. Geralmente há uma combinação entre
temperatura e pH onde a enzima é mais ativa. Temperatura e pH extremos podem desativar
a enzima desnaturando-a (LINDER et al. 1995) A escolha da protease, do substrato
empregado e o grau de hidrólise da proteína também podem afetar grandemente o resultado
das propriedades físico-químicas dos hidrolisados (MULLALY et al., 1995).
O parâmetro que permite medir a extensão da hidrólise é o grau de hidrólise (GH).
Ele determina as propriedades de um hidrolisado protéico para um dado sistema proteína-
enzima e variáveis do processo: substrato, proporção enzima-substrato, temperatura e
tempo, devem ser controladas a efetiva medida do GH (KRISTINSSON & RASCO, 2000a).
Após atingir o GH máximo ou desejado, é necessário terminar a reação através de
métodos químicos e/ou térmicos. Geralmente o meio de reação é transferido para um banho
com temperatura controlada podendo variar de 75 a 100ºC por 5 a 30 minutos para que
ocorra a inativação enzimática (HOYLE & MERRIT, 1994).
Proteínas desnaturam com o calor, principalmente proteínas do músculo de pescado,
as quais trabalham em baixas temperaturas. A desnaturação protéica é indesejada, pois
resulta na alteração das propriedades físico-químicas, inclusive na perda de solubilidade.
Assim como a temperatura, extremos de pH também podem ter efeitos negativos sobre as
proteínas e peptídeos. Muitas proteínas se desdobram em pH menores que 5 e maiores que
10 (KRISTINSSON & RASCO, 2000a).
2.3.2 Propriedades dos Hidrolisados Enzimáticos de Proteínas
Uma das maiores vantagens e objetivos de hidrolisar enzimaticamente a proteína de
pescado é modificar ou melhorar suas propriedades funcionais e nutricionais. As
propriedades funcionais dos hidrolisados protéicos de pescado são importantes
particularmente quando são utilizados como ingredientes em produtos alimentícios
(GILDBERG, 1993).
A hidrólise enzimática da proteína de pescado gera uma mistura de aminoácidos
livres, di-, tri-, e oligopeptídeos, aumenta o número de grupos polares e a solubilidade do

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 16
hidrolisado e, portanto, modifica as características funcionais das proteínas, melhorando-as
e melhorando também a biodisponibilidade. A natureza do substrato, das proteases e o grau
de hidrólise afetam diretamente as propriedades físico-químicas do hidrolisado (MULLALY et
al., 1995).
As propriedades físico-químicas que governam a funcionalidade da proteína incluem
tamanho, formato, composição e seqüência de aminoácidos, sistema de cargas e
distribuição de cargas, hidrofobicidade, estruturas dos peptídeos, flexibilidade molecular e a
habilidade de interagir e reagir com outros componentes (KRISTINSSON & RASCO,
2000ª,b,).
A manipulação das condições de reação durante a hidrólise enzimática de proteínas
interfere nas propriedades funcionais de solubilidade, dispersibilidade, capacidade de
retenção de água, emulsificação e propriedades de espuma do produto final. Um aumento
no tempo de hidrólise ou na relação enzima/substrato resultará em uma diminuição do
comprimento médio da cadeia de peptídeos na fração solúvel (proteína hidrolisada). Porém,
uma proteólise prolongada poderá resultar na formação de peptídeos extremamente
solúveis com propriedades funcionais indesejáveis o que poderá promover a formação do
gosto amargo (DINIZ & MARTIN, 1999).
2.3.2.1 Solubilidade
A solubilidade é uma das mais importantes propriedades físico-química e funcional
das proteínas hidrolisadas. Uma baixa solubilidade pode causar uma aparência não muito
atrativa e uma textura arenosa no produto final (KRISTINSSON & RASCO, 2000a,b,
MAHMOUD et al., 1992).
Interações hidrofóbicas e iônicas são fatores de maior influência nas características
de solubilidade das proteínas. Interações hidrofóbicas promovem interações proteína-
proteína e resultam em uma diminuição da solubilidade, enquanto interações iônicas
promovem interações proteína-água e resultam em um aumento da solubilidade. Resíduos
iônicos na superfície dos peptídeos e proteínas introduzem a uma repulsão eletrostática
entre as moléculas de proteína e repulsão entre as cargas hidratadas ao redor dos grupos
iônicos, ambos são os maiores contribuidores para o aumento da solubilidade das proteínas
(KRISTINSSON & RASCO, 2000c).
Uma hidrólise extensiva leva o substrato a um maior grau de hidrólise, pode
aumentar a solubilidade, mas isto pode ter efeitos negativos em outras propriedades
funcionais (MULLALLY, 1995). Kristinsson & Rasco (2000c), ao estudar a solubilidade de

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 17
hidrolisado enzimático do músculo de salmão, com GH de 5, 10 e 15%, encontraram um
resultado de 99,7%, 98,7% e 95,2%, respectivamente, mostrando que o menor GH
apresentou uma maior solubilidade. Entretanto, Diniz & Martin (1997) encontraram uma
maior solubilidade com o aumento do GH em proteína hidrolisada de tubarão. Kong et al.
(2007), ao avaliar a solubilidade do glúten de trigo modificado enzimaticamente, reportaram
um aumento desta com o aumento do GH.
2.3.2.2 Capacidade Retenção de Água e Óleo
A capacidade de retenção de água (CRA) refere-se à habilidade da proteína em
absorver água e retê-la contra a força gravitacional dentro da matriz protéica, como tal um
gel protéico ou um músculo bovino ou de pescado e isto está positivamente correlacionado
com a capacidade de ligação da água (DAMODARAN, 1996).
A CRA das proteínas é de grande importância para indústria de alimentos, pois é
uma das principais propriedades funcionais das proteínas no sistema alimentício,
dependem em parte da interação água–proteína, e depende muito de como as ligações das
proteínas retém a água no alimento. Hidrolisados protéicos são altamente higroscópicos, e
isto deve ser considerado ao produzi-los. O conteúdo máximo de água indicado para
hidrolisados protéicos de pescado é de 15% (KRISTINSSON & RASCO, 2000a).
Vários métodos para medir a capacidade de retenção de óleo (CRO) foram descritos.
Comumente, os hidrolisados e/ou proteínas modificadas são misturados a uma quantidade
específica de óleo por um determinado tempo e então centrifugados a uma baixa velocidade
e a CRO é expressa em mL de óleo absorvido por grama de proteína. O mecanismo de
absorção de óleo, como calculado por este método, é atribuído predominantemente pela
ligação física do óleo, e consequentemente quanto maior a densidade da proteína, maior a
absorção de óleo, estando relacionado com a hidrofobicidade da superfície protéica (SHAIDI
et al. 1995).
Diniz & Martin (1997) não observaram diferenças na CRA com o aumento do GH, em
hidrolisado protéico de tubarão, entretanto esta propriedade piorou com a hidrólise, se
comparada com o controle. Isto pode ser atribuído à degradação hidrolítica da estrutura da
proteína. Entretanto, Guan et al. (2007) reportaram um aumento na CRA com o aumento do
GH e uma diminuição na CRO com o aumento do GH. Roman & Sgarbieri (2005) reportaram
uma diminuição significativa na CRA com o aumento do GH em caseína hidrolisada.

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 18
2.3.2.3 Propriedades de Emulsificação
As propriedades de emulsificação dos hidrolisados protéicos de pescado estão
diretamente ligadas com suas propriedades de superfície, ou seja, efetivamente o
hidrolisado diminui a tensão superficial entre componentes hidrofóbicos e hidrofílicos dos
alimentos. Os hidrolisados promovem a emulsão de óleo em água porque possuem grupos
funcionais hidrofílicos e hidrofóbicos e são solúveis em água. Os hidrolisados orientam seu
lado hidrofóbico para a fase apolar do óleo, enquanto que os segmentos polares se
estendem para a fase aquosa (DAMODARAN, 1996, DEMETRIADES et al., 1997)
Hidrolisados protéicos possuem três atributos importantes: (1) habilidade de
rapidamente se absorver-se a uma interface; (2) habilidade de rapidamente de desdobrar e
reorientar-se a uma interface; (3) habilidade, de uma vez na interface, de interagir com as
moléculas da vizinhança e formar um filme forte, coeso e viscoelástico resistente a
movimentos térmicos e mecânicos (KRISTINSSON & RASCO, 2000a).
O controle da extensão da hidrólise é importante, pois uma hidrólise extensa pode
resultar em drásticas perdas nas propriedades de emulsão do hidrolisado. Isso ocorre
devido que peptídeos menores não conseguem se “retorcer” e reorientar-se como as
proteínas de alto peso molecular. Hidrolisados com baixo grau de hidrólise possuem uma
hidrofobicidade de superfície maior demonstrando serem melhores que emulsificantes
comerciais (QUAGLIA & ORBAN, 1990; KRISTINSSON & RASCO, 2000a,b).
Uma hidrólise extensiva das proteínas resulta em uma drástica perda das
propriedades emulsificantes. O que pode ser observado na literatura é que hidrolisados
protéicos com elevados GH e somente a fração solúvel, que contém peptídeos de menor
peso molecular, apresentam propriedades emulsificantes prejudicadas. Entretanto, proteínas
modificadas, com baixos GH e as duas frações (solúvel e insolúvel) presentes, apresentam
uma melhora em suas propriedades emulsificantes (PANYAM & KILARA, 1996; ROMAN &
SGARBIERI, 2005).
De acordo com Panyam & Kilara (1996) diferentes propriedades moleculares das
proteínas, como a hidrofobicidade, flexibilidade e composição de aminoácidos, estão
envolvidas nas propriedades de emulsão, entretanto não se sabe a contribuição exata de
cada uma.
O que pode ser observado na literatura é que hidrolisados protéicos (fração solúvel),
com elevados GH, que contém peptídeos de menor peso molecular, apresentam
propriedades emulsificantes prejudicadas. Entretanto, proteínas modificadas (fração solúvel

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 19
e insolúvel), com baixos GH, apresentam uma melhora em suas propriedades emulsificantes
(PANYAM & KILARA, 1996; GUAN et al., 2007).
2.3.2.4 Propriedades de Formação de Espuma
As espumas em alimentos consistem em bolhas de ar dispersas e envolvidas por um
líquido contendo um surfactante solúvel que abaixa a tensão superficial e interfacial do
liquido. As proteínas de natureza anfótera fazem isso possível: a porção hidrofóbica da
proteína se estende no ar e a porção hidrofílica na fase aquosa. As propriedades
moleculares relevantes para a formação de espuma são: solubilidade (possibilita uma rápida
difusão na interface); anfipaticididade (para aumentar a tensão interfacial); flexibilidade nos
segmentos (para facilitar o desdobramento na interface); segmentos interativos (para
possibilitar interações secundárias nas fases gasosa e aquosa da interface); disposição de
cargas e grupos polares (para prevenir a aproximação das bolhas e permitir a hidratação).
Uma proteólise limitada produz peptídeos que melhoram as propriedades de formação de
espuma (KRISTINSSON & RASCO, 2000a).
Segundo resultados reportados por Stine & Kuehler (1978), citado por Panyam &
Kilara (1996), a habilidade de formar espuma das proteínas do leite melhoraram com a
hidrólise limitada, entretanto a estabilidade de espuma diminuiu. Althouse & Kilara (1995),
citado por Panyam & Kilara (1996), quando hidrolisaram proteínas do soro em pequenos
peptídeos e os separaram por ultrafiltração, reportaram uma capacidade de formação de
espuma e estabilidade comparadas à clara do ovo. Estes resultados indicaram que
peptídeos de maior tamanho e proteínas não hidrolisadas tiveram um efeito inibitório nas
propriedades de espuma.
Kong et al. (2007) observou uma diminuição na capacidade de formação de espuma
e sua estabilidade com o aumento do grau de hidrólise, sugerindo que a hidrolise parcial
permitiu uma maior incorporação de ar.
2.3.2.5 Digestibilidade in vitro
A digestibilidade de uma proteína deve ser entendida como sendo a parte ou porção
da proteína que pode ser hidrolisada pelas enzimas digestivas até aminoácidos e que,
portanto estaria disponível biologicamente, desde que não houvesse nenhuma interferência
na absorção dos aminoácidos pelo organismo animal ou humano. In vitro, a digestibilidade
de uma proteína é estimada utilizando-se enzimas proteolíticas que agem normalmente na
digestão procurando-se imitar, inclusive, as condições de acidez, ou de pH, características
do estômago e do intestino onde a digestão das proteínas se processa. (SGARBIERI, 1996).

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 20
Abdul-Hamid et al. (2002) reportaram um aumento na digestibilidade in vitro com a
hidrólise enzimática por Alcalase®, e conseqüente aumento em aminoácidos livres, como a
leucina, metionina e lisina, que são essenciais.
2.4 Secagem em Leito de Jorro
A técnica do leito de jorro foi estabelecida inicialmente por Gishler e Mathur em 1955,
visando a secagem de trigo. Atualmente ocupa um lugar relevante nas operações
envolvendo contato entre as partículas sólidas e o fluido. Aplica-se eficientemente à
secagem de cereais, granulados, recobrimento de partículas, cristalização, produtos de
reações químicas e ultimamente, à secagem de pastas e suspensões (FREIRE, 1992).
O princípio de funcionamento do leito de jorro consiste em injetar o fluído
no leito de partículas através de um orifício, geralmente centralizado na base da
coluna. O jato fluído quebra o leito na região central e arrasta as partículas em direção
ao topo da coluna, formando-se, aí, o jorro ou região de baixa concentração de sólidos
(ε>0,7). As partículas arrastadas são desaceleradas em sua trajetória ascendente até alcançar a
fonte, região acima do leito caracterizada pela mudança de direção no movimento das
partículas sólidas. Estas partículas caem então na região anular, ou região de alta concentração
de sólidos (ε < 0.7), iniciando seu movimento lento e descendente de retomo ao jorro,
favorecendo o contato sólido/fluído e qualquer processo de transferência de massa e ou energia
entre esta duas fases (FREIRE, 1992).
Segundo Freire (1992) e Massarani (1997) o sistema de secagem de leito de jorro é
mais eficientemente aplicável a grãos. O regime do jorro é estabelecido em um leito de
partículas através da injeção de um fluido por um orifício cujo diâmetro é reduzido em
relação ao diâmetro do leito, ocorrendo à formação de canal preferencial como
conseqüência das regiões distintas que estão ilustradas na Figura 4.

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 21
FIGURA 4: Diagrama esquemático de um leito de jorro tronco cone-cilíndrico
(CSB).
Fonte: FREIRE (1992).
1) Região central (canal preferencial): ocorre o transporte pneumático das partículas
devido à grande velocidade do fluido.
2) Região anular (deslizante): nesta região as partículas caem da região de jorro e
deslizam para baixo, operando como um leito deslizante. Muitos autores, no entanto,
definem como região de jorro ao conjunto região central – região de jorro.
3) Região de jorro (fonte): região acima do leito onde as partículas advindas da
região central movimentam-se em regime desacelerado, como em uma fonte, caindo na
região anular.
Existem basicamente três geometrias de secadores de jorro: a cônica, a cone-
cilíndrica e a retangular. Nem todo leito de jorro apresenta as três regiões (Figura 4) bem
definidas (MATHUR & EPSTEIN, 1974).
Os secadores de jorro dividem-se em dois grupos principais: o JSB (Jet Spouted
Bed) e o CSB (Conventional Spouted Bed). A diferença entre estes dois grupos esta na
porosidade do leito (ε), que para o CSB é inferior a 85% e para o JSB é superior (FREIRE,
1992).
A estabilidade de um leito de jorro depende das dimensões do leito e das
propriedades das partículas. Para cada tipo de partícula e cada leito de jorro é possível
determinar experimentalmente o seu diagrama de fase. Existem inúmeras correlações para
a previsão da perda de carga no jorro estável. Do ponto de vista fluidodinâmico, os
principais parâmetros ligados ao projeto de secador de leito de jorro são: a perda de carga
no leito, em função da vazão de fluído, a perda de carga máxima, a perda de carga no jorro
estável, a velocidade de jorro mínimo e a altura máxima de jorro estável. Além destes

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 22
parâmetros, é conveniente ter uma idéia do perfil de velocidade do gás no leito, do
movimento das partículas e de sua circulação (FREIRE,1992).
Velocidade de Jorro Mínimo: Definiu-se como o jorro que ocorre com menor
velocidade superficial do qual o jorro ainda existe. Este parâmetro depende da geometria do
sistema bem como das características físicas do fluido e das partículas.
Altura de Jorro Estável: Define-se como a altura máxima de jorro estável, a altura de
leito que qualquer valor superior a ela prejudicara a estabilidade do jorro. A importância
desta informação esta no fato de poder estimar a quantidade total de material que será
processada em cada corrida de um determinado equipamento.
Perda de Carga no Jorro Estável: É a queda de pressão que ocorre durante o
funcionamento estável do leito. A estabilidade de um leito de jorro depende das dimensões
do leito e das propriedades das partículas.
Queda de Pressão Máxima: É a perda que ocorre um pouco antes do jorro ser
estabelecido. Esta perda de carga, juntamente com o valor da velocidade de jorro mínimo,
fornece dados necessários para a especificação do soprador.
Para determinar as características de cada equipamento de secagem em particular,
é necessário fazer-se uso da curva fluidodinâmica característica, que é uma representação
gráfica da relação entre a velocidade de escoamento do fluído de secagem e a perda de
carga na célula de secagem.
A Figura 5 apresenta uma curva fluidodinâmica genérica característica com a perda
de carga no leito em função da velocidade.
FIGURA 5: Curva fluidodinâmica genérica – Perda de Carga x Velocidade.
Fonte: FREIRE (1992).

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 23
Analisando a curva fluidodinâmica (Figura 5) pode-se verificar os seguintes
destaques:
• Ponto B – onde ocorre a velocidade mínima de fluidização (vmf) e a de
pressão máxima (ΔPm);
• Ponto C – é o ponto de fluidização incipiente;
• Ponto D – ponto de início do jorro;
• Ponto C’ – representa as condições mínimas de velocidade para existir o
jorro (Vjm).
2.4.1 Secagem de Pastas em Leito de Jorro
A secagem de pastas é uma operação extremamente complexa devido a grande
diversidade de tipo de pastas, com características bastante distintas. A escolha da técnica a
ser utilizada, para a secagem, está diretamente relacionada às características do material a
ser seco, cada pasta requer um estudo mais específico para a determinação do método
mais adequado para a secagem, (FREIRE, 1992).
A secagem de pastas e suspensões utilizando secadores de leito de jorro com
partículas inertes, tem sido bastante estudada nos últimos vinte e cinco anos. Este secador
tem-se mostrado boa alternativa ao secador spray, por fornecer produtos de qualidade
similar, a custos significativamente inferiores (PHAM, 1983; MEDEIROS et al., 2001).
O leito de jorro com partículas inertes é usado como secador de pastas devido,
principalmente, ao grande grau de mistura das partículas; ao efetivo contato entre fluido e
partículas sólidas, que proporciona altas taxas de transferência de calor e de massa; e à alta
energia e número de colisões entre as partículas, (SPITZNER & FREIRE 2002).
As principais características físicas do material a ser seco são suas propriedades
físicas e reológicas e sua resistência térmica. Assim como a pasta é encontrada em diversas
formas, o produto final também. A forma final pode variar desde um pó finamente disperso
(partículas de tamanho menores do que 10 μm), pós granulados grosseiros (partículas com
tamanho entre 10-200 μm), grânulos (partículas entre 0,2-5 mm) até pós aglomerados
(FREIRE, 1992).
O grande número de variáveis envolvidas na caracterização da pasta e a grande
variação de granulométrica do produto final implicam na possibilidade de um grande número
de tipos de secadores a serem utilizados. Segundo a literatura, o leito de jorro cônico pode
ser modelado como se possuísse vários segmentos, onde cada seguimento se comporta

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 24
como um leito fluidizado, exceto o segmento que se localiza próximo do orifício de entrada
de ar do leito, orifício inferior (PHAM, 1983).
No secador de leito de jorro, a atomização da pasta ou suspensão sobre o leito
reveste as partículas com uma fina camada de material. À medida que seca, a película se
torna frágil, fragmentando-se devido aos efeitos de colisões interpartículas. O material na
forma de pó é então arrastado para fora pela corrente de ar. Um ciclone conectado ao
secador promove a separação e recolhimento do pó; entretanto, muitas vezes as taxas de
remoção da película são muito baixas, promovendo acumulação do material no leito, sendo
este um dos graves problemas deste secador, chegando até mesmo a inviabilizar sua
utilização na secagem de diversos materiais (FREIRE, 1992; MEDEIROS et al., 2001).
Diversos trabalhos apresentados na literatura utilizam o leito de jorro para a secagem e
enriquecimento de produtos alimentícios: como sangue (PHAM, 1983); secagem de plasma
bovino (GOULART, 2000); enriquecimento de farelo de arroz desengordurado com sangue
bovino (MASSARO, 2002); secagem de polpa de frutas, (LIMA, 2000); gêneros alimentícios
e fitofarmacêuticos (PEIXOTO, 2004); secagem de sopa obtida a partir de resíduos de
hortifrutigrangeiros (FLORO, 2004).
Oliveira & Passos (1997), simularam a secagem de suspensões em leito de jorro
cônico. Diversos trabalhos relacionados com a secagem de polpa de frutas em leito de jorro
vêm sendo apresentados nos últimos dez anos; Lima et al. (1992), citado por Medeiros et al.
(2001), estudou a secagem da polpa de umbu, encontrando resultados bastante
satisfatórios. Os estudos foram ampliados para a secagem em leito de jorro de polpa de
cajá, manga, pinha, cajá-manga, serigüela e acerola, dentre outros (LIMA et al., 2000).
Nestes trabalhos, os autores relatam problemas de acúmulo de material, com
comprometimento das condições fluidodinâmicas e estabilidade do leito.
Lima et al. (2000) relacionaram a composição de uma série de frutas tropicais com a
eficiência de produção do pó, cujos resultados mostraram que havia influências isoladas dos
teores de gordura, fibras e açúcares redutores. Observaram, ainda, o efeito combinado
desses constituintes, no desempenho da secagem em leito de jorro.
Segundo Martinez et al. (1995), citado por Medeiros et al. (2001), apresentaram uma
discussão detalhada sobre o comportamento do leito de jorro na secagem de produtos
vegetais, relacionando os problemas de aderência das partículas e interrupção do jorro com
as características aderentes do suco de frutas e vegetais, provocadas pelos elevados
conteúdos de açúcar. Na conclusão do trabalho enfatizaram a necessidade de se
aprofundar os estudos sobre os processos físico-químicos que ocorrem durante o

CAPÍTULO II – REVISÃO BIBLIOGRÁFICA 25
processamento no secador de leito de jorro, com a finalidade de esclarecer as razões pelas
quais ocorre a adesão do produto sobre as partículas inertes.
2.4.2 Secagem de Hidrolisados Protéicos
Hidrolisados protéicos frequentemente são secos por atomização (Spray-dried)
(ABDUL-HAMID, 2002; NILSANG et al. 2005; GUAN et al. 2007), freeze drying (SHAIDI et
al., 1995; GOVINDARAJU & SRINVAS, 2006) ou liofilização (SINHA et al. 2007)
Abdul-Hamid, et al. (2002) avaliaram a qualidade nutricional, através da
digestibilidade in vitro, de proteína hidrolisada de tilápia (Oreochromis mossambicus) seca
em spray dried, onde as temperaturas de secagem testadas foram 150ºC de entrada com
76% saída e 180º com 90ºC de saída e encontraram rendimentos médios do produto seco
de 9,6%, sendo rendimento típico de hidrolisados, utilizando peixe fresco, em torno de
10,5%. O conteúdo de aminoácidos foi significativamente menor na temperatura de 180ºC
de entrada e 90ºC de saída do secador. A digestibilidade in vitro foi alta em ambas
temperaturas (88,4 e 92%, respectivamente).

CAPÍTULO III - DESENVOLVIMENTO DO TRABALHO

CAPÍTULO III – ARTIGO 1 27
ARTIGO 1: Efeito da extensão da hidrólise sobre características do músculo de anchoita (Engraulis anchoita) modificado enzimaticamente
RESUMO
O objetivo deste trabalho foi estudar, através da metodologia de superfície de resposta, a
influência da proporção enzima/substrato e do tempo na extensão da modificação
enzimática (grau de hidrólise), por Neutrase®, do músculo de anchoita e conseqüente
impacto na produção do secador em leito de jorro, digestibilidade in vitro, e nas
propriedades funcionais de solubilidade, capacidade de emulsificação e formação de
espuma. O GH máximo foi de aproximadamente 7,5%. As propriedades funcionais de
solubilidade (S) e capacidade de emulsificação (CE) foram melhoradas significativamente
pela extensão da hidrólise enzimática (GH). Entretanto, a produção do músculo modificado
enzimaticamente no leito de jorro (PLJ) e a capacidade de formação de espuma (CFE)
pioraram com extensão da hidrólise. A digestibilidade in vitro (D), não sofreu alteração com
a extensão da hidrólise, apresentando uma média de aproximadamente 85%. A maior
produção de MME no leito de jorro foi na região entre 30-60 minutos e razão E/S de 0,01%.
Nesta região o GH atingido foi de aproximadamente 4%, a solubilidade, capacidade de
emulsificação e capacidade de formação de espuma em água foram de aproximadamente
83%, 54% e 26%, respectivamente.
Palavras chave: hidrólise enzimática; grau de hidrólise; proteína de pescado; planejamento
experimental; secador em leito de jorro; propriedades funcionais.

CAPÍTULO III – ARTIGO 1 28
ABSTRACT
The aim of this work was to study, through response surface methodology, the influence of
the proportion enzyme/substrate and time of the extension enzymatic modification
(hydrolysis degree), by Neutrase®, of the anchoita muscle and consequent impact in the
production of spouted bed dryer, in vitro digestibility, and in the functional properties of
solubility, emulsification capacity and foam formation. The hydrolysis degree was of
approximately 7.5%. The functional properties and emulsification capacity were gotten better
by the extension of the enzymatic hydrolysis. However the production of the muscle
enzymatically modified in spouted bed dryer and the foam capacity formation worsened by
extension of hydrolysis. The in vitro digestibility didn’t suffer alteration with the hydrolysis
extension, presenting average of approximately 85%. The highest production in the spouted
bed was at the region between 30-60 minutes and the ratio E/S of 0.01%. At this region the
reached hydrolysis degree was approximately 4%, the solubility, the emulsification capacity
and the capacity of foam formation in water were approximately 83%, 54% and 26%,
respectively.
Keywords: enzymatic hydrolysis; fish protein; experimental design; spouted bed dryer;
functional properties.

CAPÍTULO III – ARTIGO 1 29
1 INTRODUÇÃO
A anchoita (Engraulis anchoita) é uma espécie pelágica amplamente distribuída no
Brasil desde o norte do litoral do Rio de Janeiro até o Chuí. Em princípio, a anchoita é um
estoque alternativo virgem no Brasil, que poderia ser explorado sazonalmente
desenvolvendo uma nova pescaria na região sul do Rio Grande do Sul. Seu potencial de
pesca sustentável pode chegar a 100.000 toneladas/ano (MADUREIRA et al., 2004).
Proteínas além de fornecerem aporte nutricional, crescentemente vêm sendo
utilizadas para executar papéis de funcionalidade, juntamente com carboidratos e gorduras,
na formulação de alimentos. Comumente as proteínas em alimentos possuem propriedades
funcionais como solubilidade, gelatinização, emulsificação e de espuma. A modificação
enzimática de proteínas alimentícias por hidrólise controlada pode melhorar estas
propriedades funcionais em uma larga escala de pH e outras condições de processamento.
Para o melhoramento destas propriedades funcionais são fundamentais a escolha da
enzima, condições do meio de hidrólise e o grau de hidrólise a ser alcançado. O
conhecimento das propriedades moleculares requeridas para funcionalidade das proteínas e
o desenvolvimento de estratégias para as alcançarem é crítico para desenvolver e utilizar a
proteína modificada como ingrediente (SHAIDI et al., 1995; PANYAM & KILARA, 1996,
DINIZ & MARTIN, 1997; KRISTINSSON & RASCO, 2000ª).
Hidrolisados protéicos de pescado são tradicionalmente manipulados na forma
líquida e frequentemente são secos por atomização (Spray-dried) (ABDUL-HAMID, 2002;
NILSANG et al. 2005; GUAN et al. 2007), freeze-dried (SHAIDI et al., 1995; GOVINDARAJU
& SRINVAS, 2006) ou liofilização (SINHA et al. 2007), com intuito de converter esta forma
líquida em forma de pó, que apresenta maior estabilidade e melhor aparência.
A secagem de pastas e suspensões utilizando secadores de leito de jorro com
partículas inertes, tem sido bastante estudada nos últimos vinte anos. Este secador tem-se
mostrado uma boa alternativa ao secador spray, por fornecer produtos de qualidade similar
a custos significativamente inferiores. O leito de jorro com partículas inertes é usado como
secador de pastas devido, principalmente, ao grande grau de mistura das partículas; ao
efetivo contato entre fluido e partículas sólidas, que proporciona altas taxas de transferência
de calor e de massa; e à alta energia e número de colisões entre as partículas, (SPITZNER &
FREIRE 2002).
O objetivo deste trabalho foi estudar a influência da proporção enzima/substrato e do
tempo na extensão da modificação enzimática (grau de hidrólise) do músculo de anchoita e

CAPÍTULO III – ARTIGO 1 30
conseqüente impacto na digestibilidade in vitro, produção no secador em leito de jorro e nas
propriedades funcionais de solubilidade, capacidade de emulsificação e capacidade de
formação de espuma.
2 MATERIAL E MÉTODOS
2.1 Matéria-Prima
A matéria-prima utilizada para a modificação enzimática foi a polpa de anchoita
(Engraulis anchoita). A anchoita foi capturada em cruzeiro pelo “Navio Oceanográfico
Atlântico Sul”, no período de agosto e setembro de 2005, utilizando rede de arrasto de meia
água, na plataforma continental da região sul do Brasil. A mesma foi armazenada a bordo
em uma parte de gelo, uma de água e duas de anchoita (1:1:2 – relação em massa) por 24
horas. A captura da anchoita está ilustrada na Figura C1 do Anexo C.
2.2 Preparo da Matéria Prima
A anchoita foi lavada em água clorada (5ppm de cloro residual livre) e eviscerada,
onde se descartou cabeça e vísceras. O material restante foi despolpado nas instalações da
Indústria de Pescados “Pescal S.A.”, de Rio Grande – RS, obtendo-se a polpa e
descartando o resíduo. A polpa da anchoita foi submetida a três lavagens consecutivas,
sendo duas lavagens com água corrente (de aproximadamente 2 minutos cada), com auxilio
de uma tela, e terceira e última lavagem com uma solução de NaCl 3% (p/v). Retirou-se o
excesso de água através de centrifugação à g×3000 e a mesma foi armazenada em sacos
de polietileno de 0,250kg, a -18ºC. A polpa congelada permaneceu armazenada até o
momento de sua utilização.
2.3 Modificação Enzimática
A enzima utilizada no processo foi a Neutrase® 0.8L, uma endoprotease produzida
pelo Bacillus amyloliquefaciens, com atividade declarada 0.8AU/g (Novozymes A/S -
Bagsvaerd, Denmark) e cumpre com as especificações de pureza recomendada para
enzimas de grau alimentício pela FAO/WHO Expert Committe on Food Additives (JECFA) e
Food Chemicals Codex (FCC) (NEUTRASE®, 2006).
A Figura 1 ilustra o diagrama de blocos do processo de obtenção do músculo
modificado enzimaticamente.

CAPÍTULO III – ARTIGO 1 31
FIGURA 1: Diagrama de blocos do processo de obtenção do músculo (proteína) modificado
enzimaticamente.
A polpa congelada foi descongelada em refrigerador a 7ºC por 6 a 8 horas, sendo
denominado de músculo não modificado enzimaticamente (MNM). A hidrólise foi realizada
em biorreator encamisado, sob agitação contínua de 200rpm, a uma temperatura de 55ºC,
utilizando uma razão sólido/líquido 1:1 (polpa:tampão fosfato pH7,0). As condições de
proporção enzima:substrato (%NTotal x 6,25) e tempo estabelecidas no planejamento
experimental.
O controle do pH foi realizado mediante adição de NaH2PO4.H2O (0,20M) e/ou
Na2HPO4.7H2O (0,20M). A inativação enzimática foi realizada a 90ºC por 10 minutos. Estas
condições foram determinadas experimentalmente. O resfriamento foi realizado em banho
de gelo até atingir temperatura de 15ºC±2. Para a retirada de espinhas residuais e alguma
material não solubilizado, a suspensão foi passada em peneira 32 mesh (500mm). A diluição
foi realizada com adição de água em função da concentração de sólidos na suspensão até
chegar a 7,5% p/v.
A secagem do músculo modificado enzimaticamente foi realizada em um leito de
jorro cônico, constituído de: soprador radial (4kW), placa de orifício, aquecimento elétrico
(2,4kW), célula de secagem, medidores de pressão (manômetros do tipo tubo em U),
medidores de temperatura (termopares do tipo cobre-constantam) e ciclone (tipo Lapple)

CAPÍTULO III – ARTIGO 1 32
para recolhimento do produto seco. A alimentação do secador foi utilizado bomba
peristáltica com atomização do tipo duplo com ar comprimido (200kPaabs). O secador está
apresentado na Figura C2 e C3 do Anexo C.
A célula de secagem do leito de jorro utilizada era cônica, com diâmetro de entrada
de 0,026m e diâmetro de célula de 0,18m, com ângulo interno de 60º.
O leito de partículas de inertes era constituído de polietileno em forma lentilhas
(diâmetro 3mm, esfericidade 0,7 e densidade de 0,96). Foram utilizados 0,5kg de inertes,
que correspondem à altura de leito de 0,135m.
A vazão de alimentação da suspensão foi de 300mL/h, concentração de sólidos de
7,5%, velocidade do ar 100% acima da velocidade de jorro mínimo. A temperatura do ar de
entrada foi de regulada na faixa de 90º, mantendo-se a saída a 70ºC a fim de garantir a
qualidade do produto final. A produção do leito de jorro (PLJ) foi verificada através de
retiradas quatro amostras de 30 em 30 minutos, durante um tempo de operação de 150
minutos, após o jorro entrar em regime permanente. Sua estabilidade foi verificada através
da temperatura de entrada e saída do secador, apresentada na Figura B3 do Anexo B.
2.4 Composição Proximal
Teor de umidade, resíduo mineral (cinzas), lipídeos e proteína do foram
determinados com os procedimentos da AOAC (1995). O teor de lipídeos totais no músculo
não modificado foi determinado segundo Bligh & Dyer (1959).
2.5 Determinação da Atividade Enzimática
A atividade enzimática da Neutrase® foi determinada pelo método de Anson segundo
Augusto-Ruiz (1985), utilizando Albumina de Soro Bovino (BSA) a pH 7,0 (tampão fosofato),
a temperatura de 40ºC, 45º, 50º e 55ºC, num tempo de 15 minutos. A inativação foi
realizada com adição de 10mL TCA 5%. Uma alíquota foi centrifugada a g×3000 por 5
minutos a fim de precipitar as proteínas. A tirosina liberada no sobrenadante foi determinada
pela reação de Lowry et al. (1951). Para determinar a atividade residual da enzima, a
mesma foi tratada a 90ºC nos tempos 0, 1, 2,5 5, 10, 15, 20 e 30 minutos e posteriormente
determinou-se a sua atividade conforme método descrito acima. A atividade enzimática,
segundo União Internacional de Bioquímica, citado por Whitaker (1972), é a quantidade de
produto formado durante a reação, no caso tirosina (meq), pela quantidade de enzima por
um dado tempo. A atividade enzimática foi calculada utilizando a Equação 1.

CAPÍTULO III – ARTIGO 1 33
Tempo.de.EnzimaQuantidade
.de.TyQuantidadeEnzimáticaAtividade.×
= (1)
Onde a quantidade de tirosina foi dada em miliequivalentes; a quantidade de enzima em
gramas de Nitrogênio; o tempo em minutos.
2.6 Hidrólise Enzimática
A hidrólise enzimática foi realizada a pH 7,0 e temperatura de 55ºC, utilizando como
substrato o músculo de anchoita não modificado (MNM), com razão sólido/líquido (S/L) 1:1 e
1:1,5; variando a razão enzima/substrato (E/S -NTotal x 6,25) 0,01%, 0,05% e 0,1% e tempo
de hidrólise de 0 a 100 minutos.
2.6.1 Determinação do Grau de Hidrólise (GH)
Na determinação do grau de hidrólise (GH) foi utilizado o método proposto por Adler-
Nissen (1979). O GH, segundo este mesmo autor, é definido como o número de ligações
peptídicas clivadas ou número de grupos amino livres formados durante o processo de
hidrólise. O progresso da hidrólise foi seguido através de retiradas periódicas de alíquotas
do meio de reacional e conseqüente inativação térmica da enzima (90ºC por 5 minutos),
seguido de reação com TNBS (ácido trinitrobenzeno sulfônico) para a determinação do
número de ligações peptídicas clivadas. O GH foi calculado segundo a expressão
apresentada na Equação 2:
100(%) ×=totalhhGH (2)
Onde h é o número de ligações peptídicas clivadas na hidrólise (meq Leucina/g proteína) e
totalh é o número total de ligações peptídicas (meq Leucina /g proteína). O totalh adotado
para pescado, foi de 8,6 meq Leucina/g proteína, segundo Nielsen, et al. (2001). A
metodologia detalhada encontra-se do item 1 do Anexo A.
2.7 Digestibilidade in vitro
A digestibilidade in vitro (D) foi determinada conforme Akeson & Stahmann (1964).
Cerca de 250mg de proteína foram hidrolisados com pepsina e pancreatina a 37ºC em
agitação contínua. O conteúdo de tirosina liberada no sobrenadante foi determinado pela
reação de Lowry et al. (1951), utilizando uma curva padrão de tirosina. A digestibilidade foi
calculada segundo a Equação 3.

CAPÍTULO III – ARTIGO 1 34
.(%)idadeDigestibil = 100][][
xTy
Ty
total
liberada (3)
Onde: ][ liberadaTy : concentração de tirosina liberada no sobrenadante após a digestibilidade
expressa em miliequivalentes (meq); ][ totalTy é a concentração de tirosina total expressa em
miliequivalentes. A ][ totalTy foi obtida da amostra após hidrólise ácida (HCl 6N) a 100ºC
durante 22 horas, quantificada pela reação de Lowry et al. (1951), utilizando uma curva
padrão de tirosina. A metodologia detalhada encontra-se no item 2 do Anexo A.
2.8 Solubilidade
A solubilidade (S) da proteína foi determinada de acordo com o método de Morr et al
(1985), que consiste em uma modificação do método de determinação do índice de
nitrogênio solúvel. Foi estudada a solubilidade em água. A porcentagem de solubilidade foi
determinada através da relação entre conteúdo de proteína solúvel pelo conteúdo de
proteína total na amostra. O conteúdo de proteína solúvel e proteína total foi determinado
por Kjeldahl. A metodologia detalhada encontra-se no item 3 do Anexo A.
2.9 Capacidade Emulsificante
A capacidade emulsificante (CE) foi determinada, segundo Shahidi et al. (1995). A
capacidade de emulsificação foi calculada através do volume da porção emulsificada pelo
volume total. A metodologia detalhada encontra-se no item 4 do Anexo A.
2.10 Capacidade de Formação de Espuma
A capacidade de formação de espuma da proteína (CFE) foi determinada conforme
Fernandez & Macaruela modificado por Guan et al. (2007). A capacidade de formação de
espuma foi estudada em água. A habilidade de formação de espuma foi calculada como
sendo a porcentagem de aumento no volume da dispersão protéica após homogeneização.
A metodologia detalhada encontra-se no item 5 do Anexo A.
2.11 Planejamento Experimental
A metodologia de superfície de resposta foi utilizada para analisar a influência das
variáveis do processo de modificação enzimática do músculo de anchoita. Os ensaios
experimentais foram feitos de acordo com um planejamento fatorial 22, com 4 pontos
fatoriais (níveis ±1) e 2 pontos centrais (nível 0), totalizando 6 ensaios (Tabela 1), os quais

CAPÍTULO III – ARTIGO 1 35
foram feitos em réplica e as análises das respostas em duplicata. Este planejamento teve
como objetivo avaliar os efeitos da razão Enzima/Substrato (E/S) e tempo de hidrólise
(tempo) (variáveis independentes) para verificar se a extensão da hidrólise promoveu ou não
uma melhora nas respostas: grau de hidrólise (GH), produção do MME no leito de jorro
(PLJ), digestibilidade in vitro (D), solubilidade (S), capacidade de emulsificação (CE) e
capacidade de formação de espuma (CFE). Para avaliação dos dados foi utilizado o
software Statistica for windows 5.0.
O tempo mínimo e máximo, assim como E/S, apresentados na Tabela 1, foram
escolhidos com base na evolução da hidrólise realizada experimentalmente.
TABELA 1: Matriz do planejamento experimental – variáveis independentes codificadas e
não codificadas.
E/S
Tempo Experimento
codificada % codificada min
1 -1 0,01 -1 20
2 1 0,1 -1 20
3 -1 0,01 1 60
4 1 0,1 1 60
5 0 0,05 0 40
6 0 0,05 0 40
As respostas experimentais comentadas foram ajustadas, através da análise de
regressão linear, para obter um modelo teórico estatístico de cada resposta, conforme
apresentado na Equação 4.
ijrijr eXXXXY ++++= 211222110
^ββββ (4)
Onde nβ são os coeficientes de regressão, ^Y é a resposta para GH, PLJ, D, S, CE e
CFE; 1X e 2X são as variáveis codificadas (E/S e Tempo), respectivamente.
3 RESULTADOS E DISCUSSÃO
3.1 Composição Proximal
O MNM apresentou um conteúdo de lipídeos, em base seca, de 7,8% (Tabela 2), que
em base úmida equivale a aproximadamente 1,7%. Este teor é menor ao reportado para

CAPÍTULO III – ARTIGO 1 36
anchoita Argentina que chega próximo a 6% (b.u.), entre o inverno e primavera (YANNES &
ALMADOS, 2003). A anchoita foi capturada entre Rio Grande e Chuí, em um cruzeiro no
final do inverno, e este menor conteúdo lipídico pode ser devido ao enfraquecimento das
correntes das Malvinas na costa do Rio Grande do Sul, que conforme avança para o Norte
do litoral brasileiro o conteúdo de nutrientes é menor.
TABELA 2: Composição proximal do Músculo não Modificado (MNM).
Amostra Umidade (%)
Proteína Total(%)b.u
Lipídeos Totais(%)b.u
Cinzas (%)b.u
MNM 78,2±1,8 18,4±0,1 1,7±0,1 1,3±0,1
b.u – base úmida; média e desvio padrão de 8 repetições.
A umidade de todos os experimentos realizados (Tabela 3), seco em leito de jorro,
ficou abaixo dos 10%, mostrando-se adequado pela legislação para “Pós para Preparo de
Alimentos”, segundo RDC (Resolução da Diretoria Colegiada) Nº 273, da Agência Nacional
de Vigilância Sanitária, de 22 de setembro de 2005, que estabelece regulamento técnico.
TABELA 3: Composição proximal do Músculo Modificado Enzimaticamente (MME) em
função da variação E/S e Tempo.
Amostra - MME (Experimento)*
Umidade (%)
Proteína Total (%)b.u
Lipídeos Totais (%)b.u
Cinzas (%)b.u
1 6,1±0,2 81,9±1,0 8,1±1,0 3,8±0,4
2 4,8±0,8 79,8±0,3 9,2±0,8 5,1±0,2
3 5,8±0,5 80,1±0,4 8,9±1,1 4,3±0,2
4 6,2±0,3 79,2±0,2 8,6±0,9 4,7±0,1
5 5,3±0,6 80,5±0,6 9,1±0,6 4,8±0,2
6 5,2±0,4 80,8±0,7 9,0±0,4 4,7±0,2
b.u.- base úmida; Média e erro padrão de 3 repetições.*a razão E/S e Tempo dos experimentos estão apresentados na Tabela1.
3.2 Atividade Enzimática
A enzima Neutrase® apresentou maior atividade enzimática (Figura 2) a uma
temperatura de 55º, a pH 7,0. Resultado similar reportado por Benjakul & Morrissey (1997)
na hidrólise de Merluccios productus, utilizando Neutrase® em pH7,0 e temperatura de
55ºC. Esta enzima também foi utilizada por ASPMO et al. (2005) na hidrólise de vísceras de
pescado, em pH7,0 e temperatura de 55ºC.

CAPÍTULO III – ARTIGO 1 37
FIGURA 2: Atividade da enzima em diferentes temperaturas.
A atividade da enzima Neutrase® a pH 7, temperatura de 55ºC e tempo de 15
minutos, foi de 7,12meqTirosina/gNenzimatico.min.. A inativação da enzima a 90ºC por 10 minutos,
resultou em uma diminuição de 95 pontos percentuais na sua atividade. Quanto menor o
tempo de exposição da proteína a elevadas temperaturas, menor será sua desnaturação e
menor será a perda de compostos nitrogenados voláteis. A curva da atividade enzimática e
atividade residual estão apresentadas na Figura B1 e B2, respectivamente, do Anexo B.
Com base nos resultados observados a modificação enzimática do músculo de
anchoita foi realizada a 55º, pH 7,0 e a inativação da enzima a 90º por 10 minutos.
3.3 Hidrólise Enzimática do Músculo de Anchoita
A hidrólise do músculo de anchoita (Figura 3) evolui progressivamente com a
tendência a se estabilizar após 60 minutos, sendo que nos primeiros 10 minutos a taxa de
conversão apresenta a tendência de uma reação de hidrólise com a cinética de primeira
ordem, característica de reações enzimáticas, que neste caso, indica a liberação de grupos –
NH2 livres, caracterizado pela presença de peptídeos a uma taxa de conversão compatível
com a insaturação da enzima pelo substrato. Quando a reação tende a estabilizar (reação de
cinética de ordem zero) em função da saturação da enzima pelo substrato, se atinge a
velocidade máxima que equivale a um GH de 8,6% com 100 minutos de reação. Shaidi et al.
(1995) estudando o perfil da hidrólise enzimática de “Mallotus villosus” utilizando a enzima
Neutrase®, encontraram um perfil semelhante e um grau de hidrólise próximo 10% em 100
minutos de reação.

CAPÍTULO III – ARTIGO 1 38
FIGURA 3: Evolução da hidrólise enzimática de músculo do anchoita utilizando a enzima
Neutrase®. Média de 3 repetições.
3.4 Planejamento Experimental
Os dados experimentais, para geração dos modelos teóricos estatísticos, das
variáveis dependentes estão apresentados na matriz do planejamento experimental
(Tabela4).
TABELA 4: Planejamento experimental da modificação enzimática do músculo de anchoita.
Exp. E/S Tempo
GH %
PLJ *gss(MME)/0,5h
D %
S %
CE %
CFE %
1 -1 -1 2,87±0,14 3,37±0,15 85,65±1,92 81,25±0,77 51,7±1,36 27,12±0,47
2 1 -1 5,86±0,13 2,85±0,10 84,37±1,39 84,92±0,12 64,97±022 17,25±0,64
3 -1 1 4,18±0,07 4,12±0,17 84,67±0,67 82,8±0,34 53,05±1,25 24,5±0,40
4 1 1 7,54±0,05 1,97±0,14 84,77±1,22 86,47±0,46 68,67±0,68 12,75±0,64
5 0 0 5,65±0,05 2,86±0,10 84,67±0,79 83,87±0,09 61,0±0,18 19,75±0,64
6 0 0 5,81±0,12 2,81±0,10 84,40±0,90 83,82±0,33 61,05±0,26 19,37±0,85
Exp.= experimento; GH=grau de hidrólise; D= digestibilidade in vitro; S= solubilidade; CE= capacidade de emulsificação; CFE= capacidade de formação de espuma; PLJ= produção no secador (leito de jorro). Média e erro padrão de 4 repetições. *gss = gramas de sólido seco na saída do secador.
Os valores dos coeficientes de regressão, que geram o modelo estatístico estão
apresentados na Tabela 5. Eliminado os fatores não significativos, verificou-se a
significância da regressão (p≤0,05), pelo teste F, na análise de variância (ANOVA) (Tabela
6). Os efeitos estimados, das variáveis independentes e sua interação, sobre as respostas
estão apresentados no gráfico de pareto na Figura B3 do Anexo B.

CAPÍTULO III – ARTIGO 1 39
TABELA 5: Coeficientes de regressão obtidos para GH, PLJ, D, S, CE e CFE.
Coeficientes GH PLJ D S CE CFE
0β 5,313 3,004 84,789 83,880 60,103 20,125
1β 1,574 -0,660 NS 1,827 7,225 -5,406
2β 0,760 NS NS 0,765 1,271 -1,781
12β 0,103 -0,403 NS NS 0,586 -0,468
NS: Não significativos (p>0,05)
TABELA 6: Análise de variância para GH, PLJ, D, S, CE e CFE, na modificação enzimática
do músculo de anchoita.
SQ GL MQ Fcalculado Ftabelado* Fontes de Variação Grau de Hidrólise - GH
Regressão 49,08 3 16,36 143,29 3,10
Resíduo 2,28 20 0,11 - -
Total 51,37 23 - - R2=0,955
Produção no Leito de Jorro - PLJ
Regressão 9,60 2 4,80 163,32 3,47
Resíduo 0,61 21 0,03 - -
Total 10,22 23 - - R2=0,936
Digestibilidade in vitro – D
Regressão 3,44 3 1,14 0,87 3,10
Resíduo 26,25 20 1,31 - -
Total 29,69 23 - - R2=0,115
Solubilidade – S
Regressão 62,79 2 31,40 207,01 3,47
Resíduo 3,18 21 0,15 - -
Total 65,98 23 - - R2=0,951
Capacidade de Emulsificação – CE
Regressão 866,56 3 433,28 384,28 3,10
Resíduo 22,55 20 1,12 - -
Total 889,12 23 - - R2=0,974
Capacidade de Formação de Espuma - CFE
Regressão 521,92 3 173,97 310,67 3,10
Resíduo 11,20 20 0,56 - -
Total 533,12 23 - - R2=0,978
SQ= soma quadrática; GL= graus de liberdade; MQ= média quadrática; * valores tabelados de F a p≤0,05.
De acordo com a Tabela 6 os modelos obtidos para GH, PLJ, S, CE e CFE
(Equações 5, 6, 7, 8 e 9, respectivamente) apresentaram regressão significativa (p≤0,05).

CAPÍTULO III – ARTIGO 1 40
Os coeficientes de determinação (R2) obtidos para estas respostas foram superiores a 0,93,
indicando um bom ajuste dos dados a estes modelos e permitindo a geração de superfície
de resposta. Um modelo teórico pode ser considerado preditivo quando apresenta um valor
Fcalculado superior a pelo menos 3 vezes o valor de Ftabelado RODRIGUES & IEMMA (2005).
A Digestiblidade in vitro não apresentou significância (p>0,05) no modelo, pois
Ftabelado foi maior que Fcalculado, e o coeficiente de determinação baixo (0,113), indicando que a
porcentagem de variação explicada pela regressão é de 11,3% e, portanto, não haveria um
bom ajuste dos dados experimentais ao modelo. Além disso, a soma quadrática dos
resíduos foi alta, representando 88,4% do valor total, ao contrário das outras respostas
estudadas.
3.4.1 Grau de Hidrólise
As variáveis estudadas E/S, tempo e a interação entre eles produziram um efeito
positivo significativo (p≤0,05) sobre o grau de hidrólise, sendo que a E/S foi a variável que
exerceu maior influência sobre a resposta, seguido do tempo e interação entre elas, que
pode ser observado através dos efeitos (em Anexo) e através do modelo teórico construído
(Equação 5).
GH(%)= 5,313 + 1,574*E/Scod + 0,76*Tempocód + 0,103*E/Scod*Tempocod (5)
A superfície gerada pelo modelo (Figura 4) indica que um aumento na concentração
da enzima (razão E/S) e tempo de hidrólise, faz com que haja um incremento no GH.
Segundo o modelo, o maior GH atingido, de aproximadamente 8%, foi em 60 minutos e E/S
de 0,1%. Nesta região há uma maior liberação de grupos amino-livres.
FIGURA 4: Superfície de resposta para grau de hidrólise.

CAPÍTULO III – ARTIGO 1 41
O resultado do estudo foi semelhante ao encontrado por Shaidi et al. (1995),
estudando a hidrólise de Mallotus villosus por Neutrase®, onde foi observado um aumento
no GH com o tempo até aproximadamente 60 minutos, atingindo um GH de 9%, a partir
deste ponto a hidrólise tendeu a permanecer constante chegando a um máximo de 10%
aproximadamente, em 120 minutos de reação. Benjakul & Morrissey (1997), estudando a
hidrólise de Merluccius productus por Neutrase® também observaram um aumento no GH
com o aumento da E/S e o tempo. Entretanto, a partir dos 20 minutos a hidrólise tendeu a
ficar constante.
Outros autores como Govindaraju & Srinivas (2006), Nilsang et al. (2005), Pedroche
et al. (2004), Guerard et al. (2002) observaram um comportamento semelhante, com o
aumento da E/S e tempo, houve um aumento no GH, estudando suas respectivas enzimas e
substratos.
3.4.2 Produção no Leito de Jorro
A variável E/S e a interação entre E/S e o tempo foram significativas na produção no
leito de jorro, sendo que a E/S apresentou maior influência na resposta, sendo esta
negativa. Isto pode ser observado no modelo teórico (Equação 6) construído com base nos
dados experimentais.
PLJ (gss9MME)/0,5h) = 3,004 - 0,660E/Scod – 0,403*E/Scod*Tempocód (6)
Observando a superfície de resposta (Figura 5), gerada pelo modelo, verifica-se a
tendência da diminuição na produção de MME com o aumento do GH, ou seja, o aumento
da E/S e tempo diminuiu a produção do secador. Entretanto, uma menor E/S associado a
um maior tempo de hidrólise, onde o GH foi em média de 4,18%, obteve-se uma maior
produção de MME.

CAPÍTULO III – ARTIGO 1 42
FIGURA 5: Superfície de resposta para produção de MME no leito de jorro.
A produção no secador, aos 60 minutos, utilizando uma razão E/S de 0,01%, foi o
dobro se comparado com E/S de 0,1%, portanto ao utilizar uma concentração de enzima
dez vezes menor a produção dobra. Um aumento no grau de hidrólise a partir de 4 %
causou uma maior retenção no leito de jorro, e esta retenção, em um maior tempo de
secagem, poderia comprometer o funcionamento do secador, principalmente no
experimento 4, que apresentou o maior GH. Uma causa provável para este fato seria a
interação entre peptídeos de baixo peso molecular com os inertes através de ligações de
superfície. A extensão da hidrólise afeta o comportamento do secador, isso sugere a adoção
de diferentes condições de processo no leito de jorro, tais como, concentração de sólidos e
vazão de alimentação, para diferentes GH.
Portanto, observando a superfície de resposta (Figura 5), gerada pelo modelo
(Equação 6), a tendência para uma maior produção no leito de jorro foi a partir dos 30
minutos utilizando uma razão E/S de 0,01%.
O jorro permaneceu estável em todos os experimentos e esta estabilidade pôde ser
verificada através da temperatura de entrada e saída do secador, não apresentadndo
grandes oscilações. As temperaturas podem ser observados na Figura B4 do Anexo B.
3.4.3 Digestibilidade in vitro
Os fatores E/S, tempo e a interação entre eles não promoveram um efeito
significativo na digestibilidade in vitro, entretanto com a modificação enzimática houve um
aumento desta digestibilidade do músculo da anchoita seco em leito de jorro em relação ao
músculo não modificado (in natura). Não houve diferença significativa (p>0,05) na

CAPÍTULO III – ARTIGO 1 43
digestibilidade entre o mínimo (2,87%) e o máximo (7,54%) GH atingido. Portanto, a faixa da
extensão da hidrólise estudada não foi suficiente para causar uma diferença significativa na
digestibilidade.
3.4.4 Solubilidade
As variáveis estudadas E/S e tempo produziram um efeito positivo significativo
(p≤0,05) sobre a solubilidade. A E/S foi a variável que apresentou maior influência sobre a
solubilidade, seguido do tempo. A interação entre as variáveis apresentou um efeito não
significativo (p>0,05). Isto pode ser observado através dos efeitos (em Anexo) e através do
modelo teórico, apresentado na Equação 7.
S(%)=83,88 + 1,827*E/Scod + 0,765*Tempocód (7)
A superfície de resposta (Figura 6), gerada pelo modelo (Equação 7), mostra que um
aumento na variável E/S, assim como na variável tempo, promoveu um aumento na
solubilidade, conseqüência do aumento no grau de hidrólise. Uma das principais
conseqüências da hidrólise enzimática é o aumento da solubilidade, e normalmente este
aumento está associado ao grau de hidrólise, pois diminuem o tamanho das moléculas
(peso molecular) e correspondente exposição de grupos hidrofílicos amino e carboxil
ionizáveis (PANYAM & KILARA, 1996 ; GUAN et al., 2007).
FIGURA 6: Superfície de resposta para solubilidade.
Os resultados encontrados concordam com Guan et al. (2007) que, estudando a
modificação enzimática de concentrados protéicos de farelo de aveia, também observou um

CAPÍTULO III – ARTIGO 1 44
aumento na solubilidade com o aumento do GH. Diniz & Martin (1997) estudando hidrolisado
de Squalus acanthias, também observou um aumento na solubilidade com o aumento do
grau de hidrólise. Entretanto, este mesmo autor avaliou a fração hidrolisada solúvel,
atingindo 90% de solubilidade com um GH de 6,5%. Já no presente estudo, com um GH de
6,5%, a solubilidade foi de 85%, o que indica um bom resultado, visto que não foram
separadas as frações solúvel e insolúvel.
Trabalhando na região de maior tendência a produção no leito de jorro (a partir de 30
minutos e razão E/S de 0,01%), a solubilidade é de aproximadamente 83%, e trabalhando
neste mesmo tempo, porém utilizando 0,1% de E/S a solubilidade aumentará para
aproximadamente 86%. Este resultado mostra uma pequena diferença na solubilidade,
porém a produção cai pela metade com o aumento em 10 vezes na concentração da
enzima, acarretando em maiores custos ao processo. Portanto, é preferível uma solubilidade
3,5% inferior a uma produção no leito de jorro 50% menor.
3.4.5 Capacidade de Emulsificação
Observando o modelo teórico proposto, com base nos dados experimentais
(Equação 8), as variáveis E/S, tempo e a interação entre elas exerceram um efeito positivo
significativo (p≤0,05) sobre a capacidade de emulsificação, sendo que a razão E/S exerceu
maior influência na resposta.
CE(%)= 60,103 + 7,225*E/Scod + 1,271*Tempocód + 0,586*E/Scod*Tempocod (8)
Um aumento no tempo de hidrólise e na razão E/S, promoveu um aumento na
capacidade de emulsificação, observado na superfície de resposta (Figura 7), gerada pelo
modelo (Equação 8), conseqüência de um maior grau de hidrólise. O aumento na CE pode
ser explicado pelo fato que a hidrólise enzimática de uma proteína ocasiona a maior
exposição do seu interior hidrofóbico e os hidrolisados promovem a emulsão de óleo em
água porque possuem grupos funcionais hidrofílicos e hidrofóbicos e são solúveis em água.
Estes orientam seu lado hidrofóbico para a fase apolar do óleo, enquanto que os segmentos
polares se estendem para a fase aquosa. De acordo com Panyam & Kilara (1996)
diferentes propriedades moleculares das proteínas, como a hidrofobicidade, flexibilidade e
composição de aminoácidos, estão envolvidas nas propriedades de emulsão, entretanto não
se sabe a contribuição exata de cada uma.

CAPÍTULO III – ARTIGO 1 45
FIGURA 7: Superfície de resposta para capacidade de emulsificação.
Os resultados encontrados concordam com os observados por Guan et al. (2007),
que avaliando as propriedades funcionais das proteínas de farelo de aveia modificado
enzimaticamente, observou um aumento do índice de atividade emulsificante com o
aumento do GH. Mahmoud (1994) também observou resultados semelhantes aos do
presente estudo e relatou o aumento da capacidade emulsificante (CE) até determinado
grau de hidrólise. Shaidi et al. (1995), utilizando a mesma metodologia, encontrou uma CE
de 50,9% para hidrolisados de pescado (Mallotus villosus), com GH de 12%, utilizando a
enzima Alcalase®.
Trabalhando na região de maior produção de MME no leito de jorro, a CE encontra-
se em torno de 52 a 56%, entretanto ao utilizar uma maior concentração de enzima (E/S de
0,1%) a CE aumenta para 66-69%, portanto dependendo do tipo de aplicação do MME,
deve-se analisar o custo benefício comprometendo a produção.
O controle da extensão da hidrólise é importante, pois uma hidrólise extensa pode
resultar em drásticas perdas nas propriedades de emulsão do hidrolisado. Isso ocorre
devido que peptídeos menores não conseguem se retorcer e reorientar-se como as
proteínas de alto peso molecular. Hidrolisados com baixo grau de hidrólise possuem uma
hidrofobicidade de superfície maior demonstrando serem melhores que emulsificantes
comerciais (QUAGLIA & ORBAN, 1990; DINIZ & MARTIN, 1997; KRISTINSSON & RASCO,
2000a,b).

CAPÍTULO III – ARTIGO 1 46
3.4.6 Capacidade de Formação de Espuma
Proteínas em dispersão causam um abaixamento na tensão na interface água-ar, o
que cria a capacidade de formação de espuma (KONG et al., 2007). As variáveis estudadas
e sua interação exerceram um efeito negativo significativo (p≤0,05) sobre a capacidade de
formação de espuma, o que pode ser pelo modelo teórico proposto, apresentado na
(Equação 9). Aumentando a E/S assim como o tempo, a CFE diminui. A razão E/S exerceu
a maior influência sobre a CFE.
CFE(%)= 20,125 – 5,406*E/Scod – 1,781*Tempocód – 0,468*E/Scod*Tempocod (9)
FIGURA 8: Superfície de resposta para capacidade de formação de espuma.
Observando a superfície de resposta (Figura 8), gerada pelo modelo (Equação 9), a
capacidade de formação de espuma (CFE) diminuiu com o aumento da E/S e tempo, ou
seja, ela diminuiu com o aumento do GH.
Diniz & Martin (1997) estudando a CFE de hidrolisados de pescado (Squalus
acanthias) também observaram uma diminuição da CFE com o aumento do GH. A
diminuição da CFE também foi observada por Kong et al. (2007), com o aumento do GH,
estudando a modificação enzimática do glúten de trigo. A explicação para isto
provavelmente é devido à baixa atividade surfactante de pequenas cadeias polipeptídicas
geradas com a extensão da hidrólise. Entretanto, Panyam & Kilara (1996) afirmam que uma
hidrólise limitada melhora as propriedades de formação de espuma, o que não foi observado
no estudo. Guan et al. (2007) observaram um aumento na CFE com o aumento do GH em
proteína de farelo de aveia modificado enzimaticamente, porém seus resultados foram
avaliados em tampão fosfato, o que pode interferir na habilidade de formar espuma.

CAPÍTULO III – ARTIGO 1 47
Segundo Furtado et al. (2001) não somente fatores relacionados ao grau de hidrólise podem
influir no desempenho das propriedades de espuma, mas também o pH e outros aspectos
relacionados à composição do hidrolisado. No presente estudo não foi considerado o efeito
do pH.
Shaidi et al. (1995) encontrou uma CFE em água de 90% para hidrolisado de
pescado (Mallotus villosus) com GH de 12%. O resultado do presente estudo indica que o
MME de anchoita não apresenta uma boa CFE em água.
4 CONCLUSÕES
A razão enzima/substrato e tempo de hidrólise exerceram um efeito positivo sobre a
extensão da hidrólise (GH), ou seja, um aumento na razão E/S e no Tempo aumentou o GH,
atingindo um máximo de aproximadamente 7,5% aos 60 minutos e utilizando 0,1% E/S.
As propriedades funcionais de solubilidade (S) e capacidade de emulsificação (CE)
foram influenciadas positivamente pela extensão da hidrólise enzimática (GH). Entretanto, a
produção no leito de jorro (PLJ) e a capacidade de formação de espuma (CFE) foram
influenciadas negativamente pela extensão da hidrólise. A digestibilidade in vitro (D), não
sofreu alteração com a extensão da hidrólise, nas condições estudadas, apresentando uma
média de aproximadamente 85%.
A maior produção de MME no leito de jorro ocorreu no intervalo de 30-60 minutos
com uma razão E/S de 0,01%. Nesta região o GH atingido foi de aproximadamente 4%, e a
solubilidade, capacidade de emulsificação e capacidade de formação de espuma em água
foram de aproximadamente 83%, 54% e 26%, respectivamente.
A melhor região para a capacidade de emulsificação foi aos 60 minutos e E/S 0,1%,
onde atingiu-se o maior GH, entretanto nesta região a produção de MME no leito de jorro
diminui pela metade, o que implica na escolha do maior custo benefício para aplicação do
MME em sistemas alimentícios.
5 AGRADECIMENTOS
Ao Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq) e à
Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES).

CAPÍTULO III – ARTIGO 1 48
6 REFERÊNCIAS
1 ABDUL-HAMID, A.; BAKER, J.; BEE, G.H.; Nutritional quality of spray dried protein
hydrolysate from Black Tilapia (Oreochromis mossambicus). Food Chemistry, v.78, n. 1,
p.69-74, 2002.
2 ADLER-NISSEN, J.; Determination of the degree of hydrolysis of food protein by
trinitobenzenesulfonic acid. Journal of Agricultural and Food Chemistry, v.27, n.6, p.
1256-1262, 1979.
3 AKESON, W.R. & STAHMANN, M.A.A. Pepsin-pancreatin digest index of protein quality
evaluation. The Journal of Nutrition, v. 83, n.1, p. 257-261, 1964.
4 A.O.A.C. Official Methods of Analysis, 16th edn. Arlington Virginia, USA: Association of
Official Analytical Chemists, 1995.
5 ASPMO, S. I.; HORN, S. J.; EIJSINK, V. G. H.; Enzymatic Hydrolysis of Atlantic cod
(Gadus morhua L.) viscera. Process Biochemistry, v.40, n.5, p. 1957-1966, 2005.
6 AUGUSTO-RUIZ, W. (1985). Proteólise do resíduo do extrato hidrossolúvel de soja.
Tese de Doutorado, UNICAMP.
7 BENJAKUL, S. & MORRISSEY, M.T.; Protein hydrolysate from Pacific Whiting solid
wates. Journal Agriculture and Food Chemistry, v.45, n.9, p. 3423-3430, 1997.
8 BLIGH, E.G. & DYER, W.J. A rapid method of total lipid extraction and purification.
Canadian Journal Biochemistry Physiology, v.37, n.8, p. 911-917, 1959.
9 DINIZ, F.M.; MARTIN, A.M.; Effects of thr extent of enzymatic hydrolysis on functional
properties of Shark protein hydrolysate. LWT - Food Science and Technology
(Lebensmittel-Wissenschaft und -Technologie), v.30, n.3, p.266-272, 1997.
10 FURTADO, M.A.M.; GOMES, J.C.; SILVA, C.A.S.; ORNELLAS, C.B.; SILVESTRE,
M.P.C. Propriedades Funcionais de hidrolisados de proteína láctea co-precipitada.
Ciência Agrotécnica Lavras v.25, n.3, p. 625-639, 2001.
11 GOVINDARAJU, K. & SRINIVAS, H.; Studies on the effects of enzymatic hydrolysis on
functional and physico-chemical properties of arachin. LWT - Food Science and
Technology (Lebensmittel-Wissenschaft und -Technologie), v. 39, n.1, p. 54-62, 2006.
12 GUAN, X.; YAO, H.; CHEN, Z.; SHAN, L.; ZHANG, M.; Some Functional properties of
oat bran protein concentrate modified by tripsin. Food Chemistry v.101, n.1, p. 163-170,
2007.

CAPÍTULO III – ARTIGO 1 49
13 GUÉRARD, F.; GUIMAS, L.; BINET, A.; Production of tuna waste hydrolysates by
commercial neutral protease preparation. Journal of Molecular Catalysis, v. 19, n.0, p.
489-498, 2002.
14 KONG, X.; ZHOU, H.; QIAN, H.; Enzymatic preparation and functional properties of
wheat gluten hydrolysates. Food Chemistry, v.101, n.2, p. 615-620, 2007.
15 KRISTINSSON, H. G. & RASCO, B.; A. Fish Protein Hydrolysates: Production,
Biochemical and Functional Properties. Critical Reviews in Food Science and Nutrition,
v.40, n.1, p.43-81, 2000a.
16 KRISTINSSON, H. G. & RASCO, B. A.;Kinetics of the Hydrolysis of Atlantic salmon
(Salmo salar) Musle Proteins Hydrolyzed with Various Alkaline Proteases. Process
Biochemistry, v.36, n. 1, p.131-139, 2000b.
17 LOWRY, O., ROSEBROUGH, N.J., FARR, A.L., RANDAL, R.J.; Protein measurement
with Folin-phenol reagent. Journal of Biological Chemistry, v. 193, n.1, p. 716-723, 1951.
18 MADUREIRA, L.S.P., HABIAGA, R.G., GONÇALVES, A.A., GREIG, A.B., DUVOISIN,
A.C., SOARES,C.F., FUSE, I.Y., CALDEIRA, F.G., CARVALHO, L.R., WEIGERT, S.C.,
SALDO, P.A., FERREIRA, C.S.; Prospecção de recursos pesqueiros pelágicos por
métodos hidroacústicos na plataforma talude e região oceânica da costa central do
Brasil – Série: Documentos Revizee: Score Sul. São Paulo: 2004. Disponível em:
http://www.mma.gov.br/port/sqa/projeto/revizee/doc/textos/revizee_hidroacus.pdf.
Acesso em: 29 out. 2006.
19 MAHMOUD, M. I. Physicochemical and functional properties of protein hydrolysates in
nutritional products. Food Technology, v.48, n.10, p.89-95, 1994.
20 MORR, C.V.; GERMAN, B.; KINSELLA, J.E.; REGENSTEIN,J.M.; VAN-BUREN, J.P.;
KILARA, A.; LEWIS, B.A.; MAGNINO, M.E.; Collaborative study to develop a
standardized food protein solubility procedure. Journal of Food Science, v.50, n. 6, p.
1715-1718, 1985.
21 NEUTRASE® Token of information of the product. Novozymes A/S, Denmark, 2006.
22 NIELSEN, P. M., PETERSEN, D., DAMBMANN, C. Improved method for determining
food protein degree hydrolysis. Journal of Food Science, v.66, n.5, p. 642-646, 2001.
23 NILSANG, S.; LERTSIRI, S.; SUPHANTHARIKA, M.; ASSAVANING, A.; Optimization of
hydrolysis of fish soluble concentrate by commercial proteases. Journal of Food
Engineering, v.70, n.4, p.571-578, 2005.

CAPÍTULO III – ARTIGO 1 50
24 PANYAM D. & KILARA, A. Enhancing the functionality of food proteins by enzymatic
modification. Trends in Food Science and Technology v.7, n. 4, p. 120-125, 1996.
25 PEDROCHE,J.; YUST, M.M.; LQARI, H.; GIRÓN-CALLE, J.; ALAIZ, M.; VIOQUE, J.;
MILLÁN, F.; Brassica carinata protein isolates: chemical composition, protein
characterization and improvement of functional properties by protein hydrolysis. Food
Chemistry, v.88, n.3, p.337-346, 2004.
26 QUAGLIA, G. B. & ORBAN, E.; Influence of Enzimatic Hydrolysis on Structure and
Emulsifying Properties of sardine (Sardina pilchardus) Protein Hydrolysates. Journal of
Food Science, v.55, n.6, p.1571-1573, 1990.
27 RODRIGUES, M.I. & IEMMA, A.F.; Planejamento de experimentos e otimização de
processos: Uma estratégia seqüencial de planejamentos. Casa do Pão Editora,
Campinas – São Paulo, 2005.
28 ROMAN, J. A. & SGARBIERI, V. C.; Efeito da hidrólise enzimática sobre as
propriedades funcionais de caseína bovina coagulada pela ação da quimiosina. Ciência
e Tecnologia de Alimentos, v.25, n.3, p. 468-474, 2005.
29 SHAHIDI, F., HAN, X. Q., SYNOWIECKI, J.; Production and characteristics of protein
hydrolysates from capelin (Mallotus villosus). Food Chemistry v.53, n. 3, p. 285-293,
1995.
30 SINHA, R.; RADHA, J.; KAUL, P.; Whey protein hydrolysate: Functional properties,
nutritional quality and utilization in beverage formulation. Food Chemistry, v. 101, n.4, p.
1484-1491, 2007.
31 SPITZNER N. P. I. & FREIRE, J. T.. Estabilidade do Jorro na secagem de pasta. In:
Congresso Brasileiro de Sistemas Particulados, 2002, São João Del Rei - MG. Anais do
XXIX ENEMP, 2002.
32 WHITAKER, J.R.; Principles of enzimology for the food science. Marcell Dekler, Inc.
New York, 1972.
33 YANNES, M. I. & ALMANDOS, M. E.; Estimation of fish proximate composition starting
from water content. Journal of Food Composition and Analysis, v.16, n.1, p.81–92, 2003.

CAPÍTULO III – ARTIGO 2 51
ARTIGO 2:Efeito da temperatura de secagem em leito de jorro nas características do músculo de anchoita (Engraulis anchoita) modificado enzimaticamente
RESUMO
O objetivo deste trabalho foi avaliar a produção no secador, digestibilidade in vitro e as
propriedades funcionais do músculo de anchoita não modificado (MNM) e modificado
enzimaticamente (MME) por Neutrase®, seco em leito de jorro a 90º (MME90) e a 110ºC
(MME110). As propriedades funcionais avaliadas foram a capacidade de retenção de água
e óleo, solubilidade e propriedades de emulsificação e propriedades de espuma. O grau de
hidrólise alcançado foi de 3% e a umidade final do MME90 e MME110 foi de 6% e 4%,
respectivamente. A produção no secador e a capacidade de retenção de água não se
alteraram com o aumento da temperatura de secagem de 90ºC para 110ºC, entretanto, a
capacidade de retenção de óleo, propriedades de emulsificação e espuma tiveram uma
diminuição significativa. A solubilidade melhorou com o aumento da temperatura. A
modificação enzimática do músculo de anchoita, seco através em leito de jorro, promoveu
uma melhora em todas as propriedades funcionais avaliadas, comparado com o músculo
não modificado. Sendo estes resultados indicadores da potencialidade do uso do músculo
anchoita modificado enzimaticamente como ingrediente em sistemas alimentícios.
Palavras-chave: leito de jorro; processamento de secagem; proteínas hidrolisadas,
funcionalidade das proteínas, subprodutos de pesca.

CAPÍTULO III – ARTIGO 2 52
ABSTRACT
The aim of this work was to evaluate the dryer production, in vitro digestibility and the
functional properties of the anchoita unmodified muscle (MNM) and enzymatically modified
(MME) by Neutrase®, dried in spouted bed dryer at 90° (MME90) and 110°C (MME110).
The functional properties evaluated were the water holding capacity and oil holding capacity,
solubility, and emulsifying and foaming properties. The hydrolysis degree reached was of 3%
and the final moisture of MME90 and MME110 was 6% and 4%, respectively. The production
at the dryer and the water holding capacity didn’t alter with the increase in the drying
temperature from 90°C to 100°C, while, the oil holding capacity, emulsification properties and
foam had a significant decrease. The solubility improved with the temperature increase. The
enzymatic modification of the anchoita muscle, dried by the spouted bed, promoted improve
in all the functional properties evaluated, compared with the unmodified muscle. Being these
results an indicator of the potentiality of the use anchoita muscle enzymatically modified as
an ingredient at food systems.
Keywords: spouted bed; drying process; fish protein hydrolysate, protein functionality, fish
byproducts.

CAPÍTULO III – ARTIGO 2 53
1 INTRODUÇÃO
A crescente tendência na formulação e produção de alimentos tem sido aumentar a
utilização de ingredientes nutritivos, como as proteínas. Estas que, devido a sua importância
nutricional e características físico-químicas. Propriedades importantes em muitos sistemas
alimentícios. As propriedades funcionais das proteínas são influenciadas por diversos
parâmetros intrínsecos, além de fatores relacionados às metodologias utilizadas no seu
estudo. Os dados disponíveis em relação a estas propriedades são bastante variáveis e
muitas vezes conflitantes, devido a fatores interferentes como pH, força iônica, concentração
de proteína e temperatura (DUARTE et al., 1998).
A anchoita (Engraulis anchoita) é uma espécie pelágica amplamente distribuída no
Brasil desde o norte do litoral do Rio de Janeiro até o Chuí. Em princípio, a anchoita é um
estoque alternativo virgem no Brasil, que poderia ser explorado sazonalmente
desenvolvendo uma nova pescaria na região sul do Rio Grande do Sul. (MADUREIRA et al.,
2004).
Vários produtos podem ser elaborados a partir de pescado, para suprir a
necessidade de proteínas animais da crescente população mundial, o que exige a correta
utilização de tecnologias de conservação e processamento. A adição de enzimas para
hidrolisar proteínas de alimentos é um processo de considerável importância, pois podem
melhorar a biodisponibilidade de nutrientes, propriedades funcionais e propriedades
sensoriais das proteínas nativas sem prejudicar o seu valor nutricional (SHAIDI et al., 1995,
DINIZ & MARTIN, 1997; KRISTINSSON & RASCO, 2000a GUAN et al., 2007). Tais
propriedades dependem em grande parte do tamanho molecular dos peptídeos gerados
(grau de hidrólise) e são influenciadas pela especificidade da enzima proteolítica utilizada, a
natureza física e química da proteína intacta, e da condição de hidrólise (SURÓWKA et al.,
2004).
As proteínas são modificadas pelas condições de processamento do produto.
Tratamentos térmicos comumente afetam sua estrutura e solubilidade. A insolubilização é
um dos maiores obstáculos na inclusão de proteínas em sistemas alimentares. Solubilidade
elevada pode ser considerada um indicador de sua funcionalidade, já que esta propriedade
é requerida para a aplicação das proteínas em sistemas alimentares (JACOB-LOPEZ et al.,
2006).
A secagem de alimentos de origem marinha é uma prática importante, utilizada
principalmente para de aumentar o tempo de conservação dos mesmos, levando um melhor

CAPÍTULO III – ARTIGO 2 54
aproveitamento da produção pesqueira. Hidrolisados protéicos são desidratados através de
liofilização ou em secadores spray (ABDUL - HAMID et al., 2002)
O leito de jorro com partículas inertes é usado como secador de pastas e
suspensões devido, principalmente, ao grande grau de mistura das partículas,
proporcionando altas taxas de transferências de calor e de massa, e um alto número de
colisões. Este secador tem-se mostrado boa alternativa ao secador spray, por fornecer
produtos de qualidade similar, a custos significativamente inferiores (SPITZNER & FREIRE,
2002). Como é o caso de proteínas modificadas enzimaticamente e hidrolisados,
viabilizando a obtenção de produtos com características satisfatórias para o consumo direto,
ou uso como matéria-prima para alimentos desidratados.
Em busca de alternativas viáveis tecnologicamente, para aproveitar o potencial de
pesca da anchoita, a hidrólise enzimática de proteínas de pescado e a técnica de secagem,
podem ser utilizadas. O objetivo deste trabalho foi avaliar o efeito da temperatura de
secagem (90ºC e 110º) na produção do músculo modificado enzimaticamente (MME) no
leito de jorro, a digestibilidade in vitro e as propriedades funcionais de capacidade de
retenção de água (CRA) e óleo (CRO), solubilidade, propriedades de emulsão e espuma do
músculo (proteína) de anchoita não modificado (MNM) e modificado enzimaticamente
(MME) por Neutrase®.
2 MATERIAL E MÉTODOS
2.1 Matéria-Prima
A matéria prima utilizada para a modificação enzimática foi a polpa de anchoita
(Engraulis anchoita). A anchoita (Engraulis anchoita) foi capturada em cruzeiro pelo “Navio
Oceanográfico Atlântico Sul”, utilizando rede de arrasto de meia água, na plataforma
continental da região sul do Brasil. A mesma foi armazenada abordo em uma parte de gelo,
uma de água e duas de anchoita (1:1:2 – relação em massa) por 24 horas. A captura da
anchoita está ilustrada na Figura C1 do Anexo C.
2.2 Enzima
A enzima utilizada no processo foi a Neutrase® 0,8L, que é uma endoprotease
produzida pelo Bacillus amyloliquefaciens , com atividade declarada 0,8AU/g e produzida
pela Novozymes A/S (Bagsvaerd, Denmark). Esta enzima cumpre com as especificações de
pureza recomendada para enzimas de grau alimentício pela FAO/WHO Expert Committe on

CAPÍTULO III – ARTIGO 2 55
Food Additives (JECFA) e Food Chemicals Codex (FCC) (Neutrase®, 2006). A Neutrase®
0,8L é uma metalloproteinase (Zn) com atividade em uma faixa de pH de 5,5-7,5 e
temperatura de 45-55ºC (ASPMO et al., 2005).
2.3 Preparo e Acondicionamento da Matéria-Prima
A anchoita (Engraulis anchoita) foi capturada em cruzeiro pelo “Navio Oceanográfico
Atlântico Sul”, utilizando rede de arrasto de meia água, na plataforma continental da região
sul do Brasil. A mesma foi armazenada abordo em uma parte de gelo, uma de água e duas
de anchoita (1:1:2 – relação em massa) por 24 horas. A anchoita foi então lavada em água
clorada (5ppm de cloro residual livre) e eviscerada, onde se descartou cabeça e vísceras. O
material restante foi despolpado, obtendo-se a polpa e descartando o resíduo. Para a
utilização da polpa da anchoita, a mesma foi submetida a três lavagens consecutivas, sendo
duas lavagens com água corrente (de aproximadamente 2 minutos cada), com auxilio de
uma tela, e terceira e última lavagem com uma solução de NaCl 3% (p/v). Retirou-se o
excesso de água através de centrifugação à g×3000 e armazenou-se a polpa em sacos de
polietileno, contendo aproximadamente 0,250kg, a -18ºC. A polpa congelada permaneceu
armazenada até o momento de sua utilização.
2.4 Processo Enzimático
A polpa congelada de anchoita foi descongelada em refrigerador a 7ºC de 6 a 8
horas, obtendo-se o músculo não modificado (MNM). A hidrólise foi realizada em biorreator
encamisado, sob agitação contínua de 200rpm, utilizando uma proporção de 1:1 de músculo
e tampão fosfato de sódio pH 7,0. A proporção enzima/substrato foi de 0,01% (NTotal x 6,25),
temperatura de 55ºC e tratamento de 30 minutos. Este tratamento teve o objetivo de se
atingir a maior solubilização das proteínas, porém com um mínimo de grau de hidrólise. O
controle do pH foi realizado mediante adição de NaH2PO4.H2O (0,2M) e/ou Na2HPO4.7H2O
(0,2M). A inativação enzimática foi realizada a 90ºC por 10 minutos, sendo estas condições
determinadas em ensaios preliminares. O resfriamento foi realizado em banho de gelo até
atingir uma temperatura de 15ºC±2. Para a retirada de espinhas e alguma material não
solubilizado, a suspensão foi passada em peneira (500mm). A diluição foi realizada com
adição de água em função da concentração de sólidos na suspensão, até 7,5% (p/v).
2.5 Secagem
A secagem do músculo modificado enzimaticamente foi realizada em um leito de
jorro cônico. O equipamento era constituído dos seguintes componentes: soprador radial

CAPÍTULO III – ARTIGO 2 56
(4kW), placa de orifício, aquecimento elétrico (2,4kW),, célula de secagem, medidores de
pressão (manômetros do tipo tubo em U), medidores de temperatura (termopares do tipo
cobre-constantam) e ciclone (tipo Lapple) para recolhimento do produto seco. Para a
alimentação do secador foi utilizada bomba peristáltica com atomização do tipo duplo com ar
comprimido (200kPa abs). O secador está apresentado na Figura C2 e C3 do Anexo C.
A célula de Leito de Jorro utilizada era cônica, com diâmetro de entrada de 0,026m e
diâmetro de célula de 0,18m, com ângulo interno de 60º.
O leito de partículas de inertes era constituído de polietileno em forma lentilhas
(diâmetro 3mm, esfericidade 0,7 e densidade de 0,96). Foram utilizados 0,5kg de inertes,
que correspondem à altura de leito de 0,135m.
A vazão de alimentação da suspensão foi de 300mL/h, concentração de sólidos de
7,5%, velocidade do ar 100% acima do jorro mínimo. As temperaturas do ar de entrada
foram de 90º e 110ºC. A estabilidade do jorro foi verificada através de retiradas de quatro
amostras de 30 em 30 minutos, durante um tempo de operação de 150 minutos, após
estabilização do jorro (nos primeiros 30 minutos), e através das medidas de temperaturas do
ar de entrada e saída do secador.
2.6 Determinação da Composição Proximal
O teor de umidade, resíduo mineral (cinzas), lipídeos totais e proteína do foram
determinados de acordo com os procedimentos da AOAC (1995). O teor de lipídeos totais
no músculo não modificado foi determinado segundo Bligh & Dyer (1959). Foi avaliado o
músculo modificado enzimaticamente seco a 90º e 110ºC (MME90 e MME110,
respectivamente) e o músculo não modificado (MNM).
2.7 Determinação do Grau de Hidrólise (GH)
Para a determinação do grau de hidrólise (GH) foi utilizado o método proposto por
Adler-Nissen (1979). O GH foi calculado segundo a expressão apresentada na equação 1
100(%) ×=totalhhGH (1)
Onde h é o número de ligações peptídicas clivadas na hidrólise (meq Leucina/g
proteína) e totalh é o número total de ligações peptídicas (meq Leucina /g proteína). O totalh
adotado para pescado, foi de 8,6 meq Leucina/g proteína, segundo Nielsen, et al. (2001).
Metodologia detalhada encontra-se no item 1 do Anexo A.

CAPÍTULO III – ARTIGO 2 57
2.8 Determinação da Digestibilidade in vitro
A digestibilidade da proteína in vitro foi determinada conforme Akeson & Stahmann
(1964). O conteúdo de tirosina liberada no sobrenadante foi determinado pela reação de
Lowry et al. (1951), utilizando uma curva padrão de tirosina. A digestibilidade expressa
segundo a equação 2
.(%)idadeDigestibil = 100][][
xTy
Ty
total
liberada (2)
Onde: ][ liberadaTy : concentração de tirosina liberada no sobrenadante após a digestibilidade
expressa em miliequivalentes (meq); ][ totalTy : concentração de tirosina total expressa em
miliequivalentes (meq). A ][ totalTy foi obtida da amostra após hidrólise ácida (HCl 6N) a
100ºC durante 22 horas. A metodologia detalhada encontra-se no item 2 do Anexo A.
2.9 Determinação das Propriedades Funcionais
2.9.1 Determinação da Capacidade de Retenção de Água e Óleo
A capacidade de retenção de água e de óleo foi determinada segundo metodologia
descrita por Diniz & Martin (1997). A capacidade de absorção de água ou óleo foi expressa
como a quantidade de água ou óleo absorvida por grama de proteína. Foram avaliados os
músculos modificado enzimaticamente seco a 90º e 110ºC (MME90 e MME110,
respectivamente) e o não modificado (MNM). Entretanto, para a análise do MNM, o mesmo
teve que ser desidratado em secador de bandeja a 50ºC por 8 horas (até atingir umidade
inferior a 10%), o qual foi denominado como músculo não modificado seco (MNMS). A
metodologia detalhada está apresentada no item 6 do Anexo A.
2.9.2 Determinação da Solubilidade
A solubilidade da proteína foi determinada de acordo com o método de Morr et al
(1985), que consiste em uma modificação do método de determinação do índice de
nitrogênio solúvel. Foram estudadas as solubilidades em pH 3, 5, 7, 9 e em água. A
porcentagem de solubilidade foi determinada através da relação entre conteúdo de proteína
solúvel pelo conteúdo de proteína total na amostra. A metodologia detalhada está
apresentada no item 3 do Anexo A.

CAPÍTULO III – ARTIGO 2 58
2.9.3 Determinação das Propriedades Emulsificantes
A capacidade emulsificante e sua estabilidade foram determinadas segundo
SHAHIDI et al. (1995). A metodologia detalhada encontra-se no item 4 do Anexo A.
2.9.4 Determinação das Propriedades de Espuma
A capacidade de formação de espuma e sua estabilidade foram determinadas
conforme Fernandez & Macaruela modificado por Guan et al. (2007). A capacidade de
formação de espuma e sua estabilidade foram estudadas em tampão fosfato de sódio pH 3,
5, 7 e 9. A habilidade de formação de espuma foi calculada como sendo a porcentagem de
aumento no volume da dispersão protéica após homogeneização. A estabilidade da
espuma foi estimada como a porcentagem de espuma remanescente após 30 e 60 minutos.
A metodologia detalhada encontra-se no item 5 do Anexo A.
2.10 Tratamento Estatístico
Os resultados obtidos para produção no secador, digestibilidade in vitro e
propriedades funcionais do MME90, MME110, BSA e MNM foram avaliados através de
análise de variância (ANOVA) e as diferenças entre médias pelo teste de Tukey a 5% de
significância, utilizando o Software Statisitca 5.0 for Windows.
3 RESULTADOS E DISCUSSÃO
3.1 Composição Proximal
O teor protéico do MME90 e MME110 (Tabela 1) não apresentou diferença
significativa (p≤0,05) em relação ao MNM. A temperatura de secagem também não
influenciou significativamente (p>0,05) no conteúdo de proteína total do MME.
TABELA 1: Composição proximal do músculo não modificado e modificado enzimaticamente
Grau de
Hidrólise (%)
Umidade
(%)
Proteína
Total (%)b.s.
Lipídeos
Totais (%)b.s.
Cinzas
(%)b.s.
MNM** - 78,2a ± 1,8 84,3a ± 0,6 7,8a ± 0,3 5,9a ± 0,6
MME90* 3,01 ± 0,16a 6,1b ± 0,2 85,8a ± 1,0 8,8b ± 0,2 4,3b ± 0,2
MME110* 3,11 ± 0,24a 4,3c ± 0,2 85,7a ± 0,9 8,9b ± 0,3 4,5b ± 0,1
*Média e erro padrão de 3 repetições; ** Média e desvio padrão de 8 repetições; b.s. – base seca. MNM – músculo não modificado; MME90 e MME110 – músculo modificado enzimaticamente e seco a 90ºe 110ºC, respectivamente. Letras minúsculas diferentes, mesma coluna, apresentam diferença significativa (p≤0,05).

CAPÍTULO III – ARTIGO 2 59
A diminuição significativa (p≤0,05) do conteúdo de cinzas no MME90 e MME110, em
relação ao MNM, foi devido à etapa de peneiramento no processo, pois o material não
solubilizado (pequenas espinhas) ficou retido sendo descartado, em conseqüência o teor de
lipídeos aumentou significativamente. O conteúdo de umidade do MME90 e MME110
encontraram-se abaixo dos 10%, demonstrando que as condições utilizadas na secagem
em leito de jorro mostraram-se adequadas para alcançar a umidade exigida comercialmente
para “Pós para Preparo de Alimentos”, segundo Resolução da Diretoria Colegiada (RDC) Nº
273, da Agência Nacional de Vigilância Sanitária, de 22 de setembro de 2005, que
estabelece regulamento técnico.
3.2 Produção no Leito de Jorro
Uma maneira de verificar a estabilidade do secador de leito de jorro é através de
medidas da sua produção (Figura 1) e controle da temperatura de entrada e saída do
secador (Figura 2). O secador de leito de jorro apresentou um comportamento estável
durante a secagem tanto para músculo modificado enzimaticamente seco a 90º (MME90),
como para o seco a 110ºC (MME110). Isto pôde ser constatado pelo controle de produção
de pó em 4 amostras, que foram coletadas em um intervalo de 30 em 30 minutos, em um
tempo de processo de 150 minutos, que não apresentaram diferença significativa (p>0,05)
entre os tempos coletados.
FIGURA 1: Produção de pó (MME90 e MME110) no secador em leito de jorro. Média e erro padrão de 3 repetições. Letras minúsculas diferentes, em uma mesma amostra, apresentam diferença significativa (p≤0,05) nos diferentes tempos de coleta de amostra. Letras maiúsculas diferentes, nas diferentes amostras, apresentam diferença significativa (p≤0,05) em um mesmo tempo de coleta de amostra.
A secagem do músculo modificado enzimaticamente, a uma temperatura de ar de
entrada de 110ºC, não causou aumento significativo (p>0,05) na produção, em todos os

CAPÍTULO III – ARTIGO 2 60
tempos avaliados, o que pode ser verificado comparando as duas amostras em cada tempo
(Figura 1).
A estabilidade do jorro também pôde ser verificada através das temperaturas de
entrada e saída do ar do secador (Figura 2). Oscilações muito grandes de temperatura
indicam problemas no funcionamento do secador. A temperatura do ar de entrada para
MME90 ficou em torno dos 91±2ºC, sendo que a temperatura de saída também permaneceu
estável no jorro atingindo 71±2ºC (Figura 2a). Para o MME110, a temperatura do ar de
entrada foi de 111±2ºC e a saída 89±2ºC (Figura 2b).
a
b
FIGURA 2: Temperatura do ar de entrada e saída no secador: a) MME90 e b) MME110.

CAPÍTULO III – ARTIGO 2 61
3.3 Digestibilidade in vitro
A digestibilidade in vitro do músculo modificado enzimaticamente seco a 90ºC
(MME90) não diferiu significativamente (p>0,05) da proteína padrão albumina de soro bovino
(BSA) (Figura 3). Entretanto, a temperatura do ar de entrada do secador afetou a
digestibilidade, visto que a mesma para o MME110 foi estatisticamente inferior (p≤0,05) ao
MME90 e à proteína padrão (BSA), esta que foi semelhante ao reportado por Prata &
Sgarbieri (2005).
FIGURA 3: Digestibilidade in vitro para BSA, MME90, MME110 e MNM. Média e desvio padrão de 6 repetições; Letras diferentes apresentam diferença significativa (p≤0,05).
A modificação enzimática aliada à secagem em jorro (90ºC) promoveu um acréscimo
significativo (p≤0,05) de 32 pontos percentuais na digestibilidade do músculo não modificado
(MNM), sendo que o produto da digestão são aminoácidos livres, di, tri-peptídeos. Os
resultados do presente estudo foram semelhantes aos reportados por Abdul-Hamid et al.
(2002), que estudaram a qualidade nutricional de hidrolisado protéico de Tilápia
(Oreochromis mossambicus) seco em Spray dried a temperatura de ar de entrada/saída do
secador de 150ºC/76ºC e 180º/90º, sendo que o hidrolisado seco a 180ºC apresentou uma
menor digestibilidade (88,4%) se comprado com o seco a 150ºC (92,1%), ocorrendo
também uma diminuição no conteúdo de alguns aminoácidos essenciais como a Leucina e a
Lisina. É importante observar que o referido autor avaliou somente a fração solúvel
(hidrolisado – Grau de hidrólise 14%) e no presente estudo foi avaliado a fração solúvel e
insolúvel (modificado – Grau de hidrólise 3%), indicando que a modificação enzimática
tornou a proteína do músculo de anchoita facilmente digerível e com um custo

CAPÍTULO III – ARTIGO 2 62
aparentemente menor, devido a menor concentração de enzima utilizada, menor tempo de
hidrólise e não requerendo a operação unitária de separação. Portanto a anchoita
apresenta-se como um bom substrato para ser utilizado na produção de proteínas
modificadas, pois mesmo em baixos graus de hidrólise (GH), sua digestibilidade é
semelhante à de hidrolisados com GH mais elevados.
Segundo Diniz & Martin (1999) o tecido do pescado, quando hidrolisado
enzimaticamente sob condições controladas, retém a qualidade nutricional do substrato
original, e/ou melhora a disponibilidade de alguns aminoácidos essenciais, os quais podem
ser comparados ao da proteína referência sugerida pela FAO/WHO (OETTERER, 2002).
3.4 Propriedades Funcionais
3.4.1 Solubilidade
A solubilidade do MME90, MME110 e MNM (Figura 4), em água, foi estatisticamente
superior aos demais meios, provavelmente devido à presença de sais, pois os pHs foram
ajustados com tampões fosfato de sódio.
FIGURA 4: Solubilidade protéica do MME90, MME110 e MNM em diferentes meios.
Média e erro padrãode 4 repetições. Letras minúsculas diferentes, em uma mesma amostra, apresentam diferença significativa (p≤0,05) nos diferentes meios aquosos avaliados. Letras maiúsculas diferentes, nas diferentes amostras, apresentam diferença significativa (p≤0,05) em um mesmo meio aquoso.
A solubilidade do MME110, em todos os meios avaliados foi estatisticamente
superior (p≤0,05) ao MME90 e MNM, o que indica que a temperatura de ar de entrada do
secador de 110ºC melhorou esta propriedade. A secagem afeta a solubilidade, esta que
geralmente aumenta com o aumento da temperatura, entretanto isto não pode ser

CAPÍTULO III – ARTIGO 2 63
generalizado, pois um estudo realizado por Murueta et al. (2007), em concentrados
protéicos de pescado, observou uma diminuição da solubilidade com o aumento da
temperatura de secagem. Em geral a solubilidade das proteínas é incrementada na faixa
entre 40 e 50ºC (JACOB-LOPES et al., 2006). No jorro, o produto sai a uma temperatura em
torno de 5ºC acima da temperatura de bulbo úmido, no caso da secagem do MME110, a
temperatura de bulbo úmido ficou em torno de 41ºC e o produto saindo então a 46ºC. Já
para o MME90 a temperatura de bulbo úmido ficou em torno dos 35ºC, e produto saiu a
40ºC, este fato pode explicar o aumento da solubilidade.
A modificação enzimática do músculo ocasionou um aumento significativo na
solubilidade se comparado com o músculo não modificado. O MNM apresentou uma
solubilidade média, em água, de 22,5%, se compararmos com o MME90 (81,6%), e
MME110 (87,4%) houve um acréscimo na solubilidade de 261 e 288 pontos percentuais,
respectivamente. Este aumento na solubilidade é devido a uma maior exposição de resíduos
iônicos na superfície dos peptídeos e proteínas, devido a modificação e/ou hidrólise
enzimática, sendo que estes resíduos iônicos causam repulsão eletrostática entre as
moléculas de proteínas e repulsão entre cargas hidratadas ao redor dos grupos iônicos
(KRISTINSSON & RASCO, 2000c). Shaidi et al. (1995), Fonkwe & Singh (1996) Diniz &
Martin (1997), estudando a solubilidade de hidrolisados de pescado, encontraram resultados
em torno dos 90%. Deve-se salientar que estes autores avaliaram somente a fração
hidrolisada (solúvel), as quais apresentaram graus de hidrólise (GH) superiores ao do
presente estudo, indicando que a modificação enzimática do músculo de anchoita promove
uma solubilidade semelhante à de hidrolisados, como o resultado reportado por Guan et al.
(2007), que avaliaram a solubilidade em farelo de aveia modificado enzimaticamente (GH
de 4,1%) e encontraram 90% de solubilidade em pH 9,0.
Tanto para MME90 quanto para MNM a menor solubilidade encontrada foi em pH 5,
já para o MME110 as menores solubilidades foram encontradas em pH 3 e 5. A solubilidade
do MME90, MME110 e MNM aumentou conforme aumentava o pH. Este aumento ocorre
porque a solubilidade é maior em pH alcalino, devido ao número de resíduos de cargas
negativas em pH acima do ponto isoelétrico ser maior que o resíduo de cargas negativas
abaixo do ponto isoelétrico. No ponto isoelétrico, o número de cargas positivas e negativas é
igual, portanto elas se neutralizam intramolecularmente (CHEFTEL et al., 1993).
3.4.2 Capacidade de Retenção de Água e Óleo
Observando a capacidade de retenção de água e óleo (Figura 5) para o músculo
modificado enzimaticamente seco a 90ºC e 110ºC (MME90 e MME110, respectivamente) e

CAPÍTULO III – ARTIGO 2 64
para o músculo não modificado seco (MNMS), verifica-se que a CRA para MME90 foi
semelhante estatisticamente (p>0,05) ao MME110, não havendo alteração nesta
propriedade funcional com o aumento de temperatura. A modificação enzimática ocasionou
um acréscimo significativo na CRA em comparação com o MNMS. Este aumento na CRA
pode ser justificado pela alteração do tamanho molecular dos peptídeos e da capacidade de
formação da rede protéica (KRISTINSSON & RASCO, 2000a).
FIGURA 5: CRA e CRO para o MNMS, MME90 e MME110. Média e erro padrão de 4 repetições. Letras diferentes, tanto na CRA quanto na CRO apresentam diferença significativa (p≤0,05). A CRA (g água/g proteína) e a CRO (g óleo/g proteína).
A CRO para MME90 foi estatisticamente superior (p≤0,05) ao MNMS e ao MME110,
provavelmente devido à capacidade da proteína de reter o óleo está relacionada com a
hidrofobicidade da sua superfície, portanto, como a modificação enzimática de uma proteína
promove uma maior exposição de grupos hidrofóbicos, consequentemente há um aumento
na hidrofobicidade superficial. Tais interações hidrofóbicas promovem interações proteína-
proteína o que aumenta a rede protéica. O que também pôde ser observado foi que a
temperatura afetou a CRO (KINSELLA, 1976).
Resultados semelhantes aos ilustrados na Figura 5 foram reportados por Kristinsson
& Rasco (2000b), onde a CRA e CRO foram estatisticamente superiores em produtos
empanados com polpa de salmão hidrolisada do que produtos controle, e por Sathivel et al.
(2004), que encontrou uma CRO, para pós elaborado a partir das partes reprodutivas de
diferentes pescados, de 3,9 mL de óleo/g de proteína.

CAPÍTULO III – ARTIGO 2 65
3.4.3 Propriedades Emulsificantes
A capacidade emulsificante é um índice geralmente utilizado para medir a habilidade
de emulsões formadas por proteínas e peptídeos. A capacidade de emulsificação e sua
estabilidade, para a proteína padrão (BSA), MME90, MME110 e MNM, estão apresentadas
na Figura 6 e 7, respectivamente.
FIGURA 6: Capacidade de emulsificação do MME, BSA e MNM. Média e erro padrão de repetições; Letras diferentes apresentam diferença significativa (p≤0,05).
FIGURA 7: Estabilidade da emulsão para MME, BSA e MNM. Média e erro padrão de 4 repetições; Letras diferentes apresentam diferença significativa (p≤0,05).
Verifica-se (Figura 6) que o MNM apresentou uma capacidade emulsificante
estatisticamente inferior (p≤0,05) as demais amostras avaliadas e o MME90 apresentou uma

CAPÍTULO III – ARTIGO 2 66
capacidade emulsificante semelhante à proteína padrão, não diferindo entre si
estatisticamente (p>0,05). Pôde-se também observar que a condição de secagem no leito
de jorro afetou significativamente a capacidade de emulsificação (Figura 6) e a estabilidade
da emulsão (Figura 7), pois estas, para MME110, foram estatisticamente inferiores ao
MME90, isto ocorreu devido intensidade do tratamento térmico, que afetou as propriedades
de emulsão, já que em condições inadequadas de secagem pode ocorrer a exposição dos
grupos reativos originalmente localizados em seu interior e estes grupos reativos aumentam
a interação atrativa entre as proteínas, alterando a susceptibilidade da emulsão à
coalescência (CHEFTEL et al., 1993). De acordo com Guo et al. (1996), as alterações físico-
químicas causadas pelo processamento térmico ocasionam a redução da capacidade
emulsificante devido à alteração na estrutura da proteína, resultando em um decréscimo na
concentração de proteína disponível para a emulsificação.
Observando a Figura 7, a estabilidade da emulsão do MME90 e o padrão BSA foram
estatisticamente superiores (p≤0,05) ao MME110 e MNM. Sendo que o MME90 e BSA
apresentaram resultados semelhantes não diferindo entre si. Houve uma diminuição
significativa (p≤0,05) na estabilidade da emulsão do MME110 em comparação com MME90,
o que indica que o tratamento térmico também foi prejudicial à estabilidade.
A modificação enzimática, aliada à secagem a 90ºC (MME90), promoveu um
acréscimo significativo (p≤0,05) de 398 pontos percentuais na capacidade de emulsificação,
e melhorou a estabilidade da emulsão. Este aumento na capacidade emulsificante do
MME90 em comparação com o MNM pode ser explicado, pelo fato que, a hidrólise parcial
das proteínas geralmente aumenta o número de grupos polares hidrofílicos, diminui o peso
molecular e altera a estrutura globular das proteínas podendo expor maior número de
grupos hidrofóbicos alterando as propriedades emulsificantes (ROMAN & SGARBIERI,
2005). Segundo Kristinsson & Rasco (2000ª), um estudo realizado por realizado por Spinelli
et al. (1972), em hidrolisados produzidos a partir de proteínas miofibrilares de filés pescado,
também mostrou um aumento na capacidade emulsificante e estabilidade comparado com a
proteína intacta.
A capacidade emulsificante e sua estabilidade, encontrados para o MME90 (53,3% e
80%, respectivamente), foram semelhantes aos reportados por Shaidi et al. (1995),
estudando hidrolisados (fração solúvel) de pescado (Mallotus villosus).
3.4.4 Propriedades de Espuma
Espuma é um sistema com uma fase líquida ou aquosa e uma fase dispersa de gás
ou ar (PANYAM & KILARA, 1996). Proteínas em dispersão causam o abaixamento da

CAPÍTULO III – ARTIGO 2 67
tensão superficial na interface água-ar, o que causa a formação da espuma (SURÓWKA &
FIK, 1992). Verifica-se (Figura 8) que o MNM apresentou, estatisticamente (p≤0,05), a
menor expansão de espuma em todos os meios avaliados. A capacidade de formação de
espuma da proteína padrão BSA (proteína de referência) foi estatisticamente superior
(p≤0,05) as demais amostras em todos os meios avaliados. O tratamento térmico prejudicou
a habilidade de formar espuma do músculo modificado enzimaticamente e seco a 110ºC,
pois esta propriedade diminuiu significativamente em comparação com o músculo
modificado enzimaticamente seco a 90ºC, nos pHs 3, 5 e 7. Entretanto, em pH 9, a
capacidade de formação de espuma não sofreu influencia do tratamento térmico. Uma
causa provável para a diminuição da capacidade de formação de espuma, é alteração de
propriedades físico-químicas, causadas pelo processamento térmico, devido à alteração na
estrutura da proteína, resultando em um decréscimo na concentração de proteína disponível
para a formação espuma (GUO et al. 1996).
FIGURA 8: Capacidade de formação de espuma para MME90, MME110, MNM e BSA.
Média e erro padrão de 3 repetições. Letras minúsculas diferentes, em uma mesma amostra, apresentam diferença significativa (p≤0,05) nos diferentes pHs. Letras maiúsculas diferentes, nas diferentes amostras, apresentam diferença significativa (p≤0,05) em um mesmo pH.
A modificação enzimática promoveu um aumento significativo na capacidade de
formação de espuma, visto que o MME90 e MME110 foram estatisticamente (p≤0,05)
superiores ao MNM. Este resultado sugere um aumento na atividade superficial,
provavelmente devido ao grande número de cadeia polipeptídicas que surgiram com a
modificação enzimática (hidrólise parcial) da proteína, que permitiu uma maior incorporação
de ar.

CAPÍTULO III – ARTIGO 2 68
Os menores valores de formação de espuma para o MME90 foram encontrados em
pH 5 e 7, estando de acordo com estudo realizado por Guan et al. (2007) em proteína de
farelo de aveia modificado enzimaticamente (GH 4,1%), onde a formação de espuma foi
menor em pH 5. Os resultados encontrados por este autor, em pH 3, 5, 7 e 9 foram,
respectivamente, 146,6%, 114,8%, 163,4% e 171,5%, inferiores aos encontrados para
MME90 de anchoita. Regiões ácidas e alcalinas apresentam uma maior formação de
espuma, e isto pôde ser observado para o MME90 e MME110, entretanto a formação da
espuma em pH 3 para a proteína padrão (BSA) foi estatisticamente inferior aos demais pHs.
Em estudos anteriores realizados, a capacidade de formação de espuma para o MME90, em
água, foi de 18%, já em pH7 foi de aproximadamente 230%, indicando que o tampão fosfato
influenciou na formação da espuma. Segundo Furtado et al. (2001) não somente fatores
relacionados ao grau de hidrólise podem influir no desempenho das propriedades de
espuma, mas também o pH e outros aspectos relacionados à composição do hidrolisado.
Segundo Drago e González (2000) o efeito do pH na capacidade de formação de espuma
está relacionado com a modificação de cargas na rede protéica.
Shaidi et al. (1995) e Diniz & Martin (1997) observaram uma capacidade de formação
de espuma de 170% e 140%, em hidrolisados (fração solúvel) de pescado, com graus de
hidrólise superiores ao presente estudo. Um aumento na capacidade de formação de
espuma de proteínas alimentares modificadas também foi reportado por Adler-Nissen
(1986), citado por Diniz & Martin (1997) e Kong et al. (2007).
TABELA 2: Estabilidade de espuma para BSA, MME90 e MME110. a)30min. b) 60min.
a) 30 minutos
pH BSA MME90 MME110 3 43,3Aa±1,0 43,1Aa±1,1 8,76Ba±0,3
5 21,5Ab±0,5 46,4Bb±0,5 11,3Cb±0,3
7 25,9Ac±0,7 36,7Bc±0,6 5,60Cc±0,1
9 45,7Ad±0,3 28,3Bd±0,3 21,3Cd±0,7
b) 60 minutos
pH BSA MME90 MME110 3 36,4Aa±0,5 33,1Ba±0,3 6,4Ca±0,5
5 14,2Ab±0,4 33,7Ba±0,8 10,5Cb±0,4
7 18,6Ac±0,4 35,9Bb±0,9 4,80Cc±0,2
9 26,2Ad±0,9 15,1Bc±0,4 0,66Cd±0,2
Letras maiúsculas diferentes na mesma linha apresentam diferença significativa (p≤0,05) num mesmo pH. Letras minúsculas diferentes em uma mesma coluna apresentam diferença significativa (p≤0,05) nos diferentes meios.
O MNM não apresentou estabilidade de espuma nos tempos e meios avaliados.
Observando a Tabela 2, o MME90 e a proteína padrão (BSA) apresentaram a
mesma estabilidade de espuma em pH 3, nos primeiros 30 minutos, entretanto a maior
estabilidade, aos 60 minutos, foi apresentada pela BSA. O MME90 apresentou maior
estabilidade aos 30 minutos e em pH 5, sustentando 46,4% da espuma inicial (verificada na

CAPÍTULO III – ARTIGO 2 69
capacidade de formação de espuma), sendo esta estatisticamente superior a proteína
padrão BSA e ao MME110. Aos 60 minutos a maior estabilidade do MME90 foi encontrada
em pH 7,0. Pôde-se observar também que o tratamento térmico afetou significativamente a
estabilidade de espuma, pois em todos os meios avaliados para o MME110, esta
propriedade foi inferior ao MME90 e à BSA.
4 CONCLUSÕES
O grau de hidrólise foi de aproximadamente 3%, e a umidade final do MME90 e
MME110, de 6,1% e 4,2%, respectivamente.
O secador permaneceu estável durante os 150 minutos de secagem. A temperatura
do ar de entrada do secador de 110ºC não ocasionou um aumento na produção,
permanecendo igual à condição de 90ºC;
A modificação enzimática do músculo de anchoita aliada à secagem em leito de jorro
a 90ºC ocasionou um acréscimo de 32 pontos percentuais na digestibilidade in vitro
(aproximadamente 90%), e todas as demais propriedades funcionais apresentaram uma
melhora significativa.
A temperatura de secagem de 110ºC influenciou significativamente na digestibilidade
in vitro e demais propriedades funcionais. A digestibilidade, em comparação com o músculo
modificado enzimaticamente seco a 90ºC, diminuiu, assim como a capacidade de retenção
de óleo, propriedades de emulsão e espuma. Entretanto a solubilidade, em todos os meios
avaliados, aumentou e a capacidade de retenção de água permaneceu inalterada.
A maior solubilidade foi encontrada em água, atingindo 81,6% e 87,4% para o
MME90 e MME110, respectivamente. Estes resultados foram semelhantes aos reportados
na literatura para hidrolisados protéicos de pescado.
Os resultados encontrados indicam a potencialidade para o uso do músculo de
anchoita modificado enzimaticamente (baixos GH), seco em leito de jorro, em sistemas
alimentícios. O secador em leito de jorro é uma alternativa de menor custo na secagem
deste tipo de material, pois, a qualidade encontrada do produto foi semelhante à de
hidrolisados secos através de secadores “spray dried”, “freeze dried” e “liofilizadores”,
reportados na literatura.

CAPÍTULO III – ARTIGO 2 70
5 AGRADECIMENTOS
Ao Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq) e à
Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES).
6 REFERÊNCIAS
1. ABDUL-HAMID, A.; BAKER, J.; BEE, G.H.; Nutritional quality of spray dried protein
hydrolysate from Black Tilapia (Oreochromis mossambicus). Food Chemistry, v.78, n. 1,
p.69-74, 2002.
2. ADLER-NISSEN, J.; Determination of the degree of hydrolysis of food protein by
trinitobenzenesulfonic acid. Journal of Agricultural and Food Chemistry, v.27, n.6, p.
1256-1262, 1979.
3. AKESON, W.R. & STAHMANN, M.A.A. Pepsin-pancreatin digest index of protein quality
evaluation. The Journal of Nutrition, v. 83, n.1, p. 257-261, 1964.
4. A.O.A.C. Official Methods of Analysis, 16th edn. Arlington Virginia, USA: Association of
Official Analytical Chemists, 1995.
5. ASPMO, S. I.; HORN, S. J.; EIJSINK, V. G. H. Enzymatic Hydrolysis of Atlantic cod
(Gadus morhua L.) viscera. Process Biochemistry, v.40, p. 1957-1966, 2005.
6. BLIGH, E.G. & DYER, W.J. A rapid method of total lipid extraction and purification.
Canadian Journal Biochemistry Physiology, v.37, n.8, p. 911-917, 1959.
7. BRASIL. ANVISA - Resolução da Diretoria Colegiada (RDC) Nº 273, da Agência
Nacional de Vigilância Sanitária, de 22 de setembro de 2005, aprova o regulamento
técnico para “Pós para Preparo de Alimentos”. D.O.U. – Diário Oficial da União; Poder
Executivo, de 23 de setembro de 2005.
8. CHEFTEL, J.C.; CUQ, J.L.; LORIENT, D.; In: O.R. Aminoácidos, péptidos y proteínas. In:
Fennema, O.R., Química de los Alimentos. Zaragoza: Editora Acribia, p. 275, 1993.
9. DINIZ, F.M. & MARTIN, A.M.; Effects of thr extent of enzymatic hydrolysis on functional
properties of Shark protein hydrolysate. LWT - Food Science and Technology
(Lebensmittel-Wissenschaft und Technologie), v.30, n.3, p.266-272, 1997.
10. DINIZ, F.M. & MARTIN, A.M. Hidrolisado protéico de pescado. In: OGAWA, M. & MAIA,
E.L. Manual de Pesca. São Paulo: Varela, 1999.

CAPÍTULO III – ARTIGO 2 71
11. DRAGO, S.R. & GONZÁLEZ, R.J.; Foaming properties of enzymatically hydrolysed
wheat gluten. Innovative Food Science & Emerging Technologies. v. 1, n. 4, p. 269-273,
2000.
12. DUARTE, A.J.; CARREIRA, R.L.; JUNQUEIRA, R.G.; COELHO, J.V.; SILVESTRE,
M.P.C.; Propriedades de emulsificação e solubilidade da caseína bovina e seus
hidrolisados trípticos: efeito do pH e tempo de hidrólise. Ciência e Tecnologia de
Alimentos, v.18, n.3, p. 295-302, 1998.
13. FONKWE, L. G.; SINGH, R. K.; Protein recovery from mechanically deboned Turkey
residue by enzymic hydrolysis Process Biochemistry, v.31, n.6, p.605-616, 1996.
14. FURTADO, M.A.M.; GOMES, J.C.; SILVA, C.A.S.; ORNELLAS, C.B.; SILVESTRE,
M.P.C. Propriedades Funcionais de hidrolisados de proteína láctea co-precipitada.
Ciência Agrotécnica, Lavras v.25, n.3, p. 625-639, 2001.
15. GUAN, X.; YAO, H.; CHEN, Z.; SHAN, L.; ZHANG, M.; Some Functional properties of oat
bran protein concentrate modified by tripsin. Food Chemistry v.101, n.1, p. 163-170,
2007.
16. GUO, M.R.; FOX, P.F.; FLYIN, A.; KINDSTED, P.S. Heat-induced modifications of the
functional properties of sodium caseinate. International Dairy Journal, v.6, n.5, p.473-483,
1996.
17. JACOB-LOPES, E.; ZEPKA, L.Q.; QUEIROZ, M.I.; NETTO, F.M. Caracterização da
fração protéica da cianobactéria Aphanothece Microscópica Nägeli cultivada no efluente
da parbolização do arroz. Ciência e Tecnologia de Alimentos, v.26, n.2, p.482-488, 2006.
18. KINSELLA, J.E.; Functional properties in novel protein some methods for improvement.
Chemistry and Industry. v.5, p.171-181, 1976.
19. KONG, X.; ZHOU, H.; QIAN, H.; Enzymatic preparation and functional properties of
wheat gluten hydrolysates. Food Chemistry, v.101, n.2, p. 615-620, 2007.
20. KRISTINSSON, H. G. & RASCO, B.; A Fish Protein Hydrolysates: Production,
Biochemical and Functional Properties. Critical Reviews in Food Science and Nutrition,
v.40, n.1, p.43-81, 2000a.
21. KRISTINSSON, H. G. & RASCO, B. A.; Kinetics of the Hydrolysis of Atlantic salmon
(Salmo salar) Musle Proteins Hydrolyzed with Various Alkaline Proteases. Process
Biochemistry, v.36, n. 1, p.131-139, 2000b.

CAPÍTULO III – ARTIGO 2 72
22. KRISTINSSON, H. G.; RASCO, B. A., (2000c) Biochemical and Functional Properties of
Atlantic Salmon (Salmon solar) Muscle Proteins Hydrolyzed with Various Alkaline
Proteases. Journal Agriculture and Food Chemistry, v. 48, n.3, p.657-666.
23. LOWRY, O., ROSEBROUGH, N.J., FARR, A.L., RANDAL, R.J.; Protein measurement
with Folin-phenol reagent. Journal of Biological Chemistry, v. 193, n.1, p. 716-723, 1951.
24. MADUREIRA, L.S.P., HABIAGA, R.G., GONÇALVES, A.A., GREIG, A.B., DUVOISIN,
A.C., SOARES,C.F., FUSE, I.Y., CALDEIRA, F.G., CARVALHO, L.R., WEIGERT, S.C.,
SALDO, P.A., FERREIRA, C.S.; Prospecção de recursos pesqueiros pelágicos por
métodos hidroacústicos na plataforma talude e região oceânica da costa central do Brasil
– Série: Documentos Revizee: Score Sul. São Paulo: 2004. Disponível em:
http://www.mma.gov.br/port/sqa/projeto/revizee/doc/textos/revizee_hidroacus.pdf.
Acesso em: 29 out. 2006.
25. MORR, C.V.; GERMAN, B.; KINSELLA, J.E.; REGENSTEIN,J.M.; VAN-BUREN, J.P.;
KILARA, A.; LEWIS, B.A.; MAGNINO, M.E.; Collaborative study to develop a
standardized food protein solubility procedure. Journal of Food Science, v.50, n. 6, p.
1715-1718, 1985.
26. MURUETA, J.H.C.; DEL TORO, M.A.N.; Carreño, F.G.; Concentrates of fish protein from
bycatch species produced by various drying processes. Food Chemistry, v.100, on line,
p. 705-711, 2007.
27. NEUTRASE® Token of information of the product. Novozymes A/S, Denmark, 2006.
28. NIELSEN, P. M., PETERSEN, D., DAMBMANN, C. Improved method for determining
food protein degree hydrolysis. Journal of Food Science, v.66, n.5, p. 642-646, 2001.
29. OETTERER M. & FURLAN, F. E. Hidrolisado Protéico de Pescado. Revista de Ciência e
Tecnologia, v.10, n.19, p.79-89, 2002.
30. PANYAM D. & KILARA, A. Enhancing the functionality of food proteins by enzymatic
modification. Trends in Food Science and Technology v.7, n. 4, p. 120-125, 1996.
31. PRATA, A.S. & SGARBIERI, V.C. Obtenção e caracterização química e nutricional in
vitro das proteínas do soro do sangue bovino. Ciência e Tecnologia de Alimentos, v. 25,
n. 2, p. 27-332, 2005.
32. ROMAN, J. A. & SGARBIERI, V. C.; Efeito da hidrólise enzimática sobre as propriedades
funcionais de caseína bovina coagulada pela ação da quimiosina. Ciência e Tecnologia
de Alimentos, v.25, n.3, p. 468-474, 2005.

CAPÍTULO III – ARTIGO 2 73
33. SATHIVEL, S.; BECHTEL, P.J.; BABBITT, J.; PRINYAWIWAKTUL, W.; NEGULESCU,
I.I.; REPPOND, K.D.; Properties of protein powders from Arrowtooth Flounder
(Atheresthes stomias) e Arenque (Clupea harengus) byproducts. Journal of Agricultural
and Food Chemistry, v.52, n.16, p.5040-5046, 2004.
34. SHAHIDI, F., HAN, X. Q., SYNOWIECKI, J.; Production and characteristics of protein
hydrolysates from capelin (Mallotus villosus). Food Chemistry v.53, n. 3, p. 285-293,
1995.
35. SPITZNER N. P. I. & FREIRE, J. T.; Estabilidade do Jorro na secagem de pasta. In:
Congresso Brasileiro de Sistemas Particulados, 2002, São João Del Rei - MG. Anais do
XXIX ENEMP, 2002.
36. SURÓWKA, K. & FIK, M.; Studies on the recovery of proteinaceous substances from
chicken heads. I. Na application of neutrase to the production of protein hydrolysate.
Interanational Journal of Food Science and Technology, v. 27, p. 9-20, 1992.
37. SURÓWKA, K., ZMUDZINSKI, D., SURÓWKA, J. Enzymic modification of extruded soy
protein concentrates as a method of obtaining new functional food components. Trends
in Food Science and Technology, v.15, n.3-4, p. 153-160, 2004.

CAPÍTULO III – ARTIGO 3 74
ARTIGO 3: Elaboração de uma sopa desidratada enriquecida com músculo (proteína) de anchoita (Engraulis anchoita) modificado enzimaticamente
RESUMO
A modificação enzimática de proteínas utilizando enzimas cada vez mais específicas vem
sendo amplamente estudada com o intuito de agregar valor ao pescado de baixo valor
comercial, que normalmente é descartado pelo processamento industrial ou não é
aproveitado, como é o caso da anchoita (Engraulis anchoita), que no Brasil não é
comercializada. Este trabalho teve como principal objetivo elaborar e avaliar um produto
alimentício, tipo sopa desidratada enriquecida com músculo (proteína) de anchoita
modificado enzimaticamente (MME), seco através da técnica de leito de jorro. O músculo
modificado enzimaticamente (MME) apresentou um grau de hidrólise (GH) de 3% e umidade
final de 6,1%. A modificação enzimática do músculo de anchoita promoveu um acréscimo de
32 e 261 pontos percentuais na digestibilidade in vitro e solubilidade, respectivamente. A
sopa desidratada preferida pelo consumidor, continha 7,5% de músculo modificado
enzimaticamente (MME), a qual apresentou um “Índice de Aceitação” de 86%. Segundo
teste de atitude, 71% dos consumidores comeriam a sopa pelo menos de 15 dias a uma vez
ao mês.
Palavras chave: proteína de pescado; hidrólise enzimática; Neutrase®; propriedades
funcionais; processamento de alimentos; fish byproducts

CAPÍTULO III – ARTIGO 3 75
ABSTRACT
The enzymatic modification of proteins utilizing enzymes even more specifics it has been
widely studied with the aim of aggregate value to the fish of low commercial value, which is
normally discarded by industrial processing or it is not taken advantage, as it is the case of
the anchoita (Engraulis anchoita), that is not marketed in Brazil. This work had as main
objective to elaborate a food product, as dehydrated soup enriched with anchoita muscle
(protein) enzymatically modified (MME), dried in spouted bed and sensory evaluated. The
MME presented a hydrolysis degree (GH) of 3% and final moisture content, after the drying
in spouted bed, of 6.1%. The enzymatic modification promoted an increase of 32 and 261
points percents in the in vitro digestibility and solubility, respectively, in relation to the
unmodified muscle (MNM). The dehydrated soup preferred by the consumers was the one
who has 7.5% of MME, being its “Acceptation Index” of 86%. According to the attitude test
71% of the consumers would eat the soup unless 15 days to once a month.
Keywords: fish protein, enzymatic hydrolysis, Neutrase®, functional properties, processed
foods.

CAPÍTULO III – ARTIGO 3 76
1 INTRODUÇÃO
Apesar da imensa área de costa do Brasil e do expressivo volume de água doce de
seus rios e lagos, o país é o 25º produtor mundial de pescado. Este é o reflexo de cerca de
20 anos de abandono, sem incentivos. Com a criação da Secretaria Especial da Aqüicultura
e Pesca da Presidência da República do Brasil voltou-se a tratar o assunto como prioridade.
Toda uma estrutura de desenvolvimento da produção está sendo criada visando promover
um desenvolvimento gradativo e sustentável, com amplo impacto em questões como a
geração de empregos e renda. O país está dando início a uma revolução já chamada de
“revolução azul”, que surge num momento em que a carência alimentar a nível mundial
cresce exponencialmente e o pescado se apresenta como uma solução saudável e de alto
rendimento (FRITSCH, 2004).
No atendimento à crescente demanda de alimentos, os recursos pesqueiros podem
contribuir significativamente para melhorar a qualidade nutricional da dieta, especialmente
nos países em desenvolvimento. De mais de 22000 espécies de peixes, somente algumas
centenas estão sendo utilizadas como alimento, sendo um terço da captura mundial de
pescado destinada à elaboração de ração animal ou desperdiçada como resíduo. A
subutilização de recursos pesqueiros pode ser atribuída a inúmeros fatores, que vão desde
a falta de tecnologia para a captura até a baixa disponibilidade de produtos aceitáveis ao
consumidor, a custo compatível com as demais fontes protéicas (CASTELLO, 2007).
A anchoita (Engraulis anchoita) é uma espécie pelágica amplamente distribuída no
Brasil desde o norte do litoral do Rio de Janeiro até o Chuí. Em princípio, a anchoita é um
estoque alternativo virgem no Brasil, que poderia ser explorado sazonalmente
desenvolvendo uma nova pescaria na região sul do Rio Grande do Sul. (MADUREIRA et al.,
2004).
Avanços recentes nas áreas de Tecnologia e Engenharia de alimentos têm
demonstrado os benefícios potenciais da utilização de enzimas no processamento
principalmente de alimentos protéicos. Aumentando assim as possibilidades de
aproveitamento de matéria prima, como pescados de baixo valor comercial. A adição de
enzimas para hidrolisar proteínas de alimentos é um processo de considerável importância,
pois podem melhorar a biodisponibilidade de nutrientes, as propriedades funcionais e
sensoriais das proteínas nativas sem prejudicar o seu valor nutricional (KRISTINSSON &
RASCO, 2000ª; GUAN et al., 2007).

CAPÍTULO III – ARTIGO 3 77
Hidrolisados protéicos podem ser desidratados através de liofilização (SINHA et al.,
2007), freeze-drying (SHAIDI et al., 1995) ou secos em secadores do tipo spray (ABDUL -
HAMID et al., 2002). A secagem em leito de jorro é uma técnica utilizada para a secagem
pastas e suspensões e tem-se mostrado boa alternativa ao secador spray, por fornecer
produtos de qualidade similar, a custos significativamente inferiores (SPITZNER & FREIRE,
2002).
Este trabalho teve como objetivo elaborar e avaliar um produto alimentício, tipo sopa
desidratada enriquecida com músculo (proteína) de anchoita modificado enzimaticamente,
seco através da técnica de leito de jorro.
2 MATERIAL E MÉTODOS
2.1 Matéria Prima
A matéria prima utilizada para a modificação enzimática foi a polpa de anchoita
(Engraulis anchoita). Esta que foi capturada em cruzeiro pelo “Navio Oceanográfico Atlântico
Sul”, no período de agosto e setembro de 2005, utilizando rede de arrasto de meia água, na
plataforma continental da região sul do Brasil. A mesma foi armazenada abordo em uma
parte de gelo, uma de água e duas de anchoita (1:1:2 – relação em massa) por 24 horas. A
captura da anchoita está ilustrada na Figura C1 do Anexo C.
2.2 Preparo da Matéria Prima
A anchoita foi lavada em água clorada (5ppm de cloro residual livre) e eviscerada,
onde se descartou cabeça e vísceras. O material restante foi despolpado nas instalações da
Indústria de Pescados “Pescal S.A.”, de Rio Grande – RS, obtendo-se a polpa e
descartando o resíduo. A polpa da anchoita foi submetida a três lavagens consecutivas,
sendo duas lavagens com água corrente (de aproximadamente 2 minutos cada), com auxilio
de uma tela, e terceira e última lavagem com uma solução de NaCl 3% (p/v). Retirou-se o
excesso de água através de centrifugação à g×3000 e a mesma foi armazenada em sacos
de polietileno de 0,250kg, a -18ºC. A polpa congelada permaneceu armazenada até o
momento de sua utilização.
2.3 Modificação Enzimática
A enzima utilizada no processo foi a Neutrase® 0.8L, uma endoprotease produzida
pelo Bacillus amyloliquefaciens, com atividade declarada 0.8AU/g (Novozymes A/S -

CAPÍTULO III – ARTIGO 3 78
Bagsvaerd, Denmark) e cumpre com as especificações de pureza recomendada para
enzimas de grau alimentício pela FAO/WHO Expert Committe on Food Additives (JECFA) e
Food Chemicals Codex (FCC) (NEUTRASE®, 2006).
A Figura 1 ilustra o diagrama de blocos do processo de obtenção do músculo
modificado enzimaticamente.
FIGURA 1: Diagrama de blocos do processo de obtenção do músculo modificado
enzimaticamente.
A polpa congelada foi descongelada em refrigerador a 7ºC por 6 a 8 horas, sendo
denominado de o músculo não modificado enzimaticamente (MNM). A hidrólise foi realizada
em biorreator encamisado, sob agitação contínua de 200rpm, a uma temperatura de 55ºC,
utilizando uma razão sólido/líquido 1:1 (polpa:tampão fosfato pH7,0). As condições de
proporção enzima:substrato (%NTotal x 6,25) e tempo estabelecidas no planejamento
experimental.
O controle do pH foi realizado mediante adição de NaH2PO4.H2O (0,20M) e/ou
Na2HPO4.7H2O (0,20M). A inativação enzimática foi realizada a 90ºC por 10 minutos. Estas
condições foram determinadas experimentalmente. O resfriamento foi realizado em banho
de gelo até atingir temperatura de 15ºC±2. Para a retirada de espinhas e alguma material
não solubilizado, a suspensão foi passada em peneira 32 mesh (500mm). A diluição foi

CAPÍTULO III – ARTIGO 3 79
realizada com adição de água em função da concentração de sólidos na suspensão até
chegar a 7,5% p/v.
A secagem do músculo (proteína) modificado enzimaticamente foi realizada em um
leito de jorro cônico, constituído de: soprador radial (4kW), placa de orifício, aquecimento
elétrico (2,4kW), célula de secagem, medidores de pressão (manômetros do tipo tubo em
U), medidores de temperatura (termopares do tipo cobre-constantam) e ciclone (tipo Lapple)
para recolhimento do produto seco. A alimentação do secador foi utilizado bomba
peristáltica com atomização do tipo duplo com ar comprimido (200kPaabs). O secador está
apresentado na Figura C2 e C3 do Anexo C.
A célula de secagem do leito de jorro utilizada era cônica, com diâmetro de entrada
de 0,026m e diâmetro de célula de 0,18m, com ângulo interno de 60º.
O leito de partículas de inertes era constituído de polietileno em forma lentilhas
(diâmetro 3mm, esfericidade 0,7 e densidade de 0,96). Foram utilizados 0,5kg de inertes,
que correspondem à altura de leito de 0,135m.
A vazão de alimentação da suspensão foi de 300mL/h, concentração de sólidos de
7,5%, velocidade do ar 100% acima da velocidade de jorro mínimo. A temperatura do ar de
entrada foi de regulada na faixa de 90º, mantendo-se a saída a 70ºC a fim de garantir a
qualidade do produto final.
2.4 Determinação da Composição Centesimal
Teor de umidade, resíduo mineral (cinzas), lipídeos e proteína do foram
determinados de acordo com os procedimentos da AOAC (1995). O teor de lipídeos totais
no músculo não modificado foi determinado segundo Bligh & Dyer (1959).O teor de
carboidratos na sopa em creme desidratada foi determinado por diferença.
2.5 Determinação do Grau de Hidrólise (GH)
Para a determinação do grau de hidrólise (GH) foi utilizado o método proposto por
Adler-Nissen (1979). O GH foi calculado segundo a expressão apresentada na Equação 1
100(%) ×=totalhhGH (1)
Onde h é o número de ligações peptídicas clivadas na hidrólise (meq Leucina/g
proteína) e totalh é o número total de ligações peptídicas (meq Leucina /g proteína). O totalh

CAPÍTULO III – ARTIGO 3 80
adotado para pescado, foi de 8,6 meq Leucina/g proteína, segundo Nielsen, et al. (2001).
Metodologia detalhada encontra-se no item A1 do Anexo A.
2.6 Determinação da Digestibilidade in vitro
A digestibilidade da proteína in vitro foi determinada conforme Akeson & Stahmann
(1964). O conteúdo de tirosina liberada no sobrenadante foi determinado pela reação de
Lowry et al. (1951), utilizando uma curva padrão de tirosina. A digestibilidade expressa
segundo a equação 2
.(%)idadeDigestibil = 100][][
xTy
Ty
total
liberada (2)
Onde: ][ liberadaTy : concentração de tirosina liberada no sobrenadante após a digestibilidade
expressa em miliequivalentes (meq); ][ totalTy : concentração de tirosina total expressa em
miliequivalentes (meq). A ][ totalTy foi obtida da amostra após hidrólise ácida (HCl 6N) a
100ºC durante 22 horas. A metodologia detalhada encontra-se no item A2 do Anexo A.
2.7 Determinação da Solubilidade
A solubilidade da proteína foi determinada de acordo com o método de Morr et al (1985),
que consiste em uma modificação do método de determinação do índice de nitrogênio
solúvel. A solubilidade foi determinada em água. A porcentagem de solubilidade foi
determinada através da relação entre conteúdo de proteína solúvel pelo conteúdo de
proteína total na amostra. A metodologia detalhada encontra-se no item A3 do Anexo A.
2.8 Formulação da Sopa Desidratada
Foram elaboradas três formulações para um produto tipo de sopa desidratada
enriquecida com músculo (proteína) modificado enzimaticamente, variando a quantidade de
abóbora desidratada em pó e músculo modificado enzimaticamente (MME) de anchoita em
pó. A quantidade dos demais ingredientes adicionados foi sugerida por Monteiro et al.
(2001), os quais foram testados previamente a fim de verificar a concentração a ser
adicionada, através de testes a nível laboratorial utilizando escalas de medida sensorial, e
permaneceram constantes nas três formulações (Tabela 1).

CAPÍTULO III – ARTIGO 3 81
TABELA 1: Composição da formulação da sopa desidratada.
Quantidade (g/100g)
Ingredientes
A B C
Abóbora desidratada em pó 48 45,5 43 Maltodextrina 15,3 15,3 15,3
Fécula de batata 14,6 14,6 14,6
Leite em pó integral 5,9 5,9 5,9
Creme de leite em pó 5,3 5,3 5,3
MME de anchoita em pó 5 7,5 10 Sal 3 3 3
Açúcar 0,5 0,5 0,5
Salsinha desidratada 0,5 0,5 0,5
Cebolinha desidratada 0,5 0,5 0,5
Cebola em pó 0,4 0,4 0,4
Alho em pó 0,4 0,4 0,4
Noz moscada 0,3 0,3 0,3
Realçador de sabor (glutamato monossódico) 0,3 0,3 0,3
2.8.1 Modo de Preparo da Sopa em Creme
Os ingredientes da sopa desidratada foram pesados de modo a obter 17g por
porção. Seu modo de preparo consiste na dissolução de uma porção em 200mL de água
fervente seguido de agitação, estando pronta para o consumo.
2.9 Avaliação Sensorial da Sopa Desidratada
2.9.1 Avaliação de Preferência pelo Teste de Ordenação
As três formulações de sopa (Tabela 1) foram submetidas a avaliação por 30 julgadores
mediante aplicação de um teste de ordenação segundo ABNT – NBR 13170 (1994). Cada
julgador examinou as amostras codificadas de sopa e ordenou de ordem crescente de
acordo com sua preferência. Os resultados foram estatisticamente avaliados pelo teste de
Friedman, conforme descrito por Holander & Wolfe (1973), ao nível de significância de 5%,
utilizando a ficha de avaliação da Figura 2.

CAPÍTULO III – ARTIGO 3 82
FIGURA 2: Modelo de ficha aplicada no teste de ordenação.
2.9.2 Avaliação Hedônica pelo Consumidor
A formulação preferida foi submetida à apreciação, através de “teste a nível
doméstico”, que consiste no preparo e prova do produto juntamente com o consumidor,
segundo LAFISE (Núcleo de Análises Físicas Sensoriais e Estatística) do Instituto de
Tecnologia de Alimentos (ITAL), citado por Faria & Yotsuyanagi (2002). Uma parcela da
comunidade (80 julgadores), com idade de 15 a 65 anos, da cidade de Rio Grande,
provaram a sopa no período de junho à agosto de 2006, utilizando uma escala hedônica
verbal de 9 pontos. Juntamente com a ficha de avaliação hedônica, foi aplicada uma escala
de atitude, a fim de verificar a freqüência em que consumidor viria a consumir a sopa em
questão. Os modelos da escola hedônica e atitude estão apresentados na Figura 3.

CAPÍTULO III – ARTIGO 3 83
FIGURA 3: Modelo da ficha para avaliação hedônica.
2.9.3 Cálculo do Índice de Aceitação
O índice de aceitação (IA) percentual foi obtido, através dos valores retirados do
teste de escala hedônica, multiplicando-se a média dos pontos por 100 e dividindo o valor
resultante pela pontuação máxima, conforme citado por Bispo et al. (2004) e apresentado na
Equação 3.
B
AIA 100×= (3)
Onde A é a nota média obtida para o produto e B é a nota máxima dada ao produto. O
critério de decisão para o índice ser de boa aceitação é de igual ou superior a 70%,
conforme sugerido por Dutcosky (1996).

CAPÍTULO III – ARTIGO 3 84
2.10 Determinação do Valor Calórico Total
O valor calórico total expresso em Kcal/100g de amostra foi calculado pelos fatores
de Atwater, para o produto final (sopa em creme desidratada), conforme Equação 4, citada
por Chizzolini et al. (1999).
)9(%)4(%)4(% ×+×+×= lipídeosproteínasoscarboidratVCT (4)
2.11 Avaliação Microbiológica
As análises microbiológicas foram determinadas no produto final (sopa em creme) de
maior preferência pelo consumidor. A amostragem foi realizada conforme APHA (2001) e
Institute of Food Science and Technology (1999). Foram avaliados a enumeração
Staphylococcus coagulase positiva, Coliformes a 45ºC e detecção de Salmonella sp.,
segundo a APHA (2001). A amostra foi avaliada em triplicata. As metodologias detalhadas
estão apresentadas nos Itens 1, 2, 3, e 4, do Anexo D.
2.12 Tratamento Estatístico
Os resultados obtidos para digestibilidade in vitro e solubilidade do MNM e MNM
avaliados através de análise de variância (ANOVA) a 5% de significância, utilizando o
Software Statisitca 5.0 for Windows.
3 RESULTADOS E DISCUSSÃO
3.1 Composição Proximal e Grau de Hidrólise
Os dados de composição proximal do músculo não modificado (MNM) e modificado
enzimaticamente (MME), juntamente com o grau de hidrólise (GH), estão apresentados na
Tabela 2.
TABELA 2: Composição proximal e grau de hidrólise do músculo não modificado (MNM) e
modificado enzimaticamente (MME).
. Grau de Hidrólise (%)
Umidade (%)
Proteína Total (%)b.s.
Lipídeos Totais (%)b.s.
Cinzas (%)b.s.
MNM* - 78,1 ± 1,8 84,3 ± 0,6 7,80 ± 0,3 5,90 ± 0,6
MME** 3,01 ± 0,36 6,1 ± 0,2 85,8 ± 1,0 8,8 ± 0,2 4,3 ± 0,2
b.s - base seca; *média e desvio padrão de 8 repetições; **Média e erro padrão de 3 repetições;

CAPÍTULO III – ARTIGO 3 85
Observando a Tabela 2, a umidade do MME encontrou-se abaixo dos 10%,
demonstrando que as condições utilizadas na secagem em leito de jorro mostraram-se
adequadas pela legislação para “Pós para Preparo de Alimentos”, segundo RDC (Resolução
da Diretoria Colegiada) Nº 273, da Agência Nacional de Vigilância Sanitária, de 22 de
setembro de 2005, que estabelece regulamento técnico. O MME pode ser observado na
Figura 4.
FIGURA 4: Músculo (proteína) modificado enzimaticamente (MME) e seco em leito de jorro.
3.2 Digestibilidade in vitro e Solubilidade
Os resultados para a digestibilidade e a solubilidade do MME foram estatisticamente
superiores (p≤0,05) ao MNM (Tabela 3). Houve um acréscimo de 32 e 261 pontos
percentuais na digestibilidade e solubilidade, respectivamente. Este resultado foi próximo ao
reportado por Abdul-Hamid et al.(2002), que avaliou esta propriedade em hidrolisado
protéico obtido de Tilápia, seco em spray dried, obtendo um resultado de 92,1%. É
importante observar que o referido autor avaliou somente a fração solúvel (hidrolisado – GH
14%) e no presente estudo foi avaliado a fração solúvel e insolúvel (modificado – GH 3%),
indicando que a modificação enzimática tornou a proteína do músculo de anchoita
facilmente digerível e com um custo menor, devido a menor concentração de enzima
utilizada, tempo não requerendo a operação unitária de separação. A solubilidade também
foi relativamente elevada em comparação com hidrolisados reportados por outros autores
como Diniz & Martin (1997), que estudou esta propriedade em hidrolisados de Squalus
acanthias.

CAPÍTULO III – ARTIGO 3 86
TABELA 3: Digestibilidade e solubilidade para o MNM e MME.
Amostra Digestibilidade in vitro (%)
Solubilidade (%)
MNM 67,4a±1,3 22,6a±1,4
MME 88,9b±1,6 81,6b±0,6
Média e erro padrão de 3 repetições; Letras minúsculas em uma mesma coluna apresentam diferença significativa (p≤0,05).
3.3 Elaboração da Sopa Desidratada
A abóbora desidratada em pó foi adicionada a fim de se obter o sabor base da sopa.
A escolha da abóbora desidratada foi feita mediante testes laboratoriais, onde foi avaliado a
preferência entre espinafre, abóbora e cebola. A maltodextrina, fécula de batata, leite em pó,
e creme de leite em pó foram acrescentados para proporcionar maior valor energético e
textura mais cremosa à sopa. Esta formulação proporcionou ao produto uma textura de
creme, de aspecto e sabor agradável. O músculo modificado enzimaticamente (MME) de
anchoita em pó, seco em leito de jorro, foi adicionado a fim de enriquecer a sopa,
aumentando o seu valor protéico.
3.4 Avaliação Sensorial
3.4.1 Avaliação da Preferência pelo Consumidor
A ordem de preferência atribuída pelos julgadores está apresentada na Tabela 4 e na
Tabela 5 está apresento os módulos de diferença entre as somas das ordens obtidas
mediante o teste de ordenação, submetido a 30 julgadores, que avaliaram a preferência das
três formulações de sopa desidratada, contendo as proporções de abóbora/MME, em
porcentagem, de: 48/5, 45,5/7,5 e 43/10.

CAPÍTULO III – ARTIGO 3 87
TABELA 4: Ordem de preferência atribuída pelos julgadores.
Formulação Julgadores
A B C
1 2 1 3
2 1 2 3
3 3 1 2
4 2 1 3
5 2 1 3
6 1 2 3
7 3 2 1
8 3 1 2
9 1 2 3
10 3 1 2
11 3 1 2
12 3 1 2
13 1 3 2
14 3 2 1
15 3 1 2
16 3 1 2
17 3 1 2
18 3 1 2
19 1 2 3
20 3 2 1
21 3 1 2
22 3 1 2
23 3 2 1
24 3 1 2
25 1 2 3
26 3 1 2
27 2 1 3
28 3 2 1
29 3 2 1
30 2 1 3

CAPÍTULO III – ARTIGO 3 88
TABELA 5: Módulo das diferenças entre as somas das ordens, obtidas a partir de 30
julgadores, para as três diferentes formulações de sopa.
Formulações
A B C
Total 73 43 64
Diferenças versus A - 30 9
Diferenças versus B - 21
Foi tomado como base a comparação do “valor crítico” (sugerido por Hollander &
Wolfe (1973), que para 30 julgadores e 3 amostras, a um nível de significância de 5%,
corresponde a 18,2) com os módulos das diferenças entre as somas de ordens fornecidas
pelo teste de Friedman, que estão expressas na Tabela 5, podemos afirmar que a
formulação preferida pelo consumidor foi a B, apresentando diferença estatística (p≤0,05),
conforme teste (30>18,2 assim como 21>18,32), de A e C. Entretanto, A e C (9<18,2) foram
iguais (p>0,05). A menor soma na pontuação indica a mais preferida pelo consumidor. O
MME apresenta um sabor característico, que se adicionado em grandes concentrações
levou o consumidor a uma menor apreciação do produto o que pode ser confirmado pelo
teste, pois a formulação B apresentou uma concentração intermediária. A formulação A,
segundo comentários dos consumidores apresentados na avaliação, tinha um sabor muito
forte a abóbora e muito fraco a pescado, já a formulação C um sabor forte a pescado, o qual
deixava um sabor residual na boca. Este sabor residual foi descrito por alguns consumidores
como sendo metálico adstringente e um pouco amargo, o que não é desejável. Segundo
Diniz & Martin (1999) uma causa provável para a presença de gosto amargo em hidrolisados
é a presença de peptídeos extremamente solúveis
3.4.2 Avaliação Hedônica pelo Consumidor
A Figura 5 expressa os resultados da avaliação hedônica realizada por 80
representantes da comunidade que provaram a “sopa desidratada enriquecida com proteína
de anchoita modificada enzimaticamente” (formulação B). A Figura 6 expressa os resultados
da atitude do consumidor em relação ao consumo de sopa.

CAPÍTULO III – ARTIGO 3 89
FIGURA 5: Resultados da avaliação hedônica obtida a partir de 80 consumidores.
FIGURA 6: Atitude do consumidor em relação ao consumo de sopa.
Os resultados nos permitem afirmar que o produto contendo 7,5% de MME e 45% de
abóbora em pó (Formulação B) foi aceito pela população-alvo, com uma estimativa média
de 7,7. Considerando que 91% dos julgadores, conforme Figura 5, expressaram seu grau de
apreciação entre “Gostei moderadamente” a “Gostei extremamente”. O Índice de Aceitação
( IA ) do produto foi de aproximadamente 86%, sendo que o critério de decisão para o índice
ser de boa aceitação é de igual ou superior a 70%, conforme sugerido por Dutcosky (1996).
Este resultado é muito favorável, levando em conta ainda que o brasileiro não tenha o hábito

CAPÍTULO III – ARTIGO 3 90
de consumo de sopa, o que pode ser observado na Figura 6, onde 11% dos consumidores
consomem sopa uma vez por semana. Dessa maneira, mesmo com a falta de consumo de
sopa, que é um fator fundamental para aceitação de um produto pelo consumidor, uma sopa
desidratada enriquecida com proteína de anchoita modificada enzimaticamente pode ser um
produto promissor de ser lançado ao mercado brasileiro, visto que 71% dos julgadores
comeriam sopa pelo menos de 15 dias a uma vez ao mês. Nenhuma consumidor afirmou
que não consumiria a sopa.
3.5 Composição Centesimal e Valor calórico Total do Produto Final
Observando a Tabela 6, que apresenta a composição centesimal da sopa
desidratada preferida pelo consumidor (Formulação B), a umidade ficou abaixo dos 10%,
mostrando-se adequado pela legislação para “Pós para Preparo de Alimentos”, segundo
RDC (Resolução da Diretoria Colegiada) Nº 273, da Agência Nacional de Vigilância
Sanitária, de 22 de setembro de 2005, que estabelece regulamento técnico.
TABELA 6: Composição centesimal da sopa desidratada enriquecida com proteína de
anchoita modificada enzimaticamente (Formulação B).
Umidade (%)
Lipídeos (%) b.u
Proteínas (%) b.u
Carboidratos* (%) b.u
Cinzas (%) b.u
7,81 ± 0,45 2,94 ± 0,57 11,76 ± 0,89 73,51 ± 0,72 3,98 ± 0,97
Média e erro padrão de 3 repetições; *Carboidratos foram medidos por diferença; .b.u.-base úmida.
O valor calórico total encontrado para 100g de sopa desidratada foi de 367,5Kcal.
Cada porção de sopa desidratada, contendo 17g, apresentou 62,5Kcal. Algumas sopas
instantâneas de abóbora, vendidas comercialmente, apresentam 17g por porção e, contém
57Kcal e 5,9% de proteína aproximadamente. Ao acrescentar MME à sopa desidratada, o
conteúdo protéico teve um acréscimo de aproximadamente 100 pontos percentuais.
3.6 Avaliação Microbiológica
Durante o processamento e manipulação da matéria prima, bactérias podem ser
transferidas para a matéria-prima, podendo ser um risco para o produto final. Na Tabela 7,
pode ser observado os resultados da avaliação microbiológica da formulação B da sopa em
creme desidrata de anchoita.

CAPÍTULO III – ARTIGO 3 91
TABELA 7: Avaliação microbiológica da sopa desidratada.
Enumeração
Microbiota 1 2 3
Staphylococcus coagulase positiva (NMP/g) 15 20 20
Coliformes a 45ºC (NMP/g) 4 11 7
Salmonella sp. (em 25g de amostra) Ausente Ausente Ausente
A enumeração de Staphylococcus coagulase positiva é utilizada como indicador de
contaminação pós-processo ou das condições de sanificação das superfícies operacionais.
Os valores encontrados de Staphylococcus coagulase positiva mostraram um número de
células reduzidas o que indica que foram seguidas as boas práticas de fabricação durante o
processamento.
A presença de Coliformes é considerada como indicador de condições higiene
insatisfatórias na produção e/ou manipulação do alimento. O número elevado de Coliformes
pode não significar contaminação direta com material fecal, mas sim manipulação
inadequada, como higiene do manipulador, transporte e acondicionamento inadequados. As
bactérias do gênero Salmonellas situam-se entre os agentes patogênicos mais
freqüentemente encontrados em surtos de toxinfecção de origem alimentar (CHISTÉ et al.,
2006) Em todas as amostras, a presença de Coliformes a 45ºC e Salmonella sp.
encontraram-se dentro dos limites exigidos para “Produtos a serem consumidos após adição
de liquido, com emprego de calor (min. 75ºC durante 20 segundos)” pela RDC (Resolução
da Diretoria Colegiada) Nº 12, da Agência Nacional de Vigilância Sanitária, de 02 de janeiro
de 2001, que estabelece padrões microbiológicos para alimentos. Sendo estes limites de 102
para coliformes a 45ºC e ausência de Salmonella sp. em 25g de amostra. A contagem de
Bacillus cereus não foi realizada no presente estudo.
4 CONCLUSÕES
O músculo modificado enzimaticamente (MME) apresentou um grau de hidrólise
(GH) de 3,01% e umidade final, após secagem em leito de jorro, de 6,1%.
A modificação enzimática promoveu um acréscimo de 32 e 261 pontos percentuais
na digestibilidade in vitro e solubilidade, respectivamente, em relação ao músculo não
modificado (MNM).
A formulação de sopa desidratada enriquecida com proteína de anchoita modificada
enzimaticamente preferida pelo consumidor foi a que continha 7,5% de MME, a qual

CAPÍTULO III – ARTIGO 3 92
apresentou uma boa aceitação pelo público alvo, sendo o seu “Índice de Aceitação” de 86%.
Segundo teste de atitude, pelo menos 71% dos consumidores comeriam a sopa pelo menos
de 15 dias a uma vez ao mês.
De acordo com a Resolução RDC (Resolução da Diretoria Colegiada) Nº 12, da
Agência Nacional de Vigilância Sanitária, de 02 de janeiro de 2001, a “sopa desidratada
enriquecida com proteína de anchoita modificada enzimaticamente” apresentou-se dentro
dos padrões aceitáveis de contaminantes microbiológicos.
5 AGRADECIMENTOS
Ao Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq) e à
Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES).
6 REFERÊNCIAS
1. ABDUL-HAMID, A.; BAKER, J.; BEE, G.H.; Nutritional quality of spray dried protein
hydrolysate from Black Tilapia (Oreochromis mossambicus). Food Chemistry, v.78, n. 1,
p.69-74, 2002.
2. ADLER-NISSEN, J.; Determination of the degree of hydrolysis of food protein by
trinitobenzenesulfonic acid. Journal of Agricultural and Food Chemistry, v.27, n.6, p.
1256-1262, 1979.
3. AKESON, W.R. & STAHMANN, M.A.A. Pepsin-pancreatin digest index of protein quality
evaluation. The Journal of Nutrition, v. 83, n.1, p. 257-261, 1964.
4. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Teste de ordenação em análise
sensorial, NBR 13170. ABNT, São Paulo, 1994.
5. A.O.A.C. Official Methods of Analysis, 16th edn. Arlington Virginia, USA: Association of
Official Analytical Chemists, 1995.
6. AMERICAN PUBLIC HEALTH ASSOCIATION - APHA. Compendium of methods for the
microbiological examination of foods. 4 ed. Washington: 2001.
7. BISPO, E.S.; SANTANA, L.R.; CARVALHO, R.D.; ANDRADE, G.; LEITE, C.C.;
Aproveitamento industrial de marisco na produção de lingüiça. Ciência e Tecnologia de
Alimentos, v.24, n.4, p. 664-668, 2004.
8. BLIGH, E.G.; DYER, W.J. A rapid method of total lipid extraction and purification.
Canadian Journal Biochemistry Physiology, v.37, n.8, p. 911-917, 1959.

CAPÍTULO III – ARTIGO 3 93
9. BRASIL. ANVISA - Resolução da Diretoria Colegiada (RDC) n°12, da Agência Nacional
da Vigilância Sanitária, de 02 de janeiro de 2001, aprova o regulamento técnico sobre
“Padrões Microbiológicos para Alimentos”. D.O.U. - Diário Oficial da União; Poder
Executivo, de 10 de janeiro de 2001.
10. BRASIL. ANVISA - Resolução da Diretoria Colegiada (RDC) Nº 273, da Agência
Nacional de Vigilância Sanitária, de 22 de setembro de 2005, aprova o regulamento
técnico para “Pós para Preparo de Alimentos”. D.O.U. – Diário Oficial da União; Poder
Executivo, de 23 de setembro de 2005.
11. CASTELLO, J.P.; A Anchoita - Engraulis anchoita (Engraulididae:Teleosteii) no Sul do
Brasil - Avaliação do Potencial Sustentável de Recursos Vivos na Zona Econômica -
REVIZEE. Anexo 2, v. 31, n. 3, 61p.; Disponível em: <
http://www.mma.gov.br/port/sqa/projeto/revizee/doc/textos/anchoita.pdf > Último acesso
em: 29/01/2007.
12. CHISTÉ, R.C.; COHEN, K.O.; MATHIAS, E.A.; RAMOA JÚNIOR, A.G.A.; Qualidade da
farinha de mandioca do grupo seca. Ciência e Tecnologia de Alimentos, v.26, n.4, p.861-
864, 2006.
13. CHIZZOLINI, R.; ZANARDI, E.; DORIGONI, V.; GHINDINI, S.; Calorific value and
cholesterol content of normal and low-fat meat and meat products. Trends in Food
Science and Technology, v.10, n.4, p. 119-128, 1999.
14. DINIZ, F.M. & MARTIN, A.M.; Effects of thr extent of enzymatic hydrolysis on functional
properties of Shark protein hydrolysate. LWT - Food Science and Technology
(Lebensmittel-Wissenschaft und -Technologie), v.30, n.3, p.266-272, 1997.
15. DINIZ, F.M. & MARTIN, A.M.; Hidrolisado protéico de pescado In: Ogawa, M. & Maia,
E.L. Manual de Pesca. São Paulo: Varela, 1999.
16. DUTCOSKY, S.D.; Análise Sensorial de Alimentos. Ed. Da Champagnat, Curitiba, 1996.
17. FARIA, E.V. & YOTSUYANAGI, K.; Técnicas de análise sensorial. ITAL/LAFISE,
Campinas, 2002.
18. FRITSCH, J. A Hora e a Vez do Peixe. Higiene Alimentar, v.18, n. 116/117, 2004.
19. GUAN, X.; YAO, H.; CHEN, Z.; SHAN, L.; ZHANG, M.; Some Functional properties of oat
bran protein concentrate modified by tripsin. Food Chemistry v.101, n.1, p. 163-170,
2007.

CAPÍTULO III – ARTIGO 3 94
20. HOLLANDER, N. & WOLFE, D.A.; Non parametric statistical methods. New York: John
Willey and Sons, 1973.
21. INSTITUTE OF FOOD SCIENCE AND TECHNOLOGY. Development and use of
microbiological criteria for foods. London: 1999.
22. KRISTINSSON, H. G. & RASCO, B.; A. Fish Protein Hydrolysates: Production,
Biochemical and Functional Properties. Critical Reviews in Food Science and Nutrition,
v.40, n.1, p.43-81, 2000.
23. LOWRY, O., ROSEBROUGH, N.J., FARR, A.L., RANDAL, R.J.; Protein measurement
with Folin-phenol reagent. Journal of Biological Chemistry, v. 193, n.1, p. 716-723, 1951.
24. MADUREIRA, L.S.P., HABIAGA, R.G., GONÇALVES, A.A., GREIG, A.B., DUVOISIN,
A.C., SOARES,C.F., FUSE, I.Y., CALDEIRA, F.G., CARVALHO, L.R., WEIGERT, S.C.,
SALDO, P.A., FERREIRA, C.S.; Prospecção de recursos pesqueiros pelágicos por
métodos hidroacústicos na plataforma talude e região oceânica da costa central do Brasil
– Série: Documentos Revizee: Score Sul. São Paulo: 2004. Disponível em:
http://www.mma.gov.br/port/sqa/projeto/revizee/doc/textos/revizee_hidroacus.pdf.
Acesso em: 29 out. 2006.
25. MONTEIRO A. M.M.; STRINGHETA, P.C.; COELHO, D.T.; MONTEIRO, J.B.R.; Estudo
sensorial de sopa-creme formulada à base de palmito. Ciência e Tecnologia de
Alimentos, v. 21, n.1, p. 5-9, 2001.
26. MORR, C.V.; GERMAN, B.; KINSELLA, J.E.; REGENSTEIN,J.M.; VAN-BUREN, J.P.;
KILARA, A.; LEWIS, B.A.; MAGNINO, M.E.; Collaborative study to develop a
standardized food protein solubility procedure. Journal of Food Science, v.50, n. 6, p.
1715-1718, 1985.
27. NEUTRASE® Token of information of the product. Novozymes A/S, Denmark, 2006.
28. NIELSEN, P. M., PETERSEN, D., DAMBMANN, C. Improved method for determining
food protein degree hydrolysis. Journal of Food Science, v.66, n.5, p. 642-646, 2001.
29. SHAHIDI, F., HAN, X. Q., SYNOWIECKI, J.; Production and characteristics of protein
hydrolysates from capelin (Mallotus villosus). Food Chemistry v.53, n. 3, p. 285-293,
1995.
30. SPITZNER N. P. I. & FREIRE, J. T.. Estabilidade do Jorro na secagem de pasta. In:
Congresso Brasileiro de Sistemas Particulados, 2002, São João Del Rei - MG. Anais do
XXIX ENEMP, 2002.

CAPÍTULO IV – CONCLUSÃO GERAL

CAPÍTULO IV – CONCLUSÃO GERAL 96
4 CONCLUSÃO GERAL
A modificação enzimática por Neutrase®, aliada à secagem em leito de jorro a 90ºC
(temperatura do ar de entrada), ocasionou um acréscimo de 32 pontos percentuais na
digestibilidade in vitro, e uma melhora significativa nas propriedades funcionais de
capacidade de retenção de água e óleo, solubilidade, propriedades de emulsão e espuma,
em comparação com o músculo não modificado. Sendo as características apresentadas
pelo modificado protéico de anchoita semelhantes às reportadas por hidrolisados protéicos.
O leito de jorro apresentou-se viável tecnicamente, nas condições experimentais,
para a secagem de músculo (proteína) de anchoita modificado enzimaticamente, pois,
permaneceu estável e a umidade final, de todos os produtos de secagem (MME),
permaneceu abaixo dos 10%.
As propriedades funcionais de solubilidade (S) e capacidade de emulsificação (CE)
melhoraram significativamente com a extensão da hidrólise (GH) enzimática. Entretanto, a
produção no leito de jorro (PLJ) e a capacidade de formação de espuma (CFE) pioraram. A
digestibilidade in vitro (D), não sofreu alteração com o aumento do grau de hidrólise.
A maior produção no leito de jorro foi a partir dos 30 minutos e razão E/S de 0,01%.
Nesta região o GH atingido foi de aproximadamente 4%. Um aumento no grau de hidrólise a
partir de 4 % causou uma maior retenção no leito de jorro, e esta retenção, em um maior
tempo de secagem, poderia comprometer o funcionamento do secador.
A temperatura do ar de entrada de 110ºC, na secagem do músculo modificado
enzimaticamente (GH 3%), em comparação com o seco a 90º, não influenciou
significativamente na produção e capacidade de retenção de água. Entretanto, diminuíram a
digestibilidade in vitro, capacidade de retenção de óleo, propriedades de emulsão e espuma.
Com as características apresentadas pelo músculo de anchoita modificado
enzimaticamente (MME), o mesmo pôde ser aplicado na formulação de um produto
alimentício tipo sopa desidrata.
A formulação de sopa desidratada preferida pelo consumidor continha 7,5% de MME,
a qual apresentou uma boa aceitação pelo público alvo, sendo o seu “Índice de Aceitação”
de 86%. Uma sopa desidratada enriquecida com proteína de anchoita modificada
enzimaticamente pode ser um produto promissor de ser lançado ao mercado brasileiro, visto
que 71% dos julgadores consumiriam a sopa pelo menos de 15 dias a uma vez ao mês.

CAPÍTULO IV – CONCLUSÃO GERAL 97
4.1 SUGESTÕES PARA FUTUROS TRABALHOS
• Traçar o perfil de aminoácidos e avaliar o peso molecular das proteínas da anchoita
modificadas enzimaticamente;
• Realizar a contagem de Bacillus cereus na “sopa em creme de anchoita”;
• Avaliar a vida de prateleira da “sopa em creme de anchoita”;
• Realizar uma Análise Descritiva Quantitativa (ADQ) na “sopa em creme de
anchoita”;
• Otimizar o processo de aproveitamento da anchoita para produção de proteínas
modificadas enzimaticamente, utilizando a técnica de secagem em leito de jorro,
avaliando as características funcionais e nutricionais do produto final;
• Estudar a influência de diferentes condições de secagem em diferentes graus de
hidrólise, do músculo de anchoita modificado enzimaticamente, sobre a qualidade
do produto final;
• Estudar a secagem do MME com maltodextrina;
• Estudar a transição vítrea no leito de jorro;
• Modificar o músculo de anchoita através de enzimas extraídas e purificadas das
vísceras do próprio pescado;
• Extrair os ácidos graxos das vísceras de anchoita e traçar o seu perfil;
• Caracterizar as frações protéicas do músculo de anchoita não modificado e
modificado enzimaticamente;

CAPÍTULO V – REFERÊNCIAS

CAPÍTULO V - REFERÊNCIAS 99
5 REFERÊNCIAS BIBLIOGRÁFICAS
1... ABDUL-HAMID, A.; BAKER, J.; BEE, G.H.; Nutritional quality of spray dried protein
hydrolysate from Black Tilapia (Oreochromis mossambicus). Food Chemistry, v.78,
n. 1, p.69-74, 2002.
2. ADLER-NISSEN, J.; Determination of the degree of hydrolysis of food protein by
trinitobenzenesulfonic acid. Journal of Agricultural and Food Chemistry, v.27, n.6,
p. 1256-1262, 1979.
3. AKESON, W.R. & STAHMANN, M.A.A. Pepsin-pancreatin digest index of protein
quality evaluation. The Journal of Nutrition, v. 83, n.1, p. 257-261, 1964.
4. AMERICAN PUBLIC HEALTH ASSOCIATION - APHA. Compendium of methods for
the microbiological examination of foods. 4 ed. Washington: 2001.
5. A.O.A.C. Official Methods of Analysis, 16th edn. Arlington Virginia, USA: Association of
Official Analytical Chemists, 1995.
6. ASPMO, S. I.; HORN, S. J.; EIJSINK, V. G. H.; Enzymatic Hydrolysis of Atlantic cod
(Gadus morhua L.) viscera. Process Biochemistry, v.40, n.5, p. 1957-1966, 2005.
7. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Teste de ordenação em
análise sensorial, NBR 13170. ABNT, São Paulo, 1994.
8. AUGUSTO-RUIZ, W. (1985). Proteólise do resíduo do extrato hidrossolúvel de soja.
Tese de Doutorado, UNICAMP.
9. BAKUN, A. & PARRISH, R. H. Comparative studies of coastal pelagic fish
reproductive habitats: The anchovy (Engraulis anchoita) of the southwestern Atlantic.
Journal of Marine Science, v.48, n. 3, p. 343-361, 1991.
10. BENJAKUL, S. & MORRISSEY, M.T.; Protein hydrolysate from Pacific Whiting solid
wates. Journal Agriculture and Food Chemistry, v.45, n.9, p. 3423-3430, 1997.
11. BISPO, E.S.; SANTANA, L.R.; CARVALHO, R.D.; ANDRADE, G.; LEITE, C.C.;
Aproveitamento industrial de marisco na produção de lingüiça. Ciência e Tecnologia de Alimentos, v.24, n.4, p. 664-668, 2004.
12. BLIGH, E.G. & DYER, W.J. A rapid method of total lipid extraction and purification.
Canadian Journal Biochemistry Physiology, v.37, n.8, p. 911-917, 1959.

CAPÍTULO V - REFERÊNCIAS 100
13. BOMBARA, N.; AÑÓN, M.C.; PILOSOL, A.M.R.; Functional properties of protease
modified wheat flours. LWT - Food Science and Technology (Lebensmittel-Wissenschaft und -Technologie), v.30, n.6, p.441-447, 1997.
14. BRASIL. ANVISA - Resolução da Diretoria Colegiada (RDC) Nº 273, da Agência
Nacional de Vigilância Sanitária, de 22 de setembro de 2005, aprova o regulamento
técnico para “Pós para Preparo de Alimentos”. D.O.U. – Diário Oficial da União; Poder
Executivo, de 23 de setembro de 2005.
15. BRASIL. ANVISA - Resolução da Diretoria Colegiada (RDC) n°12, da Agência
Nacional da Vigilância Sanitária, de 02 de janeiro de 2001, aprova o regulamento
técnico sobre “Padrões Microbiológicos para Alimentos”. D.O.U. - Diário Oficial da
União; Poder Executivo, de 10 de janeiro de 2001.
16. CÂNDIDO, L.M.B. & SGARBIERI, V.C. Enzymatic hydrolysis of Nile Tilapia
(Oreochromus niloticus) myofibirllar proteins: effects on nutritional and hydrophilic
properties. Journal of Science of Food and Agriculture, v.83, p. 937-944, 2003 (on
line – DOI 10.1002/jsfa.1419).
17. CASTELLO, J. P. A Anchoita (Engraulis anchoita, Engraulididae, Pisces) no Sul do
Brasil. Tese de Doutorado, FURG, Rio Grande – RS, 1997.
18. CASTELLO, J. P. Anchovy Stocks (Engraulis anchoita) and Larval Growth in the SW
Atlantic. Fisheries Research, v.59, n.3, p.409-421, 2003.
19. CASTELLO, J.P. A Anchoita - Engraulis anchoita (Engraulididae:Teleosteii) no Sul do
Brasil - Avaliação do Potencial Sustentável de Recursos Vivos na Zona Econômica -
REVIZEE. Anexo 2, v. 31, n. 3, 61p.; Disponível em: <
http://www.mma.gov.br/port/sqa/projeto/revizee/doc/textos/anchoita.pdf > Último
acesso em: 29/01/2007.
20. CHEFTEL, J.C.; CUQ, J.L.; LORIENT, D.; In: O.R. Aminoácidos, péptidos y proteínas.
In: Fennema, O.R., Química de los Alimentos. Zaragoza: Editora Acribia, p. 275, 1993.
21. CHISTÉ, R.C.; COHEN, K.O.; MATHIAS, E.A.; RAMOA JÚNIOR, A.G.A.; Qualidade
da farinha de mandioca do grupo seca. Ciência e Tecnologia de Alimentos, v.26,
n.4, p.861-864, 2006.
22. CHIZZOLINI, R.; ZANARDI, E.; DORIGONI, V.; GHINDINI, S.; Calorific value and
cholesterol content of normal and low-fat meat and meat products. Trends in Food Science and Technology, v.10, n.4, p. 119-128, 1999.

CAPÍTULO V - REFERÊNCIAS 101
23. CLEMENTE, A.; VIOQUE, J.; SÁNCHEZ-VIOQUE, R.; PEDROCHE, J.; BAUTISTA,
J.; MILLAN, F. Protein quality of Chickpea (Cicer arientinum L.) protein hydrolysate.
Food Chemistry, v. 67, n. 3, p. 266-272, 1999.
24. CONTRERAS,G. E. S.; Bioquímica de pescados e derivados. FUNEP: Jaboticabal,
1994.
25. DAMODARAN. S. Amino acids, peptides and proteins, in Food Chemistry, 3rd ed.,
Fennema, O.R., Ed. Marcel Dekker Inc., New York, 1996.
26. DEMETRIADES, K.; COUPLAND, J.N.; MCCLEMNTS, D.J.; Physical properties of
whey protein stabilized emulsions as related to pH and NaCl. Journal of Food Science, v.62, n.2, p. 342-347, 1997.
27. DINARA. A anchoita: ficha técnica. Disponível em: <http://www.dinara.gub.uy> Último
acesso em: 10/11/2005
28. DINIZ, F. M. & MARTIN, A. M. Use of response surface methodology to describe the
combined effects of pH, temperature and E/S ratio on the hydrolysis of dogfish
(Squalus acanthias) muscle. International Journal of Food Science and Technology, v.31, n.5, p 419-426, 1996.
29. DINIZ, F.M. & MARTIN, A.M.; Effects of thr extent of enzymatic hydrolysis on
functional properties of Shark protein hydrolysate. LWT - Food Science and Technology (Lebensmittel-Wissenschaft und -Technologie), v.30, n.3, p.266-272,
1997.
30. DINIZ, F.M. & MARTIN, A.M. Hidrolisado protéico de pescado. In: OGAWA, M. &
MAIA, E.L. Manual de Pesca. São Paulo: Varela, 1999.
31. DRAGO, S.R. & GONZÁLEZ, R.J.; Foaming properties of enzymatically hydrolysed
wheat gluten. Innovative Food Science & Emerging Technologies. v. 1, n. 4, p.
269-273, 2000.
32. DUARTE, A.J.; CARREIRA, R.L.; JUNQUEIRA, R.G.; COELHO, J.V.; SILVESTRE,
M.P.C.; Propriedades de emulsificação e solubilidade da caseína bovina e seus
hidrolisados trípticos: efeito do pH e tempo de hidrólise. Ciência e Tecnologia de Alimentos, v.18, n.3, p. 295-302, 1998.
33. DUTCOSKY, S.D.; Análise Sensorial de Alimentos. Ed. Da Champagnat, Curitiba,
1996.

CAPÍTULO V - REFERÊNCIAS 102
34. FARIA, E.V. & YOTSUYANAGI, K.; Técnicas de análise sensorial. ITAL/LAFISE,
Campinas, 2002.
35. FLORO, L.M.S.; Obtenção de sopa a partir de rejeitos de hortifrutigranjeiros:
Avaliação da secagem em leito de jorro. Dissertação de Mestrado em Engenharia e
Ciência de Alimentos. Fundação Universidade Federal do Rio Grande (FURG), Rio
Grande, RS, 2004.
36. FONKWE, L. G. & SINGH, R. K. Protein recovery from mechanically deboned Turkey
residue by enzymic hydrolysis. Process Biochemistry, v.31, n.6, p.605-616, 1996.
37. FREIRE,J.T.; In: Freire, J.T; Sartori, T.D.J.M.; Tópicos especiais em secagem. Editora
São Carlos, UFSCar, São Carlos, SP, v.1, p.43-81, 1992.
38. FRITSCH, J. A Hora e a Vez do Peixe. Higiene Alimentar, v.18, n. 116/117, 2004.
39. FURTADO, M.A.M.; GOMES, J.C.; SILVA, C.A.S.; ORNELLAS, C.B.; SILVESTRE,
M.P.C. Propriedades Funcionais de hidrolisados de proteína láctea co-precipitada.
Ciência Agrotécnica, Lavras v.25, n.3, p. 625-639, 2001.
40. GILDBERG, A. Enzymic processing of raw materials. Process Biochemistry, v.28,
n.11, p. 1-15, 1993.
41. GOULART, G.A. Secagem de plasma bovino em leito de jorro cônico. Dissertação de
Mestrado em Engenharia e Ciência de Alimentos. Fundação Universidade Federal do
Rio Grande (FURG), Rio Grande, RS, 2000.
42. GUÉRARD, F.; DUFOSSÉ, L.; DE LA BROISE, D.; BINET, A. Enzymatic hydrolysis of
proteins from yellowfin tuna (Thunnus albacares) wastes using alcalase. Journal of Molecular Catalysis, v.11, n. 4-6, p. 1051-1059, 2001.
43. GOVINDARAJU, K. & SRINIVAS, H.; Studies on the effects of enzymatic hydrolysis on
functional and physico-chemical properties of arachin. LWT - Food Science and Technology (Lebensmittel-Wissenschaft und -Technologie), v. 39, n.1, p. 54-62,
2006.
44. GUAN, X.; YAO, H.; CHEN, Z.; SHAN, L.; ZHANG, M.; Some Functional properties of
oat bran protein concentrate modified by tripsin. Food Chemistry v.101, n.1, p.163-
170, 2007.
45. GUÉRARD, F.; GUIMAS, L.; BINET, A.; Production of tuna waste hydrolysates by
commercial neutral protease preparation. Journal of Molecular Catalysis, v. 19, n.0,
p. 489-498, 2002.

CAPÍTULO V - REFERÊNCIAS 103
46. GUO, M.R.; FOX, P.F.; FLYIN, A.; KINDSTED, P.S. Heat-induced modifications of the
functional properties of sodium caseinate. International Dairy Journal, v.6, n.5,
p.473-483, 1996.
47. HOLLANDER, N. & WOLFE, D.A.; Non parametric statistical methods. New York:
John Willey and Sons, 1973.
48. HOYLE, N. & MERRIT, J. H. Quality of Fish Protein Hydrolysates from Herring
(Clupea harengus). Journal of Food Science, v.59, n.1, p.76-79, 1994.
49. IAHNKE, N.G.; Determinação de vitamina A em pescado: Um método alternativo.
Dissertação de Mestrado em Engenharia de Alimentos, Editora da FURG. Rio
Grande-RS, 2001.
50. INSTITUTE OF FOOD SCIENCE AND TECHNOLOGY. Development and use of
microbiological criteria for foods. London: 1999.
51. JACOB-LOPES, E.; ZEPKA, L.Q.; QUEIROZ, M.I.; NETTO, F.M. Caracterização da
fração protéica da cianobactéria Aphanothece Microscópica Nägeli cultivada no
efluente da parbolização do arroz. Ciência e Tecnologia de Alimentos, v.26, n.2,
p.482-488, 2006.
52. KINSELLA, J.E.; Functional properties in novel protein some methods for
improvement. Chemistry and Industry. v.5, p.171-181, 1976.
53. KONG, X.; ZHOU, H.; QIAN, H.; Enzymatic preparation and functional properties of
wheat gluten hydrolysates. Food Chemistry, v.101, n.2, p. 615-620, 2007.
54. KRISTINSSON, H. G. & RASCO, B.; A Fish Protein Hydrolysates: Production,
Biochemical and Functional Properties. Critical Reviews in Food Science and Nutrition, v.40, n.1, p.43-81, 2000a.
55. KRISTINSSON, H. G. & RASCO, B. A.; Kinetics of the Hydrolysis of Atlantic salmon
(Salmo salar) Musle Proteins Hydrolyzed with Various Alkaline Proteases. Process Biochemistry, v.36, n. 1, p.131-139, 2000b.
56. KRISTINSSON, H. G.; RASCO, B. A., (2000c) Biochemical and Functional Properties
of Atlantic Salmon (Salmo salar) Muscle Proteins Hydrolyzed with Various Alkaline
Proteases. Journal Agriculture and Food Chemistry, v. 48, n.3, p.657-666.
57. LAHL, W.J. & BRAUM, S. D. Enzymatic production of protein hydrolysates for food
use. Food Technology, v.58, n.10, p. 68-71, 1994.

CAPÍTULO V - REFERÊNCIAS 104
58. LALASIDIS, G.; BOSTRÖM, S.; SJÖBERG, L. Low Molecular weight enzymatic fish
protein hydrolysates: chemical composition and nutritive value. Journal of Agricultural and Food Chemistry, v.26, n.3, p.751-756.
59. LIMA, I. D. & CASTELLO, J. P. (1995). Distribution and abundance of South-west
Atlantic anchovy spawners (Engraulis anchoita) in relation to oceanographic
processes in the southern Brazilian shelf. Fisheries Oceanography, v.4, n.1, p.1-16.
60. LIMA, M.F.M.; ROCHA, S.C.S.; ALSINA, O.L.S; JERÔNIMO, C.E.M; DA MATA,
A.L.M.L. Influência da composição química dos materiais no desempenho do
processo de secagem de polpas de frutas em leito de jorro. In: 14ºCongresso
Brasileiro de Engenharia Química - COBEQ, 2000. CD Rom.
61. LINDER, M.; FANNI, J.; PARMENTIER, M.; SERGENT, M.; PHAN-THAN-LUU, R.
Protein recovery from veal bones by enzymatic hydrolysis. Journal of Food Science,
v. 60, n.5, p. 949-952, 1995.
62. LOWRY, O., ROSEBROUGH, N.J., FARR, A.L., RANDAL, R.J.; Protein measurement
with Folin-phenol reagent. Journal of Biological Chemistry, v. 193, n.1, p. 716-723,
1951.
63. MADUREIRA, L.S.P., HABIAGA, R.G., GONÇALVES, A.A., GREIG, A.B., DUVOISIN,
A.C., SOARES,C.F., FUSE, I.Y., CALDEIRA, F.G., CARVALHO, L.R., WEIGERT,
S.C., SALDO, P.A., FERREIRA, C.S.; Prospecção de recursos pesqueiros pelágicos
por métodos hidroacústicos na plataforma talude e região oceânica da costa central
do Brasil – Série: Documentos Revizee: Score Sul. São Paulo: 2004. Disponível em:
http://www.mma.gov.br/port/sqa/projeto/revizee/doc/textos/revizee_hidroacus.pdf.
Acesso em: 29 out. 2006.
64. MAHMOUD, M. I. Physicochemical and functional properties of protein hydrolysates in
nutritional products. Food Technology, v.48, n.10, p.89-95, 1994.
65. MASSARANI, G. Fluidodinâmica em sistemas particulados. Editora UFRJ, Rio de
Janeiro, RJ, 1997.
66. MASSARO, A.F.; PINTO, L.A.A. Enriquecimento protéico de farelo de arroz
desengordurado, com sangue bovino, utilizando a técnica de leito de jorro. Revista Instituto Adolfo Lutz, v. 61, n.2 , p.77-84, 2002.
67. MATHUR, K. B. & EPSTEIN, N. Spouted beds. Ed. Academic Press, New York, 304p.
1974.

CAPÍTULO V - REFERÊNCIAS 105
68. MEDEIROS, M. F.D.; ALSINA, O. L. S.; ROCHA, S. C.; JERÔNIMO, C.; Escoabilidade
de Leitos de Partículas Inertes com Polpa de Frutas Tropicais: Efeitos na Secagem
em Leito de Jorro. Revista Brasileira de Engenharia Agrícola e Ambiental, v.5, n.3,
p.475-480, 2001.
69. MONTEIRO A. M.M.; STRINGHETA, P.C.; COELHO, D.T.; MONTEIRO, J.B.R.;
Estudo sensorial de sopa-creme formulada à base de palmito. Ciência e Tecnologia de Alimentos, v. 21, n.1, p. 5-9, 2001.
70. MORR, C.V.; GERMAN, B.; KINSELLA, J.E.; REGENSTEIN,J.M.; VAN-BUREN, J.P.;
KILARA, A.; LEWIS, B.A.; MAGNINO, M.E.; Collaborative study to develop a
standardized food protein solubility procedure. Journal of Food Science, v.50, n. 6,
p. 1715-1718, 1985.
71. MULLALY, M. M.; O’CALLAGHAN, D. M.; FITZGERALD, R. J.; DONELLY, W. J.;
DALTON, J. P. Zymogen Activation in Pancreatic Endoproteolytic Preparations and
Influence on Some whey Protein Characteristics. Journal of Food Science, v.60, n.2,
p.227-233, 1995.
72. MURUETA, J.H.C.; DEL TORO, M.A.N.; Carreño, F.G.; Concentrates of fish protein
from bycatch species produced by various drying processes. Food Chemistry, v.100,
on line, p. 705-711, 2007.
73. Novo Industri, A/S (1980); Use for food grade Alcalase® or Neutrase® for controlled
enzymatic hydrolysis of proteins. B-163 Bagsvaerd, Denmark: Novo Industri.
74. NEUTRASE® Token of information of the product. Novozymes A/S, Denmark, 2006.
75. NIELSEN, P. M., PETERSEN, D., DAMBMANN, C. Improved method for determining
food protein degree hydrolysis. Journal of Food Science, v.66, n.5, p. 642-646, 2001.
76. NILSANG, S.; LERTSIRI, S.; SUPHANTHARIKA, M.; ASSAVANING, A.; Optimization
of hydrolysis of fish soluble concentrate by commercial proteases. Journal of Food Engineering, v.70, n.4, p.571-578, 2005.
77. OETTERER, M. Proteína do Pescado. Apostila do curso de graduação da ESALQ –
Departamento de Agroindústria, Alimentos e Nutrição. ”Disponível em:
<http://www.esalq.usp.br/departamentos/lan/pdf/Proteinas%20pescado.pdf> Último
acesso em 28/01/2007
78. OETTERER M. & FURLAN, F. E. Hidrolisado Protéico de Pescado. Revista de
Ciência e Tecnologia, v.10, n.19, p.79-89, 2002.

CAPÍTULO V - REFERÊNCIAS 106
79. OGAWA, N. Y.& MAIA, E. L., (1999). Manual de pesca, Ciência e Tecnologia do
Pescado. São Paulo, Editora: Varela. 429p
80. OLIVEIRA, J.M. & PASSOS, M.L. Simulation of drying suspentions in a conical
spouted bed. Drying Technology, v.15, n.2, p.605-624, 1997.
81. PANYAM D. & KILARA, A. Enhancing the functionality of food proteins by enzymatic
modification. Trends in Food Science and Technology v.7, n. 4, p. 120-125, 1996.
82. Pahm, Q.T.; Behavior of a conical spouted-bed dryer for animal blood. The Canadian
Journal of Chemical Engineering, v.61, n.3, p.426-434, 1983.
83. PEDROCHE,J.; YUST, M.M.; LQARI, H.; GIRÓN-CALLE, J.; ALAIZ, M.; VIOQUE, J.;
MILLÁN, F.; Brassica carinata protein isolates: chemical composition, protein
characterization and improvement of functional properties by protein hydrolysis. Food Chemistry, v.88, n.3, p.337-346, 2004.
84. PEIXOTO, M.P.G.; MONTEIRO, A.P.R.; FREITAS, L.A.P. Determination of residence time of paste during drying of a phytomedicine in a spouted bed. Proceedings of the 14th International Drying Symposium (IDS), vol. A, p.232-238,
2004.
85. PONS-SÁNCHEZ-CASCADO, S., VIDAL-CAROU, M. C., NUNES, M. L., VECINA-
NÓGUES, M. T. Sensory analysis to asses the freshness of Mediterranean anchovies
(Engraulis encrasicholus) stored in ice. Food Control v. 17, p. 564-569, 2006.
86. PRATA, A.S. & SGARBIERI, V.C. Obtenção e caracterização química e nutricional in
vitro das proteínas do soro do sangue bovino. Ciência e Tecnologia de Alimentos,
v.25, n. 2, p. 27-332, 2005.
87. QUAGLIA, G. B. & ORBAN, E.; Influence of Enzimatic Hydrolysis on Structure and
Emulsifying Properties of sardine (Sardina pilchardus) Protein Hydrolysates. Journal of Food Science, v.55, n.6, p.1571-1573, 1990.
88. ROMAN, J. A. & SGARBIERI, V. C.; Efeito da hidrólise enzimática sobre as
propriedades funcionais de caseína bovina coagulada pela ação da quimiosina.
Ciência e Tecnologia de Alimentos, v.25, n.3, p. 468-474, 2005.
89. RODRIGUES, M.I. & IEMMA, A.F.; Planejamento de experimentos e otimização de
processos: Uma estratégia seqüencial de planejamentos. Casa do Pão Editora,
Campinas – São Paulo, 2005.

CAPÍTULO V - REFERÊNCIAS 107
90. SANTOS, C. A. M. L. A qualidade do pescado e a segurança dos alimentos. II
SIMCOPE – Simpósio de Controle de Pescado, 2006. Disponível em:
http://www.pesca.sp.gov.br/arquivos/A_qualidade_do_pescado_e_a_seguranca_dos_
alimentos_final.doc. Último acesso em: 18/01/2007.
91. SATHIVEL, S.; BECHTEL, P.J.; BABBITT, J.; PRINYAWIWAKTUL, W.; NEGULESCU,
I.I.; REPPOND, K.D.; Properties of protein powders from Arrowtooth Flounder
(Atheresthes stomias) e Arenque (Clupea harengus) byproducts. Journal of Agricultural and Food Chemistry, v.52, n.16, p.5040-5046, 2004.
92. SHAIDI, F.; SYNOWIECKI, J.; BALEJKO, J. Proteolytic Hydrolysis of Muscle Protein
of Harp Seal (Phoca groenlandica). Journal Food Agriculture and Chemistry, v.42,
n.11, p.2634-2638, 1994.
93. SHAHIDI, F., HAN, X. Q., SYNOWIECKI, J.; Production and characteristics of protein
hydrolysates from capelin (Mallotus villosus). Food Chemistry v.53, n. 3, p. 285-293,
1995.
94. Shaidi, F.; Kamil, Y. V. A. J., (2001). Enzymes from fish aquatic invertebrates and their
application in the food industry; Trends in Food Science & Technology, v.12, n.12,
p.435-464.
95. SINHA, R.; RADHA, J.; KAUL, P.; Whey protein hydrolysate: Functional properties,
nutritional quality and utilization in beverage formulation. Food Chemistry, v. 101, n.4,
p. 1484-1491, 2007.
96. SGARBIERI, W. C. Proteínas em Alimentos Protéicos: propriedades, degradações,
modificações. São Paulo: Varela, 1996.
97. SYNOWIECKI, J.; JAGIELKA, R.; SHAIDI, F.; Preparation of hydrolysates from bovine
red blood cells their debittering following plastein reaction. Food Chemistry, v.57, n.3,
p.435-439, 1996.
98. SPITZNER N. P. I. & FREIRE, J. T.. Estabilidade do Jorro na secagem de pasta. In:
Congresso Brasileiro de Sistemas Particulados, 2002, São João Del Rei - MG. Anais
do XXIX ENEMP, 2002.
99. SURÓWKA, K. & FIK, M.; Studies on the recovery of proteinaceous substances from
chicken heads. I. Na application of neutrase to the production of protein hydrolysate.
Interanational Journal of Food Science and Technology, v. 27, p. 9-20, 1992.

CAPÍTULO V - REFERÊNCIAS 108
100. SURÓWKA, K., ZMUDZINSKI, D., SURÓWKA, J. Enzymic modification of extruded
soy protein concentrates as a method of obtaining new functional food components.
Trends in Food Science and Technology, v.15, n.3-4, p. 153-160, 2004.
101. WHITAKER, J.R.; Principles of enzimology for the food science. Marcell Dekler, Inc.
New York, 1972.
102. YEANNES, M. I. Aspectos Tecnologicos, Fisicoquimicos, Nutricionales y Sensoriales
en Conservas y Preservas de anchoita (Engraulis anchoita). Curso Workshop Cyted
Internacional: Sobre Alternativas Tecnológicas para o Aproveitamento de anchoita e
cefalópodes – Rio Grande - Brasil, 2 - 4 setembro, 2004.
103. YANNES, M. I. & ALMANDOS, M. E.; Estimation of fish proximate composition starting
from water content. Journal of Food Composition and Analysis, v.16, n.1, p.81–92,
2003.

CAPÍTULO VI – ANEXOS

CAPÍTULO VI - ANEXOS 110
ANEXO A
Item A1: Medida do Grau de Hidrólise
O GH foi determinado segundo Adler-Nissen (1979) e é definido como o número de
ligações peptídicas clivadas ou número de grupos amino livres formados durante o processo
de hidrólise, expresso em equivalentes de hidrólise )(h . O número total de ligações
peptídicas antes da hidrólise )( totalh adotado para pescado (8,6 meq Leucina/g proteína) foi o
proposto por Nielsen, et al. (2001). O GH foi calculado segundo a expressão:
100(%) ×=totalhhGH
O processo foi seguido através de retiradas periódicas de alíquotas do meio de
reação, as quais eram diluídas a 10mL de dodecil-sulfado de sódio (SDS) 1% (p/v) e
conseqüente inativação térmica da enzima (90ºC por 10 minutos estudados previamente),
seguido de reação com TNBS (ácido trinitrobenzeno sulfônico) para determinação do
número de ligações peptídicas clivadas. Após inativação térmica as amostras foram
centrifugadas a g×3000 por 15 minutos. Alíquotas de 1mL foram retiradas do sobrenadante
e diluídas a 10mL SDS 1% (p/v). Para a reação com TNBS, alíquotas de 0,25mL da amostra
reagiram com 2mL de TNBS 0,1% (p/v) e 2mL de tampão fosfato de sódio pH 8,2 a 50ºC, 1
hora e no escuro. A reação foi parada com a adição de 4mL de HCl 0,1N por 30 minutos.
Realizou-se a quantificação espectrofotométrica a 340nm, utilizando a Leucina como
padrão, cuja concentração variou de (0,2-2,0x10-3 meq Leucina/L).
Item A2: Digestibilidade in vitro
A digestibilidade da proteína in vitro foi determinada conforme Akeson & Stahmann
(1964) com pequenas modificações. Cerca de 250mg de proteína foram hidrolisados com 10
mL de pepsina (1,5mg/mL em HCl 0,1N) a 37ºC e sob agitação constante (90rpm) por 3
horas. Após elevou-se o pH a 7,0 com solução de NaOH 0,3N (anotar o volume gasto).
Adicionou-se ao sistema 10mL de solução de pancreatina (1,5mg/mL em tampão fosfato pH
8,0). Levou-se a agitação contínua (130rpm) a 37ºC por 24 horas. Centrifugar o sistema a
6000g por 10 minutos e filtrar. Tomar uma alíquota de 10mL do filtrado e adicionar TCA
(ácido tricloro-acético) 10%. Deixar em repouso por 1 hora a 7ºC. Centrifugar (5000g, 5
minutos) e filtrar. O conteúdo de tirosina liberada no sobrenadante foi determinado pela
reação Lowry et al. (1951), utilizando uma curva padrão de tirosina (y=3,84236x;
R2=0,98). A digestibilidade expressa segundo a Equação 1.

CAPÍTULO VI - ANEXOS 111
Digestibilidade 100][][
xTy
Ty
total
liberada
Onde: ][ liberadaTy : concentração de tirosina liberada no sobrenadante após a digestibilidade
expressa em miliequivalentes (meq); ][ totalTy : concentração de tirosina total expressa em
miliequivalentes (meq). A ][ totalTy foi obtida da amostra após hidrólise ácida (HCl 6N) a
100ºC durante 22 horas, quantificada por reação de Lowry et al. (1951), utilizando uma
curva padrão de tirosina.
Item A3: Solubilidade
A solubilidade da proteína foi determinada de acordo com o método de Morr et al.
(1985), com variação de pH (3, 5, 7 e 9) e/ou em água. Foram pesados aproximadamente
200mg de proteína de cada amostra em bécker de 50mL, adicionou-se 2mL de solução de
NaCl 0,1M obtendo-se uma pasta homogênea. Em seguida foi adicionada a solução ao pH
correspondente até o volume de 40mL. A dispersão protéica foi mantida sob agitação, em
agitador magnético, por 45 minutos. A dispersão foi transferida para um balão volumétrico
de 50mL, completando-se o volume com solução ao pH correspondente. A dispersão
protéica foi centrifugada a 6000xg por 30 minutos. Alíquotas do sobrenadante foram
tomadas para identificar o conteúdo de proteína solúvel pelo método Kjeldahl. O conteúdo
de proteína total na amostra foi determinado pelo método Kjeldahl. A porcentagem de
solubilidade foi determinada através da relação entre conteúdo de proteína solúvel pelo
conteúdo de proteína total na amostra.
Item A4: Propriedades de Emulsificação
A capacidade emulsificante e sua estabilidade foram determinadas segundo Shahidi
et al. (1995), utilizando amostras na mesma proporção. Para 1g de proteína foram
adicionados 20mL de água destilada e 20mL de óleo de soja. A mistura foi homogeneizada
a 10.000rpm por 30 segundos e posteriormente centrifugada a g×2000 por 5 minutos. A
capacidade de emulsificação foi calculada como o volume da porção emulsificada pelo
volume total. A estabilidade das amostras foi determinada aquecendo a mistura por 30
minutos a 80ºC e posteriormente centrifugada a g×2000 por 5 minutos. O volume da fração
emulsificada e o volume total foram registrados. A estabilidade da emulsão foi expressa
como a porcentagem da capacidade emulsificante após aquecimento.
Item A5: Propriedades de Espuma

CAPÍTULO VI - ANEXOS 112
As propriedades de espuma foram determinadas conforme Fernandez & Macaruela
modificado por Guan et al. (2007). Porções de 40mL de solução contendo 20mg de
proteína/mL, variando pH (3, 5, 7 e 9 – tampão fosfato de sódio) ou em água foram
misturadas completamente usando um homogeneizador a 10.000rpm por 3 minutos. A
habilidade de formação de espuma foi calculada como o volume da fração de espuma pelo
volume de solução protéica inicial (40mL), ou seja, a porcentagem de aumento no volume
da dispersão protéica após mistura. A estabilidade da emulsão foi estimada como a
porcentagem de espuma remanescente após 30 e 60 minutos.
Item A6: Capacidade de retenção de água (CRA) e óleo (CRO)
A capacidade de retenção de água e de óleo foi determinada segundo metodologia
descrita por Diniz & Martin (1997), com pequenas modificações. Foi adicionado 500mg de
proteína em bécker de 50mL onde foram acrescentados 10mL de água. Para a capacidade
de retenção de óleo foram acrescentados 10mL de óleo de soja. As amostras foram
agitadas em agitador magnético por 20 minutos a temperatura ambiente (25ºC±2) e
transferidos para tubos de centrífuga previamente pesada, onde permaneceram 6 horas em
repouso à temperatura ambiente (25ºC±2) antes de serem centrifugados a 2000xg por 30
minutos. O excesso de água e de óleo foi descartado por inversão dos tubos em papel
absorvente. A diferença entre o peso da amostra antes e após a absorção de água ou de
óleo foi tomada como a quantidade de água e óleo absorvida. A capacidade de absorção de
água ou óleo foi expressa como a quantidade de água ou óleo absorvida por grama de
proteína.

CAPÍTULO VI - ANEXOS 113
ANEXO B
FIGURA B1: Curva da atividade enzimática da Neutrase®.
FIGURA B2: Curva da atividade residual da Neutrase®.

CAPÍTULO VI - ANEXOS 114
FIGURA B3: Efeitos estimados das variáveis E/S, tempo e sua interação. A) Grau de Hidrólise; B) Digestibilidade; C) Solubilidade; D) Capacidade de
Emulsificação; E) Capacidade de Formação de Espuma; F) Produção no Leito de Jorro.

CAPÍTULO VI - ANEXOS 115
A
B
C D
E
FIGURA B4: Temperatura de entrada e saída do ar no secador para os experimentos do
planejamento experimental. A) Experimento 1; B) Experimento 2; C) Experimento 3; D) Experimento 4; E) Experimento 5;

CAPÍTULO VI - ANEXOS 116
ANEXO C
FIGURA C1: Captura da anchoita (Engraulis anchoita) pelo Navio Oceanográfico Atlântico
Sul – FURG
FIGURA C2: Esquema do equipamento para secagem em leito de jorro.

CAPÍTULO VI - ANEXOS 117
FIGURA C3: Secador de leito de jorro, geometria cônica.

CAPÍTULO VI - ANEXOS 118
ANEXO D
Item D1: Amostragem
Foram avaliadas amostras com 25g da sopa em creme desidratada. De maneira
asséptica, 25 g de amostras foram homogeneizadas, durante 2 minutos com 225ml de
solução de diluição de água peptonada 0,1% (10-1) utilizando o Stomacher. Foram
executadas homogeneizações uniformes com a menor aeração possível. Utilizando-se a
diluição 1:10, realizou-se uma série de diluições sucessivas de 10-1 a 10-6. Cada diluição foi
adequadamente agitada antes de cada transferência. Para a detecção de Salmonella sp.,
foram utilizadas 25g da amostra, adicionada diretamente ao caldo de pré- enriquecimento.
As avaliações foram efetuadas em triplicata (IFST, 1999; APHA, 2001).
Item D2: Contagem de Staphylococcus coagulase positiva
Como meio seletivo para a enumeração de Staphylococcus coagulase positiva foi
utilizado o Baird-Parker Ágar . O meio combina o telurito de potássio (0,01%), glicina (1,2%)
e o cloreto de lítio (0,5%) como agentes seletivos e, a redução do telurito e a hidrólise da
gema de ovo, como características diferenciais. Adicionalmente o meio contém 15% de
piruvato de sódio como agente reparador de células injuriadas. A enumeração foi
determinada por plaqueamento direto com espalhamento do inóculo com o auxílio da alça
de Drigalsky, inversão e incubação das placas a 37 ºC por 48 horas. Foram enumeradas
todas as colônias de estafilococos presuntivos (típicas e atípicas). Posteriormente, colônias
características foram replicadas no caldo de enriquecimento Brain Heart Infusion – BHI. O
meio foi incubado a 37 ºC por 24 horas. A confirmação das colônias típicas foi
bioquimicamente comprovada através da produção de coagulase com plasma de coelho
(incubação a 37 ºC por 1-4 horas), reação de termoresistência em meio D’NAse (100 ºC por
15 minutos) e presença da catalase pelo desdobramento de peróxido de hidrogênio. O
cálculo dos resultados (NMP) considerou como culturas de Staphylococcus coagulase
positivo, aquelas que apresentaram reações positivas de coagulase, termonuclease e
catalase (APHA, 2001).
Item D4: Enumeração de coliformes a 45ºC
Utilizou-se a técnica do Número Mais Provável (NMP), indicada para a detecção de
baixas concentrações de coliformes e por apresentar maior sensibilidade do que os métodos
de plaqueamento. No teste presuntivo, foi avaliada a fermentação da lactose. Como meio de
cultura seletivo, utilizou-se o Lauryl Sulfate Broth – LSB. Este meio oferece como fonte de
carbono apenas a lactose, a qual é fermentada com produção de ácido e gás, que é

CAPÍTULO VI - ANEXOS 119
evidenciado no tubo de Durhan. O meio contém, ainda, o reagente lauril sulfato, que inibe o
crescimento da microbiota acompanhante. A incubação foi verificada a 37 ºC por 48 horas.
Para o teste confirmativo utilizou-se o meio seletivo EC Broth, com incubação a 45 ºC por 24
horas (APHA, 2001).
Item D4: Detecção de Salmonella sp.
A técnica de análise foi executada através do pré-enriquecimento de 25g da amostra
por diluição em 225ml de Lactose Broth. O meio inoculado foi incubado a 37 ºC por 24
horas. A seguir realizou-se o enriquecimento seletivo; alíquotas correspondentes a uma
alçada foram inoculadas em Selenite Cystine Broth – SC Broth e em Tetrathionate
Enrichment Broth – TTB. Os meios foram incubados a 42 ºC em banho-maria por 24 horas.
A partir do enriquecimento seletivo foram feitas estrias, com o auxílio de alça de Henly, no
Hektoen Enteric Ágar. Após incubação a 37 ºC por 24 horas, colônias de coloração azul ou
verde, com ou sem centro escuro, foram consideradas como Salmonella sp. Após o
plaqueamento seletivo, foi realizada a identificação bioquímica das colônias típicas em Triple
Sugar Iron Agar – TSI Ágar e em Lysin Iron Agar – LIA a 37 ºC por 24 horas (APHA, 2001).
Top Related