






Línguas
Páginas
Legal


UNIVERSIDADE FEDERAL DE ALFENAS
CAMPUS AVANÇADO DE POÇOS DE CALDAS
INSTITUTO DE CIÊNCIA E TECNOLOGIA
CAROLINE MORAES DA CRUZ
DÉBORAH CAROLINE DE OLIVEIRA
CARACTERIZAÇÃO REOLÓGICA DE PORCELANATOS COMO FONTES
ALTERNATIVAS DE ÁLCALIS
POÇOS DE CALDAS
2015
UNIVERSIDADE FEDERAL DE ALFENAS
CAMPUS AVANÇADO DE POÇOS DE CALDAS
INSTITUTO DE CIÊNCIA E TECNOLOGIA
CAROLINE MORAES DA CRUZ
DÉBORAH CAROLINE DE OLIVEIRA
CARACTERIZAÇÃO REOLÓGICA DE PORCELANATOS COMO FONTES
ALTERNATIVAS DE ÁLCALIS
Monografia apresentada como parte dos
requisitos para obtenção do título de Bacharel em
Engenharia Química pela Universidade Federal
de Alfenas.
Orientador: Profa. Dra. Carolina Del Roveri
Co-orientador: Profa. Dra. Sylma C. Maestrelli
POÇOS DE CALDAS
2015

FICHA CATALOGRÁFICA
C957c Cruz, Caroline Moraes da
Caracterização reológica de porcelanatos como fontes alternativas de álcalis. /
Caroline Moraes da Cruz; Déborah Caroline de Oliveira;
Orientação de Carolina Del Roveri. Poços de Caldas: 2015. 46 fls.: il.; 30 cm.
Inclui bibliografias: fls. 39-40
Trabalho de Conclusão de Curso (Graduação em Engenharia Química) –
Universidade Federal de Alfenas – Campus de Poços de Caldas, MG.
1. Porcelanato. 2. Feldspato. 3.Viscosidade. I. Oliveira, Déborah Caroline de. II. Del
Roveri, Carolina (orient.). III. Maestrelli, Sylma C (co-orient.). IV. Universidade
Federal de Alfenas – Unifal. V. Título.
CDD 664

CAROLINE MORAES DA CRUZ
DÉBORAH CAROLINE DE OLIVEIRA
CARACTERIZAÇÃO REOLÓGICA DE PORCELANATOS COMO FONTES
ALTERNATIVAS DE ÁLCALIS
A Banca examinadora abaixo assinada aprova o
Trabalho de Conclusão de Curso apresentado
como parte dos requisitos para obtenção do título
de Bacharel em Engenharia Química pela
Universidade Federal de Alfenas.
Aprovado em:
Profa. Carolina Del Roveri
Instituição: Universidade Federal de Alfenas Assinatura:
Prof. Fabiano Cabanas Navarro
Instituição: Universidade Federal de Alfenas Assinatura:
Prof. Rodolfo Foster Klein Gunnewiek
Instituição: Universidade Federal de Alfenas Assinatura:

RESUMO
O porcelanato é um tipo de placa cerâmica de revestimento que vem se destacando atualmente
por apresentar boas propriedades estéticas, como a superfície decorada, e mecânicas, como a
baixa absorção de água e elevada resistência mecânica e resistência ao ataque químico. As
matérias-primas utilizadas para a produção de porcelanato são, principalmente, a argila e o
feldspato. O feldspato é uma das matérias-primas responsáveis pela formação de fase vítrea e
fase líquida durante a queima e auxilia no desenvolvimento de baixa porosidade e elevada
resistência da peça cerâmica. Porém, o Brasil apresenta reservas de feldspato em regiões
distantes dos centros produtores, o que leva as empresas a importarem ele, fato que encarece a
produção deste produto. Dessa forma surge como alternativa a utilização de nefelina para
substituir o feldspato, total ou parcialmente, pois estes minerais apresentam características
bastante similares. Para verificar se esta substituição garantirá as mesmas propriedades ao
porcelanato, foi necessário realizar o estudo da reologia da suspensão utilizada na produção.
Nesse ínterim, torna-se fundamental o estudo da viscosidade, já que ela pode variar conforme
a quantidade de sólidos presentes, e do teor de defloculante, pois ele evita a aglomeração das
partículas. As propriedades reológicas de massas de porcelanato são importantes para nortear
os processos de cominuição e homogeneização delas em moinhos de bolas, assim como seu
armazenamento e transporte durante o processamento cerâmico. Dado o exposto, este trabalho
teve por objetivo determinar, por análise da reologia da suspensão, a quantidade ótima de
defloculante e a concentração de sólidos máxima de suspensões formuladas a partir de: 100%
Feldspato, 75% Feldspato e 25% Nefelina, 50% Feldspato e 50% Nefelina, 25% Feldspato e
75% Nefelina e 100% Nefelina, de modo a garantir a manutenção da trabalhabilidade da massa
de porcelanato em um processo via úmida. Os resultados encontrados mostraram que a
viscosidade das suspensões é aumentada pelo percentual de nefelina presente.
Palavras-chave: Porcelanato, feldspato, nefelina, viscosidade, curva de defloculação, curva de
concentração de sólidos.

ABSTRACT
The porcelain is a type of ceramic tile which has been contrasted for its good aesthetic
properties, such as the decorated surface, and mechanical properties, such as low water
absorption, high mechanical strength and high resistance to chemical attack. The raw materials
used for the porcelain production are mainly clay and feldspar. The feldspar is one of the raw
materials responsible for the formation of the glass and liquid phases during firing, which helps
the development of high strength and low porosity of the ceramic piece. However, the feldspar
reserves in Brazil are distant from the producing centers, which leads the companies to the
importation, a fact that increases the cost for its production. Thereby, the use of nepheline
emerges as an alternative to replace feldspar, wholly or partially, since both minerals have
similar characteristics. To verify whether this replacement will ensure the same properties to
porcelain, a study on the rheology of the suspension used in production must be performed.
Then, the study of viscosity becomes fundamental, given that it can vary with the amount of
solids present, in addition to the study of the deffloculant amount, since it inhibits the particle
agglomeration. The rheological properties of porcelain are important to guide the comminution
and homogenization processes in ball mills, as well as its storage and transport during ceramic
processing. Given this information, this study aims to determine, by analysis of the rheology of
the suspension, the optimum amount of dispersant and the maximum concentration of solids of
suspensions made with: 100% Feldspar, 75% Feldspar and 25% Nepheline, 50% Feldspar and
50% Nepheline, 25% Feldspar and 75% Nepheline and 100% Nepheline, so that the
maintenance of workability of porcelain in wet process is guaranteed. The results found show
the viscosity of the suspension is increased by the percentage of nepheline present.
Key words: Porcelain, feldspar, nepheline, viscosity, deffloculation curve, solids concentration
curve.

LISTA DE ILUSTRAÇÕES
Figura 1 - Tipos de fluidos ....................................................................................................... 18
Figura 2 - Distribuição de tamanho de partícula do (a) feldspato e (b) nefelina ...................... 26
Figura 3 - Curva de defloculação para a formulação com 100% feldspato .............................. 28
Figura 4 - Curva de defloculação para a formulação com 75% feldspato e 25% nefelina ....... 29
Figura 5 - Curva de defloculação para a formulação com 50% feldspato e 50% nefelina ....... 29
Figura 6 - Curva de defloculação para a formulação com 25% feldspato e 75% nefelina ....... 30
Figura 7 - Curva de defloculação para a formulação com 100% nefelina ............................... 30
Figura 8 - Curvas de defloculação das formulações testadas ................................................... 31
Figura 9 - Curva de concentração de sólidos para a formulação com 100% feldspato ............ 33
Figura 10 - Curva de concentração de sólidos para a formulação com 75% feldspato e 25%
nefelina ..................................................................................................................................... 34
Figura 11 - Curva de concentração de sólidos para a formulação com 50% feldspato e 50%
nefelina ..................................................................................................................................... 34
Figura 12 - Curva de concentração de sólidos para a formulação com 25% feldspato e 75%
nefelina ..................................................................................................................................... 35
Figura 13 - Curva de concentração de sólidos para a formulação com 100% nefelina ............ 35
Figura 14 - Curva de concentração de sólidos para as formulações testadas ........................... 36
Figura 15 - Redução no custo da matéria-prima ...................................................................... 37

LISTA DE TABELAS
Tabela 1 - Principais tipos de defloculantes ............................................................................. 20
Tabela 2 - Formulações analisadas ........................................................................................... 23
Tabela 3 - Análise química teórica ........................................................................................... 27
Tabela 4 - Curva de defloculação para as formulações ............................................................ 28
Tabela 5 - pH das formulações antes e depois da sedimentação .............................................. 32
Tabela 6 - Curva de concentração de sólidos para as formulações .......................................... 32
Tabela 7 - Redução no custo da matéria-prima ........................................................................ 37

SUMÁRIO
1. INTRODUÇÃO ................................................................................................................... 11
2. OBJETIVO ........................................................................................................................... 12
3. REVISÃO BIBLIOGRÁFICA ............................................................................................. 13
3.1. Porcelanato .................................................................................................................... 13
3.1.1. Propriedades do Porcelanato .................................................................................. 13
3.1.2. Matérias-Primas ...................................................................................................... 14
3.2. Reologia ......................................................................................................................... 16
3.2.1. Viscosidade ............................................................................................................. 16
3.2.2. Principais Comportamentos .................................................................................... 17
3.3. Defloculantes ................................................................................................................. 19
3.3.1. Estabilização Eletrostática ...................................................................................... 20
3.3.2. Estabilização Estérica ............................................................................................. 21
3.3.3. Estabilização Eletrostérica ...................................................................................... 21
3.4. Nefelina ......................................................................................................................... 22
4. METODOLOGIA ................................................................................................................. 23
4.1. Parte A: Curva de Consumo de Defloculante das Suspensões ...................................... 24
4.2. Parte B: Concentração Crítica de Sólidos ...................................................................... 25
5. RESULTADOS E DISCUSSÃO ......................................................................................... 26
5.1. Matéria-Prima ................................................................................................................ 26
5.2. Curva de Defloculação .................................................................................................. 27
5.2. Curva de Concentração de Sólidos ................................................................................ 32
5.3. Análise da Viabilidade Econômica da Substituição das Matérias-primas .................... 36
6. CONCLUSÃO ...................................................................................................................... 39
REFERÊNCIAS ....................................................................................................................... 40
APÊNDICE A – Resultados de Distribuição de Tamanho de Partícula................................... 42

11
1. INTRODUÇÃO
O porcelanato é uma placa cerâmica de revestimento, que possui excelentes
características técnicas (SANCHEZ et al, 2001), e recebe este nome por apresentar semelhanças
nas características técnicas com relação à porcelana (MENEGAZZO, 2001). A crescente
procura por esse material é devida às suas propriedades técnicas, como resistência mecânica, e
estéticas, por poder apresentar uma superfície decorada conforme a aplicação desejada.
O porcelanato é constituído de diferentes matérias-primas, sendo que a principal delas
é o feldspato, responsável pelo estabelecimento das fases vítrea e líquida durante a queima, o
que garante sua baixa porosidade e alta resistência, característica fundamental ao porcelanato.
O consumo de feldspato vem crescendo anualmente, sendo que em 2011 esse valor foi de
327.706 toneladas. As principais reservas no Brasil encontram-se nos estados de Minas Gerais,
São Paulo e Paraná, além de Santa Catarina, Rio Grande do Norte, Paraíba, Bahia, Pernambuco
e Espírito Santo. No entanto, o feldspato adequado à produção de porcelanato é encontrado,
principalmente, no Nordeste (Paraíba e Rio Grande do Norte), resultando em alto preço devido
ao frete (PEREIRA JÚNIOR, 2012).
Como alternativa, tem-se a possibilidade de utilização da nefelina em substituição ao
feldspato, devido às propriedades serem similares. Desta forma, torna-se interessante a análise
das propriedades das massas cerâmicas de porcelanato substituindo total ou parcialmente o
feldspato por nefelina, visando a manutenção da qualidade atual do produto. A análise das
propriedades das formulações tem início no estudo da reologia da massa do porcelanato.
12
2. OBJETIVO
O objetivo geral deste trabalho foi a avaliação do potencial de uso da nefelina como
substituinte do feldspato na formulação de porcelanatos, comparando resultados de ensaios
reológicos. Para tal, os objetivos específicos deste trabalho envolveram:
Estudo das principais matérias-primas componentes do porcelanato, suas funções e
propriedades;
Estudo das propriedades reológicas do porcelanato convencional;
Estudo da reologia e sua influência nas propriedades do material;
Estudo da nefelina, suas funções e propriedades;
Execução de testes reológicos para análise da influência da nefelina na massa de
porcelanato.
13
3. REVISÃO BIBLIOGRÁFICA
3.1. Porcelanato
A ABNT NBR 15463 classifica o porcelanato como uma cerâmica de revestimento
fabricada por prensagem a seco com absorção de água inferior a 0,5%, o que enquadra o
porcelanato no grupo de absorção Bla1 (MENEGAZZO, 2001). Quando o porcelanato começou
a ser produzido eram cerâmicas não esmaltadas, contudo, o mercado passou a exigir peças cada
vez mais sofisticadas, assim passou-se a produzir o porcelanato esmaltado (MENEGAZZO,
2001). Dessa forma, os porcelanatos foram classificados em três tipos, de acordo com o seu
acabamento: natural (peças rústicas), esmaltados (apresentam uma camada superficial de
vidrado) e polidos (superfície brilhante e lisa) (HOFFMANN, 2011).
O porcelanato é composto por uma mistura de materiais, como por exemplo argila,
feldspato e caulim. Depois da queima o porcelanato apresentará uma coloração branca caso
possua baixa quantidade de óxidos cromóforos (HOFFMANN, 2011).
3.1.1. Propriedades do Porcelanato
A utilização de porcelanatos vem crescendo ao longo dos anos devido à beleza e
principalmente às propriedades que o porcelanato possui. Umas das características mais
importantes é que os porcelanatos apresentam baixa absorção de água, que é de 0,1% em
porcelanatos técnicos, aqueles que tem elevada resistência mecânica e de 0,5% em porcelanatos
esmaltados (HOFFMANN, 2011). As demais características são:
Elevada resistência mecânica: alta dureza e alta resistência ao choque, o que permite
que o porcelanato possua baixa espessura;
Elevada resistência ao ataque químico: resistência a ácidos e álcalis, o que possibilita
seu uso em laboratórios e indústrias;
Alta resistência à abrasão: é um indicador da durabilidade do porcelanato, pode ser
superficial (quando são esmaltados) ou profunda (quando não são esmaltados), ideal
para locais com alto tráfego, como comércio e indústrias;
1 De acordo com as normas ABNT NBR 13817 e 15463, os revestimentos cerâmicos podem ser classificados como
A (extrudados), B (prensados) ou C (outros); ainda, essas classes se subdividem de acordo com a faixa de absorção
de água da peça. O grupo 1a, no qual o porcelanato se encaixa, apresenta tolerância de absorção de água de até
0,5%. Dessa forma, o grupo de uma peça de porcelanato prensada é B1a.

14
Impermeabilidade: baixa absorção de água, resistência à formação de manchas e
facilidade na limpeza (HOFFMANN, 2011).
Além de todas estas características, o porcelanato permite uma facilidade de
manutenção, além de apresentar aspectos estéticos positivos como a uniformidade de cores e as
diversas possibilidades de decoração (MENEGAZZO, 2001).
3.1.2. Matérias-Primas
A escolha de matérias-primas ideais para a produção de porcelanato é um desafio
inerente à sua produção, pois o controle de qualidade garante que o lote seja homogêneo e
atenda às especificações para que as variações durante a fusão da composição e diferentes
tonalidades sejam evitadas (MENEGAZZO, 2001).
A composição da mistura de matérias-primas que compõem o porcelanato apresenta
uma variação no percentual de argila e caulim (de 30-50% em peso) e a mesma proporção
anterior de feldspato; o ideal é que o teor de óxido de ferro presente seja baixo para que o
produto formado seja o mais branco possível a fim de que a adição de pigmentos seja eficaz na
coloração das peças (SANCHEZ et al, 2001). No decorrer da queima, os minerais alcalinos,
como o feldspato, formam uma fase líquida em grande quantidade, que penetra nos poros
presentes eliminando-os por forças de capilaridade, tendo que a viscosidade da fase líquida
tende a diminuir com o aumento da temperatura (SANCHEZ et al, 2001).
As principais matérias-primas utilizadas são:
Argila
As argilas podem apresentar diferenças significativas em seus componentes, o que faz
com que a plasticidade seja dependente da composição mineralógica. Sua granulometria é a
mais fina presente na massa de porcelanato, a resistência mecânica e a densidade a verde da
peça tendem a aumentar com o aumento da quantidade de argila presente. A argila é responsável
por garantir características reológicas ideais à massa bem como características de plasticidade
e fundentes, além de conferir resistência mecânica e garantir uma coloração clara do produto
após a queima (MENEGAZZO, 2001).
Os componentes da argila podem alterar suas propriedades: quanto menor a quantidade
de sílica (SiO2) maior será sua plasticidade; quanto maior for o percentual de alumina (Al2O3),
menor será a plasticidade; o óxido de ferro (Fe2O3) pode alterar a coloração da peça para tons

15
mais escuros, é uma impureza colorante que deve apresentar o menor teor possível; os óxidos
de magnésio e cálcio (MgO e CaO), são modificadores do poder de fusão mas também podem
afetar a coloração do produto, portanto seu teor deve ser baixo; entre outros (MENEGAZZO,
2001).
Caulim
É um minério constituído de silicatos hidratados de alumínio, como a caulinita
(Al2O3.2SiO2.2H2O). A alumina presente pode participar da reação de vitrificação, regular o
seu equilíbrio e formar uma fase vítrea sílico-aluminosa, ou formar mulita (formato de agulha),
que contribui para que haja aumento da resistência mecânica (HOFFMANN, 2011).
O caulim também pode aumentar a plasticidade e conferir uma tonalidade mais branca
à massa, contudo um teor superior a 10% acarreta problemas na prensagem e diminui a
resistência mecânica e a densidade a verde (MENEGAZZO, 2001).
Feldspato
Os feldspatos alcalinos são responsáveis pela redução da temperatura de queima do
porcelanato, é a matéria-prima mais cara compondo a massa e é utilizada em percentuais que
variam de 35 a 50% (MENEGAZZO, 2001).
Um elevado percentual de álcalis é necessário para o porcelanato, pois promove a
formação da fase líquida durante a queima, proporcionando o processo de densificação que
contribui para a redução da porosidade do produto final, aumentando sua resistência mecânica
(HOFFMANN, 2011).
A fusão do feldspato acontece entre 1150 e 1175ºC. Na escolha do feldspato deve-se
considerar a fusão e as impurezas presentes como os óxidos colorantes para que não haja uma
coloração indesejada na peça finalizada (MENEGAZZO, 2001).
Quartzo
O quartzo pode proporcionar a formação de mulita (3Al2O3.2SiO2) pelo equilíbrio entre
sílica e alumina, além de reduzir a retração do sistema e consequentes deformações
(HOFFMANN, 2011).

16
Talco
Tem como função proporcionar o aumento da fusibilidade do meio para que seja
formado um eutético com o feldspato. Melhora a resistência ao manchamento e à ruptura por
flexão (HOFFMANN, 2011).
3.2. Reologia
A Reologia é a ciência que estuda o fluxo dos materiais e a sua deformação quando
submetidos a uma solicitação mecânica externa. Seu conhecimento é necessário, por exemplo,
quando da seleção de equipamentos para transporte de sistemas cerâmicos (REED, 1988). Para
líquidos isotrópicos, a deformação não depende da direção de aplicação da solicitação
mecânica. Nesses casos, a relação entre tensão e deformação é simples e pode ser descrita pela
lei de Newton. Outros fluidos, porém, tais como suspensões, apresentam características
reológicas mais complexas, tornando necessário considerar outras variáveis ao analisar seus
comportamentos (PANDOLFELLI et al, 2000).
3.2.1. Viscosidade
A fim de determinar o comportamento reológico de qualquer fluido, independentemente
do grau de complexidade, usa-se a relação entre a tensão aplicada (τ) e a deformação do fluido
(γ). Haja vista que o fluido, ao contrário dos sólidos, se deforma continuamente conforme a
tensão é aplicada, torna-se necessário descrever a deformação do material com o tempo (�̇�)
(PANDOLFELLI et al, 2000).
Os fluidos mais simples podem ser descritos pela lei de Newton, baseada no modelo de
lâminas de fluido movendo-se em velocidades distintas. Nesse modelo, tem-se que a taxa de
deformação é equivalente ao gradiente de velocidade (PANDOLFELLI et al, 2000), conforme
pode ser visto na Equação (1):
�̇� =𝑑𝑣
𝑑𝑥 , (1)
em que �̇� é a taxa de cisalhamento e 𝑑𝑣 𝑑𝑥⁄ é o gradiente de velocidade ao longo da distância
dx.

17
Para os fluidos Newtonianos, observa-se que a tensão de cisalhamento é proporcional à
taxa de cisalhamento; a constante de proporcionalidade é conhecida como viscosidade do fluido
(𝜂𝐿), conforme Equação (2) (REED, 1988):
𝜏 = 𝜂𝐿𝑑𝑣
𝑑𝑥= 𝜂𝐿�̇� , (2)
em que 𝜏 é a tensão de cisalhamento e 𝜂𝐿 é a viscosidade do fluido.
A viscosidade é uma importante propriedade reológica do fluido, e indica a resistência
ao fluxo devido ao atrito interno entre as moléculas do fluido. Para os fluidos Newtonianos, tais
como suspensões diluídas e grande parte dos líquidos puros, a viscosidade é uma característica
intrínseca que depende apenas da temperatura e da pressão. No entanto, grande parte dos fluidos
de interesse não apresenta a proporcionalidade acima e, para estes fluidos, deve-se considerar
outras variáveis (REED, 1988; PANDOLFELLI et al, 2000).
3.2.2. Principais Comportamentos
Existem várias características a serem consideradas em suspensões mais concentradas,
além da temperatura e pressão, tais como concentração volumétrica de sólidos, distribuição
granulométrica das partículas e tipo de interação entre as partículas, entre outros. Para o caso
em que seja adicionado dispersante, deve-se considerar ainda a concentração de moléculas
dispersantes no meio líquido, peso molecular e conformação espacial da molécula de
dispersante, além da espessura da camada de dispersante adsorvida em torno das partículas da
suspensão (PANDOLFELLI et al, 2000).
O comportamento reológico das suspensões pode variar de acordo com o tempo ou não.
Para os comportamentos independentes do tempo, tem-se a pseudoplasticidade e dilatância,
enquanto que para os comportamentos dependentes do tempo tem-se a tixotropia e a reopexia.
Pode-se ainda existir algumas variações dos comportamentos básicos independentes do tempo,
para os casos em que o fluido requeira uma tensão mínima de escoamento para iniciar o fluxo.
Neste caso, tem-se também os fluidos Newtonianos com tensão de escoamento (fluido de
Bingham), pseudoplástico com tensão de escoamento e dilatante com tensão de escoamento
(REED, 1988), como indicado na Figura 1.

18
Figura 1 - Tipos de fluidos (Fonte: PERES; VIEIRA, 2012)
Pseudoplasticidade
Para líquidos e soluções de moléculas grandes ou suspensões contendo partículas
anisométricas não atrativas, pode haver orientação parcial das partículas durante o fluxo
laminar. Neste caso, se a orientação reduzir a resistência ao cisalhamento, a viscosidade
aparente da solução ou suspensão diminui com o aumento da taxa de cisalhamento. Tal
comportamento é descrito como pseudoplástico (REED, 1988).
O comportamento pseudoplástico é causado, principalmente, pela interação atrativa
entre as partículas. Suspensões contendo partículas com alta área superficial também são mais
propensas a pseudoplasticidade, devido à formação de pequenos aglomerados. Os aglomerados
fracos são os responsáveis pelo aparecimento da pseudoplasticidade, visto que sua estrutura
porosa absorve parte da água destinada à separação das partículas, aumentando a viscosidade
da solução. Quando submetida a uma tensão de cisalhamento, no entanto, os aglomerados
tendem a se soltar e liberam a água, diminuindo, desta forma, a viscosidade aparente da solução
(PANDOLFELLI et al, 2000).
Dilatância
Para suspensões defloculadas altamente concentradas, e também suspensões de
concentração moderada contendo aglomerados grandes, é comum encontrar o comportamento
dilatante (REED, 1988).
Neste caso, as partículas ficam bem empacotadas e, para que haja escoamento, o meio
líquido deve fluir por canais muito estreitos entre as partículas. Embora esse fator não influencie
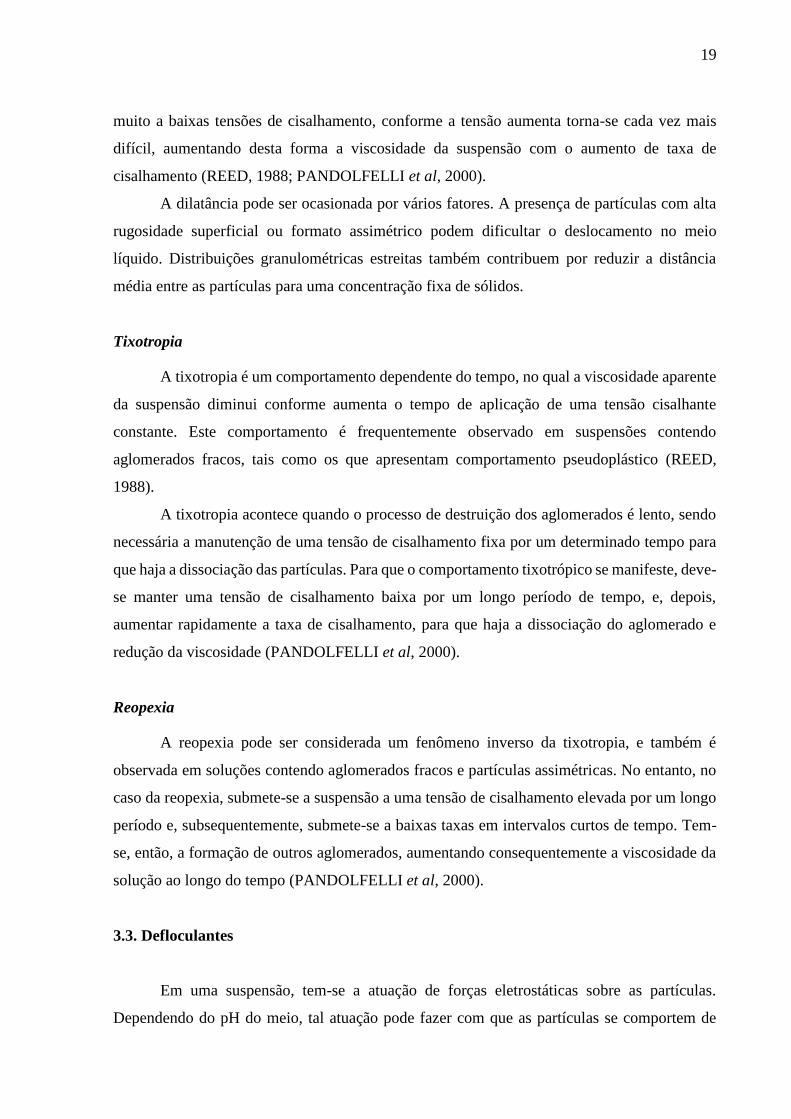
19
muito a baixas tensões de cisalhamento, conforme a tensão aumenta torna-se cada vez mais
difícil, aumentando desta forma a viscosidade da suspensão com o aumento de taxa de
cisalhamento (REED, 1988; PANDOLFELLI et al, 2000).
A dilatância pode ser ocasionada por vários fatores. A presença de partículas com alta
rugosidade superficial ou formato assimétrico podem dificultar o deslocamento no meio
líquido. Distribuições granulométricas estreitas também contribuem por reduzir a distância
média entre as partículas para uma concentração fixa de sólidos.
Tixotropia
A tixotropia é um comportamento dependente do tempo, no qual a viscosidade aparente
da suspensão diminui conforme aumenta o tempo de aplicação de uma tensão cisalhante
constante. Este comportamento é frequentemente observado em suspensões contendo
aglomerados fracos, tais como os que apresentam comportamento pseudoplástico (REED,
1988).
A tixotropia acontece quando o processo de destruição dos aglomerados é lento, sendo
necessária a manutenção de uma tensão de cisalhamento fixa por um determinado tempo para
que haja a dissociação das partículas. Para que o comportamento tixotrópico se manifeste, deve-
se manter uma tensão de cisalhamento baixa por um longo período de tempo, e, depois,
aumentar rapidamente a taxa de cisalhamento, para que haja a dissociação do aglomerado e
redução da viscosidade (PANDOLFELLI et al, 2000).
Reopexia
A reopexia pode ser considerada um fenômeno inverso da tixotropia, e também é
observada em soluções contendo aglomerados fracos e partículas assimétricas. No entanto, no
caso da reopexia, submete-se a suspensão a uma tensão de cisalhamento elevada por um longo
período e, subsequentemente, submete-se a baixas taxas em intervalos curtos de tempo. Tem-
se, então, a formação de outros aglomerados, aumentando consequentemente a viscosidade da
solução ao longo do tempo (PANDOLFELLI et al, 2000).
3.3. Defloculantes
Em uma suspensão, tem-se a atuação de forças eletrostáticas sobre as partículas.
Dependendo do pH do meio, tal atuação pode fazer com que as partículas se comportem de
20
duas maneiras diferentes. Geralmente, para as massas de porcelanato, em meio ácido as
partículas se atraem e tem-se a floculação, enquanto que em meio básico as partículas se
repelem, causando a defloculação (TOZZI, 2008).
Os defloculantes tem a função de repelir as partículas umas das outras, inibindo desta
forma a aglomeração de partículas e causando uma redução na viscosidade aparente. A
determinação da quantidade de defloculante a ser utilizada, levando-se em conta as
características do meio, é necessária para que seja fixado o ponto ótimo de defloculação
(ZSCHIMMER & SCHWARZ, 2015).
Os mecanismos através dos quais os defloculantes agem são diversos, destacando-se
(TOZZI, 2008):
a. Mudança de pH, de ácido para básico, pela adição de uma base ou por hidrólise;
b. Troca iônica dos cátions presentes na dupla camada das partículas por cátions alcalinos;
c. Eliminação dos íons floculantes presentes na solução, por exemplo, via precipitação.
Os principais tipos de defloculantes podem ser vistos na Tabela 1.
Tabela 1 - Principais tipos de defloculantes (Fonte: TOZZI, 2008)
Orgânicos Inorgânicos
Ácido húmico e derivados Carbonatos de sódio e potássio
Lignossulfonatos alcalinos Hidróxidos de sódio e potássio
Compostos taninos Silicatos de sódio
Poliacrilatos e derivados acrílicos Fosfatos e polifosfatos
Policarbonatos Oxalatos de sódio e amônio
Citrato de sódio
Goma arábica
Na-CMC de baixa viscosidade
Os tipos de estabilização de coloides são, principalmente, eletrostática, estérica ou
eletrostérica.
3.3.1. Estabilização Eletrostática
O conceito de estabilização eletrostática leva em consideração o efeito da dupla camada
elétrica de partículas. Na superfície das partículas, tem-se a interrupção dos planos
cristalográficos, e os átomos na superfície ficam disponíveis para realizarem ligações a fim de
completar o octeto e ficarem estáveis. Desta forma, a superfície das partículas fica carregada
21
eletricamente e, quando a partícula é dispersa em um fluido, há a formação de uma nuvem de
cargas elétricas ao seu redor, denominada dupla camada elétrica (CERRUTTI, 2005).
Quando duas partículas se aproximam, tem-se a atuação das Forças atrativas de Van der
Waals e a repulsão ocasionada pela dupla camada elétrica. Quando a repulsão é superior à
atração, tem-se a estabilização eletrostática. (CERRUTI, 2005; ZSCHIMMER & SCHWARZ,
2015).
Uma característica típica da defloculação eletrostática refere-se à acentuada diminuição
dos níveis de viscosidade; entretanto, caso o defloculante continue a ser adicionado ao sistema,
observa-se um aumento mais rápido na viscosidade; ou seja, a defloculação eletrostática
permite que se atinja os menores níveis de viscosidade, mas flutuações do teor de defloculante
podem aumentar rapidamente os valores dessa viscosidade. Como exemplos de defloculantes
que agem com mecanismo de estabilização eletrostática, pode-se citar o silicato de sódio,
hidróxidos alcalinos e carbonatos alcalinos (TOZZI, 2008).
3.3.2. Estabilização Estérica
A estabilização estérica ocorre devido à adsorção de moléculas poliméricas sobre a
partícula, causando impedimento estérico. As moléculas de polieletrólitos adsorvem sobre a
partícula, nos sítios nos quais eles têm maior afinidade, e o restante da cadeia polimérica se
projeta na solução. A espessura deve ser adequada a fim de inibir as forças atrativas de Van der
Waals, desta forma estabilizando a solução. Caso a quantidade de defloculante utilizada não for
devidamente calculada, pode haver o entrelaçamento de partes da cadeia polimérica formando
uma espécie de alça. Desta forma, pode haver a aglomeração de partículas, resultando em efeito
contrário ao desejado (CERRUTTI, 2005).
A defloculação estérica, se comparada à eletrostática, não permite que se atinja níveis
tão baixos de viscosidade, mas pequenas alterações no teor adicionado de defloculante não
ocasionam mudanças tão rápidas (aumento) na viscosidade. Exemplos de defloculante de
estabilização estérica são os lignossulfonatos alcalinos, compostos taninos e ácido húmico e
derivados (TOZZI, 2008).
3.3.3. Estabilização Eletrostérica
A estabilização eletrostérica se dá pela combinação dos mecanismos eletrostático e
estérico, uma vez que o polímero ou polieletrólito modifica o perfil da camada dupla elétrica
22
ao se adsorver na partícula, além de suas propriedades superficiais, levando à estabilidade da
solução (CERRUTI, 2005).
A grande vantagem da estabilização eletrostérica é que, para fins práticos, consegue-se
atingir níveis de viscosidade mais baixos (influência do defloculante eletrostático), que
perduram por mais tempo (influência do defloculante estérico). Por exemplo, os poliacrilatos,
polifosfatos e policarbonatos alcalinos são defloculantes que atuam com mecanismo de
estabilização eletrostérica (TOZZI, 2008).
3.4. Nefelina
A nefelina (NaAlSiO4) pertence ao grupo dos feldspatoides, é um mineral
aluminossilicato de sódio, um constituinte importante na formação de rochas com baixa
quantidade de sílica, do grupo das rochas alcalinas. Apresenta dureza de 6 na escala Mohs,
possui clivagem perfeita, fratura irregular e é translúcida, tais propriedades se assemelham às
propriedades do feldspato. A maior parte das nefelinas apresenta composição química próxima
de Na3K(SiAlO4), que é considerada um composto de ordenação intermediária no sistema
binário NaAlSiO4-KAlSiO4. (DEER; HOWIE; ZUSSMAN, 2008).
Geralmente, a obtenção de nefelina é feita a partir de nefelina sienito, que é uma rocha
ígnea com grande quantidade de feldspatos sódicos e potássicos (álcalis). Ela apresenta uma
quantidade praticamente nula de quartzo livre e possui minerais ferromagnesianos (DEL
ROVERI et al, 2013). A região de Poços de Caldas apresenta grande disponibilidade dessa
matéria-prima.
O nefelina sienito possui composição feldspatoidica, pois apresenta de 80 a 95% de
feldspatos e feldspatoides em sua totalidade; normalmente a nefelina compreende de 20 a 30%
da constituição da rocha (VOLKMANN, 2004).
Por apresentar propriedades semelhantes ao feldspato bem como possuir um elevado
teor de alumina, o nefelina sienito é um substituto importante do feldspato na indústria
cerâmica, a grande quantidade de álcalis presente gera a redução da fusibilidade e possibilita a
sinterização das peças a temperaturas mais baixas. Contudo, a presença de óxidos de ferro e
magnetita é uma dificuldade da utilização do nefelina sienito pois são os responsáveis por uma
coloração indesejada para as peças de porcelanato, assim é preciso que os teores destes
compostos sejam baixos e que seja feita a separação magnética (SAMPAIO, FRANÇA e
BRAGA, 2008).
23
4. METODOLOGIA
Nesse trabalho, estudou-se o efeito da adição de nefelina em substituição ao feldspato,
tendo sido elaboradas 5 formulações diferentes, fixando-se os percentuais dos outros
componentes:
Formulação 1: 100% Feldspato
Formulação 2: 75% Feldspato e 25% Nefelina
Formulação 3: 50% Feldspato e 50% Nefelina
Formulação 4: 25% Feldspato e 75% Nefelina
Formulação 5: 100% Nefelina
Os cálculos foram feitos com base em formulações encontradas em bibliografia
(BAUCIA JR. et al, 2010); as formulações obtidas estão relacionadas na Tabela 2. As matérias-
primas usadas nesse estudo são comumente utilizadas na formulação de porcelanatos e já
estavam beneficiadas, tendo sido obtidas por doação pela Mineração Curimbaba e Endeka
Ceramics. Como defloculante, utilizou-se o silicato de sódio, visto que esse é o defloculante
mais utilizado na produção de porcelanatos, e também é mais barato. O silicato de sódio atua
com o mecanismo de estabilização eletrostática.
Tabela 2 - Formulações analisadas (Fonte: autores)
Matéria-Prima Formulações
1 2 3 4 5
Quartzo 35,0 % 35,0 % 35,0 % 35,0 % 35,0 %
Feldspato 35,0 % 26,3 % 17,5 % 8,8 % 0,0 %
Nefelina Sienito 0,0 % 8,8 % 17,5 % 26,3 % 35,0 %
Argila 25,0 % 25,0 % 25,0 % 25,0 % 25,0 %
Calcita 3,0 % 3,0 % 3,0 % 3,0 % 3,0 %
Zircônio Zirconita 2,0 % 2,0 % 2,0 % 2,0 % 2,0 %
Para a realização da caracterização reológica básica das suspensões estudadas foram
realizados os ensaios de Curva de Consumo de Defloculante ou Curva de Defloculação e ensaio
de Determinação da Concentração Crítica de Sólidos ou Curva de Concentração de Sólidos.
Realizou-se também a Determinação da Distribuição de Tamanho de Partícula das matérias-
primas utilizadas nesse estudo; utilizou-se para tal o equipamento Malvern Mastersizer 2000.
Este ensaio foi realizado na empresa Endeka Ceramics. As amostras em estudo foram
encaminhadas para a realização de análises químicas e mineralógicas; porém, as mesmas não
ficaram prontas a tempo de serem apresentadas neste documento.

24
4.1. Parte A: Curva de Consumo de Defloculante das Suspensões
Inicialmente foram efetuados os cálculos para a obtenção do valor das massas dos
componentes a serem utilizados nas suspensões cerâmicas, bem como o volume de água a ser
acrescentado e as porcentagens reais de sólidos contidas nas mesmas. O volume total
estabelecido para as suspensões foi de 300 ml; foram adotados como valores de massa
específica real e massa específica aparente os valores de 2,65 g/cm³ e 1,70 g/cm³,
respectivamente (valores usuais para uma massa de porcelanato industrial) (BIFFI, 2002). O
volume de água a ser adicionado na suspensão foi calculado como 201,5 ml, utilizando-se a
Equação (3):
𝑉𝐻2𝑂 = 𝑉𝑠 (𝜌𝑟 − 𝜌𝑎
𝜌𝑟 − 1) (3)
em que VH2O é o volume de água, Vs é o volume de sólidos, 𝜌r é a massa específica real e 𝜌a é
a massa específica aparente.
Com os valores adotados, foi calculada a massa total de sólidos (𝑀𝑠𝑒𝑐𝑎) a ser utilizada
como 393,5 g para a composição da formulação, através da Equação (4):
𝑀𝑠𝑒𝑐𝑎 = 𝑉𝑠. 𝜌𝑟 (𝜌𝑎 − 1
𝜌𝑟 − 1) . (4)
A porcentagem real de sólidos (%𝑠𝑜𝑙) contida nas suspensões foi calculada pela
Equação (5), sendo obtido o valor de 66,13%:
%𝑠𝑜𝑙 = (𝑀𝑠𝑒𝑐𝑎
𝑀ú𝑚𝑖𝑑𝑎) . 100 (5)
sendo,
𝑀ú𝑚𝑖𝑑𝑎 = 𝑉𝑠. 𝜌𝑎 (6)

25
Os componentes da formulação foram pesados em uma balança analítica Digimed
modelo DG-5000, com precisão de 0,1 cP. Após a pesagem, os componentes receberam a
quantidade previamente calculada de água para a obtenção da suspensão e seguiram para um
moinho tipo periquito (moinho planetário) modelo MA360/P, onde passaram por uma
homogeneização pelo período de aproximadamente 10 minutos.
Uma vez homogeneizada, a suspensão foi retirada do moinho e uma fração foi separada
e acomodada em um béquer de 100 ml, sendo levada a um viscosímetro rotacional Fungilab
para a realização da primeira parte dos ensaios. Foi utilizado o spindle R6 do equipamento e o
viscosímetro foi ajustado para 100 rpm, em medições de 2 minutos.
Foi realizada a medição da viscosidade inicial da suspensão analisada, em seguida, cada
medição foi obtida adicionando-se uma gota do defloculante silicato de sódio à suspensão. As
medidas foram realizadas até a estabilização dos valores obtidos pelo equipamento. O
procedimento foi repetido duas vezes para cada formulação.
4.2. Parte B: Concentração Crítica de Sólidos
Para a segunda parte da caracterização reológica, foi preparada uma suspensão contendo
os mesmos valores em massa e água utilizados na primeira parte do experimento (para o ponto
ótimo, de menor viscosidade), sendo acrescentada a quantidade de defloculante silicato de sódio
considerada ótima de acordo com a análise realizada no mesmo. A suspensão foi levada ao
viscosímetro, onde foi medida sua viscosidade inicial e, posteriormente, as viscosidades
contendo um aumento na ordem de 3% por vez na porcentagem de sólidos, calculada segundo
a Equação (5). O procedimento foi repetido até que a viscosidade da suspensão não pudesse
mais ser medida pelo aparelho, sendo realizado para as cinco formulações analisadas e
anotando-se todos os dados para as análises posteriores. O procedimento foi repetido duas vezes
para cada formulação.

26
5. RESULTADOS E DISCUSSÃO
5.1. Matéria-Prima
Na Tabela 3 estão relacionadas as análises químicas teóricas médias de matérias-primas,
semelhantes às utilizadas nesse estudo. Na Figura 2 encontram-se os gráficos obtidos de
distribuição de tamanho de partícula para o feldspato e para a nefelina, uma vez que nestas
matérias-primas concentram-se as principais diferenças observadas. Os resultados obtidos no
Malvern para as demais matérias-primas estão dispostos no Apêndice A.
(a)
(b)
Figura 2 - Distribuição de tamanho de partícula do (a) feldspato e (b) nefelina
(Fonte: autores – ensaio realizado em empresa parceira)
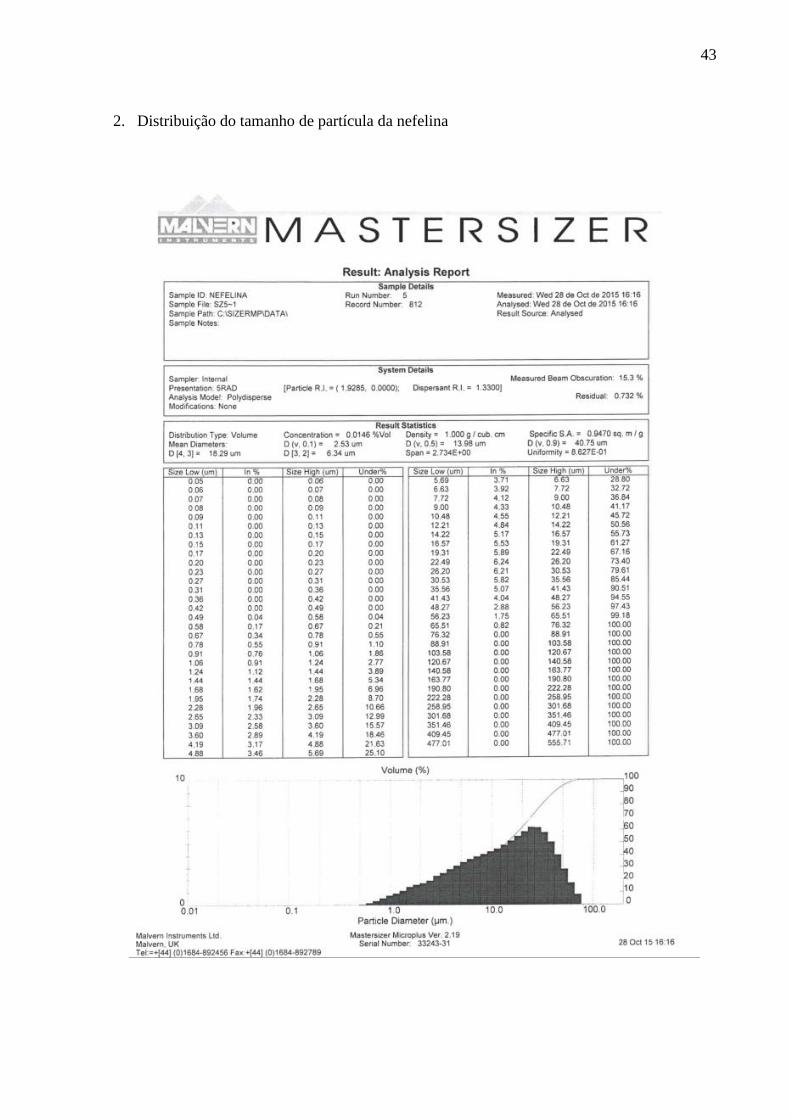
Observa-se que a distribuição do tamanho de partícula para as duas matérias-primas é
bastante distinta, sendo que a nefelina apresenta maior tamanho médio de partículas que o
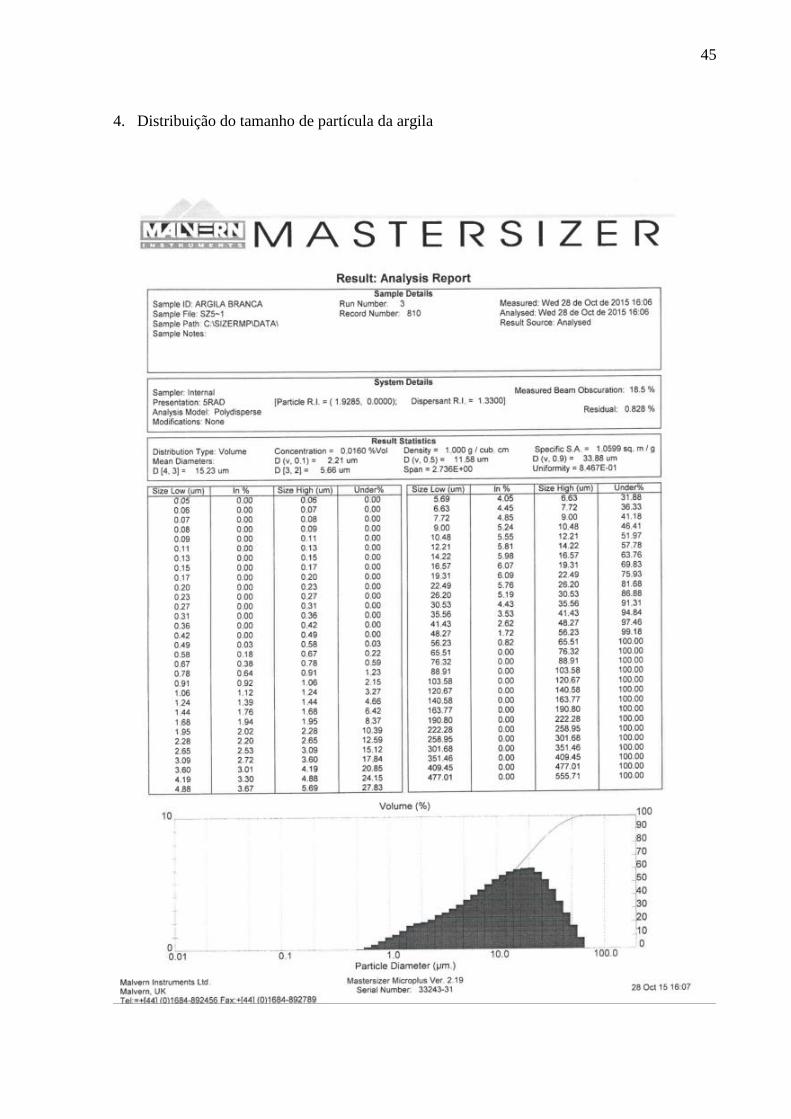
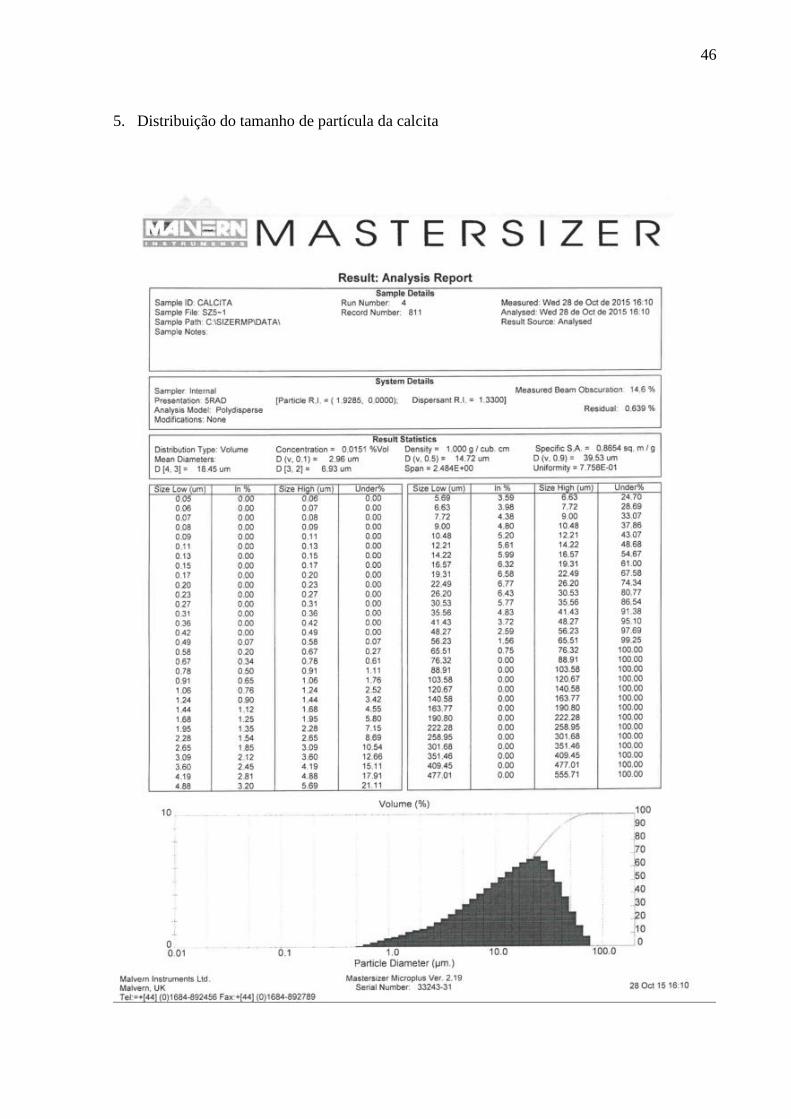
feldspato, além de uma tendência monomodal. Para as demais matérias-primas, cujos resultados
são apresentados no Apêndice A, verifica-se distribuição bastante similar, em função do
beneficiamento sofrido (moagem/micronização).
27
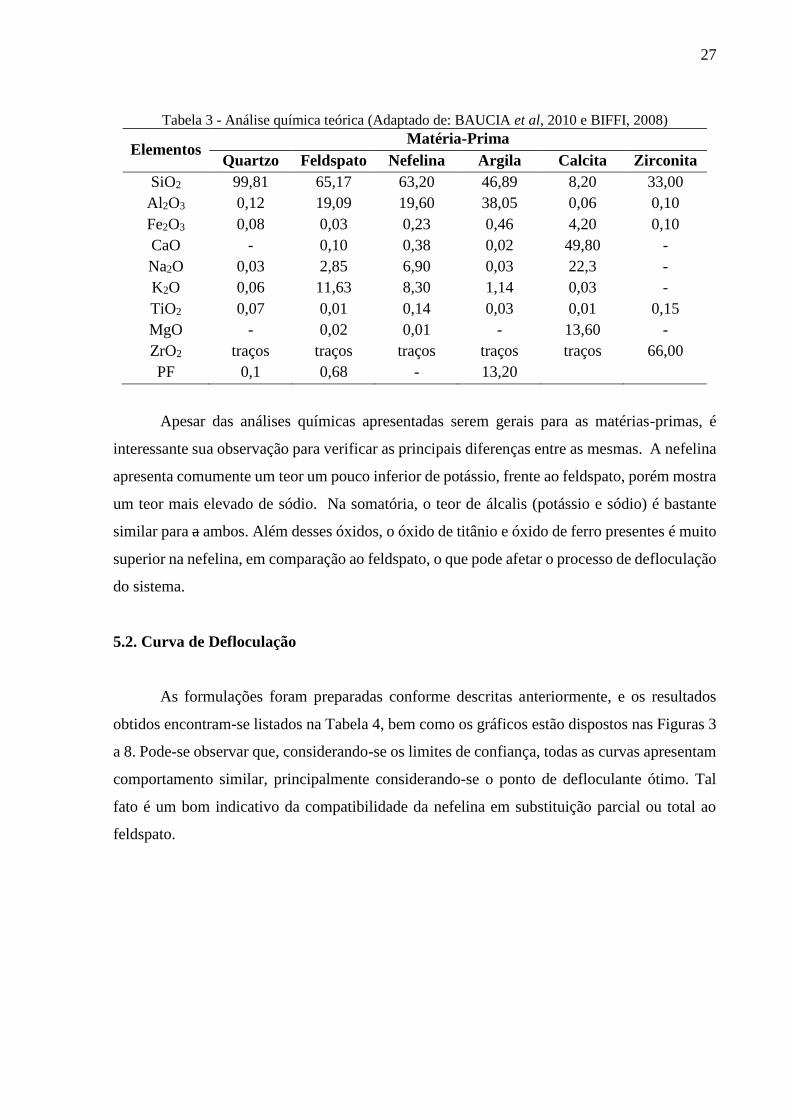
Tabela 3 - Análise química teórica (Adaptado de: BAUCIA et al, 2010 e BIFFI, 2008)
Elementos Matéria-Prima
Quartzo Feldspato Nefelina Argila Calcita Zirconita
SiO2 99,81 65,17 63,20 46,89 8,20 33,00
Al2O3 0,12 19,09 19,60 38,05 0,06 0,10
Fe2O3 0,08 0,03 0,23 0,46 4,20 0,10
CaO - 0,10 0,38 0,02 49,80 -
Na2O 0,03 2,85 6,90 0,03 22,3 -
K2O 0,06 11,63 8,30 1,14 0,03 -
TiO2 0,07 0,01 0,14 0,03 0,01 0,15
MgO - 0,02 0,01 - 13,60 -
ZrO2 traços traços traços traços traços 66,00
PF 0,1 0,68 - 13,20
Apesar das análises químicas apresentadas serem gerais para as matérias-primas, é
interessante sua observação para verificar as principais diferenças entre as mesmas. A nefelina
apresenta comumente um teor um pouco inferior de potássio, frente ao feldspato, porém mostra
um teor mais elevado de sódio. Na somatória, o teor de álcalis (potássio e sódio) é bastante
similar para a ambos. Além desses óxidos, o óxido de titânio e óxido de ferro presentes é muito
superior na nefelina, em comparação ao feldspato, o que pode afetar o processo de defloculação
do sistema.
5.2. Curva de Defloculação
As formulações foram preparadas conforme descritas anteriormente, e os resultados
obtidos encontram-se listados na Tabela 4, bem como os gráficos estão dispostos nas Figuras 3
a 8. Pode-se observar que, considerando-se os limites de confiança, todas as curvas apresentam
comportamento similar, principalmente considerando-se o ponto de defloculante ótimo. Tal
fato é um bom indicativo da compatibilidade da nefelina em substituição parcial ou total ao
feldspato.

28
Tabela 4 - Curva de defloculação para as formulações (Fonte: autores)
Defloculante
(%)
Viscosidade (cP)
1 2 3 4 5
0,46 1542,8 ± 366,6 1977,7 ± 467,1 1711,7 ± 807,1 3195,2±1512,6 2459,6±1059,8
0,51 618,8 ± 64,1 1031,3 ± 805,5 1115,0 ± 829,2 1822,3±1386,3 1325,2 ± 746,8
0,56 328,6 ± 57,5 511,5 ± 215,0 430,8 ± 253,9 607,5 ± 308,4 797,4 ± 120,4
0,61 198,6 ± 23,3 233,0 ± 39,4 212,7 ± 16,2 328,6 ± 150,1 374,7 ± 104,4
0,66 117,4 ± 18,1 160,6 ± 14,2 172,4 ± 13,5 201,4 ± 49,2 210,5 ± 2,0
0,71 96,3 ± 2,9 128,3 ± 7,7 140,2 ± 6,5 150,1 ± 8,6 157,7 ± 23,3
0,76 86,2 ± 1,6 109,5 ± 18,7 118,1 ± 7,3 118,4 ± 8,8 107,7 ± 0,1
0,81 80,8 ± 0,5 104,7 ± 0,1 104,2 ± 0,6 100,9 ± 0,9 93,9 ± 0,1
Figura 3 - Curva de defloculação para a formulação com 100% feldspato (Fonte: autores)

29
Figura 4 - Curva de defloculação para a formulação com 75% feldspato e 25% nefelina
(Fonte: autores)
Figura 5 - Curva de defloculação para a formulação com 50% feldspato e 50% nefelina
(Fonte: autores)

30
Figura 6 - Curva de defloculação para a formulação com 25% feldspato e 75% nefelina
(Fonte: autores)
Figura 7 - Curva de defloculação para a formulação com 100% nefelina (Fonte: autores)

31
Figura 8 - Curvas de defloculação das formulações testadas (Fonte: autores)
Foi possível observar que, para todas as formulações testadas, houve sedimentação da
suspensão após 0,76% de adição de defloculantes. Assim sendo, foi escolhido como ponto
ótimo de defloculante2 o ponto com adição de 0,71% de silicato de sódio, pois ele oferece a
menor viscosidade sem sedimentação. Foi possível observar também que, à medida em que a
concentração de nefelina aumenta na suspensão, a sedimentação ocorre de maneira mais
abrupta e acentuada quando a adição de silicato de sódio é igual ou superior a 0,76%.
Com relação à Figura 8, pode-se constatar que, apesar das curvas apresentarem-se
bastante semelhantes, observa-se uma tendência na diminuição da viscosidade das composições
com maior teor de feldspato, o que pode estar relacionada à composição química (teor de sílica),
como já apresentado.
A fim de estabelecer parâmetros que possam auxiliar na interpretação da sedimentação,
foi medido o pH das suspensões com 0,46% de adição de defloculante (suspensão inicial) e
0,76%; os resultados obtidos estão dispostos na Tabela 5. É possível que, devido à alteração de
pH causada pela adição de silicato de sódio, a suspensão tenha saído do intervalo isoelétrico, e
qualquer adição de defloculante poderia causar efeito contrário; ou seja, causar a floculação ou
2 É considerado o ponto ótimo de defloculante como aquele no qual a adição de defloculante resulta na menor
viscosidade possível; teoricamente, após esse ponto a viscosidade volta a subir. Nesse trabalho, no entanto, a
viscosidade não aumentou devido à sedimentação ocorrida após a adição de 0,76% de defloculante.

32
sedimentação da suspensão. Além disso, outro fator importante está relacionado à distribuição
do tamanho médio de partículas da nefelina (Figura 2), superior à do feldspato.
Tabela 5 - pH das formulações antes e depois da sedimentação (Fonte: autores)
Defloculante
(%)
pH
1 2 3 4 5
0,46 6,8 7,1 7,1 6,9 6,9
0,76 9,4 8,7 8,6 9,0 9,0
Ainda, analisando-se os resultados da distribuição de tamanho de partícula, pode-se
observar que a nefelina utilizada possui granulometria mais grossa que o feldspato. Tal fator
pode ter contribuído para a maior sedimentação observada nas formulações com maiores teores
de nefelina.
5.2. Curva de Concentração de Sólidos
A preparação das formulações foi realizada seguindo a descrição do procedimento já
citada previamente e os resultados obtidos encontram-se listados na Tabela 6; os gráficos
obtidos são mostrados nas Figuras 9 a 14.
Tabela 6 - Curva de Concentração de Sólidos para as Formulações (Fonte: autores)
Concentração
de sólidos
(%)
Viscosidade
(cP)
1 2 3 4 5
66,13 221,4 ± 37,7 219,1 ± 14,6 224,2 ± 46,0 320,7 ± 24,5 362,5 ± 77,6
69,13 353,9 ± 80,1 377,1 ± 24,1 292,1 ± 20,3 525,8 ± 18,1 686,9 ± 36,8
72,13 614,5 ± 80,0 695,6 ± 10,7 533,8 ± 46,3 1034,6 ± 63,4 1185,7 ± 22,3
75,13 1141,1 ± 62,1 1316,4 ± 51,1 958,3 ± 232,4 1892,7 ± 473,7 2804,8 ± 311,6
78,13 2371,8 ± 49,8 2292,5 ± 64,8 2273,0 ± 25,5 3652,2 ± 695,6 4959,5±1410,3
81,13 5205,1 ± 343,6 4437,2 ± 329,4 4402,0 ± 218,7 6951,2 ± 502,2 6965,9 ± 455,5
84,13 8351,5 ± 0,1 7674,2 ± 832,6 - - -
O valor inicial de concentração de sólidos, de 66,13%, foi obtido por meio de cálculo,
por isso há precisão de casas decimais.
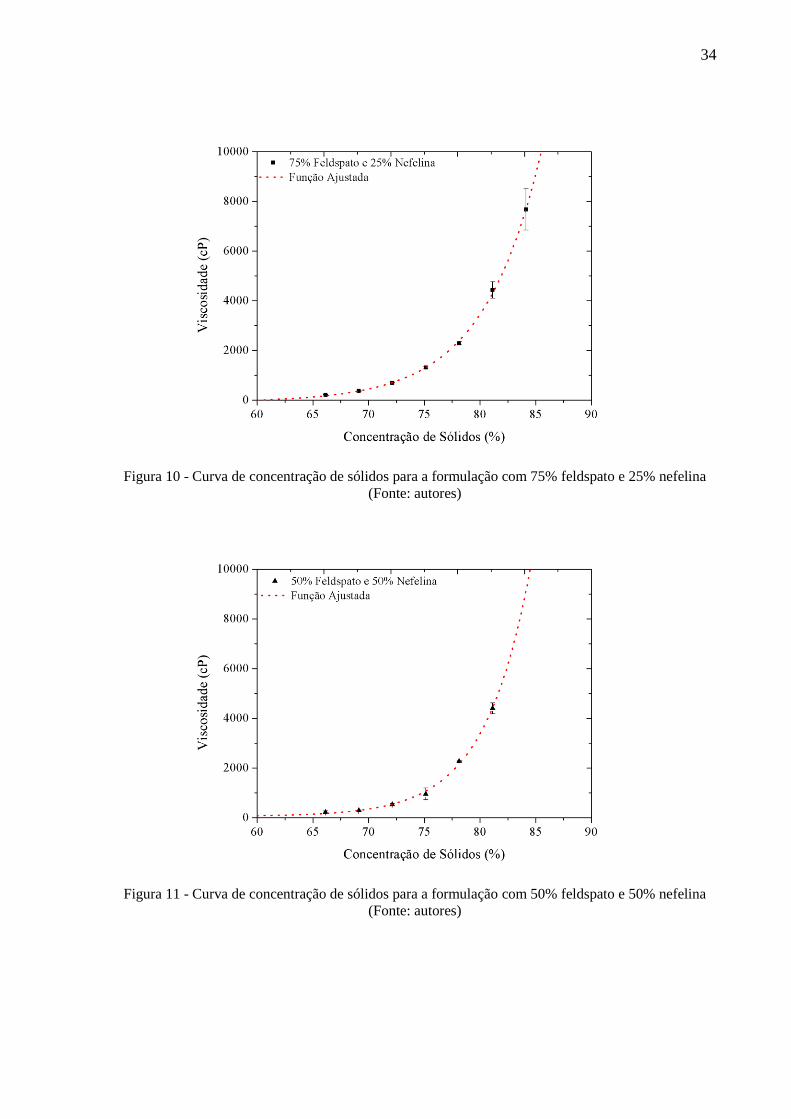
É notável que à medida em que a porcentagem de nefelina na formulação aumenta há o
consequente aumento da viscosidade, contudo, mesmo diante de tal aumento, as formulações
apresentam o mesmo comportamento à adição de sólidos da formulação. Este aumento de

33
viscosidade se deve ao fato de que a nefelina apresenta uma menor quantidade de sílica em sua
composição química quando comparada ao feldspato e à maior presença de óxido de titânio e
de óxido de ferro, que dificultam a defloculação do sistema.
Quando há a presença de feldspato em sua totalidade ou em maior parte, a quantidade
de sólidos máxima é de 84,13%, enquanto que nas formulações de proporção semelhante de
feldspato e nefelina ou a maior parte de nefelina, há uma porcentagem máxima de sólidos de
81,13%. A quantidade de sólidos máxima que se pode obter diminui à proporção que aumenta
a quantidade de nefelina presente, fazendo assim com que haja uma maior quantidade de água
na suspensão, fato que, no entanto, não gera grande impacto nos valores gastos para a sua
produção, devido à grande diferença de custo entre feldspato e nefelina. Pode-se observar,
ainda, que a composição com 50% feldspato e 50% nefelina foi a que apresentou a menor
viscosidade dentre todas as formulações testadas.
Figura 9 - Curva de concentração de sólidos para a formulação com 100% feldspato (Fonte: autores)
34
Figura 10 - Curva de concentração de sólidos para a formulação com 75% feldspato e 25% nefelina
(Fonte: autores)
Figura 11 - Curva de concentração de sólidos para a formulação com 50% feldspato e 50% nefelina
(Fonte: autores)

35
Figura 12 - Curva de concentração de sólidos para a formulação com 25% feldspato e 75% nefelina
(Fonte: autores)
Figura 13 - Curva de concentração de sólidos para a formulação com 100% nefelina (Fonte: autores)
36
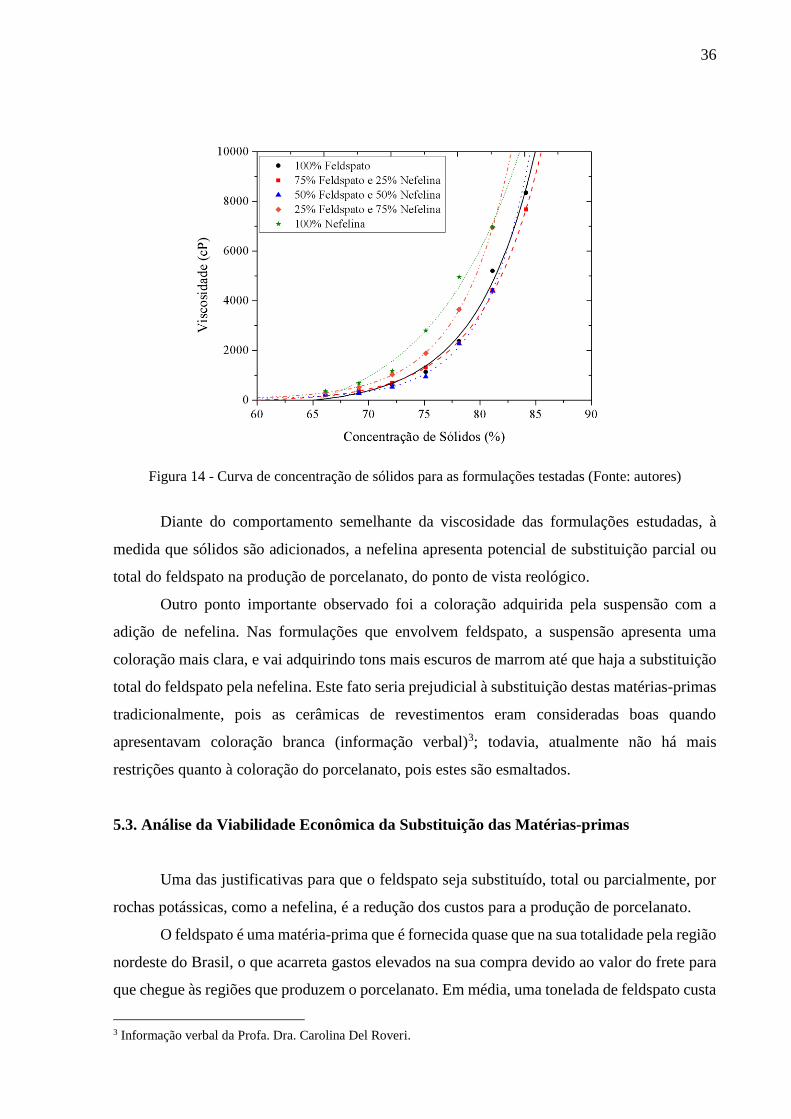
Figura 14 - Curva de concentração de sólidos para as formulações testadas (Fonte: autores)
Diante do comportamento semelhante da viscosidade das formulações estudadas, à
medida que sólidos são adicionados, a nefelina apresenta potencial de substituição parcial ou
total do feldspato na produção de porcelanato, do ponto de vista reológico.
Outro ponto importante observado foi a coloração adquirida pela suspensão com a
adição de nefelina. Nas formulações que envolvem feldspato, a suspensão apresenta uma
coloração mais clara, e vai adquirindo tons mais escuros de marrom até que haja a substituição
total do feldspato pela nefelina. Este fato seria prejudicial à substituição destas matérias-primas
tradicionalmente, pois as cerâmicas de revestimentos eram consideradas boas quando
apresentavam coloração branca (informação verbal)3; todavia, atualmente não há mais
restrições quanto à coloração do porcelanato, pois estes são esmaltados.
5.3. Análise da Viabilidade Econômica da Substituição das Matérias-primas
Uma das justificativas para que o feldspato seja substituído, total ou parcialmente, por
rochas potássicas, como a nefelina, é a redução dos custos para a produção de porcelanato.
O feldspato é uma matéria-prima que é fornecida quase que na sua totalidade pela região
nordeste do Brasil, o que acarreta gastos elevados na sua compra devido ao valor do frete para
que chegue às regiões que produzem o porcelanato. Em média, uma tonelada de feldspato custa
3 Informação verbal da Profa. Dra. Carolina Del Roveri.

37
R$800,00, quando considerados os impostos e o frete (SANTOS, 2015). O crescimento da
indústria de porcelanato e o consequente aumento de sua produção bem como a redução de
áreas de mineração de feldspato, devido às questões ambientais, sugerem um estudo para
viabilizar ainda mais a produção de porcelanato.
A nefelina presente na região de Poços de Caldas que é utilizada atualmente para a
produção de fertilizantes, apresenta características semelhantes ao feldspato e, conforme
mostrado anteriormente, tem potencial para substitui-lo. Tendo em vista que a região de Poços
de Caldas possui uma boa malha viária para a distribuição desta matéria-prima e que o preço
da tonelada de nefelina é, em média, R$342,85, é notório que sua substituição acarretará
grandes vantagens na produção do porcelanato (SANTOS, 2015).
Considerando-se fixos os outros custos e alterando-se apenas essa matéria-prima, pode-
se observar a diminuição gradual do custo do porcelanato, conforme indicado na Tabela 7 e
Figura 15.
Tabela 7 - Redução no custo da matéria-prima (Fonte: autores)
Formulação Redução no Custo (%)
100% Feldspato 0,0
75% Feldspato e 25% Nefelina 14,3
50% Feldspato e 50% Nefelina 28,6
25% Feldspato e 75% Nefelina 42,9
100% Nefelina 57,1
Figura 15 - Redução no Custo da Matéria-prima (Fonte: autores)
Pode-se comprovar, então, que a utilização de nefelina em substituição ao feldspato na
massa de porcelanatos é favorável tanto em termos técnicos, visto que ela pouco altera o

38
comportamento reológico da massa, quanto em termos econômicos, haja vista a grande
diferença de custo entre as duas matérias-primas, resultando em uma economia de 57,1%.
Atualmente, tanto a produção quanto a utilização do porcelanato vêm aumentando,
devido às ótimas propriedades técnicas e estéticas que ele apresenta. Contudo, alguns fatores
como a redução da mineração de feldspato, matéria-prima mais importante na produção do
porcelanato, e também o alto valor agregado na sua compra, por vir em sua maior parte da
região nordeste do Brasil, fazem com que haja uma busca por uma matéria-prima que apresente
potencial para substituí-lo, a fim de minimizar os gastos.
39
6. CONCLUSÃO
Com este estudo foi possível analisar as características reológicas da suspensão de
porcelanato em 5 formulações distintas, desde o feldspato puro até a sua substituição total por
nefelina. Foi observado que independentemente da quantidade de nefelina presente na
suspensão o comportamento da curva de defloculação foi o mesmo, e todas tiveram um ponto
ótimo de defloculante em 0,71%. O comportamento semelhante também ocorreu para a curva
de concentração de sólidos, contudo foi observado que à medida que a proporção de nefelina
presente na suspensão aumenta, há uma redução na quantidade máxima de sólidos que pode ser
utilizado, reduzindo de 84,13% das formulações com uma maior quantidade de feldspato para
81,13% quando há a mesma proporção entre os dois ou uma maior proporção de nefelina,
contudo este fato não é um fator prejudicial para a produção do porcelanato. É notório também
que à medida que se acrescenta nefelina à formulação há um aumento da viscosidade devido à
quantidade de sílica presente, que é inferior ao feldspato.
Fica indubitavelmente posto que a nefelina apresenta um grande potencial para
substituir o feldspato por apresentar características reológicas semelhantes ao porcelanato
tradicional. Tal fato é comprovado pela análise econômica, que mostra que haverá redução de
cerca de 57% dos custos inerentes à produção do porcelanato.
Como sugestão para trabalhos futuro propõe-se os testes utilizando outros tipos de
defloculantes, assim como outras composições, visando definir a composição ideal para
fomentar as condições ideais de homogeneização da massa em moinhos de bolas, assim como
seu armazenamento e transporte na planta de produção.

40
REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13817: placas cerâmicas de
revestimento – classificação. Rio de Janeiro, 1997.
______. NBR 15463: placas cerâmicas para revestimento – porcelanato. Rio de Janeiro, 2013.
BAUCIA JR, B.A. et al. Estudo de fundentes alternativos para uso em formulações de
porcelanato. Revista Cerâmica, São Paulo, v.56, p. 262-272, 2010.
BIFFI, G. O grês porcelanato: Manual de fabricação e técnicas de emprego. São Paulo: Faenza
Editrice, 2002. 200 p.
CERRUTTI, B.M. Estabilização de soluções aquosas de alumina pela adição de taninos e
quitosana quartenizada. Dissertação. São Carlos. 2005.
DEER, W.A.; HOWIE, R.A.; ZUSSMAN, J. Minerais constituintes das rochas: Uma
introdução. Lisboa: Fundação Calouste Gulbenkian, 2008.
DEL ROVERI, C. et al. Caracterização tecnológica para aproveitamento de matéria-prima
sienítica com nefelina. Revista do Instituto Geológico, São Paulo, p. 27-39, 2013.
HOFFMANN, F.S. Estudo da influência de argilitos e feldspatóides em composições de
porcelanato. 2011. 118f. Dissertação (Mestrado em Ciência e Engenharia dos Materiais).
Universidade Federal de São Carlos. São Carlos, 2011.
MENEGAZZO, A.P.M. Estudo da correlação entre a microestrutura e as propriedades
finais de revestimentos cerâmicos do tipo grês porcelanato. 2001. 291f. Tese (Doutorado
em Ciências na Área de Tecnologia Nuclear). Autarquia associada à Universidade de São Paulo.
São Paulo, 2001.
PANDOLFELLI, V.C. et al. Dispersão e empacotamento de partículas. São Paulo: Fazendo
Arte, 2000.
PEREIRA JÚNIOR, R.F. Feldspato. Disponível em: <
https://sistemas.dnpm.gov.br/publicacao/mostra_imagem.asp?IDBancoArquivoArquivo=7389
>. Acesso em 20 mai 2015.
PERES, A.E.C., VIEIRA, M.G. Effect of reagents of the rheological behavior of an iron ore
concentrate slurry. International Journal of Mining Engineering and Mineral Processing.
V.2. 2012.
REED, J.S. Introduction to the principles of ceramic processing. New York: John Wiley &
Sons, 1988.
SAMPAIO, J.A.; FRANÇA, S.C.A.; BRAGA, P.F.A. Rochas e minerais industriais: nefelina
sienito. Centro de Tecnologia Mineral. 2 Ed. Rio de Janeiro. 2008.

41
SANCHEZ, E. et al. Efeito da composição das matérias-primas empregadas na fabricação de
grês porcelanato sobre as fases formadas durante a queima e as propriedades do produto final.
Revista Cerâmica Industrial, v.6, n.5, p. 15- 22, 2001.
SANTOS, N.C.C. Análise econômica do uso de rochas potássicas da região de Poços de
Caldas-MG como substitutos ao feldspato potássico minerado no Nordeste do país. 2015.
36p. Trabalho de Conclusão de Curso (Engenharia de Minas). Universidade Federal de Alfenas.
Poços de Caldas. 2015.
TOZZI, N. Digitalfire Ceramics Technical Articles. 2008. Disponível em:
<http://digitalfire.com/4sight/education/deflocculants_a_detailed_overview_324.html.>.
Acesso em 23 fev 2015.
VOLKMANN, A.R. Estudos de rotas de beneficiamento da nefelina-sienito para aplicação
como fundente na massa cerâmica do porcelanato. 2004. 116F. Dissertação (Mestrado em
Engenharia de Minas). Universidade Federal do Rio Grande do Sul. Porto Alegre. 2004.
ZSCHIMMER & SCHWARZ. 2015. Disponível em: <http://www.zschimmer-
schwarz.com/en/simon/zschimmer.schwarz/media/site/downloads/fachinfo/eng/Fach/E_Wirk
mechVerfluess.pdf.>. Acesso em 23 fev 2015.

42
APÊNDICE A – Resultados de distribuição de tamanho de partícula
1. Distribuição do tamanho de partícula do feldspato
43
2. Distribuição do tamanho de partícula da nefelina

44
3. Distribuição do tamanho de partícula do quartzo
45
4. Distribuição do tamanho de partícula da argila
46
5. Distribuição do tamanho de partícula da calcita

47
6. Distribuição do tamanho de partícula do silicato de zircônio
Top Related