







Línguas
Páginas
Legal


UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
CURSO DE TECNOLOGIA EM PROCESSOS QUÍMICOS DISCIPLINA: OPERAÇÕES UNITÁRIAS II
RAFAEL FRANZ
RODRIGO MENTGES
PROJETO DA INDÚSTRIA DE ÁCIDO SULFURICO
TOLEDO
2011

RAFAEL FRANZ
RODRIGO MENTGES
PROJETO DA INDÚSTRIA DE ÁCIDO SULFURICO
Trabalho acadêmico apresentado a
disciplina de Operações Unitárias II, do
curso de Tecnologia em Processos
Químicos. Universidade Tecnológica
Federal do Paraná - UTFPR, campus de
Toledo.
Prof: Dra. Gracinda Marina Castelo da
Silva
TOLEDO
2011
2
SUMÁRIO
RESUMO................................................................................................................... 05
INTRODUÇÃO
1 HISTÓRICO ........................................................................................................... 06
2 OBJETIVO ............................................................................................................. 07
2.1 OBJETIVO GERAL ............................................................................................. 07
2.2 OBJETIVO ESPECIFICO .................................................................................... 07
2.3 JUSTIFICATIVA .................................................................................................. 08
PROCESSO DE PRODUÇÃO
3 Matéria Prima ........................................................................................................ 08
3.1 Processo Frasch ................................................................................................. 09
3.2 Processo Claus ................................................................................................... 10
3.3 Processo Outokumpu .......................................................................................... 11
3.4 Mercado .............................................................................................................. 12
3.5 Formas Do Ácido Sulfúrico .............................................................................. 13
3.6 Aplicações ........................................................................................................... 14
4 CARACTERISTICAS E DESCRIÇÃO DO PROCESSO DE FABRICAÇÃO ......... 16
4.1 PROPRIEDADES ................................................................................................ 16
4.1.1 Propriedades Dos Estados ............................................................................ 16
4.2 PROCESSO DE CÂMARA DE CHUMBO ........................................................... 18
4.3 PROCESSO DE CONTATO ................................................................................ 21
4.3.1 Fatores ocorrentes no forno ......................................................................... 35
4.3.2 Conversor de quatro estágios (resfriamento externo) ............................... 37
4.3.2.1 Geração de Vapor D'água ............................................................................. 38
4.3.2.2 Resfriamento do Ácido .................................................................................. 39
4.3.2.3 Regime Produtivo .......................................................................................... 39
4.3.2.4 Tratamento e Descarga de Efluentes ............................................................ 40
4.3.2.5 Controle Operacional ..................................................................................... 41
4.3.3 Operação de Absorção- Influencia ............................................................... 41
3
4.3.4 Impurezas no processo ................................................................................. 43
4.3.5 Efluentes Secundários ................................................................................... 44
BALANÇO DE MASSA E ENERGIA:
5 BALANÇO DE MASSA ........................................................................................ 46
5.1 TRITURADOR E PENEIRA ............................................................................... 46
5.2 FORNALHA ......................................................................................................... 46
5.3 TORRE DE SECAGEM ....................................................................................... 48
5.4 CALDEIRA E FILTRO DE GÁS QUENTE ........................................................... 49
5.5 CONVERSOR, CALDEIRA,TROCADORES DE CALOR INTERMEDIÁRIOS,
ECONOMIZADORE TORRE DE ABSORÇÃO INTERMEDIÁRIA ............................ 50
5.6 TORRE DE ABSORÇÃO FINAL, TANQUE INTERMEDIÁRIO E FINAL ............ 54
6 BALANÇO DE ENERGIA .................................................................................... 55
6.1 BALANÇO PARA O FORNO .............................................................................. 56
6.2 BALANÇO PARA OS EQUIPAMENTOS CONECTADOS COM O CONVERSOR 57
6.2.1 Balanço para caldeira que segue o forno e antecede a 1º etapa do
conversor ................................................................................................................ 57
6.2.2 Balanço para o trocador de calor quente ..................................................... 57
6.2.3 Balanço para o trocador de calor frio ........................................................... 58
6.2.4 Economizador que antecede a torre intermediaria de absorção .............. 59
6.2.5 Torre de Absorção Intermediaria ................................................................. 60
6.3 CONVERSOR DE QUATRO ETAPAS ............................................................... 60
6.3.1 Primeira etapa ................................................................................................. 60
6.3.2 Segunda etapa ............................................................................................... 61
6.3.3 Terceira etapa ................................................................................................. 61
6.3.4 Quarta etapa ................................................................................................... 62
6.4 ECONOMIZADOR ............................................................................................... 62
6.5 TORRE DE ABSORÇÃO FINAL ........................................................................ 63
REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................... 63
4
LISTA DE FIGURAS
FIGURA 01: Processo Frasch (09) .......................................................................... 09
FIGURA 02: Processo Claus (09) ............................................................................ 11
FIGURA 03: Produção Mundial de Enxofre............................................................... 12
FIGURA 04: Produção Mundial de ácido sulfúrico .................................................... 15
FIGURA 05: Composição do vitríolo nitroso ............................................................. 20
FIGURA 06: Fluxograma da fabricação por câmaras de chumbo ............................. 21
FIGURA 07: Pedras de Enxofre (17 e 18) ............................................................... 24
FIGURA 08: Esquema da torre de Secagem ............................................................ 25
FIGURA 09: Conversor de quatro etapas(25) .......................................................... 30
FIGURA 10: Fluxograma de equipamentos .............................................................. 34
FIGURA 11: Fluxograma de equipamentos .............................................................. 35
FIGURA 12: Industria de ácido sulfúrico (processo de contato) (26) ....................... 45
FIGURA 13: Industria de ácido sulfúrico (processo de contato) (27) ....................... 45
FIGURA 14: Balanço no triturador e peneira ............................................................ 46
FIGURA 15: Balanço no forno de enxofre ................................................................ 48
FIGURA 16: Balanço na torre de secagem ............................................................... 49
FIGURA 17: Balanço na caldeira e filtro quente ....................................................... 50
FIGURA 18: Conversor e equipamentos entre os estagios ...................................... 50
FIGURA 19: Balanço no converor e equipamentos entre os estagios ...................... 53
FIGURA 20: Correntes de entrada e saída com conversor ...................................... 53
FIGURA 21: Balanço nna torre final e e tanques ...................................................... 54
FIGURA 22: Temperatura das correntes do trocador frio e torre de absorção
intermediária .............................................................................................................. 58
LISTA DE TABELAS
TABELA 01: Aplicações do ácido sulfúrico (07) ...................................................... 14
TABELA 02: Balanço no forno de enxofre ................................................................ 48
TABELA 03: Quantidade de cada elemento nas correntes referentes ao conversor 52
TABELA 04: Quantidade de cada elemento na torre final de absorção .................. 55
TABELA 05: Quantidade de cada elemento nas correntes referentes a torre final de
absorção e tanques ................................................................................................... 55
TABELA 06: Valores das constantes da equação do calor especifico. ................... 56
5
RESUMO
O ácido sulfúrico é o produto químico mais produzido no mundo e seu
consumo, assim como a produção de aço e de energia elétrica, pode ser utilizado
para indicar a prosperidade de uma nação. Dentre suas aplicações, a que mais se
destaca é a produção de fertilizantes, sendo os fertilizantes fosfatados o de maior
importância uma vez que, dos nutrientes essenciais à planta – nitrogênio, fósforo e
potássio – (NPK).
O ácido sulfúrico é utilizado como agente desidratante, acidificante,
hidrolizante, neutralizante, secante, oxidante, absorvente, purificante, lixiviante,
catalítico e como reagente ativo em indústrias petroquímicas.
A matéria-prima mais amplamente utilizada para a produção de ácido sulfúrico
é o enxofre. O enxofre pode ser encontrado na natureza na forma de elemento
nativo e também nos depósitos vulcânicos, bacias de evaporitos e domos salinos.
Este ácido se encontra disponível comercialmente em um grande número de
concentração e graus de pureza. Existem dois processos principais para a
produção de ácido sulfúrico, o método da câmara de chumbo e o processo de
contato. O processo das câmaras de chumbo é o mais antigo e é utilizado para
produzir grande parte do ácido consumido na fabricação de fertilizantes. O processo
de contato produz um ácido mais puro e concentrado, mas requer matérias primas
mais puras e o uso de catalisadores mais caros.
Cabe salientar a importância destes ácidos ser extremamente corrosivo e
danoso a saúde humana. Durante toda a planta tem-se grande risco à saúde bem
como à vida. Dessa forma, a planta deve ser cuidadosamente elaborada como
aplicando o estudo de Hazops em cada trecho para dessa forma buscar a garantia à
integridade física dos operadores.
Este projeto tem como objetivo obter conhecimentos gerais e específicos para
implantação de uma indústria química de produção de ácido sulfúrico, visando a
analise dos aspectos técnicos, econômico-financeiros e de saúde e segurança.
6
INTRODUÇÃO
1 HISTÓRICO
Com o advento da Revolução Industrial (a partir do século XVIII até o
presente), que iniciou-se na Inglaterra, certos produtos químicos tornaram-se de
interesse comercial, necessários em grande escala. O ácido sulfúrico foi o primeiros
desses "produtos industriais". Até já foi dito que se mede o grau de industrialização
de um país pela quantidade de ácido sulfúrico produzido por seu parque industrial.
Deste modo, os industriais ingleses investiram larga quantidade de dinheiro, tempo e
esforço na tarefa de melhorar o processo de produção de ácido sulfúrico. Pequenos
ganhos na produção levou a enormes lucros, devido a grande quantidade
consumida pelas indústrias (01).
O processo de produção de ácido sulfúrico empregado desde 1749 era
conhecido por "Método da Câmara de Chumbo". Nesta técnica, havia pouco
entendimento do processo, que basicamente requeria ar, água, dióxido de enxofre,
nitrato e um grande container de chumbo. Desses ingredientes, o nitrato era
frequentemente o mais caro. Isto porque no estágio final do processo, nitrato (na
forma de óxido nítrico) era perdido para a atmosfera, necessitando de uma corrente
de reposição de nitrato puro. Este nitrato adicional, na forma de nitrato de sódio,
tinha que ser importado do Chile, tornando-o muito caro (01).
Em 1859, John Glover ajudou na solução deste problema pela introdução de
uma torre de transferência de massa para recuperar parte do nitrato perdido. Nesta
torre, ácido sulfúrico (que ainda continha nitrato) era gotejado descendentemente
contra uma corrente de gases ascendente. O gás ascendente absorvia parte do
óxido nítrico. Após a torre, o gás fluía de volta à câmara de chumbo onde o óxido
nítrico era reutilizado (01).
A Torre de Glover representou uma tendência em muitas indústrias químicas
durante o final do século XIX. Pressões econômicas estavam forçando um rápido
desenvolvimento e modernização das plantas químicas. Uma planta bem
desenhada, com operações químicas novas, tais como a Torre de Glover,
representava a diferença entre o sucesso e a falência em um ramo de indústrias
químicas altamente competitivas (01).
7
Em 1831, o comerciante de vinagre britânico Peregrine Phillips patenteou um
processo bem mais econômico para produzir trióxido de enxofre e ácido sulfúrico
concentrado, conhecido hoje como o processo de contato. Basicamente todo o
fornecimento mundial de ácido sulfúrico atual é feito por este método. (02)
2 OBJETIVO
O ácido sulfúrico se encontra disponível comercialmente em um grande
número de concentração e graus de pureza. Existem dois processos principais para
a produção de ácido sulfúrico, o método da câmara de chumbo e o processo de
contato. O processo de contato produz um ácido mais puro e concentrado, mas
requer matérias primas mais puras e o uso de catalisadores mais caros. Em ambos
os processos , o dióxido de enxofre é oxidado e dissolvido em água. O dióxido de
enxofre pode ser obtido pela incineração do enxofre, com a queima de piritas, de
sulfetos não ferrosos ou via a combustão de sulfeto de hidrogênio gasoso.
A maioria das emissões de plantas de contato se devem ao gás de cola da
torre de absorção. O gás contém principalmente nitrogênio e oxigênio, mas também
SO2 sem reagir, SO3 não absorvido, neblina de ácido sulfúrico e spray de ácido.
Quando o gás penetra na atmosfera, o SO3 absorve vapor de água para formar
nuvem ácida. Outras emissões menores de SO2 e SO3 saem dos tanques de
armazenagem, concentradores de ácido e equipamentos do processo.
O ácido sulfúrico é extremamente corrosivo e danoso a saúde humana.
Durante toda a planta temos grande risco à saúde bem como à vida. Dessa forma, a
planta deve ser cuidadosamente elaborada como aplicando o estudo de Hazops em
cada trecho para dessa forma buscar a garantia à integridade física dos operadores.
2.1 OBJETIVO GERAL
O objetivo deste trabalho é o projeto de uma indústria química de produção de
ácido sulfúrico a partir de enxofre mineral.
2.2 OBJETIVO ESPECÍFICO
O presente trabalho visa focar:
8
Conhecimentos gerais e específicos sobre ácido sulfúrico;
Características do processo de produção;
2.3 JUSTIFICATIVA
Com base nas informações econômicas a produção de ácido sulfúrico concentrado
no Brasil e realizada em grande parte por processos antigos e com pouco rendimento.
O processo destacado neste trabalho é o de contato por ser mais sofisticado e atingir
melhores resultados de fabricação. O investimento inicial de uma planta que utiliza o
processo de contato pode ser inicialmente mais alto, porém este se compensa pela geração
de um produto de maior valor agregado e com mais aplicabilidades.
Salientando-se o aumento exponencial anual do consumo do ácido bem como, a
existência poucas empresas produtoras de ácido sulfúrico a 98% nos remete a um mercado
amplamente atraente que deve ser explorado.
PROCESSO DE PRODUÇÃO
3 Matéria Prima
A matéria-prima mais amplamente utilizada para a produção de ácido
sulfúrico é o enxofre. O enxofre (S) é um elemento químico não-metálico, insolúvel
na água, de ponto de fusão em torno de 115º, cor amarelo limão variando conforme
o teor de impurezas, desde as tonalidades verde e cinza até o vermelho.
O enxofre pode ser encontrado na natureza na forma de elemento nativo,
apresentando-se cristalizado em prisma ortorrômbico ou bipiramidal, e na forma de
massas reniformes maciças, estalactíticas, como incrustações, terrosas. Pode ser
encontrado nos depósitos vulcânicos, bacias de evaporitos e domos salinos.
O enxofre, junto com o hidrogênio e o oxigênio, é um dos poucos não-metais
que pode ser encontrado livre na natureza. De grande aproveitamento industrial,
está presente em compostos minerais e também em grandes depósitos de origem
vulcânica, tanto no subsolo como a céu aberto. As principais jazidas de enxofre,
estão situadas no México, Japão, Finlândia, Espanha, Chile, Itália e sul dos Estados
Unidos (08).
As principais formas de obtenção do enxofre incluem o processo Frasch,
processo Claus e Outokumpu.
9
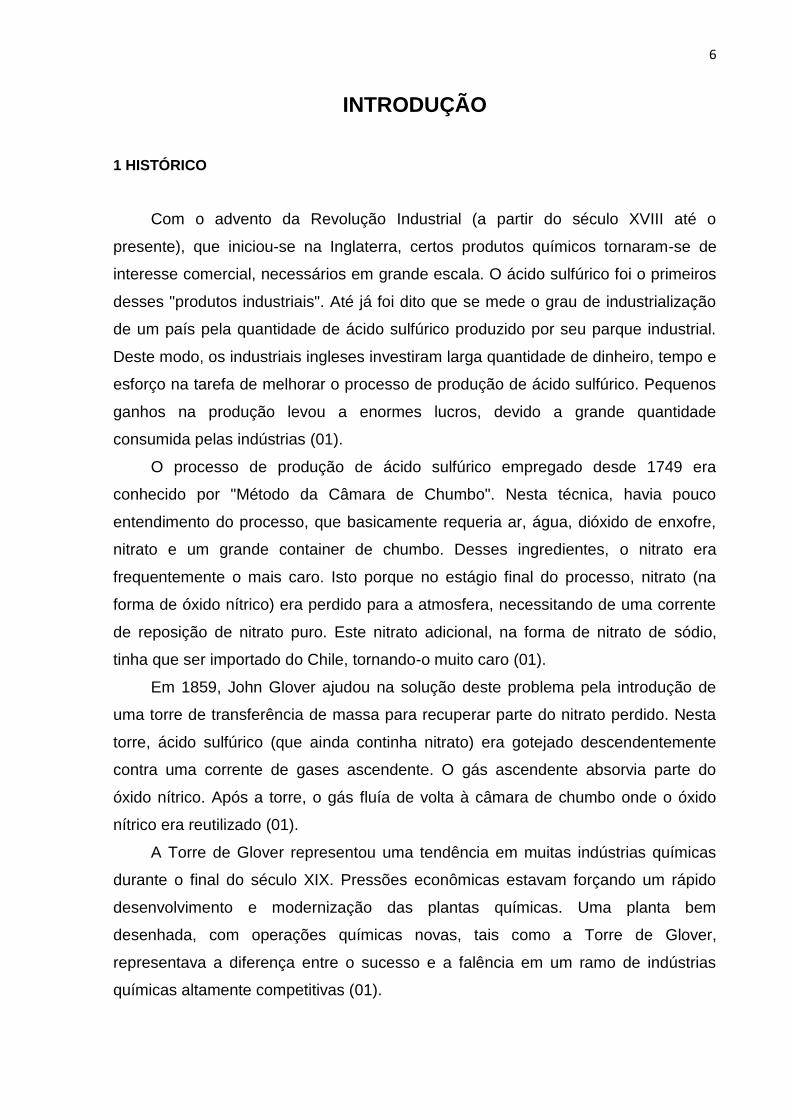
3.1 Processo Frasch
Além do enxofre natural, que ocorre em depósitos subterrâneos dos quais é
extraído pelo processo "Frasch", esse elemento químico pode ser obtido pela
oxidação do gás sulfídrico (H2S) existente nos efluentes gasosos de diversas
instalações industriais, notadamente refinarias de petróleo, e no gás natural ácido,
mediante aplicação do processo "Claus".
No processo "Frasch", Figura 01, o enxofre é obtido com pureza entre 99 e
99,9%, sem traços de arsênico, selênio ou telúrio. As impurezas presentes são
normalmente constituídas por pequenas quantidades de cinzas e ácido sulfúrico, e
também de traços de óleo ou material carbonoso, nos casos em que o depósito de
enxofre está localizado perto de poços de petróleo.
FIGURA 01: Processo Frasch (09)
10
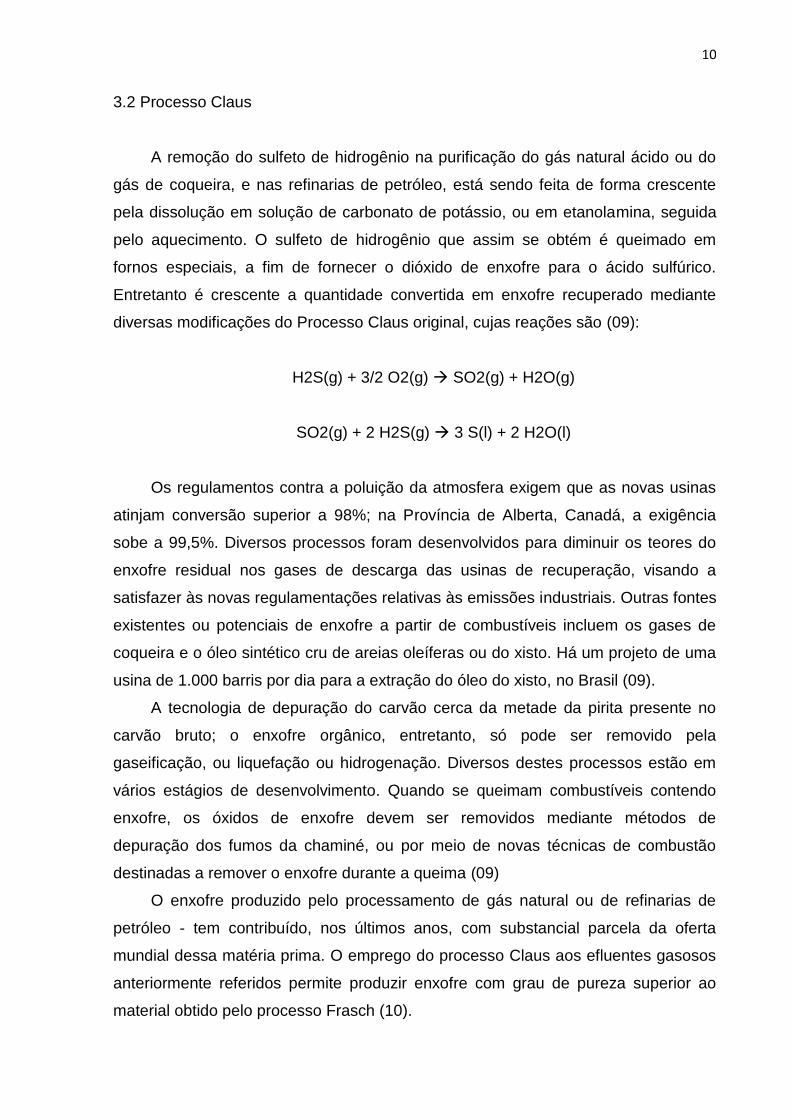
3.2 Processo Claus
A remoção do sulfeto de hidrogênio na purificação do gás natural ácido ou do
gás de coqueira, e nas refinarias de petróleo, está sendo feita de forma crescente
pela dissolução em solução de carbonato de potássio, ou em etanolamina, seguida
pelo aquecimento. O sulfeto de hidrogênio que assim se obtém é queimado em
fornos especiais, a fim de fornecer o dióxido de enxofre para o ácido sulfúrico.
Entretanto é crescente a quantidade convertida em enxofre recuperado mediante
diversas modificações do Processo Claus original, cujas reações são (09):
H2S(g) + 3/2 O2(g) SO2(g) + H2O(g)
SO2(g) + 2 H2S(g) 3 S(l) + 2 H2O(l)
Os regulamentos contra a poluição da atmosfera exigem que as novas usinas
atinjam conversão superior a 98%; na Província de Alberta, Canadá, a exigência
sobe a 99,5%. Diversos processos foram desenvolvidos para diminuir os teores do
enxofre residual nos gases de descarga das usinas de recuperação, visando a
satisfazer às novas regulamentações relativas às emissões industriais. Outras fontes
existentes ou potenciais de enxofre a partir de combustíveis incluem os gases de
coqueira e o óleo sintético cru de areias oleíferas ou do xisto. Há um projeto de uma
usina de 1.000 barris por dia para a extração do óleo do xisto, no Brasil (09).
A tecnologia de depuração do carvão cerca da metade da pirita presente no
carvão bruto; o enxofre orgânico, entretanto, só pode ser removido pela
gaseificação, ou liquefação ou hidrogenação. Diversos destes processos estão em
vários estágios de desenvolvimento. Quando se queimam combustíveis contendo
enxofre, os óxidos de enxofre devem ser removidos mediante métodos de
depuração dos fumos da chaminé, ou por meio de novas técnicas de combustão
destinadas a remover o enxofre durante a queima (09)
O enxofre produzido pelo processamento de gás natural ou de refinarias de
petróleo - tem contribuído, nos últimos anos, com substancial parcela da oferta
mundial dessa matéria prima. O emprego do processo Claus aos efluentes gasosos
anteriormente referidos permite produzir enxofre com grau de pureza superior ao
material obtido pelo processo Frasch (10).
11
FIGURA 02: Processo Claus (09)
3.3 Processo Outokumpu
As quantidades de enxofre extraídas das piritas ferrosas atingiram a 5,01
milhões de toneladas no mundo ocidental, em 1973, enquanto que os gases da
metalurgia dos sulfetos não ferrosos contribuíram com 4,93 milhões de toneladas de
equivalente em enxofre (09).
A metalurgia dos minérios não ferrosos e das piritas converte o enxofre a
dióxido de enxofre, que é em geral, recuperado para conversão a ácido sulfúrico ou,
ocasionalmente, liquefeito. Nas fundições de cobre, a capacidade de recuperação de
enxofre é limitada, pois parte dos gases tem teor de dióxido de enxofre muito baixo
para que seja econômica a fabricação do ácido sulfúrico. Os fornos elétricos e a arco
produzem dióxido de enxofre mais concentrado, conveniente para a recuperação do
enxofre elementar ou do ácido sulfúrico (09).
Existem diversos processos industriais para a recuperação do enxofre
elementar a partir de piritas, inclusive o Processo Outokumpu a arco, Orkla e o
Noranda. Somente o Outokumpu é usado industrialmente (09).
12
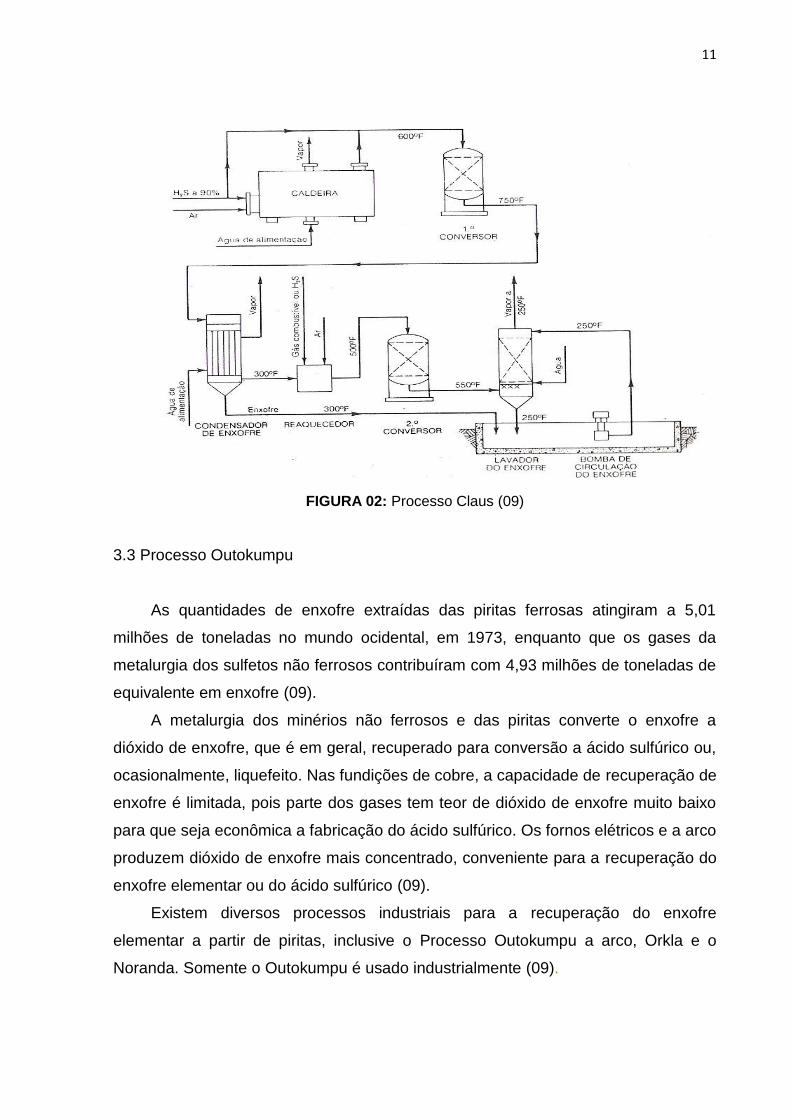
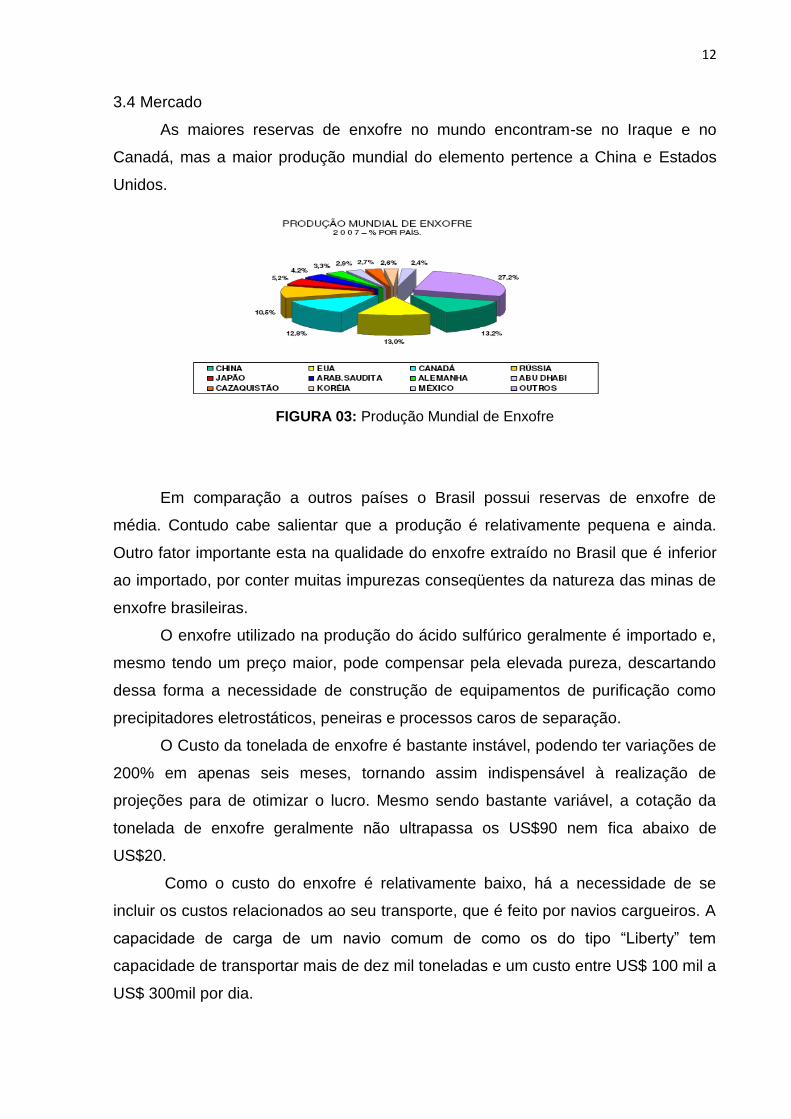
3.4 Mercado
As maiores reservas de enxofre no mundo encontram-se no Iraque e no
Canadá, mas a maior produção mundial do elemento pertence a China e Estados
Unidos.
FIGURA 03: Produção Mundial de Enxofre
Em comparação a outros países o Brasil possui reservas de enxofre de
média. Contudo cabe salientar que a produção é relativamente pequena e ainda.
Outro fator importante esta na qualidade do enxofre extraído no Brasil que é inferior
ao importado, por conter muitas impurezas conseqüentes da natureza das minas de
enxofre brasileiras.
O enxofre utilizado na produção do ácido sulfúrico geralmente é importado e,
mesmo tendo um preço maior, pode compensar pela elevada pureza, descartando
dessa forma a necessidade de construção de equipamentos de purificação como
precipitadores eletrostáticos, peneiras e processos caros de separação.
O Custo da tonelada de enxofre é bastante instável, podendo ter variações de
200% em apenas seis meses, tornando assim indispensável à realização de
projeções para de otimizar o lucro. Mesmo sendo bastante variável, a cotação da
tonelada de enxofre geralmente não ultrapassa os US$90 nem fica abaixo de
US$20.
Como o custo do enxofre é relativamente baixo, há a necessidade de se
incluir os custos relacionados ao seu transporte, que é feito por navios cargueiros. A
capacidade de carga de um navio comum de como os do tipo “Liberty” tem
capacidade de transportar mais de dez mil toneladas e um custo entre US$ 100 mil a
US$ 300mil por dia.
13
A maior parte da produção de enxofre brasileiro provém do petróleo. O
petróleo brasileiro tem alto teor desta substância que é considerado um
contaminante, uma vez que dificulta seu processamento, além de gerar muitos
poluentes durante o processo, como SO, SO2 e H2S.
3.5 Formas Do Ácido Sulfúrico
Embora possa ser feito ácido sulfúrico à concentração de 100%, tal solução
perderia SO3 por evaporação, de maneira que restaria no final ácido sulfúrico a
98,3%. A solução a 98% é mais estável para a armazenagem e por isso é a forma
usual do ácido sulfúrico "concentrado". Outras concentrações do ácido sulfúrico são
usadas para diferentes fins:
33,5% : baterias ácidas (usado em baterias de chumbo-ácido)
62,18%: ácido de câmara ou ácido fertilizante
77,67%: ácido de torre ou ácido de Glover
98% : concentrado
O ácido sulfúrico também existe em diferentes purezas. O H2SO4 técnico é
impuro e freqüentemente colorido, mas é apropriado para a fabricação de fertilizante.
O ácido sulfúrico de grau farmacêutico é usado para produzir fármacos e pigmentos.
Quando concentrações altas de SO3 (g) são adicionadas ao ácido sulfúrico, há
formação de H2S2O7. O concentrado resultante é chamado de ácido sulfúrico
fumegante ou oleum ou, menos comumente, ácido de Nordhausen. A concentração
do oleum é expressa tanto em termos de %SO3 (chamado de %oleum) quanto em
termos de %H2SO4 (a quantia que seria formada se fosse adicionada água);
concentrações comuns são 40% oleum (109% H2SO4) e 65% oleum (114,6%
H2SO4). O H2S2O7 puro é de fato um sólido com ponto de fusão de 36 °C (02).
14
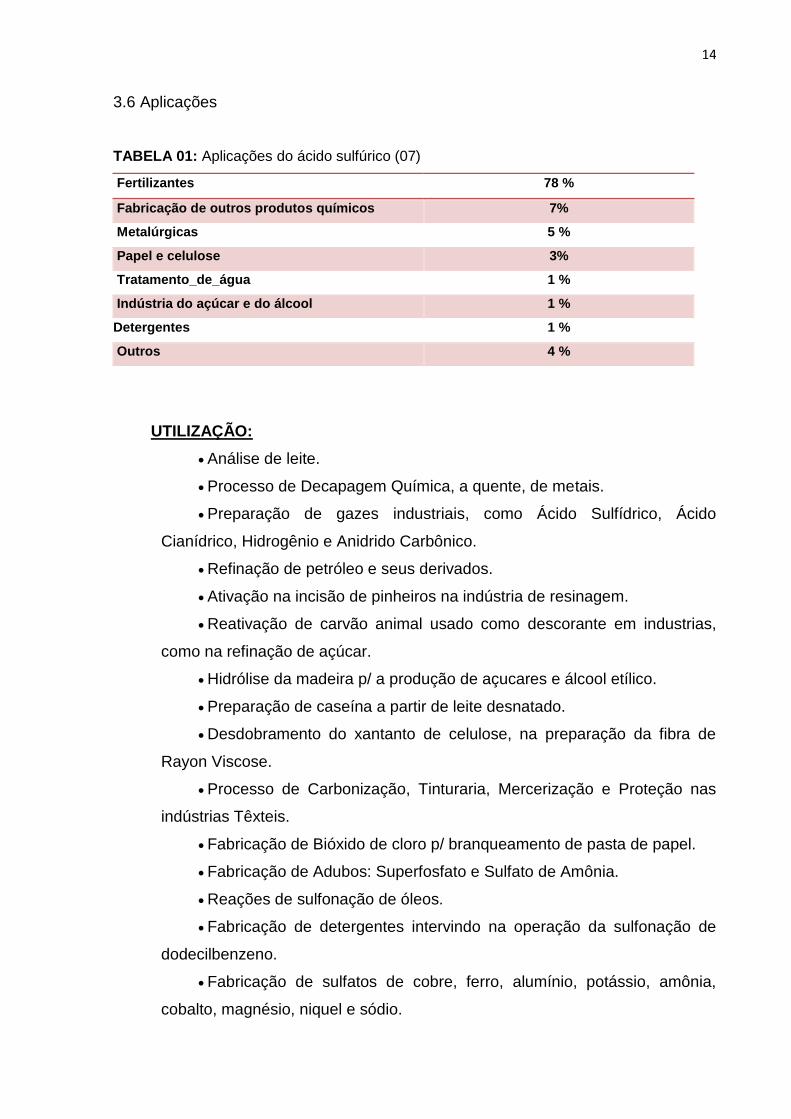
3.6 Aplicações
TABELA 01: Aplicações do ácido sulfúrico (07)
Fertilizantes 78 %
Fabricação de outros produtos químicos 7%
Metalúrgicas 5 %
Papel e celulose 3%
Tratamento_de_água 1 %
Indústria do açúcar e do álcool 1 %
Detergentes 1 %
Outros 4 %
UTILIZAÇÃO:
Análise de leite.
Processo de Decapagem Química, a quente, de metais.
Preparação de gazes industriais, como Ácido Sulfídrico, Ácido
Cianídrico, Hidrogênio e Anidrido Carbônico.
Refinação de petróleo e seus derivados.
Ativação na incisão de pinheiros na indústria de resinagem.
Reativação de carvão animal usado como descorante em industrias,
como na refinação de açúcar.
Hidrólise da madeira p/ a produção de açucares e álcool etílico.
Preparação de caseína a partir de leite desnatado.
Desdobramento do xantanto de celulose, na preparação da fibra de
Rayon Viscose.
Processo de Carbonização, Tinturaria, Mercerização e Proteção nas
indústrias Têxteis.
Fabricação de Bióxido de cloro p/ branqueamento de pasta de papel.
Fabricação de Adubos: Superfosfato e Sulfato de Amônia.
Reações de sulfonação de óleos.
Fabricação de detergentes intervindo na operação da sulfonação de
dodecilbenzeno.
Fabricação de sulfatos de cobre, ferro, alumínio, potássio, amônia,
cobalto, magnésio, niquel e sódio.
15
Fabricação de estearina, oleína.
Tinturaria de lã e seda.
Fabricação de corantes artificiais, éter sulfúrico, ésteres.
Agente de vulcanização na indústria da borracha.
Galvanoplastia.
Gomas.
O ácido sulfúrico é um composto muito versátil quanto à utilização e é
utilizado na maioria das indústrias e laboratórios, atuando geralmente como
catalisador de alguma reação.
Dentre suas inúmeras aplicações, a mais relevante é seu uso na indústria de
fertilizantes. . É também um agente de desidratação poderoso, capaz de remover
água de muitos compostos orgânicos. Quando diluído (abaixo de concentrações
molares de 90%), a solução assume caráter de ácido forte e não apresenta poder
desidratante. Por outro lado, quando é concentrado (acima de 90%), deixa de ter
caráter ácido e acentua-se o seu poder desidratante. O ácido sulfúrico "destrói" o
papel, o tecido de algodão, a madeira, o açúcar e outros materiais devido à sua
enérgica ação desidratante.
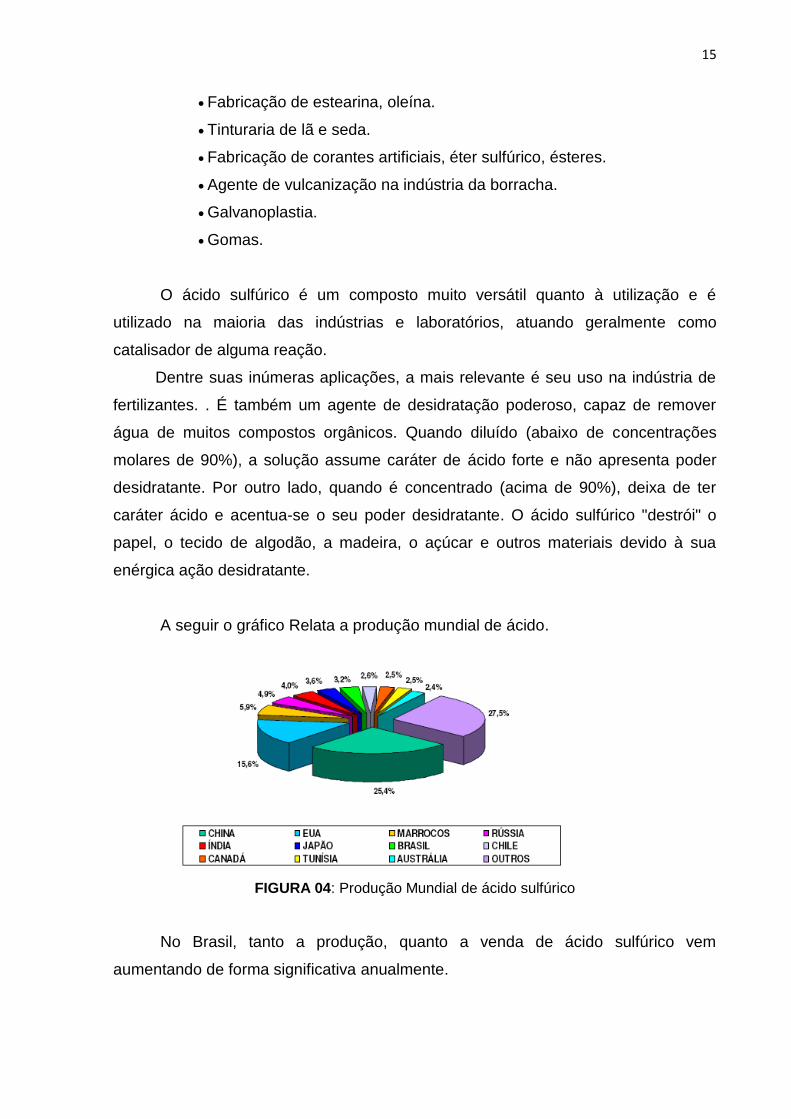
A seguir o gráfico Relata a produção mundial de ácido.
FIGURA 04: Produção Mundial de ácido sulfúrico
No Brasil, tanto a produção, quanto a venda de ácido sulfúrico vem
aumentando de forma significativa anualmente.
16
A indústria de ácido sulfúrico no Brasil movimenta mais de seis bilhões de
dólares por ano, sem considerar os grandes gastos com o seu transporte, reforçando
mais uma vez, a idéia que o mercado de ácido é bastante atrativo.
4 CARACTERISTICAS E DESCRIÇÃO DO PROCESSO DE FABRICAÇÃO
Primeiramente, é necessário conhecer as propriedades físicas e químicas do
produto de se deseja fabricar. Para tanto, a seguir fez-se a análise das propriedades
do ácido sulfúrico.
4.1 PROPRIEDADES DO ÁCIDO
O ácido sulfúrico é um composto químico de fórmula H2SO4, sendo classificado como
um ácido mineral forte, oxiácido derivado do anidrido sulfúrico, o principal dos ácidos
derivados de enxofre e considerado o produto químico mais fabricado e utilizado no mundo.
Pode ser chamado, por uma abordagem mais química, como sulfato de hidrogênio ou mais
exatamente como tetraoxossulfato (VI) de hidrogênio (06).
A temperatura ambiente apresenta-se quando puro, e tal como descrito concentrado,
como um líquido incolor e límpido e, até determinadas concentrações de água, com
viscosidade próxima de um óleo vegetal como o óleo de soja ou o azeite de olivas, sendo
por isso, descrito normalmente como oleoso (06).
A molécula apresenta uma estrutura piramidal, com o átomo de enxofre
ocupando uma posição central entre os quatro átomos de oxigênio. Os dois átomos
de hidrogênio estão unidos aos átomos de oxigênio não unidos por ligação dupla ao
átomo de enxofre (06).
4.1.1 Propriedades Dos Estados
Ponto de fusão: 283,5 K (10,31 °C)
Ponto de ebulição: 610 K (337 °C); 270°C
Densidade: 1,8302 g/cm3 (solução 98,3 %) (25 °C e 1 atm); 1,8357
17
Solubilidade: totalmente miscível em água, ou seja, é solúvel na água em
qualquer concentração; em álcool, quando acrescentado na forma de solução
concentrada em água, como a 98,3 %, produz desidratação resultando em
éter etílico.
Viscosidade 26,7 cP a 20 °C
O ácido sulfúrico é dito uma substância muito polar, com uma constante
dielétrica aproximadamente de 100. É capaz de produzir sua própria dissociação,
sua própria protonação, o que é chamado autoprotólise, que comparativamente,
ocorre numa escala dez bilhões maior que com a água.
Quimicamente:
H2SO4 → H3SO4+ + HSO4
-
Isto propicia que os prótons tenham uma grande mobilidade em seu meio.
Tal propriedade lhe permite ser um excelente solvente para inúmeras reações
químicas, de grande utilidade, por exemplo, na química orgânica e seus processos
industriais associados.
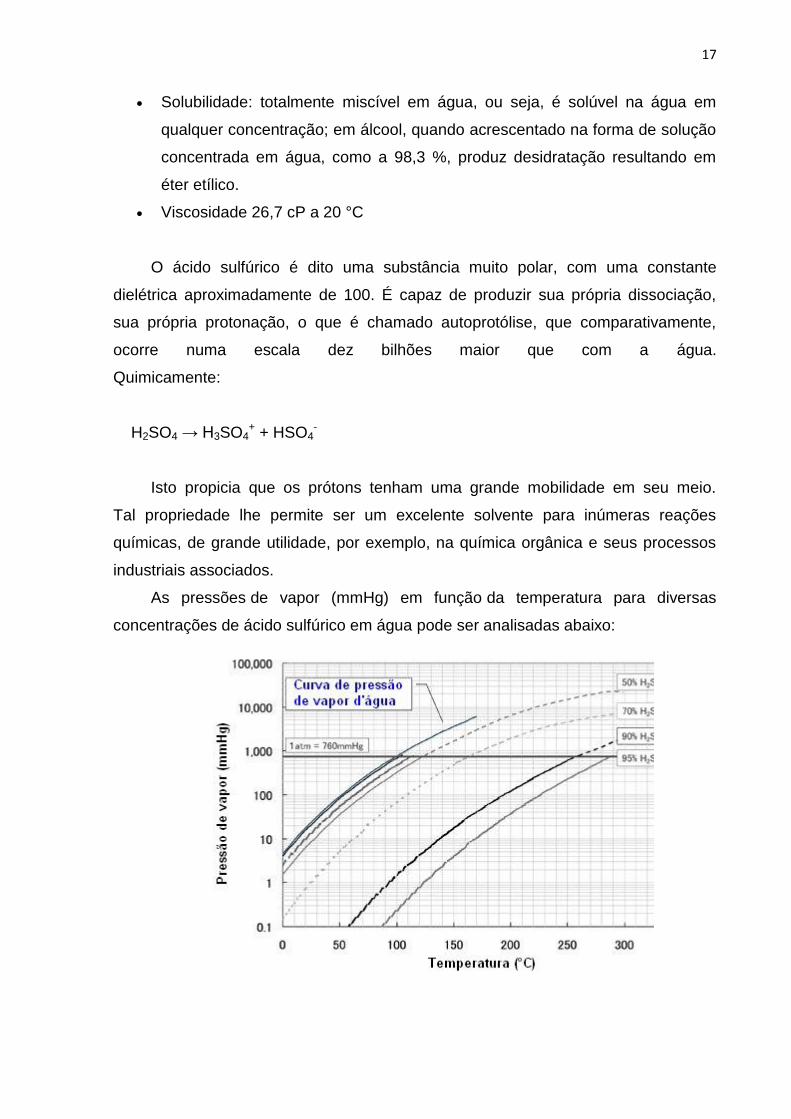
As pressões de vapor (mmHg) em função da temperatura para diversas
concentrações de ácido sulfúrico em água pode ser analisadas abaixo:
18
O ácido sulfúrico se encontra disponível comercialmente em um grande
número de concentração e graus de pureza. Existem dois processos principais para
a produção de ácido sulfúrico, o método da câmara de chumbo e o processo de
contato.
A obtenção do enxofre pode ser de três maneiras (processo Frasch, enxofre
de gases combustíveis e enxofre de sulfetos minerais), e serão elas que
determinarão as características da matéria prima. Os equipamentos de recepção e
preparação da matéria prima estão diretamente relacionados com as características
da matéria prima.
A seguir será detalhado o processo de câmara de chumbo por ser o primeiro
método utilizado na fabricação de ácido sulfúrico em grande escala e posteriormente
o processo de contato por ser o mais utilizado nos dias de hoje.
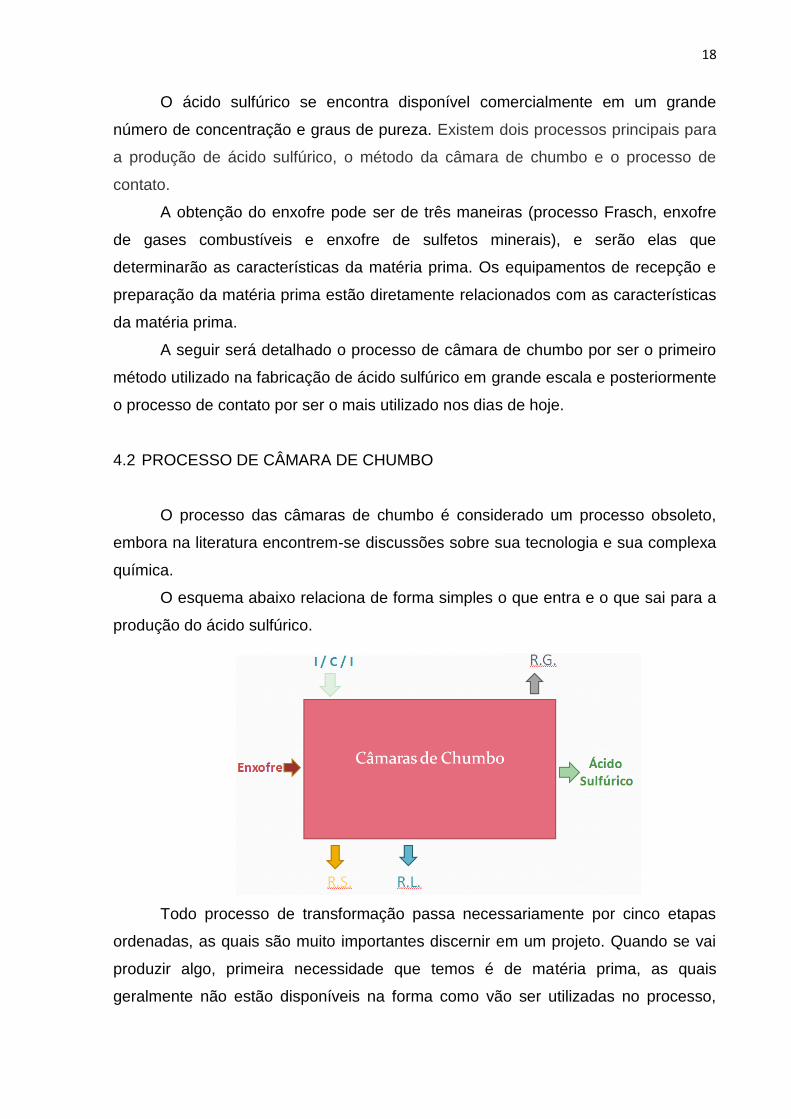
4.2 PROCESSO DE CÂMARA DE CHUMBO
O processo das câmaras de chumbo é considerado um processo obsoleto,
embora na literatura encontrem-se discussões sobre sua tecnologia e sua complexa
química.
O esquema abaixo relaciona de forma simples o que entra e o que sai para a
produção do ácido sulfúrico.
Todo processo de transformação passa necessariamente por cinco etapas
ordenadas, as quais são muito importantes discernir em um projeto. Quando se vai
produzir algo, primeira necessidade que temos é de matéria prima, as quais
geralmente não estão disponíveis na forma como vão ser utilizadas no processo,
19
então, essa matéria prima passará por um processo, como a moagem do enxofre
para a padronização da granulometria, que neste caso ocorre antes da sua chegada
a indústria. Após isso acontece o processo de transformação em si e este, necessita
de acabamentos, como o envase, por exemplo, para então ser estocado e expedido.
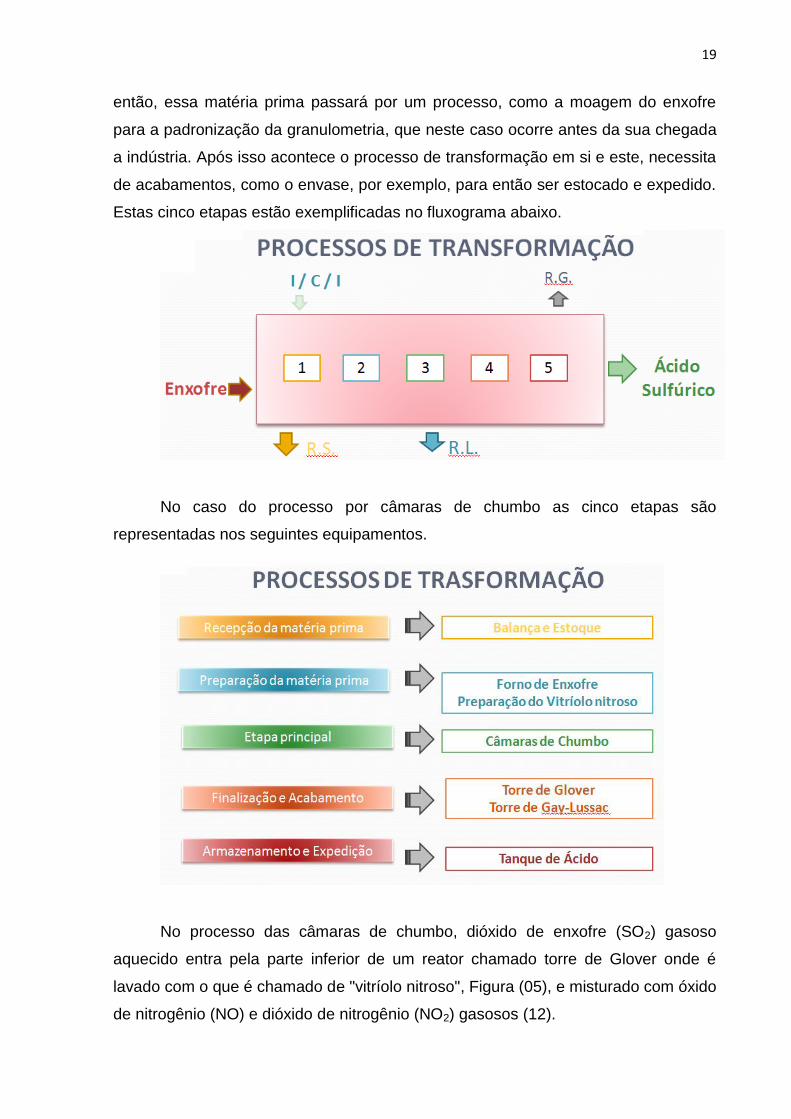
Estas cinco etapas estão exemplificadas no fluxograma abaixo.
No caso do processo por câmaras de chumbo as cinco etapas são
representadas nos seguintes equipamentos.
No processo das câmaras de chumbo, dióxido de enxofre (SO2) gasoso
aquecido entra pela parte inferior de um reator chamado torre de Glover onde é
lavado com o que é chamado de "vitríolo nitroso", Figura (05), e misturado com óxido
de nitrogênio (NO) e dióxido de nitrogênio (NO2) gasosos (12).
20
FIGURA 05: Composição do vitríolo nitroso
Parte do dióxido de enxofre é oxidado a trióxido de enxofre (SO3) e
dissolvido no banho ácido para formar o ácido de torre ou ácido de Glover
(aproximadamente 78% de H2SO4.
SO2 + NO2 → NO +SO3
SO3 + H2O → H2SO4
Da torre de Glover uma mistura de gases (que inclui dióxido e trióxido de
enxofre, óxidos de nitrogênio, nitrogênio, oxigênio e vapor) é transferida a uma
câmara recoberta por chumbo onde é tratado com mais água.
A câmara pode ser grande espaço em forma de caixa ou um recinto em forma
de cone truncado. O ácido sulfúrico é formado por uma série complexa de reações;
condensa nas paredes e é acumulado no piso da câmara. Podem existir de três a
seis câmaras em série, onde os gases passam por cada uma das câmaras em
sucessão.
O ácido produzido nas câmaras, geralmente chamado ácido de câmara ou
ácido de fertilizante, contém de 62% a 68% de H2SO4 (12).
NO + NO2 + H2O → 2 HNO2
HNO2 + H2SO3 → H2SO4 + diversos subprodutos
Logo que os gases passem pelas câmaras se os faz passar a um reator
chamado torre de Gay-Lussac onde são lavados com ácido concentrado esfriado
(proveniente da torre de Glover). Os óxidos de nitrogênio e o dióxido de enxofre que
não haviam reagido se dissolvem em ácido formando o vitríolo nitroso utilizado na
torre de Glover. Os gases remanescentes são usualmente liberados na atmosfera
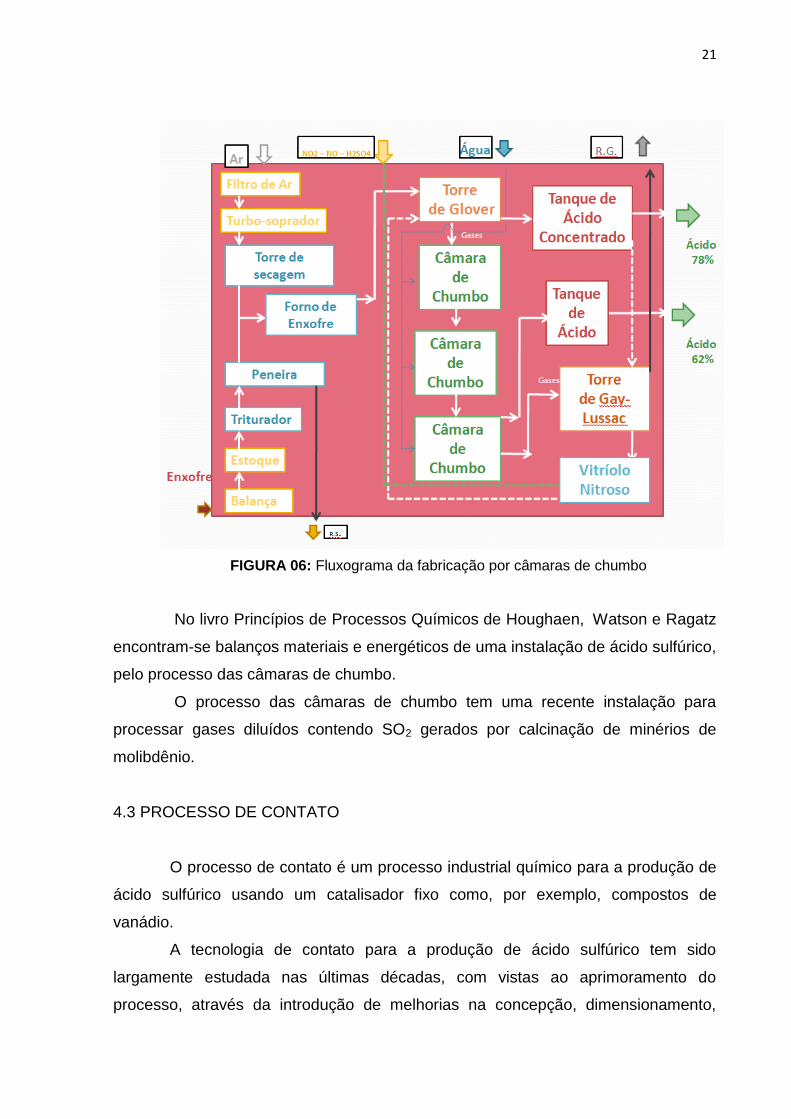
(12). O fluxograma abaixo ilustra as etapas na fabricação por câmaras de chumbo.
21
FIGURA 06: Fluxograma da fabricação por câmaras de chumbo
No livro Princípios de Processos Químicos de Houghaen, Watson e Ragatz
encontram-se balanços materiais e energéticos de uma instalação de ácido sulfúrico,
pelo processo das câmaras de chumbo.
O processo das câmaras de chumbo tem uma recente instalação para
processar gases diluídos contendo SO2 gerados por calcinação de minérios de
molibdênio.
4.3 PROCESSO DE CONTATO
O processo de contato é um processo industrial químico para a produção de
ácido sulfúrico usando um catalisador fixo como, por exemplo, compostos de
vanádio.
A tecnologia de contato para a produção de ácido sulfúrico tem sido
largamente estudada nas últimas décadas, com vistas ao aprimoramento do
processo, através da introdução de melhorias na concepção, dimensionamento,
22
condições de operação e disposição dos equipamentos. Diferentes modalidades
tecnológicas foram concebidas, apresentando características próprias de
rendimento, custo e flexibilidade operacional (10).
Os objetivos principais visados por qualquer modalidade de produção de
ácido sulfúrico pelo processo de contato, através da combustão do enxofre, são os
seguintes:
Obter o máximo de conversão de SO2 visando a melhoria do rendimento e
diminuição do teor de gases sulfurosos lançados à atmosfera;
Absorver o SO3 através de um processo eficiente, evitando o lançamento de
H2SO4 na atmosfera;
Produzir a máxima quantidade de vapor d'água, em condições apropriadas
para consumo interno e externo à unidade.
Outros objetivos também importantes, procurados nas instalações industriais
de produção de ácido sulfúrico, compreendem:
Produção contínua ao nível da capacidade nominal da instalação, durante
longos períodos de operação;
Minimização dos custos de operação e de manutenção, e
Operação segura e higiênica com o mínimo índice de poluição atmosférica.
Na prática, não é possível atingir o máximo de cada um dos objetivos
isoladamente, seja por imposições do processo seja por limitações do projeto. As
modalidades de processo utilizadas em instalações industriais de produção de ácido
sulfúrico procuram atingir um grau de otimização global, através do balanceamento
adequado dos objetivos específicos visados (10).
O fluxograma abaixo resume as entradas e saídas de forma análoga a
câmara de chumbo.
23
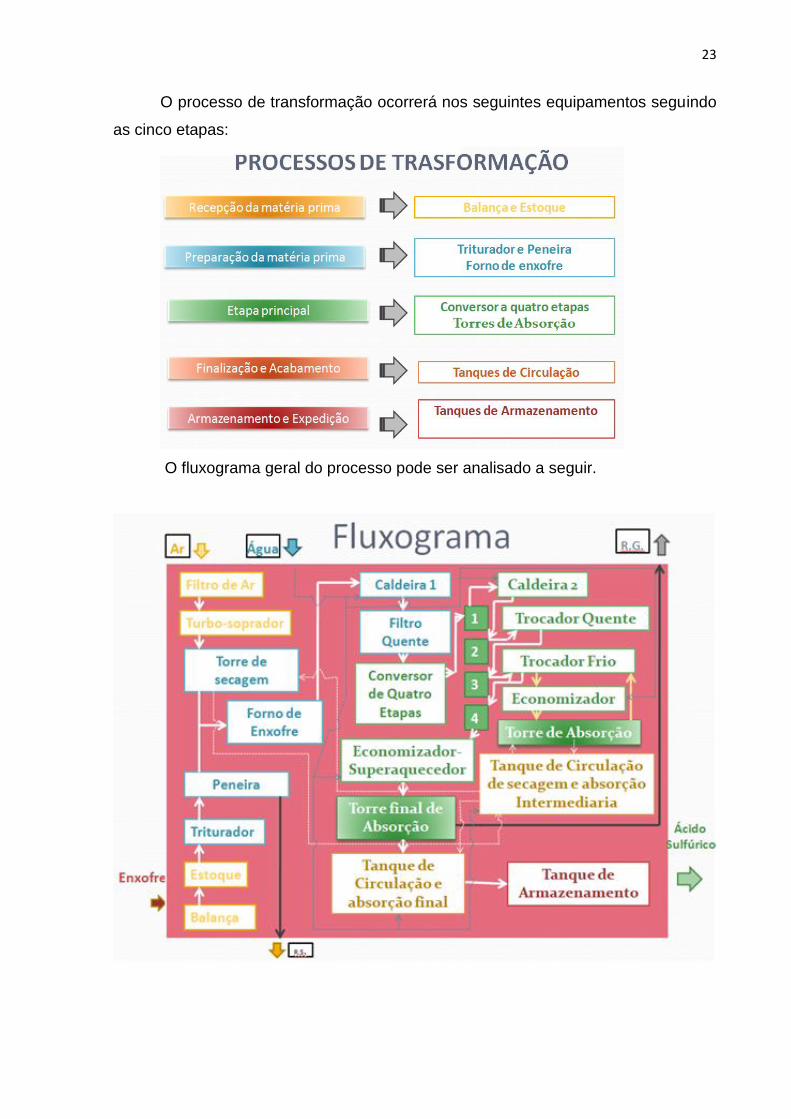
O processo de transformação ocorrerá nos seguintes equipamentos seguindo
as cinco etapas:
O fluxograma geral do processo pode ser analisado a seguir.
24
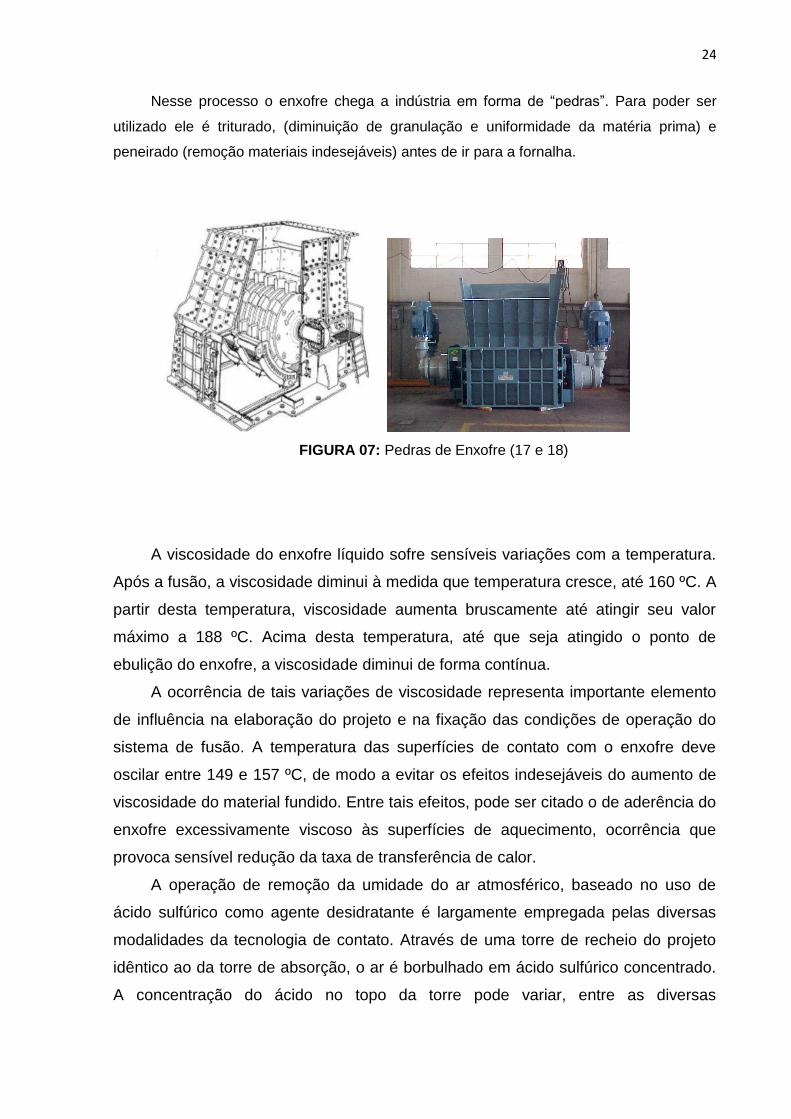
Nesse processo o enxofre chega a indústria em forma de “pedras”. Para poder ser
utilizado ele é triturado, (diminuição de granulação e uniformidade da matéria prima) e
peneirado (remoção materiais indesejáveis) antes de ir para a fornalha.
FIGURA 07: Pedras de Enxofre (17 e 18)
A viscosidade do enxofre líquido sofre sensíveis variações com a temperatura.
Após a fusão, a viscosidade diminui à medida que temperatura cresce, até 160 ºC. A
partir desta temperatura, viscosidade aumenta bruscamente até atingir seu valor
máximo a 188 ºC. Acima desta temperatura, até que seja atingido o ponto de
ebulição do enxofre, a viscosidade diminui de forma contínua.
A ocorrência de tais variações de viscosidade representa importante elemento
de influência na elaboração do projeto e na fixação das condições de operação do
sistema de fusão. A temperatura das superfícies de contato com o enxofre deve
oscilar entre 149 e 157 ºC, de modo a evitar os efeitos indesejáveis do aumento de
viscosidade do material fundido. Entre tais efeitos, pode ser citado o de aderência do
enxofre excessivamente viscoso às superfícies de aquecimento, ocorrência que
provoca sensível redução da taxa de transferência de calor.
A operação de remoção da umidade do ar atmosférico, baseado no uso de
ácido sulfúrico como agente desidratante é largamente empregada pelas diversas
modalidades da tecnologia de contato. Através de uma torre de recheio do projeto
idêntico ao da torre de absorção, o ar é borbulhado em ácido sulfúrico concentrado.
A concentração do ácido no topo da torre pode variar, entre as diversas
25
modalidades, dentro de uma faixa de 93-98%, sendo a última a mais comumente
adotada pelos processos modernos (10).
O ar utilizado para a combustão na fornalha também sofre preparação, pois
logo depois de ser capturado da atmosfera este passa por um filtro para remoção
dos particulados.
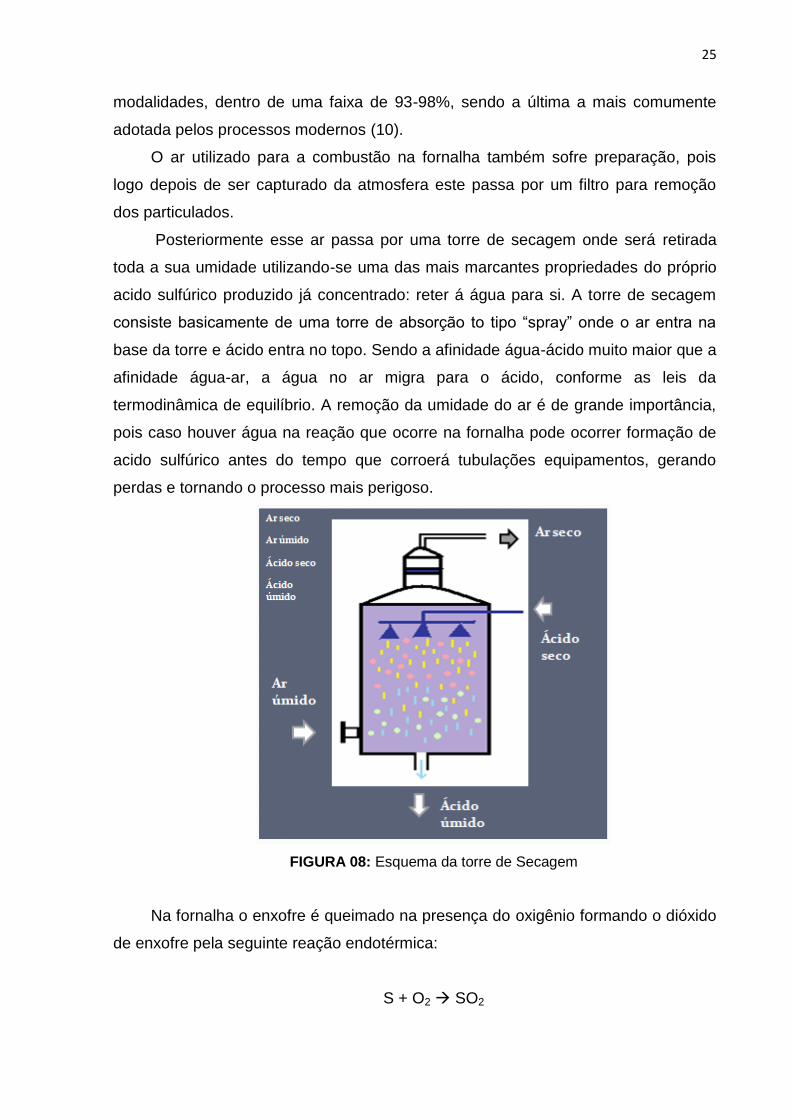
Posteriormente esse ar passa por uma torre de secagem onde será retirada
toda a sua umidade utilizando-se uma das mais marcantes propriedades do próprio
acido sulfúrico produzido já concentrado: reter á água para si. A torre de secagem
consiste basicamente de uma torre de absorção to tipo “spray” onde o ar entra na
base da torre e ácido entra no topo. Sendo a afinidade água-ácido muito maior que a
afinidade água-ar, a água no ar migra para o ácido, conforme as leis da
termodinâmica de equilíbrio. A remoção da umidade do ar é de grande importância,
pois caso houver água na reação que ocorre na fornalha pode ocorrer formação de
acido sulfúrico antes do tempo que corroerá tubulações equipamentos, gerando
perdas e tornando o processo mais perigoso.
FIGURA 08: Esquema da torre de Secagem
Na fornalha o enxofre é queimado na presença do oxigênio formando o dióxido
de enxofre pela seguinte reação endotérmica:
S + O2 SO2
26
Na fornalha, o enxofre deve ser queimado com ar totalmente isento de água, se
houver água nesta etapa, poderá se formar ácido sulfúrico antes do tempo, que
corroerá tubulações e equipamentos, podendo gerar acidentes e perdas. Uma
curiosidade está no fato que o enxofre adquire cor azul nessa ao ser aquecido nessa
etapa.
Os tipos de fornos de combustão normalmente utilizados em unidades de
produção de ácido sulfúrico são os seguintes: cascata e atomizador.
Entre as vantagens do tipo cascata podem ser destacadas
Maior flexibilidade de operação, podendo trabalhar entre 20 e 150% da sua
capacidade nominal;
Por não usar orifícios para provocar a vaporização do enxofre, possibilita a
utilização de um enxofre de qualidade inferior.
Devido à sua conformação geométrica, possui uma maior capacidade de
armazenamento de calor, durante as paradas da unidade.
O tipo atomizador apresenta as seguintes vantagens em relação ao modelo
cascata:
Melhor desempenho em operação e altas concentrações de SO2, e
Maior capacidade de queima de enxofre, o que favorece seu uso em grandes
unidades de ácido sulfúrico.
Saindo do forno o gás com altas temperaturas passará por uma caldeira onde
será resfriado (420 ºC, temperatura média onde ocorre a conversão do SO2 a SO3) e
em seguida por um filtro quente para remoção de possíveis impurezas pois como
este gás está se encaminhando para um conversor que utiliza catalisador
(normalmente pentóxido de vanádio) não pode-se correr o risco de contaminá-lo.
Com o intuito de um bom aproveitamento energético, a energia que estava em
excesso não é simplesmente dissipada, sendo esse calor excedente utilizado para
aquecer á água de necessária em outras partes do processo. As etapas a seguir,
nos equipamentos de conversão e torres de absorção são as principais para este
processo.
No desenvolvimento dos processos de contato, vários materiais foram testados
experimentalmente como catalisadores da reação de oxidação do SO2. Destes,
27
somente três chegarem a ser utilizados comercialmente: platina, óxido de ferro e
pentóxido de vanádio.
Os dois primeiros, notadamente a platina, foram usados até a Primeira Guerra
Mundial, quando na Alemanha foi introduzido o uso de pentóxido de vanádio.
A partir de 1920, praticamente todas as instalações produtoras de ácido
sulfúrico pelo processo de contato usavam este novo catalisador. Entre os fatores
que provocaram esta mudança podem ser destacadas os seguintes:
Extrema sensibilidade da platina a envenenamento por impurezas presente
nos gases de combustão do enxofre, condição que exigia dispendiosas operações
de purificação da alimentação do conversor, e
Alto custo da platina em relação ao pentóxido de vanádio.
Embora a platina seja mais ativa e requeira uma menor temperatura para dar
início à reação de conversão durante as fases iniciais de operação, razões de
natureza econômica conduzir à utilização exclusiva do pentóxido de vanádio como
catalisador de reação de conversão do SO2 a SO3.
Estudos sistemáticos realizados por Knietsch na empresa BASF sobe o
equilíbrio de reação da oxidação do SO2 sobre um catalisador de platina, publicados
em 1901, formaram uma importante base para o entendimento de seus princípios
termodinâmicos.
De acordo com o modelo de MARS e MAESSEN, a reação no catalisador se
dá por meio dos passos intermediários:
SO2 + 5 V5+ + O2- ⇌ 2 V4+ + SO3
1/2 O2 + 2 V4+ → 5 V5+ + O2-
Entre diversos catalisadores estudados, somente os compostos de vanádio,
a platina, o ródio, o óxido de ferro, tem provados serem satisfatórios, mas apenas o
pentóxido de vanádio atingiu uso mercadológico.
No projeto e operação de um sistema de oxidação catalítica de SO2,
importantes aspectos devem ser considerados no que se refere às limitações do
catalisador e à termodinâmica da reação.
A reação de oxidação de SO2 a SO3 libera uma considerável quantidade de
calor, o que provoca, em consequência, elevação da temperatura do meio reacional.
28
Tal elevação de temperatura, como anteriormente referido, atua desfavoravelmente
no sentido de formação do SO3, ou seja, reduz a geração do produto que se deseja
maximizar. Por outro lado, como a atividade do catalisador aumenta com a
temperatura, uma operação que vise à maximização da produção de SO3 requer um
balanço apropriado entre os efeitos opostos da velocidade de reação e do equilíbrio
químico.
Tal temperatura é determinada pelo princípio de Le Chatelier, que indica que
baixas temperaturas favoreceriam melhores rendimentos em SO3, mas sob estas
condições a reação se processaria demasiado lenta e operando nesta temperatura
obtem-se o máximo rendimento em produto a uma velocidade de reação viável
economicamente. A velocidade da reação, por sua vez, é favorecida pela elevação
de temperatura, como indicado pelas relações seguintes:
Onde: r = velocidade da reação
k = constante de velocidade
SO2 C = concentração de SO2 (g/litro)
C = concentração de O2 (g/litro)
a = ordem da reação em relação ao SO2
b = ordem da reação em relação ao O2
KO = fator de frequência
e = no. de Nepler
Ea = energia de ativação
R = constante universal dos gases
O mesmo princípio determina que a pressão seja realizado a altas pressões,
mas a pressão atmosférica é recomendada pelos mesmo motivos econômicos.
O efeito da pressão sobre o equilíbrio da reação de conversão do SO2 a SO3
pode ser constatado pela observação da relação volumétrica entre os produtos e os
reagentes da reação. Como a referida relação volumétrica é inferior à unidade (1 vol
de produto para 1,5 vol de reagentes), o que indica contração de volume no
processo reacional, o acréscimo de pressão provoca um deslocamento do equilíbrio
no sentido de favorecimento de maior formação de SO3.
29
A elevação da pressão do meio reacional proporciona também maior
velocidade da reação de oxidação do SO2, na medida em que concorre para
aumentar as concentrações do SO2 e do O2. Como tais concentrações, como
indicado na equação representativa da velocidade da reação, são expressas em
termos de peso dos reagentes (g) por volume total da massa gasosa (l), o aumento
de pressão, ocasionando redução do volume global dos gases, acarreta, em
contrapartida, elevação das concentrações dos referidos reagentes.
A influência da relação O2/SO2 é exercida através de duas ações em oposição.
O oxigênio presente no meio reacional favorece a velocidade de reação e a desloca
no sentido de formação do SO3. Por outro lado, a presença do nitrogênio do ar
usado na combustão do enxofre provoca diluição dos reagentes, ocorrência que
ocasiona efeito negativo tanto na velocidade de reação, como no equilíbrio.
A concentração de SO3 no meio reacional atual como um freio à velocidade da
reação, que tende para zero quando a referida concentração se aproxima daquela
definida pelas condições de equilíbrio da reação. Atingida tal condição, o
prosseguimento da reação, mantidas constantes as demais variáveis de processo,
demanda a remoção do SO3 do meio reacional. Com a adoção de tal medida, o
sistema tende a um novo equilíbrio, através de nova formação de SO3.
Na prática, nos catalisadores convencionais a velocidade de reação é
praticamente nula abaixo de 400oC. Nesta temperatura, o V2O5 torna-se insolúvel na
massa fundida de pirossulfato alcalino presente no catalisador, ficando por este
motivo desativado.
Desde 1947 a indústria de catalisador vem estudando o uso de césio como
promotor de catalisadores de V2O5. O césio evita a cristalização do V2O5 a 400 ºC,
permitindo que o catalisador fique ativo a temperatura de até 360 ºC.
No conversor o dióxido de enxofre é convertido em trióxido de enxofre
conforme a reação reversível e exotérmica a seguir:
3222
1SOOSO
A maior conversão que pode ser atingida para uma reação reversível é a
conversão de equilíbrio, que varia com a temperatura de modo a ser melhor em
temperaturas não tão elevadas . No entanto, o aumento da temperatura afeta a
cinética da reação de modo a aumentar a sua velocidade. Portanto, faz-se
necessário equilibrar a operação máxima com altas velocidades e conversões
30
elevadas a menores temperaturas. O conversor operando em estágios, como um
conjunto de reatores tubulares em série, onde entre eles existe resfriamento
possibilita relacionar os fatores de conversão e velocidade da reação.
O numero de estágios do conversor com resfriamento entre eles está
diretamente relacionado à otimização do processo bem como a quantidade de
catalisador presente em cada estagio. A presença de uma torre de absorção entre
os estágios também auxilia no aumento de conversão, pois ao retirar o SO3 formado
libera os próximos estágios de conversão. Todo o calor retirado nos resfriamentos é
recuperado e utilizado em caldeiras.
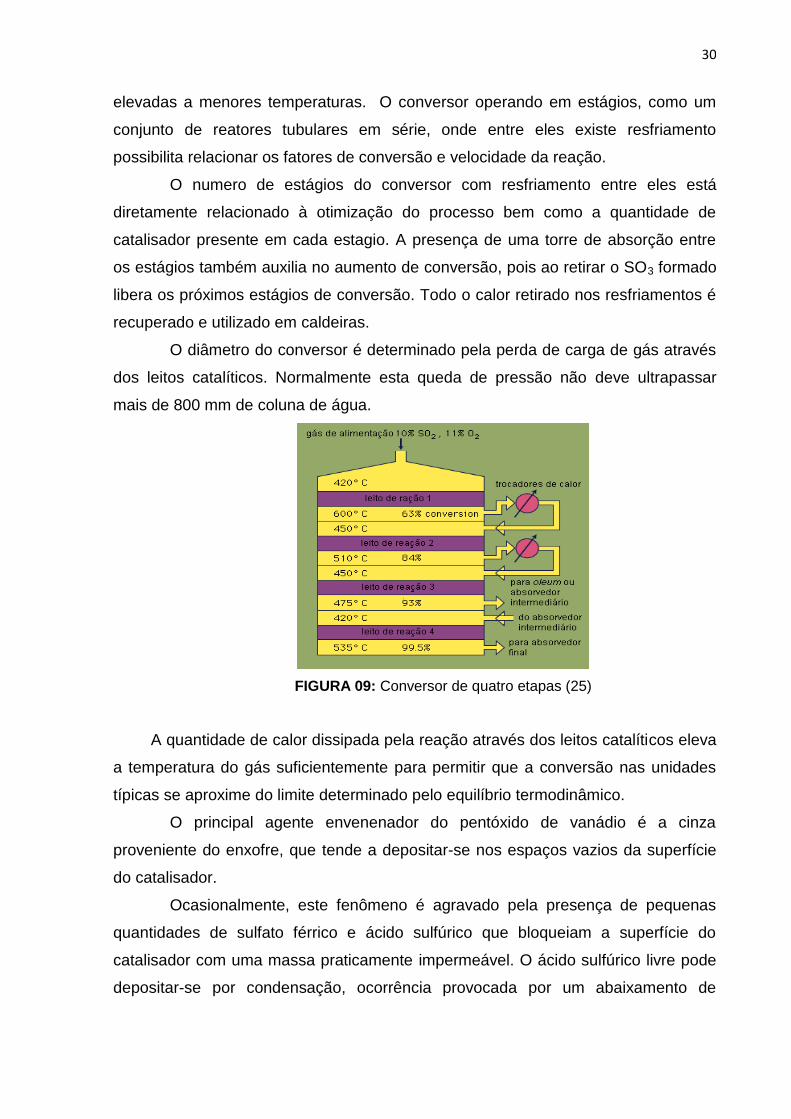
O diâmetro do conversor é determinado pela perda de carga de gás através
dos leitos catalíticos. Normalmente esta queda de pressão não deve ultrapassar
mais de 800 mm de coluna de água.
FIGURA 09: Conversor de quatro etapas (25)
A quantidade de calor dissipada pela reação através dos leitos catalíticos eleva
a temperatura do gás suficientemente para permitir que a conversão nas unidades
típicas se aproxime do limite determinado pelo equilíbrio termodinâmico.
O principal agente envenenador do pentóxido de vanádio é a cinza
proveniente do enxofre, que tende a depositar-se nos espaços vazios da superfície
do catalisador.
Ocasionalmente, este fenômeno é agravado pela presença de pequenas
quantidades de sulfato férrico e ácido sulfúrico que bloqueiam a superfície do
catalisador com uma massa praticamente impermeável. O ácido sulfúrico livre pode
depositar-se por condensação, ocorrência provocada por um abaixamento de
31
temperatura dos gases durante o início de operação ou parada da unidade. A
presença de cloretos e fluoretos também prejudicam seriamente o catalisador ao
reagirem com o V2O5 e com a sílica usada como suporte.
Altas concentrações de SO2 podem elevar a temperatura da massa catalítica
acima de 650 ºC danificando-a irreversivelmente. Na prática, são adotados os
seguintes métodos para controlar as temperaturas nos leitos de catalisador dos
conversores;
Resfriamento direto
Resfriamento indireto
No primeiro método, a queda de temperatura é provocada pela injeção no
conversor de um gás frio, normalmente ar seco. Este sistema requer uma boa
homogeneização do gás após a mistura, a fim de evitar a ocorrência de pontos de
superaquecimento no leito catalítico. O uso de ar nesta operação apresenta como
vantagem a introdução de uma nova quantidade de oxigênio, que proporciona
aumento desejável da relação O2/SO2. Devem-se considerar contudo, como fator
limitante desta prática, a quantidade de nitrogênio introduzida no conversor que
ocasionará diluição dos gases reagentes no meio reativo, ocorrência indesejável sob
o ponto de vista de eficiência do processo, como anteriormente mencionado.
No resfriamento indireto, o calor gerado na reação de conversão, é removido
do meio reacional, através de trocadores de calor, que podem estar fisicamente
localizados dentro ou fora do conversor. Como meio de resfriamento é usada água,
vapor d'água, ar ou gás de processo.
Água e vapor d'água são os agentes mais empregados, face ao interesse
econômico de produzir o máximo de vapor d'água superaquecido, tanto para uso
como elemento de acionamento das turbinas da unidade como para a utilização
externa à instalação de ácido sulfúrico.
Outros processos utilizam de forma indireta o ar seco como meio de
resfriamento das massas catalíticas. A introdução de ar quente no forno de enxofre
proporciona um aumento na temperatura de saída dos gases de cerca de 200ºC e,
como conseqüência, um maior conteúdo de energia térmica para geração de vapor
d'água, na mesma caldeira. Em contrapartida a essa vantagem, temperaturas mais
altas de operação do forno exigem a utilização de materiais de construção mais
sofisticados.
32
Como anteriormente referido, a remoção de SO3 do meio reacional
provocam dos deslocamentos da reação no sentido de formar novas quantidades de
SO3. Com base neste conceito, os processos de obtenção de ácido sulfúrico podem
ser classificados nos seguintes tipos:
Contato ou Absorção Simples, e
Contato ou Absorção Dupla
Na alternativa de simples contato, a alimentação do conversor atravessa os
quatro leitos de catalisador sofrendo apenas resfriamento direto ou indireto. O
equilíbrio estabelecido nessas condições permite atingir um rendimento de
conversão de, no máximo, 98% havendo, portanto, uma perda de 2% de SO2 não
convertido.
Até a década de 60, o processo de simples contato foi largamente
empregado. Como as instalações de produção de ácido sulfúrico existentes naquela
época tinham uma capacidade de produção relativamente pequena, a quantidade de
SO2 lançado a atmosfera não representava um grande problema. Com o surgimento,
contudo, de unidades de grande capacidade, a quantidade de SO2 no gás efluente
do conversor passou a representar um importante fator de poluição do meio
ambiente.
A alternativa encontrada para solucionar tal problema foi a de aumentar a
taxa de conversão de 98 para cerca de 99,7%, através da introdução de uma etapa
intermediária de absorção do SO3 produzido nos primeiros leitos catalíticos do
conversor. Tal alternativa é denominada processo de contato duplo, ou mais
propriamente de processo de dupla absorção.
Simples Absorção
Nesta modalidade, o dióxido de enxofre é oxidado através de uma série de
quatro leitos de catalisador, com resfriamento entre os estágios do conversor.
Os gases efluentes do último leito catalítico são transferidos para uma única
torre de absorção, onde ocorre a remoção do SO3 contido na massa gasosa.
Dupla Absorção
Uma das formas de obter aumento da taxa de formação de SO3, na reação
de oxidação do SO2, consiste na remoção, do meio reacional, do SO3 gerado no
processo. Embora esta prática inviável em forma contínua, ela pode ser aplicada em
33
conversores multi-estágios, nos quais o gás é removido, após a passagem através
de um ou mais estágios. O SO3 formado é, então, absorvido em ácido sulfúrico,
enquanto o gás, com uma relação SO2/SO3 mais favorável aos objetivos do
processo retorna ao conversor, para a nova etapa de oxidação.
Conquanto os princípios básicos deste processo fossem conhecidos de
longa data, somente nos últimos anos, com o surgimento de instalações de grande
capacidade, e das regulamentações de controle de poluição atmosférica, passaram
as indústrias de ácido sulfúrico a utilizar esta modalidade de processo, que requer
maior investimento e apresenta custo de operação mais elevado.
Basicamente, as diferenças entre as modalidades de simples e duplo
contato residem na etapa de absorção intermediária, ou mais especificamente na
inclusão de outra torre de absorção, de outro sistema de circulação de ácido, e dos
necessários resfriadores intermediários para a troca de calor entre gases circulantes
no sistema conversor - torre de absorção primária.
O gás de trióxido de enxofre proveniente do conversor, tanto na torre de
absorção intermediaria como na final, é borbulhado em contracorrente com ácido
sulfúrico concentrado fumegante dos tanques de armazenamento, através de uma
torre recheada. O SO3 presente nos gases reage com água de diluição do ácido,
formando novas moléculas de ácido.
Para a segunda torre, procede-se a absorção do SO3 em concentrações
crescentes de H2SO4 em água até que os gases residuais atravessam uma à torre,
onde o SO3 restante se lava com ácido sulfúrico a 98% de concentração que
absorve o SO3 para formar óleum (H2S2O7), que é então diluído com água, formando
o ácido sulfúrico final desejado.
Este oleum formado reage então com água, como citado, para formar H2SO4
concentrado.
34
É de se observar que a reação por dissolução direta total do SO3 em água não
é muito viável como processo industrial devido a sua extrema exotermicidade.
Formar-se-ia uma névoa e não um líquido no processo.
Os gases não absorvidos se descarregam à atmosfera através de uma
chaminé, atualmente com tratamento por dispositivos para eliminar tanto poeiras
quanto depurar os gases que afetem o ambiente.
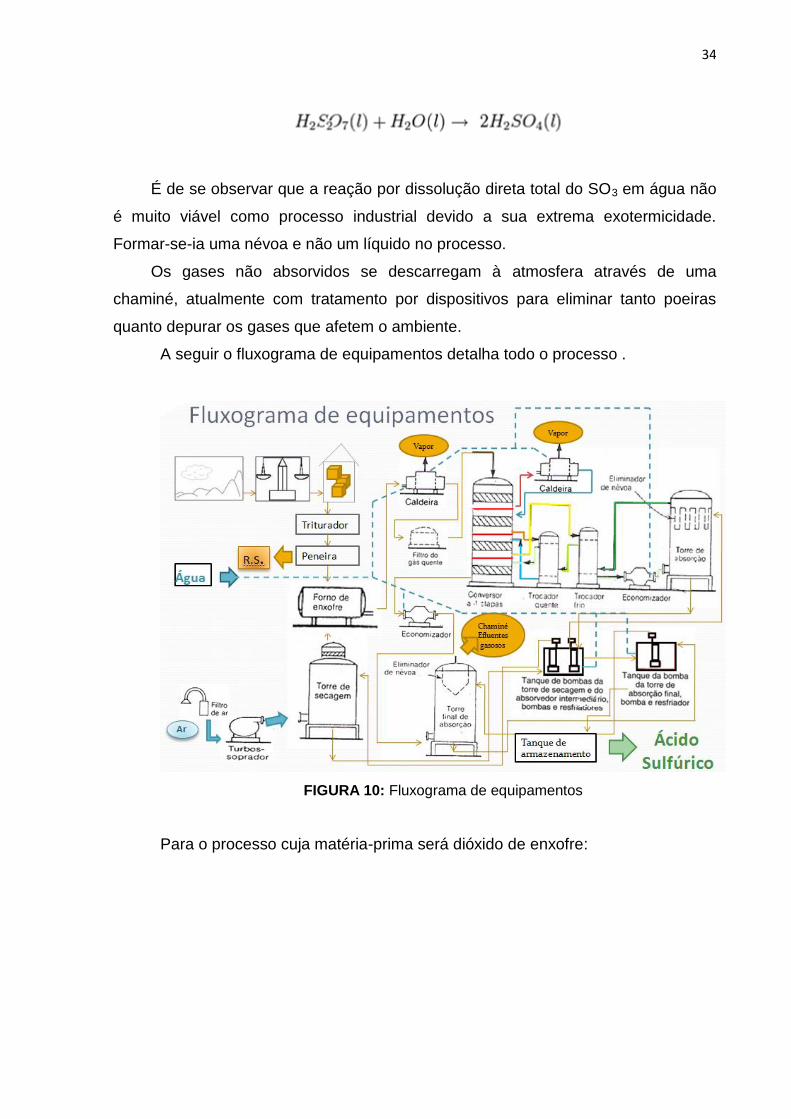
A seguir o fluxograma de equipamentos detalha todo o processo .
FIGURA 10: Fluxograma de equipamentos
Para o processo cuja matéria-prima será dióxido de enxofre:
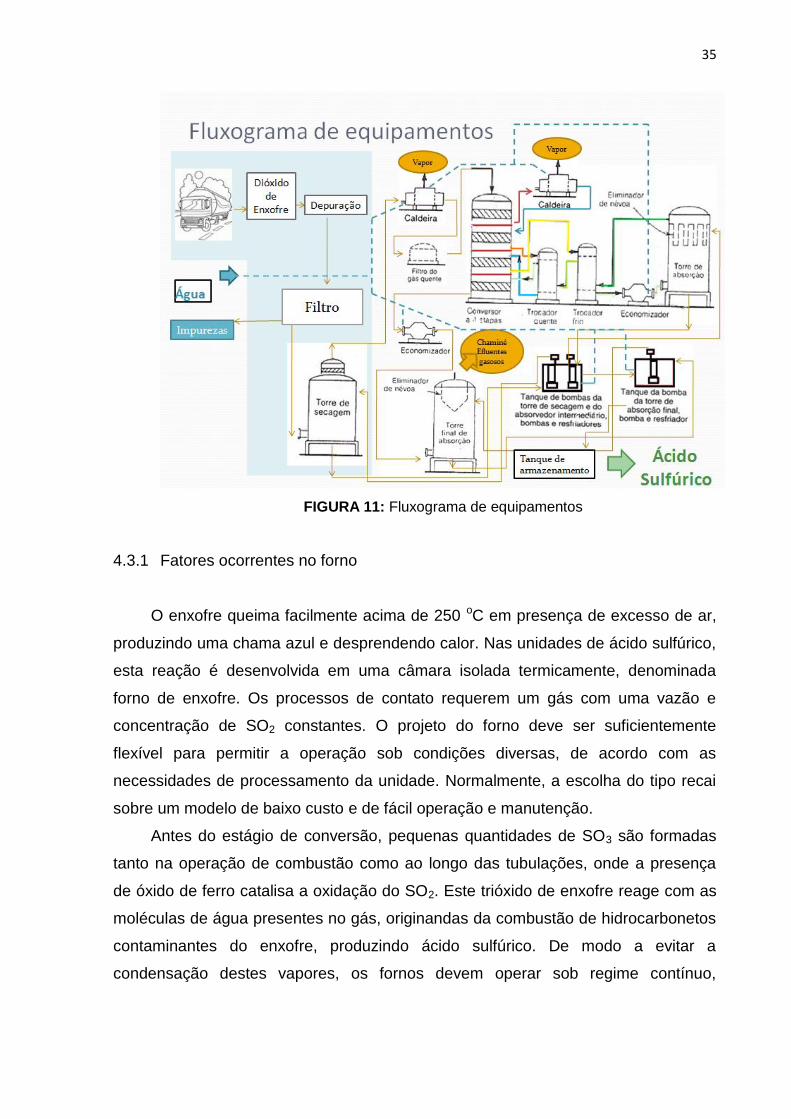
35
FIGURA 11: Fluxograma de equipamentos
4.3.1 Fatores ocorrentes no forno
O enxofre queima facilmente acima de 250 oC em presença de excesso de ar,
produzindo uma chama azul e desprendendo calor. Nas unidades de ácido sulfúrico,
esta reação é desenvolvida em uma câmara isolada termicamente, denominada
forno de enxofre. Os processos de contato requerem um gás com uma vazão e
concentração de SO2 constantes. O projeto do forno deve ser suficientemente
flexível para permitir a operação sob condições diversas, de acordo com as
necessidades de processamento da unidade. Normalmente, a escolha do tipo recai
sobre um modelo de baixo custo e de fácil operação e manutenção.
Antes do estágio de conversão, pequenas quantidades de SO3 são formadas
tanto na operação de combustão como ao longo das tubulações, onde a presença
de óxido de ferro catalisa a oxidação do SO2. Este trióxido de enxofre reage com as
moléculas de água presentes no gás, originandas da combustão de hidrocarbonetos
contaminantes do enxofre, produzindo ácido sulfúrico. De modo a evitar a
condensação destes vapores, os fornos devem operar sob regime contínuo,
36
evitando assim que a temperatura caia a um nível inferior do ponto de orvalho dos
gases efluentes da combustão do enxofre.
A operação de um forno em condições que conduzem a elevadas
concentrações de SO2 no efluente gasoso é bastante interessante, traz porém
certos inconvenientes, dos quais o mais importante está relacionado com o fato de
se desenvolverem elevadas temperaturas nos leitos do conversor. Estas
temperaturas além de afetarem a vida útil do catalisador prejudicam o
desenvolvimento da oxidação do SO2.
Outra conseqüência desfavorável da obtenção de gases com alto teor de SO2
reside na presença de enxofre sublimado na massa gasosa, causada por combustão
incompleta do enxofre.
No forno, a operação de combustão de enxofre é processada em duas etapas.
Primeiramente, o enxofre líquido vaporiza-se por absorção do calor contido na
câmara, para depois reagir com o oxigênio do ar formando SO2. De acordo com a
forma de vaporização do enxofre, os fornos podem ser classificados nos seguintes
tipos:
piscina
cascata
atomizador
No primeiro tipo, o enxofre é vaporizado pela ação do calor sobre o enxofre
líquido contido em uma ou mais piscinas situadas no interior do forno. Como a
alimentação é realizada através de adição contínua de enxofre sólido, torna-se
extremamente difícil manter uma vazão de gás constante a uma concentração
definida. Por esta razão, este tipo de forno não se adapta ao processo de produção
de ácido sulfúrico.
No segundo tipo, o enxofre líquido flui em forma de cascata, vaporizando-se
por absorção do calor nas paredes e partes internas do forno. Este tipo aplica-se
especialmente às unidades de ácido sulfúrico de pequena capacidade, que operam
com enxofre de baixo índice de pureza.
O terceiro tipo de forno caracteriza-se pela vaporização do enxofre sob a forma
de uma nuvem de minúsculas gotículas suspensas na massa gasosa. Este tipo, é o
mais utilizado atualmente em unidades de ácido sulfúrico.
37
4.3.2 Conversor de quatro estágios (resfriamento externo)
Especial atenção deve ser prestada ao dimensionamento dos bocais de
entrada dos gases, com o objetivo de não permitir diferentes velocidades através do
catalisador. As vazões de gás devem ser distribuídas de modo a evitar pontos de
superaquecimento, que ocasionam redução da vida útil do catalisador.
O controle do progresso da reação é efetuado pelo nível de temperatura dos
gases efluentes de cada estágio. Termopares são normalmente empregados para
indicar e registrar as temperaturas dos gases que entram e saem dos leitos de
catalisador.
Antes de receber a carga de catalisador, o conversor sofre um processo de
aluminização interna, para a proteção da chapa metálica dos efeitos de corrosão.
Alguns conversores mais antigos dispõem de sistemas de resfriamento interno por
onde circula água, ar ou vapor d'água. Estes sistemas podem estar localizados
dentro do próprio leito de catalisador ou entre os estágios do conversor. Este último
sistema, hoje muito pouco usado, apresenta as seguintes vantagens:
economia do custo do casco do trocador de calor e das tubulações;
economia no arranjo da unidade;
menor perda de carga, e
menor volume do conversor
Como desvantagens destacam-se:
maior dificuldade para a manutenção dos tubos do trocador de calor;
maior complexidade no projeto do conversor, e
risco de vazamento de água sobre o catalisador.
As torres de absorção e secagem são normalmente de construção idêntica.
Com cerca de 3 metros de altura de recheio, estas torres dispõem de um eficiente
sistema de canaletas para a distribuição do ácido sobre o material de recheio. O
diâmetro é determinado pela perda de carga do gás através da torre. Os diversos
tipos e tamanhos de recheio existentes permitem uma escolha flexível.
Para proteger a chapa de aço das torres, uma fina camada de teflon e um
revestimento de tijolos anti-ácidos são normalmente empregados:
38
Os filtros de névoa de ácido sulfúrico são instalados normalmente no topo das
torres de absorção, por economia de espaço. Quando o processo requer um filtro de
maiores dimensões sua instalação é procedida separadamente da torre.
As torres de absorção e secagem são usualmente colocadas no topo da casa
de controle da unidade, de forma a permitir que o líquido escoe das torres para o
tanque de acumulação de ácido, no caso de uma perda de emergência da
instalação.
Certas modalidades dos processos utilizam a própria torre como tanque de
acumulação de ácido. Nesta concepção, a torre dispõe de reservatório lateral, para a
instalação das bombas verticais de ácido sulfúrico.
4.3.2.1 Geração de Vapor D'água
Especial atenção deve ser prestada às diversas alternativas usadas nos
processos de contato, para a geração de vapor d'água. Tal circunstância resulta do
fato de que o nível térmico e a quantidade do vapor produzido são importantes
fatores que devem ser adequadamente consideradas na avaliação técnico-
econômica de qualquer modalidade do processo de contato.
Não existe uma regra que indique uma configuração básica. Dependendo das
necessidades do produto, o vapor gerado na unidade permite que o processo seja
auto-suficiente, e use o excedente para gerar energia elétrica ou para exportar a
outras unidades industriais.
No consumo interno da unidade, o vapor d'água é utilizado para fusão e
aquecimento do enxofre e para o acionamento das turbinas acopladas,
normalmente, ao soprador principal de ar e às bombas de alimentação de água das
caldeiras de recuperação de calor.
A energia elétrica usada para a geração do vapor d'água provém das seguintes
correntes de processo:
Gás efluente do forno de combustão;
Gás dos estágios intermediários do conversor, e
Gás efluente do conversor.
Com estas energias estão disponíveis a diferentes níveis de temperatura,
obtém-se, através de uso de caldeiras, superaquecedores e dessuperaquecedores,
uma grande flexibilidade na escolha do nível de pressão do vapor d'água gerado e,
39
consequentemente, do esquema de geração compatível com os requisitos e a
política de utilidades do usuário.
4.3.2.2 Resfriamento do Ácido
Como anteriormente descrito, o ácido sulfúrico circulante nas torres de
absorção e secagem sofre um aumento de temperatura devido aos efeitos
exotérmicos da formação e diluição do H2SO4.
Os processos de contato retiram este calor do ácido através de trocadores
resfriados a ar ou água. O uso de ar é muito recente e depende basicamente das
condições ambientes do local escolhido para a unidade. A água tem sido largamente
usada como meio resfriante, em sistemas abertos ou fechados, dependendo da
disponibilidade de uma fonte abastecedora de água fria. Na ausência desta, uma
torre de resfriamento de água deverá ser empregada. Nos processos mais antigos, a
água é distribuída em forma de chuveiro sobre feixes de tubos de ferro fundido, por
onde circula o ácido quente, sendo recolhida num reservatório, tipo piscina, e daí
bombeada para o topo da torre de resfriamento.
Os tubos de ferro fundido podem ser do tipo normal "Schedule 80" ou então do
tipo "Crane" com aletas internas que aumentam a superfície de contato do ácido.
As unidades mais modernas têm adotado o uso de trocadores do tipo casco e
tubos, com proteção anódica, ou trocadores de placas construídas em Hasteloy C
com juntas de VITON. Estes trocadores encontraram grande aceitação por
proporcionarem uma grande economia de espaço, bem como, por dispensarem a
bomba que transfere a água quente ao topo da torre de resfriamento.
4.3.2.3 Regime Produtivo
As unidades de produção de ácido sulfúrico pelo processo de contato são
normalmente projetadas para operar de forma contínua, durante 330 dias por ano, o
que corresponde a um fator operacional da ordem de 92%.
40
4.3.2.4 Tratamento e Descarga de Efluentes
Conforme anteriormente mencionado, são dois os efluentes secundários
gerados nas unidades de ácido sulfúrico, ou seja: resíduo sólido proveniente da
purificação do enxofre e os gases sulfurosos lançados na atmosfera.
O resíduo da purificação do enxofre corresponde a uma mistura de enxofre,
cinzas e terra diatomácea. Esta massa arenosa é usualmente removida do filtro de
enxofre a cada 12 horas de operação. Ocasionalmente, é procedida a limpeza dos
compartimentos de fusão e sedimentação. A remoção dos sólidos depositados no
fundo desses compartimentos é realizada por adição de água fria, de modo a que
seja produzida uma pasta de enxofre semifundida e água, que é removida dos
compartimentos por meio de um guindaste de caçamba. A eliminação destes
resíduos sólidos não acarreta dificuldades, face ao pequeno volume que é
produzido.
Comercialmente, este resíduo pode ser utilizado como carga na fabricação de
fertilizantes fosfatados.
Especial atenção deve ser prestada, no entanto, aos gases liberados após a
absorção, basicamente compostos de N2, O2, SO2, SO3 e gotículas de ácido. O
ácido líquido é normalmente removido por uma operação de filtração, enquanto os
gases são dispensados no ar através de uma chaminé.
A operação de filtração é normalmente realizada com um filtro do tipo vela
(Brink de alta eficiência), que utiliza o efeito de movimento Browniano, de captação
de pequenas gotículas. O gás é forçado a passar pelas pequenas aberturas do filtro
a baixas velocidades provocando o agrupamento das gotículas de ácido em gotas
de tamanho maior, separáveis do gás.
Outros métodos, no entanto, podem ser empregados, como por exemplo a
lavagem dos gases com soluções alcalinas. Na prática, contudo, não são utilizados
devido aos altos investimentos e custos operacionais envolvidos.
A altura da chaminé é calculada de modo a que seja proporcionada uma
dispersão tal do gás que assegure uma concentração de SO2, ao nível do solo não
superior ao valor estabelecido pelas normas vigentes para o controle de emissão de
gases poluentes.
Existem correlações empíricas que permitem calcular a altura mínima da
chaminé para que sejam satisfeitas tais normas, levando em consideração fatores
41
como concentração de SO2 no gás, velocidade do gás e temperatura do ar e dos
gases.
4.3.2.5 Controle Operacional
Para o eficiente desempenho da unidade, é necessária a manutenção de um
estrito controle operacional nas diversas etapas do processo de contato. As áreas
críticas de controle podem ser sumarizadas nos seguintes pontos:
Temperatura do enxofre e do vapor de aquecimento, durante a etapa de fusão
e filtração do enxofre;
Vazão de ar de enxofre na etapa de combustão;
Temperatura dos gases na entrada e saída dos leitos catalíticos do conversor,
e:
Temperatura, concentração e vazão do ácido distribuído nas torres de
absorção e secagem.
Os instrumentos a serem utilizados nas unidades de ácido sulfúrico exigem
uma criteriosa seleção, devido ao caráter de agressividade química das correntes do
processo.
4.3.3 Operação de Absorção- Influências
Diversos fatores influem na eficiência da operação de absorção, sendo os mais
importantes a temperatura, a concentração do ácido usado, a umidade do gás a ser
absorvido e a distribuição de ácido no material de recheio da torre.
As baixas temperaturas favorecem a absorção, e como a pressão de vapor do
ácido sulfúrico é função direta da temperatura, a quantidade de ácido vaporizada no
gás diminui - com conseqüente aumento da eficiência da operação - à medida em
que a absorção do SO3 é conduzida à temperatura reduzida.
A experiência demonstra que absorção é mais eficiente, quando é empregado
ácido sulfúrico entre 98 e 99% de concentração, como agente absorvente do SO3.
Ácidos mais diluídos ou então a presença da umidade no gás provoca a formação
de gotículas de ácido sulfúrico, que, arrastadas pela massa gasosa, representam um
problema operacional de razoável gravidade, principalmente em unidade que
utilizam o processo de duplo contato. As gotículas de ácido, com diâmetro em torno
42
de 1 mícron, característica que torna a sua separação extremamente difícil, atuam
com núcleos de condensação dos vapores de ácido sulfúrico. Tal mecanismo é
acentuado à medida que os gases cedem calor ao longo das tubulações, condição
que proporciona crescimento das gotículas e conseqüente ação corrosiva sobre os
equipamentos.
Para resolver este problema, são normalmente adotadas as seguintes
soluções: remoção das gotículas de ácido por filtração e aquecimento dos dutos de
gás, para evitar condensação dos vapores de ácido. Como a remoção total dessas
gotículas é extremamente difícil e onerosa, procede-se, na prática, à uma separação
parcial, cujo grau é basicamente definido por um balanço econômico, nos casos de
unidades que operam segundo o processo de duplo contato, entre os custos dos
cascos dos trocadores de calor do sistema conversor-torre de absorção primária e
dos diversos tipos de filtros comercialmente disponíveis.
Outro importante fator que controla a eficiência da operação de absorção é a
distribuição do fluxo de ácido sulfúrico sobre o recheio da torre. Este fator conhecido
como "grau de molhamento", é medido em volume de ácido por unidade de área da
seção transversal da torre, e deve oscilar entre um máximo, que é função da perda
de carga do gás, e um mínimo ditado pela prática operacional.
Grande atenção foi dedicada ao estudo dos tipos de recheio utilizados em
torres de absorção, existindo uma série de correlações empíricas que permitem
calcular o diâmetro, altura e perda de carga nos referidos equipamentos, dentro de
uma faixa de razoável precisão. O diâmetro da torre é determinado em função da
perda de carga máxima econômica, que resulta do melhor balanço econômico entre
o alto investimento e baixo custo operacional associados a torres de baixa perda de
carga, e o baixo investimento conjugado ao alto custo operacional em torres que
operam com uma alta perda de carga.
Os recheios mais comumente usados são Selas Intalox, de 2 a 3 polegadas de
cerâmica e anéis bipartidos de 4, 6 e 8 polegadas. Em uma torre idêntica à de
absorção do SO3 é procedida a secagem do ar atmosférico empregado na operação
de combustão do enxofre e, também, em alguns casos, como agente resfriador dos
gases processados no conversor catalítico.
43
4.3.4 Impurezas no processo
As impurezas afetam sensivelmente a eficiência do processo, e considerável
atenção deve ser dispensada ao processo de sua remoção, que dependerá do tipo,
teor e solubilidade dos contaminantes no enxofre.
As impurezas solúveis no enxofre são constituídas geralmente por óleo, gases,
arsênico, selênio e o telúrio. O arsênico se apresenta sob a forma de sulfeto,
enquanto o selênio e o telúrio aparecem no estado elementar. Por ser a remoção
destas impurezas uma operação difícil e onerosa, envolvendo inclusive a destilação
do enxofre, a eliminação desses contaminantes não é normalmente efetuada.
As impurezas insolúveis no enxofre, como umidade, ácido e materiais sólidos,
são mais facilmente removíveis. A umidade proveniente da chuva, quando presente
nos gases de combustão, combina-se com o SO3 gerando no processo produzindo
vapores de H2SO4 . Tais vapores são indesejáveis, face à ação corrosiva que
exercem sobre os equipamentos e tubulações da unidade, quando condensados. A
remoção da umidade ocorre normalmente no tanque de fusão de enxofre, onde as
condições de temperatura (em torno de 120oC) possibilitam a vaporização da água.
As partículas sólidas incorporadas ao enxofre pelo vento e pela chuva, se não
removidas, são arrastadas através da instalação pelos gases efluentes do forno de
combustão de enxofre. Estas cinzas, que com o tempo são acumuladas tanto na
câmara de combustão como nos leitos do catalisador do conversor , reduzem a vida
útil do catalisador e aumentam a perda de carga no sistema.
A separação das cinzas pode ser realizada por dois métodos clássicos,
denominados sedimentação e filtração.
O primeiro é normalmente procedido em reservatório solidário ao tanque de
fusão, de onde o enxofre líquido flui por gravidade. As partículas sólidas tendem a
depositar-se no fundo dos reservatórios, enquanto o enxofre sobrenadante é
bombeado para processamento. O tempo de residência do enxofre nestes
reservatórios depende basicamente do teor de cinzas presente.
Em 24 horas, a quantidade de cinzas no enxofre baixa em 90%, enquanto em
48 horas o teor é reduzido em 98%.
O segundo método de remoção de partículas do enxofre fundido envolve o uso
de filtros sob pressão. Tal método foi inicialmente aplicado em instalações nas quais
as condições de recebimento e armazenagem do enxofre acarretavam a
44
contaminação do material com substanciais quantidades de impurezas firmamente
divididas, não suscetíveis de remoção nos tanques de sedimentação.
Atualmente, a maioria das instalações de produção de ácido sulfúrico adota o
sistema de filtração em combinação com a sedimentação, o que permite atingir um
grau de remoção de cinzas, a níveis de 20 a 50 ppm que propicia longos períodos
de operação do conversor em condições favoráveis de eficiência. A remoção do
ácido presente no enxofre não representa um problema sério.
Normalmente, o ácido é absorvido pela cinza, sendo removido com ela no
processo de sedimentação ou filtração. A adição de cal ao tanque de fusão
neutraliza o ácido, evitando assim os problema de corrosão.
4.3.5 Efluentes Secundários
As unidades de ácido sulfúrico que utilizam a tecnologia de contato, utilizando
enxofre como matéria prima, apresentam os seguintes efluentes secundários:
Gases sulfurosos
Resíduos sólidos da purificação do enxofre
Os gases sulfurosos, lançados à atmosfera, contém SO2, SO3, N2, O2,vapor
d'água e gotículas de ácido sulfúrico.
Os resíduos da purificação do enxofre resultam da operação de filtração, na
qual é utilizada terra diatomácea como meio filtrante, acrescidos das crostas
removidas nas limpezas dos reservatórios de sedimentação e fusão do enxofre.
A seguir pode-se observar duas imagens externas de industria de acido
sulfúrico com processo de contato.
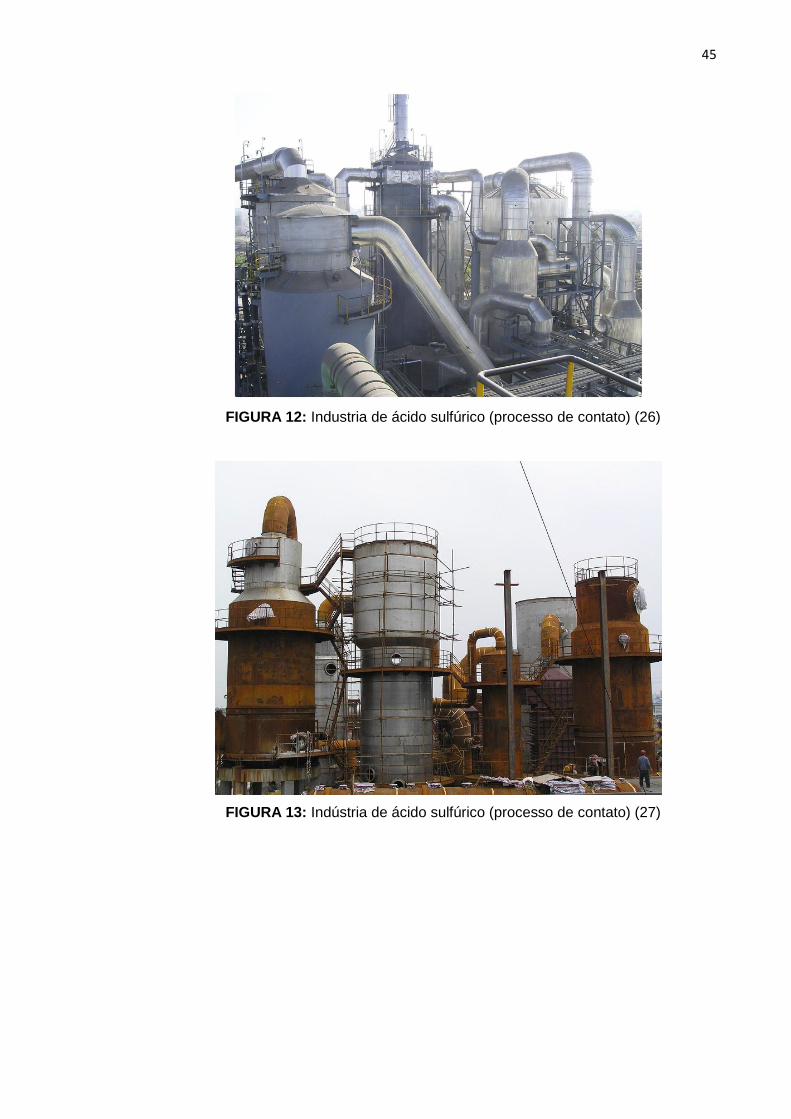
45
FIGURA 12: Industria de ácido sulfúrico (processo de contato) (26)
FIGURA 13: Indústria de ácido sulfúrico (processo de contato) (27)
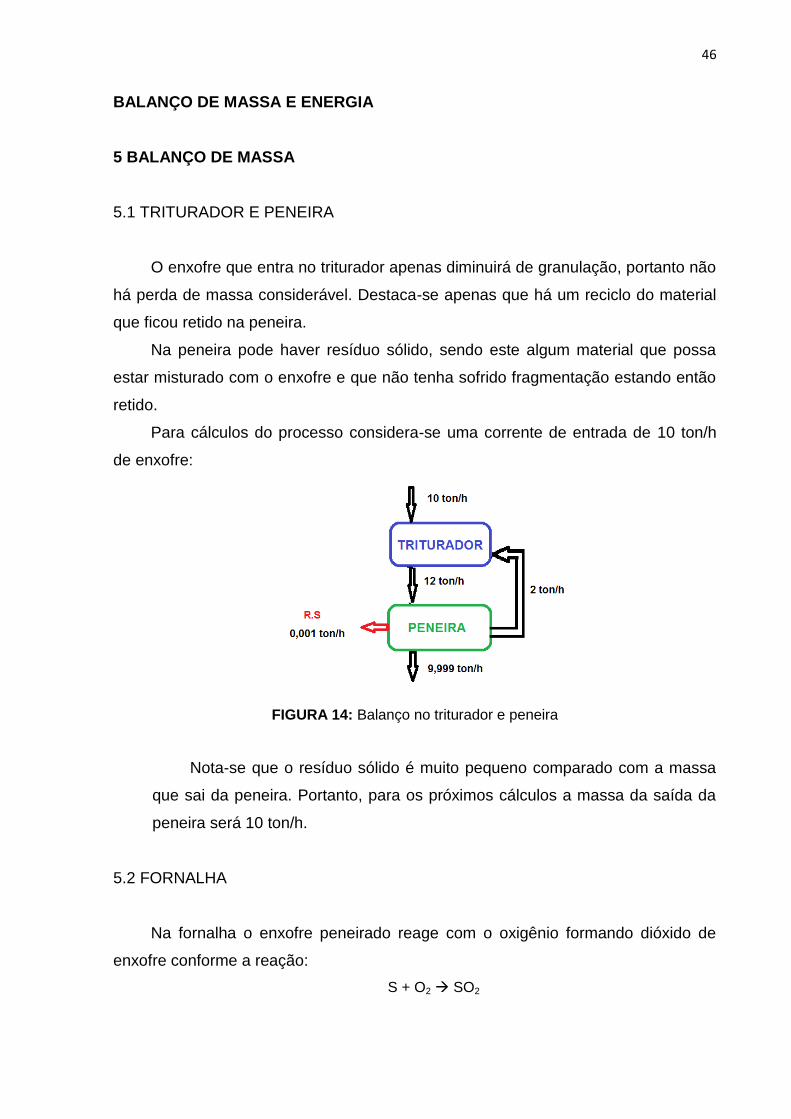
46
BALANÇO DE MASSA E ENERGIA
5 BALANÇO DE MASSA
5.1 TRITURADOR E PENEIRA
O enxofre que entra no triturador apenas diminuirá de granulação, portanto não
há perda de massa considerável. Destaca-se apenas que há um reciclo do material
que ficou retido na peneira.
Na peneira pode haver resíduo sólido, sendo este algum material que possa
estar misturado com o enxofre e que não tenha sofrido fragmentação estando então
retido.
Para cálculos do processo considera-se uma corrente de entrada de 10 ton/h
de enxofre:
FIGURA 14: Balanço no triturador e peneira
Nota-se que o resíduo sólido é muito pequeno comparado com a massa
que sai da peneira. Portanto, para os próximos cálculos a massa da saída da
peneira será 10 ton/h.
5.2 FORNALHA
Na fornalha o enxofre peneirado reage com o oxigênio formando dióxido de
enxofre conforme a reação:
S + O2 SO2
47
Sabe-se que o peso atômico do enxofre é 32,006 g/mol. Portanto para a
corrente de entrada de 10 ton/h temos 312,5 kmol de enxofre.
Da estequiometria 1:1 nota-se que serão necessário 312,5 kmol de oxigênio
para que a reação seja completa. Para tanto sendo o ar atmosférico composto por
21% de O2 utilizaremos 1488,1 kmol de ar/h.
Como a matéria-prima é o enxofre e o custo para a secagem do ar não mudará
mediante a proporção precisamos garantir que a reação seja completa. Para isso
utiliza-se ar em excesso. Considerando que se utiliza o dobro de ar do necessário
para que ocorra a reação, logo na corrente de ar entrará 2976,2 kmol de ar/h. A
massa molecular do ar é (0,21*15,99*2 +0,79*14,00674*2)=0,02884 kg em 1 mol de
ar, onde 15,99g é a massa molecular do oxigênio e 14,00674g do nitrogênio. Pode-
se então calcular a massa de ar na corrente de entrada como demonstrado a seguir:
Já caracterizada as correntes de entrada pode-se estimar a corrente de saída.
Admitindo que 99% foram convertidos em SO2 teremos na corrente de saída o
dióxido de enxofre, todo o nitrogênio presente no ar, enxofre não reagido e o
oxigênio não reagido juntamente com seu excesso propositalmente adicionado.
Visto que a estequiometria da reação novamente se faz 1:1, 100% de SO2
equivalem a 312,5 kmol de dióxido/h. Para 99% de conversão tem-se 309,4 kmol /h
de dióxido de enxofre na corrente de saída.
Para o enxofre a relação será 312,5 kmol que entrou menos 309,4 kmol /h
reagido, logo 3,1 kmol /h de enxofre na corrente de saída.
Anteriormente destacou-se que para a reação completa é necessário 1448,1
kmol de ar/h, como a reação teve 99% de conversão por consideração apenas
1443,62 kmol/h são utilizados restando então na corrente de saída (2976,2-
1433,62)= 1542,58 kmol de ar/h.
Como o ar é composto por 21% oxigênio e 79% nitrogênio tem-se
1542,58*0,21=323,94 kmol/h de oxigênio na saída e 2976,2*0,79=2351,198 kmol/h
de nitrogênio.
A seguir a tabela demonstrará a partir da quantidade de kmols especificada
acima para cada elemento na corrente de saída e a sua respectiva massa em kg.
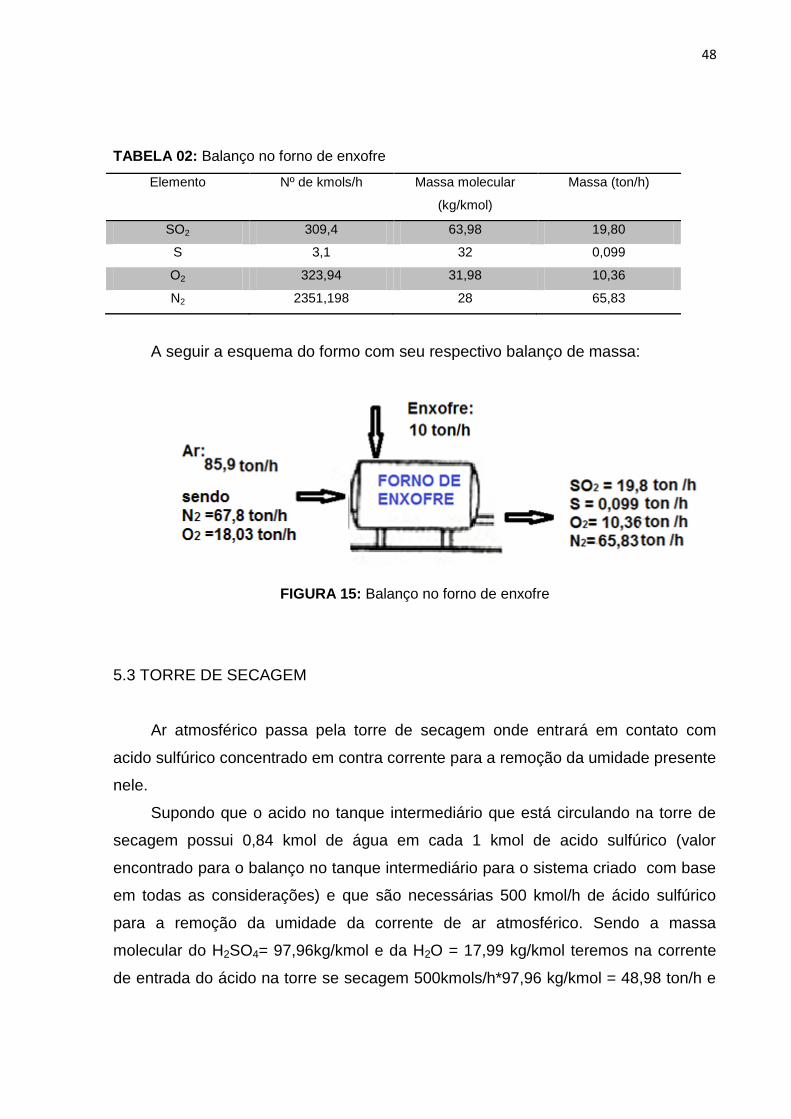
48
TABELA 02: Balanço no forno de enxofre
Elemento Nº de kmols/h Massa molecular
(kg/kmol)
Massa (ton/h)
SO2 309,4 63,98 19,80
S 3,1 32 0,099
O2 323,94 31,98 10,36
N2 2351,198 28 65,83
A seguir a esquema do formo com seu respectivo balanço de massa:
FIGURA 15: Balanço no forno de enxofre
5.3 TORRE DE SECAGEM
Ar atmosférico passa pela torre de secagem onde entrará em contato com
acido sulfúrico concentrado em contra corrente para a remoção da umidade presente
nele.
Supondo que o acido no tanque intermediário que está circulando na torre de
secagem possui 0,84 kmol de água em cada 1 kmol de acido sulfúrico (valor
encontrado para o balanço no tanque intermediário para o sistema criado com base
em todas as considerações) e que são necessárias 500 kmol/h de ácido sulfúrico
para a remoção da umidade da corrente de ar atmosférico. Sendo a massa
molecular do H2SO4= 97,96kg/kmol e da H2O = 17,99 kg/kmol teremos na corrente
de entrada do ácido na torre se secagem 500kmols/h*97,96 kg/kmol = 48,98 ton/h e
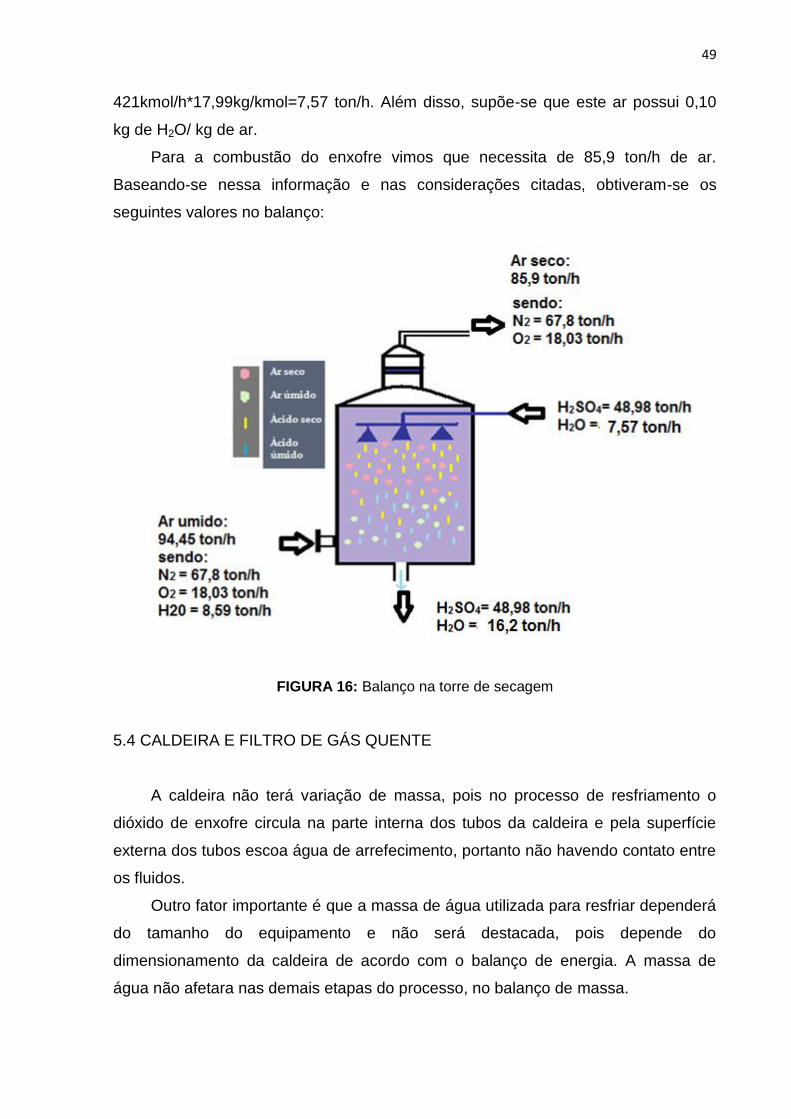
49
421kmol/h*17,99kg/kmol=7,57 ton/h. Além disso, supõe-se que este ar possui 0,10
kg de H2O/ kg de ar.
Para a combustão do enxofre vimos que necessita de 85,9 ton/h de ar.
Baseando-se nessa informação e nas considerações citadas, obtiveram-se os
seguintes valores no balanço:
FIGURA 16: Balanço na torre de secagem
5.4 CALDEIRA E FILTRO DE GÁS QUENTE
A caldeira não terá variação de massa, pois no processo de resfriamento o
dióxido de enxofre circula na parte interna dos tubos da caldeira e pela superfície
externa dos tubos escoa água de arrefecimento, portanto não havendo contato entre
os fluidos.
Outro fator importante é que a massa de água utilizada para resfriar dependerá
do tamanho do equipamento e não será destacada, pois depende do
dimensionamento da caldeira de acordo com o balanço de energia. A massa de
água não afetara nas demais etapas do processo, no balanço de massa.
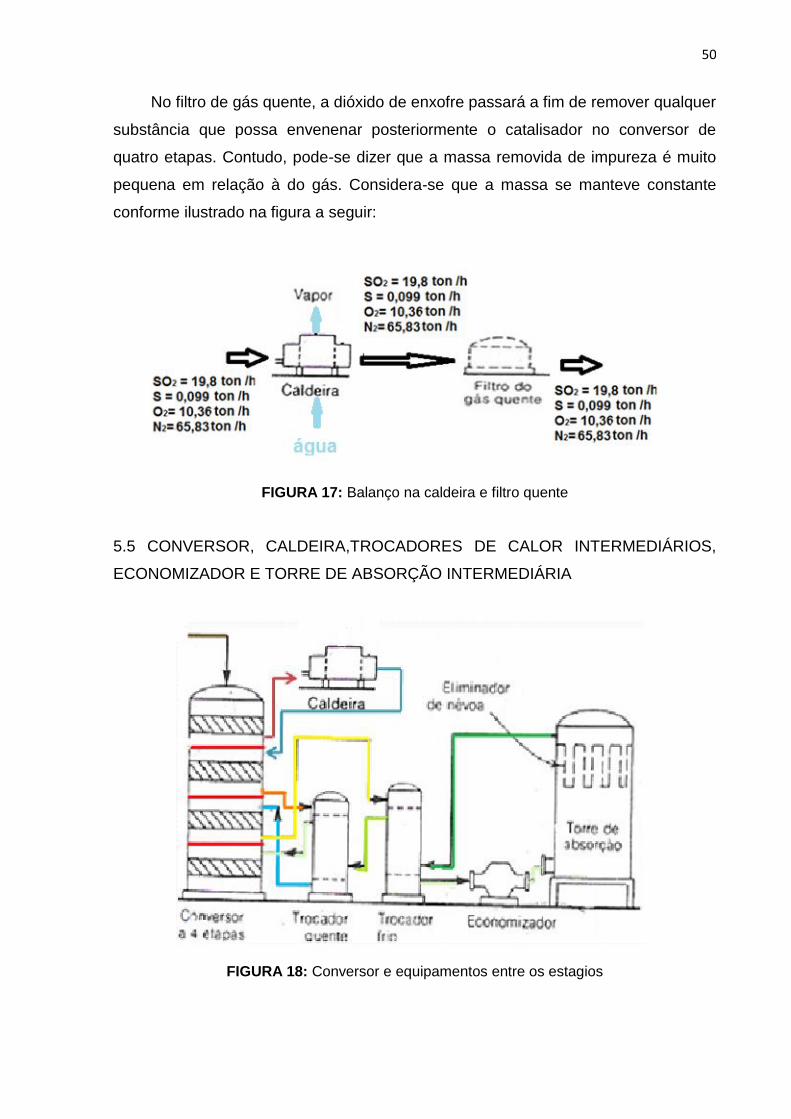
50
No filtro de gás quente, a dióxido de enxofre passará a fim de remover qualquer
substância que possa envenenar posteriormente o catalisador no conversor de
quatro etapas. Contudo, pode-se dizer que a massa removida de impureza é muito
pequena em relação à do gás. Considera-se que a massa se manteve constante
conforme ilustrado na figura a seguir:
FIGURA 17: Balanço na caldeira e filtro quente
5.5 CONVERSOR, CALDEIRA,TROCADORES DE CALOR INTERMEDIÁRIOS,
ECONOMIZADOR E TORRE DE ABSORÇÃO INTERMEDIÁRIA
FIGURA 18: Conversor e equipamentos entre os estagios
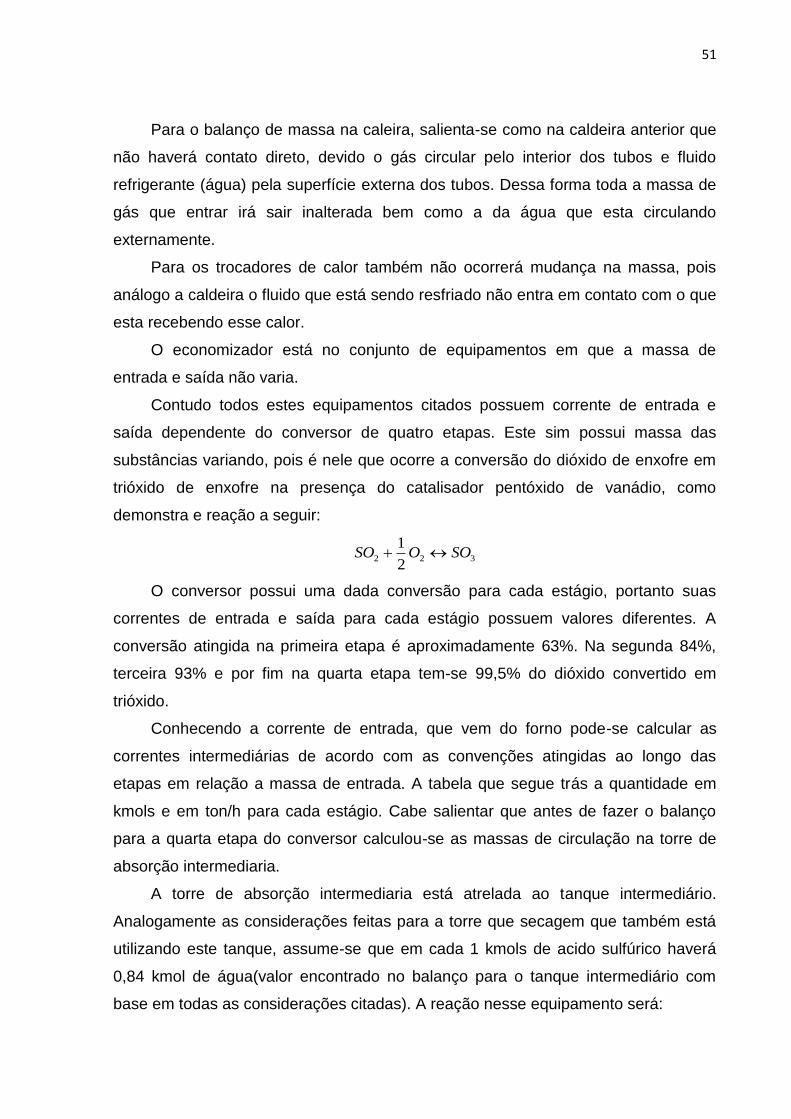
51
Para o balanço de massa na caleira, salienta-se como na caldeira anterior que
não haverá contato direto, devido o gás circular pelo interior dos tubos e fluido
refrigerante (água) pela superfície externa dos tubos. Dessa forma toda a massa de
gás que entrar irá sair inalterada bem como a da água que esta circulando
externamente.
Para os trocadores de calor também não ocorrerá mudança na massa, pois
análogo a caldeira o fluido que está sendo resfriado não entra em contato com o que
esta recebendo esse calor.
O economizador está no conjunto de equipamentos em que a massa de
entrada e saída não varia.
Contudo todos estes equipamentos citados possuem corrente de entrada e
saída dependente do conversor de quatro etapas. Este sim possui massa das
substâncias variando, pois é nele que ocorre a conversão do dióxido de enxofre em
trióxido de enxofre na presença do catalisador pentóxido de vanádio, como
demonstra e reação a seguir:
3222
1SOOSO
O conversor possui uma dada conversão para cada estágio, portanto suas
correntes de entrada e saída para cada estágio possuem valores diferentes. A
conversão atingida na primeira etapa é aproximadamente 63%. Na segunda 84%,
terceira 93% e por fim na quarta etapa tem-se 99,5% do dióxido convertido em
trióxido.
Conhecendo a corrente de entrada, que vem do forno pode-se calcular as
correntes intermediárias de acordo com as convenções atingidas ao longo das
etapas em relação a massa de entrada. A tabela que segue trás a quantidade em
kmols e em ton/h para cada estágio. Cabe salientar que antes de fazer o balanço
para a quarta etapa do conversor calculou-se as massas de circulação na torre de
absorção intermediaria.
A torre de absorção intermediaria está atrelada ao tanque intermediário.
Analogamente as considerações feitas para a torre que secagem que também está
utilizando este tanque, assume-se que em cada 1 kmols de acido sulfúrico haverá
0,84 kmol de água(valor encontrado no balanço para o tanque intermediário com
base em todas as considerações citadas). A reação nesse equipamento será:
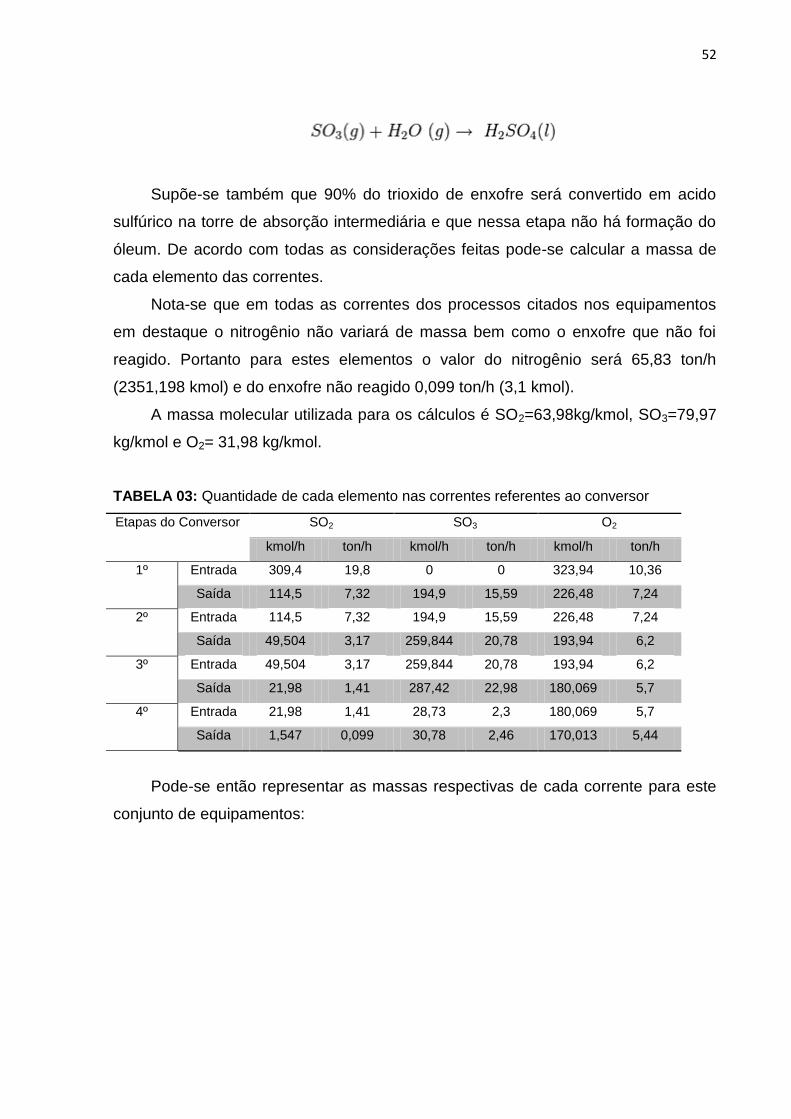
52
Supõe-se também que 90% do trioxido de enxofre será convertido em acido
sulfúrico na torre de absorção intermediária e que nessa etapa não há formação do
óleum. De acordo com todas as considerações feitas pode-se calcular a massa de
cada elemento das correntes.
Nota-se que em todas as correntes dos processos citados nos equipamentos
em destaque o nitrogênio não variará de massa bem como o enxofre que não foi
reagido. Portanto para estes elementos o valor do nitrogênio será 65,83 ton/h
(2351,198 kmol) e do enxofre não reagido 0,099 ton/h (3,1 kmol).
A massa molecular utilizada para os cálculos é SO2=63,98kg/kmol, SO3=79,97
kg/kmol e O2= 31,98 kg/kmol.
TABELA 03: Quantidade de cada elemento nas correntes referentes ao conversor
Etapas do Conversor SO2 SO3 O2
kmol/h ton/h kmol/h ton/h kmol/h ton/h
1º Entrada 309,4 19,8 0 0 323,94 10,36
Saída 114,5 7,32 194,9 15,59 226,48 7,24
2º Entrada 114,5 7,32 194,9 15,59 226,48 7,24
Saída 49,504 3,17 259,844 20,78 193,94 6,2
3º Entrada 49,504 3,17 259,844 20,78 193,94 6,2
Saída 21,98 1,41 287,42 22,98 180,069 5,7
4º Entrada 21,98 1,41 28,73 2,3 180,069 5,7
Saída 1,547 0,099 30,78 2,46 170,013 5,44
Pode-se então representar as massas respectivas de cada corrente para este
conjunto de equipamentos:
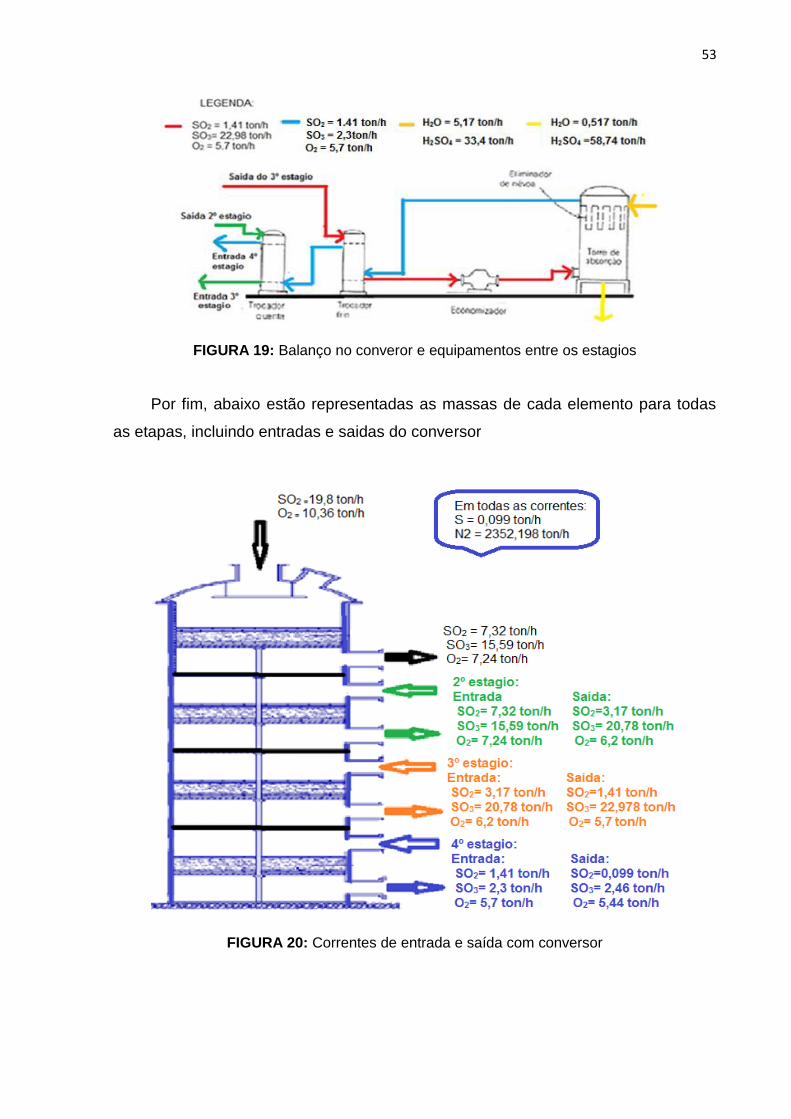
53
FIGURA 19: Balanço no converor e equipamentos entre os estagios
Por fim, abaixo estão representadas as massas de cada elemento para todas
as etapas, incluindo entradas e saidas do conversor
FIGURA 20: Correntes de entrada e saída com conversor
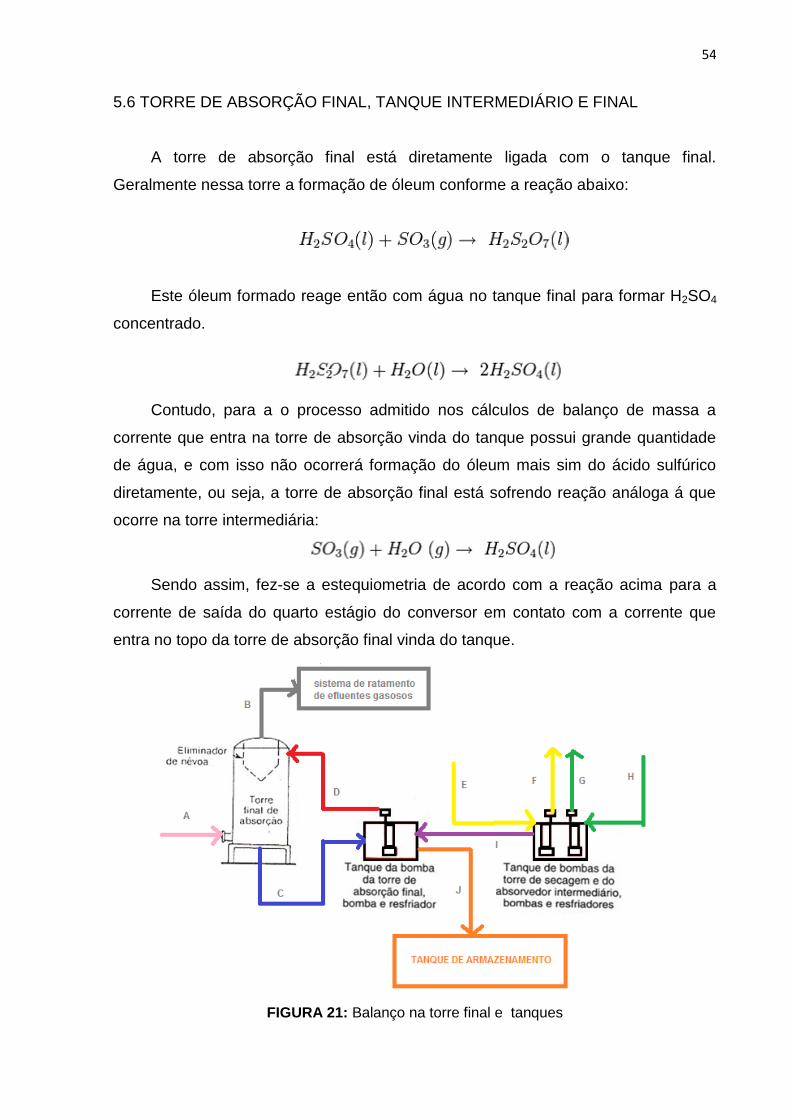
54
5.6 TORRE DE ABSORÇÃO FINAL, TANQUE INTERMEDIÁRIO E FINAL
A torre de absorção final está diretamente ligada com o tanque final.
Geralmente nessa torre a formação de óleum conforme a reação abaixo:
Este óleum formado reage então com água no tanque final para formar H2SO4
concentrado.
Contudo, para a o processo admitido nos cálculos de balanço de massa a
corrente que entra na torre de absorção vinda do tanque possui grande quantidade
de água, e com isso não ocorrerá formação do óleum mais sim do ácido sulfúrico
diretamente, ou seja, a torre de absorção final está sofrendo reação análoga á que
ocorre na torre intermediária:
Sendo assim, fez-se a estequiometria de acordo com a reação acima para a
corrente de saída do quarto estágio do conversor em contato com a corrente que
entra no topo da torre de absorção final vinda do tanque.
FIGURA 21: Balanço na torre final e tanques
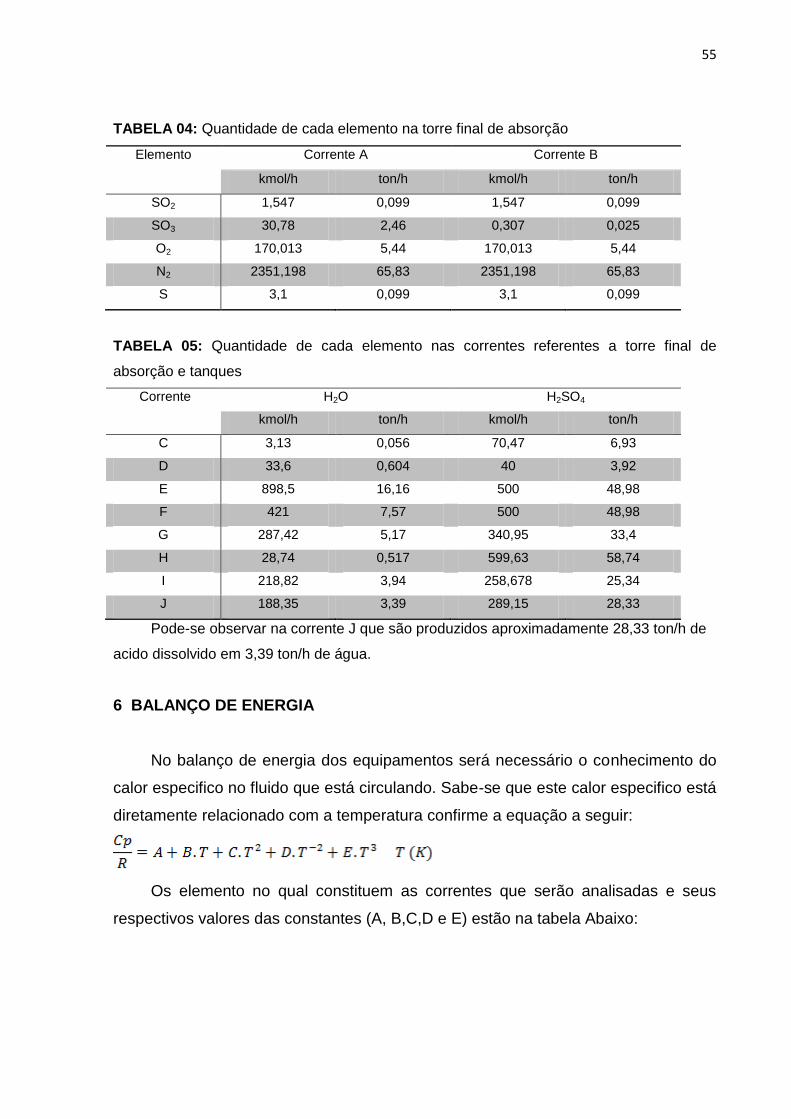
55
TABELA 04: Quantidade de cada elemento na torre final de absorção
Elemento Corrente A Corrente B
kmol/h ton/h kmol/h ton/h
SO2 1,547 0,099 1,547 0,099
SO3 30,78 2,46 0,307 0,025
O2 170,013 5,44 170,013 5,44
N2 2351,198 65,83 2351,198 65,83
S 3,1 0,099 3,1 0,099
TABELA 05: Quantidade de cada elemento nas correntes referentes a torre final de
absorção e tanques
Corrente H2O H2SO4
kmol/h ton/h kmol/h ton/h
C 3,13 0,056 70,47 6,93
D 33,6 0,604 40 3,92
E 898,5 16,16 500 48,98
F 421 7,57 500 48,98
G 287,42 5,17 340,95 33,4
H 28,74 0,517 599,63 58,74
I 218,82 3,94 258,678 25,34
J 188,35 3,39 289,15 28,33
Pode-se observar na corrente J que são produzidos aproximadamente 28,33 ton/h de
acido dissolvido em 3,39 ton/h de água.
6 BALANÇO DE ENERGIA
No balanço de energia dos equipamentos será necessário o conhecimento do
calor especifico no fluido que está circulando. Sabe-se que este calor especifico está
diretamente relacionado com a temperatura confirme a equação a seguir:
Os elemento no qual constituem as correntes que serão analisadas e seus
respectivos valores das constantes (A, B,C,D e E) estão na tabela Abaixo:
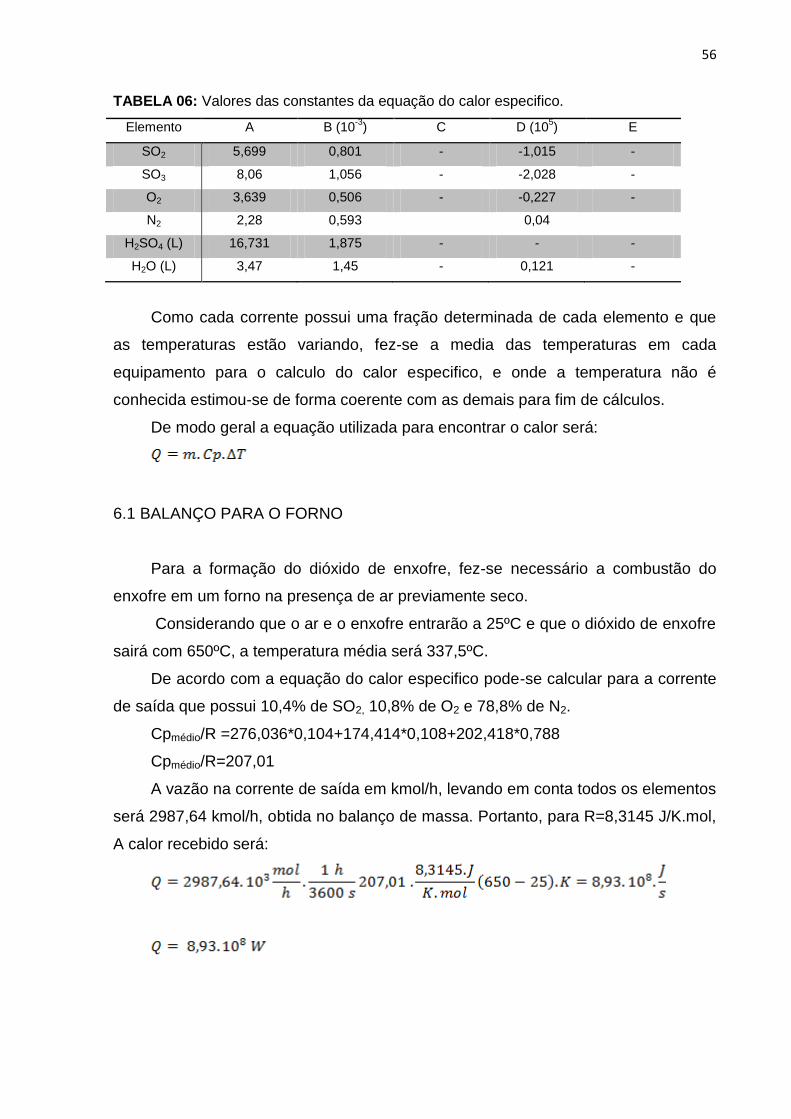
56
TABELA 06: Valores das constantes da equação do calor especifico.
Elemento A B (10-3
) C D (105) E
SO2 5,699 0,801 - -1,015 -
SO3 8,06 1,056 - -2,028 -
O2 3,639 0,506 - -0,227 -
N2 2,28 0,593 0,04
H2SO4 (L) 16,731 1,875 - - -
H2O (L) 3,47 1,45 - 0,121 -
Como cada corrente possui uma fração determinada de cada elemento e que
as temperaturas estão variando, fez-se a media das temperaturas em cada
equipamento para o calculo do calor especifico, e onde a temperatura não é
conhecida estimou-se de forma coerente com as demais para fim de cálculos.
De modo geral a equação utilizada para encontrar o calor será:
6.1 BALANÇO PARA O FORNO
Para a formação do dióxido de enxofre, fez-se necessário a combustão do
enxofre em um forno na presença de ar previamente seco.
Considerando que o ar e o enxofre entrarão a 25ºC e que o dióxido de enxofre
sairá com 650ºC, a temperatura média será 337,5ºC.
De acordo com a equação do calor especifico pode-se calcular para a corrente
de saída que possui 10,4% de SO2, 10,8% de O2 e 78,8% de N2.
Cpmédio/R =276,036*0,104+174,414*0,108+202,418*0,788
Cpmédio/R=207,01
A vazão na corrente de saída em kmol/h, levando em conta todos os elementos
será 2987,64 kmol/h, obtida no balanço de massa. Portanto, para R=8,3145 J/K.mol,
A calor recebido será:
57
6.2 BALANÇO PARA OS EQUIPAMENTOS CONECTADOS COM O CONVERSOR
Para o bom funcionamento do conversor de quatro etapas, existem
temperaturas especificas que garantem boa conversão como especificado na figura
abaixo.
6.2.1 Balanço para caldeira que segue o forno e antecede a 1º etapa do conversor
Entre o forno e o primeiro estágio do conversor utiliza-se uma caldeira para
redução da temperatura do o fluido. O calor será transferido para uma corrente de
água e posteriormente essa energia será utilizada em outras etapas do processo.
A corrente de saída da caldeira, como visto anteriormente, possui temperatura
de 650ºC e necessita ser resfriada para 420ºC, temperatura ideal de entrada no
conversor. Sabe-se também que esta possui 2987,64 kmol/h em sua soma de
elementos totais onde ainda se distribui com 10,4% de SO2, 10,8% de O2 e 78,8% de
N2.
Calculando o calor especifico para a temperatura média de
(650+420)/2=535ºC.
Cpmédio/R =424,234*0,104+274,25*0,108+319,34*0,788
Cpmédio/R=326,52
Portanto, o calor removido da corrente será:
6.2.2 Balanço para o trocador de calor quente
O trocador de calor quente tem a finalidade de reduzir a temperatura do
corrente que sai do segundo estágio do conversor e que entrará no terceiro estagio.
Portanto sabe-se que para uma boa conversão do dióxido em trióxido necessitamos
que a temperatura de 510ºC seja reduzida á 450ºC.
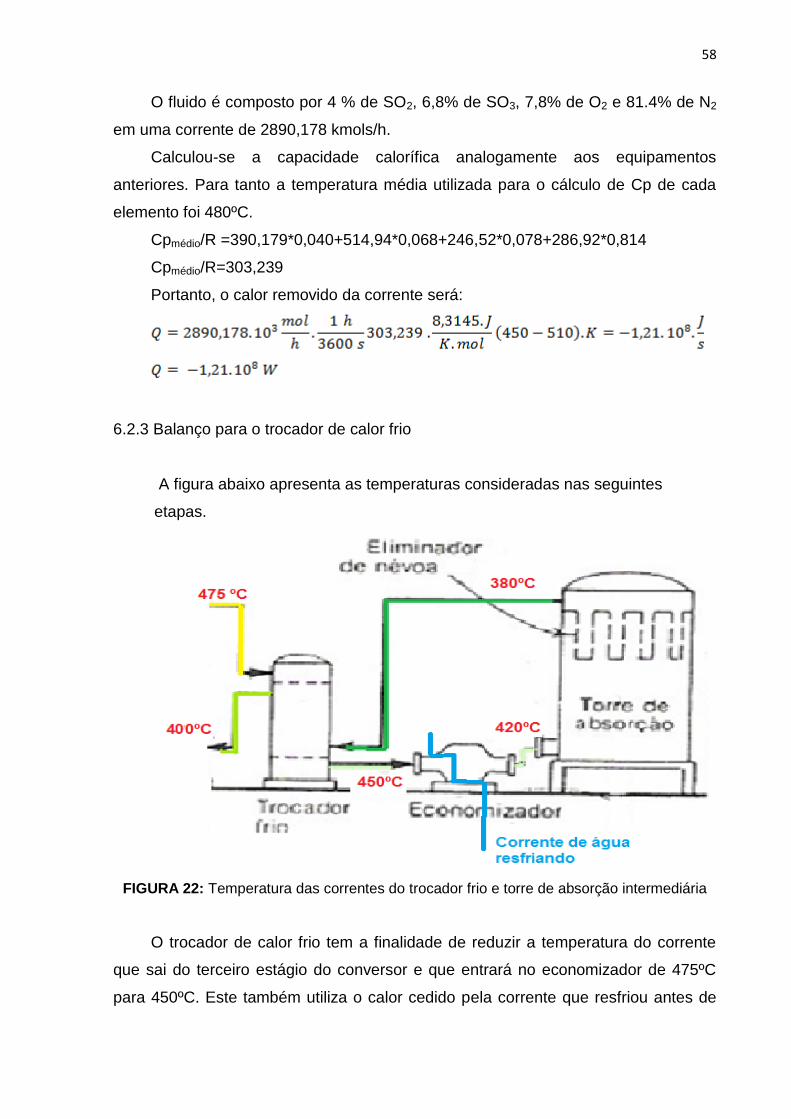
58
O fluido é composto por 4 % de SO2, 6,8% de SO3, 7,8% de O2 e 81.4% de N2
em uma corrente de 2890,178 kmols/h.
Calculou-se a capacidade calorífica analogamente aos equipamentos
anteriores. Para tanto a temperatura média utilizada para o cálculo de Cp de cada
elemento foi 480ºC.
Cpmédio/R =390,179*0,040+514,94*0,068+246,52*0,078+286,92*0,814
Cpmédio/R=303,239
Portanto, o calor removido da corrente será:
6.2.3 Balanço para o trocador de calor frio
A figura abaixo apresenta as temperaturas consideradas nas seguintes
etapas.
FIGURA 22: Temperatura das correntes do trocador frio e torre de absorção intermediária
O trocador de calor frio tem a finalidade de reduzir a temperatura do corrente
que sai do terceiro estágio do conversor e que entrará no economizador de 475ºC
para 450ºC. Este também utiliza o calor cedido pela corrente que resfriou antes de

59
entrar no economizador para aquecer a corrente que sai da torre de absorção de
380ºC para 400ºC. Como todo o calor cedido por uma corrente será recebido pela
outra que está em contra corrente utilizaremos a corrente de saiu do terceiro estagio
e se caminha para o economizador.
O fluido é composto por 0,8 % de SO2, 10,1% de SO3, 6,3% de O2 e 82.8% de
N2 em uma corrente de 2843,77 kmols/h.
Calculou-se a capacidade calorífica analogamente aos equipamentos
anteriores. Para tanto a temperatura média utilizada para o cálculo de Cp de cada
elemento foi 462,5ºC.
Cpmédio/R =376,161*0,008+496,46*0,101+237,664*0,063+276,543*0,828
Cpmédio/R=297,1
Portanto, o calor removido da corrente será:
6.2.4 Economizador que antecede a torre intermediaria de absorção
O economizador resfria a corrente para sua entrada na torre de absorção. A
temperatura é reduzida de 450ºC para 420ºC. O fluido é composto por 0,8 % de
SO2, 10,1% de SO3, 6,3% de O2 e 82.8% de N2 em uma corrente de 2843,77
kmols/h.
Para tanto a temperatura média utilizada para o cálculo de Cp de cada
elemento foi 435ºC.
Cpmédio/R =354,134*0,008+467,42*0,101+223,75*0,063+260,135*0,828
Cpmédio/R=279,612
Portanto, o calor removido da corrente será:
60
6.2.5 Torre de Absorção Intermediaria
Na torre de absorção intermediaria parte de trióxido de enxofre é removido da
corrente na sua formação de ácido sulfúrico. Tem-se agora uma corrente com
2585,08 kmols/h na saída da torre. A temperatura é reduzida de 420ºC para 380ºC.
O fluido é composto por 0,9 % de SO2, 1,1% de SO3, 7% de O2 e 91,1% de N2.
Para tanto a temperatura média utilizada para o cálculo de Cp de cada
elemento foi 400ºC.
Cpmédio/R =326,1*0,009+430,46*0,011+206,04*0,07+239,48*0,911
Cpmédio/R=240,01
Portanto, o calor removido da corrente será:
6.3 CONVERSOR DE QUATRO ETAPAS
As temperaturas de entrada e saída, conforme dito anteriormente estão desta
forma distribuídas conforme literatura com intuito de máxima conversão em cada
etapa. As temperaturas seguirão analogamente o que está demonstrado na figura do
conversor apresentada anteriormente.
6.3.1 Primeira etapa
Aumento de temperatura de 420ºC para 600ºC. O fluido é composto por 4% de
SO2, 6,8% de SO3, 7,8% de O2 e 81,4% de N2 em uma corrente de 2890,178
kmols/h.
Para tanto a temperatura média utilizada para o cálculo de Cp de cada
elemento foi 510ºC.
Cpmédio/R =414,209*0,040+546,62*0,068+261,7*0,078+304,71*0,814
Cpmédio/R=322,01
Portanto, o calor removido da corrente será:

61
6.3.2 Segunda etapa
Aumento de temperatura de 450ºC para 510ºC. O fluido é composto por 1,7%
de SO2, 9,1% de SO3, 6,8% de O2 e 82,4% de N2 em uma corrente de 2857,586
kmols/h.
Para tanto a temperatura média utilizada para o cálculo de Cp de cada
elemento foi 480ºC.
Cpmédio/R =390,179*0,017+514,94*0,091+246,52*0,068+286,92*0,824
Cpmédio/R=306,723
Portanto, o calor removido da corrente será:
6.3.3 Terceira etapa
Aumento de temperatura de 450ºC para 475ºC. O fluido é composto por 0,8%
de SO2, 10,1% de SO3, 6,3% de O2 e 82,8% de N2 em uma corrente de 2843,77
kmols/h.
Para tanto a temperatura média utilizada para o cálculo de Cp de cada
elemento foi 462,5ºC.
Cpmédio/R =376,16*0,008+496,46*0,101+237,66*0,063+276,543*0,828
Cpmédio/R=297,1
Portanto, o calor removido da corrente será:

62
6.3.3 Quarta etapa
Aumento de temperatura de 420ºC para 535ºC. O fluido é composto por 0,1%
de SO2, 1,2% de SO3, 6,7% de O2 e 92,1% de N2 em uma corrente de 2556,64
kmols/h.
Para tanto a temperatura média utilizada para o cálculo de Cp de cada
elemento foi 477,5ºC.
Cpmédio/R =388,175*0,001+512,3*0,012+245,254*0,067+285,44*0,921
Cpmédio/R=285,56
Portanto, o calor removido da corrente será:
6.4 ECONOMIZADOR
O economizador resfria a corrente para sua entrada na torre de absorção. A
temperatura é reduzida de 535ºC para 400ºC. O fluido é composto por 0,1 % de
SO2, 1,2% de SO3, 6,7% de O2 e 92,1% de N2 em uma corrente de 2556,64 kmols/h.
Para tanto a temperatura média utilizada para o cálculo de Cp de cada
elemento foi 467,5ºC.
Cpmédio/R =380,166*0,001+501,74*0,012+240,194*0,067+279,508*0,921
Cpmédio/R=279,63
Portanto, o calor removido da corrente será:

63
6.5 TORRE DE ABSORÇÃO FINAL
Na torre de absorção final quase todo o trióxido de enxofre é removido da
corrente na sua formação de ácido sulfúrico. Para o cálculo do balanço de energia
considerou-se a saída dos gases na parte superior da torre que se encaminhará
para o tratamento de resíduos gasosos com temperatura de 300ºC.
Omo visto no balanço de maça, tem-seu ma corrente uma corrente com
2526,165 kmols/h na saída da torre. A temperatura é reduzida de 400ºC para 300ºC.
O fluido é composto por 0,1 % de SO2, 6,7% de O2 e 93,2% de N2.
Para tanto a temperatura média utilizada para o cálculo de Cp de cada
elemento foi 350ºC.
Cpmédio/R =286,05*0,001+180,74*0,067+209,83*0,932
Cpmédio/R=207,94
Portanto, o calor removido da corrente será:
64
REFERÊNCIAS BIBLIOGRÁFICAS
INCROPERA, F. P.; DEWITT, D. P. Fundamentos de Transferência de Calor e de Massa.
Quinta Edição, LTC – Livros Técnicos e Científicos Editora S.A., Rio de Janeiro, 2003.
KORETSKY, MILOI D.Termodinâmica para engenharia química; Tradução Márcio José
Estillac de Melo Cardoso, Oswaldo Esteves Barcia, Rosana janot Martins. Primeira Edição.
LTC – Livros Técnicos e Científicos Editora S.A., Rio de Janeiro, 2007.
MACINTRYRE, ARCHIBALD JOSEPH. Equipamentos indústrias e de processo. LTC –
Livros Técnicos e Científicos Editora S.A., Rio de Janeiro, 1997.
FOUST; WENZEL; CLUMP; MAUS; ANDERSEN. Princípios das Operações Unitárias.
LTC – Livros Técnicos e Científicos Editora S.A., Rio de Janeiro, 1982.
GOMIDE; REINALDO- Fluidos na Industria- Ed Maria Lucía Gomide da Cunha;1924.
Cap V- fluidos na Industria;p:155-167.
SISSOM, L. E.; PITTS, D. R.; Fenômenos de Transporte. - Editora Guanabara - Rio de
Janeiro, 1979.
(01) http://www.unioeste.br/eq/info/histoeq/index.shtml
(02) http://pt.wikipedia.org/wiki/%C3%81cido_sulf%C3%BArico
(03) http://www.coladaweb.com/quimica/acido_sulfurico.htm
(04) http://www.diaadia.pr.gov.br/tvpendrive/arquivos/File/imagens/3ciencias/6ciclo
_do_enxofre.jpg
(05) http://4.bp.blogspot.com/_sjX51bjYiMA/SAmAjyqtvBI/AAAAAAAADW0/JUTtKF
Itb1M/s400/Z.jpg
(06) http://knol.google.com/k/francisco-quiumento/cido-sulfrico/2tlel7k7dcy4s/2#
65
(07) http://knol.google.com/k/francisco-quiumento/cido-sulfrico/2tlel7k7dcy4s/2#
(08) http://www.colegiosaofrancisco.com.br/alfa/meio-ambiente-ciclos-
biogeoquimicos/imagens/ciclo-biogeoquimicos-98.jpg
(09) SHREVE, N. R.; BRINK, A. J. Indústria de Processos Químicos. 4ª edição.
Editora Guanabara. Rio de Janeiro, 1977.
(10) http://www.h2so4.com.br/h2so4/download/arquivos/manualdeacidosulfurico%
20.pdf
(11) http://www.h2so4.com.br/h2so4/download/arquivos/5ocongressobrasileirodea
cidosulfurico/V_Cobras-Caraiba-Mercado_de_acido_sulfurico.pdf
(12) http://images.google.com.br/imgres?imgurl=http://knol.google.com/k/-/-
/2tlel7k7dcy4s/89o51o/regenprocess.gif&imgrefurl=http://knol.google.com/k/francisco
-quiumento/cido-sulfrico-produo/2tlel7k7dcy4s/10&usg=__DdgvaA7-
QBeNc6Q9RpArcD6I3ek=&h=459&w=697&sz=235&hl=pt-
BR&start=49&tbnid=ck8Jfya2ij3WuM:&tbnh=92&tbnw=139&prev=/images%3Fq%3D
acido%2Bsulfurico%26gbv%3D2%26ndsp%3D20%26hl%3Dpt-
BR%26sa%3DN%26start%3D40
(13) http://images.google.com.br/imgres?imgurl=http://2.bp.blogspot.com/_uuwa3s
M4Rp0/Rqvude0vUSI/AAAAAAAAAD8/K7S1-NtG5SI/S240/CUF%2B-
%2BBarreiro,%2Bcam%C3%A2ra%2Bpara%2Bacido%2Bsulf%C3%BArico.jpg&imgr
efurl=http://industriacuf.blogspot.com/&usg=__6D8KKq1G6Dm--9-
CDqyo8UiZxtk=&h=160&w=240&sz=12&hl=pt-
BR&start=8&tbnid=vbc4uMpFhnvIMM:&tbnh=73&tbnw=110&prev=/images%3Fq%3
Dcombust%25C3%25A3o%2Bde%2Benxofre%26gbv%3D2%26hl%3Dpt-
BR%26sa%3DG
(14) http://images.google.com.br/imgres?imgurl=http://2.bp.blogspot.com/_uuwa3s
M4Rp0/Rqvude0vUSI/AAAAAAAAAD8/K7S1-NtG5SI/S240/CUF%2B-
%2BBarreiro,%2Bcam%C3%A2ra%2Bpara%2Bacido%2Bsulf%C3%BArico.jpg&imgr
66
efurl=http://industriacuf.blogspot.com/&usg=__6D8KKq1G6Dm--9-
CDqyo8UiZxtk=&h=160&w=240&sz=12&hl=pt-
BR&start=8&tbnid=vbc4uMpFhnvIMM:&tbnh=73&tbnw=110&prev=/images%3Fq%3
Dcombust%25C3%25A3o%2Bde%2Benxofre%26gbv%3D2%26hl%3Dpt-
BR%26sa%3DG
(15) http://www.casaencantadadasbruxas.com.br/imagensdepedras/enxofre.jpg
(16) http://media-2.web.britannica.com/eb-media/91/9191-004-8E6ECD40.jpg
(17) http://www.skf.com/cmimages/237881.jpg
(18) http://images.quebarato.com.br/photos/big/B/1/847B1_4.jpg
(19) http://www.cemef-engenharia.com.br/images/peneira.gif
(20) http://imagenes.solostocks.com.br/filtro-de-ar-arprex-modelo-air-fil-
195503z0.jpg
(21) http://img.pai.pt/405725/405725_pr_01.gif
(22) http://2.bp.blogspot.com/_uuwa3sM4Rp0/Rqvude0vUSI/AAAAAAAAAD8/K7S
1-NtG5SI/S240/CUF+-+Barreiro,+cam%C3%A2ra+para+acido+sulf%C3%BArico.jpg
(23) http://www.uncp.edu/home/mcclurem/ptable/sulfur/s_2.jpg
(24) http://www.mariopilato.com/imagen/producto/pentoxido%20de%20vanadio.jpg
(25) http://knol.google.com/k/-/-/2tlel7k7dcy4s/89o51o/7359-004-224e8a41.gif
(26) http://www.outotec.com/34720.epibrw
(27) http://img.alibaba.com/photo/52387363/offer_sulfuric_acid_plant_equipments.j
pg
67
(28) Moinhos. Disponível em:
http://www.crusher.com.br/1_1mtm_mill.html. Acesso em 25 de nov de 2009.
(29) Trocadores de calor. Disponível em:
http://academicos.cefetmg.br/admin/downloads/2079/apostila%20transf%20de%20calor.
pdf. Acesso em 3 de ago de 2008.
(30) Conversor de quatro etapas. Disponível em:
http://knol.google.com/k/-/-/2tlel7k7dcy4s/89o51o/7359-004-224e8a41.gif
Acesso em 25 de nov de 2009.
(31) Conversor de quatro etapas. Disponível em:
http://www.h2so4.com.br/h2so4/download/arquivos/manualdeacidosulfurico%20.pdf
Acesso em 25 de nov de 2009.
(32) Torre de Absorção. Disponível em:
http://www.ufrnet.ufrn.br/~lair/PaginaOPUNIT/Packed_Column_Design.htm. Acesso em 25
de nov de 2009.
(33) Eliminador de Névoa. Disponível em:
http://www.rizzival.com.br/pdfs/binder2.pdf. Acesso em 25 de nov de 2009.
(34)http://webcache.googleusercontent.com/search?q=cache:ljuKLF1j9osJ:www.eumed.net/
cursecon/libreria/2004/lgs-mem/31.htm+escolha+do+localpara+implanta%C3%A7%C3%
A3o+de+uma+industria&cd=1&hl=pt-BR&ct=clnk&gl=br
(35) http://www.sinaenco.com.br/downloads/manual_Hidraulica.pdf
(36)http://www.antac.org.br/ambienteconstruido/pdf/revista/artigos/Doc11035.pdf
(37)http://webcache.googleusercontent.com/search?q=cache:r_zuuEx3SWQJ:www.p
rojetistas.com.br/servicos/detalhes/estrutura/estrutura.html+defini%C3%A7%C3%A3
o+projeto+ESTRUTURAL&cd=1&hl=pt-BR&ct=clnk&gl=br
(38)http://www.clickinformacao.com/construcao/escolha-do-material-eletrico.html
68
(39)http://webcache.googleusercontent.com/search?q=cache:8IYDdzjrb1UJ:ftp://ftp.sp.gov.b
r/ftpder/normas/IP-DE-H00-
003_A.pdf+defini%C3%A7%C3%A3o+projeto+hidraulico&cd=9&hl=pt-BR&ct=clnk&gl=br
(40)http://maps.google.com.br/maps?f=q&source=s_q&hl=pt-
BR&q=&vps=6&jsv=242c&sll=43.897892,4.702148&sspn=15.828736,39.506836&ie=UTF8&
geocode=FUi61P4dpnEz_Q&split=0
(41)http://maps.google.com.br/maps?hl=pt-BR&tab=wl
(42) http://maps.google.com.br/maps?hl=pt-BR&tab=wl
Top Related