






Línguas
Páginas
Legal


Acelerando a competitividade da indústria de calçados: Um método inovador de estratégia de manufatura para empresas terceirizadas calçadistas
Cleiton Eduardo dos REIS Departamento de Engenharia de Produção
Faculdades Integradas de Taquara - Faccat , RS – Brasil [email protected]
Diego Augusto de Jesus PACHECO Centro Universitário Ritter dos Reis – UniRitter, Porto Alegre, Brasil
Resumo
O objetivo deste artigo é desenvolver um modelo de estratégia de gestão da manufatura para empresas terceirizadas do setor calçadista, baseado na Agile Manufacturing. A pesquisa é considerada aplicada em relação à natureza, exploratória quanto aos objetivos, qualitativa e quantitativa correlacionada à abordagem. Quanto aos procedimentos é uma pesquisa de caráter bibliográfico baseada na Design Science Research, pois desenvolve um novo artefato a partir da revisão da literatura. Questionários foram utilizados como técnica de coleta de dados, e análise de conteúdo é a técnica de análise das informações. A pesquisa desenvolve um modelo de aplicação personalizado para a empresa em estudo, visando seguir um processo lógico de melhoria contínua. Por ser um modelo customizado, é considerado exclusivo para a empresa estudada. Para a elaboração do modelo foram aplicadas algumas ferramentas do Processo de Pensamento da Teoria das Restrições, questionários baseados no referencial teórico, para identificar e avaliar elementos ágeis no contexto da empresa e obter interpretações para interferir no ambiente interno da organização em estudo. O trabalho em si traz um modelo único na teoria, contudo pode ser aperfeiçoado e utilizado em outras empresas do mesmo segmento. Palavras-chave: Agile Manufacturing; Design Science Research; questionário; modelo; calçadista.
Accelerating the competitiveness of the footwear industry: An innovative method of
manufacturing strategy for third-party enterprises Abstract
The purpose of this article is to develop a management strategy model from manufacturing to outside companies in the footwear industry, based on Agile Manufacturing. The research is considered applied in relation to the nature, exploration of the aims, qualitative and quantitative approach to correlated. As for the procedures is a bibliographical research based on Design Science Research, as it develops a new artifact from the literature review. Questionnaires were used as data collection technique and content analysis is the analysis of technical information. The research develops a custom application template for the company under study, aiming to follow a logical process of continuous improvement. Being a custom model, it is considered unique for the studied company. For the preparation of the model were applied some tools of the Theory of Constraints Thinking Process, questionnaires based on the theoretical framework, to identify and evaluate agile elements in the context of company and get interpretations to interfere in the organization's internal environment under study. The
2
work itself brings a unique model in theory, but can be perfected and used in other companies in the same segment. Key-words: Agile Manufacturing; Design Science Research; quiz; fashion model; footwear.
1. INTRODUÇÃO
Diante da globalização da economia, empresas que pretendem sobreviver, necessitam
adequar e modernizar seus sistemas e processos produtivos, tanto gerencial quanto
tecnologicamente. Estas adequações objetivam melhorias contínuas da produtividade,
cumprimento dos prazos de entrega, aperfeiçoamento da qualidade e diminuição do tempo de
lançamento de novos produtos (SILVA; FERNANDES, 2008).
Silva e Fernandes (2008) enfatizam que essa realidade também existe na área
calçadista, fazendo com que as empresas invistam constantemente em tecnologias, almejando
reduzir custos de fabricação e garantir um preço competitivo perante os concorrentes.
Segundo Garcia (2001) a indústria calçadista precisa de uma grande gama de
fornecedores para existir, sendo que todos tem fundamental importância no desenvolvimento
da cadeia produtiva, iniciando pela pecuária de corte, de onde provém o couro, passando pelos
setores químico, curtumes, de máquinas e equipamentos, componentes e de serviços
(subcontratações ou terceirizações).
As principais fases do processo de fabricação do calçado são modelagem, corte,
costura, montagem e acabamento, sendo as operações muito diversificadas, dependendo do
tipo de calçado produzido (FRASSETTO, 2006). Na etapa de costura ou pesponto é comum a
subcontratação de mão-de-obra, que segundo Gracia (2006) ganhou notoriedade no Rio
Grande do Sul com o surgimento dos ateliers.
Os ateliers são tratados como parceiros da empresa, não havendo nenhuma relação
contratual na maioria das vezes entre as duas partes, apenas verbal, podendo a parceria ser
desfeita a qualquer momento por ambas as partes. Almeida (2008) relata que esses
prestadores de serviço recebem normalmente por par de calçado, sendo que o volume de
trabalho realizado é estipulado pela indústria contratante, assim como a remuneração pelo
trabalho realizado.
Álvares (1996) classificou a terceirização como meio para proporcionar distribuição
de renda, o que por um lado serviu de medida estratégica para a sobrevivência da grande
empresa, por outro lado proporcionou iniciativas empreendedoras, gerando novos empregos.
A terceirização é uma forma de relação comercial que descreve uma relevante
mudança no controle dos relacionamentos entre empresas contratantes e contratadas, sendo

3
designados por algumas características: parceria como condição; a qualidade como garantia; e
a mudança como oportunidade (ÁLVARES, 1996).
Indústrias maiores buscam empresas menores para a execução de parte de seu
processo. As razões pela qual uma empresa busca a terceirização de processos são inúmeras,
podendo ser apenas para redução de custos, acréscimo de agilidade operacional e aumento da
demanda (SILVA, 2009).
Em decorrência de haverem diversas operações minuciosas, exigindo elevado número
de mão-de-obra ágil e qualificada, a etapa de costura é o estrangulamento da produção.
Assim, é na etapa de costura do calçado a maior descontinuidade do processo produtivo. Por
isso, a maioria das empresas contrata terceiras nesta fase de produção. Trata-se de uma
estratégia empresarial que desafoga a produção, sendo que terceirizados não possuem
vínculos empregatícios com a empresa contratante, uma parceria verbalmente estabelecida,
contudo existe a preocupação com a qualidade e confiabilidade do serviço prestado
(FRASSETTO, 2006).
Uma tática utilizada pelos ateliers terceirizados é repassar atividades para domicílios
ou para outros ateliers menores, denominada “quarteirização”. É uma transação que amplia a
informalidade das relações de trabalho, o que eleva a exploração de trabalhadores, isso por
que os quarteirizados pagam seus trabalhadores conforme o preço que os terceirizados lhes
remunera, que geralmente é baixo (ALMEIDA, 2008).
A empresa, analisada na presente pesquisa, é uma terceirizada do ramo calçadista, que
presta serviços de manufatura da costura de calçados para organizações de porte maior, que
possuem estrutura para planejar, desenvolver e vender produtos acabados. A costura é
responsável pela junção de peças provindas do setor de corte (ALARCON et al., 2012). Nesta
etapa as peças são unidas por adesivos e demais componentes, que darão resistência e
acabamento estético ao calçado, sendo o produto final deste processo o cabedal (parte
superior do calçado), que posteriormente é enviado a etapa de montagem, a qual realizará a
finalização do sapato. A quantidade de trabalhadores necessários na costura varia de acordo
com a característica de cada modelo e necessidade de produção, podendo o tipo de layout
variar conforme a organização, sendo em célula, esteira ou ambas. Grande parte do processo é
manual e os maquinários requeridos variam de acordo com o tipo de modelo em produção.
O problema central da presente pesquisa foi determinado pela aplicação da Árvore da
Realidade Atual (ARA), e fixado como “Estratégia de gestão indefinida” (Figura 4). Esse
problema ocorre, pois não há um esclarecimento das estratégias que devam ser seguidas
4
continuamente, como por exemplo, a ausência de medidas pontuais e concretas para
eliminação de defeitos, o que motiva atitudes precipitadas por parte da liderança. Também
faltam trabalhadores multifuncionais, o que acarreta em perca de produtividade, baixa
eficiência, atrasos em entregas ao cliente e consequentemente baixa lucratividade.
Foram correlacionados problemas para se chegar em uma causa raiz, e assim agir
diretamente na causa fundamental. Nesse sentido, identificou-se como causa raiz do problema
a indefinição de uma estratégia de gestão empregada na empresa estudada, seguido pela falta
de trabalhadores polivalentes, informações controvérsias e desatualizadas, baixa eficiência e
retrabalho demasiado. A Agile Manufacturing, conforme consta na revisão teórica, traz
abordagens para melhorar essas relações internas a empresa, trazendo resultados positivos em
alguns segmentos da indústria com a aplicação de suas práticas.
Este artigo tem por finalidade principal desenvolver e propor um modelo de estratégia
de gestão da manufatura, baseado na metodologia Agile Manufacturing, para uma empresa
terceirizada do ramo calçadista, responsável pela etapa de costura de calçados, situada na
cidade de Rolante – RS, Vale do Paranhana. Serão analisadas pesquisas prévias relacionadas
ao tema Agile Manufacturing aplicados em alguns segmentos da indústria e cadeia de
suprimentos. Com os efeitos indesejáveis sedimentados na ARA foi conhecido o problema
raiz, com a aplicação de questionários foi possível mensurar o nível atual e as necessidades de
agilidade internamente à empresa, e com a análise de conteúdo foram interpretados os
questionários sendo inferidas possíveis aplicações de interferência na empresa.
2. Revisão teórica
2.1 Agile Manufacturing
O termo Agile Manufacturing ou Manufatura Ágil surgiu em 1991 e foi popularizado
por um grupo de pesquisadores do Iaccoca Institute of Lehigh University após a realização do
Fórum 21st Century Manufacturing Enterprise Strategy, o qual gerou um relatório que
conduziriam a novos estudos do sistema de manufatura perante o novo ambiente competitivo
que se desenvolveria nos vinte anos seguintes, e introduzido no contexto das indústrias
americanas, com o intuito de recuperar a liderança americana na manufatura (GOLDMAN et
al., 1991). As características principais da Agile Manufacturing determinadas no relatório
referem-se a rápida introdução de produtos novos e modificados no mercado, dinâmica
reconfiguração dos processos produtivos, produtos de qualidade e altamente customizados,
entre outros.

5
Goldman et al. (1991) cita características da formação de uma empresa de Manufatura
Ágil, como segue:
a) Capacidade de desenvolvimento de projetos de produtos e processos de fabricação
especificados, com equipes interdisciplinares;
b) Conhecimento científico do processo de fabricação, computadores capazes de simular
desempenho de produtos, e de modelar todo processo de manufatura;
c) Processos de fabricação e equipamentos acessíveis, modulares, flexíveis e reconfiguráveis;
d) Obtenção de informações com rapidez, compartilhá-las por toda empresa, e ligá-las
diretamente com máquinas da produção;
e) Projeto de produto modular, incorporando capacidade de reconfiguração e adaptabilidade,
levando um produto a um longo ciclo de vida.
Preliminarmente a Manufatura Ágil deve ser vista como um conceito de negócio que
induz ideias em grupo. Diante das mudanças constantes no ambiente de negócio, empresas
devem encorajar-se a desenvolver estruturas ágeis, com objetivo de adquirir vantagens
competitivas neste cenário (SOUZA, 2001).
Há uma certa dificuldade de percepção da aplicabilidade e conceitos da Manufatura
Ágil, pelo fato de diversos autores abordarem perspectivas contraditórias quanto a sua
definição. Braz (2014) declara que a identificação de práticas que diferem a MA de outras
estratégias de gestão é uma das principais questões, pelo fato de algumas dessas práticas
serem comuns entre as demais filosofias de gestão.
A capacidade de reconfiguração e adaptabilidade de desempenho de atuação em
ambientes turbulentos é o princípio que particulariza a manufatura ágil das demais estratégias
de gestão. Esses ambientes de turbulência referem-se ao alto dinamismo e caracterizam-se
pelas rápidas e constantes mudanças no meio integral, escolhas, atitudes ou características das
pessoas inclusas no mercado (VÁZQUEZ-BUSTELO et al., 2007). A manufatura ágil é
considerada uma condição primordial de permanência da empresa neste ambiente turbulento,
e segundo Bottani (2010) tornou-se uma estratégia muito importante e adequada a empresas
enquadradas num mercado que exige rápidas respostas a mudanças constantes.
Para Gunasekaran (1999) Manufatura Ágil é a capacidade de permanecer e progredir
em um ambiente competitivo com mudança contínua e imprevisível, respondendo
rapidamente e efetivamente a essas mudanças de mercado. Vázquez-Bustelo et al. (2007) vão
além e tratam a Manufatura Ágil como um modelo de gestão da produção o qual tem
6
pretensão de garantir flexibilidade, rapidez, qualidade e eficiência, através da integração de
tecnologia, recursos humanos qualificados e organização.
Diferentes pesquisadores vem dando sua contribuição referente ao conceito de
agilidade, porém Yusuf et al. (1999) propõem uma definição para melhor compreensão.
Agilidade é saber explorar as bases competitivas: velocidade, flexibilidade, pró-atividade,
qualidade e lucratividade; com a integração de recursos reconfigurados: tecnologia,
informação e pessoal; e pelas boas práticas: estratégias, métodos e ferramentas gerenciais; em
um ambiente rico em conhecimento: energização de pessoal, fluxo de sistemas de dados;
fornecendo produtos e serviços projetados segundo a demanda do cliente em um ambiente de
mercado competitivo com mudança constante e repentina.
Empresas ágeis são aptas a se reorganizar rapidamente e se auto reconfigurarem para
poder faturar imediatamente, em alguns casos temporariamente, as oportunidades de mercado.
Competências centrais da empresa podem ser combinadas para reduzir o tempo de resposta ao
mercado. Empresas virtuais, reengenharia, manufatura ágil e adaptabilidade são conceitos
novos, usados nas novas empresas de manufatura, e caracterizadas por uma capacidade para
reorganização flexível de recursos, tempo de ciclo mais curto e respostas mais rápidas às
necessidades dos clientes (SOUZA; BATOCCHIO, 2000).
Zandonadi et al. (2012) assinala como características da Manufatura Ágil, a
capacidade da empresa em se reconfigurar visando uma oportunidade, tendo o domínio das
situações de incerteza e de mudanças; a busca por novas áreas de negócio através de empresas
virtuais, visando a redução do ciclo de vida dos produtos e dos processos; uma complexa
estrutura de hardware, aliada na rápida troca de processos; produtos muito customizados;
flexibilidade a curto prazo; e adaptabilidade.
Manufatura em Massa, Manufatura Enxuta, Manufatura Responsiva, Customização
em Massa e Manufatura Ágil são os atuais Paradigmas Estratégicos de Gestão da Manufatura
(PEGEMs) conhecidos na literatura. A Manufatura Ágil (MA), assim como os outros
PEGEMs, possui quatro elementos-chave: direcionadores, princípios, capacitadores e
objetivos estratégicos relacionados (GODINHO FILHO, 2004).
i) Direcionadores da MA
As condições de mercado que determinam, possibilitam, requerem ou facilitam a
implantação de qualquer paradigma. Na Manufatura Ágil a principal força condicionante é a
mudança, conforme relatam Yusuf et al. (1999). Empresas com diferentes características e em
circunstâncias opostas, experimentam mudanças, que pode ser fatal para uma empresa, ou

7
pode até representar uma oportunidade para outra. A MA auxilia a empresa a responder aos
mais variados tipos de mudanças e explorá-los.
ii) Princípios da MA
De acordo com Godinho Filho (2004); Gunasekaran (1998), os princípios da MA estão
resumidos em cinco princípios-chave:
• Necessidade de cooperação interna e externa para o aumento da competitividade;
• Estratégia baseada no valor, não apenas produtos, mas soluções, com intuito de
enriquecer o cliente;
• Capacidade da empresa se reconfigurar diante de oportunidades, buscando prosperar
com domínio das mudanças e incertezas;
• Incentivo ao impacto das pessoas e informações, utilizando sua cooperação;
• Redução dos ciclos de vida dos processos e utilização de empresas virtuais
temporárias.
iii) Capacitadores da MA
As estratégias, sistemas, tecnologias, metodologias e ferramentas que ajudam uma
empresa a tornar-se ágil, são denominados de capacitadores da MA. Esses capacitadores são
classificados conforme seu foco de atuação, divididos em quatro categorias: estratégias,
tecnologias, sistemas e pessoas. Essa classificação, exposta no Quadro 1, foi proposta por
Gunasekaran (1999). Quadro 1: Classificação dos capacitadores da Manufatura Ágil
Classificação Principal: Foco de
Atuação dos Capacitadores Capacitador
Estratégias
• Empresa virtual / manufatura virtual;
• Integração da cadeia de suprimentos;
• Gestão baseada em competências-chave;
• Engenharia Simultânea;
• Gestão baseada na incerteza e na mudança;
• Gestão baseada no conhecimento.
Tecnologia • Hardware — ferramentas e equipamentos;
• Tecnologia de Informação — computadores e software.
Sistemas • Sistemas de projeto;
• Sistemas de planejamento e controle;
• Integração de sistemas e gerenciamento de banco de dados.
Pessoas • Melhoria contínua;
• Comprometimento da alta gerência e empowerment;
• Pessoas multifuncionais, flexíveis e com conhecimento;
8
• Trabalho em equipe e participação;
• Treinamento e educação contínua. Fonte: Adaptado de Gunasekaran (1999)
iv) Objetivos estratégicos da MA
Para Godinho Filho (2004) a Manufatura Ágil defende alguns objetivos de
desempenho da manufatura como prioridade. O objetivo ganhador de pedidos da MA, que
contribui diretamente para a realização de uma negociação, segundo o autor, é a agilidade. O
objetivo é complementado por outros objetivos específicos para desempenho da produção:
adaptabilidade (habilidade em lançar novos produtos que satisfaçam as necessidades dos
consumidores); ciberneticidade (utilização de tecnologia da informação); flexibilidade de
longo prazo; e flexibilidade de curto prazo. A velocidade, pontualidade, produtividade e
qualidade são designados como objetivos qualificadores dentro da MA, ou seja, a empresa
precisa estar acima de um nível estipulado para inicialmente ser considerada como possível
fornecedora.
2.2 Estudos em Agile Manufacturing
Manufatura ágil tem sido usada frequentemente para promover uma melhoria na
competitividade das empresas. Vázquez-Bustelo et al. (2007) estudam e analisam a
manufatura ágil na Espanha através de um modelo conceitual e relacionam práticas ágeis em
ambientes turbulentos, com desempenho do negócio em diferentes indústrias. O modelo é
testado em alguns fabricantes, e como resultados mostra que a manufatura ágil traz força
competitiva a fabricação, elevando o desempenho operacional e financeiro das organizações.
Bottani (2010) através de uma pesquisa detalhada em empresas médias e pequenas,
apresenta resultados referente ao perfil de empresas ágeis e os capacitadores e ferramentas
mais utilizados pelas empresas para atingir a agilidade. Foi desenvolvido um questionário
para explorar direcionadores, atributos e capacitadores ágeis nas empresas pesquisadas. Os
capacitadores que ganharam maior notoriedade foram: Sistemas auxiliados por computador,
partilha de informações com utilização da internet e sistemas ERP (Enterprise Resource
Planning); Utilização de engenharia simultânea com ferramentas QFD (Quality Function
Deployment) e FMEA (Failure Mode and Effect Analysis), relacionadas com ferramentas ICT
(Information and Communication Technology); desempenho e contribuição dos recursos
humanos, com pessoas polivalentes, flexíveis, ativas e ágeis.
O capacitador ligado às pessoas é um dos mais importantes para tornar e manter uma
empresa ágil. Gunasekaran (1999) destaca que o fator primordial do capacitador pessoas é a
9
qualificação, experiência e adaptabilidade que elas podem possuir e desenvolver. Mas por
outro lado quando há certa resistência desses recursos humanos em serem dinâmicos e ativos,
é um indício da empresa não possuir ou perder uma componente que a torna ágil.
Bertolini et al. (2007) expõem um estudo de caso através de entrevistas e visitas a
algumas empresas calçadistas italianas. Os autores identificaram que, com o uso de
ferramentas ICT (Information and Communication Technology), BPR (Business Process
Reengineering) e diagrama de Gantt, houve uma redução significativa do Lead Time na
logística e processos de fabricação da indústria calçadista.
Carpanzano e Ballarino (2008) através de soluções de base e introdução de Tecnologia
da Informação (TI), com o uso de sistemas ERP (Enterprise Resource Planning), PDM
(Product Data Management), entre outros, integraram clientes e varejistas da indústria do
calçado em tempo real, conjugando conhecimento de patrimônio, com o intuito de responder a
demanda pelo consumo orientado a alta flexibilidade. No chão de fábrica as tecnologias de
supervisão e automação tornaram as linhas de produção altamente ágeis, reconfiguráveis e
balanceadas.
Com o intuito de explorar capacitadores chave para uma estratégia de manufatura ágil
no setor automotivo, especificamente motor e aplicações de usinagem, Elkins et al. (2003)
utilizaram gráfico aranha, diagrama de influência e árvore de decisão. Como resultado
concluíram que práticas ágeis ajudam no atingimento da resposta rápida e eficiente para a
introdução de um novo modelo de produto, e na atribuição de capacidade para atender
exigências inesperadas.
2.3 Quick Response Manufacturing (QRM)
A abordagem Quick Response Manufacturing (QRM) é abrangida pela Manufatura
Ágil, sendo inicialmente desenvolvida para as indústrias da moda, especificamente vestuário,
têxteis e calçado, traduzida como Manufatura de Resposta Rápida. Criada em 1998 por Rajan
Suri, a Quick Response Manufacturing segue alguns passos para sua realização e implantação,
iniciando pela coleta e análise de dados; diagnóstico das causas do longo lead time; proposta
de melhorias; e simulação dos resultados almejados (SURI, 1998).
A redução do lead time pode ser compreendida como o prazo em dias corridos, desde
o pedido feito pelo cliente até a entrega da primeira peça. Suri (1998) complementa que para
isso devem ser aprofundados alguns conceitos chave de aplicação, como: explorar a questão
do tempo, tanto interno quanto externo; optar por mudanças de estruturas organizacionais, tais

10
como layout celular, gestão descentralizada e difusão de mudanças na mentalidade dos
diretores; simulações de sistemas; e reduzir o lead time total da empresa, ou seja, responder
rapidamente ao cliente.
O QRM visa a redução do lead time em busca de melhorias para as variáveis que
ocorrem no chão de fábrica. Saes e Godinho Filho (2011) defendem que o QRM sugere a
implementação de algumas ferramentas, tais como SMED (Troca Rápida de Ferramentas),
TPM (Manutenção Produtiva Total), Seis Sigma, Kanban e Padronização de trabalho, já
utilizadas na gestão da produção através de outros paradigmas. Os autores ainda acrescentam
que para obter resultados positivos quanto à redução do lead time, tais técnicas e ferramentas
devem ser submetidas a simulações.
Através de um estudo de caso, Saes e Godinho Filho (2011) aplicaram tais ferramentas
e conceitos em uma indústria de materiais de escrita. A abordagem QRM incorporou
benefícios à empresa, usando práticas atuais da gestão da produção, e como resultados obtidos
houve uma redução de 68 % do nível médio de estoque em processo e de 74 % do lead time
médio.
Godinho Filho et al. (2013) proporam a aplicação da abordagem QRM em uma
empresa calçadista necessitando reduzir o lead time, como estratégia para disponibilizar
novidades ao cliente em menor tempo. Foram utilizadas ferramentas como MCT
(Manufacturing Critical-path Time), diagrama de Ishikawa, Mapa do processo, Brainstorming
e FTMS (Focused Target Market Segment). Seguindo os passos de Suri (1998), Godinho
Filho et al. (2013) aplicaram a proposta não necessitando de investimentos, e conseguiram
reduzir 57,81 % o lead time total dos processos de fabricação do calçado.
Em alguns países a Quick Response Manufacturing vem sendo estimulada por
governos. Perry et al. (1999) descrevem processos que o governo australiano vem
desenvolvendo na indústria têxtil, vestuário e calçados, chamado QR Program. O programa
seguiu quatro etapas: lista de necessidades dos participantes; discussão dessas listas e
desenvolvidos planos de ação para as empresas; inclusão de um consultor selecionado pela
empresa para implantar as práticas QR; seguir o planejamento estratégico e tático. Através de
desenvolvimento de implementação de tecnologias EDI (Eletronic Data Interchange), o QR
Program teve como resultados o aumento da receita de vendas das empresas, cumprimento de
datas de entrega, negociações realizadas imediatamente com o cliente, queda no nível de
rejeição de produtos, e aumento da satisfação do cliente.

11
Incorporada à QRM, pode-se entender a Manufatura Responsiva (MR), também citada
por alguns autores como Competição Baseada no Tempo (TBC). Fernandes et al. (2012)
propõem uma sistemática para aplicação e implantação da MR em uma indústria de calçados
através de uma pesquisa ação. Usando as ferramentas AV (Análise de Valor) para produtos
em processo, EV (Engenharia de Valor) para produtos em projeto, Layout celular (em grupo)
e funcional, MPS (Programa Mestre de Produção), entre outros, houve a eliminação de
processos desnecessários, padronização de materiais, flexibilidade de processos, melhoria na
qualidade com redução do retrabalho e pedidos atendidos no prazo.
As ferramentas e conceitos utilizados no QRM também podem ser estendidos ao Agile
Manufacturing. Atualmente as empresas buscam alternativas para serem competitivas em um
mercado de rápida mudança, e nada mais viável do que manter uma resposta rápida para esse
mercado ou cliente, podendo haver a integração de diversas ferramentas e abordagens.
2.4 Lean Agile
Algumas empresas vem seguindo o paradigma do pensamento enxuto (Lean) para
atingir uma melhor eficiência dos processos em seu ramo de negócio. Estudos recentes
incorporam o paradigma ágil como uma alternativa e possível melhora na manufatura enxuta.
Por isso Mason-Jones et al. (2000) defendem a existência do paradigma Leagile. Se os
argumentos forem utilizados de forma isolada, o poder de cada paradigma pode ser perdido,
isso por que a Manufatura Ágil é utilizada em ambientes com demanda volátil, e a
Manufatura Enxuta é empregada aonde a demanda é estável. Em alguns casos é prudente o
uso de um paradigma em cada lado do ponto de desacoplamento do fluxo de materiais como
auxílio na estratégia da cadeia de suprimentos.
Lean pode ser um elemento para a Agile em algumas circunstâncias, porém não é uma
condição suficiente para a empresa atender necessidades específicas dos clientes com mais
rapidez (AGARWAL et al., 2006). A abordagem Lean é considerada de melhor desempenho
quando existe grande volume, demanda previsível e baixa variedade, mas por outro lado
quando há uma alta variedade de produtos, necessidades imprevisíveis dos clientes e uma
cadeia de suprimentos volátil, um melhor desempenho é obtido com práticas ágeis (NAYLOR
et al., 1999).
O objetivo essencial de uma cadeia de suprimentos é entregar o produto certo, na
quantidade exata, nas condições acordadas, no lugar combinado, dentro do prazo, por um
custo aceitável. Apesar disso, os requisitos do cliente mudam seguidamente, fazendo com que
a cadeia de suprimentos seja adaptável às mudanças futuras e inesperadas, para responder

12
rapidamente e adequadamente essas exigências e mudanças dentro do mercado, sendo
primordial o uso de práticas ágeis para esse contexto (CARVALHO; CRUZ-MACHADO,
2011).
Naylor et al. (1999) demonstram com estudos de caso em algumas empresas, as
práticas enxuta e ágil. Com o uso de ferramentas como o sistema Kanban, EDI (Electronic
Data Interchange) e JIT (Just in Time), os autores identificam a combinação dos dois
paradigmas em uma cadeia de suprimentos, os quais são complementares para a estratégia.
Através de um roteiro para implantação de Lean e Agile, utilizando estágios de
reengenharia dos processos da cadeia de suprimentos, além do sistema Kanban, EDI e JIT,
Mason-Jones et al. (2000) ilustram o Leagile como referência no processo de
desenvolvimento de produto (PDP) em uma cadeia de suprimentos de produtos eletrônicos.
Como resultados, houve a redução de prazos de entrega e custos, melhorando os níveis de
serviço ao cliente.
O que diferencia o foco de mercado dos paradigmas ágil e enxuto são os chamados
requisitos ganhadores de pedidos e requisitos qualificadores de mercado. Mason-Jones et al.
(2000) consideram que quando o custo é um ganhador de pedidos, a qualidade, o prazo de
entrega e o nível de serviço são qualificadores de mercado, sendo o paradigma enxuto o mais
apropriado para manter um bom desempenho da cadeia de suprimentos. Porém, quando o
nível de serviço é o requisito ganhador de pedidos, o custo, a qualidade e o prazo de entrega
são os qualificadores de mercado, então a agilidade é a melhor alternativa. Esta afirmação é
sintetizada no Quadro 2. Quadro 2: Qualificadores de mercado e ganhadores de pedido Agile x Lean
Qualificadores de mercado Ganhadores de pedido
Cadeia de suprimentos Agile
Qualidade
Custo
Lead time
Nível de serviço
Cadeia de suprimentos Lean
Qualidade
Lead time
Nível de serviço
Custo
Fonte: Adaptado de Mason-Jones et al. (2000)
Empresas estão em constante busca por melhorias de desempenho, portanto muitas
optam por implantar princípios Lean e Agile, para sua gestão operacional. Narasimhan et al.
(2006) diferenciam esses dois princípios a partir de paradigmas de produção e capacidades de
desempenho. Através de um estudo empírico, no qual determinaram a ocorrência de Lean e

13
Agile em indicadores de regularidade, os autores chegaram à conclusão de que para uma
implantação de Agile Manufacturing, precisa-se ter uma integração com Lean Manufacturing,
porém a implantação Lean não necessita de práticas ágeis.
Uma interpretação dos paradigmas Lean e Agile foi feita por Stratton e Warburton
(2003) através de um estudo de caso em uma indústria de vestuários ilustrando a aplicação e
combinação de ferramentas TOC (Teoria das Restrições), tais como ARA e ARF, e princípios
TRIZ (Teoria da inventiva solução de problemas). Como conclusão obtiveram uma redução
na variabilidade, permitindo um fluxo constante, e redução de estoque de proteção,
ocasionando em um aumento da produção em 80 %, poucos anos após a implantação.
O paradigma Agile também é comparado na literatura com a abordagem Resilient
(resiliência). Carvalho et al. (2012) relatam que essas duas abordagens possuem o mesmo
objetivo global, que é elevar o desempenho da cadeia de suprimentos e aumentar a
competitividade através da melhoria de produto, qualidade, tempo de mercado e serviço ao
cliente. Contudo há uma diferença entre as abordagens, a cadeia de suprimentos ágil persegue
o atendimento de resposta mais rápida as mudanças de mercado e exigências dos clientes, de
modo que a abordagem Resilient é designada a lidar com distúrbios, com o intuito de
sustentar a competitividade da cadeia de suprimentos.
O termo Resilient (resiliência) é a capacidade de uma cadeia de suprimentos em lidar
com alterações inesperadas no sistema. Carvalho e Cruz-Machado (2011) afirmam que a
resiliência se preocupa com a capacidade do sistema em retornar ao seu estado inicial, para
um novo (mudança), ou para um mais agradável, após passar por turbulências, visando evitar
a ocorrência de modos de falha. Na gestão da cadeia de suprimentos a resiliência tem por
objetivo evitar que o sistema se transfira para estados indesejáveis, onde os modos de falha
ocorrem com frequência.
Também é encontrado na literatura a comparação e integração dos paradigmas Lean,
Agile, Resilient e Green (sustentáveis) na cadeia de suprimentos (LARG-SCM). Para Carvalho
e Cruz-Machado (2011) devem ser entendidas as compensações entre paradigmas enxuto,
ágil, resiliência e verdes (sustentáveis) para ajudar empresas e cadeias de suprimentos a se
tornarem mais eficientes, ágeis e sustentáveis. Para isso é preciso desenvolver uma profunda
compreensão das relações entre os paradigmas LARG, explorando e pesquisando a
contribuição deles para uma competitividade sustentável do sistema de produção na cadeia de
suprimentos. Os autores utilizaram diagramas causais para relacionar as principais práticas e

14
atributos de cada paradigma na gestão da cadeia de suprimentos, e então desenvolveram um
modelo conceitual focado na integração dos quatro paradigmas.
Para o alcance dos objetivos deste trabalho serão utilizadas práticas ligadas a
manufatura enxuta para a obtenção da agilidade da empresa estudada. Lembrando o que
Narasimhan et al. (2006) afirmam, que para a existência de uma manufatura ágil há a
necessidade da inclusão de práticas enxutas.
2.5 Comparativo e síntese de propostas para a pesquisa
Para um melhor entendimento das pesquisas expostas anteriormente, foi elaborado um
quadro sintetizando os principais elementos encontrados na revisão teórica. Esses elementos
podem ser caracterizados como ferramentas e capacitadores, técnicas ou práticas importantes,
utilizados para implantar as metodologias Agile, Lean Agile ou QRM em diversos segmentos
de atividade, na busca pela agilidade (Quadro 3). Quadro 3: Elementos importantes para implantação das metodologias
Autor (ano) Agile Autor (ano) Lean Agile Autor (ano) QRM
Carpanzano e Ballarino
(2008); Bottani (2010)
Tecnologia da Informação (TI) Mason-Jones
et al. (2000); Agarwal et al., (2006); Naylor
et al. (1999)
Práticas Lean Manufacturing; Práticas Agile Manufacturing
Suri (1998); Fernandes et al.
(2012)
Layout celular ou funcional
ERP (Enterprise Resource Planning)
Suri (1998); Saes e Godinho Filho
(2011)
Simulação de sistemas
Bottani (2010)
Internet Mason-Jones et al. (2000)
Reegenharia dos processos Perry et al. (1999) EDI (Electronic
Data Interchange) Engenharia simultânea
Naylor et al. (1999);
Mason-Jones et al. (2000)
Kanban
Saes e Godinho Filho (2011)
Kanban
QFD (Quality Function
Deployment)
Just in time (JIT)
TPM (Manutenção Produtiva Total)
FMEA (Failure Mode and Effect
Analysis)
EDI (Electronic
Data Interchange)
Seis Sigma
Bottani (2010);
Bertolini et al. (2007)
ICT (Information and Communication
Technology)
Stratton e Warburton
(2003)
TOC (Teoria das Restrições)
SMED (Troca rápida de ferramentas)
Bertolini et al. (2007)
BPR (Business Process
Reengineering)
Árvore da Realidade
Atual (ARA)
Padronização de trabalho
Diagrama de Gantt
Árvore da Realidade
Futura (ARF)
Godinho Filho et al. (2013)
MCT (Manufacturing
Critical-path Time)

15
Gunasekaran (1999)
Recursos humanos
polivalentes e multi-habilitados
TRIZ (Teoria da inventiva solução de problemas)
Diagrama de Ishikawa; e
Brainstorming
Elkins et al. (2003)
Gráfico aranha Carvalho e
Cruz-Machado (2011)
Green (práticas sustentáveis) Mapa do processo
Diagrama de influência
Diagrama causal
FTMS (Focused Target Market
Segment)
Árvore de decisão
Carvalho et al. (2012);
Carvalho e Cruz-Machado
(2011)
Resilient (resiliência)
Fernandes et al. (2012)
AV/EV (Análise de Valor / Engenharia
de Valor)
Carpanzano e Ballarino
(2008)
PDM (Product Data
Management)
MPS (Plano Mestre de Produção)
Fonte: Autor
Com necessidade de uma amplitude maior na busca por soluções dos problemas da
empresa em estudo, foram analisadas propostas de pesquisas futuras dos artigos citados na
revisão teórica. Após esta análise de dados obteve-se o quadro 4, o qual traz sugestões de
alguns autores, que foram aperfeiçoadas para o presente trabalho como oportunidades de
melhorias.
Quadro 4: Propostas de pesquisa
Autor (Ano) Sugestões de pesquisa Oportunidades de melhoria e
desenvolvimento da abordagem Agile
Dubey e Gunasekaran (2014)
O impacto das práticas AM no desempenho organizacional. Conceito de produção ágil, sendo estendido para o desenvolvimento empresarial sustentável.
Utilizar práticas ágeis no contexto geral da empresa.
Saes e Godinho Filho (2011)
Identificação de métodos para redução de tempos que não agregam valor.
Troca rápida de Layout, transformar setup interno em externo.
Elkins et al. (2004)
Construir uma empresa mais robusta e Resilient e determinar ferramentas para atender volumes de demanda flutuantes e abordar novos futuras mudanças de modelo.
Desenvolver capacidade para alterações inesperadas do sistema.
Carpanzano e Ballarino (2008)
Desenvolvimento de normas para produtos e processos, não existentes atualmente, para uma estruturação do conhecimento do setor.
Padronização de processos.
Bertolini et al. (2007)
Avaliar se a redução do lead time poderia ser alcançada ao otimizar o fluxo de modelos e variantes durante todo o processo de produção, especialmente removendo o tempo de espera no âmbito de atividades.
Reduzir estoques intermediários
Naylor et al. (1999)
O impacto da forma de diferenciação de produtos da manufatura ágil para a enxuta, através de níveis de serviço e redução de custos, respectivamente.
Avaliação da agilidade frente ao paradigma enxuto.
Gunasekaran Desenvolvimento de um sistema de gestão da Inserir gestão da qualidade na

16
(1998) qualidade, para garantia de qualidade em um ambiente ágil. A maneira de educação e treinamento de operadores na manufatura ágil deve ser precisamente definida. Precisam ser desenvolvidos adequados modelos matemáticos para a determinação do número de trabalhadores necessários em um ambiente ágil.
cultura da empresa, para que todos os funcionários conheçam a real abrangência de problemas de qualidade. Modelo matemático para determinar número de trabalhadores, de acordo com a necessidade do cliente, para uma empresa ágil.
Backhouse e Burns (1999)
Combinar conceitos de modelos viáveis e sistemas Green para garantir uma reconfiguração e viabilidade da empresa virtual, através de medidas de desempenho relevantes.
Reestruturação e competitividade da cadeia de valor com medidas de desempenho, para dar mobilidade produtiva frente a frequente mudança de modelos.
Yusuf et al. (1999)
Necessidade dos funcionários trabalharem de forma transparente organização virtual, sem barreiras funcionais. Cada funcionário deve visualizar e entender seu trabalho ao todo, pensando no próximo processo.
Mudança na atitude e abordagem do trabalho, fazendo com que cada operador tenha papel fundamental na realização do trabalho ao todo. Padronização de posto de trabalho.
Fonte: Autor
2.2 Teoria das Restrições (TOC)
Mesmo o problema possuindo uma definição clara e objetiva, podem haver inúmeras
soluções isoladas. Para Lacerda et al. (2011) o que geralmente caracteriza os problemas é a
conciliação das partes envolvidas perante a situação a ser resolvida, todavia possuem
caminhos distintos para a solução. Na prática, uma situação como essa, pode levar a
desempenhos não colaborativos para afastamento das dificuldades.
A Teoria das Restrições (TOC) surgiu na década de 1970, após o físico israelense
Eliyahu M. Goldratt se envolver com problemas relacionados a logística de produção. Então
ele criou um método de administração inovador, o qual foca na identificação de forças
restritivas e propulsoras em um sistema (NOREEN et al., 1996).
Normalmente a TOC é aplicada no setor produtivo das empresas, através de gerentes
de produção, buscando resolver problemas físicos. Noreen et al. (1996) relatam que se a TOC
for introduzida corretamente leva a um aumento do lucro e produtividade da empresa, mas
com o tempo esses problemas físicos passam a ser problemas políticos.
Para solucionar esses problemas políticos, a TOC traz um método para facilitar a
liberação, focalização e análise da visão, um conjunto de ferramentas lógicas para simplificar
a verbalização do bom senso (GOLDRATT, 2004). Esse método é denominado Processo de
Pensamento da TOC e baseia-se logicamente em relações de efeito-causa-efeito na análise
crítica da realidade, para ajudar a resolução de problemas, buscando a compreensão da razão
para as coisas acontecerem, e não como acontecem (ALVAREZ, 1996).

17
O Processo de Pensamento, ou Processo de Raciocínio, inserido no gerenciamento das
restrições de um sistema, exige ferramentas de apoio aos gestores para a tomada de decisões,
em um ambiente competitivo (VIEIRA, 2010). As ferramentas do Processo de Pensamento
são seis: Árvore da Realidade Atual (ARA); Dispersão de Nuvens; Árvore da Realidade
Futura (ARF); Árvore de Pré-requisitos; Árvore de Transição; e Ramo Negativo. Em
problemas com maior amplitude é necessário usar essas ferramentas em conjunto, podendo
também serem usadas separadamente, buscando os problemas centrais para o encontro de
soluções, e visam responder três perguntas básicas: “o que mudar?”; “para o que mudar?”; e
“como mudar?”.
Antunes Jr. (1998) ressalta o Processo de Pensamento como um novo sistema, o qual
utiliza princípios da metodologia científica para identificação de problemas que limitam uma
organização quanto ao seu desempenho. No presente trabalho são utilizadas duas árvores: a
Árvore da Realidade Atual (ARA) que procura evidenciar as origens, causas e efeitos de
problemas reais com intuito de incrementar produtividade e ganho da empresa, e visa
responder a questão “o que mudar?”; e a Árvore da Realidade Futura (ARF) que tem por
objetivo apresentar aonde se deseja chegar com realização de ações propostas na análise da
ARA, e busca a resposta para a questão “para o que mudar?”.
A TOC utiliza dois tipos de recursos que restringem o fluxo de materiais em sistemas
de produção que são os gargalos e os CCRs (Recursos com Capacidade Restrita). Antunes et
al. (2008) definem o gargalo de uma organização sendo aquele recurso cuja capacidade de
produção é menor do que a demanda de mercado em certo período de tempo. Para eliminar
um gargalo pode-se aumentar a capacidade do recurso ou até reduzir a demanda de produtos
que passam por esse recurso. Pacheco et al. (2014) sugerem que um gargalo seja elevado a
ponto de gerar folga de capacidade nos recursos não gargalos, fazendo com que o gargalo
permaneça no mesmo nível em um sistema, tornando o gerenciamento da manufatura
simplificado.
Os CCRs são recursos com capacidade superior à demanda, porém em função de
anormalidades decorrentes no sistema produtivo, apresentam restrições de capacidade. As
variabilidades que podem causar um CCR são problemas com sequenciamento da produção,
problemas de manutenção, tempos de setup (troca de ferramentas) desconhecidos pela
programação, falta de matéria prima, problemas com retrabalho, entre outros (ANTUNES et
al., 2008).

18
Além dos Recursos sem Capacidade (gargalos) e Recursos com Capacidade Restrita
(CCRs), também existem os Recursos com Capacidade, aonde a capacidade produtiva do
recurso é superior a demanda dos produtos, diferente dos CCRs que perdem capacidade com
qualquer problema imprevisto. Para uma melhor utilização das restrições nos sistemas
produtivos, Antunes et al. (2008) relatam dois tipos de ações gerais utilizadas para gerenciar
os gargalos:
i) Aumento do tempo total: comprar capacidade adicional como máquinas, contratações,
horas extras, adição de turnos; utilização de equipamentos alternativos, existentes na fábrica.
ii) Aumento do índice de rendimento operacional global (IROG): eliminar perdas de
tempo no gargalo, como horário para almoço, trocas de turno, folgas devido a fadigas
ergonômicas; redução do tempo de setup; efetividade na manutenção de máquinas gargalo.
2.2.1 Árvore da Realidade Atual (ARA)
Para Cox III e Spencer (2002), gerentes tem grandes e delicadas funções, entre elas
evidenciar o problema que deve ser focado para aumentar a produtividade da empresa. Muitas
empresas com processos de produção confusos tem tendência em colocar a gerência em
circunstâncias que necessitam de solução de problemas rapidamente, o que faz com os
gerentes não tenham tempo em identificar a causa dos problemas atacados. Na maioria das
vezes esses problemas são provenientes de problemas profundos e sedimentados na estrutura
e cultura da empresa. Para revelar esses problemas enraizados a TOC evidencia a ferramenta
ARA.
Para a construção da ARA, devem ser seguidos alguns passos, como descrito na
abordagem abaixo com uma proposição integrada de Noreen et al. (1996); Cox III e Spencer
(2002).
Passo 1: Liste de 5 a 10 Efeitos Indesejáveis (EIs) que traduzam a realidade da situação e
submeta cada um a avaliação de existência.
Passo 2: Conecte com setas EIs associados por uma relação de causa e efeito.
Passo 3: Conecte todos os EIs nesta relação causal com a montagem de um mapa completo,
em que as causas primárias se localizam na base, sendo desdobradas até o efeito final no topo,
a partir da leitura “se causa, então efeito”.
19
Passo 4: Leia a ARA de baixo para cima, analisando cada entidade e sua relação ao longo do
percurso, realizando as correções necessárias, utilizando a seguinte afirmação: “efeito porque
causa”.
Passo 5: Pergunte a si mesmo se a ARA como um todo reflete a sua intuição sobre a área,
caso contrário verifique cada relação e inclua causas adicionais, com o uso da lógica se –
então.
Passo 6: Não hesite em expandir a ARA para conectar novos EIs existentes e que não haviam
sido incluídos na lista original de EIs. Dê este passo somente após todos EIs originais estarem
conectados.
Passo 7: Reexamine os EIs e identifique as entidades na ARA que sejam negativas, mesmo a
entidade não constando na lista original de EIs.
Passo 8: Elimine da ARA as entidades que não são necessárias para conectar todos os EIs.
Passo 9: Apresente a ARA para alguém lhe ajudar a aflorar e desafiar os pressupostos
encontrados nela.
Passo 10: Examine todos os pontos de entrada da ARA e decida qual atacar, porém aquele
que contribua para a existência da maioria dos EIs. A numeração dos EIs facilita a localização
dos mesmos e indica que faz parte da lista original.
Com a aplicação correta desses passos é possível a identificação da causa raiz dos
problemas. A ARA utiliza de simbologias, Noreen et al. (1996) relatam que as flechas
indicam suficiência, isto é, determinado EI só ocorre devido a ocorrência de outro. Uma ARA
precisa e concreta necessita de consistências em sua estrutura, o que para validação e
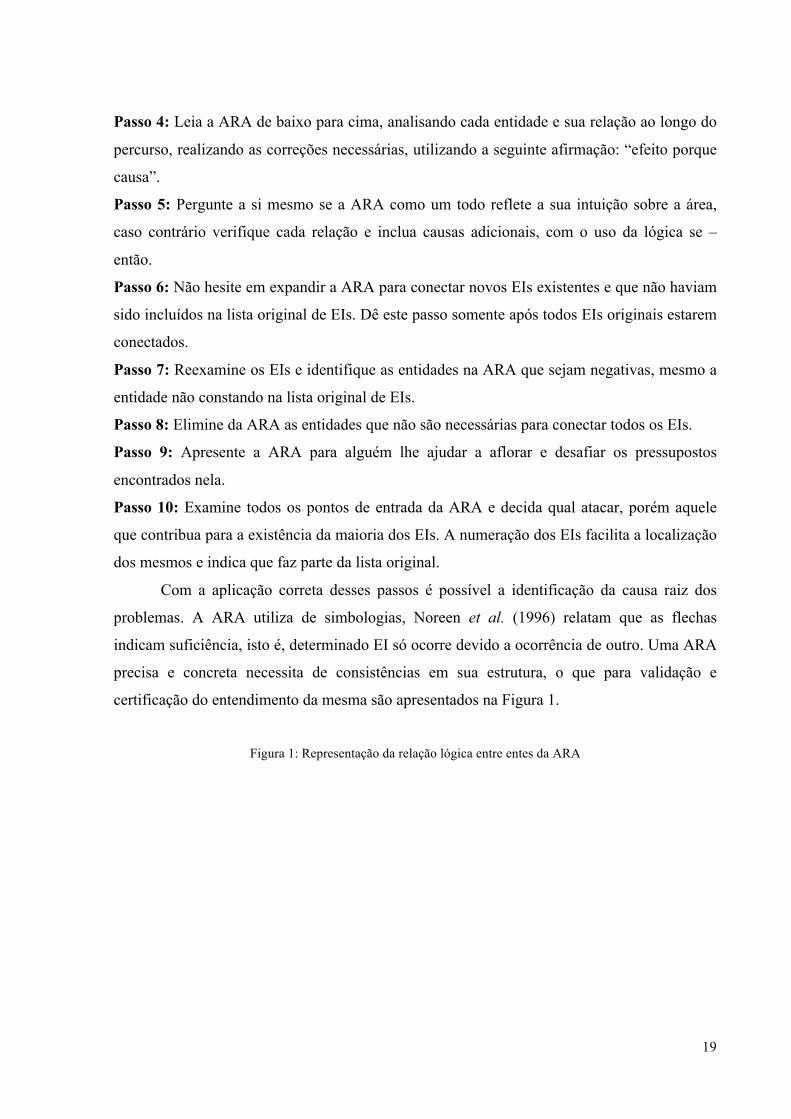
certificação do entendimento da mesma são apresentados na Figura 1.
Figura 1: Representação da relação lógica entre entes da ARA

20
Fonte: Adaptado de Sellitto (2005)
A elaboração da ARA é simples, porém requer muito tempo e raciocínio avançado
sobre os pensamentos implícitos, sendo de grande importância ao Processo de Pensamento da
TOC. Cogan (2007) enfatiza que esse diagrama de ligações de causa e efeito, interliga os
sintomas do sistema, permitindo encontrar a restrição, a causa raiz, do que deve ser mudado.
Considerada de fácil implantação em qualquer segmento, empresas estão acostumadas
com métodos tradicionais, que geralmente informam dados vagos, dificultando identificar a
real restrição da organização. Wanderley e Cogan (2012) informam que a ARA descreve a
situação do sistema no momento, e com a descoberta do problema central, concentra esforços
na direção da causa e não dos efeitos.
Com a ARA construída, é possível identificar a causa raiz de problemas complexos ou
não, deixando explícita a restrição em uma organização. Após a ARA aplicada, precisa-se
saber como agir na causa raiz, para eliminação dos problemas em um sistema.
2.2.2 Árvore da Realidade Futura (ARF)
A ARF é formulada a partir dos Efeitos Indesejáveis (EIs) definidos anteriormente na
ARA. Nesta etapa busca-se uma solução para a eliminação de determinados problemas,
aumentando o desempenho da empresa de forma integral (ALVAREZ, 1996).

21
Na ARF são ilustrados os conflitos que os gerentes enfrentam na implantação de um
processo de melhoria contínua em uma empresa. (COX III e SPENCER, 2002). Para Cogan
(2007), a ARF é uma descrição de causa-efeito futura, partindo de mudanças feitas no
presente. Essas mudanças são propostas a partir de injeções, criadas para a resolução da causa
raiz, trazendo então Efeitos Desejáveis (EDs), que ligados logicamente formam essas relações
de causa e efeito futura, ligados de baixo para cima.
Essas injeções existem basicamente a partir de dois elementos fundamentais, são eles
conhecimento da situação real e criatividade. O conhecimento da realidade estudada é
importante na medida que assim a validade e veracidade dos pressupostos pode ser
questionada adequadamente. Em outro sentido, a injeção é considerada um ato criativo, sendo
fundamental o espírito crítico dos participantes (ALVAREZ, 1996).
Tendo conhecimento das injeções e da ARA, é possível construir a ARF, inserindo as
injeções na base, e projetando consequências na realidade atual, ou seja, substituindo EIs por
EDs. Uma das ressalvas de legitimidade aplicadas na ARF são os efeitos previsíveis, os quais
apontam efeitos secundários das injeções, prevenindo a ocorrência de novos efeitos
indesejáveis (SELLITTO, 2005).
Todavia, Noreen et al. (1996) afirmam que a ARF pode não eliminar todos os EIs,
pois na construção desta árvore lógica é possibilitada apenas a inserção de EDs, aparentando
que a ferramenta é milagrosa e resolverá todos os problemas. Aqueles Efeitos Indesejáveis
sedimentados na estrutura de uma empresa, normalmente externos a ela, não podem ser
eliminados e são chamados de ramos negativos, uma antecipação daquilo que pode dar errado.
Cox III e Spencer (2002) argumentam que esses ramos negativos testam a possibilidade de
ocorrência, dando consistência e senso de realidade a ARF, e os efeitos negativos na tomada
de decisão em circunstâncias exclusivas.
Portanto a ARF propõe um estado futuro ideal para a organização, trazendo uma visão
do que seria a empresa se fossem adotadas as medidas propostas através das injeções.
Implantada a ARF devem ser seguidas as injeções, e coloca-las em prática, para que possam
ser eliminadas as causas-raiz encontradas na ARA.
3. Método
3.1 Procedimentos metodológicos
A metodologia utilizada para desenvolvimento da pesquisa é considerada aplicada em
relação à natureza, pelo fato de expor práticas ligadas a Agile Manufacturing e utilizá-las no

22
ambiente de uma empresa terceirizada do ramo calçadista, a fim de investigar, comprovar ou
rejeitar hipóteses propostas através de modelo teórico. Jung (2004) afirma que uma pesquisa
de natureza aplicada gera conhecimentos resultantes de um processo de pesquisa, utilizando
esses conhecimentos para uma aplicação imediata, buscando a resolução de problemas
específicos.
Em relação aos objetivos a pesquisa é considerada exploratória, pois estuda práticas de
gestão da manufatura Agile Manufacturing para buscar soluções para problemas estratégicos
inerentes ao setor produtivo de uma empresa do ramo calçadista. A finalidade de uma
pesquisa exploratória é a obtenção de teorias e práticas para substituir as existentes, visando
obter alternativas, e experimentação para a coleta de dados, gerando conhecimentos e
inovações para desenvolvimento de novos modelos (JUNG, 2004).
Quanto à abordagem a pesquisa é considerada de caráter qualitativo e quantitativo. Por
utilizar números que comprovam a situação da empresa, Prodanov e Freitas (2013)
consideram a pesquisa uma abordagem quantitativa, pois busca a relação causa-efeito entre
fenômenos, e descreve com facilidade dado problema, propondo utilização de lógica, dados
numéricos e estatísticos para solução de problemas.
Também observa-se o uso de dados descritivos, coletados com gestores da empresa.
Em uma abordagem qualitativa o ambiente natural é considerado como fonte direta de dados,
sendo o pesquisador essencial ao processo, com aptidão para analisar os dados de forma
indutiva. Os dados coletados em pesquisas qualitativas são descritivos, representando o maior
número possível de componentes presentes na realidade estudada (PRODANOV; FREITAS,
2013).
Para Prodanov e Freitas (2013) a forma pela qual pretendemos analisar um fenômeno
ou problema determina a metodologia qualitativa ou quantitativa. É importante ressaltar que a
abordagem utilizada na pesquisa depende do interesse do pesquisador e do procedimento que
ele irá desenvolver, lembrando que as duas abordagens estão relacionadas e interligam-se.
Quanto aos procedimentos é considerada uma Pesquisa Bibliográfica. Jung (2004)
argumenta que uma Pesquisa Bibliográfica busca conhecer diversas contribuições científicas
de determinado assunto ou experimento que foram realizadas e publicadas. Prodanov e Freitas
(2013) destacam essas contribuições científicas como todo material publicado a partir de
livros, revistas, jornais, periódicos, artigos científicos, monografias, dissertações, teses, entre
outros, colocando o pesquisador em contato direto com todo o material necessário para
realização de sua pesquisa.

23
Também quanto aos procedimentos foi utilizado o método Design Science Research, o
qual auxiliou na elaboração do modelo. Essa metodologia visa o desenvolvimento de artefatos
para alcançar soluções satisfatórias em problemas práticos. A Design Science Research é
indicada para estudos em que o objetivo é projetar ou desenvolver artefatos, assim como as
soluções de problemas, seja em ambiente acadêmico, seja em ambiente empresarial
(DRESCH, 2013).
Foram utilizados questionários como técnica de coleta de dados. Gil (2009) relata que
a construção de um questionário é a transmissão dos objetivos da pesquisa em questões
específicas, sendo as respostas dessas questões utilizadas para descrever características da
amostragem. No seguinte estudo são utilizados dois questionários para coleta de dados,
contribuindo para a elaboração do modelo. O primeiro questionário identifica os principais
elementos Agile necessários à empresa. O segundo questionário mensura o nível atual de
agilidade da empresa.
Bardin (2011) relata análise de conteúdo como técnicas de análise das informações,
que através de procedimentos organizados e determinados, descrevem o conteúdo de textos ou
mensagens, permitindo a inferência de conhecimentos por parte do pesquisador, originando
conclusões e implicações para uma pesquisa.
Atualmente a empresa conta com aproximadamente cinquenta colaboradores em seu
quadro funcional. A empresa possui dois clientes de grande porte, empresas contratantes, e
produz um montante de cerca de 1200 pares de cabedais de calçado por dia, o que varia a cada
estação do ano, de acordo com a sazonalidade do mercado e com a complexidade das
coleções.
A partir do cenário apresentado, algumas análises foram feitas com dados registrados
pela empresa, com o intuito de transparecer a situação da mesma e mostrar as dificuldades
encontradas neste contexto. A Figura 2 apresenta o gráfico com a variação histórica da
lucratividade nos últimos cinco anos.

24
Figura 2: Variação histórica da Lucratividade ao longo do tempo.
Fonte: Adaptado da empresa avaliada
Conforme exposto acima, a lucratividade vem caindo gradativamente a cada ano. A
razão disso, segundo gestores da empresa, é o aumento do valor gasto com pessoal, que a cada
ano aumenta conforme a inflação. Mas para os gestores isso não seria empecilho se as
empresas contratantes elevassem o valor pago ao produto final conforme a própria inflação.
Esse valor que a contratante paga é baseado em tempos de produção estimados de manufatura,
multiplicado por um valor de custo por minuto, que varia de uma contratante para outra. Esse
custo minuto sofre alterações anuais abaixo da inflação. Assim, o baixo valor agregado ao
produto final é uma das causas responsáveis pela baixa lucratividade, o que leva a empresa a
buscar recursos ou medidas para amenizar esta queda.
Entretanto, esta não é a única razão para a redução da lucratividade. Quando a empresa
contratante não mantém um abastecimento de ordens de produção regular e em meio a isso
aumenta a diversidade de modelos para manufatura, a terceirizada perde produtividade, pois
fica subordinada a essa situação imposta pelo mercado. Logo, essa condição gera retrabalho,
pessoas ficam ociosas, resultando em baixa eficiência no setor e em atrasos de entrega.
Portanto o cenário apresentado é muito complexo, havendo variáveis interferentes,
tanto internas, quanto externas. A empresa em estudo busca uma alternativa para lidar com
essa instabilidade que acarreta em inúmeros problemas no seu ambiente, fazendo com que a
lucratividade mantenha esse declínio constante.
21,62%
7,49% 4,03% 2,94% 2,68%
0,00%
10,00%
20,00%
30,00%
2011 2012 2013 2014 2015
Lucratividade
Lucratividade

25
3.2 Método de trabalho
O método de trabalho proposto tem por finalidade encontrar as variáveis que
interferem na formação do problema e na busca da solução do mesmo. Na figura 3 está
apresentada a metodologia seguida neste projeto, baseada na Design Science Research.
Figura 3: Método de trabalho
Fonte: Adaptado de Dresch (2013)
4. Resultados
Nesta seção serão descritos detalhadamente os resultados, assim como a sequência das
etapas da metodologia Design Science Research para condução da pesquisa.
4.1 Identificação do Problema: ARA e ARF
Cox III e Spencer (2002) relatam que com a ARA construída são fornecidos
instrumentos para: i) identificação de impacto de políticas, processos e ações na empresa; ii)
comunicação clara e sucinta da causa dessas políticas, processos e ações; iii) identificação do
26
problema central de uma situação; iv) permissão para criação de um clima favorável de
relação frente aos problemas, colocando todo o sistema para atacar o problema.
Para a construção da ARA, foram seguidos os passos sugeridos por Noreen et al.
(1996); Cox III e Spencer (2002), através de uma proposição integrada das etapas descritas
pelos autores.
A análise iniciou-se com a identificação das causas negativas em evidência no sistema,
sendo tais causas denominadas Efeitos Indesejáveis (EIs) (ALVAREZ, 1996). A constatação
dos Efeitos Indesejáveis foi realizada em uma reunião de uma hora de duração com gestores
da empresa. Participaram da reunião e da realização do método o diretor da empresa, o
gerente geral de produção e um moderador. Com a utilização da dinâmica de brainstorming
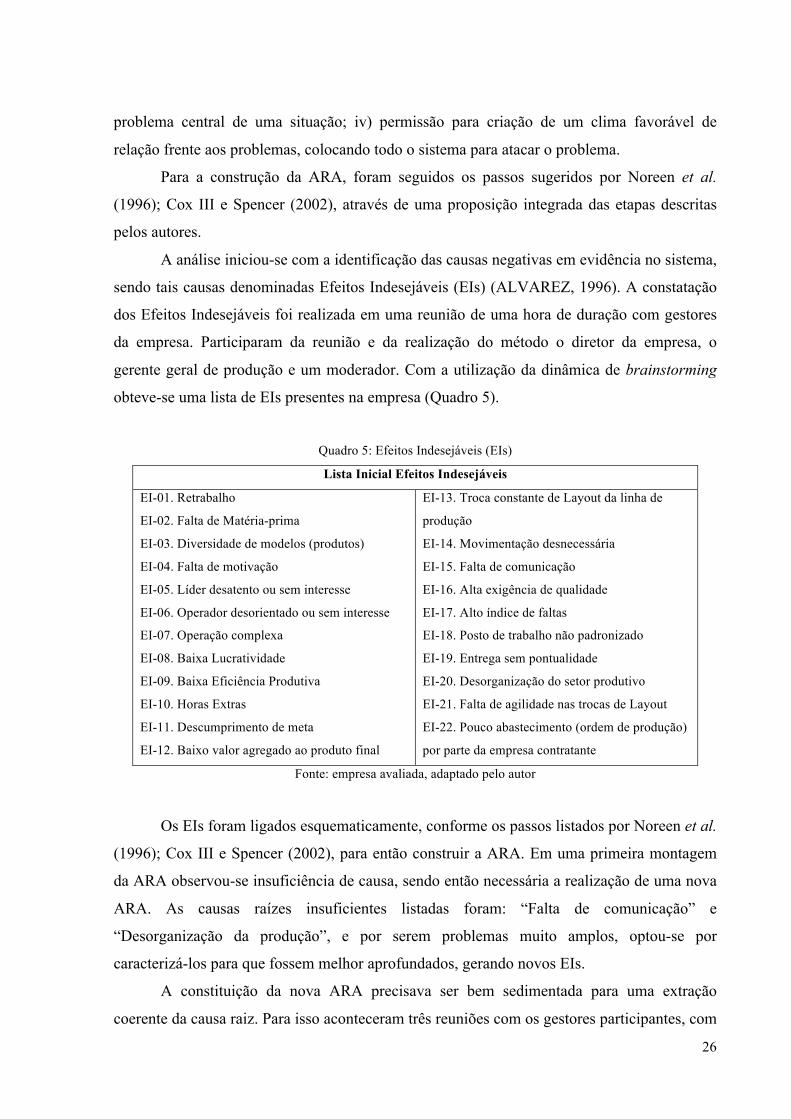
obteve-se uma lista de EIs presentes na empresa (Quadro 5).
Quadro 5: Efeitos Indesejáveis (EIs)
Lista Inicial Efeitos Indesejáveis
EI-01. Retrabalho
EI-02. Falta de Matéria-prima
EI-03. Diversidade de modelos (produtos)
EI-04. Falta de motivação
EI-05. Líder desatento ou sem interesse
EI-06. Operador desorientado ou sem interesse
EI-07. Operação complexa
EI-08. Baixa Lucratividade
EI-09. Baixa Eficiência Produtiva
EI-10. Horas Extras
EI-11. Descumprimento de meta
EI-12. Baixo valor agregado ao produto final
EI-13. Troca constante de Layout da linha de
produção
EI-14. Movimentação desnecessária
EI-15. Falta de comunicação
EI-16. Alta exigência de qualidade
EI-17. Alto índice de faltas
EI-18. Posto de trabalho não padronizado
EI-19. Entrega sem pontualidade
EI-20. Desorganização do setor produtivo
EI-21. Falta de agilidade nas trocas de Layout
EI-22. Pouco abastecimento (ordem de produção)
por parte da empresa contratante
Fonte: empresa avaliada, adaptado pelo autor
Os EIs foram ligados esquematicamente, conforme os passos listados por Noreen et al.
(1996); Cox III e Spencer (2002), para então construir a ARA. Em uma primeira montagem
da ARA observou-se insuficiência de causa, sendo então necessária a realização de uma nova
ARA. As causas raízes insuficientes listadas foram: “Falta de comunicação” e
“Desorganização da produção”, e por serem problemas muito amplos, optou-se por
caracterizá-los para que fossem melhor aprofundados, gerando novos EIs.
A constituição da nova ARA precisava ser bem sedimentada para uma extração
coerente da causa raiz. Para isso aconteceram três reuniões com os gestores participantes, com

27
duração média de quinze minutos, e em datas distintas, para identificar características das
causas raízes da primeira ARA. Essas características foram acrescentadas como novos EIs,
eliminando as causas raízes insuficientes.
Quadro 6: EIs complementares
Características dos EIs eliminados
EI-15. Falta de comunicação EI-20. Desorganização do setor produtivo
Tomada de ação individualista
Ressuprimento de matéria-prima sem controle
Meta de produção não esclarecida
Pessoas ociosas
Informação errada ou falta de informação
Máquinas espalhadas pelo corredor
Refugo (produção que vira descarte)
Estratégia de gestão indefinida
Ausência de trabalhadores polivalentes
Fonte: empresa avaliada, adaptado pelo autor
No Quadro 6 estão listadas as características das causas raízes insuficientes. Elas
foram introduzidas na ARA como EIs complementares, reduzindo a amplitude dos efeitos
indesejáveis iniciais, fazendo com que a ARA trouxesse mais consistência no encontro da
causa raiz.
As reuniões também serviram para refazer a nova ARA baseada na primeira, assim
como analisá-la e validá-la precisamente para o encontro de uma causa raiz mais específica
que representasse de fato a situação problemática da empresa. Podemos observar na Figura 4
a ARA finalizada conforme as alterações mencionadas.
28
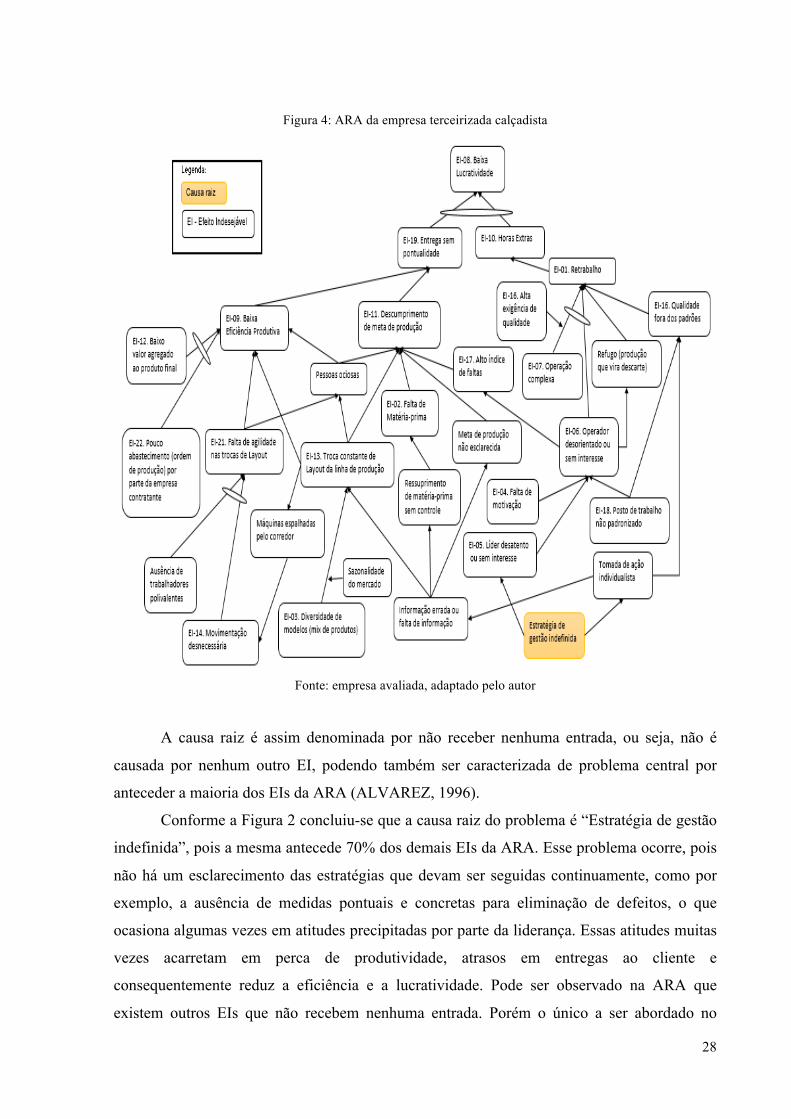
Figura 4: ARA da empresa terceirizada calçadista
Fonte: empresa avaliada, adaptado pelo autor
A causa raiz é assim denominada por não receber nenhuma entrada, ou seja, não é
causada por nenhum outro EI, podendo também ser caracterizada de problema central por
anteceder a maioria dos EIs da ARA (ALVAREZ, 1996).
Conforme a Figura 2 concluiu-se que a causa raiz do problema é “Estratégia de gestão
indefinida”, pois a mesma antecede 70% dos demais EIs da ARA. Esse problema ocorre, pois
não há um esclarecimento das estratégias que devam ser seguidas continuamente, como por
exemplo, a ausência de medidas pontuais e concretas para eliminação de defeitos, o que
ocasiona algumas vezes em atitudes precipitadas por parte da liderança. Essas atitudes muitas
vezes acarretam em perca de produtividade, atrasos em entregas ao cliente e
consequentemente reduz a eficiência e a lucratividade. Pode ser observado na ARA que
existem outros EIs que não recebem nenhuma entrada. Porém o único a ser abordado no

29
referido trabalho é “Ausência de trabalhadores polivalentes”. Os demais não são muito
relevantes ou pertencem ao meio externo à empresa, ou seja, não compete à empresa interferir
neles.
4.2 Conscientização do problema
Todavia para agir no problema e conscientizar as pessoas, precisa-se formular uma
solução para eliminá-los, aumentando o desempenho da empresa de forma global. Para isso
utilizou-se a técnica Árvore da Realidade Futura (ARF). A ARF consiste em trabalhar, a partir
da ARA, a transformação dos Efeitos Indesejáveis (EIs) em Efeitos Desejáveis (EDs), com o
incremento de injeções (retângulos de canto reto) feitas na raiz do problema. Alguns EIs que
não podem ser manipulados pela empresa permaneceram, isso mostra que mesmo na melhor
das hipóteses haverá algo tentando corromper o sistema, porém os EIs foram tratados com
outras injeções. Essas injeções foram propostas através da dinâmica de brainstorming
realizado em uma reunião de quinze minutos com os gestores participantes, buscando
soluções criativas, para assim alcançar o ambiente almejado dentro da empresa. Na Figura 5
consta a ARF aplicada na empresa, a qual mostra o que ocorrerá futuramente caso a nova
política seja implantada.
30
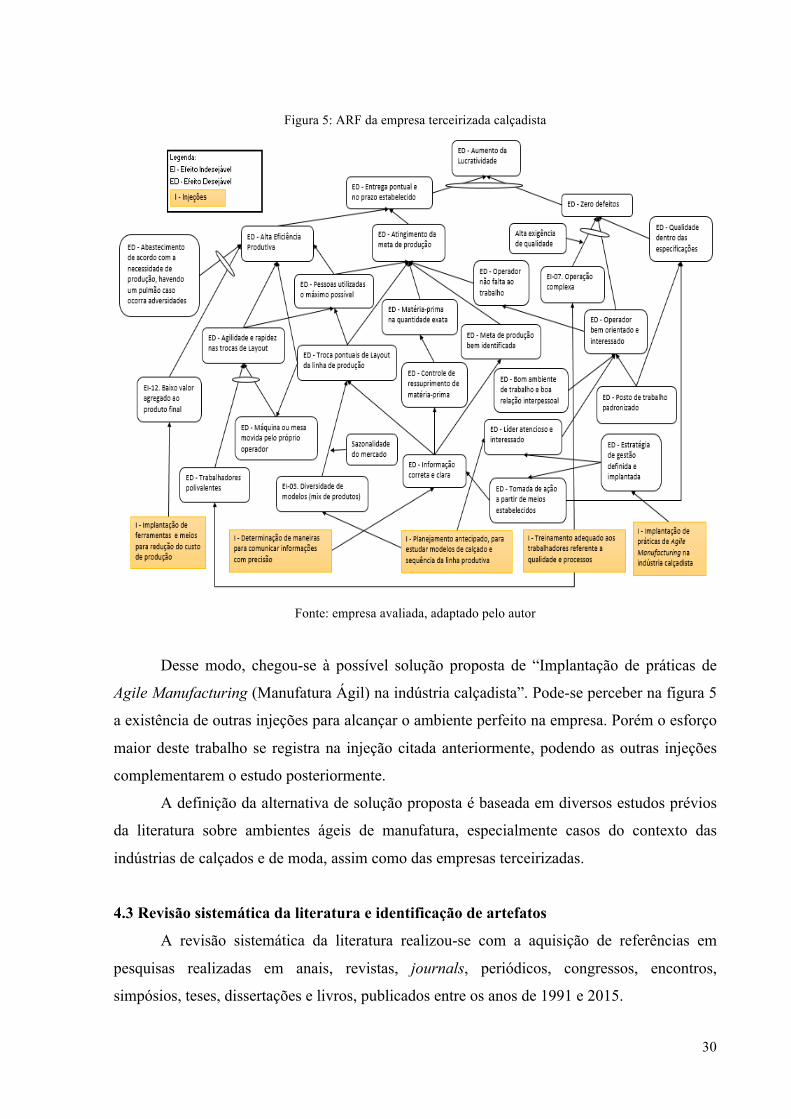
Figura 5: ARF da empresa terceirizada calçadista
Fonte: empresa avaliada, adaptado pelo autor
Desse modo, chegou-se à possível solução proposta de “Implantação de práticas de
Agile Manufacturing (Manufatura Ágil) na indústria calçadista”. Pode-se perceber na figura 5
a existência de outras injeções para alcançar o ambiente perfeito na empresa. Porém o esforço
maior deste trabalho se registra na injeção citada anteriormente, podendo as outras injeções
complementarem o estudo posteriormente.
A definição da alternativa de solução proposta é baseada em diversos estudos prévios
da literatura sobre ambientes ágeis de manufatura, especialmente casos do contexto das
indústrias de calçados e de moda, assim como das empresas terceirizadas.
4.3 Revisão sistemática da literatura e identificação de artefatos
A revisão sistemática da literatura realizou-se com a aquisição de referências em
pesquisas realizadas em anais, revistas, journals, periódicos, congressos, encontros,
simpósios, teses, dissertações e livros, publicados entre os anos de 1991 e 2015.
31
As palavras chave utilizadas na pesquisa foram: calçadista, terceirizada, Árvore da
Realidade Atual (ARA), Árvore da Realidade Futura (ARF), estratégia de gestão, Agile
Manufacturing, Lean Agile e Quick Response Manufacturing (QRM).
Foram pesquisados aproximadamente sessenta artigos de journals, com destaque para
International Journal of Production Economics, o qual registrou sete artigos utilizados neste
trabalho. Os demais European Journal of Operational Research, International Journal of
Agile Management Systems, Journal of Operations Management, International Journal of
Operations & Production Management, e International Journal of Production Research
registraram um artigo cada. O processo de seleção e avaliação dos artigos ocorreu a partir da
procura de ferramentas e práticas utilizadas nestes estudos, com vistas a adquirir agilidade nos
mais variados ambientes produtivos. Os artigos considerados relevantes foram utilizados na
revisão teórica e os demais foram descartados.
A identificação de artefatos aconteceu a partir da revisão sistemática da literatura,
aonde foram evidenciados artefatos e classes de problemas relacionados ao problema de
pesquisa. No quadro 3 e 4 foram identificadas instanciações para a pesquisa. Dresch (2013)
relata que instanciação é uma maneira de informar a utilização ou implementação de
determinado artefato para a construção de um resultado inerente à um contexto.
4.4 Elaboração, aplicação, análise dos questionários e propostas para a pesquisa
Na revisão sistemática da literatura não foi encontrado nenhum artefato relacionado
diretamente ao tema estudado. Assim, a partir de alguns elementos relacionados à Agile
Manufacturing, mencionados na revisão teórica, sendo estes elementos encontrados em forma
de Efeitos Indesejáveis na ARA, foram elaborados dois questionários. O questionário 1
(Apêndice A) identifica a necessidade de elementos ágeis para o contexto da empresa, e o
questionário 2 (Apêndice B) mede o nível atual de agilidade na empresa, questionando pontos
prioritários de melhorias aos respondentes. Inicialmente foi aplicado um pré-teste destes
questionários com oito pessoas selecionadas. Com as dificuldades e dúvidas relatadas por
essas pessoas, algumas questões foram modificadas e melhor elaboradas. Assim, os
questionários foram definitivamente aplicados, totalizando trinta e seis respondentes de um
total de cinquenta colaboradores. As respostas objetivas dos questionários foram classificadas
e identificadas as prioridades através do percentual de respostas para cada questão.
32
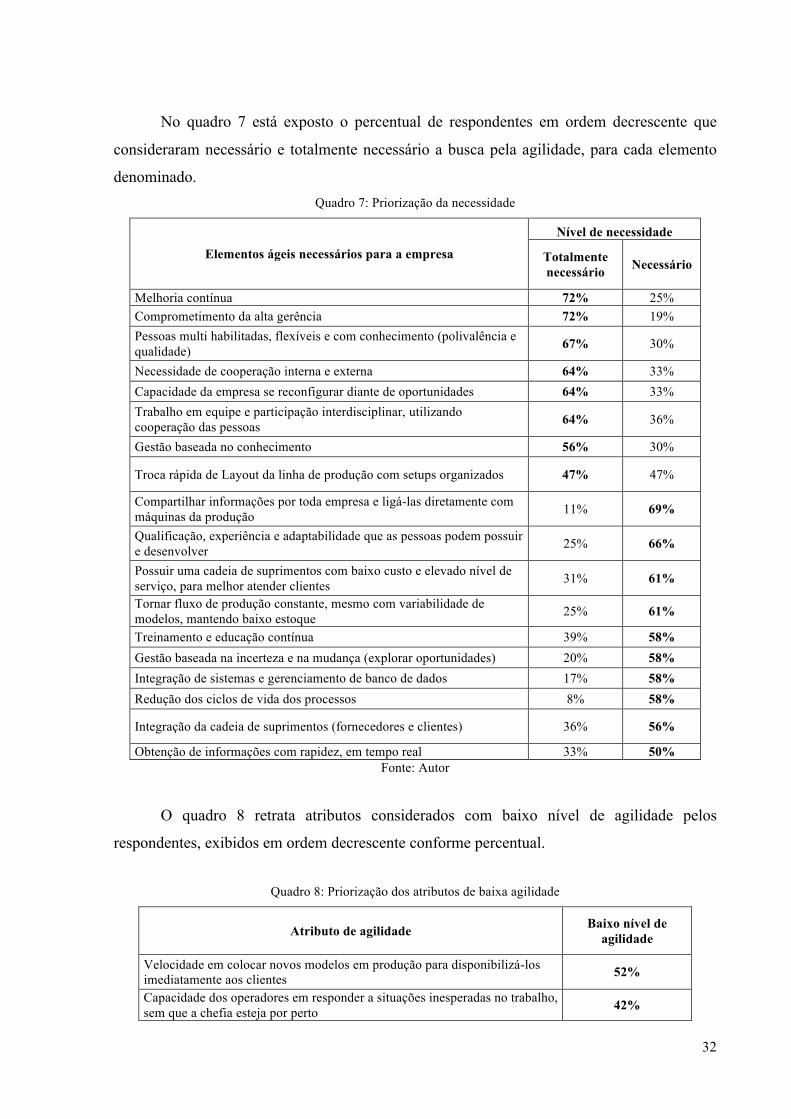
No quadro 7 está exposto o percentual de respondentes em ordem decrescente que
consideraram necessário e totalmente necessário a busca pela agilidade, para cada elemento
denominado. Quadro 7: Priorização da necessidade
Elementos ágeis necessários para a empresa
Nível de necessidade
Totalmente necessário Necessário
Melhoria contínua 72% 25% Comprometimento da alta gerência 72% 19% Pessoas multi habilitadas, flexíveis e com conhecimento (polivalência e qualidade) 67% 30%
Necessidade de cooperação interna e externa 64% 33% Capacidade da empresa se reconfigurar diante de oportunidades 64% 33% Trabalho em equipe e participação interdisciplinar, utilizando cooperação das pessoas 64% 36%
Gestão baseada no conhecimento 56% 30%
Troca rápida de Layout da linha de produção com setups organizados 47% 47%
Compartilhar informações por toda empresa e ligá-las diretamente com máquinas da produção 11% 69%
Qualificação, experiência e adaptabilidade que as pessoas podem possuir e desenvolver 25% 66%
Possuir uma cadeia de suprimentos com baixo custo e elevado nível de serviço, para melhor atender clientes 31% 61%
Tornar fluxo de produção constante, mesmo com variabilidade de modelos, mantendo baixo estoque 25% 61%
Treinamento e educação contínua 39% 58% Gestão baseada na incerteza e na mudança (explorar oportunidades) 20% 58% Integração de sistemas e gerenciamento de banco de dados 17% 58% Redução dos ciclos de vida dos processos 8% 58%
Integração da cadeia de suprimentos (fornecedores e clientes) 36% 56%
Obtenção de informações com rapidez, em tempo real 33% 50% Fonte: Autor
O quadro 8 retrata atributos considerados com baixo nível de agilidade pelos
respondentes, exibidos em ordem decrescente conforme percentual.
Quadro 8: Priorização dos atributos de baixa agilidade
Atributo de agilidade Baixo nível de agilidade
Velocidade em colocar novos modelos em produção para disponibilizá-los imediatamente aos clientes 52%
Capacidade dos operadores em responder a situações inesperadas no trabalho, sem que a chefia esteja por perto 42%

33
Participação dos colaboradores (trabalhadores) nas tomadas de decisões, ou propondo melhorias internas à empresa 42%
Rapidez na troca de layout da linha de produção 39% Tempo de reorganização e de replanejamento quando há ocorrência de falhas e retrabalhos 33%
Fonte: Autor
Inicialmente foram analisadas as respostas qualitativas do questionário 2, em que os
respondentes expressaram suas opiniões e deram sugestões. Categorizadas e classificadas
essas respostas, através da análise de conteúdo, fez-se uma síntese sobre as implicações para a
pesquisa, permitindo evidenciar possíveis aplicações e interferências na empresa (Quadro 9). Quadro 9: Análise de conteúdo e conclusões
Respostas representativas e relevantes dadas ao questionário Implicações para a pesquisa
“A empresa poderia ouvir mais os trabalhadores, julgar e aceitar essas opiniões para utilizar em melhorias internas e tomadas de decisão, fazendo com que as pessoas se interessem em solucionar problemas. Poderia haver uma espécie de incentivo para as pessoas exporem suas opiniões.”
Através de treinamentos focados em máquinas de costura tanto operacional como
manutenção, tornar os operadores polivalentes e multi habilitados nestas funções, sendo estimulados a cooperar internamente à empresa com opiniões e sugestões de
melhorias.
“As tecnologias existentes na empresa devem ser mais exploradas, e com o apoio das pessoas serem usufruídas.” “O treinamento proporcionado poderia ser melhorado se a empresa pudesse oferecer cursos de qualificação, e assim tornar os colaboradores polivalentes e ágeis.” “Para detectar falhas e ter propostas de melhoria a empresa deveria incentivar e estimular a cooperação das pessoas.”
“Para aumentar a flexibilidade dos trabalhadores, poderia haver uma rotatividade entre os funcionários em algumas funções após estes serem devidamente treinados para as demais operações, fazendo com que todos conheçam um pouco de cada processo.”
Acompanhar desenvolvimento dos operadores através do Quadro de Multifuncionalidade,
promovendo uma competição saudável, para incentivá-los a ser polivalentes e multi
habilitados “Para agilizar a troca do Layout da linha de produção poderia haver mais organização e cooperação em equipe.”
Através de BOX auxiliares às trocas (numerar postos de trabalho), com o planejamento de
produção agilizar trocas de modelos de calçado na linha de produção.
“Seja uma redução ou aumento inesperado de produção, a empresa deve sempre manter o lema de produzir com qualidade.”
Supervisionar e checar as operações frequentemente, focar na cobrança, na atenção
e concentração de todos para produzir com qualidade.
“Capacitar líderes para transmitirem aos operadores seus conhecimentos de forma adequada, para garantir qualidade e agilidade de operação nos processos.” “Para melhorar a capacidade dos operadores em situações inesperadas, deveria haver orientação e qualificação dos operadores para revisar a operação anterior, e assim achar defeitos ou falta de processos.”
Controle de qualidade na fonte. Cada operação
passa a ser revisora da anterior, para eliminação de falhas recorrentes ou falta de
processamento, reduzindo o índice de retrabalho.
“Para reduzir o tempo de encontrar falhas de processo, as pessoas deveriam encontrar as falhas em suas operações e não enviar para a operação seguinte.” “Para o acesso a informações atualizadas constantemente, a empresa deveria ser mais transparente, e passar isso para as
Através do Quadro de Gestão Visual informar aos operadores o tempo de processamento e a

34
pessoas, para que todos saibam a necessidade de produção que precisa ser atingida.”
produção prevista em cada posto de trabalho, e ouvir dele o que pode ser mudado para reduzir
seu tempo de processo. “Palestras e reuniões seriam interessantes para conscientizar as pessoas sobre alcance de metas e resultados.”
Manter a meta de produção atualizada no Quadro de Gestão Visual, e assim transparecer
a todos os resultados a serem obtidos, com reuniões constantes para fazer com que as
pessoas cooperem para o alcance desta meta.
Fonte: Autor
Uma vez feita a análise de conteúdo das respostas qualitativas, foi feita uma síntese
comparativa dos resultados quantitativos dos dois questionários. Foi realizada a triangulação
de dados comparando as respostas do questionário 1, questionário 2 e conclusão, resultando
em implicações resultantes para a pesquisa (Quadro 10). Por exemplo: na questão 18 -
“Treinamento e educação contínua” do questionário 1, 58% dos respondentes consideraram
esse elemento necessário à empresa. Em contrapartida, foi comparado à questão 9 -
“Treinamento proporcionado aos colaboradores” do questionário 2, o qual mostrou uma
indefinição sobre a existência desse elemento no contexto da empresa, com 36% dos
respondentes relatando indiferença. Dessa maneira, outras comparações trazem a necessidade
de explorar alguns elementos ágeis frágeis na estrutura da empresa. Este comparativo acaba
evidenciando algumas necessidades já listadas anteriormente com as respostas qualitativas, e
remete a um entendimento aprofundado da situação da empresa (Quadro 10).
Quadro 10: Síntese comparativa de elementos dos questionários
Elementos ágeis necessários
(Questionário 1)
Elementos com nível baixo de agilidade (Questionário 2) Conclusão Implicações para a
pesquisa
4) Necessidade de cooperação interna e
externa
2) Tempo de reorganização e replanejamento em ocorrência
de falhas e retrabalhos
Promover cooperação das pessoas quando
ocorrem falhas e estimular rapidez para se resolver um defeito
sem ter queda na produtividade
Padronização de posto de trabalho
17) Trabalho em equipe e participação
interdisciplinar, utilizando cooperação
das pessoas 7) Capacidade dos operadores em responder a situações
inesperadas no trabalho, sem que a chefia esteja por perto
Pessoas necessitam ter mais confiança em si
próprias e devem participar mais
ativamente das decisões para que em alguns
casos decidam por si alguma ocorrência
Fazer reuniões constantes, oferecer
treinamentos e mostrar transparência nos
resultados, identificando
indicadores no Quadro de Gestão Visual
16) Pessoas multi habilitadas, flexíveis e
com conhecimento (polivalência e
qualidade)
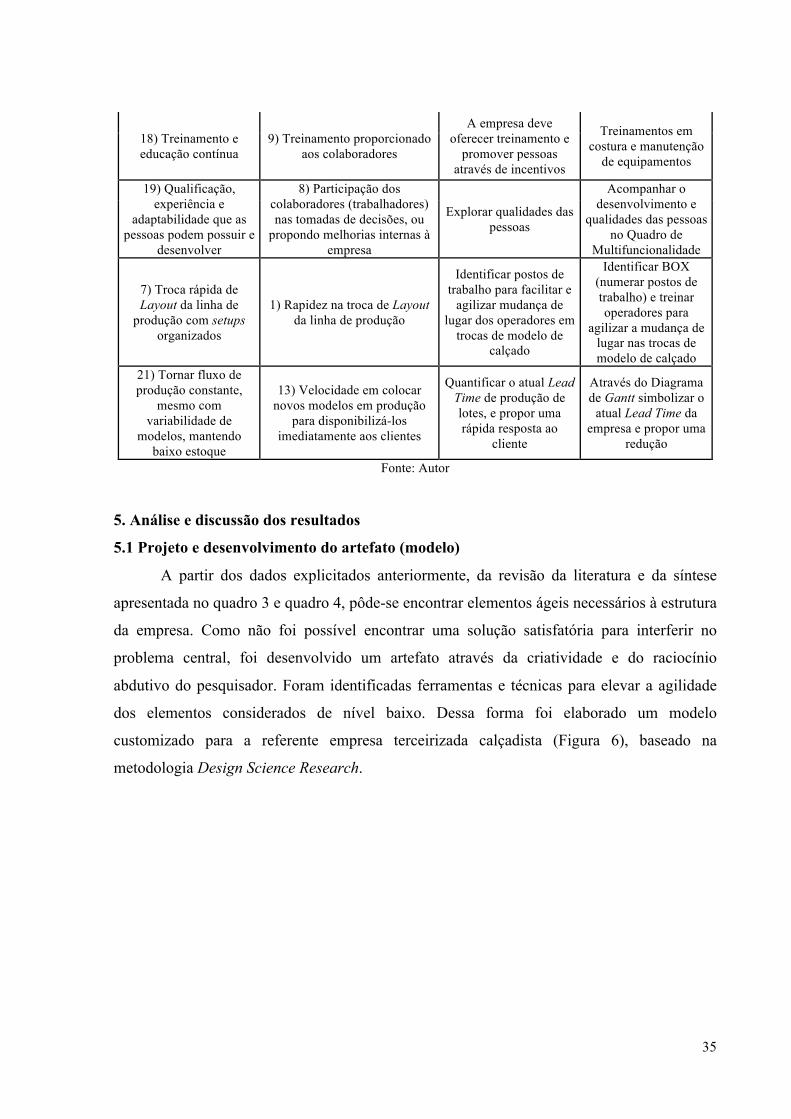
35
18) Treinamento e educação contínua
9) Treinamento proporcionado aos colaboradores
A empresa deve oferecer treinamento e
promover pessoas através de incentivos
Treinamentos em costura e manutenção
de equipamentos
19) Qualificação, experiência e
adaptabilidade que as pessoas podem possuir e
desenvolver
8) Participação dos colaboradores (trabalhadores) nas tomadas de decisões, ou
propondo melhorias internas à empresa
Explorar qualidades das pessoas
Acompanhar o desenvolvimento e
qualidades das pessoas no Quadro de
Multifuncionalidade
7) Troca rápida de Layout da linha de
produção com setups organizados
1) Rapidez na troca de Layout da linha de produção
Identificar postos de trabalho para facilitar e
agilizar mudança de lugar dos operadores em
trocas de modelo de calçado
Identificar BOX (numerar postos de trabalho) e treinar operadores para
agilizar a mudança de lugar nas trocas de modelo de calçado
21) Tornar fluxo de produção constante,
mesmo com variabilidade de
modelos, mantendo baixo estoque
13) Velocidade em colocar novos modelos em produção
para disponibilizá-los imediatamente aos clientes
Quantificar o atual Lead Time de produção de lotes, e propor uma rápida resposta ao
cliente
Através do Diagrama de Gantt simbolizar o
atual Lead Time da empresa e propor uma
redução
Fonte: Autor
5. Análise e discussão dos resultados
5.1 Projeto e desenvolvimento do artefato (modelo)
A partir dos dados explicitados anteriormente, da revisão da literatura e da síntese
apresentada no quadro 3 e quadro 4, pôde-se encontrar elementos ágeis necessários à estrutura
da empresa. Como não foi possível encontrar uma solução satisfatória para interferir no
problema central, foi desenvolvido um artefato através da criatividade e do raciocínio
abdutivo do pesquisador. Foram identificadas ferramentas e técnicas para elevar a agilidade
dos elementos considerados de nível baixo. Dessa forma foi elaborado um modelo
customizado para a referente empresa terceirizada calçadista (Figura 6), baseado na
metodologia Design Science Research.

36
Figura 6: Modelo proposto para aplicação
Fonte: Elaborado pelo autor
O modelo inicia com o intuito de sensibilizar a direção da empresa e alcançar o
comprometimento a partir da alta gerência. Esta conscientização precisa partir do topo da
hierarquia, transparecendo atitudes exemplares e oferecendo apoio e recursos no que for
preciso para a aplicação das proposições. Essa atitude será cobrada a partir de reuniões a
serem realizadas semanalmente, após o horário de trabalho.
A segunda etapa do modelo consiste em oferecer treinamentos aos operadores,
principalmente na operação de costura e manutenção do próprio equipamento, para que
colaboradores alcancem índices elevados de polivalência e multifuncionalidade. Líderes serão
responsáveis pelos treinamentos, que ocorrerão em horário alternativo à produção. Os líderes
terão a missão de educar continuamente seus comandados para uma realização adequada das
funções, e de acordo com as especificações do cliente. A evolução da polivalência e
multifuncionalidade dos colaboradores será acompanhada através de Quadro de
Multifuncionalidade.
O objetivo da implantação do Quadro de Gestão Visual é manter atualizada a meta de
indicadores de qualidade, produtividade e eficiência relacionados com os princípios ágeis
37
identificados na revisão da literatura. Capacitação aos colaboradores dará suporte ao
entendimento do quadro, que deverá ser utilizado com vistas a alcançar a meta estabelecida.
A Troca Rápida de Ferramentas será utilizada para identificar possíveis mudanças de
atitudes nas trocas de modelo de calçado na linha de produção. Serão identificados os postos
de trabalho com posições numeradas (BOX) no decorrer da linha produtiva, a fim de orientar
aos operadores sobre sua posição no próximo modelo de calçado. Para Lopes et al. (2007) o
BOX numerado tem a função de limitar e posicionar um operador em cada mudança de
layout, direcionando o operador para a posição em que ele irá desempenhar seu trabalho no
próximo modelo de calçado que irá entrar na linha produtiva. Os líderes devem estar
comprometidos e os demais colaboradores conscientes, para que a troca seja flexível e rápida.
A etapa seguinte é o gerenciamento do Lead Time do processo produtivo, e com o
diagrama de Gantt propor uma redução, agindo diretamente na programação da produção.
Com o controle de qualidade na fonte cada operador passará a inspecionar a operação
realizada anteriormente a sua, impedindo de seguir peças que apresentarem defeitos ou falta
de processamento. Essa atitude deve ser cobrada semanalmente em reuniões e diariamente na
supervisão.
Após essas etapas serem realizadas, deve ser feita a análise dos resultados obtidos, e
assim tirar conclusões sobre a aplicação do modelo. Na sequência deverão ser definidas novas
ações ou melhorias descobertas no andamento, e com isso retornar ao início e incluí-las ao
modelo. Esse processo passa a ser contínuo, fazendo com que aconteça diretamente uma
melhoria contínua na estratégia de gestão da manufatura para a referida empresa.
5.2 Avaliação do artefato
Cada etapa do modelo apresentado precisa ser mensurada para que sejam analisados os
resultados obtidos. Como trata-se de uma instanciação, o artefato é medido e analisado em um
ambiente real. Para isso são necessários alguns instrumentos para medir e calcular os
resultados alcançados e mensurados.
Para a descrição da etapa de treinamento, será utilizado um quadro de
multifuncionalidade para acompanhar o rendimento do aprendizado de cada operador. Neste
quadro estão descritas todas as operações chave dentro da empresa, e será feito um
comparativo da situação anterior ao projeto, com a situação posterior aos treinamentos.
O controle de qualidade na fonte será monitorado a partir do índice de retrabalho,
medido no revisor final da linha produtiva. Esse índice mede a quantidade de defeitos ao
38
longo do dia, dividido pela produção total realizada, em percentual. Esse índice será exposto
no Quadro de Gestão Visual, para que todos os operadores envolvidos conheçam e se
motivem para manter o índice reduzido à 2% de inconformidades. Também no Quadro de
Gestão Visual estarão expostos os dados de produtividade da linha, traduzidos com a divisão
da quantidade produzida pela meta de produção a ser atingida, em forma de percentual.
Os resultados da aplicação da Troca Rápida de Ferramentas (TRF) e
consequentemente a numeração dos postos de trabalho como BOX, serão expostos de
diferentes formas. Com a coleta de tempos de setup, ou seja, tempo decorrente desde a última
peça boa de um lote até a primeira peça boa do lote seguinte, em minutos, será analisado o
estado atual. O mesmo tempo de setup será mensurado após a aplicação. Paralelo a isso será
mensurada a eficiência da utilização de mão-de-obra no mesmo horário e no horário seguinte
em que ocorreu a troca. A eficiência é calculada a partir da multiplicação da unidade de tempo
e unidade produzida, dividido pelo número de trabalhadores em determinado espaço de tempo
(jornada de trabalho).
Por fim a exposição do diagrama de Gantt irá seguir a mensuração do lead time das
etapas de fabricação, ou seja, o tempo de atravessamento de lotes por toda estrutura produtiva.
Portanto a partir de análises e intervenções será proposta uma redução do lead time aos lotes
em fabricação.
5.3 Explicitações das aprendizagens e conclusões
A finalidade principal desse artigo foi propor e desenvolver um modelo customizado
de estratégia de gestão da manufatura baseado nas práticas ágeis, para o ambiente atual de
uma empresa terceirizada do ramo calçadista. Esse objetivo foi atendido com a elaboração do
modelo apresentado anteriormente a partir da abordagem Design Science Research. Esse
modelo pode ser considerado fundamental para a empresa em questão, pois estuda todo o
ambiente interno da empresa, que ligado à elementos identificados em estudos prévios na
revisão teórica, resulta em questionários customizados a serem aplicados na própria empresa.
Não obstante os estudos prévios e o estudo do ambiente interno da empresa, os
questionários trouxeram dados mais focados da estrutura interna, ou seja, das pessoas que
atuam diretamente no contexto. Logo, com todo esse procedimento muito bem sedimentado,
foi alcançado o objetivo principal.
Com o uso do diagrama de Gantt, Bertolini et al. (2007) constataram redução do Lead
Time na logística e processos de fabricação da indústria calçadista italiana. Saes e Godinho
39
Filho (2011) utilizaram Troca Rápida de Ferramentas (TRF) para reduzir Lead Time em uma
empresa de escrita. Reduzindo o Lead Time, indústrias podem dar um retorno mais rápido ao
cliente. No caso da terceirizada calçadista, o cliente é a empresa contratante.
Gunasekaran (1999) define o capacitador pessoas como um dos componentes mais
importantes para a existência de um ambiente ágil. Inerente a esse capacitador está vinculado
o treinamento e a educação contínua, que ajudam no desenvolvimento das pessoas. Porém
também são importantes as qualidades e experiências que as pessoas possuem, no entanto
havendo resistência por parte dos recursos humanos no dinamismo, a empresa tende a perder
a componente ágil.
O estudo em questão buscou definir uma estratégia de gestão da manufatura para uma
empresa terceirizada do ramo calçadista. Empresas necessitam ser ágeis em um mercado
turbulento e de mudança constante como o da moda. Neste viés a pesquisa define um modelo
customizado para que a empresa siga, para que consequentemente tenha sucesso em sua
trajetória.
5.4 Generalização para uma Classe de Problemas
Pesquisas que utilizam a Design Science Research como metodologia devem ser
passíveis à generalização em uma classe de problemas, não buscando uma solução ótima, mas
satisfatória para a situação (DRESCH, 2013). Portanto a generalização deve acontecer para
que um artigo possa ser replicado por outros autores, trazendo assim sentido ao estudo
realizado.
A seguinte pesquisa, além de tratar internamente do contexto de uma referida empresa
terceirizada do setor calçadista, também pode servir de apoio a outras empresas que tenham as
mesmas características. Isto só pode ser considerado pois essas empresas estão inseridas em
um mercado turbulento, de mudanças constantes, como é o caso de mercados que lidam com
moda e tendência.
Por conseguinte, empresas inseridas neste ambiente podem se apropriar do modelo
desenvolvido nesta pesquisa. Porém isso está sujeito aos recursos de que a empresa deseja
despender no projeto, seja financeiro ou recursos humanos. Consequentemente, vale
aconselhar que para alcançar um melhor resultado final, deve ser elaborado um modelo
customizado para cada empresa, sendo recomendado passar pelas etapas aqui desenvolvidas.
Portanto para o avanço do conhecimento na área e sua generalização, é identificada a
classe de problemas. A classe a ser classificada pode ser a solução, como pode ser o problema
40
propriamente dito. Então o referido trabalho destaca como classe de problemas: definição de
uma estratégia de gestão; a elaboração de um modelo de estratégia; a realidade de uma
empresa terceirizada do ramo calçadista; empresas inseridas em mercado de moda; aplicação
de práticas Agile Manufacturing; entre outros.
6. Conclusões
Este artigo apresenta o processo de elaboração de um modelo de estratégia de gestão
da manufatura para uma empresa terceirizada do ramo calçadista, especializada na costura de
calçados. Através de pesquisas prévias na literatura existente, o autor identificou elementos
ágeis. Com a aplicação da ARA (Árvore da Realidade Atual) e ARF (Árvore da Realidade
Futura) foram encontrados Efeitos Indesejáveis (EIs) e Efeitos Desejáveis (EDs),
respectivamente, no contexto da empresa. Dessa maneira foram ligados esses dados, e
elaborados dois questionários, aplicados a funcionários da empresa.
Com o cruzamento das respostas quantitativas e com a categorização das respostas
qualitativas dos questionários, o autor interpretou o que seriam implicações para a pesquisa.
Com respostas concretas houve a definição de ferramentas e técnicas a serem aplicadas para a
obtenção de um ambiente ágil na organização estudada. Com esses dados unificados foi
elaborado um modelo, baseado na metodologia Design Science Research, para ser seguido
pela empresa terceirizada do ramo calçadista. Portanto foi alcançado o objetivo principal da
pesquisa aqui desenvolvida.
A realização da pesquisa definiu um modelo ainda não encontrado na teoria. É um
modelo customizado para uma empresa específica, podendo ser útil para demais empresas do
mesmo segmento de atuação, ou inseridas em mercados de mudança constante. Porém é
recomendado que cada empresa defina seu modelo estratégico de gestão da manufatura
personalizado. O que pode ser aprimorado em pesquisas futuras é a aplicação do mesmo
questionário para diretores e gestores de diversas empresas terceirizadas calçadistas, e a partir
desse estudo elaborar um modelo geral que envolva e satisfaça todas empresas do segmento.
Referências
AGARWAL, A.; SHANKAR, R.; TIWARI, M. K. Modeling the Metrics of Lean, Agile and Leagile Supply Chain: An ANP-Based Approach. European Journal of Operational Research, v. 173, n. 1, p. 211-225, 2006.
ALARCON, F. R.; MEDEIROS, V. C.; STEFANI, B. B.; SOUZA, L. C.; MOTTA, G. A. Melhoria do Lead Time Produtivo Por Meio do Mapeamento de Fluxo de Valor: O Caso de
41
Uma Empresa de Calçados. Anais. ENEGEP – Encontro Nacional de Engenharia de Produção, p. 01- 13, out. /out. Bento Gonçalves, 2012. ALMEIDA, M. S. A Miríade de Atores Produtivos na Terceirização do Calçado em Franca. Dissertação (Mestrado em Sociologia). Universidade de São Paulo, São Paulo, 2008. ÁLVARES, Manoel S. B. Terceirização: parceria e qualidade. Rio de Janeiro: Campos, 1996. ALVAREZ, Roberto dos Reis. Desenvolvimento de uma Análise Comparativa de Métodos de Identificação, Análise e Solução de Problemas. Dissertação (Mestrado em Engenharia de Produção). Universidade Federal do Rio Grande do Sul, Porto Alegre, 1996.
ANTUNES JR., J. A. V. Em direção a uma teoria geral do processo na administração da produção: uma discussão sobre a possibilidade de unificação da teoria das restrições e da teoria que sustenta a criação dos sistemas de produção com estoque zero. 1998. 406 f. Tese (Doutorado em Administração). PPGA-UFRGS, Porto Alegre, 1998.
ANTUNES, J.; ALVAREZ, R.; KLIPPEL, M.; BORTOLOTTO, P.; PELLEGRIN, I. Sistemas de Produção: Conceitos e práticas para projeto e gestão da produção enxuta. Porto Alegre: Bookman, 2008. BARDIN, Laurence. Análise de conteúdo. São Paulo: Edições 70, 2011.
BERTOLINI, M.; BOTTANI, E.; RIZZI, A.; BEVILACQUA, M. Lead Time Reduction through ICT Application in the Footwear Industry: A Case Study. International Journal of Production Economics, v. 110, n. 1-2, p. 198-212, 2007. BOTTANI, E. Profile and enablers of agile companies: An empirical investigation. International Journal of Production Economics, 2010. BRAZ, Vanessa de Almeida. Práticas de Manufatura Ágil e Performance Operacional. Dissertação (Mestrado em Gestão e Estratégia Industrial). Instituto Superior de Economia e Gestão, Lisboa, 2014.
CARPANZANO, E.; BALLARINO, A. Collaborative Networked Enterprises: A Pilot Case in the Footwear Value Chain. IFIP – International Federation for Information Processing, v. 266, p. 57-66, 2008. CARVALHO, H.; CRUZ-MACHADO, V. Integrating Lean, Agile, Resilience and Green Paradigms in Supply Chain Management (LARG_SCM). Supply Chain Management, 2011. CARVALHO, H.; AZEVEDO, S. G.; CRUZ-MACHADO, V. Agile and Resilient Approaches to Supply Chain Management: Influence on Performance and Competitiveness. Logistics Research, v. 4, n. 1-2, p. 49-62, 2012.
COGAN, S. Contabilidade gerencial: uma abordagem da Teoria das Restrições. São Paulo: Saraiva, 2007.
COX III, J. F.; SPENCER, M. S. Manual da teoria das restrições. Porto Alegre: Bookman, 2002.
DRESCH, A. Design Science e Design Science Research como Artefatos Metodológicos para Engenharia de Produção. Dissertação (Mestrado em Engenharia de Produção e Sistemas). UNISINOS, São Leopoldo – RS, 2013. DUBEY, R.; GUNASEKARAN, A. Agile Manufacturing: Framework and Its Empirical Validation. Int J Adv Manuf Technol, Springer-Verlag, London, 2014.

42
ELKINS, D. A.; HUANG, N.; ALDEN, J. M. Agile Manufacturing Systems in the Automotive Industry. International Journal of Production Economics, v. 91, n. 3, p. 201-214, 2004.
FERNANDES, F. C. F.; GRACIA, E.; GODINHO FILHO, M.; SILVA, F. M. Proposta de um método para atingir a manufatura responsiva na indústria de calçados: implantação e avaliação por meio de uma pesquisa-ação. Revista Gestão & Produção, v. 19, n. 3, p. 509-529. São Carlos, 2012.
FRASSETTO, Lídia Licinio. A indústria de calçados de São João Batista (SC): Caracterização do sistema de produção. Monografia – Curso de graduação em Ciências Econômicas. Universidade Federal de Santa Catarina – UFSC, Florianópolis, 2006. GARCIA, Renato C. Vantagens Competitivas de Empresas em Aglomerações Industriais: um Estudo Aplicado a Indústria Brasileira de Calçados e sua Inserção nas Cadeias Produtivas Globais. 204 f. Tese (Doutorado em Economia) Instituto de Economia – Universidade Estadual de Campinas, Campinas, 2001. GIL, Antonio Carlos. Métodos e Técnicas de Pesquisa Social. 6. ed. – 2. reimpr. – São Paulo: Atlas, 2009. GODINHO FILHO, Moacir. Paradigmas Estratégicos de Gestão da Manufatura (PEGEMs): configuração, relações com o planejamento e controle da produção e estudo exploratório na indústria de calçados. Tese (Doutorado) – Universidade Federal de São Carlos, São Carlos, 2004. GODINHO FILHO, M.; HAYASHI, A. P.; RUFO, C. R. Uso da Abordagem Quick Response Manufacturing para a Redução do Lead Time em uma Empresa do Setor Calçadista. Anais. XXXIII ENEGEP – Encontro Nacional de Engenharia de Produção. Salvador, 2013.
GOLDMAN, S. L.; NAGEL, R. N.; PREISS, K.; DOVE, R. Iacocca Institute: 21st Century Manufacturing Enterprise Strategy, An industrial Led View, v. 1-2. Iacocca Institute, Bethlehem - PA, 1991. GOLDRATT, Eliyahu M. Não é Sorte: a aplicação dos processos de raciocínio da teoria das restrições. São Paulo: Nobel, 2004. GRACIA, Eduardo. Adaptação, implantação e avaliação de uma proposta de manufatura responsiva para a indústria de calçados: pesquisa-ação. 116p. Dissertação (Mestrado em Engenharia de Produção). São Carlos: UFSCar, 2006.
GUNASEKARAN, A. Agile Manufacturing: enablers and implementation framework. International Journal of Production Research, v. 36, n. 5, p. 1233-1247, 1998.
GUNASEKARAN, A. Agile Manufacturing: a framework for research and development. International Journal of Production Economics, v. 62, n. 1, p. 87-105, 1999.
JUNG, C. F. Metodologia Para Pesquisa & Desenvolvimento: Aplicada a Novas Tecnologias, Produtos e Processos. Rio de Janeiro: Axcel Books, 2004.
LACERDA, Daniel P.; RODRIGUES, Luis H.; NETO, Secundino L. H. C. Processo de pensamento da teoria das restrições: uma abordagem para compreensão, aprendizagem e ação sobre problemas complexos. Perspectivas em Gestão & Conhecimento, v. 1, n. 2, p. 59-76, jul./dez. João Pessoa, 2011.

43
LOPES, P. F.; MORAES, F. A.; LOPES, P. S. Estudo de caso de implementação de troca rápida de ferramenta em uma empresa calçadista. Anais. XXVII ENEGEP – Encontro Nacional de Engenharia de Produção. Foz do Iguaçu, 2007.
MASON-JONES, R.; NAYLOR, B.; TOWILL, D. R. Engineering the leagile supply chain. International Journal of Agile Management Systems, v. 2, p. 54-61, 2000.
NARASIMHAN, R.; SWINK, M.; KIM, S.W. Disentangling leanness and agility: an empirical investigation. Journal of Operations Management, v. 24, n. 5, p. 440–457, 2006.
NAYLOR, J. B.; NAIM, M.; BERRY, D. Leagility: Integrating the Lean and Agile Manufacturing in the Total Supply Chain. International Journal of Production Economics, v. 62, p. 107–118, 1999. NOREEN, E.; SMITH, D.; MACKEY, J. T. A teoria das restrições e suas implicações na contabilidade gerencial. São Paulo: Educador, 1996. PACHECO, D. A. J.; LACERDA, D. P.; CORCINI NETO, S. L. H.; JUNG, C. F.; ANTUNES JÚNIOR, J. A. V. Balanceamento de fluxo ou balanceamento de capacidade? Análises e proposições sistêmicas. Revista Gestão & Produção, v. 21, n. 2, p. 355-367. São Carlos, 2014. PRODANOV, C. C.; FREITAS, E. C. Metodologia do Trabalho Científico: Métodos e Técnicas de Pesquisa e do Trabalho Acadêmico. 2. ed. Novo Hamburgo: Universidade FEEVALE, 2013.
SAES, E. V.; GODIMHO FILHO, M. Utilização da abordagem Quick Response Manufacturing em uma empresa de materiais de escrita: proposta e análise de benefício. Revista Gestão & Produção, v. 18, n. 3, p. 525-540. São Carlos, 2011. SELLITTO, Miguel Afonso. Processos de pensamento da TOC como alternativa sistêmica de análise organizacional: uma aplicação em saúde pública. GESTÃO & PRODUÇÃO, v. 12, n. 1, p. 81-96, jan.-abr. 2005.
SILVA, F. M.; FERNANDES, F. C. F. Proposta de um sistema de controle da produção para fabricantes de calçados que operam sob encomenda. Revista Gestão & Produção, v. 15, n. 3, p. 523-538, set./dez. São Carlos, 2008. SILVA, Adilson da. A Indústria do Vestuário: Procedimentos Básicos na Terceirização da Costura. VI CONVIBRA – Congresso Virtual Brasileiro de Administração. 2009. SOUZA, Antônio Carlos de; BATOCCHIO, Antonio. Sistemas Modernos de Apuração de Custos Aplicados na Manufatura Ágil. VII Congresso Brasileiro de Custos. Recife, 2000. SOUZA, Antônio Carlos de. Proposta de Metodologias para Determinação do Nível de Agilidade de uma Empresa e Gerenciamento de Custos. Tese (Doutorado) – Faculdade de Engenharia Mecânica – Universidade Estadual de Campinas, Campinas, 2001.
STRATTON, R.; WARBURTON, R. D. H. The Strategic Integration of Agile and Lean Supply. International Journal of Production Economics. v. 85, n. 2, p. 183–198, 2003.
SURI, R. Quick Response Manufacturing: A Companywide Approach to Reducing Lead Times. Portland – Oregon: Productivity Press, 1998.
WANDERLEY, C. A. N.; COGAN, S. Árvore da Realidade Atual (ARA), Diagrama de Dispersão De Nuvem (DDN) e Árvore da Realidade Futura (ARF): Aplicação em uma Bateria de Escola de Samba do Carnaval Carioca. ConTexto, v. 12, n. 21, p. 41-58. Porto Alegre, 2012.

44
VÁZQUEZ-BUSTELO, D.; AVELLA, L.; FERNÁNDEZ, E. Agility drivers, enablers and outcomes: Empirical test of an integrated agile manufacturing model. International Journal of Operations & Production Management, v. 27, n. 12, p. 1303-1332, 2007.
VIEIRA, E. C. Otimização de um processo produtivo por meio do uso conjunto da teoria das restrições com programação linear: estudo de caso no segmento de plásticos descartáveis. 105 f. Dissertação (Mestrado em Administração e Controladoria) – Faculdade de Economia, Administração, Atuária e Contabilidade – Universidade Federal do Ceará, Fortaleza, 2010.
YUSUF, Y. SARHADI, M., GUNASEKARAN, A. Agile Manufacturing: The drivers, concepts and attributes. International Journal of Production Economics, v. 62, n. 1, p. 33-43, 1999. ZANDONADI, L. C.; CAMATTA, D. C.; TAMMELA, I. Competição Baseada no Tempo e Manufatura Ágil: Uma Revisão Bibliográfica – Conceitos, Semelhanças e Diferenças. IX Simpósio de Excelência em Gestão e Tecnologia, 2012.
Apêndices

45
Apêndice A – Questionário 1 e percentual das respostas
Questionário 1. Este questionário tem a finalidade de identificar elementos Ágeis necessários para uma empresa terceirizada calçadista. Os dados aqui obtidos serão utilizados para análise das necessidades da empresa, e servirão de apoio para um trabalho de conclusão de curso em Engenharia de Produção. Portanto peço que responda as questões abaixo de acordo com sua opinião e seu ponto de vista, visando o que é realmente necessário para a obtenção de agilidade na empresa.
Nível de necessidade de aplicabilidade
Tot
alm
ente
de
snec
essá
rio
Des
nece
ssár
io
Indi
fere
nte
Nec
essá
rio
Tot
alm
ente
ne
cess
ário
Possíveis aplicações
1 Obtenção de informações com rapidez, em tempo real - - 17% 50% 33%
2 Compartilhar informações por toda empresa e ligá-las diretamente com máquinas da produção - 6% 14% 69% 11%
3 Conhecimento científico do processo de fabricação, sistemas capazes de simular desempenho de produtos e de modelar o processo de manufatura
- 17% 53% 19% 11%
4 Necessidade de cooperação interna e externa - 3% - 33% 64%
5 Capacidade da empresa se reconfigurar diante de oportunidades - - 3% 33% 64%
6 Redução dos ciclos de vida dos processos 6% 11% 17% 58% 8% 7 Troca rápida de Layout da linha de produção com setups organizados 6% - - 47% 47%
8 Utilização de empresas virtuais para explorar oportunidades temporárias 3% 6% 41% 44% 6%
9 Integração da cadeia de suprimentos (fornecedores e clientes) - - 11% 53% 36% 10 Gestão baseada na incerteza e na mudança (explorar oportunidades) 6% 8% 8% 58% 20% 11 Gestão baseada no conhecimento 3% - 11% 30% 56% 12 Sistemas de planejamento e controle da produção 6% 22% 25% 28% 19% 13 Integração de sistemas e gerenciamento de banco de dados - 3% 22% 58% 17% 14 Melhoria contínua - - 3% 25% 72% 15 Comprometimento da alta gerência - - 8% 19% 72%
16 Pessoas multi habilitadas, flexíveis e com conhecimento (polivalência e qualidade) - - 3% 30% 67%
17 Trabalho em equipe e participação interdisciplinar, utilizando cooperação das pessoas - - - 36% 64%
18 Treinamento e educação contínua - - 3% 58% 39%
19 Qualificação, experiência e adaptabilidade que as pessoas podem possuir e desenvolver 3% - 6% 66% 25%
20 Possuir uma cadeia de suprimentos com baixo custo e elevado nível de serviço, para melhor atender clientes - - 8% 61% 31%
21 Tornar fluxo de produção constante, mesmo com variabilidade de modelos, mantendo baixo estoque - 6% 8% 61% 25%
Fonte – Elaborado pelo autor
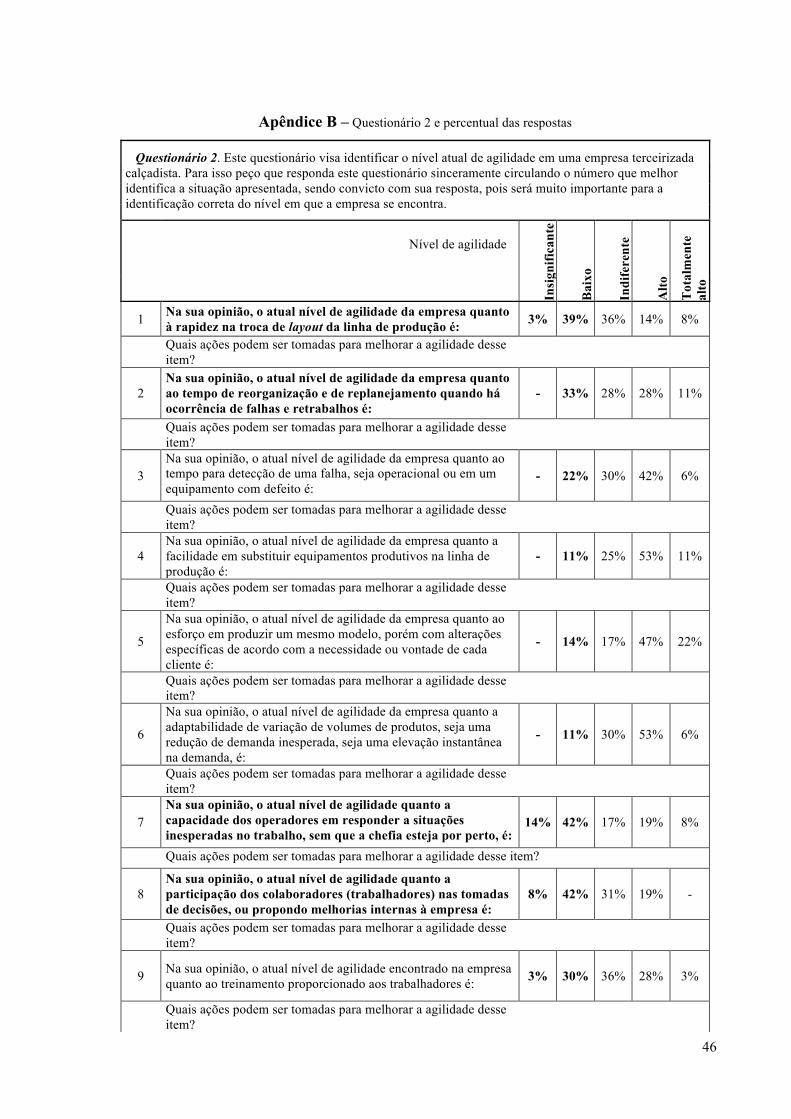
46
Apêndice B – Questionário 2 e percentual das respostas
Questionário 2. Este questionário visa identificar o nível atual de agilidade em uma empresa terceirizada calçadista. Para isso peço que responda este questionário sinceramente circulando o número que melhor identifica a situação apresentada, sendo convicto com sua resposta, pois será muito importante para a identificação correta do nível em que a empresa se encontra.
Nível de agilidade
Insi
gnifi
cant
e
Bai
xo
Indi
fere
nte
Alto
Tot
alm
ente
al
to
1 Na sua opinião, o atual nível de agilidade da empresa quanto à rapidez na troca de layout da linha de produção é: 3% 39% 36% 14% 8%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
2 Na sua opinião, o atual nível de agilidade da empresa quanto ao tempo de reorganização e de replanejamento quando há ocorrência de falhas e retrabalhos é:
- 33% 28% 28% 11%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
3 Na sua opinião, o atual nível de agilidade da empresa quanto ao tempo para detecção de uma falha, seja operacional ou em um equipamento com defeito é:
- 22% 30% 42% 6%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
4 Na sua opinião, o atual nível de agilidade da empresa quanto a facilidade em substituir equipamentos produtivos na linha de produção é:
- 11% 25% 53% 11%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
5
Na sua opinião, o atual nível de agilidade da empresa quanto ao esforço em produzir um mesmo modelo, porém com alterações específicas de acordo com a necessidade ou vontade de cada cliente é:
- 14% 17% 47% 22%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
6
Na sua opinião, o atual nível de agilidade da empresa quanto a adaptabilidade de variação de volumes de produtos, seja uma redução de demanda inesperada, seja uma elevação instantânea na demanda, é:
- 11% 30% 53% 6%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
7 Na sua opinião, o atual nível de agilidade quanto a capacidade dos operadores em responder a situações inesperadas no trabalho, sem que a chefia esteja por perto, é:
14% 42% 17% 19% 8%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
8 Na sua opinião, o atual nível de agilidade quanto a participação dos colaboradores (trabalhadores) nas tomadas de decisões, ou propondo melhorias internas à empresa é:
8% 42% 31% 19% -
Quais ações podem ser tomadas para melhorar a agilidade desse item?
9 Na sua opinião, o atual nível de agilidade encontrado na empresa quanto ao treinamento proporcionado aos trabalhadores é: 3% 30% 36% 28% 3%
Quais ações podem ser tomadas para melhorar a agilidade desse item?

47
10 Na sua opinião, o atual nível de agilidade da empresa quanto a adequação da tecnologia existente é: 11% 17% 19% 42% 11%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
11 Na sua opinião, o atual nível de agilidade da empresa quanto a flexibilidade (agilidade, versatilidade) de operação nos processos produtivos é:
3% 22% 11% 56% 8%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
12 Na sua opinião, o atual nível de agilidade da empresa quanto ao acesso a informações que devam ser atualizadas constantemente (produção por hora, meta de produção ou retrabalho) é:
9% 14% 14% 44% 19%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
13 Na sua opinião, o atual nível de agilidade da empresa quanto a velocidade em colocar novos modelos em produção para disponibilizá-los imediatamente aos clientes é:
6% 52% 14% 14% 14%
Quais ações podem ser tomadas para melhorar a agilidade desse item?
14 Como você avalia a agilidade para o futuro da empresa? 3% ( ) A empresa não necessita de agilidade.
29% ( ) A empresa é suficientemente ágil para responder a mudanças futuras de mercado. 48% ( ) A empresa necessita adotar medidas para tornar-se ágil a longo prazo. 20% ( ) A empresa necessita adotar medidas para tornar-se ágil imediatamente.
Fonte – Elaborado pelo autor