Variadores de Velocidade
12
Introdução Este trabalho teve como principal objectivo adquirir conhecimentos a nível de variadores de velocidade, autómatos programáveis ( PLCs ), terminais de comunicação, assim como resolver problemas que surgem só quando se põe as máquinas a trabalhar. A máquina em estudo já estava implementada, apresentando alguns problemas de funcionamento, pretendendo-se assim, apresentar soluções para os resolver e para optimizar o seu funcionamento. Como já vimos, na descrição do processo de fabrico, esta máquina está situada na parte final da linha de produção. Conforme o tipo de garrafa que se encontra em produção, usamos o macho ou escovilhão. O macho tem forma cónica, assim como a rosca das bolachas em que é usado. À medida que vai enroscando, a força exercida aumenta, e aproveitamos esta força que se traduz em corrente absorvida pelo motor, para controlar o momento em que termina a roscagem. O escovilhão é uma escova cilíndrica que deverá passar uma série de vezes pela rosca da bolacha. Como aqui não podemos usar o aumento de corrente, definiu-se no programa o número de cursos que o escovilhão deve realizar, e colocou-se uns detectores para limitar o limite superior e inferior do curso do escovilhão. Macho Escovilhão
-
Upload
alex-figueiredo -
Category
Documents
-
view
33 -
download
2
description
O princípio básico de variadores de velocidade é transformar a energia eléctrica de frequência industrial em energia eléctrica de frequência variável.
Transcript of Variadores de Velocidade
Introdução
Este trabalho teve como principal objectivo adquirir conhecimentos a
nível de variadores de velocidade, autómatos programáveis ( PLCs ),
terminais de comunicação, assim como resolver problemas que surgem só
quando se põe as máquinas a trabalhar.
A máquina em estudo já estava implementada, apresentando alguns
problemas de funcionamento, pretendendo-se assim, apresentar soluções para
os resolver e para optimizar o seu funcionamento.
Como já vimos, na descrição do processo de fabrico, esta máquina está
situada na parte final da linha de produção.
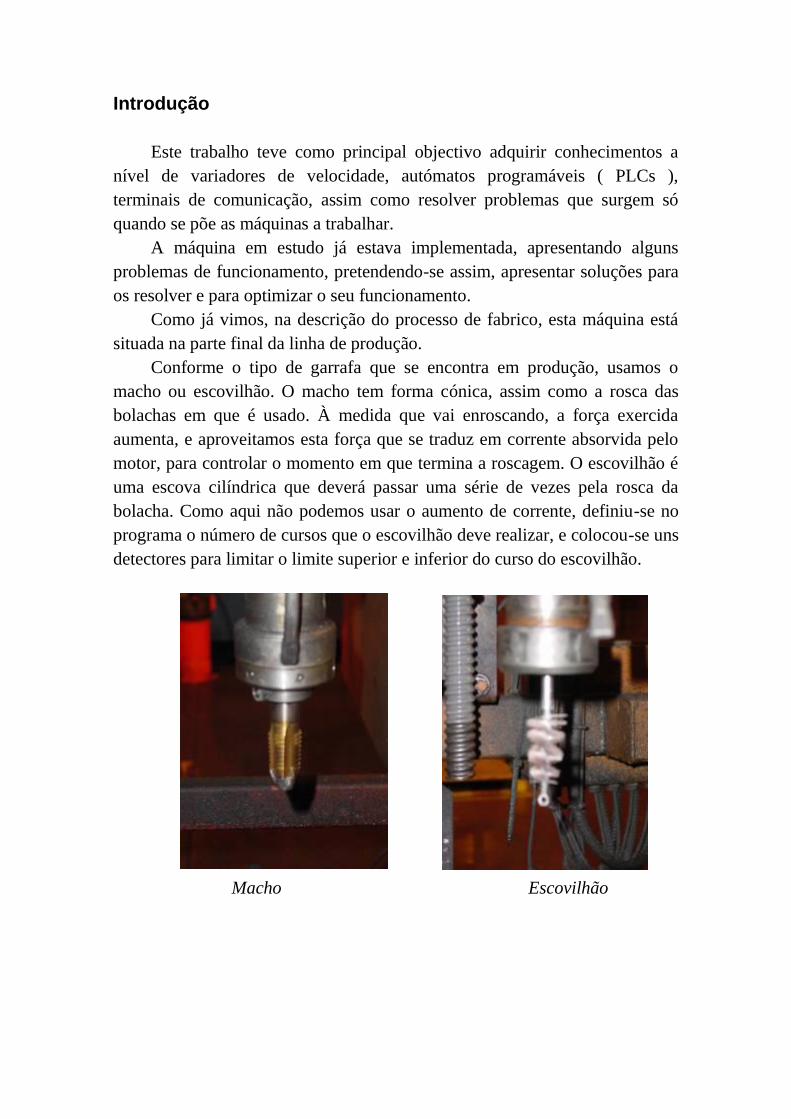
Conforme o tipo de garrafa que se encontra em produção, usamos o
macho ou escovilhão. O macho tem forma cónica, assim como a rosca das
bolachas em que é usado. À medida que vai enroscando, a força exercida
aumenta, e aproveitamos esta força que se traduz em corrente absorvida pelo
motor, para controlar o momento em que termina a roscagem. O escovilhão é
uma escova cilíndrica que deverá passar uma série de vezes pela rosca da
bolacha. Como aqui não podemos usar o aumento de corrente, definiu-se no
programa o número de cursos que o escovilhão deve realizar, e colocou-se uns
detectores para limitar o limite superior e inferior do curso do escovilhão.
Macho Escovilhão
Estudo prévio do material
Autómato
A máquina de passar macho utiliza o PLC TSX 37-22 da
Telemecanique. O TSX 37-22, tem um relógio interno em tempo real que
permite a expansão do volume da memória de aplicação e um módulo de
comunicação. Estes não incorporam módulos de entrada/saída na base de
dados, mas conseguem receber um mini encaixe que permite que o número de
entradas/saídas seja expandida para 256 I/O. Os PLCs TSX 37-22 tem 2
versões de configurações diferentes para ir de encontro aos requisitos de
fornecimentos directos e alternados. Os PLCs modulares TSX 37-22 são
idênticos em todos os aspectos aos TSX 37-21 PLCs, com contagens mais
rápidas e funções analógicas de entrada e saída já incorporadas.
O PLC TSX 37-21 e o TSX 37-22 consistem num suporte contendo uma
fonte 24 VDC (TSX 37-21 101 e TSX 37-22 101) ou 100-240 VAC (TSX 37-
21 e TSX 37-22 001), processador, memória, watchdog e 3 slots para
módulos. Usando a mini extensão TSX RKZ 02 é possível adicionar 2 slots
extras ao PLC. O conjunto é constituído por 5 slots que estão disponíveis e
cada um pode ser equipado com um módulo de tamanho standard ou 2
módulos de metade do tamanho standard, excepto o primeiro módulo que
pode ser equipado com apenas um módulo de tamanho standard.
O display centraliza todas as informações necessárias para diagnóstico e
para a manutenção do PLC e seus módulos. Para tal, dá-nos a seguinte
informação:
8 LEDs de estado dando a informação da função do PLC (RUN, TER, I/O, ERR
e BAT) e a modalidade de exposição actual (R I/O, LEDs de WRD e de DIAG),
painel de 96 LEDs que indicam: entradas/saídas locais na modalidade de
exposição (BASE ou EXT); o status de todas as entradas do PLC e saídas
discretas; entradas/saídas remotas na modalidade de exposição (R I/O); o status
da entrada/saída discreta de cada escravo actual.
A memória interna do TSX 3722 é composta por dois locais distintos de
armazenamento:
Uma memória RAM interna usada por aplicações do programa com
uma capacidade de 20 Kwords que poderá ser expandida até
64Kwords através de um cartão de memória PCMCIA.
Uma memória EPROM de 16 Kwords, que serve de memória de
backup:
o de aplicações do programa (só 15 Kwords podem ser usadas)
o para words internas %MW até uma máximo de 1000 (sendo
reservada 1Kword).
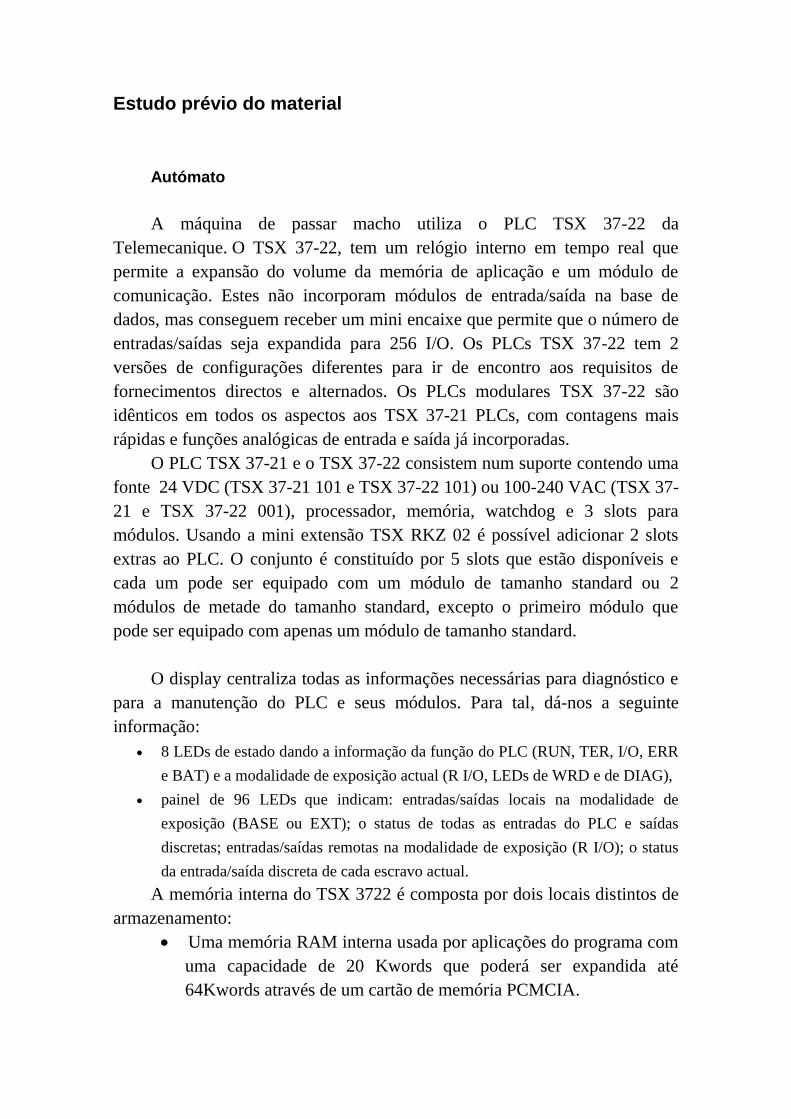
Variador de Velocidade
Nesta máquina existem 2 variadores de velocidade. Temos um para
controlar o motor de deslocamento vertical do braço da cabeça, e o outro para
controlar o motor de rotação do macho.
Para nos familiarizarmos com os variadores de velocidade, foi-nos
cedido um variador ATV28 da Schneider – Telemecanique com o qual foi
possível efectuar vários tipos de testes com o objectivo de compreendermos o
seu funcionamento assim como explorar as suas capacidades e possibilidades
a nível de utilização.
Este variador de velocidade é em todos os aspectos fundamentais,
semelhante aos variadores utilizados na máquina em questão, (recorde-se que
os utilizados na máquina são o ATV18 e o ATV58), o que nos permitiu
simular vários aspectos e pormenores do seu funcionamento.
O princípio básico de variadores de velocidade é transformar a energia
eléctrica de frequência industrial em energia eléctrica de frequência variável.
Os variadores de velocidade para motores de indução AC conseguem
esta variação de velocidade com duas etapas de funcionamento: uma primeira
etapa rectificadora que transforma corrente alternada em contínua, e outra
inversora que transforma corrente contínua em alternada, com uma frequência
e um valor de tensão que dependerá dos impulsos de controlo. Desta forma
consegue-se uma tensão variável nos terminais do motor e deste modo
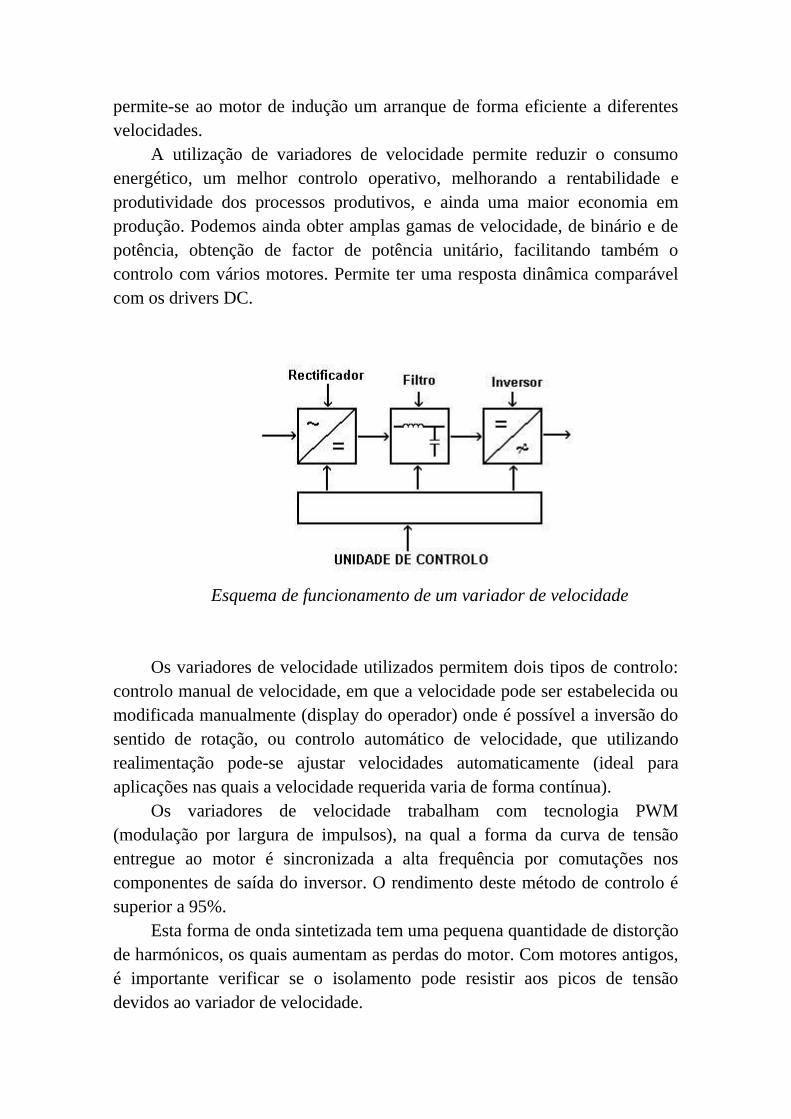
permite-se ao motor de indução um arranque de forma eficiente a diferentes
velocidades.
A utilização de variadores de velocidade permite reduzir o consumo
energético, um melhor controlo operativo, melhorando a rentabilidade e
produtividade dos processos produtivos, e ainda uma maior economia em
produção. Podemos ainda obter amplas gamas de velocidade, de binário e de
potência, obtenção de factor de potência unitário, facilitando também o
controlo com vários motores. Permite ter uma resposta dinâmica comparável
com os drivers DC.
Esquema de funcionamento de um variador de velocidade
Os variadores de velocidade utilizados permitem dois tipos de controlo:
controlo manual de velocidade, em que a velocidade pode ser estabelecida ou
modificada manualmente (display do operador) onde é possível a inversão do
sentido de rotação, ou controlo automático de velocidade, que utilizando
realimentação pode-se ajustar velocidades automaticamente (ideal para
aplicações nas quais a velocidade requerida varia de forma contínua).
Os variadores de velocidade trabalham com tecnologia PWM
(modulação por largura de impulsos), na qual a forma da curva de tensão
entregue ao motor é sincronizada a alta frequência por comutações nos
componentes de saída do inversor. O rendimento deste método de controlo é
superior a 95%.
Esta forma de onda sintetizada tem uma pequena quantidade de distorção
de harmónicos, os quais aumentam as perdas do motor. Com motores antigos,
é importante verificar se o isolamento pode resistir aos picos de tensão
devidos ao variador de velocidade.
A utilização de variadores de velocidade com controlo vectorial
apresenta rendimento próximo aos motores DC. Esta característica faz com
que os variadores sejam instalados em aplicações onde estavam instalados os
motores DC, que até agora, eram os mais utilizados.
O controlador de velocidade utilizado, está equipado com dispositivos de
segurança que no caso de avaria pode desligar-se e consequentemente o
motor. O motor pode também ser parado por bloqueio mecânico. As variações
de tensão, especialmente falhas de alimentação, podem também causar
paragens do motor.
No caso em que o motivo da paragem deixe de ocorrer, há o risco de
recomeçar o funcionamento, o que porá em perigo a segurança de certas
máquinas ou pessoas, tornando-se necessário tomar cuidados no sentido de
evitar esta situação, usando um detector de baixas velocidades que desligue a
alimentação do controlador de velocidade se o motor faz uma paragem não
programada.
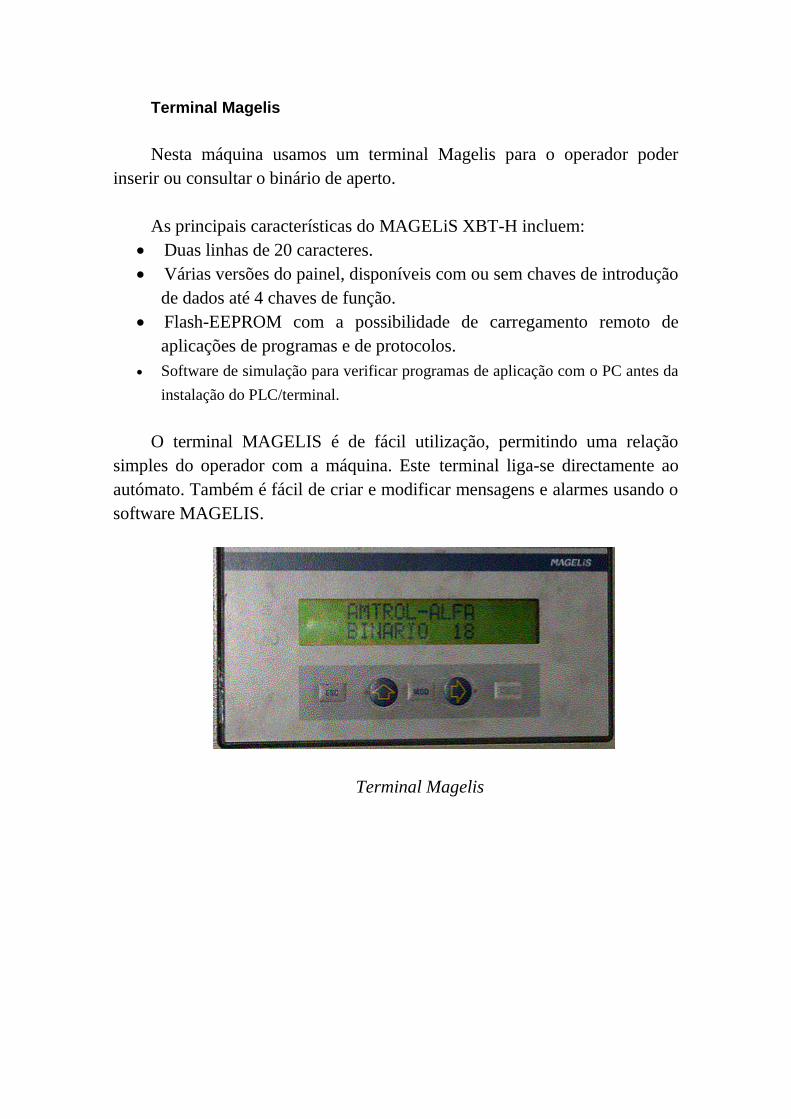
Terminal Magelis
Nesta máquina usamos um terminal Magelis para o operador poder
inserir ou consultar o binário de aperto.
As principais características do MAGELiS XBT-H incluem:
Duas linhas de 20 caracteres.
Várias versões do painel, disponíveis com ou sem chaves de introdução
de dados até 4 chaves de função.
Flash-EEPROM com a possibilidade de carregamento remoto de
aplicações de programas e de protocolos.
Software de simulação para verificar programas de aplicação com o PC antes da
instalação do PLC/terminal.
O terminal MAGELIS é de fácil utilização, permitindo uma relação
simples do operador com a máquina. Este terminal liga-se directamente ao
autómato. Também é fácil de criar e modificar mensagens e alarmes usando o
software MAGELIS.
Terminal Magelis
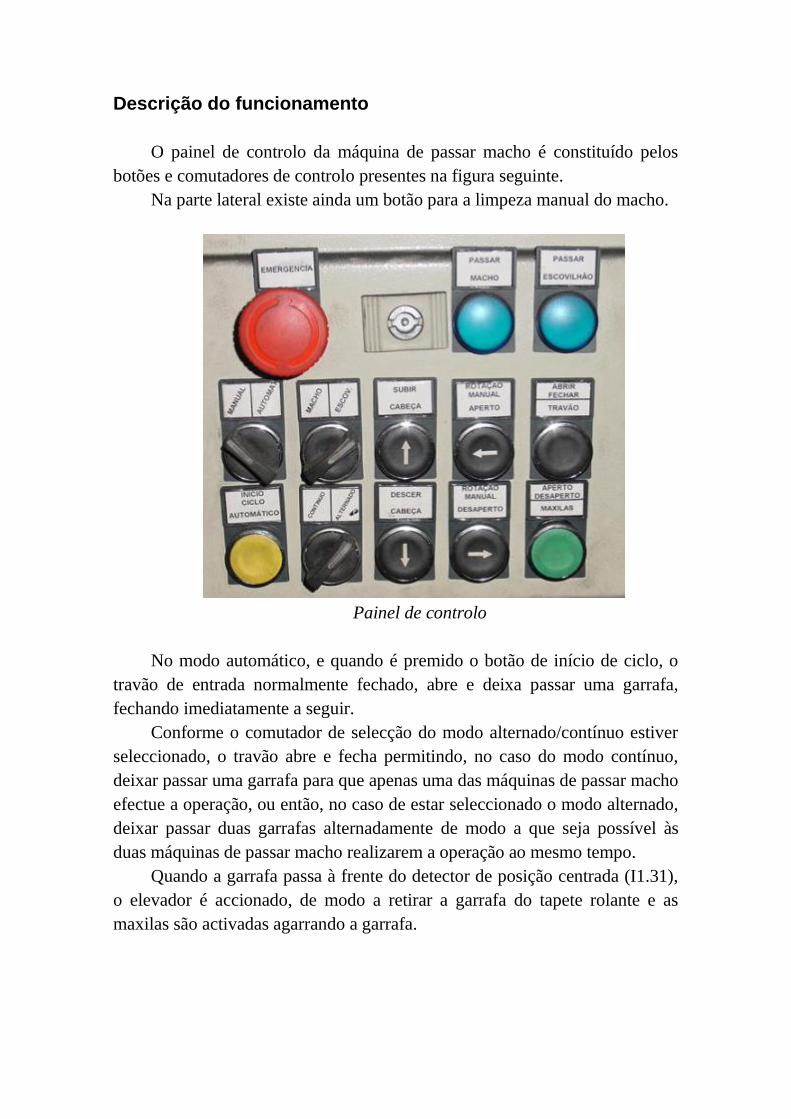
Descrição do funcionamento
O painel de controlo da máquina de passar macho é constituído pelos
botões e comutadores de controlo presentes na figura seguinte.
Na parte lateral existe ainda um botão para a limpeza manual do macho.
Painel de controlo
No modo automático, e quando é premido o botão de início de ciclo, o
travão de entrada normalmente fechado, abre e deixa passar uma garrafa,
fechando imediatamente a seguir.
Conforme o comutador de selecção do modo alternado/contínuo estiver
seleccionado, o travão abre e fecha permitindo, no caso do modo contínuo,
deixar passar uma garrafa para que apenas uma das máquinas de passar macho
efectue a operação, ou então, no caso de estar seleccionado o modo alternado,
deixar passar duas garrafas alternadamente de modo a que seja possível às
duas máquinas de passar macho realizarem a operação ao mesmo tempo.
Quando a garrafa passa à frente do detector de posição centrada (I1.31),
o elevador é accionado, de modo a retirar a garrafa do tapete rolante e as
maxilas são activadas agarrando a garrafa.
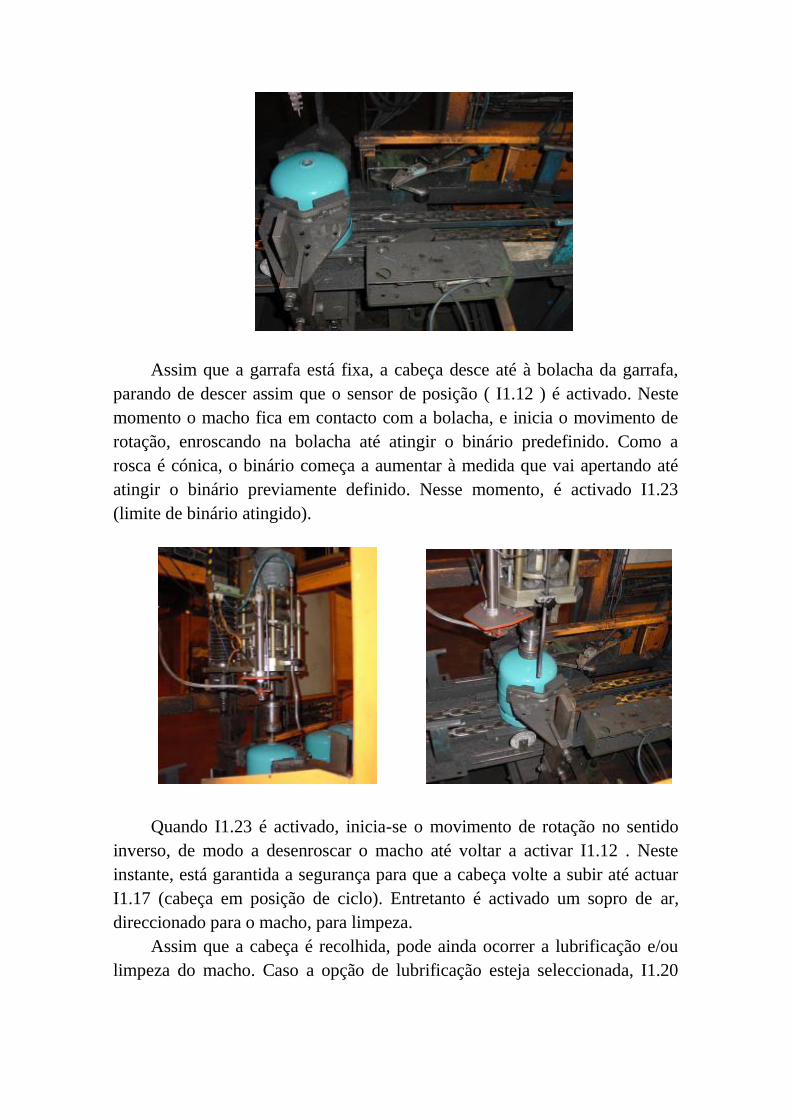
Assim que a garrafa está fixa, a cabeça desce até à bolacha da garrafa,
parando de descer assim que o sensor de posição ( I1.12 ) é activado. Neste
momento o macho fica em contacto com a bolacha, e inicia o movimento de
rotação, enroscando na bolacha até atingir o binário predefinido. Como a
rosca é cónica, o binário começa a aumentar à medida que vai apertando até
atingir o binário previamente definido. Nesse momento, é activado I1.23
(limite de binário atingido).
Quando I1.23 é activado, inicia-se o movimento de rotação no sentido
inverso, de modo a desenroscar o macho até voltar a activar I1.12 . Neste
instante, está garantida a segurança para que a cabeça volte a subir até actuar
I1.17 (cabeça em posição de ciclo). Entretanto é activado um sopro de ar,
direccionado para o macho, para limpeza.
Assim que a cabeça é recolhida, pode ainda ocorrer a lubrificação e/ou
limpeza do macho. Caso a opção de lubrificação esteja seleccionada, I1.20
está activo, e então é aplicado um esguicho de óleo ao macho de modo a
lubrificá-lo.
De seguida, as maxilas abrem novamente para libertar a garrafa e desce o
elevador, pousando aquela no tapete rolante.
Assim que a garrafa passa pelo detector à saída (I1.9), recebe um jacto
de ar na parte superior junto à bolacha de modo a limpar impurezas ou
sujidade acumulada.
Quando a garrafa sai do alcance do detector de saída, é permitida a
entrada de uma nova garrafa na máquina para se dar início a um novo ciclo.
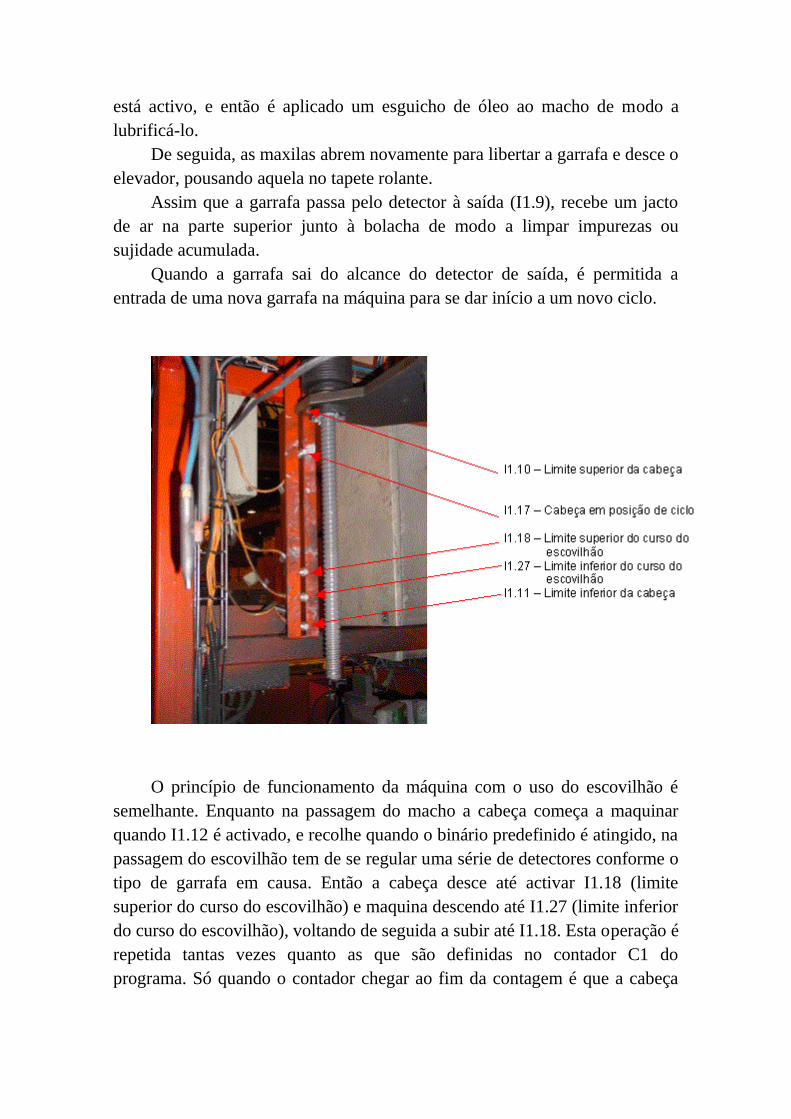
O princípio de funcionamento da máquina com o uso do escovilhão é
semelhante. Enquanto na passagem do macho a cabeça começa a maquinar
quando I1.12 é activado, e recolhe quando o binário predefinido é atingido, na
passagem do escovilhão tem de se regular uma série de detectores conforme o
tipo de garrafa em causa. Então a cabeça desce até activar I1.18 (limite
superior do curso do escovilhão) e maquina descendo até I1.27 (limite inferior
do curso do escovilhão), voltando de seguida a subir até I1.18. Esta operação é
repetida tantas vezes quanto as que são definidas no contador C1 do
programa. Só quando o contador chegar ao fim da contagem é que a cabeça
recolhe até activar o detector de cabeça em posição de ciclo I1.17. Na
operação com escovilhão não existe lubrificação.
Sugestões e possíveis melhoramentos
Tivemos oportunidade de observar a máquina em funcionamento e
verificamos que ocorriam alguns problemas que com simples afinações ou
alterações, poderiam ser resolvidos, melhorando o seu desempenho.
Apresenta-se de seguida algumas sugestões para possíveis melhoramentos da
máquina em questão.
SUGESTÃO 1
Frequentemente ocorre a queda de garrafas na linha de transporte, e a
máquina, não sendo capaz de detectar esta situação, tenta trabalhar a garrafa
numa posição incorrecta. Isto obriga à intervenção humana quer para colocar a
garrafa na posição devida, quer para intervir na máquina.
Poderia-se abordar a questão, fazendo com que a máquina detectasse esta
situação e então deixasse a garrafa continuar para que posteriormente fosse
retirada da linha. Mas a solução deve ser evitar que esta situação ocorra.
Depois de uma análise atenta, chegamos à conclusão que as garrafas caíam
devido à acção do travão de entrada da máquina. O principal problema era
este actuar muito em baixo e ao travar de repente, “passava uma rasteira” às
garrafas. Mas por razões técnicas não se podia elevar o travão visto que
poderia danificar a pintura da garrafa. Então fez-se um ajuste no travão, para
ter um funcionamento mais suave.
SUGESTÃO 2
Outra das melhorias que se poderiam implementar, é colocar as
máquinas em paralelo, já que se dispõe de duas máquinas. Esta é uma solução
que ainda não foi implementada, uma vez que a linha de produção ainda não
exige funcionamento mais rápido, e principalmente porque se tem de
implementar um divisor de garrafas para poder direccioná-las uma a uma ou
para a respectiva máquina. Este divisor é de difícil concretização, uma vez que
as garrafas são pesadas e vêm por vezes encostadas umas às outras.
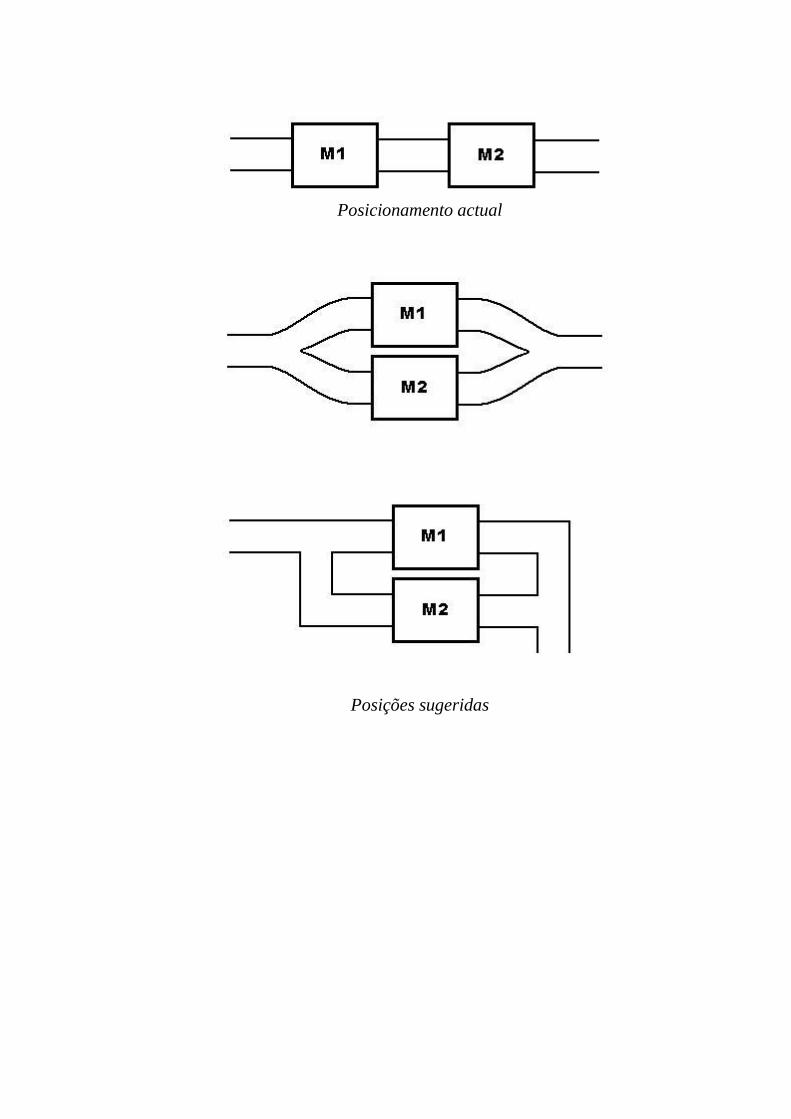
Posicionamento actual
Posições sugeridas
SUGESTÃO 3
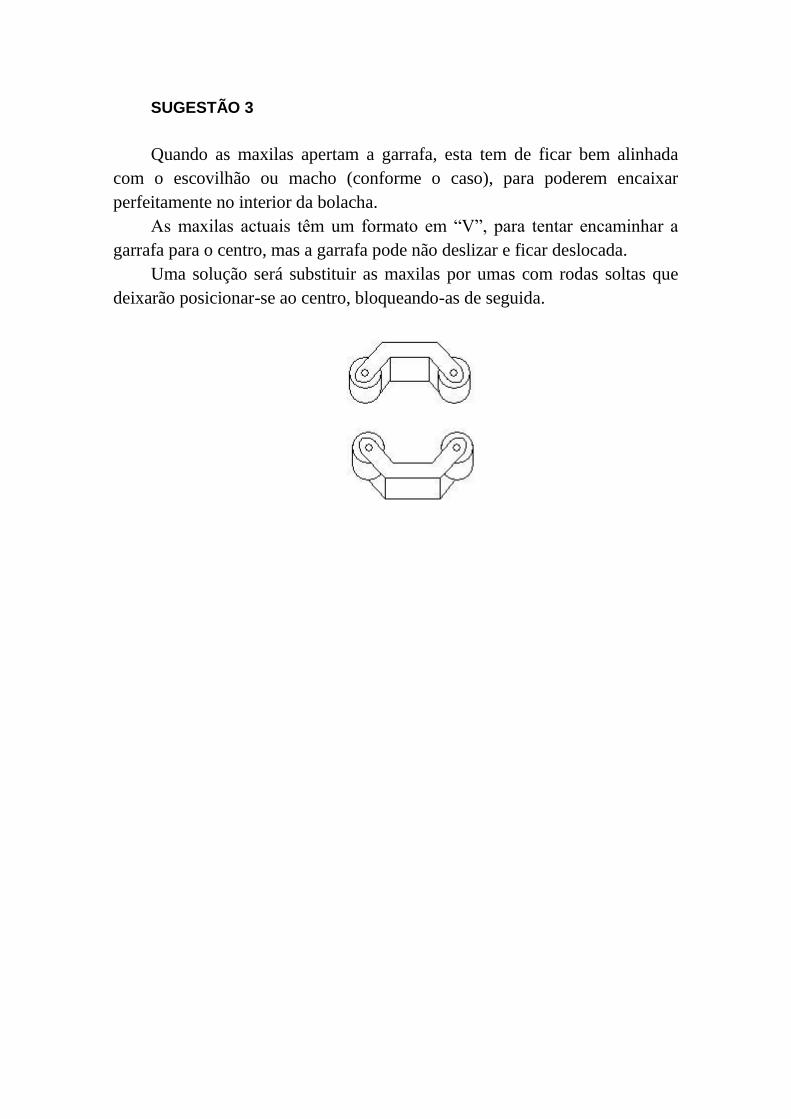
Quando as maxilas apertam a garrafa, esta tem de ficar bem alinhada
com o escovilhão ou macho (conforme o caso), para poderem encaixar
perfeitamente no interior da bolacha.
As maxilas actuais têm um formato em “V”, para tentar encaminhar a
garrafa para o centro, mas a garrafa pode não deslizar e ficar deslocada.
Uma solução será substituir as maxilas por umas com rodas soltas que
deixarão posicionar-se ao centro, bloqueando-as de seguida.