Validação Experimental de Simulador de Polimento em Rocha ... · Validação Experimental de...
71
Validação Experimental de Simulador de Polimento em Rocha Ornamental Ana Raquel Jorge Barbosa Dissertação para obtenção do Grau de Mestre em Engenharia de Materiais Orientadores: Professor José Carlos Garcia Pereira (IST, Portugal) Engenheiro Adriano Manuel Sá Coelho (Frontwave, Portugal) Júri Presidente: Professor João Carlos Moura Bordado Orientador: Professor José Carlos Garcia Pereira Vogal: Professor Luís Manuel Guerra da Silva Rosa Novembro de 2014
Transcript of Validação Experimental de Simulador de Polimento em Rocha ... · Validação Experimental de...
Validação Experimental de Simulador de Polimento em
Rocha Ornamental
Ana Raquel Jorge Barbosa
Dissertação para obtenção do Grau de Mestre em
Engenharia de Materiais
Orientadores:
Professor José Carlos Garcia Pereira (IST, Portugal)
Engenheiro Adriano Manuel Sá Coelho (Frontwave, Portugal)
Júri
Presidente: Professor João Carlos Moura Bordado
Orientador: Professor José Carlos Garcia Pereira
Vogal: Professor Luís Manuel Guerra da Silva Rosa
Novembro de 2014
2
Agradecimentos
Ao Professor José Carlos Pereira pela sua orientação e motivação relativamente a este
projeto. Pelas explicações sobre o simulador, por acompanhar todas as etapas de
desenvolvimento e pela melhoria contínua do simulador na tentativa de chegar aos parâmetros
reais de polimento e atingir assim os resultados pretendidos.
Ao Engenheiro Adriano Coelho pela orientação e paciência durante todo o processo.
Pelo tempo despendido neste projeto e pelo conhecimento transmitido sobre as ferramentas e
processo de polimento.
Ao Engenheiro Pedro Amaral, pelos esclarecimentos e conhecimento transmitido sobre
todo o processo que envolve o polimento e pela sua motivação e disponibilização dos
equipamentos para a realização do projeto.
À equipa da FrontWave, em geral, que me recebeu na empresa da melhor forma
possível, integrando-me no espaço e no ambiente de trabalho.
À Direção de Serviços Informáticos e, em particular, ao Gonçalo Cruz, por
providenciarem uma máquina virtual para realizar algumas das simulações que requeriam muita
memória RAM.
À minha família que se esforçou para permitir que eu conseguisse terminar o curso,
disponibilizando todos os meios e apoiando-me sempre em todos os momentos.
A todos os amigos por me terem apoiado nos momentos de fracasso e festejado nos
momentos de vitória. E por me terem ouvido falar incansavelmente sobre os desenvolvimentos
e retrocessos deste trabalho.
3
Resumo
A área de processamento de rocha ornamental encontra-se em crescente
desenvolvimento devido ao esforço realizado em estruturação, produção e design do produto,
aumentando a sua cota de mercado ao longo dos anos, apesar da crise sentida no sector entre
2009 e 2010. O objetivo deste trabalho é validar um simulador de polimento desenvolvido pelo
Instituto Superior Técnico para ajudar a desenvolver um sistema automático de polimento de
rocha ornamental em CNCs e robots, como no projeto LeanMachine. A validação incluiu três
estudos laboratoriais determinantes: ensaios estáticos (apenas com velocidade de rotação), de
trajetória (com enfâse no percurso seguido ao longo do polimento) e contínuos (velocidades de
rotação e translação combinadas para um polimento total). O processo iniciou-se com o
polimento de chapas calcárias (moleanos e ataíja azul), utilizando abrasivos de Frankfurt (grãos
320, 400 e 5 Extra), seguido pela medição do brilho e da rugosidade da superfície e respetiva
comparação com os valores de abrasão gerados pelo simulador. Os resultados obtidos
permitiram obter uma correlação sistemática entre os valores experimentais de brilho e os valores
simulados de abrasão. Por outro lado, os resultados de rugosidade foram pouco relevantes
porque a resolução do rugosímetro disponível revelou-se insuficiente. A validação do simulador
foi concretizada definindo-se uma gama de três cores para os valores de abrasão representativas
dos valores de brilho: brilhos reduzidos correspondem a abrasões igualmente menores definidas
na gama azul; brilhos médios correspondentes valores de abrasão na gama verde; brilhos
elevados correspondentes ao intervalo de abrasão na gama do vermelho. Os estudos permitiram
igualmente compreender e controlar melhor os parâmetros do processo de polimento,
nomeadamente o tempo de polimento e a área de contato da ferramenta com a pedra de ensaio.
Palavras-Chave: Polimento, Modelação, Brilho, Rugosidade, Pedra Ornamental, LeanMachine

4
Abstract
The development of ornamental stone technology has increased its market share on
industry, being used due to its structural, characteristics, production and design, and thus
increasing its market share despite the crisis between 2009 and 2010. The objective of this study
is to validate a polishing simulator developed at Instituto Superior Técnico. This validation aims
to develop an automatic polishing system for ornamental stone in CNCs and robot machines, as
in the LeanMachine project. Three important laboratorial experiments were performed: static tests
(only with rotational velocity), trajectory tests (testing the polishing route) and continuous tests
(with combination of rotational and translational velocities to ensure a total polishing). The process
has been initialised with the sequential polishing of limestone slabs using Frankfurt abrasives
(320, 400 and 5 Extra grits). Next, the surface quality of the slabs was analysed by measuring the
surface glossiness and roughness and comparing these values with the abrasion data provided
by the simulator. The results obtained confirmed that indeed a correlation exists between
experimental glossiness and simulated abrasion. However, the acquired roughness data proved
useless for comparison purposes because the resolution of the measuring equipment was
insufficient to detect subtle differences in the stone surface. The correlation obtained could be
divided into three ranges: 1) low glossiness corresponding to abrasion values defined into the
blue range; 2) medium glossiness corresponding to abrasion values into green range; 3) high
glossiness corresponding to abrasion values into red range. The three colours range defined on
simulator was optimized and they are representative of the glossiness values. This result validate
the simulator PAM. These studies also lead to understand and control better the polishing process
parameters, namely the polishing time and contact area between tool and polishing surface.
Key-works: Polishing, Modelling, Glossiness, Roughness, Ornamental Stone, LeanMachine
5
ÍNDICE Agradecimentos ............................................................................................................. 2
Resumo ............................................................................................................................ 3
Abstract ........................................................................................................................... 4
Lista de Tabelas .............................................................................................................. 7
Lista de Figuras .............................................................................................................. 8
Lista de Abreviaturas ...................................................................................................... 11
Lista de Símbolos ......................................................................................................... 11
PARTE I: INTRODUÇÃO ..................................................................................................... 12
1. Objetivos ................................................................................................................... 13
2. Introdução Teórica ................................................................................................... 15
2.1. Desenvolvimento económico ............................................................................... 16
2.2. Desenvolvimento tecnológico .............................................................................. 18
2.3. Processos de polimento....................................................................................... 19
2.3.3. Métodos para controlo de qualidade ............................................................. 21
2.4. Simulador de polimento ....................................................................................... 24
2.4.1. Modelação ..................................................................................................... 25
2.4.2. Parametrização ............................................................................................. 27
2.4.3. Resultados gerados (outputs) ....................................................................... 28
2.4.3. Limitações ..................................................................................................... 28
3. Procedimento Experimental .................................................................................... 29
3.1. Metodologia ......................................................................................................... 29
3.2 Parâmetros experimentais .................................................................................... 31
3.2.1 Velocidade de tapete, VL ................................................................................ 31
3.2.2 Velocidade de travessão, VT .......................................................................... 31
3.2.3 Velocidade de rotação, W .............................................................................. 31
3.2.4 Pressão aplicada, P ....................................................................................... 32
3.2.5 Caudal, Q ....................................................................................................... 32
3.3. Material de ensaio ................................................................................................ 32
3.4. Ferramentas ......................................................................................................... 33
3.5. Qualidade do polimento ....................................................................................... 34
3.6 Parâmetros de simulação ..................................................................................... 35

6
PARTE II: RESULTADOS – PARAMETERIZAÇÃO DO PROCESSO DE POLIMENTO .................... 37
1. Recolha de Dados ................................................................................................... 38
1.1. Resultados experimentais ................................................................................... 38
2. Caudal de Água ........................................................................................................ 40
2.1. Resultados experimentais ................................................................................... 40
3. Pressão Aplicada ...................................................................................................... 42
3.1. Resultados experimentais ................................................................................... 42
4. Deslocação da Ferramenta ........................................................................................ 45
4.1. Resultados experimentais ................................................................................... 46
4.2. Resultados de simulação ..................................................................................... 47
PARTE III: RESULTADOS – VALIDAÇÃO DO SIMULADOR DE POLIMENTO .............................. 50
1. Polimento Estático ................................................................................................ 51
1.1. Resultados - Efeito da velocidade linear ............................................................. 53
1.2. Resultados – Otimização da gama de cores ....................................................... 54
1.3. Resultados – Influência da geometria da ferramenta .......................................... 55
1.4. Resultados – Influência do tempo de polimento .................................................. 56
2. Trajetória de Polimento ............................................................................................ 58
2.1. Resultados experimentais ................................................................................... 58
2.3. Resultados de simulação ..................................................................................... 59
3. Polimento Contínuo ................................................................................................. 63
3.1. Resultados ........................................................................................................... 63
PARTE IV: CONCLUSÃO .................................................................................................... 67
1. Conclusões ............................................................................................................... 68
2. Trabalho Futuro ........................................................................................................ 69
3. Referências ............................................................................................................... 70
7
Lista de Tabelas
Tabela 1: Principais Exportadores e Importadores Mundiais do Setor de Rochas Ornamentais em
2011 (valores em 1000 toneladas) [3]. ........................................................................................ 16
Tabela 2: Comercio Internacional de Rochas Ornamentais (Portugal. 2008 a 2011) [6] (a) Média
aritmética das taxas de crescimento anuais no período 2008-2012; (b) Taxa de variação
homóloga 2012-2013 .................................................................................................................. 17
Tabela 3: Parâmetros operacionais ............................................................................................ 38
Tabela 4: Resultados médios de brilho relativos aos ensaios realizados para diferentes valores
de pressão (1 bar, 2 bar, 3 bar e 4 bar) ...................................................................................... 44
Tabela 5: Estudo relação entre as velocidades translacionais dada a condição 1. O valor de l é
dado pela equação (13). ............................................................................................................. 46
Tabela 6: Variação das velocidades VT e W em função do deslocação da ferramenta, 𝑥 ......... 46
Tabela 7: Parâmetros operacionais para os ensaios simulados no PAM, relativos a 𝑥 = 𝑟8. ... 48
Tabela 8: Parâmetro operacional variável nos ensaios de variação do ângulo de trajetória. .... 58
Tabela 9: Parâmetros operacionais variáveis nos ensaios de variação da abertura do ângulo de
trajetória. ...................................................................................................................................... 59
Tabela 10: Comparação dos resultados de abrasão e brilho ..................................................... 63
Tabela 11: Relação dos intervalos de brilho com os intervalos de abrasão ............................... 66
8
Lista de Figuras
Figura 1: Perfil histórico das exportações de rocha ornamental como produto acabado, entre
1994 e 2014 [4]............................................................................................................................ 17
Figura 2: Posição e Quota de Portugal nas Exportações Mundiais de Rochas Ornamentais. [6].
..................................................................................................................................................... 18
Figura 3: Processamento de rocha ornamental: Processo de Extração da Pedra, em pedreira;
Processo de Corte e Processo de Acabamento, ambos em fábrica .......................................... 19
Figura 4:Linha de polimento de rocha ornamental [8] ................................................................ 20
Figura 5: Representação esquemática do processo de polimento numa linha industrial: 1 – correia
transportadora; 2 – cabeça de polimento; 3 – travessão. ........................................................... 20
Figura 6: Modo de medição do Brilho de uma superfície. .......................................................... 21
Figura 7: Rugosímetro ................................................................................................................. 22
Figura 8: Medida de Rugosidade Média (a) Ra, em que Ra é definido por yn; (b) Rz, a qual é
definida pela rugosidade parcial Zi [16] ...................................................................................... 22
Figura 9: Representação de (a) um conjunto de quadrículas (área total de contato); e da (b)
acumulação de toques quando um pixel de superfície é tocado pelo pixel da ferramenta [22]. 25
Figura 10: Representação das ferramentas de polimento tipo pano, a) com diâmetro interno igual
a zero e b) diferente de zero; tipo Fickers, c) com ângulo radial igual a zero e d) diferente de zero
(30º); e tipo Frankfurt, e) com três e d) seis abrasivos. .............................................................. 25
Figura 11: Representação de ferramentas de formato ficheiro.txt no PAM com a) diferentes graus
de abrasão e b) com o mesmo grau de abrasão ........................................................................ 26
Figura 12: Simulação de tarefas: a) impressão da forma da ferramenta; b) simulação da rotação
da ferramenta; c) simulação de percurso simples, envolvendo rotação e translação. ............... 26
Figura 13: Imposição de percurso completo com movimentos lineares. .................................... 26
Figura 14: Simulação de percurso complexo, envolvendo movimentos de arcos de circunferência.
[21] ............................................................................................................................................... 27
Figura 15: a) Representação da ferramenta utilizada; b) Simulação da abrasão provocada por
movimento rotacional da ferramenta, 𝑖; c) Simulação da abrasão provocada por movimento
rotacional da ferramenta com a correção do fator velocidade linear, 𝑖 × 𝜔 × 𝑟. ......................... 27
Figura 16: Simulação dos cinco ficheiros de imagem: a) abrasão, b) distância média ao centro
da ferramenta, c) desvio padrão, d) desvio em x, e) desvio em y. ............................................. 28
Figura 17: Metodologia utilizada para os processos experimental e de simulação .................... 30
Figura 18: Máquina de polimento laboratorial, utilizada para a realização dos ensaios
experimentais. ............................................................................................................................. 31
Figura 19: Representação esquemática do fenómeno que envolve a pressão aplicada, Δp. .... 32
Figura 20: Rochas Ornamentais (Calcários) utilizadas nos ensaios de polimento: calcários:
Moleanos [23] e Ataíja Azul [23].................................................................................................. 33
Figura 21: Calços Abrasivos de Frankfurt utilizadas nos ensaios de polimento (1) 320TX, (2) 400T
e (3) 5Extra .................................................................................................................................. 33
Figura 22: Exemplo de modelo utilizado na simulação de polimento contínuo. ......................... 35
9
Figura 23: Simulação do processo de polimento, com uma ferramenta de um pixel. ................ 36
Figura 24: Resultados brilho relativos a: a) tipologia da ferramenta (leitura dos valores para o
ângulo 85º) b) ângulo de leitura (exatidão do valor lido para a ferramenta F3).......................... 38
Figura 25: Resultados de rugosidade média (Ra) em três superfícies de ensaio (a, b e c) com
variação da tipologia da ferramenta. ........................................................................................... 39
Figura 26: Resultado de um ciclo de polimento para diferentes valores de caudal: 20 mm/L; 30
mm/L; 40 mm/L............................................................................................................................ 40
Figura 27: Média de brilho e brilhos máximo e mínimo relativamente ao último estágio de
polimento, utilizando diferentes valores de caudal: 20 mm/L, 30 mm/L e 40 mm/L ................... 41
Figura 28: Curva típica de variação da pressão durante os ensaios na máquina de polimento. 42
Figura 29: Imagens de abrasão, geradas no PAM, correspondendo aos ensaios realizados. .. 43
Figura 30: Relação entre os valores de brilho e de abrasão para os perfis verticais das colunas
D, G, I, L, P (ferramenta utilizada F3) ......................................................................................... 43
Figura 31: Curvas representativas dos ensaios realizados para diferentes valores de pressão,
nomeadamente 1 bar, 2 bar, 3 bar e 4 bar ................................................................................. 43
Figura 32: Condições de polimento: a) l ≤ d e b) x ≤ r ................................................................ 45
Figura 33: Estudo da deslocação da ferramenta: imposição da condição 𝑥 ≤ 𝑟 ........................ 47
Figura 34: Estudo da deslocação da ferramenta. Consideração das condições especificadas: 𝑥
= r; 𝑥 = r / 2; 𝑥 = r / 4; 𝑥 = r / 8. .................................................................................................... 47
Figura 35: Imagens de abrasão representativas das séries S1, S3 e S5, geradas no PAM. ..... 48
Figura 36: Comparação dos resultados médios de brilho e abrasão, relativamente às série de
ensaio para 𝑥 = 𝑟8. ..................................................................................................................... 48
Figura 37: Ensaio de polimento estático (t9 = 28 s): a) Resultado do ensaio com definição dos
locais de medição dos perfis; b) Visualização gráfica dos locais de medição dos perfis. .......... 52
Figura 38: Resultado da simulação do processo de polimento estático (a) com e (b) sem efeito
da velocidade linear; c) Visualização dos locais de medição no perfil simulado. ....................... 52
Figura 39: Curvas de abrasão e brilho médios, contabilizando o efeito da velocidade linear, para
o ensaio de polimento estático. ................................................................................................... 53
Figura 40: Curvas de abrasão e brilho médios, sem contabilização do efeito da velocidade linear,
para o ensaio de polimento estático. .......................................................................................... 53
Figura 41: Simulação da abrasão numa gama de duas cores e comparação com a curva de brilho
médio. .......................................................................................................................................... 54
Figura 42: Simulação da abrasão numa gama de três cores e comparação com a curva de brilho
médio. .......................................................................................................................................... 55
Figura 43: Comparação do perfil obtido experimentalmente (brilho) com o perfil simulado
(abrasão). .................................................................................................................................... 55
Figura 44: Abrasivo da ferramenta F2. ....................................................................................... 56
Figura 45: Curva representativa da área de contato de um abrasivo da ferramenta F2. ........... 56
Figura 46: Média dos perfis de brilho (P1, P2 e P3) ao longo do tempo (t1 a t11). ...................... 56
10
Figura 47: Representação pormenorizada da curva de brilho médio com variação do tempo de
polimento. .................................................................................................................................... 57
Figura 48: Curva representativa da média de brilho, relativo a cada velocidade de tapete utilizada.
..................................................................................................................................................... 59
Figura 49: Influência da velocidade VL na abertura do ângulo de trajetória de polimento. ........ 60
Figura 50: Simulação do processo de polimento relativamente a três ensaios realizados. ....... 61
Figura 51: Curva representativa da média de abrasão relativa a cada velocidade linear (dada
pela relação entre a velocidade de tapete e a velocidade de travessão). .................................. 61
Figura 52: Comparação entre as curvas de abrasão e de brilho. ............................................... 61
Figura 53: Imagem gerada pelo PAM, representativa do ciclo de polimento contínuo. ............. 63
Figura 54: Curvas representativas da relação de resultados de simulação, abrasão, com
resultados experimentais, brilho.................................................................................................. 64
Figura 55: Curva de brilho com otimização da gama de cores para os intervalos de abrasão. . 65
Figura 56: Imagem gerada pelo PAM, representativa do ciclo de polimento contínuo nos
intervalos válidos da relação brilho-abrasão. .............................................................................. 65
11
Lista de Abreviaturas
A – Abrasão
B – Brilho
BGR – Blue, Green and Red (Azul, Verde e Vermelho)
BR – Blue and Red (Azul e Vermelho)
BW – Black and White (Preto e Branco)
E – Ensaio
F1 – Ferramenta composta por 6 calços de Frankfurt 320TX
F2 – Ferramenta composta por 6 calços de Frankfurt 400T
F3 – Ferramenta composta por 6 calços de Frankfurt 5Extra
GU – Gloss Unitis
MP – Máquina de Polimento
ns – Número de Rotações
PAM – Polishing Assisted Modelling
V – Velocidade (parâmetros operacionais)
L - Tapete
T – Travessão
ZM – Zona de Medição
Lista de Símbolos
α – Ângulo de medição do brilho (1=20º, 2=60º, 3=85º)
β – Ângulo de trajetória (1=rasgo de ida, 2=rasgo de volta)
𝜐 – Velocidade linear
ω – Velocidade rotacional
< > – Valor médio
δ – Desvio Padrão
𝑖 – Intensidade de abrasão

12
PARTE I: INTRODUÇÃO
PARTE I
INTRODUÇÃO
13
1. Objetivos
O presente trabalho tem dois objetivos. O primeiro objetivo consiste em validar o
simulador de polimento desenvolvido pelo Instituto Superior Técnico (IST), no âmbito do projeto
LeanMachine, comparando os resultados provenientes da simulação em computador. O segundo
objetivo consiste em aumentar o conhecimento dos processos de polimento, nomeadamente
através da otimização das variáveis que controlam estes processos, para maximizar a qualidade
do acabamento final e minimizar os custos envolvidos.
O Projeto LeanMachine tem como objetivo o desenvolvimento de tecnologia que permita
o processamento integrado de produtos de origem pétrea, combinando num único equipamento
as capacidades de corte, maquinação, acabamento e identificação inequívoca do produto
acabado. O Projeto combina o conhecimento em várias áreas, estando centrado em três
empresas e uma Universidade: 1) a FrontWave (desenvolvimento de novos produtos e
equipamentos para a indústria pétrea); 2) a Zeugma (desenvolvimento de tecnologia de
máquinas para a indústria); a Tecnibite (desenvolvimento de soluções informáticas e gestão
integrada da produção); e o IST (25 anos de investigação científica e tecnológica no campo das
rochas ornamentais).
Os algoritmos desenvolvidos no projeto LeanMachine serão utilizados na tomada de
decisões durante a configuração e execução do ciclo de produção, permitindo: 1) a seleção
inteligente da ferramenta com parâmetros de processo otimizados de acordo com o tipo de pedra;
2) a geração de operações de triagem com máxima eficiência, com o objetivo de economizar
tempo e energia; 3) o planeamento automático de trajetórias tendo em conta a integração total
da conceção do produto; 4) modificar em tempo real as condições de operação, de acordo com
as forças medidas durante o processamento; 5) aprender a partir de dados adquiridos de
processos guardados anteriormente numa base de dados, ou seja, otimização contínua do
processamento. Durante o processamento serão também guardadas outras informações que
permitirão efetuar a gestão da produção com controlo de custos, bem como a rastreabilidade do
produto desde o pedido até à aplicação em obra [19].
A FrontWave – Engenharia e Consultoria, Lda., é um spin-off do IST fundada em 2001
[20], que no âmbito do projeto LeanMachine identificou a necessidade de otimizar a eficiência
dos processos mecânicos e automáticos de polimento, tendo o IST proposto a criação de um
simulador em computador para realizar esses estudos. Para validar este simulador é importante
realizar estudos experimentais estáticos (apenas com velocidade de rotação), de trajetória (com
enfâse no percurso seguido ao longo do polimento) e de polimento contínuo (velocidades de
rotação e translação combinadas para um polimento total).
É necessário otimizar primeiro os parâmetros operacionais da máquina de testes,
nomeadamente as velocidades do tapete e do travessão, a velocidade rotacional da ferramenta,
o caudal de água e a pressão da ferramenta sobre a pedra. Estes parâmetros têm de ser
relacionados com os parâmetros cinéticos do simulador, as velocidades linear e rotacional da

14
ferramenta e a sua trajetória. É igualmente necessário definir os métodos de recolha e tratamento
dos resultados experimentais e de simulação e escolher o tipo de material a testar e as
ferramentas a utilizar. A análise da qualidade das simulações será feita através da medida do
brilho e da rugosidade em superfícies polidas e da respetiva comparação com os resultados de
abrasão gerados pelo simulador para as mesmas condições de polimento.
15
2. Introdução Teórica
A rocha ornamental é utilizada pela Humanidade desde os primórdios da civilização. No
Paleolítico, existiram cidades construídas, pelo Homem, com rocha ornamental. Atualmente
ainda é possível observar túmulos construídos em blocos de granito, mármore e arenito, do
período do Neolítico [1].
As pirâmides do Egito usam cerca de 2,3 milhões de blocos calcários. Na Grécia Antiga
e no Império Romano, foram construídos grandes edifícios, monumentos, túmulos, esculturas e
estradas com diferentes tipos de rocha ornamental: mármores, calcários, travertinos, brechas,
arenitos, granitos, entre outros. Nessa época o comércio de rocha ornamental nos continentes
Europeu, Africano e Asiático já começava a ter o seu impacto. Mais tarde, na Idade Média, o uso
de rocha ornamental volta a ser utilizado em diversas construções: igrejas, palácios e outros
monumentos. No século XIX o uso de rocha ornamental para construção civil provocou um forte
aumento na extração de mármore de Carrara, Itália, e a sua exportação para França, Alemanha
e EUA [1].
O avanço tecnológico nos últimos 20 anos proporcionado pelas ferramentas de corte
diamantado resultaram num aumento da importância da produção e aplicação de rocha
ornamental pela sociedade, a ponto da época atual ser considerada, por alguns especialistas,
como a nova “idade da pedra” [1].
A utilização de mármores e granitos tem hoje um grande impacto na arquitetura moderna.
O uso de outras pedras, como quartzito, ardósia, serpentinito, entre outros também aumentou.
Coberturas de fachadas, pisos e revestimentos tornaram-se comuns e a extração e
processamento de rocha ornamental, tornou-se uma indústria em grande expansão [1].
O conceito de rocha ornamental descreve uma pedra natural passível de extração (em
bloco), desdobramento e corte (em chapa ou placa), segundo dimensões e formas
comercialmente especificadas, sendo sujeita, posteriormente, a processos industriais de
acabamento que contemplam o polimento, mas também outras técnicas da superfície (bojardado
e flamejado) [1].
As aplicações comerciais das diferentes rochas têm em conta: o preço, a disponibilidade,
as propriedades físico-químicas (porosidade, resistência à abrasão e à corrosão) e a aparência
(cor, tonalidade, padrões, textura, tamanho do grão e grau de movimentação).
A escolha de um determinado tipo de rocha ornamental deve-se também ao grau de
prestígio que o material proporciona. A escolha do material depende dos parâmetros técnicos e
económicos dos projetos de arquitetura, bem como da disponibilidade dos materiais passíveis
de serem utilizados. Os aspetos de maior peso na estruturação de uma tendência estão
associados à cor, tonalidade e textura, sendo o processo de acabamento o passo mais
importante do processamento para a aceitação do material [1].
16
2.1. Desenvolvimento económico
A extração mundial nas pedreiras alimenta uma importante indústria de transformação
responsável por obter cerca de 43 milhões de toneladas líquidas correspondentes a 463 milhões
de metros quadrados de produto acabado equivalente (em placas de 2 centímetros de
espessura). As estimativas recentes indicam que a indústria da rocha ornamental abrange 40 mil
empresas (pequenas e médias empresas, PMEs, maioritariamente), empregando pelo menos
1,5 milhões de pessoas, ao longo da cadeia industrial que engloba as fases de extração e
processamento. A maioria da mão-de-obra é disponibilizada na área do processamento. Por
exemplo, em Itália, 18% da mão-de-obra é disponibilizada nas pedreiras e 82% nas unidades de
processamento [2].
No período de 1926 a 1995, a produção global de rocha ornamental aumentou cerca de
2274% [3]. Nos últimos 20 anos o cenário tem sido de maturidade e consolidação. Desde o ano
1986, a produção mundial de rocha ornamental tem apresentado uma taxa média de crescimento
de, aproximadamente, 7,0%.
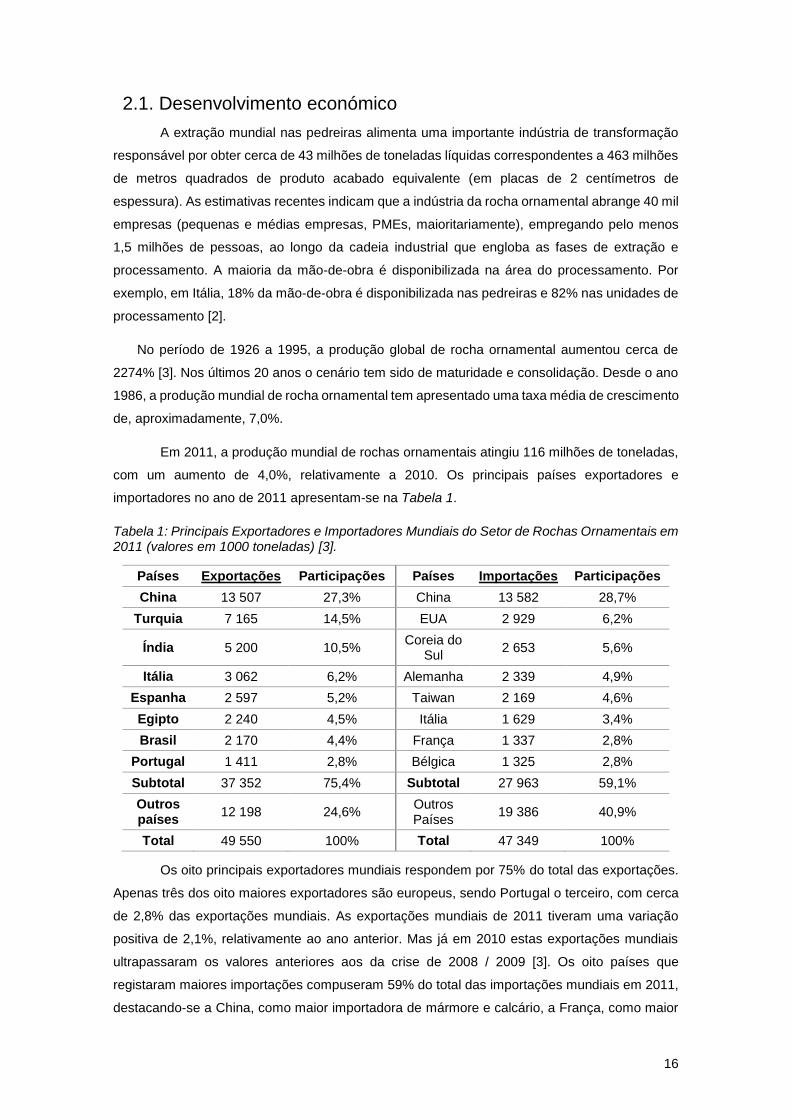
Em 2011, a produção mundial de rochas ornamentais atingiu 116 milhões de toneladas,
com um aumento de 4,0%, relativamente a 2010. Os principais países exportadores e
importadores no ano de 2011 apresentam-se na Tabela 1.
Tabela 1: Principais Exportadores e Importadores Mundiais do Setor de Rochas Ornamentais em 2011 (valores em 1000 toneladas) [3].
Países Exportações Participações Países Importações Participações
China 13 507 27,3% China 13 582 28,7%
Turquia 7 165 14,5% EUA 2 929 6,2%
Índia 5 200 10,5% Coreia do
Sul 2 653 5,6%
Itália 3 062 6,2% Alemanha 2 339 4,9%
Espanha 2 597 5,2% Taiwan 2 169 4,6%
Egipto 2 240 4,5% Itália 1 629 3,4%
Brasil 2 170 4,4% França 1 337 2,8%
Portugal 1 411 2,8% Bélgica 1 325 2,8%
Subtotal 37 352 75,4% Subtotal 27 963 59,1%
Outros países
12 198 24,6% Outros Países
19 386 40,9%
Total 49 550 100% Total 47 349 100%
Os oito principais exportadores mundiais respondem por 75% do total das exportações.
Apenas três dos oito maiores exportadores são europeus, sendo Portugal o terceiro, com cerca
de 2,8% das exportações mundiais. As exportações mundiais de 2011 tiveram uma variação
positiva de 2,1%, relativamente ao ano anterior. Mas já em 2010 estas exportações mundiais
ultrapassaram os valores anteriores aos da crise de 2008 / 2009 [3]. Os oito países que
registaram maiores importações compuseram 59% do total das importações mundiais em 2011,
destacando-se a China, como maior importadora de mármore e calcário, a França, como maior
17
importadora de ardósias, a Alemanha, como maior importadora de produtos de processamento
simples, e os EUA, como maior importador de produtos de processamento especial [3].
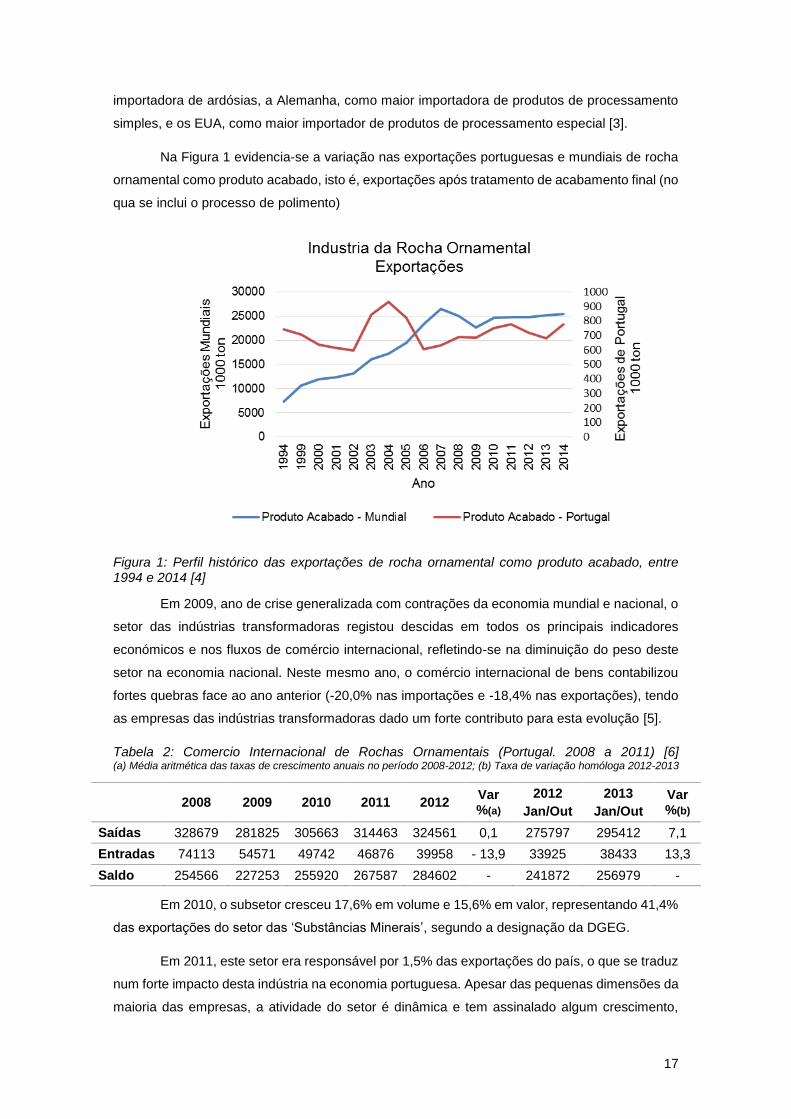
Na Figura 1 evidencia-se a variação nas exportações portuguesas e mundiais de rocha
ornamental como produto acabado, isto é, exportações após tratamento de acabamento final (no
qua se inclui o processo de polimento)
Figura 1: Perfil histórico das exportações de rocha ornamental como produto acabado, entre 1994 e 2014 [4]
Em 2009, ano de crise generalizada com contrações da economia mundial e nacional, o
setor das indústrias transformadoras registou descidas em todos os principais indicadores
económicos e nos fluxos de comércio internacional, refletindo-se na diminuição do peso deste
setor na economia nacional. Neste mesmo ano, o comércio internacional de bens contabilizou
fortes quebras face ao ano anterior (-20,0% nas importações e -18,4% nas exportações), tendo
as empresas das indústrias transformadoras dado um forte contributo para esta evolução [5].
Tabela 2: Comercio Internacional de Rochas Ornamentais (Portugal. 2008 a 2011) [6] (a) Média aritmética das taxas de crescimento anuais no período 2008-2012; (b) Taxa de variação homóloga 2012-2013
2008 2009 2010 2011 2012 Var %(a)
2012
Jan/Out
2013
Jan/Out
Var %(b)
Saídas 328679 281825 305663 314463 324561 0,1 275797 295412 7,1
Entradas 74113 54571 49742 46876 39958 - 13,9 33925 38433 13,3
Saldo 254566 227253 255920 267587 284602 - 241872 256979 -
Em 2010, o subsetor cresceu 17,6% em volume e 15,6% em valor, representando 41,4%
das exportações do setor das ‘Substâncias Minerais’, segundo a designação da DGEG.
Em 2011, este setor era responsável por 1,5% das exportações do país, o que se traduz
num forte impacto desta indústria na economia portuguesa. Apesar das pequenas dimensões da
maioria das empresas, a atividade do setor é dinâmica e tem assinalado algum crescimento,
18
desde a queda em 2009, sobretudo ao nível das exportações onde se registou um aumento de
5 milhões de euros, num total de quase 302 milhões de euros no setor, de acordo com o Instituto
Nacional de Estatística. No primeiro trimestre de 2012, Portugal exportou 86.8 milhões de euros
em rochas ornamentais, equivalendo a um crescimento de 28% face aos valores obtidos do
período homólogo. Este aumento das exportações prende-se com dois fatores: por um lado, a
paragem no mercado nacional (em 2009) obrigou as empresas a procurarem alternativas lá fora;
por outro, a “credibilidade” e a qualidade da produção nacional têm motivado um aumento da
procura por parte dos clientes estrangeiros, como é o caso da França, para onde só vai produto
acabado. Este país é agora o principal destino das exportações, registando um aumento de
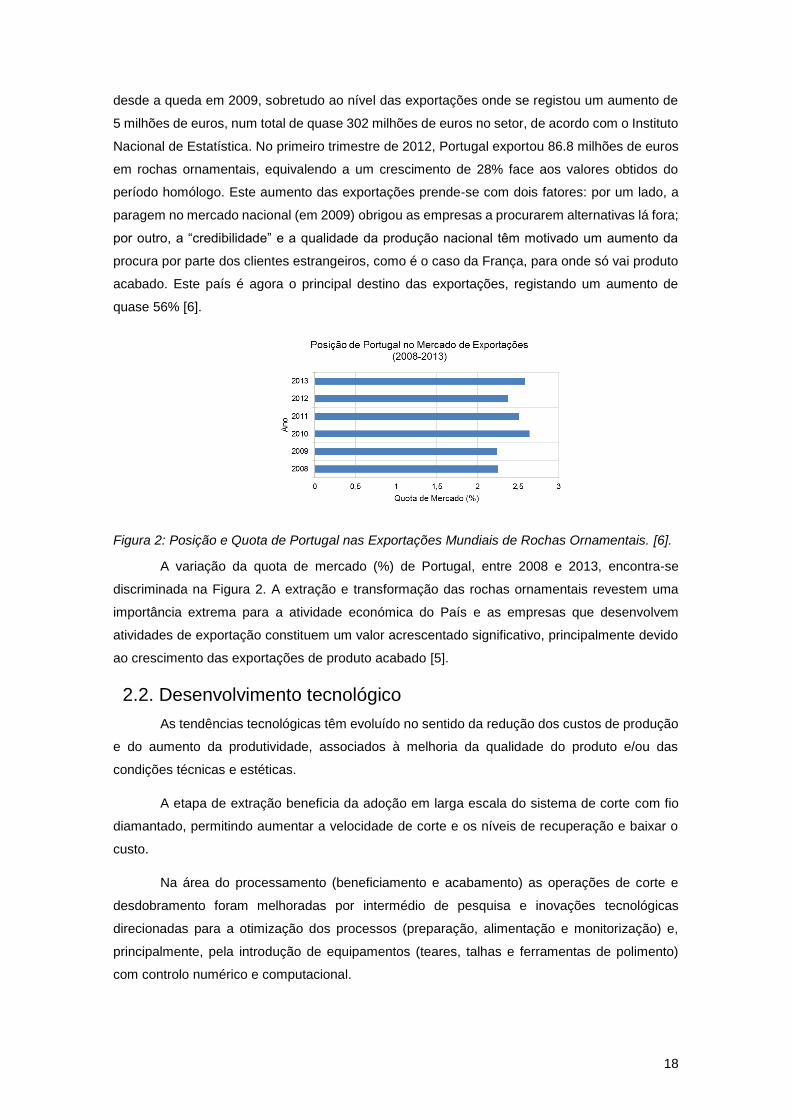
quase 56% [6].
Figura 2: Posição e Quota de Portugal nas Exportações Mundiais de Rochas Ornamentais. [6].
A variação da quota de mercado (%) de Portugal, entre 2008 e 2013, encontra-se
discriminada na Figura 2. A extração e transformação das rochas ornamentais revestem uma
importância extrema para a atividade económica do País e as empresas que desenvolvem
atividades de exportação constituem um valor acrescentado significativo, principalmente devido
ao crescimento das exportações de produto acabado [5].
2.2. Desenvolvimento tecnológico
As tendências tecnológicas têm evoluído no sentido da redução dos custos de produção
e do aumento da produtividade, associados à melhoria da qualidade do produto e/ou das
condições técnicas e estéticas.
A etapa de extração beneficia da adoção em larga escala do sistema de corte com fio
diamantado, permitindo aumentar a velocidade de corte e os níveis de recuperação e baixar o
custo.
Na área do processamento (beneficiamento e acabamento) as operações de corte e
desdobramento foram melhoradas por intermédio de pesquisa e inovações tecnológicas
direcionadas para a otimização dos processos (preparação, alimentação e monitorização) e,
principalmente, pela introdução de equipamentos (teares, talhas e ferramentas de polimento)
com controlo numérico e computacional.
19
As inovações têm como objetivo principal a otimização do processo produtivo, ao longo
de toda a cadeia industrial, num contexto multidisciplinar e sistemático. A tendência não é o
desenvolvimento de métodos ou inovações revolucionárias, mas antes o refinamento e ajuste de
todo o processo produtivo. Na etapa de processamento, a sofisticação e refinamento oferecidos
pelas técnicas desenvolvidas permitiu oferecer uma maior diversidade de aplicações.
O desenvolvimento informático, nomeadamente na etapa de polimento, tem permitido a
otimização no controlo do tempo e das velocidades utilizadas, assim como, o reconhecimento
automático do controlo da qualidade do polimento em chapas e placas de pedra. No entanto, a
otimização na qualidade da superfície polida através da definição de trajetórias de polimento
ainda não está consolidada, existindo apenas estudos relativos a rugosidade e brilho da
superfície, obtidos após processamento em etapas de linhas industriais [7].
Com base nessas considerações, ao nível tecnológico do processo, os esforços estão
direcionados para:
Aproveitamento de material de qualidade inferior
Minimização de material rejeitado e desperdícios
Minimização do impacto ambiental
Redução de custos
Obtenção de ganhos na produtividade
Oferta de novos materiais
2.3. Processos de polimento
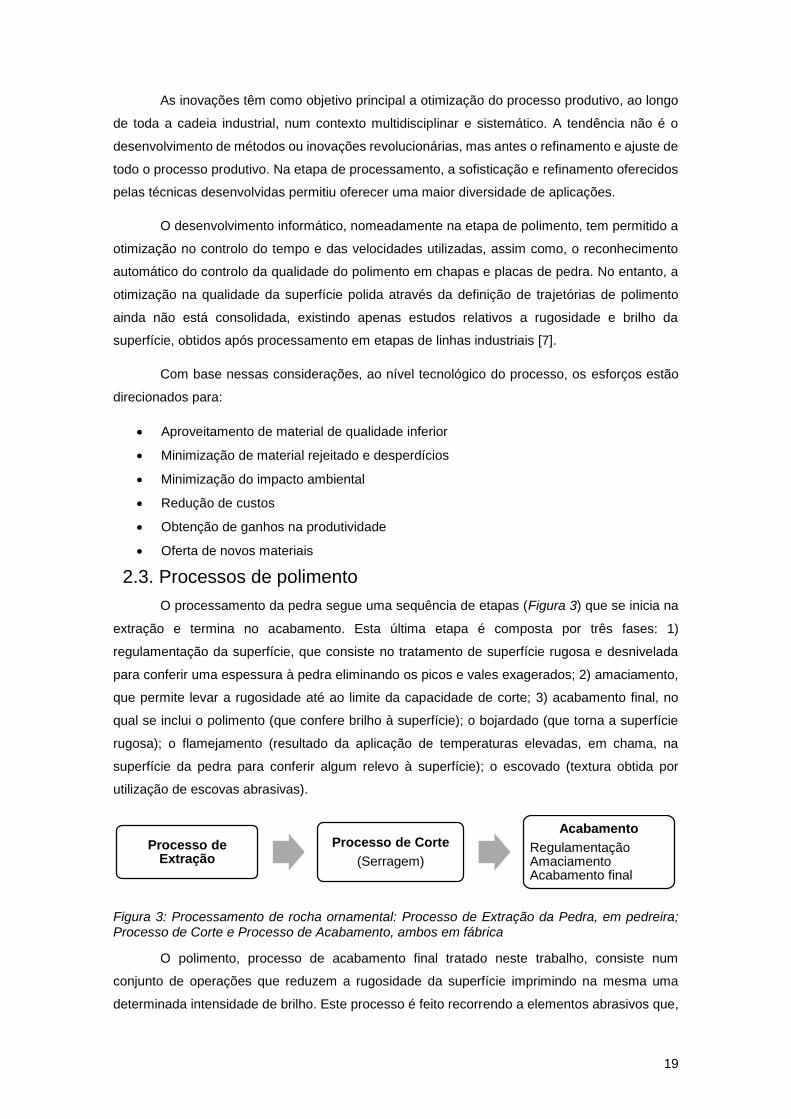
O processamento da pedra segue uma sequência de etapas (Figura 3) que se inicia na
extração e termina no acabamento. Esta última etapa é composta por três fases: 1)
regulamentação da superfície, que consiste no tratamento de superfície rugosa e desnivelada
para conferir uma espessura à pedra eliminando os picos e vales exagerados; 2) amaciamento,
que permite levar a rugosidade até ao limite da capacidade de corte; 3) acabamento final, no
qual se inclui o polimento (que confere brilho à superfície); o bojardado (que torna a superfície
rugosa); o flamejamento (resultado da aplicação de temperaturas elevadas, em chama, na
superfície da pedra para conferir algum relevo à superfície); o escovado (textura obtida por
utilização de escovas abrasivas).
Figura 3: Processamento de rocha ornamental: Processo de Extração da Pedra, em pedreira; Processo de Corte e Processo de Acabamento, ambos em fábrica
O polimento, processo de acabamento final tratado neste trabalho, consiste num
conjunto de operações que reduzem a rugosidade da superfície imprimindo na mesma uma
determinada intensidade de brilho. Este processo é feito recorrendo a elementos abrasivos que,
Processo de Extração
Processo de Corte
(Serragem)
Acabamento
RegulamentaçãoAmaciamentoAcabamento final
20
conduzidos em movimentos de fricção sobre o material, vão desbastando-o até se atingir o grau
de polimento desejado.
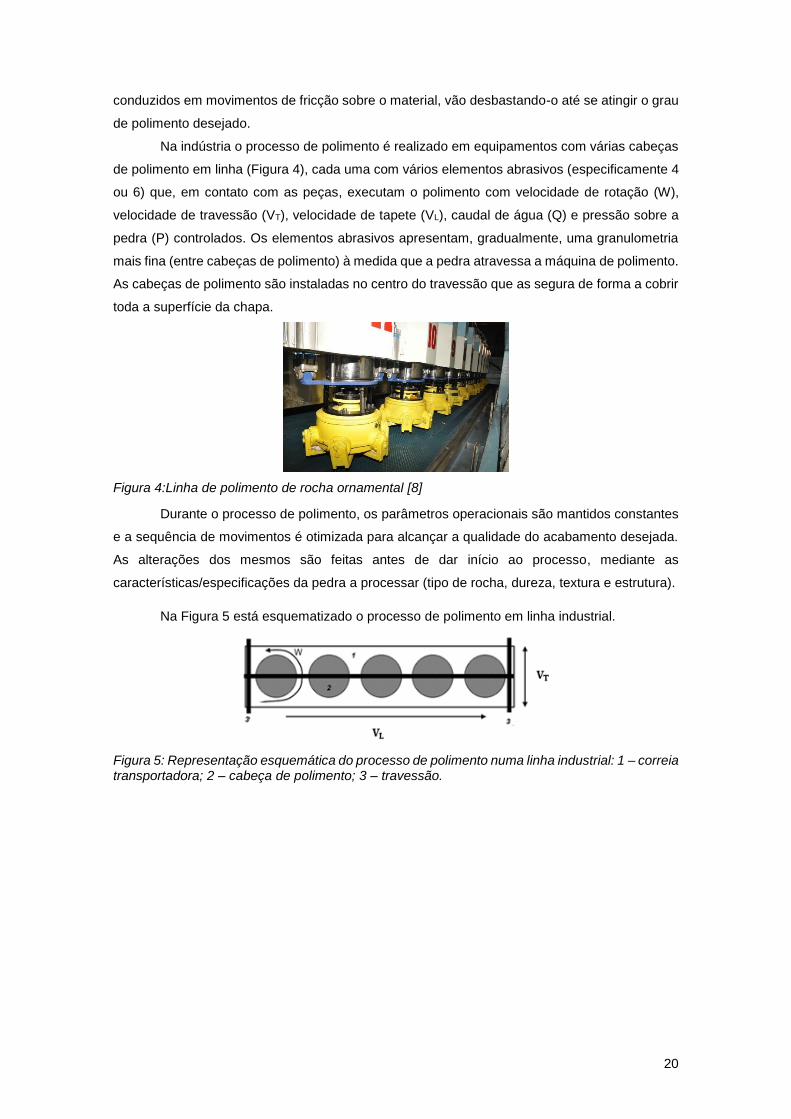
Na indústria o processo de polimento é realizado em equipamentos com várias cabeças
de polimento em linha (Figura 4), cada uma com vários elementos abrasivos (especificamente 4
ou 6) que, em contato com as peças, executam o polimento com velocidade de rotação (W),
velocidade de travessão (VT), velocidade de tapete (VL), caudal de água (Q) e pressão sobre a
pedra (P) controlados. Os elementos abrasivos apresentam, gradualmente, uma granulometria
mais fina (entre cabeças de polimento) à medida que a pedra atravessa a máquina de polimento.
As cabeças de polimento são instaladas no centro do travessão que as segura de forma a cobrir
toda a superfície da chapa.
Figura 4:Linha de polimento de rocha ornamental [8]
Durante o processo de polimento, os parâmetros operacionais são mantidos constantes
e a sequência de movimentos é otimizada para alcançar a qualidade do acabamento desejada.
As alterações dos mesmos são feitas antes de dar início ao processo, mediante as
características/especificações da pedra a processar (tipo de rocha, dureza, textura e estrutura).
Na Figura 5 está esquematizado o processo de polimento em linha industrial.
Figura 5: Representação esquemática do processo de polimento numa linha industrial: 1 – correia transportadora; 2 – cabeça de polimento; 3 – travessão.
21
Este processo, representado na Figura 5, tem início com a entrada das chapas de pedra
numa correia transportadora que apenas tem um movimento continuo horizontal controlado por
uma velocidade de tapete (VL). O polimento tem início quando as cabeças de polimento entram
em contato com as chapas realizando um movimento giratório com uma determinada velocidade
rotacional (W) e uma pressão aplicada (P). Ao mesmo tempo, o travessão, que acopla as
cabeças de polimento, apresenta um movimente transversal de ida e volta (imposto pela
velocidade de travessão, VT) que permite às cabeças de polimento polirem toda a superfície da
chapa [8].
2.3.3. Métodos para controlo de qualidade
As propriedades habitualmente utilizadas para medida da qualidade da superfície polida
são o brilho e a rugosidade.
Brilho
O brilho mede a proporção de luz que é refletida pela superfície. A intensidade (𝐼0) do
feixe de luz incidente sobre a superfície do meio sólido deve ser igual à soma das intensidades
dos feixes transmitido, absorvido e refletido (𝐼𝑡, 𝐼𝑎, 𝐼𝑟, respetivamente), traduzindo-se
matematicamente por:
𝐼0 = 𝐼𝑡 + 𝐼𝑎 + 𝐼𝑟 ( 1 )
A medição do brilho é feita utilizando um brilhómetro, que oferece uma forma
quantificável de medição da intensidade de brilho garantindo a consistência da medida, definindo
a iluminação precisa e as condições de visualização. A configuração da fonte de iluminação e
dos ângulos de receção de observação permite a medição ao longo de um pequeno intervalo do
ângulo de reflexão total. Os resultados da medição do brilho estão relacionados com a
quantidade de luz refletida a partir de um padrão (vidro preto) com um índice de refração definido,
pelo que é indispensável a calibração da cabeça de medição. O padrão de reflexão obtido através
da incidência da luz sobre a amostra, em comparação com o padrão de brilho, é registado como
unidade de brilho, GU [17].
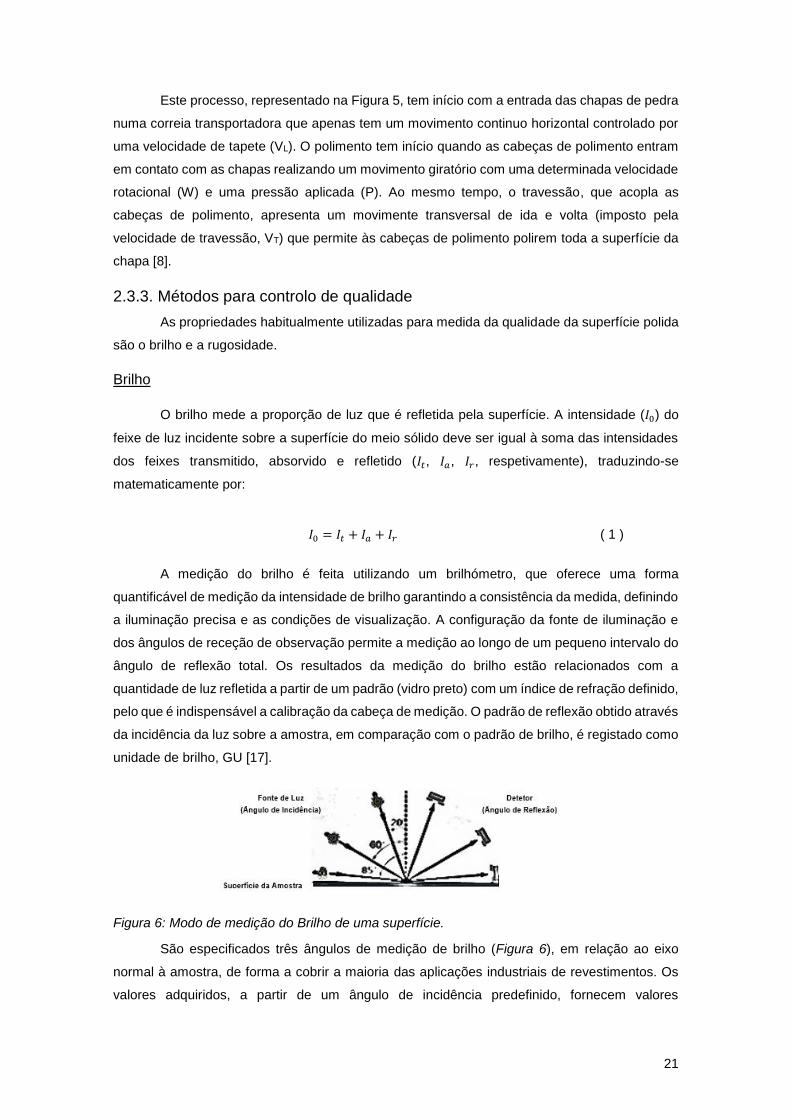
Figura 6: Modo de medição do Brilho de uma superfície.
São especificados três ângulos de medição de brilho (Figura 6), em relação ao eixo
normal à amostra, de forma a cobrir a maioria das aplicações industriais de revestimentos. Os
valores adquiridos, a partir de um ângulo de incidência predefinido, fornecem valores
22
comparativos que estão relacionados com o brilho da superfície. A cabeça de medição ajustada
para o ângulo de incidência (20º, 60º, 85º) situa-se sobre a superfície do material e lê-se o valor
de brilho na escala correspondente. O ângulo de medição é selecionado para uma aplicação
particular com base no brilho previsto: 1) brilho elevado, maior que 70GU, deve ler-se o angulo
de 20º; 2) brilho médio, entre 10 e 60 GU, deve ler-se o ângulo de 60º; 3) brilho baixo, menor
que 10 GU, deve ler-se o ângulo de 85º. Por exemplo, se a medição feita a 60° é maior do que
70 GU o ângulo de medição deve ser alterado para 20° para otimizar a precisão da medição [15].
Rugosidade
A rugosidade da superfície é, naturalmente, uma propriedade mensurável da qualidade
do polimento e é traduzida quantitativamente por dois parâmetros de rugosidade média, Ra e
Rz. A medição da rugosidade é feita através de um rugosímetro, constituído por três
componentes: 1) Apalpador (pick-up), consistindo numa agulha que acompanha as ondulações
da superfície, transformando o seu movimento em sinais elétricos que são emitidos para o
amplificador; 2) Acionador, responsável pela deslocação da agulha, a uma velocidade constante
e segundo a mesma direção; e 3) Amplificador, que é o recetor eletrónico que converte os sinais
provenientes da agulha, para valores de uma função escolhida (Ra e Rz, por exemplo) [16].
(a) (b)
Figura 7: Rugosímetro
(a) (b)
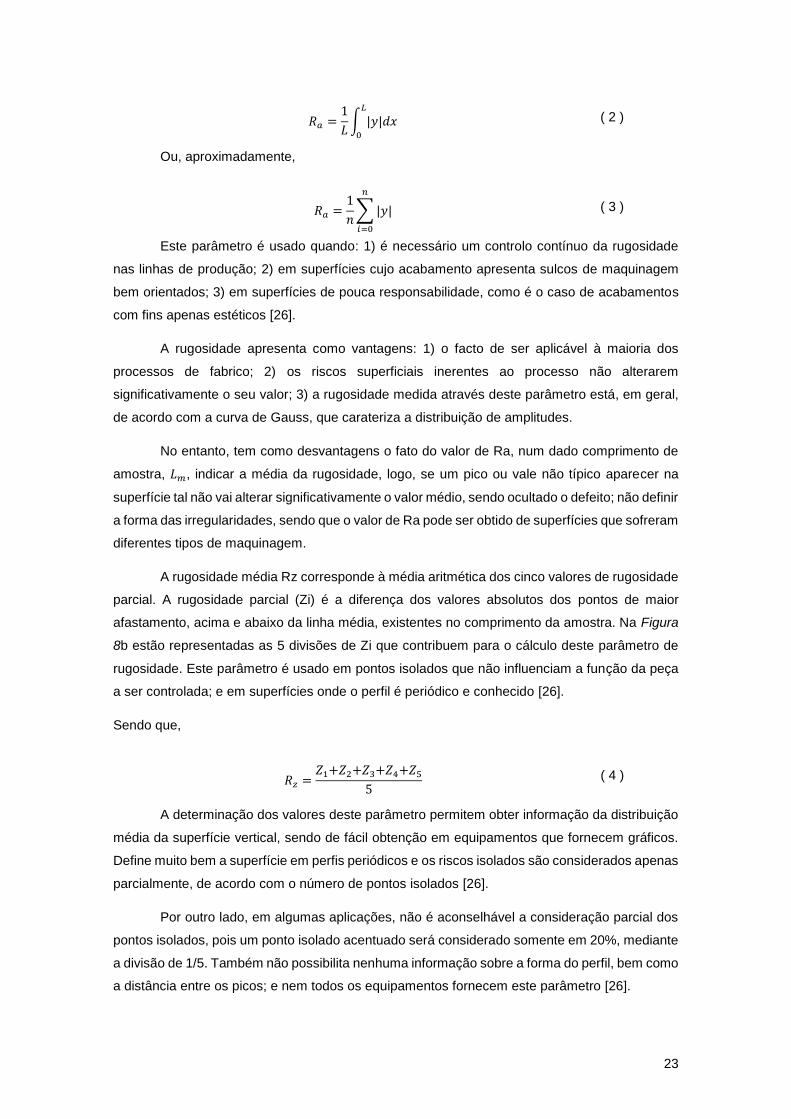
Figura 8: Medida de Rugosidade Média (a) Ra, em que Ra é definido por yn; (b) Rz, a qual é definida pela rugosidade parcial Zi [16]
A rugosidade média (Ra) corresponde à média aritmética do afastamento dos pontos do
perfil de rugosidade em relação à linha média, Figura 8a, dentro do percurso de medição [26].
Em que,
23
𝑅𝑎 =1
𝐿∫ |𝑦|𝑑𝑥
𝐿
0
( 2 )
Ou, aproximadamente,
𝑅𝑎 =1
𝑛∑ |𝑦|
𝑛
𝑖=0
( 3 )
Este parâmetro é usado quando: 1) é necessário um controlo contínuo da rugosidade
nas linhas de produção; 2) em superfícies cujo acabamento apresenta sulcos de maquinagem
bem orientados; 3) em superfícies de pouca responsabilidade, como é o caso de acabamentos
com fins apenas estéticos [26].
A rugosidade apresenta como vantagens: 1) o facto de ser aplicável à maioria dos
processos de fabrico; 2) os riscos superficiais inerentes ao processo não alterarem
significativamente o seu valor; 3) a rugosidade medida através deste parâmetro está, em geral,
de acordo com a curva de Gauss, que carateriza a distribuição de amplitudes.
No entanto, tem como desvantagens o fato do valor de Ra, num dado comprimento de
amostra, 𝐿𝑚, indicar a média da rugosidade, logo, se um pico ou vale não típico aparecer na
superfície tal não vai alterar significativamente o valor médio, sendo ocultado o defeito; não definir
a forma das irregularidades, sendo que o valor de Ra pode ser obtido de superfícies que sofreram
diferentes tipos de maquinagem.
A rugosidade média Rz corresponde à média aritmética dos cinco valores de rugosidade
parcial. A rugosidade parcial (Zi) é a diferença dos valores absolutos dos pontos de maior
afastamento, acima e abaixo da linha média, existentes no comprimento da amostra. Na Figura
8b estão representadas as 5 divisões de Zi que contribuem para o cálculo deste parâmetro de
rugosidade. Este parâmetro é usado em pontos isolados que não influenciam a função da peça
a ser controlada; e em superfícies onde o perfil é periódico e conhecido [26].
Sendo que,
𝑅𝑧 =𝑍1+𝑍2+𝑍3+𝑍4+𝑍5
5 ( 4 )
A determinação dos valores deste parâmetro permitem obter informação da distribuição
média da superfície vertical, sendo de fácil obtenção em equipamentos que fornecem gráficos.
Define muito bem a superfície em perfis periódicos e os riscos isolados são considerados apenas
parcialmente, de acordo com o número de pontos isolados [26].
Por outro lado, em algumas aplicações, não é aconselhável a consideração parcial dos
pontos isolados, pois um ponto isolado acentuado será considerado somente em 20%, mediante
a divisão de 1/5. Também não possibilita nenhuma informação sobre a forma do perfil, bem como
a distância entre os picos; e nem todos os equipamentos fornecem este parâmetro [26].
24
2.4. Simulador de polimento
A modelação em computador dos processos de polimento para tentar compreender, do
ponto de vista científico, os mecanismos envolvidos, não foi ainda concretizado de forma
sistemática, de acordo com a literatura.
Industrialmente, os estudos e simulações que têm sido realizados visam apenas a
informatização das linhas de polimento contínuo. Os estudos desenvolvidos até ao momento
procuram a otimização dos tempos e custos de produção, bem como a escolha mais correta dos
parâmetros operacionais. Exemplifica-se, a seguir, três estudos realizados nesta área.
Simulação de célula robotizada
Em resposta à necessidade de interrupção no processo de produção para realizar a
programação das células robotizadas (programação online) bem como a dificuldade de controlo
da força de contacto entre peça e ferramenta, realizaram-se estudos por meio de programação
offline e simulação de células robotizadas para aplicação em operações de acabamento,
complementada com o controlo ativo da força de contato integrado nos movimentos do robot
[13].
Polimento Industrial
De modo a auxiliar as indústrias na seleção dos parâmetros operacionais mais
apropriados ao processo de polimento foram feitos estudos relativamente à otimização de
parâmetros, nomeadamente velocidade de avanço da linha de produção, rotação do disco
abrasivo, frequência e amplitude de oscilação lateral, e raios interno e externo do disco abrasivo,
de modo a conceber um programa de simulação de polimento. O desenvolvimento do programa
teve por base a análise de resultados do brilho ao longo do polimento. Estes resultados foram
provenientes de indústrias locais, de forma a facilitar a escolha dos parâmetros cinemáticos a
serem adotados pelas mesmas na linha de produção [14].
Análise de processo de acabamento final
A análise de um processo de beneficiamento de blocos de granito, por meio de simulação
computacional, permitiu avaliar os processos de produção desde o produto bruto até ao seu
beneficiamento final. Com os resultados, puderam-se estimar algumas questões de produção e
principalmente os recursos utilizados pelo sistema, visando uma melhoria dos processos e a
redução dos custos de produção da empresa [10].
Neste trabalho pretende-se comparar os resultados experimentais de polimento com os
previstos, nas mesmas condições, por um simulador – Polishing Assisted Modelling, PAM. A
validação deste simulador permitirá, futuramente, utiliza-lo para otimizar o polimento em pedra,
para aplicação em máquinas automáticas de polimento, como robots e CNCs.
O PAM consiste numa ferramenta de modelação, desenvolvida pelo IST, que permite
simular o resultado de um ciclo de polimento de forma a estimar a qualidade da superfície polida
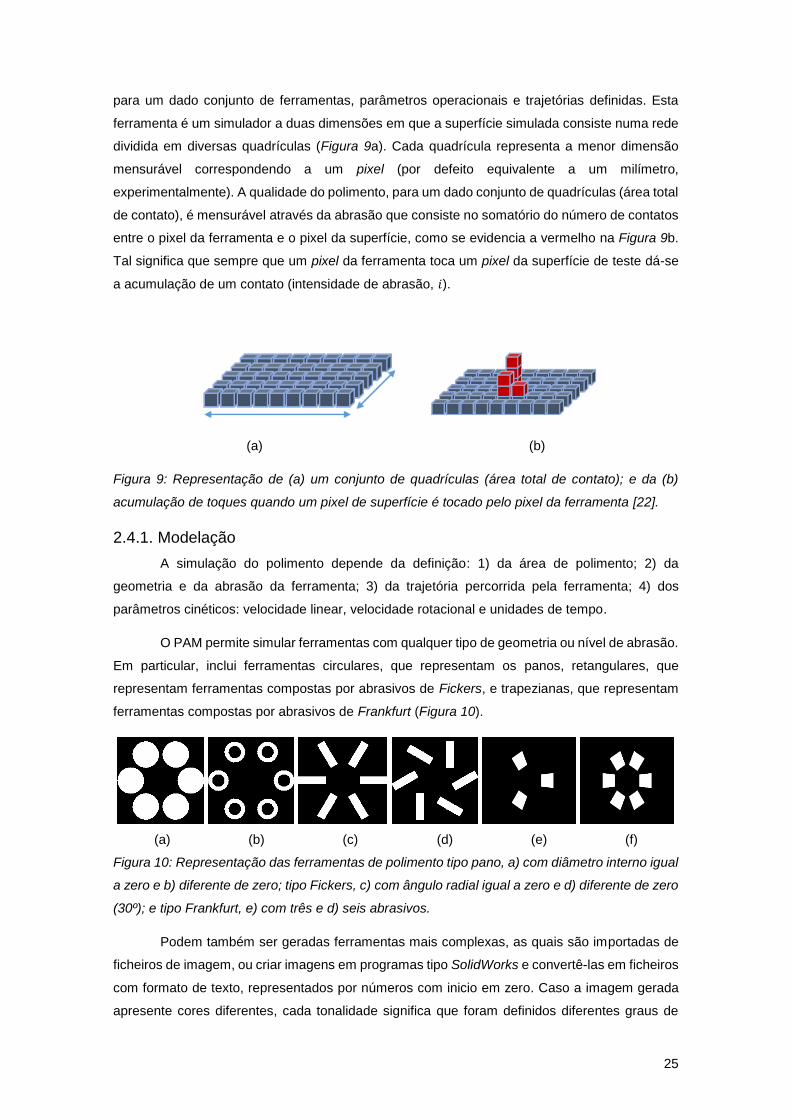
25
para um dado conjunto de ferramentas, parâmetros operacionais e trajetórias definidas. Esta
ferramenta é um simulador a duas dimensões em que a superfície simulada consiste numa rede
dividida em diversas quadrículas (Figura 9a). Cada quadrícula representa a menor dimensão
mensurável correspondendo a um pixel (por defeito equivalente a um milímetro,
experimentalmente). A qualidade do polimento, para um dado conjunto de quadrículas (área total
de contato), é mensurável através da abrasão que consiste no somatório do número de contatos
entre o pixel da ferramenta e o pixel da superfície, como se evidencia a vermelho na Figura 9b.
Tal significa que sempre que um pixel da ferramenta toca um pixel da superfície de teste dá-se
a acumulação de um contato (intensidade de abrasão, 𝑖).
(a) (b)
Figura 9: Representação de (a) um conjunto de quadrículas (área total de contato); e da (b)
acumulação de toques quando um pixel de superfície é tocado pelo pixel da ferramenta [22].
2.4.1. Modelação
A simulação do polimento depende da definição: 1) da área de polimento; 2) da
geometria e da abrasão da ferramenta; 3) da trajetória percorrida pela ferramenta; 4) dos
parâmetros cinéticos: velocidade linear, velocidade rotacional e unidades de tempo.
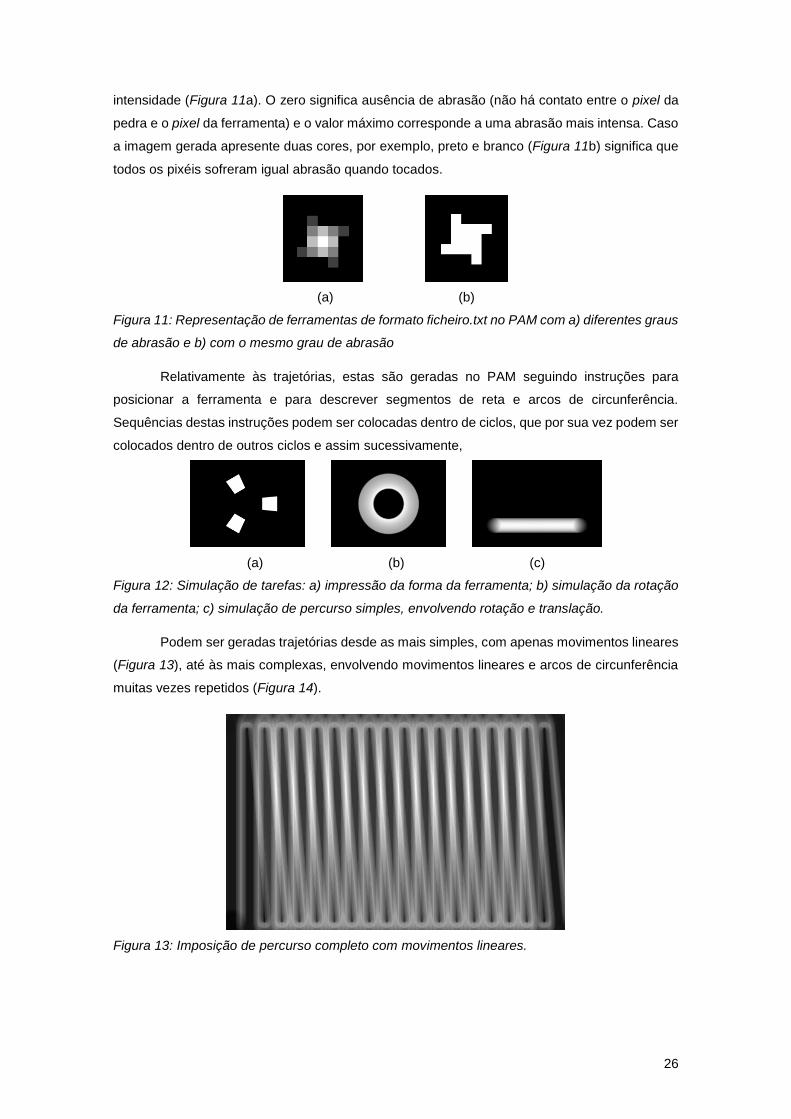
O PAM permite simular ferramentas com qualquer tipo de geometria ou nível de abrasão.
Em particular, inclui ferramentas circulares, que representam os panos, retangulares, que
representam ferramentas compostas por abrasivos de Fickers, e trapezianas, que representam
ferramentas compostas por abrasivos de Frankfurt (Figura 10).
(a) (b) (c) (d) (e) (f)
Figura 10: Representação das ferramentas de polimento tipo pano, a) com diâmetro interno igual
a zero e b) diferente de zero; tipo Fickers, c) com ângulo radial igual a zero e d) diferente de zero
(30º); e tipo Frankfurt, e) com três e d) seis abrasivos.
Podem também ser geradas ferramentas mais complexas, as quais são importadas de
ficheiros de imagem, ou criar imagens em programas tipo SolidWorks e convertê-las em ficheiros
com formato de texto, representados por números com inicio em zero. Caso a imagem gerada
apresente cores diferentes, cada tonalidade significa que foram definidos diferentes graus de
26
intensidade (Figura 11a). O zero significa ausência de abrasão (não há contato entre o pixel da
pedra e o pixel da ferramenta) e o valor máximo corresponde a uma abrasão mais intensa. Caso
a imagem gerada apresente duas cores, por exemplo, preto e branco (Figura 11b) significa que
todos os pixéis sofreram igual abrasão quando tocados.
(a) (b)
Figura 11: Representação de ferramentas de formato ficheiro.txt no PAM com a) diferentes graus
de abrasão e b) com o mesmo grau de abrasão
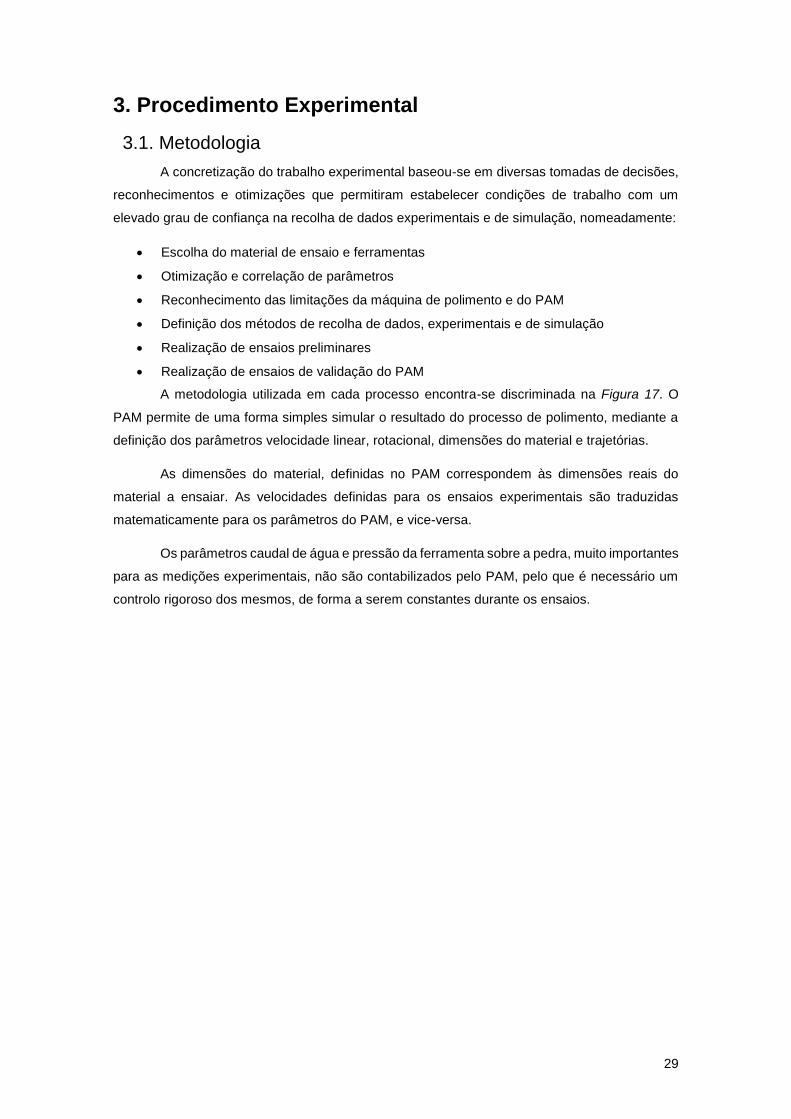
Relativamente às trajetórias, estas são geradas no PAM seguindo instruções para
posicionar a ferramenta e para descrever segmentos de reta e arcos de circunferência.
Sequências destas instruções podem ser colocadas dentro de ciclos, que por sua vez podem ser
colocados dentro de outros ciclos e assim sucessivamente,
(a) (b) (c)
Figura 12: Simulação de tarefas: a) impressão da forma da ferramenta; b) simulação da rotação
da ferramenta; c) simulação de percurso simples, envolvendo rotação e translação.
Podem ser geradas trajetórias desde as mais simples, com apenas movimentos lineares
(Figura 13), até às mais complexas, envolvendo movimentos lineares e arcos de circunferência
muitas vezes repetidos (Figura 14).
Figura 13: Imposição de percurso completo com movimentos lineares.

27
Figura 14: Simulação de percurso complexo, envolvendo movimentos de arcos de circunferência. [21]
2.4.2. Parametrização
A parametrização da abrasão considera os seguintes três aspetos:
A intensidade da abrasão do pixel da ferramenta, 𝑖;
Opcionalmente, a velocidade linear com que o pixel da ferramenta se está a deslocar
sobre a pedra, dada pelo produto da velocidade angular da ferramenta, 𝜔, pela distância
desse pixel ao centro da ferramenta, 𝑟: 𝑖 × 𝜔 × 𝑟. A abrasão total do mesmo pixel é
definida pelo somatório dos toques sofridos por esse pixel, ∑(𝑖 × 𝜔 × 𝑟).
Opcionalmente, o fator de correção geométrico √2, que harmoniza as diferentes
distâncias geométricas percorridas para o mesmo número de pixéis medidos na
horizontal e na diagonal.
(a) (b) (c)
Figura 15: a) Representação da ferramenta utilizada; b) Simulação da abrasão provocada por
movimento rotacional da ferramenta, (∑ 𝑖); c) Simulação da abrasão provocada por movimento
rotacional da ferramenta com a correção do fator velocidade linear, (∑ 𝑖 × 𝜔 × 𝑟).
Considerando apenas a intensidade de abrasão do pixel, a imagem gerada mostra um
melhor polimento na região mais central, havendo um défice de polimento à medida que se
aproxima da periferia (Figura 15b). Tal sucede porque a zona de um retângulo mais próxima do
centro da ferramenta apresenta um menor espaçamento relativo à zona adjacente do retângulo
vizinho. E à medida que o raio da ferramenta aumenta esse espaçamento vai sendo maior,
havendo por isso um défice de polimento, pois os pixéis da superfície são tocados menos vezes
pelos pixéis da ferramenta. Por outro lado, considerando o fator corretivo da velocidade linear, a

28
imagem gerada pela simulação do polimento traduz-se num polimento igual em todos os pontos
(Figura 15c). Pois o fator corretivo anula o efeito do raio da ferramenta.
2.4.3. Resultados gerados (outputs)
Para cada simulação é gerados cinco tipos de ficheiros de imagem permitindo uma
análise visual detalhada do polimento simulado (Figura 16).
(a) (b) (c) (d) (e)
Figura 16: Simulação dos cinco ficheiros de imagem: a) abrasão, b) distância média ao centro
da ferramenta, c) desvio padrão, d) desvio em x, e) desvio em y.
O primeiro armazena a abrasão em cada pixel provocada pelas ferramentas utilizadas,
permitindo analisar a trajetória do polimento e o grau de polimento da superfície. O segundo
armazena a distância média de cada pixel ao centro da ferramenta e o terceiro armazena o
desvio padrão relativamente à distância média de cada pixel deste o centro da ferramenta. O
quarto e o quinto armazenam o desvio médio segundo a direção do eixo das abcissas e das
ordenadas, respetivamente, para cada pixel desde o centro da ferramenta. O estudo dos desvios
permite analisar um conjunto de parâmetros de qualidade do polimento obtido pela imposição de
uma trajetória. Desta análise pretende-se diminuir os desvios e consequentemente, diminuir os
riscos de polimento.
Podem ser igualmente gerados dois tipos de ficheiros de texto com dados estatísticos
relativos a cada ficheiro de imagem. Um ficheiro que guarda toda a informação estatística para
cada pixel e calcula a média da abrasão total, do desvio médio em ambas as direções (abcissas
e ordenadas), das abcissas e das ordenadas, da distância média e do desvio padrão
correspondente. O segundo cria um histograma dos pixéis polidos usando a informação dos
dados estatísticos de cada pixel.
2.4.3. Limitações
O PAM apresenta limitações importantes, nomeadamente o fato de assumir uma
superfície a duas dimensões, perfeita, sem relevo, não sendo possível a leitura de valores de
rugosidade. Relativamente aos parâmetros operacionais, não tem em conta a influência da
pressão sobre a pedra (podendo apenas aumentar-se a abrasão da ferramenta), caudal de água
e temperatura.
Do ponto de vista prático, a versão atual do PAM não permite reiniciar uma simulação
depois de concluída, ou seja, a história do polimento é criada apenas durante a simulação. Para
acumular simulações sucessivas com ferramentas, trajetórias ou parâmetros operacionais
diferentes é necessário dividir o modelo de simulação em secções separadas.
29
3. Procedimento Experimental
3.1. Metodologia
A concretização do trabalho experimental baseou-se em diversas tomadas de decisões,
reconhecimentos e otimizações que permitiram estabelecer condições de trabalho com um
elevado grau de confiança na recolha de dados experimentais e de simulação, nomeadamente:
Escolha do material de ensaio e ferramentas
Otimização e correlação de parâmetros
Reconhecimento das limitações da máquina de polimento e do PAM
Definição dos métodos de recolha de dados, experimentais e de simulação
Realização de ensaios preliminares
Realização de ensaios de validação do PAM
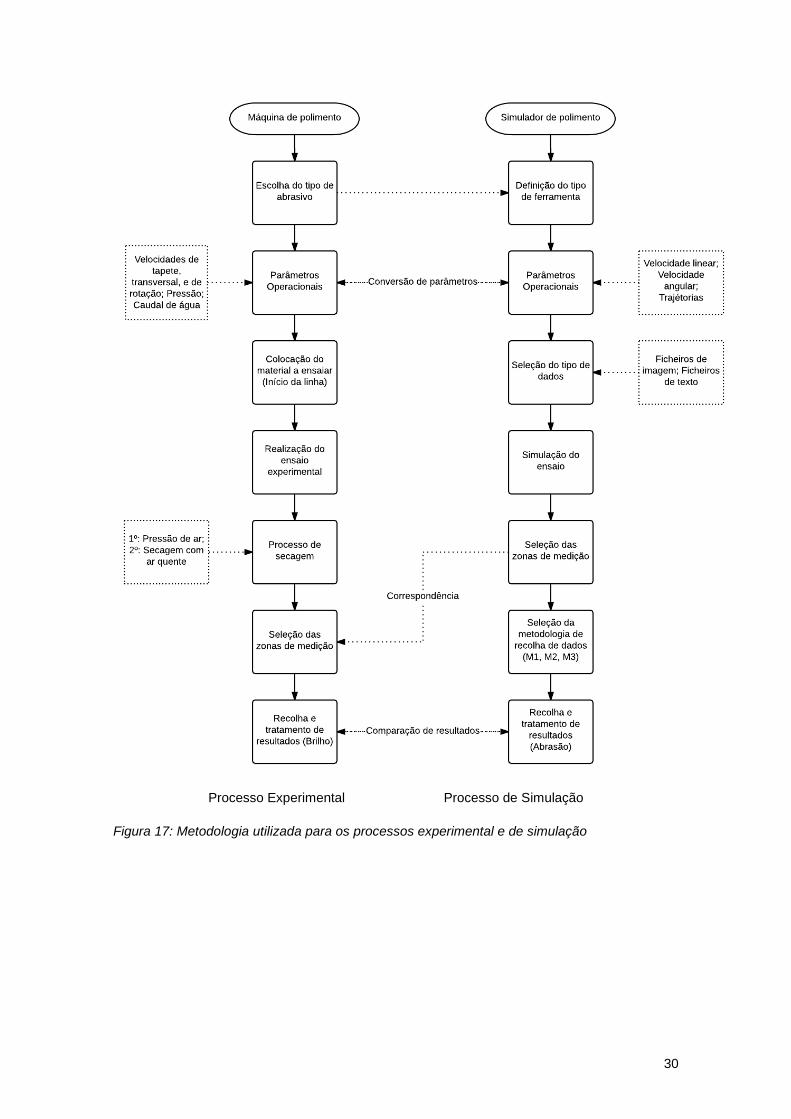
A metodologia utilizada em cada processo encontra-se discriminada na Figura 17. O
PAM permite de uma forma simples simular o resultado do processo de polimento, mediante a
definição dos parâmetros velocidade linear, rotacional, dimensões do material e trajetórias.
As dimensões do material, definidas no PAM correspondem às dimensões reais do
material a ensaiar. As velocidades definidas para os ensaios experimentais são traduzidas
matematicamente para os parâmetros do PAM, e vice-versa.
Os parâmetros caudal de água e pressão da ferramenta sobre a pedra, muito importantes
para as medições experimentais, não são contabilizados pelo PAM, pelo que é necessário um
controlo rigoroso dos mesmos, de forma a serem constantes durante os ensaios.
30
Processo Experimental Processo de Simulação
Figura 17: Metodologia utilizada para os processos experimental e de simulação
31
3.2 Parâmetros experimentais
O equipamento utilizado para a realização dos ensaios experimentais, Figura 18,
consiste numa versão laboratorial do equipamento utilizado industrialmente. Apresenta apenas
uma cabeça de polimento, podendo ser substituída consoante as características do material a
ensaiar.
Figura 18: Máquina de polimento laboratorial, utilizada para a realização dos ensaios experimentais.
Os parâmetros operacionais desta máquina de polimento, doravante designada MP, que
influenciam diretamente o polimento de rocha ornamental, são essencialmente a velocidade do
tapete, a velocidade transversal, a velocidade rotacional, pressão da ferramenta sobre a pedra e
caudal de água [12].
3.2.1 Velocidade de tapete, VL
É um parâmetro importante porque permite controlar a relação produtividade/qualidade
de produto. Os valores ideais e os limites onde deve estar a velocidade de tapete dependem
claramente do tipo de pedra e do tipo de ferramenta (para além da própria máquina), sendo
portanto necessário realizar ensaios prévios para otimizar estes parâmetros.
3.2.2 Velocidade de travessão, VT
Este parâmetro é importante relativamente à distribuição das passagens da ferramenta
em toda a largura da pedra. O valor desta velocidade deve evoluir no mesmo sentido da VTP de
forma a impedir a existência de zonas mal polidas ou mesmo não polidas na superfície da pedra.
3.2.3 Velocidade de rotação, ω
A influência deste parâmetro depende das restantes velocidades impostas, contribuindo
para a necessidade de mais ou menos passagens da ferramenta sobre a pedra. Para uma dada
relação entre VL e VT, quando maior for a ω melhor será o polimento, pois o número de passagens
por região da pedra será maior. O parâmetro velocidade de rotação influência diretamente o
resultado do polimento numa distância entre duas impressões na pedra, parâmetro d (tratado na
Parte II, secção 1.1).
32
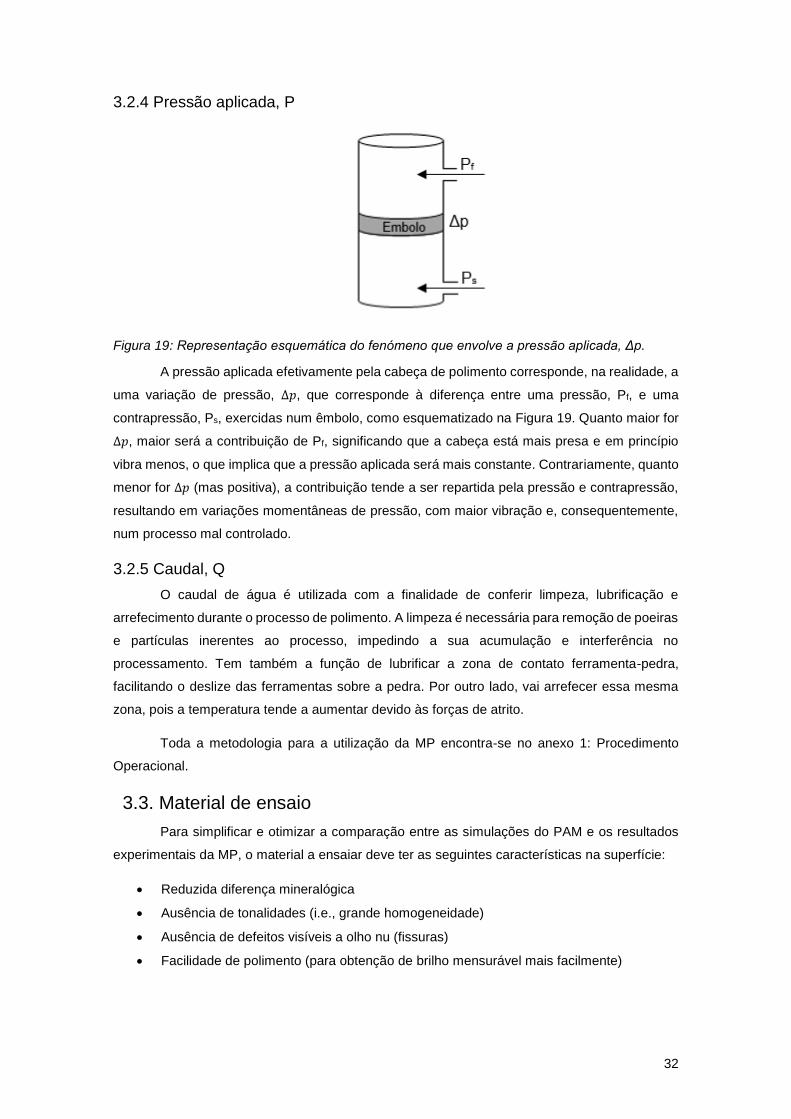
3.2.4 Pressão aplicada, P
Figura 19: Representação esquemática do fenómeno que envolve a pressão aplicada, Δp.
A pressão aplicada efetivamente pela cabeça de polimento corresponde, na realidade, a
uma variação de pressão, ∆𝑝, que corresponde à diferença entre uma pressão, Pf, e uma
contrapressão, Ps, exercidas num êmbolo, como esquematizado na Figura 19. Quanto maior for
∆𝑝, maior será a contribuição de Pf, significando que a cabeça está mais presa e em princípio
vibra menos, o que implica que a pressão aplicada será mais constante. Contrariamente, quanto
menor for ∆𝑝 (mas positiva), a contribuição tende a ser repartida pela pressão e contrapressão,
resultando em variações momentâneas de pressão, com maior vibração e, consequentemente,
num processo mal controlado.
3.2.5 Caudal, Q
O caudal de água é utilizada com a finalidade de conferir limpeza, lubrificação e
arrefecimento durante o processo de polimento. A limpeza é necessária para remoção de poeiras
e partículas inerentes ao processo, impedindo a sua acumulação e interferência no
processamento. Tem também a função de lubrificar a zona de contato ferramenta-pedra,
facilitando o deslize das ferramentas sobre a pedra. Por outro lado, vai arrefecer essa mesma
zona, pois a temperatura tende a aumentar devido às forças de atrito.
Toda a metodologia para a utilização da MP encontra-se no anexo 1: Procedimento
Operacional.
3.3. Material de ensaio
Para simplificar e otimizar a comparação entre as simulações do PAM e os resultados
experimentais da MP, o material a ensaiar deve ter as seguintes características na superfície:
Reduzida diferença mineralógica
Ausência de tonalidades (i.e., grande homogeneidade)
Ausência de defeitos visíveis a olho nu (fissuras)
Facilidade de polimento (para obtenção de brilho mensurável mais facilmente)
33
Tendo em conta estes aspetos, escolheram-se para ensaio dois tipos de calcários,
Moleanos e Ataíja Azul, porque apresentam as características necessárias e são muito utilizados
na indústria, nomeadamente na construção civil e na arquitetura de interiores, onde o
acabamento final é muito importante.
Moleanos Ataíja Azul
Figura 20: Rochas Ornamentais (Calcários) utilizadas nos ensaios de polimento: calcários: Moleanos [23] e Ataíja Azul [23]
Moleanos
Apresenta cor beije claro com uma ligeira tonalidade cinza, apresentando manchas
castanhas dispersas, sendo conhecido como Moleanos Clássico. É uma pedra calcária com
dureza média [23]
Ataíja Azul
Assemelha-se a um mármore pelos reduzidos níveis de absorção que apresenta e pelo
brilho que adquire no seu acabamento polido [23]
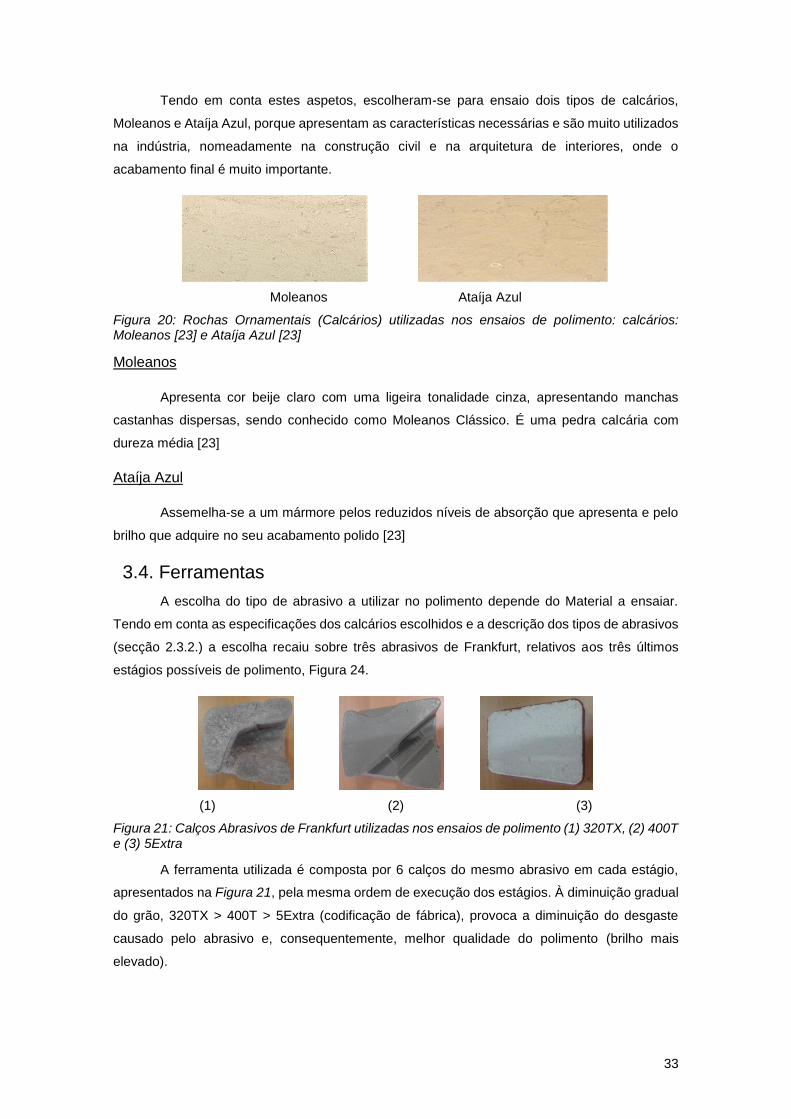
3.4. Ferramentas
A escolha do tipo de abrasivo a utilizar no polimento depende do Material a ensaiar.
Tendo em conta as especificações dos calcários escolhidos e a descrição dos tipos de abrasivos
(secção 2.3.2.) a escolha recaiu sobre três abrasivos de Frankfurt, relativos aos três últimos
estágios possíveis de polimento, Figura 24.
(1) (2) (3)
Figura 21: Calços Abrasivos de Frankfurt utilizadas nos ensaios de polimento (1) 320TX, (2) 400T e (3) 5Extra
A ferramenta utilizada é composta por 6 calços do mesmo abrasivo em cada estágio,
apresentados na Figura 21, pela mesma ordem de execução dos estágios. À diminuição gradual
do grão, 320TX > 400T > 5Extra (codificação de fábrica), provoca a diminuição do desgaste
causado pelo abrasivo e, consequentemente, melhor qualidade do polimento (brilho mais
elevado).
34
3.5. Qualidade do polimento
A qualidade do polimento é medida através de dois parâmetros de superfície, rugosidade
e brilho (ambos descritos na secção 2.3.4), pretendendo-se que o polimento seja o mais
homogéneo possível de modo a minimizar o número de riscos na superfície da pedra. A
otimização do polimento é conseguida procedendo-se à correta conceção das fases do
polimento, escolha de parâmetros operacionais adequados e escolha da melhor trajetória de
polimento.
A verificação experimental da qualidade do acabamento é efetuada através do brilho e
da rugosidade, como descrito na secção 2.3.4.
O equipamento disponível para quantificação das medidas de brilho é um brilhómetro
portátil TQC, que permite medir rapidamente e com uma precisão simples os níveis de brilho em
qualquer superfície plana, utilizando os três ângulos de medição 20º, 60º e 85º. Este aparelho
de medição apresenta as seguintes especificações técnicas:
Dimensões da base:45𝑚𝑚 × 135𝑚𝑚;
Tamanho do orifício: 10𝑚𝑚 × 50𝑚𝑚;
Tamanho do ponto de medição
±5𝑚𝑚 × 5𝑚𝑚, para 20º;
±20𝑚𝑚 × 9𝑚𝑚, para 60º;
±30𝑚𝑚 × 9𝑚𝑚,para 85º.
Resolução
0,1 GU para intervalos de brilho entre 0 e 100 GU);
1 GU para brilhos superiores a 100 GU [24].
Para quantificação da rugosidade superficial dos calcários, o medidor de rugosidade
disponível para utilização foi um rugosímetro Mitutoyo SJ-402, que permite entre outros
parâmetros, a leitura de Ra e Rz (rugosidades médias, descritas na secção 2.3.4). O rugosímetro
apresenta as seguintes especificações técnicas:
Unidade de Avanço: 50mm
Unidade de medição
Gama de medição: 800µm
Resolução: 0,1µm [25]
No estudo realizado procedeu-se à recolha de dados de dados de brilho e rugosidade
para comparação com os valores de abrasão obtidos nos ensaios de simulação.
Apesar das limitações do PAM relativamente à tipologia da superfície de polimento,
descritas na secção 2.4.3, os resultados de abrasão podem ser comparados tanto aos resultados
de brilho como de rugosidade, dado que a uma superfície mais brilhante, deve corresponder uma
menor rugosidade, e vice-versa.
35
3.6 Parâmetros de simulação
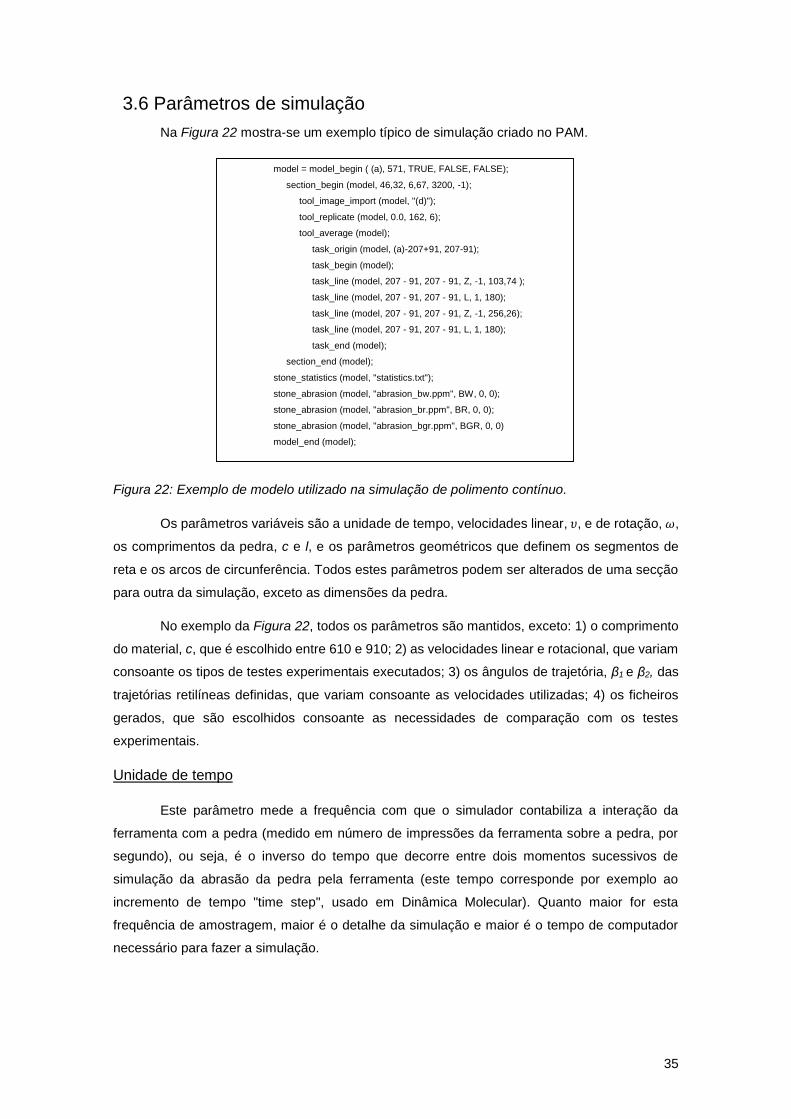
Na Figura 22 mostra-se um exemplo típico de simulação criado no PAM.
Figura 22: Exemplo de modelo utilizado na simulação de polimento contínuo.
Os parâmetros variáveis são a unidade de tempo, velocidades linear, 𝜐, e de rotação, 𝜔,
os comprimentos da pedra, c e l, e os parâmetros geométricos que definem os segmentos de
reta e os arcos de circunferência. Todos estes parâmetros podem ser alterados de uma secção
para outra da simulação, exceto as dimensões da pedra.
No exemplo da Figura 22, todos os parâmetros são mantidos, exceto: 1) o comprimento
do material, c, que é escolhido entre 610 e 910; 2) as velocidades linear e rotacional, que variam
consoante os tipos de testes experimentais executados; 3) os ângulos de trajetória, β1 e β2, das
trajetórias retilíneas definidas, que variam consoante as velocidades utilizadas; 4) os ficheiros
gerados, que são escolhidos consoante as necessidades de comparação com os testes
experimentais.
Unidade de tempo
Este parâmetro mede a frequência com que o simulador contabiliza a interação da
ferramenta com a pedra (medido em número de impressões da ferramenta sobre a pedra, por
segundo), ou seja, é o inverso do tempo que decorre entre dois momentos sucessivos de
simulação da abrasão da pedra pela ferramenta (este tempo corresponde por exemplo ao
incremento de tempo "time step", usado em Dinâmica Molecular). Quanto maior for esta
frequência de amostragem, maior é o detalhe da simulação e maior é o tempo de computador
necessário para fazer a simulação.
model = model_begin ( (a), 571, TRUE, FALSE, FALSE);
section_begin (model, 46,32, 6,67, 3200, -1);
tool_image_import (model, "(d)");
tool_replicate (model, 0.0, 162, 6);
tool_average (model);
task_origin (model, (a)-207+91, 207-91);
task_begin (model);
task_line (model, 207 - 91, 207 - 91, Z, -1, 103,74 );
task_line (model, 207 - 91, 207 - 91, L, 1, 180);
task_line (model, 207 - 91, 207 - 91, Z, -1, 256,26);
task_line (model, 207 - 91, 207 - 91, L, 1, 180);
task_end (model);
section_end (model);
stone_statistics (model, "statistics.txt");
stone_abrasion (model, "abrasion_bw.ppm", BW, 0, 0);
stone_abrasion (model, "abrasion_br.ppm", BR, 0, 0);
stone_abrasion (model, "abrasion_bgr.ppm", BGR, 0, 0)
model_end (model);

36
Velocidades
A velocidade linear, 𝜐, (do PAM, em px/s) está relacionada com as velocidades de tapete,
VL [mm/min], e do travessão, VT, (na MP, em mm/min e mm/s respetivamente) através da relação
(com 1 píxe l= 1 milímetro),
𝜐 = √𝑉𝐿2 + 𝑉𝑇
2 ( 5 )
A velocidade de rotação (do PAM, em rps) está diretamente relacionada com a
velocidade de rotação da ferramenta (na MP, em rpm), isto é, ω ( 6 )
Ângulos de trajetória
O processo de polimento apresenta uma trajetória linear que corresponde à relação do
avanço do tapete com o avanço e recuo da ferramenta, resultando num movimento em zigzag
(Figura 23). Para simular este movimento é necessário definir duas trajetórias retilíneas, que se
repetem dentro de um ciclo. Estas duas trajetórias são essencialmente definidas por um ângulo
correspondente ao avanço, β1, e outro correspondente ao recuo, β2 (ambos dependentes das
velocidades experimentais com contribuição linear).
Figura 23: Simulação do processo de polimento, com uma ferramenta de um pixel.
Definindo um ângulo de avanço diagonal, β, com base nas velocidades de tapete e de
travessão,
β = arctan (VL
VT
) ( 7 )
Os ângulos de trajetória. β1 e β2, são dados pelas equações 90º + β e 270º + β,
respetivamente.
37
PARTE II: RESULTADOS – PARAMETERIZAÇÃO DO PROCESSO
DE POLIMENTO
PARTE II
RESULTADOS PARAMETERIZAÇÃO DO PROCESSO DE POLIMENTO
38
1. Recolha de Dados
A qualidade da superfície é avaliada segundo dois parâmetros mensuráveis: o brilho e a
rugosidade. Pelo que, inicialmente se pretendia recolher estes dois tipos de resultados para
comparação com a abrasão.
1.1. Resultados experimentais
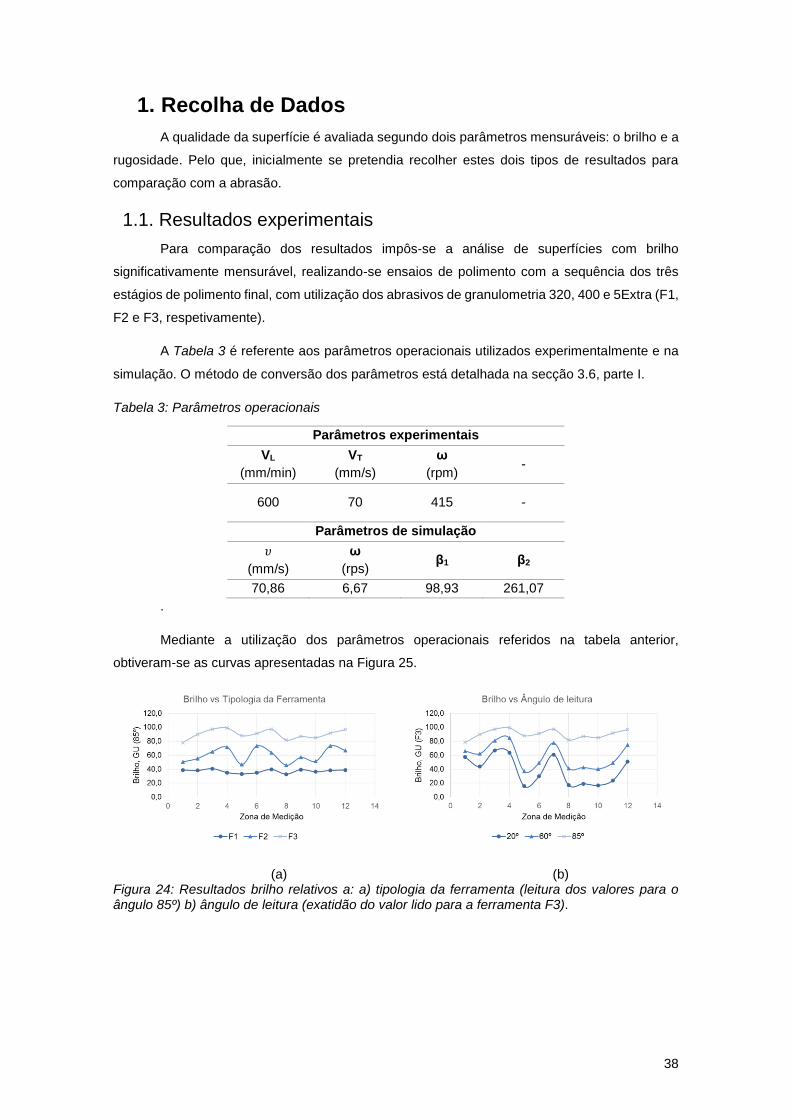
Para comparação dos resultados impôs-se a análise de superfícies com brilho
significativamente mensurável, realizando-se ensaios de polimento com a sequência dos três
estágios de polimento final, com utilização dos abrasivos de granulometria 320, 400 e 5Extra (F1,
F2 e F3, respetivamente).
A Tabela 3 é referente aos parâmetros operacionais utilizados experimentalmente e na
simulação. O método de conversão dos parâmetros está detalhada na secção 3.6, parte I.
Tabela 3: Parâmetros operacionais
Parâmetros experimentais
VL
(mm/min)
VT
(mm/s)
ω
(rpm) -
600 70 415 -
Parâmetros de simulação
𝜐
(mm/s)
ω
(rps) β1 β2
70,86 6,67 98,93 261,07
.
Mediante a utilização dos parâmetros operacionais referidos na tabela anterior,
obtiveram-se as curvas apresentadas na Figura 25.
(a) (b) Figura 24: Resultados brilho relativos a: a) tipologia da ferramenta (leitura dos valores para o ângulo 85º) b) ângulo de leitura (exatidão do valor lido para a ferramenta F3).
39
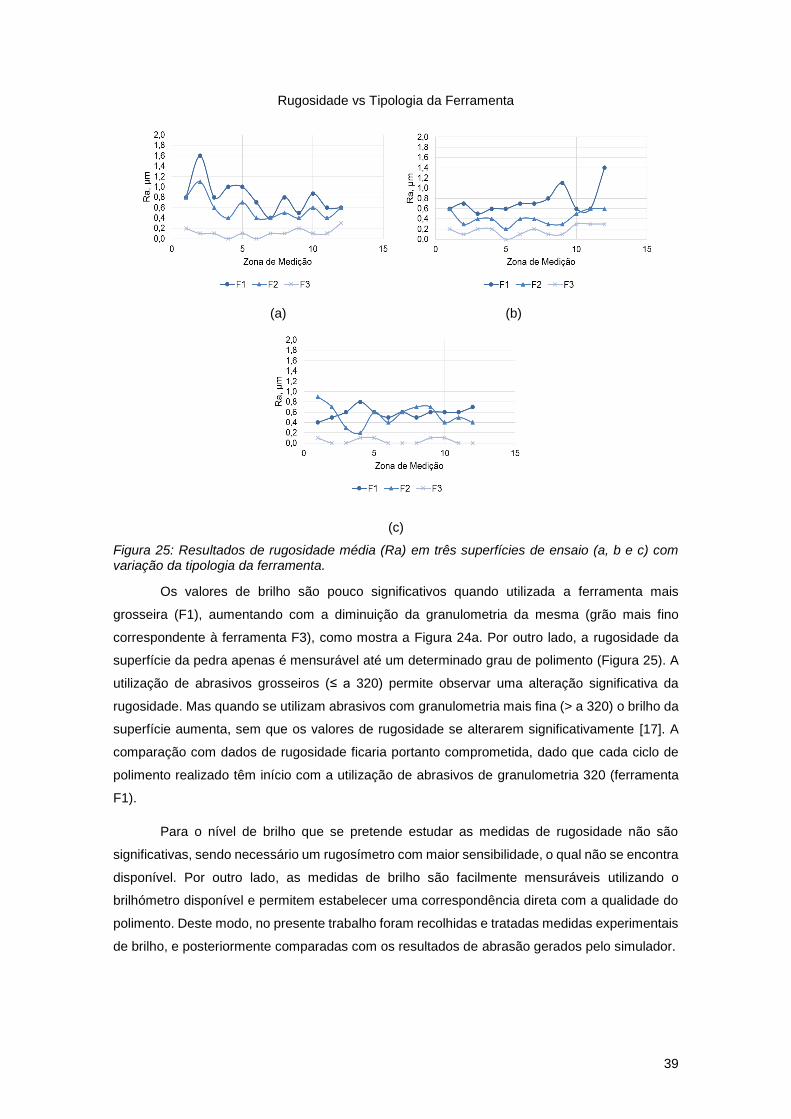
Rugosidade vs Tipologia da Ferramenta
(a) (b)
(c)
Figura 25: Resultados de rugosidade média (Ra) em três superfícies de ensaio (a, b e c) com variação da tipologia da ferramenta.
Os valores de brilho são pouco significativos quando utilizada a ferramenta mais
grosseira (F1), aumentando com a diminuição da granulometria da mesma (grão mais fino
correspondente à ferramenta F3), como mostra a Figura 24a. Por outro lado, a rugosidade da
superfície da pedra apenas é mensurável até um determinado grau de polimento (Figura 25). A
utilização de abrasivos grosseiros (≤ a 320) permite observar uma alteração significativa da
rugosidade. Mas quando se utilizam abrasivos com granulometria mais fina (> a 320) o brilho da
superfície aumenta, sem que os valores de rugosidade se alterarem significativamente [17]. A
comparação com dados de rugosidade ficaria portanto comprometida, dado que cada ciclo de
polimento realizado têm início com a utilização de abrasivos de granulometria 320 (ferramenta
F1).
Para o nível de brilho que se pretende estudar as medidas de rugosidade não são
significativas, sendo necessário um rugosímetro com maior sensibilidade, o qual não se encontra
disponível. Por outro lado, as medidas de brilho são facilmente mensuráveis utilizando o
brilhómetro disponível e permitem estabelecer uma correspondência direta com a qualidade do
polimento. Deste modo, no presente trabalho foram recolhidas e tratadas medidas experimentais
de brilho, e posteriormente comparadas com os resultados de abrasão gerados pelo simulador.

40
2. Caudal de Água
Dada a complexidade do processo de polimento, é necessário conhecer bem o
comportamento da máquina de polimento e controlar de forma adequada os parâmetros de
trabalho da mesma, para que a recolha de dados seja o mais rigorosa possível.
O caudal de água é importante para obter um brilho homogéneo em toda a superfície de
ensaio e para garantir a limpeza da mesma. O valor escolhido inicialmente para o caudal, Q = 20
L/min, tem em conta a experiência passada com este tipo de polimento e os valores encontrados
na literatura [8]. Nestes ensaios preliminares estudou-se o efeito da variação do caudal,
mantendo os restantes parâmetros constantes, para determinar qual o valor mais adequado, que
passará a ser utilizado em todos os testes seguintes.
É expectável que um aumento do caudal conduza a uma melhoria do polimento final,
devendo aparecer algum brilho quando utilizada a ferramenta F2 e um brilho notoriamente mais
elevado quando utilizada a F3. Contudo, deverá ocorrer uma estabilização na qualidade do
polimento a partir de um determinado caudal, havendo, portanto, um caudal mínimo, a partir do
qual a superfície polida apresenta qualidade.
O caudal é igualmente importante para a limpeza da superfície, porque um caudal mais
elevado permite eliminar uma maior quantidade de poeiras resultantes do processo de
polimento, levando a uma leitura do brilho mais rigorosa.
2.1. Resultados experimentais
No estudo do caudal utilizaram-se três valores, Q = 20 L/min, Q = 30 L/min, Q = 40 L/min.
Os restantes parâmetros operacionais utilizados em todos os ensaios desta secção foram, VL =
660 mm/min, VT = 70 mm/s, W = 400 rpm e P = 3 bar.
Os ensaios realizados compreenderam a comparação entre os resultados de brilho para
12 zonas tendo em conta o último estágio de polimento (ferramenta F3). Na Figura 26 observa-
se a diferença entre as superfícies polidas para os três valores de caudal utilizados.
Figura 26: Resultado de um ciclo de polimento para diferentes valores de caudal: 20 mm/L; 30 mm/L; 40 mm/L.

41
Os valores obtidos para os caudais 20 mm/L e 40 mm/L correspondem a valores de brilho
menores do que os valores obtidos para um caudal de 30 mm/L. Este resultado é evidente
quando comparados os valores médios, máximos e mínimos de brilho na superfície, como mostra
a Figura 27.
Figura 27: Média de brilho e brilhos máximo e mínimo relativamente ao último estágio de
polimento, utilizando diferentes valores de caudal: 20 mm/L, 30 mm/L e 40 mm/L
Observando as curvas da Figura 27, onde se apresenta o brilho em função do caudal,
verifica-se que o brilho é mais homogéneo utilizando um caudal de 40 mm/L. No entanto, o brilho
mais elevado é obtido para um caudal de 30 mm/L. A partir deste valor ocorre uma estabilização
do brilho mínimo, e um decréscimo dos brilhos médios e máximo da superfície polida. Isto
acontece porque quando o caudal é demasiado elevado dificulta o contato entre a ferramenta e
a superfície de polimento, fazendo diminuir o brilho final. Na continuação deste trabalho passará,
portanto, a utilizar-se sempre um caudal de 30 L/min.
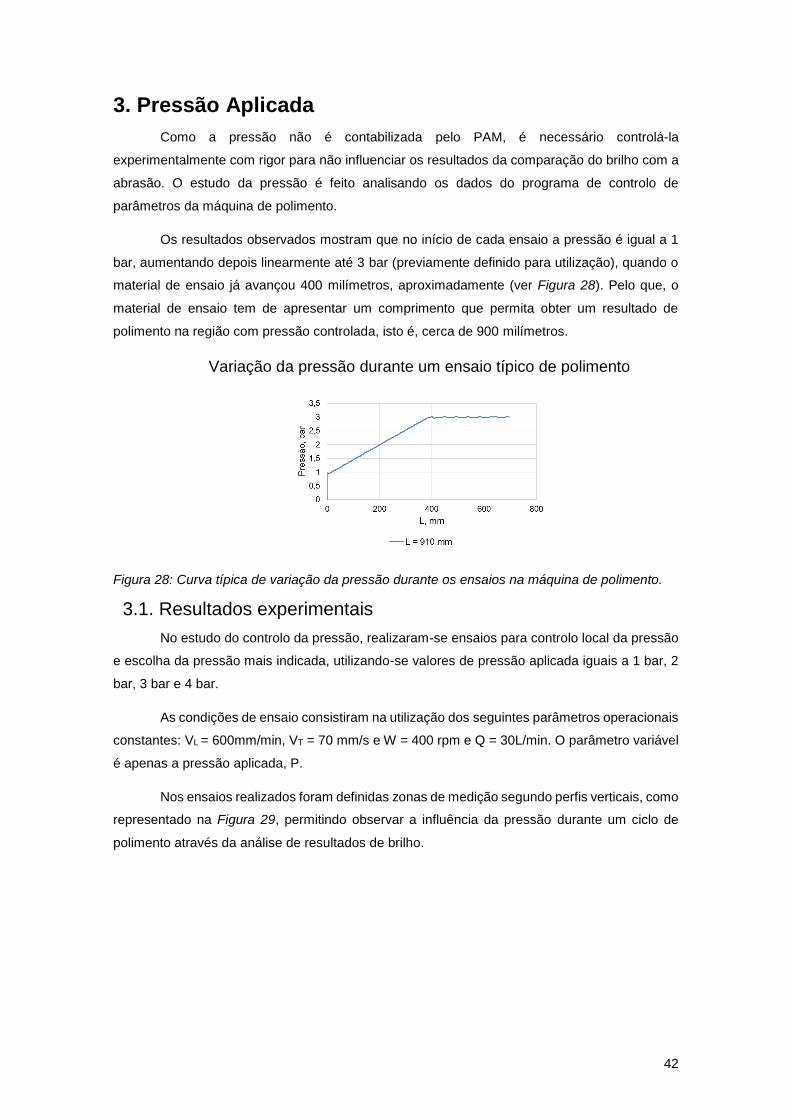
42
3. Pressão Aplicada
Como a pressão não é contabilizada pelo PAM, é necessário controlá-la
experimentalmente com rigor para não influenciar os resultados da comparação do brilho com a
abrasão. O estudo da pressão é feito analisando os dados do programa de controlo de
parâmetros da máquina de polimento.
Os resultados observados mostram que no início de cada ensaio a pressão é igual a 1
bar, aumentando depois linearmente até 3 bar (previamente definido para utilização), quando o
material de ensaio já avançou 400 milímetros, aproximadamente (ver Figura 28). Pelo que, o
material de ensaio tem de apresentar um comprimento que permita obter um resultado de
polimento na região com pressão controlada, isto é, cerca de 900 milímetros.
Variação da pressão durante um ensaio típico de polimento
Figura 28: Curva típica de variação da pressão durante os ensaios na máquina de polimento.
3.1. Resultados experimentais
No estudo do controlo da pressão, realizaram-se ensaios para controlo local da pressão
e escolha da pressão mais indicada, utilizando-se valores de pressão aplicada iguais a 1 bar, 2
bar, 3 bar e 4 bar.
As condições de ensaio consistiram na utilização dos seguintes parâmetros operacionais
constantes: VL = 600mm/min, VT = 70 mm/s e W = 400 rpm e Q = 30L/min. O parâmetro variável
é apenas a pressão aplicada, P.
Nos ensaios realizados foram definidas zonas de medição segundo perfis verticais, como
representado na Figura 29, permitindo observar a influência da pressão durante um ciclo de
polimento através da análise de resultados de brilho.
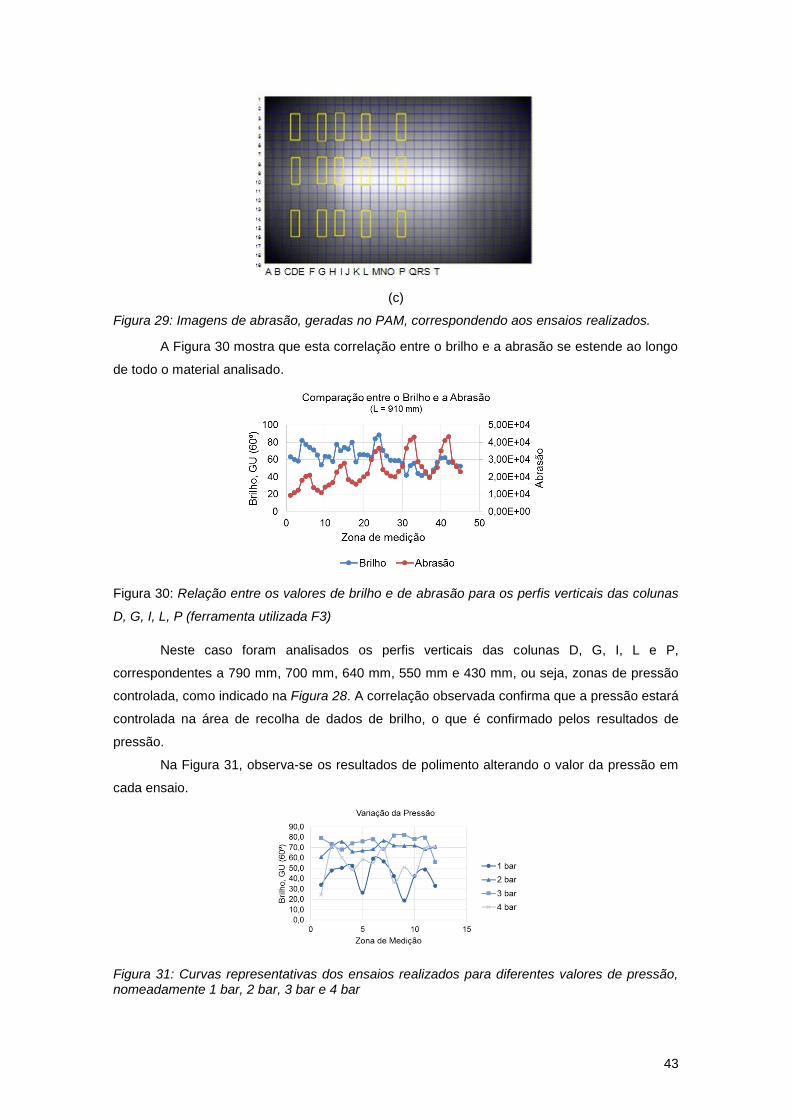
43
(c)
Figura 29: Imagens de abrasão, geradas no PAM, correspondendo aos ensaios realizados.
A Figura 30 mostra que esta correlação entre o brilho e a abrasão se estende ao longo
de todo o material analisado.
Figura 30: Relação entre os valores de brilho e de abrasão para os perfis verticais das colunas
D, G, I, L, P (ferramenta utilizada F3)
Neste caso foram analisados os perfis verticais das colunas D, G, I, L e P,
correspondentes a 790 mm, 700 mm, 640 mm, 550 mm e 430 mm, ou seja, zonas de pressão
controlada, como indicado na Figura 28. A correlação observada confirma que a pressão estará
controlada na área de recolha de dados de brilho, o que é confirmado pelos resultados de
pressão.
Na Figura 31, observa-se os resultados de polimento alterando o valor da pressão em
cada ensaio.
Figura 31: Curvas representativas dos ensaios realizados para diferentes valores de pressão, nomeadamente 1 bar, 2 bar, 3 bar e 4 bar
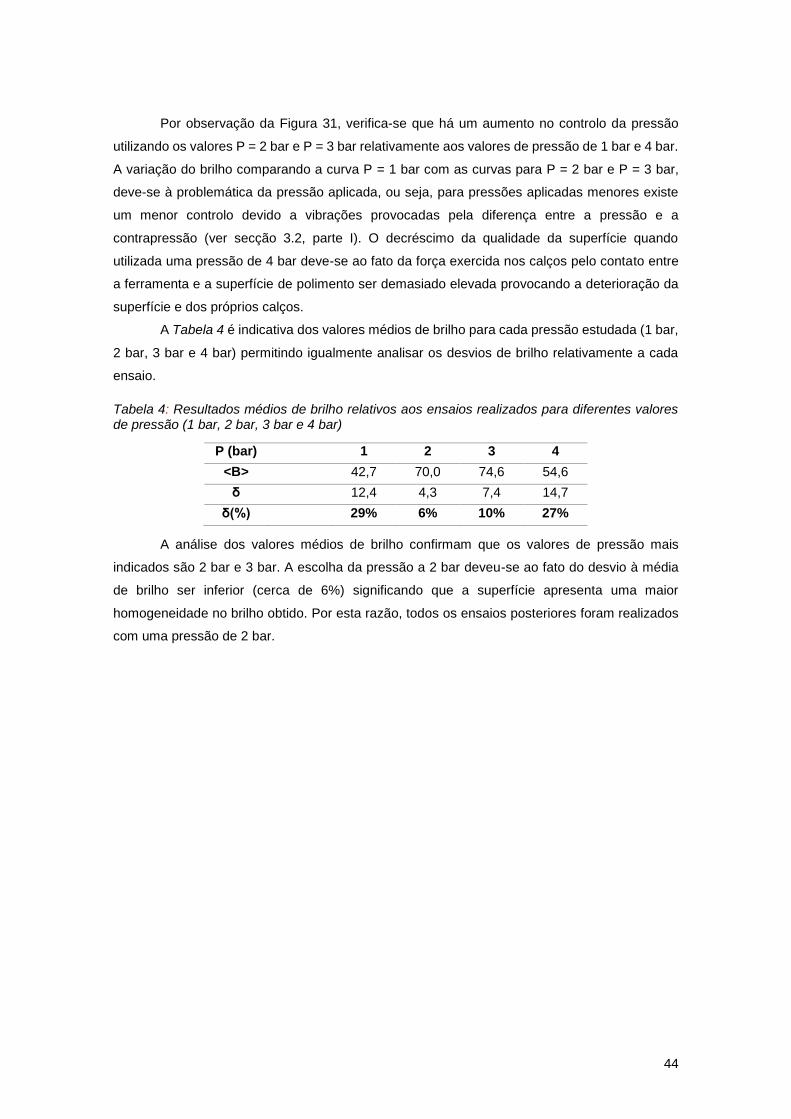
44
Por observação da Figura 31, verifica-se que há um aumento no controlo da pressão
utilizando os valores P = 2 bar e P = 3 bar relativamente aos valores de pressão de 1 bar e 4 bar.
A variação do brilho comparando a curva P = 1 bar com as curvas para P = 2 bar e P = 3 bar,
deve-se à problemática da pressão aplicada, ou seja, para pressões aplicadas menores existe
um menor controlo devido a vibrações provocadas pela diferença entre a pressão e a
contrapressão (ver secção 3.2, parte I). O decréscimo da qualidade da superfície quando
utilizada uma pressão de 4 bar deve-se ao fato da força exercida nos calços pelo contato entre
a ferramenta e a superfície de polimento ser demasiado elevada provocando a deterioração da
superfície e dos próprios calços.
A Tabela 4 é indicativa dos valores médios de brilho para cada pressão estudada (1 bar,
2 bar, 3 bar e 4 bar) permitindo igualmente analisar os desvios de brilho relativamente a cada
ensaio.
Tabela 4: Resultados médios de brilho relativos aos ensaios realizados para diferentes valores de pressão (1 bar, 2 bar, 3 bar e 4 bar)
P (bar) 1 2 3 4
<B> 42,7 70,0 74,6 54,6
δ 12,4 4,3 7,4 14,7
δ(%) 29% 6% 10% 27%
A análise dos valores médios de brilho confirmam que os valores de pressão mais
indicados são 2 bar e 3 bar. A escolha da pressão a 2 bar deveu-se ao fato do desvio à média
de brilho ser inferior (cerca de 6%) significando que a superfície apresenta uma maior
homogeneidade no brilho obtido. Por esta razão, todos os ensaios posteriores foram realizados
com uma pressão de 2 bar.

45
4. Deslocação da Ferramenta
Nesta secção são analisados os ensaios preliminares efetuados para estudar a relação
entre as velocidades VL, VT e W, e para compreender a influência destas no processo de
polimento. Definindo como 𝒍 o avanço do tapete após um movimento transversal da ferramenta
(ida e volta do travessão) (Figura 32a) e 𝒙 a distância percorridada pelo centro da ferramenta ao
fim de uma rotação completa da mesma (Figura 32b), de acordo com a literatura [16], as duas
condições mínimas para se obter qualidade no polimento são:
1) 𝒍 ≤ 𝐝, com 𝑑 = 2𝑟 = diâmetro da ferramenta
2) 𝒙 ≤ 𝐫
(a) (b)
Figura 32: Condições de polimento: a) l ≤ d e b) x ≤ r
A escolha das velocidades de translação (VL e VT) é feita com base no diâmetro d da
ferramenta utilizada e na distância b percorrida pelo travessão. Sendo tT =b
V𝑇 o tempo
necessário para a ferramenta executar um movimento retilíneo completo (para ir de um lado ao
outro do tapete), e l = 2bVL
VT a distância percorrida pelo tapete após dois destes movimentos
retilíneos (um zigzag), para que se verifique a condição 1 deverá ser [16],
l = 2bVL
VT≤ 𝑑 ( 8 )
A condição 2 relaciona as de translação com a velocidade de rotação da ferramenta.
Sendo 𝑥𝑠 a distância percorrida pela ferramenta num movimento retilíneo completo,
𝑥𝑠 = √(VTtT)2 + (VLtT)2 = tT√VT
2+ VL
2=
𝑏
VT
√VT
2+ VL
2= b√(1 + (
VL
VT
)2
) ( 9 )
E 𝑛𝑠 o número de rotações efetuadas pela ferramenta no mesmo movimento retilíneo,
𝑛𝑠 = ω tT, a distância 𝑥 percorrida pelo centro da ferramenta após uma rotação completa é dada
por,
𝑥 =𝑥𝑠
𝑛𝑠
=
𝑏√(1 + (VL
VT)
2
)
ω × tT
=VT
ω√(1 + (
VL
VT
)2
) ≤ 𝑟 ( 10 )

46
Teoricamente, o requisito mínimo para obtenção de um bom polimento é 𝒙 ser menor ou
igual que o raio da ferramenta, significando que em cada rotação a ferramenta toca
essencialmente em todos os pontos dentro da região quase-circular de contato.
4.1. Resultados experimentais
Neste caso o diâmetro d da ferramenta vale 435 milímetros e a distância b percorrida
pelo travessão num movimento retilíneo vale 240 milímetros, encontrando-se na Tabela 5 as
velocidades VT que verificam a condição 1 (𝒍 ≤ 𝐝). Nestes ensaios os parâmetros constantes são
VL = 600 mm/min, Q = 30L/min e P = 2 bar.
Tabela 5: Estudo relação entre as velocidades translacionais dada a condição 1. O valor de l é dado pela equação (13).
VT
(mm/s) l
(mm)
20 240,00
40 120,00
75 64,00
90 53,33
100 48,00
150 32,00
200 24,00
Com base nestes resultados verifica-se que, para a velocidade de tapete imposta, poderá
ser escolhida qualquer uma das velocidades de travessão habitualmente utilizadas, sendo
sempre mantida a condição 𝒍 ≤ 𝐝.
Para se verificar a condição 𝒙 ≤ 𝐫, as velocidades de travessão e de rotação que são
necessárias apresentam-se na Tabela 6, considerando-se os seguintes casos:
𝑥 igual ao raio da ferramenta, r
𝑥 inferior ao raio da ferramenta: 𝑟 2⁄ , 𝑟 4⁄ e 𝑟 8⁄
Tabela 6: Variação das velocidades VT e W em função do deslocação da ferramenta, 𝑥
VT
(mm/s)
ω
(rpm)
𝒙 = 𝒓 𝒙 = 𝒓/𝟐 𝒙 = 𝒓/𝟒 𝒙 = 𝒓/𝟖
40 11,37 22,75 45,50 90,99
75 20,87 41,75 83,49 166,98
90 24,98 49,96 99,92 199,84
150 41,47 82,94 165,88 331,77
200 55,24 110,48 220,97 441,93
300 82,80 165,61 331,22 662,44
Diminuição de 𝑥
Dim
inu
ição d
e 𝑙
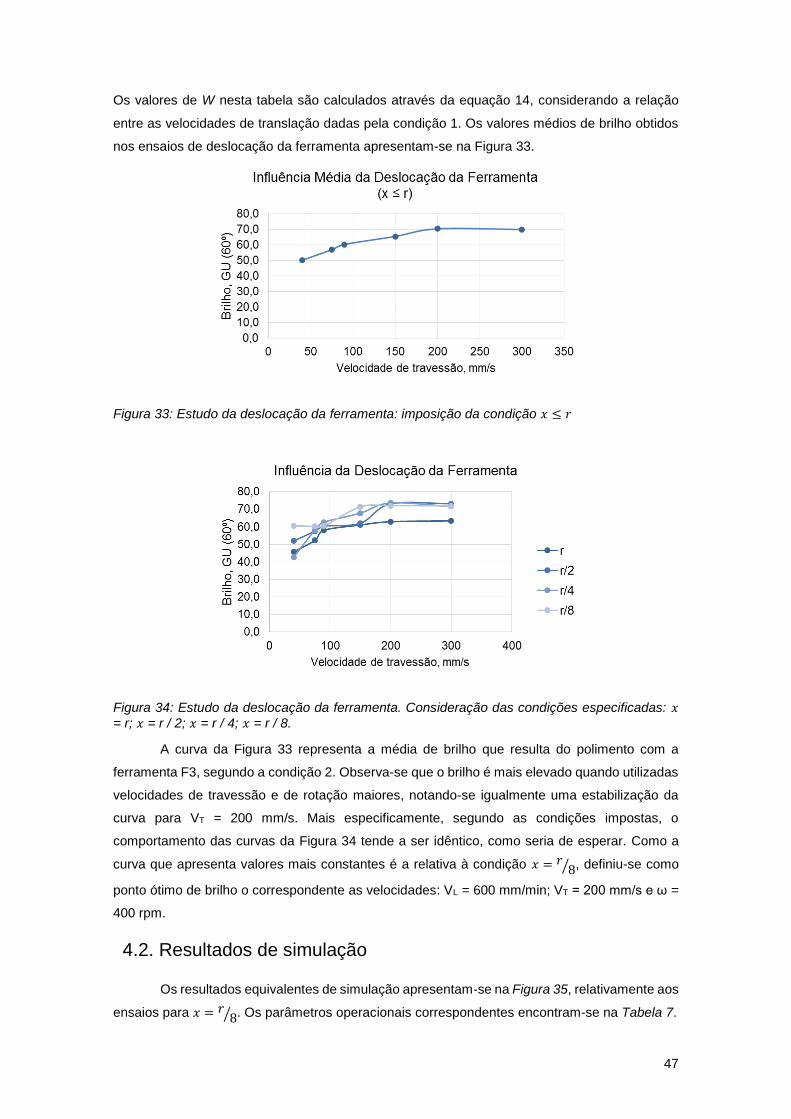
47
Os valores de W nesta tabela são calculados através da equação 14, considerando a relação
entre as velocidades de translação dadas pela condição 1. Os valores médios de brilho obtidos
nos ensaios de deslocação da ferramenta apresentam-se na Figura 33.
Figura 33: Estudo da deslocação da ferramenta: imposição da condição 𝑥 ≤ 𝑟
Figura 34: Estudo da deslocação da ferramenta. Consideração das condições especificadas: 𝑥
= r; 𝑥 = r / 2; 𝑥 = r / 4; 𝑥 = r / 8.
A curva da Figura 33 representa a média de brilho que resulta do polimento com a
ferramenta F3, segundo a condição 2. Observa-se que o brilho é mais elevado quando utilizadas
velocidades de travessão e de rotação maiores, notando-se igualmente uma estabilização da
curva para VT = 200 mm/s. Mais especificamente, segundo as condições impostas, o
comportamento das curvas da Figura 34 tende a ser idêntico, como seria de esperar. Como a
curva que apresenta valores mais constantes é a relativa à condição 𝑥 = 𝑟8⁄ , definiu-se como
ponto ótimo de brilho o correspondente as velocidades: VL = 600 mm/min; VT = 200 mm/s e ω =
400 rpm.
4.2. Resultados de simulação
Os resultados equivalentes de simulação apresentam-se na Figura 35, relativamente aos
ensaios para 𝑥 = 𝑟8⁄ . Os parâmetros operacionais correspondentes encontram-se na Tabela 7.
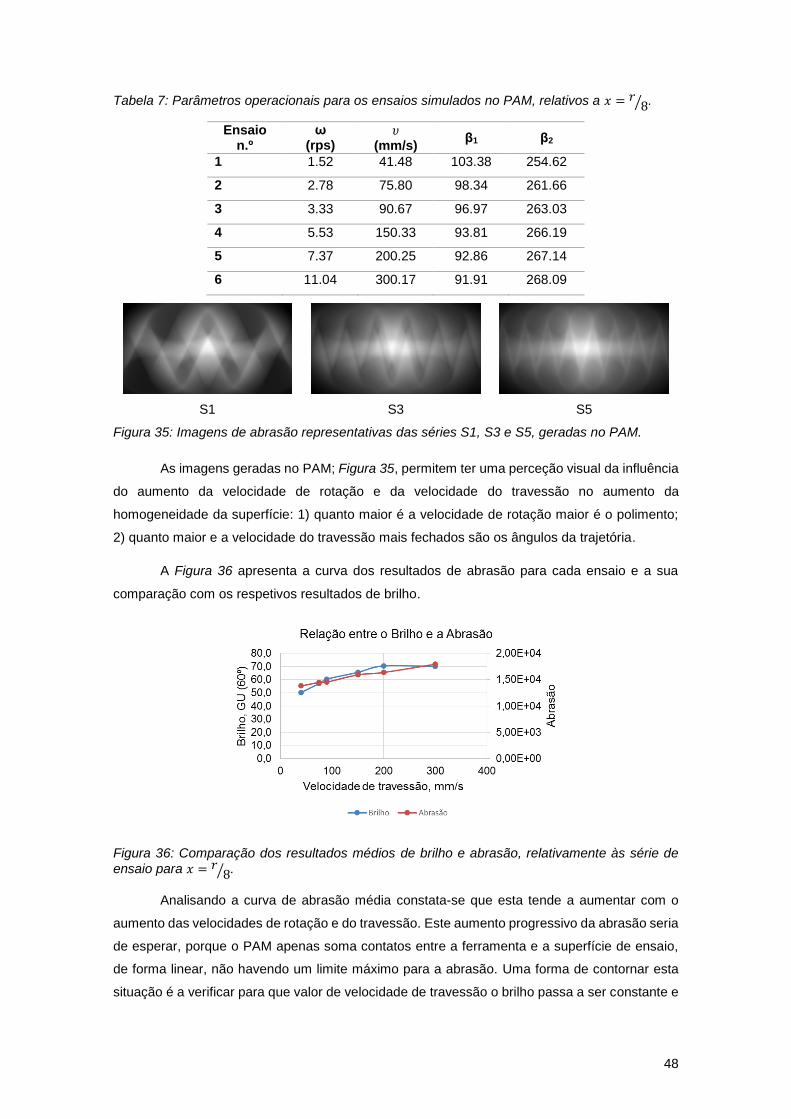
48
Tabela 7: Parâmetros operacionais para os ensaios simulados no PAM, relativos a 𝑥 = 𝑟8⁄ .
Ensaio n.º
ω (rps)
𝜐
(mm/s) β1 β2
1 1.52 41.48 103.38 254.62
2 2.78 75.80 98.34 261.66
3 3.33 90.67 96.97 263.03
4 5.53 150.33 93.81 266.19
5 7.37 200.25 92.86 267.14
6 11.04 300.17 91.91 268.09
S1 S3 S5
Figura 35: Imagens de abrasão representativas das séries S1, S3 e S5, geradas no PAM.
As imagens geradas no PAM; Figura 35, permitem ter uma perceção visual da influência
do aumento da velocidade de rotação e da velocidade do travessão no aumento da
homogeneidade da superfície: 1) quanto maior é a velocidade de rotação maior é o polimento;
2) quanto maior e a velocidade do travessão mais fechados são os ângulos da trajetória.
A Figura 36 apresenta a curva dos resultados de abrasão para cada ensaio e a sua
comparação com os respetivos resultados de brilho.
Figura 36: Comparação dos resultados médios de brilho e abrasão, relativamente às série de
ensaio para 𝑥 = 𝑟8⁄ .
Analisando a curva de abrasão média constata-se que esta tende a aumentar com o
aumento das velocidades de rotação e do travessão. Este aumento progressivo da abrasão seria
de esperar, porque o PAM apenas soma contatos entre a ferramenta e a superfície de ensaio,
de forma linear, não havendo um limite máximo para a abrasão. Uma forma de contornar esta
situação é a verificar para que valor de velocidade de travessão o brilho passa a ser constante e

49
comparar a média de brilho com a média de abrasão correspondente, definindo-a como o limite
máximo de abrasão, com contribuição para a qualidade da superfície polida.
Comparando os resultados simulados com os resultados experimentais, verifica-se que
numa fase inicial o aumento do brilho é acompanhado do aumento da abrasão, seguido do
aumento da abrasão e estabilização do brilho. Portanto, há um limite de velocidades a partir das
quais a contribuição deixa de ser significativa para a qualidade da superfície polida.
50
Parte III: Resultados – Validação do Simulador de
Polimento
PARTE III
RESULTADOS VALIDAÇÃO DO SIMULADOR DE POLIMENTO
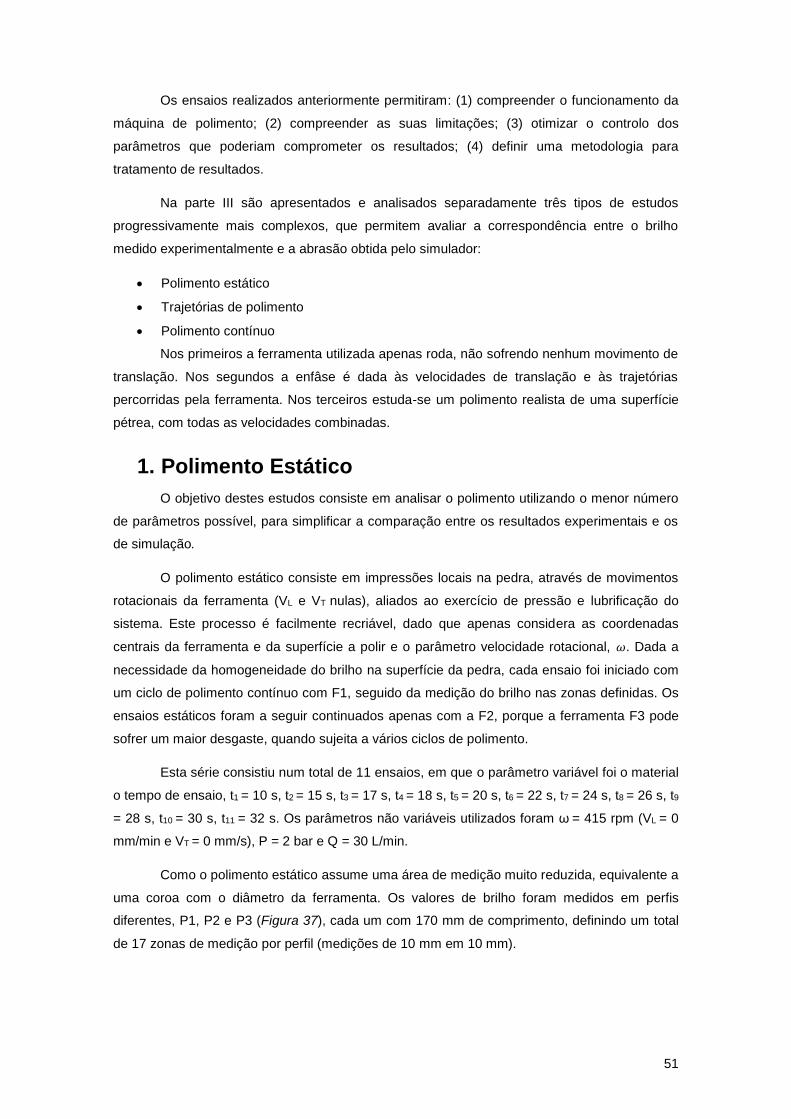
51
Os ensaios realizados anteriormente permitiram: (1) compreender o funcionamento da
máquina de polimento; (2) compreender as suas limitações; (3) otimizar o controlo dos
parâmetros que poderiam comprometer os resultados; (4) definir uma metodologia para
tratamento de resultados.
Na parte III são apresentados e analisados separadamente três tipos de estudos
progressivamente mais complexos, que permitem avaliar a correspondência entre o brilho
medido experimentalmente e a abrasão obtida pelo simulador:
Polimento estático
Trajetórias de polimento
Polimento contínuo
Nos primeiros a ferramenta utilizada apenas roda, não sofrendo nenhum movimento de
translação. Nos segundos a enfâse é dada às velocidades de translação e às trajetórias
percorridas pela ferramenta. Nos terceiros estuda-se um polimento realista de uma superfície
pétrea, com todas as velocidades combinadas.
1. Polimento Estático
O objetivo destes estudos consiste em analisar o polimento utilizando o menor número
de parâmetros possível, para simplificar a comparação entre os resultados experimentais e os
de simulação.
O polimento estático consiste em impressões locais na pedra, através de movimentos
rotacionais da ferramenta (VL e VT nulas), aliados ao exercício de pressão e lubrificação do
sistema. Este processo é facilmente recriável, dado que apenas considera as coordenadas
centrais da ferramenta e da superfície a polir e o parâmetro velocidade rotacional, 𝜔. Dada a
necessidade da homogeneidade do brilho na superfície da pedra, cada ensaio foi iniciado com
um ciclo de polimento contínuo com F1, seguido da medição do brilho nas zonas definidas. Os
ensaios estáticos foram a seguir continuados apenas com a F2, porque a ferramenta F3 pode
sofrer um maior desgaste, quando sujeita a vários ciclos de polimento.
Esta série consistiu num total de 11 ensaios, em que o parâmetro variável foi o material
o tempo de ensaio, t1 = 10 s, t2 = 15 s, t3 = 17 s, t4 = 18 s, t5 = 20 s, t6 = 22 s, t7 = 24 s, t8 = 26 s, t9
= 28 s, t10 = 30 s, t11 = 32 s. Os parâmetros não variáveis utilizados foram ω = 415 rpm (VL = 0
mm/min e VT = 0 mm/s), P = 2 bar e Q = 30 L/min.
Como o polimento estático assume uma área de medição muito reduzida, equivalente a
uma coroa com o diâmetro da ferramenta. Os valores de brilho foram medidos em perfis
diferentes, P1, P2 e P3 (Figura 37), cada um com 170 mm de comprimento, definindo um total
de 17 zonas de medição por perfil (medições de 10 mm em 10 mm).
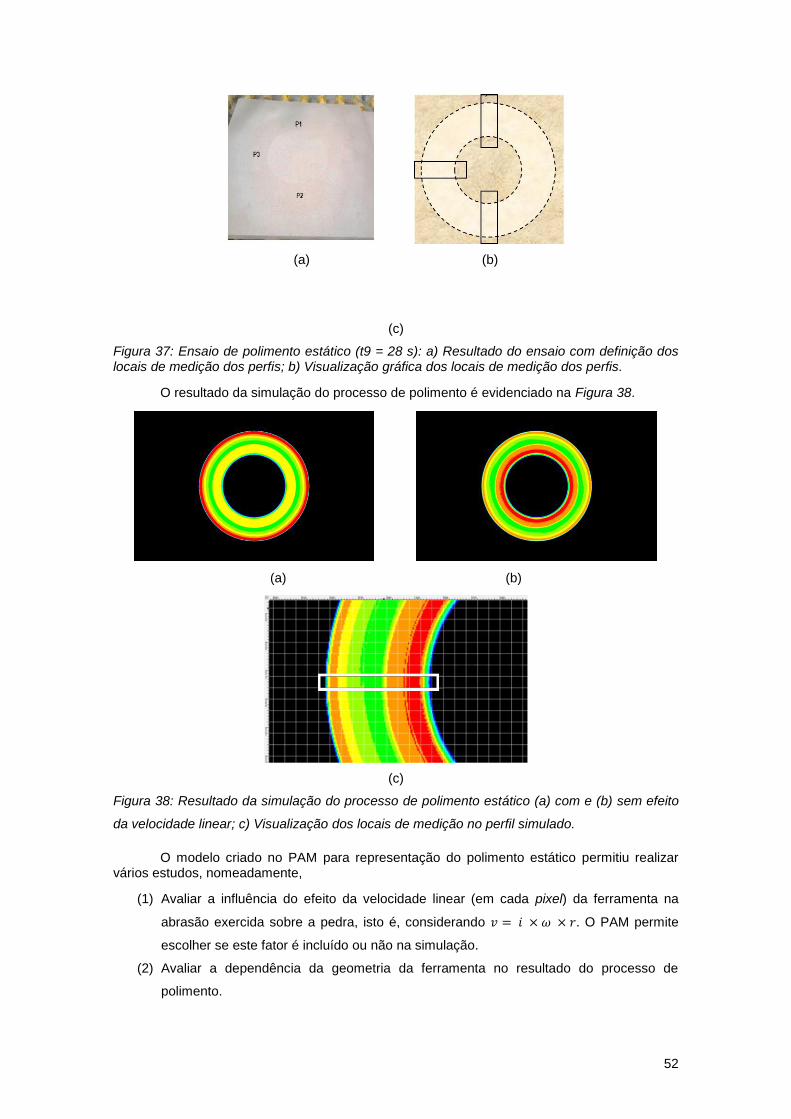
52
(a) (b)
(c)
Figura 37: Ensaio de polimento estático (t9 = 28 s): a) Resultado do ensaio com definição dos locais de medição dos perfis; b) Visualização gráfica dos locais de medição dos perfis.
O resultado da simulação do processo de polimento é evidenciado na Figura 38.
(a) (b)
(c)
Figura 38: Resultado da simulação do processo de polimento estático (a) com e (b) sem efeito
da velocidade linear; c) Visualização dos locais de medição no perfil simulado.
O modelo criado no PAM para representação do polimento estático permitiu realizar vários estudos, nomeadamente,
(1) Avaliar a influência do efeito da velocidade linear (em cada pixel) da ferramenta na
abrasão exercida sobre a pedra, isto é, considerando 𝑣 = 𝑖 × 𝜔 × 𝑟. O PAM permite
escolher se este fator é incluído ou não na simulação.
(2) Avaliar a dependência da geometria da ferramenta no resultado do processo de
polimento.
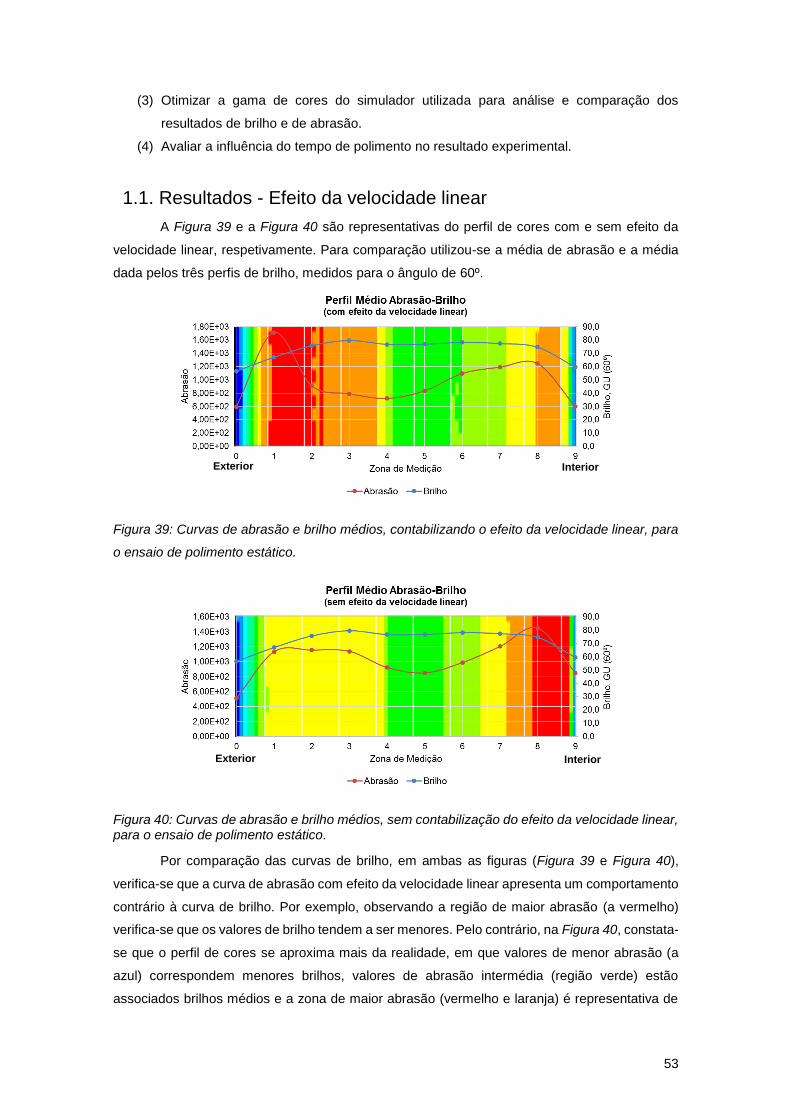
53
(3) Otimizar a gama de cores do simulador utilizada para análise e comparação dos
resultados de brilho e de abrasão.
(4) Avaliar a influência do tempo de polimento no resultado experimental.
1.1. Resultados - Efeito da velocidade linear
A Figura 39 e a Figura 40 são representativas do perfil de cores com e sem efeito da
velocidade linear, respetivamente. Para comparação utilizou-se a média de abrasão e a média
dada pelos três perfis de brilho, medidos para o ângulo de 60º.
Figura 39: Curvas de abrasão e brilho médios, contabilizando o efeito da velocidade linear, para
o ensaio de polimento estático.
Figura 40: Curvas de abrasão e brilho médios, sem contabilização do efeito da velocidade linear, para o ensaio de polimento estático.
Por comparação das curvas de brilho, em ambas as figuras (Figura 39 e Figura 40),
verifica-se que a curva de abrasão com efeito da velocidade linear apresenta um comportamento
contrário à curva de brilho. Por exemplo, observando a região de maior abrasão (a vermelho)
verifica-se que os valores de brilho tendem a ser menores. Pelo contrário, na Figura 40, constata-
se que o perfil de cores se aproxima mais da realidade, em que valores de menor abrasão (a
azul) correspondem menores brilhos, valores de abrasão intermédia (região verde) estão
associados brilhos médios e a zona de maior abrasão (vermelho e laranja) é representativa de
Exterior Interior
Exterior Interior

54
valores de brilho elevado. Deste modo, definiu-se para as simulações seguintes que o efeito da
velocidade não é contabilizado.
1.2. Resultados – Otimização da gama de cores
O intervalo de cor definida no simulador extrapola a realidade, pois os valores de brilho
estão muito próximos uns dos outros comparativamente aos valores de abrasão. Isso significa
que estão a ser utilizados intervalos de abrasão com grandes variações relativas aos intervalos
de brilho, não correspondendo à realidade. Assim, simular o resultado do processo de polimento
definindo menores gamas de cores.
Portanto, há a necessidade de ajuste de cores num intervalo mais representativo dos
valores obtidos. Para tal, foram realizadas simulações de polimento: 1) numa gama de duas
cores, em que a maior abrasão é representada pela cor vermelha e a menor abrasão é
representada pela cor azul (Figura 41); 2) numa gama de três cores, em que a cor vermelha
representa maior abrasão, a cor verde representa abrasão intermédia e a cor azul representa
menor abrasão (Figura 42).
Figura 41: Simulação da abrasão numa gama de duas cores e comparação com a curva de brilho
médio.
Exterior Interior
Exterior Interior
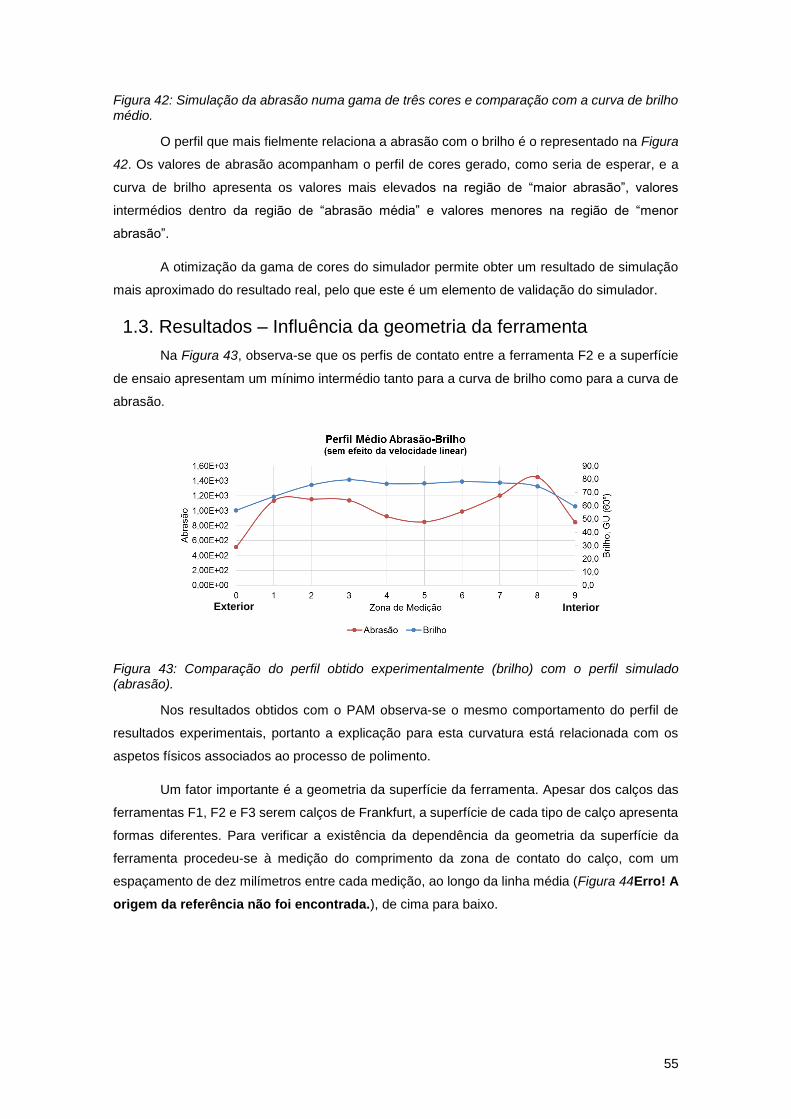
55
Figura 42: Simulação da abrasão numa gama de três cores e comparação com a curva de brilho médio.
O perfil que mais fielmente relaciona a abrasão com o brilho é o representado na Figura
42. Os valores de abrasão acompanham o perfil de cores gerado, como seria de esperar, e a
curva de brilho apresenta os valores mais elevados na região de “maior abrasão”, valores
intermédios dentro da região de “abrasão média” e valores menores na região de “menor
abrasão”.
A otimização da gama de cores do simulador permite obter um resultado de simulação
mais aproximado do resultado real, pelo que este é um elemento de validação do simulador.
1.3. Resultados – Influência da geometria da ferramenta
Na Figura 43, observa-se que os perfis de contato entre a ferramenta F2 e a superfície
de ensaio apresentam um mínimo intermédio tanto para a curva de brilho como para a curva de
abrasão.
Figura 43: Comparação do perfil obtido experimentalmente (brilho) com o perfil simulado (abrasão).
Nos resultados obtidos com o PAM observa-se o mesmo comportamento do perfil de
resultados experimentais, portanto a explicação para esta curvatura está relacionada com os
aspetos físicos associados ao processo de polimento.
Um fator importante é a geometria da superfície da ferramenta. Apesar dos calços das
ferramentas F1, F2 e F3 serem calços de Frankfurt, a superfície de cada tipo de calço apresenta
formas diferentes. Para verificar a existência da dependência da geometria da superfície da
ferramenta procedeu-se à medição do comprimento da zona de contato do calço, com um
espaçamento de dez milímetros entre cada medição, ao longo da linha média (Figura 44Erro! A
origem da referência não foi encontrada.), de cima para baixo.
Exterior Interior
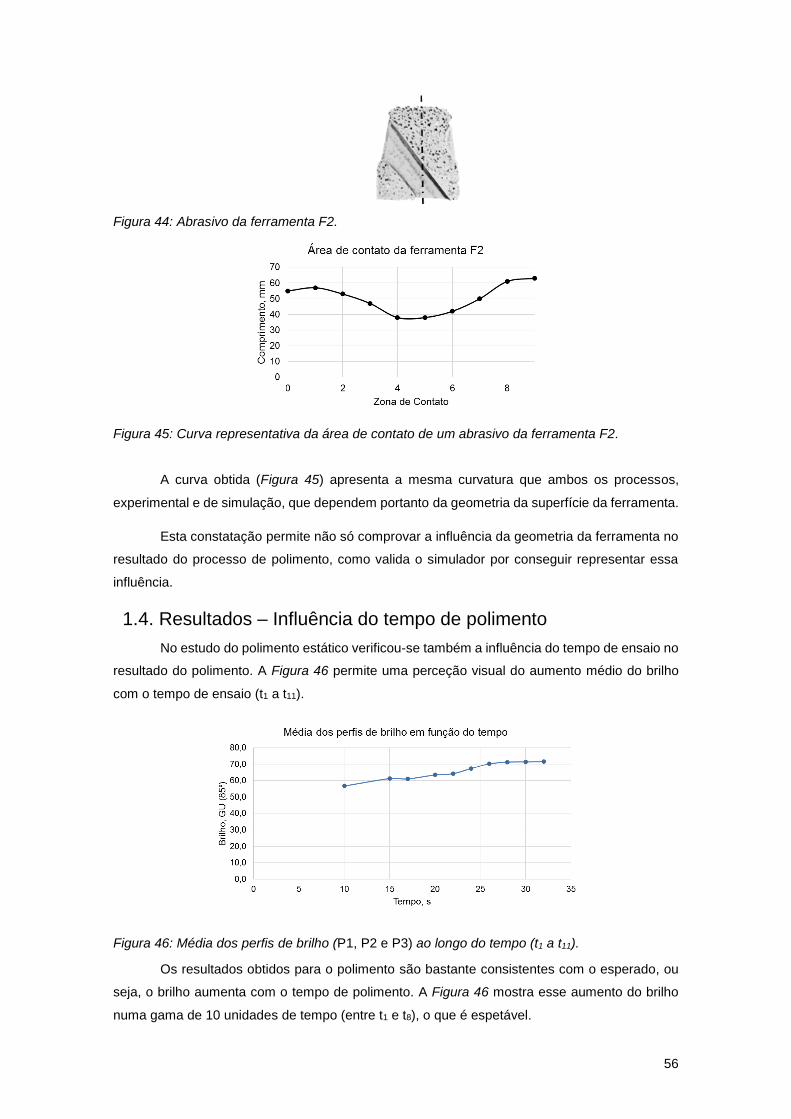
56
Figura 44: Abrasivo da ferramenta F2.
Figura 45: Curva representativa da área de contato de um abrasivo da ferramenta F2.
A curva obtida (Figura 45) apresenta a mesma curvatura que ambos os processos,
experimental e de simulação, que dependem portanto da geometria da superfície da ferramenta.
Esta constatação permite não só comprovar a influência da geometria da ferramenta no
resultado do processo de polimento, como valida o simulador por conseguir representar essa
influência.
1.4. Resultados – Influência do tempo de polimento
No estudo do polimento estático verificou-se também a influência do tempo de ensaio no
resultado do polimento. A Figura 46 permite uma perceção visual do aumento médio do brilho
com o tempo de ensaio (t1 a t11).
Figura 46: Média dos perfis de brilho (P1, P2 e P3) ao longo do tempo (t1 a t11).
Os resultados obtidos para o polimento são bastante consistentes com o esperado, ou
seja, o brilho aumenta com o tempo de polimento. A Figura 46 mostra esse aumento do brilho
numa gama de 10 unidades de tempo (entre t1 e t8), o que é espetável.
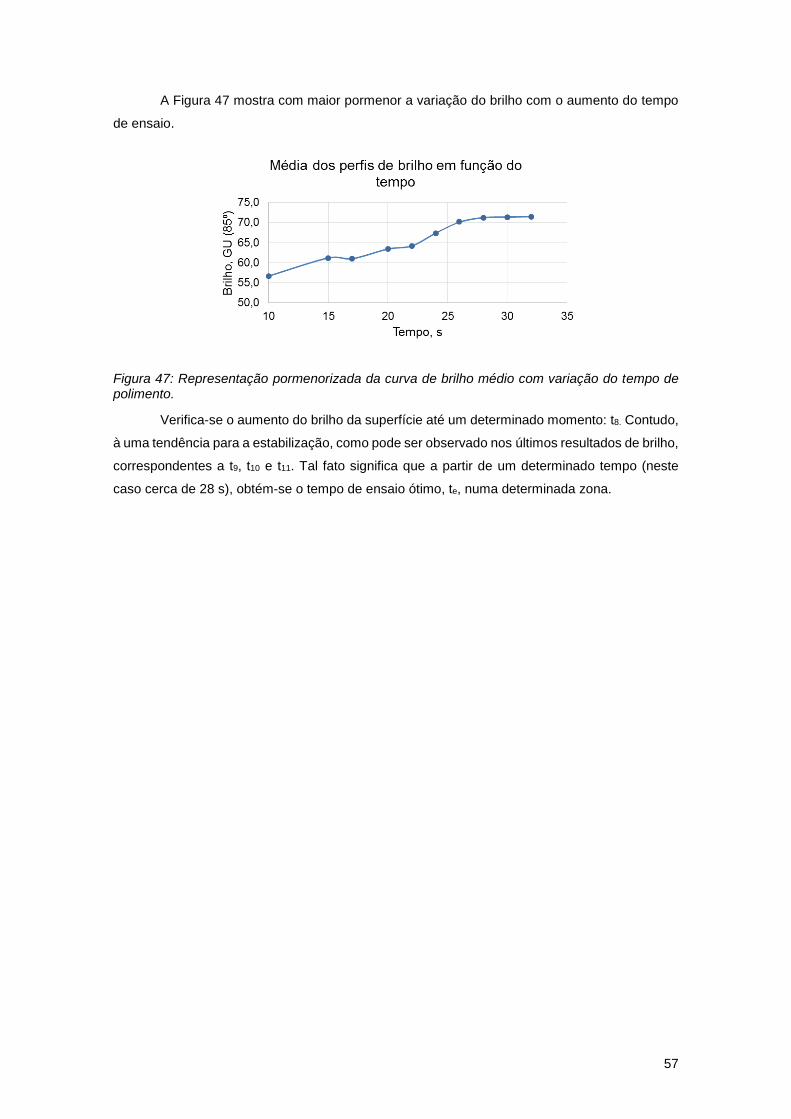
57
A Figura 47 mostra com maior pormenor a variação do brilho com o aumento do tempo
de ensaio.
Figura 47: Representação pormenorizada da curva de brilho médio com variação do tempo de polimento.
Verifica-se o aumento do brilho da superfície até um determinado momento: t8. Contudo,
à uma tendência para a estabilização, como pode ser observado nos últimos resultados de brilho,
correspondentes a t9, t10 e t11. Tal fato significa que a partir de um determinado tempo (neste
caso cerca de 28 s), obtém-se o tempo de ensaio ótimo, te, numa determinada zona.
58
2. Trajetória de Polimento
Dadas as caraterísticas da máquina de polimento, as trajetórias de polimento estudadas
neste trabalho são sempre trajetórias em zigzag, que podem ser simuladas no PAM através de
segmentos de reta com orientações 𝛽1 e 𝛽2. Estes ângulos determinam se o zigzag é mais ou
menos fechado e portanto controlam a qualidade do acabamento da superfície. Genericamente,
quanto mais fechado é um ângulo de trajetória, melhor é o polimento (mais abrasão local é
impressa na superfície, i.e., maior será o brilho conseguido experimentalmente). As séries de
ensaios apresentadas nesta secção têm um maior grau de liberdade: são definimos os ângulos
de trajetória e calculadas as velocidades a utilizar.
2.1. Resultados experimentais
O estudo da trajetória de polimento realizou-se com oito ensaios em que o parâmetro
variável é a velocidade de tapete, VL (Tabela 8). Os restantes parâmetros operacionais mantêm-
se constantes, correspondendo a VT = 200 mm/s, ω = 415 rpm, P = 2 bar e Q = 30 L/min. Os
parâmetros mantêm-se idênticos aos utilizados anteriormente exceto VL, porque são necessárias
grandes variações angulares para a definição das trajetórias e estas variações dependem
apenas da relação entre as velocidades de translação (VL e VT).
Tabela 8: Parâmetro operacional variável nos ensaios de variação do ângulo de trajetória.
Ensaio n.º VL
(mm/min)
1 3000
2 2500
3 2000
4 1500
5 1000
6 600
7 500
8 400
Os ensaios entre 1 e 5 utilizam velocidades de tapete elevadas, sendo velocidades
apenas utilizadas para ensaios laboratoriais, traduzindo-se num “mau” polimento da pedra (em
termos industriais), ou seja, a abertura angular das trajetória obtidas é muito grande.
A diminuição gradual da velocidade entre as séries de ensaio permite: (1) comparar os
valores de brilho quando é realizado um “mau” (ensaios de 1 a 5) e um “bom” polimento (ensaios
de 6 a 8); (2) comparar o brilho nas diferentes trajetórias, dado que apresentam lacunas de brilho
na superfície polida (zonas não polidas) após passar com a ferramenta F2.
Os resultados de brilho para as séries S1 e S2 são mais evidentes quando lidos para o
ângulo 85º, o que se traduz num menor brilho e para a série S3 a leitura mais adequada do brilho

59
é para o para o ângulo de 60º, o que significa que as superfícies apresentaram um brilho médio.
Para termos comparativos o brilho foi sempre lido para o ângulo de 85º.
A Figura 48 apresentam os valores médios de brilho, <B>, para cada ensaio realizado.
Figura 48: Curva representativa da média de brilho, relativo a cada velocidade de tapete utilizada.
Na figura a cima representada possível observar a influência da variação do parâmetro
VL, mantendo os restantes parâmetros constantes. A diferença entre as velocidades elevadas
(1000 mm/min a 3000 mm/min) e as velocidades que permitem um maior fecho do ângulo de
trajetória, (400 mm/min a 600 mm/min), é notória. Para estas últimas velocidades, os valores de
brilho são consideravelmente superiores (aproximadamente 80 GU).
O fecho gradual do ângulo de trajetória (variação gradual da VL de 3000 mm/min para
400 mm/min) permite compreender a influência da velocidade do tapete no brilho final obtido.
Inicialmente, o brilho da superfície de polimento vai aumentando à medida que se reduz a
velocidade de tapete. No entanto, abaixo da velocidade 600 mm/min o brilho tende a ser
constante, o que leva a crer que, por mais que se feche o ângulo da trajetória isso não se traduz
numa melhoria do brilho da superfície. Assim, é possível considerar como ponto ótimo a
velocidade de tapete igual a 600 mm/min.
2.3. Resultados de simulação
A simulação das mesmas trajetórias de polimento com o PAM foi feita (ver Tabela 9)
fazendo variar a velocidade linear, 𝜐, e os ângulos 𝛽1 e 𝛽2, correspondentes a uma ida e volta da
ferramenta (dois movimentos de travessão), respetivamente. Os restantes parâmetros
operacionais mantêm-se constantes, nomeadamente a velocidade de rotação, ω = 6,92 rps.
Tabela 9: Parâmetros operacionais variáveis nos ensaios de variação da abertura do ângulo de trajetória.
Ensaio n.º 𝜐
(mm/s) 𝛽1 𝛽2
1 206,16 104,04 255,96
2 204,29 101,77 258,87
3 202,76 99,46 260,54
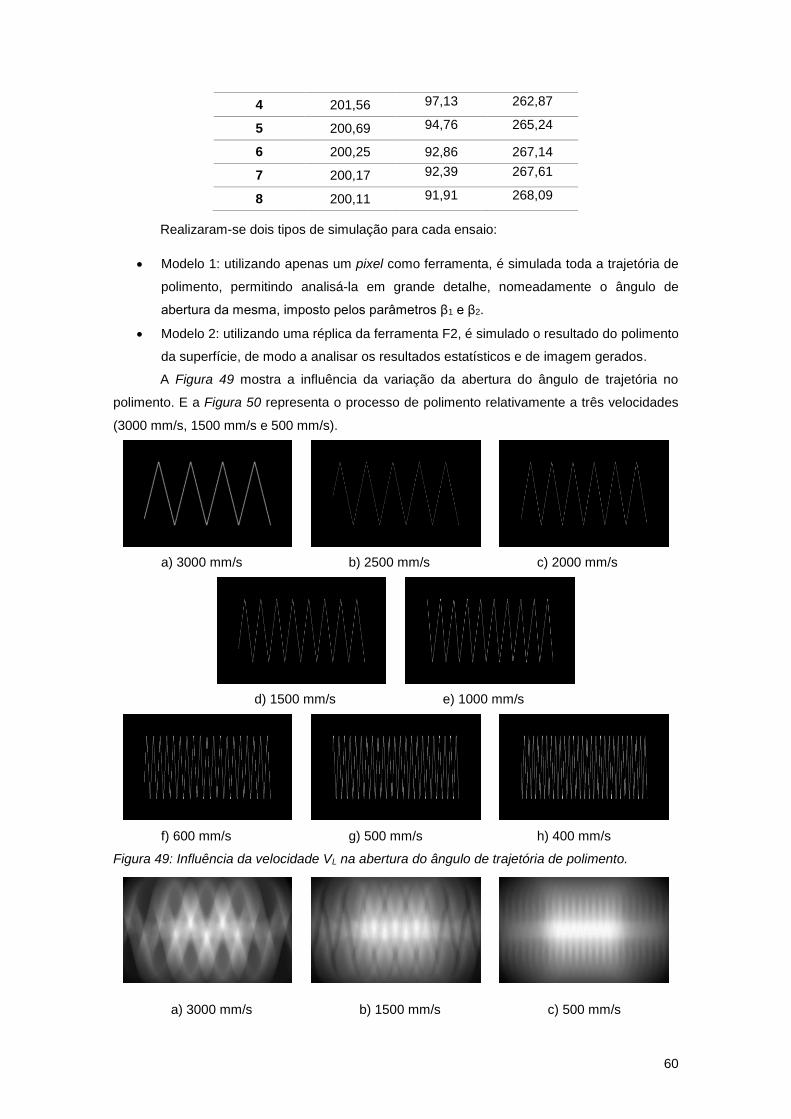
60
4 201,56 97,13 262,87
5 200,69 94,76 265,24
6 200,25 92,86 267,14
7 200,17 92,39 267,61
8 200,11 91,91 268,09
Realizaram-se dois tipos de simulação para cada ensaio:
Modelo 1: utilizando apenas um pixel como ferramenta, é simulada toda a trajetória de
polimento, permitindo analisá-la em grande detalhe, nomeadamente o ângulo de
abertura da mesma, imposto pelos parâmetros β1 e β2.
Modelo 2: utilizando uma réplica da ferramenta F2, é simulado o resultado do polimento
da superfície, de modo a analisar os resultados estatísticos e de imagem gerados.
A Figura 49 mostra a influência da variação da abertura do ângulo de trajetória no
polimento. E a Figura 50 representa o processo de polimento relativamente a três velocidades
(3000 mm/s, 1500 mm/s e 500 mm/s).
a) 3000 mm/s b) 2500 mm/s c) 2000 mm/s
d) 1500 mm/s e) 1000 mm/s
f) 600 mm/s g) 500 mm/s h) 400 mm/s
Figura 49: Influência da velocidade VL na abertura do ângulo de trajetória de polimento.
a) 3000 mm/s b) 1500 mm/s c) 500 mm/s
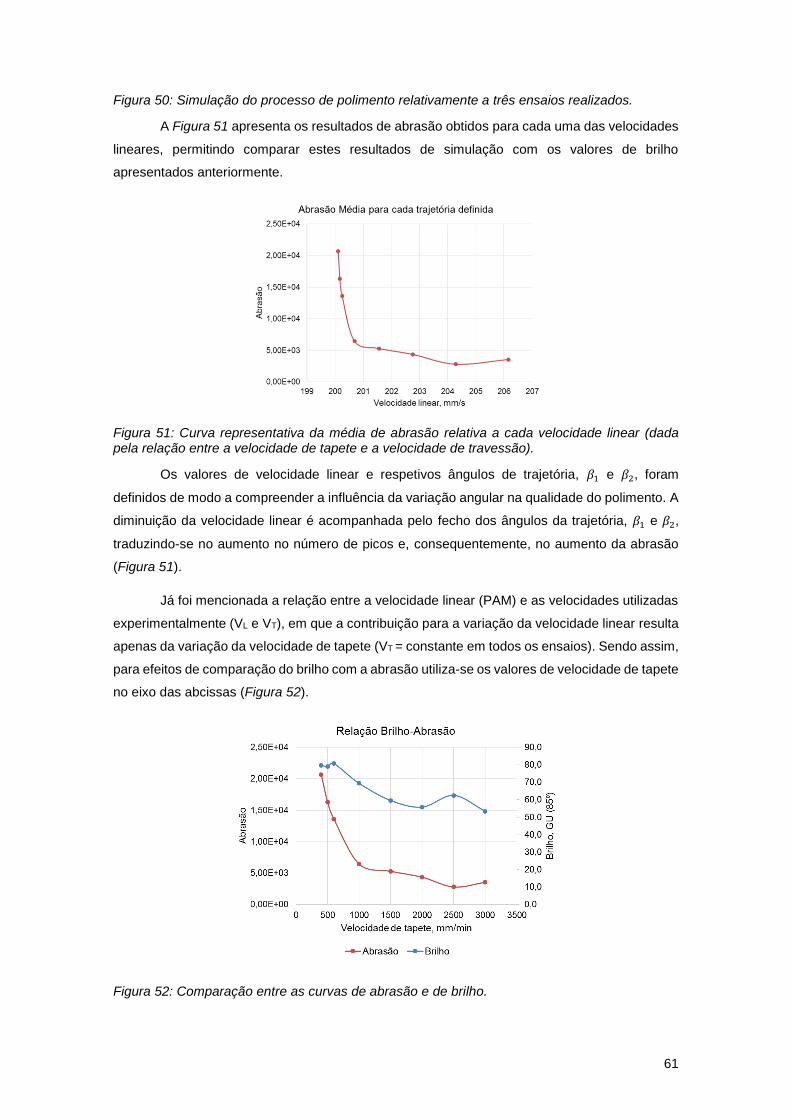
61
Figura 50: Simulação do processo de polimento relativamente a três ensaios realizados.
A Figura 51 apresenta os resultados de abrasão obtidos para cada uma das velocidades
lineares, permitindo comparar estes resultados de simulação com os valores de brilho
apresentados anteriormente.
Figura 51: Curva representativa da média de abrasão relativa a cada velocidade linear (dada pela relação entre a velocidade de tapete e a velocidade de travessão).
Os valores de velocidade linear e respetivos ângulos de trajetória, 𝛽1 e 𝛽2, foram
definidos de modo a compreender a influência da variação angular na qualidade do polimento. A
diminuição da velocidade linear é acompanhada pelo fecho dos ângulos da trajetória, 𝛽1 e 𝛽2,
traduzindo-se no aumento no número de picos e, consequentemente, no aumento da abrasão
(Figura 51).
Já foi mencionada a relação entre a velocidade linear (PAM) e as velocidades utilizadas
experimentalmente (VL e VT), em que a contribuição para a variação da velocidade linear resulta
apenas da variação da velocidade de tapete (VT = constante em todos os ensaios). Sendo assim,
para efeitos de comparação do brilho com a abrasão utiliza-se os valores de velocidade de tapete
no eixo das abcissas (Figura 52).
Figura 52: Comparação entre as curvas de abrasão e de brilho.
62
Analisando as curvas da Figura 52, verifica-se que tanto a abrasão como o brilho
apresentam o mesmo comportamento crescente devido ao fecho do ângulo de trajetória, devido
à diminuição da velocidade de tapete. No entanto, observa-se que a abrasão tende a ter um
comportamento igualmente crescente para velocidades de tapete menores (400 mm/min, 500
mm/min e 600 mm/min) enquanto o resultado experimental tende a estabilizar para esses
valores. O aumento contínuo da abrasão deve-se a esta somar continuamente número de
contatos entre o pixel da ferramenta e o pixel da superfície. Para velocidades de tapete mais
reduzidas o número de contatos na mesma zona é maior, logo os valores de abrasão são
tendencialmente crescentes.
Apesar de se verificar esta limitação do simulador, é de salientar que o tanto o brilho
como a abrasão têm o mesmo comportamento até à velocidade considerada como ótima,
significando que a comparação é válida.
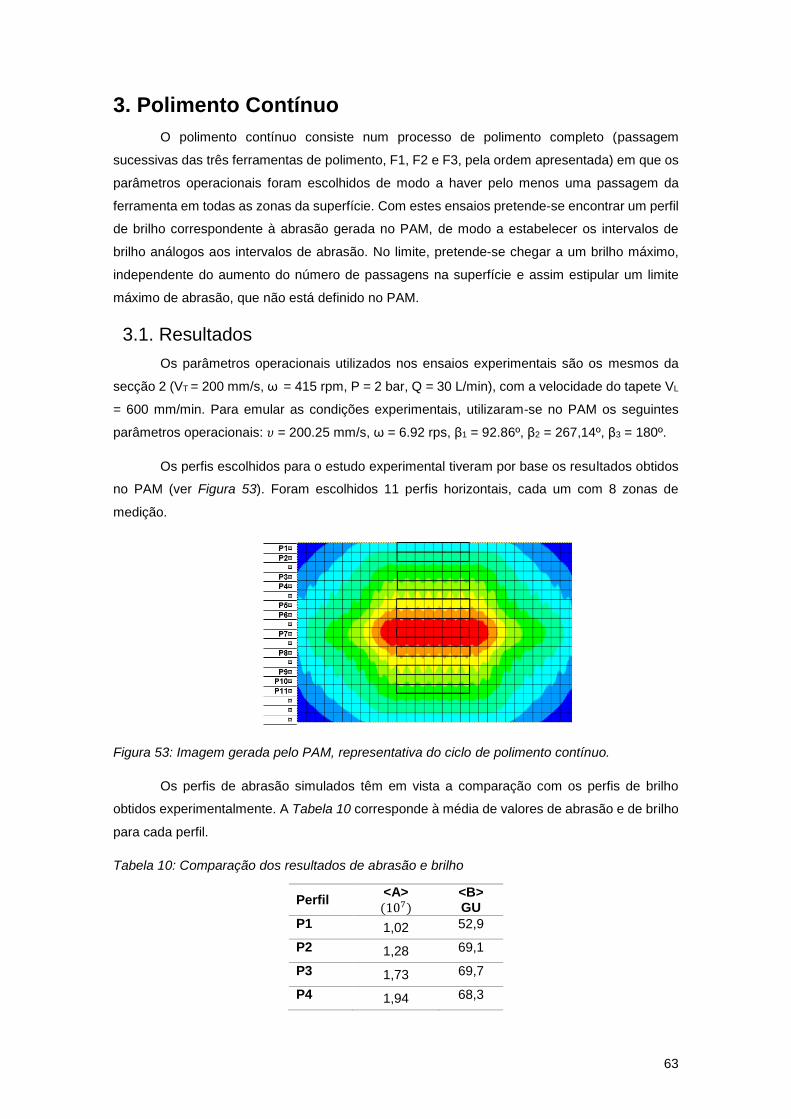
63
3. Polimento Contínuo
O polimento contínuo consiste num processo de polimento completo (passagem
sucessivas das três ferramentas de polimento, F1, F2 e F3, pela ordem apresentada) em que os
parâmetros operacionais foram escolhidos de modo a haver pelo menos uma passagem da
ferramenta em todas as zonas da superfície. Com estes ensaios pretende-se encontrar um perfil
de brilho correspondente à abrasão gerada no PAM, de modo a estabelecer os intervalos de
brilho análogos aos intervalos de abrasão. No limite, pretende-se chegar a um brilho máximo,
independente do aumento do número de passagens na superfície e assim estipular um limite
máximo de abrasão, que não está definido no PAM.
3.1. Resultados
Os parâmetros operacionais utilizados nos ensaios experimentais são os mesmos da
secção 2 (VT = 200 mm/s, ω = 415 rpm, P = 2 bar, Q = 30 L/min), com a velocidade do tapete VL
= 600 mm/min. Para emular as condições experimentais, utilizaram-se no PAM os seguintes
parâmetros operacionais: 𝜐 = 200.25 mm/s, ω = 6.92 rps, β1 = 92.86º, β2 = 267,14º, β3 = 180º.
Os perfis escolhidos para o estudo experimental tiveram por base os resultados obtidos
no PAM (ver Figura 53). Foram escolhidos 11 perfis horizontais, cada um com 8 zonas de
medição.
Figura 53: Imagem gerada pelo PAM, representativa do ciclo de polimento contínuo.
Os perfis de abrasão simulados têm em vista a comparação com os perfis de brilho
obtidos experimentalmente. A Tabela 10 corresponde à média de valores de abrasão e de brilho
para cada perfil.
Tabela 10: Comparação dos resultados de abrasão e brilho
Perfil <A>
(107) <B> GU
P1 1,02 52,9
P2 1,28 69,1
P3 1,73 69,7
P4 1,94 68,3

64
P5 2,41 72,1
P6 2,69 73,0
P7 3,19 73,5
P8 2,70 73,3
P9 2,18 69,3
P10 1,96 66,2
P11 1,73 65,6
A análise comparativa entre os resultados da abrasão e do brilho baseou-se nos resultados
evidenciados na Figura 54, em que se evidencia graficamente a comparação dos resultados da
Tabela 10.
Figura 54: Curvas representativas da relação de resultados de simulação, abrasão, com resultados experimentais, brilho.
Na figura a cima observa-se que ambas as curvas têm uma região ascendente, seguida
de um máximo para os dois tipos de dados e terminam com uma região descendente.
Por definição do simulador, a abrasão apresenta um comportamento contínuo crescente
desde a periferia da superfície de ensaio representado pela cor azul (perfil P1), na Figura 53, até
centro, representando pelo perfil vermelho (perfil P7), seguido do mesmo comportamento no
sentido decrescente.
Por outro lado, o brilho tende a apresentar três regiões de valores: 1) uma região de
brilho reduzido, igualmente na periferia da superfície de ensaio (perfil P1, na Figura 53); 2) uma
região de brilho intermédio, representado na Figura 53 pelos perfis de tonalidade verde; 3) uma
região de elevado brilho, representado pelos perfis amarelo, laranja e vermelho.
Estes resultados experimentais confirmam a otimização de cores definida nos resultados
de polimento estático, definindo-se uma gama de três cores englobando os intervalos de abrasão
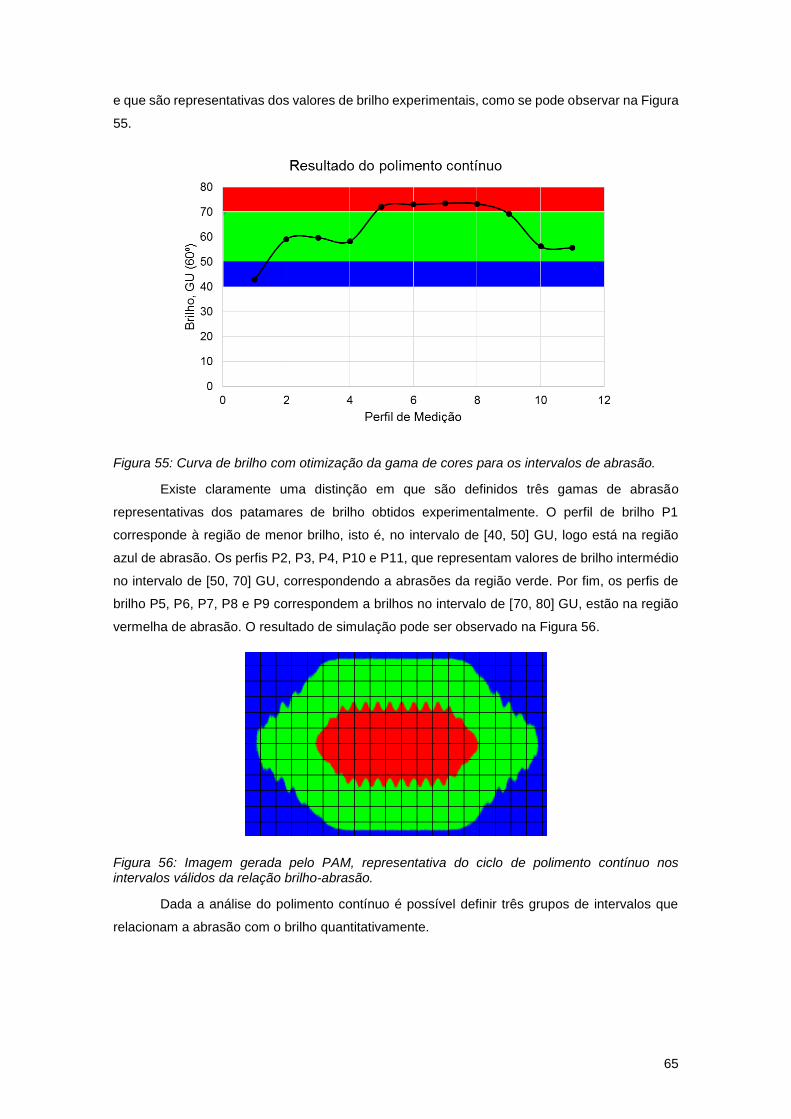
65
e que são representativas dos valores de brilho experimentais, como se pode observar na Figura
55.
Figura 55: Curva de brilho com otimização da gama de cores para os intervalos de abrasão.
Existe claramente uma distinção em que são definidos três gamas de abrasão
representativas dos patamares de brilho obtidos experimentalmente. O perfil de brilho P1
corresponde à região de menor brilho, isto é, no intervalo de [40, 50] GU, logo está na região
azul de abrasão. Os perfis P2, P3, P4, P10 e P11, que representam valores de brilho intermédio
no intervalo de [50, 70] GU, correspondendo a abrasões da região verde. Por fim, os perfis de
brilho P5, P6, P7, P8 e P9 correspondem a brilhos no intervalo de [70, 80] GU, estão na região
vermelha de abrasão. O resultado de simulação pode ser observado na Figura 56.
Figura 56: Imagem gerada pelo PAM, representativa do ciclo de polimento contínuo nos intervalos válidos da relação brilho-abrasão.
Dada a análise do polimento contínuo é possível definir três grupos de intervalos que
relacionam a abrasão com o brilho quantitativamente.

66
Tabela 11: Relação dos intervalos de brilho com os intervalos de abrasão
α Qualidade <B> <A>
60º
Média/Baixa [40; 50] GU [1,00; 1,20] ×103
Média [50; 70] GU [1,20; 2,00] ×103
Média/Elevada [70; 90] GU [2,00; +∞[ ×103
Os resultados são válidos e representativos do resultado de polimento experimental
segundo a utilização de uma sequência de ferramentas de polimento (F1, F2 e F3,
respetivamente) e sob a definição dos parâmetros operacionais da máquina de polimento: VT =
200 mm/s, VL = 600 mm/min, ω = 415 rpm, P = 2 bar, Q = 30 L/min. E conversão dos mesmos
para os parâmetros utilizados na simulação: 𝜐 = 200.25 mm/s, ω = 6.92 rps, β1 = 92.86º, β2 =
267,14º, β3 = 180º.
67
Parte IV: Conclusão
PARTE IV
CONCLUSÃO
68
1. Conclusões
Os ensaios preliminares de parametrização permitiram aprofundar o conhecimento da
máquina de polimento e melhorar os seus parâmetros de modo a realizar posteriormente os
ensaios de validação do simulador com um sistema controlado e obter resultados fidedignos.
Estes ensaios de parametrização permitiram igualmente avaliar o tipo de resultados obtidos na
simulação do polimento bem como as limitações do simulador. Os estudos realizados
posteriormente permitiram a validação do simulador de polimento, obtendo-se resultados
experimentais de brilho em boa correlação com os resultados simulados de abrasão. Os
resultados de validação do simulador foram obtidos no estudo do polimento contínuo. Contudo,
os estudos de polimento estático e de trajetória de polimento contribuíram significativamente para
o resultado final.
Os ensaios de polimento estático permitiram comprovar que tanto a granulometria da
ferramenta como área de contato da mesma tem influência na qualidade da superfície. Também
se verificou que o tempo de polimento experimental apenas tem influência na alteração do brilho
até um determinado valor, a partir do qual o brilho se mantem contante. Por comparação com o
simulador, constatou-se que a abrasão, por definição do simulador, é tanto mais elevada quanto
maior o tempo de simulação, pelo que um dos objetivos para o estudo final foi encontrar um limite
de abrasão a partir do qual todos os valores correspondam ao brilho máximo da superfície. Este
estudo permitiu igualmente concluir, por comparação de resultados de abrasão e brilho apoiados
por ficheiros de imagem, que o processo de polimento 1) não é influenciado pela velocidade
linear da ferramenta, 𝑣 = 𝑖 × 𝜔 × 𝑟; 2) a utilização do sistema de cores deverá ser reduzido para
três cores representativas das gamas de abrasão, em vez das oito cores estipuladas inicialmente,
pois observam-se apenas três grandes grupos de valores que relacionam o brilho com a abrasão.
Os ensaios de trajetória de polimento ajudaram a compreender a influência das
velocidades de translação (velocidade linear, no PAM) no ângulo de trajetória e,
consequentemente, na qualidade do polimento. Verificou-se um aumento gradual da qualidade
da superfície polida, com a diminuição da velocidade linear. Abaixo de uma determinada
velocidade o brilho da superfície não aumenta mais, passando a ser contante, como mencionado
acima.
Os ensaios de polimento contínuo realizados na sequência dos resultados tratados
anteriormente permitiram chegar a um conjunto de resultado que permitem validar o simulador.
Analisando os resultados de brilho conjuntamente com os resultados de abrasão definiram-se
três regiões de abrasão representativas dos valores de brilho da superfície de ensaio. Um
primeiro representativo das zonas periféricas, que são zonas que tanto experimentalmente como
por simulação não são bem polidas. Neste intervalo associam-se valores de brilho e de abrasão
reduzidos, sendo representados pela cor azul no simulador. O segundo intervalo, corresponde à
maior região medida, com resultados de brilho médio e representado pela gama de cor verde no

69
simulador. Na zona central os valores de brilho são elevados e representados pelo intervalo
vermelho que engloba os valores mais elevados de abrasão.
Os estudos realizados apresentam algumas limitações ao nível experimental e de
simulação. Experimentalmente, o tipo de máquina utilizada impediu que se estudassem
trajetórias mais complexas. As vibrações elevadas da máquina e o insuficiente controlo da
pressão limitaram inicialmente a realização de ensaios fidedignos. A recolha de dados foi limitada
à análise de medidas de brilho, dada a impossibilidade de obter medidas precisas de rugosidade
devido ao tipo de abrasivo utilizado (granulometria fina) e à falta de exatidão do rugosímetro
disponível. Por outro lado, não foi possível dar início aos ensaios na LeanMachine devido à
complexidade do processo e tempo limitado. As limitações no simulador deveram-se ao fato do
mesmo apenas permitir a simulação do polimento a duas dimensões numa superfície sem
defeitos, não contabilizando a influência do caudal de água e da pressão da ferramenta sobre a
pedra durante o polimento.
2. Trabalho Futuro
O estudo dos processos de polimento encontra-se ainda numa fase inicial, sendo os
resultados obtidos válidos mas pouco aprofundados. Este trabalho poderá servir como base para
investigações mais cuidadas, nomeadamente a padronização dos intervalos de brilho e abrasão
através da definição de curvas de calibração para diferentes tipos de pedra, parâmetros
operacionais e ferramentas utilizadas.
A utilização de medidas de rugosidade deverá ser estudada mais cuidadosamente,
fazendo ensaios com abrasivos de granulometria mais grosseira que permitam a utilização do
rugosímetro com menor resolução e comparando intervalos de rugosidade com a abrasão obtida
no simulador. É igualmente importante estudar a possibilidade de simular a rugosidade da
superfície a partir dos dados obtidos e encontrar um método de análise da rugosidade quando
este tipo de rugosímetro deixa de ser válido.
Outros aspetos a ter também em conta em investigações futuras são 1) a alteração
mineralógica após o polimento analisando modificações na estrutura cristalina e a oxidação dos
materiais e a sua influência na qualidade da superfície, estudando o seu brilho imediatamente
após o polimento e quando deixado ao ar; 2) simulação do seccionamento de ferramentas para
acumulação de dados; 3) estudo da influência da tipologia da ferramenta no resultado final; 4)
análise de diferentes trajetórias; 5) estudo da influência da temperatura durante todo o processo
de polimento.
70
3. Referências
[1] BRANCO, J. C. ; OLIVEIRA, P. Seminário de Projeto: Plano de Lavra. Departamento de
Minas, Faculdade de Engenharia, Universidade do Porto, Portugal. 2004.
[2] BAMBURRA: Planejamento e Economia Mineral Ltda. – Mercado Internacional de
Rochas Ornamentais (Relatório Final). Instituto Euvaldo Lodi. IEL/FIEC, Comisa. 1996´
[3] ABIROCHAS – Balanço da Produção Mundial e do Comércio internacional de Rochas
Ornamentais de 2001. Bela Vista, São Paulo. Informe. 2012
[4] MONTANI, Carlo – Documentazione Statistica, XXV Rapporto: Marmo e Pietre nel
Mondo. Carraca, Italy. Aldus: Casa di Edizioni in Carraca. 2014
[5] A indústria da pedra em Portugal. Portugal Global. Outubro, 2012, p. 10 - 11.
[6] Dados da Agência para o Investimento e Comércio Externos de Portugal [MSO Excel].
AICEP - Portugal Glocal. 2013. [16 Agosto 2014]. Disponível em www.portugalglobal.pt
[7] FERREIRA, T. C. P. – Análise da influência de variáveis operacionais na qualidade do
polimento de rochas ornamentais. Engenharia de petróleo e Gás, UNES, CETEM. 2011
[8] OSNET – Machines and tools for stone quarrying and processing. S. Carosio e I.
Paspaliaris, Laboratory of Mettalurgy, National technical University of Athens, Greece.
2003
[9] Silveira, L. – Polimento de Rochas Ornamentais: Um enfoque Tribológico ao processo.
Editora Pós Escrito. Curitiba, Paraná, Brasil. 2008
[10] Fernandes J. ; Rangel, J. J. A. – Modelo de simulação para análise do beneficiamento
de blocos de granito: Estudo de um caso. Revista Iberoamericana de Engenharia
Industrial. UFSC, Florianópolis, Santa Catarina, Brasil. 2011. p. 153-168.
[11] LABTECRochas – Rochas ornamentais de revestimento: Classificação das rochas
ornamentais e de revestimento. CPMTC, ITG, UFMG, 2012. [16 Agosto 2014].
Disponível em www.cpmtc-igc-ufmg.org/labtecrochas/index-51.html.
[12] PINTO, Sérgio – Desenvolvimento de novas ferramentas diamantadas de matriz
polimérica para polimento de rochas ornamentais. Engenharia de Materiais, Instituto
Superior Técnico, Universidade de Lisboa, Portugal. Dezembro 2003 (Dissertação de
Mestrado)
[13] BARBOSA, João P. M. – Conceção e simulação de células robotizadas para operações
de acabamento. Engenharia Mecânica, FEUP, Porto, Portugal. Julho 2010 (Dissertação
de Mestrado)
[14] SOUSA, Fábio – Análise de aspetos cinemáticos do processo industrial de polimento de
porcelanatos. Engenharia de Materiais, UFSC, Florianópolis, Santa Catarina, Brasil.
2007 (Tese de Doutoramento)
[15] YAVUZ, H. ; OZKAHRAMAN, T. ; DEMIRDAG, S. – Polishing experiments on surface
quality of building stones tiles. Construction Building Materials, Isparta, Turkey, Janeiro
2011
[16] AMARAL, P. ; ROSA, L. G. ; PINTO, S. ; POZO, D. – New line of diamond raise
productivity in polishing stone. Stone – Industrial Diamond Review. 2004, p. 33-37
71
[17] DAMARES, L. S. – Determinação de parâmetros do polimento em três tipos de rochas
graníticas. São Carlos, São Paulo, Brasil. 2010
[18] International Union of Geological Sciences (IUGS), Subcomission on the Sistematics of
Igneous Rocks. 1973.
[19] LeanMachine – Keep it simple. 2013 [27 Fevereiro 2014] Disponível em
www.leanmachine.pt/
[20] Frontwave – Engenharia e Consultoria, S.A. Pixelminds, Communication Brands. [27
Fevereiro 2014]. Disponível em www.frontwave.pt
[21] Abravises for marble. Fullux Abrasive [16 Agosto 2014]. Disponível em
www.fulluxabrasives.com/Product/ProductClass-310-1.html
[22] Figura cedida pelo Engenheiro André tavares, no âmbito da apresentação do Polish
Assisted Machine (PAM)
[23] Dipomar – Rochas Portuguesas, Lda [22 Fevereiro 2014] Disponível em
www.dimpomar.com/pt/
[24] TQC – GlossMeters. Catálogo TQC. [11 Agosto 2014] Disponível em
www.tqc.eu/rsrc/artikel_downloads/glossmeter-gl00102030-m44.pdf
[25] Mitutoyo – Rugosímetro SJ 402. Catálogo Mitutoyo. [11 Agosto 2014] Disponível em
pt.scribd.com/doc/234359608/Catalogo-pdf-MITUTOYO
[26] Parâmetros de rugosidade. [19 Fevereiro 2014] Disponível em
www.slideshare.net/ediviana/19parmetros-de rugosidade