UNIVERSIDADE FEDERAL DO TOCANTINS CAMPUS …livros01.livrosgratis.com.br/cp147429.pdf · Isabela &...
64
UNIVERSIDADE FEDERAL DO TOCANTINS CAMPUS UNIVERSITÁRIO DE PALMAS MESTRADO EM AGROENERGIA JOAB OLIVEIRA VIRGÍNIO E SILVA COMPARAÇÃO ENTRE METODOLOGIAS VISANDO OBTENÇÃO DE MAIOR RENDIMENTO DE ETANOL A PARTIR DA BATATA-DOCE [Ipomoea batatas (L.) Lam.], EM PALMAS-TO. PALMAS-TO 2010
Transcript of UNIVERSIDADE FEDERAL DO TOCANTINS CAMPUS …livros01.livrosgratis.com.br/cp147429.pdf · Isabela &...

UNIVERSIDADE FEDERAL DO TOCANTINS
CAMPUS UNIVERSITÁRIO DE PALMAS
MESTRADO EM AGROENERGIA
JOAB OLIVEIRA VIRGÍNIO E SILVA
COMPARAÇÃO ENTRE METODOLOGIAS VISANDO OBTENÇÃO DE MAIOR
RENDIMENTO DE ETANOL A PARTIR DA BATATA-DOCE [Ipomoea batatas
(L.) Lam.], EM PALMAS-TO.
PALMAS-TO
2010

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

JOAB OLIVEIRA VIRGÍNIO E SILVA
COMPARAÇÃO ENTRE METODOLOGIAS VISANDO OBTENÇÃO DE MAIOR
RENDIMENTO DE ETANOL A PARTIR DA BATATA-DOCE [Ipomoea batatas
(L.) Lam.], EM PALMAS-TO.
Dissertação apresentada ao curso de Mestrado
em Agroenergia da Universidade Federal do
Tocantins, em cumprimento parcial das
exigências para obtenção do título de Mestre
em Agroenergia.
Orientador: Dr. Márcio Antônio da Silveira
PALMAS-TO
2010

Dados Internacionais de Catalogação na Publicação (CIP) Biblioteca da Universidade Federal do Tocantins
Campus Universitário de Palmas
S586d Silva, Joab Oliveira Virgínio e
COMPARAÇÃO ENTRE METODOLOGIAS VISANDO OBTENÇÃO DE MAIOR RENDIMENTO DE ETANOL A PARTIR DA BATATA-DOCE [Ipomoea batatas (L.) Lam.], EM PALMAS-TO. / Joab Oliveira Virgínio e Silva. - Palmas, 2010.
60 f.
Dissertação (Mestrado) – Universidade Federal do Tocantins, Curso de Mestrado em Agroenergia, 2010. Orientador: Dr. Marcio Antônio da Silveira
1. Batata-doce. 2. Metodologia. 3. Etanol. I. Título.
CDD 662.6
Bibliotecário: Paulo Roberto Moreira de Almeida CRB-2 / 1118
TODOS OS DIREITOS RESERVADOS–A reprodução total ou parcial, de qualquer forma ou por qualquer meio deste documento é autorizado desde que citada à fonte. A violação dos direitos do autor (Lei nº 9.610/98) é crime estabelecido pelo artigo 184 do Código Penal.
Candidato: Joab Oliveira Virgínio e Silva
Titulo da Dissertação: COMPARAÇÃO ENTRE METODOLOGIAS VISANDO
OBTENÇÃO DE MAIOR RENDIMENTO DE ETANOL A PARTIR DA BATATA-
DOCE [Ipomoea batatas (L.) Lam.], EM PALMAS-TO.
______________________________________________________________
A comissão julgadora dos trabalhos de defesa da dissertação de mestrado em
agroenergia, em sessão pública realizada dia 20/08/2010, Considerou o candidato:
(X) Aprovado ( ) Reprovado
Banca Examinadora:
_______________________________________________
Francisco das Chagas Dantas de Lemos , Dr.
(Examinador Externo)
_______________________________________________
Solange Cristina Carreiro , Dra.
(Examinador Interno)
_______________________________________________
Marcio Antônio da Silveira, Dr.
(Presidente)

Dedico esta conquista a Deus, ao meu anjo guia, a
minha família, aos amigos e a todos aqueles que
estiveram comigo nesta caminhada de paciência,
crescimento intelectual e resignação.
AGRADECIMENTOS
Realmente, é necessária uma grande demanda de dedicação e tempo
destinados à elaboração de uma dissertação de mestrado, onde não obstante um
trabalho bastante desgastante, porém engrandecedora de conhecimentos e
experiências que marcam a vida de qualquer um que enseje nesse intuito, não
sendo diferente comigo. Assim, agradeço primeiramente a Deus pela oportunidade
que tive de trilhar esta estrada desejada há tempos, como um sonho que agora se
concretiza.
Aos meus pais Francisco José da Silva e Maria de Lourdes Oliveria e Silva,
bem como as minhas irmãs; Geisa, Sheyla e Dênya, pela dedicação e
amorosidade que sempre prestaram junto aos meus sonhos, de almejar melhor
condiçções intelectual e moral. Obrigado família, amo-os do fundo do meu
coração.
Aos meus familiares, que mesmo distantes, sempre estiveram tão
presentes em minha vida, emanando esforços necessários para minha caminhada
evolutiva. Sejam tios, tias (Socorro, Maria José e etc), sobrinhas (Lara e Yara),
primos (Tassio Virgínio, Luiz Carlos, Neto Junior, João César, Nêo, Déo e etc.) e
primas (Kelvia Virgínio, Amanda, Taíne, Kassinha, Kátia, Ada, Taisinha e etc.),
bem como aos que já partiram para jornada espiritual (Tio Ribamar, Tia Fátima,
Tia Helena, Valter Virgínio, vovó Margarida, Vovó Sinhá, Tia Helena e etc).
A minha amiga, companheira e cúmplice; Irla Honorato, que esteve ao meu
lado, com paciência e resignação, e que me dedicou seu carinho e amor em todos
os dias que estive ao seu lado, que inclusive, foram basicamente os mesmos do
mestrado, até começamos no mesmo mês em que as aulas iniciaram. Muito
obrigado pela sua companhia, ela com certeza me fortaleceu a realizar este
sonho.

Ao meu orientador professor Dr. Marcio Antonio da Silveira, que dedicou
seu tempo, paciência e conhecimentos para elaborar e engrandecer esta
dissertação, muito obrigado!
A toda equipe do LASPER: Wesley, Raimundo, Valdira, Sr. Bento, Sr.
Sebastião, Gilberto, Marco Antonio, Giane, Eduardo e etc, pelo empenho e
companheirismo dos colegas de pesquisa e amigos que fiz no decorrer deste.
Aos amigos, Thiago Andrade, Hugo Rivas, Msc. Iane Brito, Hugo Pará,
Galthiery, Marcão, Daniel Di Paula, Dr. Messias & Dona Irani, Aneli & Paulo,
Isabela & Leonardo, Claudinha & Paulinho, Douglas & Denise, Ana Karina &
Celso, Soraya, Victor, Aurélio, Renato, Zé Roberto, Rafael Fonseca, bem como a
todos da equipe de música da Feetins, do grupo de estudos do livro dos espíritos
e dos médiuns, da equipe da UTI da Alegria, e colegas do mestrado em
agroenergia. A todos que direto ou indiretamente iluminaram minha vida com sua
presença. Muito obrigado!
Aos professores: Dr. Joenes Pelucci, Dra. Flávia Tonani, Dr. Tarso Alvim,
Dra. Solange Cristina, Dr. Luiz Eduardo, Dr. Juan Carlos, bem como todos aqueles
que colaboraram com o desenvolvimento acadêmico pedagógico deste curso de
mestrado em agroenergia, sendo o primeiro no país.
Aos docentes e técnicos administrativos da Universidade Federal do
Tocantins, especialmente a todos que fazem parte do mestrado em agroenergia,
pela colaboração e empenho prestados.
E agora, queria agradecer a equipe espiritual que me acompanhou desde
os primeiros passos até o presente momento, que me dão forças necessárias para
continuar sempre com fé e resignação, trilhando minha jornada evolutiva moral e
intelectualmente.
SUMÁRIO
Página
LISTA DE TABELAS ............................................................................................. .x
LISTA DE FIGURAS ............................................................................................. xi
LISTA DE ABREVIATURAS E SIGLAS ............................................................... xii
RESUMO ............................................................................................................. xiii
ABSTRACT ......................................................................................................... xiv
1. INTRODUÇÃO. ................................................................................................. 15
2. REVISÃO DE LITERATURA. ........................................................................... 18
2.1. Aspectos da agroenergia no Brasil. ............................................................. 18
2.2. A cultura da batata-doce. ............................................................................. 19
2.3. Amido. ......................................................................................................... 21
2.4. Processo utilizados na obtenção do etanol a partir do amido.. .................... 22
2.4.1. Hidrólise enzimática. .............................................................................. 22
2.4.2. Enzimas amilolíticas. ............................................................................. 24
2.4.2.1. Termamyl®. ................................................................................. 24
2.4.2.2. AMG 300L. ................................................................................... 25
2.4.3. Processo de fermentação alcoólica. ...................................................... 25
2.4.4. Processo de destilação. ......................................................................... 27
2.5. Características de alguns parâmetros que influenciam no processo
industrial de etanol a partir da batata-doce. ........................................................ 28
2.6. Estudos de obtenção de etanol a partir da batata-doce. ............................. 28
3. OBJETIVOS. ..................................................................................................... 32
3.1. Geral. ........................................................................................................... 32
3.2. Específicos. ................................................................................................. 32

4. MATERIAIS E MÉTODOS. ............................................................................... 33
4.1. Determinação do teor de amido e matéria seca das cultivares (Marcela,
Amanda e Barbara). ........................................................................................... 33
4.2. Avaliação da influência do tempo e da temperatura na primeira fase da
hidrólise enzimática. ........................................................................................... 34
4.3. Levantamento das cinco metodologias de maior rendimento de
etanol por tonelada de batata-doce. ................................................................... 35
4.4. Aplicação das cinco metodologias, visando o maior rendimento de
etanol (L/t raiz) a partir de uma variedade de batata-doce. ................................ 37
4.5. Delineamento experimental. ........................................................................ 39
4.6. Estudo da metodologia (M5), em outras três cultivares. .............................. 40
5. RESULTADOS .................................................................................................. 41
5.1. Teor de amido e matéria seca das cultivares (Marcela, Amanda e
Barbara). ............................................................................................................. 41
5.2. Influência do tempo e da temperatura na primeira fase da hidrólise
enzimática. ......................................................................................................... 41
5.3. Apresentação das cinco metodologias de maior rendimento de etanol
por tonelada de batata-doce. .............................................................................. 43
5.4. Comparação entre as cinco metodologias a partir de uma variedade de
batata-doce (cultivar Marcela). ........................................................................... 44
5.5. Analise estatística das cinco metodologias avaliadas. ................................ 44
5.6. Aplicação da metodologia (M5), em outras três cultivares (Amanda,
Barbara e Ana Clara). ......................................................................................... 46
6. DISCUSSÕES. ................................................................................................. 48
7. CONCLUSÕES. ............................................................................................... 50
8. REFERÊNCIAS BIBLIOGRÁFICAS. ................................................................ 51
ANEXOS. ............................................................................................................. 57

x
LISTA DE TABELAS
Tabela 1: Estimativa da produção de etanol (L/ha) das cultivares: Mandioca,
Milho, Batata, Beterraba, Cana-de-açúcar e Batata-doce, em experimento
realizado no Alabama e Maryland nos EUA, (2009)..............................................31
Tabela 2: Parâmetros das cinco metodologias de maior rendimento de etanol a
partir da batata-doce no LASPER-UFT, de acordo com Silveira et al.
(2009).....................................................................................................................38
Tabela 3: Dados de produção (L/ton raiz), das metodologias estudadas (R-
repetição e M-metodologia)...................................................................................44
Tabela 4: Quadro de analises e variância de rendimento (L/t raiz) em 5
metodologias com 4 repetições.............................................................................45
Tabela 5: Resultado de produção de etanol (L/t raiz) para as cultivares (A-
Amanda, B- Barbara e C- Ana Clara)....................................................................46

LISTA DE FIGURAS
FIGURA 1: Processo de picotamento e trituração da batada-doce, na obtenção
de massa ralada de baixa granolumétria,.............................................................34
FIGURA 2: Mine-usina de processamento automatizado de produção de etanol
a partir da batata-doce no LASPER-UFT, Palmas-TO. Tem-se: R1 (bioreator 1),
R2 (bioreator 2), R3 (bioreator 3), D1 (Destilador) e C1 (Condensador)...............39
FIGURA 3: Gráficos do experimento de avaliação do tempo e da temperatura,
utilizando de duas concentrações (C1 e C2) da enzima alfa-amilase...................42
FIGURA 4: Gráfico das cinco melhores metodologias desenvolvidas por Silveira
et al. (2007)............................................................................................................43
FIGURA 5: Gráfico das médias das metodologias de obtenção de etanol
(L/t raiz) a partir da batata-doce, no LASPER-UFT, (2009)...................................45
FIGURA 6: Gráfico de comparação das médias de produção (L/t raiz) obtidas
aplicando a metodologia M5 nas cultivares: Amanda, Barbara e Ana Clara com
a Marcela...............................................................................................................47
xi

LISTA DE ABREVIATURAS E SIGLAS
ART: Açúcares Redutores Totais CV: Coeficiente de Variância IAA: Instituto de Açúcar e Álcool LASPER: Laboratório de Sistemas de Produção de Energia a Partir de Fontes Renováveis M1: Metodologia 1 M2: Metodologia 2 M3: Metodologia 3 M4: Metodologia 4 M5: Metodologia 5 MS: Matéria Seca TA: Teor de Amido UFT: Universidade Federal do Tocantins L: Litros L/t raiz: Litros por tonelada de raiz de batata-doce. L/ha: Litros de etanol por hectare ha: Hectare t: Toneladas mm: Milímetros mg: Miligramas ml: Mililitro ºC: Graus Celsius g/L: Gramas por Litro EtOH: Etanol rpm: Rotação Por Minuto
xii

xiii
RESUMO
SILVA, J. O. V., Comparação entre metodologias visando obtenção de maior rendimento de etanol a partir da batata-doce [Ipomoea batatas (l.) lam.], em Palmas-TO, 60 páginas. Dissertação de Mestrado em Agroenergia – Universidade Federal do Tocantins.
Atualmente, a demanda crescente por novas fontes de energia acaba por exigir dos pesquisadores novos estudos sobre alternativas bioenergéticas que possam fazer parte do quadro de opções para produção de energia limpa e sustentável. A batata-doce [Ipomoea batatas (L.) Lam.] pode fazer parte desta nova demanda, pois tem se mostrado promissora na produção de etanol, em razão da rusticidade da cultura, das elevadas produtividades no campo, e dos co-produtos gerados, com valores protéicos consideráveis, após a obtenção do etanol. No entanto mesmo apresentando rendimentos importantes, torna-se necessário um estudo comparativo entre as metodologias existentes e disponíveis hoje no Laboratório de Sistemas de Produção de Energia a Partir de Fontes Renováveis (LASPER/UFT) desenvolvidas ao longo dos anos. A disponibilidade hoje é de cinqüenta e quatro metodologias neste laboratório e acaba por exigir uma definição das melhores e mais eficientes, pois estes protocolos são decisivos no resultado final da produção de etanol por tonelada de batata-doce e por consequência nos futuros empreendimentos agroindustriais. Por esta razão o presente estudo teve por objetivo a comparação entre cinco metodologias visando o maior rendimento de etanol a partir de uma variedade de batata-doce [Ipomoea batatas (L.) Lam.], em Palmas-TO. Para isto, estudou-se o teor de amido (TA) e de matéria seca (MS) de três cultivares (Amanda, Barbara e Marcela), e observou-se que a cultivar Marcela apresentou melhores condições para produção de etanol com 75,04 % (TA) e 37,94 % (Ms). A influência do tempo e da temperatura na primeira fase do processo de hidrólise enzimática, com duas concentrações diferentes da enzima alfa-amilase, mostrou que a quebra do amido em açúcares fermentescíveis é diretamente proporcional ao aumento da temperatura (até os 90 °C), e que o tempo observado para esta conversão foi de 90 minutos. A comparação entre as cinco metodologias com quatro repetições, em um delineamento de blocos casualisados, obteve um coeficiente de variação de 4,8173 % pelo teste de Tukey, que apontou a metodologia M5 como a melhor dentre as cinco estudadas com produção média de etanol de 190, 26 L/t raiz. Aplicou-se a M5 utilizando-se em outras três cultivares (Amanda, Barbara e Ana Clara) com três repetições, e foi encontrando as produções médias de etanol de 199,58 L/t raiz, 198,88 L/t raiz e 187,10 L/t raiz, respectivamente. A produção máxima de etanol obtida neste trabalho foi de 202,32 L/t raiz (cultivar Amanda). Palavras-chave: Batata-doce, Metodologia, Etanol.

xiv
ABSTRACT SILVA, J. O. V., Comparison among methodologies seeking obtaining of larger ethanol revenue starting from the sweet potato [Ipomoea potatoes (l.) lam.], in Palmas-TO, 60 pages. Dissertation of Master's degree in Agroenergia - Federal University of Tocantins. Nowadays, the growing demand for new sources of energy ends for demanding of the researchers new studies on alternatives bio-energetics that can be part of the picture of options for production of clean and maintainable energy. The sweet potato [Ipomoea potatoes (L.) Lam.] can be part of this new demand, because it has been showing if promising in the ethanol production, in reason of the rusticity of the culture, of the high productivities in the field, and of the generated co-products, with values considerable proteins, after the obtaining of the ethanol. However same presenting important revenues, becomes necessary a comparative study among the existent and available methodologies today in the Laboratory of Systems of Production of Energy starting from Renewable Sources (LASPER/UFT) developed along the years. The readiness today is of fifty four methodologies in this laboratory and it ends for demanding a definition of the best and more efficient, because these protocols are decisive in the result end of the ethanol production for ton of sweet potato and for consequence in the futures enterprises agriculture industrial. For this reason the present study had for objective the comparison among five methodologies seeking to the production of larger ethanol revenue starting from a sweet potato variety [Ipomoea potatoes (L.) Lam.], in Palmas-TO. For this, it was studied the tenor of starch (TA) and of matter it evaporates (MS) of three you cultivate (Amanda, Barbara and Marcela), and it was observed that presented better conditions for ethanol production with 75,04% to cultivate Marcela (TA) and 37,94% (MS). The influence of the time and of the temperature in the first phase of the process of enzymatic hydrolysis, with two concentrations different from the enzyme alpha-amilase, it was shown that the break of the starch in sugar is directly proportional to the increase of the temperature (until 90 °C), and that the time observed for this conversion it was of 90 minutes. The comparison among the five methodologies with four repetitions, in a to delineate of casuality blocks, obtained a coefficient of variation of 4,8173% for the the test of Tukey, it pointed the methodology M5 as the best, among the studied five, with medium production of ethanol of 190, 26 L/t root. M5 was applied in other three cultivate (Amanda, Barbara and Ana Clara) with three repetitions, and it went finding the medium productions of ethanol of 199,58 L/t root, 198,88 L/t root and 187,10 L/t root, respectively. The maximum production of ethanol obtained in this experiment was of 202,32 L/t root (Cultivate Amanda).
keywords: Sweet Potato, Methodology, Ethanol.
1. INTRODUÇÃO
O modelo de desenvolvimento baseado no uso de combustíveis fósseis
pode em breve tornar-se insustentável devido não somente à escassez destes
combustíveis na natureza, mas também por ser um dos principais responsáveis
por grandes impactos ambientais em nosso planeta (NAHVI et al., 2005). O
advento de novas tecnologias, bem como de processos industrializados,
trouxeram grandes benefícios para a humanidade, mas baseado numa matriz
energética insegura, cara e, sobretudo, bastante negativa para o meio ambiente
(BRITO, 2007). Reconhece-se, contudo, que o modelo energético herdado do
passado é progressivamente menos sustentável, e que o fomento das energias
renováveis contribui decisivamente para um futuro “ambientalmente sustentável”
(SOUZA et al., 2005). Contudo, as principais fontes de energias renováveis,
apenas recentemente têm sido efetivamente consideradas como alternativas reais
para suprir os nichos do mercado ou para complementar as fontes convencionais.
De acordo com Bindraban et al. (2009), parece improvável que a ampla produção
de biocombustíveis será capaz de obedecer a critérios de sustentabilidade antes
de 2020.
A busca por novas fontes de energias renováveis está alicerçada no
constante aumento dos custos de obtenção do petróleo e pela pressão mundial
visando à redução de impactos ambientais, que são gerados em razão das
emissões de gases poluentes durante a sua combustão (O’LEARY, 2002).
Constituem algumas dessas fontes: o biodiesel, o etanol, a energia solar e eólica,
a biomassa florestal, o biogás e o uso de resíduos agropecuários (carvão vegetal
e etc). Isso tem levado muitos países a considerarem a necessidade de profundas
mudanças, incluindo a intensificação do aproveitamento de outras fontes
energéticas, sobretudo essas renováveis. Este fato fez com que fossem tomadas
medidas necessárias que limitassem os danos causados pela atividade humana
no ambiente (EDUARDO, 2002).
15

A utilização da biomassa para fins energéticos tem uma participação
crescente perante a matriz energética mundial, levando às estimativas de que até
o ano de 2050 deverá dobrar o uso mundial de biomassa disponível (NAJAFPOUR
et al., 2004). A energia renovável obtida com o uso da biomassa pode ainda
atender às necessidades energéticas de forma sustentável, conservando ao
mesmo tempo a biodiversidade e tornando-se uma alternativa de desenvolvimento
econômico para pequenas comunidades agrícolas em torno ou não, das usinas de
geração de energia (SILVEIRA, 2002; LIMA & AMORIN, 2001).
Alguns países estão investindo na produção de etanol, buscando
alternativas viáveis, nessa fonte renovável de combustível, espelhando-se
principalmente, na bem sucedida experiência brasileira com a cana-de-açúcar, na
produção e utilização deste combustível em sua matriz energética (NEGRÃO &
URBAN, 2005). Dentre as fontes de biomassa citadas no Brasil como importantes
para produção de etanol, temos: a cana-de-açúcar, e aquelas que provêm de
fontes amiláceas, como a mandioca e a batata-doce (MELLO, 2001).
A batata-doce [Ipomoea batatas (L.) Lam.] tem sido relatada por alguns
autores como uma fonte altamente promissora para produção de etanol (ARAÚJO,
1978; MENEZES, 1980; CEREDA, 1987, SILVEIRA, et al., 2007; ZISKA et al.,
2009; TIAN et al., 2009, dentre outros). Embora essa cultura seja a que apresente
o menor número de cientistas no Brasil, envolvidos em pesquisá-la (SOUZA,
2005). Segundo Silveira et al. (1996), a batata-doce é uma planta de grande
importância social, de origem tipicamente tropical e subtropical, considerada
rústica e de fácil cultivo, apresenta boa resistência contra a seca e ampla
adaptação a solos de baixa a média fertilidade.
Na região Norte do Brasil, em especial, no estado do Tocantins, alguns
pesquisadores vem buscando alternativas que sejam adequadas ao seu ambiente.
Nessa região a cultura da batata-doce vem apresentando uma produção real de
biomassa altamente viável, pelo baixo custo de produção, e por apresentar uma
boa produtividade em campo (CAMPOS et al., 2002), viabilizando esse processo
16
de obtenção de etanol através dessa fonte de biomassa. Entretanto, sabe-se que
a produção de etanol (L/t raiz) é altamente correlacionada com a metodologia
utilizada no processo industrial. Assim, é de suma importância para o avanço
dessa tecnologia um estudo comparativo das melhores metodologias existentes,
desenvolvidas por Silveira et al. (2007), no LASPER-UFT. Por esta razão, o
presente estudo tem por objetivo principal a comparação entre metodologias
visando à obtenção de maior rendimento de etanol a partir da batata-doce
[Ipomoea batatas (L.) Lam.], em Palmas-TO.
17

2. REVISÃO DE LITERATURA
2.1. Aspectos da agroenergia no Brasil.
Ao longo dos anos a busca por novas fontes de energia renovável vem
crescendo e se tornando cada vez mais importante estudar ou até mesmo
resgatar culturas agrícolas nativas com potenciais fontes geradoras de energia
para o Brasil, onde estas ainda não se encontram inseridas em grandes
percentuais participativos na matriz energética brasileira (DANTAS et al., 2005).
Ha, entretanto, uma renovada busca, não só no país, mas mundial, por fontes
alternativas de energia que utilizam dentre os diferentes tipos de processos de
conversão, a biomassa, em uma matriz primária de energia, tendo como produto
final o etanol (THOMPSON, 2003).
O Brasil é o país que reúne o maior quantitativo de vantagens
comparativas para liderar a agricultura de energia. A primeira vantagem
comparativa que se destaca é a perspectiva de incorporação de áreas e
agricultura de energia, sem competição com a agricultura de alimentos, e com
impactos ambientais circunscritos ao socialmente aceito. O segundo aspecto a
considerar é a possibilidade de múltiplos cultivos dentro do ano calendário
(BRITO, 2007). Por situar-se, predominantemente, na faixa tropical e subtropical
do planeta, o Brasil recebe intensa radiação solar. A energia solar é a base da
produção de bioenergia, e a densidade desta por unidade de área, depende
diretamente da quantidade de radiação solar incidente (MARTIN, 1990). Em
decorrência de sua extensão e localização geográfica, o Brasil apresenta
diversidade de clima, exuberância de biodiversidade e detém um quarto das
reservas superficiais e subterrâneas de água doce no mundo. Entretanto, ainda
não se explora suficientemente o desenvolvimento de tecnologias próprias para
uso destas potencialidades, ficando o país muitas vezes na dependência de
importação de equipamentos e matérias-primas (SOUZA et al., 2005).
18
Além do foco ambiental e socioeconômico de primeira grandeza, esses
direcionamentos com o etanol, demandam na reconhecida capacidade de
distribuição desses efeitos na cadeia produtiva sucroalcooleira, na geração de
empregos em larga escala e na redução de dependência externa de petróleo, bem
como na melhoria da balança comercial, dentre outros (NEGRÃO & URBAN,
2005). Pode-se ressaltar a devida importância do Brasil como um dos países
detentores não só de tecnologias, mas à frente por suas características climáticas
e territoriais que ocupa no mundo, uma posição privilegiada tanto em termos de
biodiversidade quanto a sua capacidade de gerar recursos renováveis em grande
escala, como o etanol, provindo da cana-de-açúcar e de fontes amiláceas, como a
mandioca, e a batata-doce, sendo deste modo, referência mundial para busca de
novas fontes de energias renováveis (MARQUES & SERRA, 2004).
O Brasil destaca-se no panorama mundial pelo elevado uso de fontes
renováveis em sua oferta primária de energia. Em 2004 o governo formulou o
plano nacional de agroenergia – PNA, para o período de 2006 a 2011, com a
perspectiva de direcionar investimentos nas áreas tecnológicas e estimular o
desenvolvimento empresarial nas cadeias denominadas agroenergéticas:
biodiesel, etanol, florestas energéticas e aproveitamento de resíduos e dejetos
(SEBRAE, 2009).
2.2. A cultura da batata-doce.
A batata-doce (Ipomoea batatas (L.) Lam.) pode ser observada ao longo
da evolução do homem, porém, segundo Garcia & Leonel (2002) o primeiro relato
de utilização desta cultura, foi há mais de quatro mil anos (os egípcios utilizavam o
amido de batata-doce como matéria-prima para o uso alimentício). Porém sua
origem pode ser rastreada no Peru, onde servia de alimento de subsistência.
Quando os espanhóis chegaram já encontraram a cultura da batata-doce bem
distribuída nas Américas do Sul e Central, até o México (VIEIRA, 2004).
19
Atualmente é cultivada em todo o Brasil, destacando-se as Regiões Sul e
Nordeste.
De acordo com o International potato center (2006), a batata-doce está
entre as culturas de maior importância do mundo. Com uma produção anual
superior a 133 milhões de toneladas, ela ocupa o quinto lugar, depois do arroz,
trigo, milho, e mandioca, entre as culturas com maior peso fresco, em países em
desenvolvimento. É cultivada em mais de 100 países em desenvolvimento, sendo
encontrada entre as cinco principais culturas produzidas em mais de 50 destes
países.
Segundo BORBA (2005), devido à grande biodiversidade e condições
climáticas favoráveis, o Brasil tem o privilégio de conter em todo seu território,
grande absorção de energia solar que é convertida em fontes de biomassa de
variadas espécies, o que acaba privilegiando o cultivo da batada-doce. Essa é
uma cultura rústica, de ampla adaptação, fácil cultivo, alta tolerância à seca e de
baixo custo de produção. É detentora de caule tenro, que se desenvolve rastejante
no solo, impedindo a erosão e o crescimento de plantas daninhas. Suas raízes
são tuberosas e variam de forma, tamanho e coloração, conforme a cultivar e o
meio ambiente em que são produzidas. As principais características da batata-
doce são armazenar reservas nutritivas em suas raízes e fácil adaptação às
condições ecológicas, tendo uma grande demanda por água, sobretudo nos
primeiros dias de cultivo (SANTANA, 2003). O melhor solo para o
desenvolvimento da batata-doce é aquele que apresenta boa drenagem, textura
arenosa ou areno-argilosa, sendo levemente ácido ou neutro. Sua propagação é
realizada vegetativamente, as raízes, assim como as ramas, podem ser utilizadas
no consumo humano e animal, podendo as primeiras serem utilizadas como fonte
de matéria prima para a agroindústria (CEREDA et al., 1987). Uma característica
primordial é seu curto ciclo produtivo (4 a 5 meses), que poderia ultrapassar a
cana-de-açúcar (12 e 18 meses) e a mandioca (10 a 20 meses) em sua
20

produtividade global. Mas para que isso ocorra é necessário investimento em
pesquisas voltadas para a melhoria das tecnologias de produção (SOUZA, 2005).
2.3. Amido.
O amido é produto final do processo fotossintético e constitui a reserva de
carbono nas plantas. É um polissacarídeo que fornece entre 70 a 80% das
calorias consumidas pelo homem. Trata-se de uma matéria-prima renovável,
biodegradável e não-tóxica. Depois dos açúcares mais simples (sacarose, glicose,
frutose, maltose), é o principal carboidrato que os vegetais superiores sintetizam
através da fotossíntese (SCHMIDELL & FACIOTTI, 2001).
O amido apresenta diferentes propriedades conforme a origem botânica,
notadamente na forma e tamanho dos grânulos, na proporção entre amilose e
amilopectina, e na capacidade de absorção de água e temperatura de
gelatinização (CABELLO, 1995). O amido armazenado nas células de sementes,
raízes e tubérculos acha-se depositado na forma de grânulos, a estrutura do
grânulo está intimamente ligada ao seu desenvolvimento na célula viva e são
compostas de macromoléculas lineares e ramificadas (BORBA, 2005).
Quanto a sua composição química, o amido é composto por resíduos de
α-D-glucose, formando dois tipos de macromoléculas: a amilose (20 e 22%) e a
amilopectina (75 e 80%) (LIMA & AMORIN, 2001). A amilose é um polissacarídeo
composto por unidades de D-glicose, unidas por ligações α(1-4) em longas
cadeias predominamente lineares e apresenta a propriedade de adsorver até 25
vezes seu peso em água. Já a amilopectina é formada por ligações α(1-4) nas
porções retilíneas e ligações α(1-6) nas ramificações (a cada 20 a 30 moléculas de
glicose ocorre um ponto de ramificação) (FRANCO et al., 2001). O peso molecular
da amilose varia entre 105 a 106, enquanto que a amilopectina fica entre 107 a 109,
dependendo da fonte botânica (GALLIARD & Bowler, 1987).
21

O amido, por ser um polímero complexo, não é diretamente
fermentescível, mas é possível transformá-lo em açúcares de menor peso
molecular e depois submeter o hidrolisado à fermentação alcoólica. Segundo
Garcia & Leonel (2002) e Hoover (2001), a técnica de conversão do amido em
glicose diferem de acordo com a matéria prima utilizada, mas em geral envolvem o
processo de hidrólise, que pode ser por via química (ácidos, calor e pressão) ou
por via enzimática (ação de enzimas microbianas ou vegetais).
Entre as matérias primas agrícolas ricas em amido estão os cereais em
grão – milho, sorgo, trigo, arroz, e outros; assim como as raízes e tubérculos –
batata, batata-doce, mandioca, cará dentre outras (LIMA et al., 2005). A batata-
doce em particular, vem sendo apontada por diversos pesquisadores como uma
fonte promissora de utilização do amido voltado para obtenção de etanol.
2.4. Processos utilizados na obtenção de etanol a partir do amido.
Alguns aspectos devem ser analisados quanto à produção de etanol a
partir de amiláceos, uma vez que o Brasil é detentor de boa tecnologia agrícola de
grãos, de tubérculos e raízes ricas em amido, como a batata-doce (OMETTO,
1998). Com o advento de inovações biotecnológicas, principalmente na área de
tecnologia de enzimas e fermentação, muitos caminhos novos têm sido abertos
para utilização dessas fontes amiláceas (MITA et al., 2005).
A produção de etanol a partir de fontes amiláceas passa por duas fases
importantes antes da destilação: a hidrólise e a fermentação (SOUZA, 2005).
2.4.1 – Hidrolise Enzimática
22

A hidrólise enzimática ocorre pela ação de enzimas especificas capazes
de converter polímeros maiores em oligossacarídeos de menor peso molecular. As
enzimas são proteínas especializadas na catálise de reações biológicas. Elas
estão entre as biomoléculas mais notáveis devido a sua extraordinária
especificidade e poder catalítico, que são muito superiores aos catalisadores
produzidos pelo homem. Como catalisadores celulares extremamente poderosos,
as enzimas aceleram a velocidade de uma reação sem, no entanto, participar
como reagente ou produto. Elas atuam ainda como reguladoras deste conjunto
complexo de reações, sendo, portanto, consideradas as unidades funcionais do
metabolismo celular (OLIVEIRA et al., 2008).
O amido utilizado para produção de etanol, não é diretamente fermentado
como em outras matérias-primas (como a cana-de-açúcar); este apenas é
fermentado após a hidrólise, que é denominada sacarificação, pela qual o amido
se transforma em açúcares simples, diretamente metabolizáveis (LIMA et al.,
2001). A sacarificação é, portanto, o processo de transformação do amido ou
fécula infermentescível em açúcares fermentescíveis (Glicose), e realiza-se por via
química ou biológica. A sacarificação biológica se faz por ação enzimática ou pela
ação de microrganismos (SURMELY et al., 2003).
Existem poucas enzimas amilolíticas comerciais disponíveis no Brasil.
Muitas são usadas em processos de panificação ou em rações animais. A
empresa Novozymes, que é uma das líderes mundiais em biotecnologia, fornece
as enzimas: Termamyl 120L e a AMG 300L, que segundo ARCE (2005) são as
enzimas que apresentou os melhores resultados de quebra do amido em glicose.
A hidrólise do amido se dá pelo desdobramento total das moléculas de
amilose, que ao se romperem transformam-se em dextrinas cada vez mais
simples e finalmente em glicose, o qual é levada ao processo de fermentação para
obtenção do etanol. O amido não tem sabor, mas os produtos de uma hidrólise
intensa apresentam sabor adocicado (FRANCO et al., 2001).
23

De forma simples, no processo de hidrólise enzimática é necessária a
associação de dois tipos de enzimas especificas: a alfa-amilase, que diminui a
viscosidade, e a glucoamilase, que transforma o amido liquefeito em açúcares de
menor peso molecular, sendo que deve ser feito o pré-aquecimento das raízes
trituradas, na diluição dada de acordo com a metodologia aplicada (Variam entre
1:1 à 2:1, de água por massa de fonte amilácea), para que haja a gelatinização do
meio hidrolisado, facilitando a ação das enzimas (CEREDA, 2005). O primeiro
passo para conversão do amido em glicose, é a utilização da enzima alfa-amilase,
que é mais resistente a valores extremos de temperatura (85-110 ºC), bem como,
ao tratamento com uréia e ao ataque de enzimas proteolíticas (GRAEL &
MENEZES, 1989). A segunda fase do processo é a utilização da enzima
glucoamilase, ou as chamadas enzimas amiloglucosidades. As principais
aplicações dessas enzimas estão no processo de panificação, de produção de
xaropes e de etanol. São também consideradas enzimas termoestáveis (55-60ºC)
em soluções acidificadas (pH 4,0 – 5,5) (PIMENTEL, 1987). A amiloglucosidade
desempenha papel principal na hidrólise do amido in natura e quando associada à
alfa-amilase apresenta um grande efeito sinergético (ABE et al., 1988).
2.4.2 – Enzimas amilolíticas
2.4.2.1 - Termamyl®
Termamyl é um preparado enzimático líquido e concentrado, á base de
alfa-amilase termo-estável, produzida a partir de uma cepa selecionada de
Bacillus licheniformes. A enzima hidrolisa as ligações α-1,4 da amilose e da
amilopectina, convertendo rapidamente o amido em dextrinas e oligossacarídeos
solúveis. A termamyl foi especialmente desenvolvida para promover a liquefação
(dextrinização) do amido e produção de maltodextrinas (OLIVEIRA et al., 2008).
24

As amilases, de uma maneira geral, agem na superfície do grânulo de amido. A
ação continua da alfa-amilase causa a quebra da molécula nos grânulos que
podem ser dissolvidos completamente (FREENCH, 1984).
2.4.2.2 - AMG 300L
A AMG é uma amiloglicosidase de grau alimentício, produzida a partir de
uma cepa selecionada de Aspergillus niger. A enzima hidrolisa as ligações α- 1,4 e
α-1,6 do amido liquefeito. Durante a hidrólise, eliminam-se gradualmente as
unidades de glicose da extremidade não redutora. A velocidade de hidrólise
depende do tipo de ligação e do comprimento da cadeia. A AMG é recomendada
para sacarificação do amido na produção de glicose (OLIVEIRA et al., 2008). A
ação da amiloglucosidase se dá de forma lenta ao ataque inicial da amilose,
devido à atuação da mesma ser efetuada na extremidade não-redutora da
molécula (FUJII et al., 1988).
2.4.3 – Processo de fermentação alcoólica
A fermentação alcoólica é o processo bioquímico, que ocorre no
citoplasma da levedura alcoólica, responsável pela transformação de açúcar em
álcool etílico. Esse processo bioquímico é realizado por mais de uma dezena de
enzimas, e pode ser considerado como a oxidação anaeróbica, parcial, da glicose,
por ação de leveduras (Saccharomyces cerevisiae), com a produção final de
álcool etílico, além de outros produtos secundários como, por exemplo, o CO2.
(OLIVEIRA et al., 2008). A produção de etanol pela via fermentativa é
acompanhada pela formação de compostos como glicerol, ácida succínico e
alcoóis superiores. A presença de alcoóis superiores no meio fermentativo é
indesejável nas destilarias porque dificulta na obtenção do etanol puro. No caso
25

das bebidas alcoólicas, os alcoóis superiores desempenham papel importante no
aroma (RANKINE & HOUNG, 1971).
No Brasil, estudos cinéticos da fermentação alcoólica buscaram inspiração
nos trabalhos a respeito da batelada alimentada para cultivos microbianos a partir
de 1982 (VALDMAN & GUTZ, 2008). Vários processos fermentativos têm sido
desenvolvidos em função de diferentes aplicações. Um desses tem importância
tanto em escala industrial como em nível de pesquisa, que é o processo
descontínuo alimentado, também conhecido como processo por batelada
alimentada ou, simplesmente, fermentação descontínua alimentada (CARVALHO
et al., 2001). A fermentação em batelada alimentada é definida como um processo
em que há introdução contínua ou intermitente, constante ou variável, de substrato
ao longo da operação, sem nenhuma saída de mosto do fermentador, a não ser
no final, quando a descarga pode ser total ou parcial, no último caso dando início a
novo ciclo (batelada alimentada cíclica) (MAYER, 1991).
Os biorreatores têm sido cada vez mais utilizados no processo de
fermentação alcoólica. Estes biorreatores também são denominados de “reatores
bioquímicos” ou ainda “reatores biológicos”. Onde ocorre uma série de reações
químicas catalisadas por “biocatalisadores”. Esses biocatalisadores podem ser
enzimas ou células vivas (microbianas, animais ou vegetais) (SCHIMIDELL &
FACIOTTI, 2001). Assim, podem-se classificar os biorreatores em dois grandes
grupos: o primeiro, nos quais as reações ocorrem na ausência de células vivas, ou
seja, são tipicamente os “reatores enzimáticos”, e o segundo aqueles nos quais as
reações se processam na presença de células vivas (SOUZA, 2005).
O biocatalisador (microrganismo, célula animal, vegetal ou enzima) deve
ser selecionado em função de algumas propriedades como capacidade de
converter produto em substrato com altos rendimentos e produtividade, e,
sobretudo por apresentar estabilidade sob condições ambientais extremas, e
26

tolerância e resistência a substâncias tóxicas que podem ser geradas no decorrer
do bioprocesso (BON & PEREIRA-JR, 1999).
2.4.4 – Processo destilação
A destilação é um processo clássico da engenharia química, sendo um
dos métodos mais indicados para separar misturas líquidas nos seus
componentes. O termo destilação origina-se na palavra latina “destillare” que
significa pingar ou gotejar vagarosamente no sentido descendente (OLIVEIRA et
al., 2008).
A destilação é o processo final de obtenção de álcoois, assim sendo, após
a fermentação, o mosto passa ser chamado vinho, compõe-se de água e álcool
etílico em maiores proporções, e muitos outros compostos que constituem a
chamada "fração não álcool", ou também denominada "componentes
secundários", substâncias essas responsáveis pelo sabor e aroma dos
aguardentes. Os principais componentes da fração não álcool são: aldeído
acético, ácido acético e ésteres desses ácidos, furfural e álcoois superiores como
o amílico, isoamílico, butílico, isobutílico, propílico e isopropílico (LIMA, 2001).
O processo de destilação baseia-se em ferver o mosto dentro de um
alambique de cobre, ou dorna de destilação, produzindo vapores que são
condensados por resfriamento e apresentam assim grande quantidade de etanol.
As primeiras porções (cabeça) e as últimas (cauda) das saídas do processo
devem ser separadas, eliminadas ou recicladas, devido às toxinas. No que diz
respeito à volatilidade, são denominados de produtos de "cabeça" aqueles que
apresentam ponto de ebulição inferior ao do álcool etílico e produtos de "cauda" os
que possuem ponto de ebulição superior a ele (NOVAES, 1994).
27

2.5. Parâmetros que influenciam no processo industrial de produção de
etanol a partir da batata-doce.
Conduzindo estudos sobre a caracterização físico-química de alguns clones
de batata-doce cultivadas na área experimental da Universidade Federal do
Tocantins – UFT, Silva et al. (2003) observaram que não havia diferenças
significativas quanto à composição de amido e lipídeos, quando comparado com
os resultados obtidos por Leonel & Cereda (2000). No entanto, quanto ao teor de
proteínas e cinzas, os valores encontrados por Silva et al. (2003), mostraram-se
duas vezes superiores, quando comparados com aqueles encontrados por Leonel
& Cereda (2000). Estes resultados ajudaram a conhecer melhor as características
físico-químicas da cultura da batata-doce cultivada no estado do Tocantins, bem
como para melhor utilização das potencialidades dessa fonte de biomassa para
produção de etanol.
Souza et al. (2005) conduzindo experimentos sobre os processos de
hidrólise e fermentativos de biomassa de batata-doce no Tocantins, observou que
a utilização da Saccharomyces cerevisae, mostrou-se promissora para produção
de etanol. Bem como, a conversão do amido em glicose apresentou altas
eficiências de hidrólise, quando se utilizava a associação entre a alfa-amilase e
amiloglucosidase, sendo que os maiores valores de concentração de glicose
obtidos, foram para a relação de 50:50 µL/g de alfa-amilase:amiloglucosidase.
Esta concentração passou a ser utilizada pelos pesquisadores do LASPER-UFT,
em várias outras metodologias posteriores ao estudo para alcançar índices
maiores de conversão do amido em açucares redutores.
2.6. Estudos de obtenção de etanol a partir da batata-doce.
Na literatura existente, os trabalhos relacionados com fontes amiláceas
foram praticamente abandonados desde a década de 70 (TAVARES et al., 2005),
28

deixando uma imensa lacuna científica e tecnológica sobre o conhecimento da
verdadeira potencialidade da cultura da batata-doce como fonte promissora na
obtenção de etanol (SILVA et al., 2002). Entretanto, alguns autores (ARAÚJO,
1978; MENEZES, 1980; CEREDA, 1987; TAVARES et al., 2005; SILVEIRA et al.,
2007, ZISKA et al., 2009, TIAN et al., 2009, dentre outros) apontam esta cultura
como uma fonte altamente promissora para esse fim.
Araújo (1978), um dos primeiros pesquisadores a desenvolver projetos
relacionados à obtenção de etanol a partir da batata-doce, estudou parâmetros
preliminares na obtenção da tecnologia envolvida. Este fato se deu em razão da
necessidade de busca de novas fontes de matéria-prima para produção de etanol,
com viabilidade econômica condizente com o modelo de agricultura da época. O
autor observou que uma das vantagens dessa cultura seria o alto teor de açúcar
presente na raiz in natura, bem como a viabilidade para o equacionamento da
produção de etanol utilizaria do aproveitamento dos subprodutos da batata-doce.
A partir desse estudo, obteve-se resultados expressivos, alcançando cerca de 158
litros de etanol por tonelada de batata-doce, utilizando-se da metodologia de
hidrolise enzimática. Entretanto, esse autor ficou limitado em prosseguir com seus
estudos, devido à baixa produtividade em campo dos clones obtidos na época,
que variavam entre 11 a 13 toneladas por hectare, e recomendou maiores estudos
sobre a batata-doce no que se refere à pesquisa agrícola no sentido de aumentar
a produtividade em campo, assim como a resistência a doenças e pragas.
Estudos de Maluf et al. (1987) apontaram que a cultura da batata-doce,
embora rústica e susceptível a doenças causadas por fungos, vírus, nematóides e
também a pragas (insetos e ácaros), mostrava-se uma fonte promissora na
produção de etanol. Entre os fatores que contribuem para destacar as
características favoráveis da batata-doce estão: um ciclo curto de produção (4-5
meses), rusticidade no campo, adaptação as condições tropicais, possibilidade de
produção em condições de solo de baixa a média fertilidade, e principalmente o
baixo custo de produção. Do ponto de vista do potencial para produção de etanol
29

a batata-doce pode produzir de 120 a 130 litros de etanol por toneladas de raízes
(MENEZES, 1980).
Silveira et al. (2007), vem desenvolvendo várias pesquisas a respeito da
utilização da cultura da batata-doce como fonte de matéria-prima para obtenção
de etanol. Um destes estudos realizados foi voltado para a produtividade em
campo de toneladas por hectare, visto que os índices anteriores observados por
Araújo (1978) eram insuficientes para o este fim, porém Silveira et al. (2007)
através do desenvolvimento de novos clones de batata-doce, alcançou valores de
produção em campo que variam entre 28 a 65 toneladas por hectare, nas
condições climáticas do estado do Tocantins. O mesmo grupo vem desenvolvendo
pesquisas voltadas para a melhoria do processo de obtenção de etanol a partir da
batata-doce, através do estudo de novas metodologias, onde já foram alcançados
rendimentos entre 120 a 199 litros de etanol por tonelada de batata-doce,
tornando essa cultura bastante atrativa para este fim.
Ziska et al. (2009), conduzindo estudos sobre as fontes potenciais de
carboidratos para produção de etanol nos estados do Alabama e Maryland nos
EUA, fizeram uma estimativa de produção de etanol em litros por hectare das
seguintes culturas: Mandioca, Milho, Batata, Beterraba, Cana-de-açúcar e Batata-
doce, apresentados na tabela 1.
Os resultados obtidos por Ziska et al. (2009), mostram a cultura da batata-
doce como uma fonte promissora para produção de etanol, alcançando no
experimento (b) 8.839 L/ha, contra 6.195 L/ha da cana-de-açúcar. É importante
ressaltar que essa estimativa foi realizada de acordo com os dados de produção
obtidos em experimentos realizados nos EUA (nos estados de Alabama e
Maryland).
30

Tabela 1: Estimativa da produção de etanol (L/ha) das cultivares:
Mandioca, Milho, Batata, Beterraba, Cana-de-açúcar e Batata-doce, em
experimento realizado no Alabama e Maryland nos EUA, (2009).
Culturas Etanol (L/ha) Mandioca (a) 6717 Mandioca (b) 2746 Milho (a) 3797 Milho (b) 3399 Milho (c) 3880 Batata (c) 4884 Beterraba (c) 5891 Cana-de-açúcar (c) 6195 Batata-doce (a) 8141 Batata-doce (b) 8839 Batata-doce (c) 2608 (a) Experimento realizado no Alabama. (b) Experimento realizado em Maryland. (c) Baseado no rendimento médio USA.
Fonte: Ziska et al., (2009)
Estudos conduzidos por Tian et al. ( 2009), a respeito do potencial de
produção de bicombustíveis na China, avaliaram algumas culturas em relação a
estimativa de produção de etanol em litros por hectare, com 96% de concentração
em volume de etanol, e encontraram os seguintes resultados: Cana-de-açúcar
(6.730 L/ha), beterraba (6.096 L/ha), batata-doce (5.880 L/ha), sorgo sacarino
(4.970 L/ha), alcachofra de Jerusalém (4.665 L/ha), mandioca (3.638 L/ha), milho
(3.168 L/ha) e trigo (2.357 L/ha). De acordo com Tian et al. ( 2009), a produção
média em campo de batata-doce utilizada para estimar o valor obtido acima foi
de 37,06 t/ha, porém pode-se obter rendimentos entre 45 e 75 t/ha, dependendo
das condições da terra e das melhorias em novas variedades, aumentando assim
a estimativa da batata-doce na produção de etanol em litros por hectare.
Lembrando que a China é o maior produtor mundial de batata-doce com 100
milhões de hectares plantados em 2006.
31

3. OBJETIVOS
3.1- Geral.
Comparar cinco metodologias visando o maior rendimento de etanol a partir
de uma variedade de batata-doce [Ipomoea batatas (L.) Lam.], em Palmas-TO.
3.2- Específicos.
Determinar dentre as cultivares disponíveis pelo LASPER-UFT, uma que
aponte maior teor de amido e matéria seca, para realização do experimento.
Avaliar a influência do tempo e da temperatura na primeira fase da hidrolise
enzimática, utilizando de duas concentrações diferentes da enzima alfa-amilase.
Realizar experimento com a metodologia que apontar o maior rendimento
de etanol (L/t raiz) utilizando outras três cultivares de batata-doce pelo o LASPER-
UFT.
32
3
4. MATERIAIS E MÉTODOS
Os ensaios experimentais (plantio, processamento de obtenção de etanol a
partir da batata-doce, procedimentos de laboratório e tratamento dos resultados)
foram realizados na área experimental da Universidade Federal do Tocantins –
UFT, especificadamente no Laboratório de Sistema de Produção de Energia a
partir de Fontes Renováveis (LASPER), onde se encontra uma mini-usina de
processamento de etanol a partir da batata-doce. Este protótipo automatizado de
processo industrial foi desenvolvido pelo laboratório acima citado, e foi utilizado
em todos os experimentos de obtenção de etanol a partir da batata-doce
realizados neste trabalho.
4.1. Determinação do teor de amido e matéria seca das cultivares (Marcela,
Amanda e Barbara).
As cultivares disponíveis em campo na época para realização do
experimento eram: Amanda e Barbara com cinco meses de cultivo, e a Marcela
com seis meses. Foram retiradas amostras destas cultivares para determinação
do teor de amido e de matéria seca, visando a determinação da cultivar que
apresentasse melhores condições para produção de etanol, devido a maior
quantidade de amido contido na batata-doce. Para verificação do teor de amido foi
seguido o Método Eynom/Lane, adaptado por Cereda (2008) (anexo 1), com três
amostras de cada cultivar com três repetições cada, num total de 9 amostras para
gerar uma média do teor de amido para cada cultivar analisada.
A determinação de matéria seca seguiu metodologia de acordo com AOAC,
(1980) (anexo 2), com repetição de dez amostras para cada cultivar, para gerar
uma média de matéria seca obtida em cada cultivar analisada.
33

4.2. Avaliação da influência do tempo e da temperatura na primeira fase da
hidrólise enzimática.
Para realização deste experimento foram utilizadas duas concentrações
diferentes (C1= 750 e C2 = 1500 ml/t raiz) da enzima alfa-amilase (Termamyl ®),
estudando-se somente a primeira fase do processo de hidrólise.
Foi realizada a colheita da batata-doce (Cultivar Marcela, com
aproximadamente seis meses de cultivo) na área experimental da UFT e as
batatas-doce foram encaminhadas ao LASPER para o processo de lavagem,
picotamento, e trituração. O picotamento das mesmas, foi realizado de forma a
ficarem com tamanho adequado para entrarem no equipamento de trituração (em
média de até 5 cm²), para serem trituradas e re-trituradas para diminuir a
granulométria, conforme mostra figura 1. Após o processo de trituração, foi obtida
uma massa ralada. Foram padronizados seis quilos de massa ralada para todos
os experimentos.
Figura 1: Processo de picotamento e trituração da batada-doce, na obtenção de
massa ralada de baixa granulométria.
Após obtenção da massa ralada, foi divido em dois reatores, com massas
raladas iguais de seis quilos cada, para serem adicionadas as duas concentrações
da enzima alfa-amilase (C1 e C2), juntamente com seis litros de água em cada
34
reator, observando a diluição de 1:1. Com auxílio de um termômetro tipo espeto
digital (Modelo: TM-879, marca: EQUITHERM, faixa:- 50 à +300ºC) e de um
refratômetro manual (Modelo: Nacional, faixa de leitura: 0 à 90 ºBrix), foram
coletados dados de temperatura (ºC) e do ºBrix, a cada 10 minutos, em cada
experimento, iniciando na temperatura ambiente até os 95 ºC, durante 120
minutos. O aquecimento de cada reator foi feito de forma gradual, mantendo a
temperatura em no máximo 110 ºC, temperatura esta que compromete a atuação
da enzima alfa-amilase. Este procedimento foi feito com três repetições para cada
uma das duas concentrações de enzima alfa-amilase (C1 e C2).
4.3. Levantamento das cinco metodologias de maior rendimento de etanol
por tonelada de batata-doce.
As metodologias desenvolvidas por Silveira et al. (2007), fazem parte do
banco de dados do LASPER-UFT, onde estão catalogadas cerca de 54
metodologias diferentes, principalmente em concentração de enzimas, diluição, e
quantidade de levedura, que foram testadas em diferentes cultivares de batata-
doce, obtendo-se diferentes produções de etanol com rendimentos que variam
entre 120 a 199 litros de etanol por tonelada de batata-doce. Logo, foi feito um
levantamento, a respeito das cinco metodologias que mostraram os maiores
rendimentos (L/t raiz) alcançados, dentre as 54 existentes. Estas cinco foram
denominadas como: M1, M2, M3, M4 e M5 e foram utilizadas neste estudo.
Entretanto existe uma metodologia geral de obtenção de etanol a partir da
batata-doce, de acordo com Silveira et al. (2007), conforme os passos a seguir.
1 - As raízes são lavadas e picotadas para em seguida serem trituradas,
formando uma massa ralada;
35
2 – A massa ralada (6 Kg) é levada ao bioreator para ser processada, com
quantidade de água pré-determinada. Nessa mesma etapa adiciona-se a
Enzima Termamyl ou Alfa-amilase, ainda na água antes do processo de
cozimento;
3 - O tempo médio de processamento é de cerca de 90 minutos, após
alcançar a temperatura de 90ºC;
4 - O meio hidrolisado é resfriado e ajustado o pH para 4,0 a 4,5, utilizando-
se HCl (1N). Após resfriar este meio a 60ºC, adiciona-se a segunda
enzima, a AMG-300L ou glucoamilase, para ocorrer o processo de
sacarificação. Mantida esta temperatura por 1 hora para atuação da
glucoamilase mais o tempo de resfriamento do meio;
5 – O meio agora hidrolisado é resfriado a (30ºC) e adicionado água para
alcançar 13º BRIX, para se obter uma melhor fermentação;
6 – Adiciona-se a quantidade de fermento de panificação (Saccharomyces
cerevisiae), na proporção de cada metodologia e espera-se o tempo pré-
determinado para o processo final;
7 – Após o tempo de fermentação (20 horas, padrão para todos os
experimentos) todo fermentado vai à dorna de destilação, durante 90
minutos de processo, onde é retirado o etanol;
8 – O etanol produzido é coletado a cada 500 ml em uma proveta, e feito
aferição do teor alcoólico com o Alcoômetro de Gay Lussac (Marca:
INCOTERM, faixa de leitura: 0-100 ºGL);
36

9 – O Etanol que sai em média com 60 ºGL e é retirado até alcançar os 5
ºGL, obtendo assim diversos graus alcoólicos durante a destilação. Para se
fazer o cálculo do rendimento real da produção a 93 ºGL tem-se.
Primeiramente, fazer o cálculo do volume de produção real a 93
ºGL (litros), substituindo o volume total de etanol obtido no
experimento (litros) vezes a média do teor alcoólico obtido no
experimento (ºGL), dividido pelo teor desejado de álcool ao qual se
quer converter (No caso desta, foi convertido para 93 ºGL –
Carburante). Conforme mostra Equação-1.
(Eq.1)
Em seguida o valor encontrado de V(Prod. real a 93 ºGL) (litros) é
substituído na equação-2 para se obter o rendimento real da
produção a 93 ºGL (Litros por tonelada).
(Eq.2)
Calcula-se assim o rendimento em litros por tonelada do
experimento.
4.4. Aplicação das cinco metodologias, visando à produção de maior
rendimento de etanol a partir de uma variedade de batata-doce.
A obtenção da massa ralada seguiu o descrito no item 4.2, e aplicaram-se
as quantidades pertinentes a cada uma das cinco metodologias de acordo com a
tabela 1.
37

No processo de hidrólise enzimática, foram utilizadas as enzimas
termamyl 120 (alfa-amilase) e a AMG-300 (glucoamilase). As quantidades
utilizadas de cada uma destas enzimas foram aplicadas de acordo com a tabela 1,
para as cinco metodologias. Para a segunda enzima, AMG-300 foi aplicado 70 ml
de uma solução de HCl (1N) em todos os experimento, para baixar o pH e ficar na
faixa ideal de atuação desta enzima (pH: 4 – 4,5). O tempo de reação enzimático
padronizado no experimento foi de 90 minutos para alfa-amilase e de 60 minutos
para a glucoamilase.
No processo de fermentação alcoólica foi utilizado a Saccharomyces
cerevisiae, mesmo tipo de levedura que é utilizado na fabricação de pães, utilizou-
se da marca fleischmann. Conservado em refrigerador até o momento de sua
utilização. O tempo de fermentação foi de 20 horas, padrão para todos os
experimentos. A quantidade de água colocada após a hidrolise enzimática para
diminuir à 13 ºBrix, valor este ótimo para atuação da levedura, seguiu de acordo
com cada metodologia, e não precisou adicionar água nas metodologias
(M1=12,8; M2=13 e M4=12,9 °Brix) que já ficaram com seus ºbrix abaixo do ideal,
entretanto precisou adicionar água nas metodologias (M3=15,5 ºbrix + 1,5 Litros
água = 13 ºBrix, bem como na M5=16,5 ºBrix + 2 litros de água = 13 ºBrix).
Tabela 2: Parâmetros das cinco metodologias avaliadas de maior rendimento de etanol a partir da batata-doce no LASPER-UFT, de acordo com Silveira et al. (2009).
Quantidade aplicadas nas metodologias, de acordo com SILVEIRA et al. (2009) Metodologia M1 M2 M3 M4 M5 Diluição: Massa ralada (kg):Água (L) 1:1.2 1:1.3 1:1 1:1 1:1 Concentração 1° enzima: Alfa-amilase (ml/t raiz) 750 1500 1000 750 1500 Concentração 2° enzima: Glucoamilase (ml/t raiz) 2,52 5,40 6,00 4,50 4,50 Quantidade de levedura (gramas) 10,8 21 50 30 25
Os experimentos seguiram determinação conforme a tabela 2 e cumpriu-se
o delineamento experimental com 4 repetições para cada metodologia. A figura 2
mostra a mini-usina automatizada utilizada em todos os experimentos desta
dissertação, referentes ao processo de obtenção de etanol a partir da batata-doce.
38

Figura 2: Mini-usina de processamento automatizado de produção de etanol a
partir da batata-doce no LASPER-UFT, Palmas-TO. Tem-se: R1 (bioreator 1), R2
(bioreator 2), R3 (bioreator 3), D1 (Destilador) e C1 (Condensador).
4.5. Delineamento experimental.
O delineamento experimental foi de blocos casualisados constituídos de
vinte parcelas com cinco tratamentos (M1, M2, M3, M4 e M5), correspondentes
respectivamente a metodologia 1, metodologia 2 e assim sucessivamente, com 4
repetições em cada.
Foi realizada uma análise de variância a 5% de significância utilizando o
teste F. Posteriormente, foi realizada a comparação das médias de rendimento de
etanol (L/t raiz), utilizando o teste de Tukey ao nível de 5% de significância.
Para realização dos cálculos pertinentes a análise estatística, foi utilizado o
programa computacional ASSISTAT (Versão 7.5 beta / 2008).
39

4.6. Estudo da metodologia (M5), em outras três cultivares.
Com intuito de averiguar as reais potencialidades da metodologia M5,
apontada dentre as cinco metodologias estudadas, como a de maior rendimento
de etanol por tonelada de batata-doce, no LASPER-UFT. Esta (M5) foi testada em
outras três cultivares: Barbara (com aproximadamente seis meses de cultivo),
Amanda (com cinco meses de cultivo) e Ana Clara (com cinco meses e meio de
cultivo). Para isto, utilizou-se da mesma mine-usina automatizada, bem como as
mesmas condições que foram observadas na M5, com três repetições para cada
cultivar.
40
5. RESULTADOS
5.1. Teor de amido e matéria seca das cultivares (Marcela, Amanda e
Barbara).
A média do teor de amido obtido para as cultivares Marcela, Amanda e
Barbara foram respectivamente de 75,04 %, 68,61% e 67,03 %.
O teor de matéria seca médio obtido para as cultivares Marcela, Amanda e
Barbara foram respectivamente de 37,94 % , 36,59 % e 37,83 %.
De acordo com os valores obtidos, a cultivar Marcela se mostrou mais
apropriada, quando comparada os teores de amido e matéria seca das outras
duas cultivares (Amanda e Barbara).
5.2. Influência do tempo e da temperatura na primeira fase da hidrólise
enzimática.
Com o levantamento de dados obtidos neste experimento, fez-se a média
para cada um dos parâmetros analisados {Tempo (min), Temperatura (°C) e
°Brix}, nas duas concentrações C1=750 (ml/t raiz) e C2=1500 (ml/t raiz). Com
estes resultados das médias, plotou-se dois gráficos (1 e 2), correspondentes
respectivamente as concentrações acima citadas, observados na figura 3.
O comportamento dos dois gráficos observados na figura 3 é bastante
semelhante, implicando dizer que independente das duas concentrações
analisadas da enzima alfa-amilase, observou-se o mesmo comportamento do
tempo e da temperatura na quebra do amido em açúcar, e esta quebra é
diretamente proporcional ao aumento da temperatura. O tempo observado em que
41

parou de converter amido em açúcar foi de 90 minutos, bem como a temperatura
foi de 90 ºC.
Figura 3: Gráficos do experimento de avaliação do tempo e da temperatura,
utilizando de duas concentrações (C1 e C2) da enzima alfa-amilase.
Na comparação entre os gráficos 1 e 2, através da regressão linear entre os
parâmetros: Temperatura x °Brix, encontrou-se um R2 = 0,902. Implica dizer que
os dois gráficos para estes parâmetros analisados têm cerca de 90 % de
semelhança. O mesmo estudo comparativo entre os gráficos 1 e 2, foi feito para
os parâmetros Tempo x °Brix, e encontrou-se um R2 = 0,803. Implica dizer que os
dois gráficos para estes parâmetros analisados têm cerca de 80 % de
semelhança.
Realizou-se uma regressão geométrica e obteve um R2 = 0,918, para os
seguintes parâmetros: Temperatura (°C) x °Brix. E encontrou-se:
Y’ = 0,0140 . (X’)1,5421 , onde: Y’ = °Brix e X’ = Temperatura (°C).
Do mesmo modo, fez-se uma equação por regressão geométrica com R2 =
0,924, para os seguintes parâmetros: Tempo (minutos) x °Brix. E encontrou-se:
42

Y’’ = 2,8123 . (Z’’)0,3883 , onde: Y’’ = °Brix e Z’’ = Tempo (minutos).
5.3. Apresentação das cinco metodologias de maior rendimento de etanol
por tonelada de batata-doce.
Analisando os dados de obtenção de rendimentos (L/t raiz) das últimas
cinqüenta e quatro metodologias desenvolvidas por Silveira et al. (2007), no
LASPER-UFT, que variam entre 120 a 199 (L/t raiz), as cinco que obtiveram os
maiores rendimentos de etanol por tonelada de batata-doce, estão representadas
pela figura 4.
Figura 4. Gráfico das cinco melhores metodologias desenvolvidas por Silveira et
al. (2007).
A figura 4 mostra através do gráfico as cinco metodologias de maior
rendimento de etanol por tonelada de batata-doce. Ficou condicionado então que
a M1 (21°), M2 (31°), M3 (38°), M4 (45°) e M5 (53°), seriam os objetos de estudo
principais desta dissertação.
M1 M2
M3 M4
M5
M
é
d
i
a
Rendimento de Etanol (L/t raiz)
43
5.4. Comparação entre as cinco metodologias a partir de uma variedade de
batata-doce (cultivar Marcela).
Os resultados obtidos de produção em litros por tonelada de batata-doce de
cada metodologia, utilizando a cultivar Marcela, seguem na tabela 3.
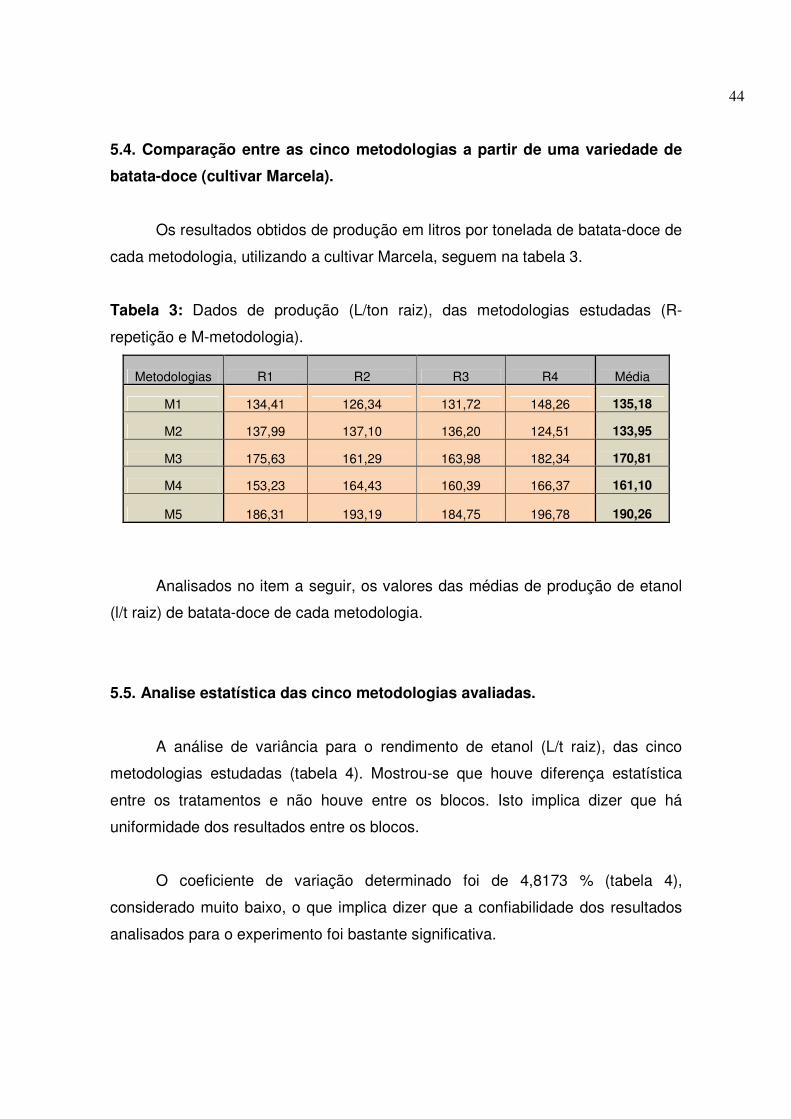
Tabela 3: Dados de produção (L/ton raiz), das metodologias estudadas (R-
repetição e M-metodologia).
Metodologias R1 R2 R3 R4 Média
M1 134,41 126,34 131,72 148,26 135,18
M2 137,99 137,10 136,20 124,51 133,95
M3 175,63 161,29 163,98 182,34 170,81
M4 153,23 164,43 160,39 166,37 161,10
M5 186,31 193,19 184,75 196,78 190,26
Analisados no item a seguir, os valores das médias de produção de etanol
(l/t raiz) de batata-doce de cada metodologia.
5.5. Analise estatística das cinco metodologias avaliadas.
A análise de variância para o rendimento de etanol (L/t raiz), das cinco
metodologias estudadas (tabela 4). Mostrou-se que houve diferença estatística
entre os tratamentos e não houve entre os blocos. Isto implica dizer que há
uniformidade dos resultados entre os blocos.
O coeficiente de variação determinado foi de 4,8173 % (tabela 4),
considerado muito baixo, o que implica dizer que a confiabilidade dos resultados
analisados para o experimento foi bastante significativa.
44

Tabela 4: Quadro de análises e variância de rendimento (L/t raiz) em 5
metodologias com 4 repetições.
---------------------------------------------------------------------------------------- F.V. G.L. S.Q. Q.M. F
---------------------------------------------------------------------------------------- Blocos 3 209.25834 69.75278 1.2028 ns
Tratamentos 4 9019.14877 2254.78719 38.8821 ** Resíduo 12 695.88491 57.99041
---------------------------------------------------------------------------------------- Total 19 9924.29202 Variância 4.8173 %
---------------------------------------------------------------------------------------- (**) Significativo ao nível de 1% de probabilidade (p < .01) (ns) Não significativo (p >= .05)
Com os valores obtidos das médias de produção de etanol (L/t raiz) das
metodologias (M1, M2, M3, M4 e M5) plotou-se o Gráfico mostrado na figura 5,
que foram comparadas pelo o Teste de Tukey.
Figura 5. Gráfico das médias das metodologias de obtenção de etanol (L/t raiz) a
partir da batata-doce, no LASPER-UFT, (2009).
(*) Médias seguidas de pelo menos uma mesma letra, são
estatisticamente iguais, a 5% de significância pelo teste de Tukey.
(c) (c)
(b) (b)
(a)
(*)
45
A metodologia M5 foi superior as demais, com uma média de rendimento de
190,26 L/t raiz, bem como, houve diferenças significativas entre as metodologias
M3 e M4, e M1 e M2, conforme mostrada pelo teste de Tukey (Figura 5).
5.6. Aplicação da metodologia (M5), em outras três cultivares (Amanda,
Barbara e Ana Clara).
As cultivares Amanda (com cinco meses de cultivo, MS= 36,59 % e TA=
85,61 %), Barbara (com aproximadamente seis meses de cultivo, MS= 41,53% e
TA=67,03) e Ana Clara (com cinco meses e meio de cultivo, MS= 37,60 % e TA=
82,81 %), tiveram disponibilidade em campo 40 dias após término do experimento
que determinou a metodologia M5, como sendo a melhor em rendimento de etanol
por tonelada de raiz. Assim, aplicou-se a metodologia M5 nas três cultivares
acima, com três repetições para cada cultivar. Conforme mostra dados obtidos de
produção (L/t raiz) contidos na Tabela 5.
Tabela 5: Resultado de produção de etanol (L/t raiz) para as cultivares (A-
Amanda, B- Barbara e C- Ana Clara).
____________________________________________________
Metodologia Repetição Produção Média
(L/t raiz) (L/t raiz)
M5-A 1 200,21
M5-A 2 201,09 199,58
M5-A 3 197,45
M5-B 1 193,55
M5-B 2 202,32 198,88
M5-B 3 200,78
M5-C 1 189,25
M5-C 2 184,23 187,10
M5-C 3 187,81
____________________________________________________
46
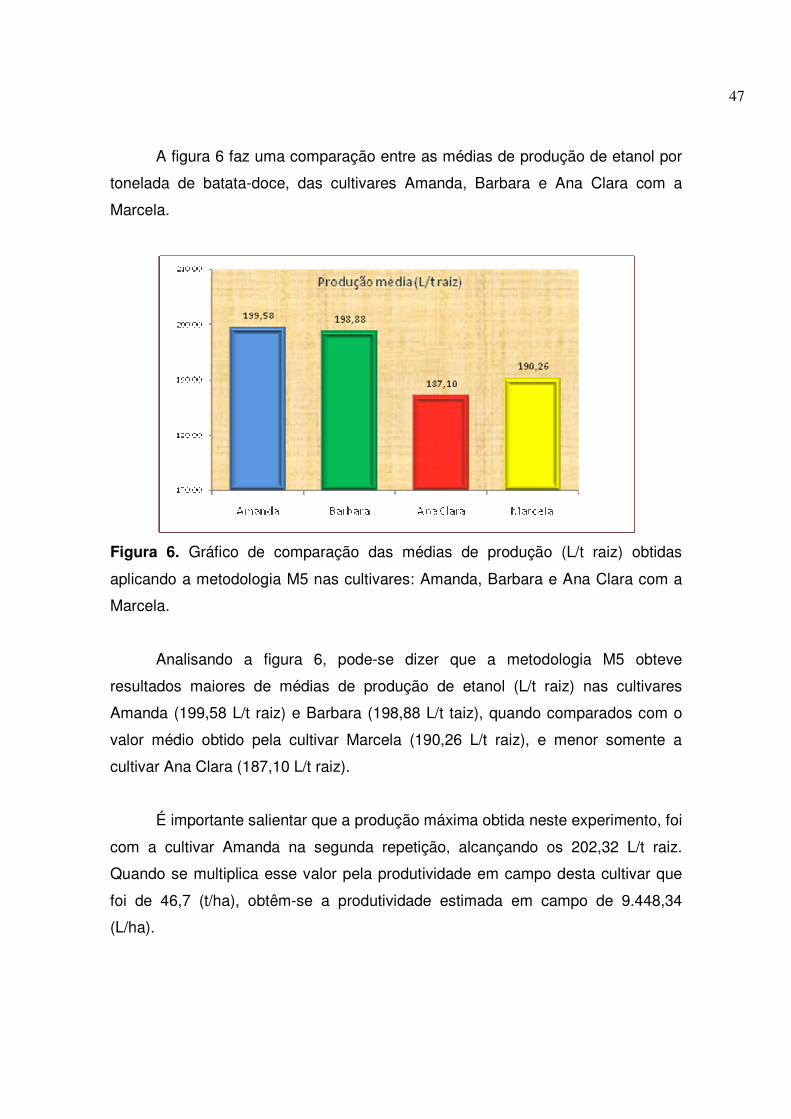
A figura 6 faz uma comparação entre as médias de produção de etanol por
tonelada de batata-doce, das cultivares Amanda, Barbara e Ana Clara com a
Marcela.
Figura 6. Gráfico de comparação das médias de produção (L/t raiz) obtidas
aplicando a metodologia M5 nas cultivares: Amanda, Barbara e Ana Clara com a
Marcela.
Analisando a figura 6, pode-se dizer que a metodologia M5 obteve
resultados maiores de médias de produção de etanol (L/t raiz) nas cultivares
Amanda (199,58 L/t raiz) e Barbara (198,88 L/t taiz), quando comparados com o
valor médio obtido pela cultivar Marcela (190,26 L/t raiz), e menor somente a
cultivar Ana Clara (187,10 L/t raiz).
É importante salientar que a produção máxima obtida neste experimento, foi
com a cultivar Amanda na segunda repetição, alcançando os 202,32 L/t raiz.
Quando se multiplica esse valor pela produtividade em campo desta cultivar que
foi de 46,7 (t/ha), obtêm-se a produtividade estimada em campo de 9.448,34
(L/ha).
47
6. DISCUSSÕES
O teor de amido observado nas cultivares Marcela (75,04 %), Amanda
(68,61 %) e Barbara (67,03 %), mostrarem-se bastante diferentes aqueles
observados por Silveira et al. (2007) para as mesmas cultivares [Marcela (22,2 %),
Amanda (21,4 %) e Barbara (23,2 %)]. Esse contraste nos resultados pode ser
explicado pela diferença nas metodologias utilizadas para determinação do teor de
amido. Importante salientar que os resultados obtidos nesse trabalho, foi utilizado
a metodologia de Eynom/Lane, adaptado por Cereda et al. (2008).
A matéria seca (MS) encontrada nas cultivares Marcela (37,94 %), Amanda
(36,59 %) e Barbara (37,83 %), obtiveram resultados próximos dos já observados
por Silveira et al. (2007) para as mesmas cultivares [Marcela (33,72 % MS),
Amanda (32,35 %) e Barbara (33,32 %)]. É importante salientar que em ambos os
casos foi utilizado o mesmo método de determinação de matéria seca (AOAC,
1980).
A influência da temperatura no processo enzimático utilizando a enzima
alfa-amilase, mostrou que a quebra de amido em açucar é diretamente
proporcional ao aumento da temperatura (até os 90 °C), se mantendo constante
após esta temperatura, bem como o tempo observado para esta conversão foi de
90 minutos. Comportamento semelhante foi observado por Cereda, (2005), que
conduziu estudos sobre hidrólise enzimática e obteve conversão do amido em
açúcar em 60 minutos. Porém é importante salientar que são diferentes fontes de
amido analisadas, uma é a batata-doce e a outra a mandioca. Algumas
metodologias de Silveira et al. (2007), apresentam tempo semelhante de 90
minutos, para a batata-doce.
A comparação entre as metodologias (M1, M2, M3 M4 e M5), que
utilizaram a cultivar Marcela como fonte de batata-doce para produção de etanol,
48
pode ser observada pela análise estatística dos resultados obtidos neste
experimento, que apontou a metodologia M5 como a melhor em produção de
etanol (L/t raiz), dentre as cinco metodologias segundo Silveira et al. (2007)
estudadas, com média de produção de 190,26 (L/t raiz). Essa vantagem pode ser
explicada primeiramente pela concentração da enzima alfa-amilase. Observou-se
que quanto maior a concentração de enzima alfa-amilase em uma mesma
diluição, maior foi a produção de etanol (L/t raiz) obtida, isto acontece nas
metodologias M3 (170,81 L/t raiz), M4 (161,10 L/t raiz) e M5 (190,26 L/t raiz),
todas com diluição 1:1.
Outro fator importante observado foi a diluíção, quando faz-se a
comparação entre as produções de etanol (L/t raiz) das metodologias M5 (190,26
L/t raiz) e M2 (133,95 L/t raiz), que utilizaram-se da mesma concentração da
enzima alfa-amilase (1500 ml/t raiz), porém com diferentes diluições: M5 (1:1) <
M2 (1:1.3), mostraram comportamento inversamente proporcional a produção de
etanol (L/t raiz) nas cinco metodologia estudadas.
Em relação aos resultados obtidos em médias de produção de etanol (L/t
raiz) aplicando-se a metodologia M5 em outras três cultivares: Amanda (199,58
L/t raiz), Barbara (198,88 L/t taiz) e Ana Clara (187,10 L/t raiz), observou-se
comportamentos semelhantes de produção de etanol em relação aquele obtido
pela cultivar Marcela (190,26 L/t raiz), evidenciando o potencial desta metodologia,
obtendo resultados maiores nas cultivares Barbara e Amanda. Importante salientar
que o valor máximo de produção de etanol utilizando a metodologia M5 foi de
202,32 (L/t raiz) para a cultivar Amanda. Convertendo-se este valor para
estimativa de produtividade em campo tem-se 9.448,34 (L/ha), estimativa
semelhante foi apresentada para produção em campo de etanol a partir da batata-
doce por Ziska et al. (2009) em Maryland-USA com 8.839 (L/ha), bem como por
Tian et al. (2009) na China, com 5.880 (L/ha).
49

7. CONCLUSÕES
De acordo com os resultados encontrados, conclui-se:
� Dentre as três cultivares analisadas (Amanda, Barbara e Marcela) quanto
ao teor de amido e de matéria seca, a que se apresentou melhor para
produção de etanol foi a cultivar Marcela com 75,05 % (amido) e 37,94 %
(matéria seca).
� A influência do tempo e da temperatura utilizando a enzima alfa-amilase
observou-se que a quebra do amido em açúcar é diretamente proporcional
ao aumento da temperatura (até os 90°C), bem como o tempo observado
foi de 90 minutos para ambas as concentrações.
� Através da análise estatística pelo teste de Tukey, a metodologia M5
apresentou-se superior, as demais estudadas, com média de rendimento de
190,26 (L/t raiz), utilizando a cultivar Marcela.
� A aplicação da metodologia M5 em outras três cultivares {Amanda (199,58
L/t raiz), Barbara (198,88 L/t taiz) e Ana Clara (187,10 L/t raiz)} apresentou-
se comportamentos semelhantes, e obtendo produção máxima de 202,32 l/t
raiz para a cultivar Amanda.
50

8. REFERÊNCIAS BIBLIOGRÁFICAS
ABE, J.; NAKAJIMA, K.; NAGANO, H.; HIZUKURI, S. E.; OBATA, K. Properties of the raw-strarch digesting amylase of Aspergilus SP K-27: a synergistic actino of glucoamylase and alpha-amylase. Carbohydrate Research, 1988. p. 85-92. AOAC, Association Official Analytical Chemists. Official methods of analysis. 13. ed. Washington: AOAC, 1980, 1015 p. ARAÚJO, N. Q. “Batata-doce: parâmetros preliminares na tecnologia de produção de etanol”. (S.L.), 1978. 11 p. ARCE, L. S. D. Viabilidade econômica da tiquira produzida com enzimas comerciais. Monografia de Conclusão do Curso de Agronomia, Centro de Tecnologias para o Agronegócio, Universidade Católica Dom Bosco, Campo Grande, 2005. p. 53. BON, E. P. S.; PEREIRA Jr., N.; Tecnologia Enzimática; Fundação Biblioteca Nacional; Rio de Janeiro, RJ, 1999, p. 113. BORBA, M. A. Efeitos de Alguns Parâmetros Operacionais nas Características Físicas, Físico-Químicas e Funcionais de Extrusados da Farinha de Batata-Doce [Ipomoea Batatas (L.) Lam.]. 2005. São Paulo, 115 p. Dissertação (Mestrado em Ciência e Tecnologia de alimentos) – Escola Superior de Agricultura – Luís Queiroz, Piracicaba, São Paulo. BINDRABAN, P. S.; BULTE, E.H.; CONIJN, S. G. “Can large-scale biofuels production be sustainable by 2020?” Artigo publicado: Agricultural Systems 101 (2009), p.197–199. BRITO, J. O. “O uso energético da madeira”, Artigo publicado pela: Escola superior de agricultira da Esalq/Usp. Piracicaba-SP, 2007. CABELLO, C. Identificação de parâmetros para monitoramento de processo contínuo de hidrólise enzimática, na produção de glicose a partir de fécula de mandioca. Botucatu, 1995. 208p. Tese (Doutorado em Agronomia/Energia na Agricultura) - Faculdade de Ciências Agronômicas, Universidade Estadual Paulista. CAMPOS, G. A.; SILVEIRA, M. A.; ANDRÉ, C. M. G.; BESSA, G. F.; NOGUEIRA, S. R.; SANTANA, W. R. Avaliação da Biomassa de Clones de Batata-doce visando a Produção de Álcool. HORT BRAS 2002; 20(2). SUPLEMENTO 2.
51

CARVALHO, J. C. M.; SATO, S. Fermentação Descontínua, Biotecnología Industrial: Engenharia Bioquímica, Editora Edgar Blucher Ltda, 1º ed. v. 2. cap. 9 p.193-204, 2001. CEREDA, M. P.; FRANÇA, F.H.; LOPES, C.A.; JABUONSKI, R.E. Potencialidade e qualidade da batata-doce para industrialização. 2 ed. Seminário sobre a cultura da batata-doce. Brasília: EMBRAPA-CNPH, 1987. p. 24-36. CEREDA, M. P. “Hidrolise enzimática do amido de mandioca para elaboração de álcool. 2005. Disponível em: www.abam.com.br/revista13/ceteagro.php, acesso em: 19/maio/2009. CEREDA, M. P. “Tuberosas e a produção de agroenergia”. Anais do CONBIEN 2008. Centro de Tecnologia e Análise do Agronegócio, Universidade Católica Don Bosco, Uberlândia-MG, 2008. DANTAS, F. F.; SILVEIRA M. A.; SOUZA, F. R.; BARROS, M. S.; TAVARES, I. B. Tratamento anaeróbio do vinhoto gerado na produção de etanol a partir da batata doce [Ipomoea batatas – (L.) Lam.] em reator UASB. Anais I Congresso Científico Universidade Federal do Tocantins, Palmas, 2005). EDUARDO M. P. Hidrólise enzimática de Mandioca e puba para obtenção de xarope de Maltose. 2002. São Paulo, 67 p. Dissertação (Mestrado em Ciência e Tecnologia de alimentos) – Escola Superior de Agricultura – Luís Queiroz, Piracicaba, São Paulo. FUJII, M.; HOMMA, T.; TANIGUCHI, M. “Synergism of α-amylase and glucoamylase on hidrolysis of native starch granules”. Biotechnal Bioeng, v.32, p.910-915, 1988. FRANCO, C. M. L.; DAIUTO, E. R.; DEMIETE, I. M.; CARVALHO, L. J. C. B.; LEONEL, M.; VILPOUX, O. F.; SARMENTO. S. B. S. Propriedades gerais do amido. São Paulo: Fundação Cargill, 2001. 221p. Série Culturas de Tuberosas Amiláceas Latino Americanas, Série 1). FRENCH, D. Organization of starch granules. In: WHISTLER, R. L.; BEMILLER, J. N.; PASCHAL, E. F. Starch: Chemistry and technology. 2 ed. London: Academic Press, 1984. cap. 7. p. 183-247. GALLIARD, T.; BOWLER, P. Morphology and composition os starch. In: Starch: Proprerties and potencial. Chischester: John Wiley & Sons, 1987. Cap.3, p.55-78. GARCIA, A. C. D. B.; LEONEL, M. Análises microscópicas de grânulos de amido de mandioca (Manhiot esculenta), batata-doce [(Ipomoea batatas (L.) Lam)], biri (Canna edulis) e taioba (Xanthosoma sp). In: REUNIÃO CIENTIFICA EM CIENCIAS AGRÁRIAS DO LAGEADO, 9, Botucatu, 2002. Anais. Botucatu: Unesp, 2002. p.21-25.
52
GRAEL, E. T.; MENEZES, T. J. B. Produção de αααα-amilase: características morfológicas de B. amyloliquefaciens visando melhoramento genético. Colet. Inst. Tecnol. Aliment., v. 19, n.1, p.70-76, 1989. INTERNATIONAL POTATO CENTER. CIP sweetpotato facts. Disponível em: < www.cipotato.org >, (2006). Acesso em: 28 de abril 2008. HOOVER, R. Composition, molecular structure, and physicochemical fo tuber and root starches: a review. Carbohydrate Polymers, v.45, p.253-267, 2001. LEONEL, M.; CEREDA, M.P. Avaliação da concentração de pectinase no processo de hidrólise-sacarificação do farelo de mandioca para obtenção de etanol. Cienc. Tecnol. Aliment., v. 36, p. 3-35, 2000. LIMA, U. A. B.; AMORIM, H. V. Produção de etanol. Biotecnologia Industrial: Processos Fermentativos e Enzimáticos (vol.3) 2001. São Paulo – SP. Editora Edgard Blucher, 1º edição, cap-1:1-43. LIMA S. M.; SANTOS L. A.; ALMEIDA. Y. M. B. Caracterização das Propriedades Térmicas e Mecânicas de Blendas Biodegradáveis de Polietileno/Amido. Anais SINAFERM – XV Simpósio Nacional de Bioprocessos, Recife-PE, 2005. MALUF, W. R.; FRANÇA, F. H.; MOURA, W. M.; CASTELO B. M.; MIRANDA, J. E. C. Screening of sweet potato accessions for resistance to Tetranychus ssp. mites. Revista Brasileira de Genética. p.603-610, 1987. MAYER, A.F. Modelagem e simulação de uma fermentação alcoólica em batelada alimentada, 1986. Rio de Janeiro, 166p. Dissertação (Mestrado em Tecnologia de Processos Bioquímicos) – Escola de Química da Universidade Federal do Rio de Janeiro. MARQUES, T. A. and SERRA, G. E. The study of recycle in the biological production of ethanol. Ciênc. Tecnol. Alimentos., Oct./Dec. 2004, vol.24, no.4, p.532-535. ISSN 0101-2061. MARTIN, J. M.; A Economia Mundial da Energia, Unesp, São Paulo – 1990. MELLO, M. G. (org.) Biomassa, Energia dos Trópicos em Minas Gerais. Belo Horizonte: LabMidia/FAFICH, 2001. 272p.:il. MENEZES, T. J. B. Etanol, o combustível do Brasil. São Paulo: Ed. Agronômica Ceres, 1980. 95 p. MITA, S.; SUZUKI, F. K.; NAKAMURA, K. Sugar-inducible expression of a gene for β-amylase in Arabidopsis thaliana. Plant Physiol. 107: 895–904.2005.
53

NAJAFPOUR, G.; YOUNESI, H.; KU ISMAIL, K.S. Ethanol fermentation in an immobilized cell reactor using Saccharomyces cerevisiae. 2004. Bioresource Technology – 92, p. 251-260. NAHVI I., GITI EMTIAZI AND LILA ALKABI. “Isolation of a flocculating Saccharomyces cerevisiae and investigation of its performance in the fermentation of beet molasses to ethanol”. Department of Biology, Faculty of Sciences, University of Isfahan, Isfahan, Iran,2005. NEGRÃO. L. C. P.; URBAN, M. L P. Álcool como “commodity” internacional. Economia e Energia, nº 47, p. 8 – 18, 2005. NOVAES, F.V. Noções básicas sobre a teoria da destilação. Piracicaba: ESALQ, Depto. de Ciência e Tecnologia Agroindustrial, 1994. 22p. OLIVEIRA, R. H. A.; SUDO, J. T. C.; RESENDE, M. M. Estudos dos processos de sacarificação, fermentação e destilação de cascas e pontas de mandioca no processo de obtenção de aguardente. Uberlandia-MG, VIII encontro de I.C. – UFU, 2008. p. 2-4. OMETTO, J. G. S. O álcool combustível e o desenvolvimento sustentado. São Paulo: PIC, 1998. 80p.:il. O’LEARY, B. Re-herdar a terra – Despertar para soluções sustentáveis e verdades maiores. Âncora Editora.2002. p.23-26. PIMENTEL, I. C. Enzimas amiloliticas e proteolíticas. Piracicaba: Departamento de Genética, Escola Superior de Agricultura “Luiz de Queiroz”- USP, 1987. 52p RANKINE, L. B.; HOUNG, M. H. A preliminary view of cassava production in Jamaica. Trinidad: Department of Agricultural Economics Occasional Series 6, Univ. of the West Indies, 1971. SANTANA, W.R. Batata-doce: uma alternativa para produção de álcool combustível no Estado do Tocantins. (Monografia de Especialização em Planejamento e Gestão Ambiental - Universidade Federal do Tocantins). Palmas, (TO). 2003. 39p. SEBRAE - Serviço Brasileiro de Apoio às Micro e Pequenas Empresas, AGROENERGIA (2009). Acessado em: 23 de abril de 2010. Disponível: http://ceragro.iica.int/Documents/Cartilha%20SEBRAE%20Agroenergia.pdf SCHMIDELL, W.; FACIOTTI. M. C. R. Biorreatores e Processos Fermentativos, Biotecnología Industrial: Engenharia Bioquímica, Editora Edgar Blucher Ltda, 1º ed., v. 2. cap. 8 p.179-192, 2001.
54
SILVA, V. A. G.; SILVEIRA, M. A.; TAVARES, I. B.; TEIXEIRA, C. U.; MARQUES, D. M.; SANTANA, W. R. Estudo comparativo de clones de batata-doce [Ipomoea batatas (L.) Lam] adptada às condições do Tocantins, visando aproveitamento em indústrias de alimentos. Anais da X Jornada de Iniciação Científica, (Resumo) Editora: Universidade do Tocantins – UNITINS, 2003. p.58. Palmas-TO. SILVA, J.B.C.; LOPES, C.A.; MAGALHÃES, J.S Cultura da Batata-doce, 2002. Agricultura: Tuberosas Amiláceas: Latino Americano, v. 2, cap. 22 p. 448-480. SILVEIRA, M. A.; AZEVEDO, S. M.; MALUF, W. R.; CAMPOS, V. P.; MOMENTE, V. G. Hortaliças-Novas Cultivares. Palmas: UNITINS/UFLA, 1996.2p. SILVEIRA, M. A. Resistência de clones de batata-doce coletados no Estado do Tocantins a insetos de solo e nematóides causadores de galhas. Horticultura Brasileira. v. 20, n. 2, jul., 2002. Suplemento 2. SILVEIRA, M. A.; DIAS, L. E.; ALVIM, T. C.; TAVARES, I. B.; SANTANA, W. R.; SOUZA, F. R. “A cultura da batata-doce como fonte de matéria-prima para produção de Álcool”. Boletim técnico, UFT- Palmas, 2007. P.21-24/43-45. SOUZA, A. F. B. C. Avaliação do processo de hidrólise e fermentativo de biomassa de batata-doce [Ipomoea batatas (L.)Lam] por meio de células imobilizadas para produção de etanol. 2005. Dissertação (Mestrado em Ciências do Ambiente). Universidade Federal do Tocantins, Palmas-TO, 2005. SOUZA, F. R.; SILVEIRA, M. A.; TAVARES, I. B.; SOUZA, A. F. B. C. Quantificação de diferentes concentrações enzimáticas de alfa.-amilase e amiloglucosidase em fermentação de meio hidrolisado para produção de álcool a partir da cultura de batata-doce. Anais I Congresso Científico Universidade Federal do Tocantins, Palmas, 2005. SURMELY, R.H, ALVAREZ, H. CEREDA, M.P. & VILPOUX, O.F. “Hidrólise do Amido. Tecnologia, usos e potencialidades de tuberosas amiláceas Latino Americanas”. Volume 3, cap: 15, p:379-448, 2003. TAVARES, I. B.; SILVEIRA M. A.; SOUZA, F. R.; SOUZA, A. F. Avaliação do potencial poluidor do vinhoto obtido no processo de produção de etanol a partir de batata-doce, utilizando na fermentação células imobilizadas. Anais I Congresso Científico Universidade Federal do Tocantins, Palmas, 2005. TIAN, Y.; ZHAO, L.; MENG, H.; SUN, L.; YAN, J. “Estimation of un-used land potential for biofuels development in (the) People’s Republic of China”. Article in press to APPLIED ENERGY, Page 77-85. Sweden, (2009).
55

THOMPSON, P. G. MS-501, MS-503, MS-510: Insect resistant Sweetpotato Germoplasm. 2003. Acesso em: 15 jun. 2009. Disponível em: <http://msucares.com/pubs/researchreports/rr22-17.pdf>. VALDMAN, E. & GUTZ, I. G. R. “Bioluminescent sensor for naphthalene in air: Cell immobilization and evaluation with a dynamic standard atmosphere generator”. Sensors and Actuators B: Chemical. 2008, p-133. VIEIRA, F. C. Efeito do Tratamento com Calor e Baixa Umidade sobre Características Físicas e Funcionais dos Amidos de Mandioquinha-Salsa (Arracacia xanthorrhiza), de Batata-doce [Ipomoea batatas (L.) Lam.] e de Gengibre (Zingiber officinale), 2004. Rio de Janeiro, 103p. Dissertação (Mestrado em Ciência e Tecnologia de alimentos) – Escola Superior de Agricultura – Luís Queiroz, Piracicaba, São Paulo.
ZISKA, L. H.; RUNION, G. B.; TOMECEK, M.; PRIOR, S. A.; TORBET, H. A.; SICHER, R. “An evaluation of cassava, sweet potato and field corn as potential carbohydrate sources for bioethanol production in Alabama and Maryland”. Article in press to BIOMASS & BIOENERGY, page 1-6. Auburn-USA, (2009).
56

ANEXOS
57

1 – Metodologia e determinação do teor de amido de Batata-doce, por
Eynon/Lane, adaptado por CEREDA et al. (2008).
Para se obter o teor de amido correspondente da fonte amilácea, utilizamos
do método de Eynon/LANE, que foi adaptado pela pesquisadora CEREDA,
seguindo os passos abaixo.
1º fase do Procedimento:
a) Lavagem da farinha de batata-doce a ser analizada, que foi previamente
triturada e secada, conhendo seu teor de umidade.
b) Pesou-se 1g de farinha no erlenmeyer, deve-se conhecer o teor de umidade
da amostra.
c) Foi adicionado 50 ml de solução hidroalcóolica 8:2 no erlenmeyer com
amostra.
d) Os erlenmeyers foram fechados com tampão de algodão envolvido com
plástico auto-aderente (PVC).
e) Colocaram-se os erlenmeyers em banho-maria por uma hora em
temperatura de fervura.
f) A amostra foi agitada a cada dez minutos, e completou-se o volume para 50
ml com a solução hidroalcóolica durante o banho-maria.
g) Filtrou-se este material com papel filtro, usando bomba de vácuo (retirando
o restante da farinha com água destilada).
h) O sólido no papel é a dextrina, foi retirada com solução hidroalcóolica 9:1
num erlenmeyer e completou-se o volume para 100 ml.
i) A dextrina foi levada ao shaker por 4 horas a 200 rpm;
j) O sólido retido é dado como amido, e retirou-se o amido do papel filtro com
espátula e transferiu para um erlenmeyer (a dextrina, o liquido, foi
descartado);
58

2ª fase: Realizou-se a hidrolise ácida e a titulação com esse material, para
determinação do teor de amido, segundo método de Eynon/Lane, dando
seqüência, conforme abaixo.
k) Pesar 1g da amostra em erlenmeyer e anotar o peso; ou usar a amostra da
lavagem (com ter de umidade conhecido). Usamos-nos a amostra da
lavagem.
l) Adicionar cerca de 50 ml de HCl a 1M.
m) Fechar os erlens com um tampão de algodão envolvido por filme plástico
auto-aderente (PVC).
n) Colocar os erlens com as amostras dentro de beckers com um pouco de
água.
o) Levar os beckeres com erlens para o microondas por 20 minutos na
potência máxima.
p) Após este período o amido se transformou em açúcares e algumas gotas
foram retiradas para o teste com Lugol (Iodo em iodeto de potássio) que
deve ficar amarelo.
q) A seguir a amostra foi neutralizada com NaOH 10% (100g NaOH/L de
água) usando três gotas de fenolfetaleina como indicador até que a
coloração da solução ficou rósea.
r) Após neutralização o volume foi completado em balão volumétrico para
250 mL (agitou-se bem e foi filtrado com papel filtro) e feita a titulação de
açúcares por Layne-Eynon, onde após titulação é determinado o teor de
amido.
Após término do experimento até o passo “r”, anotar os resultados e avaliar
as potencialidades de cada uma das amostras amiláceas analisadas.
59
2 – Metodologia de determinação de matéria seca de acordo com AOAC
(1980).
a) Rala-se ou tritura-se a amostra, para diminuir a granulométria;
b) Pesa-se em uma balança analítica, uma placa de Petri e anota resultado;
c) Adiciona-se a amostra na placa de petri;
d) Pesa-se o conjunto (placa + amostra) e anota resultado;
e) Leva-se o conjunto (Placa + amostra) a estufa com controle de temperatura
à 105 ºC, por 24 horas;
f) Retira-se o conjunto (placa + amostra) e pesa-o novamente, anotando o
resultado;
g) Calcula-se a massa real da amostra retirando a massa da placa de petri, e
anota-se;
h) A diferença entre o valor inicial menos o valor final dividido pelo valor
inicial, vezes 100, será o teor de matéria seca (%) encontrado da amostra
analisada.
60

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo