
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE … · Dr. Elmo Thiago Lins Cöuras Ford _____ Dr....
114
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA DESENVOLVIMENTO DE COMPÓSITO UM DE MATRIZ POLIMÉRICA COM CARGA/REFORÇO DE FIBRAS DE PIAÇAVA E PET PÓS-CONSUMO Tese submetida à UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE como parte dos requisitos para a obtenção do grau de DOUTOR EM ENGENHARIA MECÂNICA RUDSON DE SOUZA LIMA Orientador: Prof. Dr. José Ubiragi de Lima Mendes Natal/RN Junho de 2017
-
Upload
truongngoc -
Category
Documents
-
view
214 -
download
0
Transcript of UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE … · Dr. Elmo Thiago Lins Cöuras Ford _____ Dr....

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
DESENVOLVIMENTO DE COMPÓSITO UM DE MATRIZ POLIMÉRICA COM
CARGA/REFORÇO DE FIBRAS DE PIAÇAVA E PET PÓS-CONSUMO
Tese submetida à
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
como parte dos requisitos para a obtenção do grau de
DOUTOR EM ENGENHARIA MECÂNICA
RUDSON DE SOUZA LIMA
Orientador: Prof. Dr. José Ubiragi de Lima Mendes
Natal/RN
Junho de 2017
i
RUDSON DE SOUZA LIMA
DESENVOLVIMENTO DE UM COMPÓSITO DE MATRIZ POLIMÉRICA COM
CARGA/REFORÇO DE FIBRAS DE PIAÇAVA E PET PÓS-CONSUMO
Tese apresentada ao Programa de Pós-
Graduação em Engenharia Mecânica, da
Universidade Federal do Rio Grande do Norte
(UFRN) como requesito parcial para obtenção
do título de Doutor em Engenharia Mecânica.
Orientador: Prof. Dr. José Ubiragi de Lima
Mendes
Natal/ RN
Junho de 2017

ii
UFRN / Biblioteca Central Zila Mamede
Catalogação da Publicação na Fonte
Lima, Rudson de Souza.
Desenvolvimento de compósito um de matriz polimérica com
carga/reforço de fibras de piaçava e pet pós-consumo / Rudson de
Souza Lima. - 2017.
114 f. : il.
Tese (doutorado) - Universidade Federal do Rio Grande do
Norte, Centro de Tecnologia, Programa de Pós-Graduação em
Engenharia Mecânica. Natal, RN, 2017.
Orientador: Prof. Dr. José Ubiragi de Lima Mendes.
1. Compósito - Tese. 2. Polietileno tereftalato (PET) - Tese. 3.
Piaçava - Tese. 4. Epóxi - Tese. I. Mendes, José Ubiragi de Lima.
II. Título.
RN/UF/BCZM CDU 620.1

iii
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE - UFRN
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
DESENVOLVIMENTO DE UM COMPÓSITO DE MATRIZ POLIMÉRICA COM
CARGA/REFORÇO DE FIBRAS DE PIAÇAVA E PET PÓS-CONSUMO
RUDSON DE SOUZA LIMA
Esta tese foi julgada adequada para a obtenção do título de
Doutor EM ENGENHARIA MECÂNICA
sendo aprovada em sua forma final.
______________________________________
Orientador: Prof. Dr. José Ubiragi de Lima Mendes
BANCA EXAMINADORA
_________________________________________
Prof. Dr. José Ubiragi de Lima Mendes
_________________________________________
Dr. Elmo Thiago Lins Cöuras Ford
_________________________________________
Dr. Natanaeyfle Randemberg Gomes dos Santos
_________________________________________
Dr. Dorgival Albertino da Silva Júnior
__________________________________________
Dra. Maria Kalionara de Freitas Mota

iv
Dedico este trabalho aos
meus pais, Rosildo e
Lindalva, que tudo me
ensinaram e graças a eles
eu estou podendo
conquistar todas as minhas
vitórias.

v
AGRADECIMENTOS
A Deus, pela sua constante presença, abençoando-me com a luz, a força e a paz
necessária.
Ao meu pequeno príncipe, Ruan, filho amado, que na sua dependência faz-me mais
perseverante em todas as minhas conquista.
A minha família, pela compreensão e apoio, sem os quais nada teria sido possível.
Ao professor Dr. José Ubiragi de Lima Mendes, pela atenção, paciência e orientação
na elaboração deste trabalho. Sem sua enorme competência isso não seria possível.
A amiga e parceira, Synara Lucien, pelas dicas e soluções de problemas enfrentados
ao longo de todo o trabalho.
Ao amigo e companheiro de trabalho, Samir Adson, pelo apoio dado em muitos passos
dos procedimentos experimentais.
A Ana Keuri, aluna e estagiária do laboratório da Engenharia Mecânica na
UFERSA/Caraúbas, por suas enormes contribuições em algumas etapas do trabalho.
Ao colega de trabalho Wendell Albano que cedeu gentilmente seu microscópio
pessoal para as análises dos corpos de prova.
À amiga e companheira de trabalho Guymmann da Silva, pelo apoio em fornecimento
de material didático para estudos.
À amiga e companheira de trabalho Andrea Freitas pelo apoio na tradução do abstract.
Ao laboratório de peneiras moleculares (LABPEMOL) da UFRN por sua contribuição
nos ensaios de Termogravimetria.
A minha noiva, Isabelle Fagundes, por todo apoio e incentivo dado durante a fase final
deste desenvolvimento.
A todos os amigos do laboratório de mecânica dos fluidos que me acompanharam ao
longo desta trajetória.

vi
“Posso não concordar com o que você diz, mas defenderei até a morte o seu direito de
dizê-lo”.
Atribuição de Evelyn Beatrice Hall ao filósofo iluminista François Marie Arouet (Voltaire).

vii
LISTA DE FIGURAS
Figura 1. Disposição de reforço particulado na matriz. ............................................................ 4
Figura 2. Disposição de fibras contínuas em compósitos. a) Unidirecional, b) Bidirecional, ... 4
Figura 3. Esquema representativo do processo RTM proposto por Miranda (2015). ............... 6
Figura 4. Vassouras produzidas com PET reciclado. .............................................................. 12
Figura 5. a) Borra da piaçava b) Aplicação da borra da piaçava em coberturas. .................... 13
Figura 6. a) Fado da fibra da piaçava b) Aplicação de piaçava em produção de vassouras. ... 14
Figura 7. Esquema de medição de densidade segundo Júnior, 2005 ...................................... 19
Figura 8. Material prismático submetido à flexão. .................................................................. 21
Figura 9. Representação de um carregamento de impacto. ..................................................... 22
Figura 10. Relações entre a dureza e o limite de resistência a tração para aço, latão e ferro
fundido. ..................................................................................................................................... 24
Figura 11. Transferência de calor em uma parede plana ......................................................... 26
Figura 12. Microscópios: a) MEV (Unisinos, 2017) b) MET (Prolab, 2017) c) Microscópio
óptico (Prolab, 2017) ................................................................................................................ 29
Figura 13. Projeto do fatiador de garrafa PET. ....................................................................... 31
Figura 14. Fatiador de garrafa PET. ........................................................................................ 31
Figura 15. Processo de produção dos fios de PET. ................................................................. 32
Figura 16. a) Fios produzidos; b) Fios em aproximação. ........................................................ 33
Figura 17. Fibra do PET antes e após o lixamento. ................................................................. 33
Figura 18. Placa para seleção da fibra de piaçava. .................................................................. 34
Figura 19. Fibras da piaçava. ................................................................................................... 35
Figura 20. Amostra dos tecidos da fibra: a)Tecido de PET. b)Tecido de Piaçava. c)Tecido
hibrido (PET e piaçava). ........................................................................................................... 36
Figura 21. Molde para produção do compósito por RTM em corte. ....................................... 38
Figura 22. Balança de precisão utilizada na pesagem da resina. ............................................. 38
viii
Figura 23. a)Furadeira utilizada como agitador mecânico; b)Agitador utilizado na
homogeneização da resina. ....................................................................................................... 39
Figura 24. Representação em corte e real do aparato de filtragem de bolhas. ........................ 40
Figura 25. Aparato de RTM montado. .................................................................................... 40
Figura 26. Placas de 2,5 mm. a) Resina pura; b) Resina + PET; c) Resina + Piaçava; d)
Resina + Piaçava + PET. .......................................................................................................... 41
Figura 27. Placas de 5 mm. a) Resina pura & Resina + Piaçava; b) Resina + PET + Piaçava &
Resina + PET. ........................................................................................................................... 42
Figura 28. Molde para a produção dos corpos de prova de 12,7 mm...................................... 43
Figura 29. Placas de 12,7 mm. a) Resina pura; b) Resina + PET; c) Resina + Piaçava; d)
Resina + Piaçava + PET. .......................................................................................................... 43
Figura 30. Molde para os corpos de prova dos ensaios térmicos. ........................................... 44
Figura 31. Aparato de corte de corpos de prova. ..................................................................... 45
Figura 32. Material em corte. .................................................................................................. 45
Figura 33. Corpos de prova para ensaio de tração. a) Resina pura; b) Resina + PET; c) Resina
+ Piaçava; d) Resina + Piaçava + PET. .................................................................................... 47
Figura 34. Corpos de prova após os ensaios. .......................................................................... 47
Figura 35. Máquina universal de ensaios da EMIC. ............................................................... 48
Figura 36. Demonstrativo dimensional do ensaio de flexão. .................................................. 49
Figura 37. Recomendação de corpos de prova de compressão. a) Corpo de Prova de secção
quadrada; b) Corpo de prova de secção circular....................................................................... 50
Figura 38. Dimensionamento dos corpos de prova para ensaio de impacto. .......................... 51
Figura 39. Especificação para o impacto de charpy. ............................................................... 51
Figura 40 Durômetro Kori Seik MFG. a) Frente do equipamento; b) verso do equipamento 52
Figura 41. Determinador de Umidade Série ID-V 1.8 – Marte. .............................................. 53
Figura 42. Corpos de prova do ensaio de absorção de água. a) Resina pura; b) Resina + PET;
c) Resina + Piaçava; d) Resina + Piaçava + PET. .................................................................... 54
Figura 43. Balança de densidade utilizada. ............................................................................. 55
ix
Figura 44. Corpos de prova de densidade. .............................................................................. 56
Figura 45. KD2 - PRO. ............................................................................................................ 57
Figura 46. Agulhas de teste do KD2 – PRO. ........................................................................... 57
Figura 47. Corpos de prova para ensaios térmicos. a) Resina pura; b) Resina + PET; c)
Resina + Piaçava; d) Resina + Piaçava + PET. ........................................................................ 58
Figura 48. Procedimento de Medição das propriedades térmicas. .......................................... 59
Figura 49 Equipamento de Termogravimetria utilizado para o ensaio. .................................. 59
Figura 50. Microscópio digital (Eletronic Magnifier). ............................................................ 60
Figura 51. Círculo de 300 μm visto pela lente do microscópio. .............................................. 60
Figura 52. Resultados dos ensaios de Tração. a) Resina pura; b) Resina + PET; c) Resina +
Piaçava; d) Resina + Piaçava + PET. ....................................................................................... 61
Figura 53. Módulos de elasticidade dos materiais sob tração. ................................................ 63
Figura 54. Secção de rompimento dos corpos de prova de tração. ......................................... 64
Figura 55. Visualização microscópica na secção de rompimento. a) Referência de
visualização de 500 μm; b) Resina + PET; c) Resina + Piaçava; d) Resina + Piaçava + PET. 65
Figura 56. Resultado dos ensaios de Flexão. a) Resina pura; b) Resina + PET; c) Resina +
Piaçava; d) Resina + Piaçava + PET. ....................................................................................... 66
Figura 57. Secção de rompimento dos corpos de prova de flexão reforçados. ....................... 67
Figura 58. Módulos de elasticidade dos materiais sob flexão. ................................................ 69
Figura 59. Resultado dos ensaios de compressão. a) Resina pura; b) Resina + PET; c) Resina
+ Piaçava; d) Resina + Piaçava + PET. .................................................................................... 70
Figura 60. Módulos de elasticidade dos materiais sob compressão. ....................................... 72
Figura 61. Corpos de prova após o ensaio de compressão. a) Resina pura; b) Resina + PET;
c) Resina + Piaçava; d) Resina + Piaçava + PET. .................................................................... 73
Figura 62. Gráfico das densidades. ......................................................................................... 77
Figura 63. Gráfico da absorção de água ao longo dos dias de imersão. .................................. 79
Figura 64. Gráfico da condutividade térmica dos materiais .................................................... 80
Figura 65. Gráfico da resistividade térmica dos materiais ...................................................... 81

x
Figura 66. Gráfico do calor específico dos materiais .............................................................. 82
Figura 67. Gráfico da difusividade térmica dos materiais ....................................................... 83
Figura 68. Resultado da Análise Termogravimétrica .............................................................. 84

xi
LISTA DE TABELAS
Tabela 1. Principais tipos de matrizes. ...................................................................................... 7
Tabela 2. Especificação da resina epóxi. ................................................................................. 37
Tabela 3. Dimensões e tolerâncias recomendadas para os corpos de prova em ensaios de
impacto. .................................................................................................................................... 51
Tabela 4. Módulos de elasticidade à tração dos materiais. ...................................................... 63
Tabela 5. Módulos de elasticidade à flexão dos materiais. ..................................................... 68
Tabela 6. Módulos de elasticidade à compressão dos materiais. ............................................. 72
Tabela 7. Resultados dos ensaios de dureza ............................................................................ 74
Tabela 8. Resultados dos ensaios de teor de umidade. ............................................................ 75
Tabela 9. Resultados dos ensaios de densidade. ...................................................................... 76
Tabela 10. Valores médios do teor de absorção de água ......................................................... 78
xii
LISTA DE ABREVIATURAS E SIGLAS
ASTM – American Society for Testing and Materials
AT – Ácido Tereftalato
BMC – Bulk Molding Compound
DMT – Dimetil Tereftalato
HMC – High Sheet Molding Compoud
MET – Microscópio Eletrônico de Transmissão
MEV – Microscópio Eletrônico de Varredura
PA – Poliamida
PC – Policarbonato
PEAD – Polietileno de Alta densidade
PEEK – Poliestercetona
PET – Polietileno Tereftalato
PF – Fenoplástica
PI – Poliamida
POM – Poliacetal
PPS – Polipropileno
PSP – Poliesterilpirionina
PSU – Polisulfona
PU – Poliuretano
PVC – Policloreto de Vinila
RIM – Resin Injection Molding
R-RIM – Reinforced RIM
RTM – Resin Transfer Molding
SI – Silicone
SMC – Sheet Molding Compound
TGA – Análise Termogravimétrica.
TPA – Ácido Tereftalato
UFERSA – Universidade Federal Rural do Semi-árido
UFRN – Universidade Federal do Rio Grande do Norte
UP – Poliéster Insaturado
xiii
NOMENCLATURAS
A – Área da secção transversal do material (m²) (em cálculos de resistência
mecânica)
A – Área da parede em sua secção transversal ao escoamento de calor (m²) (em
cálculos térmicos)
cv – Calor específico a volume constante (kJ/kg.K)
cp – Calor específico a pressão constante (kJ/kg.K)
Dv – Densidade volumétrica do laminado (g/cm³)
E – Módulo de elasticidade do material (Pa)
F – Força aplicada no material (N)
h – Entalpia específica (kJ/kg)
Kx – Condutividade térmica (W/m.K)
L – Espessura da parede (m)
M – Massa do corpo de choque (kg)
mA – Peso da amostra seca (g)
mF – Peso do fio que prenderá a amostra, parcialmente imerso em água (g)
mFA – Peso do fio juntamente com a amostra, ambos imersos em água (g)
q”x – Taxa de transferência de calor no sentido “x” (W)
Rparede – Resistência térmica de uma parede (K/W)
T – Temperatura (K)
Tg – Temperatura de transição vítrea (K)
Tm – Temperatura de fusão cristalina (K)
u – Energia interna específica (kJ/kg)
Um – Energia máxima dissipada no impacto (J)
V – Volume do corpo de prova (m³)
α – Difusividade térmica (m²/s)
ρ – Massa específica do material (kg/m³)
σ – Tensão ao qual o material está submetido (Pa)
σm – Tensão máxima ao impacto do material (Pa)
ε – Deformação ao qual o material está submetido
ʋ0 – Velocidade do impacto (m/s)
jT/jx – Derivada da Temperatura em relação à distância “x” (K/m)

xiv
RESUMO
Diante da realidade mundial de preservação ambiental, da necessidade de reaproveitamento
de insumos, redução de custos e melhoramento de propriedades, tem-se desenvolvido muitas
tecnologias que atendam a uma série desses fatores e, se possível, a todos. Nesse sentido, os
materiais compósitos assumem um papel de destaque nesse desenvolvimento de novos
materiais. O PET (Polietileno tereftalato) tem sido muito utilizado pela indústria mundial em
várias aplicações, onde a principal dessas é a produção de embalagens de produtos de
alimentícios, em que as indústrias de refrigerantes são os grandes consumidores desse
produto. Já na linha de fibras naturais, existe uma vasta quantidade de opções de uso em
aplicações de engenharia (Sisal, carnaúba, algodão, piaçava, etc.). Diante do exposto, esse
trabalho visa à produção, caracterização (Mecânicos, térmicos e físicos) e comparação de uma
série de configurações de materiais compósitos com uma matriz polimérica (Epóxi) com
reforço de PET pós-consumo e piaçava (Resina epóxi para referência; epóxi com fibras de
PET; epóxi com fibras de piaçava; e compósito híbrido). Os compósitos foram produzidos
com fibras bidirecionais em forma de tecido, as fibras tinham espaçamento entre elas de 1 cm.
Os materiais reforçados promoveram aumento de algumas propriedades, como flexão, que
apresentou um incremento de cerca de 25% na tensão máxima admissível do material.
Observou-se que a ordenação das fibras em sentido unidirecional pode melhorar as
resistências mecânicas do compósito, isso porque, de forma geral, todas as rupturas dos
ensaios ocorreram em uma secção de fragilização provocada pelas fibras transversais aos
esforços. Quando submetidos a esforços mecânicos, o compósito com reforço/carga de PET
apresentou-se como a melhor configuração, o qual apresentou um módulo de elasticidade em
regime de flexão 24% maior que a resina pura. Já em análise térmica, o compósito híbrido
apresentou melhores características para isolamento térmico, visto que sua condutividade
térmica reduziu em 2% quando comparado com o epóxi puro.
Palavras Chaves: Compósito. PET. Piaçava. Epóxi.

xv
ABSTRACT
Over the world reality of environment preservation, the necessity of reuse supplies, reduction
of costs and improvement of properties, it has been developed many technologies that support
a series of these factors and, if possible all of them. In this sense, the composite materials
assume a special role in the growth of new materials. The PET (polyethylene terephthalate)
has been utilized by worldwide industries in many different applications, from which the
principal one of them is the packaging of food production, wherefrom the soft drink industries
are the most substantial consumer of this product. As for natural fibers research line, there is a
vast quantity of options for engineering application handling (Sisal, carnauba, cotton,
piassava, etc.) In the face of what has been exposed, this research strives for the production,
characterization (Mechanical, thermal and physical) and comparison of a series of
configurations in the composite materials with a polymer matrix (Epoxy) with reinforcement
of PET after consummation and piassava (epoxy resin for reference; enhancement resin with
piassava fibers; and hybrid composite). The composites were produced with bidirectional
fibers in a format of tissue, the fibers had spaces between them of 1 centimeter. The
reinforced materials promoted increment of some properties, such as flection, that presented
an enhancement of nearly 25% of maximum tension admitted in the material. It was observed
however, that the ordination of the fibers in a unidirectional way might improve the mechanic
resistance of the composite, that´s because, in general form, all the ruptures occur in one
section of fragilization provoked by the transversal fibers to the reinforces. While submitted
to mechanic reinforces, the composite with reinforce/charge of PET presented itself with an
improved configuration, Which showed a modulus of elasticity in a regime of flexion 24%
larger than the pure resin. As for the thermal analysis, the hybrid composite presented
enriched characteristics for the thermal insulation, since its thermal conductivity reduced by
2% when compared to the pure epoxy.
Keywords: Composite. PET. Piassava. Epoxy.

xvi
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................... 1
1.1. Objetivos .......................................................................................................................... 2
1.1.1. Objetivo Geral ................................................................................................................ 2
1.1.2. Objetivos Específicos ................................................................................................... 2
2 REVISÃO BIBLIOGRÁFICA .......................................................................................... 3
2.1. Materiais Compósito ....................................................................................................... 3
2.1.1. Processos de Fabricação de Compósitos ....................................................................... 5
2.1.1.1. RTM (Resin Transfer Molding) .................................................................................. 6
2.2. Matriz ............................................................................................................................... 7
2.2.1. Resina Epóxi .................................................................................................................. 8
2.3. Reforços/Cargas em Compósitos ................................................................................. 10
2.3.1. PET .............................................................................................................................. 10
2.3.2 Piaçava .......................................................................................................................... 12
2.4. Estado da Arte ............................................................................................................... 15
2.5. Caracterização de Materiais ........................................................................................ 17
2.5.1. Absorção de Água ........................................................................................................ 17
2.5.2. Teor de Umidade ......................................................................................................... 18
2.5.3. Densidade ..................................................................................................................... 18
2.5.4. Resistência Mecânica ................................................................................................... 19
2.5.4.1. Resistência à tração ................................................................................................... 20
2.5.4.2. Resistência à compressão .......................................................................................... 20
2.5.4.3. Resistência à flexão .................................................................................................. 21
2.5.4.4. Resistência ao impacto .............................................................................................. 22
2.5.4.5. Ensaio para determinação de dureza ......................................................................... 23
2.5.5. Caracterização Térmica ............................................................................................... 24
2.5.5.1. Condutividade térmica .............................................................................................. 24
2.5.5.2. Resistividade térmica ................................................................................................ 25
2.5.5.3. Calor específico ........................................................................................................ 26
xvii
2.5.5.4. Difusividade térmica ................................................................................................. 27
2.5.5.5. Termogravimetria. .................................................................................................... 27
2.4.6. Microscopia ................................................................................................................. 28
3. MATERIAIS E MÉTODOS .......................................................................................... 30
3.1. Obtenção do fio de PET ............................................................................................... 30
3.1.1. O Fatiador de Garrafa PET ......................................................................................... 30
3.2. A fibra da Piaçava ........................................................................................................ 34
3.3. A Confecção do Reforço/Carga. ................................................................................. 35
3.4. A Escolha da Matriz .................................................................................................... 36
3.5. A Produção do Molde .................................................................................................. 37
3.6. A Produção do Compósito. ......................................................................................... 40
3.7. O Corte dos Corpos de Prova ..................................................................................... 44
3.8. Os Ensaios ..................................................................................................................... 46
3.8.1. Ensaios Mecânicos ....................................................................................................... 46
3.8.1.1. Ensaio de tração ........................................................................................................ 46
3.8.1.2. Ensaio de flexão ........................................................................................................ 48
3.8.1.3. Ensaio de compressão ............................................................................................... 49
3.8.1.4. Ensaio de impacto ..................................................................................................... 50
3.8.1.5. Ensaio de dureza ....................................................................................................... 52
3.8.2. Ensaio de Teor de Umidade ......................................................................................... 53
3.8.3. Ensaio de Absorção de Água ....................................................................................... 54
3.8.4. Ensaio de Densidade .................................................................................................... 55
3.8.5. Ensaios Térmicos ......................................................................................................... 56
3.8.6. Ensaios de Termogravimetria ...................................................................................... 59
3.8.7. Visualizações microscópicas ....................................................................................... 60
4. RESULTADOS E DISCUSSÃO .................................................................................... 61
4.1. Características Mecânicas ............................................................................................ 61
4.1.1. Tração .......................................................................................................................... 61
4.1.2. Flexão ........................................................................................................................... 66
4.1.3. Compressão .................................................................................................................. 69

xviii
4.1.4. Impacto ........................................................................................................................ 73
4.1.5. Dureza .......................................................................................................................... 73
4.2. Teor de Umidade ........................................................................................................... 75
4.3. Densidade ....................................................................................................................... 76
4.4. Absorção de água .......................................................................................................... 78
4.5. Resultados Térmicos ..................................................................................................... 80
4.5.1. Condutividade e resistividade térmica. ........................................................................ 80
4.5.2. Calor Específico ........................................................................................................... 82
4.5.3. Difusividade Térmica .................................................................................................. 83
4.5.4. Termogravimetria (TGA)............................................................................................. 84
5. CONCLUSÕES .............................................................................................................. 86
6. SUGESTÕES PARA TRABALHOS FUTUROS ........................................................ 88
7. REFERÊNCIAS ............................................................................................................... 89

1
1 INTRODUÇÃO
Diante da busca incessante por novos materiais que possam atender às mais variadas
necessidades da sociedade, além de buscar cada vez mais o aprimoramento das propriedades
dos materiais já conhecidos atualmente, uma maneira bastante utilizada para a obtenção de
melhoramentos nos materiais são os compósitos, os quais são definidos como sendo qualquer
material multifase que exibe uma proporção significativa das propriedades de ambas as fases
que o constituem, de modo tal que é obtida uma melhor combinação de propriedades
(CALLISTER, 2013).
Ainda segundo Callister (2013), os compósitos híbridos são aqueles formados por dois
ou mais tipos de fibras diferentes em uma única matriz. Esses compósitos híbridos tendem a
apresentarem melhores combinações globais de propriedades do que os compósitos formados
por apenas um tipo de fibra.
Ainda na esfera ambiental, buscam-se soluções para a reutilização de plásticos, onde o
consumo esmagador de Polietileno tereftalato grau garrafa (PET) constitui capítulo à parte
entre as resinas produzidas no país. Embora o país consiga reciclar mais da metade da
produção de PET, ainda é muito elevado o volume deste material em forma de garrafas, sendo
necessário que existam também alternativas de seu reuso além da via de reciclagem.
Apesar do benefício da resina PET poder ser utilizadas em inúmeras aplicações
(abrigos, aerofólios, artigos esportivos, barcos, tanques, pias, banheiras e caixas d’água, entre
outras) e sob diversos processos (laminação manual, spray up, enrolamento filamentar,
pultrusão, prensagem a frio e prensagem a quente), sua participação no mercado está
estagnada devido à falta de regularidade no fornecimento do material para reciclagem, e
também da qualidade ainda duvidosa de alguns insumos (Revista Plástico Moderno, 2011).
Não obstante, os compósitos reforçados com fibras naturais podem ser alternativas
técnica e economicamente viável, em relação àqueles que usam fibras sintéticas, como a fibra
de vidro. A incorporação de materiais ligninocelulósicos como componente reforçante em
compósitos poliméricos tem recebido crescente atenção devido a vantagens importantes
como: baixo custo, baixa densidade, boa resistência mecânica, baixa abrasividade aos
equipamentos de processo, ser proveniente de fonte renovável de matéria-prima, ser
biodegradável, atóxica, não poluente e etc.
Dentro desta vertente citada acima, a fibra natural da piaçava é um poderoso elemento
estrutural, além de ser de fácil obtenção. O principal período de safra da piaçava ocorre entre

2
os meses de março e setembro, devido às condições climáticas favoráveis ao seu cultivo no
período. Entretanto, colheitas em menores proporções são possíveis ao longo do ano inteiro.
Dessa forma, neste trabalho é abordado um material compósito produzido a partir de
fibras naturais de piaçava e fibras de PET com base em uma matriz polimérica.
1.1. Objetivos
1.1.1. Objetivo Geral
Desenvolver um compósito de matriz polimérica epoxídica com fibras de PET pós-
consumo e fibra natural de piaçava.
1.1.2. Objetivos Específicos
- Obter filamentos com elevada relação comprimento/largura oriundos de pet pós-
consumo para aplicação como reforço;
- Conduzir os filamentos do PET a lixamento superficial para beneficiamento da
adesão das fibras a matriz;
- Obter fibras de piaçava e realizar uma seleção;
- Confeccionar placas para ensaio do compósito utilizando o reforço em forma tecido
trançado Produzidos através do método de RTM (Resin Transfer Molding);
- Estudar o comportamento da adesão entre as camadas através de estudos
micrográficos;
- Caracterizar os compósitos produzidos.

3
2 REVISÃO BIBLIOGRÁFICA
Neste capítulo apresenta-se uma revisão bibliográfica sobre o tema estudado, por meio
da qual buscou-se demonstrar algumas das inúmeras aplicações, bem como históricos de
produção e características dos materiais em estudo. Nessa conjectura, podem-se observar
alguns pontos iniciais que viabilizam ou não o uso de determinados produtos ou insumos,
assim como as limitações da produção dos corpos de prova e do produto final.
2.1. Materiais Compósito
Dentre os grandes avanços tecnológicos ocorrentes nos últimos tempos na área de
materiais, pode-se observar a enorme invasão do mercado dos materiais compósitos, isso
porque essa linha de materiais possibilita uma enorme variedade de propriedades associadas,
isso apenas diversificando os produtos empregados (matriz e reforço), ou simplesmente as
proporções dos materiais.
Existem relatos da utilização dos materiais compósitos desde o Egito antigo, na
fabricação de tijolos. Ou ainda no império Romano, na fabricação das espadas dos guerreiros,
feitas de cobre e outros tipos de metais (REVISTA ABENDI, 2016).
Callister (2013) define compósito como sendo qualquer material multifásico que exiba
uma proporção significativa das propriedades de ambas as fases que o constituem, de tal modo
que é obtida uma melhor combinação de propriedades.
De Acordo com Câmara (2015), as propriedades dos compósitos dependem
fundamentalmente da forma como os componentes individuais interagem entre si, os quais
dependem basicamente dos seguintes fatores: Propriedades dos componentes individuais,
porosidade, orientação e disposição do reforço, grau de interação entre as fases (características
da interface) e o grau de homogeneidade e dispersão da mistura.
Silva (2014) lembra que viscosidade e a cinética de cura são importantes no
processamento e a interação fibra/resina está relacionada com o desempenho do compósito.
Segundo Filho (2015) a finalidade das formulações dos materiais compósitos consiste
em agregar características específicas de cada um dos materiais utilizados para a obtenção de
um material resultante. E ainda que as características dos compósitos dependerão dos materiais
utilizados em suas formulações, bem como da aplicação desejada.
4
Em suma, materiais compósitos são estruturas formadas por pelo menos duas fases
(Reforço e matriz), os quais resultam em um material com características distintas das fases que
os constituem.
A seleção de um reforço e de uma matriz para um compósito não é arbitrária, uma vez
que as duas ou mais fases devem ser escolhidas equacionando a eficiência desejada para o
material (SILVA, 2014).
Quanto à disposição do reforço, é possível citar algumas disposições comummente
utilizadas em compósitos de estruturas macroscópicas.
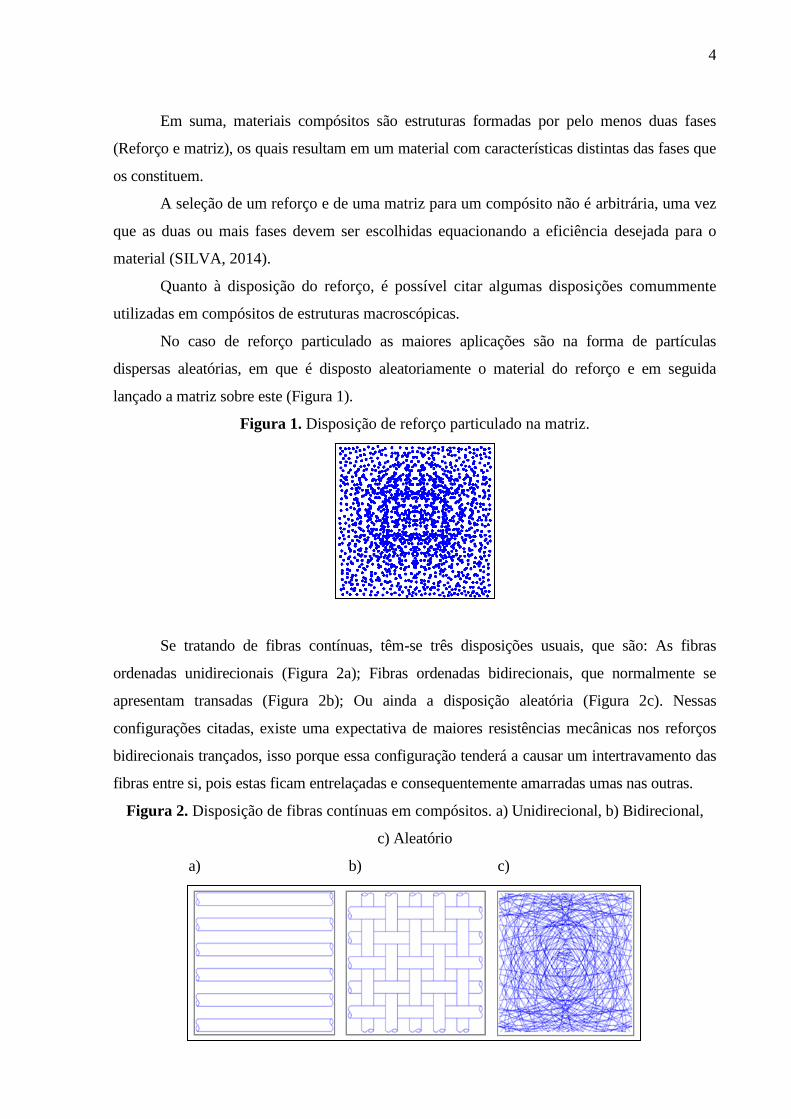
No caso de reforço particulado as maiores aplicações são na forma de partículas
dispersas aleatórias, em que é disposto aleatoriamente o material do reforço e em seguida
lançado a matriz sobre este (Figura 1).
Figura 1. Disposição de reforço particulado na matriz.
Se tratando de fibras contínuas, têm-se três disposições usuais, que são: As fibras
ordenadas unidirecionais (Figura 2a); Fibras ordenadas bidirecionais, que normalmente se
apresentam transadas (Figura 2b); Ou ainda a disposição aleatória (Figura 2c). Nessas
configurações citadas, existe uma expectativa de maiores resistências mecânicas nos reforços
bidirecionais trançados, isso porque essa configuração tenderá a causar um intertravamento das
fibras entre si, pois estas ficam entrelaçadas e consequentemente amarradas umas nas outras.
Figura 2. Disposição de fibras contínuas em compósitos. a) Unidirecional, b) Bidirecional,
c) Aleatório
a) b) c)

5
Os tecidos trançados planos são formados por trama e urdume. Pela definição de
Pereira (2009), Os fios dispostos no sentido horizontal são chamados de fios de trama e os
fios dispostos no sentido vertical são chamados de fios de urdume.
Os compósitos reforçados com fibras naturais podem ser alternativas, técnica e
economicamente viável, com relação àqueles que usam fibras sintéticas, como a fibra de
vidro. A incorporação de materiais ligninocelulósicos como componente reforçante em
compósitos poliméricos tem recebido atenção crescente devido ao volume de aplicações e
vantagens, tais como: baixo custo, baixa densidade, boa resistência mecânica, baixa
abrasividade aos equipamentos de processo, ser proveniente de fontes renováveis de matéria-
prima, ser biodegradável e não tóxicas ou poluentes, de modo que o seu descarte não acarreta
problemas ambientais.
As propriedades mecânicas dos compósitos dependem de diversos fatores, tais como o
tipo, volume, orientação, dispersão da fibra curta na matriz polimérica, bem como a afinidade
química entre fibra e matriz. A melhora das propriedades do produto final pode ser
conseguida através da incorporação de fibras vegetais tratadas superficialmente com agentes
de acoplamento a fim de aumentar a adesão interfacial entre fibra e matriz.
Com o objetivo de obter um elevado desempenho mecânico, a utilização simultânea de
mais de uma fibra de reforço, ou então a utilização de lâminas de fibras contínuas reforçadas
por partículas, nano partículas ou fibras descontínuas pode ser recomendável. (SILVA, 2014).
2.1.1. Processos de Fabricação de Compósitos
Um fator importante e que merece uma atenção especial é o processo de fabricação
dos compósitos. Em uma grande diversidade de matrizes e de reforços existentes para
pesquisas, uma vasta opção de formas de produção é utilizada, de acordo com a necessidade e
qualidade desejada.
A confecção dos materiais compósitos poliméricos seguem basicamente dois formatos
de trabalho no que diz respeito aos moldes: Moldes abertos e moldes fechados.
Alguns dos processos em moldes abertos que pode-se citar são: Hand-lay-up
(laminação manual); Spray-up (pistola); Centrifugação (corpos ocos); Filament Winding
(enrolamento).
Já nos processos em moldes fechados (Onde normalmente tem-se uma qualidade de
produtos superiores) tem-se: Moldagem por Compressão (SMC, BMC, HMC); Injeção (RTM,
RIM, R-RIM); Pultrusão (perfis em T, L, U, etc).
6
Além dos processos citados, existe uma vasta lista de metodologias de fabricação,
alguns mais simples, outros mais complexos, para determinados tipos de materiais ou para
cada configuração de partículas (Reforço), bem como para cada matriz.
2.1.1.1. RTM (Resin Transfer Molding)
Nesse processo de produção de compósito em molde fechado tem-se a injeção de
resina (Matriz) em um reservatório confinado onde já se encontram as fibras (Reforço/carga)
em sua configuração desejada. Após a mistura dos materiais, espera-se o tempo de cura da
resina para que seja desenformado o material finalizado.
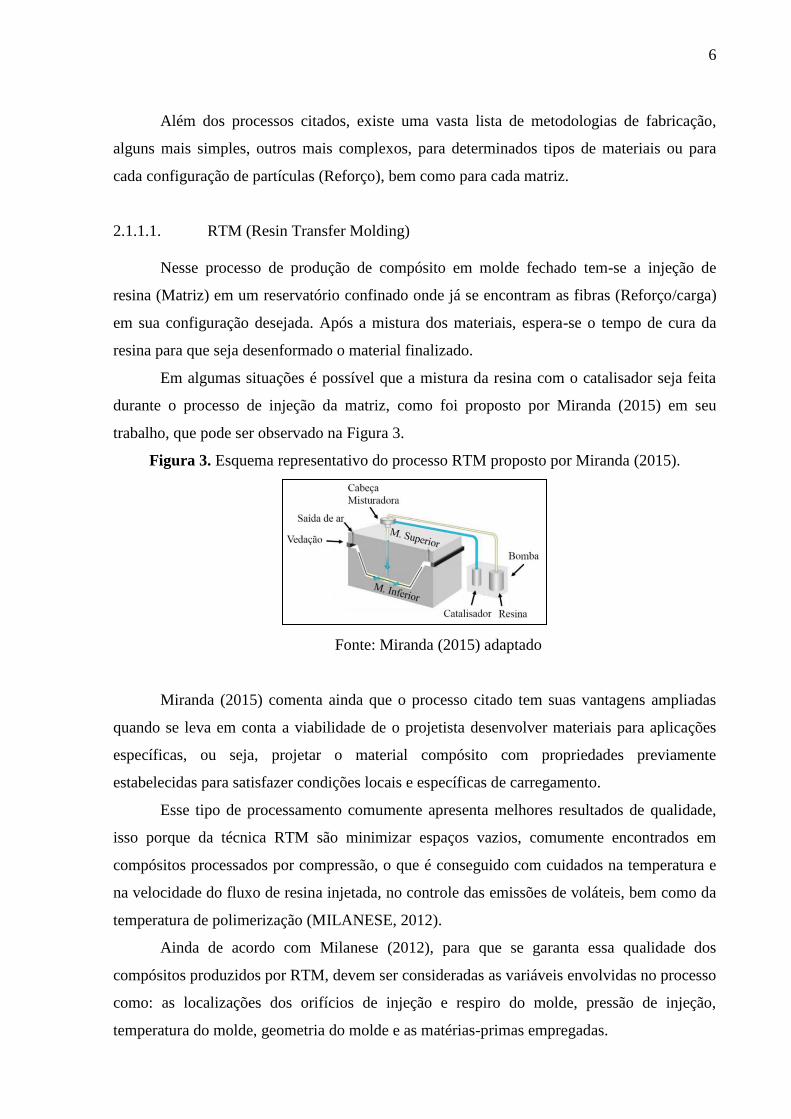
Em algumas situações é possível que a mistura da resina com o catalisador seja feita
durante o processo de injeção da matriz, como foi proposto por Miranda (2015) em seu
trabalho, que pode ser observado na Figura 3.
Figura 3. Esquema representativo do processo RTM proposto por Miranda (2015).
Fonte: Miranda (2015) adaptado
Miranda (2015) comenta ainda que o processo citado tem suas vantagens ampliadas
quando se leva em conta a viabilidade de o projetista desenvolver materiais para aplicações
específicas, ou seja, projetar o material compósito com propriedades previamente
estabelecidas para satisfazer condições locais e específicas de carregamento.
Esse tipo de processamento comumente apresenta melhores resultados de qualidade,
isso porque da técnica RTM são minimizar espaços vazios, comumente encontrados em
compósitos processados por compressão, o que é conseguido com cuidados na temperatura e
na velocidade do fluxo de resina injetada, no controle das emissões de voláteis, bem como da
temperatura de polimerização (MILANESE, 2012).
Ainda de acordo com Milanese (2012), para que se garanta essa qualidade dos
compósitos produzidos por RTM, devem ser consideradas as variáveis envolvidas no processo
como: as localizações dos orifícios de injeção e respiro do molde, pressão de injeção,
temperatura do molde, geometria do molde e as matérias-primas empregadas.
7
2.2. Matriz
Os compósitos poliméricos que possuem fibras, a fase da resina como matriz possui
múltiplas funções, onde pode-se destacar: o material tem ductilidade e baixo módulo de
elasticidade; protege as fibras de danos mecânicos e de reações químicas; mantém as fibras
unidas e ainda transfere as tensões de uma fibra para outra (NOCERA, et. al, 2013)
De maneira geral, a matriz escolhida para a produção de um compósito apresenta-se
inicialmente em uma forma líquida (De preferência com a mínima viscosidade possível) para
que facilite a cobertura do reforço/carga. Após a mistura dos materiais, essa matriz enrijece
através de um processo de cura que varia de um material para outro.
Carvalho (2008) define as matrizes como compostos orgânicos de elevado peso
moleculares, produto de reações de polimerização por adição ou condensação tendo diversos
compostos como base.
O mercado oferece uma grande variedade de produtos aptos a serem usados como
matrizes em compósitos. Uma grande aplicação é com as resinas poliméricas.
Das grandes variedades de matrizes poliméricas possíveis para a produção dos
compósitos, tem-se algumas que se apresenta em maior uso numa vasta quantidade de
aplicações (policarbonato, poliuretano, poliestireno, polipropileno, epóxi, etc.), cada um com
suas propriedades e características específicas e apropriadas para as mais diversas aplicações.
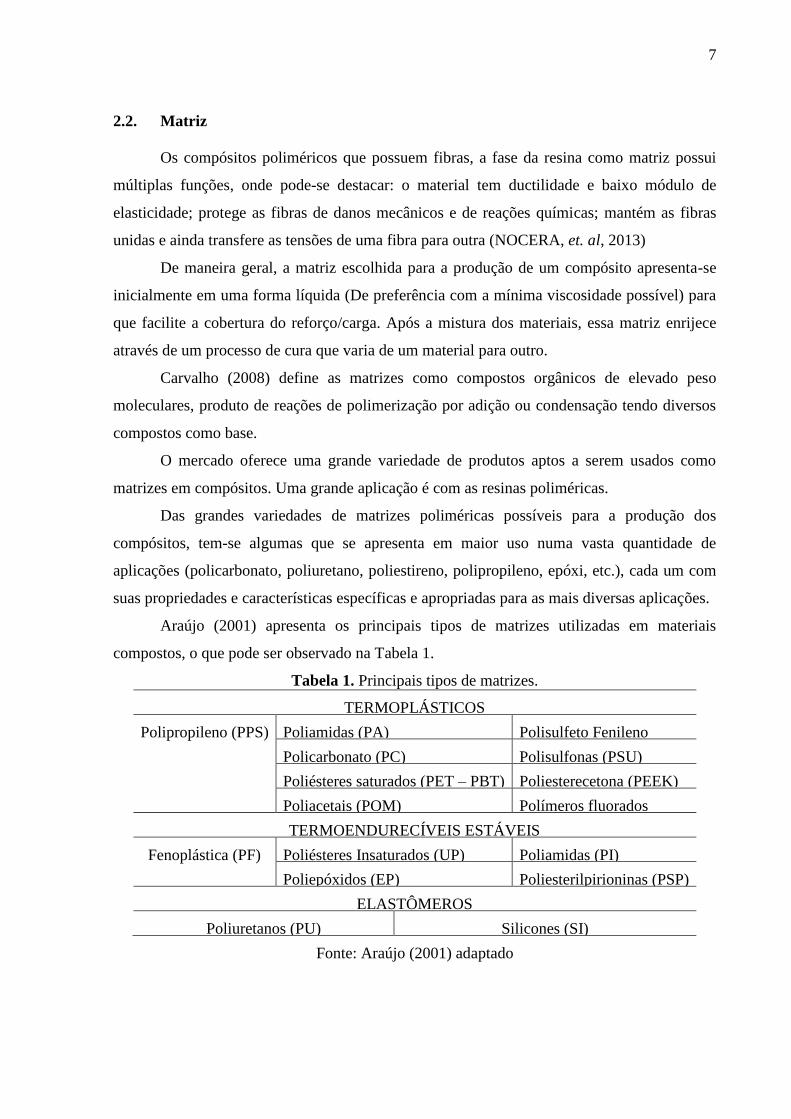
Araújo (2001) apresenta os principais tipos de matrizes utilizadas em materiais
compostos, o que pode ser observado na Tabela 1.
Tabela 1. Principais tipos de matrizes.
TERMOPLÁSTICOS
Polipropileno (PPS) Poliamidas (PA) Polisulfeto Fenileno
Policarbonato (PC) Polisulfonas (PSU)
Poliésteres saturados (PET – PBT) Poliesterecetona (PEEK)
Poliacetais (POM) Polímeros fluorados
TERMOENDURECÍVEIS ESTÁVEIS
Fenoplástica (PF) Poliésteres Insaturados (UP) Poliamidas (PI)
Poliepóxidos (EP) Poliesterilpirioninas (PSP)
ELASTÔMEROS
Poliuretanos (PU) Silicones (SI)
Fonte: Araújo (2001) adaptado
8
Os termoplásticos são compostos de cadeias longas, produzidas pela união de
monômeros que tem comportamento plástico e dúctil. Na presença de calor os termoplásticos
amolecem e se fundem novamente, podendo adquirir diversas formas (ASKELAND et al,
2013).
Os Termoendurecíveis estáveis, Também chamados de termorrígidos ou termofixos,
são compostos por longas cadeias de moléculas muito ligadas umas as outras para formar
estruturas de rede tridimensional. Na presença de calor esse material não se funde, ao invés
disso, começa a se decompor (ASKELAND et al, 2013).
Já os elastômeros que são conhecidos como borrachas, tem uma deformação elástica
superior a 200%. As cadeias poliméricas comportam-se como molas que se deformam de
forma reversível com a aplicação de uma tensão mecânica (ASKELAND et al, 2013).
2.2.1. Resina Epóxi
A resina epóxi é um plástico tipicamente utilizado como matriz de diversos materiais
compósitos para aplicações diversas na engenharia. Sua vasta utilização pode ser explicada
em função de suas propriedades, caracterizadas pelas boas resistências térmica e mecânica,
alem de ser um material de boa moldabilidade, visto que apresenta-se inicialmente em um
estado líquido, solidificando-se após uma reação química que o transforma em um material
termoplástico de ótimas propriedades de estudo.
As resinas epóxis são termofixos em forma de líquido viscoso ou sólidos quebradiços
(SANTOS, 2005). O mesmo autor cita que esse tipo de material começou a ser explorado na
década de 30 pela I.G Farbenindustrie.
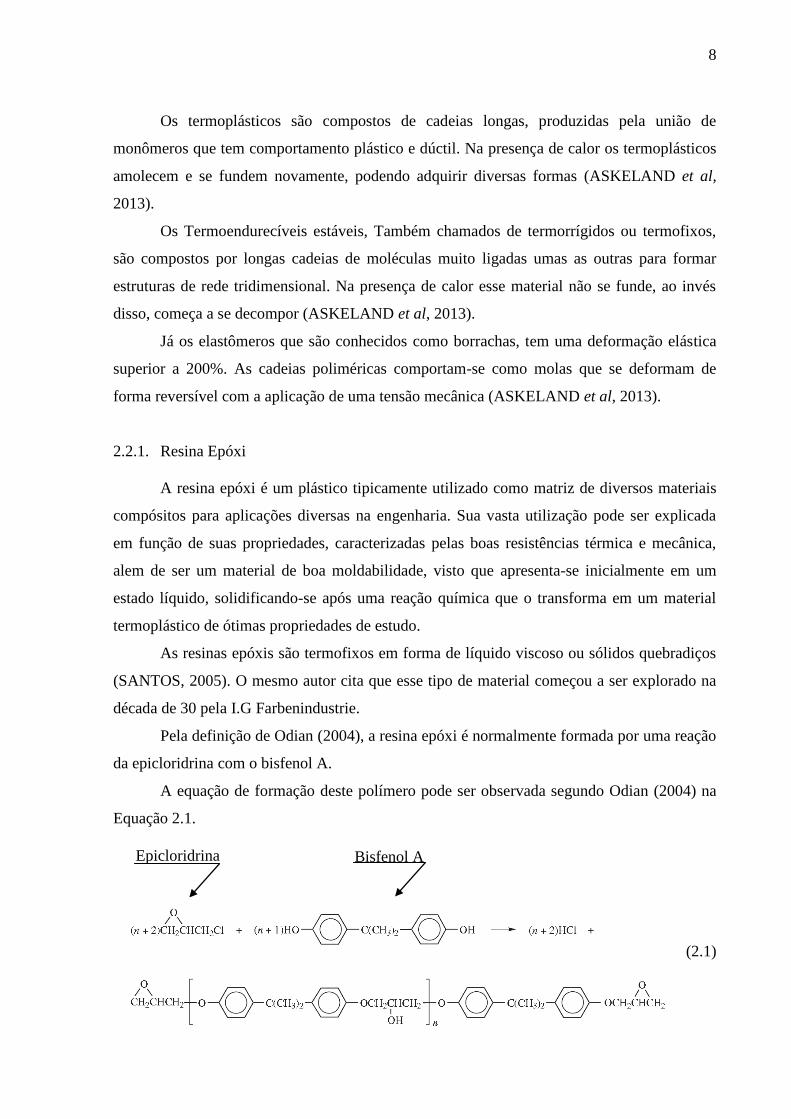
Pela definição de Odian (2004), a resina epóxi é normalmente formada por uma reação
da epicloridrina com o bisfenol A.
A equação de formação deste polímero pode ser observada segundo Odian (2004) na
Equação 2.1.
(2.1)
Epicloridrina Bisfenol A
9
Existem vários tipos de resinas epóxi, com diferentes propriedades. Cada fabricante
apresenta uma série de formulações para cada aplicação desejada. Dentre as várias aplicações
deste material, pode-se citar a produção de pranchas de surf, produção de tintas, revestimentos
de tubo e ultimamente tem crescido bastante a aplicação como revestimentos de pisos, são os
chamados “porcelanatos líquidos”, que na verdade não é exatamente um porcelanato, mas sim
a aplicação de rezina epóxi sobre um piso nivelado ou não.
Segundo kersting (2004) as resinas epóxis comerciais são, de forma geral, compostos
ou misturas de compostos contendo mais de um grupo epóxi por molécula, ou a combinação
de grupos epóxidos com grupos de hidroxilas. Tais composições, com a adição de
endurecedores ocorre a formação de uma rede infusível de moléculas ligadas entre si, de
forma tridimensional, resultando na resina epóxi reticulada.
Esse tipo de aplicação em piso apresenta algumas vantagens, dentre elas pode-se citar:
o poder de auto nivelamento, visto que por se tratar de um material líquido durante a
aplicação, este irá escoar nivelando toda a superfície; Após a cura da resina, a superfície ficará
completamente polida e sem emendas (Como normalmente se observa nos revestimentos
cerâmicos); Além de poder ser feito uma infinidade de colorações ou desenhos nos pisos, a
gosto do decorador.
As resinas Epóxi são uma das mais importantes classes de polímeros termoestáveis
usados para aplicações estruturais ou como adesivos, pois mostram alta forca de tensão e
módulo, fácil processamento, boa resistência química e térmica (NASCIMENTO, 2009).
Ribeiro (2016) relata que a resina epóxi líquida é muito utilizada em laminados de
fibras sintéticas, como a de vidro, carbono e kevlar e também com as naturais, como juta,
sisal, algodão, etc. Devido a sua alta resistência mecânica e química, ela é utilizada em
laminados especiais onde as resinas convencionais de laminação, como os poliésteres
insaturados, não atendem o necessário. São muito utilizados em tubulações, tanques,
aeronaves, embarcações e veículos de alta performance.
Remetendo-se na parte estrutural, o epóxi possui baixa densidade, fácil moldabilidade,
elevadas resistências térmicas e mecânicas (como já comentado anteriormente), além de poder
ser facilmente aplicado juntamente com outros materiais, combinando assim suas
propriedades e produzindo compósitos com propriedades bastante particulares.

10
2.3. Reforços/Cargas em Compósitos
Tão cauteloso quanto à escolha da matriz para um compósito, é a escolha do
reforço/carga. De maneira geral tem-se os reforços naturais e os sintéticos. Dentre os naturais
existem uma vasta quantidade de tipos, com as mais diversas especificações de propriedades
(Fibra de sisal, fibra de bananeira, fibra de coqueiro, fibra de piaçava, entre outras). Já nas
sintéticas, existem muitos produtos utilizados comummente, e outros sendo desenvolvidos os
reaproveitados (Fibra de Vidro, fibra de Kevlar, Fibra de carbono, etc).
Milanese (2012) lembra que as fibras naturais apresentam inúmeras vantagens, tais
como: baixa massa específica, fácil manuseio, provem de fonte renovável, atuam como
isolantes térmicos, elétrico e acústico, não são toxicas, alem de apresentarem baixo custo,
quando comparadas com as fibras sintéticas.
2.3.1. PET
O PET é um polímero linear que pode existir tanto no estado semicristalino quanto
amorfo. O máximo nível de cristalinidade que pode ser alcançado pelo PET é de 55%, porém
a cristalinidade alcançada pelas garrafas de refrigerante feitas de PET é normalmente em
torno de 25%. A taxa de cristalização, relativamente alta é de importância a medida que a
cristalização favorece o espalhamento de luz e varia as condições de processabilidade. A
cinética de cristalização do PET é função de vários parâmetros como a história térmica
anterior, a aditivação, a presença de agentes de nucleação, as condições de processamento;
orientação de cadeias e a umidade. Estudos sobre a cristalização do PET virgem e do
reciclado mostraram que para este último a taxa de cristalização é bem maior.
Os materiais básicos para produção do PET são o petróleo e gases naturais liquefeitos
(etano, butano, propano). O para-xileno, derivado de óleo cru, é oxidado em TPA, que é então
purificado ou esterificado em DMT. Etileno advindo tanto de óleo cru como de gases naturais
liquefeitos é oxidado, em óxido de etileno, e então hidratado em etilenoglicol. O ácido
tereftálico utilizado deve ser extremamente puro, pois pequenas quantidades dos isômeros
“meta” ou “para” podem alterar drasticamente a configuração do polímero. Porém, tais ácidos
são difíceis de purificar devido à sua baixa solubilidade e elevado ponto de fusão
(PRAXEDES, 2014).
De acordo com Odian, (2004), o PET é o poliéster de maior importância comercial, e
dois processos são usados para sua síntese. Um processo baseado no tereftalato de dimetil
(DMT) e outro baseado no ácido tereftalato (AT), onde o DMT foi o primeiro processo a ser
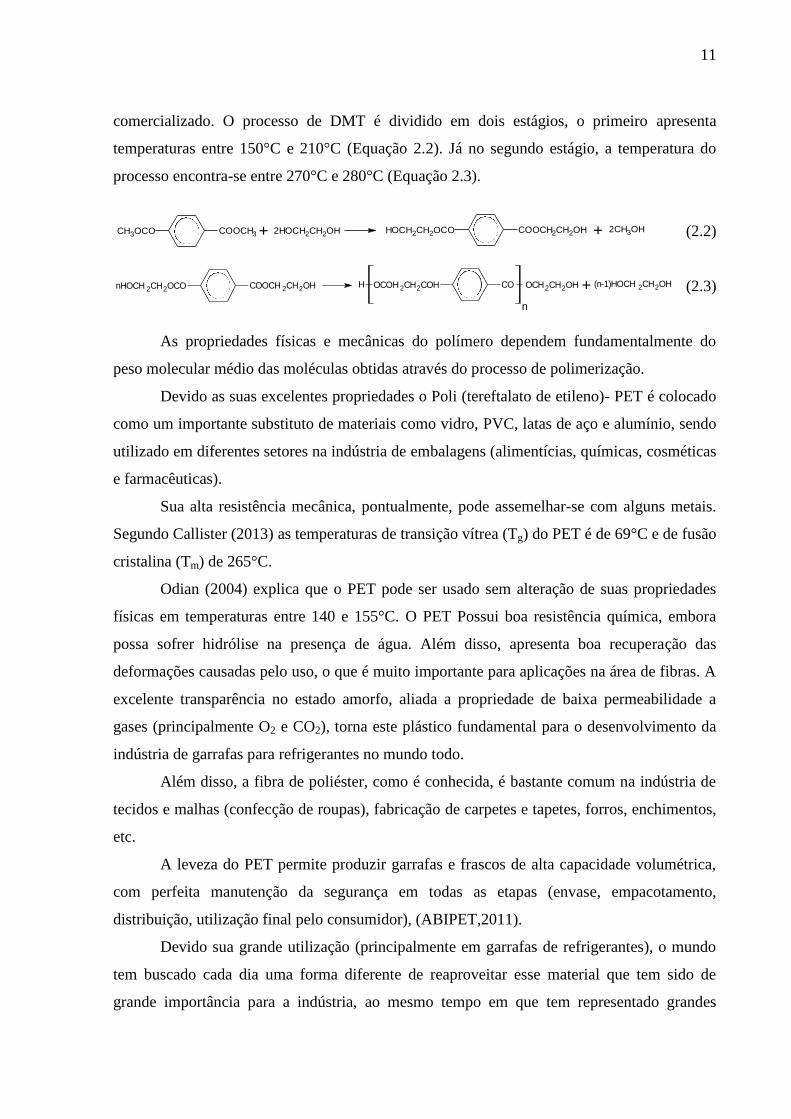
11
comercializado. O processo de DMT é dividido em dois estágios, o primeiro apresenta
temperaturas entre 150°C e 210°C (Equação 2.2). Já no segundo estágio, a temperatura do
processo encontra-se entre 270°C e 280°C (Equação 2.3).
(2.2)
(2.3)
As propriedades físicas e mecânicas do polímero dependem fundamentalmente do
peso molecular médio das moléculas obtidas através do processo de polimerização.
Devido as suas excelentes propriedades o Poli (tereftalato de etileno)- PET é colocado
como um importante substituto de materiais como vidro, PVC, latas de aço e alumínio, sendo
utilizado em diferentes setores na indústria de embalagens (alimentícias, químicas, cosméticas
e farmacêuticas).
Sua alta resistência mecânica, pontualmente, pode assemelhar-se com alguns metais.
Segundo Callister (2013) as temperaturas de transição vítrea (Tg) do PET é de 69°C e de fusão
cristalina (Tm) de 265°C.
Odian (2004) explica que o PET pode ser usado sem alteração de suas propriedades
físicas em temperaturas entre 140 e 155°C. O PET Possui boa resistência química, embora
possa sofrer hidrólise na presença de água. Além disso, apresenta boa recuperação das
deformações causadas pelo uso, o que é muito importante para aplicações na área de fibras. A
excelente transparência no estado amorfo, aliada a propriedade de baixa permeabilidade a
gases (principalmente O2 e CO2), torna este plástico fundamental para o desenvolvimento da
indústria de garrafas para refrigerantes no mundo todo.
Além disso, a fibra de poliéster, como é conhecida, é bastante comum na indústria de
tecidos e malhas (confecção de roupas), fabricação de carpetes e tapetes, forros, enchimentos,
etc.
A leveza do PET permite produzir garrafas e frascos de alta capacidade volumétrica,
com perfeita manutenção da segurança em todas as etapas (envase, empacotamento,
distribuição, utilização final pelo consumidor), (ABIPET,2011).
Devido sua grande utilização (principalmente em garrafas de refrigerantes), o mundo
tem buscado cada dia uma forma diferente de reaproveitar esse material que tem sido de
grande importância para a indústria, ao mesmo tempo em que tem representado grandes
COOCH3CH3OCO 2HOCH2CH2OH+ HOCH2CH2OCO COOCH2CH2OH + 2CH3OH
COOCH 2CH2OHnHOCH 2CH2OCO + (n-1)HOCH 2CH2OHH OCOH 2CH2COH CO OCH2CH2OH
n
12
problemas ambientais. Isso porque sua degradação na natureza demora centenas de anos para
ocorre, o que causa um grande acúmulo de resíduos.
Atualmente muitas empresas estão se especializando na reciclagem desse tipo de
material, seja por reaproveitamento do material apenas por tratamentos mecânicos, ou na
reciclagem através de processos químicos, onde tem-se a degradação do PET para a posterior
recomposição, formando novos materiais ou mesmo novas garrafas prontas para uso
novamente.
Dentre os vários usos do PET reciclado pode-se citar a produção de vassouras com as
garrafas fatiadas (Figura 4), ou ainda uma série de produtos de artesanato.
Figura 4. Vassouras produzidas com PET reciclado.
Fonte: TV artesanato passo a passo (2015)
2.3.2 Piaçava
Aquino (2003) faz um apanhado sobre as palmeiras, onde estas são plantas muito
úteis, tanto pelo valor ornamental, como comercial e industrial. Entre as utilidades mais
importantes, citam-se: cera vegetal, óleos diversos, azeite comestível, materiais para
13
construção e outras finalidades como: marfim vegetal para fabrico de botões, frutos para
confecção de doces, palmito para alimentação, fibras para diversos fins, e outros.
Mota (2016) ressalta que inúmeros artefatos como bolsas, mantas, cordas, redes,
pinceis, cestos, etc., já são manufaturados e comercializados no mundo há centenas de anos. A
mesma autora cita ainda que as fibras vegetais possuem uma baixa massa específica, são
recicláveis, não tóxicas e possuem um baixo custo.
A fibra de piaçava é uma fibra lignocelulósica extraída das folhas de uma palmeira de
ocorrência natural na Mata Atlântica brasileira. O nome científico desta palmeira é Attalea
Funifera Martius.
Segundo Aquino (2003) a fibra de piaçava possui cerca de 48,38% (±0,37%) de
lignina, 31,62% (±0,45%) de Celulose, 10,54% (±0,22%) de hemicelulose e 0,72% (±0,04%)
de cinzas.
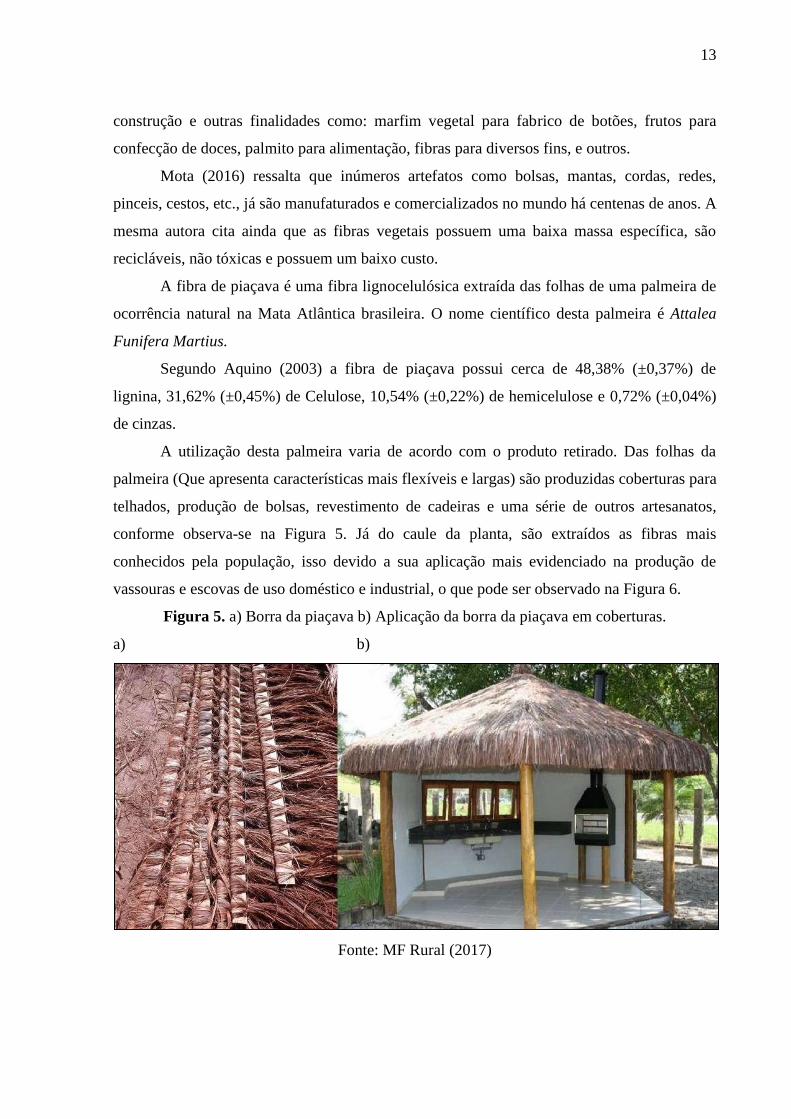
A utilização desta palmeira varia de acordo com o produto retirado. Das folhas da
palmeira (Que apresenta características mais flexíveis e largas) são produzidas coberturas para
telhados, produção de bolsas, revestimento de cadeiras e uma série de outros artesanatos,
conforme observa-se na Figura 5. Já do caule da planta, são extraídos as fibras mais
conhecidos pela população, isso devido a sua aplicação mais evidenciado na produção de
vassouras e escovas de uso doméstico e industrial, o que pode ser observado na Figura 6.
Figura 5. a) Borra da piaçava b) Aplicação da borra da piaçava em coberturas.
a) b)
Fonte: MF Rural (2017)

14
Figura 6. a) Fado da fibra da piaçava b) Aplicação de piaçava em produção de vassouras.
a) b)
Fonte: Brasil piaçava (2017)
Nascimento (2009) cita algumas utilidades da piaçava, de onde tem-se: a fabricação de
vassouras, enchimento nos assentos de carros, cordoaria, escovões, cera vegetal, óleos
diversos entre outros.
Nascimento (2009) enfatiza as características da fibra de piaçava, onde as palmeiras,
em geral, produzem fibras longas, resistentes, rígidas, lisas, de textura impermeável e de alta
flexibilidade, essa árvore desenvolve-se bem em solos de baixa fertilidade e com
características físicas inadequadas para a exploração econômica de muitos cultivos.
A fibra de piaçava apresenta espessuras variadas. Em uma amostra da fibra, pode-se
perceber variações da ordem de décimos de milímetros até 4 milímetros de diâmetros.
No Brasil, a produção da piaçava se concentra em quatro estados (Bahia, Amazonas,
Maranhão e Acre), sendo que a maior concentração (96% do total do país) se deve ao estado
da Bahia (IBGE, 2015).
O tipo de piaçava encontrada na Bahia desenvolve-se bem em climas quentes (24°C) e
sempre úmidos (umidade relativa do ar acima de 80%), pertencendo à espécie das palmáceas
e tendo a vantagem de ser impermeável, de conservar sua elasticidade quando umedecida e de

15
formar fibras longas (alcançam até 4 metros de comprimento e têm cerca de 1,1 milímetro de
espessura) (D’Almeida et al., 2006).
2.4. Estado da Arte
Segundo Monteiro et al. (2006) Compósitos de matriz poliéster reforçada com fibras
contínuas e alinhadas de piaçava apresentam um elevado aumento na tenacidade ao entalhe,
medida pela energia de impacto Charpy, quanto maior for a fração incorporada, até pelo
menos 40% em peso de fibra de piaçava.
Vários estudos vem sendo realizados para aproveitamento de resíduos industriais. A
piaçava tem um espaço nesse aspecto de resíduos industriais. Avelar, (2008) já estudou o
reaproveitamento de resíduos industriais de piaçava oriundos da produção de vassouras. A
autora comprovou que as fibras de piaçava, resíduos da indústria de vassouras, são bons
precursores na preparação de carvões ativados, apresentando alto rendimento. Observou-se
também que os carvões ativados quimicamente tiveram maior rendimento que os ativados
fisicamente.
Souza (2012) evidenciou que com a adição de fibras de piaçava em uma matriz já
reforçada com EVA em uma proporção do primeiro reforço previamente idealizada
apresentou um ganho na resistência á tração na flexão, sendo os maiores ganhos associados à
adição de 2% de fibras. Na compressão, na maioria dos casos, observou-se pequenas quedas
nas resistências com a incorporação de fibras na matriz com EVA, mostrando que a adição de
fibras curtas de piaçava lançadas randomicamente na matriz (nas condições de incorporação
realizadas - 1% e 2%) não gera efeitos significativos sob a resistência à compressão
Compósitos fabricados com fibras contínuas e alinhadas de piaçava reforçando matriz
epoxídica podem ser reforçados desde que a fração de fibras seja superior a 10% em volume.
A fraca interface fibra/matriz permite que trincas iniciem propagação a tensões relativamente
baixas podendo acarretar súbita ruptura no caso de frações de piaçava até 10%. Por outro
lado, a fibra também tem um papel de obstáculo à propagação de trincas que, no caso de
frações acima de 20%, contribui para um efetivo reforço no compósito (NASCIMENTO,
2009).
Segundo Bonelli et al. (2005) em compósitos em matriz de polietileno, ocorre uma
leve diminuição na estabilidade térmica do material após adição de até 15% de fibra de
piaçava, o que não chega a comprometer o processamento e moldagem de placas dos
compósitos a temperaturas de 160 e 190°C , respectivamente.

16
Um compósito fabricado com fibras de PET oriundos do aproveitamento de garrafas
de refrigerante em uma fração volumétrica de fibra de 30% na presença de uma matriz
epoxídica apresenta uma resistência superior quando comparado a uma fração de 70% de
fibras de PET, podendo este comportamento ser atribuído a escassez de matriz na zona de
transição matriz/fibra (BARROSO ET. AL, 2010).
Pereira (2016) desenvolveu um compósito híbrido de caráter sustentável com matriz
de poliéster reforçado com fibras de PET e partículas de sílica que se mostrou bastante
promissor para uso na engenharia, podendo variar a sua composição em função das exigências
estruturais demandadas no projeto. Em geral, o uso de fibras de PET no polímero poliéster
permitiu o aumento da rigidez, resistência à flexão e ao impacto, além de reduzir os custos do
material matriz.
Em um compósito com PET reciclado processado atuando como matriz e reforço de
flocos de vidro desenvolvido por Moura (2011) observou-se que a resistência à tração do
compósito era diminuída com o aumento da presença de PET processado, isso porque a
interação fibra/matriz apresentou uma pobre interação mecânica.
Guimarães et. al (2016) produziu um compósito com blenda de PET reciclado e PEAD
(Polietileno de alta densidade) como matriz de um compósito em reforço de fibra de
bananeira e observou que as blendas apresentaram, em geral, um comportamento
intermediário ao dos componentes puros, ao mesmo tempo que As análises térmicas de TGA
sugerem que composições com menor percentual de fibra, sem tratamento alcalino, possuem
melhor estabilidade térmica.
De acordo com Nonato et al. (2016) fibras PET podem ser usadas como reforço em
compósito na matriz de polipropileno, usando-se teores adequados de agente
compatibilizante.
Para Toquero et al. (2016) A preparação e caracterização de compósitos utilizando
PET reciclado e PEAD como matriz polimérica e resíduos de fibras de piaçava como reforço,
mostra-se viável, pela boa estabilidade térmica e facilidade da preparação.
Faria (2007) cita que os polímeros se destacam entre os materiais utilizados para
matrizes, que são, com ampla margem de diferença, os mais empregados na fabricação de
compósitos reforçados com fibras. E dentre as matrizes poliméricas, as mais empregadas em
compósitos reforçados com fibras, são as resinas de poliéster insaturado e as resinas
epoxídicas.
17
Para Soares (2012) A resina epóxi possui uma boa compatibilidade com fibras
vegetais, boas propriedades mecânicas. Cita ainda que o epóxi é a resina de maior uso como
matriz nos compósitos para reforço estrutural.
Silva (2014), aplicou um compósito com matriz epoxídica e reforço com fibras de
curauá para aplicação em blindagem contra disparos de arma de fogo. No referido trabalho, as
fibras naturais tiveram papel importante na absorção da energia do impacto dos projéteis,
além de impedir que a matriz (Epóxi) estilhaçasse, fazendo a retenção dos fragmentos do
material.
2.5. Caracterização de Materiais
No tocante do desenvolvimento e caracterização de materiais, precisa-se de
parâmetros para qualificar esse material e assim poder determinar até onde esse material irá
atender às necessidades da aplicação. Para encontrar esses parâmetros faz-se necessário a
realização de testes de propriedades e assim poder comparar os valores com as propriedades
de outros materiais, bem como estimar quanto de material deve ser aplicado para atender aos
requesitos da aplicação.
Diante do exposto, tem-se a seguir uma série os ensaios realizados na caracterização
destes materiais, bem como as normas que regulamentam cada teste (Quando existente).
2.5.1. Absorção de Água
Vários materiais possuem a capacidade de absorver umidade em sua estrutura, isso se
deve aos vazios presentes em sua composição que tendem a acumular determinadas partículas
quando na presença de outros tipos de elementos. De forma geral, para os casos de aplicação
estrutural, não é interessante a presença de vazios nos compósitos, quanto maior for a
capacidade do material de absorver umidade, mais distante de suas características originais
esse material irá se encontrar.
Santos, 2012 cita que a absorção de água em material compósito ocorre
principalmente por três mecanismos, que são eles: Difusão das moléculas de água para dentro
dos vazios; Transporte por capilaridade para Lacunas e interstícios da interface fibra-matriz
devido à baixa molhabilidade e incompleta impregnação das fibras pela matriz; e transporte
das moléculas de água através de microfibras presentes na matriz, proveniente de defeitos
durante o processo de produção do compósito.

18
Dessa forma, a absorção de água é uma medida em percentual de variação de massa do
material quando imerso em água. Esse percentual representa a fração da capacidade que o
material tem de absorver água em sua estrutura.
A fração de absorção de água de um material é determinada pela divisão entre a massa
de uma amostra seca e sua massa após determinado tempo de inserção. O tempo de imersão
varia para cada material, o corpo de prova deverá ficar imerso em água até que pare de
absorver água.
2.5.2. Teor de Umidade
Para caracterizar o material, é interessante se conhecer o teor de umidade presente
dentro do material, ou seja, a quantidade de água que está presente e que existem caminhos
por dentro do material que possibilite sua saída para o meio.
É difícil controlar-se um ambiente sem a presença de umidade. Além de muitos
processos de produção de material liberar água como um dos rejeitos. Dessa forma após a
produção dos materiais é comum que exista uma parcela de umidade contida no interior da
estrutura.
Para conhecer as características de um material é necessário que seja conhecida essa
parcela de água presente em seu interior. Para isso é necessário medir a massa do material
antes e depois de um processo de secagem à altas temperaturas.
Ribeiro (2016) descreve o processo pela submissão dos corpos de provas previamente
limpos e secos a um aquecimento programado de 150°C durante 15 minutos. Ao final da
evaporação de toda a massa úmida, verifica-se o percentual de massa úmida presente no início
do processo. Esse valor é determinado através da diferença dos valores de massa obtidos antes
e depois do processo de secagem.
Na ausência de uma norma específica para tal ensaio, Ribeiro (2016) sugere corpos de
prova com dimensões de 25 mm X 15 mm X 2,5 mm (Comprimento X Largura X Espessura).
2.5.3. Densidade
A densidade é uma propriedade importante no tocante a materiais de aplicação em
engenharia. De forma geral, quanto mais “leve” for o material que se está sendo aplicado ao
projeto, menor será a massa total do sistema, dessa forma será possível que se tenha um
melhor aproveitamento de energia do processo como um todo, pois a energia que seria

19
utilizada para incrementar inércia ao sistema com uma massa elevada, agora poderá ser usada
para a conversão em trabalho durante o processo.
A densidade do material é definida pela quantidade de matéria que está presente por
unidade de volume do material, ou seja, para determinar-se a densidade de um material deve-
se dividir a massa deste por seu volume ocupado.
Júnior (2005) determina a densidade do material por um procedimento que se baseia
na teoria do empuxo Arquimedes. E de tal maneira a densidade é calculada pela Equação 2.4.
(2.4)
Onde:
mA = Massa da amostra seca (g).
mF = Massa do fio que prenderá a amostra parcialmente imerso em água (g).
mFA = Massa do fio juntamente com a amostra, ambos imersos em água (g).
mv = Densidade volumétrica do laminado em gramas por centímetro cúbico (g/cm3).
Na imagem da Figura 7 é possível observar o passo a passo desse teste.
Figura 7. Esquema de medição de densidade segundo Júnior, 2005
Fonte: Júnior, 2005
No mercado atual já existem algumas balanças (como por exemplo, a DSL 910 da
marca Gehaka) que fazem os procedimentos de cálculo citados anteriormente e dessa forma já
é fornecido de forma direta a densidade do corpo pela própria balança, eliminando assim a
necessidade dos procedimentos de cálculos pelo operador do processo.
2.5.4. Resistência Mecânica
Em desenvolvimentos de novos materiais para aplicação na engenharia, é de
fundamental importância a caracterização das resistências mecânicas destes, visto a grande
20
probabilidade destes produtos serem submetidos a esforços mecânicos em suas várias
aplicações.
Dessa forma, segue alguns esforços mecânicos comumente aplicados em materiais
estruturais.
2.5.4.1. Resistência à tração
No tocante da caracterização de um material, um dos primeiros esforços que se
imagina é a aplicação de forças axiais ao material. A aplicação de esforços de alongamento
em um material é denominado de esforços de tração.
Hibbeler (2010) lembra que os testes de esforços axiais são principalmente utilizados
para determinar a relação entre a tensão normal média e a deformação normal média em
muitos materiais de engenharia, tais como metais, cerâmicas, polímeros e materiais
compósitos.
A resistência a tração em uma medida de quanto de esforço o material suporta por
unidade de ária de atuação. Os esforços são uma medida de força enquanto que a área
analisada é correspondente à secção transversal à aplicação da força.
A resistência do material a esses esforços axiais é determinado pela tensão ao qual o
material está submetido. Essa tensão é expressa em Pa (SI) e definida pela Equação 2.5.
(2.5)
Onde:
σ = Tensão ao qual o material está submetido (Pa).
F = Força aplicada axialmente ao material (N).
A = Área da secção transversal do material (m²).
2.5.4.2. Resistência à compressão
Muitos esforços aplicados em corpos são forças que agem de fora para dentro do
material, diferentemente dos esforços de tração, que são forças que proporcionam o
desprendimento do material, com forças agindo de dentro para fora.
Muitas vezes, em aplicação de uma tenção de tração em um material, outros pontos
reagem com uma tenção de esmagamento (Isso caso a força não esteja centralizada ou se o
corpo não possuir estrutura uniforme)

21
Embora tenha definições bastante semelhantes aos carregamentos de tração (Isso por
também se tratar de forças axiais agindo sob o material), a reação do material aos esforços de
compressão (Força que tende ao esmagamento) é bem diferente dos esforços de alongamento.
Nesse carregamento o material tende à redução de seu comprimento, causando um
aumento da secção transversal e, se continuar os esforços, esse material tende a explodir, ao
invés de implodir, como no caso anterior.
A equação que rege esse tipo de esforço é a mesma utilizada para a determinação da
tensão de resistência à compressão citada anteriormente.
2.5.4.3. Resistência à flexão
Ainda continuando na ideia de caracterização das resistências mecânicas de um
material, pode-se citar a resistência à flexão. Assim como a tração, existem várias normas
para regulamentar a resistência à flexão de um material, isso de acordo com sua natureza.
Beer (2008) define flexão como sendo a aplicação de dois conjugados de forças ou
momentos, iguais e de sentidos opostos (M e M’), atuando no mesmo plano longitudinal,
conforme mostrado na Figura 8.
Figura 8. Material prismático submetido à flexão.
A resistência do material a esses esforços transversal é determinada pela tensão ao
qual o material está submetido. Essa tensão é expressa em MPa (SI) e definida pela Equação
2.6.
(2.6)
22
Onde:
σ = Tensão ao qual o material está submetido (Pa).
E = Módulo de elasticidade do material (Pa).
ε = Deformação ao qual o material está submetido (Adimensional).
Uma das grandes importâncias de um carregamento de flexão está relacionada às
tensões de tração e compressão que surgem no material durante um flexionamento. Tomando
por base a Figura 8, os esforços causados pelas forças F1, F2 e F3 geram dois momentos M e
M’ que promovem a compressão da região superior do corpo e o alongamento da região
inferior.
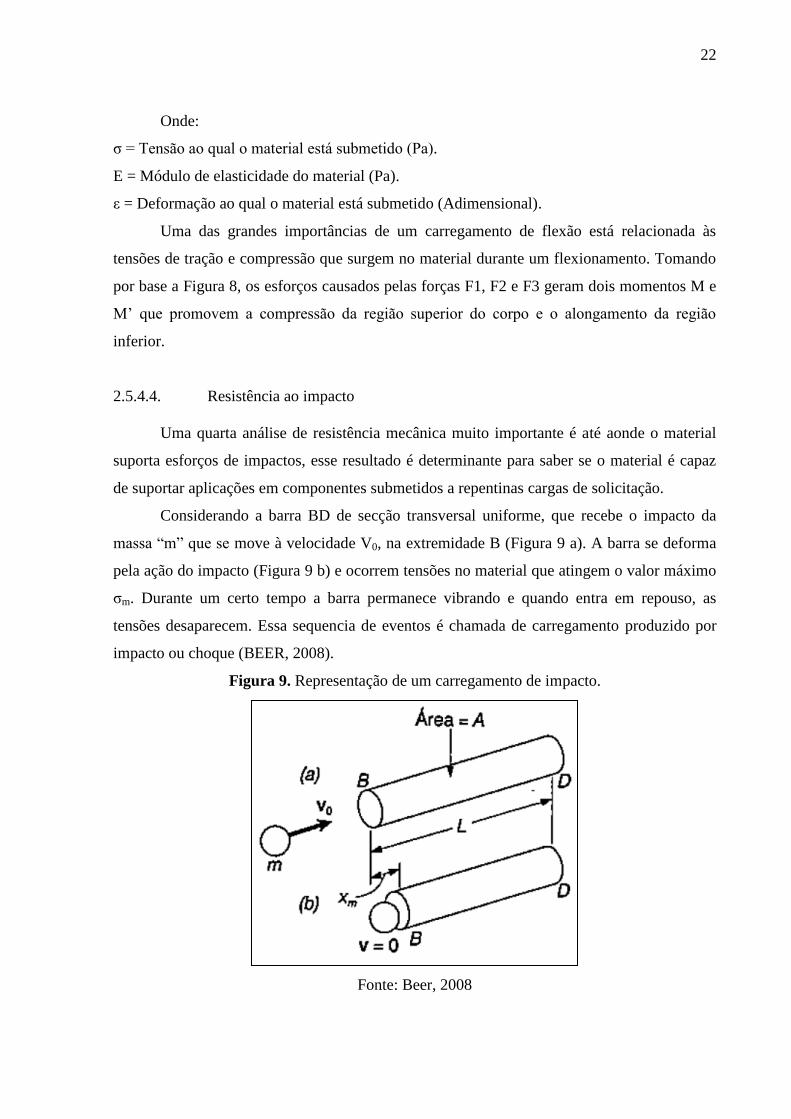
2.5.4.4. Resistência ao impacto
Uma quarta análise de resistência mecânica muito importante é até aonde o material
suporta esforços de impactos, esse resultado é determinante para saber se o material é capaz
de suportar aplicações em componentes submetidos a repentinas cargas de solicitação.
Considerando a barra BD de secção transversal uniforme, que recebe o impacto da
massa “m” que se move à velocidade V0, na extremidade B (Figura 9 a). A barra se deforma
pela ação do impacto (Figura 9 b) e ocorrem tensões no material que atingem o valor máximo
σm. Durante um certo tempo a barra permanece vibrando e quando entra em repouso, as
tensões desaparecem. Essa sequencia de eventos é chamada de carregamento produzido por
impacto ou choque (BEER, 2008).
Figura 9. Representação de um carregamento de impacto.
Fonte: Beer, 2008
23
Segundo Beer (2008), a tensão máxima no carregamento por impacto mostrado no
caso anterior (Equação. 2.7).
(2.7)
Onde:
σm = Tensão máxima ao impacto do material (Pa).
Um = Energia máxima dissipada no impacto (J).
E = Módulo de elasticidade do material (Pa).
m = Massa do corpo de choque (kg).
ʋ0 = Velocidade do choque (m/s).
V = Volume do corpo de prova (m³).
Segundo Hibbeler (2004), o carregamento de impacto ocorre quando um corpo atinge
outro, e assim, forças intensas desenvolvem-se entre eles durante um período de tempo muito
curto. Esse autor prefere analisar o impacto sob o ponto de vista de energia, e quantifica a
quantidade de energia que transferida ao material durante a colisão.
Dessa forma, a resistência ao impacto pode também ser quantificada como a energia
necessária para romper um material sob um carregamento repentino. Quanto maior for a
energia necessária para a ruptura de um material sob carga de impacto, maior será a
resistência deste a este tipo de carregamento.
2.5.4.5. Ensaio para determinação de dureza
Os testes de dureza de um material mostra a caracterização da superfície do corpo.
Existem vários tipos de durezas aplicadas na atualidade, dentre as várias pode-se citar:
Brinell; Rockwell; Meyer; Vickers; Shore, etc. Cada tipo de material far-se-á necessário um
tipo diferente de teste de dureza, de acordo com sua natureza.
O teste de dureza mede a resistência da superfície do material à penetração por um
objeto rígido. O resultado pode representar a resistência ou a impressões e ainda ser uma
medida qualitativa da resistência do material (ASKELAND et al, 2013)
De acordo com Callister (2013), a dureza é a medida da resistência de um material à
deformação de sua superfície por endentação ou abrasão.
Ainda de acordo com Callister (2013), os resultados de dureza são baratos, não
destrutivos e podem ser parâmetro para a determinação de outras propriedades, como por
exemplo, o limite de resistência a tração do material, Como pode ser visto na Figura 10, o

24
qual exibe o limite de resistência a tração de alguns metais em função do número de dureza
Brinell destes.
Figura 10. Relações entre a dureza e o limite de resistência a tração para aço, latão e ferro
fundido.
Fonte: Callister, 2013
2.5.5. Caracterização Térmica
Comumente os materiais compósitos são utilizados para isolamento térmico. Muitas
são as aplicações desses materiais na indústria.
Dessa forma, segue alguns ensaios térmicos bastante utilizados para a caracterização
de materiais.
2.5.5.1. Condutividade térmica
Dependendo da aplicação desejada, as propriedades térmicas de um material são de
grande importância em se conhecer. Das propriedades térmicas mais importantes em um
material, a condutividade, a resistividade térmica, a difusividade e o calor específico são as
que se destacam em grau de importância e aplicabilidade.
Incropera (2008) define a condutividade térmica como sendo uma propriedade de
transporte, o qual fornece a taxa com que a energia é transferida pelo processo de difusão do
25
material. A condutividade térmica do material depende de sua estrutura atômica, molecular e
física, o qual é relacionado com o estado do material.
Incropera (2008), ainda define a condutividade térmica pela lei de Fourrier, (Equação
2.8).
(2.8)
Onde:
kx = Condutividade térmica (W/m². K).
q”x = Taxa de transferência de calor por unidade de área no sentido “x” (W/m²).
= Derivada da temperatura em relação à distância “x” (K/m).
A condutividade térmica pode ser interpretada como a capacidade que uma material
tem de transportar energia térmica de um lado para outro de sua estrutura. Quanto maior a
condutividade térmica de um material, maior será a facilidade do calor fluir por seu interior.
2.5.5.2. Resistividade térmica
Aliado à condutividade térmica do material, tem-se sua resistividade, que nada mais é
do que o inverso da anterior. Tal propriedade caracteriza a dificuldade que o calor terá em
fluir ao longo do material.
Comunmente os autores costumam expressar a resistência térmica ao invés da
resistividade térmica. A diferença entre essas duas grandezas diz respeito é que a resistência
térmica é tratada como uma característica do corpo, enquanto que a resistividade é uma
característica do material.
Çengel (2012) define a resistência térmica através da Equação 2.9.
(2.9)
Onde:
RParede = Resistência térmica em uma parede (K/W).
L = Espessura da parede (m).
A = Área da parede em sua secção transversal ao escoamento de calor (m²).
k = Condutividade térmica do material (W/m. K).
A Figura 11 ilustra com melhor clareza tais referências.
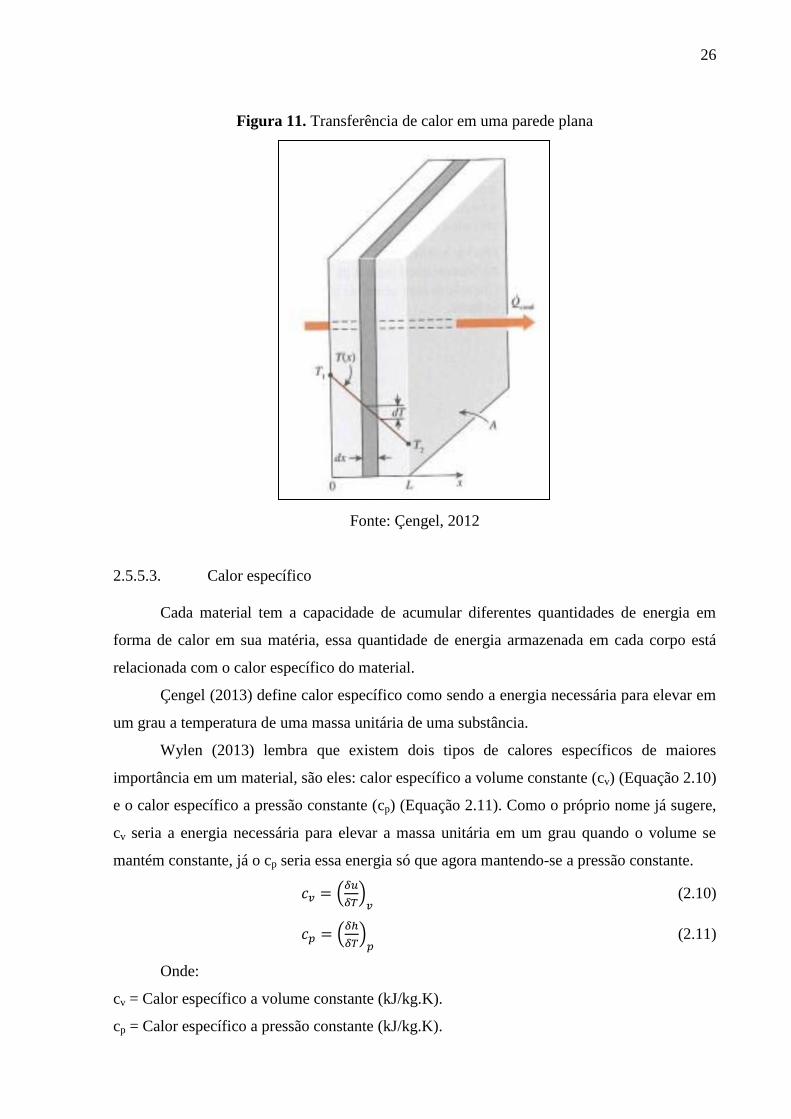
26
Figura 11. Transferência de calor em uma parede plana
Fonte: Çengel, 2012
2.5.5.3. Calor específico
Cada material tem a capacidade de acumular diferentes quantidades de energia em
forma de calor em sua matéria, essa quantidade de energia armazenada em cada corpo está
relacionada com o calor específico do material.
Çengel (2013) define calor específico como sendo a energia necessária para elevar em
um grau a temperatura de uma massa unitária de uma substância.
Wylen (2013) lembra que existem dois tipos de calores específicos de maiores
importância em um material, são eles: calor específico a volume constante (cv) (Equação 2.10)
e o calor específico a pressão constante (cp) (Equação 2.11). Como o próprio nome já sugere,
cv seria a energia necessária para elevar a massa unitária em um grau quando o volume se
mantém constante, já o cp seria essa energia só que agora mantendo-se a pressão constante.
(2.10)
(2.11)
Onde:
cv = Calor específico a volume constante (kJ/kg.K).
cp = Calor específico a pressão constante (kJ/kg.K).

27
u = Energia interna específica (kJ/kg).
h = Entalpia específica (kJ/kg).
T = Temperatura (K).
2.5.5.4. Difusividade térmica
Agora fazendo uma análise conjunta das duas propriedades citadas anteriormente,
chega-se até a difusividade térmica, a qual pode ser definida como a velocidade com que o
calor se propaga em uma superfície.
Incropera (2008) traz a definição dessa propriedade como sendo a razão entre a
condutividade térmica e o produto do calor específico pela densidade do material (Equação
2.12).
(2.12)
Onde:
α = Difusividade térmica (m²/s).
k = Condutividade térmica (W/m.K).
ρ = Massa específica do material (kg/m³).
cp = Calor específico à pressão constante do material (kJ/kg.K).
2.5.5.5. Termogravimetria.
A termogravimetria é uma análise laboratorial utilizada para qualificar o material
quanto a sua degradação com a temperatura. Nesse ensaio é possível de perceber até que
temperatura o material irá suportar, para que dessa forma seja possível saber se o material
pode ser aplicado em determinadas temperaturas elevadas.
O TG, pode ser usado para medir qualquer reação ou alteração física envolvendo
mudança de massa. Tem sido empregada para medir taxas de absorção; quantidades de
contaminantes voláteis, de monômeros, de plastificantes, de aditivos, taxa de solubilidade de
gases e vapores em polímeros; constantes de difusão e permeação de gases e vapores através
de matrizes poliméricas dentre outros parâmetros. Uma aplicação tradicional do TGA é a
investigação de reações de degradação tennooxidativa em materiais poliméricos (GIRALDI,
2003)
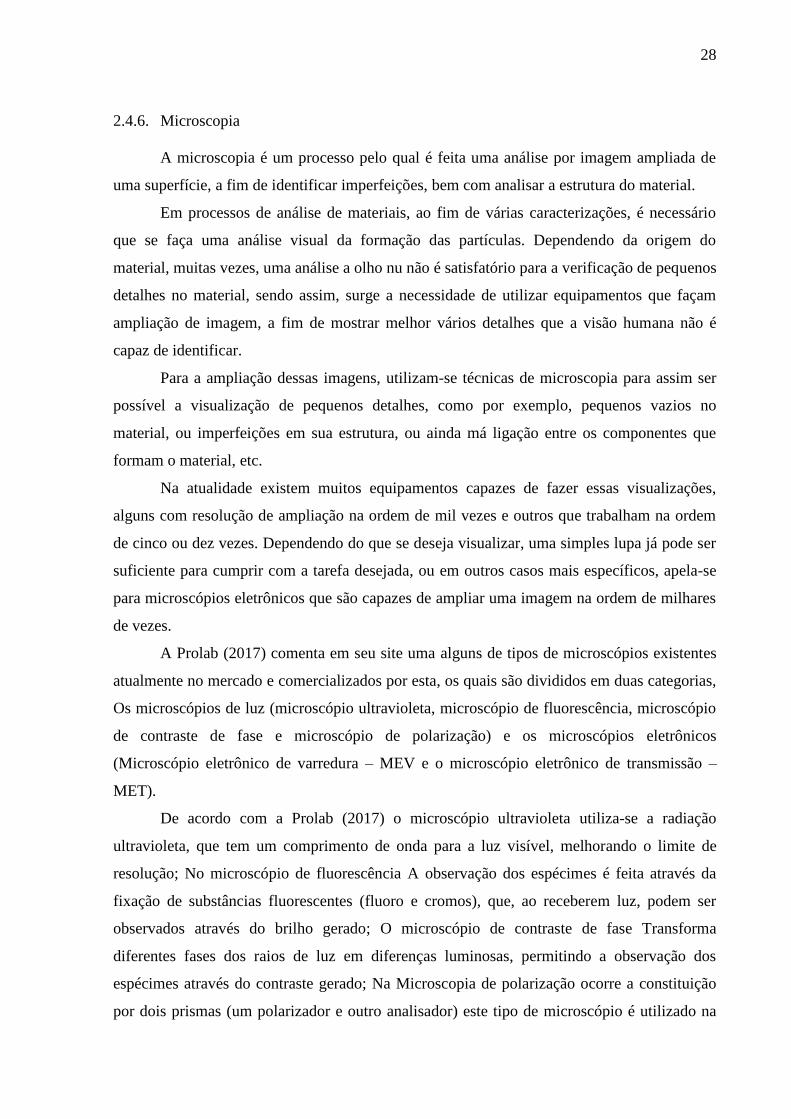
28
2.4.6. Microscopia
A microscopia é um processo pelo qual é feita uma análise por imagem ampliada de
uma superfície, a fim de identificar imperfeições, bem com analisar a estrutura do material.
Em processos de análise de materiais, ao fim de várias caracterizações, é necessário
que se faça uma análise visual da formação das partículas. Dependendo da origem do
material, muitas vezes, uma análise a olho nu não é satisfatório para a verificação de pequenos
detalhes no material, sendo assim, surge a necessidade de utilizar equipamentos que façam
ampliação de imagem, a fim de mostrar melhor vários detalhes que a visão humana não é
capaz de identificar.
Para a ampliação dessas imagens, utilizam-se técnicas de microscopia para assim ser
possível a visualização de pequenos detalhes, como por exemplo, pequenos vazios no
material, ou imperfeições em sua estrutura, ou ainda má ligação entre os componentes que
formam o material, etc.
Na atualidade existem muitos equipamentos capazes de fazer essas visualizações,
alguns com resolução de ampliação na ordem de mil vezes e outros que trabalham na ordem
de cinco ou dez vezes. Dependendo do que se deseja visualizar, uma simples lupa já pode ser
suficiente para cumprir com a tarefa desejada, ou em outros casos mais específicos, apela-se
para microscópios eletrônicos que são capazes de ampliar uma imagem na ordem de milhares
de vezes.
A Prolab (2017) comenta em seu site uma alguns de tipos de microscópios existentes
atualmente no mercado e comercializados por esta, os quais são divididos em duas categorias,
Os microscópios de luz (microscópio ultravioleta, microscópio de fluorescência, microscópio
de contraste de fase e microscópio de polarização) e os microscópios eletrônicos
(Microscópio eletrônico de varredura – MEV e o microscópio eletrônico de transmissão –
MET).
De acordo com a Prolab (2017) o microscópio ultravioleta utiliza-se a radiação
ultravioleta, que tem um comprimento de onda para a luz visível, melhorando o limite de
resolução; No microscópio de fluorescência A observação dos espécimes é feita através da
fixação de substâncias fluorescentes (fluoro e cromos), que, ao receberem luz, podem ser
observados através do brilho gerado; O microscópio de contraste de fase Transforma
diferentes fases dos raios de luz em diferenças luminosas, permitindo a observação dos
espécimes através do contraste gerado; Na Microscopia de polarização ocorre a constituição
por dois prismas (um polarizador e outro analisador) este tipo de microscópio é utilizado na
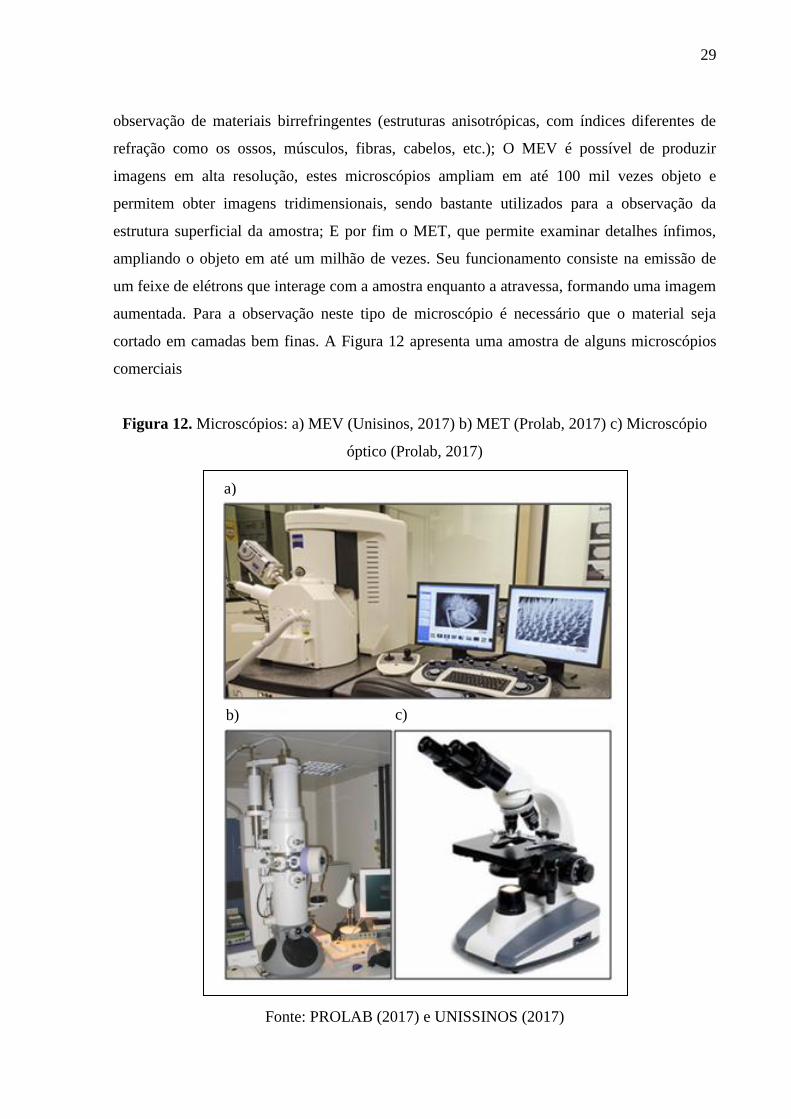
29
observação de materiais birrefringentes (estruturas anisotrópicas, com índices diferentes de
refração como os ossos, músculos, fibras, cabelos, etc.); O MEV é possível de produzir
imagens em alta resolução, estes microscópios ampliam em até 100 mil vezes objeto e
permitem obter imagens tridimensionais, sendo bastante utilizados para a observação da
estrutura superficial da amostra; E por fim o MET, que permite examinar detalhes ínfimos,
ampliando o objeto em até um milhão de vezes. Seu funcionamento consiste na emissão de
um feixe de elétrons que interage com a amostra enquanto a atravessa, formando uma imagem
aumentada. Para a observação neste tipo de microscópio é necessário que o material seja
cortado em camadas bem finas. A Figura 12 apresenta uma amostra de alguns microscópios
comerciais
Figura 12. Microscópios: a) MEV (Unisinos, 2017) b) MET (Prolab, 2017) c) Microscópio
óptico (Prolab, 2017)
Fonte: PROLAB (2017) e UNISSINOS (2017)
a)
b) c)

30
3. MATERIAIS E MÉTODOS
Neste capítulo serão expostos todos os procedimentos para o desenvolvimento e
realização de ensaios de caracterização do compósito proposto.
Após todo estudo teórico realizado em torno de materiais compósitos, resolveu-se por
fazer a produção e comparação entre três configurações diferentes de materiais compósitos
sobre a mesma matriz (Resina Epóxi), além de comparar os resultados com a própria resina
sem adição de reforço a fim de verificar as variações de propriedades existentes entre os
materiais propostos.
Adotou-se para esse compósito o reforço/carga de fibra natural de Piaçava e fibras
sintética de PET (Polietileno tereftalato) reaproveitado de garrafas de refrigerante.
3.1. Obtenção do fio de PET
Todo o processo de estudo iniciou-se com a obtenção das matérias primas. O ponto de
partida para este trabalho foi o reaproveitamento do PET pós-consumo que além de apresentar
propriedades mecânicas já conhecidas, também são encontrados com facilidade em diversas
maneiras. A seleção do PET em questão foi feito primeiramente com relação exclusão de
substâncias que pudessem interferir no resultado, para tanto, usou-se apenas garrafas
transparentes, a fim de impedir qualquer interferência do corante usado nas coloridas.
Após serem coletadas as garrafas, fez-se a idealização do processo de obtenção de
fibras de PET através do processo de corte das garrafas. Para isso desenvolveu-se e construiu-
se um fatiador de garrafas com a finalidade de obter fios uniformes, longos e de pequenas
espessuras.
Após a construção do equipamento para cortar o PET foram produzidos os filamentos
e em seguidas produzidos os corpos de prova para ensaios nas diversas configurações e
proporções propostas pela pesquisa.
3.1.1. O Fatiador de Garrafa PET
Com a ideia de produzir os filamentos, desenvolveu-se o projeto do equipamento de
fatiar o PET com uma configuração de fácil manuseio e simples montagem. A grande
dificuldade do projeto do fatiador foi conseguir algo que possibilitasse a produção de fios
contínuos e de espessuras padronizadas além de ser o mais fino possível, para que possa ser
comparado com um fio, e não com uma placa.
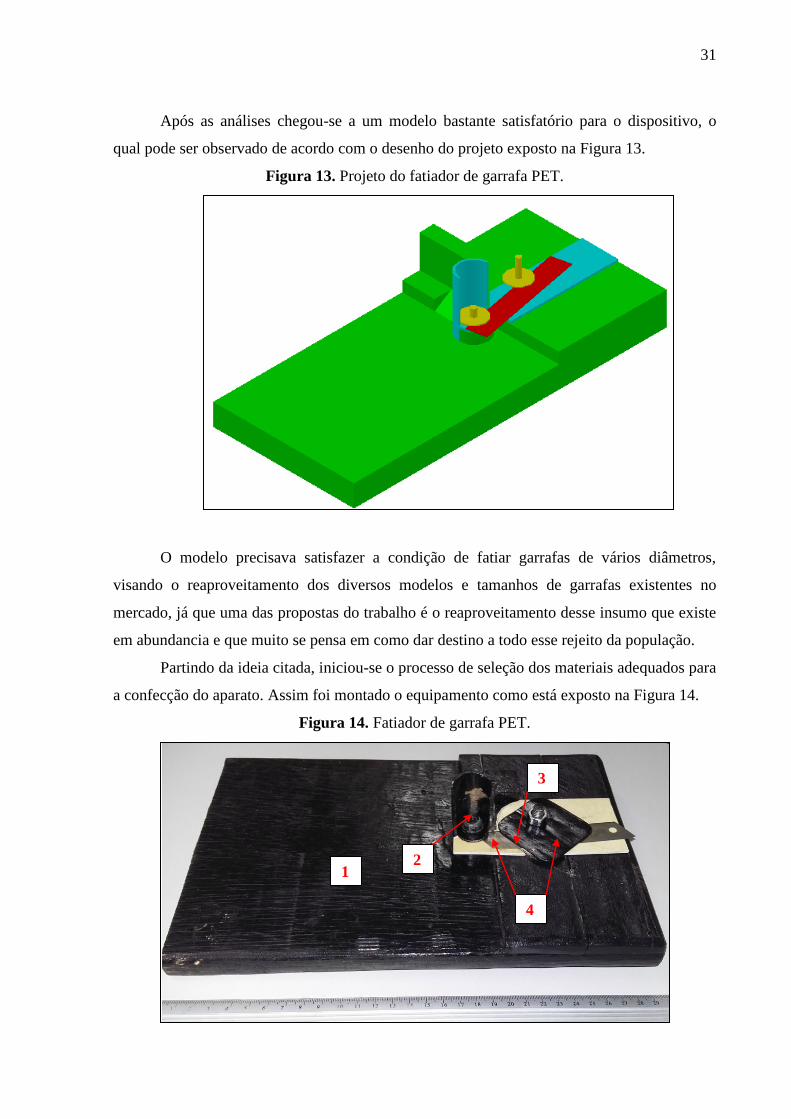
31
Após as análises chegou-se a um modelo bastante satisfatório para o dispositivo, o
qual pode ser observado de acordo com o desenho do projeto exposto na Figura 13.
Figura 13. Projeto do fatiador de garrafa PET.
O modelo precisava satisfazer a condição de fatiar garrafas de vários diâmetros,
visando o reaproveitamento dos diversos modelos e tamanhos de garrafas existentes no
mercado, já que uma das propostas do trabalho é o reaproveitamento desse insumo que existe
em abundancia e que muito se pensa em como dar destino a todo esse rejeito da população.
Partindo da ideia citada, iniciou-se o processo de seleção dos materiais adequados para
a confecção do aparato. Assim foi montado o equipamento como está exposto na Figura 14.
Figura 14. Fatiador de garrafa PET.
1
4
3
2

32
Na Figura 14 é possível observar no equipamento os componentes que o constituem:
Base e estrutura de madeira (1); Um tubo de PVC cortado paralelamente ao meio para fazer a
fixação da garrafa durante o processo de corte (2); Uma lâmina de estilete (responsável pelo
corte do pet); E parafusos para a fixação de todos os componentes em uma estrutura única (4).
No procedimento de corte foi utilizados um grampo tipo “C” para que o equipamento
possa fixar-se a uma mesa qualquer, possibilitando que um único operador consiga realizar o
trabalho de fatiar as garrafas e produzir os fios de PET. Tal detalhe pode ser visto na Figura
15.
Com esse protótipo foi possível obter fios de PET com espessuras uniformes de
aproximadamente 2,5 mm com pouca variação.
A obtenção da fibra de PET foi feita através do corte das garrafas por cisalhamento
causado por uma lâmina de estilete posicionada corretamente no fatiador produzido. Esse
processo ficou semelhante a um processo de usinagem onde neste caso o produto desejado é o
que em um processo de usinagem chama-se de cavaco, ou seja, o rejeito em um processo
convencional de usinagem é na verdade o nosso produto no processo de fatiamento do PET.
A forma de produção da matéria prima pode ser observada na Figura 15.
Figura 15. Processo de produção dos fios de PET.
O produto final desse processo pode ser observado nas imagens das Figuras 16 (a) e
(b).
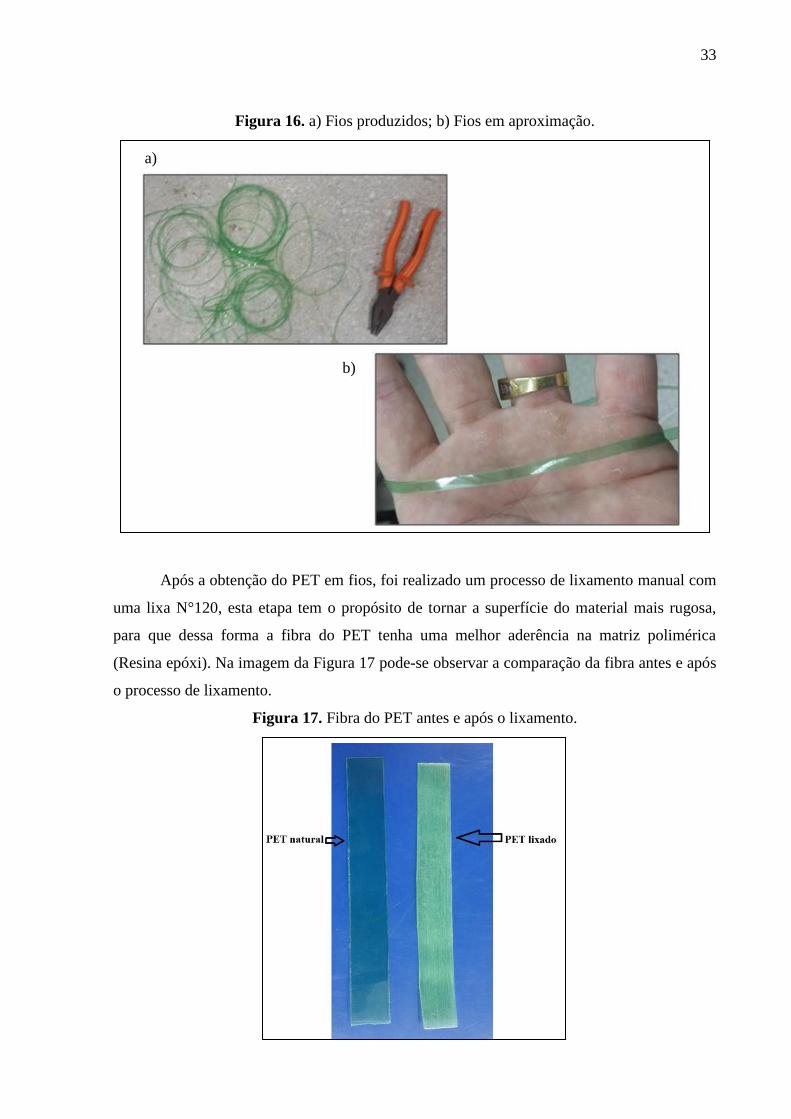
33
Figura 16. a) Fios produzidos; b) Fios em aproximação.
Após a obtenção do PET em fios, foi realizado um processo de lixamento manual com
uma lixa N°120, esta etapa tem o propósito de tornar a superfície do material mais rugosa,
para que dessa forma a fibra do PET tenha uma melhor aderência na matriz polimérica
(Resina epóxi). Na imagem da Figura 17 pode-se observar a comparação da fibra antes e após
o processo de lixamento.
Figura 17. Fibra do PET antes e após o lixamento.
a)
b)

34
3.2. A fibra da Piaçava
A fibra da piaçava utilizada neste trabalho foram obtidas da produção de piaçaveiras
do estado da Bahia, local onde tem-se a maior concentração deste insumo no Brasil.
As fibras foram limpas manualmente e utilizadas em seu estado natural, sendo
necessária apenas uma seleção de diâmetro a fim de uniformizar o material trabalhado.
A fibra da piaçava precisou passar por um processo de seleção para uniformização das
fibras. Os fios da fibra natural foram selecionados com diâmetros entre 1 mm e 1,5 mm, para
isso foi confeccionado um dispositivo de operação manual com dois furos, um deles com 1,5
mm e outro com 1 mm. Para ser considerado dentro dos parâmetros, o fio precisaria passar
pelo furo de 1,5 mm (Indicando que tinha diâmetro menor que este) e não ser capaz de
atravessar o furo de 1 mm (O que indica ser maior que a referida dimensão).
A ideia da seleção pode ser observada na Figura 18.
Figura 18. Placa para seleção da fibra de piaçava.
Com a seleção feita nas fibras de piaçava, pode-se observa na Figura 19, uma amostra
dos materiais, onde a fibra “1” representa um produto com espessura acima da especificada,
logo, descartado pela seleção. As fibras “2” e “3” representam materiais com diâmetro de 1,5
mm e 1 mm respectivamente.
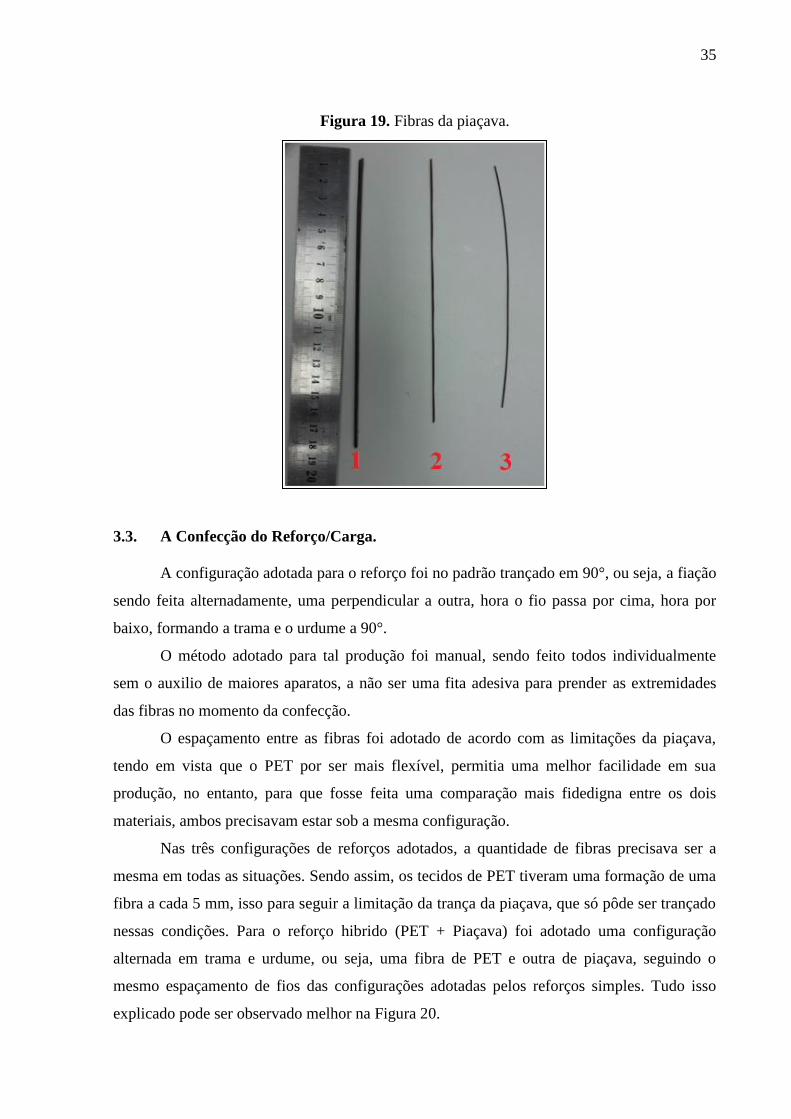
35
Figura 19. Fibras da piaçava.
3.3. A Confecção do Reforço/Carga.
A configuração adotada para o reforço foi no padrão trançado em 90°, ou seja, a fiação
sendo feita alternadamente, uma perpendicular a outra, hora o fio passa por cima, hora por
baixo, formando a trama e o urdume a 90°.
O método adotado para tal produção foi manual, sendo feito todos individualmente
sem o auxilio de maiores aparatos, a não ser uma fita adesiva para prender as extremidades
das fibras no momento da confecção.
O espaçamento entre as fibras foi adotado de acordo com as limitações da piaçava,
tendo em vista que o PET por ser mais flexível, permitia uma melhor facilidade em sua
produção, no entanto, para que fosse feita uma comparação mais fidedigna entre os dois
materiais, ambos precisavam estar sob a mesma configuração.
Nas três configurações de reforços adotados, a quantidade de fibras precisava ser a
mesma em todas as situações. Sendo assim, os tecidos de PET tiveram uma formação de uma
fibra a cada 5 mm, isso para seguir a limitação da trança da piaçava, que só pôde ser trançado
nessas condições. Para o reforço hibrido (PET + Piaçava) foi adotado uma configuração
alternada em trama e urdume, ou seja, uma fibra de PET e outra de piaçava, seguindo o
mesmo espaçamento de fios das configurações adotadas pelos reforços simples. Tudo isso
explicado pode ser observado melhor na Figura 20.

36
Figura 20. Amostra dos tecidos da fibra: a)Tecido de PET. b)Tecido de Piaçava.
c)Tecido hibrido (PET e piaçava).
3.4. A Escolha da Matriz
Para a matriz do compósito foi buscado um material polimérico que apresentasse boa
aderência tanto às fibras de PET quanto às de piaçava. Além também de apresentar boas
propriedades mecânicas para o material.
Dessa forma, através de análises e referências de trabalhos já realizados, optou-se por
trabalhar com a resina epóxi. Dentre a grande variedade de resinas Epóxis existentes no
mercado, encontrou-se uma que se mostrou satisfatória para o trabalho, trata-se do sistema de
resina epoxídica SQ 2001 com o endurecedor SQ 3154 fornecida pela empresa REDELEASE.
Essa resina deve ser misturada com o endurecedor na proporção de 100 partes de resina para
cada 50 partes do endurecedor.
A empresa fornecedora REDELEASE apresenta o produto como sendo um sistema
epoxídico indicado para ser usado em formulações isentas de solventes e que necessitem de
boa retenção de cores. Sistemas curado com este endurecedor não apresentam superfície
oleosa ("blushing") mesmo quando usados à temperatura ambiente, sendo ou não em película.
Na Tabela 2 tem-se as características da resina fornecidas pelo fabricante.
a) b) c)
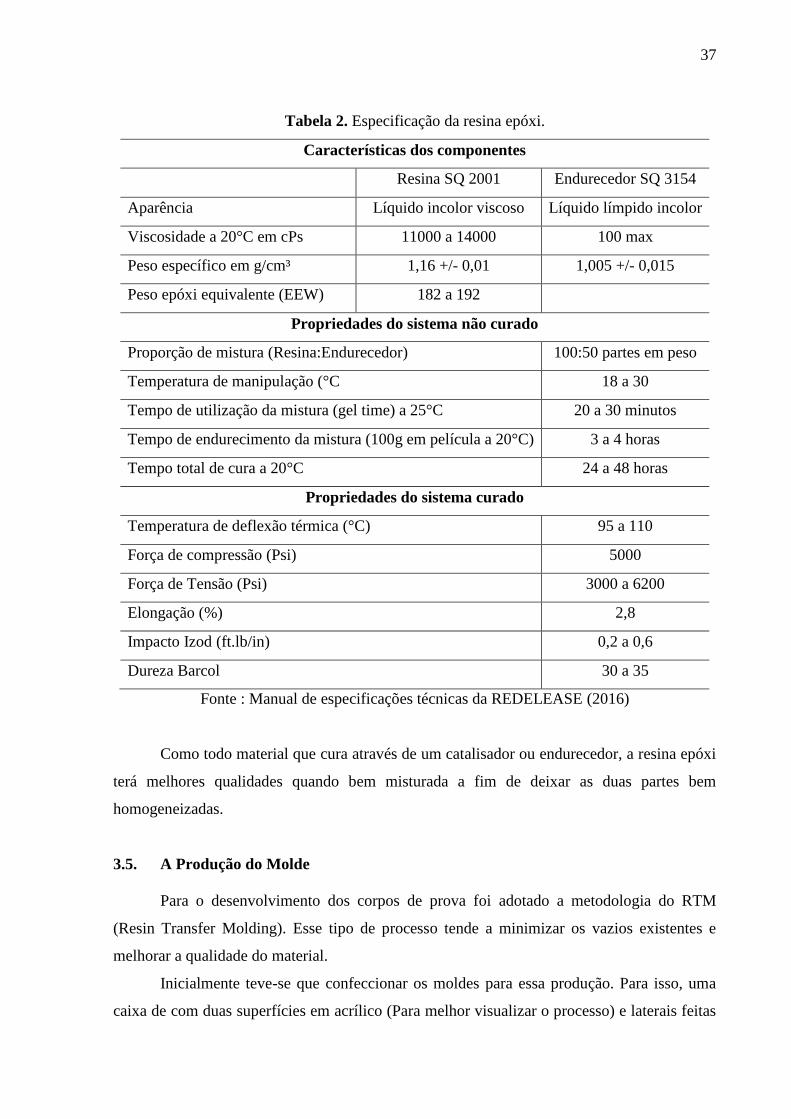
37
Tabela 2. Especificação da resina epóxi.
Características dos componentes
Resina SQ 2001 Endurecedor SQ 3154
Aparência Líquido incolor viscoso Líquido límpido incolor
Viscosidade a 20°C em cPs 11000 a 14000 100 max
Peso específico em g/cm³ 1,16 +/- 0,01 1,005 +/- 0,015
Peso epóxi equivalente (EEW) 182 a 192
Propriedades do sistema não curado
Proporção de mistura (Resina:Endurecedor) 100:50 partes em peso
Temperatura de manipulação (°C 18 a 30
Tempo de utilização da mistura (gel time) a 25°C 20 a 30 minutos
Tempo de endurecimento da mistura (100g em película a 20°C) 3 a 4 horas
Tempo total de cura a 20°C 24 a 48 horas
Propriedades do sistema curado
Temperatura de deflexão térmica (°C) 95 a 110
Força de compressão (Psi) 5000
Força de Tensão (Psi) 3000 a 6200
Elongação (%) 2,8
Impacto Izod (ft.lb/in) 0,2 a 0,6
Dureza Barcol 30 a 35
Fonte : Manual de especificações técnicas da REDELEASE (2016)
Como todo material que cura através de um catalisador ou endurecedor, a resina epóxi
terá melhores qualidades quando bem misturada a fim de deixar as duas partes bem
homogeneizadas.
3.5. A Produção do Molde
Para o desenvolvimento dos corpos de prova foi adotado a metodologia do RTM
(Resin Transfer Molding). Esse tipo de processo tende a minimizar os vazios existentes e
melhorar a qualidade do material.
Inicialmente teve-se que confeccionar os moldes para essa produção. Para isso, uma
caixa de com duas superfícies em acrílico (Para melhor visualizar o processo) e laterais feitas

38
com o-ring’s de vedação (Anéis de borracha) foi desenvolvido. A borracha era responsável,
além de vedar o sistema, por determinar a dimensão da placa, já que esta delimitava o espaço
interno a ser preenchido pela resina. Dois furos foram deixados no acrílico, por um deles seria
aspirado o ar através de uma bomba de vácuo, pela outra cavidade era injetado o polímero em
estado líquido viscoso.
O esquema desse molde pode ser visto na Figura 21.
Figura 21. Molde para produção do compósito por RTM em corte.
A resina e o endurecedor foram pesados em uma balança com resolução de um grama
da marca Balmak e faixa de medição de até cinco quilogramas. Essa balança pode ser vista na
Figura 22.
Figura 22. Balança de precisão utilizada na pesagem da resina.
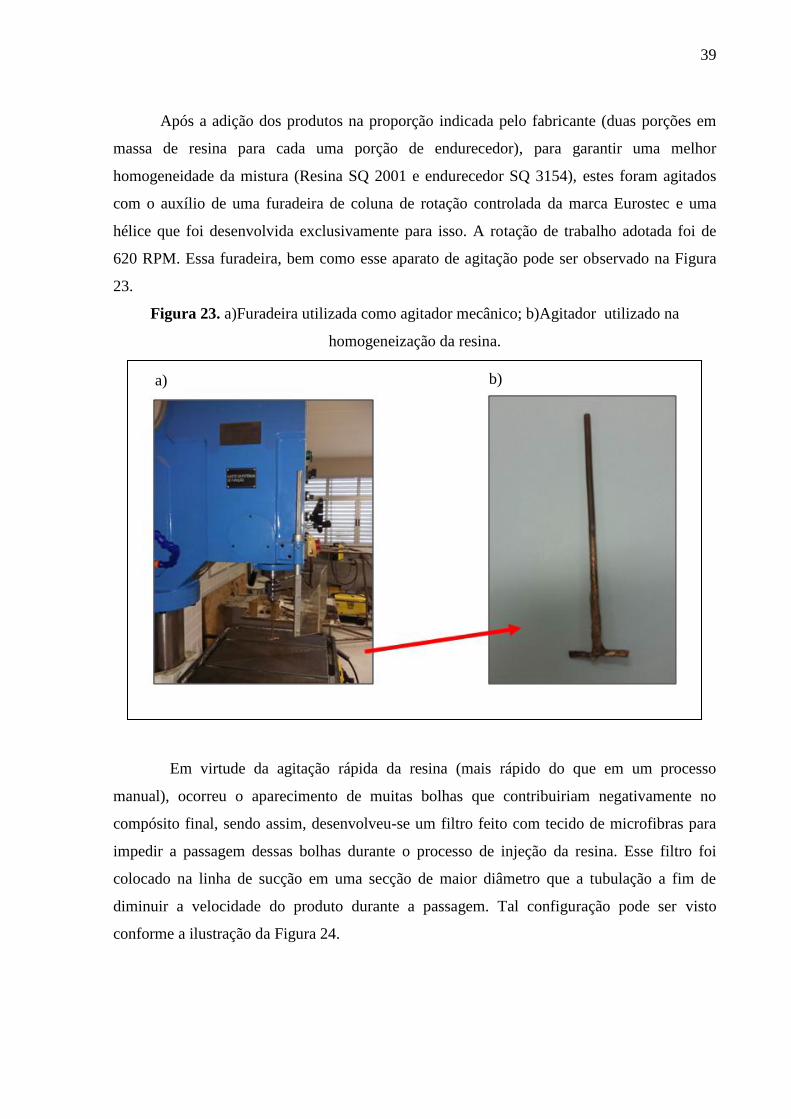
39
Após a adição dos produtos na proporção indicada pelo fabricante (duas porções em
massa de resina para cada uma porção de endurecedor), para garantir uma melhor
homogeneidade da mistura (Resina SQ 2001 e endurecedor SQ 3154), estes foram agitados
com o auxílio de uma furadeira de coluna de rotação controlada da marca Eurostec e uma
hélice que foi desenvolvida exclusivamente para isso. A rotação de trabalho adotada foi de
620 RPM. Essa furadeira, bem como esse aparato de agitação pode ser observado na Figura
23.
Figura 23. a)Furadeira utilizada como agitador mecânico; b)Agitador utilizado na
homogeneização da resina.
Em virtude da agitação rápida da resina (mais rápido do que em um processo
manual), ocorreu o aparecimento de muitas bolhas que contribuiriam negativamente no
compósito final, sendo assim, desenvolveu-se um filtro feito com tecido de microfibras para
impedir a passagem dessas bolhas durante o processo de injeção da resina. Esse filtro foi
colocado na linha de sucção em uma secção de maior diâmetro que a tubulação a fim de
diminuir a velocidade do produto durante a passagem. Tal configuração pode ser visto
conforme a ilustração da Figura 24.
a) b)

40
Figura 24. Representação em corte e real do aparato de filtragem de bolhas.
A Figura 25 exibe a imagem de todo aparato de RTM montado.
Figura 25. Aparato de RTM montado.
3.6. A Produção do Compósito.
A produção dos corpos de provas foi feita de acordo com as especificações de
ensaios, sendo assim precisou-se de quatro espessuras diferentes, de acordo com as normas de
ensaios.
Placas de 2,5 mm foram produzidas para a realização dos ensaios de tração,
densidade, absorção de água e teor de umidade. A especificação desta placa de 2,5 mm foi o
Bomba
de vácuo
Reservatório
da resina
Filtro de
bolhas
Molde RTM
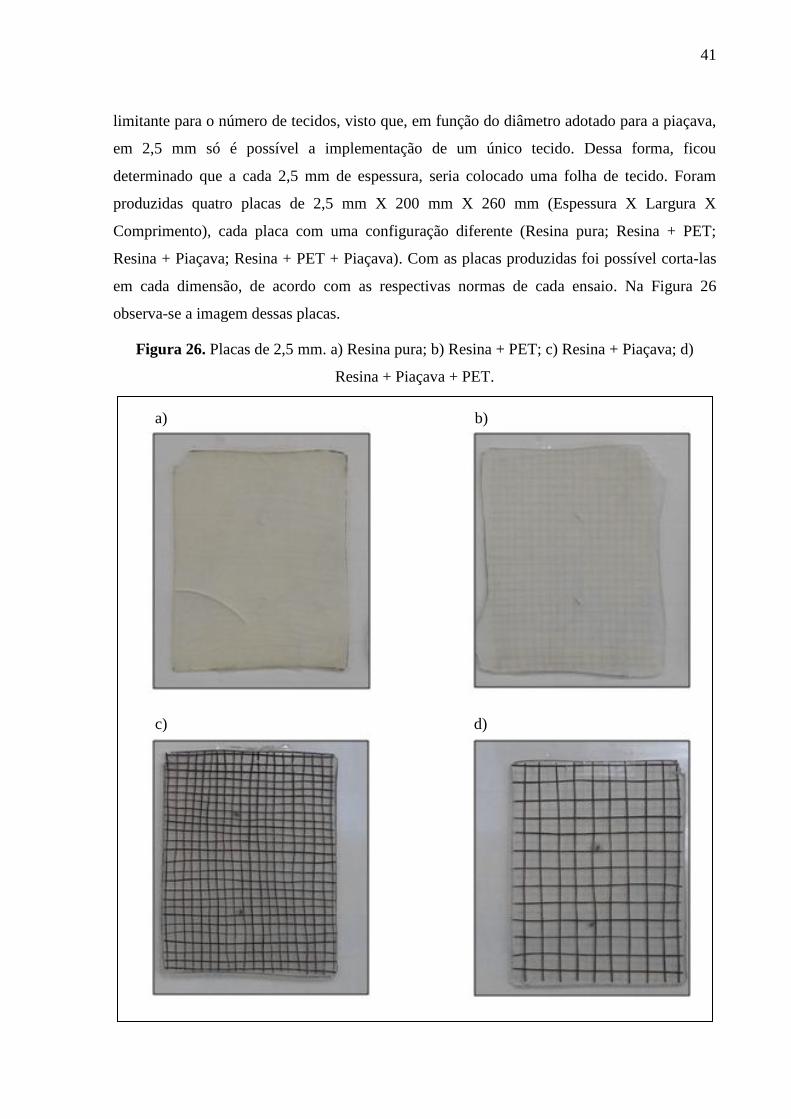
41
limitante para o número de tecidos, visto que, em função do diâmetro adotado para a piaçava,
em 2,5 mm só é possível a implementação de um único tecido. Dessa forma, ficou
determinado que a cada 2,5 mm de espessura, seria colocado uma folha de tecido. Foram
produzidas quatro placas de 2,5 mm X 200 mm X 260 mm (Espessura X Largura X
Comprimento), cada placa com uma configuração diferente (Resina pura; Resina + PET;
Resina + Piaçava; Resina + PET + Piaçava). Com as placas produzidas foi possível corta-las
em cada dimensão, de acordo com as respectivas normas de cada ensaio. Na Figura 26
observa-se a imagem dessas placas.
Figura 26. Placas de 2,5 mm. a) Resina pura; b) Resina + PET; c) Resina + Piaçava; d)
Resina + Piaçava + PET.
a)
d) c)
b)

42
Foram também confeccionadas placas com espessura de 5 mm para atender aos
ensaios de flexão e dureza. Em função da necessidade de um número menor de placas para
apenas esses dois ensaios, em cada placa de mesma dimensão das anteriores foi possível
produzir duas configurações por placa. Seguindo a mesma proporção dos compósitos de 2,5
mm, o produto de 5 mm foi confeccionado com duas folhas de tecido cada uma. O material
fabricado pode ser observado na imagem da Figura 27.
Figura 27. Placas de 5 mm. a) Resina pura & Resina + Piaçava; b) Resina + PET + Piaçava &
Resina + PET.
Para os ensaios de compressão e impacto, de acordo com a especificação da norma,
fez-se necessária a produção de corpos de prova com 12,7 mm de espessura.
Embora a especificação técnica da resina indique que o tempo de manipulação do
material até comece a endurecer seja de 20 a 30 minutos, devido à forte agitação promovida
pelo sistema confeccionado com o auxilio da furadeira de coluna, esse tempo foi reduzido a
cerca de 5 minutos. Alguns corpos de prova que necessitavam de uma quantidade maior de
resina (Acima de 450 gramas) foram perdidos devido à resina secar antes de ser concluído o
processo de injeção.
Devido à secagem da resina em um tempo mais rápido que o necessário para
preencher toda a dimensão, fez-se necessário que os corpos de prova com espessura de 12,7
mm tivesse uma dimensão reduzida. A mesma foi confeccionada com 200 mm de
comprimento por 130 mm de largura.
a) b)
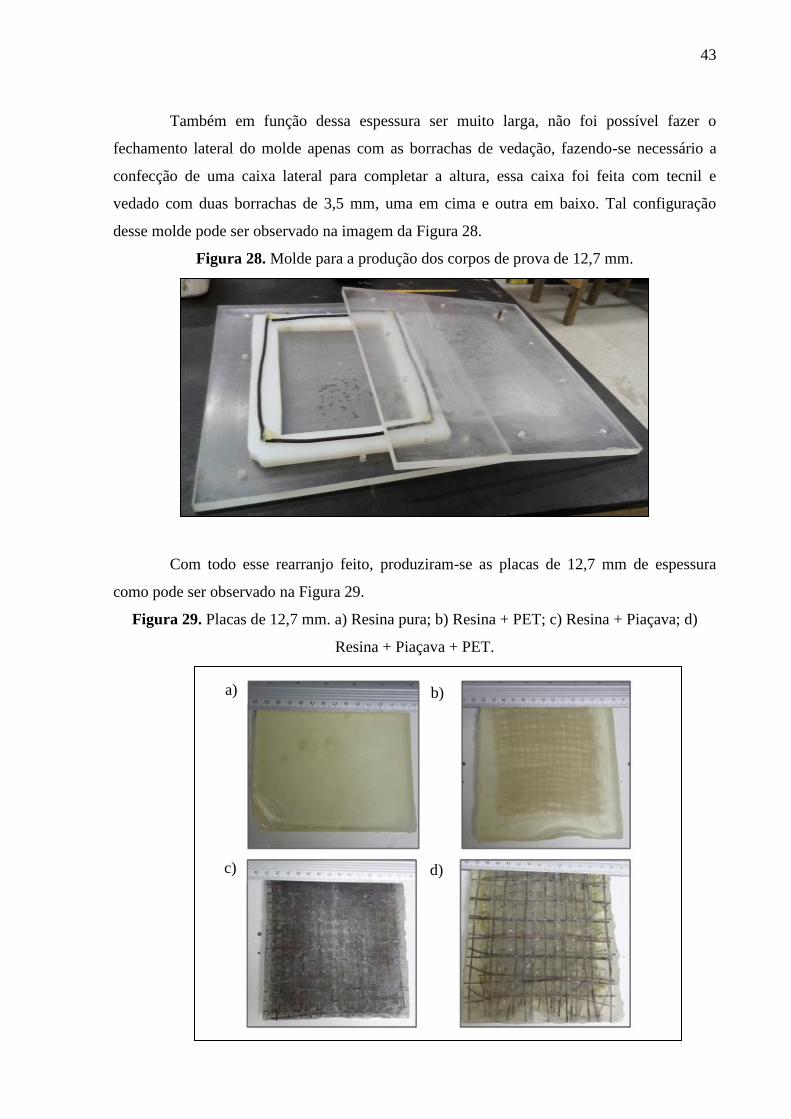
43
Também em função dessa espessura ser muito larga, não foi possível fazer o
fechamento lateral do molde apenas com as borrachas de vedação, fazendo-se necessário a
confecção de uma caixa lateral para completar a altura, essa caixa foi feita com tecnil e
vedado com duas borrachas de 3,5 mm, uma em cima e outra em baixo. Tal configuração
desse molde pode ser observado na imagem da Figura 28.
Figura 28. Molde para a produção dos corpos de prova de 12,7 mm.
Com todo esse rearranjo feito, produziram-se as placas de 12,7 mm de espessura
como pode ser observado na Figura 29.
Figura 29. Placas de 12,7 mm. a) Resina pura; b) Resina + PET; c) Resina + Piaçava; d)
Resina + Piaçava + PET.
a) b)
c) d)
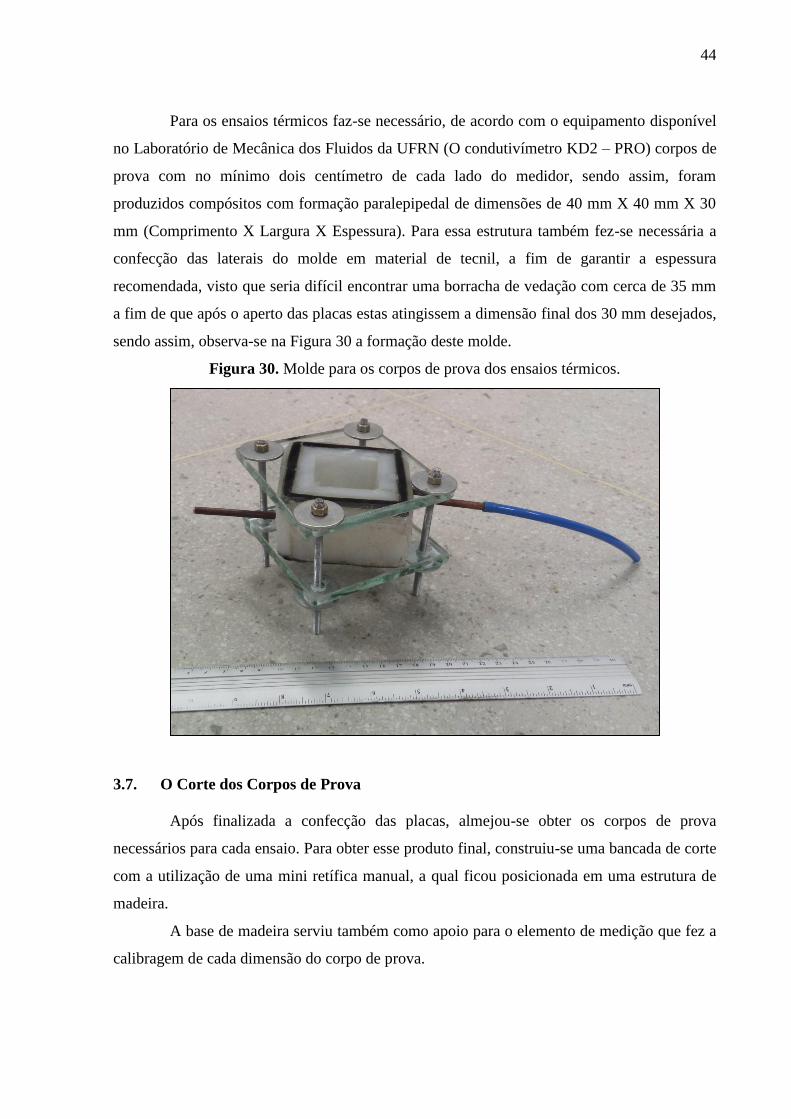
44
Para os ensaios térmicos faz-se necessário, de acordo com o equipamento disponível
no Laboratório de Mecânica dos Fluidos da UFRN (O condutivímetro KD2 – PRO) corpos de
prova com no mínimo dois centímetro de cada lado do medidor, sendo assim, foram
produzidos compósitos com formação paralepipedal de dimensões de 40 mm X 40 mm X 30
mm (Comprimento X Largura X Espessura). Para essa estrutura também fez-se necessária a
confecção das laterais do molde em material de tecnil, a fim de garantir a espessura
recomendada, visto que seria difícil encontrar uma borracha de vedação com cerca de 35 mm
a fim de que após o aperto das placas estas atingissem a dimensão final dos 30 mm desejados,
sendo assim, observa-se na Figura 30 a formação deste molde.
Figura 30. Molde para os corpos de prova dos ensaios térmicos.
3.7. O Corte dos Corpos de Prova
Após finalizada a confecção das placas, almejou-se obter os corpos de prova
necessários para cada ensaio. Para obter esse produto final, construiu-se uma bancada de corte
com a utilização de uma mini retífica manual, a qual ficou posicionada em uma estrutura de
madeira.
A base de madeira serviu também como apoio para o elemento de medição que fez a
calibragem de cada dimensão do corpo de prova.
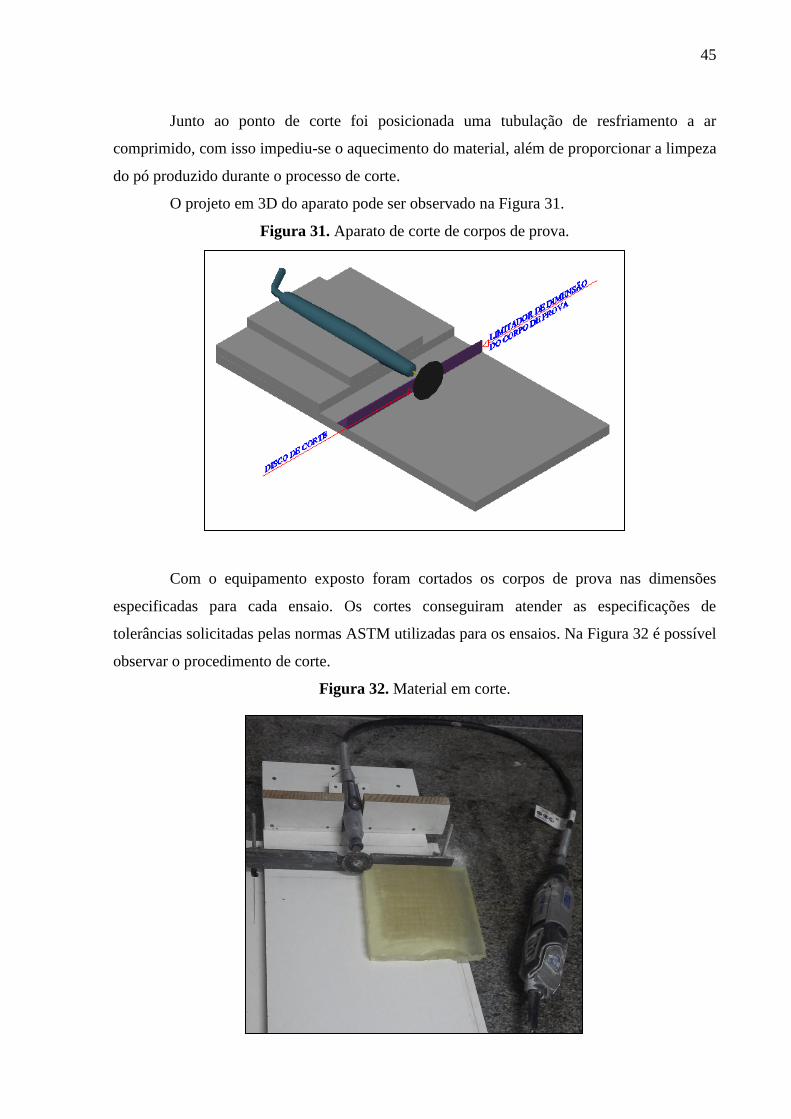
45
Junto ao ponto de corte foi posicionada uma tubulação de resfriamento a ar
comprimido, com isso impediu-se o aquecimento do material, além de proporcionar a limpeza
do pó produzido durante o processo de corte.
O projeto em 3D do aparato pode ser observado na Figura 31.
Figura 31. Aparato de corte de corpos de prova.
Com o equipamento exposto foram cortados os corpos de prova nas dimensões
especificadas para cada ensaio. Os cortes conseguiram atender as especificações de
tolerâncias solicitadas pelas normas ASTM utilizadas para os ensaios. Na Figura 32 é possível
observar o procedimento de corte.
Figura 32. Material em corte.

46
3.8. Os Ensaios
Nessa secção serão descritos os procedimentos de execução dos ensaios realizados
para caracterização do material em questão.
Todos os ensaios foram realizados tomando por base as normas de referencia para
cada um. Em alguns casos, por limitações concernentes do material, foram feitas algumas
variações de algumas normas para que se pudesse realizar os testes, tais limitações serão
comentadas na descrição de cada ensaio, quando existentes.
3.8.1. Ensaios Mecânicos
No tocante dos ensaios mecânicos de um material, os que tem maior expressão na
caracterização destes são as análise de tração, compressão, flexão, dureza e impacto. Tais
procedimentos serão tratados a seguir.
3.8.1.1. Ensaio de tração
Para o estudo da tração deste material em questão, aplica-se a norma ASTM
D3039/D3039M-14, Standard Test Method for Tensile Properties of Polymer Matrix
Composite Materials (norma padrão de teste para propriedades de tensão em materiais
compósitos de matriz polimérica).
Nesta norma sugere-se o dimensionamento de corpo de prova encontrado na Tabela 2
da norma em questão, ou seja, espessura de 2,5 mm, largura de 25 mm e comprimento de 250
mm, essa é uma recomendação da norma, não sendo necessária a obrigatoriedade destas
dimensões. O corpo de prova deverá ser tracionado de tal forma a romper em um tempo entre
1 e 10 minutos. Quando não se tem uma estimativa inicial para a velocidade de
tracionamento, a norma recomenda que seja feito o primeiro teste em uma velocidade de 2
mm por minuto. Após o rompimento do corpo de prova, verificar se está dentro da faixa de
tempo recomendada e fazer o ajuste de velocidade para os ensaios seguintes.
Para cada tipo de amostra foram cortados cinco corpos de prova a fim de se fazer a
verificação da repetitibilidade dos valores. Apenas para a amostra de resina pura foram
apurados apenas três corpos de prova, não comprometendo a validação estatística, o que se
mostrou suficiente por este não apresentar variações estruturais claras de uma peça para outra,
apresentando repetição de resultados.
Os corpos de prova deste ensaio podem ser visto na Figura 33 e Figura 34.

47
Figura 33. Corpos de prova para ensaio de tração. a) Resina pura; b) Resina + PET; c) Resina
+ Piaçava; d) Resina + Piaçava + PET.
Figura 34. Corpos de prova após os ensaios.
Devido algumas limitações existentes na maquina de ensaios, fez-se necessário o corte
no comprimento dos corpos de prova, ficando estes menores que os 250 mm recomendados,
no entanto, não comprometendo os resultados, visto que esse dimensionamento é apenas uma
recomendação da norma, não havendo uma obrigatoriedade no seu cumprimento.
Todos os testes foram realizados na máquina universal de ensaios da EMIC,
pertencente ao Laboratório de Ensaios Mecânicos do curso de Engenharia Mecânica da
Universidade Federal Rural do Semi-Árido (UFERSA), Campus de Mossoró, a qual pode ser
vista na Figura 35.
a) b) c) d)

48
Figura 35. Máquina universal de ensaios da EMIC.
Para a realização dos ensaios foi utilizado uma célula de carga de 100 kN em uma
velocidade de avanço de 2 mm/min. As amostras foram submetidas aos esforços até o
rompimento do material.
3.8.1.2. Ensaio de flexão
Para compósitos de matriz polimérica, usa-se a norma ASTM D7264/D7264M-15
Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials
(Norma de teste padrão para flexão em compósitos de matriz polimérica).
Esse ensaio pode ser realizado com teste de flexão em três ou quatros pontos, sendo
que o mais comum é a aplicação do método em três pontos, de tal forma que adotou-se o de
três pontos para essa verificação.
Neste método recomenda-se corpos de provas de forma paralelepipedal, com
espessura de 4 mm e largura de 13 mm. Para o comprimento recomenda-se uma razão de 32:1
com relação à espessura, isso tendo como referencia o ponto dos apoios. O comprimento total
do corpo de prova deve ser 20% maior que o engaste dos apoios. Sendo assim, tem-se a
Figura 36 exibindo tal configuração supracitada.
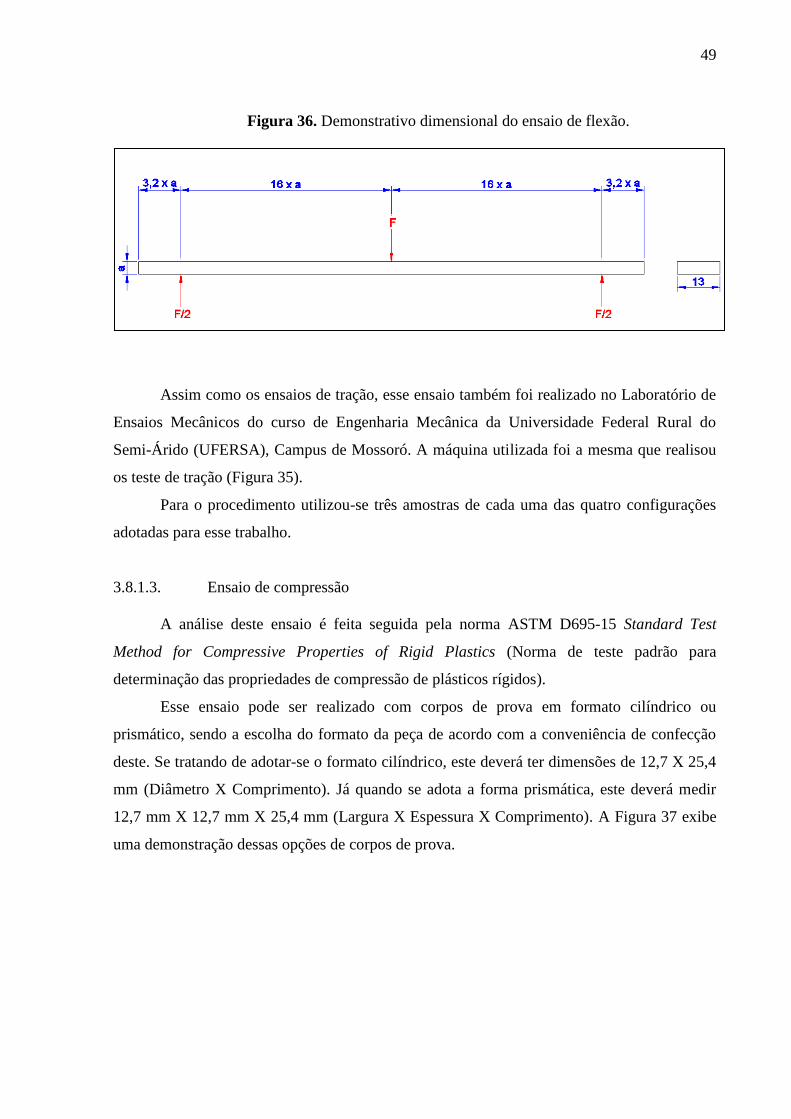
49
Figura 36. Demonstrativo dimensional do ensaio de flexão.
Assim como os ensaios de tração, esse ensaio também foi realizado no Laboratório de
Ensaios Mecânicos do curso de Engenharia Mecânica da Universidade Federal Rural do
Semi-Árido (UFERSA), Campus de Mossoró. A máquina utilizada foi a mesma que realisou
os teste de tração (Figura 35).
Para o procedimento utilizou-se três amostras de cada uma das quatro configurações
adotadas para esse trabalho.
3.8.1.3. Ensaio de compressão
A análise deste ensaio é feita seguida pela norma ASTM D695-15 Standard Test
Method for Compressive Properties of Rigid Plastics (Norma de teste padrão para
determinação das propriedades de compressão de plásticos rígidos).
Esse ensaio pode ser realizado com corpos de prova em formato cilíndrico ou
prismático, sendo a escolha do formato da peça de acordo com a conveniência de confecção
deste. Se tratando de adotar-se o formato cilíndrico, este deverá ter dimensões de 12,7 X 25,4
mm (Diâmetro X Comprimento). Já quando se adota a forma prismática, este deverá medir
12,7 mm X 12,7 mm X 25,4 mm (Largura X Espessura X Comprimento). A Figura 37 exibe
uma demonstração dessas opções de corpos de prova.

50
Figura 37. Recomendação de corpos de prova de compressão. a) Corpo de Prova de secção
quadrada; b) Corpo de prova de secção circular.
A velocidade de avanço da compressão deve ser de entre 1,0 mm/minuto e 1,6
mm/minuto.
Assim como os ensaios de tração e flexão, esse ensaio também foi realizado no
Laboratório de Ensaios Mecânicos do curso de Engenharia Mecânica da Universidade Federal
Rural do Semi-Árido (UFERSA), Campus de Mossoró. A máquina utilizada foi a mesma que
realisou os outros dois testes mecânicos (Figura 35).
Para o procedimento utilizou-se cinco amostras de cada uma das quatro configurações
adotadas para esse trabalho.
3.8.1.4. Ensaio de impacto
A análise deste ensaio é feita seguida pela norma ASTM D6110-10 Standard Test
Method for Determining the Charpy Impact Resistance of Notched Specimens of Plastics
(Norma de teste padrão para determinação da resistência ao impacto de Chapy em plásticos
entalhados).
Seguindo a orientação desta norma, deve-se produzir corpos de prova de acordo com a
imagem da Figura 38:
a) b)
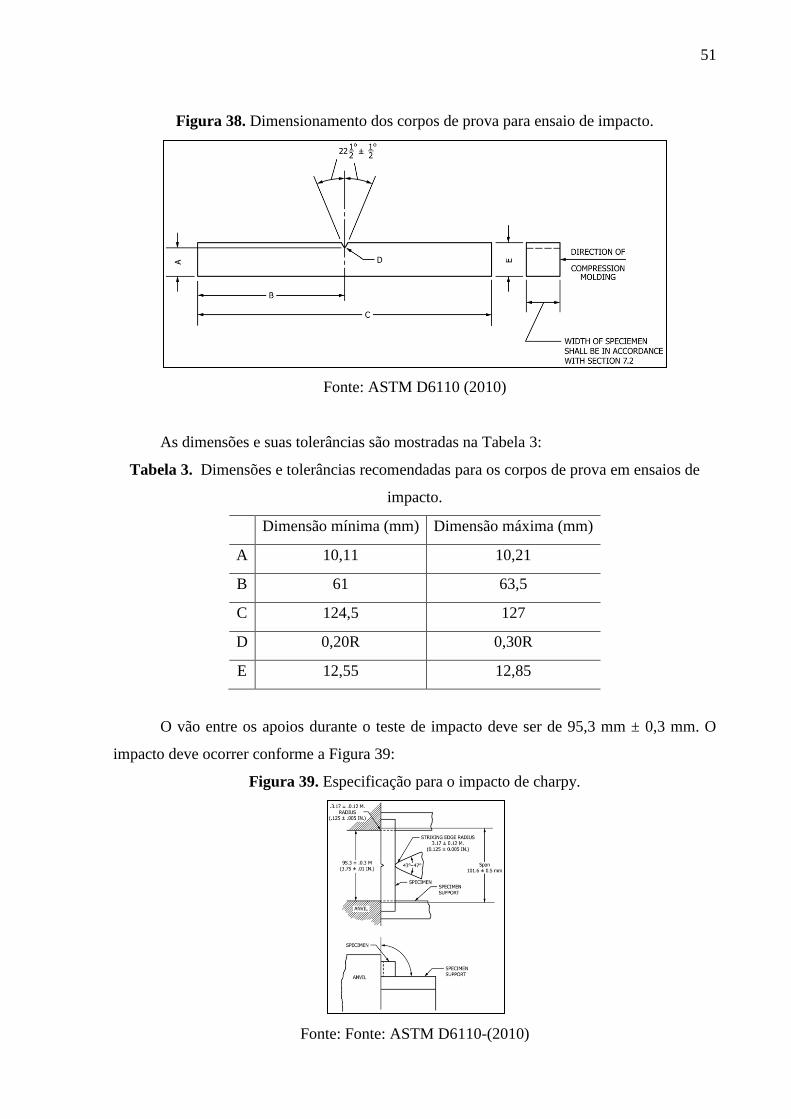
51
Figura 38. Dimensionamento dos corpos de prova para ensaio de impacto.
Fonte: ASTM D6110 (2010)
As dimensões e suas tolerâncias são mostradas na Tabela 3:
Tabela 3. Dimensões e tolerâncias recomendadas para os corpos de prova em ensaios de
impacto.
Dimensão mínima (mm) Dimensão máxima (mm)
A 10,11 10,21
B 61 63,5
C 124,5 127
D 0,20R 0,30R
E 12,55 12,85
O vão entre os apoios durante o teste de impacto deve ser de 95,3 mm ± 0,3 mm. O
impacto deve ocorrer conforme a Figura 39:
Figura 39. Especificação para o impacto de charpy.
Fonte: Fonte: ASTM D6110-(2010)
52
3.8.1.5. Ensaio de dureza
A norma recomendada para análise de dureza em materiais plásticos é a ASTM
D2240-15 Standard Test Method for Rubber Property – Durometer Hardness (Norma de teste
padrão para propriedades de borracha – dureza em durômetro).
A norma em questão indica a dureza shore para ensaios de plásticos rígidos. Existem
12 tipos de dureza shore para serem aplicados de acordo com o índice de valores de cada
material (A, B, C, D, DO, E, M, O, OO, OOO, OOO-S e R). A recomendação dimensional e
de no mínimo 6 mm de espessura, sendo que esse valor pode variar de acordo com a
profundidade do endentamento do teste. Deve haver uma distância mínima de 12 mm do
ponto de contato no teste até as laterais do corpo de prova.
Na realização deste ensaio foram utilizadas placas de 5 mm de espessura, 100 mm de
largura e 200 mm de comprimento. Foi produzida apenas uma placa sob cada configuração de
tal forma que possibilitasse as medidas sem interferência, conforme a recomendação da
norma. Em cada configuração mediu-se dez diferentes pontos de dureza.
Utilizou-se para os testes o durômetro “Shore A” da marca Kori Seik MFG
pertencente ao Laboratório de Lribologia da UFRN. Tal equipamento pode ser visto na Figura
40.
Figura 40 Durômetro Kori Seik MFG. a) Frente do equipamento; b) verso do equipamento
a) b)
53
3.8.2. Ensaio de Teor de Umidade
Diferente de outros testes de caracterização, para o teor de umidade não existe uma
norma específica que coordene os procedimentos de ensaio, no entanto, já existem no
mercado equipamentos que fazem esse experimento sem muita dificuldade. Trata-se
basicamente de uma balança de precisão com uma resistência interna que irá aquecer o
material e evaporar a água contida neste, enquanto evapora, a balança faz medições de massa
até que os valores estabilizem, ou pelo menos tendam à estabilização.
Para essa análise foram utilizadas cinco amostras de cada configuração proposta. As
amostras respeitavam uma dimensão de 2,5 mm de espessura por 25 mm de comprimento e
15 mm de largura.
Os corpos de prova foram submetidos ao “Determinador de Umidade Série ID-V 1.8 –
Marte” pertencente ao Laboratório de Mecânica dos Fluidos do curso de Engenharia
Mecânica da Universidade Federal do Rio Grande do Norte (UFRN). A carga máxima do
equipamento é de 51 gramas, com sensibilidade de 0,001 g, temperatura de trabalho de até
180°C e capacidade para medir umidade de 0 a 100%.
O determinador de umidade utilizado pode ser observado na Figura 41.
Figura 41. Determinador de Umidade Série ID-V 1.8 – Marte.
Em tal equipamento os materiais eram pesados continuamente sob o efeito de um
aquecimento até que ocorresse a total evaporação da massa úmida. Após a retirada de toda
água, é verificado o percentual de perda de cada amostra.
A temperatura de trabalho utilizada foi de 110°C. Sob maiores temperaturas haveria a
degradação dos componentes contidos no material, o que iria mascarar os resultados. Cada
ensaio demorou cinco minutos até que fosse observado a não variação dos valores, levando a
crer que toda a massa úmida já havia sido retirada.

54
3.8.3. Ensaio de Absorção de Água
Na determinação da capacidade de absorção de umidade em materiais plásticos, foi
adotado o critério de acordo com a norma ASTM D570-98 (2010), Standard Test Method for
Water Absorption of Plastics (Norma padrão de teste de absorção de umidade em plásticos).
Nessa norma são sugeridas algumas metodologias para a realização do ensaio. De
acordo com essa norma, o material deve ser mantido aquecido por 50°C ± 3°C durante 24
horas para retirar toda umidade contida neste (ou 110°C por uma hora caso o material não seja
afetado por temperaturas elevadas). Após as amostras secas, essas deverão ser pesadas e
postas em repouso em um reservatório com água destilada para com temperatura controlada
em 23°C ± 1°C para a absorção de água, onde serão secas externamente e pesadas. Após a
saturação será verificada a máxima absorção de água do material segundo a definição
(Equação. 3.1).
(3.1)
Para a realização do teste utilizou-se três amostras de cada configuração para que
depois pudesse ser feito tratamentos estatísticos com os resultados obtidos. Este teste foi feito
no Laboratório de Ensaios Mecânicos do campus da UFERSA em caraúbas.
Os corpos de prova destes ensaios podem ser visualizados na Figura 42.
Figura 42. Corpos de prova do ensaio de absorção de água. a) Resina pura; b) Resina + PET;
c) Resina + Piaçava; d) Resina + Piaçava + PET.
a) b)
c) d)

55
3.8.4. Ensaio de Densidade
Para a determinação da densidade ou gravidade específica do material em questão
utiliza-se da norma ASTM D792-13 Standard Test Methods for Density and Specific Gravity
(Relative Density) of Plastics by Displacement (Norma padrão de teste para densidade e
gravidade específica de plásticos por deslocamento).
Essa norma é baseada no princípio de Arquimedes. De acordo com a norma, esse teste
pode ser feito em água destilada ou em outro líquido de referência. Na maioria dos casos opta-
se pela utilização de água. Dessa forma é medida a massa do corpo de prova em meio seco,
em seguida é refeita a medição da massa do mesmo submerso em água, através desses valores
é possível que seja calculado a densidade do corpo em análise.
Diante da disponibilidade da balança de densidade pertencente ao Laboratório de
Mecânica dos Fluidos da UFRN, esta foi utilizada no desenvolvimento deste procedimento de
medição.
A balança utilizada foi a DSL 910 da marca Gehaka, a qual possui uma capacidade
máxima de medição de 100 g, divisão de 0,001 g, Densidade máxima de 30g/cm³.
Tal equipamento pode ser visto na Figura 43.
Figura 43. Balança de densidade utilizada.

56
Seguindo as especificações que sugerem que os corpos de prova devem ter no mínimo
1 cm³, foram produzidos cinco amostras em cada configuração com dimensões de 2,5 mm de
espessura, 20 mm de largura e 25 mm de comprimento, ou seja, 1,25 cm³. Tais materiais são
expostos na Figura 44.
Figura 44. Corpos de prova de densidade.
3.8.5. Ensaios Térmicos
A norma recomendada para determinação das propriedades térmicas é a ASTM C177-
13 Standard Test Method for Steady-State Heat Flux Measurements and Thermal
Transmission Properties by Means of the Guarded-Hot-Plate Apparatus (Norma de teste
padrão medida de fluxo de calor em estado estacionário e propriedades de transmissão térmica
por meio do aparato da placa de calor confinado).
Seguindo a norma de recomendação, assim como outros testes, existem no mercado
equipamentos específicos que já fazem esse tipo de medidas térmicas. Um desses
equipamentos foi citado por Galvão (2014) na sua dissertação, onde o referido autor utilizou o
KD2 – PRO. Esse equipamento é capaz de determinar a condutividade térmica, o calor
específico, a difusividade térmica e a resistividade térmica do material.
Na figura 45 tem-se a imagem do KD2 – PRO
Resina +
PET Resina Resina +
Piaçava
Resina +
PET +
Piaçava
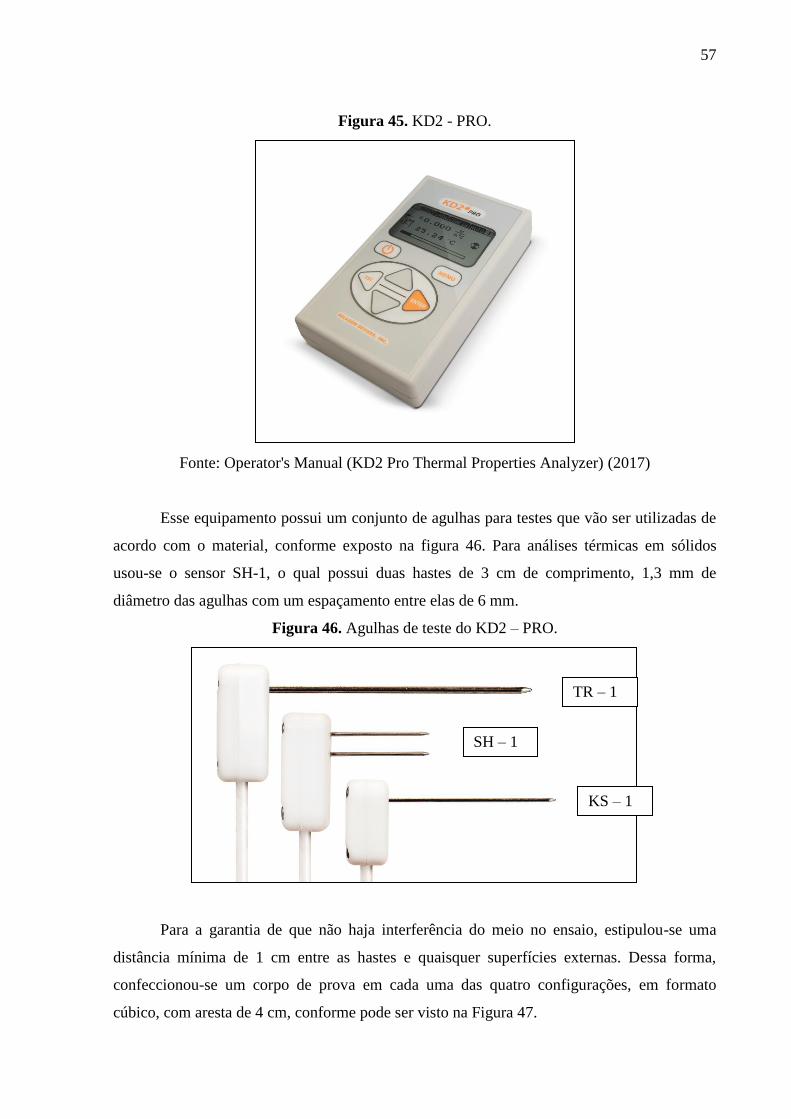
57
Figura 45. KD2 - PRO.
Fonte: Operator's Manual (KD2 Pro Thermal Properties Analyzer) (2017)
Esse equipamento possui um conjunto de agulhas para testes que vão ser utilizadas de
acordo com o material, conforme exposto na figura 46. Para análises térmicas em sólidos
usou-se o sensor SH-1, o qual possui duas hastes de 3 cm de comprimento, 1,3 mm de
diâmetro das agulhas com um espaçamento entre elas de 6 mm.
Figura 46. Agulhas de teste do KD2 – PRO.
Para a garantia de que não haja interferência do meio no ensaio, estipulou-se uma
distância mínima de 1 cm entre as hastes e quaisquer superfícies externas. Dessa forma,
confeccionou-se um corpo de prova em cada uma das quatro configurações, em formato
cúbico, com aresta de 4 cm, conforme pode ser visto na Figura 47.
SH – 1
TR – 1
KS – 1
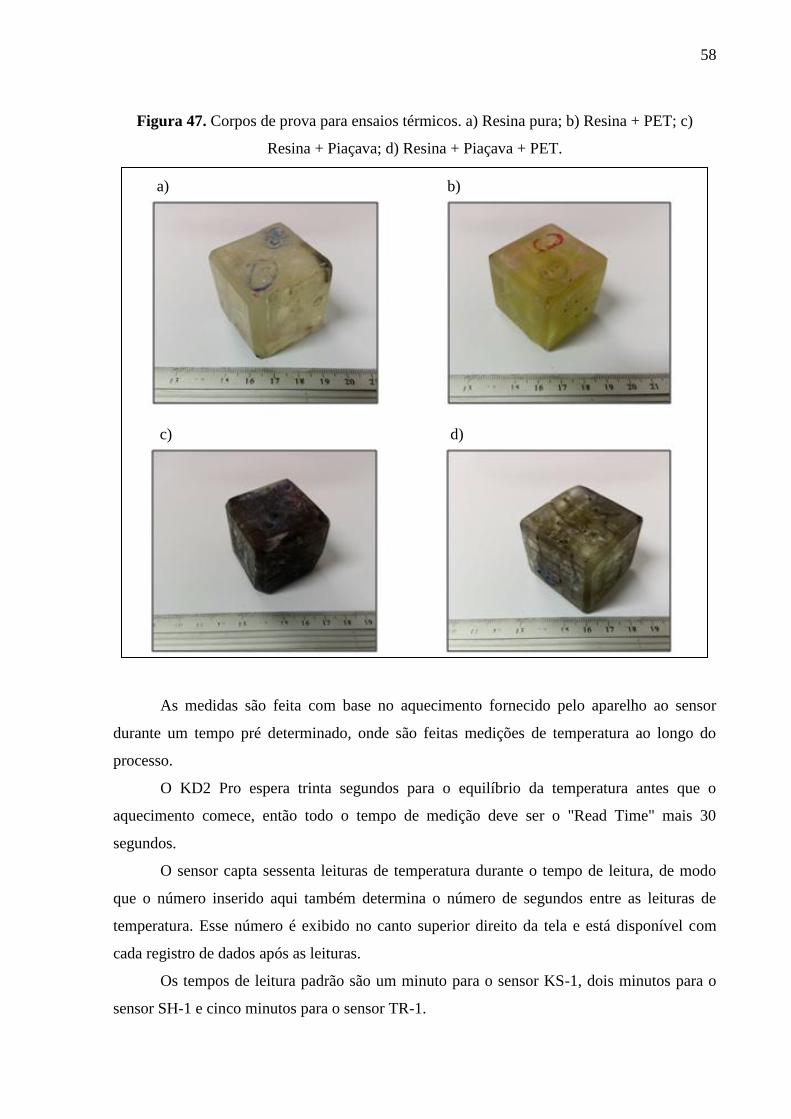
58
Figura 47. Corpos de prova para ensaios térmicos. a) Resina pura; b) Resina + PET; c)
Resina + Piaçava; d) Resina + Piaçava + PET.
As medidas são feita com base no aquecimento fornecido pelo aparelho ao sensor
durante um tempo pré determinado, onde são feitas medições de temperatura ao longo do
processo.
O KD2 Pro espera trinta segundos para o equilíbrio da temperatura antes que o
aquecimento comece, então todo o tempo de medição deve ser o "Read Time" mais 30
segundos.
O sensor capta sessenta leituras de temperatura durante o tempo de leitura, de modo
que o número inserido aqui também determina o número de segundos entre as leituras de
temperatura. Esse número é exibido no canto superior direito da tela e está disponível com
cada registro de dados após as leituras.
Os tempos de leitura padrão são um minuto para o sensor KS-1, dois minutos para o
sensor SH-1 e cinco minutos para o sensor TR-1.
a) b)
c) d)
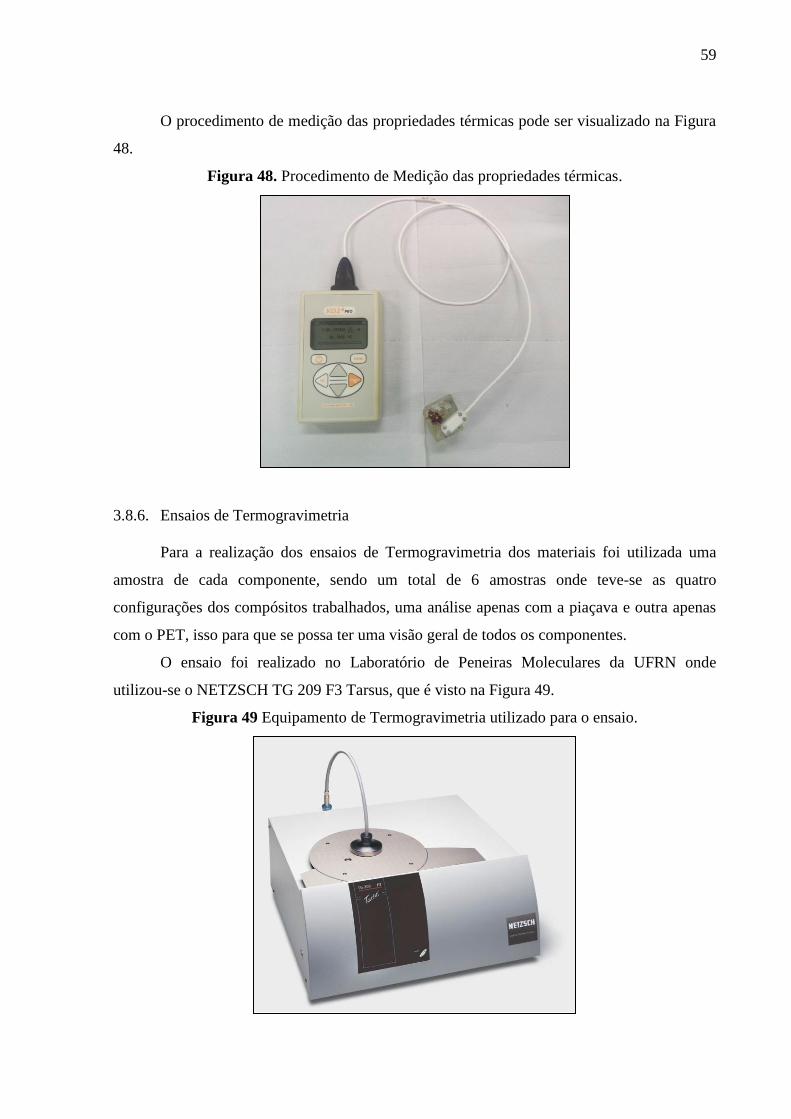
59
O procedimento de medição das propriedades térmicas pode ser visualizado na Figura
48.
Figura 48. Procedimento de Medição das propriedades térmicas.
3.8.6. Ensaios de Termogravimetria
Para a realização dos ensaios de Termogravimetria dos materiais foi utilizada uma
amostra de cada componente, sendo um total de 6 amostras onde teve-se as quatro
configurações dos compósitos trabalhados, uma análise apenas com a piaçava e outra apenas
com o PET, isso para que se possa ter uma visão geral de todos os componentes.
O ensaio foi realizado no Laboratório de Peneiras Moleculares da UFRN onde
utilizou-se o NETZSCH TG 209 F3 Tarsus, que é visto na Figura 49.
Figura 49 Equipamento de Termogravimetria utilizado para o ensaio.
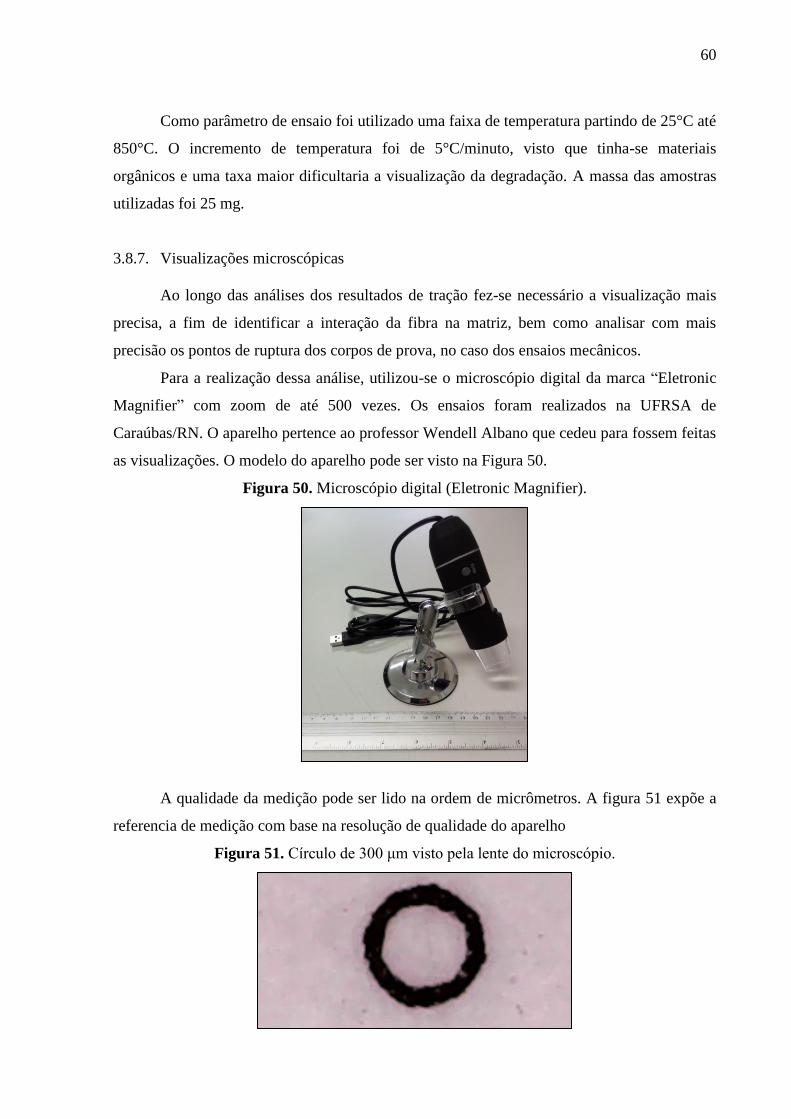
60
Como parâmetro de ensaio foi utilizado uma faixa de temperatura partindo de 25°C até
850°C. O incremento de temperatura foi de 5°C/minuto, visto que tinha-se materiais
orgânicos e uma taxa maior dificultaria a visualização da degradação. A massa das amostras
utilizadas foi 25 mg.
3.8.7. Visualizações microscópicas
Ao longo das análises dos resultados de tração fez-se necessário a visualização mais
precisa, a fim de identificar a interação da fibra na matriz, bem como analisar com mais
precisão os pontos de ruptura dos corpos de prova, no caso dos ensaios mecânicos.
Para a realização dessa análise, utilizou-se o microscópio digital da marca “Eletronic
Magnifier” com zoom de até 500 vezes. Os ensaios foram realizados na UFRSA de
Caraúbas/RN. O aparelho pertence ao professor Wendell Albano que cedeu para fossem feitas
as visualizações. O modelo do aparelho pode ser visto na Figura 50.
Figura 50. Microscópio digital (Eletronic Magnifier).
A qualidade da medição pode ser lido na ordem de micrômetros. A figura 51 expõe a
referencia de medição com base na resolução de qualidade do aparelho
Figura 51. Círculo de 300 μm visto pela lente do microscópio.

61
4. RESULTADOS E DISCUSSÃO
Neste capítulo serão expostos todos os resultados obtidos para a caracterização das três
configurações do material em questão. Será dividido em subcapítulos cada ensaio realizado
para melhor poder analisar os valores.
4.1. Características Mecânicas
4.1.1. Tração
Iniciaram-se os testes com três amostras do compósito de resina pura, sem
reforço/carga, apenas para servir de referência dos valores extraídos. As configurações
reforçadas foram analisadas em cinco amostras de cada, visto que essas apresentaram maiores
flutuações de valores. Todos os valores deste teste podem ser vistos na figura 52.
Figura 52. Resultados dos ensaios de Tração. a) Resina pura; b) Resina + PET; c) Resina +
Piaçava; d) Resina + Piaçava + PET.
a) b)
c) d)
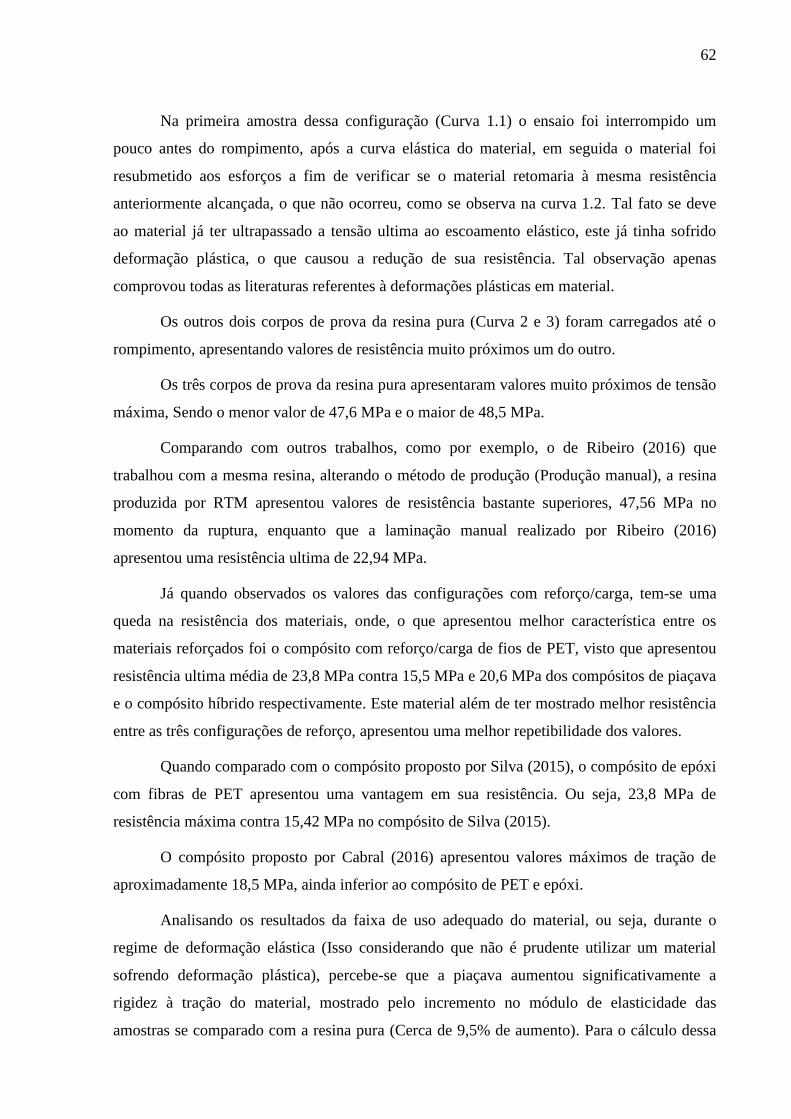
62
Na primeira amostra dessa configuração (Curva 1.1) o ensaio foi interrompido um
pouco antes do rompimento, após a curva elástica do material, em seguida o material foi
resubmetido aos esforços a fim de verificar se o material retomaria à mesma resistência
anteriormente alcançada, o que não ocorreu, como se observa na curva 1.2. Tal fato se deve
ao material já ter ultrapassado a tensão ultima ao escoamento elástico, este já tinha sofrido
deformação plástica, o que causou a redução de sua resistência. Tal observação apenas
comprovou todas as literaturas referentes à deformações plásticas em material.
Os outros dois corpos de prova da resina pura (Curva 2 e 3) foram carregados até o
rompimento, apresentando valores de resistência muito próximos um do outro.
Os três corpos de prova da resina pura apresentaram valores muito próximos de tensão
máxima, Sendo o menor valor de 47,6 MPa e o maior de 48,5 MPa.
Comparando com outros trabalhos, como por exemplo, o de Ribeiro (2016) que
trabalhou com a mesma resina, alterando o método de produção (Produção manual), a resina
produzida por RTM apresentou valores de resistência bastante superiores, 47,56 MPa no
momento da ruptura, enquanto que a laminação manual realizado por Ribeiro (2016)
apresentou uma resistência ultima de 22,94 MPa.
Já quando observados os valores das configurações com reforço/carga, tem-se uma
queda na resistência dos materiais, onde, o que apresentou melhor característica entre os
materiais reforçados foi o compósito com reforço/carga de fios de PET, visto que apresentou
resistência ultima média de 23,8 MPa contra 15,5 MPa e 20,6 MPa dos compósitos de piaçava
e o compósito híbrido respectivamente. Este material além de ter mostrado melhor resistência
entre as três configurações de reforço, apresentou uma melhor repetibilidade dos valores.
Quando comparado com o compósito proposto por Silva (2015), o compósito de epóxi
com fibras de PET apresentou uma vantagem em sua resistência. Ou seja, 23,8 MPa de
resistência máxima contra 15,42 MPa no compósito de Silva (2015).
O compósito proposto por Cabral (2016) apresentou valores máximos de tração de
aproximadamente 18,5 MPa, ainda inferior ao compósito de PET e epóxi.
Analisando os resultados da faixa de uso adequado do material, ou seja, durante o
regime de deformação elástica (Isso considerando que não é prudente utilizar um material
sofrendo deformação plástica), percebe-se que a piaçava aumentou significativamente a
rigidez à tração do material, mostrado pelo incremento no módulo de elasticidade das
amostras se comparado com a resina pura (Cerca de 9,5% de aumento). Para o cálculo dessa
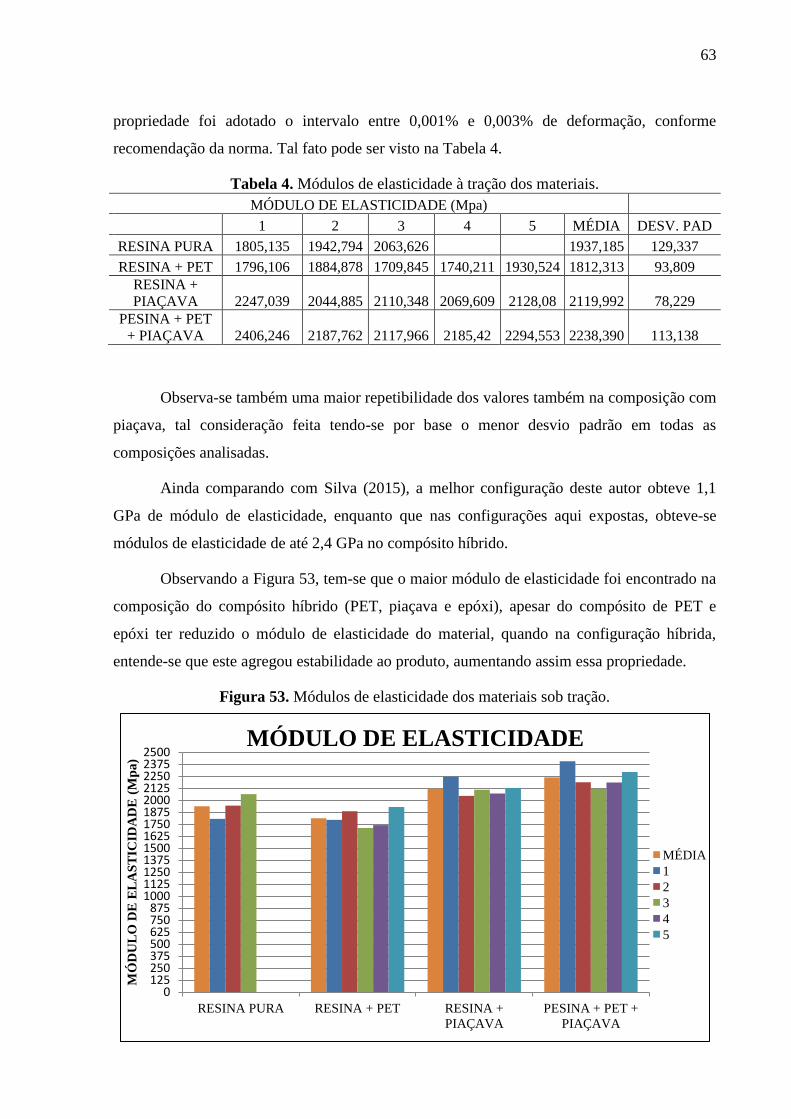
63
propriedade foi adotado o intervalo entre 0,001% e 0,003% de deformação, conforme
recomendação da norma. Tal fato pode ser visto na Tabela 4.
Tabela 4. Módulos de elasticidade à tração dos materiais.
MÓDULO DE ELASTICIDADE (Mpa)
1 2 3 4 5 MÉDIA DESV. PAD
RESINA PURA 1805,135 1942,794 2063,626
1937,185 129,337
RESINA + PET 1796,106 1884,878 1709,845 1740,211 1930,524 1812,313 93,809
RESINA +
PIAÇAVA 2247,039 2044,885 2110,348 2069,609 2128,08 2119,992 78,229
PESINA + PET
+ PIAÇAVA 2406,246 2187,762 2117,966 2185,42 2294,553 2238,390 113,138
Observa-se também uma maior repetibilidade dos valores também na composição com
piaçava, tal consideração feita tendo-se por base o menor desvio padrão em todas as
composições analisadas.
Ainda comparando com Silva (2015), a melhor configuração deste autor obteve 1,1
GPa de módulo de elasticidade, enquanto que nas configurações aqui expostas, obteve-se
módulos de elasticidade de até 2,4 GPa no compósito híbrido.
Observando a Figura 53, tem-se que o maior módulo de elasticidade foi encontrado na
composição do compósito híbrido (PET, piaçava e epóxi), apesar do compósito de PET e
epóxi ter reduzido o módulo de elasticidade do material, quando na configuração híbrida,
entende-se que este agregou estabilidade ao produto, aumentando assim essa propriedade.
Figura 53. Módulos de elasticidade dos materiais sob tração.
0 125 250 375 500 625 750 875
1000 1125 1250 1375 1500 1625 1750 1875 2000 2125 2250 2375 2500
RESINA PURA RESINA + PET RESINA +
PIAÇAVA
PESINA + PET +
PIAÇAVA
MÓ
DU
LO
DE
EL
AS
TIC
IDA
DE
(M
pa
)
MÓDULO DE ELASTICIDADE
MÉDIA
1
2
3
4
5

64
Observou-se também durante os ensaios que o rompimento dos corpos de prova
reforçados se deu exatamente em cima das fibras transversais, caracterizando que o
rompimento se deu em função de uma fragilização da secção devido ao reforço transversal.
Ainda com relação ao reforço de PET, pode-se perceber que em nenhum dos corpos de
prova ocorreu o rompimento da fibra do plástico, o que demonstra que em outras
configurações que não venham a fragilizar a secção, o reforço de Poliestireno tereftalato
oferecerá melhores resultados ao material. Tais observações podem ser vistas na Figura 54.
Figura 54. Secção de rompimento dos corpos de prova de tração.
No que diz respeito aos materiais com alguma proporção de reforço/carga de piaçava,
observando-se individualmente cada corpo de prova e comparando com seus respectivos
resultados, quanto mais espessa era a fibra de reforço transversal aos esforços de
carregamento, menor foi sua resistência ao alongamento, enfatizando a ideia da fragilização
da secção e justificando a falta de repetibilidade dos valores, visto que trabalhou-se com uma
faixa de espessuras de fibras de piaçava (entre 1 mm e 1,5 mm)
Observando os gráficos em conjunto, percebe-se que a presença dos reforços diminuiu
a elasticidade do material. Tal fato é claramente evidenciado pelo quase que total
desaparecimento da curva de deformação plástica do material. A tensão cresce de forma quase
que linear, até que o material rompe de maneira aparentemente frágil.

65
Observando com o auxílio do microscópio, na Figura 55, é possível perceber o
desprendimento dos fios de reforço/carga da matriz, deixando claro que a falha ocorreu
especialmente em função da baixa aderência da fibra na matriz.
A Figura 55 foi produzida a partir da região de fratura dos corpos de prova de tração.
Na imagem tem-se os dois lados da fratura postos um ao lado do outro, de tal forma que é
possível perceber-se as duas secções de rompimento ao mesmo tempo. Dentro dessa ideia
tem-se apontado pelo número “1” a fibra de piaçava, o número “2” é a fibra de PET e o
número “3” mostra os vazios deixados após o desprendimento.
Figura 55. Visualização microscópica na secção de rompimento. a) Referência de
visualização de 500 μm; b) Resina + PET; c) Resina + Piaçava; d) Resina + Piaçava + PET.
É claramente perceptível que ocorreu o desprendimento total das fibras transversais,
não ficando nenhuma partícula de resina nas fibras e nem de fibras na matriz. A observação é
válida tanto para o PET quanto para a piaçava.
a) b)
c) d)
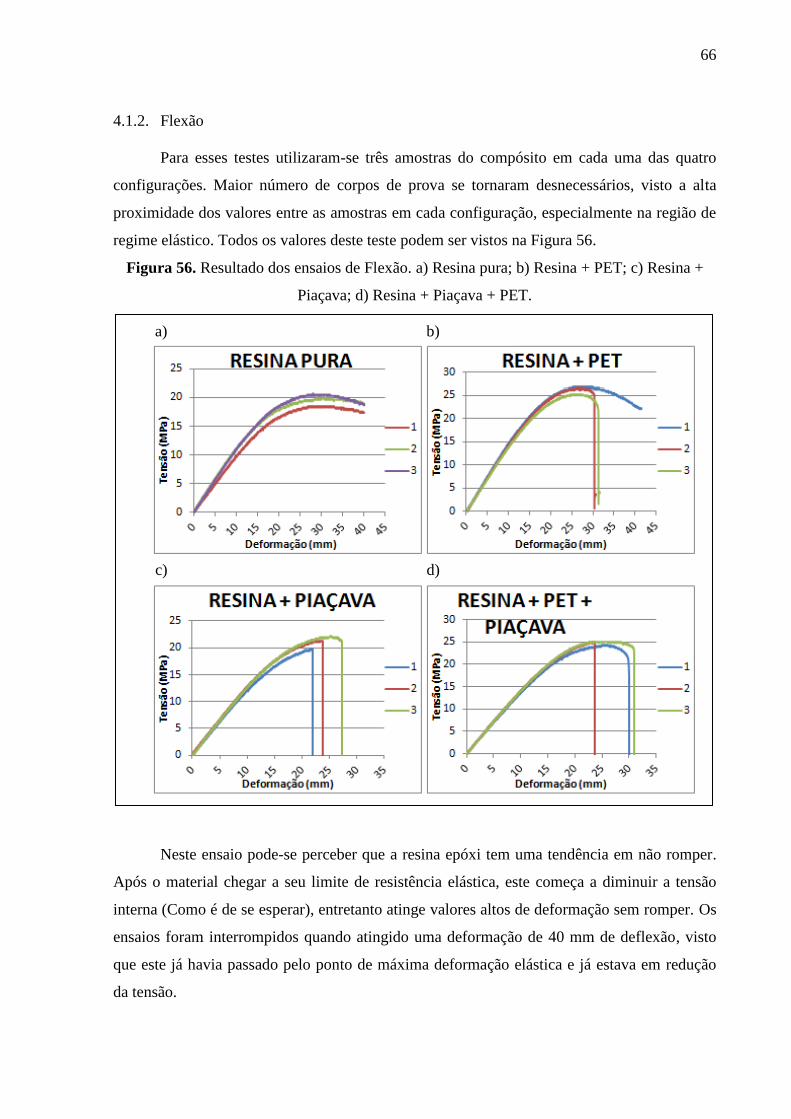
66
4.1.2. Flexão
Para esses testes utilizaram-se três amostras do compósito em cada uma das quatro
configurações. Maior número de corpos de prova se tornaram desnecessários, visto a alta
proximidade dos valores entre as amostras em cada configuração, especialmente na região de
regime elástico. Todos os valores deste teste podem ser vistos na Figura 56.
Figura 56. Resultado dos ensaios de Flexão. a) Resina pura; b) Resina + PET; c) Resina +
Piaçava; d) Resina + Piaçava + PET.
Neste ensaio pode-se perceber que a resina epóxi tem uma tendência em não romper.
Após o material chegar a seu limite de resistência elástica, este começa a diminuir a tensão
interna (Como é de se esperar), entretanto atinge valores altos de deformação sem romper. Os
ensaios foram interrompidos quando atingido uma deformação de 40 mm de deflexão, visto
que este já havia passado pelo ponto de máxima deformação elástica e já estava em redução
da tensão.
a) b)
c) d)
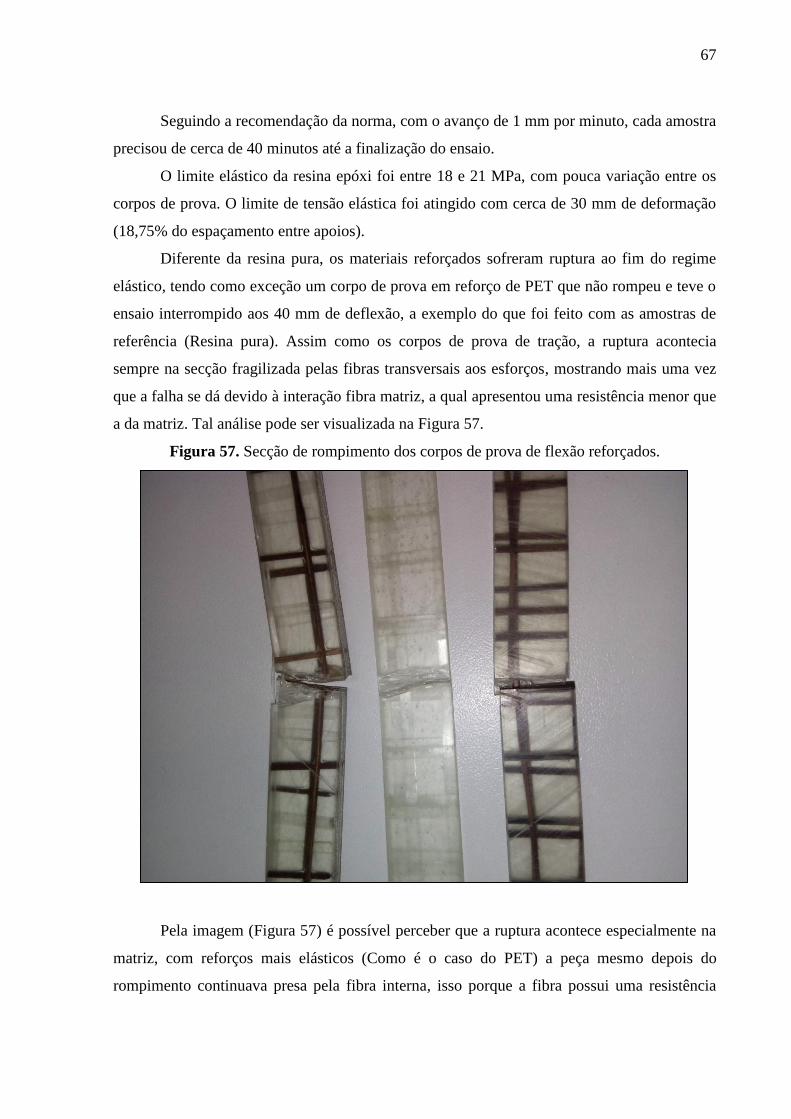
67
Seguindo a recomendação da norma, com o avanço de 1 mm por minuto, cada amostra
precisou de cerca de 40 minutos até a finalização do ensaio.
O limite elástico da resina epóxi foi entre 18 e 21 MPa, com pouca variação entre os
corpos de prova. O limite de tensão elástica foi atingido com cerca de 30 mm de deformação
(18,75% do espaçamento entre apoios).
Diferente da resina pura, os materiais reforçados sofreram ruptura ao fim do regime
elástico, tendo como exceção um corpo de prova em reforço de PET que não rompeu e teve o
ensaio interrompido aos 40 mm de deflexão, a exemplo do que foi feito com as amostras de
referência (Resina pura). Assim como os corpos de prova de tração, a ruptura acontecia
sempre na secção fragilizada pelas fibras transversais aos esforços, mostrando mais uma vez
que a falha se dá devido à interação fibra matriz, a qual apresentou uma resistência menor que
a da matriz. Tal análise pode ser visualizada na Figura 57.
Figura 57. Secção de rompimento dos corpos de prova de flexão reforçados.
Pela imagem (Figura 57) é possível perceber que a ruptura acontece especialmente na
matriz, com reforços mais elásticos (Como é o caso do PET) a peça mesmo depois do
rompimento continuava presa pela fibra interna, isso porque a fibra possui uma resistência
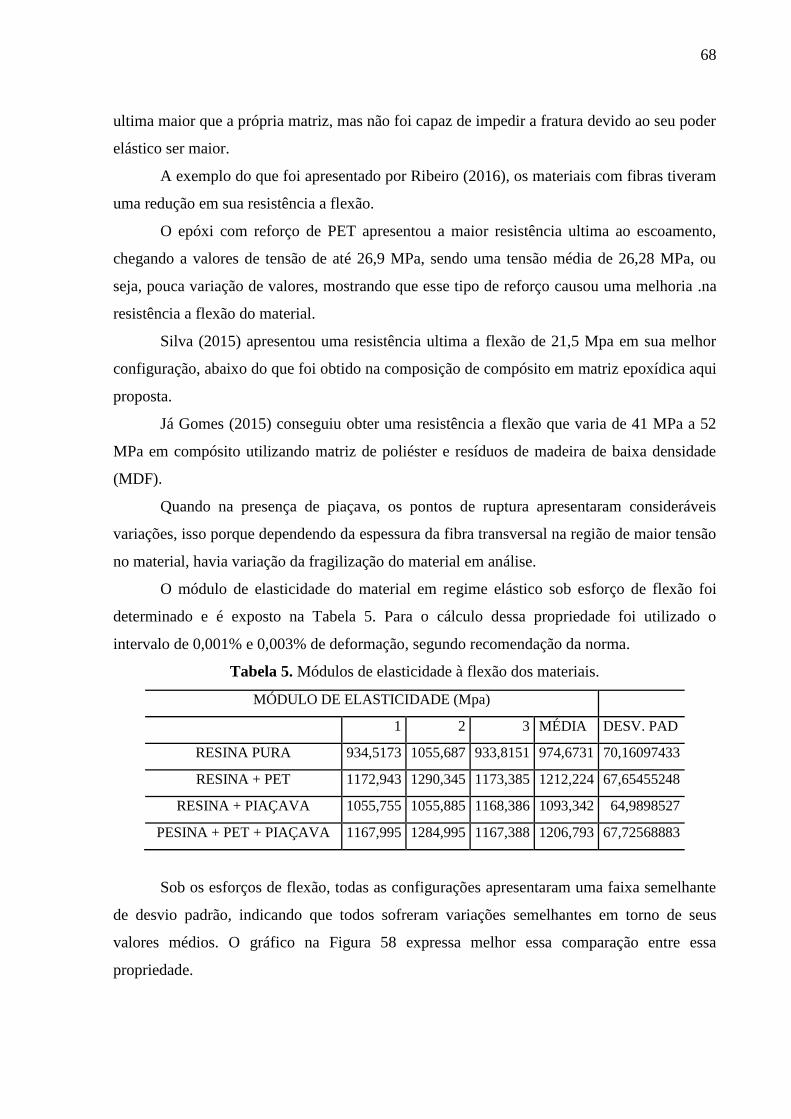
68
ultima maior que a própria matriz, mas não foi capaz de impedir a fratura devido ao seu poder
elástico ser maior.
A exemplo do que foi apresentado por Ribeiro (2016), os materiais com fibras tiveram
uma redução em sua resistência a flexão.
O epóxi com reforço de PET apresentou a maior resistência ultima ao escoamento,
chegando a valores de tensão de até 26,9 MPa, sendo uma tensão média de 26,28 MPa, ou
seja, pouca variação de valores, mostrando que esse tipo de reforço causou uma melhoria .na
resistência a flexão do material.
Silva (2015) apresentou uma resistência ultima a flexão de 21,5 Mpa em sua melhor
configuração, abaixo do que foi obtido na composição de compósito em matriz epoxídica aqui
proposta.
Já Gomes (2015) conseguiu obter uma resistência a flexão que varia de 41 MPa a 52
MPa em compósito utilizando matriz de poliéster e resíduos de madeira de baixa densidade
(MDF).
Quando na presença de piaçava, os pontos de ruptura apresentaram consideráveis
variações, isso porque dependendo da espessura da fibra transversal na região de maior tensão
no material, havia variação da fragilização do material em análise.
O módulo de elasticidade do material em regime elástico sob esforço de flexão foi
determinado e é exposto na Tabela 5. Para o cálculo dessa propriedade foi utilizado o
intervalo de 0,001% e 0,003% de deformação, segundo recomendação da norma.
Tabela 5. Módulos de elasticidade à flexão dos materiais.
MÓDULO DE ELASTICIDADE (Mpa)
1 2 3 MÉDIA DESV. PAD
RESINA PURA 934,5173 1055,687 933,8151 974,6731 70,16097433
RESINA + PET 1172,943 1290,345 1173,385 1212,224 67,65455248
RESINA + PIAÇAVA 1055,755 1055,885 1168,386 1093,342 64,9898527
PESINA + PET + PIAÇAVA 1167,995 1284,995 1167,388 1206,793 67,72568883
Sob os esforços de flexão, todas as configurações apresentaram uma faixa semelhante
de desvio padrão, indicando que todos sofreram variações semelhantes em torno de seus
valores médios. O gráfico na Figura 58 expressa melhor essa comparação entre essa
propriedade.
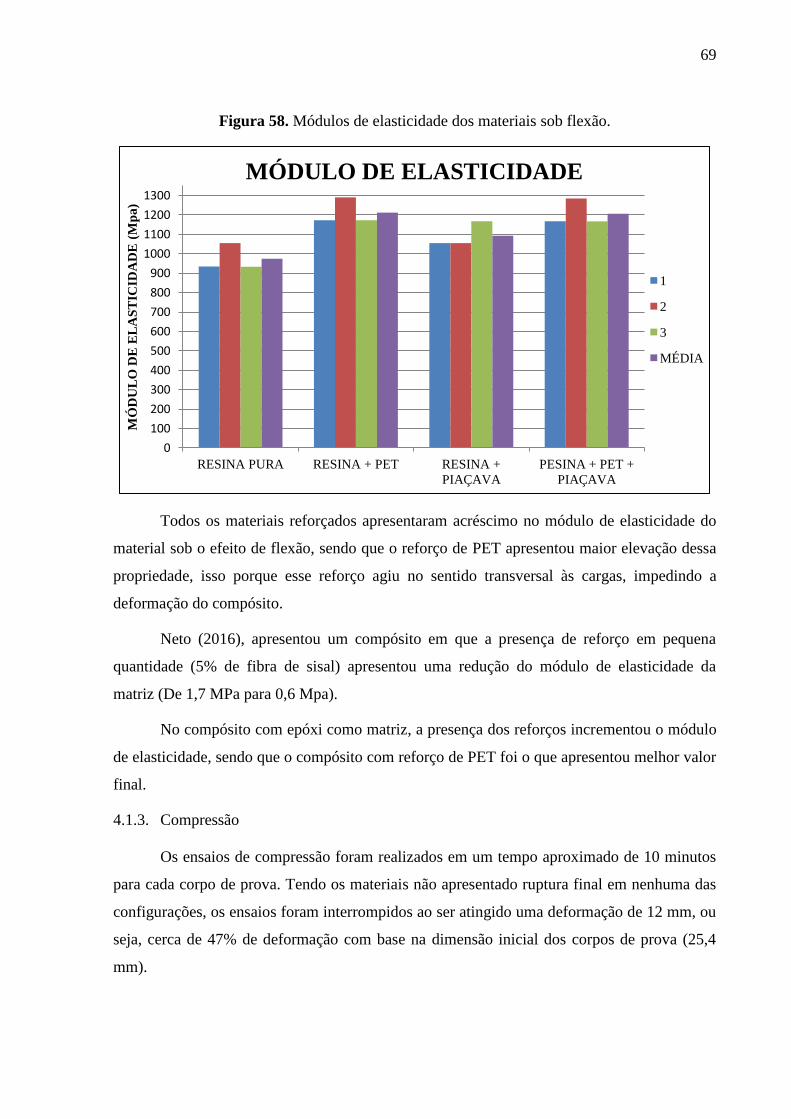
69
Figura 58. Módulos de elasticidade dos materiais sob flexão.
Todos os materiais reforçados apresentaram acréscimo no módulo de elasticidade do
material sob o efeito de flexão, sendo que o reforço de PET apresentou maior elevação dessa
propriedade, isso porque esse reforço agiu no sentido transversal às cargas, impedindo a
deformação do compósito.
Neto (2016), apresentou um compósito em que a presença de reforço em pequena
quantidade (5% de fibra de sisal) apresentou uma redução do módulo de elasticidade da
matriz (De 1,7 MPa para 0,6 Mpa).
No compósito com epóxi como matriz, a presença dos reforços incrementou o módulo
de elasticidade, sendo que o compósito com reforço de PET foi o que apresentou melhor valor
final.
4.1.3. Compressão
Os ensaios de compressão foram realizados em um tempo aproximado de 10 minutos
para cada corpo de prova. Tendo os materiais não apresentado ruptura final em nenhuma das
configurações, os ensaios foram interrompidos ao ser atingido uma deformação de 12 mm, ou
seja, cerca de 47% de deformação com base na dimensão inicial dos corpos de prova (25,4
mm).
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
RESINA PURA RESINA + PET RESINA +
PIAÇAVA
PESINA + PET +
PIAÇAVA
MÓ
DU
LO
DE
EL
AS
TIC
IDA
DE
(M
pa
)
MÓDULO DE ELASTICIDADE
1
2
3
MÉDIA
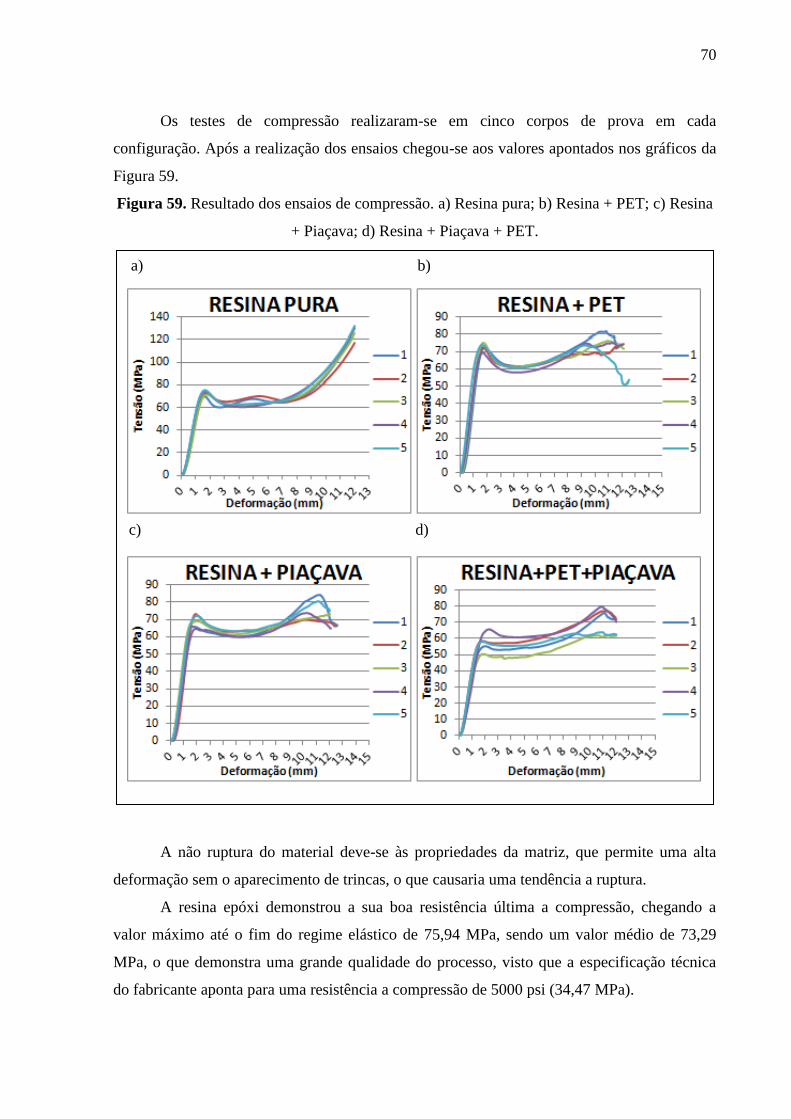
70
Os testes de compressão realizaram-se em cinco corpos de prova em cada
configuração. Após a realização dos ensaios chegou-se aos valores apontados nos gráficos da
Figura 59.
Figura 59. Resultado dos ensaios de compressão. a) Resina pura; b) Resina + PET; c) Resina
+ Piaçava; d) Resina + Piaçava + PET.
A não ruptura do material deve-se às propriedades da matriz, que permite uma alta
deformação sem o aparecimento de trincas, o que causaria uma tendência a ruptura.
A resina epóxi demonstrou a sua boa resistência última a compressão, chegando a
valor máximo até o fim do regime elástico de 75,94 MPa, sendo um valor médio de 73,29
MPa, o que demonstra uma grande qualidade do processo, visto que a especificação técnica
do fabricante aponta para uma resistência a compressão de 5000 psi (34,47 MPa).
a) b)
c) d)
71
Uma característica interessante apresentado pela resina foi um comportamento
semelhante a uma deformação elástica durante o regime de deformação plástica (Uma curva
contínua e ascendente).
O compósito reforçado com PET, apesar do comportamento totalmente sem
uniformidade durante o regime plástico, apresentou valores de máxima deformação elástica
bem próximos aos do epóxi puro. Apesar de não ter ultrapassado o valor de resistência,
apresentou maior representação média (Máximo de 75,11 MPa e média de 73,88 MPa).
Comparando o desvio padrão dos dois componentes, o reforço de PET foi menor (1,11
MPa contra 2,20 MPa), ou seja, o PET conferiu maior grau de repetibilidade dos valores.
O compósito de piaçava apresentou valor de máxima tensão em regime elástico de
73,33 MPa, sendo uma média de 68,91 MPa com um desvio padrão de 3,91 MPa, ou seja,
uma certa inconstância dos valores se comparado com as duas configurações anteriores.
Já o material híbrido apresentou forte inconstância nos resultados, além de um baixo
valor de tensão ultima em regime elástico (Máximo de 65,88 MPa de tensão máxima, média
de 57,70 MPa e desvio padrão de 5,66 MPa). Tal fato é atribuído à baixa interação entre os
três componentes juntos.
Quando realizado uma comparação com o Polietileno de alta densidade utilizado por
Candian et. al. (2009) verifica-se uma enorme melhora dos resultados, visto que o PEAD puro
apresentou uma resistência ao escoamento de 14,11 MPa, enquanto que todas as
configurações de compósito proposto por esse trabalho apresentaram uma resistência ao
escoamento maior que 50 MPa.
Já Oliveira (2013) apresentou valores de 134,15 MPa para um laminado de
Kevlar/carbono, 127,85 MPa para uma laminado de carbon e vidro, e 74,14 MPa para o
laminado de Kevlar e vidro.
O módulo de elasticidade de Oliveira (2013) apresentou valores de 4,96 GPa para o
laminado de Kevlar e Carbono, 2,39 GPa para Carbono e vidro, 1,89 GPa para o Kevlar e
vidro.
Quanto ao módulo de elasticidade nesse tipo de esforço, vê-se na Tabela 6 que o
compósito com reforço de PET apresentou valores próximos (repercutindo os valores de
tensão ultima ao escoamento) aos da resina pura, entretanto com maior estabilidade, o que é
observado pelos valores do desvio padrão menores.
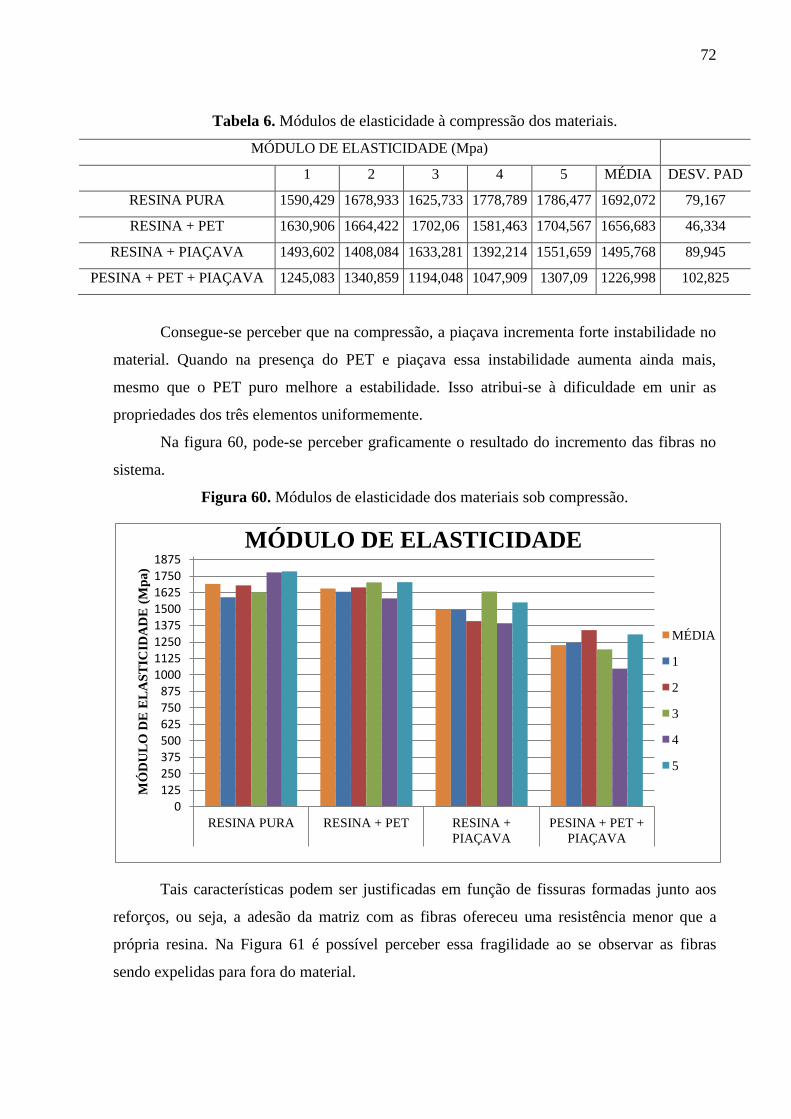
72
Tabela 6. Módulos de elasticidade à compressão dos materiais.
MÓDULO DE ELASTICIDADE (Mpa)
1 2 3 4 5 MÉDIA DESV. PAD
RESINA PURA 1590,429 1678,933 1625,733 1778,789 1786,477 1692,072 79,167
RESINA + PET 1630,906 1664,422 1702,06 1581,463 1704,567 1656,683 46,334
RESINA + PIAÇAVA 1493,602 1408,084 1633,281 1392,214 1551,659 1495,768 89,945
PESINA + PET + PIAÇAVA 1245,083 1340,859 1194,048 1047,909 1307,09 1226,998 102,825
Consegue-se perceber que na compressão, a piaçava incrementa forte instabilidade no
material. Quando na presença do PET e piaçava essa instabilidade aumenta ainda mais,
mesmo que o PET puro melhore a estabilidade. Isso atribui-se à dificuldade em unir as
propriedades dos três elementos uniformemente.
Na figura 60, pode-se perceber graficamente o resultado do incremento das fibras no
sistema.
Figura 60. Módulos de elasticidade dos materiais sob compressão.
Tais características podem ser justificadas em função de fissuras formadas junto aos
reforços, ou seja, a adesão da matriz com as fibras ofereceu uma resistência menor que a
própria resina. Na Figura 61 é possível perceber essa fragilidade ao se observar as fibras
sendo expelidas para fora do material.
0 125 250 375 500 625 750 875
1000 1125 1250 1375 1500 1625 1750 1875
RESINA PURA RESINA + PET RESINA +
PIAÇAVA
PESINA + PET +
PIAÇAVA
MÓ
DU
LO
DE
EL
AS
TIC
IDA
DE
(M
pa
)
MÓDULO DE ELASTICIDADE
MÉDIA
1
2
3
4
5
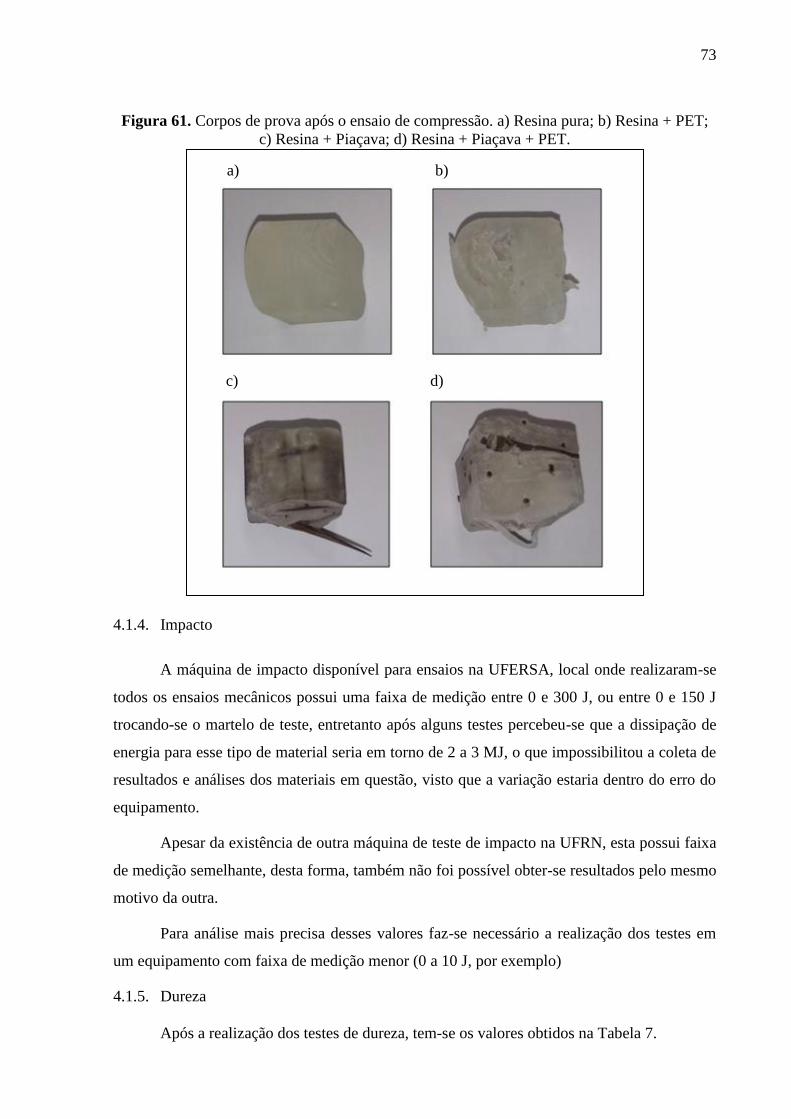
73
Figura 61. Corpos de prova após o ensaio de compressão. a) Resina pura; b) Resina + PET;
c) Resina + Piaçava; d) Resina + Piaçava + PET.
4.1.4. Impacto
A máquina de impacto disponível para ensaios na UFERSA, local onde realizaram-se
todos os ensaios mecânicos possui uma faixa de medição entre 0 e 300 J, ou entre 0 e 150 J
trocando-se o martelo de teste, entretanto após alguns testes percebeu-se que a dissipação de
energia para esse tipo de material seria em torno de 2 a 3 MJ, o que impossibilitou a coleta de
resultados e análises dos materiais em questão, visto que a variação estaria dentro do erro do
equipamento.
Apesar da existência de outra máquina de teste de impacto na UFRN, esta possui faixa
de medição semelhante, desta forma, também não foi possível obter-se resultados pelo mesmo
motivo da outra.
Para análise mais precisa desses valores faz-se necessário a realização dos testes em
um equipamento com faixa de medição menor (0 a 10 J, por exemplo)
4.1.5. Dureza
Após a realização dos testes de dureza, tem-se os valores obtidos na Tabela 7.
a) b)
c) d)

74
Tabela 7. Resultados dos ensaios de dureza
Resina pura
Resina e piaçava
Resina e PET
Resina, PET e
Piaçava
97 98 97 97
98 98 97 97
97 99 97 96
97 97 98 97
99 96 97 96
98 97 98 96
97 96 97 96
98 96 97 97
97 97 98 97
97 96 98 97
Média 97,4
96,9
97,4
96,6
Desv. Pad. 0,5 0,8 0,5 0,5
A média e o desvio padrão foram calculados excluindo-se os valores em destaque na
tabela (Maior e menor valor de cada amostra) como um artifício estatístico para minimizar
eventuais erros de medição durante os procedimentos de ensaio, ou qualquer intempérie que
venha a ter interferido nos valores.
Observa-se que a resistência superficial não sofreu alteração significativa com a
adição das fibras de PET, onde os valores se repetiram. Isso é justificado em função da fibra
de PET ser de baixa espessura, o que o manteve fora da superfície, de tal forma que a
resistência superficial ficou sob a exclusiva influência da matriz.
Quando na presença de Piaçava, a superfície sofreu pequena variação (Inferior a 1%),
o que também é considerado irrelevante. A pequena variação é explicada pela interferência da
piaçava (Que possui espessura mais significante que o PET) na superfície. Essa interferência
reduziu um pouco a dureza superficial do material.
Em análise com os resultado de Ribeiro (2016), nota-se uma grande melhora nos
valores de dureza Shore. Enquanto que Ribeiro (2016) apresentou uma dureaza Shore de
69±0,44, a mesma resina moldada por RTM atingiu valor médio de 97,4, ou seja, uma dureza
superficial mais de 40% maior.
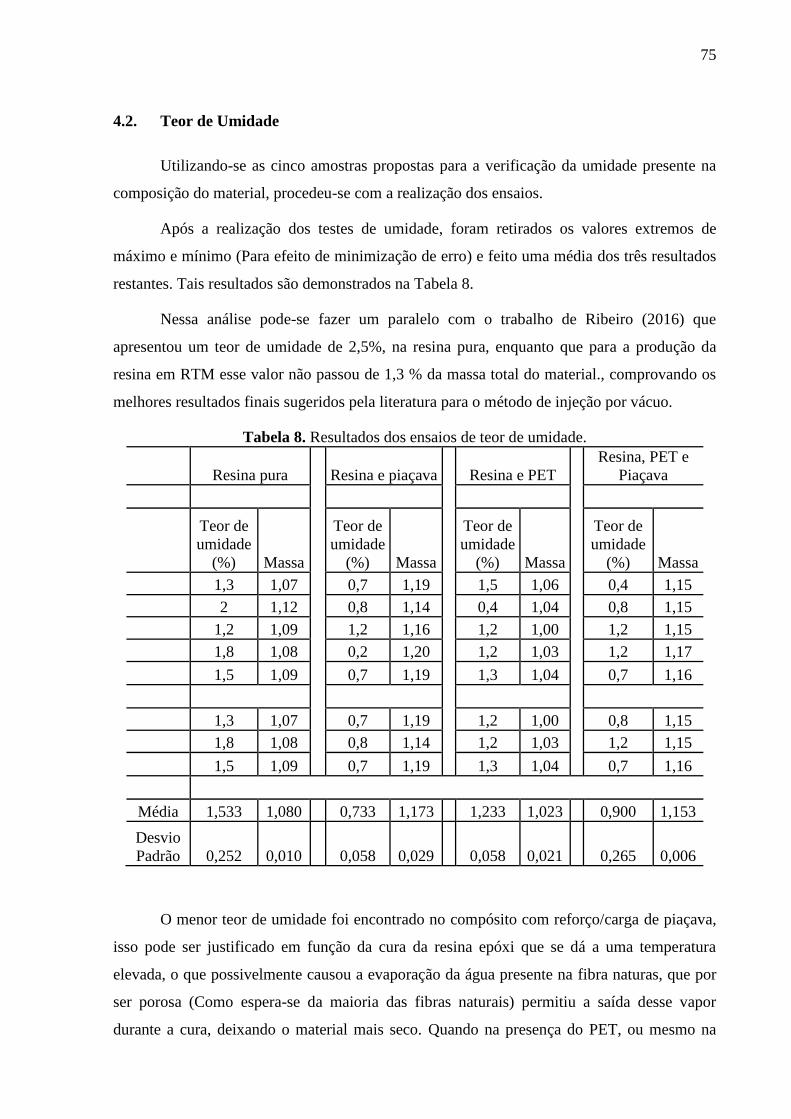
75
4.2. Teor de Umidade
Utilizando-se as cinco amostras propostas para a verificação da umidade presente na
composição do material, procedeu-se com a realização dos ensaios.
Após a realização dos testes de umidade, foram retirados os valores extremos de
máximo e mínimo (Para efeito de minimização de erro) e feito uma média dos três resultados
restantes. Tais resultados são demonstrados na Tabela 8.
Nessa análise pode-se fazer um paralelo com o trabalho de Ribeiro (2016) que
apresentou um teor de umidade de 2,5%, na resina pura, enquanto que para a produção da
resina em RTM esse valor não passou de 1,3 % da massa total do material., comprovando os
melhores resultados finais sugeridos pela literatura para o método de injeção por vácuo.
Tabela 8. Resultados dos ensaios de teor de umidade.
Resina pura
Resina e piaçava
Resina e PET
Resina, PET e
Piaçava
Teor de
umidade
(%) Massa
Teor de
umidade
(%) Massa
Teor de
umidade
(%) Massa
Teor de
umidade
(%) Massa
1,3 1,07 0,7 1,19 1,5 1,06 0,4 1,15
2 1,12 0,8 1,14 0,4 1,04 0,8 1,15
1,2 1,09 1,2 1,16 1,2 1,00 1,2 1,15
1,8 1,08 0,2 1,20 1,2 1,03 1,2 1,17
1,5 1,09 0,7 1,19 1,3 1,04 0,7 1,16
1,3 1,07 0,7 1,19 1,2 1,00 0,8 1,15
1,8 1,08 0,8 1,14 1,2 1,03 1,2 1,15
1,5 1,09 0,7 1,19 1,3 1,04 0,7 1,16
Média 1,533 1,080 0,733 1,173 1,233 1,023 0,900 1,153
Desvio
Padrão 0,252 0,010 0,058 0,029 0,058 0,021 0,265 0,006
O menor teor de umidade foi encontrado no compósito com reforço/carga de piaçava,
isso pode ser justificado em função da cura da resina epóxi que se dá a uma temperatura
elevada, o que possivelmente causou a evaporação da água presente na fibra naturas, que por
ser porosa (Como espera-se da maioria das fibras naturais) permitiu a saída desse vapor
durante a cura, deixando o material mais seco. Quando na presença do PET, ou mesmo na
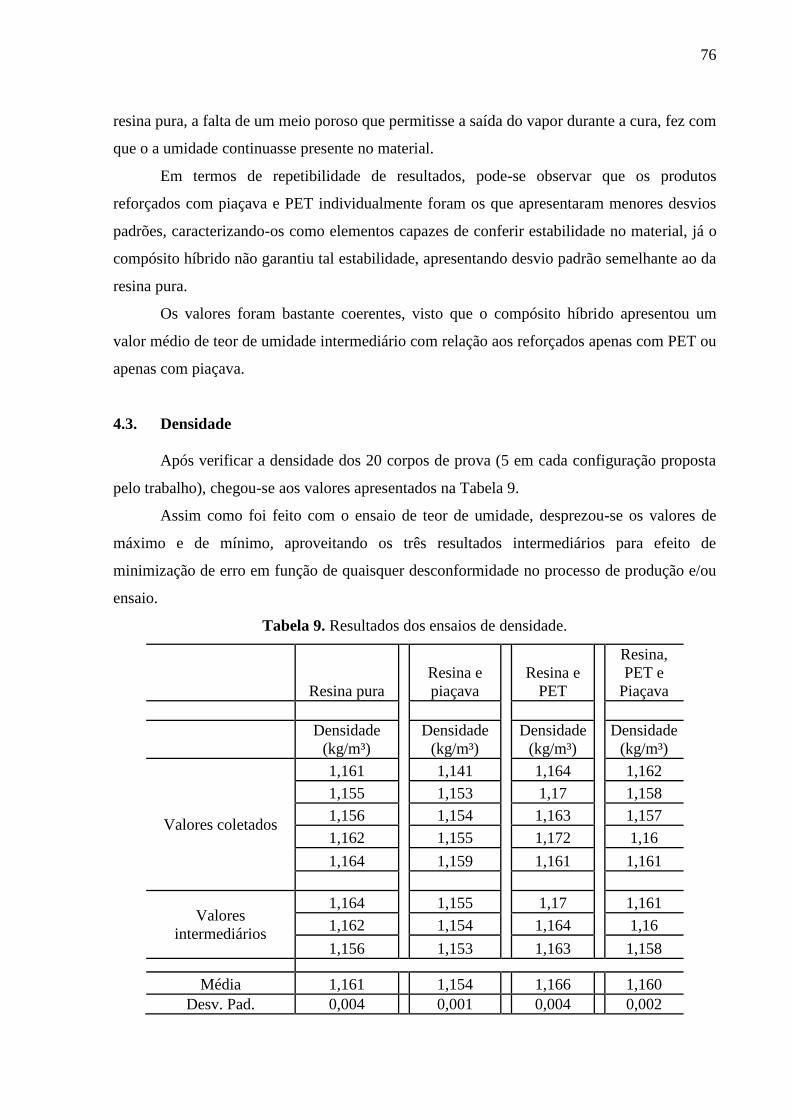
76
resina pura, a falta de um meio poroso que permitisse a saída do vapor durante a cura, fez com
que o a umidade continuasse presente no material.
Em termos de repetibilidade de resultados, pode-se observar que os produtos
reforçados com piaçava e PET individualmente foram os que apresentaram menores desvios
padrões, caracterizando-os como elementos capazes de conferir estabilidade no material, já o
compósito híbrido não garantiu tal estabilidade, apresentando desvio padrão semelhante ao da
resina pura.
Os valores foram bastante coerentes, visto que o compósito híbrido apresentou um
valor médio de teor de umidade intermediário com relação aos reforçados apenas com PET ou
apenas com piaçava.
4.3. Densidade
Após verificar a densidade dos 20 corpos de prova (5 em cada configuração proposta
pelo trabalho), chegou-se aos valores apresentados na Tabela 9.
Assim como foi feito com o ensaio de teor de umidade, desprezou-se os valores de
máximo e de mínimo, aproveitando os três resultados intermediários para efeito de
minimização de erro em função de quaisquer desconformidade no processo de produção e/ou
ensaio.
Tabela 9. Resultados dos ensaios de densidade.
Resina pura
Resina e
piaçava
Resina e
PET
Resina,
PET e
Piaçava
Densidade
(kg/m³)
Densidade
(kg/m³)
Densidade
(kg/m³)
Densidade
(kg/m³)
Valores coletados
1,161 1,141 1,164 1,162
1,155 1,153 1,17 1,158
1,156 1,154 1,163 1,157
1,162 1,155 1,172 1,16
1,164 1,159 1,161 1,161
Valores
intermediários
1,164 1,155 1,17 1,161
1,162 1,154 1,164 1,16
1,156 1,153 1,163 1,158
Média 1,161 1,154 1,166 1,160
Desv. Pad. 0,004 0,001 0,004 0,002
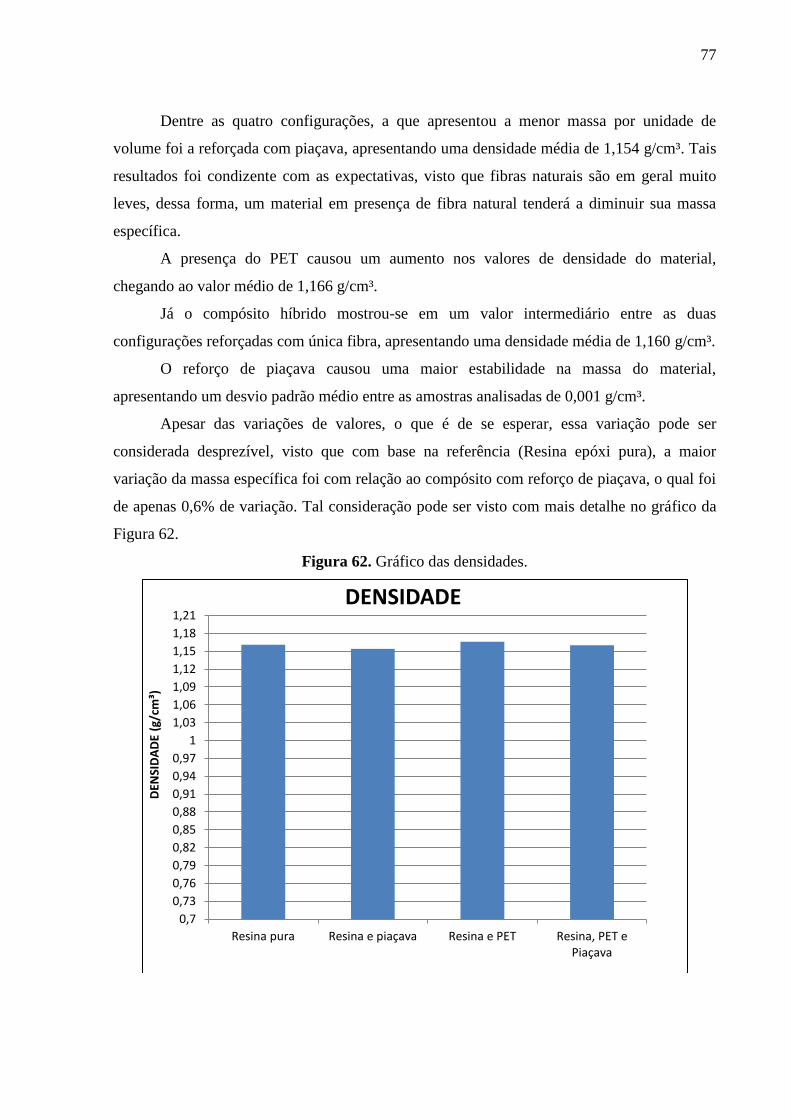
77
Dentre as quatro configurações, a que apresentou a menor massa por unidade de
volume foi a reforçada com piaçava, apresentando uma densidade média de 1,154 g/cm³. Tais
resultados foi condizente com as expectativas, visto que fibras naturais são em geral muito
leves, dessa forma, um material em presença de fibra natural tenderá a diminuir sua massa
específica.
A presença do PET causou um aumento nos valores de densidade do material,
chegando ao valor médio de 1,166 g/cm³.
Já o compósito híbrido mostrou-se em um valor intermediário entre as duas
configurações reforçadas com única fibra, apresentando uma densidade média de 1,160 g/cm³.
O reforço de piaçava causou uma maior estabilidade na massa do material,
apresentando um desvio padrão médio entre as amostras analisadas de 0,001 g/cm³.
Apesar das variações de valores, o que é de se esperar, essa variação pode ser
considerada desprezível, visto que com base na referência (Resina epóxi pura), a maior
variação da massa específica foi com relação ao compósito com reforço de piaçava, o qual foi
de apenas 0,6% de variação. Tal consideração pode ser visto com mais detalhe no gráfico da
Figura 62.
Figura 62. Gráfico das densidades.
0,7
0,73
0,76
0,79
0,82
0,85
0,88
0,91
0,94
0,97
1
1,03
1,06
1,09
1,12
1,15
1,18
1,21
Resina pura Resina e piaçava Resina e PET Resina, PET e Piaçava
DEN
SID
AD
E (g
/cm
³)
DENSIDADE
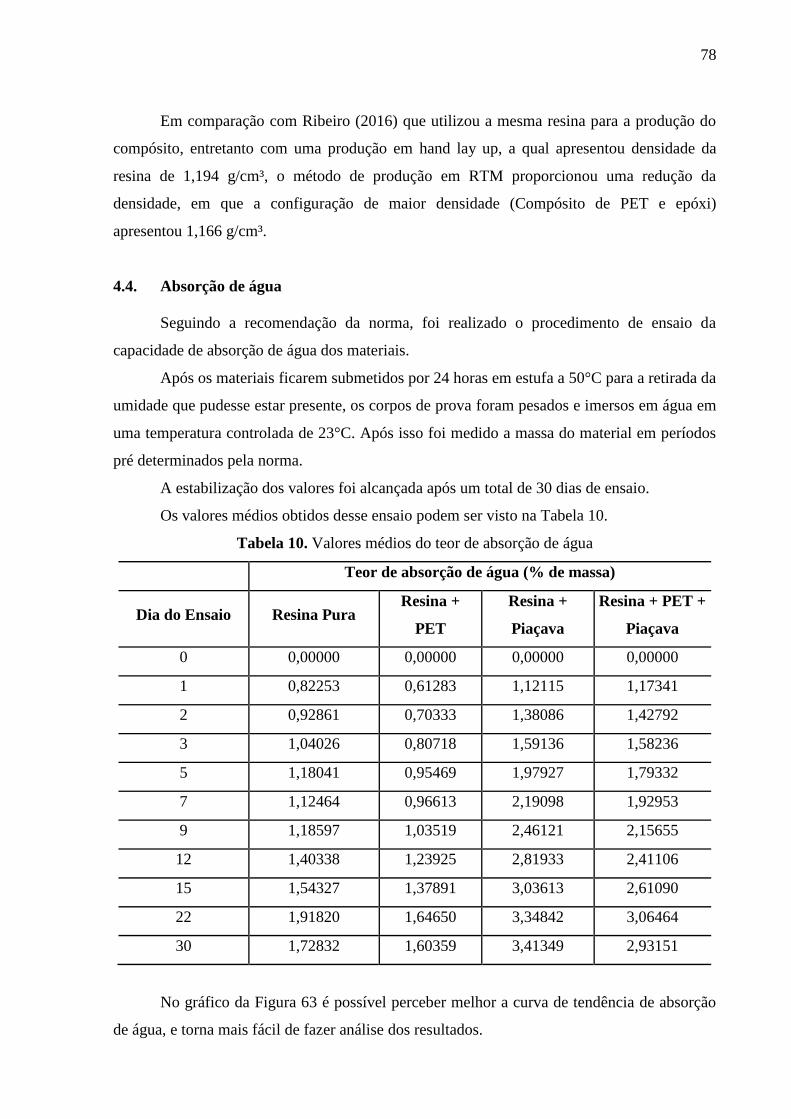
78
Em comparação com Ribeiro (2016) que utilizou a mesma resina para a produção do
compósito, entretanto com uma produção em hand lay up, a qual apresentou densidade da
resina de 1,194 g/cm³, o método de produção em RTM proporcionou uma redução da
densidade, em que a configuração de maior densidade (Compósito de PET e epóxi)
apresentou 1,166 g/cm³.
4.4. Absorção de água
Seguindo a recomendação da norma, foi realizado o procedimento de ensaio da
capacidade de absorção de água dos materiais.
Após os materiais ficarem submetidos por 24 horas em estufa a 50°C para a retirada da
umidade que pudesse estar presente, os corpos de prova foram pesados e imersos em água em
uma temperatura controlada de 23°C. Após isso foi medido a massa do material em períodos
pré determinados pela norma.
A estabilização dos valores foi alcançada após um total de 30 dias de ensaio.
Os valores médios obtidos desse ensaio podem ser visto na Tabela 10.
Tabela 10. Valores médios do teor de absorção de água
Teor de absorção de água (% de massa)
Dia do Ensaio Resina Pura Resina +
PET
Resina +
Piaçava
Resina + PET +
Piaçava
0 0,00000 0,00000 0,00000 0,00000
1 0,82253 0,61283 1,12115 1,17341
2 0,92861 0,70333 1,38086 1,42792
3 1,04026 0,80718 1,59136 1,58236
5 1,18041 0,95469 1,97927 1,79332
7 1,12464 0,96613 2,19098 1,92953
9 1,18597 1,03519 2,46121 2,15655
12 1,40338 1,23925 2,81933 2,41106
15 1,54327 1,37891 3,03613 2,61090
22 1,91820 1,64650 3,34842 3,06464
30 1,72832 1,60359 3,41349 2,93151
No gráfico da Figura 63 é possível perceber melhor a curva de tendência de absorção
de água, e torna mais fácil de fazer análise dos resultados.

79
Figura 63. Gráfico da absorção de água ao longo dos dias de imersão.
Os dados utilizados para a plotagem do gráfico foram com os valores a partir do
primeiro dia de imersão, tal fato foi feito para que fosse possível a criação da equação
logarítmica que rege cada uma das curvas, visto que, com o primeiro valor nulo não seria
matematicamente possível a criação de tal equação.
O ensaio foi suspenso quando obteve-se a repetição de valores em dois ensaios
consecutivos. A norma sugere que essa finalização ocorra quando duas medições consecutivas
(em um intervalo de uma semana entre um e outro) seja inferior a 1% de variação nos valores
de teor de água. No caso dos resultados desse trabalho ocorreu uma pequena diminuição dos
valores, sendo essa diminuição atribuída a um pequeno erro de medição, visto que todo o
processo é feito de forma manual, possibilitando algum tipo de variação nos valores por
diversos motivos.
Observando os resultados obtidos, foi possível perceber que a inserção do PET
diminuiu a quantidade de vazios no material, isso já que a absorção de água se dá pelo
preenchimento dos vazios existentes no material, logo, como uma quantidade menor desses
espaços internos, houve uma diminuição da quantidade de água absorvida.
Opondo-se ao resultado do compósito de PET, a inserção de piaçava causou um
aumento da porosidade geral do material, fazendo com que este material tivesse uma absorção
de água que chegou a aproximadamente o dobro do que foi percebido na resina pura (3,41%
contra 1,73%). Tal fato é justificado pela porosidade da fibra natural, que permitiu a entrada
de fluido através de seus fibramentos internos.
No ponto de vista dessa análise, o compósito reforçado com PET se mostrou mais
satisfatório no que diz respeito a utilização em meio ao tempo, podendo ser aplicado em dias
y = 0,303ln(x) + 0,7049 R² = 0,8604
y = 0,3196ln(x) + 0,4801 R² = 0,9186
y = 0,576ln(x) + 1,0004 R² = 0,95
y = 0,7457ln(x) + 0,9002 R² = 0,9748 0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
-2 1 4 7 10 13 16 19 22 25 28 31
Taxa
de
ab
sorç
ão (
%)
Dias de imerção
Média resina
Média Pet
Média Misto
Média Piaçava

80
chuvosos sem que haja a absorção de muita quantidade de água que venha a prejudicar sua
estrutura, ou até mesmo aumentar significativamente sua massa, vindo a comprometer o peso
inicial do projeto.
Os valores obtidos estão inferiores aos de Silva (2015) que trabalhou com resina de
poliéster como matriz, a qual apresentou 2,5% de absorção quando pura. Na adição de
resíduos de dendê o compósito chegou a absorver até 4% em determinadas configurações.
4.5. Resultados Térmicos
O ensaio realizado com o KD2 – PRO gerou os resultados de quatro propriedades
térmicas do material (Condutividade Térmica; Resistividade Térmica; Calor específico; e
Difusividade Térmica), os quais são discutidos individualmente, com suas respectivas
considerações.
4.5.1. Condutividade e resistividade térmica.
Em função da correlação entre as duas propriedades, os resultados de condutividade e
resistividade térmica serão expostos em uma análise conjunta.
Dessa forma tem-se na Figura 64 e Figura 65 os gráficos com o comparativo dos
valores dessas duas propriedades para análise.
Figura 64. Gráfico da condutividade térmica dos materiais
0,000
0,025
0,050
0,075
0,100
0,125
0,150
0,175
0,200
Resina Resina + PET Resina + PET + Piaçava
Resina + Piaçava
Condutividade Térmica (W/m.K)
1
2
3
Média
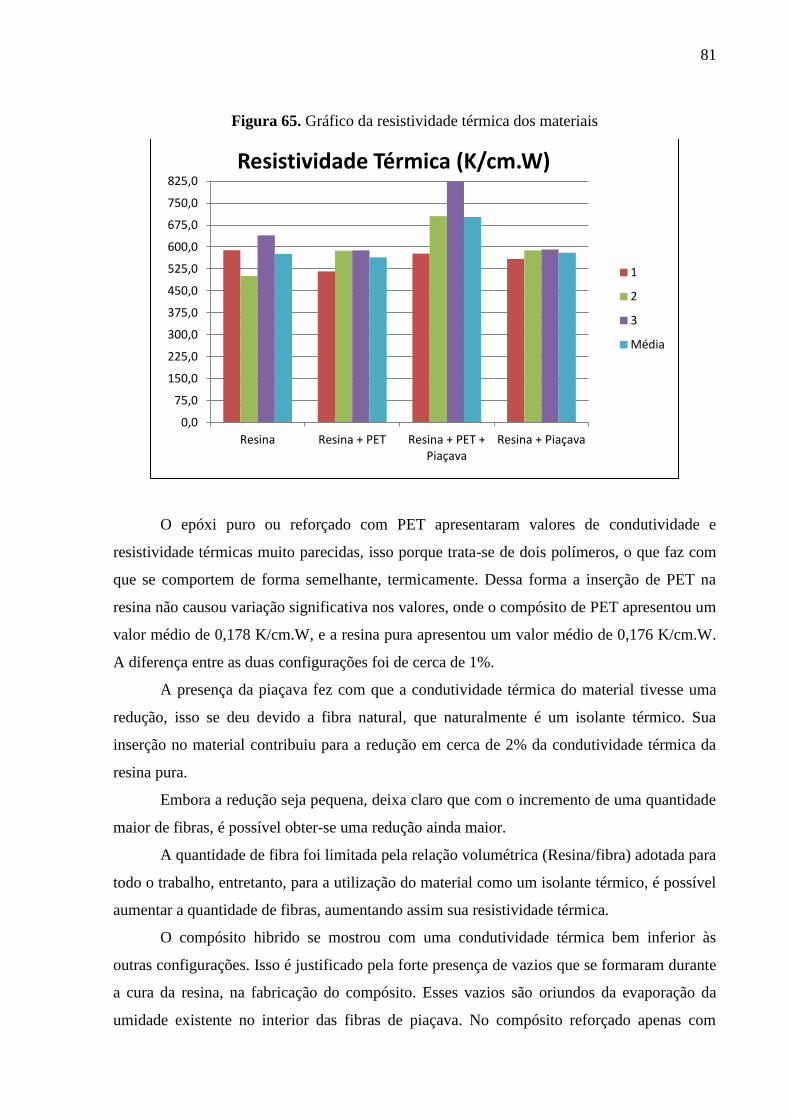
81
Figura 65. Gráfico da resistividade térmica dos materiais
O epóxi puro ou reforçado com PET apresentaram valores de condutividade e
resistividade térmicas muito parecidas, isso porque trata-se de dois polímeros, o que faz com
que se comportem de forma semelhante, termicamente. Dessa forma a inserção de PET na
resina não causou variação significativa nos valores, onde o compósito de PET apresentou um
valor médio de 0,178 K/cm.W, e a resina pura apresentou um valor médio de 0,176 K/cm.W.
A diferença entre as duas configurações foi de cerca de 1%.
A presença da piaçava fez com que a condutividade térmica do material tivesse uma
redução, isso se deu devido a fibra natural, que naturalmente é um isolante térmico. Sua
inserção no material contribuiu para a redução em cerca de 2% da condutividade térmica da
resina pura.
Embora a redução seja pequena, deixa claro que com o incremento de uma quantidade
maior de fibras, é possível obter-se uma redução ainda maior.
A quantidade de fibra foi limitada pela relação volumétrica (Resina/fibra) adotada para
todo o trabalho, entretanto, para a utilização do material como um isolante térmico, é possível
aumentar a quantidade de fibras, aumentando assim sua resistividade térmica.
O compósito hibrido se mostrou com uma condutividade térmica bem inferior às
outras configurações. Isso é justificado pela forte presença de vazios que se formaram durante
a cura da resina, na fabricação do compósito. Esses vazios são oriundos da evaporação da
umidade existente no interior das fibras de piaçava. No compósito reforçado apenas com
0,0
75,0
150,0
225,0
300,0
375,0
450,0
525,0
600,0
675,0
750,0
825,0
Resina Resina + PET Resina + PET + Piaçava
Resina + Piaçava
Resistividade Térmica (K/cm.W)
1
2
3
Média

82
piaçava esses vazios puderam fluir para as extremidades do material, entretanto, na presença
do PET, este agiu como uma barreira, mantendo as bolhas no interior da estrutura.
A confecção de corpos de prova muito espessos tem se mostrado ineficiente pelo
método de RTM, isso porque a pressão negativa no interior do molde durante a cura permite a
expansão de gases oriundos das fibras naturais, dificultando a repetibilidade de resultados.
Quando comparado com os valores obtidos por Filho (2015), que desenvolveu um
compósito utilizando látex como matriz, o compósito de epóxi obteve valores bastante
parecidos, sendo que o compósito híbrido de epóxi obteve condutividade média de 0,145
W/m.K, deixando-o como um isolante melhor que o látex, que apresenta condutividade
térmica média de 0,152 W/m.K.
4.5.2. Calor Específico
A análise do calor específico das configurações dos compósitos em estudo será feita
em função da Figura 66, a qual expõe o gráfico em barras com todos os valores coletados para
cada uma das configurações.
Figura 66. Gráfico do calor específico dos materiais
Fazendo a análise geral das quatro configurações baseados nos valores médios, tem-se
que o maior calor específico está no compósito de piaçava, o qual apresentou um calor
específico médio de 1,788 MJ/m³.K.
0,000
0,250
0,500
0,750
1,000
1,250
1,500
1,750
2,000
2,250
Resina Resina + PET Resina + PET + Piaçava
Resina + Piaçava
Calor específico(MJ/m³.K)
1
2
3
Média
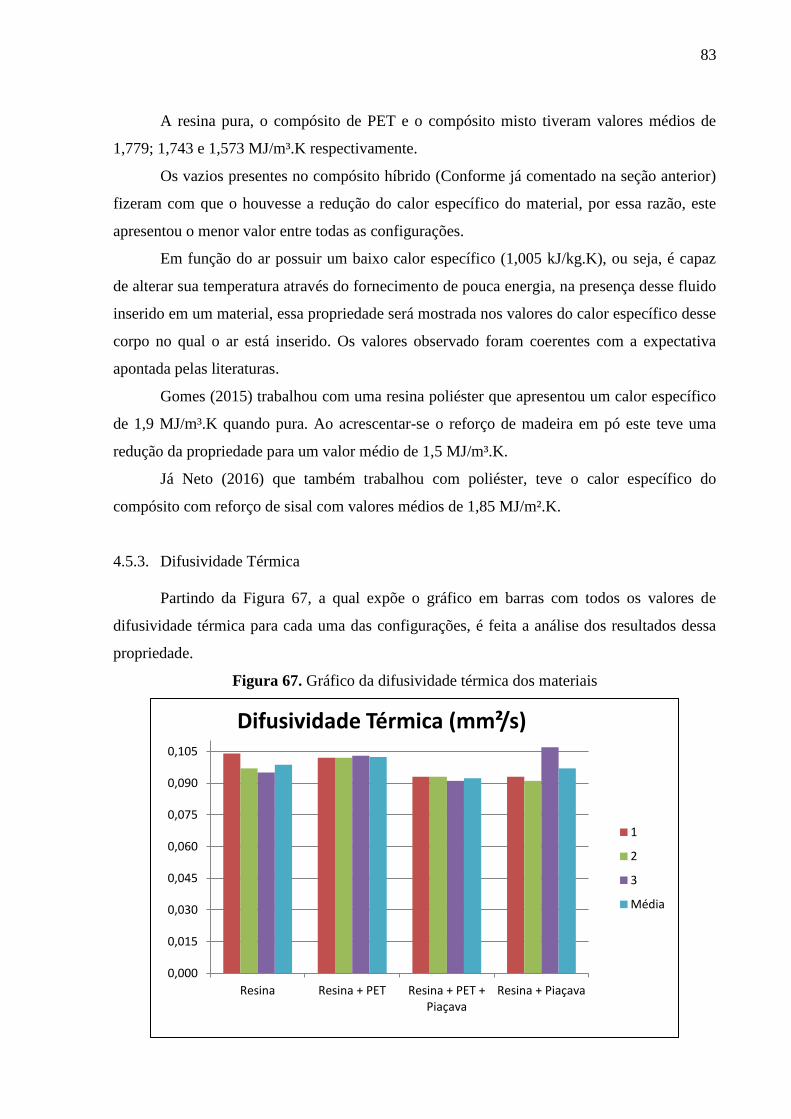
83
A resina pura, o compósito de PET e o compósito misto tiveram valores médios de
1,779; 1,743 e 1,573 MJ/m³.K respectivamente.
Os vazios presentes no compósito híbrido (Conforme já comentado na seção anterior)
fizeram com que o houvesse a redução do calor específico do material, por essa razão, este
apresentou o menor valor entre todas as configurações.
Em função do ar possuir um baixo calor específico (1,005 kJ/kg.K), ou seja, é capaz
de alterar sua temperatura através do fornecimento de pouca energia, na presença desse fluido
inserido em um material, essa propriedade será mostrada nos valores do calor específico desse
corpo no qual o ar está inserido. Os valores observado foram coerentes com a expectativa
apontada pelas literaturas.
Gomes (2015) trabalhou com uma resina poliéster que apresentou um calor específico
de 1,9 MJ/m³.K quando pura. Ao acrescentar-se o reforço de madeira em pó este teve uma
redução da propriedade para um valor médio de 1,5 MJ/m³.K.
Já Neto (2016) que também trabalhou com poliéster, teve o calor específico do
compósito com reforço de sisal com valores médios de 1,85 MJ/m².K.
4.5.3. Difusividade Térmica
Partindo da Figura 67, a qual expõe o gráfico em barras com todos os valores de
difusividade térmica para cada uma das configurações, é feita a análise dos resultados dessa
propriedade.
Figura 67. Gráfico da difusividade térmica dos materiais
0,000
0,015
0,030
0,045
0,060
0,075
0,090
0,105
Resina Resina + PET Resina + PET + Piaçava
Resina + Piaçava
Difusividade Térmica (mm²/s)
1
2
3
Média
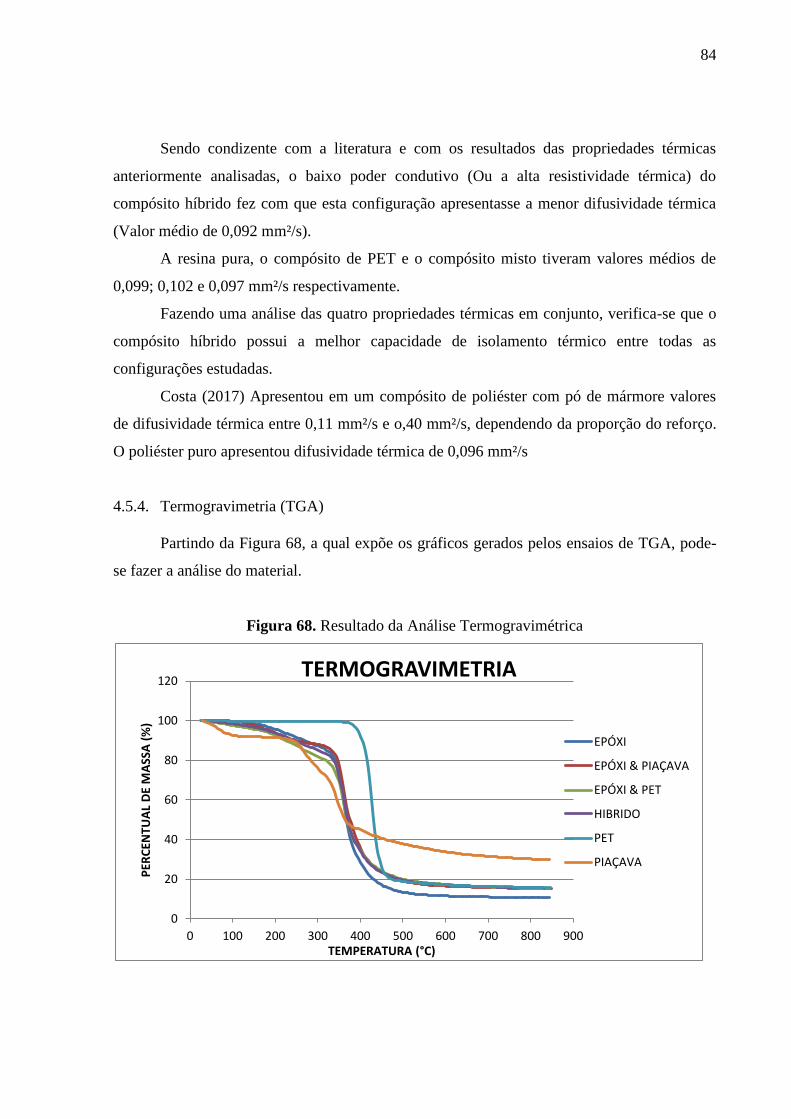
84
Sendo condizente com a literatura e com os resultados das propriedades térmicas
anteriormente analisadas, o baixo poder condutivo (Ou a alta resistividade térmica) do
compósito híbrido fez com que esta configuração apresentasse a menor difusividade térmica
(Valor médio de 0,092 mm²/s).
A resina pura, o compósito de PET e o compósito misto tiveram valores médios de
0,099; 0,102 e 0,097 mm²/s respectivamente.
Fazendo uma análise das quatro propriedades térmicas em conjunto, verifica-se que o
compósito híbrido possui a melhor capacidade de isolamento térmico entre todas as
configurações estudadas.
Costa (2017) Apresentou em um compósito de poliéster com pó de mármore valores
de difusividade térmica entre 0,11 mm²/s e o,40 mm²/s, dependendo da proporção do reforço.
O poliéster puro apresentou difusividade térmica de 0,096 mm²/s
4.5.4. Termogravimetria (TGA)
Partindo da Figura 68, a qual expõe os gráficos gerados pelos ensaios de TGA, pode-
se fazer a análise do material.
Figura 68. Resultado da Análise Termogravimétrica
0
20
40
60
80
100
120
0 100 200 300 400 500 600 700 800 900
PER
CEN
TUA
L D
E M
ASS
A (
%)
TEMPERATURA (°C)
TERMOGRAVIMETRIA
EPÓXI
EPÓXI & PIAÇAVA
EPÓXI & PET
HIBRIDO
PET
PIAÇAVA
85
Quando analisado os resultados individuais de cada componente, observa-se a boa
resistência à degradação do PET, que só inicia a redução de massa após os 380°C. A piaçava
possui a menor resistência inicial à temperatura, iniciando a perda de massa logo aos 54°C,
entretanto essa perda de massa da fibra natural ocorre sem uniformidade e não degrada
completamente, mantendo um teor de massa final de 27% da massa inicial, enquanto que
todos os outros elementos sofrem degradação até os 15% da massa inicial. O epóxi desintegra
90% de sua massa inicial.
Em todas as configurações de compósito com as fibras teve-se uma redução na
degradação final do material, fazendo com que a degradação total do material não
ultrapassasse os 85% da massa inicial.
Embora a piaçava pura sofra uma degradação final de no máximo 73%, quando na
estrutura de compósito a fibra natural se comportou igual à fibra de PET, degradando 85% de
toda a massa.
Devido à baixa concentração de fibras utilizadas, os resultados do ensaio de
Termogravimetria não teve variação significativa em todos os compósitos, deixando-os com
características semelhantes.

86
5. CONCLUSÕES
1 – Foi possível a obtenção das fibras de PET em padrões satisfatórios para a
utilização em materiais compósitos.
2 – Em grandes quantidades de resina, onde a dissipação de calor não seja suficiente e
a temperatura de cura do epóxi fique elevada, o PET sofre alteração pelo encruamento de suas
fibras, sendo assim, faz-se necessário um sistema de resfriamento para garantir as
propriedades originais do material.
3 – Devido à dificuldade de se obter fibras de piaçava em pequena espessura (Visto
que se trabalhou com fibras entre 1,0 mm 2,0 mm), em situações de resistência mecânica
(Tração, compressão, flexão) o material ficou fragilizado. Isso porque as dimensões dos
ensaios recomendados pela norma estavam muito próximas das dimensões das fibras, o que
causou a redução da resistência da secção transversal ao esforço.
4 – A força de adesão das fibras na matriz foram inferiores a força de cisalhamento da
matriz individualmente. Tal fato foi percebido ao ser observado microscopicamente o ponto
de ruptura e perceber-se que não ficaram partículas da matriz na fibra.
5 – Durante a cura, os materiais com reforço de piaçava facilitaram a saída da umidade
presente no material.
6 – No tocante da umidade do material, quando na presença de fibras naturais (que são
materiais porosos), a umidade do material obteve um baixo teor de concentração, isso devido
a essa porosidade permitir a saída da água durante o processo de cura do material, que ocorre
a uma temperatura elevada. Devido a essa mesma porosidade, as fibras naturais permitiram
uma entrada de umidade quando exposto em um ambiente úmido. Tais fatos foram
observados durante os ensaios de teor de umidade e o de absorção de água.
7 – O compósito híbrido (Resina + piaçava + PET) apresentou o maior módulo de
elasticidade quando submetido à esforços de tração, fazendo deste, um material favorável em
aplicações em que não é permitido grandes variações dimensionais durante esforços desta
natureza.
8 – O módulo de elasticidade, quando em compressão, foi prejudicado pelos reforços,
entretanto o prejuízo causado pelo PET foi mínimo, causando até mais estabilidade ao
material.

87
9 – Em análise térmica, o material híbrido (Resina + PET + Piaçava) foi o que teve
melhores características de isolante térmico, isso devido à presença da piaçava que por ser
uma fibra natural e possuir naturalmente propriedades isolantes, e do PET que impediu a
saídas dos gases produzindo espaçamentos internos preenchidos por ar que agem como
isolantes térmicos.
10 – Para aplicações mecânicas o compósito reforçado com PET se mostrou mais
adequado quanto às suas propriedades.

88
6. SUGESTÕES PARA TRABALHOS FUTUROS
1 – Fazer análises com diferentes quantidades e configurações de fibras.
2 – Implantar um sistema de resfriamento durante a cura, a fim de impedir grandes
aquecimentos dos materiais reforçantes e impedir a alteração das propriedades das fibras.
3 – Fazer um tratamento químico nas fibras de piaçava para a redução da lignina que o
recobre, melhorando assim sua adesão com a matriz.
4 – Fazer caracterização do compósito quanto ao ensaio de impacto.
5 – Fazer caracterização do compósito quanto ao ensaio de envelhecimento.
6 – Fazer a aplicação do material em protótipos.

89
7. REFERÊNCIAS
ABIPET – Associação Brasileira da Indústria do PET. Disponível em:
http://www.abipet.org.br/index.html?method=mostrarInstitucional&id=65. Acesso em jan
2017.
Aquino, R. C. M P – Desenvolvimento de compósito de fibras de piaçava da espécie
attalea funifera mart e matriz de resina poliéster. 2003. Tese de doutorado.
Aquino, R. C. M P., J. R. M. D’Almeida, S. N. Monteiro. – Desenvolvimento de Compósitos
de Matriz Polimérica e Piaçava, como Substitutivo de Produtos de Madeira. Vétices,
2002, 1, 42.
Araújo. M.; Fangueiro. R. – Texteis técnicos: Materiais do novo milênio. Ed. Willians Lda,
2001. 2v.
Askeland, D. R., Phulé, P. P. – Ciência e engenharia dos materiais, Primeira edição, Editora
Cengage Learning, 2013.
ASTM Standard C177-13. Standard Test Method for Steady - State Heat Flux
Measurements and Thermal Transmission Properties by Means of the Guarded-Hot-
Plate Apparatus. West Conshohocken: ASTM International, 2013.
ASTM Standard D3039/D3039M-14. Standard Test Method for Tensile Properties of
Polymer Matrix Composite Materials. West Conshohocken: ASTM International, 2014.
ASTM Standard D2240-15. Standard Test Method for Rubber Property—Durometer
Hardness. West Conshohocken: ASTM International, 2016.
ASTM Standard D570-98. Standard Test Method for Water Absorption of Plastics. West
Conshohocken: ASTM International, 2010.
ASTM Standard D6110-10. Standard Test Method for Determining the Charpy Impact
Resistance of Notched Specimens of Plastics. West Conshohocken: ASTM International,
2010.
90
ASTM Standard D695-15. Standard Test Method for Compressive Properties of Rigid
Plastics. West Conshohocken: ASTM International, 2015.
ASTM Standard D7264/7264-15. Standard Test Method for Flexural Properties of
Polymer Matrix Composite Materials. West Conshohocken: ASTM International, 2015.
ASTM Standard D792-13. Standard Test Methods for Density and Specific Gravity
(Relative Density) of Plastics by Displacement. West Conshohocken: ASTM International,
2013.
Avelar, F. F. – Utilização de Fibras de Piaçava (Attalea Funifera) na Preparação de
Carvões Ativados. Dissertação de mestrado. 2008.
Barroso, D. G. L.; Panzera, T. H.; Brandão, L. C.; Christóforo, A. L.; Sabariz, A. L. R. –
Desenvolvimento de Compósito Laminado Polimérico Reforçado com Fibras de Garrafa
PET. CONEM, 2010.
Beer, F. P.; Júnior, E. R. J. – Resistência dos materiais, terceira edição, Editora Pearson
Makron Books, 2008.
Bonelli, C. M. C.; Elzubair, A.; Suarez, J. C. M. – Comportamento Térmico, Mecânico e
Morfológico de Compósitos de Polietileno de Alta Densidade Reciclado com Fibra de
Piaçava. Polímeros: Ciência e tecnologia. N° 4. 2005.
Brasil Piaçava. Disponível em http://www.brasilpiacava.com.br/piacava.html. Acessado em
30/01/2017.
Cabral, I. C. – Obtenção e Caracterização de Compósito com PEAD Reciclado e pó de
casca da semente da planta sombreiro. Dissertação de Mestrado. 2016.
Callister, W.D.Jr – Ciência e engenharia dos materiais - uma introdução, Oitava edição,
Editora LTC, 2013.
Câmara, J. R. L – Obtenção e caracterização de compósito a base de poliuretano de
mamona e rejeito de telha visando aplicação como isolante térmico. Dissertação de
Mestrado. 2015.
91
Candian, L. M., Dias, A. A. – Estudo do Polietileno de Alta Densidade Reciclado Para Uso
em Elementos Estruturais. Cadernos de Engenharia de Estruturas, São Carlos, v. 11, n. 51,
p. 1-16, 2009.
Carvalho, V. A. M. – Fabricação de malha de trama utilizada como pré-formas na
indústria de compósitos e avaliação das propriedades mecânicas. Dissertação de
Mestrado. 2008.
Çengel, Y. A.; Boles, M. A. – . Termodinâmica. Sétima edição, Editora Mc Graw Hill, 2013.
Çengel, Y. A.; Ghajar, A. J. – . Transferência de calor e massa. Quarta edição, Editora Mc
Graw Hill, 2012.
Costa, L. C. F. – Obtenção e Estudo de um Compósito de Matriz Poliéster e Carga de
Resíduos de Mármore. Dissertação de mestrado. 2017.
D’Almeida, J. R. M.; AQUINO, R. C. M. P.; MONTEIRO, S. N. Tensile mechanical
characterization of piassava (attalea funifera) fibers. Composites Part A-applied
scienceand manufacturing, Oxford, v. 37, n. 9, p. 1473-1479, 2006.
Dias, W. S.; Freitas, B. M.; Cruz, L.C.; Santos, G.M.; Neto, J. C. M.; Kimura, S. P. R.;
Fonseca, J. C. P. Análise comparativa de um material compósito de matriz polimérica
com diferentes proporções de fibra de piaçava do amazonas. 22° CBECiMat, Novembro
de 2016.
Faria, P. E. – Estudo Sobre a Furação de Compósito de Resina Epóxi Reforçado com
Fibras de Vidro. 2007. Tese de doutorado.
Filho, J. R. S. – Obtenção e Caracterização de Um Eco-Compósito a Base de Látex e
Bainha da Palha do Coqueiro Para Isolamento Térmico e Acústico. Tese de doutorado.
2015.
Galvão. A. C. P. – Obtenção e Caracterização de Um Compósito de Poliuretano de
Mamona e Pó de Vidro Para Aplicações em Isolantes Térmicos. 2014. Dissertação de
Mestrado.
92
Giraldi, A.L.F.M. – Desenvolvimento e Caracterização Termo-Mecânica de Compósito de
PET Reciclado com Fibra Vidro. Dissertação de Mestrado. 2003.
Gomes, J. W. – Obtenção e Caracterização de um Compósito de Matriz Polimérica e Resíduos
Gerados Pela Manufatura do MDF (Mediun Density Fiberboard). Tese de Doutorado. 2015.
Guimarães, D. H.; Moreno, M. S.; Gonçalves, A. P. B.; Toquero, M. C. N.; Pereira, F. A.;
José, N. M. – Caracterização Físico Química de Compósitos Preparados Utilizando
Blenda de PET Reciclado /PEAD e Reforçados com Fibra de Bananeira. 2016. CBCiMat.
Hibbeler, R. C. – Resistência dos Materiais, sétima edição, Editora Pearson Prentice Hall,
2010.
IBGE. Produção da Extração Vegetal e da Silvicultura. Instituto Brasileiro de Geografia e
Estatística, Rio de Janeiro. 2015.
Incropera, F. P., Et al. – Fundamentals of Heat and Mass Transfer. Sixth edition, Wiley
editor, 2008.
Júnior, R. C. S. F. – Fadiga de Alto Ciclo em Compósitos de PRFV. Modelagem por
RNAs e Prevenção de Falha. 2005. Tese de doutorado
Kersting, D. F. – Avaliação de Resinas Epóxi para Fabricação de Materiais Compósitos
Pelo Processo de Pultrusão. 2004. Dissertação de mestrado.
MF Rural. Disponível em http://www.mfrural.com.br/detalhe/cobertura-em-piacava-litoral-
norte-salvador-143808.aspx. Acessado em 30/01/2017.
Milanese, A. C. – Processamento e Caracterização de Compósito Fibra de Sisal/Resina
Epóxi Via RTM. Tese de doutorado. 2012.
Miranda, B. M. – Desenvolvimento de Um Equipamento de Moldagem por Transferência
de Resina Para Uso Laboratorial. Dissertação de mestrado. 2015.
Monteiro, S. N., Aquino, R. C. M. P., Lopes, F. P. D., Almeida, J. R. M. – Tenacidade ao
Entalhe por Impacto Charpy de Compósitos de Poliéster Reforçados com Fibras de
Piaçava. Revista matéria. Volume 11. 2006.
93
Mota, M. K. F. – Obtenção e Caracterização de Um compósito de Matriz Polimérica com
Carga de Bucha Vegetal (Luffa cylindrica). Tese de doutorado. 2016.
Moura, M. C. S. – Desenvolvimento e Caracterização de Compósito Poli (Tereftalato de
Etileno) Reciclado (PET Reciclado) Com Flocos de Vidro. Tese de doutorado. 2011.
Nascimento, D. C. O. – Analise das Propriedades de Compósitos de Fibras de Piaçava e
Matriz de Resina Epóxi. Tese de doutorado. 2009.
Neto, J. A. M. – Obtenção, Caracterização e Utilização de um Compósito com Matriz de
Resina Poliéster e Carga de Fibras de Sisal. Tese de doutorado. 2016.
Nocera, V.; Lebrão, G. W. – Preparação de Nano-Compósito Epóxi/Nanotubo de
Carbono Funcionalizado com Uso de Micro-Ondas. 13° Congresso nacional de iniciação
científica. Campinas – SP. 2013.
Nonato, R. C.; Bonse, B. C. – Compósitos de Polipropileno e Fibras de PET Reciclado:
Compatibilização e Propriedades Mecânicas. CBCiMat. 2016.
Odian, G – Principles of Polymerization, Fourth edition, Published by John Wiley & Sons,
Inc., Hoboken, New Jersey, 2004.
Oliveira, J. F. de S. – Plásticos Reforçados a Base de Tecidos Híbridos: Efeitos da
Anisotropia e Geometria Normativa da Caracterização mecânica e da Fratura. Tese de
Doutorado. 2013.
Operator's Manual (KD2 Pro Thermal Properties Analyzer), Decagon devices, 2016
Pereira, F. A. A. – Compósitos Poliméricos Híbridos Reforçados com Fibras de PET
Recicladas e Partículas de Sílica. Dissertação de mestrado. 2016.
Pereira, G. S. – Introdução à Tecnologia Têxtil. Apostila do curso de malharia e confecção.
Ararangua/SC. CEFET/SC. 2009.
Praxedes, K. C. – Compósito de Poliuretano a base óleo de mamona e PET para pás de
aerogerador de pequeno porte. Monografia de graduação. 2014.
94
Prolab. – Disponível em http://www.prolab.com.br/produtos/equipamentos-para-
laboratorio/microscopio-%C3%93ptico, acessado em 12/02/2017.
Redelease. Manual de especificação técnica da resina epóxi SQ 2001 com endurecedor SQ
3154, Fornecido pela própria empresa.2016.
Revista Plástico Moderno – Disponível em:
www.plastico.com.br/revista/pm338/feiplar3.htm. Acesso em jan 2011.
Revista Abendi. – Materiais Compósitos Uma Combinação que Está na Natureza e Nos
END’s. Edição 72, Fevereiro de 2016.
Ribeiro, F.A. – Caracterização de Compósito Epóxi/Tecido de PET Pós-Consumo. Tese
(doutorado em engenharia mecânica) – UFRN. RN, 2016.
Santos, A.F. – Avaliação do Comportamento Mecânico de Um Adesivo Estrutural Epóxi
Utilizado na Indústria Automobilística. Dissertação (Mestrado em engenharia de materiais)
- PUC/SP. SP, 2005
Santos, R.P.O. – Compósito Baseado em PET Reciclado, Fibras de Sisal e Plasticisantes
Oriundos de Fontes Renováveis: Estudo do Processamento e Propriedades Destes
Materiais. Dissertação (Mestrado em engenharia de materiais) – São Carlos. SP, 2012
Silva, C. R. R. – Obtenção, Caracterização e Viabilidade de Utilização de um Compósito
com Matriz de Resina Poliéster e Resíduos Originados da Extração do Óleo de Dendê.
Tese de doutorado. 2015.
Silva, H. P. – Comportamento Mecânico de Compósitos de Fibra de Vidro/Epoxy Nano-
Reforçados. Tese de doutorado. 2014.
Silva, L. C. – Comportamento Balístico de Compósitos Epóxi – Fibra Natural em
Blindagem Multicamada. Tese de doutorado. 2014.
Soares, I. M. – Produção e Caracterização de Compósitos de Matriz Epóxi Reforçada
com Fibra de Rami para Fins de Reforço Estrutural. Dissertação de mestrado. 2012.
Souza, T. F. – Avaliação da Resistência de Compósitos de Argamassas Leves de EVA
Reforçadas com Fibras de Piaçava. Dissertação de mestrado. 2012.

95
Toquero, M. C. N.; Guimarães, D. H.; Gonçalves, A. P. B.; Silva, M. S. M.; Neto, J. L. M. S.;
José, N. M. – Compósitos a Partir de PET Reciclado/PEAD Utilizando Fibras de Piaçava
Como Reforço: Caracterização Físico-Química. CBCiMat. 2016.
TV artesanato passo a passo. Disponível em: http://tvartesanatopassoapasso.com.br/como-
fazer-vassouras-com-garrafas-pet-reciclagem/. Acessado em 26/01/2017.
Unisinos – Disponível em http://unisinos.br/itt/ittfuse/equipamentos/microscopio-eletronico-
de-varredura-mev, acessado em 12/02/2017.
Wylen, G. J. V.; Et AL. – Fundamentos da Termodinâmica, Sétima edição, Editora Edgard
Blücher LTDA , 2013.


















