UNIVERSIDADE FEDERAL DO PARÁ INSTITUTO DE …paulocrgomes.com.br/links/teses-dissertacoes/... ·...
62
UNIVERSIDADE FEDERAL DO PARÁ INSTITUTO DE TECNOLOGIA – ITEC PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MESTRADO PROFISSIONAL EM ENGENHARIA ELÉTRICA: PROCESSOS INDUSTRIAIS PAULO CESAR ROCHA GOMES APLICAÇÃO DA MANUTENÇÃO AUTÔNOMA PROPORCIONANDO GANHO DE PRODUÇÃO: ESTUDO DE CASO NO POLO INDUSTRIAL DE MANAUS DISSERTAÇÃO DE MESTRADO BELÉM – PA 2012
Transcript of UNIVERSIDADE FEDERAL DO PARÁ INSTITUTO DE …paulocrgomes.com.br/links/teses-dissertacoes/... ·...

UNIVERSIDADE FEDERAL DO PARÁ INSTITUTO DE TECNOLOGIA – ITEC
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MESTRADO PROFISSIONAL EM ENGENHARIA ELÉTRICA: PROCESSOS
INDUSTRIAIS
PAULO CESAR ROCHA GOMES
APLICAÇÃO DA MANUTENÇÃO AUTÔNOMA PROPORCIONANDO GANHO DE PRODUÇÃO: ESTUDO DE CASO NO POLO INDUSTRIAL DE MANAUS
DISSERTAÇÃO DE MESTRADO
BELÉM – PA
2012

Dados Internacionais de Catalogação na Publicação (CIP)
Biblioteca do Programa de Pós-Graduação em Engenharia Química
Gomes, Paulo Cesar Rocha
Aplicação da manutenção autônoma proporcionando ganho de produção: estudo de caso no pólo industrial de Manaus /Paulo Cesar Rocha Gomes; orientador, Roberto Célio Limão de Oliveira ._ Belém , 2012.
Dissertação (Mestrado Profissional) – Universidade Federal do Pará. Instituto de Tecnologia. Programa de Pós-Graduação em Engenharia Elétrica, 2012.
1 Manutenção produtiva total 2 . Equipamentos industriais- manutenção e reparos I. Título
CDD 22.ed. 658.56

UNIVERSIDADE FEDERAL DO PARÁ INSTITUTO DE TECNOLOGIA – ITEC
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MESTRADO PROFISSIONAL EM ENGENHARIA ELÉTRICA: PROCESSOS
INDUSTRIAIS
APLICAÇÃO DA MANUTENÇÃO AUTÔNOMA PROPORCIONANDO GANHO DE
PRODUÇÃO: ESTUDO DE CASO NO POLO INDUSTRIAL DE MANAUS
DDiisssseerrttaaççããoo ddee MMeessttrraaddoo aapprreesseennttaaddaa
aaoo PPrrooggrraammaa ddee PPóóss--GGrraadduuaaççããoo eemm
EEnnggeennhhaarriiaa EEllééttrriiccaa ddoo IInnssttiittuuttoo ddee
TTeeccnnoollooggiiaa ddaa UUnniivveerrssiiddaaddee FFeeddeerraall ddoo
PPaarráá ccoommoo rreeqquuiissiittoo ppaarraa oobbtteennççããoo ddoo
TTiittuulloo ddee MMeessttrree PPrrooffiissssiioonnaalliizzaannttee eemm
EEnnggeennhhaarriiaa EEllééttrriiccaa ccoomm êênnffaassee eemm
PPrroocceessssooss IInndduussttrriiaaiiss..
PAULO CESAR ROCHA GOMES
Orientador: Prof. Dr. Roberto Célio Limão de Oliveira
BELÉM – PA
2012
UNIVERSIDADE FEDERAL DO PARÁ INSTITUTO DE TECNOLOGIA – ITEC
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MESTRADO PROFISSIONAL EM ENGENHARIA ELÉTRICA: PROCESSOS
INDUSTRIAIS
PAULO CESAR ROCHA GOMES
APLICAÇÃO DA MANUTENÇÃO AUTÔNOMA PROPORCIONANDO GANHO DE PRODUÇÃO: ESTUDO DE CASO NO POLO INDUSTRIAL DE MANAUS
DEFESA DO MESTRADO
Esta dissertação foi julgada e aprovada para obtenção do título de mestre em engenharia elétrica na área de concentração em processos industriais do
programa de pós-graduação Strictu Sensu em Engenharia Elétrica da Universidade Federal do Pará – ITEC - UFPA
Belém – Pará, 09 de Janeiro de 2012
Profº. Dr. José Antônio de Souza Silva - UFPA Coordenador do CMPPI
BANCA EXAMINADORA
_________________________________ _________________________ Profº. Alexandre Luiz Amarante Mesquita Profº. André Luiz Amarante Mesquita
Banca - UFPA Banca - UFPA
________________________________
Profº. Dr. Roberto Célio Limão de Oliveira Orientador - UFPA

DEDICATÓRIA A minha Família, por sempre contribuir com o meu crescimento profissional, pelo seu
amor incondicional, pelas angústias e preocupações que passaram por minha
causa.

AGRADECIMENTOS Agradeço a DEUS pelo dom da vida, pois só assim tenho condições de alcançar os
meus ideais.
Agradeço aos meus filhos Eric Gomes e Maria Eduarda por superarem a minha
impaciência. Saibam que vocês são a minha vida. O meu muito obrigado;
Agradeço a minha esposa Fabiana Gomes por fazer parte da minha vida. Eu sei que
posso contar a qualquer hora que for preciso.
Agradeço ao meu orientador Roberto Oliveira e ao co-orientador Jandecy Leite, pela
paciência e carinho com que sempre me acolheram.

RESUMO
A globalização vem forçando as empresas a tornarem-se verdadeiras competidoras e excelentes estrategistas para tentarem vencer as adversidades tecnológicas que se renovam dia a dia. As empresas que se destacam e avançam neste cenário são aquelas que investem em tecnologia, mudanças e melhorias de processo não se esquecendo de investir no potencial de seus colaboradores. A manutenção, e dentre elas a manutenção autônoma, tem um grande papel na busca destes resultados. O presente trabalho oferece uma abordagem de aplicação da manutenção autônoma como uma maneira de reduzir o número de paradas numa linha de produção causada por problemas em um equipamento desta referida linha. Pretende-se com isto identificar, estudar e tratar o problema e fazer com que a aplicação da manutenção autônoma ajude a reduzir os problemas. Com isto espera-se um aumento da produtividade, diminuição de retrabalho e o aumento na disponibilidade do pessoal da manutenção para solucionar outros problemas. Palavras-chave: manutenção, produção, autônoma, TPM, detector de vazamento.
ABSTRACT
The globalization is pressuring the companies to become real competitors and strategists in order to supplant the market technologic adversities that change day by day. The corporations that forward on this scenario are those that invest in technology, changes and improvement don’t forgetting the potential of their employees. The maintenance, special the autonomy maintenance, has a important influence on this issue. This study gives a suggestion of how to apply autonomy maintenance as a way to reduce the number of shutdown on the production line caused for an equipment on this production line. The intention is identify, study, treat the problem and implement the autonomy maintenance in order to help to reduce these problems. Therefore, this kind of maintenance can result in a production increasing and let maintenance personal availability to solve others problems.
KKeeyy--wwoorrddss:: MMaaiinntteennaannccee,, PPrroodduuccttiioonn,, aauuttoonnoommyy,, TTPPMM,, lleeaakk ddeetteeccttoorr..

LLIISSTTAA DDEE FFIIGGUURRAASS
Figura 1 Pilares do TPM .........................................................................................24
Figura 2 Fases para implementação do TPM ........................................................30
Figura 3 Manutenção Autônoma ............................................................................33
Figura4 Condicionantes ao treinamento ...............................................................34
Figura 5 Gráfico de Paradas .....................................................................................53
Figura 6 Linha de Produção com os locais dos detectores identificados por um
círculo...................................................................................................................... 54
Figura 7 Detector e seus Periféricos......................................................................55
Figura 8 Foto dos Periféricos do sensor de vazamento de gás HLD4000..........56
Figura 9 Foto do filtro com detritos........................................................................57

LLIISSTTAA DDEE TTAABBEELLAASS
Tabela 1 Fases para implementação do TPM ...................................................... 31
Tabela 2 Atividades das áreas de Manutenção e Produção com a manutenção
autônoma .................................................................................................................46
Tabela 3 Total de Paradas.......................................................................................51
Tabela 4 Paradas por Detectores X Paradas Totais..............................................52
Tabela 5 Questionário de Manutenção...................................................................53

SSUUMMÁÁRRIIOO
CAPÍTULO I - INTRODUÇÃO ................................................................................... 13
1.1 IDENTIFICAÇÃO E JUSTIFICATIVA DO PROBLEMA DE PESQUISA ............ 13
1.2 OBJETIVOS ........................................................................................................ 14
1.2.1 Objetivo Geral ................................................................................................. 14
1.2.2 Objetivos Específicos .................................................................................... 15
1.3 CONTRIBUIÇÃO E RELEVÂNCIA DO ESTUDO ............................................... 15
1.4 LIMITAÇÕES DO ESTUDO ................................................................................ 16
1.5 ESTRUTURA DO TRABALHO ........................................................................... 16
1.6 METODOLOGIA DE TRABALHO ...................................................................... 16
1.6.1 Especificação do Problema ........................................................................... 17
1.6.2 Delimitação da Pesquisa ............................................................................... 18
1.6.3 Caracterização e Formato da Pesquisa ........................................................ 18
1.6.4 Coleta de Dados ............................................................................................. 19
1.6.5 Análise de Dados............................................................................................ 20
CAPÍTULO II - MANUTENÇÃO ................................................................................ 22
2.1 O QUE É TPM? ................................................................................................... 23
2.1.1 De onde vem o TPM? ..................................................................................... 24
2.1.2 Outros Conceitos de TPM .............................................................................. 25
2.2 OBJETIVO DO TPM ........................................................................................... 26
2.3 METAS DO TPM ................................................................................................. 27
2.4 VANTAGENS DE SE TER UM PLANO DE MANUTENÇÃO ............................. 28
2.5 IMPLANTAÇÃO DO TPM ................................................................................... 29
2. 6 MELHORIAS ESTRUTURAIS ........................................................................... 31
2.7 MANUTENÇÃO AUTÔNOMA ............................................................................ 34

2.7.1 Conceito Moderno De Manutenção ............................................................... 35
2.7.2 Fundamentos da Manutenção Autônoma .................................................... 39
2.7.3 Educação & Treinamento .............................................................................. 39
2.7.4 Preparativos para a Implantação da Manutenção Autônoma ..................... 39
2.7.5 Sensibilização ................................................................................................. 39
2.7.6 Implementação da Manutenção Autônoma .................................................. 40
2.7.7 Considerações Importantes .......................................................................... 41
2.8 PROGRAMA 5 S. ................................................................................................ 41
2.9 TRÊS PONTOS CHAVES DO TPM .................................................................... 44
2.10 RELACIONAMENTO ENTRE PRODUÇÃO E MANUTENÇÃO ....................... 45
2.11 TRABALHO EM EQUIPE ................................................................................. 47
CAPÍTULO III - RESULTADOS ................................................................................ 48
3.1. PERFIL DA EMPRESA ESTUDADA ................................................................. 48
3.2. LEVANTAMENTO DE DADOS .......................................................................... 50
3.2.1 Entendendo o Processo ................................................................................ 54
3.2.2 Funcionamento e Descrição do Equipamento ............................................. 55
3.3. ANÁLISE DE RESULTADOS ............................................................................ 57
CAPÍTULO IV - CONCLUSÃO ................................................................................. 60
REFERÊNCIAS ......................................................................................................... 60

13
CAPÍTULO I - INTRODUÇÃO
A globalização e o aumento da competitividade têm impulsionado as empresas
para uma busca contínua de melhores resultados nos seus processos. A função da
manutenção nas empresas tem se tornado uma função estratégica para a
competitividade. A equipe de manutenção é cobrada cada vez mais por resultados,
redução contínua de custos e aumento de disponibilidade e confiabilidade dos
departamentos visando: atendimento rápido das solicitações de serviços, melhoria
do planejamento e diminuição das falhas e das quebras dos equipamentos.
Hoje estão sendo introduzidas, em todos os setores da sociedade, tecnologias
e práticas inovadoras que têm por objetivo alcançar novos conceitos de manutenção
e que terão conseqüências no desempenho dos equipamentos e sistemas. Buscam
a melhoria do desempenho da atividade de manutenção pela redução do seu custo
(menos perdas, menor custo de manutenção, menos serviços, menos insumos,
menos materiais, etc.) e do nível de falhas (aumento da confiabilidade). Com isto os
equipamentos e sistemas tornam-se mais confiáveis garantindo uma melhoria no
nível de disponibilidade, alta produtividade do pessoal próprio e contratado, níveis
elevados de segurança e a caracterização de um ambiente pró-ativo. Neste contexto
os trabalhadores são indiretamente beneficiados por um ambiente com
equipamentos confiáveis.
Este trabalho de dissertação de mestrado profissional se sustenta na
concepção da Manutenção Produtiva Total – TPM, que busca a promoção da
manutenção autônoma, um dos oito pilares da TPM, contando com a participação
das pessoas responsáveis pela operação e manutenção dos equipamentos e
sistemas. Esta participação do pessoal das atividades de Operação nos serviços de
Manutenção é cada vez maior nos ambientes e plantas produtivas. Isto é o processo
de capacitação dos operadores com o objetivo de torná-los aptos a promover, no
seu ambiente de trabalho, mudanças que garantam altos níveis de produtividade.
1.1 IDENTIFICAÇÃO E JUSTIFICATIVA DO PROBLEMA DE PESQUISA
Hoje as empresas atingiram um nível bastante semelhante com relação à
qualidade de seus produtos similares. Os serviços ainda é um diferencial entre elas,

14
principalmente o de pós-venda. O problema em questão é num sistema que detecta
vazamento de ar refrigerante dos aparelhos de ar condicionado de uma empresa do
PIM – Pólo Industrial de Manaus. Caso isto aconteça e não seja detectado a tempo
de ser solucionado o aparelho sairá com problemas de sua linha de produção e
poderá gerar sérias reclamações dos clientes.
Este trabalho foca identificar, estudar e propor a implementação da filosofia da
manutenção autônoma como proposta de redução dos problemas causados por este
sistema em particular, que é composto por um detector e um sistema de filtragem
antes do sensor do equipamento. Neste trabalho é levada em consideração apenas
a linha de produção do detector de vazamento, mas o mesmo pode ser estendido
para outros setores da empresa. Este tipo de manutenção pode trazer benefícios
como:
- Aumento da produtividade;
- Redução do tempo de parada da linha de produção;
- Disponibilidade do pessoal da manutenção para solucionar outros
problemas;
- Maior envolvimento dos operadores com sua atividade fim;
- Menor tempo na execução da manutenção desses equipamentos;
1.2 OBJETIVOS
1.2.1 Objetivo Geral
Ter um levantamento da situação atual da manutenção do sistema que detecta
vazamento de gas refrigerante nos aparelhos de ar condicionado na linha de
produção da empresa estudada, identificando ações técnicas com resultados
imediatos e ações de médio e longo prazo para a sua melhoria de desempenho
definitiva. Isto visa propiciar redução de custos, redução de paradas da linha de
produção e aumento da disponibilidade e confiabilidade. Propor o emprego da
manutenção autônoma como meio para reduzir o problema.

15
1.2.2 Objetivos Específicos
- Identificar as falhas no sistema de detecção de vazamento;
- Realizar pesquisa com os colaboradores envolvidos;
- Analisar as causas das falhas;
- Sugerir mudanças com a aplicação da manutenção autônoma;
- Disseminar conhecimento para toda equipe de operação e manutenção
1.3 CONTRIBUIÇÃO E RELEVÂNCIA DO ESTUDO
A metodologia TPM – Total Productive Maintenance tem sido tão bem sucedida
nas fábricas em que foi implantada que ao longo dos anos os conceitos do TPM
passaram a ser aplicado a todos os setores da empresa incluindo as atividades de
melhoria da qualidade, segurança e cuidados ambientais, projetos de máquinas,
equipamentos e produtos, trabalho administrativo e muitos outros.
Segundo Osada e Takahashi (2000), o desenvolvimento das atividades de
TPM tem início junto aos equipamentos, o que lhe conferiu o significado de Total
Productive Maintenance ou Manutenção Produtiva Total. Após algum tempo,
geralmente de dois a três anos, o TPM rompe a fronteira dos equipamentos tomando
conta de todo o setor produtivo, quando passa a ter o significado de Total Productive
Manufacturing ou Manufatura Produtiva Total. A fase seguinte é quando o programa
alcança o seu real potencial chegando aos setores administrativos passando a ter o
seu verdadeiro significado, Total Productive Management ou Gestão Produtiva Total.
O fato de iniciar suas atividades junto aos equipamentos criou um entendimento
errado de que TPM é uma forma de melhorar a manutenção dos equipamentos. No
Brasil o TPM ainda é visto por muitas empresas como sendo apenas mais uma
ferramenta que pode de alguma forma melhorar o desempenho do seu setor de
manutenção. Osada e Takahashi (2000) colocam que dependendo do tipo e das
condições das operações existem enfoques diferentes para o tempo e os métodos
de manutenção, que por conseqüência repercutirão no custo operacional. Com isto,
abre-se a necessidade de introduzir uma Política de Manutenção capaz de conceber

16
um plano de manutenção que seja capaz de reduzir os custos operacionais
sistemáticos e individuais dos equipamentos, garantindo a maior disponibilidade
possível a partir da recuperação das instalações às condições operacionais devidas
e adotando para a operação as melhores e adequadas práticas.
1.4 LIMITAÇÕES DO ESTUDO
A presente pesquisa limita-se ao estudo da implantação da manutenção
autônoma em um posto de trabalho de uma empresa do PIM com a finalidade de
promover melhorias no processo de manutenção e, por conseguinte no processo de
produção com o foco na busca por melhorias contínuas, uma vez que uma
manutenção ideal seria uma manutenção que gerasse 0% de falhas nos
equipamentos sendo 100% eficiente e eficaz, mas sabe-se que isso é algo quase
impossível. O presente estudo foi desenvolvido através de pesquisa bibliográfica e
levantamento de dados da empresa, sendo que esses dados foram reorganizados
para atender a necessidade de análise do estudo em questão.
1.5 ESTRUTURA DO TRABALHO
O presente trabalho está estruturado em quatro capítulos: O primeiro capítulo
visa introduzir o tema central, a proposta de metodologia do estudo e os objetivos
(geral e específico). O segundo trata da revisão bibliográfica, onde são analisadas
as propostas de autores sobre o tema em questão. O terceiro capítulo discorre sobre
a análise de um caso prático para ilustrar o entendimento do estudo. O quarto e
último capítulo é o de conclusão onde são realizadas as considerações finais.
1.6 METODOLOGIA DE TRABALHO
A metodologia utilizada neste trabalho esta voltada para uma análise qualitativa
que segundo Rossetto (1998), aplica ―métodos quantitativos de base positiva‖. A
utilização de técnicas estatísticas e levantamentos para mensurar e interpretar
fenômenos sociais tem sido criticada como de validade apenas para certo período
de tempo sem avaliar verdadeiramente opiniões e tendências sociais. A abordagem
qualitativa, ao contrário, é baseada na ―crença no ambiente no qual elas agem. As
ações humanas são sensíveis ao contexto, Rossetto (1998).

17
Mintzberg (1973) descreve sua jornada dentro da abordagem qualitativa,
salientando sete temas básicos que formam a base para este estudo. ‖Os sete
temas básicos colaboram muito do que se tem dito sobre as diversas atividades que
devem compor um estudo denominado qualitativo: (1) tem que ser tão puramente
descritivo quanto o pesquisador possa ser hábil para fazê-lo; (2) depende de
metodologias simples; (3) tem de ser tão indutivo quanto possível; (4) tem de ser
sistemático em natureza; (5) tem de ser mensurado em termos organizacionais e
reais; (6) tem de assegurar que os dados sistemáticos sejam suportados por dados
obtidos nas entrevistas e; (7) tem de integrar diversos elementos organizacionais
dentro de configurações de tipos ideais ou puros‖.
Então utilizando a abordagem qualitativa para realizar este trabalho,
enfatizando conceitos na manutenção, nos recursos desta área tão abrangente e
larga no campo da pesquisa e extensão mundialmente conhecida e relatada por
inúmeros estudiosos, pesquisadores e colaboradores de grandes empresas. No
entanto na melhor das intenções os dados retratados são preferencialmente regidos
por palavras e opiniões cientificas e não somente números descritivos como de
costume
1.6.1 Especificação do Problema
Planejar um cronograma de uma manutenção é uma tarefa árdua e requer
muito conhecimento não só dos equipamentos, mas também do processo em
questão. Segundo Bachelard (1999), ―todo conhecimento é uma resposta a uma
questão‖, e é essa capacidade de formular soluções para determinados e variados
tipos de problemas que fundamenta o espírito cientifico. Para o mesmo autor se não
houver questão não pode haver, por conseguinte, conhecimento científico.
A manutenção autônoma é uma prática bastante recente no contexto dos
equipamentos de uma empresa. Segundo Xenos (1998), ―o objetivo fundamental da
manutenção autônoma é evitar, no dia-dia da produção, a deterioração dos
equipamentos, detectando e tratando suas anomalias num estágio inicial antes que
essas se desenvolvam e resultem em falhas‖. Partindo desse principio foi detectado
o problema principal que iniciou este estudo, algo de suma importância e que faz jus
da existência da manutenção, o funcionamento dos equipamentos.

18
1.6.2 Delimitação da Pesquisa
A presente pesquisa situa-se como um estudo de caráter empírico, do tipo
exploratório, pois visa proporcionar maior familiaridade do problema com vistas a
torná-lo explícito ou a construir hipóteses. Envolvem levantamento bibliográfico,
entrevistas com pessoas que tiveram experiências práticas com o problema
pesquisado. O delineamento utilizado na execução desta pesquisa foi um estudo de
caso em uma empresa que produz eletrodomésticos, situada no Pólo industrial de
Manaus. Gil (2002), expressa que ―O estudo de caso é caracterizado pelo estudo
profundo e exaustivo de um ou poucos objetos, de maneira a permitir conhecimento
amplo e detalhado do mesmo‖. Por esta razão optou-se pelo estudo de caso com o
objetivo de analisar profundamente o processo investigado podendo desta forma
identificar fatores até então desconhecidos.
Durante toda a pesquisa a abordagem apresentada foi apenas qualitativa, feita
através de análise de conteúdo. Essas análises se limitaram ao conceito manifesto
dos documentos considerados sem a preocupação com a análise dos conteúdos
latentes dos mesmos, Richardson (1999). Foram utilizadas fontes primárias e
secundárias de informações tais como: informações obtidas através de funcionários
da área da linha de montagem, líderes de produção e representantes da
manutenção geradas através de questionário, gráficos, etc.
1.6.3 Caracterização e Formato da Pesquisa
O presente estudo trata-se de uma investigação e de uma observação sobre
as potencialidades de se planejar a manutenção nos equipamentos de forma correta
e coerente, para que os benefícios a serem alcançados sejam os maiores possíveis
uma vez que uma mudança sem prévio estudo, precipitada e incorreta pode
ocasionar problemas como deterioração dos equipamentos, retrabalho de produtos
em status de finalizado, produção ineficiente, baixa produtividade entre outros
problemas.
Tendo por referência a realidade das organizações do Pólo Industrial de
Manaus, a pergunta de pesquisa e os objetivos deste estudo, a opção metodológica
foi pela pesquisa qualitativa e quantitativa de abordagem humanista e estatística.

19
Segundo a perspectiva qualitativa ―o pesquisador vai a campo buscando
―captar‖ o fenômeno em estudo a partir da perspectiva das pessoas nele envolvidas,
considerando todos os pontos de vista relevantes‖ Koche (1997). Já a perspectiva
quantitativa descreve os fenômenos utilizando a estatística e dados mensuráveis
para a tomada de decisão.
Desta forma, ao escolher esta abordagem metodológica procurou-se ter em
mente que todo o conhecimento é relativo às experiências, vivências, perspectivas
das pessoas que o relataram ou descreveram, as observações feitas e no cotidiano
das organizações. Também é relativo a um determinado momento histórico, cultural
e tecnológico do qual as organizações passam.
A compreensão da cultura organizacional de cada empresa, a importância e o
conhecimento que as pessoas que trabalham na organização têm sobre o assunto
em questão, a necessidade real em cada processo aplicado e o tempo disponível,
que falta aos envolvidos, são questões que necessitam ser estudadas para estudos
futuros.
1.6.4 Coleta de Dados
No instante da coleta de dados segundo Marconi e Lakatos (1996), ―é a etapa
da pesquisa onde se inicia a aplicação dos instrumentos elaborados e das técnicas
selecionadas‖.
Assim como levantamento exploratório foi realizada uma revisão dos materiais
informativos disponíveis, com o objetivo de orientar o estudo. Posteriormente, os
dados foram extraídos das seguintes fontes:
- dados primários, obtidos através da bibliografia especializada e de
entrevistas não estruturadas, seguindo-se a orientação de Rossetto (1998),
―que possibilitaram ao entrevistado discorrer sobre o tema proposto, sem
respostas ou condições prefixadas pelo pesquisador‖.
- as entrevistas não estruturadas, segundo o entendimento de Richardson
(1999), ―também denominadas de entrevistas em profundidade‖, são
realizadas por meio de uma conversação guiada, onde ―pretende-se obter
informações detalhadas que possam ser utilizadas em uma análise

20
qualitativa‖. Assim a ―entrevista guiada permite ao entrevistador utilizar um
―guia‖ de temas a ser explorado durante o transcurso da entrevista. As
perguntas não estão pré-formuladas, são feitas durante o processo e a ordem
dos temas tampouco está preestabelecida‖.
Entretanto, para se obter dados sobre o número de paradas e o setor
responsável pelas paradas na linha de produção da empresa citada, foi feito um
levantamento de dados juntamente com entrevistas aos colaboradores da empresa
unificando as duas situações para que se pudesse tornar mensurável a justificativa
da implantação da manutenção autônoma no determinado sistema. Finalmente os
dados secundários e mais esporádicos foram obtidos nesta empresa, tais como
arquivos e relatos de antecedentes deste problema.
1.6.5 Análise de Dados
Na análise de dados e análise das entrevistas foi utilizada a metodologia de
análise de conteúdo, mais especificamente a análise de resultados que consiste
―em isolar temas de um texto e extrair as partes utilizáveis, de acordo com o
problema pesquisado, para permitir sua comparação com outros textos escolhidos
da mesma maneira. Geralmente, escolhem-se dois tipos de tema: principais e
secundários. O primeiro define o conteúdo da parte analisada de um texto; o
segundo especifica diversos aspectos incluídos no primeiro‖ Richardson (1999).
Neste caso específico as entrevistas serão comparadas entre si, visando não
apenas a solução do problema de pesquisa, mas também a visão da manutenção
nas empresas quanto à importância de sua presença no ambiente de trabalho, o
porquê de suas inovações e como ela pode ajudar no processo de uma empresa.
A estratégia escolhida para alcançar os objetivos deste estudo na pesquisa de
campo foi à entrevista de história oral com atores que tiveram participação
fundamental no processo de pesquisa. Em consonância com a abordagem
metodológica escolhida. Por conseguinte, na utilização dessa técnica que procurou
resgatar os registros que estão na memória dos entrevistados, foi imprescindível ter-
se em conta que a memória possui uma dimensão dinâmica: uma pessoa, ao narrar
um fato o submete a uma dupla interpretação - a sua interpretação sobre o que ela
viveu num determinado momento do seu passado, porém acrescida da perspectiva

21
temporal, ou seja, de suas experiências e avaliações transcorridas até o momento
da entrevista. É a interpretação do passado no presente. ―É o passado reinventado
no presente, ou seja, visto a partir de tudo o que se passou na vida da pessoa desde
aquele passado até este presente‖ Parra Filho e Santos (1998).
22
CAPÍTULO II - MANUTENÇÃO
A visão moderna da manutenção é que ela está totalmente voltada para
preservar a funções dos bens físicos. Em outras palavras, promovendo tarefas as
quais atendam o propósito central de assegurar que as máquinas sejam capazes de
realizar o que os usuários desejam que elas façam, quando eles queiram que elas
façam. Na realidade, isto significa que se deve dentro de um conjunto de políticas de
manutenções possíveis identificar a combinação a qual melhor se ajusta aos
objetivos da organização.
Osada e Takahashi (2000) descrevem as três principais manutenções como
sendo:
- Corretiva
- Preventiva
- Preditiva
Manutenção Corretiva é a mais conhecida e baseia-se na ocorrência da falha
do equipamento. Implica em perda de produção e danos consideráveis à máquina,
constituindo-se no método mais dispendisioso.
Manutenção Preventiva consiste em exercer um controle sobre o
equipamento, de modo a reduzir a probabilidade de falhas, baseado em intervalos
regulares de manutenção. O problema desse tipo de manutenção está na escolha
de um intervalo apropriado para se programar a parada do equipamento. Este
intervalo é de difícil determinação e é baseado aleatoriamente, por experiência ou
estatisticamente, sem estudar a conveniência ou não da parada da máquina.
Manutenção Preditiva é um meio termo entre os dois tipos de manutenção
anteriores. Consiste em se programar a parada no momento necessário, tanto para
o equipamento como para o processo produtivo. Isto é possível através do
acompanhamento das condições da máquina e como estas condições variam com o
tempo.

23
Manutenção Detectiva é um termo novo, que foi cunhado como uma
descrição genérica Moubray (1991). É aplicada aos tipos de dispositivos que não
são adequadamente atendidos pelas outras três políticas tradicionais. Estes são
dispositivos que somente necessitam trabalhar quando necessário e não dizem
quando estão em um estado de falha. Eles geralmente necessitam de uma
verificação periódica para averiguar se eles ainda estão trabalhando. Um bom
exemplo é o sistema de alarme de incêndio.
Agora, à parte da manutenção detectiva (a qual em muitas indústrias de
manufatura está apenas recentemente começando a emergir como uma disciplina
destacada) o problema central com o qual as companhias têm lutado é como fazer a
escolha entre uma das outras três políticas de manutenção. Infelizmente, nestes
esforços, as mesmas sentem-se como culpadas, dentro dos limites da função
manutenção como aquelas pessoas envolvidas em ―alta costura" - pois elas também
são vitimas da moda e cada uma das políticas de manutenção foi por vezes
preferida quando era "a moda", e quando uma abordagem estava em ascensão às
outras eram consideradas indesejáveis.
Nowlan e Heap (1978) desenvolveram a tecnologia de Manutenção Centrada
em Confiabilidade. Tornou-se óbvio que muita ênfase tinha sido aplicada ao modelo
"idade certa" - muitos itens os quais subseqüentes as manutenções preventivas
foram omitidas. Deste modo, vimos que não há uma "bala mágica" que pode eliminar
os problemas de manutenção que se enfrenta, ou seja, nenhuma política de
manutenção é "melhor" que qualquer uma das outras. Cada uma possui o seu lugar
sendo que o verdadeiro desafio consiste em encontrar qual é este lugar. Isto levou
ao aumento do interesse dentro da indústria em duas estratégias as quais oferecem
um caminho para uma melhoria contínua de longo prazo ao invés de uma promessa
de tratamento rápido. Tais estratégias são: Manutenção Centrada em Confiabilidade
(RCM) e Manutenção Produtiva Total (TPM).
2.1 O QUE É TPM?
Sobre o conceito que sustenta a Proposta segundo Dias (1997), a
Manutenção Produtiva Total – TPM representa uma forma de revolução. É uma
técnica que promove a integração das pessoas de produção, manutenção e de

24
todos aqueles envolvidos diretamente no sistema produtivo. Tem sua filosofia
sustentada em pilares distribuídos de acordo com a Figura 1.
Figura 1 Pilares do TPM. Fonte: Nakajima (1989)
2.1.1 De onde vem o TPM?
Osada e Takahashi (2000) citam que a TPM surgiu no Japão no século
passado no início da década de 70. Naquela época, empresas como a Toyota já
estavam tentando criar sistema de fornecimento ―just in time‖ utilizando o mínimo de
estoque, tanto de matérias primas quanto de produto acabado.
Para viabilizar o sistema ―just in time‖, o pessoal da produção era pressionado
cada dia mais a aumentar a qualidade e confiabilidade da produção. Por serem
inevitáveis, as perdas geradas pelos equipamentos tornaram-se inaceitáveis. Assim
surgiu o TPM, que naquela época focava suas atividades nos equipamentos e na
produção. Através dos anos, mais de três décadas depois, a TPM rompeu a fronteira
dos equipamentos e se tornou a forma de trabalho das indústrias japonesas de
sucesso. A TPM é um dos motivos pelo qual a indústria japonesa consegue produtos
de elevado valor agregado (alta qualidade a baixo custo).
25
Hoje, milhares de empresas em todo o mundo adotam o TPM como forma de
gestão. Apesar de ainda ser pouco conhecido e difundido entre nossas indústrias. O
Brasil ocupa lugar de destaque entre os casos de implantação bem sucedida da
metodologia. A cada dia que passa mais e mais indústrias nacionais descobrem o
TPM graças aos ótimos resultados que propicia às empresas que o adotam como
sistema de gestão.
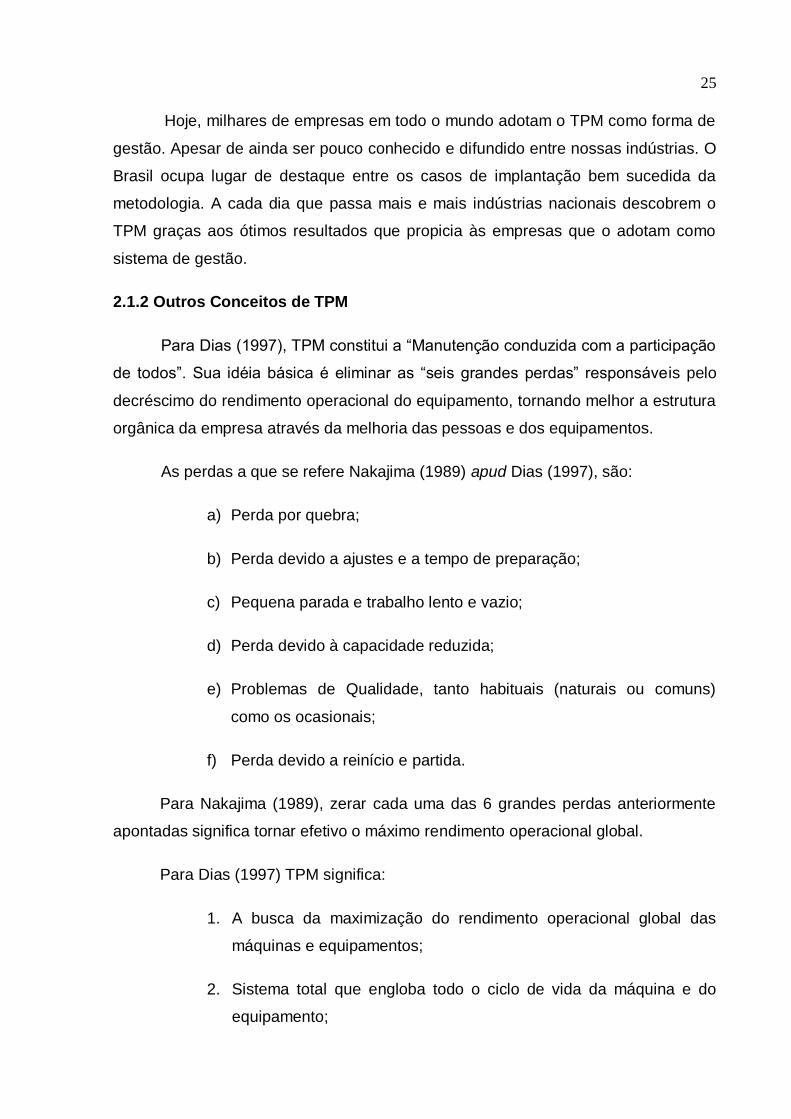
2.1.2 Outros Conceitos de TPM
Para Dias (1997), TPM constitui a ―Manutenção conduzida com a participação
de todos‖. Sua idéia básica é eliminar as ―seis grandes perdas‖ responsáveis pelo
decréscimo do rendimento operacional do equipamento, tornando melhor a estrutura
orgânica da empresa através da melhoria das pessoas e dos equipamentos.
As perdas a que se refere Nakajima (1989) apud Dias (1997), são:
a) Perda por quebra;
b) Perda devido a ajustes e a tempo de preparação;
c) Pequena parada e trabalho lento e vazio;
d) Perda devido à capacidade reduzida;
e) Problemas de Qualidade, tanto habituais (naturais ou comuns)
como os ocasionais;
f) Perda devido a reinício e partida.
Para Nakajima (1989), zerar cada uma das 6 grandes perdas anteriormente
apontadas significa tornar efetivo o máximo rendimento operacional global.
Para Dias (1997) TPM significa:
1. A busca da maximização do rendimento operacional global das
máquinas e equipamentos;
2. Sistema total que engloba todo o ciclo de vida da máquina e do
equipamento;

26
3. Participação e integração de todos os departamentos envolvidos,
como o da produção, staff e manutenção;
4. Envolvimento e participação de todos, desde a alta direção até os
elementos operacionais da linha;
5. Colaboração das atividades voluntárias desenvolvidas pelos grupos,
além da criação de um ambiente propício para a condução destes
trabalhos.
2.2 OBJETIVOS DO TPM
Para Kardec (1998), a TPM objetiva a eficácia da empresa através de maior
qualificação das pessoas e melhoramentos introduzidos nos equipamentos. Também
prepara e desenvolve pessoas e organizações aptas para conduzir as instalações do
futuro, dotadas de automação. Desse modo, o perfil dos trabalhadores deve ser
adequado através de treinamento/qualificação.
Podemos destacar de Kardec e Nascif (1998), quatro grandes perdas,
identificadas para melhor adequação ao ambiente em estudo:
1. Perdas provenientes de Falha e Degeneração Gradativa do
equipamento – maior parcela;
2. Perdas por Queda de Velocidade de Produção, provocadas por
condições como desgaste, superaquecimento e vibração
excessiva;
3. Perdas por Produtos Defeituosos, conseqüência de retrabalho e
descarte;
4. Perdas por Queda de Rendimento, devidas ao não aproveitamento
da capacidade nominal das máquinas, equipamentos ou sistemas
causados por problemas operacionais.
Em função de que as Perdas provenientes de Falhas representam a maior
parcela no quadro de indisponibilidades, Nakajima (1989) apud Dias (1997), aponta
a quebra como o maior dos males a prejudicar o rendimento operacional de um

27
equipamento. Destaca que as máquinas foram concebidas para trabalhar com
DEFEITO ZERO, isto é, produtos fabricados e equipamentos sem defeitos.
Ele enfatiza que a necessidade de introduzir o conceito de ―Quebra Zero‖ é
extremamente importante para a implantação do TPM, já que a quebra é o principal
fator que prejudica o rendimento operacional. Para isto, coloca algumas medidas
como fundamentais para a obtenção e conquista da quebra zero:
- Estruturação das Condições Básicas para Operação – limpeza da
área, asseio, lubrificação e ordem;
- Obediência às condições de uso – operar dentro das condições
de limite estabelecidas;
- Regeneração do Envelhecimento – recuperar o equipamento,
eliminar causas de envelhecimento, restaurar os equipamentos às
condições originais;
- Sanar os Pontos Falhos Decorrentes de Projeto – corrigir
deficiências, prever a vida média por técnicas de diagnóstico;
- Incrementar Capacidade Técnica – capacitação e
desenvolvimento do elemento humano de modo que ele possa
perceber, diagnosticar e atuar convenientemente.
2.3 METAS DO TPM
As metas básicas do TPM a serem buscadas, conforme Osada (2000) são
cinco:
1. Conferir profundidade a um programa de garantia da qualidade,
promovendo o desenvolvimento de um programa de manutenção
preventiva de alta qualidade.
2. Reduzir os custos, aumentando o nível de confiabilidade do
equipamento e mantendo índice de utilização.

28
3. Associar os esforços ao programa de economia de mão-de-obra,
desenvolvendo intensamente novas tecnologias de produção e
equipamentos.
4. Criar um ambiente de trabalho que proporcione prazer e satisfação
aos empregados, revitalizando as ―atividades de pequenos grupos
semi-autônomos‖ e ensinando a lidar com versatilidade do
equipamento.
5. Garantir um ambiente de trabalho seguro e livre de causas de
destruição ambiental e, assim, contribuir para o crescimento da
Instituição.
A repercussão de um sistema precário de manutenção se apresenta no custo
operacional do equipamento ou sistema. Isto faz com que haja uma agregação de
valor, em função do tempo, ao trabalho que está sendo desenvolvido em relação ao
orçamento solicitado.
2.4 VANTAGENS DE SE TER UM PLANO DE MANUTENÇÃO
De acordo com Osada e Takahashi (2000), o Plano de Manutenção apresenta
vantagens que podem ser resumidas como:
1. O número de etapas operacionais pode ser identificado e o trabalho
transformado em rotina;
2. As exigências de recursos humanos podem ser planejadas de modo a
tornar qualificado e disponível o pessoal responsável pela manutenção e
operação, de acordo com a necessidade;
3. Os erros na aquisição de materiais, peças sobressalentes e
subcontratação de serviços podem ser evitados;
4. A qualidade pode ser verificada e podem ser adquiridos materiais de
melhor qualidade;
5. Através da criação de planos de trabalho detalhados, os cronogramas
podem ser preparados e coordenados com o plano de produção;

29
6. Os ciclos de reparo podem ser identificados para que possam ser
tomadas medidas em tempo hábil;
7. Os padrões para o trabalho de reparo podem ser identificados permitindo
que o trabalho seja executado de forma eficiente;
8. Planos de reparos simultâneos podem ser criados;
9. O senso de responsabilidade das pessoas pode ser estimulado;
10. Através de atividades de trabalho planejadas, um grande volume de
trabalho pode ser realizado de forma mais eficiente.
2.5 IMPLANTAÇÃO DO TPM
A implantação do TPM, assim como na sua concepção de chão de fábrica
que envolve a participação de todos para promover a Manutenção, exige com
rigorismo que alguns elementos de sustentação existam que podem ser
segmentados em Fases, como mostra a Figura 2.

30
Kardec e Nascif (1998) colocam que esta implantação normalmente deve
seguir quatro fases que subdivididas em etapas garantem os objetivos do TPM,
conforme a Tabela 1:
PREPARAÇÃO
CONSOLIDAÇÃO
IMPLEMENTAÇÃO
INTRODUÇÃO
Figura 2 Fases para Implementação do TPM. Fonte: Takahashi (2000)
Avaliação
Ação
31
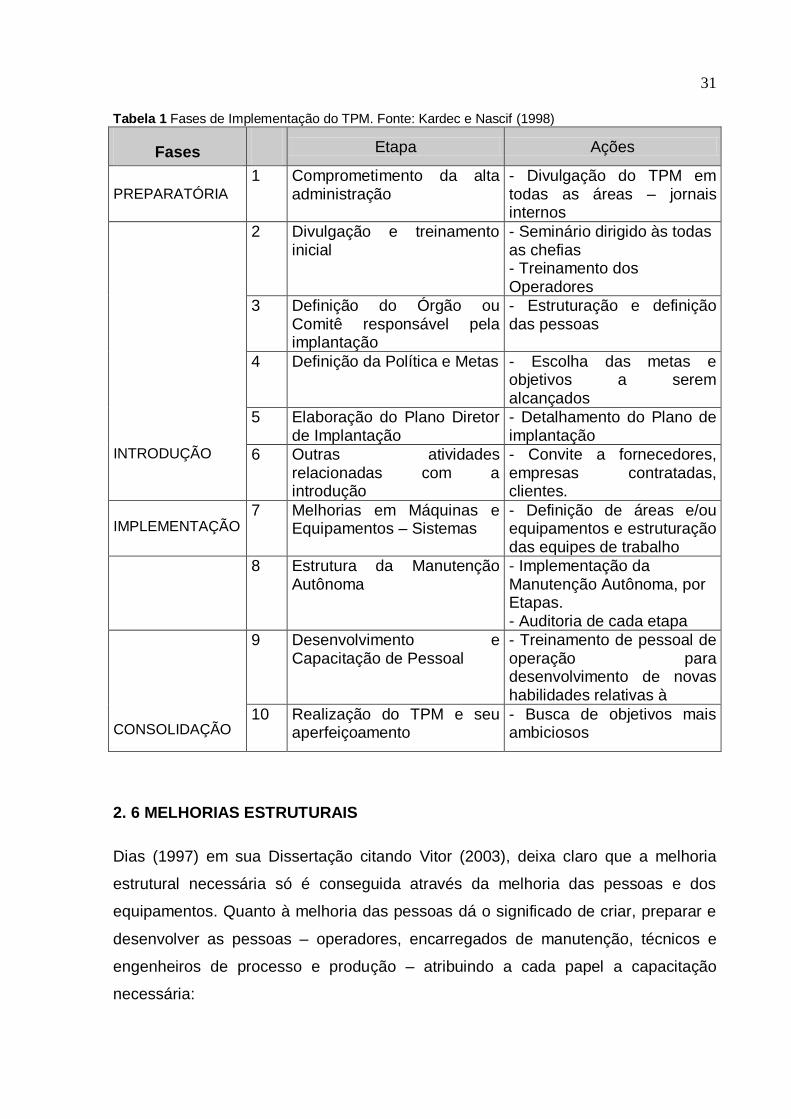
Tabela 1 Fases de Implementação do TPM. Fonte: Kardec e Nascif (1998)
Fases Etapa Ações
PREPARATÓRIA
1 Comprometimento da alta administração
- Divulgação do TPM em todas as áreas – jornais internos
2 Divulgação e treinamento inicial
- Seminário dirigido às todas as chefias - Treinamento dos Operadores
3 Definição do Órgão ou Comitê responsável pela implantação
- Estruturação e definição das pessoas
4 Definição da Política e Metas - Escolha das metas e objetivos a serem alcançados
5 Elaboração do Plano Diretor de Implantação
- Detalhamento do Plano de implantação
INTRODUÇÃO 6 Outras atividades relacionadas com a introdução
- Convite a fornecedores, empresas contratadas, clientes.
IMPLEMENTAÇÃO
7 Melhorias em Máquinas e Equipamentos – Sistemas
- Definição de áreas e/ou equipamentos e estruturação das equipes de trabalho
8 Estrutura da Manutenção
Autônoma - Implementação da Manutenção Autônoma, por Etapas. - Auditoria de cada etapa
9 Desenvolvimento e Capacitação de Pessoal
- Treinamento de pessoal de operação para desenvolvimento de novas habilidades relativas à
CONSOLIDAÇÃO 10 Realização do TPM e seu
aperfeiçoamento - Busca de objetivos mais ambiciosos
2. 6 MELHORIAS ESTRUTURAIS
Dias (1997) em sua Dissertação citando Vitor (2003), deixa claro que a melhoria
estrutural necessária só é conseguida através da melhoria das pessoas e dos
equipamentos. Quanto à melhoria das pessoas dá o significado de criar, preparar e
desenvolver as pessoas – operadores, encarregados de manutenção, técnicos e
engenheiros de processo e produção – atribuindo a cada papel a capacitação
necessária:
32
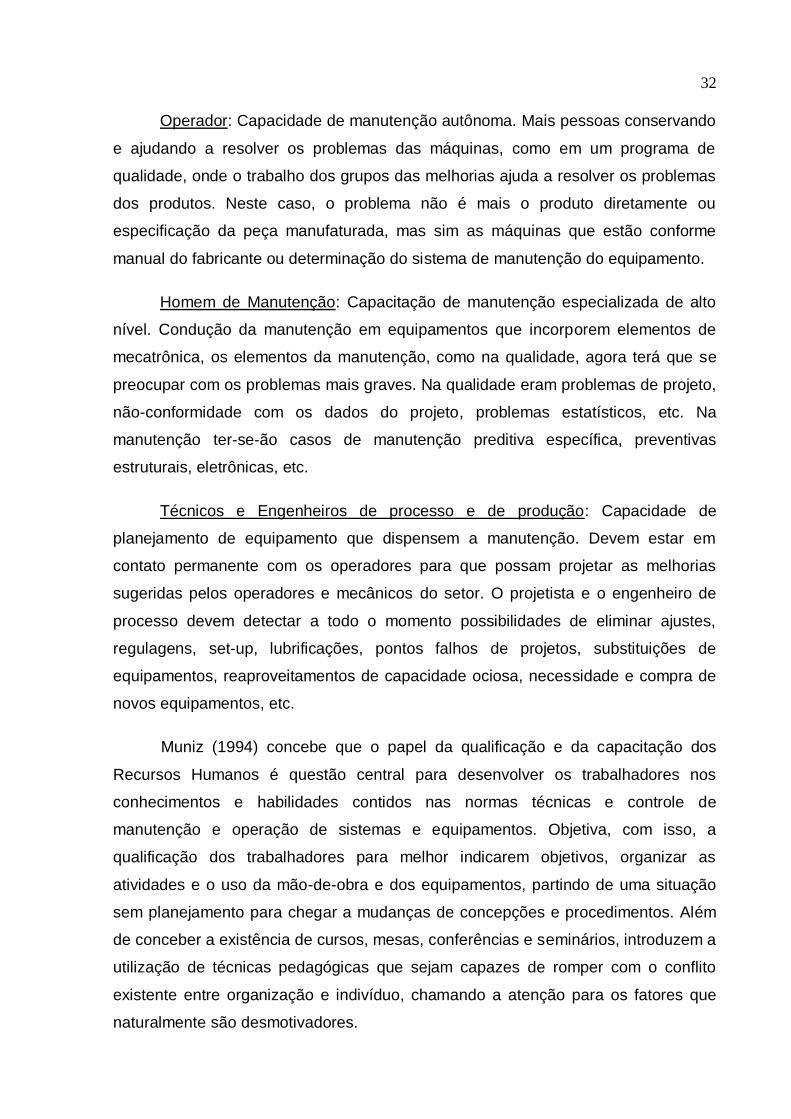
Operador: Capacidade de manutenção autônoma. Mais pessoas conservando
e ajudando a resolver os problemas das máquinas, como em um programa de
qualidade, onde o trabalho dos grupos das melhorias ajuda a resolver os problemas
dos produtos. Neste caso, o problema não é mais o produto diretamente ou
especificação da peça manufaturada, mas sim as máquinas que estão conforme
manual do fabricante ou determinação do sistema de manutenção do equipamento.
Homem de Manutenção: Capacitação de manutenção especializada de alto
nível. Condução da manutenção em equipamentos que incorporem elementos de
mecatrônica, os elementos da manutenção, como na qualidade, agora terá que se
preocupar com os problemas mais graves. Na qualidade eram problemas de projeto,
não-conformidade com os dados do projeto, problemas estatísticos, etc. Na
manutenção ter-se-ão casos de manutenção preditiva específica, preventivas
estruturais, eletrônicas, etc.
Técnicos e Engenheiros de processo e de produção: Capacidade de
planejamento de equipamento que dispensem a manutenção. Devem estar em
contato permanente com os operadores para que possam projetar as melhorias
sugeridas pelos operadores e mecânicos do setor. O projetista e o engenheiro de
processo devem detectar a todo o momento possibilidades de eliminar ajustes,
regulagens, set-up, lubrificações, pontos falhos de projetos, substituições de
equipamentos, reaproveitamentos de capacidade ociosa, necessidade e compra de
novos equipamentos, etc.
Muniz (1994) concebe que o papel da qualificação e da capacitação dos
Recursos Humanos é questão central para desenvolver os trabalhadores nos
conhecimentos e habilidades contidos nas normas técnicas e controle de
manutenção e operação de sistemas e equipamentos. Objetiva, com isso, a
qualificação dos trabalhadores para melhor indicarem objetivos, organizar as
atividades e o uso da mão-de-obra e dos equipamentos, partindo de uma situação
sem planejamento para chegar a mudanças de concepções e procedimentos. Além
de conceber a existência de cursos, mesas, conferências e seminários, introduzem a
utilização de técnicas pedagógicas que sejam capazes de romper com o conflito
existente entre organização e indivíduo, chamando a atenção para os fatores que
naturalmente são desmotivadores.

33
Com trabalhadores capazes de implantar uma manutenção por iniciativa
própria, Takahashi e Osada (2000) dá exemplos de etapas adotadas para a
manutenção por iniciativa própria e mecanismos de um sistema para a verificação
destas etapas, conforme diagrama da Figura 3.
Identificação das falhas e pequenos defeitos
Melhorias nas áreas problemáticas
Formulação das bases da manutenção diária
Diagnóstico das falhas e manutenção
planejada
Inspeção abrangente por elemento
Gerenciamento da Manutenção
Figura 3 Manutenção Autônoma. Fonte: Takahashi e Osada (2000)
Implementar, tomar a iniciativa, adotar medidas, analisar, aprender as
funções, definir os padrões, aprender a coletar, tornarem visíveis, aprender a
importância, conduzir o treinamento, executar a inspeção e consolidar as medidas
são expressões que denotam a importância e a necessidade de ter trabalhadores
mantenedores e operadores, capazes de intervir de forma qualificada.
Interpretando Hirano (1996), destaca-se a questão do treinamento eficaz
como elemento estratégico colocando que o desenvolvimento necessário aos
Organização das
condições básicas
Análise dos pontos
fracos
Busca de como
devem ser as coisas
Análise dos pontos a
serem melhorados
M
A
N
U
T
E
N
Ç
Ã
O
A
U
T
Ô
N
O
M
A

34
trabalhadores deve ser atendido a partir de quatro condicionantes ao treinamento,
descritos na Figura 4:
Figura 4 Condicionantes ao treinamento. Fonte: Hirano (1996).
A partir do momento onde estiverem sendo perseguidas as condições
operacionais adequadas, com trabalhadores capacitados, a atividade de
manutenção passa a assumir o papel de pleitear a não existência de falhas
espontâneas e de avaliar, recuperar e evitar a deterioração.
Ao considerarmos, no entanto, que para alcançar este patamar de
responsabilidades individuais em ambientes que oferecem riscos eminentes e de
contaminação diversos, é necessário que o contingente de trabalhadores adquira as
aptidões exigidas e que se construam novas relações no ambiente de trabalho,
abrindo-se então, espaço para a utilização de princípios de qualidade
complementares ao TPM, que é o proporcionado pelo Programa 5 S.
2.7 MANUTENÇÃO AUTÔNOMA
É o processo de capacitação dos operadores, com o propósito de torná-los
aptos a promover no seu ambiente de trabalho mudanças que garantam altos níveis
de produtividade.
1 - Comprometimento com o
Trabalho
2 - Comprometimentos com a
Qualidade
3 - Comprometimentos com o
Treinamento
4 - Críticas Construtivas 4
1
2 3

35
Ao contrário do que muitos pensam a manutenção autônoma não consiste
meramente em cuidar da aparência dos equipamentos, limpando-os e pintando-os
periodicamente, ou ainda, transformando os operadores em eletricistas,
instrumentistas ou mecânicos de manutenção, muita menos, em transformar o
pessoal da manutenção em operadores.
2.7.1 Conceito Moderno De Manutenção
Há até bem pouco tempo, o conceito predominante era de que a missão da
manutenção era a de restabelecer as condições originais dos
equipamentos/sistemas.
Segundo Kardec (2002), ―a Missão da Manutenção é: GARANTIR A
DISPONIBILIDADE DA FUNÇÃO DOS EQUIPAMENTOS E INSTALAÇÕES DE
MODO A ATENDER A UM PROCESSO DE PRODUÇÃO OU DE SERVIÇO, COM
CONFIABILIDADE, SEGURANÇA, PRESERVAÇÃO DO MEIO AMBIENTE E
CUSTOS ADEQUADOS”.
- Paradigma Moderno
A manutenção deve ser organizada de tal maneira que o equipamento ou
sistema pare de produzir somente de forma planejada. Quando o equipamento para
de produzir por si próprio, sem uma definição gerencial, está-se diante de
manutenção não planejada, ou mesmo de um fracasso da atividade de manutenção.
O gerenciamento estratégico da atividade de manutenção consiste em ter a
equipe atuando para evitar que ocorram falhas, e não manter esta equipe atuando
apenas na correção rápida destas falhas. O paradigma do passado era: ―O homem
de manutenção sente-se bem quando executa um bom reparo‖ O paradigma
moderno é: ―O homem de manutenção sente-se bem quando ele consegue evitar
todas as falhas não previstas‖.
NÃO É MAIS ACEITÁVEL QUE O EQUIPAMENTO
OU SISTEMA PARE DE MANEIRA NÃO PREVISTA.

36
Segundo Kardec (2002) a Manutenção Autônoma está focada no
desenvolvimento das habilidades dos operadores, de forma que os mesmos tenham
domínio sobre os seus equipamentos. O desenvolvimento com enfoque no
equipamento é feito em sete passos, sendo:
1º passo: Limpeza Inicial;
2º passo: Eliminação das fontes de sujeira e locais de difícil acesso;
3º passo: Elaboração de normas provisórias de limpeza, inspeção e lubrificação;
4º passo: Inspeção geral;
5º passo: Inspeção autônoma;
6º passo: Padronização;
7º passo: Gerenciamento autônomo.
Nos três primeiros passos, a grande mudança é percebida nos equipamentos
quando o número de quebras, por exemplo, chega a ser reduzido na ordem de 80%.
Nos passos 4 e 5, ocorrem a mudança das pessoas que experimentam os bons
resultados e mudam suas formas de pensar e passam a assumir espontaneamente
a responsabilidade por seus resultados. Já nos passos 6 e 7, ocorrem as mudanças
no ambiente de trabalho, pelo rompimento da fronteira do equipamento e o
estabelecimento de novos desafios pelo gerenciamento autônomo.
Quebras e defeitos crônicos ocorrem devido a vários fatores, um deles é o
fator humano. Os erros de operação e as quebras repetitivas são comuns no dia-a-
dia sendo encarados como ocorrências normais. O conceito de "eu opero, você
conserta" tomou conta dos ambientes fabris e o pessoal da operação acredita que
as falhas são de total responsabilidade do pessoal da manutenção. Muitas falhas
poderiam ser evitadas se os operadores desempenhassem tarefas muito simples
como limpeza, reaperto de parafusos, lubrificação e detecção de anomalias.
A TPM busca a cooperação mútua entre os diversos setores da empresa e,
através da manutenção autônoma procura reverter esse quadro.
37
O desenvolvimento da manutenção autônoma implica em mudanças nos
papéis da operação e da manutenção e, conseqüentemente, mudanças nos
equipamentos. A mudança de papéis implica na necessidade de um plano de
capacitação da operação e manutenção. A mudança dos equipamentos implica na
implementação de um sistema de controle de perdas e suporte às melhorias que
serão implementadas nos equipamentos.
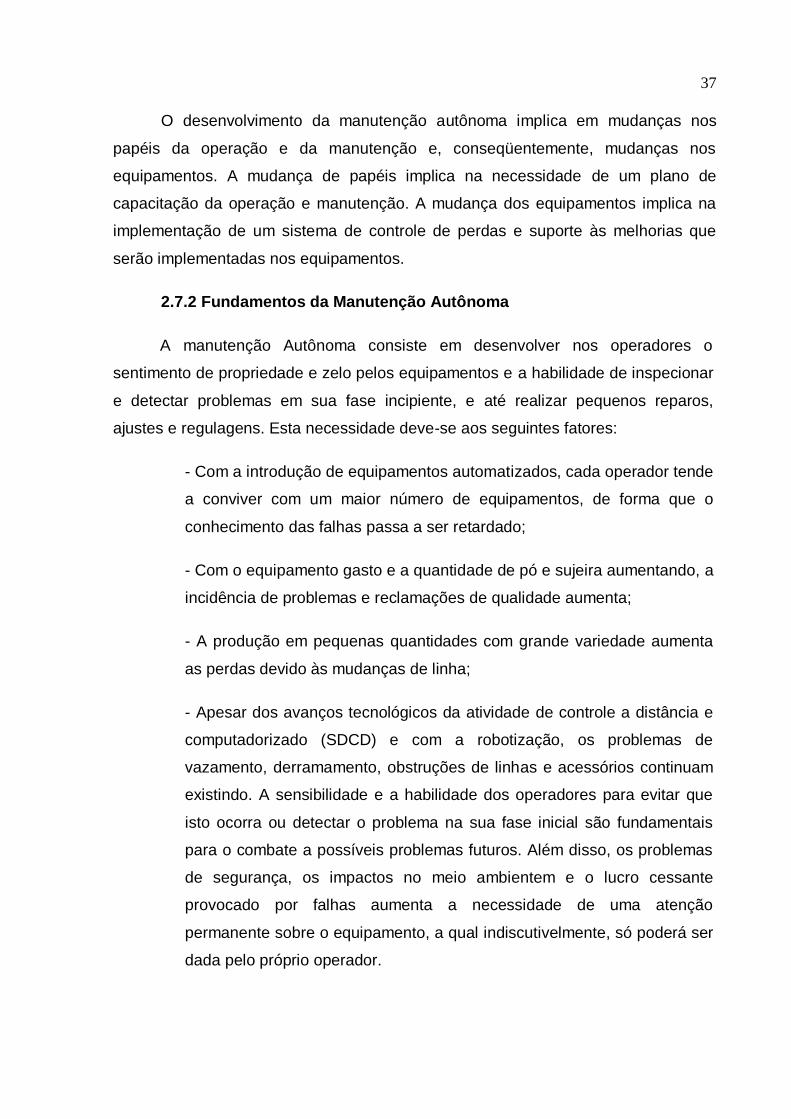
2.7.2 Fundamentos da Manutenção Autônoma
A manutenção Autônoma consiste em desenvolver nos operadores o
sentimento de propriedade e zelo pelos equipamentos e a habilidade de inspecionar
e detectar problemas em sua fase incipiente, e até realizar pequenos reparos,
ajustes e regulagens. Esta necessidade deve-se aos seguintes fatores:
- Com a introdução de equipamentos automatizados, cada operador tende
a conviver com um maior número de equipamentos, de forma que o
conhecimento das falhas passa a ser retardado;
- Com o equipamento gasto e a quantidade de pó e sujeira aumentando, a
incidência de problemas e reclamações de qualidade aumenta;
- A produção em pequenas quantidades com grande variedade aumenta
as perdas devido às mudanças de linha;
- Apesar dos avanços tecnológicos da atividade de controle a distância e
computadorizado (SDCD) e com a robotização, os problemas de
vazamento, derramamento, obstruções de linhas e acessórios continuam
existindo. A sensibilidade e a habilidade dos operadores para evitar que
isto ocorra ou detectar o problema na sua fase inicial são fundamentais
para o combate a possíveis problemas futuros. Além disso, os problemas
de segurança, os impactos no meio ambientem e o lucro cessante
provocado por falhas aumenta a necessidade de uma atenção
permanente sobre o equipamento, a qual indiscutivelmente, só poderá ser
dada pelo próprio operador.

38
Os objetivos da Manutenção Autônoma, portanto, são:
- Treinar operadores para detectarem falhas;
- Capacitar operadores para entenderem os objetivos, funções e estrutura
dos equipamentos e que possam operá-los corretamente, bem como eliminar
as falhas;
- Treinar operadores para manterem seus equipamentos nas melhores
condições (uso do equipamento em suas capacidades limites);
- Disciplinar os operadores a seguirem os procedimentos operacionais.
A essência do sucesso da Manutenção Autônoma é conquistar o ―coração‖
do operador e uma boa estrutura da função manutenção. Muitos dos projetos que
fracassaram devem-se ao fato de ter se esquecido de levar em conta o ser humano,
com suas diferentes crenças, valores, culturas, visões, desejos limitações e
problemas.
A Manutenção Autônoma passa fundamentalmente, por um resgate justo e
necessário dos valores do operador, liberando tempo e energia para que os
profissionais da manutenção deixem de ser meros ―apagadores de incêndio‖ e
passem a ser verdadeiros praticantes da ―Engenharia de Manutenção‖. É o caminho
para conquistar, gradativamente, a confiança e o talento daqueles que fazem parte
do chão de fábrica. Esta conquista só ocorrerá se houver a percepção da verdade,
da justiça e das melhorias para a sua rotina e seu crescimento profissional.
Portanto, a Manutenção Autônoma é a oportunidade única e eficaz para
redimensionar o valor das pessoas promovendo resultados concretos e contínuos
para a empresa e para os colaboradores.
Desta forma, a Manutenção Autônoma usa o equipamento como um meio de
ensinar aos operadores uma nova maneira de pensar e trabalhar. Este pilar tem
uma forte relação com os pilares de melhoria Individual e Educação e Treinamento.

39
2.7.3 Educação & Treinamento
A manutenção autônoma está ligada diretamente ao desenvolvimento dos
operadores que é feito passo a passo. A cada passo, o operador passa a
desenvolver novas atividades e, portanto, deve ser preparado para essas novas
atividades. O pilar Educação & Treinamento e Manutenção Autônoma devem montar
um plano de desenvolvimento que contemple as necessidades de treinamento em
cada passo.
2.7.4 Preparativos para a Implantação da Manutenção Autônoma
A metodologia aqui proposta é aplicável à implantação da Manutenção
Autônoma. Evidentemente, algumas atividades que estão propostas podem ser
dispensadas caso já tenham sido realizadas dentro da TPM.
2.7.5 Sensibilização
A decisão final da implantação da Manutenção Autônoma deve partir da direção
da empresa. Evidentemente, a direção necessita estar com uma visão consolidada
sobre o tema. Aqui vão algumas informações relevantes sobre a implantação da TPM
para orientar na tomada de decisão da alta direção da empresa.
O tempo para a consolidação da Manutenção Autônoma dependerá
diretamente das seguintes variáveis:
- Nível elevado do desempenho dos equipamentos;
- Tecnologia moderna dos equipamentos e processos;
- Áreas pequenas e concentradas;
- Estrutura gerencial moderna, principalmente das áreas de manutenção e
produção;
- ―Status‖ elevado de programa de qualidade e produtividade;
- Clima organizacional de respeito mútuo (empresa e
empregados);

40
- Clientes exigentes;
- Estratégia utilizada de acordo com a cultura da empresa.
Apesar da empresa buscar uma estratégia de acordo com a cultura, é importante
ter o cuidado para não distorcer os conceitos, bem como conhecer a experiência de
outras empresas que já estão em estágio mais avançado, com o objetivo de reduzir
as chances de erros.
- A Manutenção Autônoma é uma ferramenta de mudança do modo de encarar
os problemas. À medida que as pessoas mudam, as instalações mudarão. O
desenvolvimento do 5S já cria um ambiente favorável à mudança. A Manutenção
Autônoma vem atacar também os problemas técnicos que limitam o aumento da
produtividade.
- A Manutenção Autônoma é conduzida pelo órgão de Produção o qual conta
com o apoio da Manutenção (ou empresa parceira) e do órgão de Engenharia.
Porém a participação ativa da alta direção é fundamental para o seu sucesso,
decidindo, orientando, convivendo, investindo, reconhecendo e elogiando.
- A Manutenção Autônoma é aplicada não só em empresas que têm processos
seriados, como também naquelas que têm processo contínuo (celulose,
refinarias, petroquímicas, siderúrgicas, químicas, etc.), pois estes processos
apesar de terem um volume de equipamentos muito grande em relação ao
número de operadores, e sistema de controle centralizado, possuem problemas
que não dispensam a presença física do operador na planta, principalmente os
que causam danos sérios, os que têm alto risco de acidente e de poluição
química.
2.7.6 Implementação da Manutenção Autônoma
São realizadas em sete etapas como citado anteriormente no Capitulo II 2.7.1.
Essas etapas podem variar devido às diferenças das características do povo ocidental
em relação ao oriental. No modelo convencional, observa-se que as passagens entre
as etapas convencionais ocorrem quase em um mesmo intervalo de tempo. Isto exige
uma motivação inicial muito grande, pois as passagens entre as três primeiras etapas
tardam a acontecer. Para o povo ocidental é importante que o sentimento de etapa

41
vencida ocorra mais rápido, dando uma sensação de conquista e motivando-o a
continuar se dedicando.
2.7.7 Considerações Importantes
Para obter bons resultados, a empresa deverá desenvolver, simultaneamente à
Manutenção Autônoma, as atividades dos pilares Educação & Treinamento,
Manutenção Planejada e Melhorias Específicas.
Desde o primeiro passo, mesmo que a empresa ainda não tenha iniciado as
atividades do pilar Segurança, o operador deverá ter trabalhado nos aspectos
relativos à Segurança do Trabalho.
2.8 PROGRAMA 5 S.
Lapa (1998) conceitua o Programa 5S como um conjunto de cinco conceitos
simples que ao serem praticados são capazes de modificar o humor, o ambiente de
trabalho, a maneira de conduzir as atividades rotineiras e suas atitudes.
Para Kardec e Nascif (2002), o 5S pode ser definido como uma estratégia de
potencializar e desenvolver as pessoas para pensarem no bem comum. O
desenvolvimento do 5S pode tornar mais participativo e menos conflitante o meio de
trabalho dos que nele convivem, além de estabelecer limites de espaço tanto físico
como de ações funcionais dentro do nicho fabril, sua prática quando feita de forma
correta gera inúmeras vantagens para o relacionamento interno das pessoas que
tem que conviver todos os dias, mesmo havendo em alguns casos um desgaste
psicológico entre alguns que de uma forma acabam se confrontando na empresa
onde eles atuam.

42
Há um consenso sobre o que o 5S promove, direta ou indiretamente:
Melhoria da Qualidade
Prevenção de Acidentes
Melhoria da Produtividade
Redução de Custos
Conservação de Energia
Melhoria do ambiente de trabalho
Melhoria do Moral dos Trabalhadores
Incentivo à Criatividade
Modificação da Cultura
Melhoria da Disciplina
Desenvolvimento do Senso de Equipe
Maior Participação em Todos os Níveis
Cinco são as palavras que definem os princípios do Programa 5S:
SEIRI → Organização
SEITON → Ordem
SEISO → Limpeza
SEIKETSU → Asseio
SHITSUQUE → Disciplina
A seguir tem-se a definição de cada uma desta palavras:
C
O
N
S
E
N
S
O
43
1. Organização
√ Manter apenas o necessário
√ Promover a seleção em função da freqüência da utilização do material –
uso freqüente, perto das máquinas; pouco uso, no almoxarifado; nenhum
uso, descartar.
√ Utilização mais racional do espaço
√ Eliminação do excesso de materiais, móveis, ferramentas, armários,
estantes...
2. Ordem (Sistematização, Ordenação)
√ Manter ferramentas, materiais, dispositivos e equipamentos em
condições de fácil utilização.
√ Usar a mesma nomenclatura, determinando onde estocar, onde
localizar, utilizando etiquetas coloridas de fácil visualização, uniformizando
arquivos e documentos.
√ Fácil de arquivar / estocar, fácil de localizar, fácil de pegar para utilizar,
fácil de reabastecer, fácil de retornar ao lugar após o uso.
3. Limpeza
√ Manter o local de trabalho, máquinas, instrumentos e ferramentas
limpos.
√ Limpando toda a sujeira da planta ou oficina. Fazendo o mesmo com os
equipamentos, local de trabalho e suas redondezas, durante e / ou após o
trabalho.
√ Identificando as causas fundamentais dos desvios de limpeza
√ Trabalho diário agradável, maior segurança, participação de todos,
eliminação de improvisações nos equipamentos e instalações.
4. Asseio / Higiene

44
√ Manter a saúde física e mental
√ Cuidar da higiene corporal. Usar roupas limpas
√ Cumprir normas de segurança
√ Praticar esportes
√ Manter limpos vestiários, banheiros e áreas de uso coletivo.
5. Disciplina
√ Disciplina é fazer aquilo que foi combinado (ou determinado)
√ Cumprir as normas da empresa
√ Ser bom chefe, bom companheiro, bom subordinado.
√ Estabelecer e cumprir as Placas de Advertência e avisos para usos de
Equipamentos de Proteção Individual – EPI
√ Participar efetivamente dos eventos da Instituição / Empresa
√ Cumprir os horários determinados, os padrões estabelecidos.
As práticas do TPM e do 5S são básicas na manutenção moderna e, em
comum vê a interação das pessoas, do ambiente e das atividades como elemento
responsável para a conquista da excelência através da qualidade, sem desperdícios,
com redução de custos, com maior eficiência, com a confiabilidade almejada e a
maior disponibilidade possível.
2.9 TRÊS PONTOS CHAVES DO TPM
TPM como sistema de gestão, é baseado em três pontos chaves:
1- Controle Total das Perdas
A TPM busca criação de uma cultura coletiva, com o objetivo de obter a
máxima eficiência em todo o processo coletivo.
45
Cada colaborador da empresa passa a enxergar de forma clara o seu papel,
identificando todas as possíveis perdas que ocorrem, ou possam ocorrer no seu
nível de atuação trabalhando na sua eliminação e prevenção.
2- Culturas Prevencionista
Na TPM o meio para a obtenção dos bons resultados é a prevenção. Quem
trabalha direcionando seus esforços para corrigir os problemas (após a sua
ocorrência) jamais terá tempo e condições para melhorar seu sistema de gestão e,
conseqüentemente, seus resultados. Para trabalhar preventivamente a empresa
deverá promover mudanças na forma de atuação através do estabelecimento de
diversos subsistemas preventivos, baseados na capacitação contínua de todos os
colaboradores, dentro das atividades dos oito pilares de sustentação do programa
TPM.
3- Envolvem toda a força de trabalho da empresa
As atividades do programa TPM envolvem todos os colaboradores, onde cada
um desenvolve suas atividades através de método e metas. Com base no
desdobramento das diretrizes da empresa, cada um sabe claramente o seu papel e
o seu nível de contribuição de forma a atingir os objetivos globais.
2.10 RELACIONAMENTO ENTRE PRODUÇÃO E MANUTENÇÃO
Os freqüentes atritos entre as equipes de produção e manutenção são
históricos e não respeitam limites geográficos. Em todo lugar do mundo os
problemas são sempre os mesmos: a produção criticando a manutenção porque
não oferece o equipamento em boas condições operacionais e está sempre
―atrapalhando‖ as metas de produção e a manutenção ―acusando‖ a produção por
não saber operar os equipamentos adequadamente, não cumprir os procedimentos,
não se preocupar com o estado físico dos equipamentos, só acionar a equipe de
manutenção quando o equipamento quebra ou está em condições críticas de
operação e não dar o tempo suficiente para se fazer uma intervenção adequada e
no momento apropriado. O resultado destas atitudes é a dificuldade de se fazer uma
boa manutenção e de construir um lugar de trabalho livre de falhas e problemas.
46
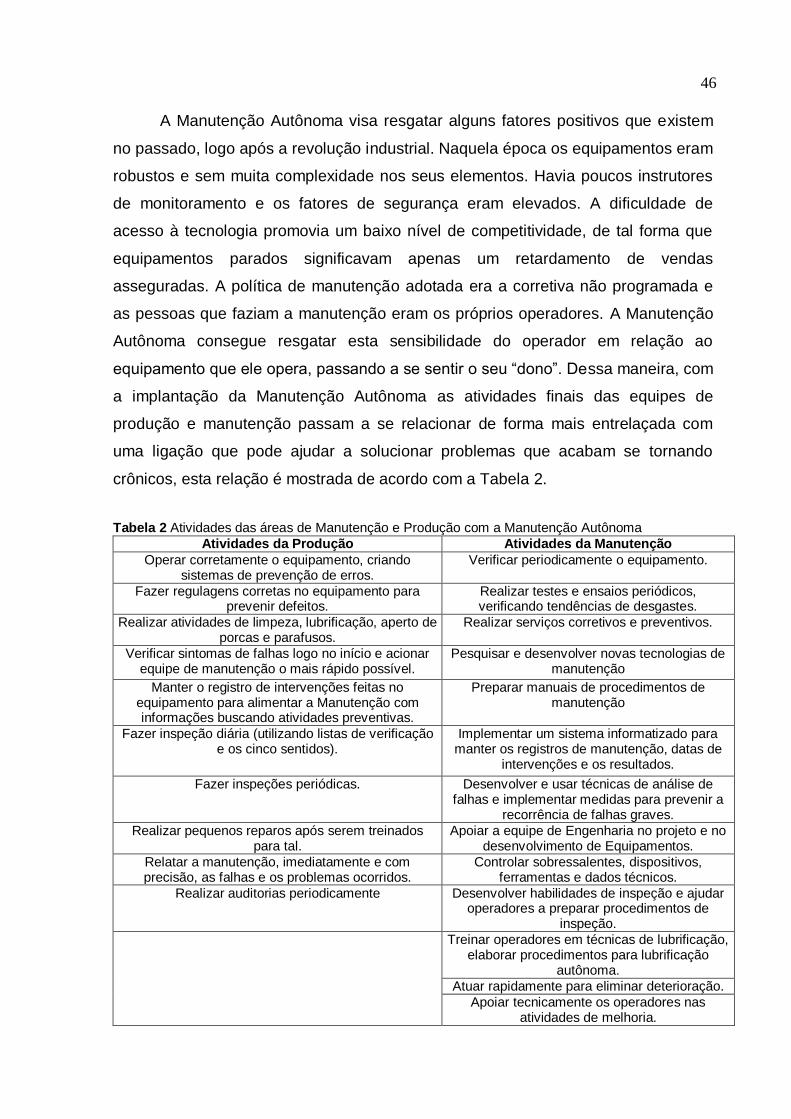
A Manutenção Autônoma visa resgatar alguns fatores positivos que existem
no passado, logo após a revolução industrial. Naquela época os equipamentos eram
robustos e sem muita complexidade nos seus elementos. Havia poucos instrutores
de monitoramento e os fatores de segurança eram elevados. A dificuldade de
acesso à tecnologia promovia um baixo nível de competitividade, de tal forma que
equipamentos parados significavam apenas um retardamento de vendas
asseguradas. A política de manutenção adotada era a corretiva não programada e
as pessoas que faziam a manutenção eram os próprios operadores. A Manutenção
Autônoma consegue resgatar esta sensibilidade do operador em relação ao
equipamento que ele opera, passando a se sentir o seu ―dono‖. Dessa maneira, com
a implantação da Manutenção Autônoma as atividades finais das equipes de
produção e manutenção passam a se relacionar de forma mais entrelaçada com
uma ligação que pode ajudar a solucionar problemas que acabam se tornando
crônicos, esta relação é mostrada de acordo com a Tabela 2.
Tabela 2 Atividades das áreas de Manutenção e Produção com a Manutenção Autônoma
Atividades da Produção Atividades da Manutenção
Operar corretamente o equipamento, criando sistemas de prevenção de erros.
Verificar periodicamente o equipamento.
Fazer regulagens corretas no equipamento para prevenir defeitos.
Realizar testes e ensaios periódicos, verificando tendências de desgastes.
Realizar atividades de limpeza, lubrificação, aperto de porcas e parafusos.
Realizar serviços corretivos e preventivos.
Verificar sintomas de falhas logo no início e acionar equipe de manutenção o mais rápido possível.
Pesquisar e desenvolver novas tecnologias de manutenção
Manter o registro de intervenções feitas no equipamento para alimentar a Manutenção com informações buscando atividades preventivas.
Preparar manuais de procedimentos de manutenção
Fazer inspeção diária (utilizando listas de verificação e os cinco sentidos).
Implementar um sistema informatizado para manter os registros de manutenção, datas de
intervenções e os resultados.
Fazer inspeções periódicas. Desenvolver e usar técnicas de análise de falhas e implementar medidas para prevenir a
recorrência de falhas graves.
Realizar pequenos reparos após serem treinados para tal.
Apoiar a equipe de Engenharia no projeto e no desenvolvimento de Equipamentos.
Relatar a manutenção, imediatamente e com precisão, as falhas e os problemas ocorridos.
Controlar sobressalentes, dispositivos, ferramentas e dados técnicos.
Realizar auditorias periodicamente Desenvolver habilidades de inspeção e ajudar operadores a preparar procedimentos de
inspeção.
Treinar operadores em técnicas de lubrificação, elaborar procedimentos para lubrificação
autônoma.
Atuar rapidamente para eliminar deterioração.
Apoiar tecnicamente os operadores nas atividades de melhoria.

47
2.11 TRABALHO EM EQUIPE
A implantação do programa TPM ocorre através das atividades de pequenos
grupos de trabalho, integrados ao sistema produtivo. Os grupos possuem objetivos
comuns, o que lhes confere o sentido de um verdadeiro time. O trabalho em equipe
é a forma ideal de desenvolver o "empowerment" das pessoas, dando-lhes
condições de reais autonomias.
A TPM abrange todos os setores e atividades. O desenvolvimento do programa
TPM tem início junto aos equipamentos, envolvendo inicialmente as pessoas ligadas
à sua operação e manutenção. Porém, à medida que for evoluindo a perda gerada
pelos equipamentos são reduzidas, fazendo com que as demais perdas do sistema
produtivo se tornem evidentes. Nesse momento os demais colaboradores da
empresa devem ser envolvidos na eliminação e controle dessas perdas a fim de
atingir nível excelente de produtividade, qualidade e competitividade.

48
CAPÍTULO III - RESULTADOS
3.1. PERFIL DA EMPRESA ESTUDADA
O trabalho foi desenvolvido numa empresa do PIM com grande influencia no
mercado de eletrodomésticos. Esta empresa é a Electrolux. A Electrolux é uma
empresa líder mundial no ramo de eletrodomésticos, é uma empresa certificada com
ISO-9001:2000 Sistema de Gestão da Qualidade e possui em sua Política o
seguinte foco:
A Política da Qualidade Electrolux consiste em satisfazer as necessidades de seus
clientes através:
- Do atendimento aos requisitos dos clientes e do Sistema de Gestão da
Qualidade;
- Do monitoramento e gerenciamento dos processos inerentes as suas
atividades, produtos e serviços, e;
- Da busca da melhoria contínua da eficácia de seus processos.
Também certificada com o ―ISO 14001 Sistema de Gestão Ambiental‖ com a
seguinte Política: intenciona-se conduzir as ações da empresa dentro do conceito de
desenvolvimento sustentável de forma que seus produtos, serviços e manufatura
tenham o menor impacto para a sociedade. As suas ações são apoiadas nos
seguintes princípios:
- Projetar seus produtos para reduzir o impacto ambiental na produção, uso e
descarte;
- Reduzir perdas e consumos (energia, água e materiais diversos);
- Trabalhar para o melhoramento contínuo e desenvolvimento sustentável;
- Tomar ações pró-ativas em relação a legislação ambiental que regula o seu
ramo de atividade;
- Encorajar seus fornecedores e contratados em sua responsabilidade com o
meio ambiente;
49
- Considerar sua Política Ambiental nos seus futuros planejamentos e
investimentos para a tomada de decisão;
- Estabelecer Metas e Objetivos relacionados com a implementação do
Sistema de Gestão Ambiental;
- Prevenir à poluição.
A Electrolux também possui uma forte preocupação com a segurança de seus
colaboradores e possui sua própria Política de Segurança e Saúde Ocupacional: A
sua política de segurança e saúde ocupacional consiste em apoiar ações para
eliminar riscos relacionados ao trabalho, a fim de proporcionar um ambiente de
trabalho seguro e produtivo para uma melhor qualidade de vida.
Para isso, a empresa adota os seguintes princípios:
- Cada área ou setor é responsável por proporcionar a seus funcionários um
ambiente de trabalho que lhes preserve a integridade física e a saúde.
- Cada funcionário é responsável por cuidar de sua própria segurança e da
segurança de seus colegas, assim como, da segurança do produto e das
instalações (máquinas, equipamentos, e prédios).
- Todo gestor demonstra que dá à Segurança e Saúde Ocupacionais a
mesma importância que à Qualidade, ao Meio Ambiente, ao Custo, à entrega
e à motivação.
A Electrolux tem várias linhas de atuação no mercado, mas se destaca com mais
vigor na linha de eletrodomésticos chamados de linha branca. Segue abaixo alguns
exemplos:
Refrigeradores e freezers (10 milhões de unidades produzidas anualmente)
Líder mundial na produção de compressores
Lavadoras de louças (produz a mais silenciosa lavadora de louça do mundo)
Máquinas de lavar;

50
Aspiradores de pó (responsáveis por 75% de participação no mercado
brasileiro neste segmento)
Condicionadores de Ar (segundo maior fabricante mundial de condicionadores
de ar para janelas)
Lavadoras de Alta Pressão-Líder no mercado doméstico e profissional.
3.2 LEVANTAMENTO DE DADOS
O problema a ser estudado esta relacionado às falhas no sistema de
detecção de vazamento de gás refrigerante da linha de produção de ar
condicionado. Tem-se identificado que um grande número de aparelhos retorna para
retrabalho devido a não detecção da falta de gás no mesmo. Isto se dá com uma
grande freqüência devido ao entupimento do sistema de filtragem do sensor do
detector. O intuito será aplicar a filosofia da manutenção autônoma, um dos pilares
do TPM, juntamente com o pilar Educação&Treinamento para os operadores da
linha de produção.
Os dados abaixo são dados reais fornecidos pela empresa, coletados em um
período de tempo total de oito meses. Nesses dados todas as paradas de linha de
produção estão registradas desde março até outubro do mesmo ano como mostra a
Tabela 3. Entretanto, os dados que estão sendo analisados neste trabalho são
relacionados às paradas ocasionadas pelo sistema de detecção de vazamento, não
interessando neste momento para este estudo os demais casos devido ao tempo
reduzido para o estudo de caso. Na coluna responsável está listado o departamento
a que se refere a causa principal do problema. Este enquadramento é realizado
após reunião para determinar qual foi à causa raiz da parada da linha de produção
motivada pelo sistema.

51
Tabela 3 Total de Paradas. Fonte: Electrolux (2004)
INÍCIO FIM TEMPO MOTIVO RESPONSÁVEL DATA MESES
11:30 11:33 00:03 Detector de Vazamento Processo 9/3/2004 Março
14:15 14:23 00:08 Detector de Vazamento Engª Fábrica 12/3/2004 Março
15:53 15:56 00:03 Detector de Vazamento Processo 15/3/2004 Março
12:45 12:55 00:10 Detector de Vazamento Engª Fábrica 27/4/2004 Abril
17:03 17:07 00:04 Detector de Vazamento Processo 28/4/2004 Abril
07:06 07:12 00:06 Detector de Vazamento Engª Fábrica 29/4/2004 Abril
07:10 07:18 00:08 Detector de Vazamento Engª Fábrica 4/5/2004 Maio
13:05 13:10 00:05 Detector de Vazamento Engª Fábrica 6/5/2004 Maio
14:18 14:24 00:06 Detector de Vazamento Engª Fábrica 7/5/2004 Maio
12:42 12:45 00:03 Detector de Vazamento Engª Fabrica 11/5/2004 Maio
14:17 14:23 00:06 Detector de Vazamento Engª Fabrica 11/5/2004 Maio
07:30 07:34 00:04 Detector de Vazamento Engª Fabrica 13/5/2004 Maio
11:05 11:15 00:10 Detector de Vazamento Engª Fabrica 13/5/2004 Maio
15:10 15:14 00:04 Detector de Vazamento Engª Fabrica 13/5/2004 Maio
17:40 17:52 00:12 Detector de Vazamento Engª Fabrica 13/5/2004 Maio
07:32 07:35 00:03 Detector de Vazamento Engª Fabrica 14/5/2004 Maio
15:38 15:50 00:12 Detector de Vazamento Engª Fabrica 14/5/2004 Maio
16:55 17:10 00:15 Detector de Vazamento Engª Fabrica 14/5/2004 Maio
09:40 09:43 00:03 Detector de Vazamento Engª Fabrica 15/5/2004 Maio
13:10 13:20 00:10 Detector de Vazamento Engª Fabrica 15/5/2004 Maio
13:30 13:40 00:10 Detector de Vazamento Engª Fabrica 15/5/2004 Maio
09:10 09:15 00:05 Detector de Vazamento Engª Fabrica 17/5/2004 Maio
09:30 09:35 00:05 Detector de Vazamento Engª Fabrica 17/5/2004 Maio
09:57 10:06 00:09 Detector de Vazamento Engª Fabrica 17/5/2004 Maio
15:36 15:40 00:04 Detector de Vazamento Engª Fabrica 17/5/2004 Maio
16:18 16:23 00:05 Detector de Vazamento Engª Fabrica 17/5/2004 Maio
17:42 17:56 00:14 Detector de Vazamento Engª Fabrica 19/5/2004 Maio
17:17 17:26 00:09 Detector de Vazamento Engª Fabrica 20/5/2004 Maio
12:05 12:15 00:10 Detector de Vazamento Engª Fabrica 24/5/2004 Maio
12:50 13:00 00:10 Detector de Vazamento Engª Fabrica 28/5/2004 Maio
09:13 09:18 00:05 Detector de Vazamento Engª Fabrica 31/5/2004 Maio
09:05 09:08 00:03 Detector de Vazamento Engª Fábrica 2/6/2004 Junho
10:59 11:04 00:05 Detector de Vazamento Engª Fábrica 2/6/2004 Junho
13:50 14:00 00:10 Detector de Vazamento Engª Fábrica 4/6/2004 Junho
07:23 07:36 00:13 Detector de Vazamento Engª Fábrica 5/6/2004 Junho
13:14 13:21 00:07 Detector de Vazamento Engª Fábrica 18/6/2004 Junho
16:40 16:45 00:05 Detector de Vazamento Engª Fábrica 22/6/2004 Junho
10:58 11:04 00:06 Detector de Vazamento Engª Fábrica 24/6/2004 Junho
07:00 07:10 00:10 Detector de Vazamento Engª Fábrica 26/6/2004 Junho
07:23 07:33 00:10 Detector de Vazamento Engª Fábrica 26/6/2004 Junho
07:58 08:10 00:12 Detector de Vazamento Engª Fábrica 5/7/2004 Julho
14:30 14:40 00:10 Detector de Vazamento Engª Fábrica 8/7/2004 Julho
07:37 07:56 00:19 Detector de Vazamento Engª Fábrica 9/7/2004 Julho
09:28 09:57 00:29 Detector de Vazamento Engª Fábrica 9/7/2004 Julho
10:40 10:47 00:07 Detector de Vazamento Engª Fábrica 9/7/2004 julho
07:00 07:08 00:08 Detector de Vazamento Engª Fábrica 10/7/2004 julho
07:20 07:30 00:10 Detector de Vazamento Engª Fábrica 10/7/2004 Julho
09:50 09:58 00:08 Detector de Vazamento Engª Fábrica 12/7/2004 Julho
14:22 14:25 00:03 Detector de Vazamento Engª Fábrica 12/7/2004 Julho
12:40 13:00 00:20 Detector de Vazamento Engª Fábrica 13/7/2004 Julho
13:24 13:35 00:11 Detector de Vazamento Engª Fábrica 13/7/2004 Julho
16:05 16:15 00:10 Detector de Vazamento Engª Fábrica 13/7/2004 Julho
11:25 11:35 00:10 Detector de Vazamento Engª Fábrica 14/7/2004 Julho
08:10 08:20 00:10 Detector de Vazamento Engª Fábrica 15/7/2004 Julho
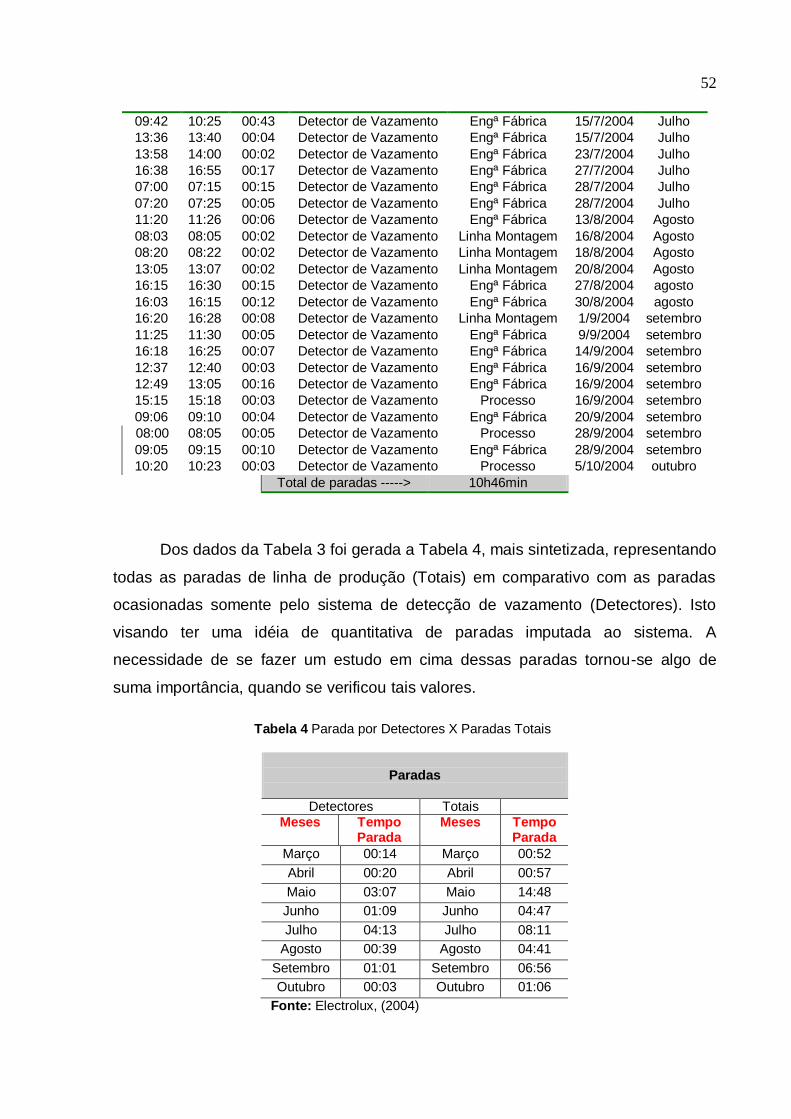
52
09:42 10:25 00:43 Detector de Vazamento Engª Fábrica 15/7/2004 Julho
13:36 13:40 00:04 Detector de Vazamento Engª Fábrica 15/7/2004 Julho
13:58 14:00 00:02 Detector de Vazamento Engª Fábrica 23/7/2004 Julho
16:38 16:55 00:17 Detector de Vazamento Engª Fábrica 27/7/2004 Julho
07:00 07:15 00:15 Detector de Vazamento Engª Fábrica 28/7/2004 Julho
07:20 07:25 00:05 Detector de Vazamento Engª Fábrica 28/7/2004 Julho
11:20 11:26 00:06 Detector de Vazamento Engª Fábrica 13/8/2004 Agosto
08:03 08:05 00:02 Detector de Vazamento Linha Montagem 16/8/2004 Agosto
08:20 08:22 00:02 Detector de Vazamento Linha Montagem 18/8/2004 Agosto
13:05 13:07 00:02 Detector de Vazamento Linha Montagem 20/8/2004 Agosto
16:15 16:30 00:15 Detector de Vazamento Engª Fábrica 27/8/2004 agosto
16:03 16:15 00:12 Detector de Vazamento Engª Fábrica 30/8/2004 agosto
16:20 16:28 00:08 Detector de Vazamento Linha Montagem 1/9/2004 setembro
11:25 11:30 00:05 Detector de Vazamento Engª Fábrica 9/9/2004 setembro
16:18 16:25 00:07 Detector de Vazamento Engª Fábrica 14/9/2004 setembro
12:37 12:40 00:03 Detector de Vazamento Engª Fábrica 16/9/2004 setembro
12:49 13:05 00:16 Detector de Vazamento Engª Fábrica 16/9/2004 setembro
15:15 15:18 00:03 Detector de Vazamento Processo 16/9/2004 setembro
09:06 09:10 00:04 Detector de Vazamento Engª Fábrica 20/9/2004 setembro
08:00 08:05 00:05 Detector de Vazamento Processo 28/9/2004 setembro
09:05 09:15 00:10 Detector de Vazamento Engª Fábrica 28/9/2004 setembro
10:20 10:23 00:03 Detector de Vazamento Processo 5/10/2004 outubro
Total de paradas -----> 10h46min
Dos dados da Tabela 3 foi gerada a Tabela 4, mais sintetizada, representando
todas as paradas de linha de produção (Totais) em comparativo com as paradas
ocasionadas somente pelo sistema de detecção de vazamento (Detectores). Isto
visando ter uma idéia de quantitativa de paradas imputada ao sistema. A
necessidade de se fazer um estudo em cima dessas paradas tornou-se algo de
suma importância, quando se verificou tais valores.
Tabela 4 Parada por Detectores X Paradas Totais
Paradas
Detectores Totais Meses Tempo
Parada Meses Tempo
Parada
Março 00:14 Março 00:52
Abril 00:20 Abril 00:57
Maio 03:07 Maio 14:48
Junho 01:09 Junho 04:47
Julho 04:13 Julho 08:11
Agosto 00:39 Agosto 04:41
Setembro 01:01 Setembro 06:56
Outubro 00:03 Outubro 01:06
Fonte: Electrolux, (2004)

53
Da Tabela 4 foi gerada a Figura 5 que nos dá uma visão do efeito destas
paradas. A Figura 5 relaciona o valor total das paradas da linha de produção
independentemente de equipamento, setor ou operação com a parada ocasionada
pelo sistema de detecção de vazamento.
Observa-se que as paradas de linha entre os meses de maio e julho são as
mais acentuadas, no entanto as demais são consideradas paradas de status críticas.
Identificou-se depois que tais eventos dessas paradas poderiam ter sido evitados se
nesse equipamento tivesse sido implantado o sistema de Manutenção Autônoma.
Figura 5 Gráfico de Paradas. Electrolux (2004)
Foi elaborado um questionário, como mostra a Tabela 5, que foi respondido
pelo responsável da manutenção daquele setor e obteve-se as seguintes
informações como mostra o questionário na Tabela 5.
Tabela 5 Questionário de Manutenção. Fonte: O autor
Perguntas Respostas
Qual o intervalo da primeira manutenção à próxima manutenção
A primeira às 7:00 da manhã e a próxima no intervalo do almoço às 12:00
Qual o problema mais freqüente registrado no equipamento
Sujeira, ocasionando entupimento da ponteira
Qual a ação para corrigir a falha Limpeza da mangueira e troca do filtro
Do total de atendimento quantos necessariamente são problemas técnicos mais complexos não relacionados com a limpeza do equipamento.
De todos os atendimentos cerca de 5% são problemas mais específicos o restante são problemas relacionados à limpeza.
Quais os efeitos se está manutenção não ocorrer
Parada da linha de Produção.
54
3.2.1 Entendendo o Processo
Os detectores de vazamento de ar refrigerante dos equipamentos de ar
condicionado estão estrategicamente localizados em quatro pontos circulados de
amarelo na linha de produção como é mostrado no layout da figura 6. Os aparelhos
de ar condicionado atravessam toda a linha de produção e passam por estes 4
sistemas de detecção. O vazamento pode ser detectado em qualquer fase da linha.
Havendo o vazamento a linha é parada após alarme de vazamento.
Nesses pontos há inspeções de qualidade feitas pelos operadores e qualquer
anomalia ou não conformidade existente nesta operação realiza-se um
procedimento de retirada do produto da linha de produção e o mesmo é enviado ao
retrabalho. De posse de um recipiente com o gás analisado o operador o aciona na
entrada do sensor e se o equipamento não detectar o gás é porque está com
problema.
Se acaso ocorrer à falha simultânea dos quatro detectores de vazamento na
linha de produção, existiria uma probabilidade de se ter um produto final
apresentando um grave problema. O gás injetado nos compressores dos
condicionadores de ar responsável pela refrigeração do mesmo vazaria sem que o
detector de vazamento registrasse tal fato e o condicionador de ar trabalharia na sua
função reversa, ou seja, ao invés de resfriar o ambiente aqueceria. Este tipo de
problema é algo quase que improvável de acontecer, mas não é descartada esta
hipótese. Caso este problema viesse por ventura acontecer, haveria um
comprometimento com a qualidade do produto no mercado, além da total
insatisfação do cliente com a marca.
Figura 6 Linha de Produção com locais dos detectores identificados por um círculo. Fonte: Electrolux

55
3.2.2 Funcionamento e Descrição do Equipamento
Na Figura 7 pode-se ter uma idéia do detector de vazamento HLD4000
Halogen Leak Detector. O mesmo é fabricado pela Quality Assurance uma empresa
norte-americana situada em East Syracuse, New York.
Figura 7 Detector e seus Periféricos. Fonte: Quality Assurance
A HLD 4000 é um equipamento que foi projetado para detectar qualquer
vazamento do gás refrigerante R-22, esse equipamento possui um sensor interno
que em contato com esse gás aciona uma sirene que emite um som alertando o
operador de um possível vazamento de gás.
O detector de vazamento possui alguns periféricos como se vê na Figura 8:
- probe cap - proteção da sonda;
- slide-on shield – proteção deslizante da sonda;
- probe – sonda;
- large o-ring e small o-ring – vedação;
- control unit – unidade de controle;
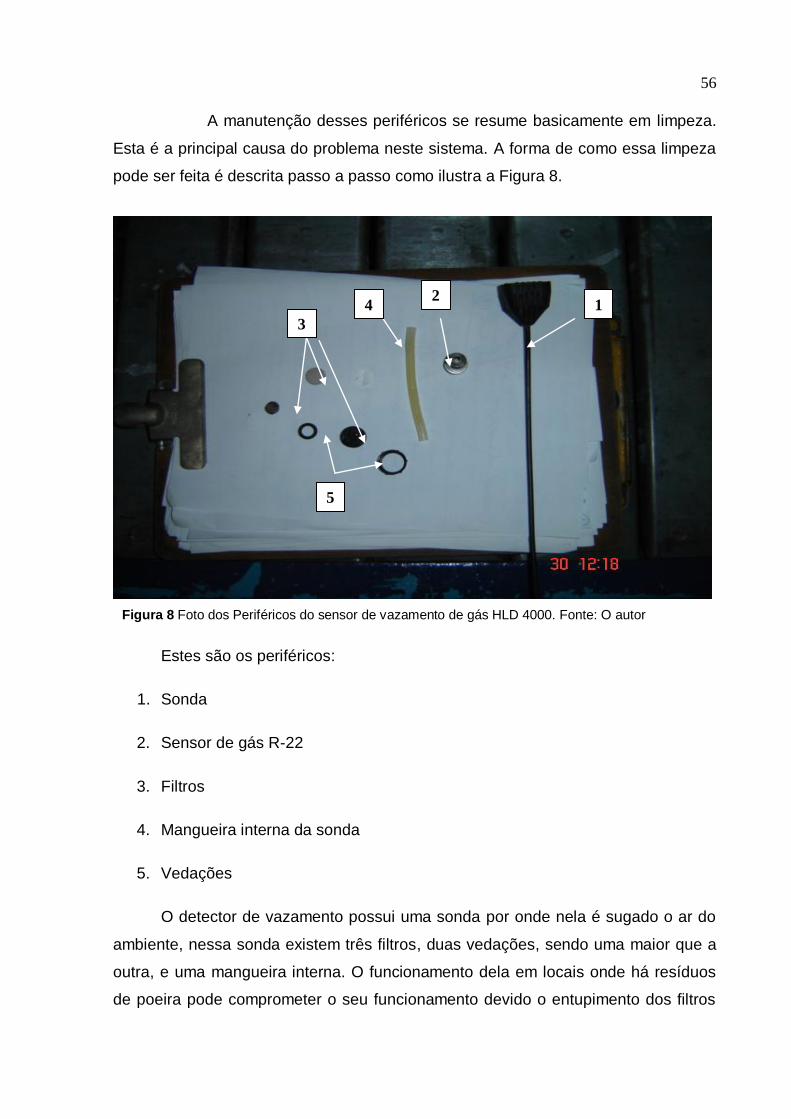
56
A manutenção desses periféricos se resume basicamente em limpeza.
Esta é a principal causa do problema neste sistema. A forma de como essa limpeza
pode ser feita é descrita passo a passo como ilustra a Figura 8.
Figura 8 Foto dos Periféricos do sensor de vazamento de gás HLD 4000. Fonte: O autor
Estes são os periféricos:
1. Sonda
2. Sensor de gás R-22
3. Filtros
4. Mangueira interna da sonda
5. Vedações
O detector de vazamento possui uma sonda por onde nela é sugado o ar do
ambiente, nessa sonda existem três filtros, duas vedações, sendo uma maior que a
outra, e uma mangueira interna. O funcionamento dela em locais onde há resíduos
de poeira pode comprometer o seu funcionamento devido o entupimento dos filtros
1 2
3
4
5
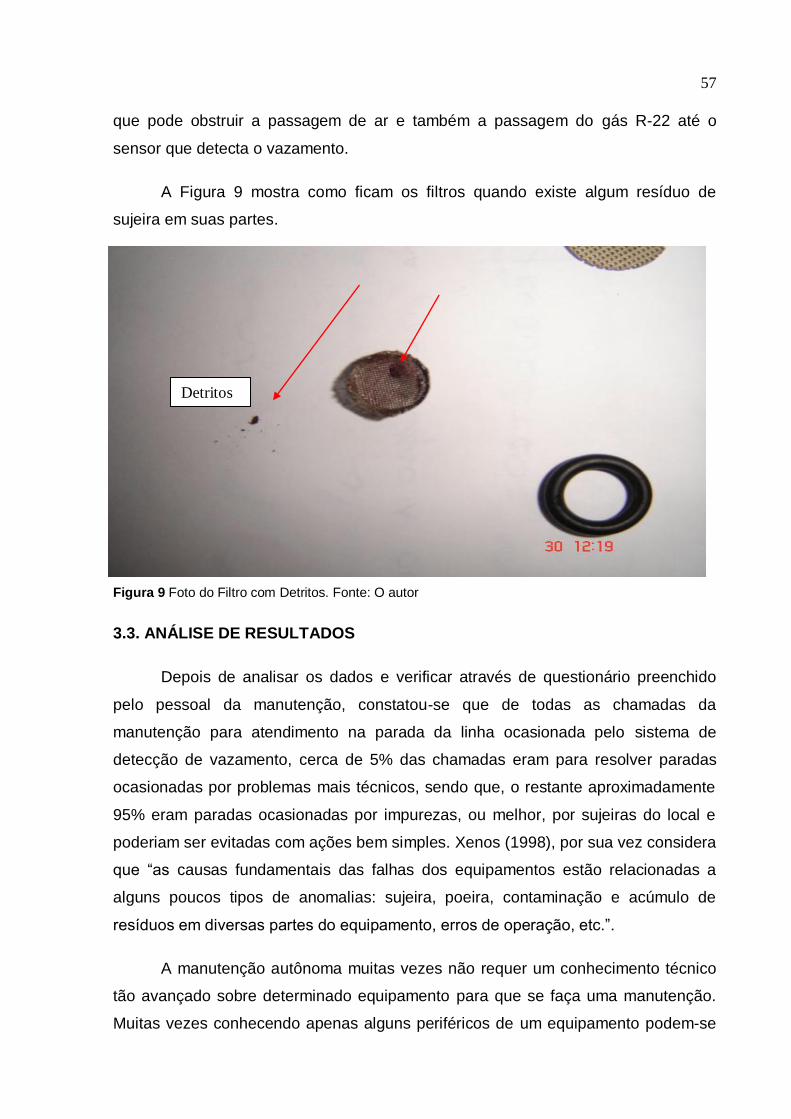
57
que pode obstruir a passagem de ar e também a passagem do gás R-22 até o
sensor que detecta o vazamento.
A Figura 9 mostra como ficam os filtros quando existe algum resíduo de
sujeira em suas partes.
Figura 9 Foto do Filtro com Detritos. Fonte: O autor
3.3. ANÁLISE DE RESULTADOS
Depois de analisar os dados e verificar através de questionário preenchido
pelo pessoal da manutenção, constatou-se que de todas as chamadas da
manutenção para atendimento na parada da linha ocasionada pelo sistema de
detecção de vazamento, cerca de 5% das chamadas eram para resolver paradas
ocasionadas por problemas mais técnicos, sendo que, o restante aproximadamente
95% eram paradas ocasionadas por impurezas, ou melhor, por sujeiras do local e
poderiam ser evitadas com ações bem simples. Xenos (1998), por sua vez considera
que ―as causas fundamentais das falhas dos equipamentos estão relacionadas a
alguns poucos tipos de anomalias: sujeira, poeira, contaminação e acúmulo de
resíduos em diversas partes do equipamento, erros de operação, etc.‖.
A manutenção autônoma muitas vezes não requer um conhecimento técnico
tão avançado sobre determinado equipamento para que se faça uma manutenção.
Muitas vezes conhecendo apenas alguns periféricos de um equipamento podem-se
Detritos

58
evitar inúmeros danos com pequenas atitudes preventivas. O asseio de seu lugar de
trabalho juntamente com a limpeza dos equipamentos ou ferramentas que são
utilizados em uma operação ou processo, já é de grande retorno em relação à vida
útil desse equipamento.
Segundo Kardec (2002), ―as sujeiras, os detritos e os materiais estranhos
constituem causas de defeitos, desqualificações, operações em vazio, paradas
temporárias, sendo causas de diversos problemas no ambiente de trabalho‖.
A necessidade de se fazer um trabalho focado, no intuito de diminuir a
quantidade de tempo de paradas tornou-se algo de interesse de todo o grupo
envolvido, tornando o estudo de caso algo de interesse para ambas as partes.
Resumidamente a análise dos dados levantados serviu para diagnosticar um
problema crítico que por fim pode ser minimizada com uma solução bem simples e
bastante viável, a sugestão com as modificações sugeridas neste estudo de caso
são de fato verdadeiras e foram feitas com o estudo de valores reais e precisos.
As principais sugestões foram às seguintes:
- Ao final dos turnos de trabalham o pessoal da limpeza varria toda área para deixá-
la limpa para o próximo turno. Foi recomendado que ao invés de varrer fosse
utilizado o ―esfregão molhado‖ o que evitaria a dispersão da poeira e reduziria a
contaminação e/ou obstrução dos filtros.
- antes da troca dos turnos fosse adotado o procedimento de limpeza do conjunto de
filtros e anotado o quanto o mesmo estava sujo e com o tempo fosse aumentando o
período de checagem do mesmo até ser encontrado o tempo ideal de limpeza.
- fosse instalado um pré-filtro antes do sistema de detecção, como se fosse uma
casa de filtro preliminar, com uma micragem menor que a do filtro interno do
equipamento. Isto visava reter a sujeira antes de atingir o equipamento.
- por ultimo foi sugerido que tentasse desenvolver junto ao fabricante um sistema de
ventilação direta no equipamento fazendo com que a poeira ao invés de acumulada
fosse expurgada do equipamento por ventilação forçada.
59
O custo com a implantação das sugestões não foi disponibilizado pela
empresa, mas como pode-se analisar só as duas últimas sugestões requereriam
custos, e de certa forma modestos face aos benefícios que trariam. Tentou-se
conseguir a informação qual foi o beneficio financeiro trazido com as novas
implementações, mas a empresa manteve sigilo sobre tais informações. Só foi
informado que com as três primeiras soluções implementadas a redução das falhas
caiu mais de 85% em comparação com a situação anterior. Todas as sugestões
foram enviadas para a equipe de engenharia e qualidade.

60
CAPÍTULO IV - CONCLUSÃO
Na situação atual da economia mundial onde todos os esforços estão
voltados para a redução dos gastos, da utilização racional dos recursos não
renováveis, da procura de soluções para problemas que afetam o cenário industrial,
o presente trabalho foi de suma importância, tanto para o autor como também para a
empresa citada neste estudo de caso, devido a inúmeras situações que se
desenvolveram com o desenrolar dos fatos vivenciados e estudados.
A manutenção é com certeza um universo de detalhes e de informações que
circundam no processo de uma fábrica, e nesse caso não existe conhecimento sem
a prática, o envolvimento entre o homem e o chão de fábrica seja lá qual for a
especialidade do colaborador da manutenção: elétrica, mecânica, eletrônica, é
fundamental para aumentar sua visão quanto a problemas e situações que venham
à surgir no seu cotidiano.
O emprego dos pilares do TPM, Manutenção Autônoma e Educação
&Treinamento foram de fundamental importância para se obter o resultado
esperado. O número de intervenções no sistema de detecção de vazamento de gás
dos aparelhos de ar condicionado foi reduzida em mais de 85%. Isto foi possível
devido a ter-se identificado as falhas e conseqüentemente a causa das mesmas, ter-
se envolvido os colaboradores daquele departamento de operação e manutenção
nos levantamentos dos dados reais do problema e de ter-se também sugerido as
soluções baseadas na filosofia da manutenção autônoma.
A Manutenção Autônoma, tema maior deste trabalho, é um método que ainda
não é muito utilizado nas empresas devido à falta de um estudo mais especifico da
situação onde a mesma pode ser implantada. O estudo foi interessante e gerou
questionamentos principalmente para os líderes de produção.
Fica como sugestão para trabalhos futuros a medição e controle dos
indicadores dos resultados da implementação da manutenção autônoma no
departamento estudado e a extensão da mesma para outros setores da empresa.
61
REFERÊNCIAS
BACHELARD, Gaston. A Formação do Espírito Científico. Metodologia Científica
Cadernos de Textos e Técnicas. Org. Leda Miranda Hühne. Rio de Janeiro: Agir,
1999.
DIAS, Sérgio Luiz Vaz – Avaliação do Programa de TPM em uma Indústria Metal-
Mecânica do Rio Grande do Sul – Dissertação de Mestrado – PPGEP / UFRGS –
1997.
GIL, Branco Filho. Dicionário de Termos de Manutenção e Confiabilidade.
Editora: Ciência Moderna Nova Edição Revisada, 2002.
HIRANO, Hiroyuki. 5S na Prática. São Paulo. Editora Instituto IMAN. 2ª Edição,
1996.
KARDEC, Alan – Gestão Estratégica e Fator Humano. Rio de Janeiro. Qualitymark
- ABRAMAN, 2002.
KARDEC, Alan e NASCIF, Júlio – Manutenção: função estratégica – Rio de
Janeiro - Qualitymark Editora, 1998.
KOCHE, J.C. Fundamentos da metodologia científica: teoria da ciência e da
prática da pesquisa. Vozes, Petrópolis, 1997.
LAPA, Reginaldo Pedreira. Programa 5S. Rio de Janeiro. Qualitymark Editora, 1998.
MARCONI, Marina de Andrade e LAKATOS, Eva Maria. Técnicas de Pesquisa.
São Paulo: Atlas, 1996.
MINTZBERG, H. Strategy-Making in Three Modes. California Management
Review, v. 16, nº 2, p. 44-53, winter 1973.
MINTZBERG, H. Patterns of Strategy Formation. Management Science, v. 24, nº
9, p. 934-948, may 1979.
MOUBRAY, J. M. Reliability Centered Maintenance. ISBN 0 7506 0230 9,
Butterworth Heinemann Ltd. 1991

62
MUNIZ, Rui Paulo Dias. Manutenção Elétrico-Eletrônica: Equipamentos e
Sistemas Graduação em Engenharia de Produção. Universidade Federal do Rio
Grande do Sul – UFRGS, 1994.
NAKAJIMA, Seiichi. Introduction to TPM: Total Productive Maintenance.
Cambridge. Productivity Press. 1988.
NAKAJIMA, Seiichi. TPM: Development Program. Portland. Productivity Press.
Cambridge. 1989.
NOWLAN F S and HEAP H. Reliability Centered Maintenance. National Technical
Information Service, Springfield, Virginia. US Department of Commerce, 1978
OSADA, Takashi e TAKAHASHI, Yoshikasu. Manutenção Produtiva Total. São
Paulo. Editora Instituto IMAN. 2a Edição, 2000.
PARRA FILHO, D. e SANTOS, J. A. Metodologia Científica. São Paulo: Futura, 1998.
RICHARDSON, Jarry Richardson. Pesquisa Social — Métodos e Técnicas. V ed.
São Paulo: Atlas, 1999
ROSSETTO, Carlos Ricardo. Adaptação Estratégica Organizacional: Um Estudo
Multi-Caso na Indústria da Construção Civil — Setor De Edificações.
Florianópolis (Tese de Doutorado em Engenharia de Produção) — Programa de Pós
Graduação em Engenharia de Produção, Universidade Federal de Santa Catarina,
1998
VITOR, Hiroto Yamashita. Consultor do SEBRAE/SP em Produtividade, 2003.
XENOS, Harilaus G.D. Gerenciando a Manutenção Produtiva. Belo Horizonte:
Editora de desenvolvimento geral, 1998.