
UNIVERSIDADE FEDERAL DE MINAS GERAIS PROGRAMA DE …§ão da... · Figura 2.4: Diagrama de...
84
UNIVERSIDADE FEDERAL DE MINAS GERAIS PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Dissertação de Mestrado AVALIAÇÃO DA RESISTÊNCIA À EROSÃO POR CAVITAÇÃO DO METAL DE SOLDAS PRODUZIDAS COM CONSUMÍVEIS TIPO 13%Cr - 4%Ni - 0,4%Mo Autor : Cláudio Turani Vaz Orientador : Paulo Villani Marques Belo Horizonte Março / 2004
Transcript of UNIVERSIDADE FEDERAL DE MINAS GERAIS PROGRAMA DE …§ão da... · Figura 2.4: Diagrama de...

UNIVERSIDADE FEDERAL DE MINAS GERAIS
PROGRAMA DE PÓS-GRADUAÇÃO EM
ENGENHARIA MECÂNICA
Dissertação de Mestrado
AVALIAÇÃO DA RESISTÊNCIA À EROSÃO POR CAVITAÇÃO DO METAL DE
SOLDAS PRODUZIDAS COM CONSUMÍVEIS TIPO 13%Cr - 4%Ni - 0,4%Mo
Autor : Cláudio Turani Vaz
Orientador : Paulo Villani Marques
Belo Horizonte
Março / 2004

i
Cláudio Turani Vaz
AVALIAÇÃO DA RESISTÊNCIA À EROSÃO POR CAVITAÇÃO DO METAL DE
SOLDAS PRODUZIDAS COM CONSUMÍVEIS TIPO 13%Cr - 4%Ni - 0,4%Mo
Dissertação de Mestrado apresentada ao
Programa de Pós-Graduação em Engenharia Mecânica como parte
integrante dos requisitos exigidos a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
Área de Concentração : Processos de Fabricação
Orientador : Paulo Villani Marques
Belo Horizonte
Escola de Engenharia da UFMG
2004

ii
Aos meus pais, Lêda e
Antônio, meus irmãos e
minha noiva Fernanda.

iii
AGRADECIMENTOS
À ESAB S.A. Indústria e Comércio, nas pessoas dos Engs. José Roberto Domingues
e Marcelo Daniel Tello, pela oportunidade e pelo fornecimento dos materiais e
recursos financeiros necessários ao desenvolvimento deste trabalho.
Aos Laboratórios de Soldagem e Ensaios Não Destrutivos e de Soldagem, Róbótica
e Simulação da UFMG pela disponibilização de recursos necessários a realização
dos ensaios.
Ao Prof. Paulo Villani Marques pela orientação e auxílio prestados neste trabalho.
Ao aluno de Engenharia Metalúrgica da UFMG, José Pedro Filho, pelo auxílio na
realização dos ensaios.
Aos colegas de trabalho João Soares Dias e Edmílson Santos Batista pelo empenho
durante as operações de soldagem.
Aos demais colegas de trabalho, em especial aos Engs. Welerson Reinaldo de
Araújo e Dênis Silva Santiago, que contribuíram para concretização deste sonho.

iv
SUMÁRIO
Página
1. INTRODUÇÃO E OBJETIVOS .............................................................................1
1.1. Introdução ......................................................................................................1
1.2. Objetivos ........................................................................................................3
2. REVISÃO BIBLIOGRÁFICA.................................................................................4
2.1. Turbinas hidráulicas......................................................................................4
2.1.1.Conceitos fundamentais ..................................................................................4
2.1.2.Materiais e técnicas empregados na construção de componentes .................6
2.1.3.Materiais e técnicas empregadas no reparo de componentes.........................8
2.1.4.Aços inoxidáveis martensíticos......................................................................10
2.1.5.Metal de adição 13%Cr, 4%Ni e 0,4%Mo ......................................................16
2.2. Cavitação......................................................................................................17
2.2.1.Conceitos fundamentais ................................................................................17
2.2.2.Cavitação em turbinas hidráulicas .................................................................20
2.2.3.Relação entre a resistência ao dano cavitacional e propriedades dos
materiais ........................................................................................................22
2.2.4.Ensaios para avaliação da resistência à cavitação........................................24
2.2.5.Resistência à erosão por cavitação da liga soldada 13%Cr, 4%Ni e
0,4%Mo..........................................................................................................26
3. METODOLOGIA..................................................................................................27
3.1. Materiais .......................................................................................................27
3.2. Soldagem e tratamento térmico das chapas de teste ..............................28
3.3. Ensaios .........................................................................................................30

v
3.3.1.Ensaio de erosão por cavitação vibratória (ASTM G32) ................................30
3.3.2.Análise química, metalográfica e dureza do metal depositado .....................32
3.3.3.Ensaios de tração e tenacidade ao impacto (Charpy entalhe V) ...................34
4. RESULTADOS E DISCUSSÃO ..........................................................................36
4.1. Ensaio de erosão por cavitação vibratória (ASTM G32)...........................36
4.1.1.Avaliação da perda de massa ao longo do tempo de ensaio.........................36
4.1.2.Avaliação da superfície erodida.....................................................................45
4.2. Análise química e metalográfica do metal depositado.............................49
4.3. Ensaios mecânicos......................................................................................53
4.3.1.Ensaio de tração............................................................................................53
4.3.2.Tenacidade ao impacto (Charpy entalhe V)...................................................55
4.3.3.Dureza Vickers...............................................................................................57
4.3.4.Propriedades mecânicas e resistência à erosão por cavitação
vibratória ........................................................................................................59
5. CONCLUSÕES ...................................................................................................61
6. SUGESTÕES PARA TRABALHOS FUTUROS .................................................63
7. REFERÊNCIAS BIBLIOGRÁFICAS ...................................................................64
8. ANEXOS .............................................................................................................68

vi
LISTA DE FIGURAS
Página
Figura 2.1: Vista explodida da Unidade Geradora da Usina de Itaipu
ilustrando os componentes fixos e móveis(5)...............................................5
Figura 2.2: Rotores de turbinas de ação tipo Pelton(a) e de reação tipo
Francis(b) e Kaplan(c).................................................................................5
Figura 2.3: Desempenho de diversos materiais empregados na construção
de turbinas hidráulicas com relação ao dano cavitacional. Perda de
massa ao longo do tempo provocada por um equipamento de
geração de ondas ultra-sônicas(2). ..............................................................7
Figura 2.4: Diagrama de Schaefler indicando a microestrutura esperada na
primeira camada de revestimento aplicada sobre metal de base
(aço C-Mn) utilizando consumíveis de soldagem que depositam
ligas 308(1), 309(2) e 312(3)(11). .................................................................9
Figura 2.5: Diagrama de equilíbrio ferro carbono pseudobinário de uma liga
com 12% de cromo(12). ..............................................................................12
Figura 2.6: Diagrama TTT de um aço inoxidável tipo 410(11). ....................................12
Figura 2.7: Variação no teor de austenita, limite de resistência (σr), limite de
escoamento (σe 0,2%) e energia absorvida no ensaio Charpy do aço
CA-6NM em função da temperatura de revenimento(16)............................15
Figura 2.8: Representação esquemática do ciclo térmico de soldagem
recomendado(18)........................................................................................16
Figura 2.9: Erosão originada como efeito da cavitação em palhetas de rotores
construídas em aço C-Mn e revestidas com aço inoxidável
austenítico de uma turbina tipo Francis (a) e construídas em aço
inoxidável martensítico macio de uma turbina Kaplan (b).........................18
Figura 2.10: Taxa de perda de massa ao longo do tempo para um aço
carbono S10C(ASTM 1010) (23). ................................................................20

vii
Figura 2.11: Desenho esquemático do dispositivo utilizado na realização do
ensaio de erosão por cavitação vibratória segundo a norma ASTM
G32(32). ......................................................................................................25
Figura 3.1:Montagem das chapas de teste conforme ASME Seção II Parte
C(35). ..........................................................................................................28
Figura 3.2: Ciclo do tratamento térmico após soldagem realizado nos corpos
de prova de metal depositado...................................................................30
Figura 3.3: Retirada dos corpos de prova para realização do ensaio de
erosão por cavitação vibratória segunda a norma ASTM G32..................31
Figura 3.4: Corpo de prova para realização do ensaio de erosão por
cavitação vibratória(36). ..............................................................................32
Figura 3.5: Retirada dos corpos de prova para realização dos ensaios tração
e tenacidade ao impacto (Charpy entalhe V)(35)........................................34
Figura 3.6: Dimensões dos corpos de prova de tração(a) e tenacidade ao
impacto (Charpy entalhe V) (b)(35). ............................................................35
Figura 4.1: Perda de massa dos corpos de prova soldados com gás de
proteção 96%Ar 4%CO2 na condição “como soldado”. .............................37
Figura 4.2: Perda de massa dos corpos de prova soldados com gás de
proteção 98%Ar 2%O2 na condição “como soldado”.................................37
Figura 4.3: Perda de massa dos corpos de prova soldados com gás de
proteção 96%Ar 4%CO2 após tratamento térmico. ...................................38
Figura 4.4: Perda de massa dos corpos de prova soldados com gás de
proteção 98%Ar 2%O2 após tratamento térmico. .....................................38
Figura 4.5:Perda média de massa dos corpos de prova ao longo do tempo
durante o ensaio de erosão por cavitação vibratória.................................39

viii
Figura 4.6: Retas obtidas a partir da regressão linear dos dados no intervalo
de 120 a 480 minutos de ensaio. ..............................................................41
Figura 4.7 : Taxa de perda de massa ao longo do ensaio de erosão por
cavitação vibratória. ..................................................................................42
Figura 4.8: Desempenho do aço CA-6NM e do metal depositado 13%Cr,
4%Ni e 0,4%Mo quanto à erosão por cavitação vibratória........................44
Figura 4.9: Superfície erodida do corpo de prova (escala em milímetros).................45
Figura 4.10: Superfície erodida do corpo de prova de aço carbono após o
ensaio de erosão por cavitação vibratória(3)..............................................46
Figura 4.11: Superfície erodida do metal depositado soldado com o gás de
proteção 96%Ar 4%CO2 “como soldado” após a realização do
ensaio de erosão por cavitação vibratória observada ao MEV. ................47
Figura 4.12 Superfície erodida do metal depositado soldado com o gás de
proteção 96%Ar 4%CO2 tratado termicamente após a realização
do ensaio de erosão por cavitação vibratória observada ao MEV
(setas indicam regiões sujeitas a maiores danos). ...................................47
Figura 4.13: Superfície erodida do metal depositado soldado com o gás de
proteção 98%Ar 2%O2 “como soldado” após a realização do
ensaio de erosão por cavitação vibratória observada ao MEV. ................48
Figura 4.14: Superfície erodida do metal depositado soldado com o gás de
proteção 98%Ar 2%O2 tratado termicamente após a realização do
ensaio de erosão por cavitação vibratória observada ao MEV. ................48
Figura 4.15: Microestrutura representativa do metal depositado soldado com
o gás de proteção 96%Ar 4%CO2 “como soldado”. Aumento:
200X..........................................................................................................50
Figura 4.16: Microestrutura representativa do metal depositado soldado com
o gás de proteção 96%Ar 4%CO2 tratado termicamente. Aumento:
200X..........................................................................................................50

ix
Figura 4.17: Microestrutura representativa do metal depositado soldado com
o gás de proteção 98%Ar 2%O2 “como soldado”. Aumento: 200X. ..........51
Figura 4.18: Microestrutura representativa do metal depositado soldado com
o gás de proteção 98%Ar 2%O2 tratado termicamente. Aumento:
200X..........................................................................................................51
Figura 4.19: Diagrama de Schaeffler indicando a localização da liga 13%Cr
4%Ni 0,4%Mo. ..........................................................................................52
Figura 4.20: Superfície fraturada dos corpos de prova soldados com o gás de
proteção 96%Ar 4%CO2 “como soldado” ensaiado a –10°C (a), -
20°C (b) e após tratamento térmico a –10°C (c), -20°C (d)......................56
Figura 4.21: Superfície fraturada dos corpos de prova soldados com o gás de
proteção 98%Ar 2%O2 “como soldado” ensaiado a –10°C (a), -
20°C (b) e após tratamento térmico a –10°C (c), -20°C (d)......................56

x
LISTA DE TABELAS
Página
Tabela III.1:Composição química do arame tubular segundo a norma EN
12073. .......................................................................................................27
Tabela III.2: Propriedades mecânicas do arame tubular segundo a norma EN
12073. .......................................................................................................27
Tabela III.3: Parâmetros utilizados na soldagem das chapas de teste. .....................29
Tabela III.4: Métodos utilizados na análise química do metal depositado. ................33
Tabela III.5: Soluções utilizadas na preparação do reagente KLORPIKRIN
160. ...........................................................................................................33
Tabela IV.1:Coeficientes do polinômios de primeira ordem, coeficiente de
correlação. ................................................................................................41
Tabela IV.2: Resultados de análise química do metal depositado.............................49
Tabela IV.3: Resultados do ensaio de tração do metal depositado soldado
com os gases de proteção 96%Ar 4%CO2 e 98%Ar 2%O2, nas
condições “como soldado” e tratado termicamente ..................................53
Tabela IV.4: Tenacidade ao impacto (Charpy entalhe V) do metal depositado
soldado com os gases de proteção 96%Ar 4%CO2 e 98%Ar 2%O2,
nas condições “como soldado” e tratado termicamente............................55
Tabela IV.5: Dureza Vickers (carga 10kgf) do metal depositado soldado com
os gases 96%Ar 4%CO2 e 98%Ar 2%O2, nas condições “como
soldado” e tratado termicamente. .............................................................57
Tabela IV.6: Relação entre a resistência à erosão por cavitação vibratória e
propriedades mecânicas do metal depositado pelo consumível
13%Cr 4%Ni 0,4%Mo. ..............................................................................59

xi
Tabela VIII.1 : Perda de massa acumulada dos corpos de prova..............................68
Tabela VIII.2 : Média da perda de massa acumulada e desvio padrão(σ). ................69
Tabela VIII.3: Perda de massa a cada intervalo de medição.....................................70

xii
RESUMO
Componentes de turbinas hidráulicas, como por exemplo rotores, estão sujeitos aos
danos decorrentes do fenômeno da cavitação. Assim, é fundamental a utilização de
materiais e técnicas que reduzam sua ocorrência. Este trabalho teve como objetivo
avaliar o desempenho de ligas soldadas tipo 13%Cr, 4%Ni e 0,4%Mo, normalmente
empregadas na construção e recuperação de componentes de turbinas hidráulicas
construídos em aço inoxidável martensítico macio fundido tipo CA-6NM. Na
soldagem dos corpos de prova, foi empregado arame tubular com fluxo metálico e
misturas 96%Ar 4%CO2 e 98%Ar 2%O2. O metal depositado foi avaliado nas
condições “como soldado” e tratado termicamente a uma temperatura de 590°C por
8 horas. Na condição “como soldado”, o metal depositado apresentou, se comparado
ao tratado termicamente, um melhor desempenho durante o ensaio de erosão por
cavitação vibratória realizado segundo a norma ASTM G32. Notou-se também, um
melhor desempenho da liga soldada utilizando o gás de proteção 98%Ar 2%O2
frente a soldada com gás 96%Ar 4%CO2. Ensaios realizados indicaram, para a liga
estudada, existência de uma relação direta entre o limite de resistência e a dureza
com a resistência à erosão por cavitação. Por outro lado, foi possível verificar que
nas condições em que se obteve menor tenacidade ao impacto medida no ensaio
Charpy (entalhe V), foi observada melhor resistência à erosão por cavitação
vibratória.
Palavras chaves : turbinas hidráulicas; cavitação; aços inoxidáveis martensíticos
macios; soldagem.

xiii
ABSTRACT
Hydraulic turbines components, like runners, have subjected to damages due to
cavitation phenomenon. Thus, the use of materials and techniques to reduce repairs
become necessary. This work has as its main objective to evaluate the performance
of 13%Cr 4%Ni 0.4%Mo weld alloy normally used on the construction and rebuilding
of hydraulic turbine components made of CA-6NM soft martensitic stainless steel.
Metal cored wire and 96%Ar 4%CO2 and 98%Ar 2%O2 shielding gases were used for
welding. The weld metal was evaluated on “as welded” (AW) and postweld heat
treated (PWHT) at 590°C for 8h conditions. On the AW condition the weld metal has
presented, when compared to the PWHT condition, a better performance during the
vibratory cavitation erosion test proposed for the ASTM G32 standard. It was also
noticed a better performance of the welded alloy using the 98%Ar 2%O2 shielding
gas if compared with the 96%Ar 4%CO2 shielding gas. Tests indicated the existence
a relation between the tensile strength and hardness with the cavitation erosion
resistance for the evaluated alloy. On the other hand, it was possible to verify that on
the conditions where lower impact values measured by the Charpy (V-notch) test
were obtained a better cavitation erosion resistance was observed.
Key words: hydraulic turbines; cavitation; soft martensitic stainless steel; welding.

1
1. INTRODUÇÃO E OBJETIVOS
1.1. Introdução
No ano de 2002, o Brasil atravessou uma situação que podia ser considerada
inimaginável até então, mesmo tendo sido amplamente divulgada por especialistas
durante os anos anteriores: o racionamento no fornecimento de energia elétrica com
o objetivo de evitar colapso no sistema de geração e fornecimento. Entre as diversas
causas desse problema, destacou-se a ausência, por parte do Governo Brasileiro,
de políticas concretas com relação a este setor.
Uma das consequências imediatas foi o anúncio de um plano que tinha como
objetivo o aumento de capacidade e diversificação das unidades geradoras de
energia elétrica formadas, basicamente, por usinas hidrelétricas. Mesmo tendo sido
anunciado um plano prevendo a construção de inúmeras unidades geradoras
termelétricas, utilizando entre outras fontes o gás natural originário da Bolívia e da
Bacia de Campos, observa-se a continuidade de um sistema de geração
predominantemente hidráulico, devido ao aproveitamento de apenas 25% do
potencial disponível(1).
A escolha de materiais a serem utilizados em turbinas hidráulicas considera
inúmeros aspectos que convergem para uma melhor relação custo/benefício, ou
seja, opta-se por materiais que tenham menor custo e melhor desempenho em
operação. Para se atingir essa meta, é de extrema importância o entendimento dos
diversos mecanismos responsáveis pela degradação e falha do componente e a
compreensão do comportamento dos materiais utilizados sob o efeito desses
durante a vida útil do equipamento.
Ao longo das últimas décadas, observou-se o uso cada vez mais frequente de aços
inoxidáveis martensíticos macios fundidos contendo 13%Cr, 4%Ni e teores de C
inferiores a 0,06%, destacando-se o ASTM A743 grau CA-6NM, na construção de

2
componentes como rotores. O crescente emprego deste material está relacionado,
basicamente, a um custo construtivo competitivo se comparado aos aços C-Mn
bastante utilizados para tal aplicação, com vantagens quanto a possibilidade do
projeto de estruturas com espessuras menores para as mesmas condições, devido a
um limite de escoamento cerca de duas vezes superior, além de maior resistência à
erosão por cavitação durante a operação(2).
Paralelamente à utilização de novos materiais, foram desenvolvidos inúmeros
consumíveis de soldagem para aplicação na construção e recuperação dos
componentes. No caso específico dos componentes fabricados em aço inoxidável
martensítico macio fundido como o CA-6NM é fundamental, durante a construção, a
utilização de consumíveis que depositam cerca de 13%Cr, 4%Ni e 0,4%Mo e teores
de carbono inferiores a 0,04%. A opção por ligas similares se baseia na necessidade
do uso de materiais de adição com propriedades semelhantes ao metal de base. A
limitação do teor de carbono tem como objetivo principal reduzir a possibilidade de
ocorrência de trincas à frio através da redução da dureza da solda, que é afetada
diretamente pelo teor deste elemento. Por outro lado, na recuperação dos rotores de
aço inoxidável martensítico macio, é mais comum a aplicação de ligas de aço
inoxidável austenítico devido sua melhor soldabilidade que elimina a necessidade de
realização de pré aquecimento e controle de temperatura entre passes durante a
soldagem, ou ligas com teores de cobalto em torno de 8 a 10% visando maior
resistência ao dano cavitacional, que ligas similares ao metal de base, mesmo sendo
estas de maior custo.
A avaliação de propriedades dos consumíveis de soldagem através de ensaios
previstos em normas e códigos de construção como, por exemplo, tração,
tenacidade ao impacto (Charpy - entalhe V) e, eventualmente, tenacidade à fratura
(CTOD - crack tip open displacement) é amplamente executada. Por outro lado, o
comportamento desses sob as condições a que são submetidos quando aplicados
na construção e recuperação de componentes tem sido pouco explorado em nível
de pesquisa, devido à dificuldade de simulação das condições reais de operação em
escala de laboratório, entre outros fatores.

3
1.2. Objetivos
Este trabalho tem como objetivo avaliar a resistência do metal depositado 13%Cr,
4%Ni e 0,4%Mo quanto à erosão por cavitação sob condições normalmente
observadas durante o emprego em construção e recuperação de componentes de
turbinas hidráulicas. A liga foi soldada utilizando-se os gases de proteção 96%Ar
4%CO2, 98%Ar 2%O2 e avaliada nas condições “como soldada” e após realização
de tratamento térmico.
4
2. REVISÃO BIBLIOGRÁFICA
2.1. Turbinas hidráulicas
2.1.1. Conceitos fundamentais
Turbinas são máquinas que transformam energia disponível devido ao movimento
de fluidos em energia mecânica na forma de movimento de rotação. São
consideradas hidráulicas as turbinas que utilizam a água como fluido para geração
de energia mecânica(3).
No Brasil, devido à extensa bacia hidrográfica, observa-se o uso habitual desses
equipamentos na geração de energia elétrica. A Figura 2.1 apresenta, de forma
geral, a vista explodida de uma das Unidades Geradoras da Usina de Itaipu
localizada no Rio Paraná, evidenciando os diversos componentes fixos e móveis que
a constituem.
As turbinas hidráulicas são classificadas em de ação, impulsão ou choque e de
reação ou pressão. Turbinas de ação são normalmente utilizadas onde se tem
pequenos volumes de água e quedas de grandes alturas. Este tipo de turbina pode
possuir eixo tanto horizontal como vertical e, entre as mais utilizadas, destacam-se
as do tipo Pelton. Por outro lado, as turbinas de reação, utilizadas em situações
onde se tem grandes volumes de água e quedas de pequena altura, possuem eixo
na posição vertical e são constituídas por palhetas em forma curva (espiral) que são
submersas e se movimentam em função da velocidade e peso da água(3)(4). As
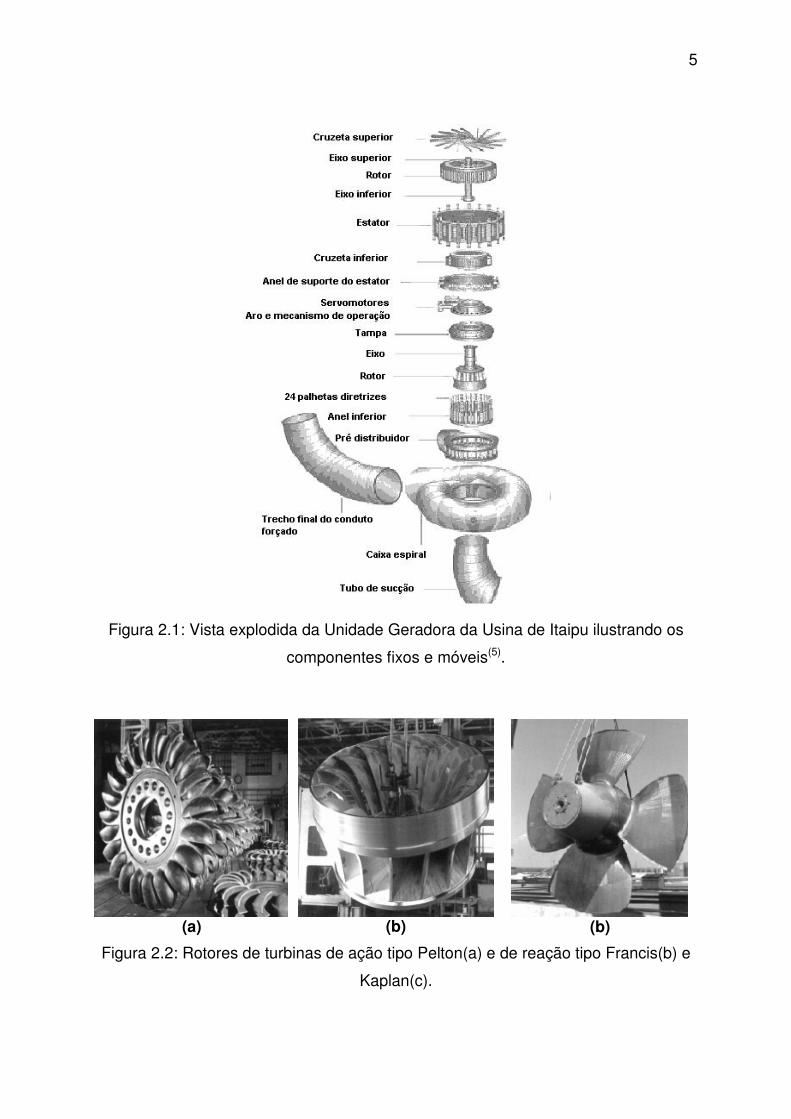
turbinas de reação mais comuns são as do tipo Francis e Kaplan. A Figura 2.2
ilustra rotores dos três tipos de turbinas citados anteriormente.
5
Figura 2.1: Vista explodida da Unidade Geradora da Usina de Itaipu ilustrando os
componentes fixos e móveis(5).
(a)
(b) (b)
Figura 2.2: Rotores de turbinas de ação tipo Pelton(a) e de reação tipo Francis(b) e
Kaplan(c).

6
2.1.2. Materiais e técnicas empregados na construção de componentes
Diferentes técnicas e materiais são empregados na construção de componentes de
turbinas hidráulicas. A escolha entre as diversas opções disponíveis se orienta,
basicamente, na obtenção de equipamentos com a melhor relação entre custo de
fabricação e desempenho em operação(6)(7)(8).
Componentes como rotores eram fabricados, inicialmente, em aço C-Mn fundido
para aplicações estruturais, sendo os mais utilizados aqueles classificados segundo
a norma ASTM A27. A partir da década de 70, estes componentes passaram a ser
fabricados em aços inoxidáveis contendo cerca de 11 a 13% de Cr e 1 a 6% de Ni(2).
No Brasil, a utilização destes materiais na construção de componentes se deu a
partir dos anos 80 por determinação de projetos provenientes das matrizes de
empresas fabricantes de turbinas hidráulicas sediadas em países europeus(6).
A substituição dos aços C-Mn pelos inoxidáveis inoxidáveis martensíticos macios
fundidos, em especial aquele contendo 13%Cr, 4%Ni e 0,4%Mo, classificado como
CA-6NM segundo a norma ASTM A743, está associada, entre outros fatores, à
melhor resistência à corrosão e aos danos por cavitação desse material, aliada à
boa soldabilidade, se comparado aos demais aços inoxidáveis martensíticos(2)(6)(7). A
Figura 2.3 ilustra o comportamento de diversos aços empregados na construção de
turbinas hidráulicas frente ao dano cavitacional.
Além da melhoria nas propriedades citadas, os aços inoxidáveis fundidos da classe
CA-6NM apresentam limite de escoamento mínimo em torno de 500MPa contra
250MPa dos aços C-Mn fundidos. Esta característica possibilita o projeto de
componentes de turbinas hidráulicas com espessuras inferiores para as mesmas
condições de operação, representando economia significativa durante a construção,
além de melhor eficiência em operação(2)(6)(7).

7
Figura 2.3: Desempenho de diversos materiais empregados na construção de
turbinas hidráulicas com relação ao dano cavitacional. Perda de massa ao longo do
tempo provocada por um equipamento de geração de ondas ultra-sônicas(2).
Na construção de rotores, inúmeras partes são fundidas individualmente devido à
dificuldade de obtenção de estruturas livres de impurezas durante a solidificação,
mesmo com o desenvolvimento de técnicas de refino como o processo de
dessulfuração AOD (Argon Oxygen Descarburization)(2). Outro aspecto importante
da fundição de peças em menores dimensões é o melhor controle da tolerância
dimensional, necessária à manutenção de um perfil hidrodinâmico que garanta a
eficiência do equipamento em operação. Esta prática é utilizada tanto na construção
de rotores de aço C-Mn fundido quanto de aço inoxidável martensítico macio(2).

8
Durante a etapa de soldagem, inúmeras técnicas podem ser utilizadas, tendo nos
últimos anos aumentado significativamente o emprego de processos mecanizados
que possibilitam maiores taxas de deposição, como soldagem por eletro escória
(ESW - Eletro Slag Welding) ou arco submerso (SAW - Submerged Arc Welding) em
juntas de grandes espessuras, arames sólidos e arames tubulares com fluxo
metálico (GMAW - Gas Metal Arc Welding) ou arames tubulares com fluxo não
metálico (FCAW - Flux Cored Arc Welding) em juntas de menores espessuras(2)(9).
No caso de rotores de aço C-Mn, é normalmente realizado, além da soldagem dos
diversos componentes fundidos individualmente, o revestimento por soldagem com
ligas de aço inoxidável austenítico nas partes mais sujeitas ao dano cavitacional e à
corrosão durante a operação do equipamento(2)(6)(8). Esta etapa representa, na
prática, um aumento no custo de produção do componente e prejudica o chamado
“perfil hidrodinâmico”, que é aperfeiçoado durante o projeto com o objetivo de
melhorar a eficiência do equipamento em operação.
De forma geral, mesmo utilizando materiais de maior custo, como o aço inoxidável
martensítico macio fundido grau CA-6NM durante a construção de rotores, a
possibilidade de alterações de projeto que permitem a redução no custo de
fabricação e a melhoria do desempenho em operação com redução no número de
paradas para reparo de danos gerados pela cavitação, justificam sua
utilização(2)(7)(10).
2.1.3. Materiais e técnicas empregadas no reparo de componentes
O reparo de rotores visando a recuperação de partes danificadas pelo efeito da
cavitação é efetuado através de soldagem e, mais recentemente, através de
recobrimento por aspersão térmica(3). Diferentes consumíveis de soldagem têm sido
empregados na recuperação destacando-se, nos últimos anos, arames sólidos e

9
tubulares com fluxo metálico (processo GMAW - Gas Metal Arc Welding) e arames
tubulares com fluxo não metálico (processo FCAW - Flux Cored Arc Welding)(4)(9).
Na recuperação por soldagem de rotores construídos em aço C-Mn, são
normalmente utilizados consumíveis que depositam aço inoxidável austenítico tipo
309 ou 308. Essas ligas são empregadas devido à sua melhor resistência à
cavitação e corrosão(10). Na primeira camada aplicada sobre o metal de base,
considerando a diluição do metal depositado da ordem de 50%, é preferencial a
utilização da liga 309, por apresentar uma microestrutura final do metal de solda
constituída de martensita e austenita menos susceptível à fissuração por hidrogênio
que a estrutura totalmente martensítica do metal de solda quando se utiliza metal de
adição tipo 308, como mostrado na Figura 2.4.
Figura 2.4: Diagrama de Schaefler indicando a microestrutura esperada na primeira
camada de revestimento aplicada sobre metal de base (aço C-Mn) utilizando
consumíveis de soldagem que depositam ligas 308(1), 309(2) e 312(3)(11).

10
A melhor opção seria a utilização de consumíveis que depositam ligas do tipo 312
mas, em função de seu alto custo, essas não são normalmente empregadas.
Eventualmente, ligas com teores de cobalto de 8 a 10% desenvolvidas com o
objetivo de resistir aos danos provenientes da cavitação são empregadas no
revestimento de componentes. Entretanto, devido ao alto custo associado a esse
tipo de liga, a utilização no Brasil tem sido limitada a regiões mais sujeitas ao dano
cavitacional(10).
O reparo por soldagem de componentes construídos em aço inoxidável martensítico
macio, como o grau CA-6NM, tem sido realizado utilizando consumíveis que
depositam aço inoxidável austenítico tipo 309 ou 308(10), ou através do emprego de
ligas com composição similar ao metal de base(4). Uma das dificuldades do reparo
destes componentes utilizando materiais com composição química similar está
associada, em algumas aplicações, à necessidade de realização de tratamento
térmico após soldagem(4) com os objetivos de revenir a estrutura e reduzir tensões
residuais que, associadas a uma estrutura martensítica e hidrogênio em solução,
podem facilitar a propagação de trincas e resultar na falha do componente. Ligas
com teores de cobalto da ordem de 8 a 10% também têm sido empregadas no
revestimento de partes mais sujeitas ao dano cavitacional nos componentes
construídos com este mesmo material.
2.1.4. Aços inoxidáveis martensíticos
Aços inoxidáveis são convencionalmente definidos como sendo ligas Fe-Cr
contendo pelo menos 10 a 12% de Cr, capazes de resistir à corrosão em meios
oxidantes(11). O fato destas ligas apresentarem capacidade de resistir à corrosão se
justifica pela presença de cromo. Na série eletroquímica, esse elemento é menos
nobre que o ferro e, em contato com meios oxidantes, forma uma camada superficial
de óxido de cromo impermeável. Nestas condições, a liga é considerada passiva,
pois o metal sob a camada de óxido está protegido contra o ataque de diversos
meios corrosivos, particularmente aqueles oxidantes. Materiais desta classe podem

11
ser, em função de sua estrutura cristalina, classificados como ferríticos, austeníticos,
martensíticos, duplex ou endurecíveis por precipitação (PH)(11)(12).
Aços inoxidáveis martensíticos são ligas Fe-Cr-C com teor de cromo variando de 12
a 18% e de carbono geralmente entre 0,1 e 1%, endurecíveis por têmpera. O
comportamento deste tipo de liga quando submetida a tratamento térmico, é similar
ao de aços carbono e baixa liga, onde o limite de resistência e dureza dependem
diretamente do teor de carbono(12).
Essas ligas possuem teores de cromo similares aos aços inoxidáveis ferríticos mas,
em função de seu teor de carbono, durante o resfriamento têm sua estrutura
transformada totalmente de ferrita δ para austenita que, em temperaturas mais
baixas, irá se transformar em diferentes estruturas, cuja natureza depende da
velocidade de resfriamento(12). Para velocidades suficientemente baixas haverá
formação de ferrita e carbonetos e para velocidades de resfriamento maiores
observa-se a formação de martensita(11). A Figura 2.5 apresenta o diagrama de
equilíbrio ferro-carbono pseudobinário para uma liga com 12% de cromo indicando
as fases estáveis presentes em função da temperatura e do teor de carbono.
Este tipo de liga apresenta elevada temperabilidade devido ao alto teor de
elementos de liga e pode apresentar uma estrutura totalmente martensítica mesmo
após resfriamento ao ar em componentes de menores espessuras(11). O diagrama
tempo-temperatura-transformação (TTT) mostrado na Figura 2.6 indica as diferentes
fases que podem ser formadas durante o resfriamento de uma liga inoxidável
martensítica tipo 410.

12
Figura 2.5: Diagrama de equilíbrio ferro carbono pseudobinário de uma liga com
12% de cromo(12).
Figura 2.6: Diagrama TTT de um aço inoxidável tipo 410(11).

13
Uma estrutura martensítica com alto teor de carbono é extremamente frágil. Como
consequência, devido às diferentes taxas de expansão e contração do metal de
solda e da zona termicamente afetada durante a soldagem, são geradas tensões
residuais que podem resultar em trincas. Com o objetivo de se evitar esse problema,
a adoção de procedimentos de soldagem apropriados que contemplem a realização
de pré-aquecimento, controle de temperatura interpasses e do resfriamento após
soldagem, é importante na redução das tensões residuais que podem, em função da
estrutura dura e frágil, proporcionar o surgimento e propagação de trincas e
conseqüente falha no componente. Essa possibilidade de falha é agravada pela
baixa solubilidadade do hidrogênio em estrututras martensíticas, se comparada às
austeníticas. As principais fontes de hidrogênio são umidade, resíduos de óleos ou
outros materiais orgânicos no metal de base, umidade no gás de proteção ou
consumível. Assim, na soldagem destes materiais, são recomendados alguns
cuidados especiais quanto às fontes potenciais de hidrogênio, além da utilização de
consumíveis de soldagem denominados de “baixo hidrogênio”. Estas características
tornam as ligas martensíticas as de soldabilidade mais difícil dentre todas as
inoxidáveis(12).
Os aços inoxidáveis martensíticos possuem resistência à corrosão inferior aos
demais aços inoxidáveis mas, para aplicações onde estarão submetidos a meios
fracamente corrosivos, apresentam desempenho satisfatório(2)(11)(12). Por outro lado,
seus menores custos os tornam altamente competitivos em várias aplicações. Em
função disso, possuem utilização ampla na construção de componentes de turbina,
mancais e cutelaria(11).
Na década de 60, foi desenvolvida uma nova classe de aços inoxidáveis
martensíticos conhecida como aços inoxidáveis martensíticos macios (AIMM). Esta
nova classe de aços foi desenvolvida para aplicação em rotores de turbinas
hidráulicas visando melhorias na resistência à cavitação durante a operação e na
limitada soldabilidade dos aços inoxidáveis martensíticos, durante a fabricação e
reparo destes componentes(13).
14
Esta nova classe de aços é constituída por ligas contendo teor de carbono máximo
de 0,08%, cromo de 12 a 17%, níquel de 3,5 a 6% e molibdênio máximo de 2,5%(14).
A limitação no teor de carbono destas ligas reduz a possibilidade do surgimento de
trincas a quente. Análises mostraram redução do intervalo “sólidus-líquidus” em aços
com menores teores deste elemento e consequente redução na ocorrência de
defeitos de solidificação(15). A adição de níquel nestas ligas é responsável pelo
aumento do campo austenítico no diagrama de fase pseudobinário e abaixamento
das temperaturas de início e fim da transformação martensítica (Ms e Mf)(14). O
molibdênio atua melhorando a resistência à corrosão em meios mais agressivos
entretanto, sua presença provoca estabilização da ferrita δ, o que reduz a
tenacidade(15).
Entre os aços desta classe, o mais utilizado na fabricação de componentes de
turbinas hidráulicas, como por exemplo rotores, é o ASTM A743 grau CA-6NM(2)(6).
Os aços inoxidáveis fundidos são classificados em um sistema baseado em um
conjunto de letras e números segundo o Alloy Casting Institute (ACI)(11). A primeira
letra da especificação indica seu uso para resistir a corrosão (C) ou altas
temperaturas (H). A segunda letra indica nominalmente os teores de cromo e níquel,
variando de A a Z em função do aumento no teor de níquel. O número após as duas
primeiras letras indica o teor de carbono (% x 100) e, as letras seguintes, os
elementos de liga presentes (Ni e Mo)(13). Segundo a ASTM A743, o aço CA-6NM
possui teores de carbono de 0,06% (máximo), manganês e silício 1,0% (máximo),
cromo entre 11,5 e 14,0%, níquel de 3,5 a 4,5% e molibdênio de 0,4 a 1,0%(17).
Apesar de possuir baixos teores de carbono, devido à sua baixa tenacidade ao
impacto (inferior a 35J na temperatura ambiente), estes aços são submetidos a um
tratamento térmico de revenimento a fim de se obter tenacidade ao impacto e
resistência mecânica compatíveis com suas aplicações(13). Durante esse tratamento
térmico é observada a formação de austenita estável finamente distribuída na
microestrutura que não se transforma em martensita durante o resfriamento. A
formação dessa fase se dá a temperaturas entre 550 e 600°C(14) mas, para

15
temperatura superiores a 615°C, inicia-se a decomposição da austenita formada e
surgimento de uma austenita instável que se transforma em martensita após o
resfriamento(16). A Figura 2.7 ilustra a variação no teor de austenita e nas
propriedades mecânicas do aço CA-6NM em função da temperatura de revenimento.
Figura 2.7: Variação no teor de austenita, limite de resistência (σr), limite de
escoamento (σe 0,2%) e energia absorvida no ensaio Charpy do aço CA-6NM em
função da temperatura de revenimento(16).
Não são observadas, na literatura, publicações indicando o diagrama pseudobinário
e a curva tempo-temperatura-transfoirmação (TTT) desta classe de aço.

16
2.1.5. Metal de adição 13%Cr, 4%Ni e 0,4%Mo
Na soldagem do aço inoxidável martensítico macio, durante a construção de rotores
de turbinas hidráulicas, são utilizados consumíveis com composição química similar
ao metal de base. No caso dos rotores fabricados em aço fundido tipo CA-6NM, são
utilizados consumíveis que depositam ligas com composição química em torno de
13%Cr, 4%Ni e 0,4%Mo e teores de carbono que não ultrapassam 0,04%(9). É
desejável que esses consumíveis possuam baixos teores de hidrogênio (máximo
4ml/100g metal de solda)(9)(18).
Aplicações indicam que, na soldagem utilizando esses consumíveis, devem ser
adotados determinados procedimentos como realização de pré aquecimento,
controle da temperatura entre passes e tratamento térmico após soldagem para
remoção de hidrogênio em juntas com grande restrição. Em aplicações onde a
tenacidade ao impacto é requisito, a realização de tratamento térmico de
revenimento é fundamental(18). A Figura 2.8 representa, esquematicamente, o ciclo
térmico recomendado para a soldagem realizada com um arame tubular com fluxo
metálico.
Figura 2.8: Representação esquemática do ciclo térmico de soldagem
recomendado(18).

17
2.2. Cavitação
2.2.1. Conceitos fundamentais
Entende-se como cavitação a série de efeitos que decorrem da variação de pressão
em meios hidrodinâmicos. Como consequência da redução estática ou dinâmica da
pressão observa-se, pela expansão dos gases e pela difusão dos que se encontram
dissolvidos, a formação de bolhas de vapor de fluidos e gases que tendem a crescer
até um momento onde o processo se reverte e ocorre um colapso destas bolhas de
forma implosiva para uma cavidade cheia de vapor(3)(19)(20). A cavitação possui, vista
ao olho humano ou com o auxílio de câmaras comuns, a aparência de uma “nuvem
de espuma”(3).
A grande importância deste fenômeno está relacionada principalmente a seus
efeitos que são indesejáveis em sua grande maioria. Esses podem ser classificados
como: efeitos que modificam a hidrodinâmica do fluxo de líquido, que produzem
danos nas superfícies sólidas em contato com o fluido, ou outros efeitos que podem
ou não ser acompanhados por modificações na hidrodinâmica do fluxo ou danos nas
superfícies sólidas(3). Devido a essas características, é muito comum confundir o
fenômeno da cavitação com suas consequências como, por exemplo, a erosão.
Encontram-se sujeitos a estes danos equipamentos como turbinas hidráulicas,
bombas, propulsores e lemes de navios ou componentes de equipamentos que
trabalham sob severas condições em contato com fluidos(21). Esse fenômeno é
observado em todos os tipos de sólidos como, por exemplo, materiais metálicos em
geral, borrachas, vidros, quartzo e concreto(3). A Figura 2.9 ilustra danos decorrentes
da cavitação em rotores de turbinas hidráulicas tipo Francis e Kaplan.

18
(a) (b)
Figura 2.9: Erosão originada como efeito da cavitação em palhetas de rotores
construídas em aço C-Mn e revestidas com aço inoxidável austenítico de uma
turbina tipo Francis (a) e construídas em aço inoxidável martensítico macio de uma
turbina Kaplan (b).
Diferentes mecanismos são indicados como responsáveis pelo dano em superfícies
sujeitas a cavitação. Ondas de choque (pressões) geradas a partir do colapso das
bolhas (formadas como resultado da variação da pressão no meio) são indicadas
como um dos mecanismos causadores da erosão nas superfícies em contato com o
fluido(22)(23). O impacto de jatos de líquido, formados a partir do colapso das bolhas
em um campo de pressões assimétrico, em alta velocidade contra as superfícies é
outro mecanismo indicado como sendo responsável pelo dano cavitacional(19). Por
outro lado, estudos recentes propuseram que os danos não ocorrem pelo colapso
das bolhas e, sim, durante sua formação(24).
As pressões resultantes do colapso das bolhas foram determinadas através de
estimativas teóricas, experimentos realizados em bolhas e na “nuvem de espuma”
formada durante o fenômeno da cavitação(21). Visando determinar como as pressões
resultantes do colapso das bolhas geram danos na superfície dos materiais, são
realizados experimentos utilizando dispositivos vibratórios capazes de simular o
fenômeno da cavitação. As medições são realizadas através do uso de sensores de
pressão com cerâmicas piezoelétricas. Resultados destes testes indicaram a
existência de pressões em diferentes intensidades. Em função dos resultados, foi

19
possível estabelecer a perda de massa como resultado da repetição de inúmeros
impactos com pequena intensidade e por simples impactos com grande intensidade.
Essas observações indicaram o dano cavitacional como sendo resultante de fratura
por fadiga(21)(22)(23).
Experimentos utilizando técnicas de medição de forças superficiais (SFA - Surface
Force Apparatus) associadas a técnicas de interferência ótica (FECO – Fringes of
Equal Chromatic Order) indicaram a ocorrência de danos durante a formação das
bolhas ou cavidades e não durante seu colapso(24). Entretanto, este mecanismo é
compatível somente com a cavitação originada com o auxílio de dispositivos
vibratórios, não podendo ser estendido à cavitação gerada em sistemas de fluxos.
Através da realização de testes com o auxílio de equipamentos que provocam o
fenômeno da cavitação em escala de laboratório, foi possível a identificação de
diferentes estágios na geração de dano ou perda de massa. Essas etapas são
identificadas em função da forma segundo a qual os danos nas superfícies, medidos
a partir da perda de massa ao longo do tempo, evoluem. Através da cavitação
provocada por equipamentos vibratórios, é possível identificar quatro diferentes
estágios: incubação, acumulação ou transição, estacionário e atenuação.
Inicialmente, na etapa denominada período de incubação, não é observada perda
de massa. Durante o estágio de acumulação ou transição, a taxa de perda de massa
aumenta até atingir um máximo, a partir do qual é atingido o chamado estágio
estacionário onde a taxa se estabiliza. Na atenuação, é observada uma redução na
taxa de perda de massa de forma lenta ou através de flutuações(21)(25). A Figura 2.10
mostra a variação da taxa de perda de massa ao longo do tempo em um aço
carbono SC10 (ASTM 1010) durante um ensaio de erosão por cavitação vibratória
utilizando diferentes amplitudes de vibração. Observa-se nesta figura que, quanto
maior é a amplitude de vibração durante o ensaio, mais definidos se tornam os
diversos estágios de perda de massa. Nota-se também que, o aumento na amplitude
de vibração, é responsável por maiores taxas de perda de massa.

20
Figura 2.10: Taxa de perda de massa ao longo do tempo para um aço carbono
S10C(ASTM 1010) (23).
2.2.2. Cavitação em turbinas hidráulicas
Conforme definido anteriormente, turbinas hidráulicas são equipamentos capazes de
transformar energia disponível pelo movimento da água em movimento de rotação.
Neste tipo de equipamento, o fluxo de água, ao passar pelas paletas do rotores,
origina gradientes de pressão que são responsáveis pela ocorrência do fenômeno
da cavitação.
Procura-se aumentar a eficiência do equipamento com um melhor aproveitamento
do fluxo de água que é responsável pela geração de movimento, através de
alterações no perfil hidrodinâmico durante o projeto. Entretanto, esse tipo de
melhoria é responsável por considerável aumento no dano cavitacional. Assim, os
esforços dos fabricantes também se concentram no desenvolvimento de novos

21
materiais e técnicas de fabricação e reparo que permitam redução na ocorrência
desse fenômeno.
Dados obtidos em pesquisas realizadas junto à indústria de geração de energia nos
Estados Unidos da América na década de oitenta indicaram que os custos de
reparos resultantes dos danos causados pelo fenômeno da cavitação representam
um acréscimo médio de US$0,015 por mega-watt hora (MW h) de energia gerada.
Este valor não é considerado representativo para a indústria, entretanto, custos
indiretos como os gerados pela redução na vida útil dos equipamentos decorrente da
realização destes reparos, são responsáveis por consideráveis perdas econômicas.
Dados obtidos nesta pesquisa indicaram, para equipamentos com capacidade de
50MW, uma redução média na vida útil de 50 para 35 anos, em consequência dos
reparos, representando perdas em torno de U$400.000(26).
Para a melhoria do desempenho de turbinas hidráulicas, são desenvolvidos modelos
em pequena escala, a partir dos quais podem ser avaliados o perfil hidrodinâmico,
as áreas mais sujeitas ao dano cavitacional e a intensidade desse ataque(3). A partir
desses modelos, podem ser realizadas alterações de projeto visando a melhoria do
perfil hidrodinâmico e utilização de materiais mais resistentes ao danos que podem
ser gerados pela cavitação(3). Modelos matemáticos, elaborados com o objetivo de
simular a eficiência do equipamento e evitar danos por cavitação, também têm sido
elaborados pelos fabricantes que não os divulgam em publicações técnicas por
serem considerados informações tecnológicas(27).
Entretanto, por não retratarem exatamente as mesmas condições de operação do
equipamento durante todo seu ciclo de vida, esses modelos podem apresentar
deficiências e áreas onde supostamente não haveria ocorrência de danos podem vir
a apresentá-los. Em função disso, práticas conservadoras no projeto destes
componentes ainda continuam sendo aplicadas, mesmo representando aumento
significativo no custo dos equipamentos.

22
2.2.3. Relação entre a resistência ao dano cavitacional e propriedades dos materiais
Inúmeras tentativas de estabelecer relações entre a resistência aos danos gerados
pela cavitação e propriedades mecânicas dos materiais foram exploradas em
publicações técnicas. Propriedades monotônicas tais como dureza, limite de
escoamento e resistência, ductilidade e resiliência não apresentam, em geral, boas
correlações com a resistência à cavitação dos materiais. Entretanto, avaliando-se
materiais da mesma classe, ou seja, que possuem estruturas similares, foi possível
estabelecer algumas relações entre a resistência à cavitação e estas
propriedades(28).
Estudos em materiais similares indicaram a dureza como um bom indicativo da
resistência à cavitação de um material. A energia absorvida até a fratura, definida
como sendo a área sob a curva tensão-deformação até a fratura, mostrou boa
correlação com a resistência ao dano cavitacional em determinadas situações e ruim
em outras. Como resultado destes estudos, pode ser visto que, para materiais muito
dúcteis, esse é um bom indicativo para a resistência à cavitação. Por outro lado, o
quadrado do limite de resistência dividido pelo dobro do Módulo de Young (σr2/2E)
que, para materiais frágeis onde limite de resistência e escoamento possuem
valores próximos, pode ser considerado o módulo de resiliência, mostrou-se um bom
indicativo da resistência à cavitação. Para materiais frágeis, o aumento deste valor
implica diretamente em uma maior resistência ao dano por cavitação(20).
Estudos realizados com o objetivo de esclarecer como o colapso das bolhas podem
proporcionar danos nos materiais indicaram que as pressões resultantes variam de
intensidade, possuindo, na sua grande maioria, valores inferiores aos necessários à
geração de danos na superfície do material. Como consequência, foram
estabelecidas teorias atribuindo esses danos ao somatório dos impactos, ou seja, à
fratura por fadiga(28).
Com o objetivo de mostrar a relação entre o dano cavitacional e a fadiga, foram
conduzidos estudos correlacionado propriedades associadas a deformações cíclicas

23
com a resistência à cavitação de diferentes metais e ligas metálicas. A propriedade
associada à deformação cíclica que, segundo essas pesquisas, mais se correlaciona
com resistência à cavitação é o coeficiente de resistência à fadiga (σ’f). Este
coeficiente se relaciona com deformação total (εT), que é a soma da deformação
plástica (εp) e elástica (εe), e número de ciclos até a fratura (Nf), pela Equação 2.1
onde: ε’f é o coeficiente de ductilidade à fadiga, b e c são os expoentes de resistência
e ductilidade à fadiga. Parâmetros de resistência à cavitação, como período de
incubação e a taxa máxima de perda de massa (MDP), apresentaram boas
correlações com σ’f. A correlação entre a combinação de propriedades cíclicas, ou
seja, coeficiente de resistência à fadiga (σ’f) multiplicado pelo expoente de
endurecimento por deformação cíclica (n’), que é definido pela Equação 2.2, com a
taxa máxima de perda de massa (MDP), também apresentou resultados
satisfatórios(28).
cff
bf
fpeT NNE
)2()2(222
''
εσεεε
+=∆
+∆
=∆
Equação 2.1
cb
n =' Equação 2.2
Alguns pesquisadores apontam a existência de uma relação entre propriedades
microscópicas, como a energia de falha de empilhamento, com a resistência ao
dano cavitacional do material. Medições deste parâmetro, efetuadas através de
microscopia eletrônica de transmissão para alguns metais, indicaram boa correlação
com σ’f (coeficiente de resistência à fadiga) e melhores com o produto σ’
f.n’ (28).
Apesar das correlações entre propriedades relacionadas à perda de massa durante
o fenômeno da cavitação e à fadiga em diversos metais e ligas metálicas terem
indicado a existência de uma relação entre ambos os fenômenos, o mecanismo
responsável pelos danos decorrentes da cavitação não se encontra ainda totalmente
esclarecido.

24
2.2.4. Ensaios para avaliação da resistência à cavitação
A grande dificuldade em compreender e simular o fenômeno da cavitação em escala
laboratorial foi responsável pelo surgimento de inúmeros métodos para a avaliação
da resistência de materiais empregados na construção e recuperação de
componentes sujeitos a este fenômeno.
Os diferentes métodos podem ser classificados em função da forma pela qual o
fenônemo da cavitação é induzido. Existem, basicamente, dois tipos diferentes de
métodos : os que utilizam fluxo de líquido e aqueles onde o fenômeno da cavitação é
induzido por vibração (geralmente ultrasônica)(3). Diferentes tipos de dispositivos
para avaliação da resistência ao dano cavitacional de materiais através de fluxo de
líquido foram desenvolvidos. Entre esses, podem ser citados: discos rotativos onde
os corpos de prova são posicionados e submetidos a jatos de água(29), tubos de
venturi utilizados para gerar a cavitação de corpos de prova que são dispostos em
sua parede (30), e válvulas rotativas para gerar cavitação em vórtex(31).
O dano cavitacional proveniente destes testes é medido de diversas formas, sendo
as mais comuns através do número de crateras geradas por unidade de área, pela
variação na rugosidade da superfície ensaiada ou, principalmente, pela medição da
perda de massa do corpo de prova em função de tempo de exposição à cavitação.
Os resultados dos diferentes tipos de ensaio utilizados na avaliação da resistência à
cavitação de materiais não podem ser comparados devido a variação nos princípios
utilizados e nas condições experimentais(3).
A ASTM (American Society for Testing and Materials) recomendou um procedimento
de teste padrão, utilizando um dispositivo capaz de produzir vibração ultrasônica
para induzir a ocorrência do fenômeno da cavitação com o objetivo de avaliar a
resistência ao dano cavitacional de materiais (norma ASTM G32). Este procedimento
foi elaborado para padronizar a realização do ensaio e permitir a comparação entre
resultados obtidos por diversos pesquisadores(32).
25
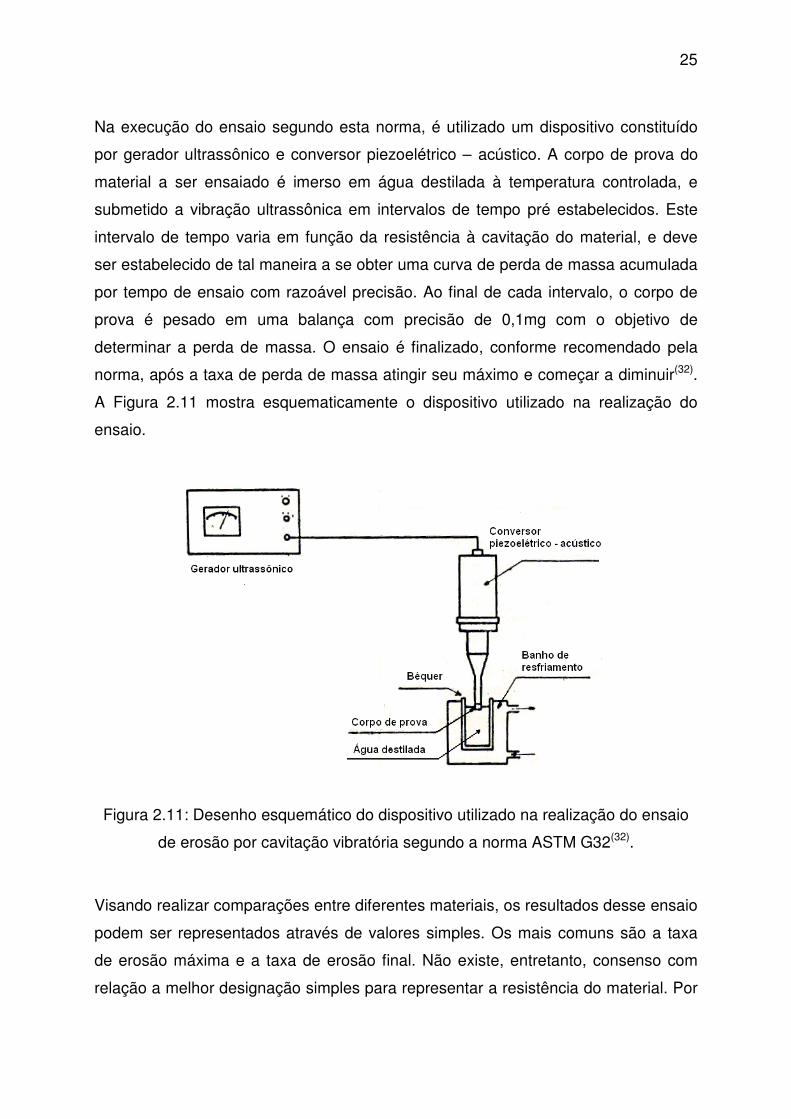
Na execução do ensaio segundo esta norma, é utilizado um dispositivo constituído
por gerador ultrassônico e conversor piezoelétrico – acústico. A corpo de prova do
material a ser ensaiado é imerso em água destilada à temperatura controlada, e
submetido a vibração ultrassônica em intervalos de tempo pré estabelecidos. Este
intervalo de tempo varia em função da resistência à cavitação do material, e deve
ser estabelecido de tal maneira a se obter uma curva de perda de massa acumulada
por tempo de ensaio com razoável precisão. Ao final de cada intervalo, o corpo de
prova é pesado em uma balança com precisão de 0,1mg com o objetivo de
determinar a perda de massa. O ensaio é finalizado, conforme recomendado pela
norma, após a taxa de perda de massa atingir seu máximo e começar a diminuir(32).
A Figura 2.11 mostra esquematicamente o dispositivo utilizado na realização do
ensaio.
Figura 2.11: Desenho esquemático do dispositivo utilizado na realização do ensaio
de erosão por cavitação vibratória segundo a norma ASTM G32(32).
Visando realizar comparações entre diferentes materiais, os resultados desse ensaio
podem ser representados através de valores simples. Os mais comuns são a taxa
de erosão máxima e a taxa de erosão final. Não existe, entretanto, consenso com
relação a melhor designação simples para representar a resistência do material. Por

26
essa razão, a representação da curva de perda de massa ao longo do tempo de
ensaio torna-se necessária(32).
2.2.5. Resistência à erosão por cavitação da liga soldada 13%Cr, 4%Ni e 0,4%Mo
O comportamento de materiais empregados na construção de componentes de
turbinas hidráulicas, quanto ao fenômeno da cavitação, tem sido amplamente
estudado. Entretanto, não se observa na literatura estudos visando a avaliação de
ligas soldadas, em especial a 13%Cr, 4%Ni e 0,4%Mo, que tem sido frequentemente
utilizada em tal aplicação, quanto à resistência ao dano cavitacional.
Durante este trabalho procurou-se uma melhor compreensão do efeito das variáveis
de soldagem sobre as propriedades da liga soldada e sobre seu desempenho
quanto à resistência ao dano cavitacional. O conhecimento do comportamento das
ligas soldadas torna-se mais importante quando essas são empregadas durante o
reparo de componentes desgastados em decorrência do fenômeno da cavitação.

27
3. METODOLOGIA
3.1. Materiais
Para deposição da liga 13%Cr, 4%Ni e 0,4%Mo, foi utilizado um arame tubular do
tipo “metal cored” (fluxo metálico), de baixo hidrogênio (máximo 4ml/100g de metal
depositado), com diâmetro nominal de 1,60mm, denominado comercialmente OK
Tubrod 410NiMo MC de produção ESAB S.A. Indústria e Comércio. Este consumível
é classificado segundo a norma EN 12073(33) como T13 4 M M 2. A composição
química e as propriedades mecânicas do metal depositado estabelecidas pela
norma são apresentadas na Tabela III.1 e Tabela III.2.
Tabela III.1:Composição química do arame tubular segundo a norma EN 12073.
Elemento Composição química (% em peso)
Mínimo Máximo
C - 0,06
Si - 1,00
Mn - 1,50
P - 0,030
S - 0,025
Cr 11,0 14,5
Ni 3,00 5,00
Mo 0,40 1,00
Tabela III.2: Propriedades mecânicas do arame tubular segundo a norma EN 12073.
Limite de Escoamento
(MPa)*
Limite de Resistência
(MPa)*
Alongamento
10d (%)*
500 750 15
(*) Corpo de prova tratado termicamente a 600±20°C por 2h com resfriamento ao ar.

28
O arame tubular utilizado nos testes foi soldado utilizando misturas de proteção com
composição 96%Ar 4%CO2 e 98%Ar 2%O2. Na preparação das chapas de teste
para retirada dos corpos de prova de metal depositado necessários à realização dos
ensaios, foram utilizadas chapas de aço ASTM A 36 com comprimento de 330mm,
largura de 127mm e espessura de ¾”(19mm).
3.2. Soldagem e tratamento térmico das chapas de teste
As chapas de teste para retirada dos corpos de prova necessários a realização dos
ensaios de erosão por cavitação vibratória, dureza, tração e tenacidade ao impacto,
e para realização de análise química do metal depositado, foram preparadas
conforme estabelecido pelo código ASME Seção II Parte C(35) (Especificação de
Consumíveis de Soldagem), com a deposição de duas camadas de “almofada” de tal
forma a garantir que a diluição provocada pela utilização de chapas de aço carbono
não alterasse a composição química do metal depositado. A Figura 3.1 representa
esquematicamente a montagem das chapas de testes.
Figura 3.1:Montagem das chapas de teste conforme ASME Seção II Parte C(35).

29
Foram soldadas, com cada gás de proteção, três chapas de teste utilizando os
parâmetros de soldagem recomendados no catálogo do fabricante do arame tubular
OK Tubrod 410NiMo MC(34), conforme indicado na Tabela III.3.
Tabela III.3: Parâmetros utilizados na soldagem das chapas de teste.
Gás de proteção 96%Ar 4%CO2 ou 98%Ar 2%O2
Faixa de vazão do gás de proteção (l/min) 18 – 20
Temperatura de pré aquecimento (°C) 100
Temperatura entre passes (°C) 100 – 175
Polaridade CC+
Corrente (A) 360 ± 10
Tensão (V) 27 ± 2
N° de passes (camadas 1 a 3) 2
N° de passes (camadas 4 e 5) 4
Faixa de velocidade de soldagem (mm/s) 4,6 - 6,9
Todos os testes foram realizados nas condições “como soldado” e tratado
termicamente após soldagem a 590±10°C por 8h conforme indicado no ciclo térmico
esquemático da Figura 3.2. A escolha desse tratamento térmico se baseou em
recomendações de fabricantes de consumíveis de soldagem(18), visando melhoria na
tenacidade ao impacto do metal depositado.
Na soldagem dessas chapas foi utilizado um equipamento constituído por fonte tipo
tiristorizada modelo LAI 550 e cabeçote MEF44 marca ESAB. Os parâmetros de
soldagem foram verificados durante toda a operação de soldagem com o auxílio de
um equipamento que realiza medições instantâneas de tensão e corrente durante a
soldagem e possibilita a determinação dos valores médios em cada passe efetuado.

30
20
100
180
260
340
420
500
580
660
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Tempo (h)
Tem
pera
tura
(°C
)
Figura 3.2: Ciclo do tratamento térmico após soldagem realizado nos corpos de
prova de metal depositado.
3.3. Ensaios
3.3.1. Ensaio de erosão por cavitação vibratória (ASTM G32)
De cada um dos conjuntos de três chapas de teste soldadas com os gases de
proteção 96%Ar 4%CO2 e 98%Ar 2%O2, foi separada uma para a retirada dos
corpos de prova necessários à realização do ensaio de erosão por cavitação
vibratória. Em cada chapa, foram usinados dez corpos de prova de metal
depositado, sendo cinco para avaliação na condição “como soldado” e cinco após
tratamento térmico, conforme indicado na Figura 3.3. Foram realizados três ensaios
para cada condição proposta e os outros dois corpos de prova foram destinados a
avaliação da microestrutura, análise química e determinação da dureza do metal
depositado.
O ensaio de erosão por cavitação vibratória segundo a norma ASTM G32 foi
realizado utilizando-se um gerador de ultra-som marca Telsonic, modelo SG-22-

31
1000G. Os corpos de prova, usinados conforme indicado na Figura 3.4, foram
pesados em uma balança analítica com precisão de 0,1mg. A superfície de teste dos
corpos de prova foi submersa 2mm em água destilada, a uma temperatura de
22±1°C e submetida a vibração ultrasônica com frequência de 20±0,2kHz e
amplitude de 50µm durante intervalos de 30 minutos, após os quais eram retirados e
novamente pesados para determinação da perda de massa. Este procedimento foi
efetuado, conforme recomendado pela norma, até a taxa de perda de massa dos
corpos de prova atingir seu valor máximo e diminuir que, na prática, representou 8h
de ensaio. Após finalizado o teste, a superfície desgastada foi avaliada com o auxílio
de um microscópio eletrônico de varredura.
Figura 3.3: Retirada dos corpos de prova para realização do ensaio de erosão por
cavitação vibratória segunda a norma ASTM G32.

32
Figura 3.4: Corpo de prova para realização do ensaio de erosão por cavitação
vibratória(36).
3.3.2. Análise química, metalográfica e dureza do metal depositado
Os dois corpos de prova de metal depositado não utilizados no ensaio de erosão por
cavitação vibratória foram destinados a análise química, metalográfica e
determinação da dureza do metal depositado. A análise química foi realizada
utilizando os métodos indicados na Tabela III.4. O material foi coletado conforme
procedimento apropriado a cada método para determinação do teor dos elementos
químicos.
Para a análise metalográfica os corpos de prova foram embutidos, lixados, polidos e
atacados com o reagente KLORPICRIN 160, constituído pela mistura de uma parte
da solução I com seis partes da solução II (em volume) mostradas na Tabela III.5.
Após preparadas, as amostras foram avaliadas em microscópio ótico utilizando
aumento de 200 vezes.

33
Tabela III.4: Métodos utilizados na análise química do metal depositado.
Elemento Método
C Combustão em forno de indução
Si Gravimetria
Mn Absorção atômica
P Gravimetria e volumetria
S Combustão em forno de indução
Cr Volumetria
Ni Absorção atômica
Mo Absorção atômica
N Combustão em forno de indução
O Combustão em forno de indução
Tabela III.5: Soluções utilizadas na preparação do reagente KLORPIKRIN 160.
Solução Reagentes
I
5g Cloreto de Cobre
75ml Ácido Clorídrico
100ml Álcool Etílico
100ml Água Destilada
II4g Ácido Pícrico
96ml Álcool Etílico
A dureza do metal depositado sob as diferentes condições propostas neste trabalho
foi avaliada através do método Vickers, com o auxílio de um equipamento marca
Zwick, modelo 3202, aplicando-se cargas de 10kg. Em cada corpo de prova testado,
na superfície equivalente às desgastadas no ensaio de erosão por cavitação
vibratória, foram realizadas dez medições.

34
3.3.3. Ensaios de tração e tenacidade ao impacto (Charpy entalhe V)
Duas das três chapas de teste soldadas utilizando cada um dos gases de proteção
foram usinadas (conforme indicado na Figura 3.5) para retirada dos corpos de prova
necessários à realização dos ensaios de tração e tenacidade ao impacto (Charpy
entalhe V), sendo uma dessas para realização do ensaio na condição “como
soldado” e uma após realização do tratamento térmico. Em cada chapa de teste,
foram usinados um corpo de prova para ensaio de tração e dez para avaliação da
tenacidade ao impacto Charpy entalhe V a –10 e –20°C (cinco corpos de prova para
cada temperatura de ensaio).
Figura 3.5: Retirada dos corpos de prova para realização dos ensaios tração e
tenacidade ao impacto (Charpy entalhe V)(35).
As dimensões dos corpos de prova para realização dos ensaios de tração de
tenacidade ao impacto são representadas na Figura 3.6.

35
(a)
(b)
Figura 3.6: Dimensões dos corpos de prova de tração(a) e tenacidade ao impacto
(Charpy entalhe V) (b)(35).
Na realização do ensaio de tração, foi utilizada uma máquina universal de tração
marca INSTRON modelo 8802, com capacidade de 25t e, na realização do ensaio
para avaliação da tenacidade ao impacto, um equipamento marca Losenhausenwerk
modelo PSW 30, com escalas de 30/15kpm.

36
4. RESULTADOS E DISCUSSÃO
4.1. Ensaio de erosão por cavitação vibratória (ASTM G32)
4.1.1. Avaliação da perda de massa ao longo do tempo de ensaio
Em anexo encontram-se as tabelas com os valores de perda de massa acumulada
(Tabela VIII.1), perda de massa acumulada média e desvio padrão (σ) (Tabela VIII.2)
e perda de massa em cada intervalo de medição (Tabela VIII.3) obtidos pelo ensaio
de erosão por cavitação vibratória.
Com o objetivo de verificar os resultados do ensaio, foi avaliada a perda de massa
dos corpos de prova durante cada intervalo de medição. A Figura 4.1 e Figura 4.2
apresentam graficamente esses resultados para a condição como soldado
utilizando-se os gases de proteção 96%Ar 4%CO2 e 98%Ar 2%O2, respectivamente.
Observando os gráficos obtidos pode-se afirmar que a dispersão da perda de massa
dos corpos de prova soldados utilizando o gás de proteção 96%Ar 4%CO2 foi inferior
a dos corpos de prova soldados utilizando o gás e proteção 98%Ar 2%O2. Durante a
soldagem das chapas de teste, não foram observadas variações na estabilidade
operacional do processo de soldagem resultantes da alteração do gás de proteção,
que justificassem as diferenças observadas. A forma segundo a qual é avaliada a
resistência ao dano cavitacional, ou seja, pela determinação da perda de massa em
intervalos de tempo pré definidos, é um dos fatores que influem na dispersão
observada. Por este motivo, justifica-se a representação do gráfico de perda de
massa acumulada ao longo do tempo. É possível verificar através da análise dos
gráficos que, mesmo havendo maior dispersão de perda de massa nos corpos de
prova soldados com gás de proteção 98%Ar 2%O2 em cada intervalo de medição, os
dados encontram-se distribuídos de tal forma que não se observa tendência de
maior desgaste em um corpo de prova específico.

37
0
1
2
3
4
5
6
7
8
9
10
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Medições
Per
da d
e m
assa
(mg)
Corpo de prova 1 Corpo de prova 2 Corpo de prova 3
Figura 4.1: Perda de massa dos corpos de prova soldados com gás de proteção
96%Ar 4%CO2 na condição “como soldado”.
0
2
4
6
8
10
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Medições
Per
da d
e m
assa
(mg)
Corpo de prova 1 Corpo de prova 2 Corpo de prova 3
Figura 4.2: Perda de massa dos corpos de prova soldados com gás de proteção
98%Ar 2%O2 na condição “como soldado”.
A Figura 4.3 e Figura 4.4 apresentam a perda de massa dos corpos de prova
tratados termicamente em cada intervalo de medição. Essas figuras evidenciam

38
comportamento similar, quanto à dispersão de dados, ao observado para os corpos
de prova na condição “como soldado”.
0
1
2
3
4
5
6
7
8
9
10
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Medições
Per
da d
e m
assa
(mg)
Corpo de prova 1 Corpo de prova 2 Corpo de prova 3
Figura 4.3: Perda de massa dos corpos de prova soldados com gás de proteção
96%Ar 4%CO2 após tratamento térmico.
0
1
2
3
4
5
6
7
8
9
10
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Medições
Per
da d
e m
assa
(mg)
Corpo de prova 1 Corpo de prova 2 Corpo de prova 3
Figura 4.4: Perda de massa dos corpos de prova soldados com gás de proteção
98%Ar 2%O2 após tratamento térmico.

39
Através da análise destes resultados, verifica-se que, mesmo havendo dispersão da
perda de massa dos corpos de prova em cada intervalo, não se observa tendência
de desgaste diferenciado destes ao longo do ensaio. Assim, é possível avaliar o
comportamento da liga estudada considerando os valores médios da perda de
massa acumulada.
A Figura 4.5 apresenta os resultados do ensaio de erosão por cavitação vibratória do
metal depositado nas condições avaliadas através da perda média de massa
acumulada ao longo do tempo.
Figura 4.5:Perda média de massa dos corpos de prova ao longo do tempo durante o
ensaio de erosão por cavitação vibratória.

40
As curvas apresentadas foram obtidas a partir da regressão polinomial dos valores
médios obtidos durante o ensaio. Os polinômios que melhor representam os dados
coletados durante os testes são de terceira ordem. É importante ressaltar entretanto,
que estes polinômios são representativos somente para o intervalo de dados
coletados, não podendo ser utilizados com confiabilidade em predições fora deste,
também conhecidas como extrapolações.
Com o objetivo de simplificar a avaliação dos dados obtidos e possibilitar a
determinação de grandezas que permitam comparar o desempenho do metal
depositado sob as diferentes condições estudadas, conforme proposto na
literatura(32), foram efetuadas algumas considerações. Desprezando-se os cento e
vinte primeiros minutos de ensaio, onde a perda de massa acumulada é menor,
pode-se, através de regressão linear simples, descrever a relação entre a perda de
massa acumulada e o tempo por retas e associá-las a polinômios de primeira ordem
conforme indicado na Figura 4.6. O coeficiente angular dos polinômios, obtidos pela
regressão no intervalo entre 120 e 480 minutos de ensaio pode ser considerado
como a taxa de perda de massa (mg/minutos) do metal depositado nas condições
avaliadas.
Na Tabela IV.1, são apresentados o coeficiente angular (b) e o intercepto (a) dos
polinômios de primeira ordem obtidos a partir da regressão linear simples pelo
método dos mínimos quadrados e o coeficiente de correlação (r) da equação. O
coeficiente de correlação obtido permite afirmar que existe uma correlação linear
muito forte entre as variáveis dependente (perda de massa) e independente (tempo).
Desse modo, o modelo de regressão proposto é adequado quando se considera o
intervalo compreendido entre 120 e 480 minutos de ensaio.

41
Figura 4.6: Retas obtidas a partir da regressão linear dos dados no intervalo de 120
a 480 minutos de ensaio.
Tabela IV.1:Coeficientes do polinômios de primeira ordem, coeficiente de correlação.
Intercepto(a)
Coeficiente angular(b)
Coeficiente decorrelação (r)
(a) -3,2546 0,0976 0,999896%Ar 4%CO2
(b) -5,8586 0,1323 0,9998
(a) -2,3725 0,0821 0,999098%Ar 2%O2
(b) -4,1923 0,1221 0,9995(a) “como soldado”
(b) Tratado termicamente

42
Percebe-se, pela curva de perda de massa acumulada ao longo do tempo
apresentada na Figura 4.5 e, através do coeficiente angular (b) dos polinômios
obtidos a partir da regressão linear simples, que a liga na condição “como soldada”
apresentou melhor resistência à erosão por cavitação vibratória se comparada à
tratada termicamente. Observa-se, também, um melhor desempenho do metal
depositado soldado utilizando o gás de proteção 98%Ar 2%O2 se comparado ao
soldado com gás 96%Ar 4%CO2, tanto na condição “como soldado”, quanto tratado
termicamente.
A Figura 4.7 apresenta a taxa de perda de massa ao longo do tempo de ensaio
calculada através da perda de massa em cada intervalo de medição (∆perda de
massa/∆tempo(30minutos)), para as diversas condições avaliadas.
Figura 4.7 : Taxa de perda de massa ao longo do ensaio de erosão por cavitação
vibratória.

43
Através destas curvas, é possível verificar, para o metal depositado nas condições
testadas, a presença de diferentes estágios indicados por Okada(21)(23)e Rao(25).
Entretanto, nas condições de teste executadas, não se observa o estágio de
incubação citado na literatura. A ausência desse estágio pode estar associado a um
período de incubação inferior a 30 minutos para o ensaio realizado que, pela forma
utilizada na determinação da taxa de perda de massa, tornou impossível sua
identificação no gráfico. As curvas obtidas através da taxa de perda de massa
máxima confirmam a diferença de desempenho quanto à erosão por cavitação
segundo o teste proposto, para o metal depositado sob as diferentes condições
avaliadas.
A dispersão dos pontos na Figura 4.7 pode ser justificada pela forma segundo a qual
a taxa de perda de massa foi obtida, ou seja, a partir da perda de massa média em
cada um dos intervalos de coleta de dados no ensaio. A realização de medições em
intervalos de tempo menores que 30 minutos reduz esta dispersão, entretanto,
devido aos pequenos valores de perda de massa observados durante o ensaio
(máximo 0,15mg/minutos), esta redução prejudica a precisão das medições.
Com base na análise efetuada, pôde-se perceber que a realização de tratamento
térmico após soldagem, condição essencial a ser executada após a etapa de
soldagem durante a construção e recomendada durante a recuperação de
componentes de turbinas hidráulicas com o objetivo de melhorar a tenacidade ao
impacto, afeta negativamente o desempenho do metal depositado quanto resistência
à erosão por cavitação vibratória segundo o ensaio proposto pela norma ASTM G32.
Observou-se, também, que o gás de proteção utilizado durante a soldagem
influenciou o desempenho do metal depositado na condição como soldado com
relação à propriedade estudada.
A Figura 4.8 compara a perda de massa do metal de base tipo 13%Cr 4%Ni (CA-
6NM), obtida por Akhtar(2) durante o ensaio de erosão por cavitação vibratória, com

44
as perdas de massa do metal depositado pelo consumível 13%Cr 4%Ni 0,4%Mo
obtidas neste trabalho, nas mesmas condições de teste.
0
10
20
30
40
50
60
70
80
90
0 50 100 150 200 250 300 350 400 450 500
Tempo (minutos)
Per
da d
e m
assa
(mg)
96%Ar 4%CO2 "como soldado"98%Ar 2%O2 "como soldado"96%Ar 4%CO2 tratado termicamente
98%Ar 2%O2 tratado termicamente13%Cr 4%Ni
Figura 4.8: Desempenho do aço CA-6NM e do metal depositado 13%Cr, 4%Ni e
0,4%Mo quanto à erosão por cavitação vibratória.
Conforme apresentado nesta figura, nota-se um desempenho superior do metal
depositado com composição química similar avaliado tanto nas condições “como
soldado” quanto tratado termicamente após soldagem com os gases de proteção
96%Ar 4%CO2 e 98%Ar 2%O2.
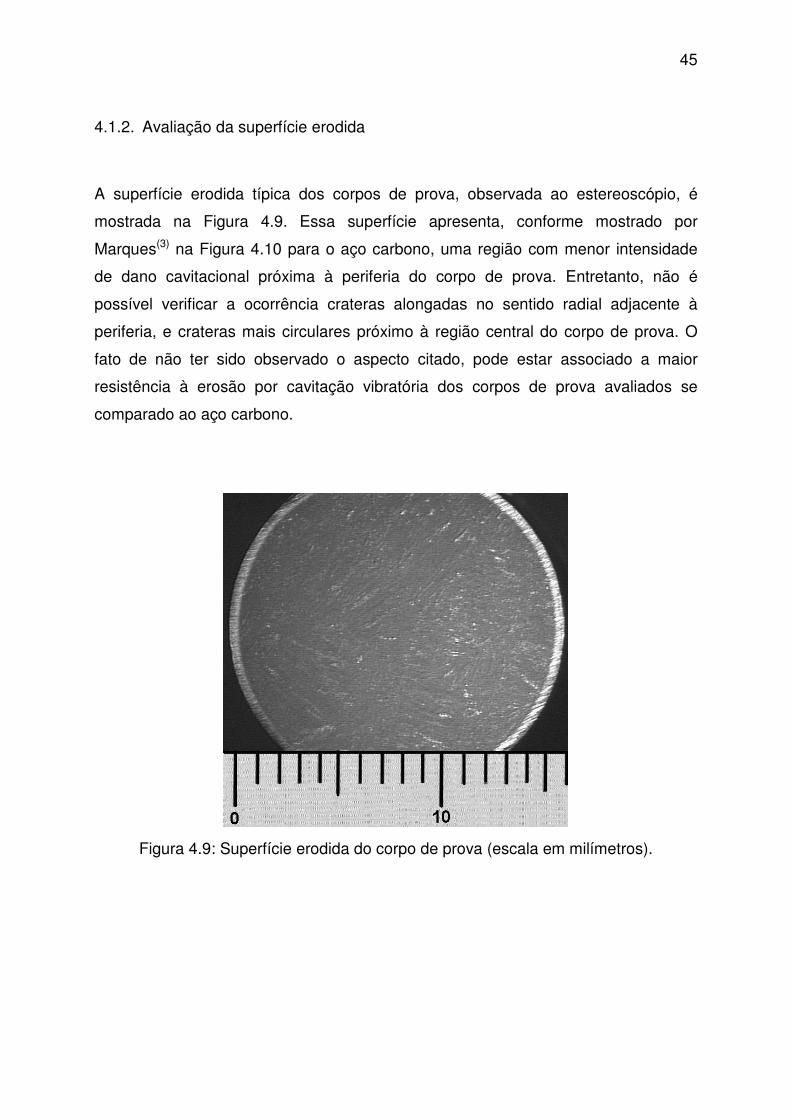
45
4.1.2. Avaliação da superfície erodida
A superfície erodida típica dos corpos de prova, observada ao estereoscópio, é
mostrada na Figura 4.9. Essa superfície apresenta, conforme mostrado por
Marques(3) na Figura 4.10 para o aço carbono, uma região com menor intensidade
de dano cavitacional próxima à periferia do corpo de prova. Entretanto, não é
possível verificar a ocorrência crateras alongadas no sentido radial adjacente à
periferia, e crateras mais circulares próximo à região central do corpo de prova. O
fato de não ter sido observado o aspecto citado, pode estar associado a maior
resistência à erosão por cavitação vibratória dos corpos de prova avaliados se
comparado ao aço carbono.
Figura 4.9: Superfície erodida do corpo de prova (escala em milímetros).

46
Figura 4.10: Superfície erodida do corpo de prova de aço carbono após o ensaio de
erosão por cavitação vibratória(3).
A superfície dos corpos de prova, após finalizado o ensaio de erosão por cavitação
vibratória, foi avaliada por microscopia eletrônica de varredura (MEV). As superfícies
erodidas do metal depositado soldado com o gás de proteção 96%Ar 4%CO2 na
condição “como soldado” (Figura 4.11) e tratado termicamente (Figura 4.12)
indicaram a ocorrência de maiores danos cavitacionais para essa última situação.
Por outro lado, as superfícies erodidas do metal depositado soldado com o gás de
proteção 98%Ar 2%CO2 “como soldado” (Figura 4.13) e tratado termicamente
(Figura 4.14) não apresentaram diferenças aparentes que poderiam indicar sob qual
condição houve a maior ocorrência de erosão por cavitação vibratória.
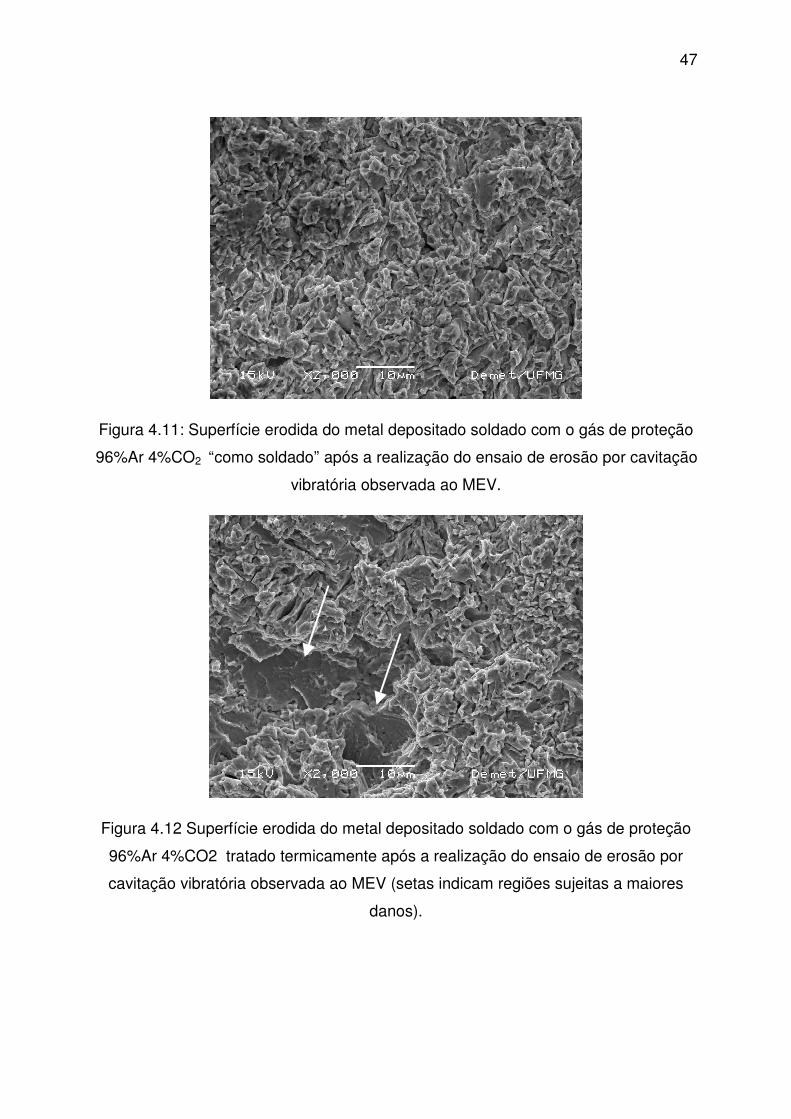
47
Figura 4.11: Superfície erodida do metal depositado soldado com o gás de proteção
96%Ar 4%CO2 “como soldado” após a realização do ensaio de erosão por cavitação
vibratória observada ao MEV.
Figura 4.12 Superfície erodida do metal depositado soldado com o gás de proteção
96%Ar 4%CO2 tratado termicamente após a realização do ensaio de erosão por
cavitação vibratória observada ao MEV (setas indicam regiões sujeitas a maiores
danos).

48
Figura 4.13: Superfície erodida do metal depositado soldado com o gás de proteção
98%Ar 2%O2 “como soldado” após a realização do ensaio de erosão por cavitação
vibratória observada ao MEV.
Figura 4.14: Superfície erodida do metal depositado soldado com o gás de proteção
98%Ar 2%O2 tratado termicamente após a realização do ensaio de erosão por
cavitação vibratória observada ao MEV.

49
Comparando-se as imagens das superfícies erodidas obtidas no microscópio
eletrônico de varredura, observa-se que somente foi possível, com o auxílio desse
recurso, identificar a condição com menor resistência á erosão por cavitação entre
todas aquelas avaliadas.
4.2. Análise química e metalográfica do metal depositado
O resultados de análise química do metal depositado encontram-se listados na
Tabela IV.2. A análise química dos corpos de prova na condição “como soldado” e
após tratamento térmico, soldados utilizando o mesmo gás de proteção, foi realizada
com o objetivo de verificar se a diluição do metal de base (aço carbono) não afetou a
composição da liga depositada. Através da avaliação desses resultados, pode-se
verificar que não houve alteração significativa nos teores dos elementos químicos
utilizando-se diferentes gases de proteção durante a soldagem. Não foram
observadas fortes reduções nos teores de elementos de liga como carbono, silício,
manganês e cromo decorrentes da utilização da mistura contendo oxigênio (98%Ar
2%O2) se comparado ao metal depositado obtido na soldagem utilizando mistura
96%Ar 4%CO2. O comportamento verificado pode ser justificado pelo baixo teor de
oxigênio presente na mistura 98%Ar 2%O2.
Tabela IV.2: Resultados de análise química do metal depositado
Teor (%)
C Si Mn P S Cr Ni Mo O N
(a) 0,019 0,62 1,32 0,01 0,01 12,2 4,8 0,60 0,081 0,04996%Ar 4%CO2
(b) 0,012 0,65 1,36 0,01 0,01 12,0 4,8 0,60 0,082 0,052
(a) 0,017 0,66 1,27 0,01 0,01 12,2 4,4 0,53 0,075 0,04498%Ar 2%O2
(b) 0,014 0,68 1,30 0,03 0,03 12,1 4,6 0,54 0,110 0,041
(a) “como soldado”
(b) Tratado termicamente

50
A análise metalográfica indica, para o metal depositado na condição “como soldado”
(Figura 4.15 e Figura 4.17), uma microestrutura constituída basicamente por
martensita. A realização do tratamento térmico após soldagem, propiciou as
transformações microestruturais observadas na Figura 4.16 para o gás 96%Ar
4%CO2 e Figura 4.18 para 98%Ar 2%O2.
Figura 4.15: Microestrutura representativa do metal depositado soldado com o gás
de proteção 96%Ar 4%CO2 “como soldado”. Aumento: 200X.
Figura 4.16: Microestrutura representativa do metal depositado soldado com o gás
de proteção 96%Ar 4%CO2 tratado termicamente. Aumento: 200X.

51
Figura 4.17: Microestrutura representativa do metal depositado soldado com o gás
de proteção 98%Ar 2%O2 “como soldado”. Aumento: 200X.
Figura 4.18: Microestrutura representativa do metal depositado soldado com o gás
de proteção 98%Ar 2%O2 tratado termicamente. Aumento: 200X.
Devido a pequena variação observada nos teores dos elementos químicos
decorrente da soldagem com os diferentes gases de proteção, valores médios das
análises químicas dos corpos de prova de metal depositado foram utilizados no
cálculo de Cr e Ni equivalentes para a localização do metal depositado no diagrama

52
de Schaeffler (ponto 1 da Figura 4.19). Analisando a localização da liga nesse
diagrama, é esperada a formação de uma estrutura bruta de solidificação constituída
por martensita e pequena quantidade de ferrita. As imagens obtidas através de
microscopia ótica a partir dos corpos de prova do metal depositado na condição
“como soldado” estão coerentes com a previsão do diagrama.
Figura 4.19: Diagrama de Schaeffler indicando a localização da liga 13%Cr 4%Ni
0,4%Mo.
As alterações microestruturais observadas como consequência da realização do
tratamento térmico após soldagem são relatadas na literatura. Segundo Straube(14),
Niederau(16) e Bass(18), a estrutura bruta de solidificação basicamente martensítica,
como decorrência da realização tratamento térmico, transforma-se em martensita
revenida com pequena quantidade de austenita retida (cerca de 10%). Essa última
fase está associada a austenita estável formada em temperaturas acima de 550°C
que não se transforma novamente em martensita após o resfriamento.

53
Prováveis variações nas propriedades mecânicas do metal depositado decorrentes
das alterações estruturais sofridas como conseqüência do tratamento térmico serão
avaliadas e discutidas nas seções seguintes.
4.3. Ensaios mecânicos
4.3.1. Ensaio de tração
Os resultados do ensaio de tração executado nos corpos de prova de metal
depositado obtidos segundo o procedimento estabelecido no código ASME, Seção
II, Parte C (Especificação de Consumíveis de Soldagem), são apresentados na
Tabela IV.3.
Tabela IV.3: Resultados do ensaio de tração do metal depositado soldado com os
gases de proteção 96%Ar 4%CO2 e 98%Ar 2%O2, nas condições “como soldado” e
tratado termicamente
Limite de resistência (MPa) Alongamento(%)
98%Ar 2%O2 (a) 1190 10
96%Ar 4%CO2 (a) 1250 11
98%Ar 2%O2 (b) 1060 27
Res
istê
ncia
à e
rosã
opo
r ca
vita
ção
→
96%Ar 4%CO2 (b) 1050 26(a) “como soldado”
(b) Tratado termicamente
Observa-se, como conseqüência da realização de tratamento térmico, uma queda
no limite de resistência do metal depositado soldado com ambos os gases de
proteção. Este comportamento é compatível com o relatado por Niederau(16) na
Figura 2.7 e justificado como sendo resultante das transformações microestruturais
mostradas na seção anterior. Por outro lado, o tratamento térmico também propiciou
um aumento no alongamento medido a partir do ensaio de tração. As diferenças no

54
limite de resistência e alongamento resultantes da utilização de diferentes gases de
proteção durante a soldagem foram mínimas e podem ser associadas à variações
do próprio ensaio.
Através dos resultados do ensaio de tração executado nos corpos de prova de metal
depositado sob as condições avaliadas, pode-se observar que a relação direta entre
a energia absorvida até a fratura, definida como sendo a área sob a curva tensão-
deformação até a fratura, e a resistência à erosão por cavitação, não é válida para a
liga estudada. Esse aspecto se encontra em conformidade com as informações
levantadas por Marques(20) que afirmam a existência da relação direta somente para
materiais considerados dúcteis.
Por outro lado, a relação entre o quadrado do limite de resistência pelo dobro do
Módulo de Young (σ2/2E) e a resistência ao dano cavitacional, citada por Marques(20)
como sendo indicativo da resistência à cavitação para materiais frágeis, pôde ser
confirmada para o metal depositado 13%Cr, 4%Ni e 0,4%Mo nas condições “como
soldado” e tratado termicamente quando utilizado o mesmo gás de proteção durante
a soldagem. Supondo o Módulo de Young constante sob as condições avaliadas,
consideração aceitável por não existirem diferenças significativas na composição
química do metal depositado, pode-se relacionar o valor do coeficiente σ2/2E com o
limite de resistência obtido durante o ensaio de tração. Assim, para um mesmo gás,
um maior limite de resistência implica em um maior valor de σ2/2E e,
conseqüentemente, em uma maior resistência à erosão por cavitação.
O limite de resistência mínimo do metal de base (aço fundido CA-6NM), segundo a
norma ASTM A743, é de 755MPa(17). Comparando esse valor com os obtidos nos
ensaios realizados, pode-se afirmar que o metal depositado atende satisfatoriamente
na soldagem dos componentes de turbinas hidráulicas fabricados deste material.
Entretanto, valores de alongamento do metal depositado na condição “como
soldado” são inferiores ao valor de 15%, mínimo requerido pela norma citada. Esse

55
fato justifica a necessidade do tratamento térmico após soldagem durante a
construção do equipamento.
4.3.2. Tenacidade ao impacto (Charpy entalhe V)
A tenacidade ao impacto do metal depositado, obtida através do ensaio Charpy
entalhe V realizado nas temperaturas de –10 e –20°C, é apresentada na Tabela
IV.4. Observa-se, como efeito do tratamento térmico, um acréscimo nos valores
desta propriedade. As alterações sofridas na microestrutura do material, como
conseqüência do tratamento térmico após soldagem, justificam este comportamento.
Tabela IV.4: Tenacidade ao impacto (Charpy entalhe V) do metal depositado
soldado com os gases de proteção 96%Ar 4%CO2 e 98%Ar 2%O2, nas condições
“como soldado” e tratado termicamente
Tenacidade ao impacto (J)Temperatura
(°C) Média σ*
-10 18 16 22 25 20 20 3,598%Ar 2%O2 (a)
-20 16 18 14 26 20 19 4,6
-10 26 26 26 26 29 27 1,396%Ar 4%CO2 (a)
-20 24 24 24 24 23 24 0,4
-10 39 39 39 38 35 38 1,798%Ar 2%O2 (b)
-20 35 37 35 37 29 35 3,3
-10 43 41 39 42 43 42 1,7
Res
istê
ncia
à e
rosã
o po
r cav
itaçã
o →
96%Ar 4%CO2 (b)-20 39 35 39 39 39 38 1,8
(a) “como soldado”
(b) Tratado termicamente
(*) Desvio padrão
As Figura 4.20 e Figura 4.21 apresentam a superfície fraturada dos corpos de prova
observadas ao estereoscópio.

56
Figura 4.20: Superfície fraturada dos corpos de prova soldados com o gás de
proteção 96%Ar 4%CO2 “como soldado” ensaiado a –10°C (a), -20°C (b) e após
tratamento térmico a –10°C (c), -20°C (d).
Figura 4.21: Superfície fraturada dos corpos de prova soldados com o gás de
proteção 98%Ar 2%O2 “como soldado” ensaiado a –10°C (a), -20°C (b) e após
tratamento térmico a –10°C (c), -20°C (d).
Através da análise destas superfícies, é possível verificar, na condição “como
soldado”, um aspecto macroscópico frágil, caracterizado pela predominância da
zona radial se comparada à fibrosa e de cisalhamento. Por outro lado, as superfícies
dos corpos de prova de metal depositado tratado termicamente após soldagem

57
apresentaram um aumento significativo da região constituída pela zona fibrosa e de
cisalhamento, se comparadas à superfície do metal depositado “como soldado”. A
análise dessas superfícies confirma a diferença de comportamento do material
quanto à tenacidade ao impacto como resultado da realização de tratamento
térmico.
A tenacidade ao impacto, como pode ser observado na Tabela IV.4, apresentou uma
relação inversa com a resistência à erosão por cavitação vibratória para a liga
13%Cr, 4%Ni e 0,4%Mo. Sob as condições avaliadas, quanto maior a tenacidade ao
impacto do metal depositado, menor sua resistência à erosão por cavitação
vibratória medida através do ensaio proposto pela norma ASTM G32. Entretanto,
não foram observados trabalhos científicos explorando o motivos das correlações
entre estas propriedades.
4.3.3. Dureza Vickers
A dureza do metal depositado, medida através do ensaio Vickers utilizando carga de
10kgf, é apresentado na Tabela IV.5.
Tabela IV.5: Dureza Vickers (carga 10kgf) do metal depositado soldado com os
gases 96%Ar 4%CO2 e 98%Ar 2%O2, nas condições “como soldado” e tratado
termicamente.
Dureza Vickers (HV10)
Média σ*
98%Ar 2%O2 (a) 366 366 373 366 366 367 3
96%Ar 4%CO2 (a) 373 376 380 383 366 376 7
98%Ar 2%O2 (b) 304 314 314 309 312 311 4
Res
istê
ncia
à e
rosã
opo
r ca
vita
ção
→
96%Ar 4%CO2 (b) 322 330 317 322 327 324 5(a) “como soldado”
(b) Tratado termicamente
(*) Desvio padrão

58
Analisando os resultados apresentados, pode-se observar que os corpos de prova
de metal depositado tratados termicamente, apresentaram dureza inferior aos
demais na condição “como soldado” para ambos os gases de proteção.
A redução na dureza citada pode ser justificada utilizando o mesmo raciocínio
apresentado durante a avaliação dos resultados do ensaio de tração da Seção 4.3.1,
como resultado das alterações estruturais resultantes da realização do tratamento
térmico de revenimento. Microestruturas formadas por martensita revenida e
austenita retida apresentam durezas inferiores a estruturas martensíticas brutas de
solidificação. Por outro lado, pode-se observar na Tabela IV.5 pequenas diferenças
de dureza entre os corpos de prova soldados com os gases de proteção 96%Ar
4%CO2 e 98%Ar 2%O2, tanto para o metal depositado na condição “como soldado”,
quanto tratado termicamente.
Através dos resultados apresentados, é possível observar a existência de uma
relação direta entre resistência à cavitação e a dureza para o metal depositado
13%Cr, 4%Ni e 0,4%Mo. Para a liga soldada utilizando o mesmo gás de proteção
nas condições “como soldado” e tratada termicamente, observa-se que uma maior
dureza indicou melhor resistência à erosão por cavitação vibratória de acordo com o
ensaio proposto neste trabalho. Comparando as ligas soldadas com diferentes
gases de proteção na condição “como soldado” ou tratada termicamente, não é
observada uma relação direta entre dureza e resistência à erosão por cavitação
vibratória. Esse comportamento pode ser justificado pelas pequenas diferenças
observadas na dureza do metal depositado que são explicadas por variações
características do ensaio. Através desta análise, é possível confirmar, conforme
descrito por Marques(20), a existência de relação direta entre a dureza e resistência
ao dano cavitacional para materiais similares.

59
4.3.4. Propriedades mecânicas e resistência à erosão por cavitação vibratória
A Tabela IV.6 relaciona a resistência à erosão por cavitação vibratória e as
propriedades mecânicas (limite de resistência, alongamento, tenacidade ao impacto
e dureza Vickers) do metal depositado pelo consumível 13%Cr, 4%Ni e 0,4%Mo nas
diferentes condições estudadas.
Tabela IV.6: Relação entre a resistência à erosão por cavitação vibratória e
propriedades mecânicas do metal depositado pelo consumível 13%Cr 4%Ni
0,4%Mo.
Limite deresistência
Alongamento Tenacidade aoimpacto (J)
Dureza
(Mpa) (%) -10°C -20°C (HV10)
98%Ar 2%O2 (a) 1190 10 20 19 367
96%Ar 4%CO2 (a) 1250 11 27 24 376
98%Ar 2%O2 (b) 1060 27 38 35 311
Res
istê
ncia
à e
rosã
opo
r ca
vita
ção
→
96%Ar 4%CO2 (b) 1050 26 42 38 324(a) “como soldado”
(b) Tratado termicamente
Analisando esta tabela é possível verificar que, para o metal depositado soldado
utilizando o mesmo gás de proteção, existe uma relação direta do limite de
resistência e dureza com a resistência à erosão por cavitação vibratória. Esta
mesma relação não é observada quando são realizadas comparações entre os
diferentes gases de proteção utilizados.
Por outro lado, verifica-se que há uma relação inversa entre o alongamento sofrido
pelo corpo de prova durante o ensaio de tração e a resistência à erosão por
cavitação vibratória quando se considera o metal depositado utilizando o mesmo gás
de proteção, ou seja, maior alongamento indica menor resistência ao dano

60
cavitacional. Entretanto, não se verifica a existência da relação inversa quando são
realizadas comparações entre os diferentes gases de proteção utilizados durante a
soldagem.
É possível verificar também nesta tabela que, para o metal depositado avaliado, a
tenacidade ao impacto apresenta uma relação inversa com resistência à erosão por
cavitação vibratória independente do gás de proteção utilizado durante a soldagem.
Assim, quanto menor a tenacidade ao impacto, maior a resistência à erosão por
cavitação vibratória.

61
5. CONCLUSÕES
Com base nos resultado dos testes realizados, pode-se concluir que :
• Os valores da perda de massa dos corpos de prova indicam que o ensaio de
erosão por cavitação vibratória proposto pela norma ASTM G32, mesmo
apresentando dispersão para a liga soldada utilizando o gás de proteção 98%Ar
2%O2, por não indicar tendência de desgaste diferenciado de um corpo de prova
para outro, mostra-se adequado à finalidade deste trabalho.
• Apesar do ensaio executado não refletir diretamente o comportamento de
materiais sob as condições a que serão submetidas em serviço, como foram
realizados testes comparativos, os resultados podem ser utilizados como referência
na escolha de materiais e definição de processos de fabricação e recuperação a
serem executados em componentes de turbinas hidráulicas.
• A realização de tratamento térmico no metal depositado pelo consumível 13%Cr,
4%Ni e 0,4%Mo, resultou na redução de sua resistência à erosão por cavitação
vibratória, avaliada segundo o ensaio proposto pela norma ASTM G32, se
comparada a condição “como soldado”.
• Como resultado do emprego de diferentes gases de proteção durante a
soldagem, também foram observadas variações quanto a resistência à erosão por
cavitação vibratória. Tanto para a condição “como soldado”, quanto tratado
termicamente após soldagem, observa-se uma tendência de melhores resultados
para o metal depositado soldado utilizando como gás de proteção a mistura 98%Ar
2%O2. Não foi possível, entretanto, relacionar esta tendência com a composição
química, microestrutura ou demais propriedades do metal depositado avaliadas.

62
• Através das curvas da taxa de perda de massa ao longo do tempo obtidas neste
trabalho, foi possível confirmar a ocorrência, conforme citado na literatura, dos
estágios de acumulação, transição e estacionário durante o ensaio de erosão por
cavitação vibratória. O estágio inicial, denominado incubação, não foi observado nos
testes realizados.
• O limite de resistência e a dureza do metal depositado apresentaram relação
direta com sua resistência à erosão por cavitação vibratória quando utilizado na
soldagem o mesmo gás de proteção. Para o metal depositado soldado utilizando
mesmo gás de proteção, quanto maior o alongamento sofrido pelo corpo de prova
durante o ensaio de tração, menor a resistência à erosão por cavitação vibratória. A
tenacidade ao impacto do metal depositado possui uma relação inversa com a
resistência à erosão por cavitação vibratória, independente do gás de proteção
utilizado durante a soldagem.
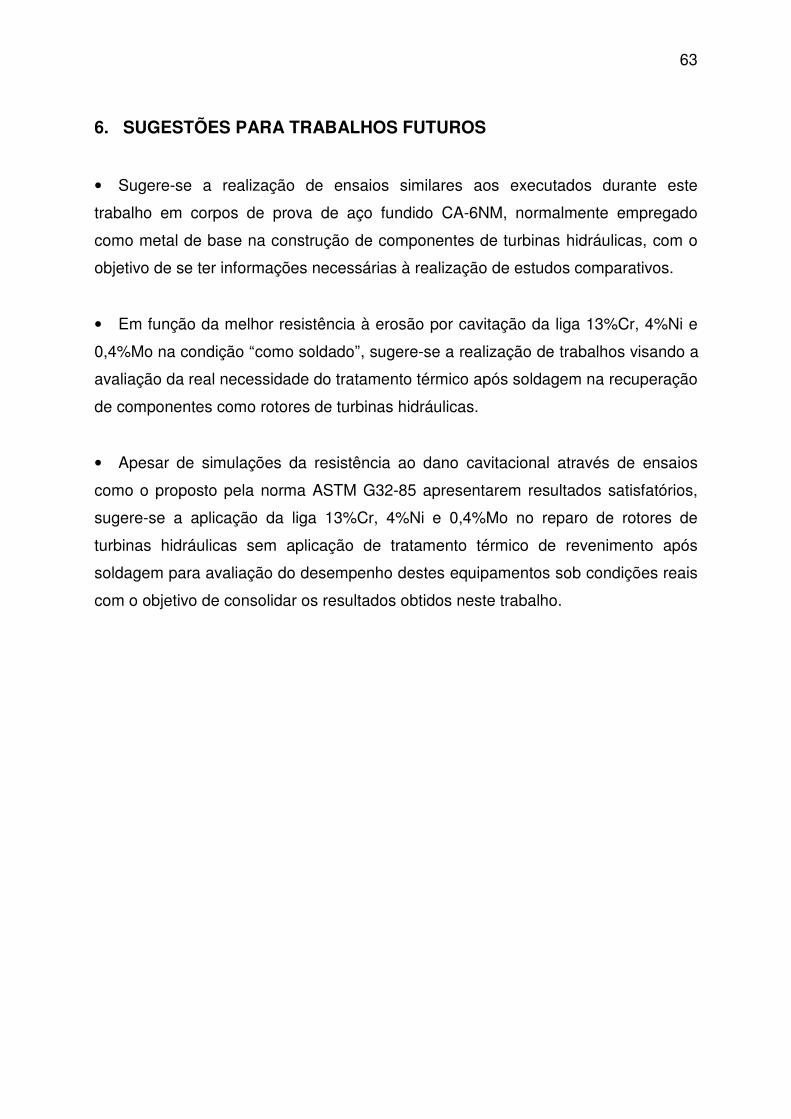
63
6. SUGESTÕES PARA TRABALHOS FUTUROS
• Sugere-se a realização de ensaios similares aos executados durante este
trabalho em corpos de prova de aço fundido CA-6NM, normalmente empregado
como metal de base na construção de componentes de turbinas hidráulicas, com o
objetivo de se ter informações necessárias à realização de estudos comparativos.
• Em função da melhor resistência à erosão por cavitação da liga 13%Cr, 4%Ni e
0,4%Mo na condição “como soldado”, sugere-se a realização de trabalhos visando a
avaliação da real necessidade do tratamento térmico após soldagem na recuperação
de componentes como rotores de turbinas hidráulicas.
• Apesar de simulações da resistência ao dano cavitacional através de ensaios
como o proposto pela norma ASTM G32-85 apresentarem resultados satisfatórios,
sugere-se a aplicação da liga 13%Cr, 4%Ni e 0,4%Mo no reparo de rotores de
turbinas hidráulicas sem aplicação de tratamento térmico de revenimento após
soldagem para avaliação do desempenho destes equipamentos sob condições reais
com o objetivo de consolidar os resultados obtidos neste trabalho.

64
7. REFERÊNCIAS BIBLIOGRÁFICAS
(1) BRASIL. Ministério de Minas e Energia. Proposta de Modelo Institucional do
Setor Elétrico, Julho 2003.
(2) AKTHAR, A. Materials technology for turbine performance. Water Power and
Dam Construction, v.38, n.8, p13-19, 1986.
(3) MARQUES, Paulo Villani. Proteção de turbinas hidráulicas contra o desgaste
cavitacional. Soldagem e Inspeção, v.8, n.2, p47-59, 2003.
(4) SAUBERLIM, J. et alli. EOS in Laussane, Switzerland reports good results with
Filarc PZ6166 metal-cored wire in rebuild Pelton Wheels. Svetsaren, v.50, n.2,
p5-8, 1995.
(5) NETO, Pedro Rosseti. Energia Hidráulica. São Paulo: ESAB S.A. Indústria e
Comércio, Novembro 2003. Apresentação Powerpoint.
(6) VIEIRA, Décio L. Alstom Power Turbinas Hidráulicas. Contatos privados,
2003.
(7) HENKE, Sérgio Luiz. Universidade Federal do Paraná. Contatos privados,
2003.
(8) BUENO, Alexandre. Voith Siemens Hydro Generation. Contatos privados,
2003.
(9) THALBERG, Nils et alli. High deposition welding of Francis turbine runners for
the Three Gorges Dam project. Svetsaren, v.57, n.2, p3-8, 2002.
(10) ARAÚJO, Nelson B. M. Companhia Energética de Minas Gerais. Contatos
Privados, 2003.
(11) MODENESI, Paulo José. Coleção Tecnologia da Soldagem: Soldabilidade
dos Aços Inoxidáveis. São Paulo: SENAI-SP, 2001. 100p.
(12) ASM INTERNATIONAL. ASM Handbook: Welding, Brazing and Soldering,
v.6, 1993.

65
(13) HENKE, Sérgio Luiz. Desenvolvimento de procedimento de soldagem do
aço inoxidável martensítico macio tipo CA-6NM sem tratamento térmico
posterior. Florianópolis: Universidade Federal de Santa Catarina, 1998. 63p.
Dissertação (Mestrado em Engenharia Mecânica).
(14) STRAUBE, H. Developments for additional improvement of low carbon
martensitic Cr-Ni stainless steel. In: Conference of Materials in Turbo-
Machinery Design. Cambridge: 1988. apud HENKE, Sérgio Luiz.
Desenvolvimento de procedimento de soldagem do aço inoxidável
martensítico macio tipo CA-6NM sem tratamento térmico posterior.
Florianópolis: Universidade Federal de Santa Catarina, 1998. 63p. Dissertação
(Mestrado em Engenharia Mecânica).
(15) BAGGSTRÖM , G. New steel for turbine runners. Water Power, Dec. 1964.
apud HENKE, Sérgio Luiz. Desenvolvimento de procedimento de soldagem
do aço inoxidável martensítico macio tipo CA-6NM sem tratamento
térmico posterior. Florianópolis: Universidade Federal de Santa Catarina,
1998. 63p. Dissertação (Mestrado em Engenharia Mecânica).
(16) NIEDERAU, Hermann J. State of development of soft martensitic stainless
chromium-nickel steels. ed Kurt H. Miska, Climax Molibdenium Company,
1977. apud HENKE, Sérgio Luiz. Desenvolvimento de procedimento de
soldagem do aço inoxidável martensítico macio tipo CA-6NM sem
tratamento térmico posterior. Florianópolis: Universidade Federal de Santa
Catarina, 1998. 63p. Dissertação (Mestrado em Engenharia Mecânica).
(17) AMERICAN SOCIETY OF TESTING AND MATERIALS. ASTM A743 :
Standard specification for casting, iron-chromium, iron-chromium-nickel,
corrosion resistant, for general aplications, 2003.
(18) BAAS, Pep. Recommended welding procedure for cladding and joining
with metal cored wire PZ6166. Switzerland: Fillarc Welding Industries B.V.,
1996.

66
(19) GÜLICH, J. F. Calculation of metal loss under atack of erosion-corrosion or
cavitation erosion. Proceedings of advances in material technology for
fossil power plants, p.605-612, 1987.
(20) MARQUES, Paulo Villani TREVISAN, Roseana E. An SEM-based method for
the evaluation of the cavitation erosion behavior of materials. Materials
Characterization. New York: , v.41, n.5, p.193 - 200, 1998.
(21) OKADA, Tsunenori IWAI, Yoshiro. Cavitation erosion. JSME International
Journal, v.33, n.2, p.128-135, 1990.
(22) OKADA, Tsunenori et alli. A study of cavitation bubble collapse pressures and
erosion part 1: A method for measurement of collapse pressures. Wear, v.133,
p.219-232, 1989.
(23) OKADA, Tsunenori et alli. A study of cavitation bubble collapse pressures and
erosion part 2: Estimation of erosion from the distribution of collapse pressures.
Wear, v.133, p.233-243, 1989.
(24) CHEN, You Lung ISRAELACHVILI, Jacob. New mechanism of cavitation
damage. Science, v.252, p.1157-1160, 1991.
(25) RAO, B. S. C. et alli. The role of incubation period in cavitation erosion. Water
Power and Dam Construction, p.22-27, March 1977.
(26) ROGER, E. A. et alli. Cavitation erosion in hydroturbines. Journal of Hydraulic
Engineering, v.115, n.10, p.1297-1315, 1989.
(27) GORDON, J. L. Hydroelectric turbine setting – a rational approach. Canadian
Journal of Civil Engineering, v.18, p27-35, 1991.
(28) RICHMAN, R. H. MCNAUGHTON, W. P. Correlation of cavitation erosion
behavior with mechanical properties of metals. Wear, v.140, p.63-82, 1990.
(29) SOARES, Guilherme F. W. et alli. Resistência à erosão por cavitação de
recobrimentos soldados. In: 49O CONGRESSO ANUAL DA ABM, São Paulo
1994. Anais do 49o Congresso Anual da ABM, v.XI, São Paulo: ABM, 1994.
(30) IWAI, Y. et alli. A study of cavitation bubble colapse pressures and erosion Part
3: the results of ventury facility. Wear, v.150, p.367-378, 1990.

67
(31) KARIMI, A. Cavitation erosion of austenitic stainless steel and efect of boron
and nitrogen ion implantation. Acta metalli, v.37, n.4, p.1079-1088, 1989.
(32) AMERICAN SOCIETY OF TESTING AND MATERIALS. ASTM G32 : Standard
Method of Vibratory Cavitation Erosion Test, 1985.
(33) EUROPEAN COMMITTEE OF STANDARDIZATION. EN12073 : Welding
consumables – tubular cored electrodes for metal arc welding with or
without a gas shield of stainless and heat-resisting steels – classification,
1999.
(34) Arames Tubulares OK. ESAB S.A. Indústria e Comércio, Publicação 1900280
Rev.3. Catálogo de Produtos.
(35) AMERICAN SOCIETY OF MECHANICAL ENGINEERS; Boiler and Pressure
Vessel Code, Section II, Part C, Edition 2001, Addenda 2003.
(36) Operating Instructions Cavitation-Generator SG-22 1000/2000 G 20kHz.
Telsonic Switzerland, Issue 2.00.

68
8. ANEXOS
Tabela VIII.1 : Perda de massa acumulada dos corpos de prova.
Tempo Perda de massa acumulada (mg)
(minutos) 96%Ar 4%CO2 98%Ar 2%O2
(a) (b) (a) (b)
CP1 CP2 CP3 CP1 CP2 CP3 CP1 CP2 CP3 CP1 CP2 CP3
0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
30 1,9 1,4 1,1 1,6 1,0 0,9 1,7 0,3 3,3 0,4 4,0 0,5
60 2,8 3,1 2,3 4,5 3,7 2,5 3,1 4,1 5,1 1,8 5,2 4,2
90 5,9 5,4 4,6 8,1 6,5 5,4 6,2 4,3 7,9 5,0 8,4 5,9
120 8,8 8,2 7,6 11,8 10,0 9,2 8,0 5,6 9,8 10,5 12,7 9,6
150 11,8 11,3 10,4 15,4 13,3 12,5 11,3 7,5 11,5 13,7 14,7 14,3
180 15,4 14,3 13,3 19,9 17,6 16,1 13,6 10,6 14,1 17,2 20,0 17,1
210 18,4 17,7 16,6 24,2 21,7 19,8 16,1 12,7 15,1 21,3 21,9 21,4
240 21,1 20,3 19,0 28,2 25,0 23,7 17,8 14,3 19,4 23,0 26,3 24,0
270 23,8 23,7 21,8 33,0 28,6 27,4 19,6 16,1 21,8 27,1 29,0 27,4
300 26,8 27,0 25,2 37,2 33,4 31,6 22,5 18,2 24,5 30,6 34,3 31,2
330 29,6 29,7 28,4 41,7 37,3 35,3 25,1 21,9 27,3 35,1 37,8 35,6
360 31,9 32,7 31,0 46,2 41,2 38,8 28,9 23,2 28,7 40,6 40,7 38,8
390 34,3 36,6 33,8 50,1 43,7 42,6 31,2 29,0 30,2 44,5 44,3 42,3
420 36,3 39,6 36,4 54,6 48,1 46,6 34,1 30,7 32,6 48,1 47,9 46,8
450 39,6 42,2 39,6 58,6 51,8 50,5 35,2 31,9 34,8 52,2 51,4 49,5
480 43,2 45,3 42,3 62,8 55,2 54,6 38,7 35,5 38,3 54,1 55,2 52,8(a) “como soldado”
(b) Tratado termicamente

69
Tabela VIII.2 : Média da perda de massa acumulada e desvio padrão(σ).
Tempo Perda de massa acumulada (mg)
(minutos) 96%Ar 4%CO2 98%Ar 2%O2
(a) (b) (a) (b)
Média σ Média σ Média σ Média σ
30 1,5 0,4 1,2 0,4 1,8 1,5 1,6 2,1
60 2,7 0,4 3,6 1,0 4,1 1,0 3,7 1,7
90 5,3 0,7 6,7 1,4 6,1 1,8 6,4 1,8
120 8,2 0,6 10,3 1,3 7,8 2,1 10,9 1,6
150 11,2 0,7 13,7 1,5 10,1 2,3 14,2 0,5
180 14,3 1,1 17,9 1,9 12,8 1,9 18,1 1,6
210 17,6 0,9 21,9 2,2 14,6 1,7 21,5 0,3
240 20,1 1,1 25,6 2,3 17,2 2,6 24,4 1,7
270 23,1 1,1 29,7 2,9 19,2 2,9 27,8 1,0
300 26,3 1,0 34,1 2,9 21,7 3,2 32,0 2,0
330 29,2 0,7 38,1 3,3 24,8 2,7 36,2 1,4
360 31,9 0,9 42,1 3,8 26,9 3,2 40,0 1,1
390 34,9 1,5 45,5 4,1 30,1 1,1 43,7 1,2
420 37,4 1,9 49,8 4,3 32,5 1,7 47,6 0,7
450 40,5 1,5 53,6 4,4 34,0 1,8 51,0 1,4
480 43,6 1,5 57,5 4,6 37,5 1,7 54,0 1,2(a) “como soldado”
(b) Tratado termicamente

70
Tabela VIII.3: Perda de massa a cada intervalo de medição.
Medição Perda de massa (mg)
96%Ar 4%CO2 98%Ar 2%O2
(a) (b) (a) (b)
CP1 CP2 CP3 CP1 CP2 CP3 CP1 CP2 CP3 CP1 CP2 CP3
1 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
2 1,9 1,4 1,1 1,6 1,0 0,9 1,7 0,3 3,3 0,4 4,0 0,5
3 0,9 1,7 1,2 2,9 2,7 1,6 1,4 3,8 1,8 1,4 1,2 3,7
4 3,1 2,3 2,3 3,6 2,8 2,9 3,1 0,2 2,8 3,2 3,2 1,7
5 2,9 2,8 3,0 3,7 3,5 3,8 1,8 1,3 1,9 5,5 4,3 3,7
6 3,0 3,1 2,8 3,6 3,3 3,3 3,3 1,9 1,7 3,2 2,0 4,7
7 3,6 3,0 2,9 4,5 4,3 3,6 2,3 3,1 2,6 3,5 5,3 2,8
8 3,0 3,4 3,3 4,3 4,1 3,7 2,5 2,1 1,0 4,1 1,9 4,3
9 2,7 2,6 2,4 4,0 3,3 3,9 1,7 1,6 4,3 1,7 4,4 2,6
10 2,7 3,4 2,8 4,8 3,6 3,7 1,8 1,8 2,4 4,1 2,7 3,4
11 3,0 3,3 3,4 4,2 4,8 4,2 2,9 2,1 2,7 3,5 5,3 3,8
12 2,8 2,7 3,2 4,5 3,9 3,7 2,6 3,7 2,8 4,5 3,5 4,4
13 2,3 3,0 2,6 4,5 3,9 3,5 3,8 1,3 1,4 5,5 2,9 3,2
14 2,4 3,9 2,8 3,9 2,5 3,8 2,3 5,8 1,5 3,9 3,6 3,5
15 2,0 3,0 2,6 4,5 4,4 4,0 2,9 1,7 2,4 3,6 3,6 4,5
16 3,3 2,6 3,2 4,0 3,7 3,9 1,1 1,2 2,2 4,1 3,5 2,7
17 3,6 3,1 2,7 4,2 3,4 4,1 3,5 3,6 3,5 1,9 3,8 3,3
(a) “como soldado”
(b) Tratado termicamente


















