Aeração em cultivos superintensivos de tilápias Oreochromis ...
UNIVERSIDADE ESTADUAL PAULISTA “JULIO DE MESQUITA FILHO”
FACULDADE DE CIÊNCIAS AGRONÔMICAS
CÂMPUS DE BOTUCATU
FERMENTAÇÃO ETANÓLICA EM MOSTOS DE HIDROLISADOS DE
AMIDO DE MANDIOCA
LUIZ HENRIQUE URBANO
BOTUCATU - SP
Agosto – 2012
Dissertação apresentada à Faculdade de
Ciências Agronômicas da UNESP – Câmpus
de Botucatu, para obtenção do título de Mestre
em Agronomia (Energia na Agricultura)
UNIVERSIDADE ESTADUAL PAULISTA “JULIO DE MESQUITA FILHO”
FACULDADE DE CIÊNCIAS AGRONÔMICAS
CÂMPUS DE BOTUCATU
FERMENTAÇÃO ETANÓLICA EM MOSTOS DE HIDROLISADOS DE
AMIDO DE MANDIOCA
LUIZ HENRIQUE URBANO
Orientador: Prof. Dr. Cláudio Cabello
BOTUCATU - SP
Agosto – 2012
Dissertação apresentada à Faculdade de
Ciências Agronômicas da UNESP – Câmpus
de Botucatu, para obtenção do título de Mestre
em Agronomia (Energia na Agricultura)
AGRADECIMENTOS
Ao prof. Dr Cláudio Cabello pela oportunidade oferecida e orientação, a minha
imensa gratidão.
A professora Dra Magali Leonel, pelo apoio.
Ao prof. Dr Silvio José Bicudo, pelo apoio.
Ao Ezequiel, Cristiane, Alessandra e Juliano pela ajuda inestimável neste trabalho.
Aos meus Pais Luiz (In Memoriam) e Rosa, que mesmo de longe sempre estiveram
presentes ajudando e torcendo pela concretização deste curso. Sem vocês, o sonho não seria
possível.
Aos meus filhos Luiz Davi, Luiz Felipe e Natália Carolina, que sempre me esperaram
com um sorriso no rosto, amo vocês de coração.
A Shirley por estar sempre torcendo por mim, pelo amor e carinho.
A toda a minha família especialmente minha avó Maria (In Memoriam) que sempre foi
e será minha segunda mãe, pelo incentivo, apoio e compreensão da ausência e correria do dia
a dia.
Aos amigos e colegas do curso que me incentivaram, ajudaram e compartilharam os
momentos, agradeço-os de coração.
Aos coordenadores do curso de pós- graduação do programa Energia na Agricultura.
As secretarias da pós-graduação do programa Energia na Agricultura, pela ajuda
desde o início do curso.
E para todos, que de alguma maneira me ajudaram e que eu possa não me lembrar no
momento.
Muito obrigado!

IV
SUMÁRIO
Página
LISTA DE TABELA................................................................................................................ VII
LISTA DE FIGURA................................................................................................................. VIII
RESUMO.................................................................................................................................. 1
SUMMARY.............................................................................................................................. 3
1 INTRODUÇÃO..................................................................................................................... 5
2 REVISÃO DE LITERATURA.............................................................................................. 8
2.1 Matéria prima.................................................................................................................. 8
2.2 Hidrólise de amidos........................................................................................................ 13
2.3 Fermentação alcoólica..................................................................................................... 14
2.4 Nutrição mineral............................................................................................................. 17
2.5 Bioquímica da fermentação alcoólica............................................................................. 18
2.6 Transportes de alcoóis..................................................................................................... 19
2.7 Reprodução das leveduras.............................................................................................. 20
2.7.1 Reprodução assexuada ou mitose via formação de brotos...................................... 20
2.8 Bioetanol......................................................................................................................... 21
2.9 Fatores que influenciam a fermentação.......................................................................... 22
2.9.1 Nutrientes................................................................................................................ 23
2.9.2 Bactérias contaminantes da fermentação alcoólica................................................. 23
3 MATERIAIS E MÉTODOS................................................................................................. 25
3.1 Caracterizações físico-químicas da fécula de mandioca................................................ 25
3.1.1 Umidade................................................................................................................. 25
V
3.1.2 Cinzas...................................................................................................................... 26
3.1.3 Proteínas................................................................................................................. 26
3.1.4 Matéria graxa......................................................................................................... 27
3.1.5 Fibra bruta.............................................................................................................. 28
3.1.6 pH............................................................................................................................ 28
3.1.7 Amido pelo método enzimático.............................................................................. 29
3.2 Enzimas dextrinizantes................................................................................................... 30
3.2.1 Enzima hidrolítica.................................................................................................. 30
3.2.2 Enzima sacarificante.............................................................................................. 30
3.3 Preparo da solução de enzimas hidrolíticas.................................................................... 31
3.3.1 Produção do hidrolisado........................................................................................ 32
3.4 Processo de sacarificação................................................................................................ 33
3.5 Concentração de glicose do hidrolisado.......................................................................... 34
3.6 Análise dos perfis produtos hidrolisados........................................................................ 34
3.6.1 Determinação de açúcares....................................................................................... 34
3.6.2 Determinação do pH............................................................................................... 35
3.6.3 Rendimento do processo de hidrólise..................................................................... 35
3.7 Delineamento Experimental........................................................................................... 35
3.7.1 Avaliação do processo de fermentação alcoólica................................................... 36
3.7.2 Preparo do mosto para o processo fermentativo.................................................... 37
3.8 Levedura........................................................................................................................ 37
3.8.1 Ensaios de fermentação alcoólica........................................................................... 37
3.8.2 Determinação da viabilidade celular....................................................................... 38
3.8.3 Análise dos ensaios de fermentação........................................................................ 39

VI
3.8.3.1 Determinação do teor de etanol, metanol e glicerol e açúcares residuais............ 39
3.8.3.2 Determinação da eficiência da fermentação alcoólica......................................... 40
3.8.3.3 Determinação de açúcares.................................................................................... 40
3.8.3.4 Rendimento do processo de hidrólise.................................................................. 40
3.9 Análise dos ensaios comprobatórios de fermentação.................................................... 40
3.9.1 Determinação do teor de etanol e açúcares residuais............................................. 40
3.9.2 Determinação da eficiência da fermentação alcoólica............................................ 41
3.9.3 Determinação da viabilidade celular....................................................................... 41
3.9.4 Balanço de massas nos processos de hidrólise enzimática e fermentação
alcoólica.................................................................................................................................... 41
3.10 Análise estatística......................................................................................................... 41
4 RESULTADOS E DISCUSSÃO.......................................................................................... 42
4.1 Caracterização físico-química do amido (matéria-prima).............................................. 42
4.1.1 Teor de glicose no hidrolisado de fécula de mandioca......................................... 43
4.2 Testes de viabilidade das cepas de leveduras................................................................. 44
4.3 Ensaios de fermentação com levedura Y904 com e sem aeração................................. 45
4.3.1 Ensaios de fermentação com levedura Y670 com e sem aeração......................... 47
4.3.2 Teor de glicose....................................................................................................... 50
4.3.3 Análise estatística para teor de etanol................................................................... 54
5 CONCLUSÃO.................................................................................................................... 58
6. REFERÊNCIAS BIBLIOGRÁFICAS………………………………………………….... 59
ANEXO……………………………………………………………………………………….
.
67
VII
LISTA DE TABELA
Tabela 1 – Mandioca em raiz – produção mundial, países selecionados (em milhões de
toneladas).................................................................................................................................. 11
Tabela 2 – Fécula de mandioca – Produção em estados (2010)............................................. 12
Tabela 3 – Concentração de minerais para fermentação etanólica........................................... 17
Tabela 4 – Organização do processo de fermentação............................................................... 36
Tabela 5 – Composição centesimal da fécula de mandioca...................................................... 43
Tabela 6 – Média da concentração do glicose obtida na hidrólise do amido de mandioca....... 43
Tabela 7 – Média de balanço de massa de eficiência de conversão amido em glicose............. 44
Tabela 8 – Viabilidade celular e teor de umidade das leveduras secas..................................... 44
Tabela 9 – Eficiência do processo fermentativo........................................................................ 50
Tabela 10 - Interação do tempo de fermentação x concentração de glicose.............................. 51
Tabela 11- Interação do tempo de fermentação x aeração......................................................... 51
Tabela 12 - Interação da concentração de glicose x aeração..................................................... 52
Tabela 13 - Interação do tempo de fermentação x Levedura..................................................... 52
Tabela 14 - Interação da concentração de glicose x Levedura.................................................. 53
Tabela 15 - Interação da aeração x Levedura............................................................................ 53
Tabela 16 - Interação do tempo x concentração........................................................................ 54
Tabela 17 - Interação do tempo de fermentação x aeração........................................................ 55
Tabela 18 - Interação da concentração de glicose x aeração..................................................... 55
Tabela 19 - Interação do tempo de fermentação x Levedura..................................................... 56
Tabela 20 - Interação da concentração de glicose x Levedura.................................................. 56
Tabela 21 - Interação da Aeração x Levedura........................................................................... 57
Tabela 22 - Anova do quadro de análise de glicose.................................................................. 67
Tabela 23 - Anova do quadro de análise de etanol (dos dados transformados)......................... 68
VIII
LISTA DE FIGURAS
Figura 1- Conversão estequiométrica da glicose a etanol e dióxido de carbono (Equação de
Gay-Lussac). 15
Figura 2 – Micrografia eletrônica de varredura apresentando: (A) céula-mãe com
brotamento e (B) cicatriz causada pelo brotamento................................................................. 20
Figura 3 – Fluxograma do processo de hidrólise....................................................................... 32
Figura 4 – Reator com aquecimento e agitação de 18litros utilizado para hidrólise do
amido......................................................................................................................................... 33
Figura 5 – Erlenmeyers com levedura inoculado no Shaker fermentador............................... 38
Figura 6 – Contagem de células no microscópio A, tubos com câmara de Neubauer B e
balões com diluição de levedura C........................................................................................... 39
Figura 7 – Gráfico de concentração de glicose, fermentação. com 180 g .L-1
Y904................. 45
Figura 8 – Gráfico de concentração de glicose, fermentação. com 220 g .L-1
Y904................ 46
Figura 9 – Gráfico de concentração de glicose, fermentação. com 260 g .L-1
Y904................ 47
Figura 10 – Gráfico de concentração de glicose, fermentação com 180 g .L-1
Y670................ 48
Figura 11 – Gráfico de concentração de glicose, fermentação com 220 g .L-1
Y670............... 48
Figura 12 – Gráfico de concentração de glicose, fermentação com 260g .L-1
Y970.............. 49

1
RESUMO
O etanol no Brasil representa uma fonte alternativa de energia
fortemente empregada como bicombustível, em mistura à gasolina como etanol anidro ou
diretamente como álcool carburante hidratado. Há diversas matérias primas capazes de
fornecer carboidratos para ser convertidas em etanol por processo fermentativo, sendo a cana-
de-açúcar a mais utilizada em escala industrial. Existem outras fontes que podem ser
empregadas de forma alternativa, considerando fatores como produtividade, condições
edafoclimáticas e aspectos sócio-econômicos. Desta maneira, a mandioca está entre várias
matérias primas existente para ser utilizada. O objetivo deste trabalho foi avaliar a produção
de etanol a partir de substratos de mandioca com diferentes concentrações de carboidratos
assimiláveis. O experimento foi conduzido em um delineamento fatorial com quatro fatores:
tempo de fermentação (0, 1, 2, 4, 6, 8 e 10 horas) x leveduras de Saccharomyces cerevisae
(Y670 e Y904) x micro-aeração (com e sem) x concentração de sólidos solúveis (180, 220 e
260 g L-1
). Na produção do hidrolisado de mandioca através de processo enzimático, foi
utilizado um reator de aço inox com agitação e controle de temperatura e capacidade de 18
litros. Uma suspensão de fécula de mandioca e água a 30% de matéria seca foi preparada e
utilizou-se as enzimas Liquozyme 300L KNU/g (0,5kg t-1
amido, 90-95ºC, pH 6,0, 1 hora com
agitação constante) e Saczyme 750L AGU/g (1kg t-1
amido, 60-65ºC, pH 4,0, 24 h com
2
agitação constante). O hidrolisado obtido foi caracterizado quanto ao perfil e concentração de
açúcares e, posteriormente, foi diluído para as concentrações nos ensaios. Os hidrolisados nas
diferentes concentrações de sólidos solúveis foram acondicionados em erlenmeyers de 500 mL
e procedeu-se a inoculação das leveduras (cepas Y670 e Y904) na concentração de 8% (m/m)
e nutrientes. Os erlenmeyers foram colocados em fermentador com agitação oscilante de
120rpm, temperatura controlada de 32ºC e cânula para injeção de ar. Amostras foram
coletadas, em cada tratamento nos tempos de 0, 1, 2, 4, 6, 8 e 10 horas de fermentação para
avaliar as curvas cinéticas do processo, quanto à viabilidade celular, concentração de etanol e
glicose remanescente. Concluiu-se que a concentração de 220 g L-1
de glicose, em 8h de
fermentação, em processo anaeróbico, com atuação da levedura Y670 proporcionou maior
produção de etanol e que o processo de aeração (uma hora de aeração) atuou positivamente
para produção de novas células, porém interferindo na produção de etanol.
Palavras-chave: etanol, aeração, concentração, Manihot esculenta, Saccharomyces cerevisiae

3
ETHANOLIC FERMENTATION OF MUST IN CONCENTRATIONS OF CASSAVA
STARCH HYDROLYZATES. Botucatu, 2012. 55p. Thesis (Magister Science in
Agronomy/Energy in Agriculture) - Faculty of Agricultural Sciences, Universidade
Estadual Paulista-UNESP, Botucatu, 2012.
Author: LUIZ HENRIQUE URBANO
Adviser: CLAUDIO CABELLO
SUMMARY
Ethanol in Brazil represents an alternative source of energy heavily
used as biofuel in the blend anhydrous ethanol or gasoline as directly as fuel alcohol hydrated.
There are various raw materials capable of supplying carbohydrates to be converted into
ethanol by fermentation process, and the cane sugar most used at industrial scale. There are
other sources that can be used alternatively, considering factors such as productivity,
environmental conditions and socio-economic aspects. Thus, cassava is among several
existing raw materials to be used. The aim of this study was to evaluate the production of
ethanol from cassava substrates with different concentrations of digestible carbohydrates. The
experiment was conducted in a factorial design with four factors: fermentation time (0, 1, 2, 4,
6, 8 and 10 hours) x yeast Saccharomyces cerevisiae (Y670 and Y904) x micro-aeration (with
and without) x soluble solids concentration (180, 220 and 260 g L-1). In the hydrolyzate of
cassava production by enzymatic process, we used a stainless steel reactor with stirring and
temperature control and capacity of 18 liters. A suspension of tapioca starch and water to 30%
dry matter was prepared and used enzymes Liquozyme 300L KNU / g (t-1 0.5 kg starch, 90-95
° C, pH 6.0, 1 hour with constant stirring ) and Saczyme 750L AGU / g (t-1 1kg starch, 60-65
° C, pH 4.0, 24 h with constant stirring). The hydrolyzate was characterized as the profile and
concentration of sugars and was later diluted to concentrations in the assays. The hydrolysates
different concentrations of soluble solids were placed in 500 ml Erlenmeyer flasks and held by
inoculation of yeast (strains Y670 and Y904) at a concentration of 8% (w / w) and nutrients.
The flasks were placed in a fermenter with oscillating agitation of 120rpm, controlled
temperature of 32 º C and cannula for air injection. Samples were collected in each treatment

4
at times 0, 1, 2, 4, 6, 8 and 10 hours of fermentation to evaluate the kinetic curves of the
procedure, as the cell viability, glucose and ethanol concentration remaining. It was concluded
that the concentration of 220 g L-1 glucose in 8h fermentation in anaerobic process, operating
yeast Y670 highest yield of ethanol and the aeration process (one hour aeration) served to
positively production of new cells, however interfering in the production of ethanol.
Keywords: Ethanol, aeration, concentration, Manihot esculenta, Saccharomyces cerevisiae
5
1 INTRODUÇÃO
Utilizada em larga escala, a energia está fundamentalmente ligada a
todos os setores de atividades, sendo que grande parte é proveniente do petróleo, fonte não
renovável que causa grandes impactos ambientais. Por isso, novas estratégias de produção de
energia são necessárias para a consolidação do desenvolvimento econômico e social.
Atualmente 70% do etanol produzido no mundo são utilizados como
combustível, que pode ser obtido através de duas rotas, quais sejam do petróleo e da
fermentação da biomassa agrícola (ALFENOR et al., 2004). O Brasil se consolidou como o
segundo maior produtor e consumidor mundial de etanol, sendo que a maior demanda do
produto se dá pelo incremento na frota de veículos movidos a gasolina, combustível que no
Brasil contém de 22 a 26% de etanol. Esta tecnologia esta começando a ser implantada em
diversos países pelos benefícios estratégicos e ambientais que esta fonte renovável de energia
representa (WYMAN, 1999).
Visando reduzir os efeitos negativos causados por combustíveis
fósseis, é crescente a busca por biocombustíveis, derivados de matérias agrícolas como plantas
oleaginosas, biomassa florestal, cana-de-açúcar e outras matérias orgânicas que se apresentam
como fontes alternativas (SAITO, 2005).
6
O álcool é um produto de diversas aplicações no mercado, tem
aplicações em produtos como perfumes, desodorantes, medicamentos, produtos de limpeza
doméstica e bebidas alcoólicas
O bioetanol pode ser obtido a partir de qualquer biomassa que tenha
quantidades significativas de carboidratos, particularmente amido ou açúcares. No caso do
amido, o processo faz uso do amido se inicia com a separação, a limpeza e a moagem da
matéria-prima. A moagem pode ser úmida, quando a matéria-prima é umedecida e em seguida
fracionada, ou seca, que é método que tem se definido mais recente. Em ambos os casos, a
fragmentação permite que os amidos contidos nesta matriz vegetal sejam convertidos em
açúcares por meio de processo enzimático. Os açúcares liberados são, então, fermentados por
leveduras e o vinho resultante, tal como o que ocorre com a cana de açúcar, é destilado para a
purificação do bioetanol (JARDINE, 2009).
O sucesso de uma boa fermentação depende basicamente do número e
do estado fisiológico da população inicial de leveduras, devendo se trabalhar com muito
critério na fase de partida. Trabalhos já realizados indicam que é possível obter uma
concentração de etanol elevada no vinho, tornando o processo de bioconversão ainda mais
atraente e lucrativo.
Usualmente, são utilizados mostos contendo aproximadamente 180 g
de açúcares totais por litro, através de um sistema de fermentação contínua com
aproximadamente 92% de eficiência, produzindo até 87 g de etanol L-1
(ZANIN et al., 2000).
Entretanto, concentrações superiores de açúcares podem ser eficientemente fermentadas até
obter aproximadamente 160 g de etanol por litro. Desta forma é possível incrementar a
capacidade das destilarias de álcool, reduzindo custos operacionais (THOMAS et al., 1996;
BAYROCK; INGLEDEW, 2001).
Um dos possíveis problemas da fermentação é a rápida hidrólise
extracelular da sacarose pela invertase, o que provoca um severo estresse osmótico nas células
de levedura pelas elevadas concentrações de glicose e frutose produzidas (TAKESHIGE;
OUCHI, 1995). Altas concentrações de glicose e frutose reprimem a expressão dos
transportadores de hexoses (HXT3 e HXT4), além de incrementar os ciclos fúteis de
síntese/degradação de trealose, glicogênio e glicerol (ERASMUS et al., 2003).
7
Conseqüentemente, há o aumento do gasto energético, devido à menor quantidade de carbono
direcionado para a produção de etanol diminuindo, portanto, o rendimento da fermentação.
Nos processos fermentativos que utilizam a tecnologia VHG (“Very-
High-Gravity”), os açúcares presentes no mosto, originários de amidos hidrolisados
enzimaticamente, são controlados para obter maiores concentrações de maltose e maltotriose
que não são hidrolisados extracelularmente, mas captados ativamente pelas células, e clivados
no citoplasma (KODAMA et al., 1994; 1995; ZASTROW et al., 2000; 2001). Desta maneira,
evita-se o significativo estresse osmótico e excessiva produção de invertase que consome
energia na sua síntese endoplasmática. Esta vantagem metabólica poderia favorecer a
aplicação mais intensiva do processo VHG, utilizando cepas de leveduras industriais
disponíveis no mercado com comprovada robustez, produtividade e baixo custo (CAMILI,
2010).
A utilização da mandioca como fonte de carboidratos para produção de
etanol sempre foi considerada tomando-se como referencial a cultura da cana de açúcar que
lhe concorre com grandes vantagens. De um lado, uma cultura predominantemente de
utilização na alimentação na forma in natura ou como farinha atendendo extensas populações,
e de outro, uma cultura praticada intensivamente para produção de açúcar e álcool, que
suprindo a demanda interna, acessa importantes mercados de exportação (CABELLO, 2005).
As características físicas e químicas do amido permitem visualizar a
mandioca como matéria prima para produção de álcool. No Brasil, a produção de etanol é
tradicionalmente baseada na cultura da cana de açúcar, mas devido às necessidades
energéticas, fontes alternativas são necessárias para a produção de etanol.
Diante da importância da cultura da mandioca, da potencialidade como
matéria-prima para produção de bioetanol, bem como, da necessidade de estudos que visem
aprimorar o processo de obtenção deste biocomposto, este estudo teve por objetivo avaliar a
produção de etanol a partir de substratos de mandioca com diferentes concentrações de
carboidratos assimiláveis.

8
2 REVISÃO DE LITERATURA
2.1 Matéria-Prima
A mandioca (Manihot esculenta) é uma planta Heliófila, perene,
arbustiva, pertencente à família das Euforbiáceas a espécie é a única cultivada dentro do
gênero Manihot e sua alta heterosigose, favorecida pelos cruzamentos naturais intra-
específicos, resultou em grande número de variedades com diferentes características
morfológicas, permitindo sua adaptação ás condições mais variadas de clima e solo, bem
como resistência e/ou tolerância a pragas e doenças (LORENZI, 2003). A necessidade de
aumentar a produção de alimentos para atender a demanda mundial vem estimulando o
crescimento dos plantios, principalmente dos produtos da cesta básica. Assim tem sido o
comportamento da cultura da mandioca ao longo das últimas décadas. Com base nos dados da
organização das Nações Unidas para Agricultura e Alimentação – FAO - a produção mundial
de mandioca continua com um ritmo de crescimento expressivo, passando de 99,1 milhões de
toneladas em 1970 para 233,8 milhões de toneladas em 2009. No período entre 1980 e 2009,
foi registrado um aumento médio anual de 2,1%, porém nos últimos 5 anos esta taxa cresceu
em torno de 4% segundo a FAO.
9
Evidentemente, dada a facilidade de adaptação da cultura da mandioca,
com menor exigência em tecnologia de produção, o maior crescimento nos cultivos está nas
terras dos países africanos. Com liderança absoluta, o continente africano vem aumentando a
sua participação na produção de mandioca, tendo alcançado aproximadamente 118 milhões de
toneladas, o que corresponde a 51% da produção mundial registrada no ano de 2008. Na
sequência, a Ásia, com uma participação de 33% e a América do Sul com 15%% (GROXKO,
2011)
O continente africano continua liderando o ranking mundial dessa
atividade, responsável por 51,7% do volume total produzido. Aparece em segundo lugar o
asiático, com 31,4%, seguido pelo americano, com 16,1% (VIEIRA, 2009).
Na safra 2007/08, a Nigéria destacou-se como o primeiro produtor,
respondendo por 20,5% do volume total produzido, seguido pela Tailândia, com 12,2%, o
Brasil, com 11,0%, a Indonésia, com 8,4%, a República Democrática do Congo, com 6,4%,
Gana, com 4,3% e Vietnã, com 4,2%. Estes sete países perfazem 67,1% do volume total
produzido de raiz de mandioca (EPAGRI/CEPEA, 2009).
Conforme descrito por Groxko (2011) a participação brasileira na
produção mundial, que já atingiu 30%, atualmente se situa em média de 11% (Tabela 1). Este
diferencial é atribuído pela redução da produção, mas especialmente ao forte avanço de
plantios em outros países com destaque principalmente da Nigéria que passou nesse período
de 10 milhões para 45 milhões de toneladas. Algumas variáveis como a redução do consumo
animal, que foi substituído por rações balanceadas, às mudanças de hábitos alimentares da
população que utiliza mais produtos do trigo em detrimento aos derivados da mandioca e
ainda a competição de outras culturas mais rentáveis e de menor ciclo, certamente estão
impactando para o maior avanço de produção desta cultura.
10
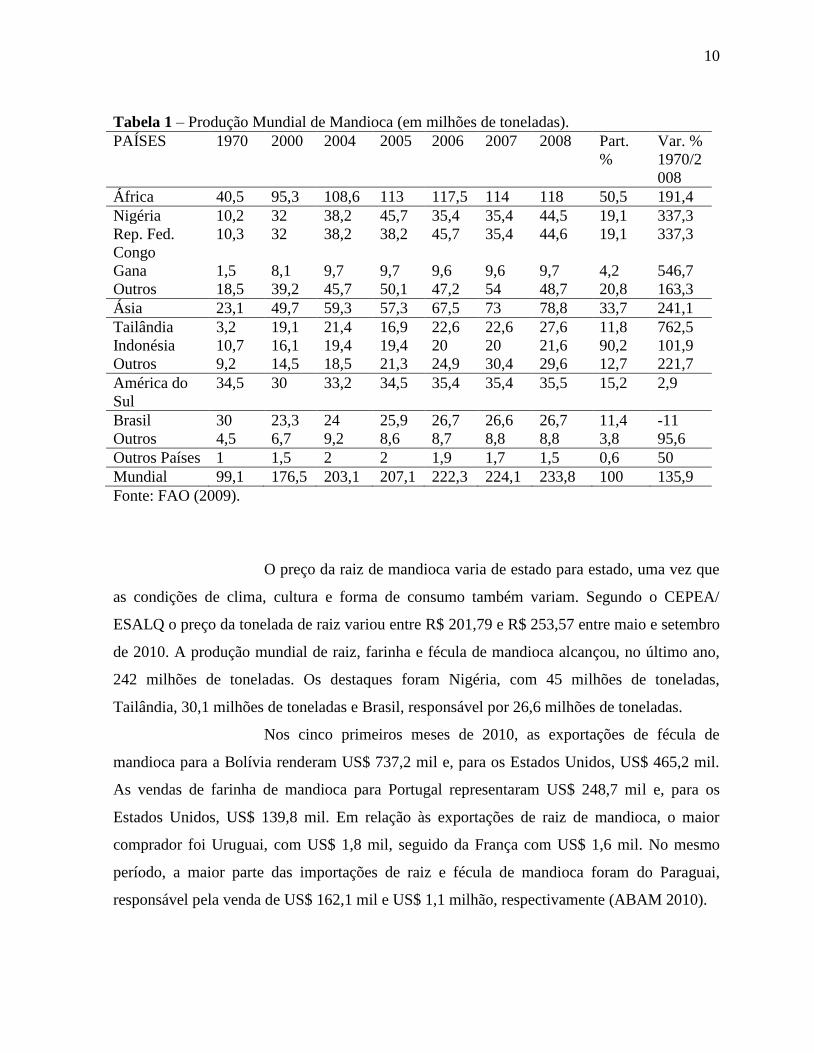
Tabela 1 – Produção Mundial de Mandioca (em milhões de toneladas).
PAÍSES 1970 2000 2004 2005 2006 2007 2008 Part.
%
Var. %
1970/2
008
África 40,5 95,3 108,6 113 117,5 114 118 50,5 191,4
Nigéria 10,2 32 38,2 45,7 35,4 35,4 44,5 19,1 337,3
Rep. Fed.
Congo
10,3 32 38,2 38,2 45,7 35,4 44,6 19,1 337,3
Gana 1,5 8,1 9,7 9,7 9,6 9,6 9,7 4,2 546,7
Outros 18,5 39,2 45,7 50,1 47,2 54 48,7 20,8 163,3
Ásia 23,1 49,7 59,3 57,3 67,5 73 78,8 33,7 241,1
Tailândia 3,2 19,1 21,4 16,9 22,6 22,6 27,6 11,8 762,5
Indonésia 10,7 16,1 19,4 19,4 20 20 21,6 90,2 101,9
Outros 9,2 14,5 18,5 21,3 24,9 30,4 29,6 12,7 221,7
América do
Sul
34,5 30 33,2 34,5 35,4 35,4 35,5 15,2 2,9
Brasil 30 23,3 24 25,9 26,7 26,6 26,7 11,4 -11
Outros 4,5 6,7 9,2 8,6 8,7 8,8 8,8 3,8 95,6
Outros Países 1 1,5 2 2 1,9 1,7 1,5 0,6 50
Mundial 99,1 176,5 203,1 207,1 222,3 224,1 233,8 100 135,9
Fonte: FAO (2009).
O preço da raiz de mandioca varia de estado para estado, uma vez que
as condições de clima, cultura e forma de consumo também variam. Segundo o CEPEA/
ESALQ o preço da tonelada de raiz variou entre R$ 201,79 e R$ 253,57 entre maio e setembro
de 2010. A produção mundial de raiz, farinha e fécula de mandioca alcançou, no último ano,
242 milhões de toneladas. Os destaques foram Nigéria, com 45 milhões de toneladas,
Tailândia, 30,1 milhões de toneladas e Brasil, responsável por 26,6 milhões de toneladas.
Nos cinco primeiros meses de 2010, as exportações de fécula de
mandioca para a Bolívia renderam US$ 737,2 mil e, para os Estados Unidos, US$ 465,2 mil.
As vendas de farinha de mandioca para Portugal representaram US$ 248,7 mil e, para os
Estados Unidos, US$ 139,8 mil. Em relação às exportações de raiz de mandioca, o maior
comprador foi Uruguai, com US$ 1,8 mil, seguido da França com US$ 1,6 mil. No mesmo
período, a maior parte das importações de raiz e fécula de mandioca foram do Paraguai,
responsável pela venda de US$ 162,1 mil e US$ 1,1 milhão, respectivamente (ABAM 2010).
11
A cultura da mandioca no Brasil encontra-se em diferentes condições,
variando desde a cultura tradicional, de subsistência, com pouca ou nenhuma tecnologia e de
baixa produtividade (8 a 12 t ha-1
), até pólos na região oeste do Paraná, Mato Grosso do Sul e
noroeste de São Paulo, com plantios de mandioca empresarial, mecanizados, com alta
tecnologia, visando alcançar produtividades de 40 t ha-1
, já em perfeita sintonia com a
indústria e oferecendo segurança de comercialização aos produtores (SCHWENGBER, 2009).
A produção de mandioca no Brasil é de cerca de 26 milhões de
toneladas por ano. Segundo a ABAM (2007) quase a metade é destinada a produção de
farinha, 40% é usado para consumo de mesa e ração animal, e 9,5% transformada em amido,
principalmente na Região Sul. O amido é a principal substância de reserva nas plantas
superiores, fornecendo de 70 a 80% das calorias consumidas pelo homem. Os depósitos
permanentes do amido nas plantas ocorrem nos órgãos de reserva como é o caso de grãos em
cereais (milho, arroz) e de tubérculos e raízes (LEONEL & CEREDA, 2002).
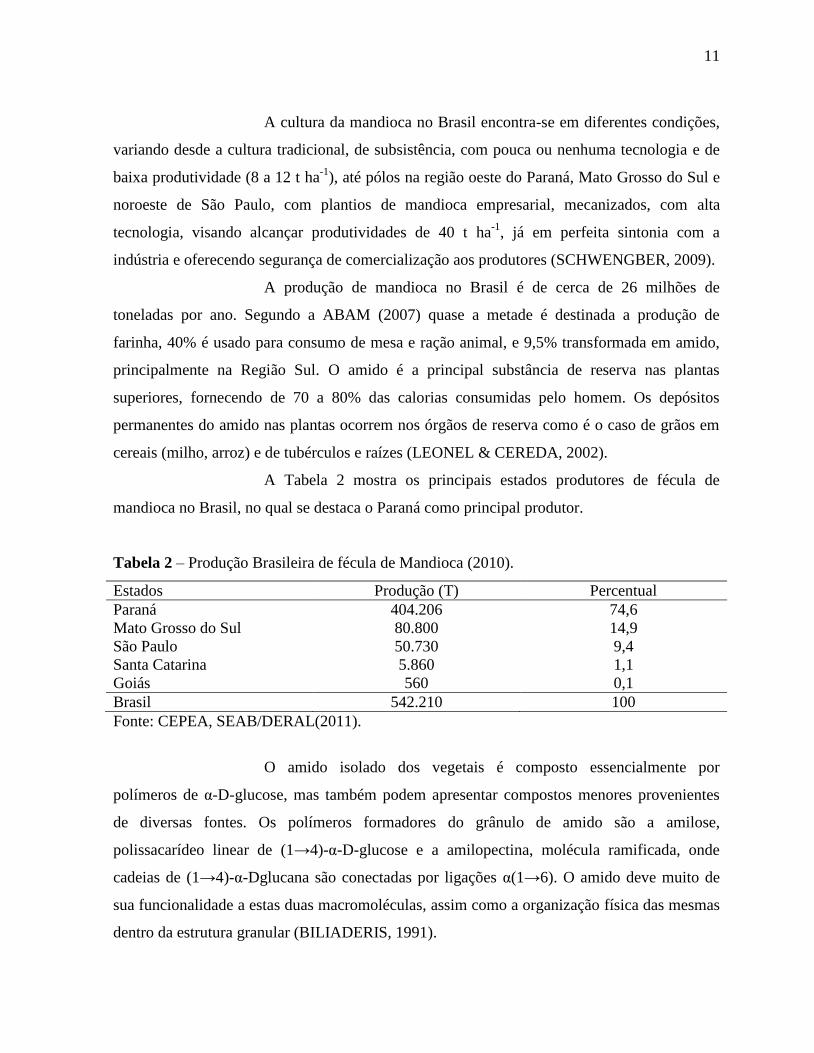
A Tabela 2 mostra os principais estados produtores de fécula de
mandioca no Brasil, no qual se destaca o Paraná como principal produtor.
Tabela 2 – Produção Brasileira de fécula de Mandioca (2010).
Estados Produção (T) Percentual
Paraná 404.206 74,6
Mato Grosso do Sul 80.800 14,9
São Paulo 50.730 9,4
Santa Catarina 5.860 1,1
Goiás 560 0,1
Brasil 542.210 100
Fonte: CEPEA, SEAB/DERAL(2011).
O amido isolado dos vegetais é composto essencialmente por
polímeros de α-D-glucose, mas também podem apresentar compostos menores provenientes
de diversas fontes. Os polímeros formadores do grânulo de amido são a amilose,
polissacarídeo linear de (1→4)-α-D-glucose e a amilopectina, molécula ramificada, onde
cadeias de (1→4)-α-Dglucana são conectadas por ligações α(1→6). O amido deve muito de
sua funcionalidade a estas duas macromoléculas, assim como a organização física das mesmas
dentro da estrutura granular (BILIADERIS, 1991).
12
A estrutura helicoidal da amilose permite a acomodação de átomos de
iodo formando um composto de inclusão de cor azul intensa com absorção máxima a
comprimentos de onda entre 620 a 680 nm. Essa reação é usada na avaliação quantitativa do
teor de amilose e como indicador da presença de amido (HOOVER, 2001).
As amiloses de tubérculos e raízes apresentam teores variando entre
18,3 a 20,4% e número de ramificações entre 2,2 – 12 (HOOVER, 2001).
A amilopectina é uma molécula grande e altamente ramificada, com
peso molecular médio de 107-10
9. É formada por várias cadeias constituídas de 20-25 unidades
de -D-glicose ligadas em (1-4). Essas cadeias, por sua vez, estão unidas por ligações (1-6)
constituindo de 4-5% do total das ligações glicosídicas, como mostra a Figura 4 (FRANCO et
al., 2001). Grânulos de amido são insolúveis em água fria, mas quando aquecidos, ocorre um
inchamento irreversível dos grânulos, produzindo uma pasta viscosa (WHISTLER;
BEMILLER, 1997). Este fenômeno é conhecido como gelificação do amido e depende de
vários fatores como a fonte do amido, concentração deste e temperatura durante o
aquecimento (MORIKAWA; NISHINARI, 2000).
A raiz de mandioca é rica em amido e apresenta a seguinte composição
química média: 60 a 65% de umidade; 21 a 33% de amido; 1,0 a 1,5% de proteínas; 0,7 a
1,06% de fibras; e 0,6 a 0,9% de cinzas. Essa composição pode variar conforme as condições
ambientais, o cultivar utilizado e a idade da planta (BUTOLO, 2002).
Segundo (CAMARGO, 1987) “O tóxico está presente em todas as
partes do vegetal, sendo que nas folhas em maior porcentagem. Nas raízes concentram-se no
córtex ( casca marrom).”. Salienta ainda que quanto mais amarga for a mandioca crua, maior a
quantidade de cianeto. A manipulação da mandioca (descascar, cortar...) faz com que o cianeto
evapore uma vez que é um composto extremamente volátil. Puro pode ser encontrado tanto na
forma líquida quanto gasosa, devido ao seu baixo ponto de ebulição (25,7 °C) e grande
volatilidade, por afetar a hemoglobina impedindo a absorção de oxigênio em esse efeito tão
tóxico, mas em processos anaeróbio principalmente fermentativo não afeta a levedura, não
deixa resíduo no etanol destilado devido seu alto poder de volatilização em altas temperaturas.
O álcool de mandioca já foi produzido no Brasil no período de 1932 a
1945, quando a disponibilidade energética da época da guerra era bastante limitada. Naquele
tempo, técnicos já apregoavam a fabricação do álcool carburante, tendo o País produzido 60
13
milhões de litros anuais de álcool para mistura com gasolina, produção essa que superava à de
álcool para bebidas. Para aquela finalidade, operou a Usina de Álcool Gravata de Divinópolis
do Governo do Estado de Minas Gerais, tendo produzido em 1936, 88.000 litros de álcool
neutro à 96º GL, que somados ao produto do período de 1932 a 1936, atingiu 856.000 litros.
Em Sorocaba SP, uma das destilarias da Sociedade Anônima Indústrias Reunidas do Amido
(S.A.I.R.A) fabricava álcool em uma instalação com 40% da capacidade da Usina de
Divinópolis. Outras destilarias para álcool de mandioca foram projetadas e algumas instaladas,
como a de Macaé no Estado do Rio de Janeiro (MENEZES, 1980).
2.2 Hidrólise de amidos
Para a produção de etanol a partir de matérias-primas amiláceas faz-se
necessária a hidrólise do amido, pois este não é fermentado pela levedura alcoólica. A
hidrólise dos biopolímeros constituinte dos grânulos de amido quebra as ligações glicosídicas
progressivamente, gerando cadeias mais curtas de dextrina, maltose e glicose.
No processo de hidrólise, além de água, há necessidade de
catalisadores químicos ou enzimáticos capazes de catalisar a quebra das ligações glicosídicas,
além da temperatura. Para a hidrólise/sacarificação do material amiláceo podem ser utilizados
três processos: ácido, ácido-enzimático e enzimático. O processo mais simples de hidrólise do
amido é o ácido, onde uma pasta de amido, com concentração em torno de 50%, recebe ácido,
geralmente HCl concentrado, na proporção de 0,1 a 0,2% sobre o peso seco de amido.
Esta suspensão é então submetida à ação do calor por período de
tempo que depende do processo. Contudo, não é indicado para a produção de aguardente
devido à formação de muitos compostos secundários, o que interfe na qualidade da bebida
(SUMERLY & ALVAREZ, 1997).
O processo utilizado com maior freqüência nas unidades industriais é o
enzimático, com maior eficiência e controle de processo
Neste processo enzima-enzima, utilizam-se duas enzimas, uma para a
liquefação e outra para a sacarificação do amido. A liquefação é catalisada por uma enzima
que hidrolisa o amido em dextrinas e polímeros menores promovendo a liquefação do meio.
14
Na segunda etapa, é utilizada uma enzima sacarificante que completa a
hidrólise produzindo glicose. A natureza, a dosagem, a temperatura, o pH e o tempo de ação
desta enzima influenciam na composição final da solução após a sacarificação (MERCIER,
1985)
As enzimas α-amilases não são capazes de clivar ligações α-1,4
próximas de ligações α-1,6. Desta forma, sua catálise resulta em cadeias com três e seis
unidades de glicose, denominadas dextrina-limite, principalmente as maltotrioses e
isomaltoses. As amiloglucosidases são consideradas exoenzimas (FUJII et al., 1988), por
atuarem nas extremidades não redutoras. Assim, não tem ação sobre a estrutura helicoidal da
amilose. Outra peculiaridade dessas enzimas, é que elas são produtoras de dextrinas, pois
hidrolisam as ligações do tipo α-1,6 e α-1,4, fornecendo como produto final moléculas de D-
glicose.
Em processos de degradação de polissacarídeos, geralmente é utilizada
uma endoenzima, a α-amilase, associada amiloglucosidase. Na hidrólise, espera-se que as
primeiras formem moléculas menores de substrato facilitando assim a ação da
amiloglucosidase. As pupulanases apresentam especificidade para hidrolisar somente ligações
α-1,6 podendo atuar em conjunto com as amiloglucosidases, em substratos ricos em
amilopectinas (CABELLO, 1995).
2.3 Fermentação alcoólica
A fermentação alcoólica esta intimamente ligada à formação do
produto, que é o álcool. Dessa forma, tanto o crescimento da levedura como a formação do
álcool são influenciados pelas condições que o meio oferece. Então, para suprir as exigências
das leveduras, alguns macro nutrientes (nitrogênio e fósforo) e/ou micronutrientes (enxofre,
magnésio, manganês, zinco, cobre, cobalto, entre outros) são adicionados ao mosto, a fim de
complementar as deficiências do meio quanto a certos elementos indispensáveis às leveduras
para a máxima transformação dos açúcares. (SANTOS, 2008).
De acordo com Dorta (2006), desde a última década do século XX as
usinas de açúcar e álcool têm aumentado a dosagem de melaço no mosto fermentativo, em

15
relação ao caldo de cana, ocasionando maiores problemas para a produção etanólica, como a
adição de sulfito no processo (sulfitação). Tal substância é utilizada na clarificação do açúcar e
acumulada, tornando-se excessiva no melaço. A presença deste reagente, em quantidades
elevadas no melaço de cana, tem sido apontada como outro fator de diminuição do rendimento
alcoólico, da viabilidade e do crescimento celular de leveduras.
Na produção industrial de álcool e aguardentes, o microorganismo
mais usado no processo de fermentação é a levedura Saccharomyces cerevisiae. Nas grandes
indústrias produtoras de etanol são usadas leveduras de panificação, prensadas e secas ou
leveduras selecionadas, com tolerância a altos teores de etanol e com boa velocidade de
fermentação (BELLUCO, 2001).
Na fermentação alcoólica de açúcares, por ação de leveduras, os
principais produtos obtidos em proporções equimolares são o etanol e o dióxido de carbono
(Figura 12). Esse mecanismo foi quantificado pela primeira vez por Gay-Lussac, onde 100 kg
de glicose rendem 51,1 kg de etanol e 48,9 kg de dióxido de carbono. O rendimento teórico de
51,1% em massa é conhecido como coeficiente de Gay-Lussac e é o dado básico na eficiência
de conversão (JACKMAN, 1991).
Figura 1- Conversão estequiométrica da glicose a etanol e dióxido de carbono (Equação de
Gay-Lussac).
A sacarose presente no caldo-de-cana constitui o principal açúcar a ser
fermentado pela levedura S. cerevisiae. Atualmente são utilizados mostos contendo180 g de
açúcares totais L-1
, através de um sistema de fermentação contínua com aproximadamente
92% de eficiência, produzindo até 87 g de etanol L-1
(ZANIN et al., 2000).
Entretanto, na tecnologia “Very-High-Gravity” (VHG) alta
concentrações de açúcares podem ser eficientemente fermentadas até obter aproximadamente

16
160 g de etanol L-1
. Desta forma é possível incrementar a capacidade das plantas
fermentadoras, reduzindo custos operacionais (THOMAS et al., 1996; BAYROCK;
INGLEDEW, 2001). Apesar desta tecnologia já ser amplamente utilizada em vários processos
fermentativos, como por exemplo, em cervejaria (KODAMA et al., 1994), a utilização de
VHG para a produção de etanol a partir da cana-de-açúcar não apresenta resultados
satisfatórios já que ocorre uma queda do rendimento conforme a concentração de sacarose
aumenta (JONES et al., 1994; TAKESHIGE; OUCHI, 1995).
Para Santos (2008) entende-se por fermentação o processo de
metabolismo anaeróbico de produção de energia em que os microrganismos oxidam
parcialmente o substrato, atuando sobre um ou mais componentes, gerando produtos
modificados de forma a obter características desejáveis.
As leveduras são organismos eucariotos e suas estruturas
correspondem basicamente àquelas de outras células eucarióticas. As células são esféricas,
elípticas ou cilíndricas, variando grandemente em suas dimensões. A reprodução ocorre por
gemação, esporulação ou fissão, sendo mais comum a gemação ou brotamento (LIMA et al.,
2001).
Segundo Kosaric (2001) leveduras são capazes de utilizar uma grande
variedade de substratos. Em geral, crescem e fermentam eficientemente a valores de pH entre
3,5 e 6,0 e temperaturas de 28 a 35 °C. Embora a taxa inicial da produção de etanol seja maior
a temperaturas elevadas (40 °C) a produtividade global da fermentação é reduzida devido à
inibição pelo etanol produzido.
Para Ribeiro et al. (1987), as células de leveduras apresentam
necessidades nutricionais durante o processo fermentativo, as quais influenciam diretamente
na multiplicação e no crescimento celular e também na eficiência da transformação de açúcar
em álcool. As leveduras são capazes de assimilar, mono, di e trissacarídeos e como são
aeróbios facultativos, os produtos finais da metabolização dos açúcares dependem das
condições ambientais em que ela se encontra. Uma fração do açúcar é transformada em
biomassa, CO2 e H2O em aerobiose, a maior parte é convertida em etanol e CO2 em
anaerobiose (fermentação alcoólica). Juntamente com o etanol e CO2, o metabolismo
anaeróbio permite a formação e excreção de glicerol, ácidos orgânicos (succínico, acético,
pirúvico e outros), álcoois superiores, acetaldeídos, acetoína, etc e simultaneamente ocorre o
17
crescimento das leveduras. Estima-se, que 5 % do açúcar metabolizado pela levedura sejam
desviados para gerar tais produtos secundários da fermentação.
2.4-Nutrição mineral
Entre as necessidades nutricionais das leveduras, assim como a outras
formas de vida, estão os elementos químicos; carbono, hidrogênio, oxigênio, nitrogênio,
fósforo, potássio, enxofre, magnésio, ferro, zinco, etc., além de co-fatores para o crescimento
como as vitaminas. Especificamente a Saccharomyces cerevisiae cresce melhor em meios
ácidos (pH 4,5 - 5,0) e numa faixa de temperatura (30 a 34ºC) (LIMA et al., 2001). A Tabela 3
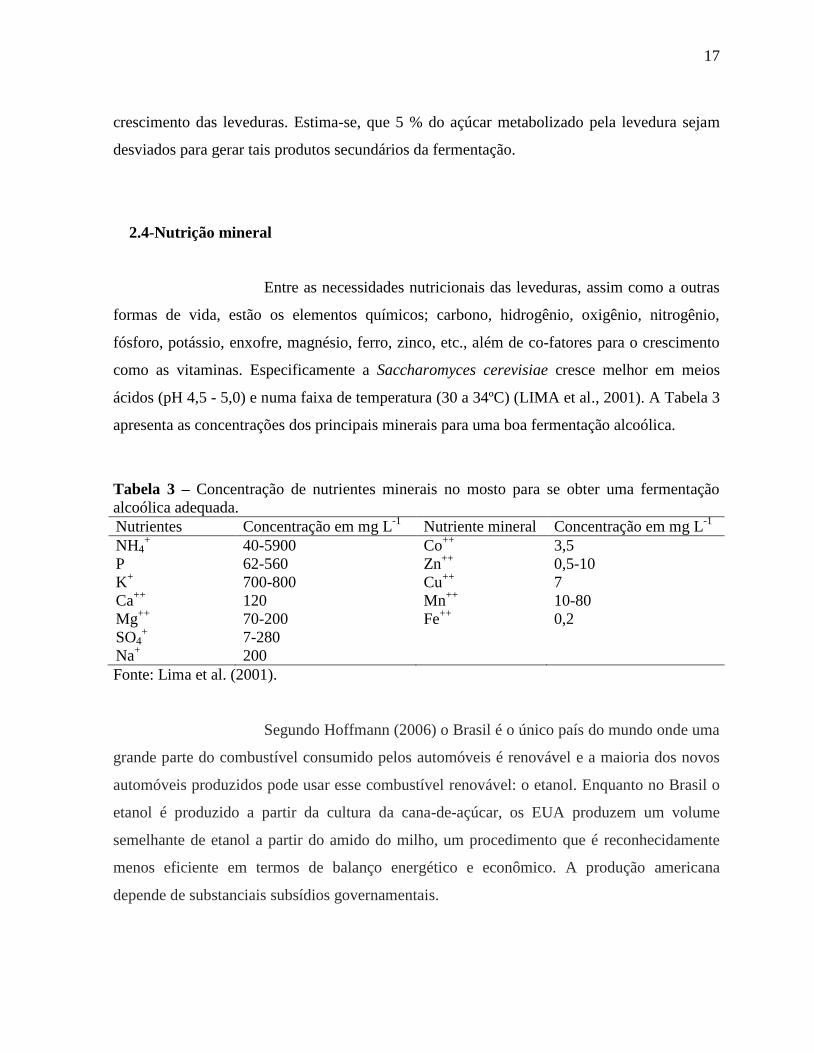
apresenta as concentrações dos principais minerais para uma boa fermentação alcoólica.
Tabela 3 – Concentração de nutrientes minerais no mosto para se obter uma fermentação
alcoólica adequada.
Nutrientes Concentração em mg L-1
Nutriente mineral Concentração em mg L-1
NH4+ 40-5900 Co
++ 3,5
P 62-560 Zn++
0,5-10
K+ 700-800 Cu
++ 7
Ca++
120 Mn++
10-80
Mg++
70-200 Fe++
0,2
SO4+ 7-280
Na+ 200
Fonte: Lima et al. (2001).
Segundo Hoffmann (2006) o Brasil é o único país do mundo onde uma
grande parte do combustível consumido pelos automóveis é renovável e a maioria dos novos
automóveis produzidos pode usar esse combustível renovável: o etanol. Enquanto no Brasil o
etanol é produzido a partir da cultura da cana-de-açúcar, os EUA produzem um volume
semelhante de etanol a partir do amido do milho, um procedimento que é reconhecidamente
menos eficiente em termos de balanço energético e econômico. A produção americana
depende de substanciais subsídios governamentais.
18
O Brasil tem notórias vantagens comparativas para a produção de
etanol. Em uma análise ponderada afirma-se que “o Brasil foi privilegiado pela natureza e
pode contribuir com a redução da poluição mundial, fornecendo o melhor combustível para
veículos leve já idealizado pelo homem e, ainda assim, obter um excelente lucro”.
Runge e Senauer (2007) citado por Hoffmann (2006) também
assinalam que o lobby do etanol de milho nos Estados Unidos leva à imposição de tarifas
elevadas que impedem o crescimento das importações de etanol do Brasil, onde a produção é
mais eficiente, dificultando o crescimento econômico. Em artigo com grande repercussão, os
economistas criticam o programa americano de produção de etanol, especialmente seus efeitos
perversos sobre a segurança alimentar no mundo. “Encher o tanque de um utilitário esportivo
(95 litros) com etanol puro exigiria mais de 200 quilos de milho, um volume de cereal que
contém calorias suficientes para alimentar uma pessoa por um ano”.
2.5 Bioquímica da fermentação alcoólica
A fermentação alcoólica é um processo anaeróbio que ocorre com a
transformação de açúcares, em etanol e CO2, catalisado por enzimas. Este processo é realizado
principalmente por leveduras, em nível citoplasmático, com o objetivo de produzir energia, a
qual será empregada na realização de suas atividades fisiológicas, e ainda para seu
crescimento e reprodução, sendo, o etanol, tão somente, um subproduto desse processo (LIMA
et al., 2001).
Altas concentrações de glicose e frutose reprimem a expressão dos
transportadores de hexoses (HXT3 e HXT4), além de incrementar os ciclos fúteis de
síntese/degradação de trealose, glicogênio e glicerol (ERASMUS et al., 2003).
Consequentemente aumenta o gasto energético, além de menos carbono ser direcionado para a
produção de etanol, diminuindo, portanto o rendimento da fermentação. Nos processos
fermentativos que utilizam a tecnologia VHG, os açúcares presentes no mosto
(predominantemente maltose e maltotriose) não são hidrolisados extracelularmente, mas
captados ativamente pelas células e clivados no citoplasma (KODAMA et al., 1994; 1995;
ZASTROW et al., 2000; 2001). Desta forma ocorre um rápido equilíbrio entre a concentração
19
dos açúcares no interior e exterior da célula, impedindo o estresse osmótico. Seria desejável,
portanto, a obtenção de cepas de levedura capazes de fermentar sacarose sem que ocorra a
hidrólise extracelular deste açúcar, embora seja universalmente aceito que em S. cerevisiae a
sacarose é hidrolisada extracelularmente pela invertase (JOHNSTON; CARLSON, 1992).
O transporte de monossacarídeos ocorre por difusão facilitada, em
pequena proporção, e por proteínas de transporte. Vinte transportadores de monossacarídeos
foram descritos para a levedura S. cerevisiae (WALKER, 1998). A absorção de glicose pela
levedura S. cerevisiae é rápida em direção a um menor gradiente de concentração e os
transportadores são estereoespecíficos. Este tipo de transporte não é cumulativo, ocorrendo
até que se atinja o equilíbrio e, a energia do metabolismo ou fosforilação do ADP a ATP não é
exigida na entrada de glicose na célula (WALKER, 1998).
O transporte de dissacarídeos ocorre com gasto de energia. Na maioria
das leveduras, a sacarose é hidrolisada à glicose e frutose na parede celular pela invertase e
estes produtos são transportados para o interior da célula. Em menor proporão, ocorre
transporte da sacarose para o interior da levedura, com gasto de energia, onde esta é quebrada
nos seus monossacarídeos glicose e frutose (SILVA, 2010).
2.6 Transportes de alcoóis
Moléculas pequenas e solúveis em lipídeos, como glicerol, metanol e
etanol são transportados por difusão passiva. O etanol pode entrar na célula por difusão
passiva durante o crescimento aeróbico em meio contendo glicose. No entanto, em elevadas
concentrações, o etanol influencia na integridade da membrana e pode ser tóxico às proteínas
da membrana celular, resultando em inibição do crescimento e mesmo morte celular (DING et
al., 2009).
20
2.7 Reprodução das leveduras
2.7.1 Reprodução assexuada ou mitose via formação de brotos
Durante a propagação de uma cultura, as células se dividem por mitose
formando células exatamente idênticas a célula mãe por processo de brotamento. Cicatrizes de
brotos são protuberâncias convexas, em forma de anel, ricas em quitina e que permanecem na
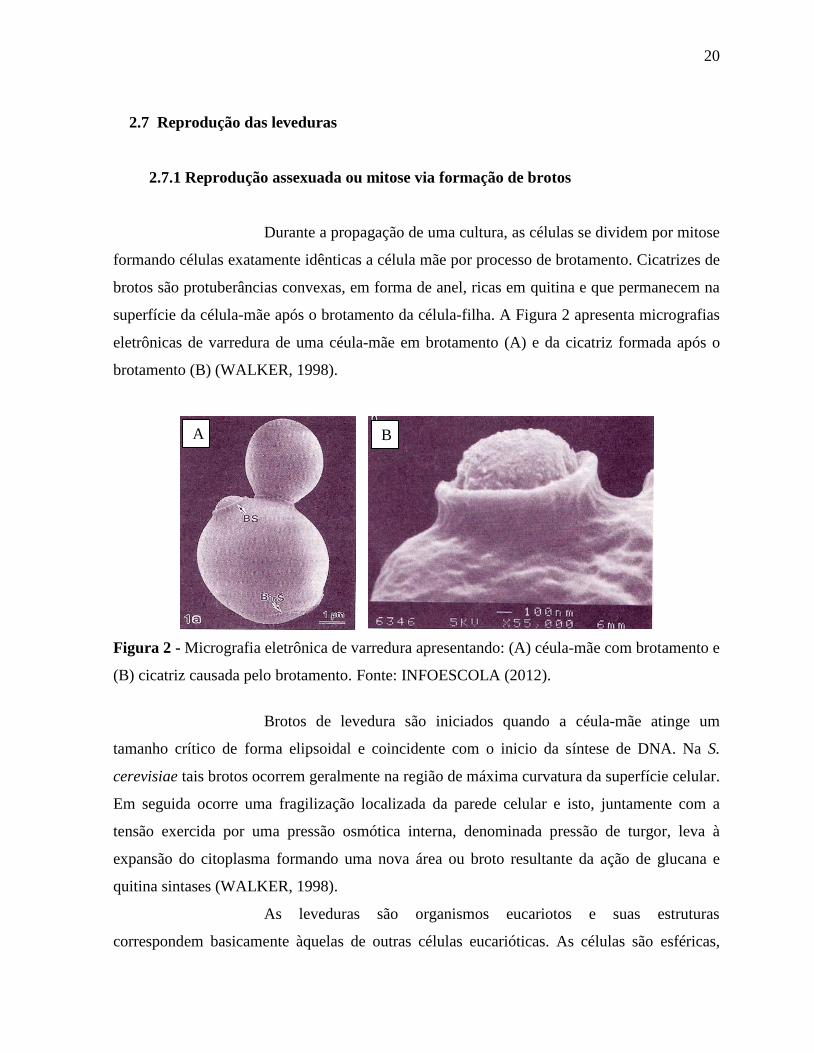
superfície da célula-mãe após o brotamento da célula-filha. A Figura 2 apresenta micrografias
eletrônicas de varredura de uma céula-mãe em brotamento (A) e da cicatriz formada após o
brotamento (B) (WALKER, 1998).
Figura 2 - Micrografia eletrônica de varredura apresentando: (A) céula-mãe com brotamento e
(B) cicatriz causada pelo brotamento. Fonte: INFOESCOLA (2012).
Brotos de levedura são iniciados quando a céula-mãe atinge um
tamanho crítico de forma elipsoidal e coincidente com o inicio da síntese de DNA. Na S.
cerevisiae tais brotos ocorrem geralmente na região de máxima curvatura da superfície celular.
Em seguida ocorre uma fragilização localizada da parede celular e isto, juntamente com a
tensão exercida por uma pressão osmótica interna, denominada pressão de turgor, leva à
expansão do citoplasma formando uma nova área ou broto resultante da ação de glucana e
quitina sintases (WALKER, 1998).
As leveduras são organismos eucariotos e suas estruturas
correspondem basicamente àquelas de outras células eucarióticas. As células são esféricas,
A B
21
elípticas ou cilíndricas, variando grandemente em suas dimensões, porém variam
consideravelmente no que se refere a suas dimensões, com limites desde 1 a 5μm de largura e
5 a 12μm de comprimento (PELCZAR et al., 1980).
2.8 Bioetanol
O etanol pode ser obtido por matérias-primas variadas: amiláceas
(mandioca, batata- doce milho e outros grãos), celulósicas (madeiras e resíduos agrícolas, dentre
os quais se destaca o bagaço de cana-de-açúcar) e sacarinas (cana-de-açúcar, sorgo sacarino e
beterraba), (BAZILIO et al., 2008).
O setor sucroalcooleiro faz do Brasil o maior produtor mundial de cana
de açúcar e o principal país do mundo em implantar, em larga escala, um combustível
renovável alternativo ao petróleo. Na safra 2007/2008, contabilizando até julho de 2008,
foram produzidos 22,5 bilhões de litros de álcool, sendo exportados por volta de 3,5 bilhões
(CAMPLELO, 2009).
As características físicas e químicas do amido presente no milho, na
cevada, no trigo e nas tuberosas amiláceas como a mandioca entre outras, permitem visualizar
estas culturas como matéria prima para produção de álcool. No Brasil a produção de álcool é
tradicionalmente baseada na cultura da cana de açúcar, mas as necessidades energéticas no
mundo viabilizam a produção de álcool a partir de fontes alternativas.
A utilização da mandioca como fonte de carboidratos para produção de
etanol sempre foi considerada tomando-se como referencial a cultura da cana de açúcar que
lhe concorre com grandes vantagens. De um lado uma cultura predominantemente de
utilização na alimentação na forma in natura ou como farinha atendendo extensas populações
e de outro uma cultura praticada intensivamente para produção de açúcar que suprindo a
demanda interna, acessa importantes mercados de exportação (CABELLO, 2005).
O desafio consiste em conhecer com maior profundidade os fatores
que afetam o rendimento do processo de fermentação utilizando altas concentrações de
carboidratos objetivando conseqüentemente maior economia de energia na etapa de separação
do etanol por destilação do vinho. Estudos recentes indicam que a aeração do mosto como
22
forma de proporcionar um aumento da energia metabólica das leveduras para suportarem o
“stress” da maior concentração de etanol no meio de fermentação e daí a necessidade de
determinação de parâmetros operacionais que conduzam um processo com alto rendimento e
produtividade.
Uma otimização industrial em termos de concentração, produtividade e
rendimento do etanol exige a quantificação do comportamento dinâmico da levedura em
concentrações muito elevadas que podem não ser acessíveis no âmbito da cultura. Ao
determinar o Coeficiente Limite Extremo para o crescimento da produção de etanol, é
necessário definir as melhores estratégias (ALFENORE et al., 2004).
Na fermentação industrial, a levedura é exposta a situações
estressantes, que de acordo com a intensidade, podem acarretar a exaustão de seu conteúdo de
trealose. Quando isto ocorre, há a queda da viabilidade. Muitas dessas situações se constituem
em fatores físicos, químicos e microbiológicos, que afetam o desempenho fermentativo
(ALVES, 1994)
2.9 Fatores que influenciam a fermentação
Os principais fatores que influenciam a fermentação alcoólica são:
a) Temperatura
As leveduras são muito lentas quando inoculadas a uma temperatura
próxima a 20ºC e não suportam temperatura acima de 35ºC, sendo que o ideal para a
fermentação está entre 30 e 33ºC. A temperatura ótima para leveduras varia de 25 a 35ºC,
sendo que a 40ºC a levedura não se multiplica, havendo sérios problemas de autólise
(AMORIM, 1977).
b) Concentração de substrato
A concentração do substrato também é um fator importante, em meio
pobre a levedura não produz uma boa fermentação e pode seguir a rota da respiração
produzindo apenas novas células ao invés de etanol, já em meios muito concentrados a
23
quantidade de substrato pode inibir o processo de fermentação se não for alimentado de forma
adequada. Sabe-se que limites razoáveis de concentração de açúcares fermentescíveis são
necessários para que ocorram boas fermentações, havendo necessidade de adaptação do
organismo agente de fermentação, após a qual obtém capacidade de fermentar mostos com 18
a 22% de açúcares (ANGELIS, 1992).
c) Oxigênio
A aeração do mosto tende a produzir menor quantidade de etanol, já
que a levedura, por apresentar o “Efeito Pasteur” (inibição de fermentação alcoólica pela
presença de oxigênio).
d) Agitação
De acordo com (ALMEIDA, 1960), a agitação é um fator que
compensa ou diminui a sedimentação das células, mantendo-as em suspensão, para
proporcionar um contato eficiente com o substrato.
2.9.1 Nutrientes
Os teores de nutrientes necessários para se obter uma boa fermentação
etanóica resumem- se em: NH4+
, PO43-
, K+, Ca
2+, Mg
2+, SO4
2-, Na
+, Co
2+, Zn
2+, Cu
2+, Mn
2+,
Fe2+
. Além disso, os nutrientes são necessários para o bom desenvolvimento da fermentação,
afetando a velocidade da fermentação e a multiplicação da levedura (AMORIM, 1977).
O pH de um modo geral na fermentação alcoólica realizada pela
levedura Saccharomyces conduz se bem em pH 4,0 a 4,5. A correção do pH é muito
importante para que estabeleça condições favoráveis para o crescimento da levedura para o
processo fermentativo. De modo geral, apresentam zona ótima de pH variável, para que
ocorram seus processos fisiológicos, mas esse variação sempre se processa em valores de pH
igual ou inferior a 7,00, ou seja, elas se apresentam como microorganismos acidófilos.
24
2.9.2 Bactérias contaminantes da fermentação alcoólica
Uma vez que a fermentação alcoólica industrial é realizada sem
esterilização do mosto e dos equipamentos é inevitável a presença de microorganismos
contaminante, que atualmente são reconhecidos como um dos problemas tecnológicos sérios
encontrados na maioria das destilarias do Brasil.
A agroindústria do etanol representa considerável gerador econômico.
Como toda a produção de álcool ocorre por via fermentativa, é fundamental o conhecimento
do processo fermentativo, que tem sido constantemente aprimorado. A infecção bacteriana na
fermentação pode causar danos ao processo, tais como: consumo de açúcar, formação de
goma, floculação do fermento, inibição e queda da viabilidade das leveduras devido às toxinas
e ácidos orgânicos excretados no meio e, por conseqüência, redução no rendimento e na
produtividade da fermentação (ALCARDE et al., 2007).
25
3 MATERIAL E MÉTODOS
3.1 Caracterizações físico-químicas da fécula de mandioca
As análises físico-químicas foram realizadas para determinação dos
teores de umidade, amido, açúcares redutores, concentração de matéria graxa, proteína bruta,
fibras totais, teor de cinzas e pH AOAC (1980) .
3.1.1 Umidade
Os cadinhos de porcelana foram submetidos à temperatura de 104ºC
durante 1 hora, retirados da estufa e deixados em dessecador para esfriar durante 30 minutos.
Em seguida foram pesados, acrescentado aproximadamente 3g de amostra e identificado peso
do conjunto. O conjunto foi submetido à estufa a 104ºC durante 8 horas e após 30 minutos em
dessecador, o conjunto foi pesado. Este procedimento de secagem da amostra foi repetido até a
obtenção de dois pesos constantes (AOAC, 1970).
26
Cálculo: E.S.T (Extrato Seco Total)
E.S.T = Peso cadinho amostra seca – Peso cadinho vazio x 100 eq. 1
Peso da amostra úmida
% umidade = 100 – E.S.T eq. 2
3.1.2 Cinzas
Os cadinhos de porcelana foram calcinados em mufla sob temperatura
de 500ºC durante uma hora. Quando a temperatura estava a 200ºC, os cadinhos foram
retirados, esfriados em dessecador por uma hora e pesados. Em cada cadinho foi pesado
aproximadamente 3 g de amostra e anotado o peso do conjunto. Em seguida o conjunto foi
submetido à mufla a 100ºC e programado para aquecer de 50 em 50ºC até atingir 400ºC
mantendo a porta semi-aberta para a saída dos gases. Após esse procedimento a porta foi
fechada e a temperatura elevada a 550ºC, ocorrendo a calcinação por 2 horas. Após o
resfriamento (200oC) os cadinhos foram colocados em dessecador por 1 hora e identificado o
peso dos cadinhos após a calcinação (AOAC, 2007).
% Cinzas = Peso cadinho com cinzas – peso cadinho vazio x 100 eq. 3
Peso da amostra úmida
3.1.3 Proteínas
Procedimento: Pesar entre 0,2 e 0,3 g de amostra em balão de Kjeldahl
ou tubo digestor de proteínas, anotando a massa exata, adicionar 5g de mistura digestora de
proteínas, adicionar 4 ml de ácido sulfúrico concentrado, fazer uma prova em branco, usando a
mesma quantidade de mistura digestora de proteína e ácido sulfúrico concentrado, exceto a
amostra. Colocar os tubos nas cavidades do bloco digestor e ligá-lo, ligar a exaustão de gases
da capela e aumentar gradativamente a temperatura do bloco digestor, deixar digerir em bloco
digestor dentro da capela com o sistema de exaustão ligado até que o liquido esteja límpido
(azul claro ou incolor). Desligar o aquecimento do bloco digestor e aguardar até parar o
27
desprendimento de gases, desligar o exaustor de gases. (repetir esta operação), transferir o
produto da digestão para o tubo destilador, com auxilio de água destilada (material tem q estar
frio), pipetar 10 ml da solução receptora para proteínas e transferir para um erlenmeyer de 125
ml, adaptar o erlenmeyer à saída do condensador da saída do condensador do aparelho de
destilação de maneira que sua extremidade fique mergulhada na solução de acido bórico,
transferir para o reservatório do aparelho de destilação de micro-Kjendhal aproximadamente
30 ml de hidróxido de sódio, ajustar nível de água e destilar 75 ml e titular até a viragem da
cor verde para a cor rosa, anotar volumem gasto. Realizar o cálculo de proteína através das
equações (4 e 5) (AACC, 2000).
% Nitrogênio = (V – A) x 0,00014 x 100 eq. 4
P
Proteína Bruta = % Nitrogênio x 6,25 eq. 5
Onde:
A = Volume gasto na titulação da prova em branco
V = Volume gasto na titulação da amostra
P = Peso inicial da amostra.
3.1.4 Matéria graxa
Procedimento: Secar os balões de fundo chato em temperatura de
104ºC no mínimo por 2 horas, esfriar os balões em dessecador por mínimo ½ hora, pesar e
anotar os pesos. Pesar aproximadamente 3 g de amostra (anotando a massa exata) em cartucho
feito com papel de filtro comum dobrado (fechar a abertura do cartucho com chumaço de
algodão), colocar o cartucho dentro de um conjunto extrator de Soxhlet e acoplar os balões de
tara conhecida, adicionar sobre os cartuchos cerca de 200 ml de éter de petróleo ou o
suficiente para preencher toda a parte superior do sifão e escorrer para o balão, ligar o
aquecedor do extrator e deixar em refluxo durante 6 a 8 horas. Retirar os balões do extrator e
levar à estufa de secagem com circulação de ar a 10ºC por 2 horas, para evaporar todo o éter,
retirar e esfriar em dessecador por no mínimo ½ hora pesar e anotar os pesos. A quantidade de
matéria graxa é calculada de acordo com a equação (6) (AOAC, 2007).
28
% Matéria Graxa = (peso balão com resíduo – peso balão)x100 eq. 6
peso amostra
3.1.5 Fibra bruta
Procedimento: Pesar de 2 a 5 g de amostra, anotando massa exata,
transferir para o tubo digestor de fibras, acrescentar 200 ml de solução de H2SO4 a 1,25%
medidos em proveta de 250 ml. Levar a ebulição branda por 30 minutos, retirar do bloco de
aquecimento e filtrar em papel filtro qualitativo simples, lavar o material que ficou retido no
papel com cerca de 500 ml de água destilada quente, transferir o material retido e lavado para
o mesmo tubo de digestão usado anteriormente, com ajuda de 200 ml de solução de NaOH
1,25%, medidos em uma proveta de 250ml, levar a ebulição branda por 30 minutos, retirar do
bloco de aquecimento e filtrar em papel filtro qualitativo simples previamente seco em estufa a
105ºC por pelo menos uma hora, retirado em dessecador pelo menos por 2 horas para esfriar e
tarado, lavar o material que ficou retido no papel com cerca de 500 ml de água destilada
quente. Dobrar o papel mais os resíduos da amostra cuidadosamente, colocar dentro de uma
placa de petri ou vidro relógio e levar a estufa a 105ºC até secagem completa (mínimo 8
horas), retirar da estufa, colocar em dessecador por mínio ½ hora, pesar o papel com o resíduo
seco e anotar o peso, para posterior cálculo (eq. 7) (AOAC, 2007).
% Fibra Bruta = papel com resíduo seco (g) – peso do papel x 100 eq. 7
massa da amostra
3.1.6 pH
Procedimento: Pesar 10 gramas de amostra em um Becker de 250 ml,
adicionar 100 ml de água destilada, agitar em agitador magnético durante 30 minutos, deixar
em repouso por 10 minutos, decantar o líquido sobrenadante para um frasco seco e
29
imediatamente determinar o pH inserindo o eletrodo do pH-metro na amostra e irando o botão
STB na posição pH e esperando estabilizar o display (AOAC, 2007).
3.1.7 Amido método enzimático
Foi determinado pelo método de hidrólise enzimática segundo
metodologia ISO-6647 (“International Organization for Standartization”, 1987).
Procedimento: Pesar 200 mg de amostra peneirada em um erlenmeyer anotando sua massa
exata, preparar uma prova em branco em outro erlenmeyer com todos os reagentes exceto a
amostra, acrescentar 42 mL de água destilada e 1 mL de solução comercial de alfa amilase
(Termamyl 120L) a 50% (v/v). Após estes procedimentos levar os erlenmeyers em banho-
maria, com agitação suave a 90°C, durante 15 a 20 minutos. Nas amostras dextrinizadas,
acrescentar 2,5 mL de solução tampão acetato 4M, de pH 4,8 e 5 mL de solução recém
preparada e filtrada de amiloglucosidase. Levar os erlenmeyers com as amostras mais a prova
em branco ao banho-maria com agitação contínua a 55°C por 120 minutos. Retirar a amostra
hidrolisada e resfriar até a temperatura ambiente transferindo-a para um balão volumétrico de
250 mL, neutralizar com solução de NaOH a 2N, até pH entre 7 e 9 e completar o volume com
água destilada. Transferir 5 mL desta diluição para um balão volumétrico de 100 mL,
completar o volume com água destilada, filtrar a solução em papel simples e dosar no material
filtrado o teor de açúcares redutores pelo método de Somogy, adaptado por Nelson (1944),
sendo feita a conversão para amido pela multiplicação da porcentagem de açúcar obtida pelo
fator 0,9.
% de amido = (% A.R.T.) x 0,9 eq.8
30
3.2 Enzimas Hidrolítica
3.2.1 Enzima Dextrinizantes
Foi utilizado a enzima da marca LIQUOZYME Supra 2.2X alfa-
amilase na forma líquida, com densidade de 1,2g mL-1
e atividade padronizada de 300
Unidades Kilo Novo (KNU) g-1
de enzima capaz de decompor 5,26g de amido por hora, além
de apresentar maior termo-estabilidade em relação a outras alfa-amilase O método padrão da
Novo Nordisk, para determinação de alfa-amilase, tem como base as seguintes condições:
Substrato............................................................Amido Solúvel
Conteúdo de cálcio no solvente..........................0,0043M
Tempo de reação................................................7-20min
Temperatura.......................................................37ºC
pH.......................................................................5,6
3.2.2 Enzima Sacarificante
Foi utilizado a enzima comercial SACZYME – exoglucosidase na
forma líquida, com densidade de 1,2g mL-1
e atividade padronizada de 800 Unidades de
amiloglucosidase (AGU) mL-1
com capacidade de hidrolisar um micromol de maltose por
minuto, sob as seguintes condições padrão:
Substrato............................................................maltose
Tempo de reação................................................30min
Temperatura.......................................................25ºC
pH......................................................................4
31
3.3 Preparo da solução de enzimas hidroliticas
Foi utilizado como enzima dextrinizante na primeira etapa de hidrolise,
a enzima da marca comercial LYCOZYME 300U, preparada nas concentrações 1 unidade
enzimática denominada KNU para atuar sobre 2 g de amido. Deste modo as suspensões de
30% (p/p) de féculas de mandioca em base seca indicaram a quantidade de enzima aplicada
em cada batelada. Cada batelada preparada para posterior hidrólise no reator era composta de:
Fécula de mandioca (m.s).....................3,00kg
Enzima LYQUOZYME..................................5 ml
CaCl2......................................................100 mg.
Água potável qsp..................................10 L
pH ajustado com HCL 2M.....................6,0
O ensaio foi realizado na concentração de 30% de matéria seca, cujo
cálculo para determinação das quantidades de enzima será considerado 3 Kg de fécula.
Na etapa de sacarificação foi utilizada a enzima da marca comercial
SACZYME 800AGU, preparada na concentração de 1 unidade enzimática denominada AGU
para atuar sobre 2g. Da mesma forma as suspensões de 30% (p/p) de féculas de mandioca (já
hidrolisada) em base seca indicaram a quantidade de enzima aplicada em cada batelada. Cada
batelada preparada para posterior sacarificação no reator era composta de:
Fécula de mandioca (m.s)....................3,00kg
Enzima SACZYME.................................1,9 ml
CaCl2....................................................100 mg.
Água potável qsp................................10 L
pH ajustado com HCL 2M.....................5,0
32
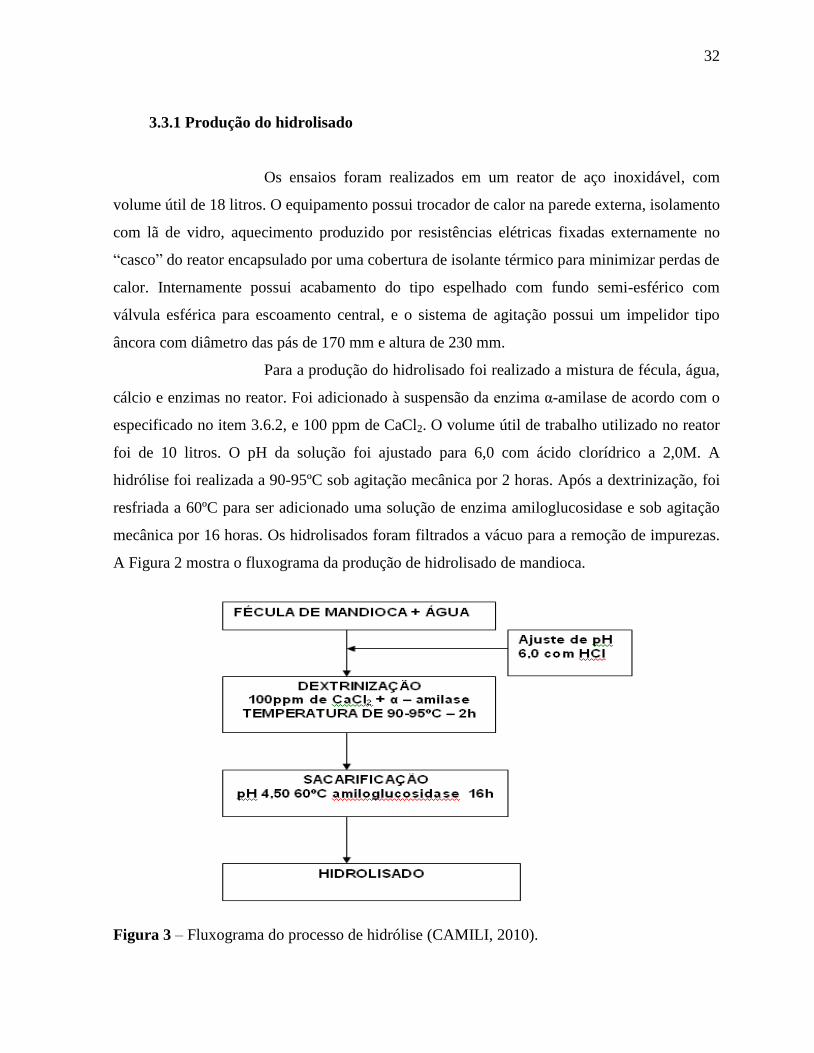
3.3.1 Produção do hidrolisado
Os ensaios foram realizados em um reator de aço inoxidável, com
volume útil de 18 litros. O equipamento possui trocador de calor na parede externa, isolamento
com lã de vidro, aquecimento produzido por resistências elétricas fixadas externamente no
“casco” do reator encapsulado por uma cobertura de isolante térmico para minimizar perdas de
calor. Internamente possui acabamento do tipo espelhado com fundo semi-esférico com
válvula esférica para escoamento central, e o sistema de agitação possui um impelidor tipo
âncora com diâmetro das pás de 170 mm e altura de 230 mm.
Para a produção do hidrolisado foi realizado a mistura de fécula, água,
cálcio e enzimas no reator. Foi adicionado à suspensão da enzima α-amilase de acordo com o
especificado no item 3.6.2, e 100 ppm de CaCl2. O volume útil de trabalho utilizado no reator
foi de 10 litros. O pH da solução foi ajustado para 6,0 com ácido clorídrico a 2,0M. A
hidrólise foi realizada a 90-95ºC sob agitação mecânica por 2 horas. Após a dextrinização, foi
resfriada a 60ºC para ser adicionado uma solução de enzima amiloglucosidase e sob agitação
mecânica por 16 horas. Os hidrolisados foram filtrados a vácuo para a remoção de impurezas.
A Figura 2 mostra o fluxograma da produção de hidrolisado de mandioca.
Figura 3 – Fluxograma do processo de hidrólise (CAMILI, 2010).

33
3.4 Processo de sacarificação
Após a caracterização da fécula de mandioca foi realizado a hidrólise
para posterior fermentação, utilizou se as temperaturas de dextrinização e sacarificação foram
de 90 e 60oC, respectivamente.
Foi preparada uma suspensão de 10 Kg contendo fécula de mandioca
em suspensão com 30% de amido. A suspensão de fécula de mandioca foi realizada
considerando o teor de umidade de 12%, onde a mistura aconteceu no reator. A quantidade de
água necessária para cada suspensão a 30%, está apresentada a seguir:
Fécula de mandioca (m.s).....................3474,23g
Enzima LYCOZYME..................................5 ml
CaCl2......................................................100 mg.
Água potável qsp..................................6525,77g
pH ajustado com HCL 2M.....................6,0
Figura 4 - Reator com aquecimento e agitação de 18 litros, utilizado para hidrólise do amido.
34
3.5 Concentração de glicose no hidrolisado
A concentração de glicose no hidrolisado foi determinada por análise
utilizando um kit de glicose oxidase, a amostra foi diluída para 1/100. Foram pipetados 20µl
da amostra em tubo de ensaio e acrescentado 2,0 mL do reativo de trabalho do kit. Os tubos de
ensaio foram colocados em banho à 37ºC por 10 minutos. A leitura foi realizada em
espectrofotômetro com comprimento de onda a 505 nm e o teor de glicose determinado pela
seguinte equação:
Glicose = abs x f x d. eq.9
onde:
abs - absorbância em 505nm;
f - fator de padronização 100 g L-1
d - fator de diluição.
3.6 Análise dos perfis produtos hidrolisados
3.6.1 Determinação do perfil dos açúcares
As concentrações dos açúcares presente no hidrolisado obtido após o
ensaio no reator foram avaliadas em Cromatógrafo Líquido de Alta Eficiência (Varian modelo
Pró Satr 410), empregando-se as seguintes condições: guarda coluna cromatográfica BIO
RAD n° 125-0131; coluna BIO RAD AMINEX HPX-42A (300 x 7,8 mm); temperatura da
coluna 80°C; detector de índice de refração (IR); eluente água destilada ionizada em coluna de
troca iônica, filtrada em filtro de polietileno de 0,22µm de poro e em seguida desgaseificada
em banho de ultra-som; fluxo do eluente de 0,6mL minuto-1
; volume da amostra injetada de
20µL. As amostras foram filtradas em filtro de membrana (DURAPORE) em PVDF, com
35
0,22µm de poro. A determinação das concentrações dos açúcares foi calculada em relação às
análises de soluções padrões destes açúcares previamente realizados (SAITO, 2005).
3.6.2 Determinação do pH
O pH das amostras foram determinado em pHmetro Chemcadet
modelo 5948-50, que também executava leituras de temperatura através de uma sonda
apropriada.
3.6.3 Rendimento do processo de hidrólise
No rendimento do processo de hidrólise definido como a porcentagem
de fécula que foi convertido em glicose, foi considerada a utilização de um fator de conversão
de 100%, assumindo que “100,0 g de amido produzem 110,0 g de glicose”. A equação ficou
definida como:
Rendimento (%) = concentração de glicose hidrolisadax100 eq.10
concentração de glicose teórica
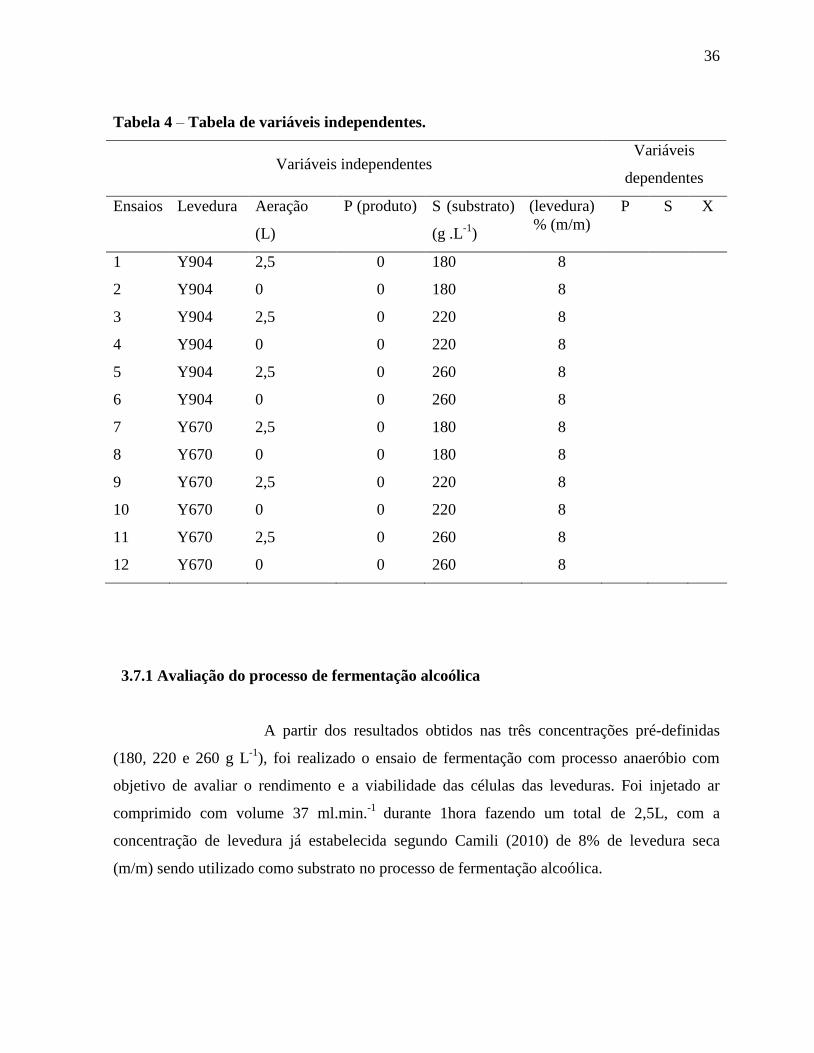
3.7 Delineamento experimental
O processo de fermentação alcoólica seguiu o delineamento
inteiramente casualizado em esquema fatorial para quatro fatores: fator 1 (tempo = 0, 1, 2, 4,
6, 8 e 10 horas); fator 2 (concentração de glicose = 180, 220 e 260 g L); fator 3 (oxigenação =
anaeróbico e aeróbico); e fator 4 (cepas de Saccharomyces cerevisiae = Y904 e Y670),
totalizando 84 tratamentos, com três repetições, tendo como variáveis independentes as Y670
e Y-904 a aeração (0 e 2,5L após 4h de fermentação) e a concentração de sólidos solúveis
(180, 220 e 260 g L-1
), conforme descrito na Tabela 4. O inoculo foi de 7,68x1011
cel./ml para
todos os ensaios.
36
Tabela 4 – Tabela de variáveis independentes.
Variáveis independentes Variáveis
dependentes
Ensaios Levedura Aeração
(L)
P (produto) S (substrato)
(g .L-1
)
(levedura)
% (m/m)
P S X
1 Y904 2,5 0 180 8
2 Y904 0 0 180 8
3 Y904 2,5 0 220 8
4 Y904 0 0 220 8
5 Y904 2,5 0 260 8
6 Y904 0 0 260 8
7 Y670 2,5 0 180 8
8 Y670 0 0 180 8
9 Y670 2,5 0 220 8
10 Y670 0 0 220 8
11 Y670 2,5 0 260 8
12 Y670 0 0 260 8
3.7.1 Avaliação do processo de fermentação alcoólica
A partir dos resultados obtidos nas três concentrações pré-definidas
(180, 220 e 260 g L-1
), foi realizado o ensaio de fermentação com processo anaeróbio com
objetivo de avaliar o rendimento e a viabilidade das células das leveduras. Foi injetado ar
comprimido com volume 37 ml.min.-1
durante 1hora fazendo um total de 2,5L, com a
concentração de levedura já estabelecida segundo Camili (2010) de 8% de levedura seca
(m/m) sendo utilizado como substrato no processo de fermentação alcoólica.
37
3.7.2 Preparo do mosto para o processo fermentativo
O volume de hidrolisado obtido conforme descrito no item 3.7 dos Materiais e Métodos, foi
diluído com água potável até obter amostras de mosto com concentrações de 180, 220 e 260g
L-1
de glicose e dividido em 3 porções de 500 mL. Em seguida foi adicionado nutriente nas
proporções: Cloreto de Magnésio - 20mg, Adubo foliar N-P-K na proporção 30-10-10
respectivamente na proporção de 5 mg, Uréia – 200 mg, Super fosfato – 100 mg.
3.8 Levedura
Foram utilizadas duas marcas comerciais de cepas da espécie
Saccharomyce cerevisiae, na forma seca, estável, a Y 904 e Y-670 da Mauri do Brasil S.A.
3.8.1 Ensaios de fermentação alcoólica
Após a preparação dos hidrolisados (180, 220 e 260 g. L-1
) foram
adicionados 250 ml de cada diluição em erlenmeyers de 500 ml, com três repetições e a adição
de nutrientes, foi iniciada a fermentação em reator fermentador a 32ºC de temperatura e
agitação de 120 RPM, foram retiradas amostras em tempo 0, 1, 2 , 4 , 6, 8 e 10 horas, um
volume de 2 ml para tubo de centrífuga e realizado a centrifugação a 12000 PRM em
centrífuga modelo 213, de marca FANEM. Após a separação das células de levedura o vinho
foi imediatamente transferido para frasco de estoque e congelado a -20ºC em freezer para
posterior análise. Sendo definidos como parâmetros fixos do processo:
a) temperatura fermentação - 32ºC, em um agitador orbital com a temperatura
controlada
b) O pH foi ajustado para 4,5 com ácido clorídrico 2M.
c) agitação – 120 rpm.
d) concentração do hidrolisado 180, 220 e 260 gL-1
e) concentração do catalisador biológico (levedura) 8 % p/p
38
f) tempo de fermentação até 10h
Figura 5 - Erlenmeyers com levedura inoculada no reator fermentador.
3.8.2 Determinação da viabilidade celular
A determinação da viabilidade e número de células totais antes e após
a fermentação foi feita segundo a metodologia de Lee et al. (1981). Foram coletados amostras
nos respectivos tempos acima citado, num volume de 1ml e diluído em balão volumétrico de
25ml. Do diluído foi retirado uma alíquota de 0,5ml em um tubo de ensaio da suspensão de
levedura (mosto em fermentação) e 9,5 mL de solução corante. O tubo foi fechado e agitado
intensamente por 30 segundos e deixado no suporte por 1 minuto. A leitura foi feita em
microscópio ótico através de contagem em câmara de Neubauer de duas montagens diferentes,
sendo contados cinco quadrantes. Serão contadas apenas as células, sendo consideradas as
coradas de azul como mortas e as não coradas como vivas. Não foram considerados os brotos,
flocos de células e pseudomicélio. Os cálculos para a determinação da viabilidade e número
total de células são:
Número total de células / ml = N x 2,5 x 105 x D onde,
N= número total de células presentes no quadrado médio
D= fator de diluição
% de células viáveis = número células não coradas x 100 eq. (11)
número total de células
39
A solução corante apresenta a seguinte composição: azul de metileno
(0,025 %), NaCl (0,9 %), KCl (0,042 %), CaCl2.6H2O (0,048 %), NaHCO3 (0,02 %), glicose
(1,0%). A solução será mantida em agitação por 6 horas e filtrada em papel de filtro.
Figura 6 - Contagem de células no microscópio (A), tubos com câmara de Neubauer (B) e
balões com diluição de levedura (C).
3.8.3. Análise dos ensaios de fermentação
3.8.3.1 Determinação do teor de etanol, metanol e glicerol e açúcares residuais
As concentrações de etanol, metanol e glicerol e açúcares residuais
foram determinados em cromatógrafo líquido de alta eficiência (HP série 1100), empregando-
se as seguintes condições: guarda coluna da BIO RAD n° 125-0131; coluna BIO RAD
AMINEX HPX-87H (300 x 7,8 mm); temperatura da coluna 65°C; detector de índice de
refração (IR); solução de ácido sulfúrico à 0,001M, eluente água destilada e filtrada em coluna
de troca iônica e filtrada em filtro de polietileno 0,45 µm de poro em seguida desgaseificada
devidamente em banho de ultra-som; fluxo de 0,8 mL min-1
; volume da amostra injetada 20
µL. As amostras após devidamente filtradas em filtro de membrana (DURAPORE) em PVDF,
0,22 µm de poro, 13 mm de diâmetro, hidrofílica, branca e lisa (SAITO, 2005).
A B C
40
3.8.3.2 Determinação da eficiência da fermentação alcoólica
Com os valores observados foram calculado a eficiência global do
processo de fermentação para cada concentração inicial de substrato.
Eficiência (%) = concentração de etanol produzido x 100 eq. (12)
concentração de etanol teórico
3.8.3.3 Determinação de açúcares
As concentrações dos açúcares presentes no hidrolisado obtido foram
determinadas em cromatógrafo líquido de acordo com a metodologia descrita no item 3.8.5.1
3.8.3.4 Rendimento do processo de hidrólise
O rendimento do processo de hidrólise foi calculado de acordo com o
item 3.9.4
3.9 Análise dos ensaios comprobatórios de fermentação após 10h.
Amostras de 2 mL foram retiradas durante e ao final do processo
fermentativo para posteriores análises.
3.9.1 Determinação do teor de etanol e açúcares residuais
O vinho foi caracterizado quanto ao teor de etanol, metanol, glicerol e
açúcares residuais em cromatográfico líquido, de acordo com a metodologia descrita no item
3.8.5.1.
41
3.9.2 Determinação da eficiência da fermentação alcoólica
Após o processo de fermentação, o material foi centrifugado e
analisado por cromatografia líquida, sendo a eficiência da fermentação calculada através da
equação exposta no item 3.8.5.2.
3.9.3 Determinação da viabilidade celular
A determinação da viabilidade e número de células totais antes e após
a fermentação foi feita segundo a metodologia descrita no item 3.8.5.3.
3.9.4 Balanço de massas nos processos de hidrólise enzimática e fermentação
alcoólica
O balanço de massas da produção de hidrolisado de amido de
mandioca e do processo fermentativo avaliou a produtividade.
Eficiência de hidrólise% = concentração de glicose produzida X 100 eq. (13)
concentração de glicose teórica
3.10 Análise estatística
Os resultados foram submetidos a analise de variância pelo teste F e
quando significativo submetido ao teste de Tukey a 5% de probabilidade para comparar as
médias (BANZATTO; KRONKA, 1995).

42
4. RESULTADOS E DISCUSSÃO
4.1 Caracterização físico-química do amido (matéria-prima)
Conforme a origem botânica ou método de extração, o amido pode
apresentar pequenas variações na proporção de lipídeos, proteínas, fibras e minerais, e muitas
vezes a quantificação destes componentes indica a qualidade do produto. A caracterização
físico-química do amido de mandioca utilizado nos ensaios está apresentada na Tabela 5.
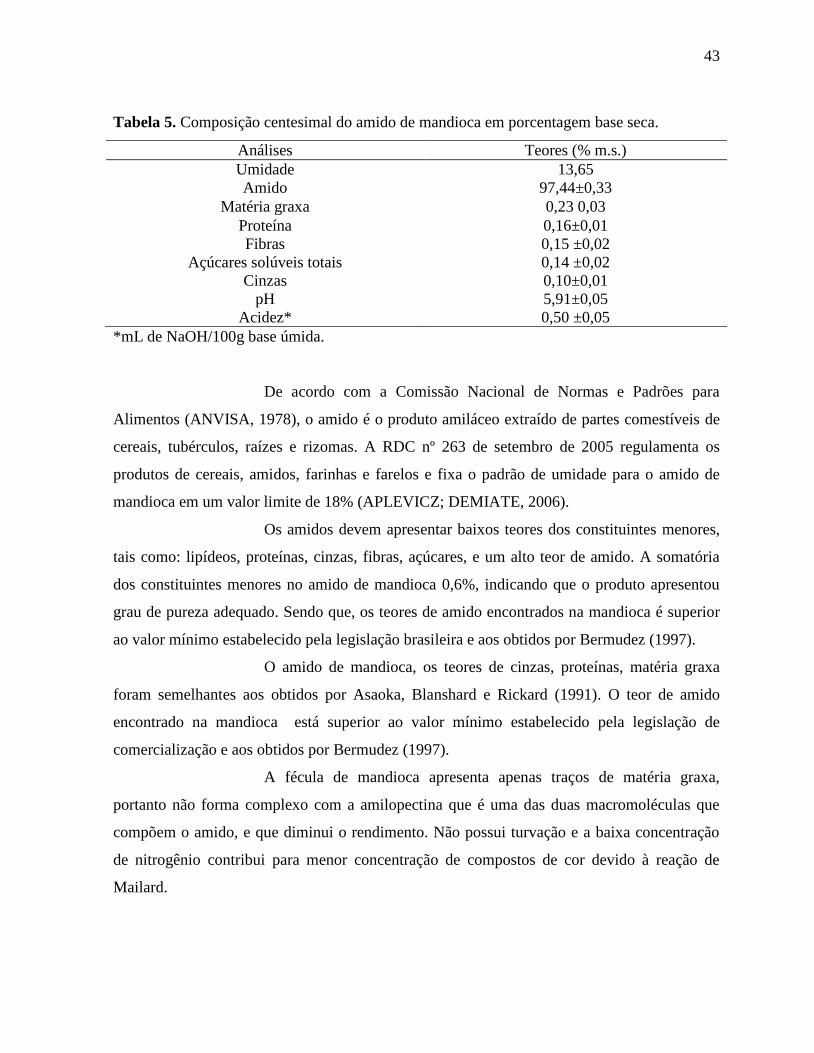
43
Tabela 5. Composição centesimal do amido de mandioca em porcentagem base seca.
*mL de NaOH/100g base úmida.
De acordo com a Comissão Nacional de Normas e Padrões para
Alimentos (ANVISA, 1978), o amido é o produto amiláceo extraído de partes comestíveis de
cereais, tubérculos, raízes e rizomas. A RDC nº 263 de setembro de 2005 regulamenta os
produtos de cereais, amidos, farinhas e farelos e fixa o padrão de umidade para o amido de
mandioca em um valor limite de 18% (APLEVICZ; DEMIATE, 2006).
Os amidos devem apresentar baixos teores dos constituintes menores,
tais como: lipídeos, proteínas, cinzas, fibras, açúcares, e um alto teor de amido. A somatória
dos constituintes menores no amido de mandioca 0,6%, indicando que o produto apresentou
grau de pureza adequado. Sendo que, os teores de amido encontrados na mandioca é superior
ao valor mínimo estabelecido pela legislação brasileira e aos obtidos por Bermudez (1997).
O amido de mandioca, os teores de cinzas, proteínas, matéria graxa
foram semelhantes aos obtidos por Asaoka, Blanshard e Rickard (1991). O teor de amido
encontrado na mandioca está superior ao valor mínimo estabelecido pela legislação de
comercialização e aos obtidos por Bermudez (1997).
A fécula de mandioca apresenta apenas traços de matéria graxa,
portanto não forma complexo com a amilopectina que é uma das duas macromoléculas que
compõem o amido, e que diminui o rendimento. Não possui turvação e a baixa concentração
de nitrogênio contribui para menor concentração de compostos de cor devido à reação de
Mailard.
Análises Teores (% m.s.)
Umidade 13,65
Amido 97,44±0,33
Matéria graxa 0,23 0,03
Proteína 0,16±0,01
Fibras 0,15 ±0,02
Açúcares solúveis totais 0,14 ±0,02
Cinzas 0,10±0,01
pH 5,91±0,05
Acidez* 0,50 ±0,05
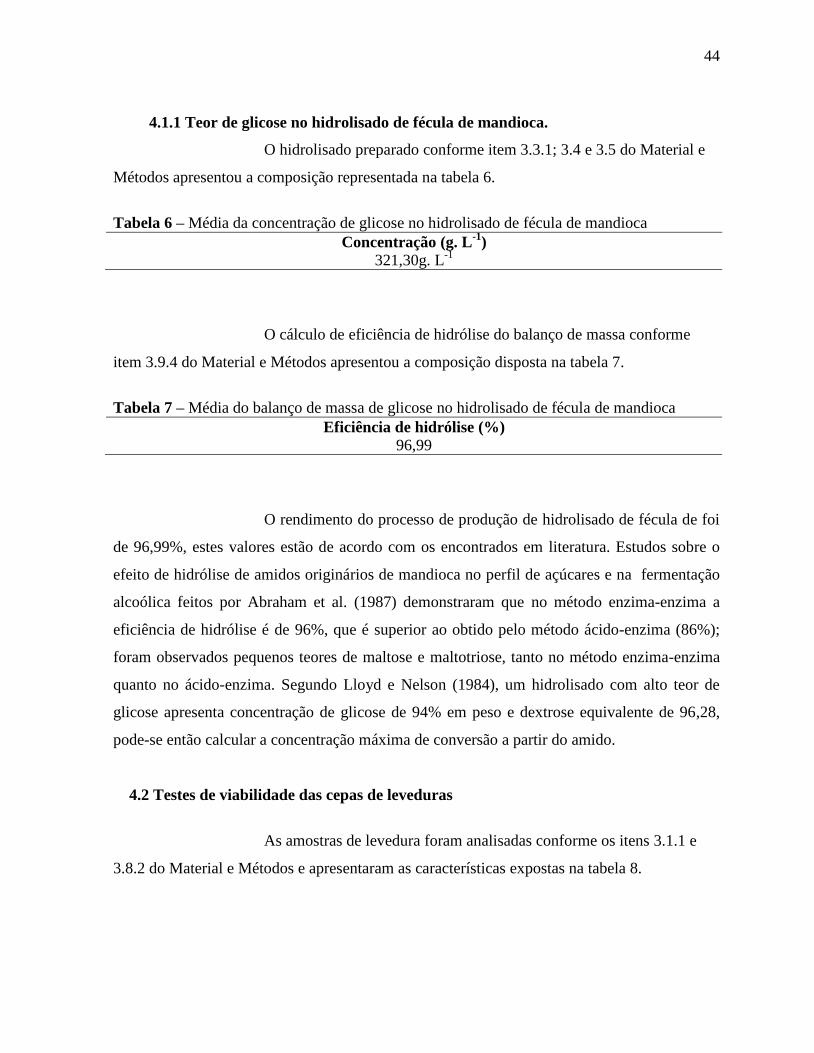
44
4.1.1 Teor de glicose no hidrolisado de fécula de mandioca.
O hidrolisado preparado conforme item 3.3.1; 3.4 e 3.5 do Material e
Métodos apresentou a composição representada na tabela 6.
Tabela 6 – Média da concentração de glicose no hidrolisado de fécula de mandioca
Concentração (g. L-1
)
321,30g. L-1
O cálculo de eficiência de hidrólise do balanço de massa conforme
item 3.9.4 do Material e Métodos apresentou a composição disposta na tabela 7.
Tabela 7 – Média do balanço de massa de glicose no hidrolisado de fécula de mandioca
Eficiência de hidrólise (%)
96,99
O rendimento do processo de produção de hidrolisado de fécula de foi
de 96,99%, estes valores estão de acordo com os encontrados em literatura. Estudos sobre o
efeito de hidrólise de amidos originários de mandioca no perfil de açúcares e na fermentação
alcoólica feitos por Abraham et al. (1987) demonstraram que no método enzima-enzima a
eficiência de hidrólise é de 96%, que é superior ao obtido pelo método ácido-enzima (86%);
foram observados pequenos teores de maltose e maltotriose, tanto no método enzima-enzima
quanto no ácido-enzima. Segundo Lloyd e Nelson (1984), um hidrolisado com alto teor de
glicose apresenta concentração de glicose de 94% em peso e dextrose equivalente de 96,28,
pode-se então calcular a concentração máxima de conversão a partir do amido.
4.2 Testes de viabilidade das cepas de leveduras
As amostras de levedura foram analisadas conforme os itens 3.1.1 e
3.8.2 do Material e Métodos e apresentaram as características expostas na tabela 8.
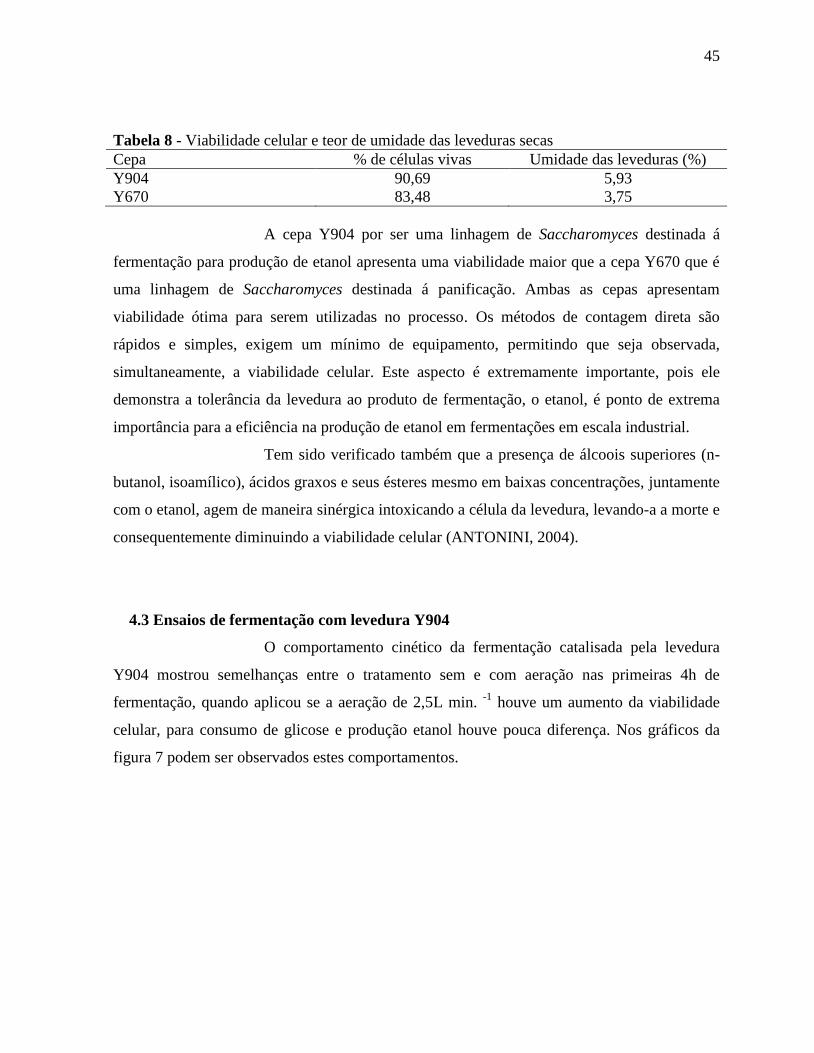
45
Tabela 8 - Viabilidade celular e teor de umidade das leveduras secas
Cepa % de células vivas Umidade das leveduras (%)
Y904 90,69 5,93
Y670 83,48 3,75
A cepa Y904 por ser uma linhagem de Saccharomyces destinada á
fermentação para produção de etanol apresenta uma viabilidade maior que a cepa Y670 que é
uma linhagem de Saccharomyces destinada á panificação. Ambas as cepas apresentam
viabilidade ótima para serem utilizadas no processo. Os métodos de contagem direta são
rápidos e simples, exigem um mínimo de equipamento, permitindo que seja observada,
simultaneamente, a viabilidade celular. Este aspecto é extremamente importante, pois ele
demonstra a tolerância da levedura ao produto de fermentação, o etanol, é ponto de extrema
importância para a eficiência na produção de etanol em fermentações em escala industrial.
Tem sido verificado também que a presença de álcoois superiores (n-
butanol, isoamílico), ácidos graxos e seus ésteres mesmo em baixas concentrações, juntamente
com o etanol, agem de maneira sinérgica intoxicando a célula da levedura, levando-a a morte e
consequentemente diminuindo a viabilidade celular (ANTONINI, 2004).
4.3 Ensaios de fermentação com levedura Y904
O comportamento cinético da fermentação catalisada pela levedura
Y904 mostrou semelhanças entre o tratamento sem e com aeração nas primeiras 4h de
fermentação, quando aplicou se a aeração de 2,5L min. -1
houve um aumento da viabilidade
celular, para consumo de glicose e produção etanol houve pouca diferença. Nos gráficos da
figura 7 podem ser observados estes comportamentos.
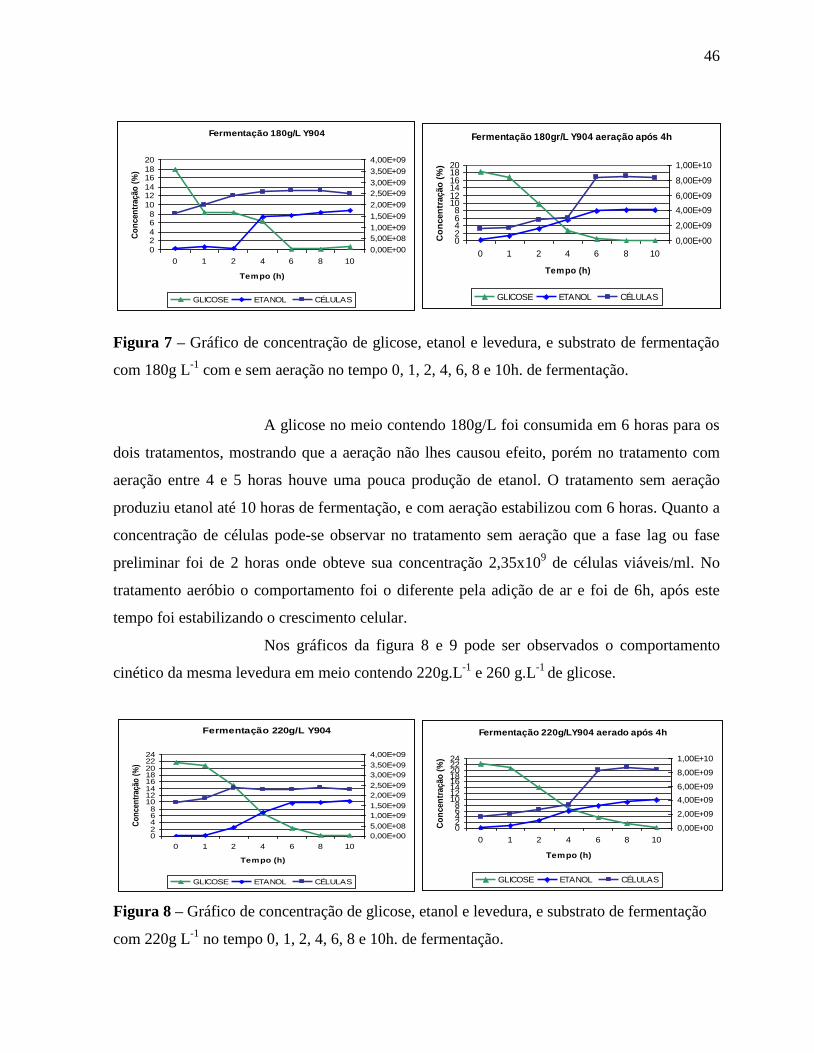
46
Fermentação 180g/L Y904
0
24
68
10
1214
1618
20
0 1 2 4 6 8 10
Tempo (h)
Co
ncen
tração
(%
)
0,00E+00
5,00E+08
1,00E+09
1,50E+09
2,00E+09
2,50E+09
3,00E+09
3,50E+09
4,00E+09
GLICOSE ETANOL CÉLULAS
Fermentação 220g/L Y904
02468
1012141618202224
0 1 2 4 6 8 10
Tempo (h)
Co
nce
ntr
ação
(%
)
0,00E+00
5,00E+08
1,00E+09
1,50E+09
2,00E+09
2,50E+09
3,00E+09
3,50E+09
4,00E+09
GLICOSE ETANOL CÉLULAS
Fermentação 220g/LY904 aerado após 4h
02468
1012141618202224
0 1 2 4 6 8 10
Tempo (h)
Co
ncen
tração
(%
)
0,00E+00
2,00E+09
4,00E+09
6,00E+09
8,00E+09
1,00E+10
GLICOSE ETANOL CÉLULAS
Figura 7 – Gráfico de concentração de glicose, etanol e levedura, e substrato de fermentação
com 180g L-1
com e sem aeração no tempo 0, 1, 2, 4, 6, 8 e 10h. de fermentação.
A glicose no meio contendo 180g/L foi consumida em 6 horas para os
dois tratamentos, mostrando que a aeração não lhes causou efeito, porém no tratamento com
aeração entre 4 e 5 horas houve uma pouca produção de etanol. O tratamento sem aeração
produziu etanol até 10 horas de fermentação, e com aeração estabilizou com 6 horas. Quanto a
concentração de células pode-se observar no tratamento sem aeração que a fase lag ou fase
preliminar foi de 2 horas onde obteve sua concentração 2,35x109 de células viáveis/ml. No
tratamento aeróbio o comportamento foi o diferente pela adição de ar e foi de 6h, após este
tempo foi estabilizando o crescimento celular.
Nos gráficos da figura 8 e 9 pode ser observados o comportamento
cinético da mesma levedura em meio contendo 220g.L-1
e 260 g.L-1
de glicose.
Figura 8 – Gráfico de concentração de glicose, etanol e levedura, e substrato de fermentação
com 220g L-1
no tempo 0, 1, 2, 4, 6, 8 e 10h. de fermentação.
Fermentação 180gr/L Y904 aeração após 4h
02468
101214161820
0 1 2 4 6 8 10
Tempo (h)
Co
ncen
tração
(%
)
0,00E+00
2,00E+09
4,00E+09
6,00E+09
8,00E+09
1,00E+10
GLICOSE ETANOL CÉLULAS
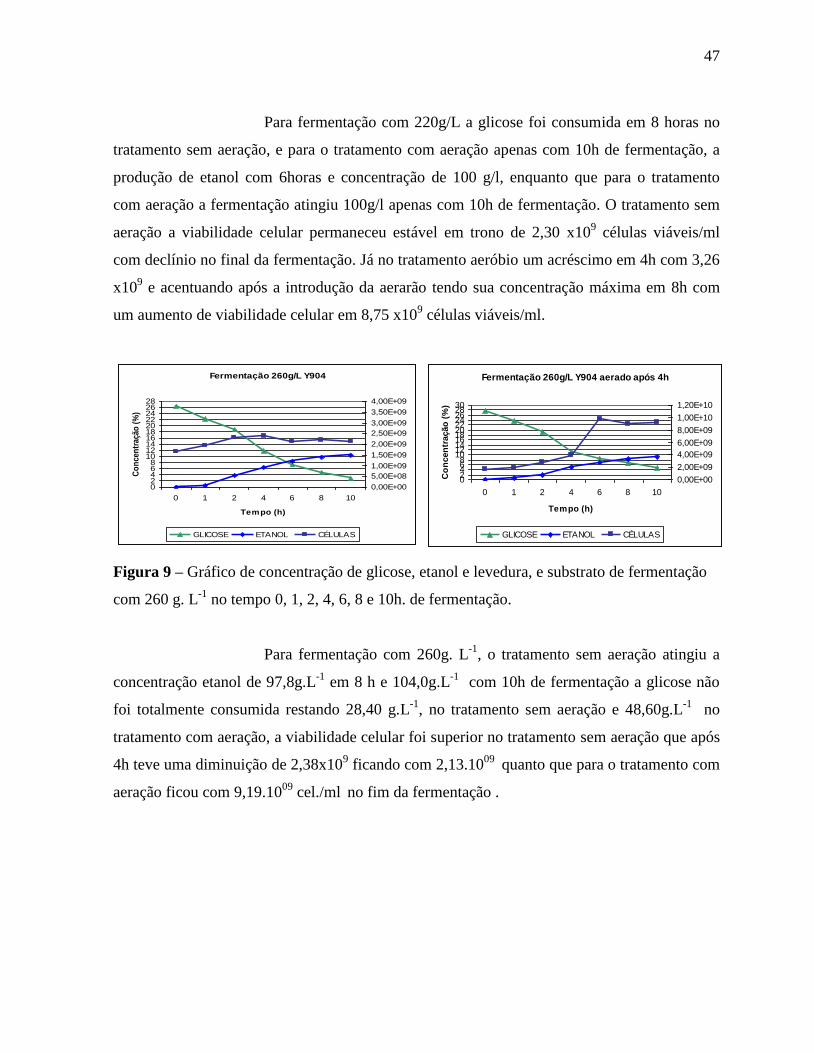
47
Fermentação 260g/L Y904
02468
10121416182022242628
0 1 2 4 6 8 10
Tempo (h)
Co
nce
ntr
ação
(%
)
0,00E+00
5,00E+08
1,00E+09
1,50E+09
2,00E+09
2,50E+09
3,00E+09
3,50E+09
4,00E+09
GLICOSE ETANOL CÉLULAS
Fermentação 260g/L Y904 aerado após 4h
02468
1012141618202224262830
0 1 2 4 6 8 10
Tempo (h)
Co
ncen
tração
(%
)
0,00E+00
2,00E+09
4,00E+09
6,00E+09
8,00E+09
1,00E+10
1,20E+10
GLICOSE ETANOL CÉLULAS
Para fermentação com 220g/L a glicose foi consumida em 8 horas no
tratamento sem aeração, e para o tratamento com aeração apenas com 10h de fermentação, a
produção de etanol com 6horas e concentração de 100 g/l, enquanto que para o tratamento
com aeração a fermentação atingiu 100g/l apenas com 10h de fermentação. O tratamento sem
aeração a viabilidade celular permaneceu estável em trono de 2,30 x109 células viáveis/ml
com declínio no final da fermentação. Já no tratamento aeróbio um acréscimo em 4h com 3,26
x109 e acentuando após a introdução da aerarão tendo sua concentração máxima em 8h com
um aumento de viabilidade celular em 8,75 x109 células viáveis/ml.
Figura 9 – Gráfico de concentração de glicose, etanol e levedura, e substrato de fermentação
com 260 g. L-1
no tempo 0, 1, 2, 4, 6, 8 e 10h. de fermentação.
Para fermentação com 260g. L-1
, o tratamento sem aeração atingiu a
concentração etanol de 97,8g.L-1
em 8 h e 104,0g.L-1
com 10h de fermentação a glicose não
foi totalmente consumida restando 28,40 g.L-1
, no tratamento sem aeração e 48,60g.L-1
no
tratamento com aeração, a viabilidade celular foi superior no tratamento sem aeração que após
4h teve uma diminuição de 2,38x109 ficando com 2,13.10
09 quanto que para o tratamento com
aeração ficou com 9,19.1009
cel./ml no fim da fermentação .
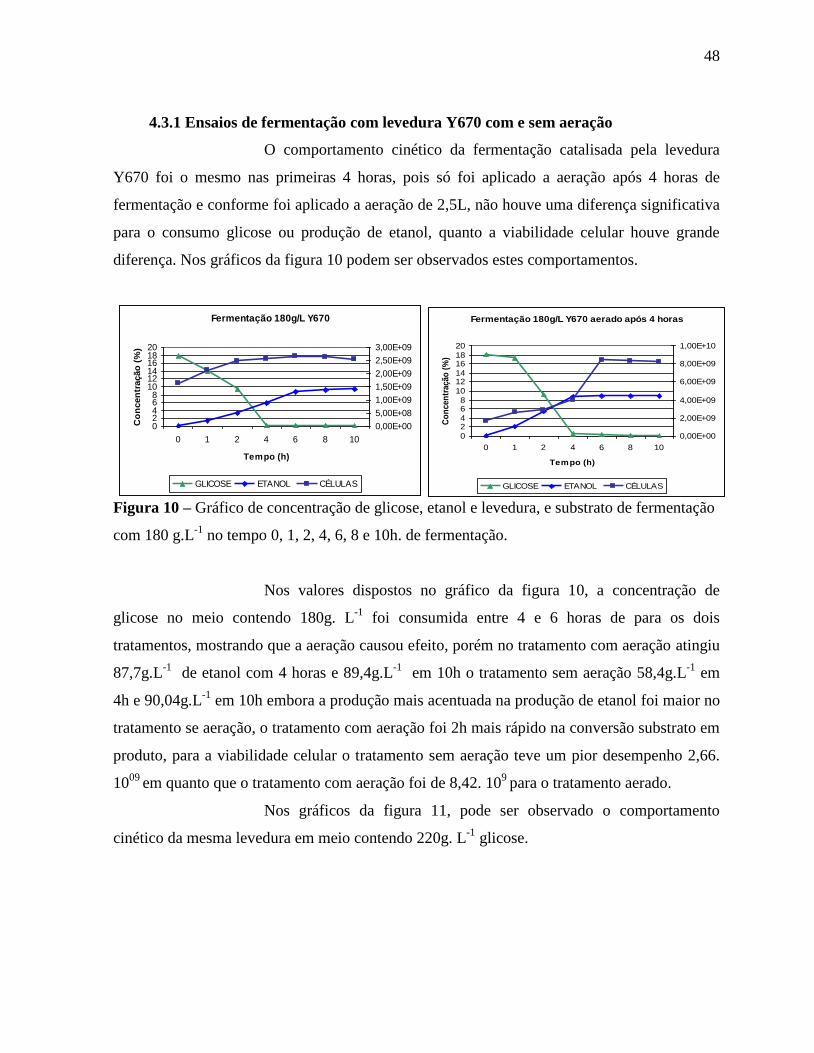
48
Fermentação 180g/L Y670
02468
101214161820
0 1 2 4 6 8 10
Tempo (h)
Co
ncen
tração
(%
)
0,00E+00
5,00E+08
1,00E+09
1,50E+09
2,00E+09
2,50E+09
3,00E+09
GLICOSE ETANOL CÉLULAS
Fermentação 180g/L Y670 aerado após 4 horas
0
24
68
10
1214
1618
20
0 1 2 4 6 8 10
Tempo (h)
Co
ncen
tração
(%
)0,00E+00
2,00E+09
4,00E+09
6,00E+09
8,00E+09
1,00E+10
GLICOSE ETANOL CÉLULAS
4.3.1 Ensaios de fermentação com levedura Y670 com e sem aeração
O comportamento cinético da fermentação catalisada pela levedura
Y670 foi o mesmo nas primeiras 4 horas, pois só foi aplicado a aeração após 4 horas de
fermentação e conforme foi aplicado a aeração de 2,5L, não houve uma diferença significativa
para o consumo glicose ou produção de etanol, quanto a viabilidade celular houve grande
diferença. Nos gráficos da figura 10 podem ser observados estes comportamentos.
Figura 10 – Gráfico de concentração de glicose, etanol e levedura, e substrato de fermentação
com 180 g.L-1
no tempo 0, 1, 2, 4, 6, 8 e 10h. de fermentação.
Nos valores dispostos no gráfico da figura 10, a concentração de
glicose no meio contendo 180g. L-1
foi consumida entre 4 e 6 horas de para os dois
tratamentos, mostrando que a aeração causou efeito, porém no tratamento com aeração atingiu
87,7g.L-1
de etanol com 4 horas e 89,4g.L-1
em 10h o tratamento sem aeração 58,4g.L-1
em
4h e 90,04g.L-1
em 10h embora a produção mais acentuada na produção de etanol foi maior no
tratamento se aeração, o tratamento com aeração foi 2h mais rápido na conversão substrato em
produto, para a viabilidade celular o tratamento sem aeração teve um pior desempenho 2,66.
1009
em quanto que o tratamento com aeração foi de 8,42. 109
para o tratamento aerado.
Nos gráficos da figura 11, pode ser observado o comportamento
cinético da mesma levedura em meio contendo 220g. L-1
glicose.
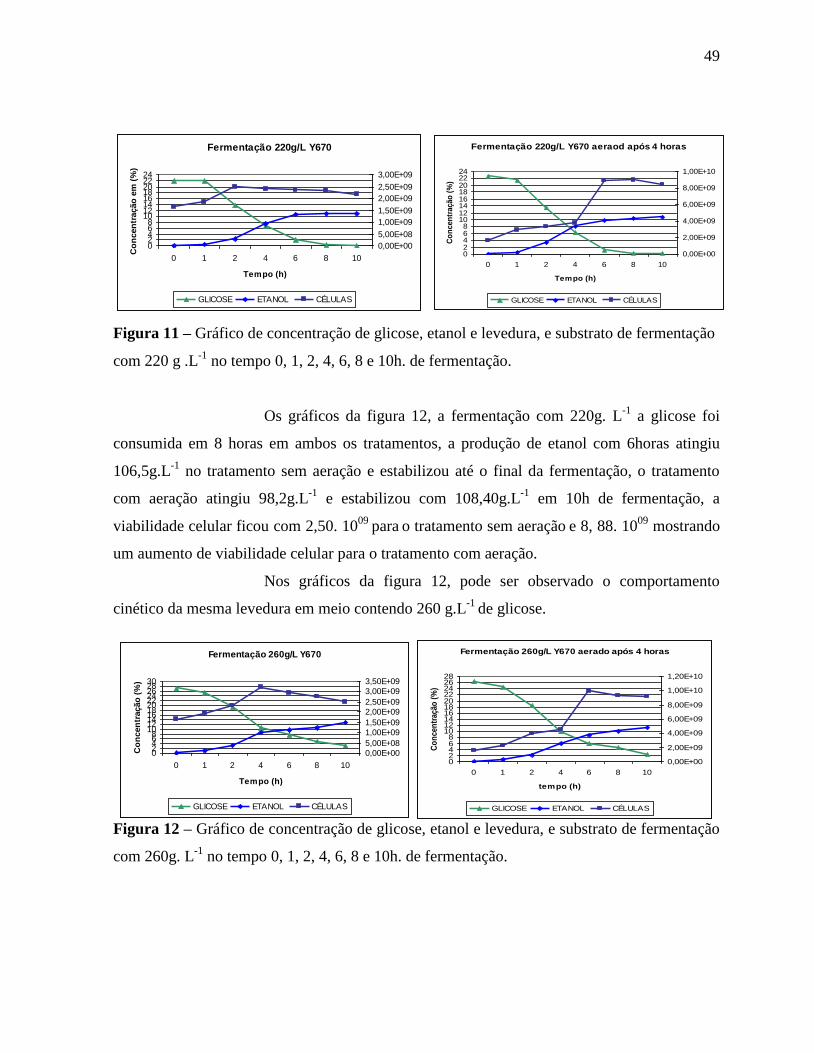
49
Fermentação 220g/L Y670
02468
1012141618202224
0 1 2 4 6 8 10
Tempo (h)
Co
ncen
tração
em
(%
)
0,00E+00
5,00E+08
1,00E+09
1,50E+09
2,00E+09
2,50E+09
3,00E+09
GLICOSE ETANOL CÉLULAS
Fermentação 220g/L Y670 aeraod após 4 horas
02468
1012141618202224
0 1 2 4 6 8 10
Tempo (h)
Co
ncen
tração
(%
)
0,00E+00
2,00E+09
4,00E+09
6,00E+09
8,00E+09
1,00E+10
GLICOSE ETANOL CÉLULAS
Figura 11 – Gráfico de concentração de glicose, etanol e levedura, e substrato de fermentação
com 220 g .L-1
no tempo 0, 1, 2, 4, 6, 8 e 10h. de fermentação.
Os gráficos da figura 12, a fermentação com 220g. L-1
a glicose foi
consumida em 8 horas em ambos os tratamentos, a produção de etanol com 6horas atingiu
106,5g.L-1
no tratamento sem aeração e estabilizou até o final da fermentação, o tratamento
com aeração atingiu 98,2g.L-1
e estabilizou com 108,40g.L-1
em 10h de fermentação, a
viabilidade celular ficou com 2,50. 1009
para o tratamento sem aeração
e 8, 88. 10
09 mostrando
um aumento de viabilidade celular para o tratamento com aeração.
Nos gráficos da figura 12, pode ser observado o comportamento
cinético da mesma levedura em meio contendo 260 g.L-1
de glicose.
Figura 12 – Gráfico de concentração de glicose, etanol e levedura, e substrato de fermentação
com 260g. L-1
no tempo 0, 1, 2, 4, 6, 8 e 10h. de fermentação.
Fermentação 260g/L Y670
02468
1012141618202224262830
0 1 2 4 6 8 10
Tempo (h)
Co
ncen
tração
(%
)
0,00E+00
5,00E+08
1,00E+09
1,50E+09
2,00E+09
2,50E+09
3,00E+09
3,50E+09
GLICOSE ETANOL CÉLULAS
Fermentação 260g/L Y670 aerado após 4 horas
02468
10121416182022242628
0 1 2 4 6 8 10
tempo (h)
Co
nce
ntr
ação
(%
)
0,00E+00
2,00E+09
4,00E+09
6,00E+09
8,00E+09
1,00E+10
1,20E+10
GLICOSE ETANOL CÉLULAS
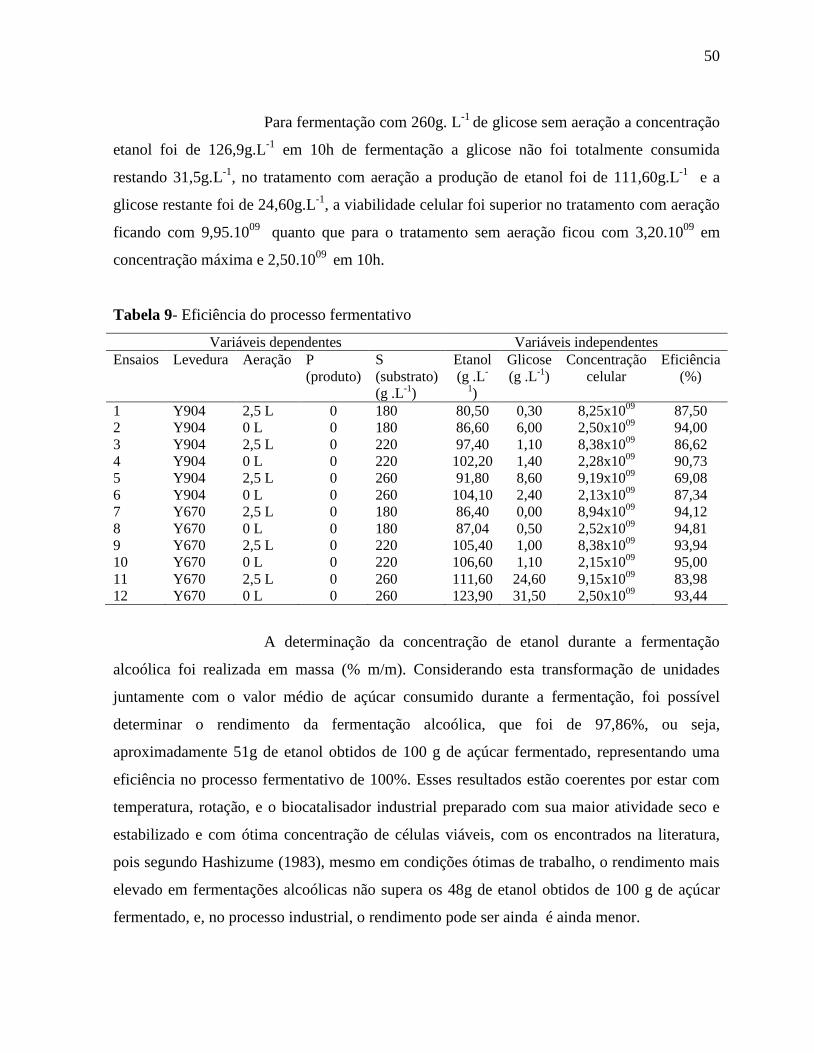
50
Para fermentação com 260g. L-1
de glicose sem aeração a concentração
etanol foi de 126,9g.L-1
em 10h de fermentação a glicose não foi totalmente consumida
restando 31,5g.L-1
, no tratamento com aeração a produção de etanol foi de 111,60g.L-1
e a
glicose restante foi de 24,60g.L-1
, a viabilidade celular foi superior no tratamento com aeração
ficando com 9,95.1009
quanto que para o tratamento sem aeração ficou com 3,20.1009
em
concentração máxima e 2,50.1009
em 10h.
Tabela 9- Eficiência do processo fermentativo
Variáveis dependentes Variáveis independentes
Ensaios Levedura Aeração P
(produto)
S
(substrato)
(g .L-1
)
Etanol
(g .L-
1)
Glicose
(g .L-1
)
Concentração
celular
Eficiência
(%)
1 Y904 2,5 L 0 180 80,50 0,30 8,25x1009
87,50
2 Y904 0 L 0 180 86,60 6,00 2,50x1009
94,00
3 Y904 2,5 L 0 220 97,40 1,10 8,38x1009
86,62
4 Y904 0 L 0 220 102,20 1,40 2,28x1009
90,73
5 Y904 2,5 L 0 260 91,80 8,60 9,19x1009
69,08
6 Y904 0 L 0 260 104,10 2,40 2,13x1009
87,34
7 Y670 2,5 L 0 180 86,40 0,00 8,94x1009
94,12
8 Y670 0 L 0 180 87,04 0,50 2,52x1009
94,81
9 Y670 2,5 L 0 220 105,40 1,00 8,38x1009
93,94
10 Y670 0 L 0 220 106,60 1,10 2,15x1009
95,00
11 Y670 2,5 L 0 260 111,60 24,60 9,15x1009
83,98
12 Y670 0 L 0 260 123,90 31,50 2,50x1009
93,44
A determinação da concentração de etanol durante a fermentação
alcoólica foi realizada em massa (% m/m). Considerando esta transformação de unidades
juntamente com o valor médio de açúcar consumido durante a fermentação, foi possível
determinar o rendimento da fermentação alcoólica, que foi de 97,86%, ou seja,
aproximadamente 51g de etanol obtidos de 100 g de açúcar fermentado, representando uma
eficiência no processo fermentativo de 100%. Esses resultados estão coerentes por estar com
temperatura, rotação, e o biocatalisador industrial preparado com sua maior atividade seco e
estabilizado e com ótima concentração de células viáveis, com os encontrados na literatura,
pois segundo Hashizume (1983), mesmo em condições ótimas de trabalho, o rendimento mais
elevado em fermentações alcoólicas não supera os 48g de etanol obtidos de 100 g de açúcar
fermentado, e, no processo industrial, o rendimento pode ser ainda é ainda menor.
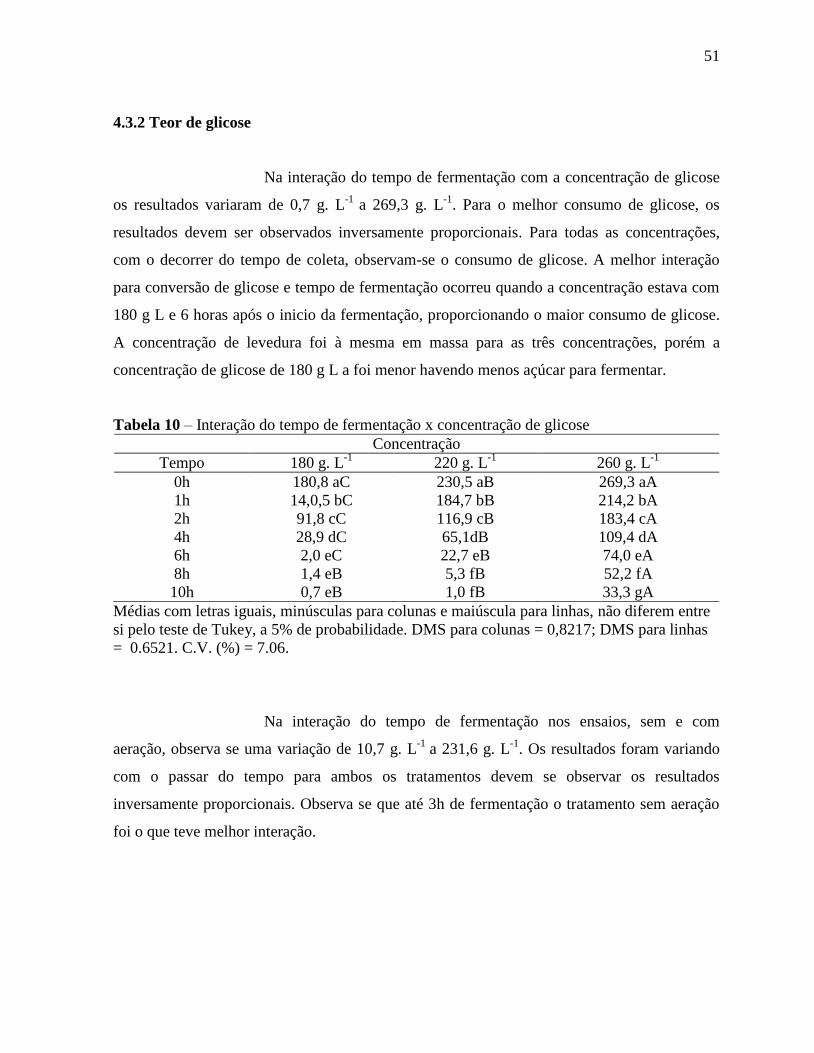
51
4.3.2 Teor de glicose
Na interação do tempo de fermentação com a concentração de glicose
os resultados variaram de 0,7 g. L-1
a 269,3 g. L-1
. Para o melhor consumo de glicose, os
resultados devem ser observados inversamente proporcionais. Para todas as concentrações,
com o decorrer do tempo de coleta, observam-se o consumo de glicose. A melhor interação
para conversão de glicose e tempo de fermentação ocorreu quando a concentração estava com
180 g L e 6 horas após o inicio da fermentação, proporcionando o maior consumo de glicose.
A concentração de levedura foi à mesma em massa para as três concentrações, porém a
concentração de glicose de 180 g L a foi menor havendo menos açúcar para fermentar.
Tabela 10 – Interação do tempo de fermentação x concentração de glicose
Concentração
Tempo 180 g. L-1
220 g. L-1
260 g. L-1
0h 180,8 aC 230,5 aB 269,3 aA
1h 14,0,5 bC 184,7 bB 214,2 bA
2h 91,8 cC 116,9 cB 183,4 cA
4h 28,9 dC 65,1dB 109,4 dA
6h 2,0 eC 22,7 eB 74,0 eA
8h 1,4 eB 5,3 fB 52,2 fA
10h 0,7 eB 1,0 fB 33,3 gA
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,8217; DMS para linhas
= 0.6521. C.V. (%) = 7.06.
Na interação do tempo de fermentação nos ensaios, sem e com
aeração, observa se uma variação de 10,7 g. L-1
a 231,6 g. L-1
. Os resultados foram variando
com o passar do tempo para ambos os tratamentos devem se observar os resultados
inversamente proporcionais. Observa se que até 3h de fermentação o tratamento sem aeração
foi o que teve melhor interação.
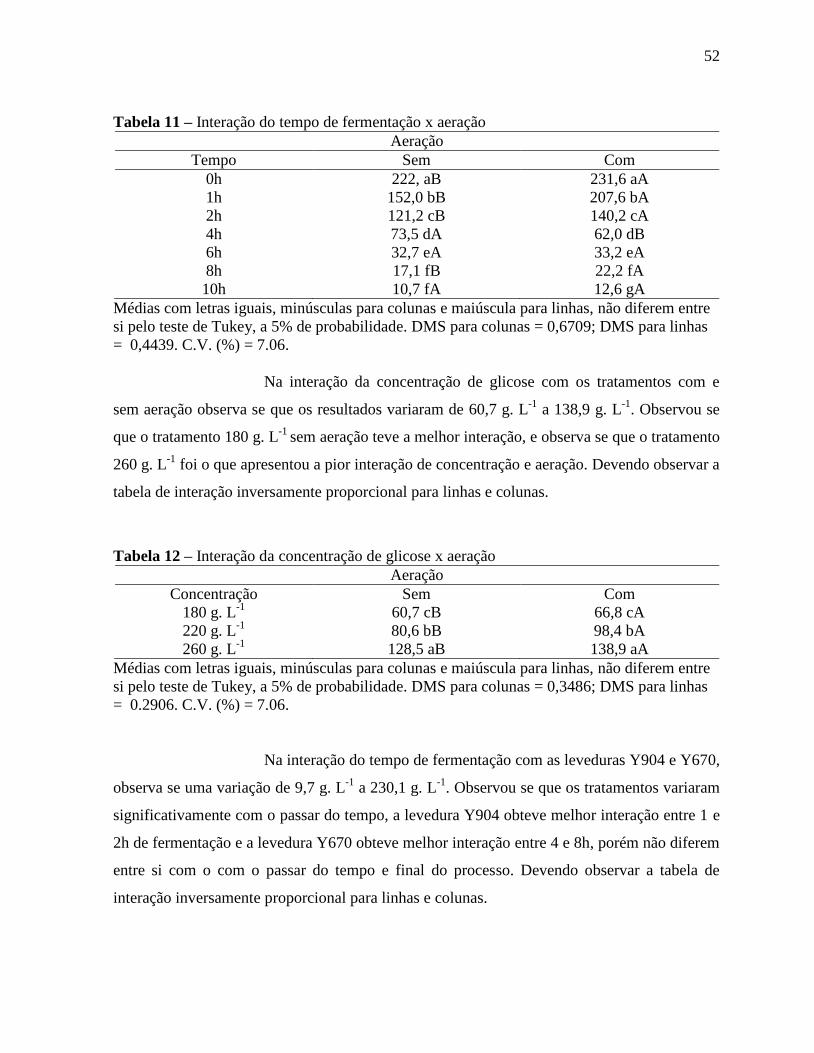
52
Tabela 11 – Interação do tempo de fermentação x aeração
Aeração
Tempo Sem Com
0h 222, aB 231,6 aA
1h 152,0 bB 207,6 bA
2h 121,2 cB 140,2 cA
4h 73,5 dA 62,0 dB
6h 32,7 eA 33,2 eA
8h 17,1 fB 22,2 fA
10h 10,7 fA 12,6 gA
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,6709; DMS para linhas
= 0,4439. C.V. (%) = 7.06.
Na interação da concentração de glicose com os tratamentos com e
sem aeração observa se que os resultados variaram de 60,7 g. L-1
a 138,9 g. L-1
. Observou se
que o tratamento 180 g. L-1
sem aeração teve a melhor interação, e observa se que o tratamento
260 g. L-1
foi o que apresentou a pior interação de concentração e aeração. Devendo observar a
tabela de interação inversamente proporcional para linhas e colunas.
Tabela 12 – Interação da concentração de glicose x aeração
Aeração
Concentração Sem Com
180 g. L-1
60,7 cB 66,8 cA
220 g. L-1
80,6 bB 98,4 bA
260 g. L-1
128,5 aB 138,9 aA
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,3486; DMS para linhas
= 0.2906. C.V. (%) = 7.06.
Na interação do tempo de fermentação com as leveduras Y904 e Y670,
observa se uma variação de 9,7 g. L-1
a 230,1 g. L-1
. Observou se que os tratamentos variaram
significativamente com o passar do tempo, a levedura Y904 obteve melhor interação entre 1 e
2h de fermentação e a levedura Y670 obteve melhor interação entre 4 e 8h, porém não diferem
entre si com o com o passar do tempo e final do processo. Devendo observar a tabela de
interação inversamente proporcional para linhas e colunas.
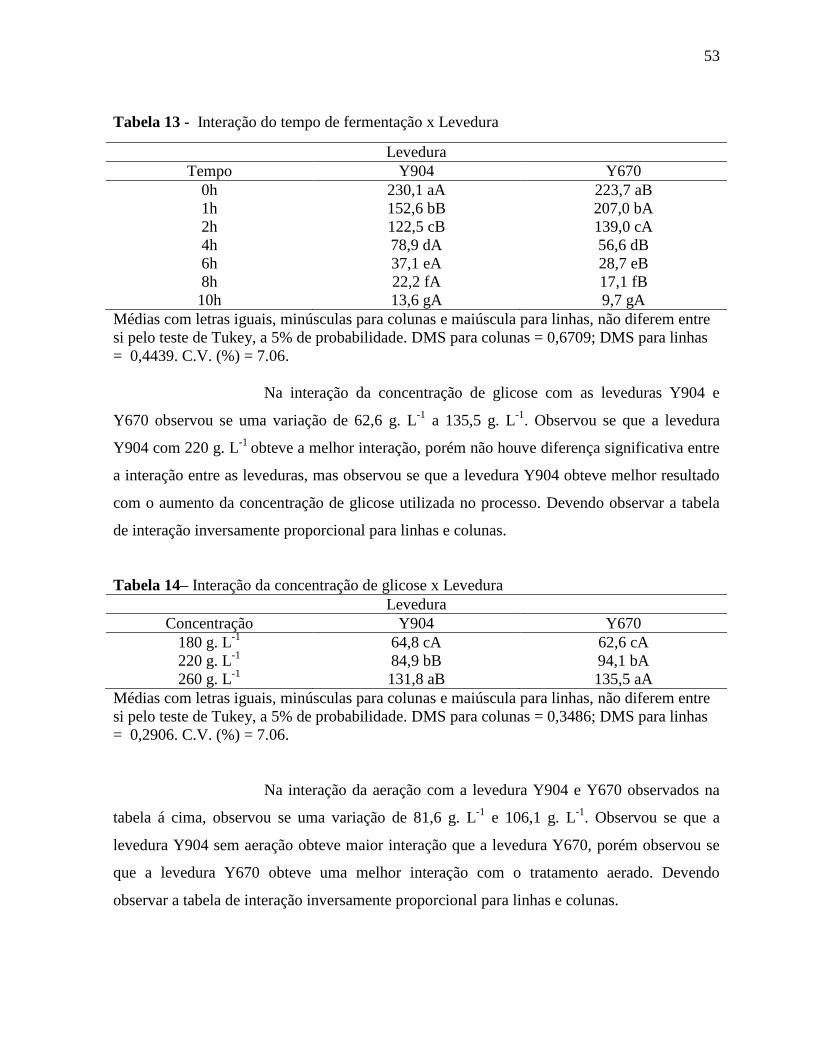
53
Tabela 13 - Interação do tempo de fermentação x Levedura
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,6709; DMS para linhas
= 0,4439. C.V. (%) = 7.06.
Na interação da concentração de glicose com as leveduras Y904 e
Y670 observou se uma variação de 62,6 g. L-1
a 135,5 g. L-1
. Observou se que a levedura
Y904 com 220 g. L-1
obteve a melhor interação, porém não houve diferença significativa entre
a interação entre as leveduras, mas observou se que a levedura Y904 obteve melhor resultado
com o aumento da concentração de glicose utilizada no processo. Devendo observar a tabela
de interação inversamente proporcional para linhas e colunas.
Tabela 14– Interação da concentração de glicose x Levedura
Levedura
Concentração Y904 Y670
180 g. L-1
64,8 cA 62,6 cA
220 g. L-1
84,9 bB 94,1 bA
260 g. L-1
131,8 aB 135,5 aA
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,3486; DMS para linhas
= 0,2906. C.V. (%) = 7.06.
Na interação da aeração com a levedura Y904 e Y670 observados na
tabela á cima, observou se uma variação de 81,6 g. L-1
e 106,1 g. L-1
. Observou se que a
levedura Y904 sem aeração obteve maior interação que a levedura Y670, porém observou se
que a levedura Y670 obteve uma melhor interação com o tratamento aerado. Devendo
observar a tabela de interação inversamente proporcional para linhas e colunas.
Levedura
Tempo Y904 Y670
0h 230,1 aA 223,7 aB
1h 152,6 bB 207,0 bA
2h 122,5 cB 139,0 cA
4h 78,9 dA 56,6 dB
6h 37,1 eA 28,7 eB
8h 22,2 fA 17,1 fB
10h 13,6 gA 9,7 gA
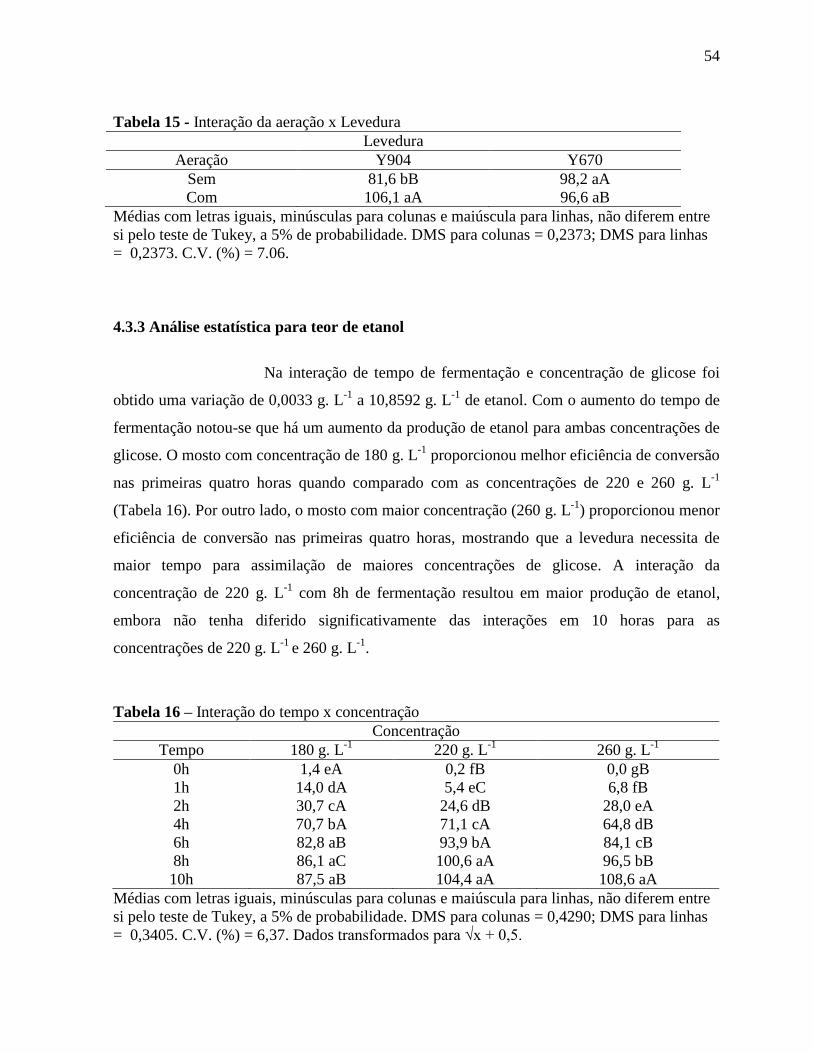
54
Tabela 15 - Interação da aeração x Levedura
Levedura
Aeração Y904 Y670
Sem 81,6 bB 98,2 aA
Com 106,1 aA 96,6 aB
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,2373; DMS para linhas
= 0,2373. C.V. (%) = 7.06.
4.3.3 Análise estatística para teor de etanol
Na interação de tempo de fermentação e concentração de glicose foi
obtido uma variação de 0,0033 g. L-1
a 10,8592 g. L-1
de etanol. Com o aumento do tempo de
fermentação notou-se que há um aumento da produção de etanol para ambas concentrações de
glicose. O mosto com concentração de 180 g. L-1
proporcionou melhor eficiência de conversão
nas primeiras quatro horas quando comparado com as concentrações de 220 e 260 g. L-1
(Tabela 16). Por outro lado, o mosto com maior concentração (260 g. L-1
) proporcionou menor
eficiência de conversão nas primeiras quatro horas, mostrando que a levedura necessita de
maior tempo para assimilação de maiores concentrações de glicose. A interação da
concentração de 220 g. L-1
com 8h de fermentação resultou em maior produção de etanol,
embora não tenha diferido significativamente das interações em 10 horas para as
concentrações de 220 g. L-1
e 260 g. L-1
.
Tabela 16 – Interação do tempo x concentração
Concentração
Tempo 180 g. L-1
220 g. L-1
260 g. L-1
0h 1,4 eA 0,2 fB 0,0 gB
1h 14,0 dA 5,4 eC 6,8 fB
2h 30,7 cA 24,6 dB 28,0 eA
4h 70,7 bA 71,1 cA 64,8 dB
6h 82,8 aB 93,9 bA 84,1 cB
8h 86,1 aC 100,6 aA 96,5 bB
10h 87,5 aB 104,4 aA 108,6 aA
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,4290; DMS para linhas
= 0,3405. C.V. (%) = 6,37. Dados transformados para √x + 0,5.
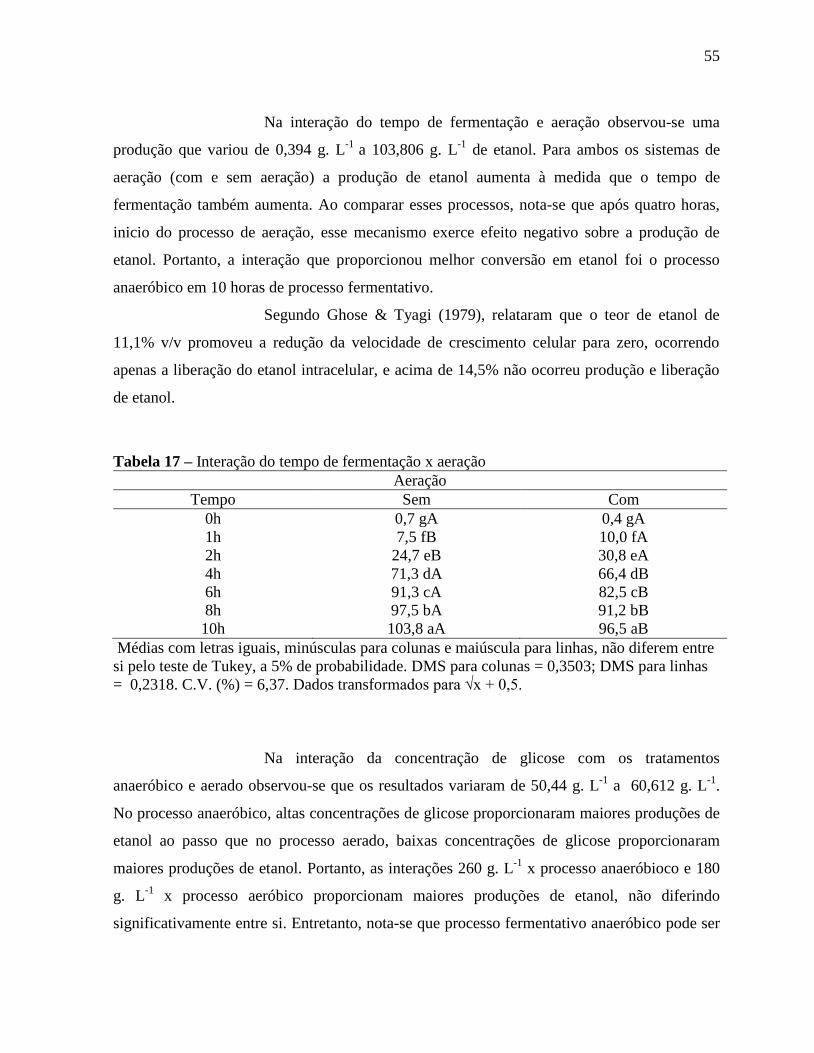
55
Na interação do tempo de fermentação e aeração observou-se uma
produção que variou de 0,394 g. L-1
a 103,806 g. L-1
de etanol. Para ambos os sistemas de
aeração (com e sem aeração) a produção de etanol aumenta à medida que o tempo de
fermentação também aumenta. Ao comparar esses processos, nota-se que após quatro horas,
inicio do processo de aeração, esse mecanismo exerce efeito negativo sobre a produção de
etanol. Portanto, a interação que proporcionou melhor conversão em etanol foi o processo
anaeróbico em 10 horas de processo fermentativo.
Segundo Ghose & Tyagi (1979), relataram que o teor de etanol de
11,1% v/v promoveu a redução da velocidade de crescimento celular para zero, ocorrendo
apenas a liberação do etanol intracelular, e acima de 14,5% não ocorreu produção e liberação
de etanol.
Tabela 17 – Interação do tempo de fermentação x aeração
Aeração
Tempo Sem Com
0h 0,7 gA 0,4 gA
1h 7,5 fB 10,0 fA
2h 24,7 eB 30,8 eA
4h 71,3 dA 66,4 dB
6h 91,3 cA 82,5 cB
8h 97,5 bA 91,2 bB
10h 103,8 aA 96,5 aB
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,3503; DMS para linhas
= 0,2318. C.V. (%) = 6,37. Dados transformados para √x + 0,5.
Na interação da concentração de glicose com os tratamentos
anaeróbico e aerado observou-se que os resultados variaram de 50,44 g. L-1
a 60,612 g. L-1
.
No processo anaeróbico, altas concentrações de glicose proporcionaram maiores produções de
etanol ao passo que no processo aerado, baixas concentrações de glicose proporcionaram
maiores produções de etanol. Portanto, as interações 260 g. L-1
x processo anaeróbioco e 180
g. L-1
x processo aeróbico proporcionam maiores produções de etanol, não diferindo
significativamente entre si. Entretanto, nota-se que processo fermentativo anaeróbico pode ser
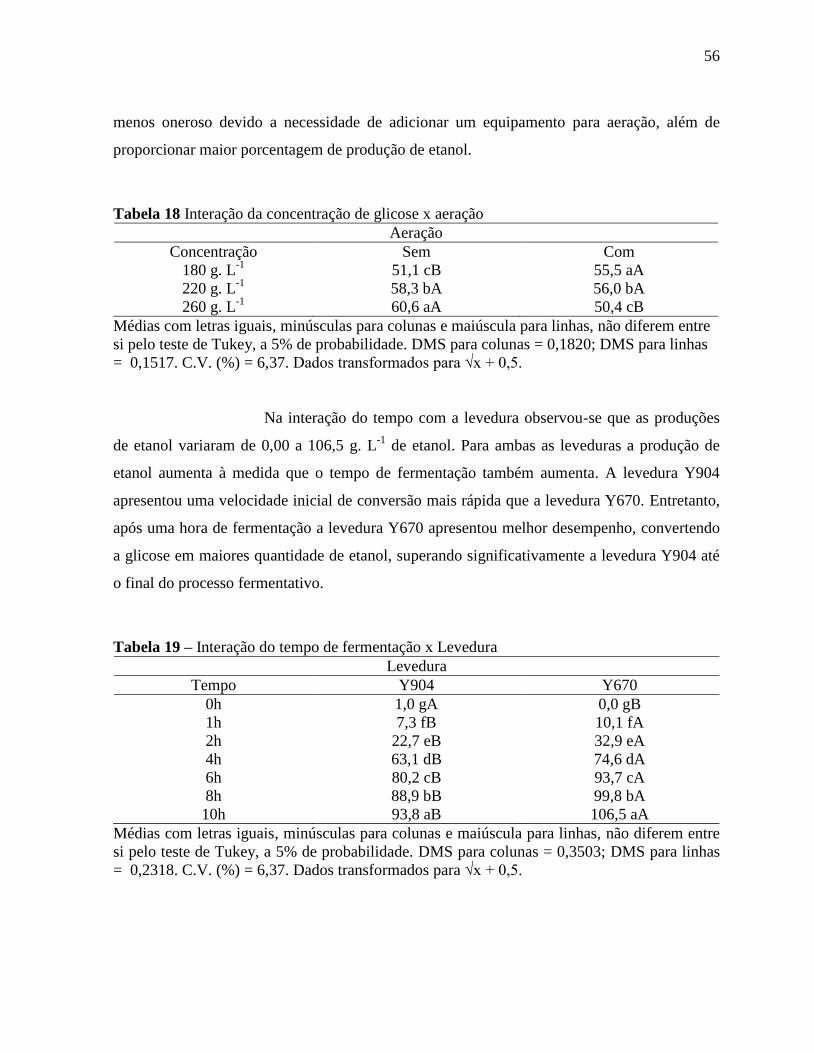
56
menos oneroso devido a necessidade de adicionar um equipamento para aeração, além de
proporcionar maior porcentagem de produção de etanol.
Tabela 18 Interação da concentração de glicose x aeração
Aeração
Concentração Sem Com
180 g. L-1
51,1 cB 55,5 aA
220 g. L-1
58,3 bA 56,0 bA
260 g. L-1
60,6 aA 50,4 cB
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,1820; DMS para linhas
= 0,1517. C.V. (%) = 6,37. Dados transformados para √x + 0,5.
Na interação do tempo com a levedura observou-se que as produções
de etanol variaram de 0,00 a 106,5 g. L-1
de etanol. Para ambas as leveduras a produção de
etanol aumenta à medida que o tempo de fermentação também aumenta. A levedura Y904
apresentou uma velocidade inicial de conversão mais rápida que a levedura Y670. Entretanto,
após uma hora de fermentação a levedura Y670 apresentou melhor desempenho, convertendo
a glicose em maiores quantidade de etanol, superando significativamente a levedura Y904 até
o final do processo fermentativo.
Tabela 19 – Interação do tempo de fermentação x Levedura
Levedura
Tempo Y904 Y670
0h 1,0 gA 0,0 gB
1h 7,3 fB 10,1 fA
2h 22,7 eB 32,9 eA
4h 63,1 dB 74,6 dA
6h 80,2 cB 93,7 cA
8h 88,9 bB 99,8 bA
10h 93,8 aB 106,5 aA
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,3503; DMS para linhas
= 0,2318. C.V. (%) = 6,37. Dados transformados para √x + 0,5.
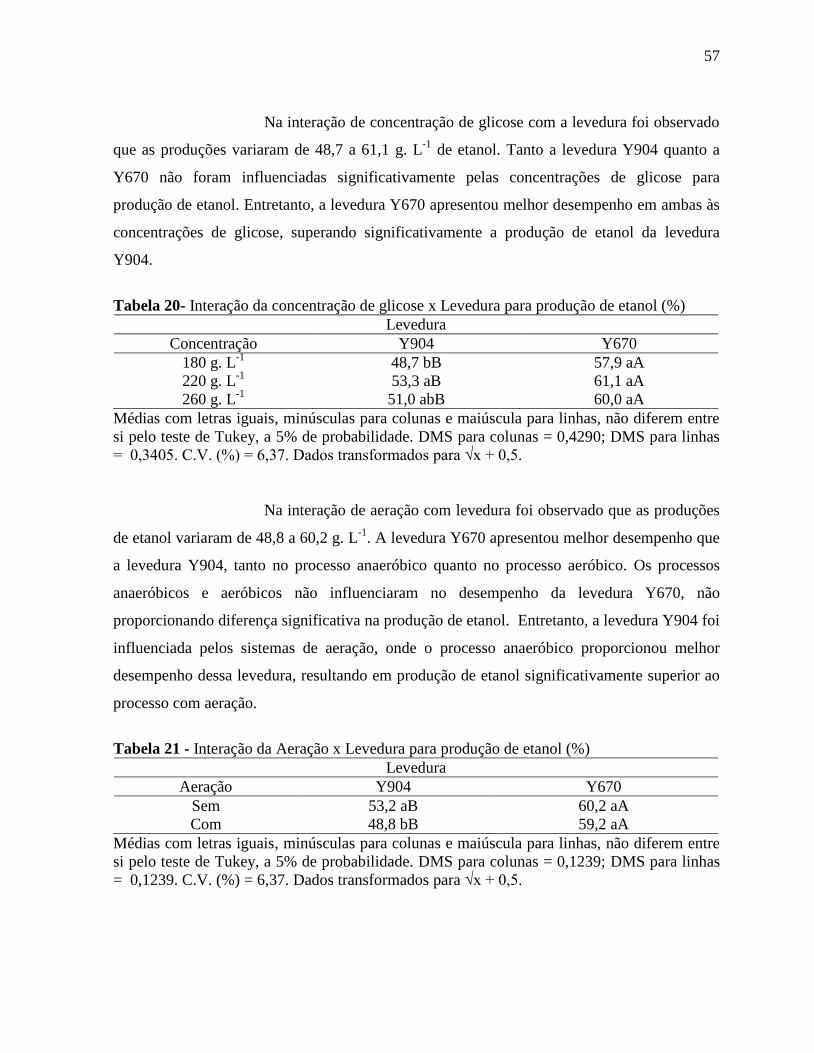
57
Na interação de concentração de glicose com a levedura foi observado
que as produções variaram de 48,7 a 61,1 g. L-1
de etanol. Tanto a levedura Y904 quanto a
Y670 não foram influenciadas significativamente pelas concentrações de glicose para
produção de etanol. Entretanto, a levedura Y670 apresentou melhor desempenho em ambas às
concentrações de glicose, superando significativamente a produção de etanol da levedura
Y904.
Tabela 20- Interação da concentração de glicose x Levedura para produção de etanol (%)
Levedura
Concentração Y904 Y670
180 g. L-1
48,7 bB 57,9 aA
220 g. L-1
53,3 aB 61,1 aA
260 g. L-1
51,0 abB 60,0 aA
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,4290; DMS para linhas
= 0,3405. C.V. (%) = 6,37. Dados transformados para √x + 0,5.
Na interação de aeração com levedura foi observado que as produções
de etanol variaram de 48,8 a 60,2 g. L-1
. A levedura Y670 apresentou melhor desempenho que
a levedura Y904, tanto no processo anaeróbico quanto no processo aeróbico. Os processos
anaeróbicos e aeróbicos não influenciaram no desempenho da levedura Y670, não
proporcionando diferença significativa na produção de etanol. Entretanto, a levedura Y904 foi
influenciada pelos sistemas de aeração, onde o processo anaeróbico proporcionou melhor
desempenho dessa levedura, resultando em produção de etanol significativamente superior ao
processo com aeração.
Tabela 21 - Interação da Aeração x Levedura para produção de etanol (%)
Levedura
Aeração Y904 Y670
Sem 53,2 aB 60,2 aA
Com 48,8 bB 59,2 aA
Médias com letras iguais, minúsculas para colunas e maiúscula para linhas, não diferem entre
si pelo teste de Tukey, a 5% de probabilidade. DMS para colunas = 0,1239; DMS para linhas
= 0,1239. C.V. (%) = 6,37. Dados transformados para √x + 0,5.
58
5. CONCLUSÃO
Conclui-se que o processo de aeração (com apenas 1h) atua
positivamente para produção de novas células, com uma pequena interferência na produção de
etanol, podendo aumentar a produção de células em uma possível concorrência bacteriana.
A concentração de 220 g L de glicose, em 8h de fermentação, em
processo sem adição de ar, com atuação da levedura Y670 proporcionam maior produção de
etanol.
A levedura Y904 classificada como industrial obteve um melhor
desempenho nas duas primeiras horas, já a levedura Y670 classificado como de panificação
foi melhor no tempo de três á dez horas.
59
6 REFERÊNCIAS
AMERICAN ASSOCIATION OF CEREAL CHEMISTS. Approved methods of the
AACC. 10th ed. St. Paul: American Association of Cereal Chemists, 2000. 601p.
ASSOCIAÇÃO BRASILEIRA DOS PRODUTORES DE AMIDO DE MANDIOCA. China
proíbe etanol de milho e investe em mandioca. Disponível em: <
http://www.abam.com.br/not.php?id=277 >. Acesso em: 05/08/2007.
Associação Brasileira dos Produtores de Amido de Mandioca. Mandioca, Disponível em:
<http://www.abam.com.br/not.php?id=344. Acesso em: 20/06/2010.
AGRIANUAL. Mandioca, produção brasileira. Anuário da Agricultura Brasileira, São Paulo,
p. 374, 2008
ABRAHM, T. E.; KRISHNASWAMY, C.; RAMAKRISHNA, S. V. Effesct of hydrolysis
conditions of cassava on the oligosaccharide profile and alcohol fermentation. Starch/Starke,
Weinheim, v. 39, p. 237-240, 1987.
ALCARDE, A. R.; HORII, J.; NOBREI, T. P. Viabilidade celular de Saccharomyces
cerevisiae cultivada em associação com bactérias contaminantes da fermentação alcoólica.
Ciência e Tecnologia dos Alimentos, Campinas, v. 27, n. 1, p. 20-25, jan./mar. 2007.
60
ALFENORE, G. S. et al. Aeration strategy: a need for very high ethanol performance in
Saccharomyces cerevisiae fed-batch process. Applied Microbiology And Biotechnology,
Berlin, v.63, p 537-542, 2004.
ALMEIDA, J. R. Curso sobre fermentação alcóolica. Piracicaba: ESALQ, Instituto
Zootécnico, v. 2, p. 254-260, 1960.
ALVES, D. M. G. Fatores que afetam a formação de ácidos orgânicos, bem como outros
parâmetros da fermentação alcoólica. 1994. 251 f. Dissertação (Mestrado em Fisiologia e
Bioquímica de Plantas) – Escola Superior de Agricultura "Luiz de Queiroz", Universidade de
São Paulo, Piracicaba, 1994.
AMORIM, H. V. Introdução à bioquímica da fermentação alcoólica. Araras: Planalsucar,
1997. 95 p.
ANTONINI, S. R. C. Métodos de análises e monitoramento microbiológico em
laboratório de destilaria. São Carlos: Departamento Tecnologia Agroindustrial e Sócio-
Econômica Rural, Centro de Ciências Agrárias, Universidade Federal de São Carlos, 2004.
33 p.
ANGELIS, D. F. Agentes físicos, químicos e microbiológicos que afetam a fermentação
etanólica. In: MUTTON, M. J. R.; MUTTON, M. A. Aguardente de cana: produção e
qualidade. Jaboticabal: Funep, 1992. cap. 5, p. 49-65.
APLEVICZ, K. S.; DEMIATE, I. V. Caracterização de amidos de mandioca nativos e
modificados e utilização em produtos panificados. Ciência e Tecnologia de Alimentos,
Campinas, v. 4, p. 120-141, 2007.
AOAC. Official methods of analysis. 13th
ed. Washington, 1980. p. 376-384.
AOAC. Official methods of analysis. 11th
ed. Washington, 1970. 1015 p.
ASAOKA, M.; BLANSHARD, J. M.V.; RICKARD, J.E. Seasonal effects on the
physicochemical properties of starches from four cultivars of cassava. Starch/Starke,
Weinheim, v. 43, p. 455-459, 1991.
61
BANZATTO, D. A.; KRONKA, S. N. Experimentação agrícola. 3. ed. Jaboticabal: Funep,
1995. 247 p.
BAZILIO, A. C.; ALVES, N. C. G. F.; WANDER A. E. Vantagem comparativa do álcool
combustível brasileiro em relação aos Estados Unidos da América. Revista de
Desenvolvimento Econômico RDE, Salvador, v. 10, n. 17, jan. 2008.
BAYROCK, D. P.; INGLEDEW, W. M. Application of multistage continuous fermentation
for production of fuel alcohol by very-high-gravity fermentation technology. Journal of
Industrial Microbiology & Biotechnology, Hampshire, v. 27, p. 87-93, 2001.
BELLUCO, A. E. S. Alterações fisiológicas e de composição em Saccharomyces cerevisie
sob condições não proliferantes. 2001. 100 f. Dissertação (Mestrado em Ciência e
Tecnologia de Alimentos) - Escola Superior de Agricultura “Luiz de Queiroz”, Universidade
de São Paulo, Piracicaba, 2001.
BERMUDEZ, J. J. H. Valorización de lãs amiláceas “no-cereales” cultivadas em los países
Andinos: estúdio de las propriedades fisicoquímicas y funcionales de sus almidones y de la
resistencia a diferentes tratamientos estresantes. Colombia: Facultad de Ingeniería de
Alimentos, Universidad de Bogotá, 1997. 150 p.
BILIADERIS, C. G. The structure and interactions of starch with food. Canadian Journal of
Physiology and Pharmacology, Ottawa, v. 69, p. 60-78, 1991
BUTOLO, J. E. Qualidade de ingredientes na alimentação animal. Campinas: Agros
Comunicação, 2002. 420 p.
CABELLO, C. Identificação de parâmetros para monitoramento de processo contínuo de
hidrólise enzimática, na produção de glicose a partir de fécula de mandioca. 1995. 208 f.
Tese (Doutorado em Agronomia / Energia na Agricultura) – Faculdade de Ciências
Agronômicas, Universidade Estadual Paulista, UNESP, Botucatu, 1995.
CABELLO, C. Produção de álcool da mandioca. Botucatu: 2005. 3 p.
CAMARGO, C. E. D. Mandioca “O pão Caboclo”: de alimento a combustível. 2. ed.
62
São Paulo: Ícone, 1987. 66p.
CAMILI, E. A. Parâmetros operacionais do processo de produção de etanol a partir de
polpa de mandioca. 2010. 131.f.. Tese (Doutorado em Agronomia / Energia na Agricultura) -
Faculdade de Ciências Agronômicas, Universidade Estadual Paulista “Júlio de Mesquita
Filho”, 2010.
CENTRO DE ESTUDOS AVANÇADOS EM ECONOMIA APLICADA. ESCOLA
SUPERIOR DE AGRICULTURA “LUIZ DE QUEIRÓZ. UNIVERSIDADE DE SÃO
PAULO. Estudos de Mercado: Mandioca. Disponível em: < http://cepea.esalq.usp.br >.
Acesso em: 15 ago. 2007.
DING, J. et al. Tolerance and stress response to ethanol in the yeast Saccharomyces
cerevisiae. Applied Microbiology and Biotechnology, New York, v. 85, n. 2, p. 253-263,
2009
DORTA, C. O. Sinergismo entre sulfito, ácido lático, pH e etanol na fermentação
alcoólica de Saccharomyces cerevisiae. 2006. 135 f. Tese (Doutorado em Ciências Biológicas
- Microbiologia Aplicada) - Instituto de Biociências, Universidade Estadual Paulista, Rio
Claro.
EMBRAPA. Mandioca. Disponível em: <http://www.embrapa.br>. Acesso em: 20/08/ 2010.
CENTRO AVANÇADO DE TECNOLOGIA AGRÍCOLA DE SANTA CATARINA. Síntese
Anual da Agricultura. Disponível em: <http://cepa.epagri.sc.gov.br>. Acesso em:
31/08/2009.
ERASMUS, D. J.; VAN DER MERWE, G. K.; VAN VUUREN, H. J. J Genome-wide
expression analyses: metabolic adaptation of Saccharomyces cerevisiae to high sugar stress.
Cidade: Editora, 2003. 375-399p.
FRANCO, C. M. L. et al. Propriedades do amido. In: CEREDA, M. P. (Coord.).
Propriedades gerais do amido. São Paulo: Fundação Cargill, 2001. v. 1, cap. 8, p. 141-185.
(Série Culturas de tuberosas amiláceas Latino Americanas).
FUJII, M.; HOMMA, T.; TANIGUCHI, M. Synergism of α-amylase and glucoamylase on
hydrolysis of native starch granules. Biotechnology Bioeng., cidade, v. 32, p. 910-915, 1988.
63
GHOSE, T. K.; TYAGI, R. D. Rapid ethanol fermentation of cellulose hydrolysate: batch
versus continuous systems. Biotechnology and Bioengineering, New York, v. 21, p. 1387-
1400, 1979.
GROXKO, M. Mandioca. In: PARANÁ (Estado). Secretaria da Agricultura e do
Abastecimento, Departamento de Economia Rural. Análise da conjuntura agropecuária,
safra 2010/2011. p. 1-16. Disponível em:
<http://www.agricultura.gov.br/arq_editor/file/camaras_setoriais/AGES/mandioca.pdf>.
Acesso em 08/05/2012.
HASHIZUME, T. Fundamentos de tecnologia do vinho. In: AQUARONE, E.; LIMA, U. A.;
BORZANI, W. (Ed.). Alimentos e bebidas produzidos por fermentação. São Paulo: E.
Blücher, 1983. 243 p.
HOOVER, R. Composition, molecular structure, and physicochemical properties of tuber and
root starch: a review. Carbohydrate Polymers, Kidling Oxford, v. 45, p. 253-267, 2001.
HOFFMANN, R. Determinantes da insegurança alimentar no Brasil em 2004. In: XIV
CONGRESSO LATINO-AMERICANO DE NUTRIÇÃO. SLAN, 2006, Florianópolis SC.
JARDINE, J. G.; PERES, M. R.; DISPATO, I. Indicações de aspecto tecnológico sobre o
bioetanol de matéria-pirma amilácea. Campinas: Embrapa Informática Agropecuária, 2009. 23
p. (Documentos / Embrapa Informática Agropecuária, 94).
JOHNSTON, M.; CARLSON, M. Regulation of carbon and phosphate utilization. In: JONES,
E. W.; PRINGLE, J. R.; BROACH, J. R. (Ed.). The molecular and cellular biology of the
yeast Saccharomyces cerevisiae: gene expression. New York: Cold Spring Harbor
Laboratory Press, 1992. v. 2, p. 193-281.
JONES, A. M.; THOMAS, K. C.; INGLEDEW, W. M. Ethanolic fermentation of blackstrap
molasses and sugarcane juice using very high gravity technology. Journal of Agricultural
Food Chemistry. Washington v. 42, p. 1242-1246, 1994.
KODAMA, Y. et al. Yeast transformant for manufactoring beers by high gravity brewing.
Japan Patent Office Annual, Tokyo, v . 6, p. 245, 1994.
64
KODAMA, Y. et al. Improvement of maltose fermentation efficiency: constitutive expression
of MAL genes in brewing yeasts. Journal American Society Brewing Chemistry
Minnesota, USA, v. 53, p. 24-29, 1995.
LEE, S. S.; ROBINSON, F. M.; WANG, H. Y. Rapid-determination of yeast viability.
Biotechnological Bioengineering, New York, v. 11, n. 3, p. 641-649, 1981
LEONEL, M.; CEREDA, M. P. Caracterização físico-química de algumas tuberosas
amiláceas. Ciência e Tecnologia de Alimentos, Campinas, v. 22, n. 1, p. 90-127, 2002.
LIMA, U. A.; BASSO, L. C.; AMORIN, H. V. Produção de etanol. In: BIOTECNOLOGIA.
São Paulo: E. Blucher, 2001. v. 3, cap. 1, p. 1-43
LORENZI, J. O. Mandioca. Campinas: CATI, 2003. 116 p. (Boletim Técnico, 245).
LLOYD, N. E.; NELSON,W. J. Glucose and frutose containingssweetners fron starch. In:
WHISTLER,R.; BEMILLER, J. N.; PASCHALL, E. F. Starch chemistry and technology.
2nd
ed. Orlando: Academic Press, 1984. p. 611-660
MENEZES, T. J. B. Etanol o combustível do Brasil. São Paulo: Agronômica Ceres, 1980.
229 p.
MERCIER, C.; COLONNA, P. Starch and enzymes: inovations in the products, process
and uses. Biofutur, Bonchev Bulgaria, v. 1, p. 55-58, 1989.
MEYER, et al. World Society and the Nation-State. American Journal of Sociology, Chicago
EUA. v. 103, n. 1. p. 144-181, 1997.
MORIKAWA, K.; NISHINARI, K. Effects of concentration dependence of retrogradation
behaviour of dispersions for native and chemically modified potato starch. Food
Hydrocolloids, Osaka Japão, v. 14, p. 395-401, 2000.
KOSARIC, N. Biosurfactants for Soil Bioremediation. Food Technologi end Biotechnologi.
Zagreb, v. 39, n. 4, p. 295–304, 2001.
65
NELSON, N. A. Pthotometric adaptation of the Somogy method for the determination of
glucose. Journal Biology Chemistry, Baltimore, v. 153, p. 375-80, 1944.
PELCZAR, M.; REID, R.; CHAN, E. C. S. Microbiologia. 2. ed. São Paulo: McGraw-Hill,
1980. 1072 p.
RIBEIRO, F. J.; LOPES, J. J. C.; FERRARI, S. E. Complementação de nitrogênio de forma
contínua no processo de fermentação alcoólica. Brasil Açucareiro, Rio de Janeiro v. 105, n.
1, p. 26-30, 1987.
SAITO, I. M. Produção de hidrolisados e fibras a partir de resíduo da industrialização de
mandioca submetido à pré-tratamento hidrotérmico. 2005. 97 f. Tese (Doutorado em
Agronomia - Energia na Agricultura) - Faculdade de Ciências Agronômicas, Universidade
Estadual Paulista Júlio de Mesquita Filho, Botucatu.
SANTOS, A. M. Estudo das influencias da complementação de nutrientes no mosto sobre
o processo de fermentação alcoólica em batelada. 2008.77 f. Tese (Doutorado em Química
e Biotecnologia) – Universidade Federal de Alagoas, Maceió.
SCHWENGBER, D. R. Mandioca a raiz do Brasil. EMBRAPA/CPAFRR. Disponível em:
< http://www.agronline.com.br/artigos/artigo. php?id=302>. Acesso em: 11mar. 2009.
SILVA, L. A. F. Exigências nutricionais e operacionais para a produção de etanol pela
levedura iq-ar/45-1 a partir do melaço em batelada alimentada. 2010. 91f. Dissertação
(Mestrado em Química) - Instituto de Química, Universidade Estadual Paulista, Araraquara.
SURMELY, R. H.; ALVAREZ, H. Hidrolisados de amido no Brasil e sua produção.
Botucatu: Centro de Raízes Tropicais, 1997. 49 p.
TAKESHIGE, K.; OUCHI, K. Effects of yeast invertase on ethanol production in molasses.
Journal of Fermentation end Bioengeering, Japão, v. 79, p. 513-515, 1995.
THOMAS, K. C.; HYNES, S. H.; INGLEDEW, W. M. Practical and theoretical
considerations in the production of high concentrations of alcohol by fermentation. Process
Biochem. v. 31, p. 321-331. 1996.
WALKER, G. W. Yeast physiology and biotechnology. Chichester: John Wiley,
1998. 37p.

66
WHISTLER, R. L.; BeMILLER, J. N. Starch. In: WHISTLER, R. L.; BeMILLER, J. N.
Carbohydrate chemistry for food scientists AACC. St Paul: Eagan Press, 1997. p. 117-151.
WYMAN, C. E. Biomass ethanol: technical progress, opportunities, and commercial
challenges. Annual Revision of Energy Environment, Palo Alto USA. , v. 24, p. 189-226,
1999.
ZASTROW, C. R. et al. Maltotriose metabolism by Saccharomyces cerevisiae. Biotechnology
Letters, Korea, v. 22, p. 455-459, 2000.
ZASTROW, C. R. et al. Maltotriose fermentation by Saccharomyces cerevisiae. J. Ind.
Microbiolgy and Biotechnolgy, Cambridge USA, v. 27, p. 34-38, 2001.
ZANIN, G. M. et al. Brazilian bioethanol program. Applied Biochemical and
Biotechnology, EUA, v. 84-86, p. 1147-1161, 2000.
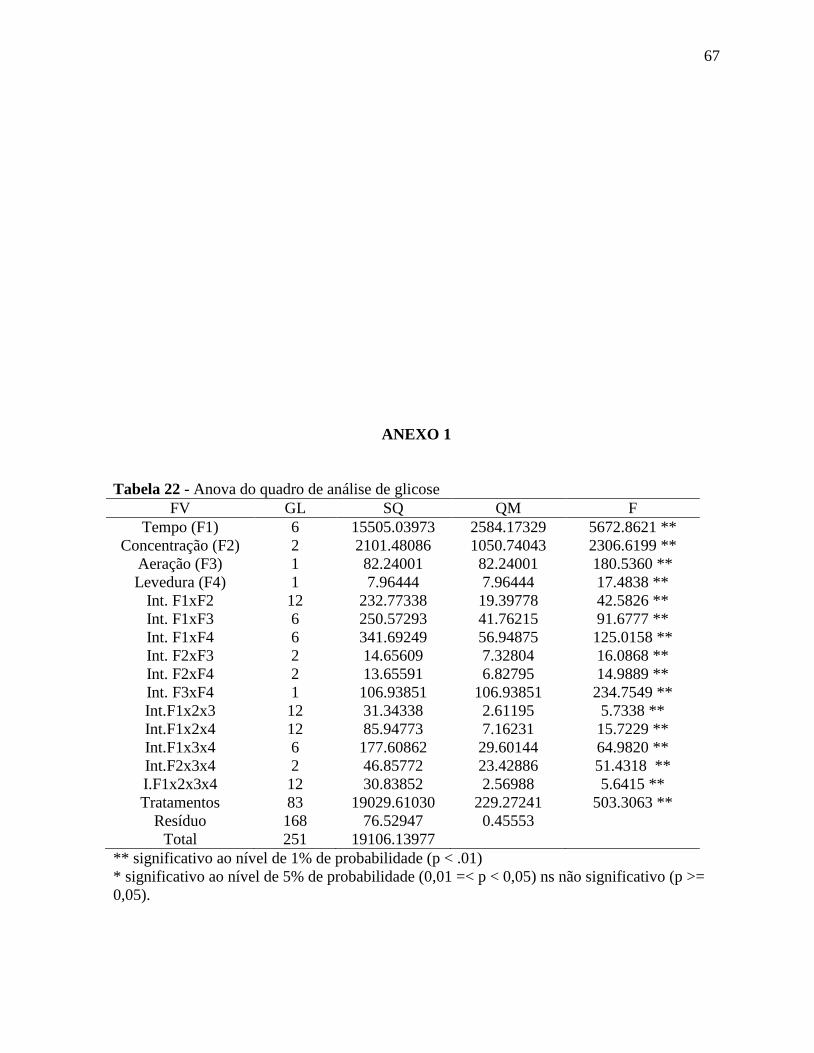
67
ANEXO 1
Tabela 22 - Anova do quadro de análise de glicose
FV GL SQ QM F
Tempo (F1) 6 15505.03973 2584.17329 5672.8621 **
Concentração (F2) 2 2101.48086 1050.74043 2306.6199 **
Aeração (F3) 1 82.24001 82.24001 180.5360 **
Levedura (F4) 1 7.96444 7.96444 17.4838 **
Int. F1xF2 12 232.77338 19.39778 42.5826 **
Int. F1xF3 6 250.57293 41.76215 91.6777 **
Int. F1xF4 6 341.69249 56.94875 125.0158 **
Int. F2xF3 2 14.65609 7.32804 16.0868 **
Int. F2xF4 2 13.65591 6.82795 14.9889 **
Int. F3xF4 1 106.93851 106.93851 234.7549 **
Int.F1x2x3 12 31.34338 2.61195 5.7338 **
Int.F1x2x4 12 85.94773 7.16231 15.7229 **
Int.F1x3x4 6 177.60862 29.60144 64.9820 **
Int.F2x3x4 2 46.85772 23.42886 51.4318 **
I.F1x2x3x4 12 30.83852 2.56988 5.6415 **
Tratamentos 83 19029.61030 229.27241 503.3063 **
Resíduo 168 76.52947 0.45553
Total 251 19106.13977
** significativo ao nível de 1% de probabilidade (p < .01)
* significativo ao nível de 5% de probabilidade (0,01 =< p < 0,05) ns não significativo (p >=
0,05).
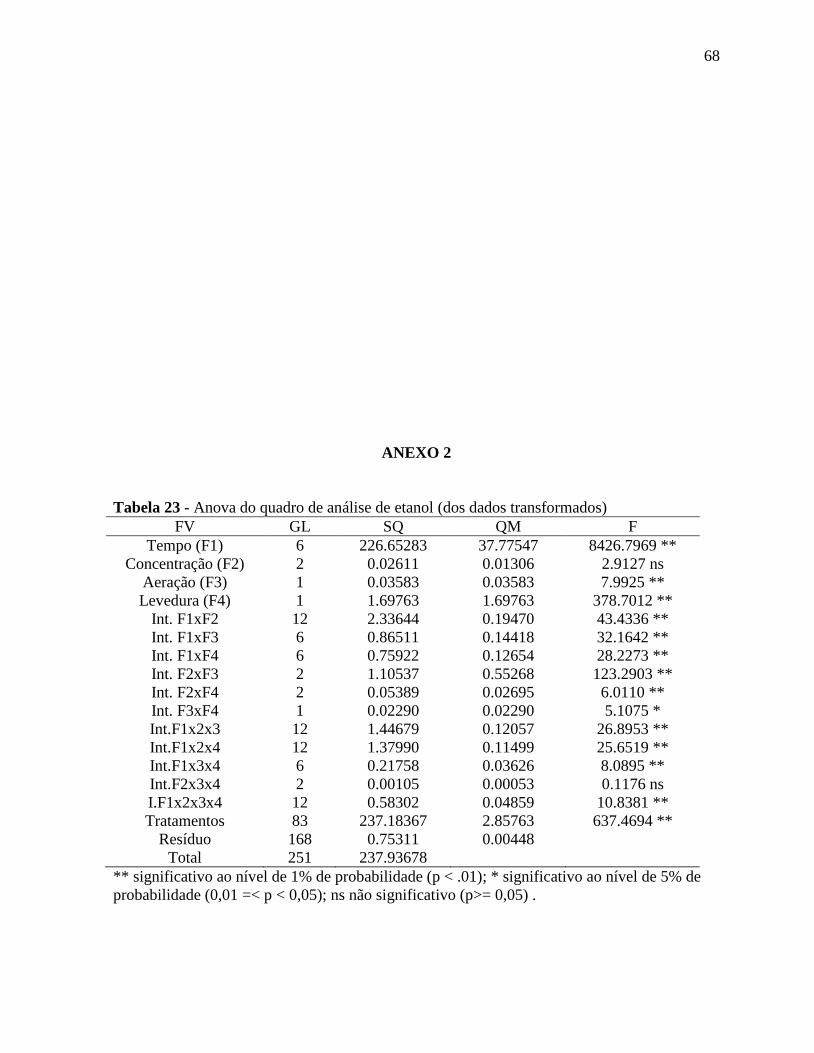
68
ANEXO 2
Tabela 23 - Anova do quadro de análise de etanol (dos dados transformados)
FV GL SQ QM F
Tempo (F1) 6 226.65283 37.77547 8426.7969 **
Concentração (F2) 2 0.02611 0.01306 2.9127 ns
Aeração (F3) 1 0.03583 0.03583 7.9925 **
Levedura (F4) 1 1.69763 1.69763 378.7012 **
Int. F1xF2 12 2.33644 0.19470 43.4336 **
Int. F1xF3 6 0.86511 0.14418 32.1642 **
Int. F1xF4 6 0.75922 0.12654 28.2273 **
Int. F2xF3 2 1.10537 0.55268 123.2903 **
Int. F2xF4 2 0.05389 0.02695 6.0110 **
Int. F3xF4 1 0.02290 0.02290 5.1075 *
Int.F1x2x3 12 1.44679 0.12057 26.8953 **
Int.F1x2x4 12 1.37990 0.11499 25.6519 **
Int.F1x3x4 6 0.21758 0.03626 8.0895 **
Int.F2x3x4 2 0.00105 0.00053 0.1176 ns
I.F1x2x3x4 12 0.58302 0.04859 10.8381 **
Tratamentos 83 237.18367 2.85763 637.4694 **
Resíduo 168 0.75311 0.00448
Total 251 237.93678
** significativo ao nível de 1% de probabilidade (p < .01); * significativo ao nível de 5% de
probabilidade (0,01 =< p < 0,05); ns não significativo (p>= 0,05) .