
Universidade de São Paulo Escola de Engenharia de...
58
Universidade de São Paulo Escola de Engenharia de Lorena Estudo do impacto da reciclagem primária nas propriedades mecânicas de centralizadores injetados com Polissufeto de Fenileno (PPS) reforçado com fibra de vidro em hastes de bombeio de petróleo Autor Sandro Martins Ribeiro. Nº USP 5794371 Orientador Prof. Dr. Clodoaldo Saron. Outubro de 2012, Lorena- SP.
Transcript of Universidade de São Paulo Escola de Engenharia de...
Universidade de Satildeo Paulo
Escola de Engenharia de Lorena
Estudo do impacto da reciclagem primaacuteria nas
propriedades mecacircnicas de centralizadores injetados
com Polissufeto de Fenileno (PPS) reforccedilado com fibra
de vidro em hastes de bombeio de petroacuteleo
Autor
Sandro Martins Ribeiro
Nordm USP 5794371
Orientador
Prof Dr Clodoaldo Saron
Outubro de 2012 Lorena- SP
SANDRO MARTINS RIBEIRO
Estudo do impacto da reciclagem primaacuteria nas propriedades mecacircnicas de centralizadores injetados
com Polissulfeto de Fenileno (PPS) reforccedilado com fibra de vidro em hastes de bombeio de petroacuteleo
Trabalho de graduaccedilatildeo apresentado agrave Escola de Engenharia de Lorena da Universidade de Satildeo Paulo para obtenccedilatildeo do titulo de Engenheiro Industrial Quiacutemico
Orientador Prof Dr Clodoaldo Saron
Lorena 2012
Agradecimentos
Ao professor Dr Clodoaldo Saron que me orientou na elaboraccedilatildeo deste trabalho
Ao mestrando Marcelo Eloiacutesio de Moraes pelo auxiacutelio na realizaccedilatildeo das anaacutelises de FTIR
Agrave Tenaris Confab Hastes de Bombeio SA pela colaboraccedilatildeo e cessatildeo de materiais e equipamentos utilizados nos ensaios
Aos professores da Escola de Engenharia de Lorena que muito me ensinaram contribuindo para meu crescimento intelectual
RESUMO
A crescente preocupaccedilatildeo ambiental tem levado a induacutestria a buscar cada
vez mais alternativas adequadas para o uso dos resiacuteduos gerados durante os
processos produtivos Aleacutem da preocupaccedilatildeo ambiental existe uma busca pela
reduccedilatildeo de custos relacionados agrave mateacuteria-prima e ao descarte de resiacuteduos
Essas preocupaccedilotildees tecircm obrigado a induacutestria de transformaccedilatildeo a procurar
meios de reaproveitar os resiacuteduos gerados no processo produtivo por meio da
reciclagem Embora a reciclagem seja sempre vista com bons olhos eacute necessaacuterio
assegurar que a reincorporaccedilatildeo de resiacuteduos natildeo afete a qualidade do produto
final principalmente em processos de transformaccedilatildeo de poliacutemeros e compoacutesitos
que tem importantes processos de degradaccedilatildeo que tem alguns processos de
degradaccedilatildeo relacionados a forma de processamento
No caso de compoacutesitos os impactos da reciclagem nas caracteriacutesticas dos
produtos podem ser ainda mais acentuados visto que aleacutem do poliacutemero tambeacutem
as fibras de reforccedilo sofrem degradaccedilatildeo durante o reprocessamento Aleacutem disso
os compoacutesitos de Polissulfeto de Fenileno (PPS) por suas caracteriacutesticas de
resistecircncia normalmente satildeo utilizados em aplicaccedilotildees com grandes solicitaccedilotildees
mecacircnicas e teacutermicas Dessa maneira torna-se fundamental um estudo do
impacto da utilizaccedilatildeo de material reciclado nas propriedades mecacircnicas de peccedilas
injetadas com o objetivo de se buscar uma conciliaccedilatildeo entre as preocupaccedilotildees
ambientais econocircmicas e de qualidade das empresas que trabalham com
compoacutesitos de matriz termoplaacutestica
Este projeto teve como objetivo o estudo do impacto da reciclagem primaacuteria
de resiacuteduos de compoacutesito de PPS reforccedilado com fibras de vidro nas propriedades
mecacircnicas de centralizadores injetados em hastes de bombeio
Verificou-se atraveacutes da metodologia adotada que as propriedades
mecacircnicas sofreram influecircncia do processamento e reciclagem e portanto o
processo de reaproveitamento dos resiacuteduos deve ser controlado para evitar
perdas significativas nas propriedades mecacircnicas dos centralizadores
ABSTRACT
The increasing environmental concern has prompted the industry to search
increasingly suitable alternative to the use of waste generated during the
productive processes Besides environmental concerns there is a search for
reducing costs related to raw materials and the disposal of scrap
These concerns have forced the manufacturing industry to look for ways to
reuse the waste generated in the production process through recycling While
recycling is always viewed favorably it is necessary to ensure that the
reincorporation of residues does not affect the quality of the final product
especially in manufacturing processes of polymer composites that has significant
degradation processes related to processing
In the case of composites the effects of the recycling on the characteristics
of products can be even more pronounced knowing also the reinforcing fibers are
degraded during recycling Moreover the composites of PPS by their resistance
characteristics are typically used in applications with high thermal and mechanical
stresses Therefore it becomes essential to a study of the impact of using
recycled materials in the mechanical properties of molded parts to seek a balance
between the environmental economic and quality of companies working with
thermoplastics composites
This project has the objective study the impact of primary recycling scrap
PPS composite reinforced with glass fibers on the mechanical properties of
centralizers injected in sucker rods
It was found by the methodology that the mechanical properties suffer
influences of processing and recycling and therefore the process of reusing waste
must be controlled to avoid significant losses in the mechanical properties of
centralizers
SUMAacuteRIO
1 Introduccedilatildeo 6 11 Justificativa 6 12 Objetivo Geral 6 13 Objetivo Especifico 6 2 Revisatildeo bibliograacutefica 7 21 Poliacutemeros 7 22 Comportamento teacutermico dos poliacutemeros 8 23 Polissulfeto de fenileno 11 24 Compoacutesitos em matrizes termoplaacutesticas 13 25 Processamento de poliacutemeros termoplaacutesticos 15 251 Moldagem por injeccedilatildeo 15 26 Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio 18 27 Degradaccedilatildeo de Materiais Polimeacutericos 21 271 Degradaccedilatildeo com cisatildeo da cadeia 21 272 Degradaccedilatildeo sem cisatildeo da cadeia 24 273 Auto-Oxidaccedilatildeo 24 274 Despolimerizaccedilatildeo 26 28 Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o
processamento 27 281 Degradaccedilatildeo mecacircnica e termomecacircnica 29 282 Degradaccedilatildeo de compoacutesito de PPS reforccedilado com fibra de vidro
durante o processamento 30 29 Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros 31 210 Reciclagem de poliacutemeros 32 2101 Tipos de reciclagem de poliacutemeros 33 3 Metodologia 35 31 Materiais 35 32 Meacutetodos 36 321 Ensaio de impacto 40 322 Ensaio de dureza 41 323 Ensaio de extraccedilatildeo de centralizadores 41 324 Espectroscopia de infravermelho por transformada de Fourier
FTIR 42 325 Ensaio de Fluidez 42 4 Resultados e discussatildeo 44 41 Ensaio de dureza 44 42 Ensaio de impacto 45 43 Ensaio de extraccedilatildeo de centralizadores 47 44 Analise FTIR 48 45 Ensaio de Fluidez 53 5 Conclusotildees 55
6
1- INTRODUCcedilAtildeO
11- Justificativa
A escolha deste projeto se justifica pela necessidade de uma correta
destinaccedilatildeo dos resiacuteduos de compoacutesito de Polissulfeto de fenileno (PPS) reforccedilado
com fibra de vidro gerados durante o processo de injeccedilatildeo de centralizadores em
hastes de bombeio para a exploraccedilatildeo de petroacuteleo Justifica-se ainda pela
necessidade do desenvolvimento de um conhecimento geral sobre os processos
de degradaccedilatildeo sofridos durante a reciclagem primaacuteria dos resiacuteduos deste
compoacutesito e o impacto da utilizaccedilatildeo desse material reciclado sobre as
propriedades mecacircnicas das peccedilas injetadas visto a severidade das condiccedilotildees
ambientais agraves quais os centralizadores ficam expostos durante o periacuteodo de
produccedilatildeo no poccedilo de exploraccedilatildeo de petroacuteleo
12- Objetivo geral
O estudo da degradaccedilatildeo sofrida durante o processamento e reciclagem de
compoacutesitos de polissulfeto de fenileno com fibra de vidro e o impacto da utilizaccedilatildeo
do material reciclado nas propriedades mecacircnicas e aspectos visuais dos
produtos injetados
13- Objetivo especiacutefico
Estudar os processos de degradaccedilatildeo que possam estar relacionados ao
processamento e reciclagem do compoacutesito polissulfeto de fenileno reforccedilado com
fibra de vidro durante o processo de injeccedilatildeo centralizadores em hastes de
bombeio E estabelecer uma relaccedilatildeo entre os processos de degradaccedilatildeo e a
variaccedilatildeo das propriedades mecacircnicas apresentadas pelo material injetado
7
2- REVISAtildeO BIBLIOGRAFICA
21- Poliacutemeros
A palavra ldquopoliacutemerordquo vem do grego significando ldquopoli= muitas e mero=
partesrdquo e eacute utilizada para denominar os materiais de origem natural artificial
(poliacutemeros naturais modificados) ou sinteacutetica de natureza orgacircnica ou inorgacircnica
constituiacutedos por muitas cadeias (macromoleacuteculas) de elevada massa molecular
sendo que cada uma dessas cadeias possui uma estrutura em que haacute a repeticcedilatildeo
de pequenas unidades (meros) [1]
Os diferentes tipos de poliacutemeros apresentam propriedades bastante
distintas entre si em decorrecircncia de diversos fatores como diferenccedilas na
estrutura molecular das cadeias e conformaccedilatildeo espacial das cadeias Para
facilitar o estudo dos poliacutemeros adotam-se diferentes formas de classificaccedilatildeo de
acordo com a abordagem de interesse Essas classificaccedilotildees visam separar os
diversos materiais polimeacutericos em grupos que apresentam afinidades quanto agrave
alguma caracteriacutestica especiacutefica [2] Por exemplo quanto agrave forma final de
utilizaccedilatildeo os poliacutemeros podem ser divididos em plaacutesticos fibras polimeacutericas
borrachas (ou elastocircmeros) e espumas [1]
Os plaacutesticos por sua vez podem ser divididos em termoplaacutesticos ou
termofixos tambeacutem chamados de termorriacutegidos [3] Os termoplaacutesticos tem a
capacidade de amolecer e fluir quando expostos a um aumento de temperatura e
pressatildeo Quando eacute retirado dessa condiccedilatildeo de alta temperatura o poliacutemero se
solidifica em um produto com forma definida poreacutem novas aplicaccedilotildees de
temperatura e pressatildeo produzem o mesmo efeito de amolecimento e fluxo
caracterizando um processo de alteraccedilatildeo fiacutesica reversiacutevel Esse comportamento
deve-se ao fato das cadeias polimeacutericas de um termoplaacutestico estarem unidas
umas as outras por forccedilas intermoleculares secundaacuterias que podem ser vencidas
com o aumento de temperatura antes que ocorra o rompimento das ligaccedilotildees
covalentes entre os aacutetomos da cadeia [2]
Termofixos ou termorriacutegidos satildeo materiais plaacutesticos que sofrem uma seacuterie
de reaccedilotildees quiacutemicas entre as cadeias com ou sem aquecimento chamada de
cura ou reticulaccedilatildeo O processo de cura se daacute pela ligaccedilatildeo covalente entre as
8
macromoleacuteculas formando uma rede tridimensional que impede o reamolecimento
por aquecimento posterior [2] Outra forma de classificar os poliacutemeros eacute
considerando o desempenho mecacircnico apresentado [3] Pelo desempenho
mecacircnico os poliacutemeros satildeo agrupados frequentemente em plaacutesticos de uso
convencional (commodities) e plaacutesticos de engenharia [2]
Os plaacutesticos de uso convencional (commodities) satildeo poliacutemeros de baixo
custo de faacutecil processamento e com pouca resistecircncia mecacircnica Os plaacutesticos de
uso convencional representam a maior parte dos poliacutemeros produzidos no mundo
[4]Como exemplo temos o polietileno de baixa (LDPE) polietileno de alta
densidade (HDPE) polipropileno (PP) poliestireno (PS) e o policloreto de vinila
(PVC) [2] [3]
Os plaacutesticos de engenharia por sua vez geralmente apresentam
caracteriacutesticas especiacuteficas relacionadas principalmente ao desempenho mecacircnico
e comportamento quiacutemico que permitem que sejam utilizados em aplicaccedilotildees
onde os plaacutesticos convencionais seriam ineficientes [3]
Os plaacutesticos de engenharia geralmente apresentam as seguintes
caracteriacutesticas
Moacutedulo de elasticidade elevado
Boa resistecircncia ao impacto
Boa resistecircncia agrave traccedilatildeo
Boa resistecircncia agrave flexatildeo
Estabilidade dimensional em alta temperatura
Resistecircncia agrave degradaccedilatildeo teacutermica e agrave oxidaccedilatildeo
Resistecircncia a reagentes e solventes
Devido agrave essas propriedades os plaacutesticos de engenharia vecircm
conquistando cada vez mais espaccedilo na induacutestria que muitas vezes os utilizam em
aplicaccedilotildees nobres em diversas aacutereas como alternativa aos metais e ateacute mesmo
aos materiais ceracircmicos
22- Comportamento teacutermico dos poliacutemeros
A mobilidade das cadeias em uma massa polimeacuterica determina as
caracteriacutesticas fiacutesicas do produto seja este um plaacutestico duro e fraacutegil borrachoso
9
ou um fluido viscoso A mobilidade eacute funccedilatildeo da agitaccedilatildeo dos aacutetomos nas
moleacuteculas sendo que esta agitaccedilatildeo eacute proporcional agrave temperatura e inversamente
proporcional agraves forccedilas de ligaccedilatildeo entre as cadeias ou forccedilas moleculares
secundaacuterias O conhecimento das caracteriacutesticas fiacutesico-quiacutemicas de um poliacutemero
nos permite compreender o seu comportamento termomecacircnico [2]
O processamento de um poliacutemero ocorre normalmente sob temperaturas
elevadas o suficiente para que a massa polimeacuterica possa se comportar como
fluido viscoso enquanto a utilizaccedilatildeo do produto eacute feita em temperaturas mais
baixas onde o poliacutemero apresenta caracteriacutestica riacutegida ou flexiacutevel Essa mudanccedila
no comportamento em funccedilatildeo da temperatura eacute um paracircmetro importante na
seleccedilatildeo do melhor material para uma dada aplicaccedilatildeo
De um modo geral os poliacutemeros podem apresentar pelo menos trecircs
temperaturas de transiccedilatildeo importantes Nessas temperaturas pode-se observar as
variaccedilotildees fiacutesicas mais importantes de uma massa polimeacuterica Satildeo elas
A) Temperatura de transiccedilatildeo viacutetrea ou Tg corresponde ao valor meacutedio da
faixa de temperatura em que durante o aquecimento de um poliacutemero de
uma temperatura muito baixa para valores mais altos as cadeias
polimeacutericas da fase amorfa adquirem mobilidade Abaixo da tg as cadeias
natildeo tem energia suficiente para se deslocar e permitir mudanccedilas
conformacionais O poliacutemero estaacute em um estado viacutetreo apresentando-se
duro riacutegido e quebradiccedilo enquanto acima da Tg o poliacutemero passa para um
estado borrachoso [2]
B) Temperatura de fusatildeo cristalina ou Tm eacute a temperatura meacutedia em que
durante o aquecimento as regiotildees cristalinas do material polimeacuterico
desaparecem pela fusatildeo dos cristalitos Neste ponto a energia do sistema
atinge o niacutevel necessaacuterio para vencer todas as forccedilas intermoleculares
secundaacuterias entre as cadeias da fase cristalina que devido ao
empacotamento mais organizado das cadeias eacute maior que a energia de
ligaccedilatildeo da fase amorfa Ao ultrapassar a Tg a massa polimeacuterica passa para
um estado viscoso ou fundido [2]
A Tg e Tm podem ser determinadas experimentalmente atraveacutes do
acompanhamento da variaccedilatildeo do volume especiacutefico da massa polimeacuterica
sendo que os desvios na linearidade da relaccedilatildeo entre temperatura e
volume especiacutefico servem de indicativo das temperaturas de transiccedilatildeo
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
SANDRO MARTINS RIBEIRO
Estudo do impacto da reciclagem primaacuteria nas propriedades mecacircnicas de centralizadores injetados
com Polissulfeto de Fenileno (PPS) reforccedilado com fibra de vidro em hastes de bombeio de petroacuteleo
Trabalho de graduaccedilatildeo apresentado agrave Escola de Engenharia de Lorena da Universidade de Satildeo Paulo para obtenccedilatildeo do titulo de Engenheiro Industrial Quiacutemico
Orientador Prof Dr Clodoaldo Saron
Lorena 2012
Agradecimentos
Ao professor Dr Clodoaldo Saron que me orientou na elaboraccedilatildeo deste trabalho
Ao mestrando Marcelo Eloiacutesio de Moraes pelo auxiacutelio na realizaccedilatildeo das anaacutelises de FTIR
Agrave Tenaris Confab Hastes de Bombeio SA pela colaboraccedilatildeo e cessatildeo de materiais e equipamentos utilizados nos ensaios
Aos professores da Escola de Engenharia de Lorena que muito me ensinaram contribuindo para meu crescimento intelectual
RESUMO
A crescente preocupaccedilatildeo ambiental tem levado a induacutestria a buscar cada
vez mais alternativas adequadas para o uso dos resiacuteduos gerados durante os
processos produtivos Aleacutem da preocupaccedilatildeo ambiental existe uma busca pela
reduccedilatildeo de custos relacionados agrave mateacuteria-prima e ao descarte de resiacuteduos
Essas preocupaccedilotildees tecircm obrigado a induacutestria de transformaccedilatildeo a procurar
meios de reaproveitar os resiacuteduos gerados no processo produtivo por meio da
reciclagem Embora a reciclagem seja sempre vista com bons olhos eacute necessaacuterio
assegurar que a reincorporaccedilatildeo de resiacuteduos natildeo afete a qualidade do produto
final principalmente em processos de transformaccedilatildeo de poliacutemeros e compoacutesitos
que tem importantes processos de degradaccedilatildeo que tem alguns processos de
degradaccedilatildeo relacionados a forma de processamento
No caso de compoacutesitos os impactos da reciclagem nas caracteriacutesticas dos
produtos podem ser ainda mais acentuados visto que aleacutem do poliacutemero tambeacutem
as fibras de reforccedilo sofrem degradaccedilatildeo durante o reprocessamento Aleacutem disso
os compoacutesitos de Polissulfeto de Fenileno (PPS) por suas caracteriacutesticas de
resistecircncia normalmente satildeo utilizados em aplicaccedilotildees com grandes solicitaccedilotildees
mecacircnicas e teacutermicas Dessa maneira torna-se fundamental um estudo do
impacto da utilizaccedilatildeo de material reciclado nas propriedades mecacircnicas de peccedilas
injetadas com o objetivo de se buscar uma conciliaccedilatildeo entre as preocupaccedilotildees
ambientais econocircmicas e de qualidade das empresas que trabalham com
compoacutesitos de matriz termoplaacutestica
Este projeto teve como objetivo o estudo do impacto da reciclagem primaacuteria
de resiacuteduos de compoacutesito de PPS reforccedilado com fibras de vidro nas propriedades
mecacircnicas de centralizadores injetados em hastes de bombeio
Verificou-se atraveacutes da metodologia adotada que as propriedades
mecacircnicas sofreram influecircncia do processamento e reciclagem e portanto o
processo de reaproveitamento dos resiacuteduos deve ser controlado para evitar
perdas significativas nas propriedades mecacircnicas dos centralizadores
ABSTRACT
The increasing environmental concern has prompted the industry to search
increasingly suitable alternative to the use of waste generated during the
productive processes Besides environmental concerns there is a search for
reducing costs related to raw materials and the disposal of scrap
These concerns have forced the manufacturing industry to look for ways to
reuse the waste generated in the production process through recycling While
recycling is always viewed favorably it is necessary to ensure that the
reincorporation of residues does not affect the quality of the final product
especially in manufacturing processes of polymer composites that has significant
degradation processes related to processing
In the case of composites the effects of the recycling on the characteristics
of products can be even more pronounced knowing also the reinforcing fibers are
degraded during recycling Moreover the composites of PPS by their resistance
characteristics are typically used in applications with high thermal and mechanical
stresses Therefore it becomes essential to a study of the impact of using
recycled materials in the mechanical properties of molded parts to seek a balance
between the environmental economic and quality of companies working with
thermoplastics composites
This project has the objective study the impact of primary recycling scrap
PPS composite reinforced with glass fibers on the mechanical properties of
centralizers injected in sucker rods
It was found by the methodology that the mechanical properties suffer
influences of processing and recycling and therefore the process of reusing waste
must be controlled to avoid significant losses in the mechanical properties of
centralizers
SUMAacuteRIO
1 Introduccedilatildeo 6 11 Justificativa 6 12 Objetivo Geral 6 13 Objetivo Especifico 6 2 Revisatildeo bibliograacutefica 7 21 Poliacutemeros 7 22 Comportamento teacutermico dos poliacutemeros 8 23 Polissulfeto de fenileno 11 24 Compoacutesitos em matrizes termoplaacutesticas 13 25 Processamento de poliacutemeros termoplaacutesticos 15 251 Moldagem por injeccedilatildeo 15 26 Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio 18 27 Degradaccedilatildeo de Materiais Polimeacutericos 21 271 Degradaccedilatildeo com cisatildeo da cadeia 21 272 Degradaccedilatildeo sem cisatildeo da cadeia 24 273 Auto-Oxidaccedilatildeo 24 274 Despolimerizaccedilatildeo 26 28 Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o
processamento 27 281 Degradaccedilatildeo mecacircnica e termomecacircnica 29 282 Degradaccedilatildeo de compoacutesito de PPS reforccedilado com fibra de vidro
durante o processamento 30 29 Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros 31 210 Reciclagem de poliacutemeros 32 2101 Tipos de reciclagem de poliacutemeros 33 3 Metodologia 35 31 Materiais 35 32 Meacutetodos 36 321 Ensaio de impacto 40 322 Ensaio de dureza 41 323 Ensaio de extraccedilatildeo de centralizadores 41 324 Espectroscopia de infravermelho por transformada de Fourier
FTIR 42 325 Ensaio de Fluidez 42 4 Resultados e discussatildeo 44 41 Ensaio de dureza 44 42 Ensaio de impacto 45 43 Ensaio de extraccedilatildeo de centralizadores 47 44 Analise FTIR 48 45 Ensaio de Fluidez 53 5 Conclusotildees 55
6
1- INTRODUCcedilAtildeO
11- Justificativa
A escolha deste projeto se justifica pela necessidade de uma correta
destinaccedilatildeo dos resiacuteduos de compoacutesito de Polissulfeto de fenileno (PPS) reforccedilado
com fibra de vidro gerados durante o processo de injeccedilatildeo de centralizadores em
hastes de bombeio para a exploraccedilatildeo de petroacuteleo Justifica-se ainda pela
necessidade do desenvolvimento de um conhecimento geral sobre os processos
de degradaccedilatildeo sofridos durante a reciclagem primaacuteria dos resiacuteduos deste
compoacutesito e o impacto da utilizaccedilatildeo desse material reciclado sobre as
propriedades mecacircnicas das peccedilas injetadas visto a severidade das condiccedilotildees
ambientais agraves quais os centralizadores ficam expostos durante o periacuteodo de
produccedilatildeo no poccedilo de exploraccedilatildeo de petroacuteleo
12- Objetivo geral
O estudo da degradaccedilatildeo sofrida durante o processamento e reciclagem de
compoacutesitos de polissulfeto de fenileno com fibra de vidro e o impacto da utilizaccedilatildeo
do material reciclado nas propriedades mecacircnicas e aspectos visuais dos
produtos injetados
13- Objetivo especiacutefico
Estudar os processos de degradaccedilatildeo que possam estar relacionados ao
processamento e reciclagem do compoacutesito polissulfeto de fenileno reforccedilado com
fibra de vidro durante o processo de injeccedilatildeo centralizadores em hastes de
bombeio E estabelecer uma relaccedilatildeo entre os processos de degradaccedilatildeo e a
variaccedilatildeo das propriedades mecacircnicas apresentadas pelo material injetado
7
2- REVISAtildeO BIBLIOGRAFICA
21- Poliacutemeros
A palavra ldquopoliacutemerordquo vem do grego significando ldquopoli= muitas e mero=
partesrdquo e eacute utilizada para denominar os materiais de origem natural artificial
(poliacutemeros naturais modificados) ou sinteacutetica de natureza orgacircnica ou inorgacircnica
constituiacutedos por muitas cadeias (macromoleacuteculas) de elevada massa molecular
sendo que cada uma dessas cadeias possui uma estrutura em que haacute a repeticcedilatildeo
de pequenas unidades (meros) [1]
Os diferentes tipos de poliacutemeros apresentam propriedades bastante
distintas entre si em decorrecircncia de diversos fatores como diferenccedilas na
estrutura molecular das cadeias e conformaccedilatildeo espacial das cadeias Para
facilitar o estudo dos poliacutemeros adotam-se diferentes formas de classificaccedilatildeo de
acordo com a abordagem de interesse Essas classificaccedilotildees visam separar os
diversos materiais polimeacutericos em grupos que apresentam afinidades quanto agrave
alguma caracteriacutestica especiacutefica [2] Por exemplo quanto agrave forma final de
utilizaccedilatildeo os poliacutemeros podem ser divididos em plaacutesticos fibras polimeacutericas
borrachas (ou elastocircmeros) e espumas [1]
Os plaacutesticos por sua vez podem ser divididos em termoplaacutesticos ou
termofixos tambeacutem chamados de termorriacutegidos [3] Os termoplaacutesticos tem a
capacidade de amolecer e fluir quando expostos a um aumento de temperatura e
pressatildeo Quando eacute retirado dessa condiccedilatildeo de alta temperatura o poliacutemero se
solidifica em um produto com forma definida poreacutem novas aplicaccedilotildees de
temperatura e pressatildeo produzem o mesmo efeito de amolecimento e fluxo
caracterizando um processo de alteraccedilatildeo fiacutesica reversiacutevel Esse comportamento
deve-se ao fato das cadeias polimeacutericas de um termoplaacutestico estarem unidas
umas as outras por forccedilas intermoleculares secundaacuterias que podem ser vencidas
com o aumento de temperatura antes que ocorra o rompimento das ligaccedilotildees
covalentes entre os aacutetomos da cadeia [2]
Termofixos ou termorriacutegidos satildeo materiais plaacutesticos que sofrem uma seacuterie
de reaccedilotildees quiacutemicas entre as cadeias com ou sem aquecimento chamada de
cura ou reticulaccedilatildeo O processo de cura se daacute pela ligaccedilatildeo covalente entre as
8
macromoleacuteculas formando uma rede tridimensional que impede o reamolecimento
por aquecimento posterior [2] Outra forma de classificar os poliacutemeros eacute
considerando o desempenho mecacircnico apresentado [3] Pelo desempenho
mecacircnico os poliacutemeros satildeo agrupados frequentemente em plaacutesticos de uso
convencional (commodities) e plaacutesticos de engenharia [2]
Os plaacutesticos de uso convencional (commodities) satildeo poliacutemeros de baixo
custo de faacutecil processamento e com pouca resistecircncia mecacircnica Os plaacutesticos de
uso convencional representam a maior parte dos poliacutemeros produzidos no mundo
[4]Como exemplo temos o polietileno de baixa (LDPE) polietileno de alta
densidade (HDPE) polipropileno (PP) poliestireno (PS) e o policloreto de vinila
(PVC) [2] [3]
Os plaacutesticos de engenharia por sua vez geralmente apresentam
caracteriacutesticas especiacuteficas relacionadas principalmente ao desempenho mecacircnico
e comportamento quiacutemico que permitem que sejam utilizados em aplicaccedilotildees
onde os plaacutesticos convencionais seriam ineficientes [3]
Os plaacutesticos de engenharia geralmente apresentam as seguintes
caracteriacutesticas
Moacutedulo de elasticidade elevado
Boa resistecircncia ao impacto
Boa resistecircncia agrave traccedilatildeo
Boa resistecircncia agrave flexatildeo
Estabilidade dimensional em alta temperatura
Resistecircncia agrave degradaccedilatildeo teacutermica e agrave oxidaccedilatildeo
Resistecircncia a reagentes e solventes
Devido agrave essas propriedades os plaacutesticos de engenharia vecircm
conquistando cada vez mais espaccedilo na induacutestria que muitas vezes os utilizam em
aplicaccedilotildees nobres em diversas aacutereas como alternativa aos metais e ateacute mesmo
aos materiais ceracircmicos
22- Comportamento teacutermico dos poliacutemeros
A mobilidade das cadeias em uma massa polimeacuterica determina as
caracteriacutesticas fiacutesicas do produto seja este um plaacutestico duro e fraacutegil borrachoso
9
ou um fluido viscoso A mobilidade eacute funccedilatildeo da agitaccedilatildeo dos aacutetomos nas
moleacuteculas sendo que esta agitaccedilatildeo eacute proporcional agrave temperatura e inversamente
proporcional agraves forccedilas de ligaccedilatildeo entre as cadeias ou forccedilas moleculares
secundaacuterias O conhecimento das caracteriacutesticas fiacutesico-quiacutemicas de um poliacutemero
nos permite compreender o seu comportamento termomecacircnico [2]
O processamento de um poliacutemero ocorre normalmente sob temperaturas
elevadas o suficiente para que a massa polimeacuterica possa se comportar como
fluido viscoso enquanto a utilizaccedilatildeo do produto eacute feita em temperaturas mais
baixas onde o poliacutemero apresenta caracteriacutestica riacutegida ou flexiacutevel Essa mudanccedila
no comportamento em funccedilatildeo da temperatura eacute um paracircmetro importante na
seleccedilatildeo do melhor material para uma dada aplicaccedilatildeo
De um modo geral os poliacutemeros podem apresentar pelo menos trecircs
temperaturas de transiccedilatildeo importantes Nessas temperaturas pode-se observar as
variaccedilotildees fiacutesicas mais importantes de uma massa polimeacuterica Satildeo elas
A) Temperatura de transiccedilatildeo viacutetrea ou Tg corresponde ao valor meacutedio da
faixa de temperatura em que durante o aquecimento de um poliacutemero de
uma temperatura muito baixa para valores mais altos as cadeias
polimeacutericas da fase amorfa adquirem mobilidade Abaixo da tg as cadeias
natildeo tem energia suficiente para se deslocar e permitir mudanccedilas
conformacionais O poliacutemero estaacute em um estado viacutetreo apresentando-se
duro riacutegido e quebradiccedilo enquanto acima da Tg o poliacutemero passa para um
estado borrachoso [2]
B) Temperatura de fusatildeo cristalina ou Tm eacute a temperatura meacutedia em que
durante o aquecimento as regiotildees cristalinas do material polimeacuterico
desaparecem pela fusatildeo dos cristalitos Neste ponto a energia do sistema
atinge o niacutevel necessaacuterio para vencer todas as forccedilas intermoleculares
secundaacuterias entre as cadeias da fase cristalina que devido ao
empacotamento mais organizado das cadeias eacute maior que a energia de
ligaccedilatildeo da fase amorfa Ao ultrapassar a Tg a massa polimeacuterica passa para
um estado viscoso ou fundido [2]
A Tg e Tm podem ser determinadas experimentalmente atraveacutes do
acompanhamento da variaccedilatildeo do volume especiacutefico da massa polimeacuterica
sendo que os desvios na linearidade da relaccedilatildeo entre temperatura e
volume especiacutefico servem de indicativo das temperaturas de transiccedilatildeo
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
Agradecimentos
Ao professor Dr Clodoaldo Saron que me orientou na elaboraccedilatildeo deste trabalho
Ao mestrando Marcelo Eloiacutesio de Moraes pelo auxiacutelio na realizaccedilatildeo das anaacutelises de FTIR
Agrave Tenaris Confab Hastes de Bombeio SA pela colaboraccedilatildeo e cessatildeo de materiais e equipamentos utilizados nos ensaios
Aos professores da Escola de Engenharia de Lorena que muito me ensinaram contribuindo para meu crescimento intelectual
RESUMO
A crescente preocupaccedilatildeo ambiental tem levado a induacutestria a buscar cada
vez mais alternativas adequadas para o uso dos resiacuteduos gerados durante os
processos produtivos Aleacutem da preocupaccedilatildeo ambiental existe uma busca pela
reduccedilatildeo de custos relacionados agrave mateacuteria-prima e ao descarte de resiacuteduos
Essas preocupaccedilotildees tecircm obrigado a induacutestria de transformaccedilatildeo a procurar
meios de reaproveitar os resiacuteduos gerados no processo produtivo por meio da
reciclagem Embora a reciclagem seja sempre vista com bons olhos eacute necessaacuterio
assegurar que a reincorporaccedilatildeo de resiacuteduos natildeo afete a qualidade do produto
final principalmente em processos de transformaccedilatildeo de poliacutemeros e compoacutesitos
que tem importantes processos de degradaccedilatildeo que tem alguns processos de
degradaccedilatildeo relacionados a forma de processamento
No caso de compoacutesitos os impactos da reciclagem nas caracteriacutesticas dos
produtos podem ser ainda mais acentuados visto que aleacutem do poliacutemero tambeacutem
as fibras de reforccedilo sofrem degradaccedilatildeo durante o reprocessamento Aleacutem disso
os compoacutesitos de Polissulfeto de Fenileno (PPS) por suas caracteriacutesticas de
resistecircncia normalmente satildeo utilizados em aplicaccedilotildees com grandes solicitaccedilotildees
mecacircnicas e teacutermicas Dessa maneira torna-se fundamental um estudo do
impacto da utilizaccedilatildeo de material reciclado nas propriedades mecacircnicas de peccedilas
injetadas com o objetivo de se buscar uma conciliaccedilatildeo entre as preocupaccedilotildees
ambientais econocircmicas e de qualidade das empresas que trabalham com
compoacutesitos de matriz termoplaacutestica
Este projeto teve como objetivo o estudo do impacto da reciclagem primaacuteria
de resiacuteduos de compoacutesito de PPS reforccedilado com fibras de vidro nas propriedades
mecacircnicas de centralizadores injetados em hastes de bombeio
Verificou-se atraveacutes da metodologia adotada que as propriedades
mecacircnicas sofreram influecircncia do processamento e reciclagem e portanto o
processo de reaproveitamento dos resiacuteduos deve ser controlado para evitar
perdas significativas nas propriedades mecacircnicas dos centralizadores
ABSTRACT
The increasing environmental concern has prompted the industry to search
increasingly suitable alternative to the use of waste generated during the
productive processes Besides environmental concerns there is a search for
reducing costs related to raw materials and the disposal of scrap
These concerns have forced the manufacturing industry to look for ways to
reuse the waste generated in the production process through recycling While
recycling is always viewed favorably it is necessary to ensure that the
reincorporation of residues does not affect the quality of the final product
especially in manufacturing processes of polymer composites that has significant
degradation processes related to processing
In the case of composites the effects of the recycling on the characteristics
of products can be even more pronounced knowing also the reinforcing fibers are
degraded during recycling Moreover the composites of PPS by their resistance
characteristics are typically used in applications with high thermal and mechanical
stresses Therefore it becomes essential to a study of the impact of using
recycled materials in the mechanical properties of molded parts to seek a balance
between the environmental economic and quality of companies working with
thermoplastics composites
This project has the objective study the impact of primary recycling scrap
PPS composite reinforced with glass fibers on the mechanical properties of
centralizers injected in sucker rods
It was found by the methodology that the mechanical properties suffer
influences of processing and recycling and therefore the process of reusing waste
must be controlled to avoid significant losses in the mechanical properties of
centralizers
SUMAacuteRIO
1 Introduccedilatildeo 6 11 Justificativa 6 12 Objetivo Geral 6 13 Objetivo Especifico 6 2 Revisatildeo bibliograacutefica 7 21 Poliacutemeros 7 22 Comportamento teacutermico dos poliacutemeros 8 23 Polissulfeto de fenileno 11 24 Compoacutesitos em matrizes termoplaacutesticas 13 25 Processamento de poliacutemeros termoplaacutesticos 15 251 Moldagem por injeccedilatildeo 15 26 Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio 18 27 Degradaccedilatildeo de Materiais Polimeacutericos 21 271 Degradaccedilatildeo com cisatildeo da cadeia 21 272 Degradaccedilatildeo sem cisatildeo da cadeia 24 273 Auto-Oxidaccedilatildeo 24 274 Despolimerizaccedilatildeo 26 28 Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o
processamento 27 281 Degradaccedilatildeo mecacircnica e termomecacircnica 29 282 Degradaccedilatildeo de compoacutesito de PPS reforccedilado com fibra de vidro
durante o processamento 30 29 Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros 31 210 Reciclagem de poliacutemeros 32 2101 Tipos de reciclagem de poliacutemeros 33 3 Metodologia 35 31 Materiais 35 32 Meacutetodos 36 321 Ensaio de impacto 40 322 Ensaio de dureza 41 323 Ensaio de extraccedilatildeo de centralizadores 41 324 Espectroscopia de infravermelho por transformada de Fourier
FTIR 42 325 Ensaio de Fluidez 42 4 Resultados e discussatildeo 44 41 Ensaio de dureza 44 42 Ensaio de impacto 45 43 Ensaio de extraccedilatildeo de centralizadores 47 44 Analise FTIR 48 45 Ensaio de Fluidez 53 5 Conclusotildees 55
6
1- INTRODUCcedilAtildeO
11- Justificativa
A escolha deste projeto se justifica pela necessidade de uma correta
destinaccedilatildeo dos resiacuteduos de compoacutesito de Polissulfeto de fenileno (PPS) reforccedilado
com fibra de vidro gerados durante o processo de injeccedilatildeo de centralizadores em
hastes de bombeio para a exploraccedilatildeo de petroacuteleo Justifica-se ainda pela
necessidade do desenvolvimento de um conhecimento geral sobre os processos
de degradaccedilatildeo sofridos durante a reciclagem primaacuteria dos resiacuteduos deste
compoacutesito e o impacto da utilizaccedilatildeo desse material reciclado sobre as
propriedades mecacircnicas das peccedilas injetadas visto a severidade das condiccedilotildees
ambientais agraves quais os centralizadores ficam expostos durante o periacuteodo de
produccedilatildeo no poccedilo de exploraccedilatildeo de petroacuteleo
12- Objetivo geral
O estudo da degradaccedilatildeo sofrida durante o processamento e reciclagem de
compoacutesitos de polissulfeto de fenileno com fibra de vidro e o impacto da utilizaccedilatildeo
do material reciclado nas propriedades mecacircnicas e aspectos visuais dos
produtos injetados
13- Objetivo especiacutefico
Estudar os processos de degradaccedilatildeo que possam estar relacionados ao
processamento e reciclagem do compoacutesito polissulfeto de fenileno reforccedilado com
fibra de vidro durante o processo de injeccedilatildeo centralizadores em hastes de
bombeio E estabelecer uma relaccedilatildeo entre os processos de degradaccedilatildeo e a
variaccedilatildeo das propriedades mecacircnicas apresentadas pelo material injetado
7
2- REVISAtildeO BIBLIOGRAFICA
21- Poliacutemeros
A palavra ldquopoliacutemerordquo vem do grego significando ldquopoli= muitas e mero=
partesrdquo e eacute utilizada para denominar os materiais de origem natural artificial
(poliacutemeros naturais modificados) ou sinteacutetica de natureza orgacircnica ou inorgacircnica
constituiacutedos por muitas cadeias (macromoleacuteculas) de elevada massa molecular
sendo que cada uma dessas cadeias possui uma estrutura em que haacute a repeticcedilatildeo
de pequenas unidades (meros) [1]
Os diferentes tipos de poliacutemeros apresentam propriedades bastante
distintas entre si em decorrecircncia de diversos fatores como diferenccedilas na
estrutura molecular das cadeias e conformaccedilatildeo espacial das cadeias Para
facilitar o estudo dos poliacutemeros adotam-se diferentes formas de classificaccedilatildeo de
acordo com a abordagem de interesse Essas classificaccedilotildees visam separar os
diversos materiais polimeacutericos em grupos que apresentam afinidades quanto agrave
alguma caracteriacutestica especiacutefica [2] Por exemplo quanto agrave forma final de
utilizaccedilatildeo os poliacutemeros podem ser divididos em plaacutesticos fibras polimeacutericas
borrachas (ou elastocircmeros) e espumas [1]
Os plaacutesticos por sua vez podem ser divididos em termoplaacutesticos ou
termofixos tambeacutem chamados de termorriacutegidos [3] Os termoplaacutesticos tem a
capacidade de amolecer e fluir quando expostos a um aumento de temperatura e
pressatildeo Quando eacute retirado dessa condiccedilatildeo de alta temperatura o poliacutemero se
solidifica em um produto com forma definida poreacutem novas aplicaccedilotildees de
temperatura e pressatildeo produzem o mesmo efeito de amolecimento e fluxo
caracterizando um processo de alteraccedilatildeo fiacutesica reversiacutevel Esse comportamento
deve-se ao fato das cadeias polimeacutericas de um termoplaacutestico estarem unidas
umas as outras por forccedilas intermoleculares secundaacuterias que podem ser vencidas
com o aumento de temperatura antes que ocorra o rompimento das ligaccedilotildees
covalentes entre os aacutetomos da cadeia [2]
Termofixos ou termorriacutegidos satildeo materiais plaacutesticos que sofrem uma seacuterie
de reaccedilotildees quiacutemicas entre as cadeias com ou sem aquecimento chamada de
cura ou reticulaccedilatildeo O processo de cura se daacute pela ligaccedilatildeo covalente entre as
8
macromoleacuteculas formando uma rede tridimensional que impede o reamolecimento
por aquecimento posterior [2] Outra forma de classificar os poliacutemeros eacute
considerando o desempenho mecacircnico apresentado [3] Pelo desempenho
mecacircnico os poliacutemeros satildeo agrupados frequentemente em plaacutesticos de uso
convencional (commodities) e plaacutesticos de engenharia [2]
Os plaacutesticos de uso convencional (commodities) satildeo poliacutemeros de baixo
custo de faacutecil processamento e com pouca resistecircncia mecacircnica Os plaacutesticos de
uso convencional representam a maior parte dos poliacutemeros produzidos no mundo
[4]Como exemplo temos o polietileno de baixa (LDPE) polietileno de alta
densidade (HDPE) polipropileno (PP) poliestireno (PS) e o policloreto de vinila
(PVC) [2] [3]
Os plaacutesticos de engenharia por sua vez geralmente apresentam
caracteriacutesticas especiacuteficas relacionadas principalmente ao desempenho mecacircnico
e comportamento quiacutemico que permitem que sejam utilizados em aplicaccedilotildees
onde os plaacutesticos convencionais seriam ineficientes [3]
Os plaacutesticos de engenharia geralmente apresentam as seguintes
caracteriacutesticas
Moacutedulo de elasticidade elevado
Boa resistecircncia ao impacto
Boa resistecircncia agrave traccedilatildeo
Boa resistecircncia agrave flexatildeo
Estabilidade dimensional em alta temperatura
Resistecircncia agrave degradaccedilatildeo teacutermica e agrave oxidaccedilatildeo
Resistecircncia a reagentes e solventes
Devido agrave essas propriedades os plaacutesticos de engenharia vecircm
conquistando cada vez mais espaccedilo na induacutestria que muitas vezes os utilizam em
aplicaccedilotildees nobres em diversas aacutereas como alternativa aos metais e ateacute mesmo
aos materiais ceracircmicos
22- Comportamento teacutermico dos poliacutemeros
A mobilidade das cadeias em uma massa polimeacuterica determina as
caracteriacutesticas fiacutesicas do produto seja este um plaacutestico duro e fraacutegil borrachoso
9
ou um fluido viscoso A mobilidade eacute funccedilatildeo da agitaccedilatildeo dos aacutetomos nas
moleacuteculas sendo que esta agitaccedilatildeo eacute proporcional agrave temperatura e inversamente
proporcional agraves forccedilas de ligaccedilatildeo entre as cadeias ou forccedilas moleculares
secundaacuterias O conhecimento das caracteriacutesticas fiacutesico-quiacutemicas de um poliacutemero
nos permite compreender o seu comportamento termomecacircnico [2]
O processamento de um poliacutemero ocorre normalmente sob temperaturas
elevadas o suficiente para que a massa polimeacuterica possa se comportar como
fluido viscoso enquanto a utilizaccedilatildeo do produto eacute feita em temperaturas mais
baixas onde o poliacutemero apresenta caracteriacutestica riacutegida ou flexiacutevel Essa mudanccedila
no comportamento em funccedilatildeo da temperatura eacute um paracircmetro importante na
seleccedilatildeo do melhor material para uma dada aplicaccedilatildeo
De um modo geral os poliacutemeros podem apresentar pelo menos trecircs
temperaturas de transiccedilatildeo importantes Nessas temperaturas pode-se observar as
variaccedilotildees fiacutesicas mais importantes de uma massa polimeacuterica Satildeo elas
A) Temperatura de transiccedilatildeo viacutetrea ou Tg corresponde ao valor meacutedio da
faixa de temperatura em que durante o aquecimento de um poliacutemero de
uma temperatura muito baixa para valores mais altos as cadeias
polimeacutericas da fase amorfa adquirem mobilidade Abaixo da tg as cadeias
natildeo tem energia suficiente para se deslocar e permitir mudanccedilas
conformacionais O poliacutemero estaacute em um estado viacutetreo apresentando-se
duro riacutegido e quebradiccedilo enquanto acima da Tg o poliacutemero passa para um
estado borrachoso [2]
B) Temperatura de fusatildeo cristalina ou Tm eacute a temperatura meacutedia em que
durante o aquecimento as regiotildees cristalinas do material polimeacuterico
desaparecem pela fusatildeo dos cristalitos Neste ponto a energia do sistema
atinge o niacutevel necessaacuterio para vencer todas as forccedilas intermoleculares
secundaacuterias entre as cadeias da fase cristalina que devido ao
empacotamento mais organizado das cadeias eacute maior que a energia de
ligaccedilatildeo da fase amorfa Ao ultrapassar a Tg a massa polimeacuterica passa para
um estado viscoso ou fundido [2]
A Tg e Tm podem ser determinadas experimentalmente atraveacutes do
acompanhamento da variaccedilatildeo do volume especiacutefico da massa polimeacuterica
sendo que os desvios na linearidade da relaccedilatildeo entre temperatura e
volume especiacutefico servem de indicativo das temperaturas de transiccedilatildeo
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
RESUMO
A crescente preocupaccedilatildeo ambiental tem levado a induacutestria a buscar cada
vez mais alternativas adequadas para o uso dos resiacuteduos gerados durante os
processos produtivos Aleacutem da preocupaccedilatildeo ambiental existe uma busca pela
reduccedilatildeo de custos relacionados agrave mateacuteria-prima e ao descarte de resiacuteduos
Essas preocupaccedilotildees tecircm obrigado a induacutestria de transformaccedilatildeo a procurar
meios de reaproveitar os resiacuteduos gerados no processo produtivo por meio da
reciclagem Embora a reciclagem seja sempre vista com bons olhos eacute necessaacuterio
assegurar que a reincorporaccedilatildeo de resiacuteduos natildeo afete a qualidade do produto
final principalmente em processos de transformaccedilatildeo de poliacutemeros e compoacutesitos
que tem importantes processos de degradaccedilatildeo que tem alguns processos de
degradaccedilatildeo relacionados a forma de processamento
No caso de compoacutesitos os impactos da reciclagem nas caracteriacutesticas dos
produtos podem ser ainda mais acentuados visto que aleacutem do poliacutemero tambeacutem
as fibras de reforccedilo sofrem degradaccedilatildeo durante o reprocessamento Aleacutem disso
os compoacutesitos de Polissulfeto de Fenileno (PPS) por suas caracteriacutesticas de
resistecircncia normalmente satildeo utilizados em aplicaccedilotildees com grandes solicitaccedilotildees
mecacircnicas e teacutermicas Dessa maneira torna-se fundamental um estudo do
impacto da utilizaccedilatildeo de material reciclado nas propriedades mecacircnicas de peccedilas
injetadas com o objetivo de se buscar uma conciliaccedilatildeo entre as preocupaccedilotildees
ambientais econocircmicas e de qualidade das empresas que trabalham com
compoacutesitos de matriz termoplaacutestica
Este projeto teve como objetivo o estudo do impacto da reciclagem primaacuteria
de resiacuteduos de compoacutesito de PPS reforccedilado com fibras de vidro nas propriedades
mecacircnicas de centralizadores injetados em hastes de bombeio
Verificou-se atraveacutes da metodologia adotada que as propriedades
mecacircnicas sofreram influecircncia do processamento e reciclagem e portanto o
processo de reaproveitamento dos resiacuteduos deve ser controlado para evitar
perdas significativas nas propriedades mecacircnicas dos centralizadores
ABSTRACT
The increasing environmental concern has prompted the industry to search
increasingly suitable alternative to the use of waste generated during the
productive processes Besides environmental concerns there is a search for
reducing costs related to raw materials and the disposal of scrap
These concerns have forced the manufacturing industry to look for ways to
reuse the waste generated in the production process through recycling While
recycling is always viewed favorably it is necessary to ensure that the
reincorporation of residues does not affect the quality of the final product
especially in manufacturing processes of polymer composites that has significant
degradation processes related to processing
In the case of composites the effects of the recycling on the characteristics
of products can be even more pronounced knowing also the reinforcing fibers are
degraded during recycling Moreover the composites of PPS by their resistance
characteristics are typically used in applications with high thermal and mechanical
stresses Therefore it becomes essential to a study of the impact of using
recycled materials in the mechanical properties of molded parts to seek a balance
between the environmental economic and quality of companies working with
thermoplastics composites
This project has the objective study the impact of primary recycling scrap
PPS composite reinforced with glass fibers on the mechanical properties of
centralizers injected in sucker rods
It was found by the methodology that the mechanical properties suffer
influences of processing and recycling and therefore the process of reusing waste
must be controlled to avoid significant losses in the mechanical properties of
centralizers
SUMAacuteRIO
1 Introduccedilatildeo 6 11 Justificativa 6 12 Objetivo Geral 6 13 Objetivo Especifico 6 2 Revisatildeo bibliograacutefica 7 21 Poliacutemeros 7 22 Comportamento teacutermico dos poliacutemeros 8 23 Polissulfeto de fenileno 11 24 Compoacutesitos em matrizes termoplaacutesticas 13 25 Processamento de poliacutemeros termoplaacutesticos 15 251 Moldagem por injeccedilatildeo 15 26 Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio 18 27 Degradaccedilatildeo de Materiais Polimeacutericos 21 271 Degradaccedilatildeo com cisatildeo da cadeia 21 272 Degradaccedilatildeo sem cisatildeo da cadeia 24 273 Auto-Oxidaccedilatildeo 24 274 Despolimerizaccedilatildeo 26 28 Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o
processamento 27 281 Degradaccedilatildeo mecacircnica e termomecacircnica 29 282 Degradaccedilatildeo de compoacutesito de PPS reforccedilado com fibra de vidro
durante o processamento 30 29 Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros 31 210 Reciclagem de poliacutemeros 32 2101 Tipos de reciclagem de poliacutemeros 33 3 Metodologia 35 31 Materiais 35 32 Meacutetodos 36 321 Ensaio de impacto 40 322 Ensaio de dureza 41 323 Ensaio de extraccedilatildeo de centralizadores 41 324 Espectroscopia de infravermelho por transformada de Fourier
FTIR 42 325 Ensaio de Fluidez 42 4 Resultados e discussatildeo 44 41 Ensaio de dureza 44 42 Ensaio de impacto 45 43 Ensaio de extraccedilatildeo de centralizadores 47 44 Analise FTIR 48 45 Ensaio de Fluidez 53 5 Conclusotildees 55
6
1- INTRODUCcedilAtildeO
11- Justificativa
A escolha deste projeto se justifica pela necessidade de uma correta
destinaccedilatildeo dos resiacuteduos de compoacutesito de Polissulfeto de fenileno (PPS) reforccedilado
com fibra de vidro gerados durante o processo de injeccedilatildeo de centralizadores em
hastes de bombeio para a exploraccedilatildeo de petroacuteleo Justifica-se ainda pela
necessidade do desenvolvimento de um conhecimento geral sobre os processos
de degradaccedilatildeo sofridos durante a reciclagem primaacuteria dos resiacuteduos deste
compoacutesito e o impacto da utilizaccedilatildeo desse material reciclado sobre as
propriedades mecacircnicas das peccedilas injetadas visto a severidade das condiccedilotildees
ambientais agraves quais os centralizadores ficam expostos durante o periacuteodo de
produccedilatildeo no poccedilo de exploraccedilatildeo de petroacuteleo
12- Objetivo geral
O estudo da degradaccedilatildeo sofrida durante o processamento e reciclagem de
compoacutesitos de polissulfeto de fenileno com fibra de vidro e o impacto da utilizaccedilatildeo
do material reciclado nas propriedades mecacircnicas e aspectos visuais dos
produtos injetados
13- Objetivo especiacutefico
Estudar os processos de degradaccedilatildeo que possam estar relacionados ao
processamento e reciclagem do compoacutesito polissulfeto de fenileno reforccedilado com
fibra de vidro durante o processo de injeccedilatildeo centralizadores em hastes de
bombeio E estabelecer uma relaccedilatildeo entre os processos de degradaccedilatildeo e a
variaccedilatildeo das propriedades mecacircnicas apresentadas pelo material injetado
7
2- REVISAtildeO BIBLIOGRAFICA
21- Poliacutemeros
A palavra ldquopoliacutemerordquo vem do grego significando ldquopoli= muitas e mero=
partesrdquo e eacute utilizada para denominar os materiais de origem natural artificial
(poliacutemeros naturais modificados) ou sinteacutetica de natureza orgacircnica ou inorgacircnica
constituiacutedos por muitas cadeias (macromoleacuteculas) de elevada massa molecular
sendo que cada uma dessas cadeias possui uma estrutura em que haacute a repeticcedilatildeo
de pequenas unidades (meros) [1]
Os diferentes tipos de poliacutemeros apresentam propriedades bastante
distintas entre si em decorrecircncia de diversos fatores como diferenccedilas na
estrutura molecular das cadeias e conformaccedilatildeo espacial das cadeias Para
facilitar o estudo dos poliacutemeros adotam-se diferentes formas de classificaccedilatildeo de
acordo com a abordagem de interesse Essas classificaccedilotildees visam separar os
diversos materiais polimeacutericos em grupos que apresentam afinidades quanto agrave
alguma caracteriacutestica especiacutefica [2] Por exemplo quanto agrave forma final de
utilizaccedilatildeo os poliacutemeros podem ser divididos em plaacutesticos fibras polimeacutericas
borrachas (ou elastocircmeros) e espumas [1]
Os plaacutesticos por sua vez podem ser divididos em termoplaacutesticos ou
termofixos tambeacutem chamados de termorriacutegidos [3] Os termoplaacutesticos tem a
capacidade de amolecer e fluir quando expostos a um aumento de temperatura e
pressatildeo Quando eacute retirado dessa condiccedilatildeo de alta temperatura o poliacutemero se
solidifica em um produto com forma definida poreacutem novas aplicaccedilotildees de
temperatura e pressatildeo produzem o mesmo efeito de amolecimento e fluxo
caracterizando um processo de alteraccedilatildeo fiacutesica reversiacutevel Esse comportamento
deve-se ao fato das cadeias polimeacutericas de um termoplaacutestico estarem unidas
umas as outras por forccedilas intermoleculares secundaacuterias que podem ser vencidas
com o aumento de temperatura antes que ocorra o rompimento das ligaccedilotildees
covalentes entre os aacutetomos da cadeia [2]
Termofixos ou termorriacutegidos satildeo materiais plaacutesticos que sofrem uma seacuterie
de reaccedilotildees quiacutemicas entre as cadeias com ou sem aquecimento chamada de
cura ou reticulaccedilatildeo O processo de cura se daacute pela ligaccedilatildeo covalente entre as
8
macromoleacuteculas formando uma rede tridimensional que impede o reamolecimento
por aquecimento posterior [2] Outra forma de classificar os poliacutemeros eacute
considerando o desempenho mecacircnico apresentado [3] Pelo desempenho
mecacircnico os poliacutemeros satildeo agrupados frequentemente em plaacutesticos de uso
convencional (commodities) e plaacutesticos de engenharia [2]
Os plaacutesticos de uso convencional (commodities) satildeo poliacutemeros de baixo
custo de faacutecil processamento e com pouca resistecircncia mecacircnica Os plaacutesticos de
uso convencional representam a maior parte dos poliacutemeros produzidos no mundo
[4]Como exemplo temos o polietileno de baixa (LDPE) polietileno de alta
densidade (HDPE) polipropileno (PP) poliestireno (PS) e o policloreto de vinila
(PVC) [2] [3]
Os plaacutesticos de engenharia por sua vez geralmente apresentam
caracteriacutesticas especiacuteficas relacionadas principalmente ao desempenho mecacircnico
e comportamento quiacutemico que permitem que sejam utilizados em aplicaccedilotildees
onde os plaacutesticos convencionais seriam ineficientes [3]
Os plaacutesticos de engenharia geralmente apresentam as seguintes
caracteriacutesticas
Moacutedulo de elasticidade elevado
Boa resistecircncia ao impacto
Boa resistecircncia agrave traccedilatildeo
Boa resistecircncia agrave flexatildeo
Estabilidade dimensional em alta temperatura
Resistecircncia agrave degradaccedilatildeo teacutermica e agrave oxidaccedilatildeo
Resistecircncia a reagentes e solventes
Devido agrave essas propriedades os plaacutesticos de engenharia vecircm
conquistando cada vez mais espaccedilo na induacutestria que muitas vezes os utilizam em
aplicaccedilotildees nobres em diversas aacutereas como alternativa aos metais e ateacute mesmo
aos materiais ceracircmicos
22- Comportamento teacutermico dos poliacutemeros
A mobilidade das cadeias em uma massa polimeacuterica determina as
caracteriacutesticas fiacutesicas do produto seja este um plaacutestico duro e fraacutegil borrachoso
9
ou um fluido viscoso A mobilidade eacute funccedilatildeo da agitaccedilatildeo dos aacutetomos nas
moleacuteculas sendo que esta agitaccedilatildeo eacute proporcional agrave temperatura e inversamente
proporcional agraves forccedilas de ligaccedilatildeo entre as cadeias ou forccedilas moleculares
secundaacuterias O conhecimento das caracteriacutesticas fiacutesico-quiacutemicas de um poliacutemero
nos permite compreender o seu comportamento termomecacircnico [2]
O processamento de um poliacutemero ocorre normalmente sob temperaturas
elevadas o suficiente para que a massa polimeacuterica possa se comportar como
fluido viscoso enquanto a utilizaccedilatildeo do produto eacute feita em temperaturas mais
baixas onde o poliacutemero apresenta caracteriacutestica riacutegida ou flexiacutevel Essa mudanccedila
no comportamento em funccedilatildeo da temperatura eacute um paracircmetro importante na
seleccedilatildeo do melhor material para uma dada aplicaccedilatildeo
De um modo geral os poliacutemeros podem apresentar pelo menos trecircs
temperaturas de transiccedilatildeo importantes Nessas temperaturas pode-se observar as
variaccedilotildees fiacutesicas mais importantes de uma massa polimeacuterica Satildeo elas
A) Temperatura de transiccedilatildeo viacutetrea ou Tg corresponde ao valor meacutedio da
faixa de temperatura em que durante o aquecimento de um poliacutemero de
uma temperatura muito baixa para valores mais altos as cadeias
polimeacutericas da fase amorfa adquirem mobilidade Abaixo da tg as cadeias
natildeo tem energia suficiente para se deslocar e permitir mudanccedilas
conformacionais O poliacutemero estaacute em um estado viacutetreo apresentando-se
duro riacutegido e quebradiccedilo enquanto acima da Tg o poliacutemero passa para um
estado borrachoso [2]
B) Temperatura de fusatildeo cristalina ou Tm eacute a temperatura meacutedia em que
durante o aquecimento as regiotildees cristalinas do material polimeacuterico
desaparecem pela fusatildeo dos cristalitos Neste ponto a energia do sistema
atinge o niacutevel necessaacuterio para vencer todas as forccedilas intermoleculares
secundaacuterias entre as cadeias da fase cristalina que devido ao
empacotamento mais organizado das cadeias eacute maior que a energia de
ligaccedilatildeo da fase amorfa Ao ultrapassar a Tg a massa polimeacuterica passa para
um estado viscoso ou fundido [2]
A Tg e Tm podem ser determinadas experimentalmente atraveacutes do
acompanhamento da variaccedilatildeo do volume especiacutefico da massa polimeacuterica
sendo que os desvios na linearidade da relaccedilatildeo entre temperatura e
volume especiacutefico servem de indicativo das temperaturas de transiccedilatildeo
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
ABSTRACT
The increasing environmental concern has prompted the industry to search
increasingly suitable alternative to the use of waste generated during the
productive processes Besides environmental concerns there is a search for
reducing costs related to raw materials and the disposal of scrap
These concerns have forced the manufacturing industry to look for ways to
reuse the waste generated in the production process through recycling While
recycling is always viewed favorably it is necessary to ensure that the
reincorporation of residues does not affect the quality of the final product
especially in manufacturing processes of polymer composites that has significant
degradation processes related to processing
In the case of composites the effects of the recycling on the characteristics
of products can be even more pronounced knowing also the reinforcing fibers are
degraded during recycling Moreover the composites of PPS by their resistance
characteristics are typically used in applications with high thermal and mechanical
stresses Therefore it becomes essential to a study of the impact of using
recycled materials in the mechanical properties of molded parts to seek a balance
between the environmental economic and quality of companies working with
thermoplastics composites
This project has the objective study the impact of primary recycling scrap
PPS composite reinforced with glass fibers on the mechanical properties of
centralizers injected in sucker rods
It was found by the methodology that the mechanical properties suffer
influences of processing and recycling and therefore the process of reusing waste
must be controlled to avoid significant losses in the mechanical properties of
centralizers
SUMAacuteRIO
1 Introduccedilatildeo 6 11 Justificativa 6 12 Objetivo Geral 6 13 Objetivo Especifico 6 2 Revisatildeo bibliograacutefica 7 21 Poliacutemeros 7 22 Comportamento teacutermico dos poliacutemeros 8 23 Polissulfeto de fenileno 11 24 Compoacutesitos em matrizes termoplaacutesticas 13 25 Processamento de poliacutemeros termoplaacutesticos 15 251 Moldagem por injeccedilatildeo 15 26 Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio 18 27 Degradaccedilatildeo de Materiais Polimeacutericos 21 271 Degradaccedilatildeo com cisatildeo da cadeia 21 272 Degradaccedilatildeo sem cisatildeo da cadeia 24 273 Auto-Oxidaccedilatildeo 24 274 Despolimerizaccedilatildeo 26 28 Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o
processamento 27 281 Degradaccedilatildeo mecacircnica e termomecacircnica 29 282 Degradaccedilatildeo de compoacutesito de PPS reforccedilado com fibra de vidro
durante o processamento 30 29 Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros 31 210 Reciclagem de poliacutemeros 32 2101 Tipos de reciclagem de poliacutemeros 33 3 Metodologia 35 31 Materiais 35 32 Meacutetodos 36 321 Ensaio de impacto 40 322 Ensaio de dureza 41 323 Ensaio de extraccedilatildeo de centralizadores 41 324 Espectroscopia de infravermelho por transformada de Fourier
FTIR 42 325 Ensaio de Fluidez 42 4 Resultados e discussatildeo 44 41 Ensaio de dureza 44 42 Ensaio de impacto 45 43 Ensaio de extraccedilatildeo de centralizadores 47 44 Analise FTIR 48 45 Ensaio de Fluidez 53 5 Conclusotildees 55
6
1- INTRODUCcedilAtildeO
11- Justificativa
A escolha deste projeto se justifica pela necessidade de uma correta
destinaccedilatildeo dos resiacuteduos de compoacutesito de Polissulfeto de fenileno (PPS) reforccedilado
com fibra de vidro gerados durante o processo de injeccedilatildeo de centralizadores em
hastes de bombeio para a exploraccedilatildeo de petroacuteleo Justifica-se ainda pela
necessidade do desenvolvimento de um conhecimento geral sobre os processos
de degradaccedilatildeo sofridos durante a reciclagem primaacuteria dos resiacuteduos deste
compoacutesito e o impacto da utilizaccedilatildeo desse material reciclado sobre as
propriedades mecacircnicas das peccedilas injetadas visto a severidade das condiccedilotildees
ambientais agraves quais os centralizadores ficam expostos durante o periacuteodo de
produccedilatildeo no poccedilo de exploraccedilatildeo de petroacuteleo
12- Objetivo geral
O estudo da degradaccedilatildeo sofrida durante o processamento e reciclagem de
compoacutesitos de polissulfeto de fenileno com fibra de vidro e o impacto da utilizaccedilatildeo
do material reciclado nas propriedades mecacircnicas e aspectos visuais dos
produtos injetados
13- Objetivo especiacutefico
Estudar os processos de degradaccedilatildeo que possam estar relacionados ao
processamento e reciclagem do compoacutesito polissulfeto de fenileno reforccedilado com
fibra de vidro durante o processo de injeccedilatildeo centralizadores em hastes de
bombeio E estabelecer uma relaccedilatildeo entre os processos de degradaccedilatildeo e a
variaccedilatildeo das propriedades mecacircnicas apresentadas pelo material injetado
7
2- REVISAtildeO BIBLIOGRAFICA
21- Poliacutemeros
A palavra ldquopoliacutemerordquo vem do grego significando ldquopoli= muitas e mero=
partesrdquo e eacute utilizada para denominar os materiais de origem natural artificial
(poliacutemeros naturais modificados) ou sinteacutetica de natureza orgacircnica ou inorgacircnica
constituiacutedos por muitas cadeias (macromoleacuteculas) de elevada massa molecular
sendo que cada uma dessas cadeias possui uma estrutura em que haacute a repeticcedilatildeo
de pequenas unidades (meros) [1]
Os diferentes tipos de poliacutemeros apresentam propriedades bastante
distintas entre si em decorrecircncia de diversos fatores como diferenccedilas na
estrutura molecular das cadeias e conformaccedilatildeo espacial das cadeias Para
facilitar o estudo dos poliacutemeros adotam-se diferentes formas de classificaccedilatildeo de
acordo com a abordagem de interesse Essas classificaccedilotildees visam separar os
diversos materiais polimeacutericos em grupos que apresentam afinidades quanto agrave
alguma caracteriacutestica especiacutefica [2] Por exemplo quanto agrave forma final de
utilizaccedilatildeo os poliacutemeros podem ser divididos em plaacutesticos fibras polimeacutericas
borrachas (ou elastocircmeros) e espumas [1]
Os plaacutesticos por sua vez podem ser divididos em termoplaacutesticos ou
termofixos tambeacutem chamados de termorriacutegidos [3] Os termoplaacutesticos tem a
capacidade de amolecer e fluir quando expostos a um aumento de temperatura e
pressatildeo Quando eacute retirado dessa condiccedilatildeo de alta temperatura o poliacutemero se
solidifica em um produto com forma definida poreacutem novas aplicaccedilotildees de
temperatura e pressatildeo produzem o mesmo efeito de amolecimento e fluxo
caracterizando um processo de alteraccedilatildeo fiacutesica reversiacutevel Esse comportamento
deve-se ao fato das cadeias polimeacutericas de um termoplaacutestico estarem unidas
umas as outras por forccedilas intermoleculares secundaacuterias que podem ser vencidas
com o aumento de temperatura antes que ocorra o rompimento das ligaccedilotildees
covalentes entre os aacutetomos da cadeia [2]
Termofixos ou termorriacutegidos satildeo materiais plaacutesticos que sofrem uma seacuterie
de reaccedilotildees quiacutemicas entre as cadeias com ou sem aquecimento chamada de
cura ou reticulaccedilatildeo O processo de cura se daacute pela ligaccedilatildeo covalente entre as
8
macromoleacuteculas formando uma rede tridimensional que impede o reamolecimento
por aquecimento posterior [2] Outra forma de classificar os poliacutemeros eacute
considerando o desempenho mecacircnico apresentado [3] Pelo desempenho
mecacircnico os poliacutemeros satildeo agrupados frequentemente em plaacutesticos de uso
convencional (commodities) e plaacutesticos de engenharia [2]
Os plaacutesticos de uso convencional (commodities) satildeo poliacutemeros de baixo
custo de faacutecil processamento e com pouca resistecircncia mecacircnica Os plaacutesticos de
uso convencional representam a maior parte dos poliacutemeros produzidos no mundo
[4]Como exemplo temos o polietileno de baixa (LDPE) polietileno de alta
densidade (HDPE) polipropileno (PP) poliestireno (PS) e o policloreto de vinila
(PVC) [2] [3]
Os plaacutesticos de engenharia por sua vez geralmente apresentam
caracteriacutesticas especiacuteficas relacionadas principalmente ao desempenho mecacircnico
e comportamento quiacutemico que permitem que sejam utilizados em aplicaccedilotildees
onde os plaacutesticos convencionais seriam ineficientes [3]
Os plaacutesticos de engenharia geralmente apresentam as seguintes
caracteriacutesticas
Moacutedulo de elasticidade elevado
Boa resistecircncia ao impacto
Boa resistecircncia agrave traccedilatildeo
Boa resistecircncia agrave flexatildeo
Estabilidade dimensional em alta temperatura
Resistecircncia agrave degradaccedilatildeo teacutermica e agrave oxidaccedilatildeo
Resistecircncia a reagentes e solventes
Devido agrave essas propriedades os plaacutesticos de engenharia vecircm
conquistando cada vez mais espaccedilo na induacutestria que muitas vezes os utilizam em
aplicaccedilotildees nobres em diversas aacutereas como alternativa aos metais e ateacute mesmo
aos materiais ceracircmicos
22- Comportamento teacutermico dos poliacutemeros
A mobilidade das cadeias em uma massa polimeacuterica determina as
caracteriacutesticas fiacutesicas do produto seja este um plaacutestico duro e fraacutegil borrachoso
9
ou um fluido viscoso A mobilidade eacute funccedilatildeo da agitaccedilatildeo dos aacutetomos nas
moleacuteculas sendo que esta agitaccedilatildeo eacute proporcional agrave temperatura e inversamente
proporcional agraves forccedilas de ligaccedilatildeo entre as cadeias ou forccedilas moleculares
secundaacuterias O conhecimento das caracteriacutesticas fiacutesico-quiacutemicas de um poliacutemero
nos permite compreender o seu comportamento termomecacircnico [2]
O processamento de um poliacutemero ocorre normalmente sob temperaturas
elevadas o suficiente para que a massa polimeacuterica possa se comportar como
fluido viscoso enquanto a utilizaccedilatildeo do produto eacute feita em temperaturas mais
baixas onde o poliacutemero apresenta caracteriacutestica riacutegida ou flexiacutevel Essa mudanccedila
no comportamento em funccedilatildeo da temperatura eacute um paracircmetro importante na
seleccedilatildeo do melhor material para uma dada aplicaccedilatildeo
De um modo geral os poliacutemeros podem apresentar pelo menos trecircs
temperaturas de transiccedilatildeo importantes Nessas temperaturas pode-se observar as
variaccedilotildees fiacutesicas mais importantes de uma massa polimeacuterica Satildeo elas
A) Temperatura de transiccedilatildeo viacutetrea ou Tg corresponde ao valor meacutedio da
faixa de temperatura em que durante o aquecimento de um poliacutemero de
uma temperatura muito baixa para valores mais altos as cadeias
polimeacutericas da fase amorfa adquirem mobilidade Abaixo da tg as cadeias
natildeo tem energia suficiente para se deslocar e permitir mudanccedilas
conformacionais O poliacutemero estaacute em um estado viacutetreo apresentando-se
duro riacutegido e quebradiccedilo enquanto acima da Tg o poliacutemero passa para um
estado borrachoso [2]
B) Temperatura de fusatildeo cristalina ou Tm eacute a temperatura meacutedia em que
durante o aquecimento as regiotildees cristalinas do material polimeacuterico
desaparecem pela fusatildeo dos cristalitos Neste ponto a energia do sistema
atinge o niacutevel necessaacuterio para vencer todas as forccedilas intermoleculares
secundaacuterias entre as cadeias da fase cristalina que devido ao
empacotamento mais organizado das cadeias eacute maior que a energia de
ligaccedilatildeo da fase amorfa Ao ultrapassar a Tg a massa polimeacuterica passa para
um estado viscoso ou fundido [2]
A Tg e Tm podem ser determinadas experimentalmente atraveacutes do
acompanhamento da variaccedilatildeo do volume especiacutefico da massa polimeacuterica
sendo que os desvios na linearidade da relaccedilatildeo entre temperatura e
volume especiacutefico servem de indicativo das temperaturas de transiccedilatildeo
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
SUMAacuteRIO
1 Introduccedilatildeo 6 11 Justificativa 6 12 Objetivo Geral 6 13 Objetivo Especifico 6 2 Revisatildeo bibliograacutefica 7 21 Poliacutemeros 7 22 Comportamento teacutermico dos poliacutemeros 8 23 Polissulfeto de fenileno 11 24 Compoacutesitos em matrizes termoplaacutesticas 13 25 Processamento de poliacutemeros termoplaacutesticos 15 251 Moldagem por injeccedilatildeo 15 26 Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio 18 27 Degradaccedilatildeo de Materiais Polimeacutericos 21 271 Degradaccedilatildeo com cisatildeo da cadeia 21 272 Degradaccedilatildeo sem cisatildeo da cadeia 24 273 Auto-Oxidaccedilatildeo 24 274 Despolimerizaccedilatildeo 26 28 Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o
processamento 27 281 Degradaccedilatildeo mecacircnica e termomecacircnica 29 282 Degradaccedilatildeo de compoacutesito de PPS reforccedilado com fibra de vidro
durante o processamento 30 29 Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros 31 210 Reciclagem de poliacutemeros 32 2101 Tipos de reciclagem de poliacutemeros 33 3 Metodologia 35 31 Materiais 35 32 Meacutetodos 36 321 Ensaio de impacto 40 322 Ensaio de dureza 41 323 Ensaio de extraccedilatildeo de centralizadores 41 324 Espectroscopia de infravermelho por transformada de Fourier
FTIR 42 325 Ensaio de Fluidez 42 4 Resultados e discussatildeo 44 41 Ensaio de dureza 44 42 Ensaio de impacto 45 43 Ensaio de extraccedilatildeo de centralizadores 47 44 Analise FTIR 48 45 Ensaio de Fluidez 53 5 Conclusotildees 55
6
1- INTRODUCcedilAtildeO
11- Justificativa
A escolha deste projeto se justifica pela necessidade de uma correta
destinaccedilatildeo dos resiacuteduos de compoacutesito de Polissulfeto de fenileno (PPS) reforccedilado
com fibra de vidro gerados durante o processo de injeccedilatildeo de centralizadores em
hastes de bombeio para a exploraccedilatildeo de petroacuteleo Justifica-se ainda pela
necessidade do desenvolvimento de um conhecimento geral sobre os processos
de degradaccedilatildeo sofridos durante a reciclagem primaacuteria dos resiacuteduos deste
compoacutesito e o impacto da utilizaccedilatildeo desse material reciclado sobre as
propriedades mecacircnicas das peccedilas injetadas visto a severidade das condiccedilotildees
ambientais agraves quais os centralizadores ficam expostos durante o periacuteodo de
produccedilatildeo no poccedilo de exploraccedilatildeo de petroacuteleo
12- Objetivo geral
O estudo da degradaccedilatildeo sofrida durante o processamento e reciclagem de
compoacutesitos de polissulfeto de fenileno com fibra de vidro e o impacto da utilizaccedilatildeo
do material reciclado nas propriedades mecacircnicas e aspectos visuais dos
produtos injetados
13- Objetivo especiacutefico
Estudar os processos de degradaccedilatildeo que possam estar relacionados ao
processamento e reciclagem do compoacutesito polissulfeto de fenileno reforccedilado com
fibra de vidro durante o processo de injeccedilatildeo centralizadores em hastes de
bombeio E estabelecer uma relaccedilatildeo entre os processos de degradaccedilatildeo e a
variaccedilatildeo das propriedades mecacircnicas apresentadas pelo material injetado
7
2- REVISAtildeO BIBLIOGRAFICA
21- Poliacutemeros
A palavra ldquopoliacutemerordquo vem do grego significando ldquopoli= muitas e mero=
partesrdquo e eacute utilizada para denominar os materiais de origem natural artificial
(poliacutemeros naturais modificados) ou sinteacutetica de natureza orgacircnica ou inorgacircnica
constituiacutedos por muitas cadeias (macromoleacuteculas) de elevada massa molecular
sendo que cada uma dessas cadeias possui uma estrutura em que haacute a repeticcedilatildeo
de pequenas unidades (meros) [1]
Os diferentes tipos de poliacutemeros apresentam propriedades bastante
distintas entre si em decorrecircncia de diversos fatores como diferenccedilas na
estrutura molecular das cadeias e conformaccedilatildeo espacial das cadeias Para
facilitar o estudo dos poliacutemeros adotam-se diferentes formas de classificaccedilatildeo de
acordo com a abordagem de interesse Essas classificaccedilotildees visam separar os
diversos materiais polimeacutericos em grupos que apresentam afinidades quanto agrave
alguma caracteriacutestica especiacutefica [2] Por exemplo quanto agrave forma final de
utilizaccedilatildeo os poliacutemeros podem ser divididos em plaacutesticos fibras polimeacutericas
borrachas (ou elastocircmeros) e espumas [1]
Os plaacutesticos por sua vez podem ser divididos em termoplaacutesticos ou
termofixos tambeacutem chamados de termorriacutegidos [3] Os termoplaacutesticos tem a
capacidade de amolecer e fluir quando expostos a um aumento de temperatura e
pressatildeo Quando eacute retirado dessa condiccedilatildeo de alta temperatura o poliacutemero se
solidifica em um produto com forma definida poreacutem novas aplicaccedilotildees de
temperatura e pressatildeo produzem o mesmo efeito de amolecimento e fluxo
caracterizando um processo de alteraccedilatildeo fiacutesica reversiacutevel Esse comportamento
deve-se ao fato das cadeias polimeacutericas de um termoplaacutestico estarem unidas
umas as outras por forccedilas intermoleculares secundaacuterias que podem ser vencidas
com o aumento de temperatura antes que ocorra o rompimento das ligaccedilotildees
covalentes entre os aacutetomos da cadeia [2]
Termofixos ou termorriacutegidos satildeo materiais plaacutesticos que sofrem uma seacuterie
de reaccedilotildees quiacutemicas entre as cadeias com ou sem aquecimento chamada de
cura ou reticulaccedilatildeo O processo de cura se daacute pela ligaccedilatildeo covalente entre as
8
macromoleacuteculas formando uma rede tridimensional que impede o reamolecimento
por aquecimento posterior [2] Outra forma de classificar os poliacutemeros eacute
considerando o desempenho mecacircnico apresentado [3] Pelo desempenho
mecacircnico os poliacutemeros satildeo agrupados frequentemente em plaacutesticos de uso
convencional (commodities) e plaacutesticos de engenharia [2]
Os plaacutesticos de uso convencional (commodities) satildeo poliacutemeros de baixo
custo de faacutecil processamento e com pouca resistecircncia mecacircnica Os plaacutesticos de
uso convencional representam a maior parte dos poliacutemeros produzidos no mundo
[4]Como exemplo temos o polietileno de baixa (LDPE) polietileno de alta
densidade (HDPE) polipropileno (PP) poliestireno (PS) e o policloreto de vinila
(PVC) [2] [3]
Os plaacutesticos de engenharia por sua vez geralmente apresentam
caracteriacutesticas especiacuteficas relacionadas principalmente ao desempenho mecacircnico
e comportamento quiacutemico que permitem que sejam utilizados em aplicaccedilotildees
onde os plaacutesticos convencionais seriam ineficientes [3]
Os plaacutesticos de engenharia geralmente apresentam as seguintes
caracteriacutesticas
Moacutedulo de elasticidade elevado
Boa resistecircncia ao impacto
Boa resistecircncia agrave traccedilatildeo
Boa resistecircncia agrave flexatildeo
Estabilidade dimensional em alta temperatura
Resistecircncia agrave degradaccedilatildeo teacutermica e agrave oxidaccedilatildeo
Resistecircncia a reagentes e solventes
Devido agrave essas propriedades os plaacutesticos de engenharia vecircm
conquistando cada vez mais espaccedilo na induacutestria que muitas vezes os utilizam em
aplicaccedilotildees nobres em diversas aacutereas como alternativa aos metais e ateacute mesmo
aos materiais ceracircmicos
22- Comportamento teacutermico dos poliacutemeros
A mobilidade das cadeias em uma massa polimeacuterica determina as
caracteriacutesticas fiacutesicas do produto seja este um plaacutestico duro e fraacutegil borrachoso
9
ou um fluido viscoso A mobilidade eacute funccedilatildeo da agitaccedilatildeo dos aacutetomos nas
moleacuteculas sendo que esta agitaccedilatildeo eacute proporcional agrave temperatura e inversamente
proporcional agraves forccedilas de ligaccedilatildeo entre as cadeias ou forccedilas moleculares
secundaacuterias O conhecimento das caracteriacutesticas fiacutesico-quiacutemicas de um poliacutemero
nos permite compreender o seu comportamento termomecacircnico [2]
O processamento de um poliacutemero ocorre normalmente sob temperaturas
elevadas o suficiente para que a massa polimeacuterica possa se comportar como
fluido viscoso enquanto a utilizaccedilatildeo do produto eacute feita em temperaturas mais
baixas onde o poliacutemero apresenta caracteriacutestica riacutegida ou flexiacutevel Essa mudanccedila
no comportamento em funccedilatildeo da temperatura eacute um paracircmetro importante na
seleccedilatildeo do melhor material para uma dada aplicaccedilatildeo
De um modo geral os poliacutemeros podem apresentar pelo menos trecircs
temperaturas de transiccedilatildeo importantes Nessas temperaturas pode-se observar as
variaccedilotildees fiacutesicas mais importantes de uma massa polimeacuterica Satildeo elas
A) Temperatura de transiccedilatildeo viacutetrea ou Tg corresponde ao valor meacutedio da
faixa de temperatura em que durante o aquecimento de um poliacutemero de
uma temperatura muito baixa para valores mais altos as cadeias
polimeacutericas da fase amorfa adquirem mobilidade Abaixo da tg as cadeias
natildeo tem energia suficiente para se deslocar e permitir mudanccedilas
conformacionais O poliacutemero estaacute em um estado viacutetreo apresentando-se
duro riacutegido e quebradiccedilo enquanto acima da Tg o poliacutemero passa para um
estado borrachoso [2]
B) Temperatura de fusatildeo cristalina ou Tm eacute a temperatura meacutedia em que
durante o aquecimento as regiotildees cristalinas do material polimeacuterico
desaparecem pela fusatildeo dos cristalitos Neste ponto a energia do sistema
atinge o niacutevel necessaacuterio para vencer todas as forccedilas intermoleculares
secundaacuterias entre as cadeias da fase cristalina que devido ao
empacotamento mais organizado das cadeias eacute maior que a energia de
ligaccedilatildeo da fase amorfa Ao ultrapassar a Tg a massa polimeacuterica passa para
um estado viscoso ou fundido [2]
A Tg e Tm podem ser determinadas experimentalmente atraveacutes do
acompanhamento da variaccedilatildeo do volume especiacutefico da massa polimeacuterica
sendo que os desvios na linearidade da relaccedilatildeo entre temperatura e
volume especiacutefico servem de indicativo das temperaturas de transiccedilatildeo
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994

6
1- INTRODUCcedilAtildeO
11- Justificativa
A escolha deste projeto se justifica pela necessidade de uma correta
destinaccedilatildeo dos resiacuteduos de compoacutesito de Polissulfeto de fenileno (PPS) reforccedilado
com fibra de vidro gerados durante o processo de injeccedilatildeo de centralizadores em
hastes de bombeio para a exploraccedilatildeo de petroacuteleo Justifica-se ainda pela
necessidade do desenvolvimento de um conhecimento geral sobre os processos
de degradaccedilatildeo sofridos durante a reciclagem primaacuteria dos resiacuteduos deste
compoacutesito e o impacto da utilizaccedilatildeo desse material reciclado sobre as
propriedades mecacircnicas das peccedilas injetadas visto a severidade das condiccedilotildees
ambientais agraves quais os centralizadores ficam expostos durante o periacuteodo de
produccedilatildeo no poccedilo de exploraccedilatildeo de petroacuteleo
12- Objetivo geral
O estudo da degradaccedilatildeo sofrida durante o processamento e reciclagem de
compoacutesitos de polissulfeto de fenileno com fibra de vidro e o impacto da utilizaccedilatildeo
do material reciclado nas propriedades mecacircnicas e aspectos visuais dos
produtos injetados
13- Objetivo especiacutefico
Estudar os processos de degradaccedilatildeo que possam estar relacionados ao
processamento e reciclagem do compoacutesito polissulfeto de fenileno reforccedilado com
fibra de vidro durante o processo de injeccedilatildeo centralizadores em hastes de
bombeio E estabelecer uma relaccedilatildeo entre os processos de degradaccedilatildeo e a
variaccedilatildeo das propriedades mecacircnicas apresentadas pelo material injetado
7
2- REVISAtildeO BIBLIOGRAFICA
21- Poliacutemeros
A palavra ldquopoliacutemerordquo vem do grego significando ldquopoli= muitas e mero=
partesrdquo e eacute utilizada para denominar os materiais de origem natural artificial
(poliacutemeros naturais modificados) ou sinteacutetica de natureza orgacircnica ou inorgacircnica
constituiacutedos por muitas cadeias (macromoleacuteculas) de elevada massa molecular
sendo que cada uma dessas cadeias possui uma estrutura em que haacute a repeticcedilatildeo
de pequenas unidades (meros) [1]
Os diferentes tipos de poliacutemeros apresentam propriedades bastante
distintas entre si em decorrecircncia de diversos fatores como diferenccedilas na
estrutura molecular das cadeias e conformaccedilatildeo espacial das cadeias Para
facilitar o estudo dos poliacutemeros adotam-se diferentes formas de classificaccedilatildeo de
acordo com a abordagem de interesse Essas classificaccedilotildees visam separar os
diversos materiais polimeacutericos em grupos que apresentam afinidades quanto agrave
alguma caracteriacutestica especiacutefica [2] Por exemplo quanto agrave forma final de
utilizaccedilatildeo os poliacutemeros podem ser divididos em plaacutesticos fibras polimeacutericas
borrachas (ou elastocircmeros) e espumas [1]
Os plaacutesticos por sua vez podem ser divididos em termoplaacutesticos ou
termofixos tambeacutem chamados de termorriacutegidos [3] Os termoplaacutesticos tem a
capacidade de amolecer e fluir quando expostos a um aumento de temperatura e
pressatildeo Quando eacute retirado dessa condiccedilatildeo de alta temperatura o poliacutemero se
solidifica em um produto com forma definida poreacutem novas aplicaccedilotildees de
temperatura e pressatildeo produzem o mesmo efeito de amolecimento e fluxo
caracterizando um processo de alteraccedilatildeo fiacutesica reversiacutevel Esse comportamento
deve-se ao fato das cadeias polimeacutericas de um termoplaacutestico estarem unidas
umas as outras por forccedilas intermoleculares secundaacuterias que podem ser vencidas
com o aumento de temperatura antes que ocorra o rompimento das ligaccedilotildees
covalentes entre os aacutetomos da cadeia [2]
Termofixos ou termorriacutegidos satildeo materiais plaacutesticos que sofrem uma seacuterie
de reaccedilotildees quiacutemicas entre as cadeias com ou sem aquecimento chamada de
cura ou reticulaccedilatildeo O processo de cura se daacute pela ligaccedilatildeo covalente entre as
8
macromoleacuteculas formando uma rede tridimensional que impede o reamolecimento
por aquecimento posterior [2] Outra forma de classificar os poliacutemeros eacute
considerando o desempenho mecacircnico apresentado [3] Pelo desempenho
mecacircnico os poliacutemeros satildeo agrupados frequentemente em plaacutesticos de uso
convencional (commodities) e plaacutesticos de engenharia [2]
Os plaacutesticos de uso convencional (commodities) satildeo poliacutemeros de baixo
custo de faacutecil processamento e com pouca resistecircncia mecacircnica Os plaacutesticos de
uso convencional representam a maior parte dos poliacutemeros produzidos no mundo
[4]Como exemplo temos o polietileno de baixa (LDPE) polietileno de alta
densidade (HDPE) polipropileno (PP) poliestireno (PS) e o policloreto de vinila
(PVC) [2] [3]
Os plaacutesticos de engenharia por sua vez geralmente apresentam
caracteriacutesticas especiacuteficas relacionadas principalmente ao desempenho mecacircnico
e comportamento quiacutemico que permitem que sejam utilizados em aplicaccedilotildees
onde os plaacutesticos convencionais seriam ineficientes [3]
Os plaacutesticos de engenharia geralmente apresentam as seguintes
caracteriacutesticas
Moacutedulo de elasticidade elevado
Boa resistecircncia ao impacto
Boa resistecircncia agrave traccedilatildeo
Boa resistecircncia agrave flexatildeo
Estabilidade dimensional em alta temperatura
Resistecircncia agrave degradaccedilatildeo teacutermica e agrave oxidaccedilatildeo
Resistecircncia a reagentes e solventes
Devido agrave essas propriedades os plaacutesticos de engenharia vecircm
conquistando cada vez mais espaccedilo na induacutestria que muitas vezes os utilizam em
aplicaccedilotildees nobres em diversas aacutereas como alternativa aos metais e ateacute mesmo
aos materiais ceracircmicos
22- Comportamento teacutermico dos poliacutemeros
A mobilidade das cadeias em uma massa polimeacuterica determina as
caracteriacutesticas fiacutesicas do produto seja este um plaacutestico duro e fraacutegil borrachoso
9
ou um fluido viscoso A mobilidade eacute funccedilatildeo da agitaccedilatildeo dos aacutetomos nas
moleacuteculas sendo que esta agitaccedilatildeo eacute proporcional agrave temperatura e inversamente
proporcional agraves forccedilas de ligaccedilatildeo entre as cadeias ou forccedilas moleculares
secundaacuterias O conhecimento das caracteriacutesticas fiacutesico-quiacutemicas de um poliacutemero
nos permite compreender o seu comportamento termomecacircnico [2]
O processamento de um poliacutemero ocorre normalmente sob temperaturas
elevadas o suficiente para que a massa polimeacuterica possa se comportar como
fluido viscoso enquanto a utilizaccedilatildeo do produto eacute feita em temperaturas mais
baixas onde o poliacutemero apresenta caracteriacutestica riacutegida ou flexiacutevel Essa mudanccedila
no comportamento em funccedilatildeo da temperatura eacute um paracircmetro importante na
seleccedilatildeo do melhor material para uma dada aplicaccedilatildeo
De um modo geral os poliacutemeros podem apresentar pelo menos trecircs
temperaturas de transiccedilatildeo importantes Nessas temperaturas pode-se observar as
variaccedilotildees fiacutesicas mais importantes de uma massa polimeacuterica Satildeo elas
A) Temperatura de transiccedilatildeo viacutetrea ou Tg corresponde ao valor meacutedio da
faixa de temperatura em que durante o aquecimento de um poliacutemero de
uma temperatura muito baixa para valores mais altos as cadeias
polimeacutericas da fase amorfa adquirem mobilidade Abaixo da tg as cadeias
natildeo tem energia suficiente para se deslocar e permitir mudanccedilas
conformacionais O poliacutemero estaacute em um estado viacutetreo apresentando-se
duro riacutegido e quebradiccedilo enquanto acima da Tg o poliacutemero passa para um
estado borrachoso [2]
B) Temperatura de fusatildeo cristalina ou Tm eacute a temperatura meacutedia em que
durante o aquecimento as regiotildees cristalinas do material polimeacuterico
desaparecem pela fusatildeo dos cristalitos Neste ponto a energia do sistema
atinge o niacutevel necessaacuterio para vencer todas as forccedilas intermoleculares
secundaacuterias entre as cadeias da fase cristalina que devido ao
empacotamento mais organizado das cadeias eacute maior que a energia de
ligaccedilatildeo da fase amorfa Ao ultrapassar a Tg a massa polimeacuterica passa para
um estado viscoso ou fundido [2]
A Tg e Tm podem ser determinadas experimentalmente atraveacutes do
acompanhamento da variaccedilatildeo do volume especiacutefico da massa polimeacuterica
sendo que os desvios na linearidade da relaccedilatildeo entre temperatura e
volume especiacutefico servem de indicativo das temperaturas de transiccedilatildeo
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
7
2- REVISAtildeO BIBLIOGRAFICA
21- Poliacutemeros
A palavra ldquopoliacutemerordquo vem do grego significando ldquopoli= muitas e mero=
partesrdquo e eacute utilizada para denominar os materiais de origem natural artificial
(poliacutemeros naturais modificados) ou sinteacutetica de natureza orgacircnica ou inorgacircnica
constituiacutedos por muitas cadeias (macromoleacuteculas) de elevada massa molecular
sendo que cada uma dessas cadeias possui uma estrutura em que haacute a repeticcedilatildeo
de pequenas unidades (meros) [1]
Os diferentes tipos de poliacutemeros apresentam propriedades bastante
distintas entre si em decorrecircncia de diversos fatores como diferenccedilas na
estrutura molecular das cadeias e conformaccedilatildeo espacial das cadeias Para
facilitar o estudo dos poliacutemeros adotam-se diferentes formas de classificaccedilatildeo de
acordo com a abordagem de interesse Essas classificaccedilotildees visam separar os
diversos materiais polimeacutericos em grupos que apresentam afinidades quanto agrave
alguma caracteriacutestica especiacutefica [2] Por exemplo quanto agrave forma final de
utilizaccedilatildeo os poliacutemeros podem ser divididos em plaacutesticos fibras polimeacutericas
borrachas (ou elastocircmeros) e espumas [1]
Os plaacutesticos por sua vez podem ser divididos em termoplaacutesticos ou
termofixos tambeacutem chamados de termorriacutegidos [3] Os termoplaacutesticos tem a
capacidade de amolecer e fluir quando expostos a um aumento de temperatura e
pressatildeo Quando eacute retirado dessa condiccedilatildeo de alta temperatura o poliacutemero se
solidifica em um produto com forma definida poreacutem novas aplicaccedilotildees de
temperatura e pressatildeo produzem o mesmo efeito de amolecimento e fluxo
caracterizando um processo de alteraccedilatildeo fiacutesica reversiacutevel Esse comportamento
deve-se ao fato das cadeias polimeacutericas de um termoplaacutestico estarem unidas
umas as outras por forccedilas intermoleculares secundaacuterias que podem ser vencidas
com o aumento de temperatura antes que ocorra o rompimento das ligaccedilotildees
covalentes entre os aacutetomos da cadeia [2]
Termofixos ou termorriacutegidos satildeo materiais plaacutesticos que sofrem uma seacuterie
de reaccedilotildees quiacutemicas entre as cadeias com ou sem aquecimento chamada de
cura ou reticulaccedilatildeo O processo de cura se daacute pela ligaccedilatildeo covalente entre as
8
macromoleacuteculas formando uma rede tridimensional que impede o reamolecimento
por aquecimento posterior [2] Outra forma de classificar os poliacutemeros eacute
considerando o desempenho mecacircnico apresentado [3] Pelo desempenho
mecacircnico os poliacutemeros satildeo agrupados frequentemente em plaacutesticos de uso
convencional (commodities) e plaacutesticos de engenharia [2]
Os plaacutesticos de uso convencional (commodities) satildeo poliacutemeros de baixo
custo de faacutecil processamento e com pouca resistecircncia mecacircnica Os plaacutesticos de
uso convencional representam a maior parte dos poliacutemeros produzidos no mundo
[4]Como exemplo temos o polietileno de baixa (LDPE) polietileno de alta
densidade (HDPE) polipropileno (PP) poliestireno (PS) e o policloreto de vinila
(PVC) [2] [3]
Os plaacutesticos de engenharia por sua vez geralmente apresentam
caracteriacutesticas especiacuteficas relacionadas principalmente ao desempenho mecacircnico
e comportamento quiacutemico que permitem que sejam utilizados em aplicaccedilotildees
onde os plaacutesticos convencionais seriam ineficientes [3]
Os plaacutesticos de engenharia geralmente apresentam as seguintes
caracteriacutesticas
Moacutedulo de elasticidade elevado
Boa resistecircncia ao impacto
Boa resistecircncia agrave traccedilatildeo
Boa resistecircncia agrave flexatildeo
Estabilidade dimensional em alta temperatura
Resistecircncia agrave degradaccedilatildeo teacutermica e agrave oxidaccedilatildeo
Resistecircncia a reagentes e solventes
Devido agrave essas propriedades os plaacutesticos de engenharia vecircm
conquistando cada vez mais espaccedilo na induacutestria que muitas vezes os utilizam em
aplicaccedilotildees nobres em diversas aacutereas como alternativa aos metais e ateacute mesmo
aos materiais ceracircmicos
22- Comportamento teacutermico dos poliacutemeros
A mobilidade das cadeias em uma massa polimeacuterica determina as
caracteriacutesticas fiacutesicas do produto seja este um plaacutestico duro e fraacutegil borrachoso
9
ou um fluido viscoso A mobilidade eacute funccedilatildeo da agitaccedilatildeo dos aacutetomos nas
moleacuteculas sendo que esta agitaccedilatildeo eacute proporcional agrave temperatura e inversamente
proporcional agraves forccedilas de ligaccedilatildeo entre as cadeias ou forccedilas moleculares
secundaacuterias O conhecimento das caracteriacutesticas fiacutesico-quiacutemicas de um poliacutemero
nos permite compreender o seu comportamento termomecacircnico [2]
O processamento de um poliacutemero ocorre normalmente sob temperaturas
elevadas o suficiente para que a massa polimeacuterica possa se comportar como
fluido viscoso enquanto a utilizaccedilatildeo do produto eacute feita em temperaturas mais
baixas onde o poliacutemero apresenta caracteriacutestica riacutegida ou flexiacutevel Essa mudanccedila
no comportamento em funccedilatildeo da temperatura eacute um paracircmetro importante na
seleccedilatildeo do melhor material para uma dada aplicaccedilatildeo
De um modo geral os poliacutemeros podem apresentar pelo menos trecircs
temperaturas de transiccedilatildeo importantes Nessas temperaturas pode-se observar as
variaccedilotildees fiacutesicas mais importantes de uma massa polimeacuterica Satildeo elas
A) Temperatura de transiccedilatildeo viacutetrea ou Tg corresponde ao valor meacutedio da
faixa de temperatura em que durante o aquecimento de um poliacutemero de
uma temperatura muito baixa para valores mais altos as cadeias
polimeacutericas da fase amorfa adquirem mobilidade Abaixo da tg as cadeias
natildeo tem energia suficiente para se deslocar e permitir mudanccedilas
conformacionais O poliacutemero estaacute em um estado viacutetreo apresentando-se
duro riacutegido e quebradiccedilo enquanto acima da Tg o poliacutemero passa para um
estado borrachoso [2]
B) Temperatura de fusatildeo cristalina ou Tm eacute a temperatura meacutedia em que
durante o aquecimento as regiotildees cristalinas do material polimeacuterico
desaparecem pela fusatildeo dos cristalitos Neste ponto a energia do sistema
atinge o niacutevel necessaacuterio para vencer todas as forccedilas intermoleculares
secundaacuterias entre as cadeias da fase cristalina que devido ao
empacotamento mais organizado das cadeias eacute maior que a energia de
ligaccedilatildeo da fase amorfa Ao ultrapassar a Tg a massa polimeacuterica passa para
um estado viscoso ou fundido [2]
A Tg e Tm podem ser determinadas experimentalmente atraveacutes do
acompanhamento da variaccedilatildeo do volume especiacutefico da massa polimeacuterica
sendo que os desvios na linearidade da relaccedilatildeo entre temperatura e
volume especiacutefico servem de indicativo das temperaturas de transiccedilatildeo
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
8
macromoleacuteculas formando uma rede tridimensional que impede o reamolecimento
por aquecimento posterior [2] Outra forma de classificar os poliacutemeros eacute
considerando o desempenho mecacircnico apresentado [3] Pelo desempenho
mecacircnico os poliacutemeros satildeo agrupados frequentemente em plaacutesticos de uso
convencional (commodities) e plaacutesticos de engenharia [2]
Os plaacutesticos de uso convencional (commodities) satildeo poliacutemeros de baixo
custo de faacutecil processamento e com pouca resistecircncia mecacircnica Os plaacutesticos de
uso convencional representam a maior parte dos poliacutemeros produzidos no mundo
[4]Como exemplo temos o polietileno de baixa (LDPE) polietileno de alta
densidade (HDPE) polipropileno (PP) poliestireno (PS) e o policloreto de vinila
(PVC) [2] [3]
Os plaacutesticos de engenharia por sua vez geralmente apresentam
caracteriacutesticas especiacuteficas relacionadas principalmente ao desempenho mecacircnico
e comportamento quiacutemico que permitem que sejam utilizados em aplicaccedilotildees
onde os plaacutesticos convencionais seriam ineficientes [3]
Os plaacutesticos de engenharia geralmente apresentam as seguintes
caracteriacutesticas
Moacutedulo de elasticidade elevado
Boa resistecircncia ao impacto
Boa resistecircncia agrave traccedilatildeo
Boa resistecircncia agrave flexatildeo
Estabilidade dimensional em alta temperatura
Resistecircncia agrave degradaccedilatildeo teacutermica e agrave oxidaccedilatildeo
Resistecircncia a reagentes e solventes
Devido agrave essas propriedades os plaacutesticos de engenharia vecircm
conquistando cada vez mais espaccedilo na induacutestria que muitas vezes os utilizam em
aplicaccedilotildees nobres em diversas aacutereas como alternativa aos metais e ateacute mesmo
aos materiais ceracircmicos
22- Comportamento teacutermico dos poliacutemeros
A mobilidade das cadeias em uma massa polimeacuterica determina as
caracteriacutesticas fiacutesicas do produto seja este um plaacutestico duro e fraacutegil borrachoso
9
ou um fluido viscoso A mobilidade eacute funccedilatildeo da agitaccedilatildeo dos aacutetomos nas
moleacuteculas sendo que esta agitaccedilatildeo eacute proporcional agrave temperatura e inversamente
proporcional agraves forccedilas de ligaccedilatildeo entre as cadeias ou forccedilas moleculares
secundaacuterias O conhecimento das caracteriacutesticas fiacutesico-quiacutemicas de um poliacutemero
nos permite compreender o seu comportamento termomecacircnico [2]
O processamento de um poliacutemero ocorre normalmente sob temperaturas
elevadas o suficiente para que a massa polimeacuterica possa se comportar como
fluido viscoso enquanto a utilizaccedilatildeo do produto eacute feita em temperaturas mais
baixas onde o poliacutemero apresenta caracteriacutestica riacutegida ou flexiacutevel Essa mudanccedila
no comportamento em funccedilatildeo da temperatura eacute um paracircmetro importante na
seleccedilatildeo do melhor material para uma dada aplicaccedilatildeo
De um modo geral os poliacutemeros podem apresentar pelo menos trecircs
temperaturas de transiccedilatildeo importantes Nessas temperaturas pode-se observar as
variaccedilotildees fiacutesicas mais importantes de uma massa polimeacuterica Satildeo elas
A) Temperatura de transiccedilatildeo viacutetrea ou Tg corresponde ao valor meacutedio da
faixa de temperatura em que durante o aquecimento de um poliacutemero de
uma temperatura muito baixa para valores mais altos as cadeias
polimeacutericas da fase amorfa adquirem mobilidade Abaixo da tg as cadeias
natildeo tem energia suficiente para se deslocar e permitir mudanccedilas
conformacionais O poliacutemero estaacute em um estado viacutetreo apresentando-se
duro riacutegido e quebradiccedilo enquanto acima da Tg o poliacutemero passa para um
estado borrachoso [2]
B) Temperatura de fusatildeo cristalina ou Tm eacute a temperatura meacutedia em que
durante o aquecimento as regiotildees cristalinas do material polimeacuterico
desaparecem pela fusatildeo dos cristalitos Neste ponto a energia do sistema
atinge o niacutevel necessaacuterio para vencer todas as forccedilas intermoleculares
secundaacuterias entre as cadeias da fase cristalina que devido ao
empacotamento mais organizado das cadeias eacute maior que a energia de
ligaccedilatildeo da fase amorfa Ao ultrapassar a Tg a massa polimeacuterica passa para
um estado viscoso ou fundido [2]
A Tg e Tm podem ser determinadas experimentalmente atraveacutes do
acompanhamento da variaccedilatildeo do volume especiacutefico da massa polimeacuterica
sendo que os desvios na linearidade da relaccedilatildeo entre temperatura e
volume especiacutefico servem de indicativo das temperaturas de transiccedilatildeo
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
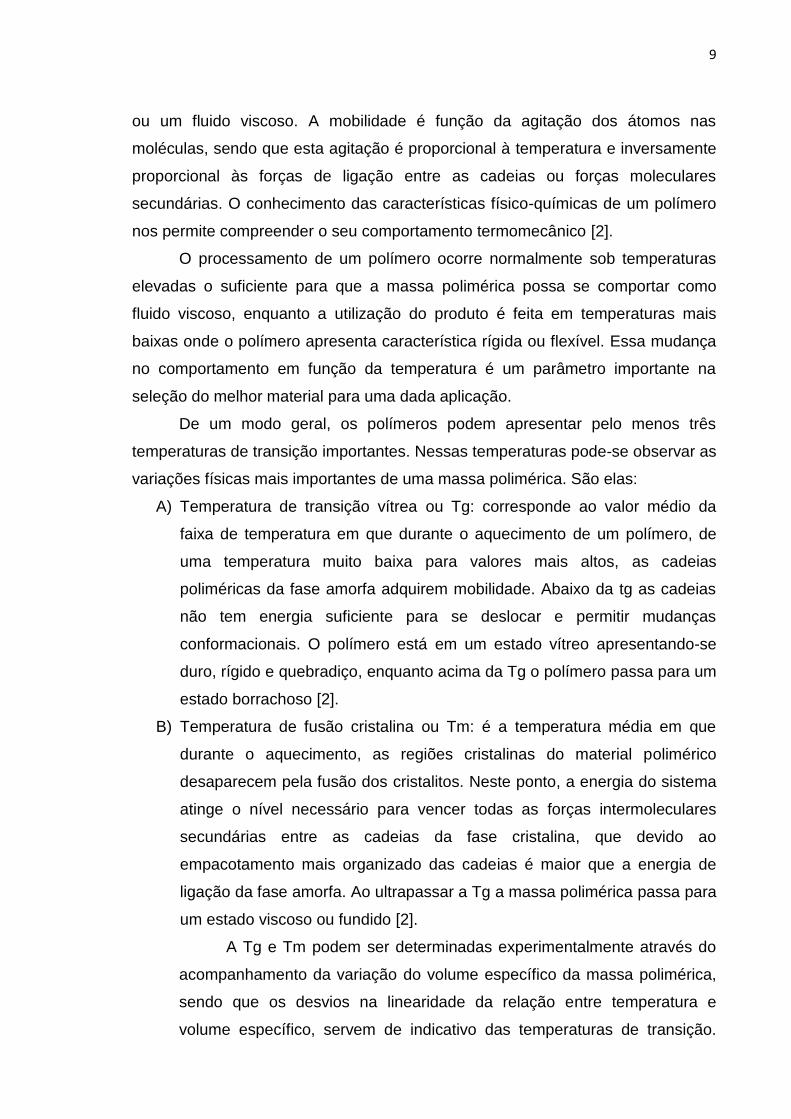
9
ou um fluido viscoso A mobilidade eacute funccedilatildeo da agitaccedilatildeo dos aacutetomos nas
moleacuteculas sendo que esta agitaccedilatildeo eacute proporcional agrave temperatura e inversamente
proporcional agraves forccedilas de ligaccedilatildeo entre as cadeias ou forccedilas moleculares
secundaacuterias O conhecimento das caracteriacutesticas fiacutesico-quiacutemicas de um poliacutemero
nos permite compreender o seu comportamento termomecacircnico [2]
O processamento de um poliacutemero ocorre normalmente sob temperaturas
elevadas o suficiente para que a massa polimeacuterica possa se comportar como
fluido viscoso enquanto a utilizaccedilatildeo do produto eacute feita em temperaturas mais
baixas onde o poliacutemero apresenta caracteriacutestica riacutegida ou flexiacutevel Essa mudanccedila
no comportamento em funccedilatildeo da temperatura eacute um paracircmetro importante na
seleccedilatildeo do melhor material para uma dada aplicaccedilatildeo
De um modo geral os poliacutemeros podem apresentar pelo menos trecircs
temperaturas de transiccedilatildeo importantes Nessas temperaturas pode-se observar as
variaccedilotildees fiacutesicas mais importantes de uma massa polimeacuterica Satildeo elas
A) Temperatura de transiccedilatildeo viacutetrea ou Tg corresponde ao valor meacutedio da
faixa de temperatura em que durante o aquecimento de um poliacutemero de
uma temperatura muito baixa para valores mais altos as cadeias
polimeacutericas da fase amorfa adquirem mobilidade Abaixo da tg as cadeias
natildeo tem energia suficiente para se deslocar e permitir mudanccedilas
conformacionais O poliacutemero estaacute em um estado viacutetreo apresentando-se
duro riacutegido e quebradiccedilo enquanto acima da Tg o poliacutemero passa para um
estado borrachoso [2]
B) Temperatura de fusatildeo cristalina ou Tm eacute a temperatura meacutedia em que
durante o aquecimento as regiotildees cristalinas do material polimeacuterico
desaparecem pela fusatildeo dos cristalitos Neste ponto a energia do sistema
atinge o niacutevel necessaacuterio para vencer todas as forccedilas intermoleculares
secundaacuterias entre as cadeias da fase cristalina que devido ao
empacotamento mais organizado das cadeias eacute maior que a energia de
ligaccedilatildeo da fase amorfa Ao ultrapassar a Tg a massa polimeacuterica passa para
um estado viscoso ou fundido [2]
A Tg e Tm podem ser determinadas experimentalmente atraveacutes do
acompanhamento da variaccedilatildeo do volume especiacutefico da massa polimeacuterica
sendo que os desvios na linearidade da relaccedilatildeo entre temperatura e
volume especiacutefico servem de indicativo das temperaturas de transiccedilatildeo
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
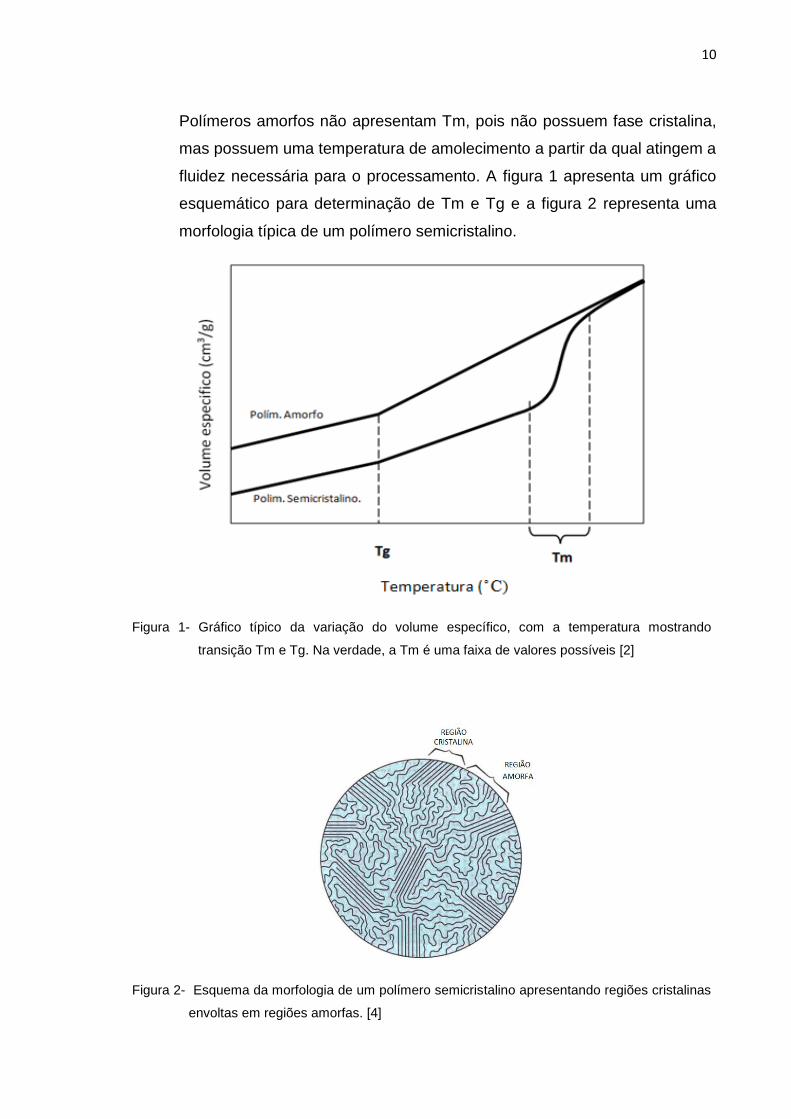
10
Poliacutemeros amorfos natildeo apresentam Tm pois natildeo possuem fase cristalina
mas possuem uma temperatura de amolecimento a partir da qual atingem a
fluidez necessaacuteria para o processamento A figura 1 apresenta um graacutefico
esquemaacutetico para determinaccedilatildeo de Tm e Tg e a figura 2 representa uma
morfologia tiacutepica de um poliacutemero semicristalino
Figura 1- Graacutefico tiacutepico da variaccedilatildeo do volume especiacutefico com a temperatura mostrando
transiccedilatildeo Tm e Tg Na verdade a Tm eacute uma faixa de valores possiacuteveis [2]
Figura 2- Esquema da morfologia de um poliacutemero semicristalino apresentando regiotildees cristalinas
envoltas em regiotildees amorfas [4]
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
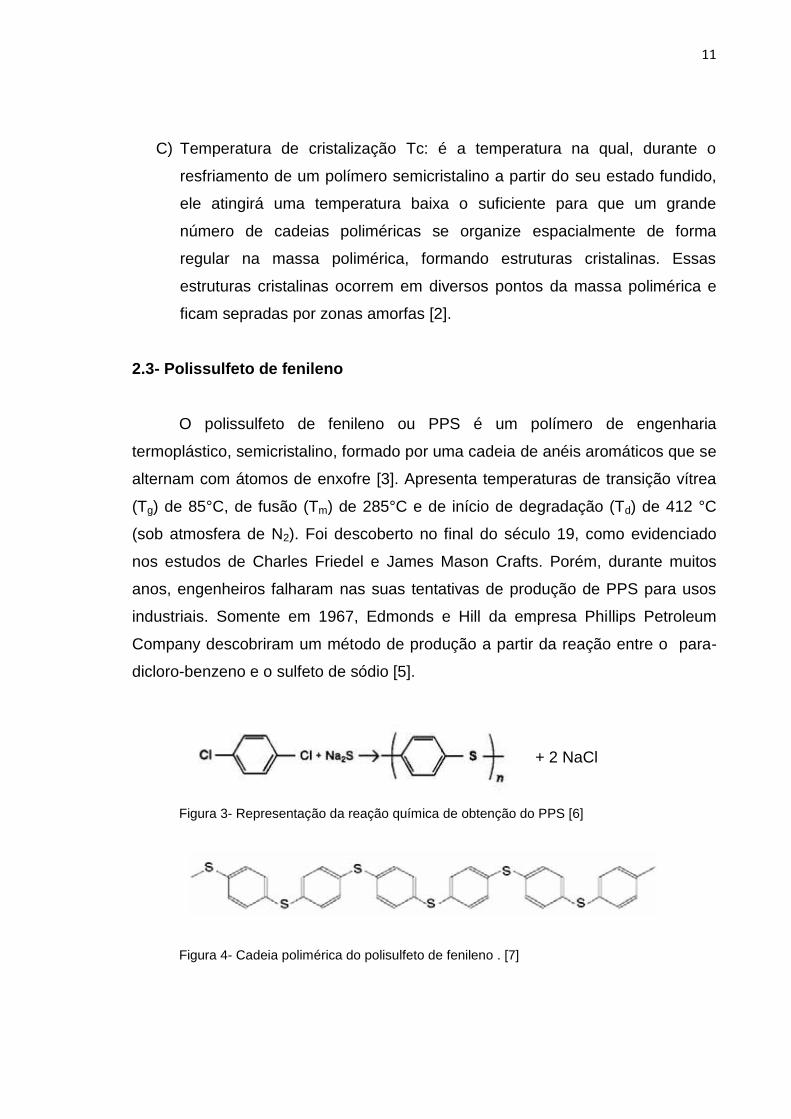
11
C) Temperatura de cristalizaccedilatildeo Tc eacute a temperatura na qual durante o
resfriamento de um poliacutemero semicristalino a partir do seu estado fundido
ele atingiraacute uma temperatura baixa o suficiente para que um grande
nuacutemero de cadeias polimeacutericas se organize espacialmente de forma
regular na massa polimeacuterica formando estruturas cristalinas Essas
estruturas cristalinas ocorrem em diversos pontos da massa polimeacuterica e
ficam sepradas por zonas amorfas [2]
23- Polissulfeto de fenileno
O polissulfeto de fenileno ou PPS eacute um poliacutemero de engenharia
termoplaacutestico semicristalino formado por uma cadeia de aneacuteis aromaacuteticos que se
alternam com aacutetomos de enxofre [3] Apresenta temperaturas de transiccedilatildeo viacutetrea
(Tg) de 85degC de fusatildeo (Tm) de 285degC e de iniacutecio de degradaccedilatildeo (Td) de 412 degC
(sob atmosfera de N2) Foi descoberto no final do seacuteculo 19 como evidenciado
nos estudos de Charles Friedel e James Mason Crafts Poreacutem durante muitos
anos engenheiros falharam nas suas tentativas de produccedilatildeo de PPS para usos
industriais Somente em 1967 Edmonds e Hill da empresa Phillips Petroleum
Company descobriram um meacutetodo de produccedilatildeo a partir da reaccedilatildeo entre o para-
dicloro-benzeno e o sulfeto de soacutedio [5]
+ 2 NaCl
Figura 3- Representaccedilatildeo da reaccedilatildeo quiacutemica de obtenccedilatildeo do PPS [6]
Figura 4- Cadeia polimeacuterica do polisulfeto de fenileno [7]
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
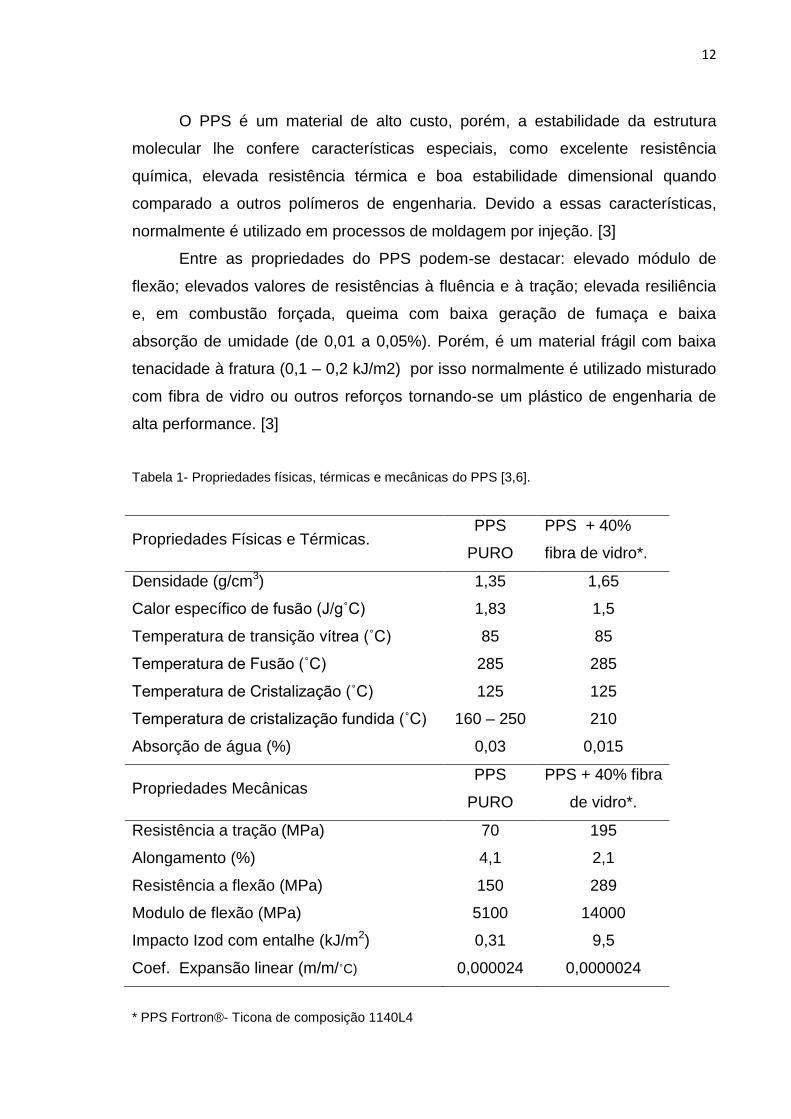
12
O PPS eacute um material de alto custo poreacutem a estabilidade da estrutura
molecular lhe confere caracteriacutesticas especiais como excelente resistecircncia
quiacutemica elevada resistecircncia teacutermica e boa estabilidade dimensional quando
comparado a outros poliacutemeros de engenharia Devido a essas caracteriacutesticas
normalmente eacute utilizado em processos de moldagem por injeccedilatildeo [3]
Entre as propriedades do PPS podem-se destacar elevado moacutedulo de
flexatildeo elevados valores de resistecircncias agrave fluecircncia e agrave traccedilatildeo elevada resiliecircncia
e em combustatildeo forccedilada queima com baixa geraccedilatildeo de fumaccedila e baixa
absorccedilatildeo de umidade (de 001 a 005) Poreacutem eacute um material fraacutegil com baixa
tenacidade agrave fratura (01 ndash 02 kJm2) por isso normalmente eacute utilizado misturado
com fibra de vidro ou outros reforccedilos tornando-se um plaacutestico de engenharia de
alta performance [3]
Tabela 1- Propriedades fiacutesicas teacutermicas e mecacircnicas do PPS [36]
Propriedades Fiacutesicas e Teacutermicas PPS
PURO
PPS + 40
fibra de vidro
Densidade (gcm3) 135 165
Calor especiacutefico de fusatildeo (Jg˚C) 183 15
Temperatura de transiccedilatildeo viacutetrea (˚C) 85 85
Temperatura de Fusatildeo (˚C) 285 285
Temperatura de Cristalizaccedilatildeo (˚C) 125 125
Temperatura de cristalizaccedilatildeo fundida (˚C) 160 ndash 250 210
Absorccedilatildeo de aacutegua () 003 0015
Propriedades Mecacircnicas PPS
PURO
PPS + 40 fibra
de vidro
Resistecircncia a traccedilatildeo (MPa) 70 195
Alongamento () 41 21
Resistecircncia a flexatildeo (MPa) 150 289
Modulo de flexatildeo (MPa) 5100 14000
Impacto Izod com entalhe (kJm2) 031 95
Coef Expansatildeo linear (mm˚C) 0000024 00000024
PPS Fortronreg- Ticona de composiccedilatildeo 1140L4
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
13
24- Compoacutesitos em matrizes termoplaacutesticas
Os compoacutesitos polimeacutericos satildeo materiais de engenharia constituiacutedos de
fibras de reforccedilo com orientaccedilatildeo definida ou natildeo dispersas em matrizes
polimeacutericas [3] Devido agrave sua baixa massa especiacutefica (09 a 15 gcm3) excelentes
propriedades mecacircnicas e flexibilidade de produzir peccedilas complexas com
propriedades locais especiacuteficas os compoacutesitos vecircm a cada ano conquistando
mais espaccedilo em aplicaccedilotildees como material de engenharia [8]
Em um compoacutesito termoplaacutestico aleacutem dos materiais da matriz e da fibra de
reforccedilo outros paracircmetros exercem influecircncia significante na resistecircncia Podem-
se destacar como exemplo de fatores importantes as dimensotildees e a orientaccedilatildeo
das fibras Quanto agraves dimensotildees as fibras podem ser classificadas como fibras
descontiacutenuas ou contiacutenuas quanto agrave orientaccedilatildeo as fibras podem ser dispostas de
forma aleatoacuteria ou organizadas de maneira a ficarem paralelas ao eixo
longitudinal [8] [9]
A matriz tambeacutem exerce papel importante na resistecircncia do compoacutesito pois
eacute responsaacutevel por unir as fibras protegecirc-las dos danos superficiais resultante da
abrasatildeo mecacircnica e degradaccedilatildeo quiacutemica pela exposiccedilatildeo ao ambiente Aleacutem
disso a matriz que separa as fibras por sua relativa tenacidade e plasticidade
funciona como uma barreira agrave propagaccedilatildeo de trincas de fibra para fibra [3]
Eacute fundamental que a forccedila de adesatildeo entre a fibra e a matriz seja elevada
para que as fibras natildeo sejam arrancadas A resistecircncia dessa ligaccedilatildeo eacute uma
importante consideraccedilatildeo na escolha da melhor combinaccedilatildeo entre uma fibra e uma
matriz [10] Em alguns casos onde a compatibilidade entre as duas fases fibras e
a matriz natildeo eacute ideal utilizam-se agentes compatibilizantes que tem a funccedilatildeo de
otimizar a ligaccedilatildeo na interface matriz ndash fibra [11]
Em compoacutesitos de matrizes termoplaacutesticas frequentemente o reforccedilo eacute feito
com fibras curtas e descontiacutenuas aleatoriamente distribuiacutedas A figura 5 mostra
uma imagem obtida por microscopia eletrocircnica de varredura de um compoacutesito de
PPS reforccedilado com fibras descontiacutenuas de vidro
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
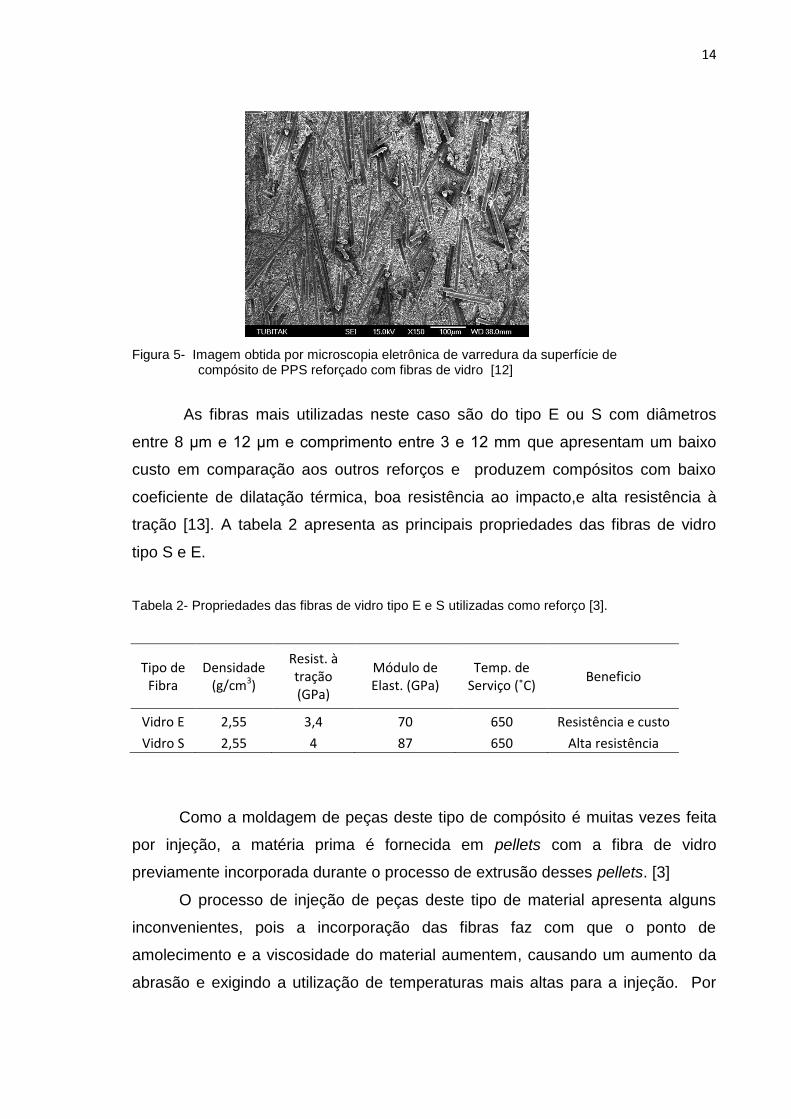
14
Figura 5- Imagem obtida por microscopia eletrocircnica de varredura da superfiacutecie de compoacutesito de PPS reforccedilado com fibras de vidro [12]
As fibras mais utilizadas neste caso satildeo do tipo E ou S com diacircmetros
entre 8 μm e 12 μm e comprimento entre 3 e 12 mm que apresentam um baixo
custo em comparaccedilatildeo aos outros reforccedilos e produzem compoacutesitos com baixo
coeficiente de dilataccedilatildeo teacutermica boa resistecircncia ao impactoe alta resistecircncia agrave
traccedilatildeo [13] A tabela 2 apresenta as principais propriedades das fibras de vidro
tipo S e E
Tabela 2- Propriedades das fibras de vidro tipo E e S utilizadas como reforccedilo [3]
Tipo de Fibra
Densidade (gcm3)
Resist agrave traccedilatildeo (GPa)
Moacutedulo de Elast (GPa)
Temp de Serviccedilo (˚C)
Beneficio
Vidro E 255 34 70 650 Resistecircncia e custo
Vidro S 255 4 87 650 Alta resistecircncia
Como a moldagem de peccedilas deste tipo de compoacutesito eacute muitas vezes feita
por injeccedilatildeo a mateacuteria prima eacute fornecida em pellets com a fibra de vidro
previamente incorporada durante o processo de extrusatildeo desses pellets [3]
O processo de injeccedilatildeo de peccedilas deste tipo de material apresenta alguns
inconvenientes pois a incorporaccedilatildeo das fibras faz com que o ponto de
amolecimento e a viscosidade do material aumentem causando um aumento da
abrasatildeo e exigindo a utilizaccedilatildeo de temperaturas mais altas para a injeccedilatildeo Por
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
15
outro lado a incorporaccedilatildeo de fibras reduz significativamente as contraccedilotildees e o
tempo de resfriamento [3] [14] [15]
Outro fator importante a ser considerado no processamento de compoacutesitos
com matrizes termoplaacutesticas eacute a possibilidade da reciclagem dos resiacuteduos de
produccedilatildeo que apoacutes passarem por uma moagem podem ser misturados agrave mateacuteria
prima virgem e reincorporados ao processo produtivo [16]
25- Processamento de poliacutemeros termoplaacutesticos
O processamento de termoplaacutesticos inclusive de compoacutesitos passa
normalmente por etapas que envolvem aquecimento do material seguida de
conformaccedilatildeo mecacircnica Vaacuterios meacutetodos satildeo usados na produccedilatildeo de peccedilas
plaacutesticas como extrusatildeo moldagem por injeccedilatildeo moldagem por sopro
calandragem rotomoldagem entre outros Sendo que o comportamento fiacutesico do
poliacutemero ou compoacutesito e o perfil da peccedila a ser produzida satildeo os fatores que
determinam o processo mais a adequado agrave produccedilatildeo [15]
No caso de peccedilas produzidas com o compoacutesito termoplaacutestico de
polissulfeto de fenileno reforccedilado com fibras de vidro descontiacutenuas a injeccedilatildeo eacute
amplamente utilizada como forma de moldagem das mais variadas peccedilas
utilizadas em diversos setores industriais como por exemplo automobiliacutestico
aeronaacuteutico eletroeletrocircnico e petroquiacutemico entre outras
251- Moldagem por injeccedilatildeo
A moldagem por injeccedilatildeo eacute um dos mais versaacuteteis processos no campo da
transformaccedilatildeo e processamento de poliacutemeros termoplaacutesticos Eacute uma forma de
processamento que consiste basicamente em forccedilar atraveacutes de uma rosca-
pistatildeo a entrada do poliacutemero amolecido para o interior da cavidade de um molde
Apoacutes o resfriamento da peccedila a mesma eacute extraiacuteda e um novo ciclo de injeccedilatildeo
ocorre [15]
A injetora equipamento utilizado na moldagem por injeccedilatildeo eacute composta por
um sistema capaz de fundir homogeneizar e injetar o poliacutemero chamado de
canhatildeo e tambeacutem por um sistema de molde capaz de dar forma a massa
polimeacuterica sendo essa injetada no interior do molde sob pressatildeo e velocidade
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
16
controladas A figura 6 apresenta o esquema de uma injetora com as suas
principais partes
O canhatildeo da injetora consiste em um compartimento ciliacutendrico tubular que
contem em seu interior uma rosca reciacuteproca que eacute a responsaacutevel pela
alimentaccedilatildeo plastificaccedilatildeo e a injeccedilatildeo do poliacutemero Na parte externa do canhatildeo
existem resistecircncias eleacutetricas dispostas como mantas que tem a funccedilatildeo de
fornecer o calor necessaacuterio para levar o poliacutemero a um estado fluido que permita
a injeccedilatildeo Essas mantas eleacutetricas satildeo dispostas ao longo do canhatildeo e possuem
controladores que permitem atraveacutes da variaccedilatildeo da corrente eleacutetrica que passa
pelas resistecircncias a regulagem independente de temperatura em cada zona
desde a alimentaccedilatildeo ateacute o ponto de injeccedilatildeo [15]
A injeccedilatildeo natildeo eacute um processo contiacutenuo mas sim intermitente seguindo um
ciclo chamado de ciclo de injeccedilatildeo o ciclo de injeccedilatildeo por sua vez eacute composto de
dois ciclos interdependentes o ciclo do molde e o ciclo da rosca
No processo de injeccedilatildeo o poliacutemero em pellets eacute colocado no funil de
alimentaccedilatildeo da injetora Esse funil pode conter sistemas de secagem para a
eliminaccedilatildeo da umidade presente no poliacutemero e que pode comprometer a
qualidade do produto injetado A rosca gira deslocando-se para traz empurrando
o poliacutemero para dentro do canhatildeo Enquanto a rosca gira e desloca o poliacutemero
para frente o mesmo eacute aquecido gradualmente ateacute se tornar uma massa fluida e
por fim eacute depositado no compartimento de dosagem a frente da rosca Nesse
processo o poliacutemero sofre esforccedilos cisalhantes pelos fios da rosca sendo
homogeneizado e plastificado Apoacutes a deposiccedilatildeo de uma quantidade suficiente de
material na parte frontal da rosca uma vaacutelvula proacutexima ao bico injetor se abre e a
rosca para de atuar como parafuso e passa a agir como pistatildeo deslocando-se
para frente e injetando o poliacutemero na cavidade do molde previamente fechado
Depois de preencher totalmente a cavidade do molde com poliacutemero a rosca
continua exercendo pressatildeo sobre o injetado durante um tempo estabelecido
chamado de tempo de recalque enquanto o material eacute resfriado em seguida o
material eacute extraiacutedo apoacutes a abertura do molde
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
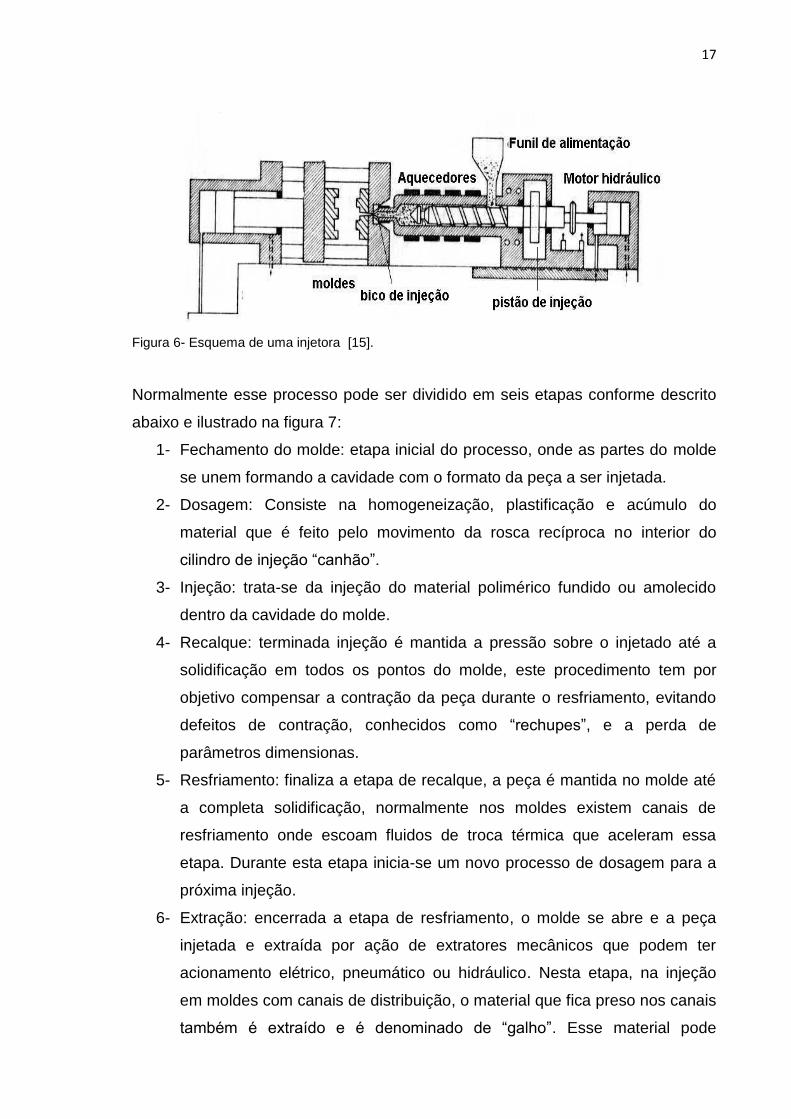
17
Figura 6- Esquema de uma injetora [15]
Normalmente esse processo pode ser dividido em seis etapas conforme descrito
abaixo e ilustrado na figura 7
1- Fechamento do molde etapa inicial do processo onde as partes do molde
se unem formando a cavidade com o formato da peccedila a ser injetada
2- Dosagem Consiste na homogeneizaccedilatildeo plastificaccedilatildeo e acuacutemulo do
material que eacute feito pelo movimento da rosca reciacuteproca no interior do
cilindro de injeccedilatildeo ldquocanhatildeordquo
3- Injeccedilatildeo trata-se da injeccedilatildeo do material polimeacuterico fundido ou amolecido
dentro da cavidade do molde
4- Recalque terminada injeccedilatildeo eacute mantida a pressatildeo sobre o injetado ateacute a
solidificaccedilatildeo em todos os pontos do molde este procedimento tem por
objetivo compensar a contraccedilatildeo da peccedila durante o resfriamento evitando
defeitos de contraccedilatildeo conhecidos como ldquorechupesrdquo e a perda de
paracircmetros dimensionas
5- Resfriamento finaliza a etapa de recalque a peccedila eacute mantida no molde ateacute
a completa solidificaccedilatildeo normalmente nos moldes existem canais de
resfriamento onde escoam fluidos de troca teacutermica que aceleram essa
etapa Durante esta etapa inicia-se um novo processo de dosagem para a
proacutexima injeccedilatildeo
6- Extraccedilatildeo encerrada a etapa de resfriamento o molde se abre e a peccedila
injetada e extraiacuteda por accedilatildeo de extratores mecacircnicos que podem ter
acionamento eleacutetrico pneumaacutetico ou hidraacuteulico Nesta etapa na injeccedilatildeo
em moldes com canais de distribuiccedilatildeo o material que fica preso nos canais
tambeacutem eacute extraiacutedo e eacute denominado de ldquogalhordquo Esse material pode
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
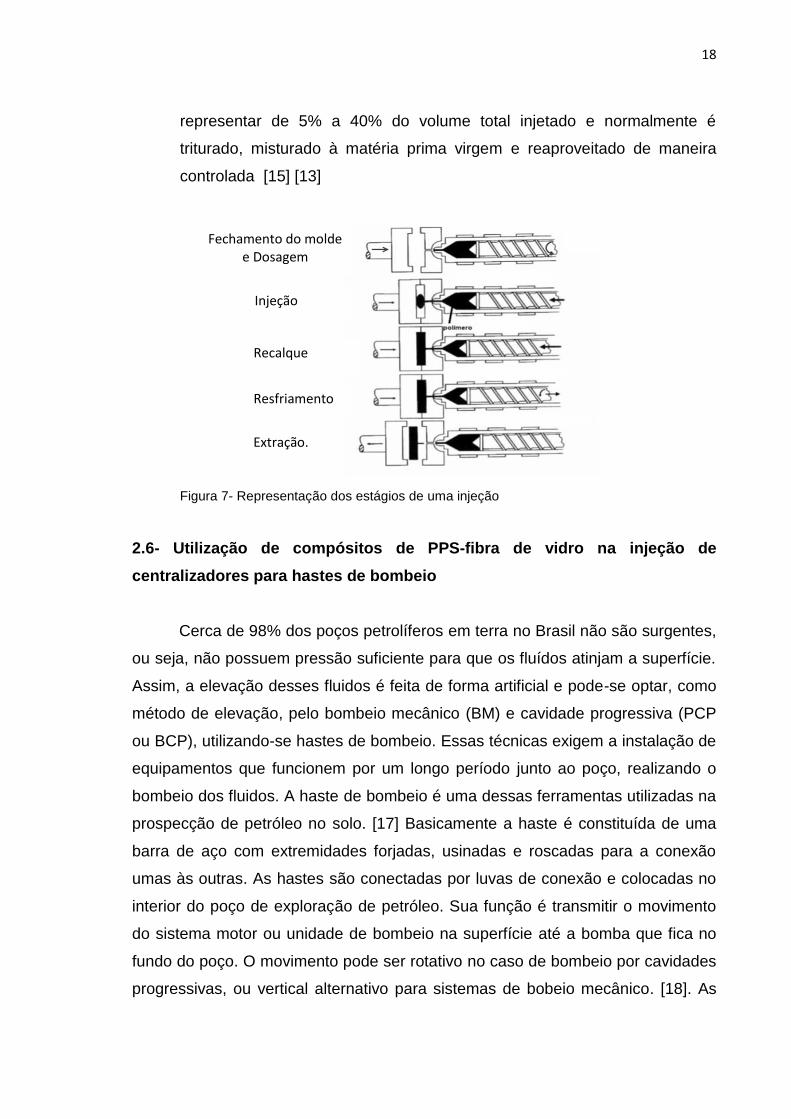
18
representar de 5 a 40 do volume total injetado e normalmente eacute
triturado misturado agrave mateacuteria prima virgem e reaproveitado de maneira
controlada [15] [13]
Figura 7- Representaccedilatildeo dos estaacutegios de uma injeccedilatildeo
26- Utilizaccedilatildeo de compoacutesitos de PPS-fibra de vidro na injeccedilatildeo de
centralizadores para hastes de bombeio
Cerca de 98 dos poccedilos petroliacuteferos em terra no Brasil natildeo satildeo surgentes
ou seja natildeo possuem pressatildeo suficiente para que os fluiacutedos atinjam a superfiacutecie
Assim a elevaccedilatildeo desses fluidos eacute feita de forma artificial e pode-se optar como
meacutetodo de elevaccedilatildeo pelo bombeio mecacircnico (BM) e cavidade progressiva (PCP
ou BCP) utilizando-se hastes de bombeio Essas teacutecnicas exigem a instalaccedilatildeo de
equipamentos que funcionem por um longo periacuteodo junto ao poccedilo realizando o
bombeio dos fluidos A haste de bombeio eacute uma dessas ferramentas utilizadas na
prospecccedilatildeo de petroacuteleo no solo [17] Basicamente a haste eacute constituiacuteda de uma
barra de accedilo com extremidades forjadas usinadas e roscadas para a conexatildeo
umas agraves outras As hastes satildeo conectadas por luvas de conexatildeo e colocadas no
interior do poccedilo de exploraccedilatildeo de petroacuteleo Sua funccedilatildeo eacute transmitir o movimento
do sistema motor ou unidade de bombeio na superfiacutecie ateacute a bomba que fica no
fundo do poccedilo O movimento pode ser rotativo no caso de bombeio por cavidades
progressivas ou vertical alternativo para sistemas de bobeio mecacircnico [18] As
Fechamento do molde e Dosagem
Injeccedilatildeo
Recalque
Resfriamento
Extraccedilatildeo
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
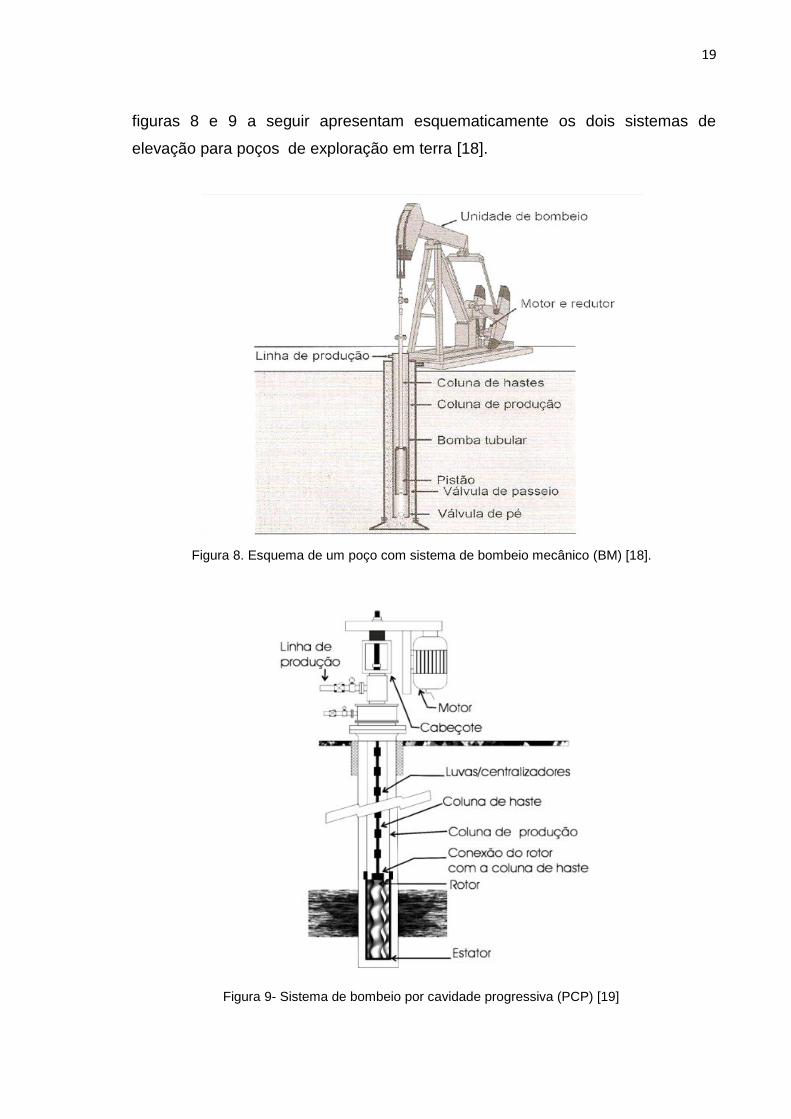
19
figuras 8 e 9 a seguir apresentam esquematicamente os dois sistemas de
elevaccedilatildeo para poccedilos de exploraccedilatildeo em terra [18]
Figura 8 Esquema de um poccedilo com sistema de bombeio mecacircnico (BM) [18]
Figura 9- Sistema de bombeio por cavidade progressiva (PCP) [19]
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
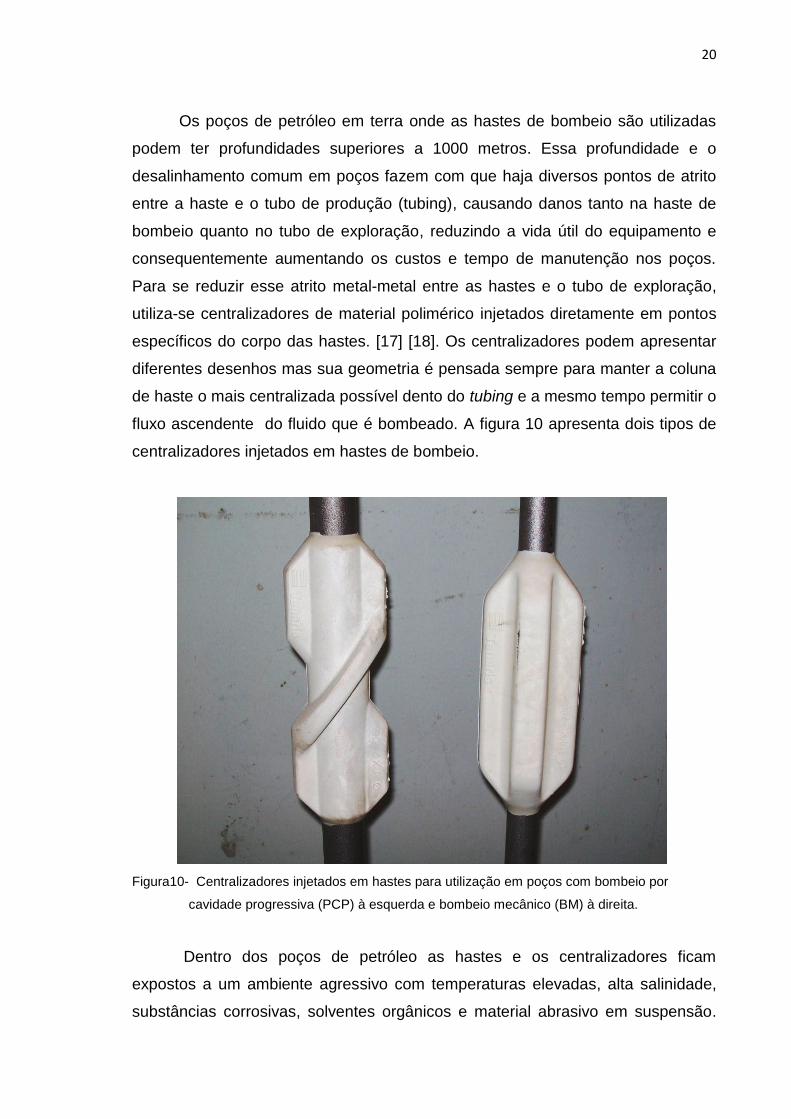
20
Os poccedilos de petroacuteleo em terra onde as hastes de bombeio satildeo utilizadas
podem ter profundidades superiores a 1000 metros Essa profundidade e o
desalinhamento comum em poccedilos fazem com que haja diversos pontos de atrito
entre a haste e o tubo de produccedilatildeo (tubing) causando danos tanto na haste de
bombeio quanto no tubo de exploraccedilatildeo reduzindo a vida uacutetil do equipamento e
consequentemente aumentando os custos e tempo de manutenccedilatildeo nos poccedilos
Para se reduzir esse atrito metal-metal entre as hastes e o tubo de exploraccedilatildeo
utiliza-se centralizadores de material polimeacuterico injetados diretamente em pontos
especiacuteficos do corpo das hastes [17] [18] Os centralizadores podem apresentar
diferentes desenhos mas sua geometria eacute pensada sempre para manter a coluna
de haste o mais centralizada possiacutevel dento do tubing e a mesmo tempo permitir o
fluxo ascendente do fluido que eacute bombeado A figura 10 apresenta dois tipos de
centralizadores injetados em hastes de bombeio
Figura10- Centralizadores injetados em hastes para utilizaccedilatildeo em poccedilos com bombeio por
cavidade progressiva (PCP) agrave esquerda e bombeio mecacircnico (BM) agrave direita
Dentro dos poccedilos de petroacuteleo as hastes e os centralizadores ficam
expostos a um ambiente agressivo com temperaturas elevadas alta salinidade
substacircncias corrosivas solventes orgacircnicos e material abrasivo em suspensatildeo
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
21
Aleacutem disso os centralizadores sofrem atrito constante com a parede da coluna de
produccedilatildeo ldquotubingsrdquo Por essa condiccedilatildeo ambiental adversa e as solicitaccedilotildees
mecacircnicas a que estatildeo sujeitos para a injeccedilatildeo dos centralizadores satildeo
empregados poliacutemeros de engenharia que possam suportar aleacutem do atrito com a
parede do tubo de produccedilatildeo tambeacutem esses agentes degradantes Na planta da
Tenaris Confab hastes de bombeio (os centralizadores) satildeo injetados atualmente
com dois materiais distintos sendo utilizado a Poliamida 66 (Nylon 66) para poccedilos
de exploraccedilatildeo onde a temperatura natildeo excede 80˚C e o Polissulfeto de Fenileno
(PPS) com reforccedilo de fibra de vidro para poccedilos de exploraccedilatildeo onde as
temperaturas podem exceder 80˚C A superioridade das propriedades do PPS -
fibra de vidro faz com que a maior parte das hastes produzidas atualmente sejam
injetadas com este compoacutesito pois apresenta uma maior vida uacutetil em campo
reduzindo os gastos com manutenccedilatildeo nos poccedilos [17]
27- Degradaccedilatildeo de materiais polimeacutericos
Degradaccedilatildeo eacute qualquer fenocircmeno que provoque uma mudanccedila quiacutemica
que altera a qualidade de interesse de um material polimeacuterico ou de um composto
polimeacuterico [2] Como ldquoqualidade de interesserdquo entende-se a caracteriacutestica inerente
ao uso de um determinado artefato polimeacuterico Podem ser considerados por
exemplo a flexibilidade a resistecircncia eleacutetrica o aspecto visual a resistecircncia
mecacircnica a dureza etc A degradaccedilatildeo ou alteraccedilatildeo das propriedades de um
poliacutemero eacute resultante de reaccedilotildees quiacutemicas de diversos tipos que podem ser intra
ou intermoleculares Pode ser um processo de despolimerizaccedilatildeo de oxidaccedilatildeo de
reticulaccedilatildeo ou de cisatildeo de ligaccedilotildees quiacutemicas A degradaccedilatildeo pode ser causada por
eventos diferentes dependendo do material da forma de processamento e do
seu uso [10]
271- Degradaccedilatildeo com cisatildeo da cadeia
A cisatildeo (lisis em grego) de cadeias ou o rompimento de uma ligaccedilatildeo eacute um
importante mecanismo da degradaccedilatildeo quiacutemica Ocorreraacute quando a energia
aplicada agrave determinada ligaccedilatildeo quiacutemica for superior agrave energia da ligaccedilatildeo Esta
energia pode ser fornecida de diferentes formas luz (fotoacutelise) radiaccedilatildeo gama
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
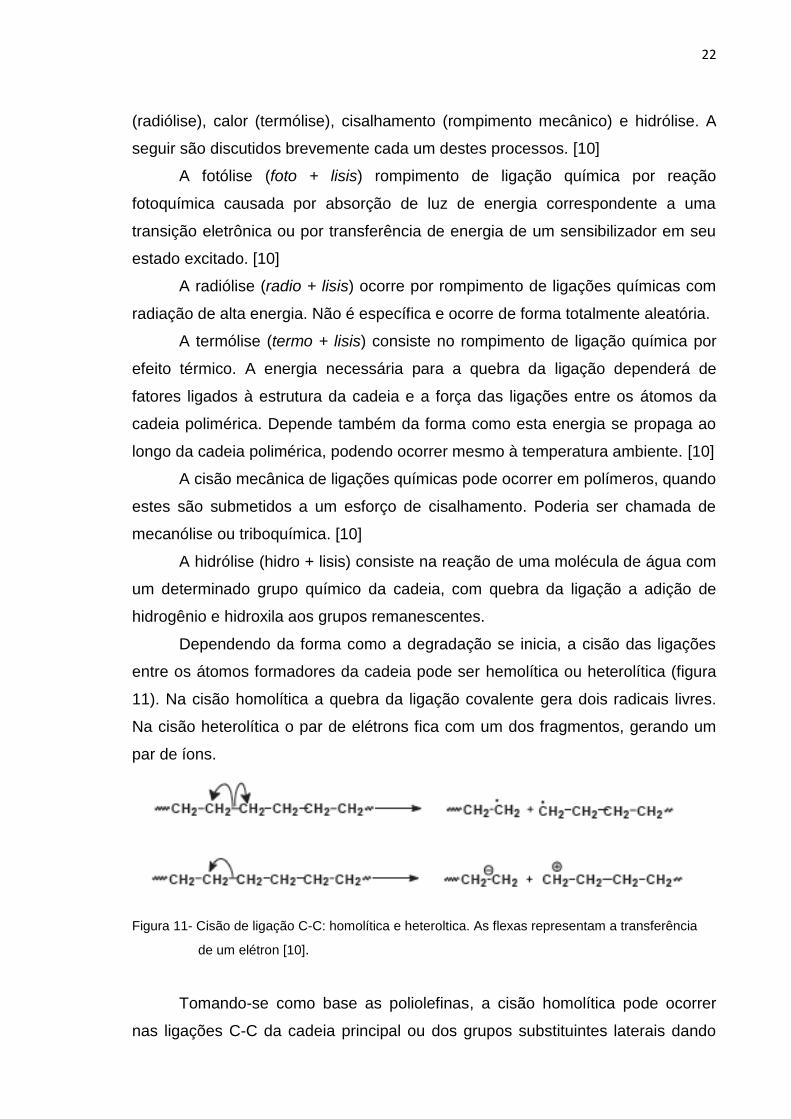
22
(radioacutelise) calor (termoacutelise) cisalhamento (rompimento mecacircnico) e hidroacutelise A
seguir satildeo discutidos brevemente cada um destes processos [10]
A fotoacutelise (foto + lisis) rompimento de ligaccedilatildeo quiacutemica por reaccedilatildeo
fotoquiacutemica causada por absorccedilatildeo de luz de energia correspondente a uma
transiccedilatildeo eletrocircnica ou por transferecircncia de energia de um sensibilizador em seu
estado excitado [10]
A radioacutelise (radio + lisis) ocorre por rompimento de ligaccedilotildees quiacutemicas com
radiaccedilatildeo de alta energia Natildeo eacute especiacutefica e ocorre de forma totalmente aleatoacuteria
A termoacutelise (termo + lisis) consiste no rompimento de ligaccedilatildeo quiacutemica por
efeito teacutermico A energia necessaacuteria para a quebra da ligaccedilatildeo dependeraacute de
fatores ligados agrave estrutura da cadeia e a forccedila das ligaccedilotildees entre os aacutetomos da
cadeia polimeacuterica Depende tambeacutem da forma como esta energia se propaga ao
longo da cadeia polimeacuterica podendo ocorrer mesmo agrave temperatura ambiente [10]
A cisatildeo mecacircnica de ligaccedilotildees quiacutemicas pode ocorrer em poliacutemeros quando
estes satildeo submetidos a um esforccedilo de cisalhamento Poderia ser chamada de
mecanoacutelise ou triboquiacutemica [10]
A hidroacutelise (hidro + lisis) consiste na reaccedilatildeo de uma moleacutecula de aacutegua com
um determinado grupo quiacutemico da cadeia com quebra da ligaccedilatildeo a adiccedilatildeo de
hidrogecircnio e hidroxila aos grupos remanescentes
Dependendo da forma como a degradaccedilatildeo se inicia a cisatildeo das ligaccedilotildees
entre os aacutetomos formadores da cadeia pode ser hemoliacutetica ou heteroliacutetica (figura
11) Na cisatildeo homoliacutetica a quebra da ligaccedilatildeo covalente gera dois radicais livres
Na cisatildeo heteroliacutetica o par de eleacutetrons fica com um dos fragmentos gerando um
par de iacuteons
Figura 11- Cisatildeo de ligaccedilatildeo C-C homoliacutetica e heteroltica As flexas representam a transferecircncia
de um eleacutetron [10]
Tomando-se como base as poliolefinas a cisatildeo homoliacutetica pode ocorrer
nas ligaccedilotildees C-C da cadeia principal ou dos grupos substituintes laterais dando
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
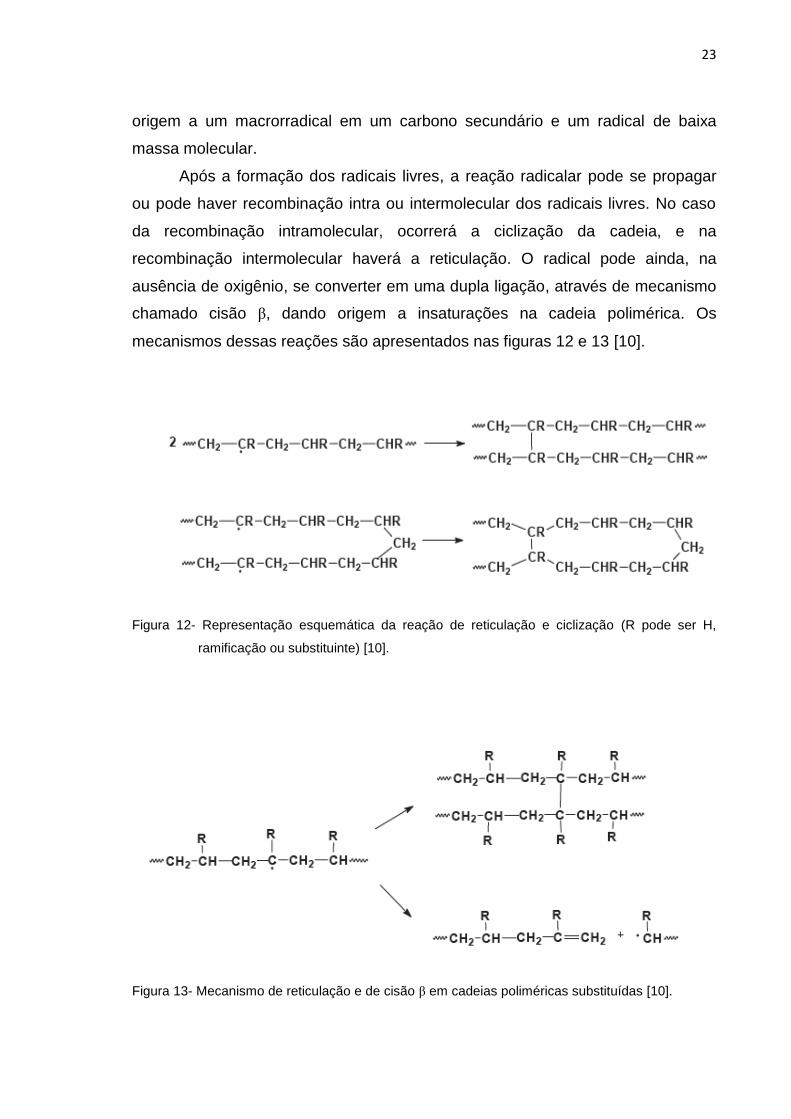
23
origem a um macrorradical em um carbono secundaacuterio e um radical de baixa
massa molecular
Apoacutes a formaccedilatildeo dos radicais livres a reaccedilatildeo radicalar pode se propagar
ou pode haver recombinaccedilatildeo intra ou intermolecular dos radicais livres No caso
da recombinaccedilatildeo intramolecular ocorreraacute a ciclizaccedilatildeo da cadeia e na
recombinaccedilatildeo intermolecular haveraacute a reticulaccedilatildeo O radical pode ainda na
ausecircncia de oxigecircnio se converter em uma dupla ligaccedilatildeo atraveacutes de mecanismo
chamado cisatildeo β dando origem a insaturaccedilotildees na cadeia polimeacuterica Os
mecanismos dessas reaccedilotildees satildeo apresentados nas figuras 12 e 13 [10]
Figura 12- Representaccedilatildeo esquemaacutetica da reaccedilatildeo de reticulaccedilatildeo e ciclizaccedilatildeo (R pode ser H
ramificaccedilatildeo ou substituinte) [10]
Figura 13- Mecanismo de reticulaccedilatildeo e de cisatildeo β em cadeias polimeacutericas substituiacutedas [10]
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
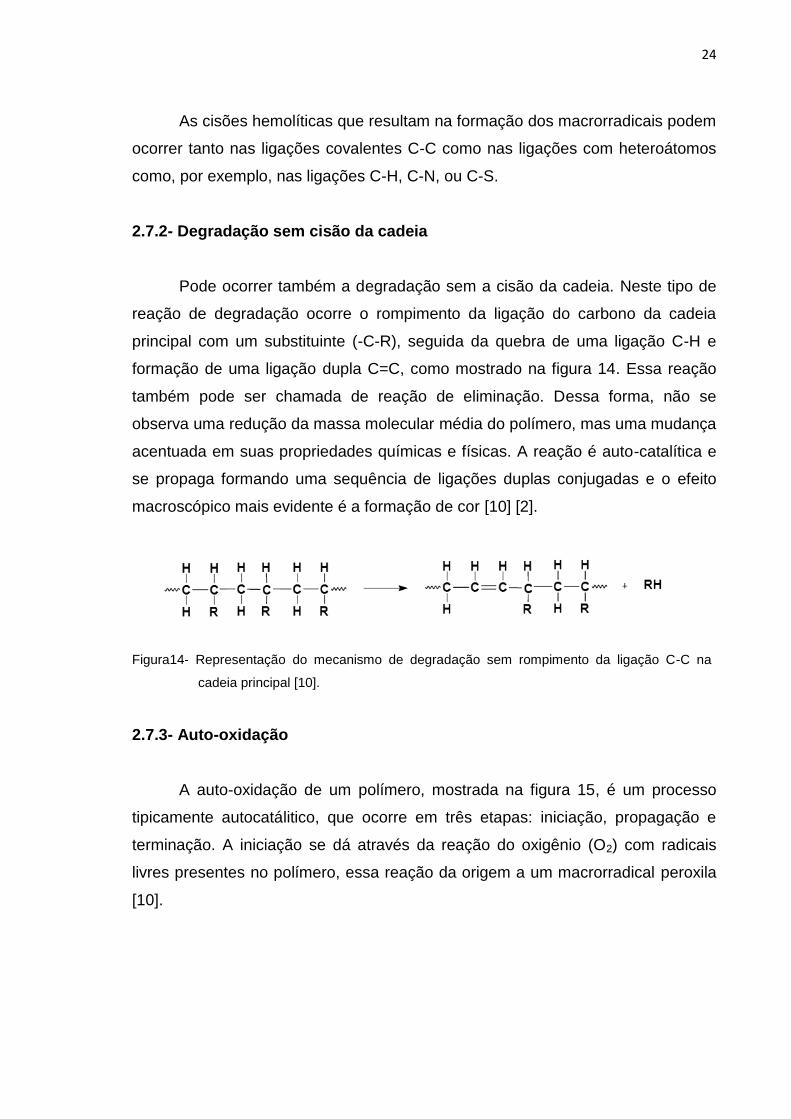
24
As cisotildees hemoliacuteticas que resultam na formaccedilatildeo dos macrorradicais podem
ocorrer tanto nas ligaccedilotildees covalentes C-C como nas ligaccedilotildees com heteroaacutetomos
como por exemplo nas ligaccedilotildees C-H C-N ou C-S
272- Degradaccedilatildeo sem cisatildeo da cadeia
Pode ocorrer tambeacutem a degradaccedilatildeo sem a cisatildeo da cadeia Neste tipo de
reaccedilatildeo de degradaccedilatildeo ocorre o rompimento da ligaccedilatildeo do carbono da cadeia
principal com um substituinte (-C-R) seguida da quebra de uma ligaccedilatildeo C-H e
formaccedilatildeo de uma ligaccedilatildeo dupla C=C como mostrado na figura 14 Essa reaccedilatildeo
tambeacutem pode ser chamada de reaccedilatildeo de eliminaccedilatildeo Dessa forma natildeo se
observa uma reduccedilatildeo da massa molecular meacutedia do poliacutemero mas uma mudanccedila
acentuada em suas propriedades quiacutemicas e fiacutesicas A reaccedilatildeo eacute auto-cataliacutetica e
se propaga formando uma sequecircncia de ligaccedilotildees duplas conjugadas e o efeito
macroscoacutepico mais evidente eacute a formaccedilatildeo de cor [10] [2]
Figura14- Representaccedilatildeo do mecanismo de degradaccedilatildeo sem rompimento da ligaccedilatildeo C-C na
cadeia principal [10]
273- Auto-oxidaccedilatildeo
A auto-oxidaccedilatildeo de um poliacutemero mostrada na figura 15 eacute um processo
tipicamente autocataacutelitico que ocorre em trecircs etapas iniciaccedilatildeo propagaccedilatildeo e
terminaccedilatildeo A iniciaccedilatildeo se daacute atraveacutes da reaccedilatildeo do oxigecircnio (O2) com radicais
livres presentes no poliacutemero essa reaccedilatildeo da origem a um macrorradical peroxila
[10]
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
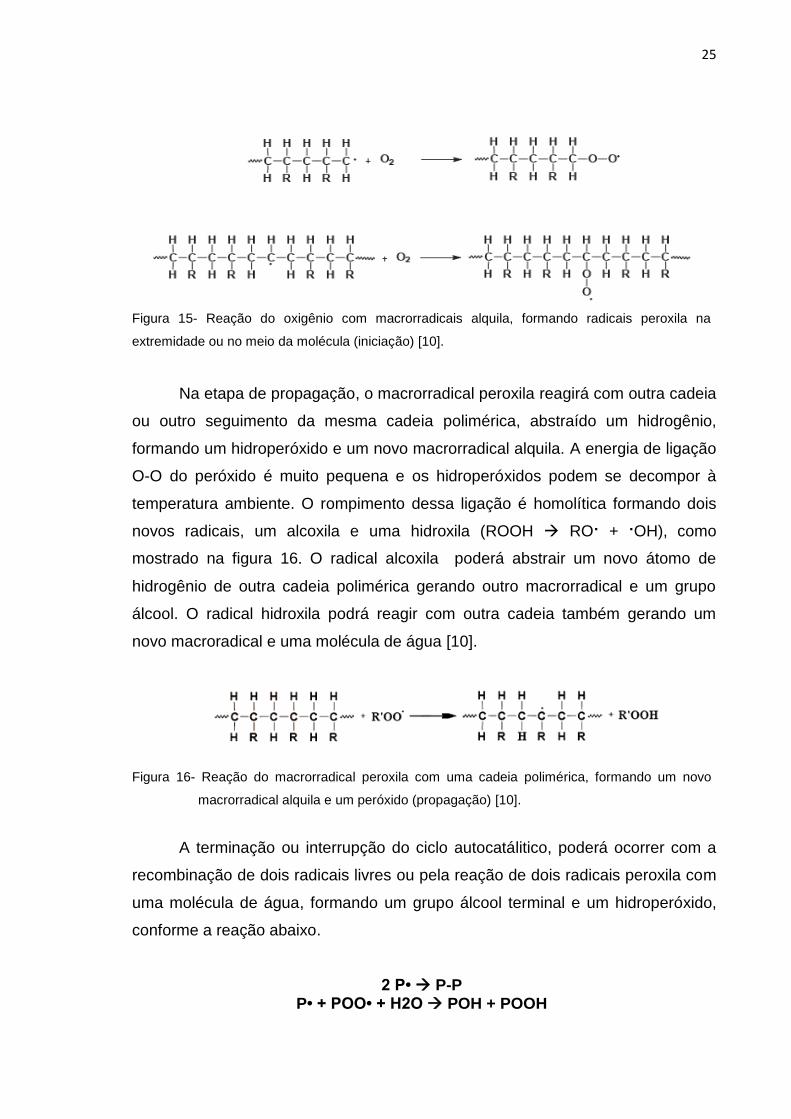
25
Figura 15- Reaccedilatildeo do oxigecircnio com macrorradicais alquila formando radicais peroxila na
extremidade ou no meio da moleacutecula (iniciaccedilatildeo) [10]
Na etapa de propagaccedilatildeo o macrorradical peroxila reagiraacute com outra cadeia
ou outro seguimento da mesma cadeia polimeacuterica abstraiacutedo um hidrogecircnio
formando um hidroperoacutexido e um novo macrorradical alquila A energia de ligaccedilatildeo
O-O do peroacutexido eacute muito pequena e os hidroperoacutexidos podem se decompor agrave
temperatura ambiente O rompimento dessa ligaccedilatildeo eacute homoliacutetica formando dois
novos radicais um alcoxila e uma hidroxila (ROOH RO + OH) como
mostrado na figura 16 O radical alcoxila poderaacute abstrair um novo aacutetomo de
hidrogecircnio de outra cadeia polimeacuterica gerando outro macrorradical e um grupo
aacutelcool O radical hidroxila podraacute reagir com outra cadeia tambeacutem gerando um
novo macroradical e uma moleacutecula de aacutegua [10]
Figura 16- Reaccedilatildeo do macrorradical peroxila com uma cadeia polimeacuterica formando um novo
macrorradical alquila e um peroacutexido (propagaccedilatildeo) [10]
A terminaccedilatildeo ou interrupccedilatildeo do ciclo autocataacutelitico poderaacute ocorrer com a
recombinaccedilatildeo de dois radicais livres ou pela reaccedilatildeo de dois radicais peroxila com
uma moleacutecula de aacutegua formando um grupo aacutelcool terminal e um hidroperoacutexido
conforme a reaccedilatildeo abaixo
2 Pbull P-P Pbull + POObull + H2O POH + POOH
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
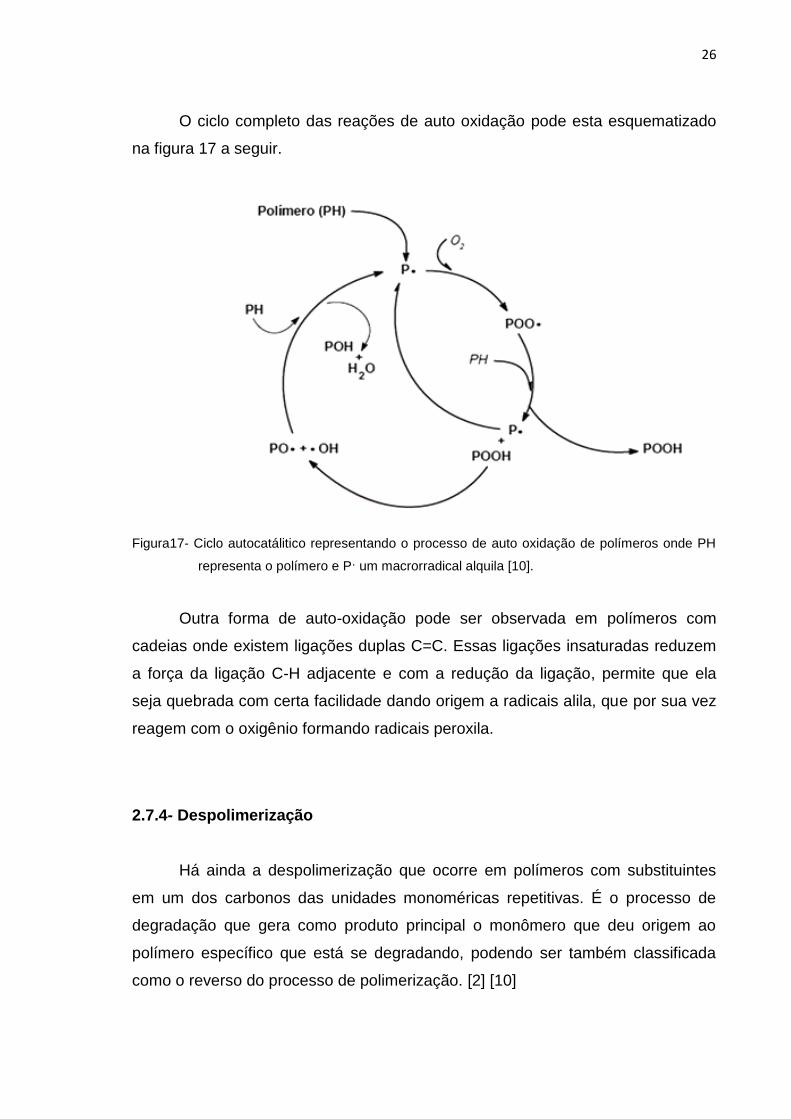
26
O ciclo completo das reaccedilotildees de auto oxidaccedilatildeo pode esta esquematizado
na figura 17 a seguir
Figura17- Ciclo autocataacutelitico representando o processo de auto oxidaccedilatildeo de poliacutemeros onde PH
representa o poliacutemero e P um macrorradical alquila [10]
Outra forma de auto-oxidaccedilatildeo pode ser observada em poliacutemeros com
cadeias onde existem ligaccedilotildees duplas C=C Essas ligaccedilotildees insaturadas reduzem
a forccedila da ligaccedilatildeo C-H adjacente e com a reduccedilatildeo da ligaccedilatildeo permite que ela
seja quebrada com certa facilidade dando origem a radicais alila que por sua vez
reagem com o oxigecircnio formando radicais peroxila
274- Despolimerizaccedilatildeo
Haacute ainda a despolimerizaccedilatildeo que ocorre em poliacutemeros com substituintes
em um dos carbonos das unidades monomeacutericas repetitivas Eacute o processo de
degradaccedilatildeo que gera como produto principal o monocircmero que deu origem ao
poliacutemero especiacutefico que estaacute se degradando podendo ser tambeacutem classificada
como o reverso do processo de polimerizaccedilatildeo [2] [10]
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
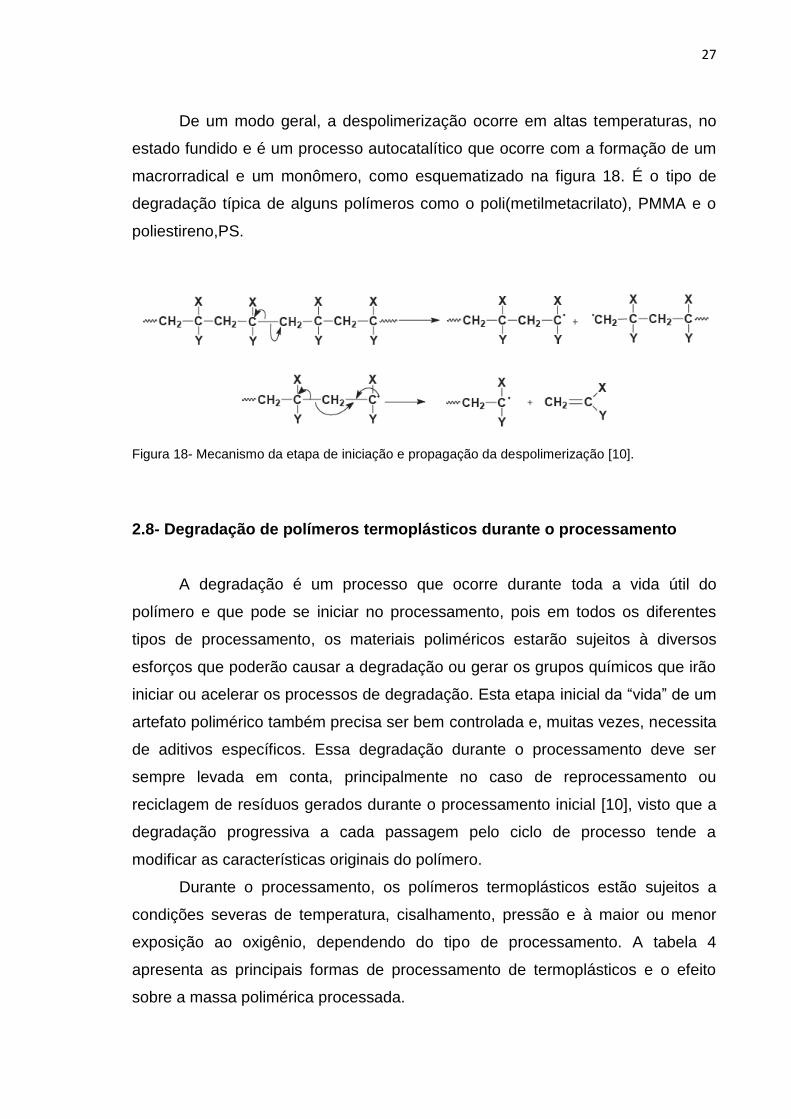
27
De um modo geral a despolimerizaccedilatildeo ocorre em altas temperaturas no
estado fundido e eacute um processo autocataliacutetico que ocorre com a formaccedilatildeo de um
macrorradical e um monocircmero como esquematizado na figura 18 Eacute o tipo de
degradaccedilatildeo tiacutepica de alguns poliacutemeros como o poli(metilmetacrilato) PMMA e o
poliestirenoPS
Figura 18- Mecanismo da etapa de iniciaccedilatildeo e propagaccedilatildeo da despolimerizaccedilatildeo [10]
28- Degradaccedilatildeo de poliacutemeros termoplaacutesticos durante o processamento
A degradaccedilatildeo eacute um processo que ocorre durante toda a vida uacutetil do
poliacutemero e que pode se iniciar no processamento pois em todos os diferentes
tipos de processamento os materiais polimeacutericos estaratildeo sujeitos agrave diversos
esforccedilos que poderatildeo causar a degradaccedilatildeo ou gerar os grupos quiacutemicos que iratildeo
iniciar ou acelerar os processos de degradaccedilatildeo Esta etapa inicial da ldquovidardquo de um
artefato polimeacuterico tambeacutem precisa ser bem controlada e muitas vezes necessita
de aditivos especiacuteficos Essa degradaccedilatildeo durante o processamento deve ser
sempre levada em conta principalmente no caso de reprocessamento ou
reciclagem de resiacuteduos gerados durante o processamento inicial [10] visto que a
degradaccedilatildeo progressiva a cada passagem pelo ciclo de processo tende a
modificar as caracteriacutesticas originais do poliacutemero
Durante o processamento os poliacutemeros termoplaacutesticos estatildeo sujeitos a
condiccedilotildees severas de temperatura cisalhamento pressatildeo e agrave maior ou menor
exposiccedilatildeo ao oxigecircnio dependendo do tipo de processamento A tabela 4
apresenta as principais formas de processamento de termoplaacutesticos e o efeito
sobre a massa polimeacuterica processada
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
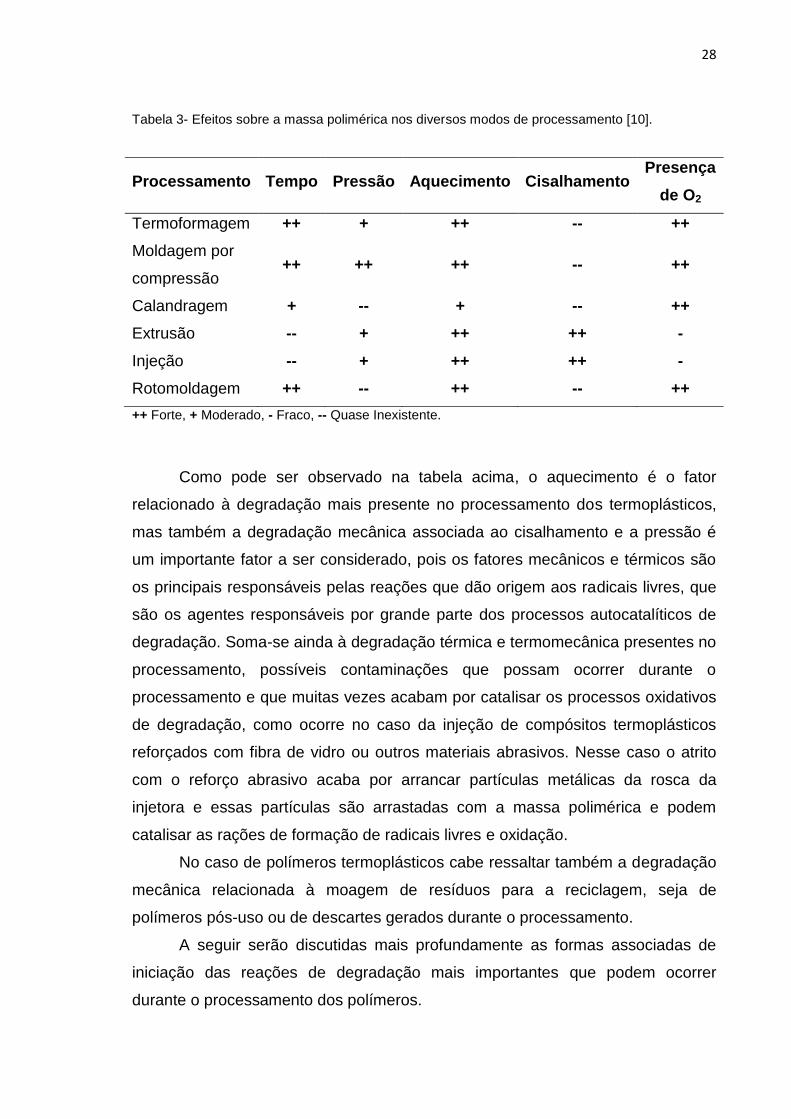
28
Tabela 3- Efeitos sobre a massa polimeacuterica nos diversos modos de processamento [10]
Processamento Tempo Pressatildeo Aquecimento Cisalhamento Presenccedila
de O2
Termoformagem ++ + ++ -- ++
Moldagem por
compressatildeo ++ ++ ++ -- ++
Calandragem + -- + -- ++
Extrusatildeo -- + ++ ++ -
Injeccedilatildeo -- + ++ ++ -
Rotomoldagem ++ -- ++ -- ++
++ Forte + Moderado - Fraco -- Quase Inexistente
Como pode ser observado na tabela acima o aquecimento eacute o fator
relacionado agrave degradaccedilatildeo mais presente no processamento dos termoplaacutesticos
mas tambeacutem a degradaccedilatildeo mecacircnica associada ao cisalhamento e a pressatildeo eacute
um importante fator a ser considerado pois os fatores mecacircnicos e teacutermicos satildeo
os principais responsaacuteveis pelas reaccedilotildees que datildeo origem aos radicais livres que
satildeo os agentes responsaacuteveis por grande parte dos processos autocataliacuteticos de
degradaccedilatildeo Soma-se ainda agrave degradaccedilatildeo teacutermica e termomecacircnica presentes no
processamento possiacuteveis contaminaccedilotildees que possam ocorrer durante o
processamento e que muitas vezes acabam por catalisar os processos oxidativos
de degradaccedilatildeo como ocorre no caso da injeccedilatildeo de compoacutesitos termoplaacutesticos
reforccedilados com fibra de vidro ou outros materiais abrasivos Nesse caso o atrito
com o reforccedilo abrasivo acaba por arrancar partiacuteculas metaacutelicas da rosca da
injetora e essas partiacuteculas satildeo arrastadas com a massa polimeacuterica e podem
catalisar as raccedilotildees de formaccedilatildeo de radicais livres e oxidaccedilatildeo
No caso de poliacutemeros termoplaacutesticos cabe ressaltar tambeacutem a degradaccedilatildeo
mecacircnica relacionada agrave moagem de resiacuteduos para a reciclagem seja de
poliacutemeros poacutes-uso ou de descartes gerados durante o processamento
A seguir seratildeo discutidas mais profundamente as formas associadas de
iniciaccedilatildeo das reaccedilotildees de degradaccedilatildeo mais importantes que podem ocorrer
durante o processamento dos poliacutemeros
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
29
281- Degradaccedilatildeo Mecacircnica e Termomecacircnica
Para compreender a degradaccedilatildeo de poliacutemeros por esforccedilo mecacircnico eacute
preciso levar em consideraccedilatildeo que o efeito do esforccedilo mecacircnico sobre
macromoleacuteculas a temperatura ambiente ou mais baixa eacute completamente
diferente do efeito sobre moleacuteculas de baixa massa molar Podemos dizer que os
poliacutemeros respondem aos esforccedilos mecacircnicos de tensatildeo ou cisalhamento de
maneira totalmente distinta dos soacutelidos ldquohookeanosrdquo e dos fluidos ldquonewtonianosrdquo
[10]
Os compostos e soacutelidos iocircnicos e covalentes de baixa massa molar quando
submetidos a esforccedilos mecacircnicos de um modo geral respondem a esse esforccedilo
mudando a sua forma macroscoacutepica ou fraturando-se De qualquer forma natildeo
ocorrem processos que alterem as caracteriacutesticas quiacutemicas destes soacutelidos Por
exemplo se quebrarmos um cristal de accediluacutecar este continuaraacute mantendo todas as
suas propriedades de cor arma e sabor Com os poliacutemeros a historia eacute diferente
jaacute que sofre modificaccedilotildees quiacutemicas consideraacuteveis toda vez que eacute submetido a
esforccedilos de cisalhamento fraturado amolecido ou fundido [10]
A degradaccedilatildeo mecacircnica eacute representada de forma geneacuterica pelas
mudanccedilas quiacutemicas induzidas por esforccedilos de cisalhamento independentemente
da temperatura Os esforccedilos mecacircnicos causaraacute fratura em operaccedilotildees de mistura
a frio moagem corte serragem furaccedilatildeo e usinagem Tambeacutem ocorre durante
alguns tipos de aplicaccedilotildees nas quais o material fica submetido a uma tensatildeo
mecacircnica [10]
Quando submetidos a um esforccedilo mecacircnico em temperatura ambiente os
plaacutesticos apresentam dois comportamentos o elaacutestico reversiacutevel e o escoamento
viscoso irreversiacutevel Em ambos os comportamentos ocorre o alinhamento e a
extensatildeo das cadeias polimeacutericas Na fase elaacutestica as cadeias se alongam ou
deformam mas natildeo haacute o rompimento expressivo das ligaccedilotildees intermoleculares
Ao aumentarmos a solicitaccedilatildeo mecacircnica as interaccedilotildees intermoleculares
comeccedilam a se romper e inicia-se o processo de desentrelaccedilamento (escoamento)
das cadeias da fase amorfa Em seguida teremos o rompimento das ligaccedilotildees
quiacutemicas da cadeia principal no momento em que a tensatildeo atingir a barreira
potencial para que ocorra a quebra das ligaccedilotildees quiacutemicas [10]
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
30
Quando o esforccedilo mecacircnico eacute aplicado em temperaturas acima da
temperatura de amolecimento ou de fusatildeo ocorre um escoamento viscoso com
alinhamento das cadeias na direccedilatildeo do fluxo e o esforccedilo de cisalhamento
provocaraacute a ruptura das ligaccedilotildees quiacutemicas Poreacutem neste caso como parte da
energia necessaacuteria para o rompimento das ligaccedilotildees quiacutemicas jaacute foi fornecida na
forma de calor a quebra das ligaccedilotildees eacute mais favorecida [10]
Outro fator que pode influenciar na degradaccedilatildeo mecacircnica eacute o grau de
cristalinidade do poliacutemero pois dependendo do grau de cristalinidade o esforccedilo
fiacutesico poderaacute ser todo dissipado na fase amorfa onde o rompimento das ligaccedilotildees
quiacutemicas competiraacute com os processos de escoamento e relaxaccedilatildeo e um maior
nuacutemero de ligaccedilotildees poderaacute ser rompido com o aumento da rigidez do material
[10]
O rompimento das ligaccedilotildees quiacutemicas de um poliacutemero que ocorre como
resultado da aplicaccedilatildeo de esforccedilos mecacircnicos depende da quantidade de energia
elaacutestica armazenada na macromoleacutecula e do tempo que ela fica sob esse esforccedilo
A energia total fornecida (energia mecacircnica mais energia teacutermica) deve ser igual
ou superior agrave energia de ligaccedilatildeo quiacutemica para que ocorra a quebra da cadeia
polimeacuterica Para que ocorra uma reaccedilatildeo quiacutemica o tempo de aplicaccedilatildeo de
esforccedilo deve ser menor que o tempo de relaxaccedilatildeo nas condiccedilotildees de temperatura
em que o processo estaacute ocorrendo [10]
282- Degradaccedilatildeo do compoacutesito de PPS reforccedilado com fibras de vidro
durante o processamento e reciclagem
O PPS eacute reconhecidamente um poliacutemero que apresenta boa estabilidade
teacutermica Estudos realizados sob atmosfera de nitrogecircnio indicam que o iniacutecio de
sua degradaccedilatildeo se daacute em temperaturas a partir de 4000C Essa degradaccedilatildeo tem
seu iniacutecio com a quebra da ligaccedilatildeo entre o aacutetomo de enxofre e o anel aromaacutetico
ou pela eliminaccedilatildeo de um aacutetomo de hidrogecircnio do anel dando origem a radicais
que se recombinam dando origem a ramificaccedilotildees e produtos ciacuteclicos aleacutem da
geraccedilatildeo de sulfeto de hidrogecircnio (H2S) [20] [21] [22]
Embora o processamento particularmente o processamento por injeccedilatildeo
do compoacutesito de PPS se decirc em temperaturas abaixo de 4000C a cisalhamento
provocado pelo contato com a rosca da injetora pode aumentar a tensatildeo nas
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
31
cadeias e consequentemente romper algumas ligaccedilotildees iniciando um processo
de degradaccedilatildeo
Eacute preciso considerar ainda que durante a moagem dos resiacuteduos para a
reciclagem o compoacutesito eacute submetido a solicitaccedilotildees mecacircnicas severas que tanto
podem seccionar as cadeias dando origem a radicais que expostos a atmosfera
podem ter a degradaccedilatildeo facilitada quanto quebrar as fibras de reforccedilo reduzindo
o seu comprimento No caso de o comprimento final apoacutes a quebra ficar abaixo do
comprimento criacutetico a fibra deixa de agir como reforccedilo deteriorando
significativamente as propriedades do compoacutesito
A equaccedilatildeo a seguir eacute utilizada para definir o comprimento criacutetico para fibras
de reforccedilo
(1)
lc Comprimento Criacutetico σf Resistecircncia agrave traccedilatildeo d diacircmetro da fibra τf forccedila de ligaccedilatildeo entre a
fibra e a matriz
29- Impacto da degradaccedilatildeo sobre a massa molecular dos poliacutemeros
As propriedades dos poliacutemeros variam progressivamente com o peso ou
massa molecular das cadeias que o formam Para uma mesma estrutura as
variaccedilotildees tornam-se pouco expressivas quando os pesos excedem a ordem de
grandeza de 105 [23]
Quando se trata de poliacutemeros devemos considerar que satildeo misturas de
moleacuteculas com diferentes pesos moleculares dispersos por um intervalo ao redor
de um valor meacutedio chamado de peso molecular meacutedio (MM) que estaacute
diretamente ligado agraves propriedades da massa polimeacuterica como eacute ilustrado na
figura 19
Os processos de degradaccedilatildeo dos poliacutemeros caracterizados pela cisatildeo das
cadeias polimeacutericas ou pela eliminaccedilatildeo de grupos laterais podem ocasionar
variaccedilotildees expressivas nos valores de massa molecular Caso um macrorradical
formado pela cisatildeo de uma cadeia reaja com uma moleacutecula de baixa massa
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
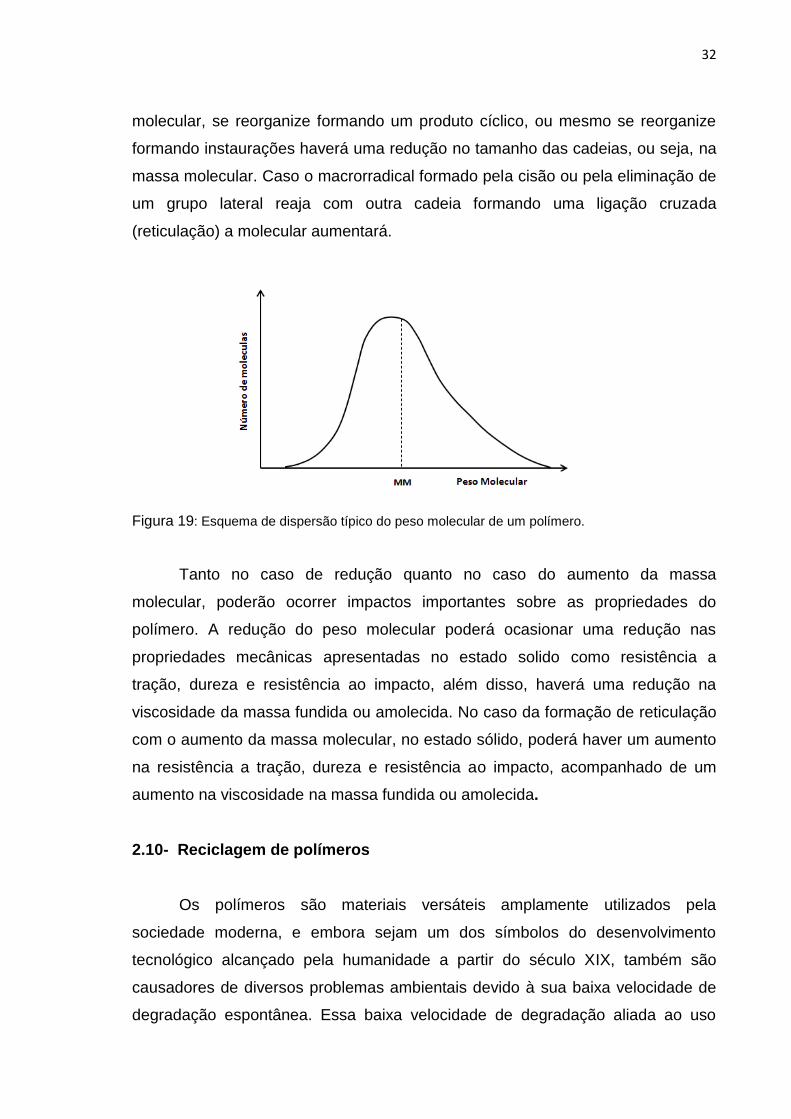
32
molecular se reorganize formando um produto ciacuteclico ou mesmo se reorganize
formando instauraccedilotildees haveraacute uma reduccedilatildeo no tamanho das cadeias ou seja na
massa molecular Caso o macrorradical formado pela cisatildeo ou pela eliminaccedilatildeo de
um grupo lateral reaja com outra cadeia formando uma ligaccedilatildeo cruzada
(reticulaccedilatildeo) a molecular aumentaraacute
Figura 19 Esquema de dispersatildeo tiacutepico do peso molecular de um poliacutemero
Tanto no caso de reduccedilatildeo quanto no caso do aumento da massa
molecular poderatildeo ocorrer impactos importantes sobre as propriedades do
poliacutemero A reduccedilatildeo do peso molecular poderaacute ocasionar uma reduccedilatildeo nas
propriedades mecacircnicas apresentadas no estado solido como resistecircncia a
traccedilatildeo dureza e resistecircncia ao impacto aleacutem disso haveraacute uma reduccedilatildeo na
viscosidade da massa fundida ou amolecida No caso da formaccedilatildeo de reticulaccedilatildeo
com o aumento da massa molecular no estado soacutelido poderaacute haver um aumento
na resistecircncia a traccedilatildeo dureza e resistecircncia ao impacto acompanhado de um
aumento na viscosidade na massa fundida ou amolecida
210- Reciclagem de poliacutemeros
Os poliacutemeros satildeo materiais versaacuteteis amplamente utilizados pela
sociedade moderna e embora sejam um dos siacutembolos do desenvolvimento
tecnoloacutegico alcanccedilado pela humanidade a partir do seacuteculo XIX tambeacutem satildeo
causadores de diversos problemas ambientais devido agrave sua baixa velocidade de
degradaccedilatildeo espontacircnea Essa baixa velocidade de degradaccedilatildeo aliada ao uso
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
33
intensivo fez com que os poliacutemeros se tornassem os materiais mais expressivos
em volume nos aterros sanitaacuterios Com o intuito de minimizar o impacto ambiental
causado pela deposiccedilatildeo desses materiais em aterros sanitaacuterios cada vez mais os
temas relacionados agrave reciclagem se fazem presentes no dia a dia das pessoas e
das empresas Aleacutem do aspecto ambiental os possiacuteveis ganhos econocircmicos com
a reciclagem e o surgimento de legislaccedilotildees mais riacutegidas sobre a geraccedilatildeo
disposiccedilatildeo e tratamento de resiacuteduos soacutelidos tem dado agrave reciclagem um destaque
maior a cada dia
Aleacutem do aumento da vida dos aterros sanitaacuterios a reciclagem dos
poliacutemeros traz outros benefiacutecios ambientais pois gera uma economia
consideraacutevel de energia uma vez que geralmente eacute necessaacuteria menos energia
para reciclar um poliacutemero do que para obter esse mesmo poliacutemero a partir dos
seus monocircmeros Essa economia de energia permite a preservaccedilatildeo de recursos
naturais e gera na induacutestria uma reduccedilatildeo de custos relacionados a materiais e
processamento
2101- Tipos de reciclagem de poliacutemeros
A reciclagem de poliacutemeros eacute classificada em
Reciclagem primaacuteria consiste na conversatildeo de resiacuteduos polimeacutericos
industriais (preacute-consumo) por meacutetodos de processamento padratildeo em produtos
similares aos produtos originais obtidos de poliacutemero virgem Por exemplo aparas
que satildeo novamente introduzidas no processo
Reciclagem secundaacuteria processo ou combinaccedilatildeo de processos de
conversatildeo de resiacuteduos polimeacutericos (poacutes-consumo) provenientes de resiacuteduos
soacutelidos urbanos em produtos que tenham menor grau de exigecircncia que o obtido a
partir do poliacutemero virgem
Reciclagem terciaacuteria processo tecnoloacutegico de conversatildeo de resiacuteduos
polimeacutericos em insumos quiacutemicos ou combustiacuteveis
Reciclagem quaternaacuteria processo de obtenccedilatildeo de energia a partir de
incineraccedilatildeo controlada de resiacuteduos polimeacutericos
A reciclagem primaacuteria e secundaacuteria satildeo classificadas como reciclagem
mecacircnica ou fiacutesica O que diferencia uma da outra eacute que uma utiliza resiacuteduos preacute-
consumo enquanto a outra utiliza resiacuteduos coletados apoacutes o consumo A
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
34
reciclagem terciaria eacute chamada de reciclagem quiacutemica e a quaternaacuteria de
reciclagem energeacutetica
No caso do PPS objeto de estudo deste trabalho um poliacutemero de
engenharia de custo elevado e que eacute aplicado em condiccedilotildees especiais o meacutetodo
de reciclagem mais utilizado eacute a reciclagem primaacuteria [24] [25]
A reciclagem mecacircnica eacute uma forma de processamento fiacutesico em que o
material eacute transformado em gracircnulos para entatildeo ser transformado novamente em
outro produto Dependendo do tipo de poliacutemero esses gracircnulos podem ser
obtidos por moagem ou trituraccedilatildeo que pode ser seguida ou natildeo por um processo
de extrusatildeo para formaccedilatildeo de ldquopelletsrdquo [25]
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
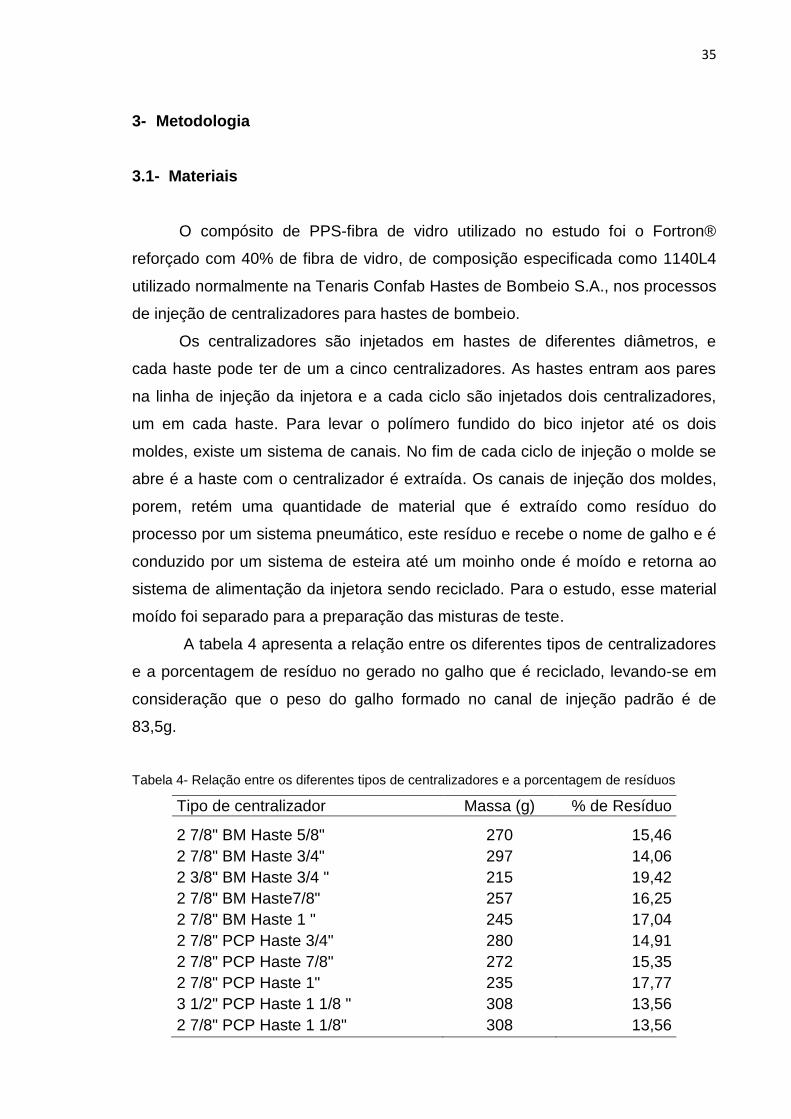
35
3- Metodologia
31- Materiais
O compoacutesito de PPS-fibra de vidro utilizado no estudo foi o Fortronreg
reforccedilado com 40 de fibra de vidro de composiccedilatildeo especificada como 1140L4
utilizado normalmente na Tenaris Confab Hastes de Bombeio SA nos processos
de injeccedilatildeo de centralizadores para hastes de bombeio
Os centralizadores satildeo injetados em hastes de diferentes diacircmetros e
cada haste pode ter de um a cinco centralizadores As hastes entram aos pares
na linha de injeccedilatildeo da injetora e a cada ciclo satildeo injetados dois centralizadores
um em cada haste Para levar o poliacutemero fundido do bico injetor ateacute os dois
moldes existe um sistema de canais No fim de cada ciclo de injeccedilatildeo o molde se
abre eacute a haste com o centralizador eacute extraiacuteda Os canais de injeccedilatildeo dos moldes
porem reteacutem uma quantidade de material que eacute extraiacutedo como resiacuteduo do
processo por um sistema pneumaacutetico este resiacuteduo e recebe o nome de galho e eacute
conduzido por um sistema de esteira ateacute um moinho onde eacute moiacutedo e retorna ao
sistema de alimentaccedilatildeo da injetora sendo reciclado Para o estudo esse material
moiacutedo foi separado para a preparaccedilatildeo das misturas de teste
A tabela 4 apresenta a relaccedilatildeo entre os diferentes tipos de centralizadores
e a porcentagem de resiacuteduo no gerado no galho que eacute reciclado levando-se em
consideraccedilatildeo que o peso do galho formado no canal de injeccedilatildeo padratildeo eacute de
835g
Tabela 4- Relaccedilatildeo entre os diferentes tipos de centralizadores e a porcentagem de resiacuteduos
Tipo de centralizador Massa (g) de Resiacuteduo
2 78 BM Haste 58 270 1546
2 78 BM Haste 34 297 1406
2 38 BM Haste 34 215 1942
2 78 BM Haste78 257 1625
2 78 BM Haste 1 245 1704
2 78 PCP Haste 34 280 1491
2 78 PCP Haste 78 272 1535
2 78 PCP Haste 1 235 1777
3 12 PCP Haste 1 18 308 1356
2 78 PCP Haste 1 18 308 1356
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
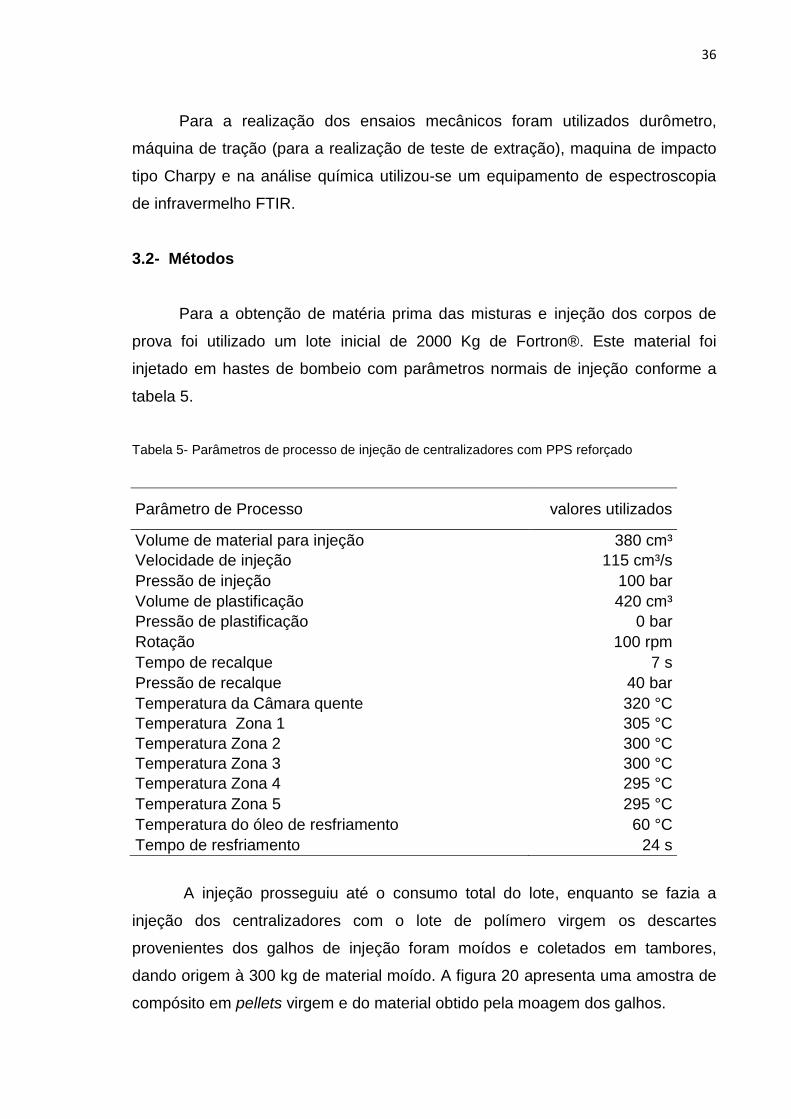
36
Para a realizaccedilatildeo dos ensaios mecacircnicos foram utilizados durocircmetro
maacutequina de traccedilatildeo (para a realizaccedilatildeo de teste de extraccedilatildeo) maquina de impacto
tipo Charpy e na anaacutelise quiacutemica utilizou-se um equipamento de espectroscopia
de infravermelho FTIR
32- Meacutetodos
Para a obtenccedilatildeo de mateacuteria prima das misturas e injeccedilatildeo dos corpos de
prova foi utilizado um lote inicial de 2000 Kg de Fortronreg Este material foi
injetado em hastes de bombeio com paracircmetros normais de injeccedilatildeo conforme a
tabela 5
Tabela 5- Paracircmetros de processo de injeccedilatildeo de centralizadores com PPS reforccedilado
Paracircmetro de Processo valores utilizados
Volume de material para injeccedilatildeo 380 cmsup3
Velocidade de injeccedilatildeo 115 cmsup3s
Pressatildeo de injeccedilatildeo 100 bar
Volume de plastificaccedilatildeo 420 cmsup3
Pressatildeo de plastificaccedilatildeo 0 bar
Rotaccedilatildeo 100 rpm
Tempo de recalque 7 s
Pressatildeo de recalque 40 bar
Temperatura da Cacircmara quente 320 degC
Temperatura Zona 1 305 degC
Temperatura Zona 2 300 degC
Temperatura Zona 3 300 degC
Temperatura Zona 4 295 degC
Temperatura Zona 5 295 degC
Temperatura do oacuteleo de resfriamento 60 degC
Tempo de resfriamento 24 s
A injeccedilatildeo prosseguiu ateacute o consumo total do lote enquanto se fazia a
injeccedilatildeo dos centralizadores com o lote de poliacutemero virgem os descartes
provenientes dos galhos de injeccedilatildeo foram moiacutedos e coletados em tambores
dando origem agrave 300 kg de material moiacutedo A figura 20 apresenta uma amostra de
compoacutesito em pellets virgem e do material obtido pela moagem dos galhos
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
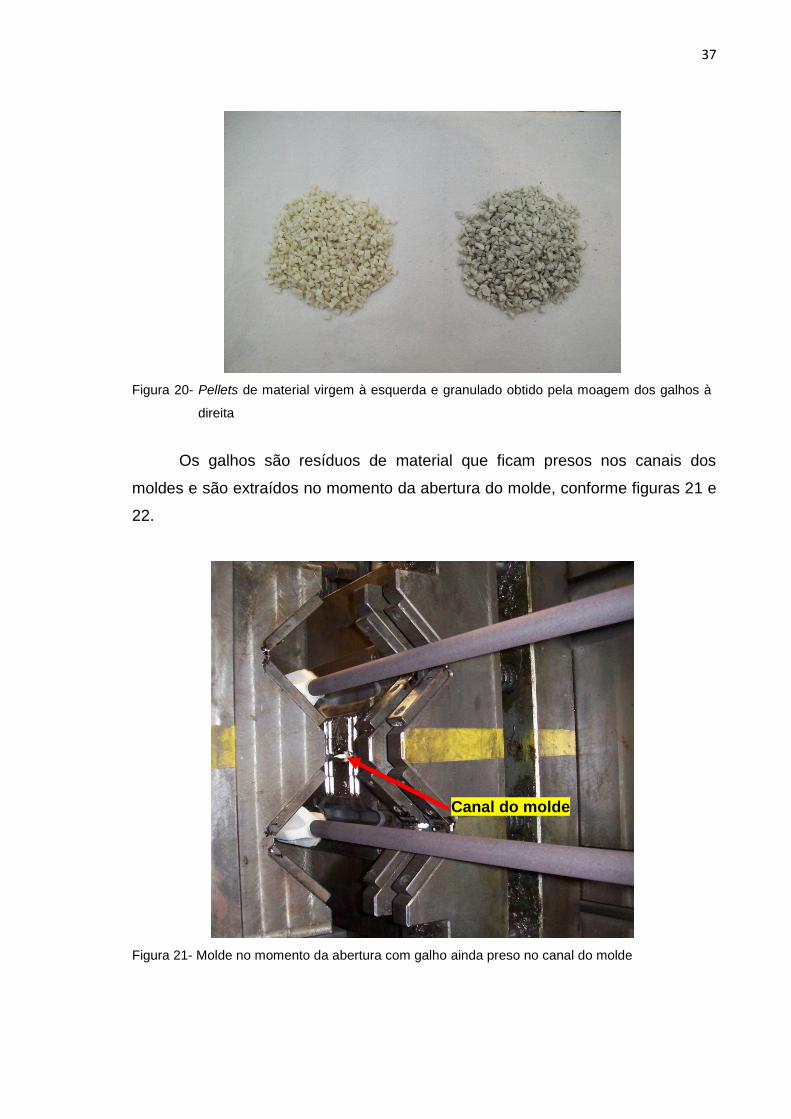
37
Figura 20- Pellets de material virgem agrave esquerda e granulado obtido pela moagem dos galhos agrave
direita
Os galhos satildeo resiacuteduos de material que ficam presos nos canais dos
moldes e satildeo extraiacutedos no momento da abertura do molde conforme figuras 21 e
22
Figura 21- Molde no momento da abertura com galho ainda preso no canal do molde
Canal do molde
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
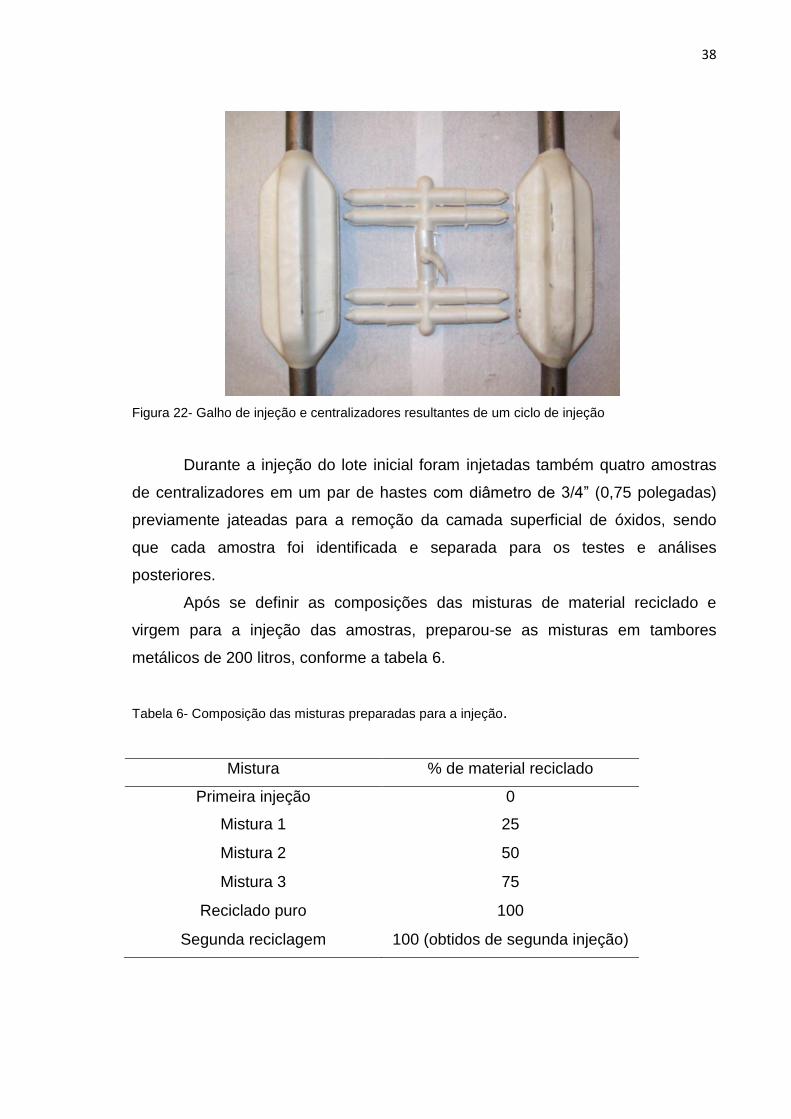
38
Figura 22- Galho de injeccedilatildeo e centralizadores resultantes de um ciclo de injeccedilatildeo
Durante a injeccedilatildeo do lote inicial foram injetadas tambeacutem quatro amostras
de centralizadores em um par de hastes com diacircmetro de 34rdquo (075 polegadas)
previamente jateadas para a remoccedilatildeo da camada superficial de oacutexidos sendo
que cada amostra foi identificada e separada para os testes e anaacutelises
posteriores
Apoacutes se definir as composiccedilotildees das misturas de material reciclado e
virgem para a injeccedilatildeo das amostras preparou-se as misturas em tambores
metaacutelicos de 200 litros conforme a tabela 6
Tabela 6- Composiccedilatildeo das misturas preparadas para a injeccedilatildeo
Mistura de material reciclado
Primeira injeccedilatildeo 0
Mistura 1 25
Mistura 2 50
Mistura 3 75
Reciclado puro 100
Segunda reciclagem 100 (obtidos de segunda injeccedilatildeo)
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
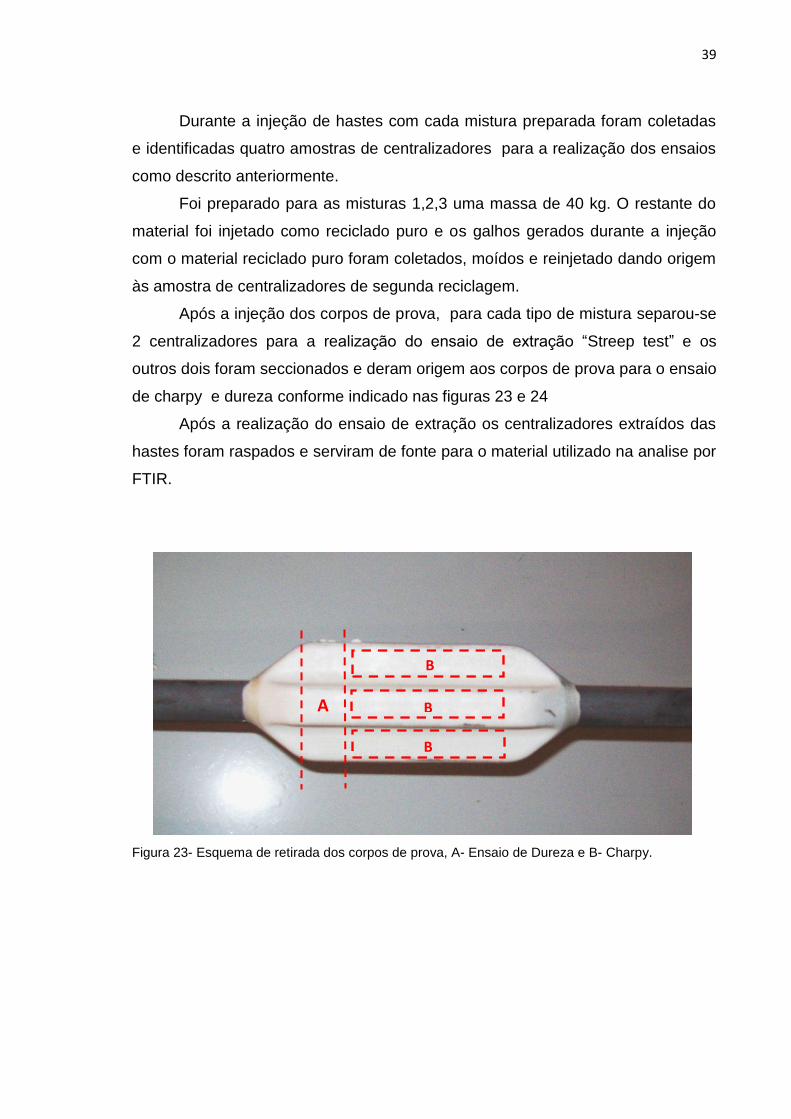
39
Durante a injeccedilatildeo de hastes com cada mistura preparada foram coletadas
e identificadas quatro amostras de centralizadores para a realizaccedilatildeo dos ensaios
como descrito anteriormente
Foi preparado para as misturas 123 uma massa de 40 kg O restante do
material foi injetado como reciclado puro e os galhos gerados durante a injeccedilatildeo
com o material reciclado puro foram coletados moiacutedos e reinjetado dando origem
agraves amostra de centralizadores de segunda reciclagem
Apoacutes a injeccedilatildeo dos corpos de prova para cada tipo de mistura separou-se
2 centralizadores para a realizaccedilatildeo do ensaio de extraccedilatildeo ldquoStreep testrdquo e os
outros dois foram seccionados e deram origem aos corpos de prova para o ensaio
de charpy e dureza conforme indicado nas figuras 23 e 24
Apoacutes a realizaccedilatildeo do ensaio de extraccedilatildeo os centralizadores extraiacutedos das
hastes foram raspados e serviram de fonte para o material utilizado na analise por
FTIR
Figura 23- Esquema de retirada dos corpos de prova A- Ensaio de Dureza e B- Charpy
B
B
B
A
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
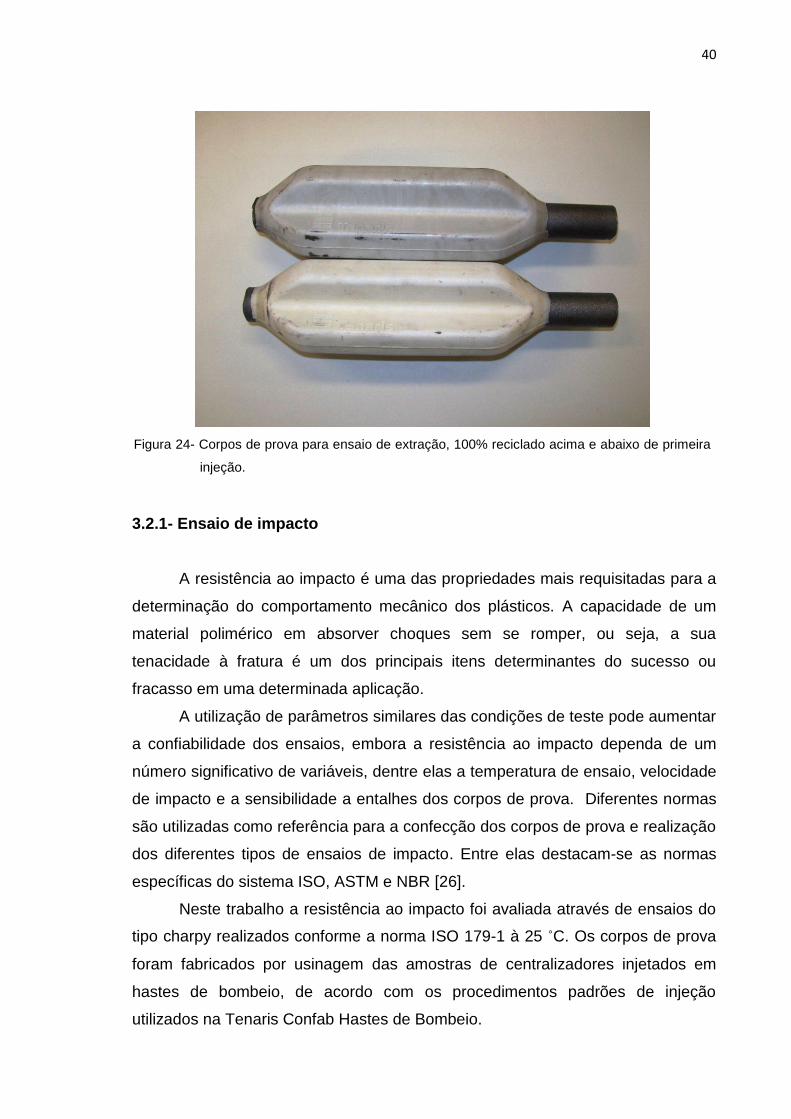
40
Figura 24- Corpos de prova para ensaio de extraccedilatildeo 100 reciclado acima e abaixo de primeira
injeccedilatildeo
321- Ensaio de impacto
A resistecircncia ao impacto eacute uma das propriedades mais requisitadas para a
determinaccedilatildeo do comportamento mecacircnico dos plaacutesticos A capacidade de um
material polimeacuterico em absorver choques sem se romper ou seja a sua
tenacidade agrave fratura eacute um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicaccedilatildeo
A utilizaccedilatildeo de paracircmetros similares das condiccedilotildees de teste pode aumentar
a confiabilidade dos ensaios embora a resistecircncia ao impacto dependa de um
nuacutemero significativo de variaacuteveis dentre elas a temperatura de ensaio velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova Diferentes normas
satildeo utilizadas como referecircncia para a confecccedilatildeo dos corpos de prova e realizaccedilatildeo
dos diferentes tipos de ensaios de impacto Entre elas destacam-se as normas
especiacuteficas do sistema ISO ASTM e NBR [26]
Neste trabalho a resistecircncia ao impacto foi avaliada atraveacutes de ensaios do
tipo charpy realizados conforme a norma ISO 179-1 agrave 25 ˚C Os corpos de prova
foram fabricados por usinagem das amostras de centralizadores injetados em
hastes de bombeio de acordo com os procedimentos padrotildees de injeccedilatildeo
utilizados na Tenaris Confab Hastes de Bombeio
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
41
322- Ensaio de dureza
A dureza eacute uma propriedade mecacircnica relacionada agrave resistecircncia que um
material quando pressionado por outro material ou por marcadores padronizados
apresenta ao risco ou agrave formaccedilatildeo de uma marca permanente Eacute uma propriedade
dos materiais soacutelidos que depende diretamente das forccedilas de ligaccedilatildeo entre os
aacutetomos iacuteons ou moleacuteculas e do estado estrutural do material (processo de
fabricaccedilatildeo tratamento teacutermico etc)
Os ensaios de dureza satildeo realizados em equipamentos denominados
durometros onde se mede a resistecircncia de um material (corpo de prova) agrave
penetraccedilatildeo de um identador Os meacutetodos de determinaccedilatildeo de dureza mais
utilizados em materiais polimeacutericos envolvem os ensaios padronizados de dureza
Rockwell (principalmente as escalas E M e R) e o ensaio de dureza Shore
Para a avaliaccedilatildeo da dureza das diferentes misturas de PPS virgem
reciclado estudadas neste trabalho foram confeccionados 12 corpos de prova
sendo 2 (CP1 e CP2) de cada mistura a partir de cortes perpendiculares ao eixo
longitudinal dos centralizadores injetados realizando-se em cada corpo de prova
4 mediccedilotildees de acordo com o meacutetodo de ensaio de dureza Rockwell M
323- Ensaio de extraccedilatildeo de centralizadores
O ensaio de extraccedilatildeo de centralizadores eacute na verdade um ensaio de
aderecircncia que tem por finalidade medir a forccedila necessaacuteria para extrair o
centralizador de uma haste Eacute o ensaio rotineiro utilizado na Tenaris Confab
Hastes de Bombeio como paracircmetro de qualidade dos centralizadores
O ensaio eacute feito em um corpo de prova que consiste em um pedaccedilo de
haste de aproximadamente 25 cm com um centralizador injetado O corpo de
prova eacute colocado em uma maacutequina de traccedilatildeo que exerce uma forccedila na haste
mantendo o centralizador fixo A forccedila eacute aumentada ateacute que o centralizador
deslize indicando que a forccedila aplicada superou as forccedilas de aderecircncia e atrito
entre o centralizador e a haste
Foram utilizados dois centralizadores de cada composiccedilatildeo para o ensaio
de extraccedilatildeo e os centralizadores extraiacutedos foram utilizados tambeacutem para a
realizaccedilatildeo da analise no FTIR
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
42
324- Espectroscopia de Infravermelho por Transformada de Fourier - FTIR
A anaacutelise de FTIR eacute um meacutetodo espectroscoacutepico de anaacutelise que consiste
na emissatildeo de radiaccedilatildeo eletromagneacutetica na regiatildeo do infravermelho por uma
fonte gerador Essa radiaccedilatildeo emitida pela fonte incide sobre uma amostra que
por sua vez absorve parte dessa radiaccedilatildeo transformando-a em energia molecular
vibracional A teacutecnica se baseia na medida da fraccedilatildeo de radiaccedilatildeo absorvida ou
transmitida em determinado comprimento de onda em relaccedilatildeo agrave radiaccedilatildeo
incidente [26]
Esta teacutecnica eacute amplamente utilizada na identificaccedilatildeo e caracterizaccedilatildeo de
materiais incluindo os poliacutemeros pois eacute possiacutevel utilizar modos de reflexatildeo ou de
transmissatildeo A identificaccedilatildeo eacute baseada na absorccedilatildeo de bandas com frequecircncias
especiacuteficas que correspondem agraves vibraccedilotildees das ligaccedilotildees moleculares dos grupos
quiacutemicos presentes na amostra [26]
O espectrocircmetro FTIR eacute constituiacutedo de uma fonte de radiaccedilatildeo um conjunto
de espelhos que dividem refletem e geram a interferecircncia do feixe e por fim um
sistema de detecccedilatildeo que acoplado a um sistema de processamento gera um
interferograma
No caso da anaacutelise das amostras de PPS reforccedilado com fibra de vidro a
espectrometria pode fornecer indicaccedilotildees de possiacuteveis compostos formados
durante os processos de degradaccedilatildeo sofridos durante o processamento e
reciclagem Para a anaacutelise atraveacutes de FTIR as amostras em forma de PPS
reforccedilado com fibra de vidro foram trituradas diluiacutedas em KBr e posteriormente
prensadas para a confecccedilatildeo das pastilhas
325- Ensaio de Fluidez
O iacutendice de fluidez eacute um importante paracircmetro tecnoloacutegico no controle de
qualidade de poliacutemeros Eacute um paracircmetro definido empiricamente que caracteriza
as propriedades de fluxo do poliacutemero inversamente proporcional agrave viscosidade do
material fundido e taxa de cisalhamento especificada pelas
condiccedilotildees operacionais de medida Sendo assim eacute dependente de propriedades
moleculares tais como massa molecular e ramificaccedilotildees
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
43
A determinaccedilatildeo do iacutendice de fluidez eacute efetuada extrudando-se o poliacutemero
em um equipamento chamado de plastomecirctro que consiste de um barril de
extrusatildeo aquecido na extremidade do qual eacute montada uma matriz capilar de
dimensotildees especiacuteficas O plastomecirctro eacute operado com pressatildeo imposta
decorrente da aplicaccedilatildeo de uma carga constante e bem definida no topo da
coluna do fundido O iacutendice de fluidez eacute obtido a partir da taxa de fluxo do fluido
sob imposiccedilatildeo desta carga e seu valor eacute expresso pela quantidade de material
extrudado em gramas por 10 minutos [27]
Para a anaacutelise do iacutendice de fluidez foram utilizadas trecircs amostras
diferentes uma de compoacutesito de PPS virgem uma de gracircnulos obtidos da
moagem dos galhos de primeira injeccedilatildeo ou seja material utilizado na injeccedilatildeo dos
centralizadores de primeira reciclagem e outra amostra obtida da moagem dos
galhos gerados na injeccedilatildeo dos centralizadores de primeira reciclagem que foi o
material utilizado na injeccedilatildeo de centralizadores de segunda reciclagem Portanto
foram analisados os iacutendices de fluidez dos materiais utilizados em trecircs ciclos de
injeccedilatildeo consecutivos
O ensaio foi realizado em um plastomecirctro segundo o procedimento descrito
no manual do fabricante e de acordo com a norma ASTM D-1238 utilizando uma
massa de 5 kg agrave uma temperatura de 315degC para a extrusatildeo dos corpos de prova
Durante a extrusatildeo os corpos de prova foram cortados a cada 15 segundos e
excluiu-se das anaacutelises os dois primeiros e os dois uacuteltimos corpos de prova
cortados na extrusatildeo de cada amostra Os demais foram pesados para o calculo
do iacutendice de fluidez
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
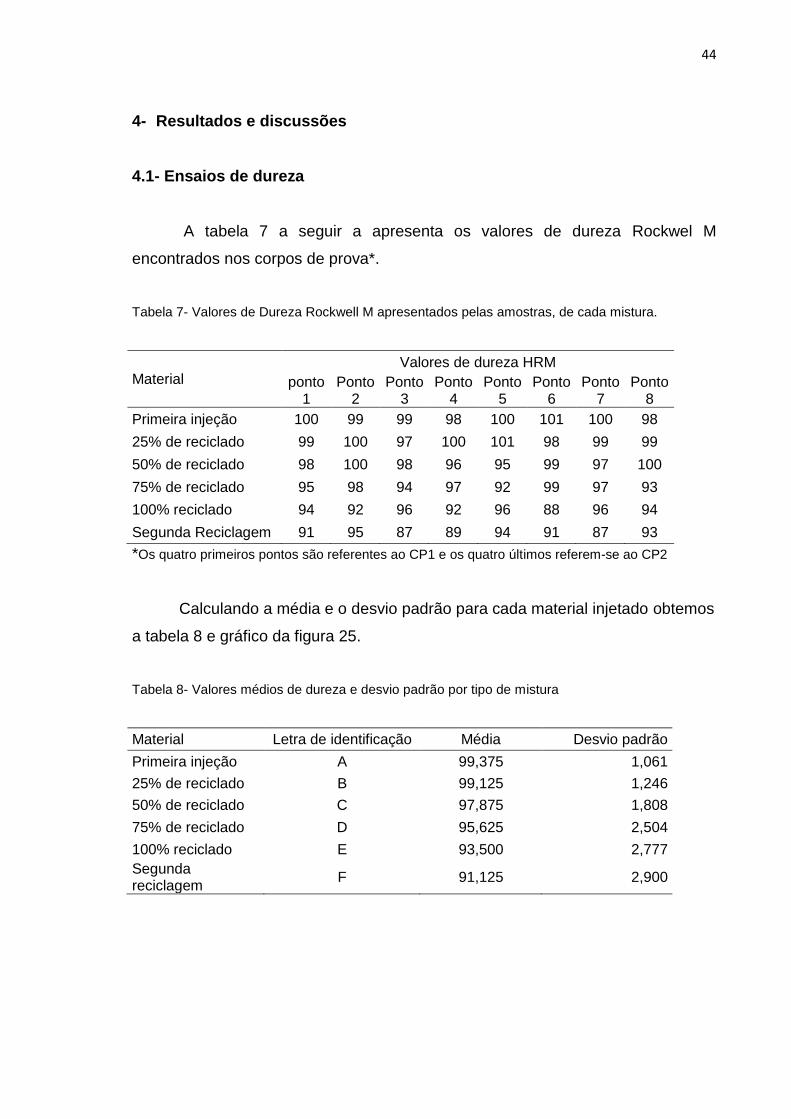
44
4- Resultados e discussotildees
41- Ensaios de dureza
A tabela 7 a seguir a apresenta os valores de dureza Rockwel M
encontrados nos corpos de prova
Tabela 7- Valores de Dureza Rockwell M apresentados pelas amostras de cada mistura
Material Valores de dureza HRM
ponto 1
Ponto 2
Ponto 3
Ponto 4
Ponto 5
Ponto 6
Ponto 7
Ponto 8
Primeira injeccedilatildeo 100 99 99 98 100 101 100 98
25 de reciclado 99 100 97 100 101 98 99 99
50 de reciclado 98 100 98 96 95 99 97 100
75 de reciclado 95 98 94 97 92 99 97 93
100 reciclado 94 92 96 92 96 88 96 94
Segunda Reciclagem 91 95 87 89 94 91 87 93
Os quatro primeiros pontos satildeo referentes ao CP1 e os quatro uacuteltimos referem-se ao CP2
Calculando a meacutedia e o desvio padratildeo para cada material injetado obtemos
a tabela 8 e graacutefico da figura 25
Tabela 8- Valores meacutedios de dureza e desvio padratildeo por tipo de mistura
Material Letra de identificaccedilatildeo Meacutedia Desvio padratildeo
Primeira injeccedilatildeo A 99375 1061
25 de reciclado B 99125 1246
50 de reciclado C 97875 1808
75 de reciclado D 95625 2504
100 reciclado E 93500 2777
Segunda reciclagem
F 91125 2900
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
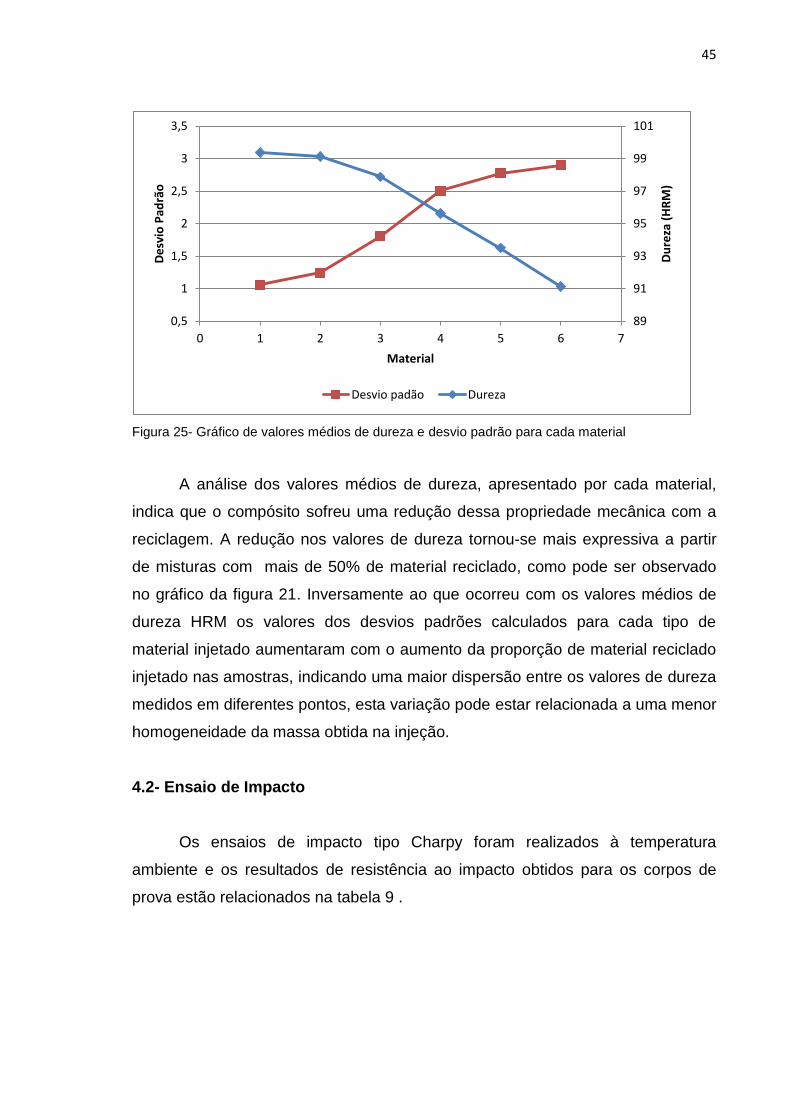
45
Figura 25- Graacutefico de valores meacutedios de dureza e desvio padratildeo para cada material
A anaacutelise dos valores meacutedios de dureza apresentado por cada material
indica que o compoacutesito sofreu uma reduccedilatildeo dessa propriedade mecacircnica com a
reciclagem A reduccedilatildeo nos valores de dureza tornou-se mais expressiva a partir
de misturas com mais de 50 de material reciclado como pode ser observado
no graacutefico da figura 21 Inversamente ao que ocorreu com os valores meacutedios de
dureza HRM os valores dos desvios padrotildees calculados para cada tipo de
material injetado aumentaram com o aumento da proporccedilatildeo de material reciclado
injetado nas amostras indicando uma maior dispersatildeo entre os valores de dureza
medidos em diferentes pontos esta variaccedilatildeo pode estar relacionada a uma menor
homogeneidade da massa obtida na injeccedilatildeo
42- Ensaio de Impacto
Os ensaios de impacto tipo Charpy foram realizados agrave temperatura
ambiente e os resultados de resistecircncia ao impacto obtidos para os corpos de
prova estatildeo relacionados na tabela 9
89
91
93
95
97
99
101
05
1
15
2
25
3
35
0 1 2 3 4 5 6 7
Du
reza
(H
RM
)
De
svio
Pad
ratildeo
Material
Desvio padatildeo Dureza
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
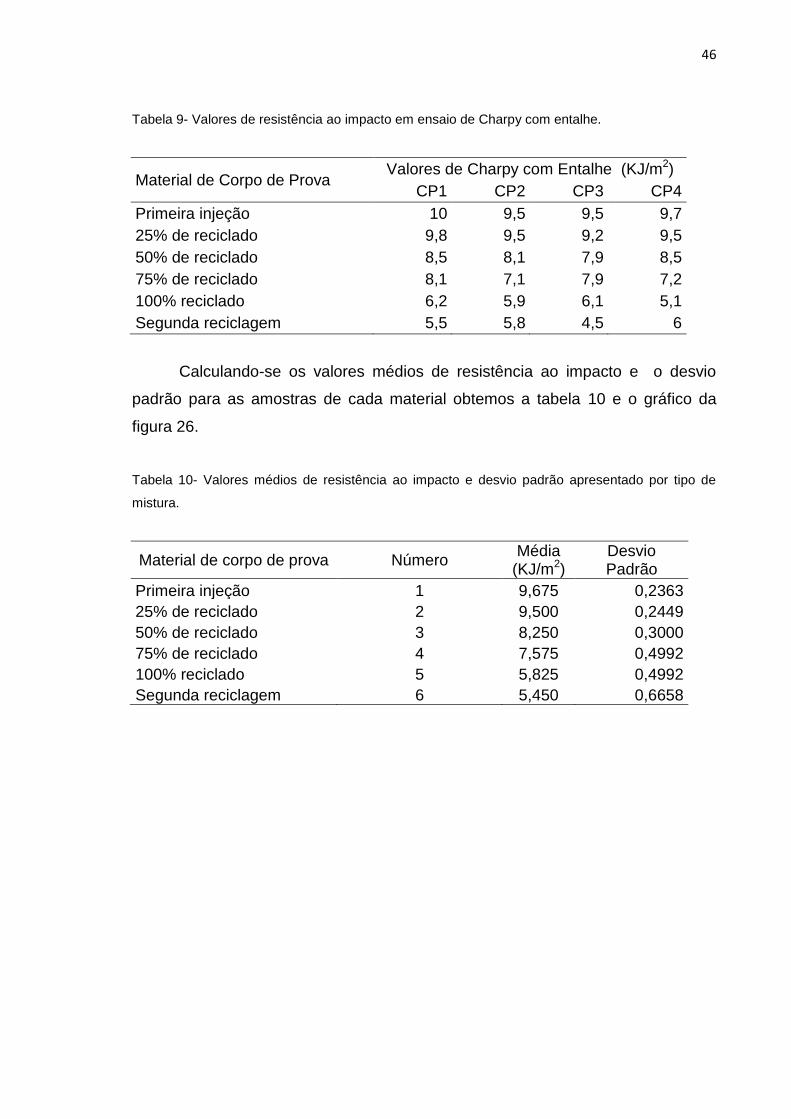
46
Tabela 9- Valores de resistecircncia ao impacto em ensaio de Charpy com entalhe
Material de Corpo de Prova Valores de Charpy com Entalhe (KJm2)
CP1 CP2 CP3 CP4
Primeira injeccedilatildeo 10 95 95 97
25 de reciclado 98 95 92 95
50 de reciclado 85 81 79 85
75 de reciclado 81 71 79 72
100 reciclado 62 59 61 51
Segunda reciclagem 55 58 45 6
Calculando-se os valores meacutedios de resistecircncia ao impacto e o desvio
padratildeo para as amostras de cada material obtemos a tabela 10 e o graacutefico da
figura 26
Tabela 10- Valores meacutedios de resistecircncia ao impacto e desvio padratildeo apresentado por tipo de
mistura
Material de corpo de prova Nuacutemero Meacutedia (KJm2)
Desvio Padratildeo
Primeira injeccedilatildeo 1 9675 02363
25 de reciclado 2 9500 02449
50 de reciclado 3 8250 03000
75 de reciclado 4 7575 04992
100 reciclado 5 5825 04992
Segunda reciclagem 6 5450 06658
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
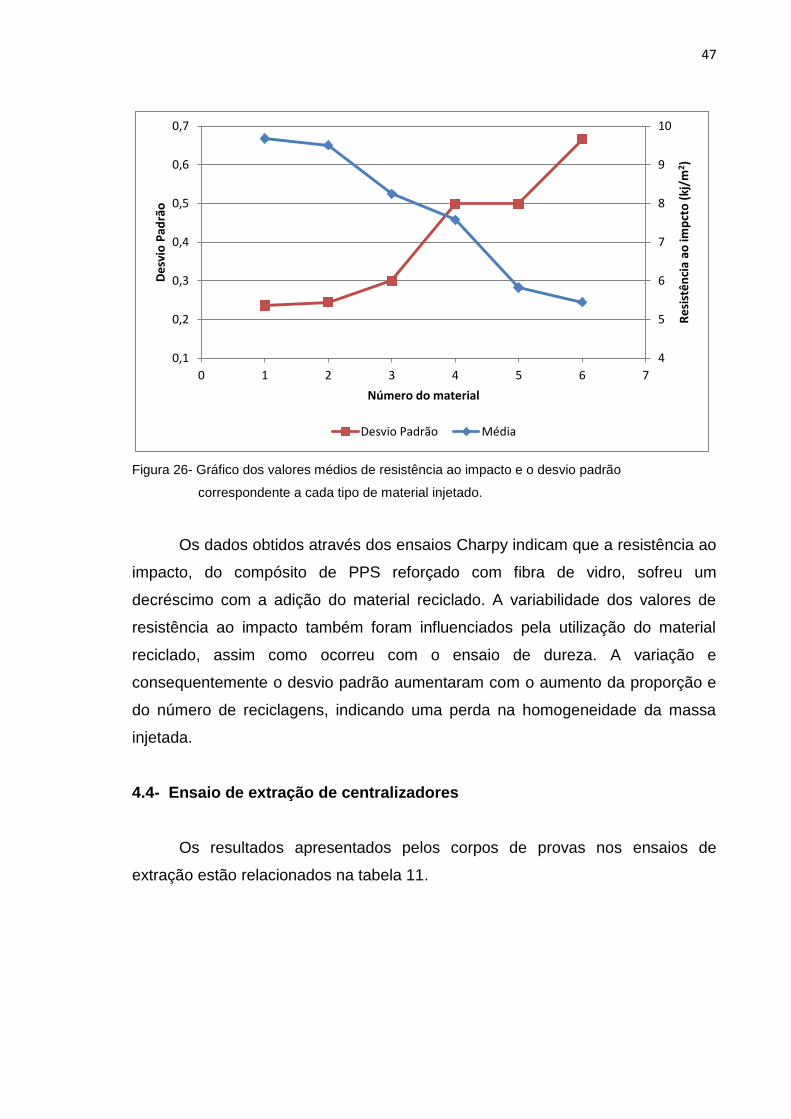
47
Figura 26- Graacutefico dos valores meacutedios de resistecircncia ao impacto e o desvio padratildeo
correspondente a cada tipo de material injetado
Os dados obtidos atraveacutes dos ensaios Charpy indicam que a resistecircncia ao
impacto do compoacutesito de PPS reforccedilado com fibra de vidro sofreu um
decreacutescimo com a adiccedilatildeo do material reciclado A variabilidade dos valores de
resistecircncia ao impacto tambeacutem foram influenciados pela utilizaccedilatildeo do material
reciclado assim como ocorreu com o ensaio de dureza A variaccedilatildeo e
consequentemente o desvio padratildeo aumentaram com o aumento da proporccedilatildeo e
do nuacutemero de reciclagens indicando uma perda na homogeneidade da massa
injetada
44- Ensaio de extraccedilatildeo de centralizadores
Os resultados apresentados pelos corpos de provas nos ensaios de
extraccedilatildeo estatildeo relacionados na tabela 11
4
5
6
7
8
9
10
01
02
03
04
05
06
07
0 1 2 3 4 5 6 7
Re
sist
ecircn
cia
ao im
pct
o (
kjm
2)
De
svio
Pad
ratildeo
Nuacutemero do material
Desvio Padratildeo Meacutedia
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
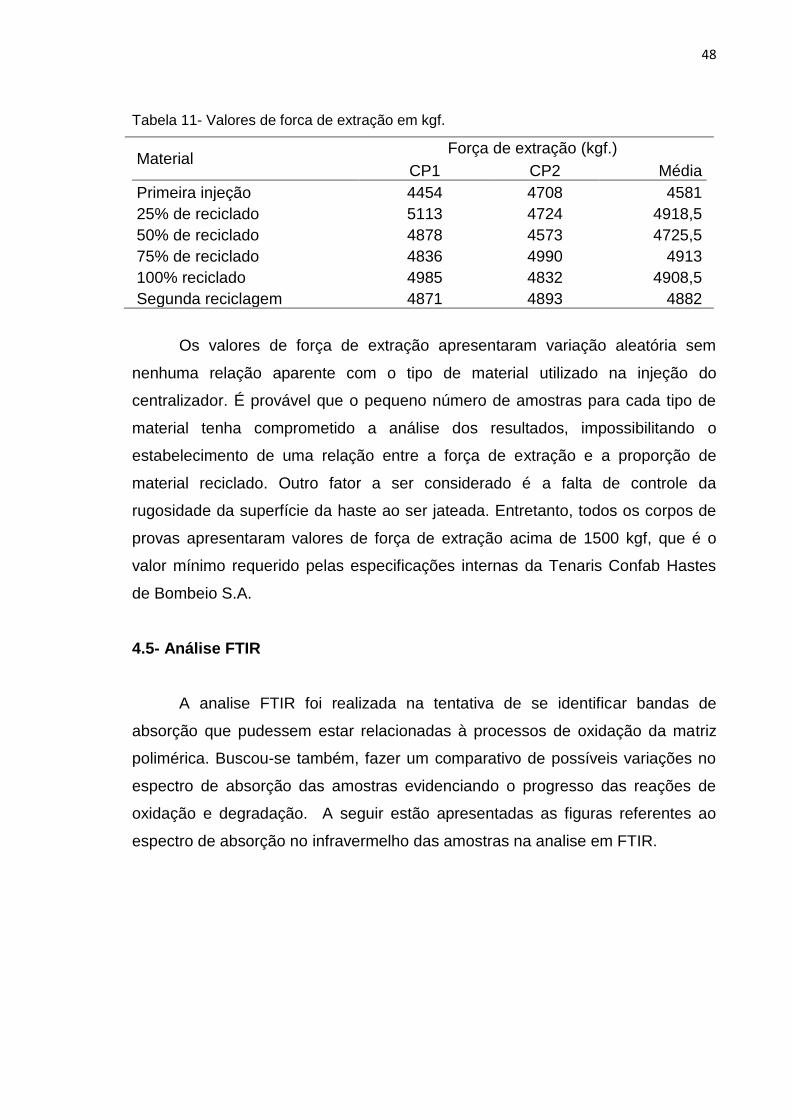
48
Tabela 11- Valores de forca de extraccedilatildeo em kgf
Material Forccedila de extraccedilatildeo (kgf)
CP1 CP2 Meacutedia
Primeira injeccedilatildeo 4454 4708 4581
25 de reciclado 5113 4724 49185
50 de reciclado 4878 4573 47255
75 de reciclado 4836 4990 4913
100 reciclado 4985 4832 49085
Segunda reciclagem 4871 4893 4882
Os valores de forccedila de extraccedilatildeo apresentaram variaccedilatildeo aleatoacuteria sem
nenhuma relaccedilatildeo aparente com o tipo de material utilizado na injeccedilatildeo do
centralizador Eacute provaacutevel que o pequeno nuacutemero de amostras para cada tipo de
material tenha comprometido a anaacutelise dos resultados impossibilitando o
estabelecimento de uma relaccedilatildeo entre a forccedila de extraccedilatildeo e a proporccedilatildeo de
material reciclado Outro fator a ser considerado eacute a falta de controle da
rugosidade da superfiacutecie da haste ao ser jateada Entretanto todos os corpos de
provas apresentaram valores de forccedila de extraccedilatildeo acima de 1500 kgf que eacute o
valor miacutenimo requerido pelas especificaccedilotildees internas da Tenaris Confab Hastes
de Bombeio SA
45- Anaacutelise FTIR
A analise FTIR foi realizada na tentativa de se identificar bandas de
absorccedilatildeo que pudessem estar relacionadas agrave processos de oxidaccedilatildeo da matriz
polimeacuterica Buscou-se tambeacutem fazer um comparativo de possiacuteveis variaccedilotildees no
espectro de absorccedilatildeo das amostras evidenciando o progresso das reaccedilotildees de
oxidaccedilatildeo e degradaccedilatildeo A seguir estatildeo apresentadas as figuras referentes ao
espectro de absorccedilatildeo no infravermelho das amostras na analise em FTIR
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
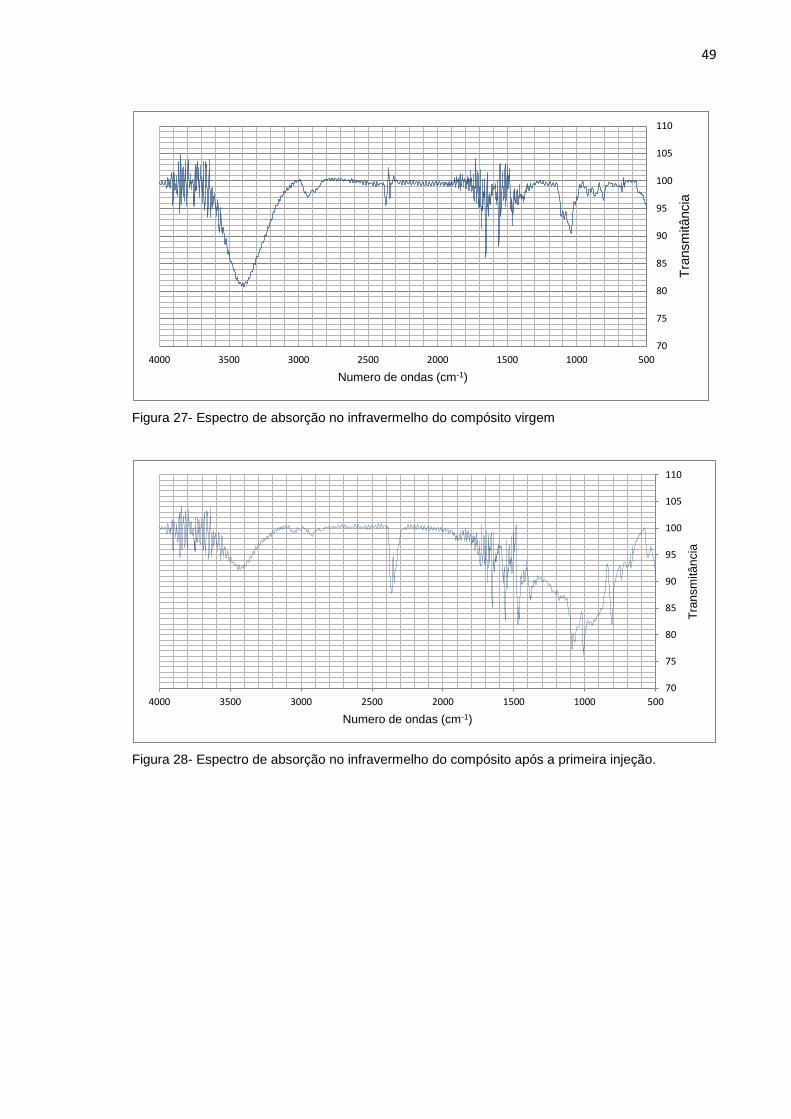
49
Figura 27- Espectro de absorccedilatildeo no infravermelho do compoacutesito virgem
Figura 28- Espectro de absorccedilatildeo no infravermelho do compoacutesito apoacutes a primeira injeccedilatildeo
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacircncia
Numero de ondas (cm-1)
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
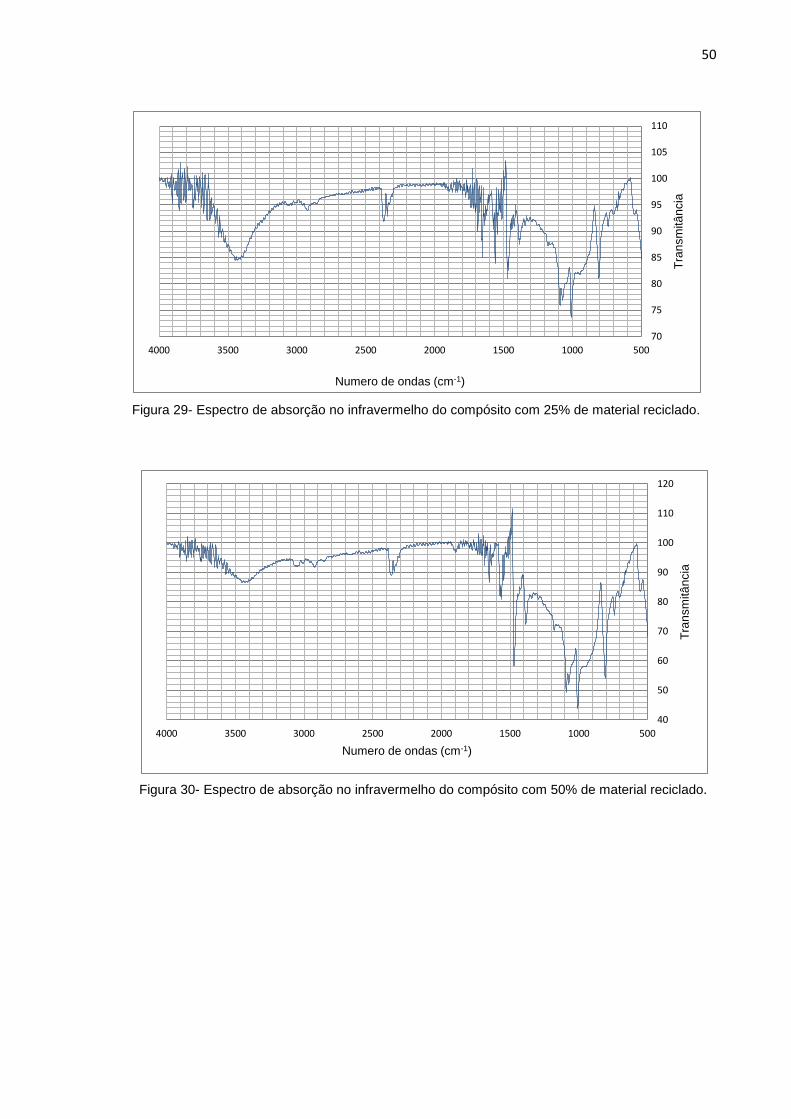
50
Figura 29- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 25 de material reciclado
Figura 30- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 50 de material reciclado
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
40
50
60
70
80
90
100
110
120
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
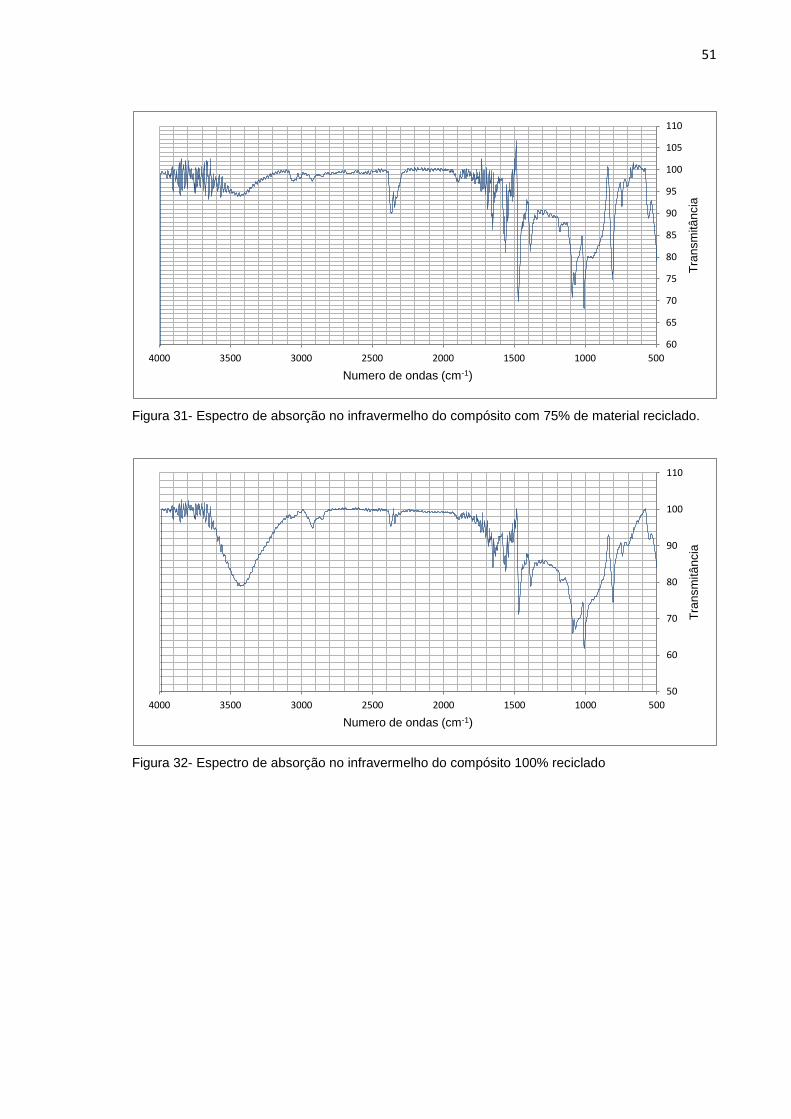
51
Figura 31- Espectro de absorccedilatildeo no infravermelho do compoacutesito com 75 de material reciclado
Figura 32- Espectro de absorccedilatildeo no infravermelho do compoacutesito 100 reciclado
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
50
60
70
80
90
100
110
5001000150020002500300035004000T
ran
sm
itacirc
ncia
Numero de ondas (cm-1)
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
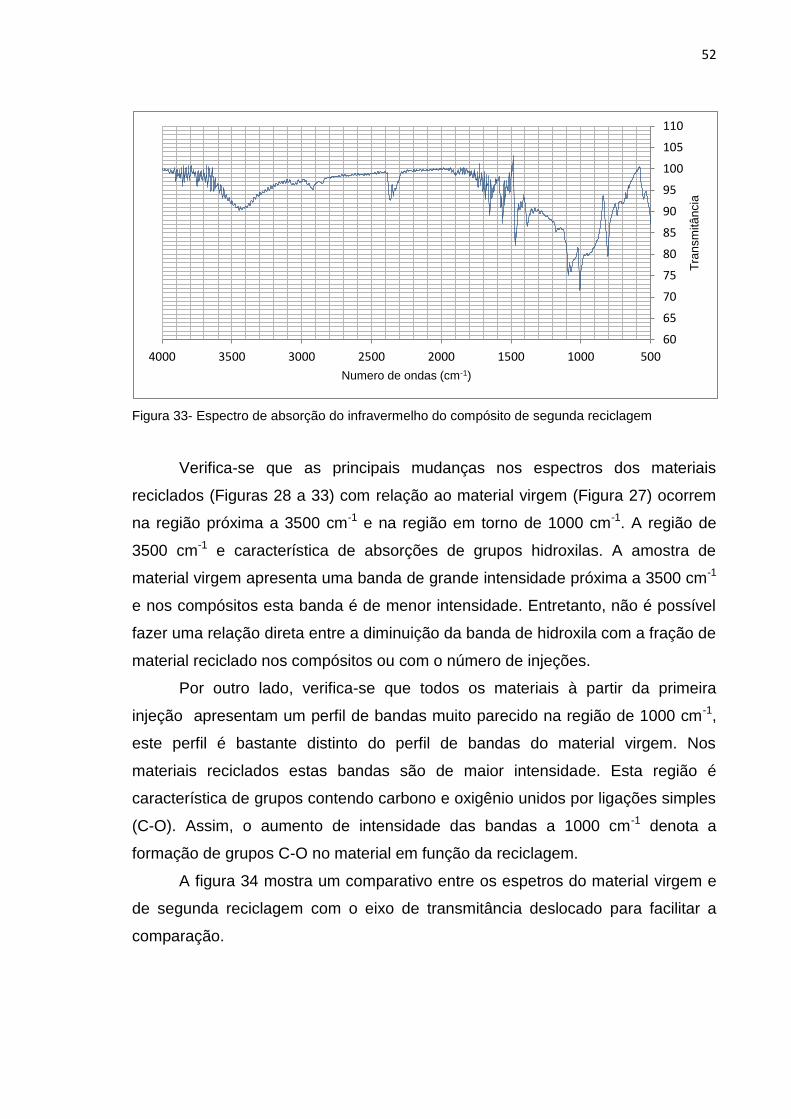
52
Figura 33- Espectro de absorccedilatildeo do infravermelho do compoacutesito de segunda reciclagem
Verifica-se que as principais mudanccedilas nos espectros dos materiais
reciclados (Figuras 28 a 33) com relaccedilatildeo ao material virgem (Figura 27) ocorrem
na regiatildeo proacutexima a 3500 cm-1 e na regiatildeo em torno de 1000 cm-1 A regiatildeo de
3500 cm-1 e caracteriacutestica de absorccedilotildees de grupos hidroxilas A amostra de
material virgem apresenta uma banda de grande intensidade proacutexima a 3500 cm-1
e nos compoacutesitos esta banda eacute de menor intensidade Entretanto natildeo eacute possiacutevel
fazer uma relaccedilatildeo direta entre a diminuiccedilatildeo da banda de hidroxila com a fraccedilatildeo de
material reciclado nos compoacutesitos ou com o nuacutemero de injeccedilotildees
Por outro lado verifica-se que todos os materiais agrave partir da primeira
injeccedilatildeo apresentam um perfil de bandas muito parecido na regiatildeo de 1000 cm-1
este perfil eacute bastante distinto do perfil de bandas do material virgem Nos
materiais reciclados estas bandas satildeo de maior intensidade Esta regiatildeo eacute
caracteriacutestica de grupos contendo carbono e oxigecircnio unidos por ligaccedilotildees simples
(C-O) Assim o aumento de intensidade das bandas a 1000 cm-1 denota a
formaccedilatildeo de grupos C-O no material em funccedilatildeo da reciclagem
A figura 34 mostra um comparativo entre os espetros do material virgem e
de segunda reciclagem com o eixo de transmitacircncia deslocado para facilitar a
comparaccedilatildeo
60
65
70
75
80
85
90
95
100
105
110
5001000150020002500300035004000
Tra
nsm
itacirc
ncia
Numero de ondas (cm-1)
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
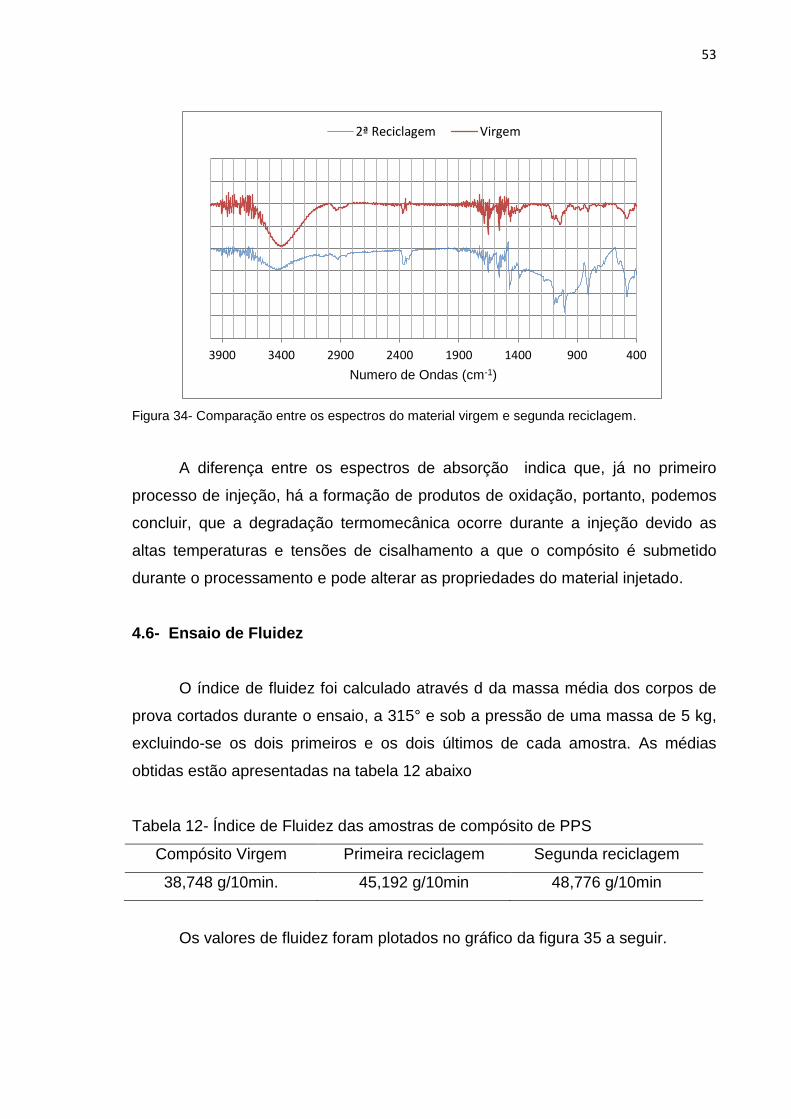
53
Figura 34- Comparaccedilatildeo entre os espectros do material virgem e segunda reciclagem
A diferenccedila entre os espectros de absorccedilatildeo indica que jaacute no primeiro
processo de injeccedilatildeo haacute a formaccedilatildeo de produtos de oxidaccedilatildeo portanto podemos
concluir que a degradaccedilatildeo termomecacircnica ocorre durante a injeccedilatildeo devido as
altas temperaturas e tensotildees de cisalhamento a que o compoacutesito eacute submetido
durante o processamento e pode alterar as propriedades do material injetado
46- Ensaio de Fluidez
O iacutendice de fluidez foi calculado atraveacutes d da massa meacutedia dos corpos de
prova cortados durante o ensaio a 315deg e sob a pressatildeo de uma massa de 5 kg
excluindo-se os dois primeiros e os dois uacuteltimos de cada amostra As meacutedias
obtidas estatildeo apresentadas na tabela 12 abaixo
Tabela 12- Iacutendice de Fluidez das amostras de compoacutesito de PPS
Compoacutesito Virgem Primeira reciclagem Segunda reciclagem
38748 g10min 45192 g10min 48776 g10min
Os valores de fluidez foram plotados no graacutefico da figura 35 a seguir
400900140019002400290034003900
Numero de Ondas (cm-1)
2ordf Reciclagem Virgem
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
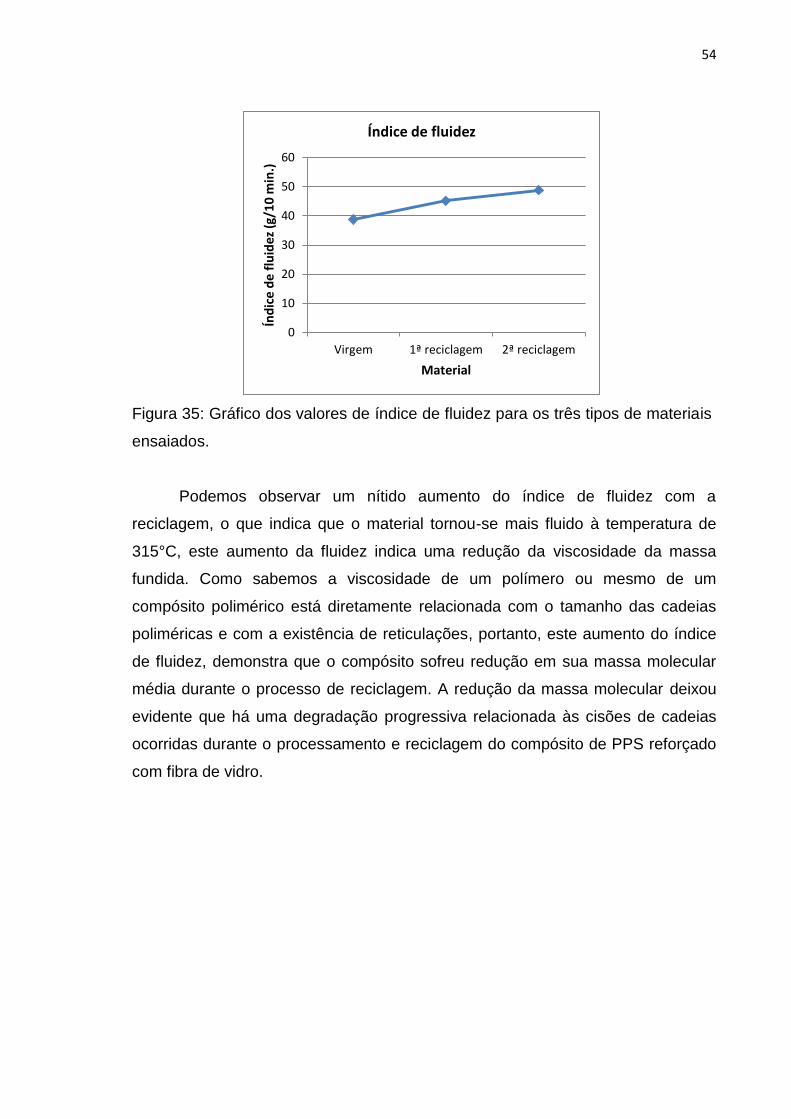
54
Figura 35 Graacutefico dos valores de iacutendice de fluidez para os trecircs tipos de materiais
ensaiados
Podemos observar um niacutetido aumento do iacutendice de fluidez com a
reciclagem o que indica que o material tornou-se mais fluido agrave temperatura de
315degC este aumento da fluidez indica uma reduccedilatildeo da viscosidade da massa
fundida Como sabemos a viscosidade de um poliacutemero ou mesmo de um
compoacutesito polimeacuterico estaacute diretamente relacionada com o tamanho das cadeias
polimeacutericas e com a existecircncia de reticulaccedilotildees portanto este aumento do iacutendice
de fluidez demonstra que o compoacutesito sofreu reduccedilatildeo em sua massa molecular
meacutedia durante o processo de reciclagem A reduccedilatildeo da massa molecular deixou
evidente que haacute uma degradaccedilatildeo progressiva relacionada agraves cisotildees de cadeias
ocorridas durante o processamento e reciclagem do compoacutesito de PPS reforccedilado
com fibra de vidro
0
10
20
30
40
50
60
Virgem 1ordf reciclagem 2ordf reciclagem
Iacutend
ice
de
flu
idez
(g
10
min
)
Material
Iacutendice de fluidez
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
55
5- Conclusotildees
A partir do estudo e dos testes realizados neste trabalho foi possiacutevel
concluir que a reciclagem primaacuteria dos resiacuteduos de PPS reforccedilado com fibras de
vidro descontinuas tem impacto sobre as propriedades mecacircnicas apresentadas
por centralizadores injetados em hastes de bombeio A resistecircncia ao impacto foi
a propriedade mais afetada com perdas da ordem de 40 da resistecircncia do
material reciclado em relaccedilatildeo ao material de primeira injeccedilatildeo Este impacto nas
propriedades mecacircnicas estaacute relacionado aos processos teacutermicos e mecacircnicos de
degradaccedilatildeo ocorridos durante o processamento e reciclagem que oxidam o
material e reduzem a massa molecular meacutedia das cadeias polimeacutericas esta
reduccedilatildeo da massa molecular pode ser verificada pelo aumento do iacutendice de
fluidez dos materiais reciclados
Aleacutem da reduccedilatildeo da massa molecular outro fator importante que causa o
decreacutescimo das propriedades mecacircnicas principalmente da resistecircncia ao
impacto eacute o cisalhamento das fibras de reforccedilo A quebra das fibras de reforccedilo
pode ocorrer em vaacuterios momentos do processamento dependendo do esforccedilo
cisalhante a que satildeo submetidas poreacutem a maior parte das quebras de fibras
provavelmente se daacute no memento da moagem dos galhos onde o material eacute
submetido a solicitaccedilotildees mecacircnicas de alta energia e alta velocidade pelas facas
do moinho
Foi possiacutevel verificar tambeacutem que com a reciclagem realizada o compoacutesito
torna-se menos homogecircneo visto que os ensaios de impacto e dureza
apresentaram maior dispersatildeo para os corpos de prova com maior proporccedilatildeo de
material reciclado
Por fim conclui-se que a reciclagem primaacuteria de PPS reforccedilado nos
processos de injeccedilatildeo deve ser adotada como uma praacutetica contiacutenua para a
reduccedilatildeo dos resiacuteduos gerados e tambeacutem da reduccedilatildeo dos custos relacionados a
produccedilatildeo tendo em vista o alto valor dessa mateacuteria prima No entanto eacute
aconselhaacutevel que a utilizaccedilatildeo do material reciclado seja controlada e a proporccedilatildeo
entre o material reciclado e o material virgem seja mantida em valores de ateacute
50 para evitar perdas expressivas nas propriedades mecacircnicas principalmente
na resistecircncia ao impacto que possam comprometer a eficiecircncia ou a vida uacutetil do
produto no campo
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
56
Referecircncias
1 RODOLFO JR A NUNES L R ORMANJI W Tecnologia do PVC 1 Ediccedilatildeo ed Satildeo Paulo ProacuteEditore Braskem 2002
2 JR S V C CIEcircNCIA DOS POLIMEROS- Um texto baacutesico para tecnologos e engenheiros Satildeo Paulo Artiliber Edtora Ltda 2002
3 WIEBECK H HARADA J PLAacuteSTICOS DE ENGENHARIA Tecnologia e Aplicaccedilotildees Satildeo Paulo Artliber Editora 2005
4 HTTPSITESPOLIUSPBRDPMT2100AULA11_2005201PPDF Acesso em 02 Setembro 2012
5 FINK J K High Performance Polymers Norwish William Andrew Inc 2008
6 DE FARIA M C M AVALIACcedilAtildeO DO EFEITO HIGROTEacuteRMICO NAS PROPRIEDADES MECAcircNICAS DE COMPOacuteSITOS DE PPSFIBRAS CONTINUAS Universidade Estadual Pulista Guaratingueta 2008
7 NOHARA L B et al Study of Crystallization Behavior of Poly(Phenylene Sulfide) Polimeros Ciecircncia e Tecnologia v 16 p 104-110 2006
8 MILLER E INTRODUCTION TO PLASTICS AND COMPOSITES New York Marcel Dekker Inc 1996
9 MCCRUM N G BUCKLEY C P BUCKNALL C B PRINCIPLES OF POLYMER ENGINEERING 2 Ediccedilatildeo ed New York Oxford University Press
10 DE PAOLI M-A DEGRADACcedilAtildeO E ESTABILIZACcedilAtildeO DE POLIacuteMEROS Satildeo Paulo Artliber Editora 2008
11 NOHARA L B et al Otimizaccedilatildeo da InterfaceInterfase de Compoacutesitos Termoplaacutesticos de Fibra de CarbonoPPS pelo uso do Poli(aacutecido acircmico) do tipo BTDADDS Poliacutemeros Ciecircncia e Tecnologia 2007 180-187
12 SıNMAZCcedilELIK T Natural weathering effects on the mechanical and surface Materials and Design 2006 270-277
13 OTA W N Anaacutelise de compoacutesitos de polipropileno e fibras de vidro utilizados pela induacutestria automotiva nacional Universidade Federal do Paranaacute Curitiba 2004
14 YOUNG R T BAIRD D G The influence of processing variables on injection molded in situ composites based on polyphenylene sulfide and a melt processable glass Composites Part B Engineering v 31 p 209-221 Abril 2000 Acesso em 30 abril 2012
15 MANRICH S PROCESSAMENTO DE TERMOPLAacuteSTICOS Satildeo Paulo Artliber Editora Ltda 2005
16 MICHAELI W GREIF H KAUFMAN F-J TECNOLOGIA DOS PLAacuteSTICOS 1 ed Satildeo Paulo Edgard Blucher 1995
17 TENARIS Hastes de Bombeio Cataacutelogo geral de produtos API e Premium
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994
57
18 THOMAS J E FUNDAMENTOS DE ENGENHARIA DE PETROLEO 2ordf ediccedilatildeo ed Rio de Janeiro Interciecircncia 2004
19 VIDAL F J T Dissertaccedilatildeo de Mestrado Desenvolvimento de um Simulador de Bombeio por Cavidades progressivas Universidade Federal do Rio Grande do Norte Natal 2005
20 PETERS O A STILL R A The thermal degradation of poly(phenylene sulphide)-Part 1 Polymer Degradation and Stability v 42 p 41-48 1993
21 LAGE L G KAWANO Y Estudos Sobre a Cineacutetica de Decomposiccedilatildeo Teacutermica do Poli(Sulfeto de Fenileno) Poliacutemeros Ciecircncia e Tecnologia p 82 JulhoSetembro 1999
22 PERNG L H Thermal decomposition characteristics of poly(phenylene sulfide) by stepwise Py-GCMS and TGMS techniques Polymer Degradation and Stability n 69 p 323-332 2000
23 MANO E B MENDES L C Introduccedilatildeo a Poliacutemeros 2ordf ed Satildeo Paulo Blucher 1999
24 EHRIG R J CURRY M J Plastics Recycling Products and Processes New York Oxford University Press 1992
25 BIMESTRE B H Dissertaccedilatildeo de Mestrado Alternativas para o Reaproveitamento de rejeitos Industriais de Poli(tereftalato de etileno) Escola de Engenharia de Lorena-USP Lorena 2010
26 CANEVAROLO JR S V TEacuteCNICAS DE CARACTERIZACcedilAtildeO DE POLIMEROS Satildeo Paulo Artliber Editora Ltda 2007
27 ROCHA M C G COUTINHO F M B STEPHEN B Indice de Fluidez Uma Variaacutevel de Controle deProcessos de Degradaccedilatildeo Controlada de Polipropileno por Extrusatildeo Reativa Poliacutemeros Ciecircncia e Tecnologia p 33-37 julset 1994


















