![2002 TEÓRICA 16 [Só de leitura]clinicauniversitariaradiologia.pt/aulas_teoricas/teoricas16.pdf · • no decurso de UIV • Ascendente (retrógrada) • contraste não diluído](https://static.fdocumentos.tips/doc/165x107/5be3f88809d3f281048c77a3/2002-teorica-16-so-de-leituraclinicauni-no-decurso-de-uiv-ascendente.jpg)
Universidade de São Paulo -...
61
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA ERICA SANTOS POGGI Simulação de processos e rendimentos esperados para a produção de glicose a partir de diferentes híbridos de cana de açúcar Lorena 2014
Transcript of Universidade de São Paulo -...

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
ERICA SANTOS POGGI
Simulação de processos e rendimentos esperados para a produção de glicose a partir de
diferentes híbridos de cana de açúcar
Lorena
2014

'
2
ÉRICA SANTOS POGGI
Simulação de processos e rendimentos esperados para a produção de glicose a partir de
diferentes híbridos de cana de açúcar
Lorena
2014
Monografia apresentada como requisito
parcial para a conclusão de Graduação no
Curso de Engenharia Bioquímica na Escola
de Engenharia de Lorena – USP.
Orientador: Prof. Dr. André Luis Ferraz

'
3
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA
FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Chefia Técnica de Serviço de Biblioteca
Escola de Engenharia de Lorena
Simulação de processos e rendimentos esperados para a produção de glicose a partir de
diferentes híbridos de cana de açúcar
Poggi, ÉricaSantos.
Simulação de processos e rendimentos esperados para a produção de glicose a
partir de diferentes híbridos de cana-de-açúcar. / Érica Santos Poggi; orientador André
Luis Ferraz. Lorena - 2014.
60 f.
Monografia apresentada como requisito parcial para a conclusão de Graduação
do Curso de Engenharia Bioquímica. Escola de Engenharia de Lorena da
Universidade de São Paulo.
1. Cana-de-açúcar; 2. Bagaço de cana; 3. Glicose; 4. Pré-tratamento; 5.
Simulação de processos; 6. Produção agrícola.
'
4
AGRADECIMENTOS
Aos meus pais Emarilda Aparecida Santos Poggi, Waldemar Antônio Poggi, minha
avó Osvalda Bueno Santos e minha madrinha Everilda Santos Carossini, que me ajudaram
diretamente durante todos os anos de faculdade.
Às meninas da república Mãe Joana, com quem morei todos os anos da faculdade,
principalmente a Tais Soares Francisco.
Aos meus outros familiares e amigos que contribuíram com o meu desenvolvimento
pessoal e profissional.
Ao Prof. Dr André Luis Ferraz, que muito me ensinou e orientou durante o período
de elaboração deste trabalho e ao Prof Dr. Júlio César dos Santos que também me auxiliou
nesse trabalho.
À Universidade de São Paulo, pela oportunidade de realização do curso de graduação.
Ao grupo de Conversão de Biomassa, Modelagem Matemática e Simulação (GCBM),
que fiz parte durante meus dois anos de Iniciação Científica.
Ao programa Ciência sem Fronteiras, que me concedeu uma bolsa gratuita para estudar
um ano nos USA, onde eu fui exposta ao software SuperPro Designer utilizado nesse trabalho.

'
5
RESUMO
POGGI, E. S Simulação de processos e rendimentos esperados para a produção de glicose
a partir de diferentes híbridos de cana de açúcar. 2014. 60f. Trabalho de Conclusão de
Curso- Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
O objetivo deste trabalho foi avaliar o bagaço de híbrido de cana com maior
produtividade para produção de glicose quando submetido a diferentes pré-tratamentos e
hidrólise enzimática. O objetivo também foi simular o custo de obtenção da glicose em três
diferentes processos. Para tanto foi avaliado a melhor condição de pré-tratamento sulfito
alcalino e o pré-tratamento com ácido sulfúrico diluído no bagaço e conversões enzimáticas de
celulose em glicose, em 24 e 72 horas de hidrólise. Após a obtenção dos maiores resultados,
três processos foram simulados no software Superpro Designer v9, sendo eles bagaço pré-
tratado com 10%Na2SO3 e 5% NaOH e hidrólise enzimática; bagaço pré-tratado com 0,7%
H2SO4 e hidrólise enzimática; e bagaço com hidrólise enzimática sem pré-tratamento. Estas
análises foram feitas mediante balanços de massa e energia, dados da literatura já publicados e
dados do grupo do Laboratório de Ciência da Madeira na Escola de Engenharia de Lorena. Os
resultados foram expressos em kg de glicose por hectare de híbrido de cana plantado, em
relação a produtividade do bagaço submetido aos diferentes pré-tratamentos. O híbrido 89
apresentou maiores resultados de conversão de celulose em glicose para o pré-tratamento
alcalino, ácido e sem pré-tratamento (respectivamente 5269; 4273; 2552 kg glicose/hectare). O
custo de obtenção de glicose foi menor para o bagaço sem pré-tratamento, mas o ganho
hipotético que poderia ser obtido por kg de glicose em uma mesma área de cana plantada, foi
maior para o pré-tratamento com ácido sulfúrico diluído.
Palavras-chave: Cana-de-açúcar. Bagaço de cana. Glicose. Pré-tratamento. Simulação de
Processo. Produção agrícola.

'
6
ABSTRACT
POGGI, E. S Process simulation and expected yields to produce glucose from different
sugarcane hybrids. 2014. 60f. Trabalho de Conclusão de Curso- Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2014.
This study aim was to evaluate the bagasse from sugarcane hybrid with the higher
glucose productivity under different pre-treatments and enzymatic hydrolysis. The aim was
also to simulate the process cost to produce glucose by three different conditions. The best
concentration to pre-treat sugarcane bagasse with alkali sulfite, diluted sulfuric acid, and
enzymatic hydrolysis (24 and 72h), were analyzed. After obtaining the highest results, three
processes were simulated using the software SuperPro Designer v9. They were bagasse pre-
treated with 10%Na2SO3 and 5% NaOH after enzymatic hydrolysis; bagasse pre-treated with
0,7% H2SO4 after enzymatic hydrolysis; bagasse under enzymatic hydrolysis without pre-
treatment. These analyzes were calculated by mass and energy balance, literature review and
data from the laboratory group of Science Wood at Escola de Engenharia de Lorena. The
results were given in kg of glucose per hectare of sugarcane, regarding bagasse under different
pre-treatments. The hybrid 89 showed the highest results for cellulose conversion into glucose
for alkali pre-treatment, acid pre-treatment and without pre-treatment (respectively 5269;
4273; 2552.1 kg glucose/hectare). The lowest glucose cost production was for bagasse
without pre-treatment . However, the hypothetical profit that could be obtained by kilo of
glucose in the same area of sugarcane cultivation, was higher using diluted sulfuric acid pre-
treatment.
Key-words: Sugarcane. Sugarcane bagasse. Glucose. Cellulose Pre-treatment. Process
Simulation. Crop production.

'
7
LISTA DE ILUSTRAÇÕES
Figura 1 - Molécula de Celulose 16
Figura 2 - Unidades fenilpropano precursores da lignina 17
Figura 3 - Esquema do efeito do pré-tratamento em materiais lignocelulósicos, destacando
a desagregação que ocorre sobre a estrutura da biomassa 18
Figura 4 - Ação sinérgica de endoglucanase, exoglucanase e β- glicosidade em uma fibrila
elementar de celulose 22
Figura 5 - Conversão de celulose por hidrólise enzimática de 5 variedades de cana-de-
açúcar não pré-tratadas 24
Figura 6 - Fluxograma simplificado do processo de pré-tratamento por explosão a vapor e
hidrólise enzimática obtido no software SuperPro Designer 29
Figura 7 - Gráficos de ocupação dos equipamentos no processo de acabamento de um
produto farmacêutico 32
Figura 8 - Fluxograma das etapas de pré-tratamento e hidrólise enzimática no bagaço de
cana-de-açúcar para os cenários I,II e III 38
LISTA DE TABELAS
Tabela 1 - Rendimentos dos principais componentes do bagaço de cana-de-açúcar antes e
após o pré-tratamento com sulfito alcalino 25
Tabela 2 - Rendimento de sólidos totais do bagaço recuperado e massas de celulose antes e
depois pré-tratamento ácido (PT significa pré-tratamento) 26
Tabela 3 - Resultados de hidrólise enzimática após pré-tratamentos alcalino, ácido e sem
pré-tratamento no bagaço de híbridos de cana de açúcar. A conversão de celulose é em
relação a celulose do bagaço pré-tratado 26
'
8
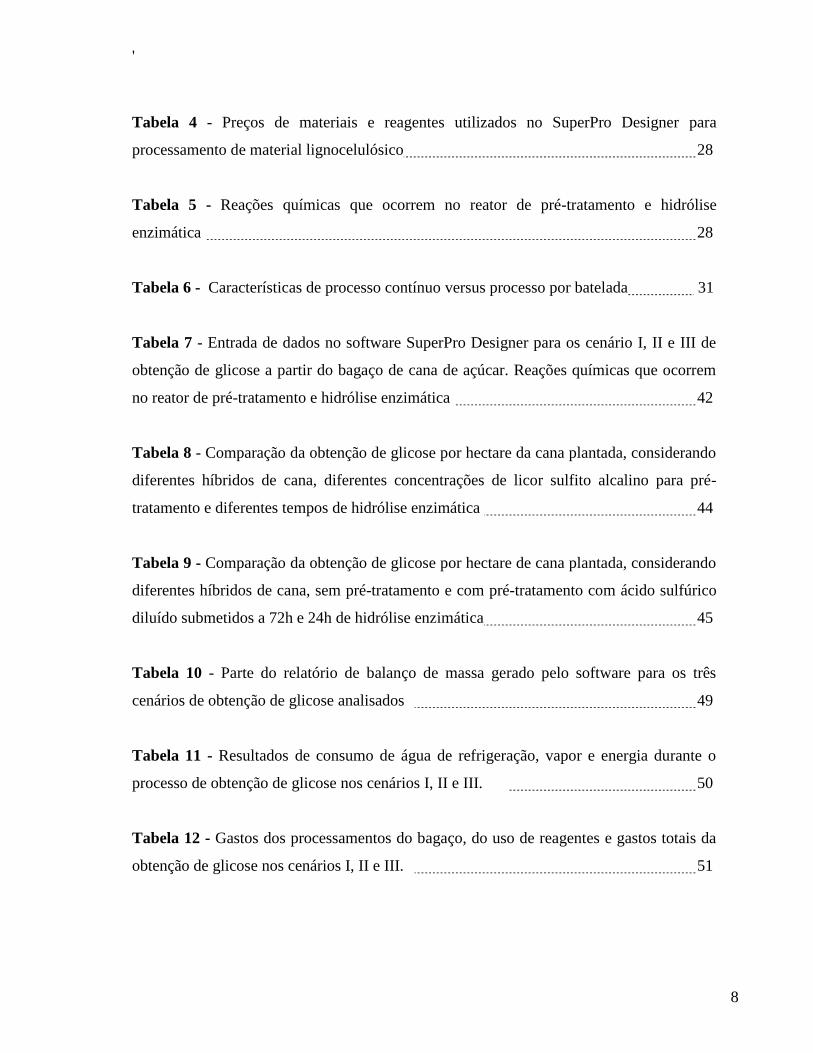
Tabela 4 - Preços de materiais e reagentes utilizados no SuperPro Designer para
processamento de material lignocelulósico 28
Tabela 5 - Reações químicas que ocorrem no reator de pré-tratamento e hidrólise
enzimática 28
Tabela 6 - Características de processo contínuo versus processo por batelada 31
Tabela 7 - Entrada de dados no software SuperPro Designer para os cenário I, II e III de
obtenção de glicose a partir do bagaço de cana de açúcar. Reações químicas que ocorrem
no reator de pré-tratamento e hidrólise enzimática 42
Tabela 8 - Comparação da obtenção de glicose por hectare da cana plantada, considerando
diferentes híbridos de cana, diferentes concentrações de licor sulfito alcalino para pré-
tratamento e diferentes tempos de hidrólise enzimática 44
Tabela 9 - Comparação da obtenção de glicose por hectare de cana plantada, considerando
diferentes híbridos de cana, sem pré-tratamento e com pré-tratamento com ácido sulfúrico
diluído submetidos a 72h e 24h de hidrólise enzimática 45
Tabela 10 - Parte do relatório de balanço de massa gerado pelo software para os três
cenários de obtenção de glicose analisados 49
Tabela 11 - Resultados de consumo de água de refrigeração, vapor e energia durante o
processo de obtenção de glicose nos cenários I, II e III. 50
Tabela 12 - Gastos dos processamentos do bagaço, do uso de reagentes e gastos totais da
obtenção de glicose nos cenários I, II e III. 51
'
9
LISTA DE GRÁFICOS
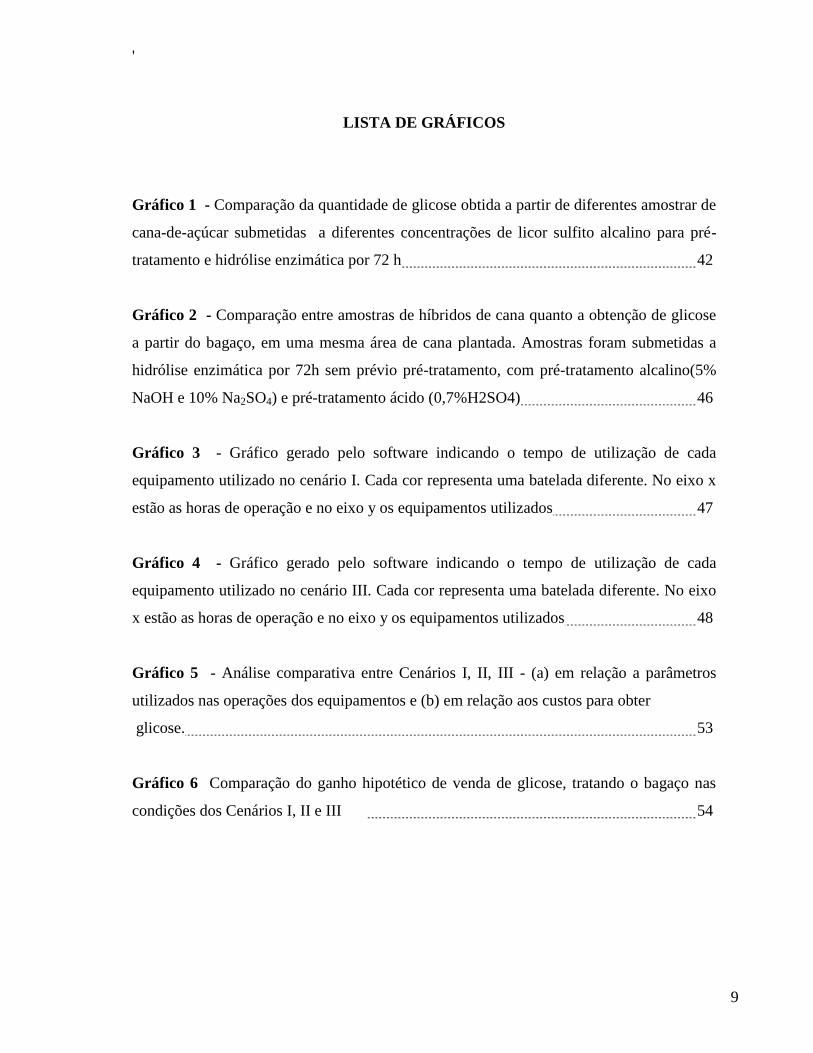
Gráfico 1 - Comparação da quantidade de glicose obtida a partir de diferentes amostrar de
cana-de-açúcar submetidas a diferentes concentrações de licor sulfito alcalino para pré-
tratamento e hidrólise enzimática por 72 h 42
Gráfico 2 - Comparação entre amostras de híbridos de cana quanto a obtenção de glicose
a partir do bagaço, em uma mesma área de cana plantada. Amostras foram submetidas a
hidrólise enzimática por 72h sem prévio pré-tratamento, com pré-tratamento alcalino(5%
NaOH e 10% Na2SO4) e pré-tratamento ácido (0,7%H2SO4) 46
Gráfico 3 - Gráfico gerado pelo software indicando o tempo de utilização de cada
equipamento utilizado no cenário I. Cada cor representa uma batelada diferente. No eixo x
estão as horas de operação e no eixo y os equipamentos utilizados 47
Gráfico 4 - Gráfico gerado pelo software indicando o tempo de utilização de cada
equipamento utilizado no cenário III. Cada cor representa uma batelada diferente. No eixo
x estão as horas de operação e no eixo y os equipamentos utilizados 48
Gráfico 5 - Análise comparativa entre Cenários I, II, III - (a) em relação a parâmetros
utilizados nas operações dos equipamentos e (b) em relação aos custos para obter
glicose. 53
Gráfico 6 Comparação do ganho hipotético de venda de glicose, tratando o bagaço nas
condições dos Cenários I, II e III 54

'
10
SUMÁRIO
1. INTRODUÇÃO 12
2. REVISÃO BIBLIOGRÁFICA 14
2.1. Cana-de-açúcar 14
2.2. Bagaço de cana de açúcar 14
2.2.1. Celulose 15
2.2.2. Hemicelulose 16
2.2. Lignina 16
2.3. Pré-tratamentos dos materiais lignocelulósicos 18
2.3.1. Sulfito Alcalino 19
2.3.2. Ácido sulfúrico diluído 20
2.4. Hidrólise enzimática 21
2.5. Bagaço de diferentes híbridos de cana de açúcar submetidos a hidrólise
enzimática com e sem prévio pré-tratamento 22
2.6. Modelagem e Simulação 27
2.7. Tipos de processos industriais 29
2.7.1. Otimização de processos em batelada 31
3. METODOLOGIA 33
3.1. Híbridos de cana-de-açúcar 33
3.2 Pré-tratamento do bagaço de cana oriundo dos híbridos de cana-de-açúcar 34
3.2.1. Sulfito alcalino 34
3.2.2. Ácido sulfúrico diluído 34
3.3. Hidrólise enzimática 35
3.4. Cálculo do rendimento esperado de glicose a partir de dados de produtividade
em campo dos híbridos de cana de açúcar 35
3.5 Simulação das etapas de pré-tratamento e hidrólise enzimática 36
3.5.1. Dados de entrada no SuperPro Designer 39
4. RESULTADOS 42
4.1 Escolha do híbrido de cana de açúcar para a simulação de processo 42
4.1.1 Pré-tratamento com sulfito alcalino 42

'
11
4.1.2 Pré-tratamento com ácido sulfúrico diluído 45
4.2 Balanço de massa e energia para o processamento do bagaço do híbrido 89 . 46
4.2.1 Análise dos materiais utilizados e produzidos 48
4.2.2 Análise do consumo de água, vapor e energia na operação dos equipamentos 50
4.2.3 Análise de gastos para obtenção de glicose 51
4.2.4 Análise comparativa dos gastos no processamento, uso de reagentes e gastos
totais 52
5 CONCLUSÃO 55
6 REFERÊNCIAS 57

'
12
1. INTRODUÇÃO
Cana de açúcar é usada no Brasil industrialmente como matéria prima para produção
de açúcar e etanol, produtos muito usados na indústria alimentícia e de energia (etanol).
Porém, o processamento da cana-de-açúcar gera subprodutos e resíduos. O bagaço da cana de
açúcar é o maior subproduto da produção de etanol e açúcar e é queimado em caldeiras para
suprir a demanda de vapor e energia das usinas (LABAT; GONÇALVES., 2008). Ao mesmo
tempo, o bagaço também é um substrato promissor para produção de glicose e posterior
fermentação a etanol (GOLDEMBERT et at., 2008).
A partir da glicose, é possível produzir etanol, polímeros e produtos químicos de alto
valor agregado ( conhecidos como blocos construtores e intermediários), que dão origem a
insumos para as indústria química, alimentícia e farmacêutica. O uso de glicose proveniente de
material lignocelulósico é bastante visado para a produção de etanol, pois as leveduras
convertem esse substrato diretamente em etanol (EMBRAPA BIONERGIA, 2012).
Embora o bagaço contenha celulose o suficiente para ser uma excelente fonte de açúcar
para a produção de glicose, a conversão de celulose em glicose por enzimas é muito limitada
sem o uso de uma eficiente etapa de pré-tratamento. A principal razão dessa limitação é
recalcitrância da biomassa lignocelulósica que está relacionada com vários fatores, como o
arranjo da celulose com a hemicelulose e a lignina na parede celular, que protege a celulose
(HIMMEL et al., 2007). Uma das maneiras de aumentar a conversão de celulose por enzimas
envolve a degradação da lignina ou sua remoção por pré-tratamento (WYMAN et al., 2005).
Alguns estudos foram feitos com lignocelulósicos, diminuindo a proporção de lignina ou
modificando sua estrutura na parede celular por meio de modificações genéticas e foi visto um
aumento na digestibilidade da biomassa( MENDES et al 2011.; LAM et al., 2003).
Porém, também é sabido que a digestibilidade da parede celular varia
significativamente entre diferentes variedades de plantas (LORENZ et al., 2009). Para
determinar quanto de glicose pode ser obtida por biomassa plantada, é necessária uma
avaliação integrada de rendimento de glicose não só com base no pré-tratamento, e hidrólise
enzimática, mas também na produtividade.
Alguns trabalhos foram publicados fazendo o uso de simuladores de processos para
avaliar balanços de massa, energia e análise econômica do processamento de materiais

'
13
lignocelulósicos para a produção de etanol (DIAS et al., 2011; PALACIOS-BERECHE et al.,
2012; KUMAR et al., 2011). Foram analisados diferentes pré-tratamentos para as análises.
Diante desse cenário de aproveitamento de subprodutos da produção de açúcar e
etanol, este trabalho tem como objetivo comparar a produtividade de diferentes bagaços de
híbridos de cana para a produção de glicose. A partir do híbrido com maior produtividade,
também é objetivo desse trabalho, simular diferentes processos de produção de glicose, já
estudados no Departamento de Biotecnologia Industrial na EEL USP e analisar qual processo
é mais viável economicamente.

'
14
2. REVISÃO BIBLIOGRÁFICA
2.1. Cana-de-açúcar
As plantações de cana de açúcar no Brasil ocupam cerca de 7 milhões de hectares ou
cerca de 2% de toda a terra arável do país, que é o maior produtor mundial seguido por Índia,
China, Tailândia e México (FAOSTAT, 2012). A cana de açúcar apresenta grande interesse
industrial e tecnológico, por possuir um grande potencial energético e por ser completamente
renovável (HAHN-HÃGERDAL et al., 2006). Planta-se cana no Centro-Sul ( de abril a
novembro) e no Norte-Nordeste (de novembro a abril) do Brasil, o que permite dois períodos
de safra e produção de álcool durante o ano todo (ÚNICA, 2010).
A previsão para a temporada 2013/2014 é que o Brasil tenha um acréscimo na área de
314 mil hectares, equivalendo a 3,7% em relação à safra 2012/13. O acréscimo é reflexo do
aumento de área da Região Centro-Sul. A Região Norte/Nordeste praticamente se mantém
com a mesma área para a próxima safra. São Paulo, Minas Gerais, Goiás e Mato Grosso do
Sul deverão ser os estados com maior acréscimo de áreas com 95,9 mil hectares, 60,1 mil
hectares, 92,5 mil hectares e 81,4 mil hectares, respectivamente. Este crescimento se deve à
expansão de novas áreas de plantio das usinas já em funcionamento. A expectativa é que no
Centro-Sul as usinas invistam mais em renovação de canaviais do que em expansão de novas
áreas cultivadas. Essa informação também é correta para a Região Nordeste onde a maior seca
dos últimos 40 anos afetou a safra 2012/13, deixando muitas usinas descapitalizadas,
impedindo aumento de área (CONAB, 2013).
2.2 Bagaço de cana de açúcar
Ao produzir açúcar e álcool, há a geração de vários resíduos agrícolas, como a palha, o
bagaço, a torta de filtro, a vinhaça e águas residuárias. Para cada tonelada de cana produzida

'
15
são gerados aproximadamente 140 kg de bagaço (LABAT; GONÇALVES, 2008; SAAD et
al., 2008). Grande parte desse bagaço é aproveitada como fonte energética dentro das próprias
usinas. Atualmente, elas já são auto-suficientes em energia elétrica e vapor através da
combustão do bagaço, e algumas já possuem termoelétricas acopladas, gerando energia
adicional para as concessionárias elétricas da região. Com uma eficiência de 80 a 85% na
combustão, um excedente da ordem de 10% tem sido gerado em usinas que utilizam caldeiras
de baixa pressão e um excedente de 30% que pode chegar a 50% em usinas com caldeiras
mais modernas de alta pressão (maior que 50 bar) (GONÇALVES, 2011 – Informação
pessoal)1. Assim, um grande volume de bagaço é acumulado nos pátios das usinas, o que pode
gerar vários problemas, a disposição do material e o risco de incêndio.
O bagaço de cana é um material lignocelulósico com enorme potencial para gerar mais
etanol dentro de uma usina de açúcar e álcool, com a mesma área de cana de açúcar plantada (
WACLAWOVSKY et al., 2010), ou também para gerar outros produtos de maior valor
agregado que podem ser usados em indústrias alimentícias ou farmacêuticas (EMBRAPA,
2012 ).
O bagaço de cana é uma biomassa lignocelulósica, composta basicamente pela parede
das células que antes constituíam o caule da planta integralmente. A parede celular de um
vegetal é composta essencialmente por três macromoléculas: celulose, hemicelulose e lignina.
2.2.1 Celulose
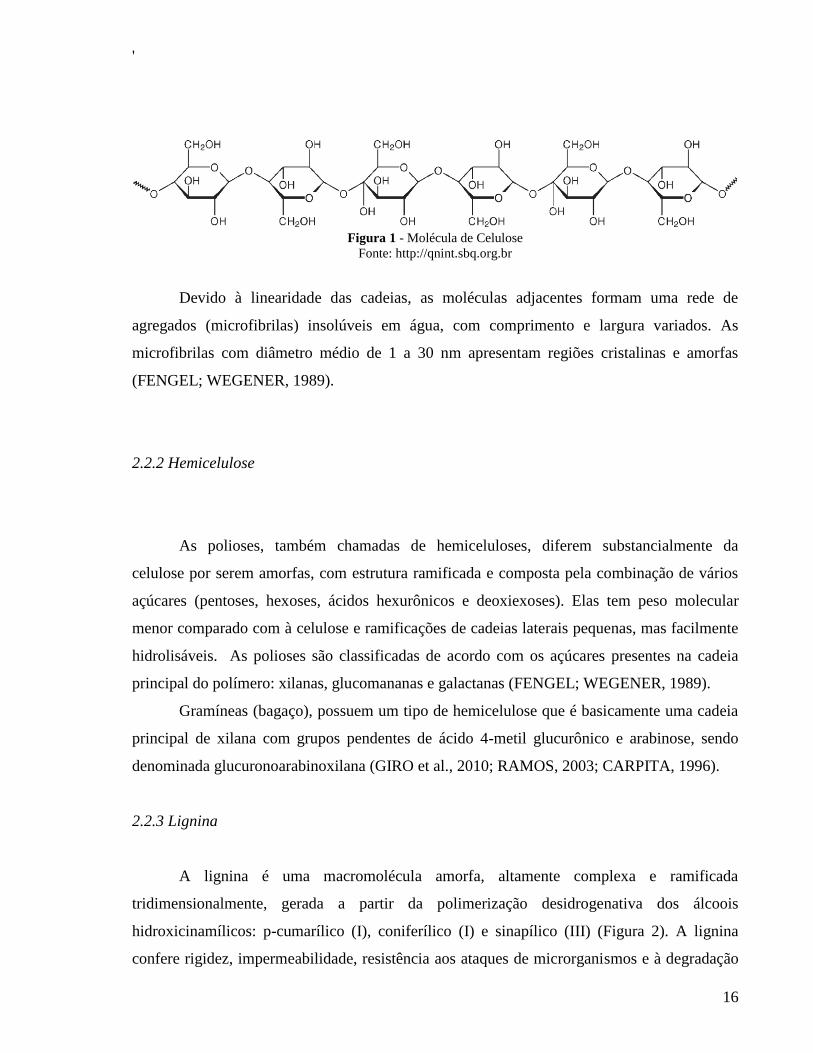
A celulose é um polímero de cadeias lineares, de alta massa molar, que tem como
unidades repetitivas a celobiose, um dímero de β-D-glicose (C6H10O5)n, podendo ter de 1.500
a mais de 10.000 unidades desse açúcar (Figura 1). As unidades de glicose adjacentes são
ligadas entre si pela eliminação de uma molécula de água proveniente das hidroxilas, ligadas
ao carbono 1 e ao carbono 4. A posição β do grupo OH força um giro entre as unidades de
glicose em torno do eixo C1 - C4 do anel piranosídico, tornando a molécula linear (FENGEL;
WEGENER, 1989).
1 Gonçalves A. R. Mensagem recebida por [email protected] em 23 de maio de 2011.
'
16
Figura 1 - Molécula de Celulose
Fonte: http://qnint.sbq.org.br
Devido à linearidade das cadeias, as moléculas adjacentes formam uma rede de
agregados (microfibrilas) insolúveis em água, com comprimento e largura variados. As
microfibrilas com diâmetro médio de 1 a 30 nm apresentam regiões cristalinas e amorfas
(FENGEL; WEGENER, 1989).
2.2.2 Hemicelulose
As polioses, também chamadas de hemiceluloses, diferem substancialmente da
celulose por serem amorfas, com estrutura ramificada e composta pela combinação de vários
açúcares (pentoses, hexoses, ácidos hexurônicos e deoxiexoses). Elas tem peso molecular
menor comparado com à celulose e ramificações de cadeias laterais pequenas, mas facilmente
hidrolisáveis. As polioses são classificadas de acordo com os açúcares presentes na cadeia
principal do polímero: xilanas, glucomananas e galactanas (FENGEL; WEGENER, 1989).
Gramíneas (bagaço), possuem um tipo de hemicelulose que é basicamente uma cadeia
principal de xilana com grupos pendentes de ácido 4-metil glucurônico e arabinose, sendo
denominada glucuronoarabinoxilana (GIRO et al., 2010; RAMOS, 2003; CARPITA, 1996).
2.2.3 Lignina
A lignina é uma macromolécula amorfa, altamente complexa e ramificada
tridimensionalmente, gerada a partir da polimerização desidrogenativa dos álcoois
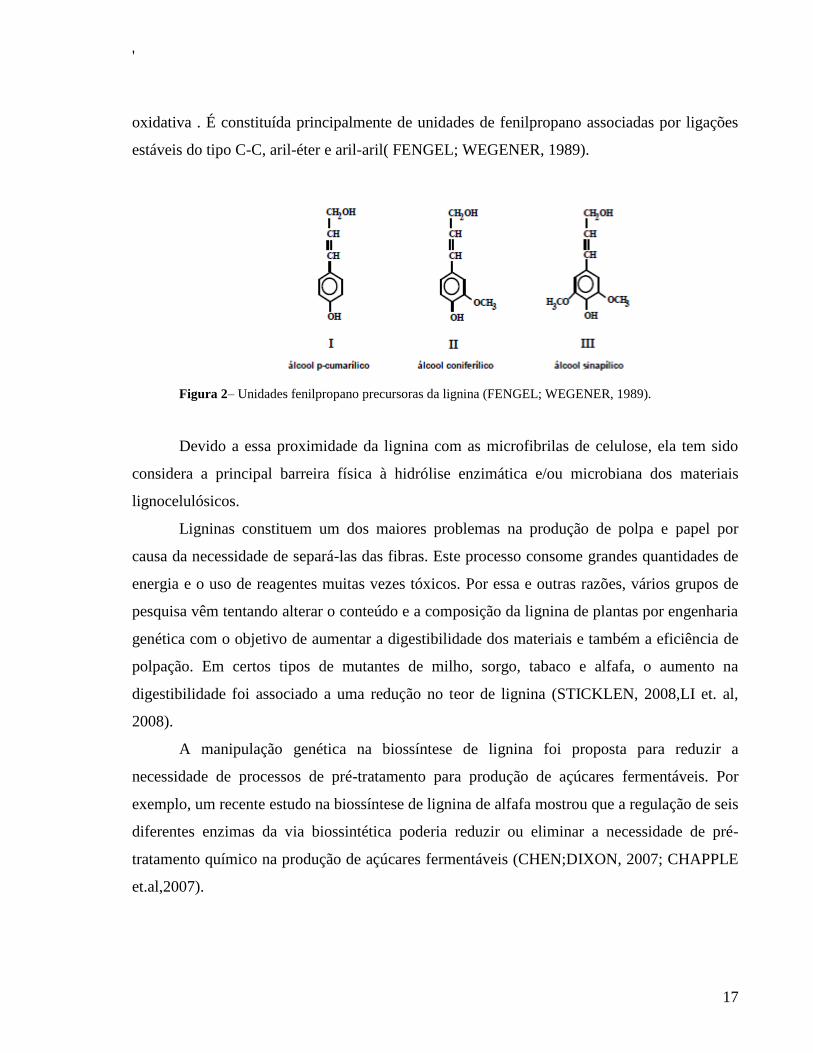
hidroxicinamílicos: p-cumarílico (I), coniferílico (I) e sinapílico (III) (Figura 2). A lignina
confere rigidez, impermeabilidade, resistência aos ataques de microrganismos e à degradação
'
17
oxidativa . É constituída principalmente de unidades de fenilpropano associadas por ligações
estáveis do tipo C-C, aril-éter e aril-aril( FENGEL; WEGENER, 1989).
Figura 2– Unidades fenilpropano precursoras da lignina (FENGEL; WEGENER, 1989).
Devido a essa proximidade da lignina com as microfibrilas de celulose, ela tem sido
considera a principal barreira física à hidrólise enzimática e/ou microbiana dos materiais
lignocelulósicos.
Ligninas constituem um dos maiores problemas na produção de polpa e papel por
causa da necessidade de separá-las das fibras. Este processo consome grandes quantidades de
energia e o uso de reagentes muitas vezes tóxicos. Por essa e outras razões, vários grupos de
pesquisa vêm tentando alterar o conteúdo e a composição da lignina de plantas por engenharia
genética com o objetivo de aumentar a digestibilidade dos materiais e também a eficiência de
polpação. Em certos tipos de mutantes de milho, sorgo, tabaco e alfafa, o aumento na
digestibilidade foi associado a uma redução no teor de lignina (STICKLEN, 2008,LI et. al,
2008).
A manipulação genética na biossíntese de lignina foi proposta para reduzir a
necessidade de processos de pré-tratamento para produção de açúcares fermentáveis. Por
exemplo, um recente estudo na biossíntese de lignina de alfafa mostrou que a regulação de seis
diferentes enzimas da via biossintética poderia reduzir ou eliminar a necessidade de pré-
tratamento químico na produção de açúcares fermentáveis (CHEN;DIXON, 2007; CHAPPLE
et.al,2007).
'
18
2.3 Pré-tratamentos dos materiais lignocelulósicos
A recuperação de açúcares a partir dos materiais lignocelulósicos tem sido o tema de
interesse de muitos departamentos de pesquisa no Brasil e no mundo. Embora a busca por
esses açúcares seja grande, alguns fatores são responsáveis pela queda de eficiência da
hidrólise enzimática da celulose. A presença de outros componentes do material
lignocelulósico (hemicelulose e lignina) dificulta o acesso à celulose (HENDRIKS;
ZEEMAN, 2009). Para que o acesso seja possível, o material lignocelulósico deve passar por
uma etapa chamada de pré-tratamento.
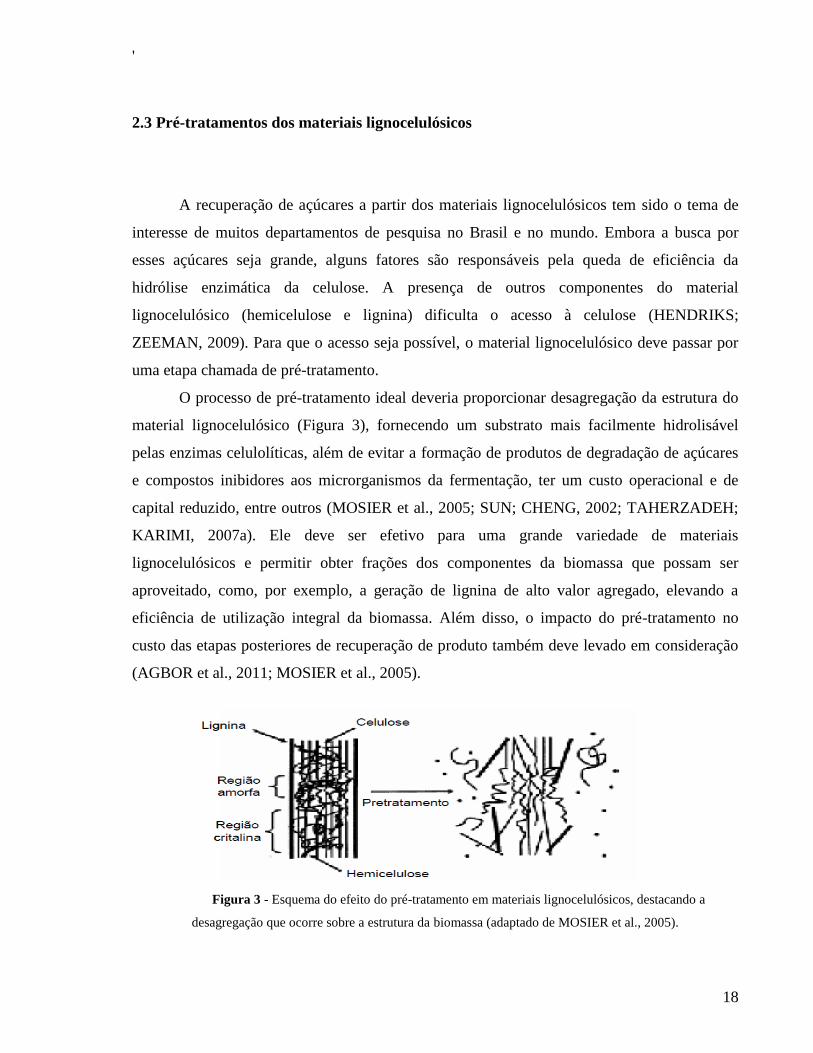
O processo de pré-tratamento ideal deveria proporcionar desagregação da estrutura do
material lignocelulósico (Figura 3), fornecendo um substrato mais facilmente hidrolisável
pelas enzimas celulolíticas, além de evitar a formação de produtos de degradação de açúcares
e compostos inibidores aos microrganismos da fermentação, ter um custo operacional e de
capital reduzido, entre outros (MOSIER et al., 2005; SUN; CHENG, 2002; TAHERZADEH;
KARIMI, 2007a). Ele deve ser efetivo para uma grande variedade de materiais
lignocelulósicos e permitir obter frações dos componentes da biomassa que possam ser
aproveitado, como, por exemplo, a geração de lignina de alto valor agregado, elevando a
eficiência de utilização integral da biomassa. Além disso, o impacto do pré-tratamento no
custo das etapas posteriores de recuperação de produto também deve levado em consideração
(AGBOR et al., 2011; MOSIER et al., 2005).
Figura 3 - Esquema do efeito do pré-tratamento em materiais lignocelulósicos, destacando a
desagregação que ocorre sobre a estrutura da biomassa (adaptado de MOSIER et al., 2005).

'
19
Muitos métodos de pré-tratamento têm sido estudados ou estão ainda em fase de
desenvolvimento. É difícil avaliar e comparar as tecnologias de pré-tratamento devido aos
diversos custos de pré- e pós-processamento, o capital de investimento, a recuperação dos
reagentes químicos e os sistemas de tratamento dos resíduos (JEOH et al., 2007). Entretanto,
como parte integrante de um sistema industrial ou de uma biorefinaria, uma análise de
balanço de massa pode ser usada para validar a eficiência de um processo para uma dada
matéria-prima (AGBOR et al., 2011). Os tipos de pré-tratamento dependem do material
utilizado e da finalidade proposta de utilização das frações lignocelulósicas, podendo ser
físicos, físico-químicos,químicos e biológicos.
O pré-tratamento com álcali utiliza condições moderadas de reação se comparada aos
processos com ácido. O principal efeito consiste na remoção da lignina da biomassa e aumento
da reatividade da fibra. O álcali tende a inchar a fibra de maneira que a cristalinidade da
celulose decresce enquanto ocorre um aumento da área superficial e porosidade da mesma
(SILVERSTEIN et al., 2007). Desacetilação é a principal reação que ocorre durante a primeira
etapa de qualquer processo de polpação alcalina. Para madeiras, essa reação é responsável por
uma parte considerável do consumo de álcali (ZANUTTINI et al.,2009; Kong et al.,1992)
relataram que álcalis removem grupos acetil de hemicelulose, reduzindo o impedimento
estérico imposto às enzimas hidrolíticas e melhorando muito a digestibilidade dos
carboidratos. Outra reação importante que ocorre na estrutura da hemicelulose do bagaço na
presença de NaOH é a quebra da ligação éster entre a arabinose e o ácido ferúlico, assim
liberando cada composto.
2.3.1 Sulfito Alcalino
A maioria das tecnologias experimentais de pré-tratamento requer o desenvolvimento
comercial de equipamentos para operar em larga escala (ZHU etal., 2009). Por outro lado,
muitos dos equipamentos utilizados pela indústria madeireira para a fabricação de celulose
podem ser adaptados para o tratamento de outros materiais lignocelulósicos (BIERMANN,
1993). Entre eles, o processo químico-mecânico de polpação pode também ser utilizado no
'
20
pré-tratamento de bagaço de cana. Neste processo, o refinador de disco desintegra os feixes de
fibras o que aumenta área superficial do material. Um refinador de disco varia de 80 a 120 m³
de capacidade (informação pessoal)2. O pré-tratamento químico-mecânico de cavacos de
madeira com sulfito e subseqüente sacarificação enzimática foram reportados (ZHU
et.al,2009a ; WANG et.al, 2009 ). As amostras foram impregnadas com solução de sulfito em
meio ácido e cozimento a 180°C por 30 minutos, seguida de uma etapa de refino em refinador
de discos. Os autores nomearam o processo de SPORL (Sulfite Pretreatment to Overcome
Recalcitrance of Lignocellulose), porque com este material pré-tratado foi obtida uma alta
conversão enzimática (90%) de celulose a glicose. A diminuição da recalcitrância do material
é alcançada em razão da combinação de efeitos: parcial dissolução da hemicelulose,
despolimerização da celulose, parcial deslignificação, parcial sulfonação da lignina e aumento
da área superficial através da fibrilação (ZHU et al, 2009). A sulfonação da lignina aumenta a
hidrofilicidade da amostra pré-tratada por SPORL e reduz a adsorção improdutiva de enzimas
na lignina (ZHU; PAN,2010). O bagaço de cana-de-açúcar é facilmente hidrolisado por um
processo alcalino simples, entretanto, modificações deste processo utilizando
sulfitoalcalino/antraquinona e Na2SO3/NaOH foram analisadas por Hedjazi et al. (2008), para
melhorar a deslignificação, o rendimento e a qualidade da polpa em comparação com o
processo soda. Em estudo anterior, foi demonstrado que a polpação sulfito
alcalino/antraquinona de bagaço desmedulado resultou numa eficiente deslignificação e
manteve um elevado rendimento (WANG;PATT, 1989).
2.3.2 Ácido sulfúrico diluído
O pré-tratamento de materiais lignocelulósicos com ácidos diluídos, principalmente
sulfúrico, é um dos métodos mais efetivos e utilizados para a remoção e solubilização da
hemicelulose. A hemicelulose solubilizada pode continuar a sofrer reações hidrolíticas,
produzindo monômeros, furfural e hidroximetilfurfural, entre outros. Este tipo de pré-
tratamento possui mínima influência na extração da lignina (SILVERSTEIN et al., 2007).
2 2 Ferraz, A. Mensagem recebida por [email protected] em maio de 2014

'
21
A alteração estrutural e a redistribuição da lignina é o principal efeito do pré-
tratamento na macromolécula, o que pode aumentar substancialmente a sacarificação de
materiais lignocelulósicos (HENDRIKS; ZEEMAN, 2009). Geralmente, durante o pré-
tratamento de materiais lignocelulósicos com ácidos diluídos, a lignina solubilizada a quente é
rapidamente condensada durante o abaixamento da temperatura, pois precipita em ambientes
ácidos. As interações lignina-hemicelulose-celulose podem ser completamente alteradas,
tornando a celulose mais acessível às enzimas que a hidrolisam mesmo na presença de grandes
quantidades de lignina residual (GROHMANN et al., 1984).
2.4 Hidrólise Enzimática
Devido à constituição física dos materiais lignocelulósicos e ao fato de que na natureza
a celulose ocorre sempre associada à lignina e a hemicelulose, a estratégia de liberação dos
açúcares fermentescíveis da celulose requer ações coordenadas de várias enzimas, após a etapa
de pré-tratamento (ALVIRA, et al., 2010). A hidrólise enzimática da celulose representa uma
alternativa importante para a produção de etanol usando resíduos agroindustriais, por se tratar
de um processo específico e limpo. Para a hidrólise enzimática da celulose, são requeridas: 1)
exo-1,4-β-D-glucanases (EC 3.2.1.91), 2) endo-1,4-β-D-glucanases (EC 3.2.1.4), e 3) 1,4-β-D-
glicosidases (EC3.2.1.21) (ERIKSSON; BOJERSSON; TJERNELD, 2002).
As endoglucanases atuam randomicamente ao longo da cadeia da molécula de celulose,
diminuindo o grau de polimerização da cadeia de celulose. As exoglucanases, também
chamadas celobiohidrolases, atuam nas regiões terminais da cadeia de celulose, promovendo
sua despolimerização gradativa através da retirada de unidades terminais de celobiose. As β-
glicosidases hidrolisam a celobiose à glicose, reduzindo assim o efeito inibidor da celobiose
sobre as endo e exoglucanases (RAMOS,2003).
Estas três classes de enzimas mencionadas atuam em sinergia para hidrolisar a
celulose, criando sítios acessíveis umas para as outras (Figura 4) e aliviando problemas de
inibição pelos produtos (VÄLJAMÄE et al., 2003).

'
22
Figura 4 Ação sinérgica de endoglucanase, exoglucanase e β-glicosidase em uma fibrila
elementar de celulose (MARTINS, 2005).
Os extratos celulolíticos comerciais, comumente empregados nos processos de
hidrólise enzimática, apresentam uma mistura complexa das enzimas descritas cujas atividades
estão atualmente bem descritas na literatura.
2.5 Bagaço de diferentes híbridos de cana de açúcar submetidos a hidrólise
enzimática com e sem prévio pré-tratamento
Em um estudo recente feito por Masarin et al. (2011), foram avaliados diversas plantas
híbridas de cana-de-açúcar com teores variados de lignina, a partir das quais o presente
trabalho foi desenvolvido. A partir desse grupo de híbridos e canas-de-açúcar usadas como
referência, os autores analisaram a composição química e eficiência da conversão de
polissacarídeos mediante uma hidrólise enzimática direta.

'
23
As composições químicas encontradas para 5 dos 11 híbridos analisados por Masarin
estão na tabela 1. Os teores de lignina total foram de 17 % - 24 %, enquanto que os de
glucanas (celulose) foram de 38 % - 42 %. A baixa quantidade de lignina em alguns híbridos
foi compensada por um aumento variável do teor dos outros componentes, inclusive os
extrativos.
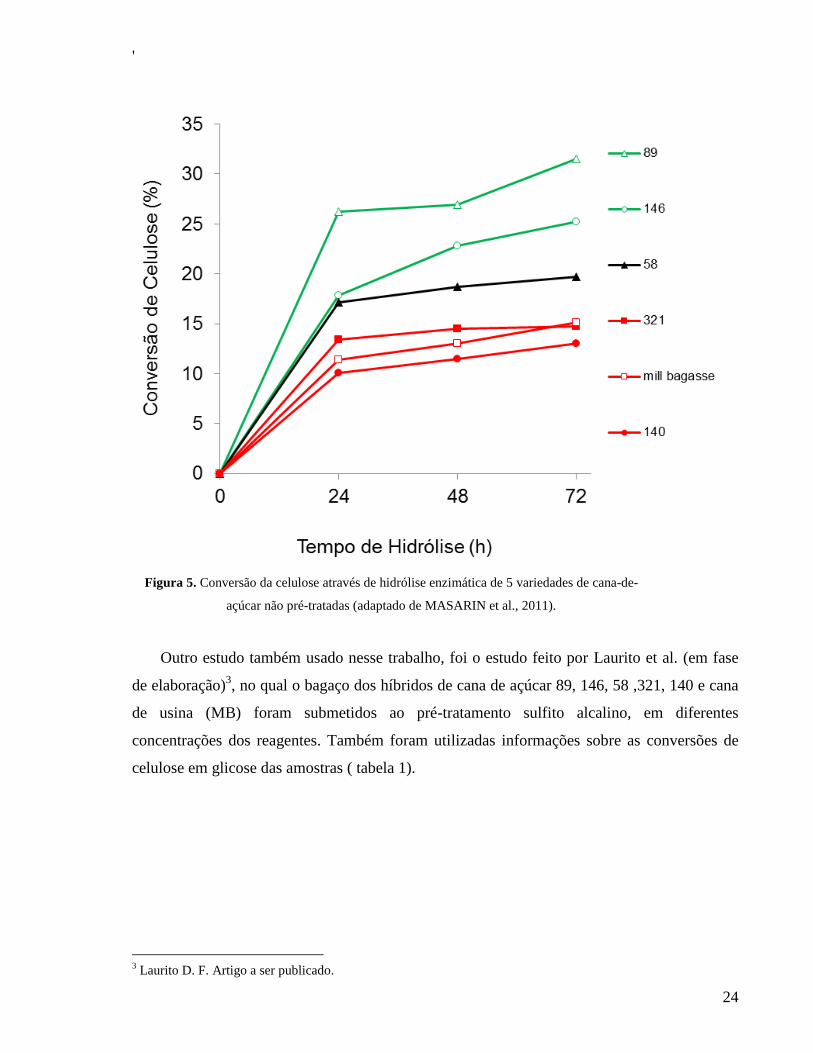
Na abordagem com hidrólise enzimática direta da biomassa, o estudo mostrou que a
hidrólise da celulose ocorreu em maior extensão nos híbridos com menor teor de lignina
(Figura 5). A maior eficiência em conversão de celulose foi de 32% em 72h, que, no entanto,
ainda é um valor baixo para a eficiência da hidrólise. Assim, pré-tratamentos foram realizados
e observou-se que taxas menores de deslignificação foram necessárias nas biomassas com
baixo teor de lignina, atingindo-se, por exemplo, 80% em conversão de celulose na eficiência
da hidrólise enzimática.
'
24
Figura 5. Conversão da celulose através de hidrólise enzimática de 5 variedades de cana-de-
açúcar não pré-tratadas (adaptado de MASARIN et al., 2011).
Outro estudo também usado nesse trabalho, foi o estudo feito por Laurito et al. (em fase
de elaboração)3, no qual o bagaço dos híbridos de cana de açúcar 89, 146, 58 ,321, 140 e cana
de usina (MB) foram submetidos ao pré-tratamento sulfito alcalino, em diferentes
concentrações dos reagentes. Também foram utilizadas informações sobre as conversões de
celulose em glicose das amostras ( tabela 1).
3 Laurito D. F. Artigo a ser publicado.

'
25
Tabela 1. Rendimentos dos principais componentes do bagaço de cana-de-açúcar antes e após o pré-tratamento
com sulfito alcalino.( Dados adaptados de Massrin et al.,2011 e Laurito et al.)
Cana de
açúcar
ton de
cana
por
hectare
*
kg
bagaço/
ton cana
(massa
seca) *
Na2SO3** NaOH** Rendimento
de sólidos
(%)**
Lignina
(% na
polpa)**
Glucana
(% na
polpa)**
Hemicelulose
(% na polpa)**
Bagaço de
Usina 90 135 0 0 100 24.0 42 26
5 2.5 96.8 19.0 47 27.7
7,5 3.75 88.6 15.9 47.4 27.1
10 5 74.9 15.3 54 26.9
Híbrido 140 88 175,8 0 0 100.0 21.5 38.2 27.0
5 2.5 78.4 22.9 39.8 24.9
7,5 3.75 73.0 20.6 45.9 27.7
10 5 68.2 14.0 48.3 27.5
Híbrido 321 54,4 115,2 0 0 100 20.2 40.4 31
5 2.5 83.6 20.5 44 27.4
7,5 3.75 81.4 17.7 44.8 25.7
10 5 74.3 11.8 51 29
Híbrido 58 84,9 142,4 0 0 100.0 18.6 40.9 26.3
5 2.5 88.4 19.2 45.3 26.3
7,5 3.75 85.8 16.1 47.9 26.8
10 5 77.9 11.4 51.2 27.5
Híbrido 146 52,6 84,4 0 0 100 18.6 40.9 31.6
5 2.5 86.0 18.6 46.1 30.4
7,5 3.75 79.3 15.8 48 30.0
10 5 77.8 13.7 49 29.2
Híbrido 89 101,2 176 0 0 100.0 16.8 40.3 27.3
5 2.5 79.7 17.5 42 26
7,5 3.75 70.8 14.4 47 27
10 5 60.1 11.3 53.3 29.3
(*) dados do artigo de Massarin et al., (2011)
(**) dados do artigo de Laurito et al.

'
26
Santos et al., também fizeram um estudo ( em fase de elaboração)4 com alguns dos
híbridros usados por Masarin et al.,(2011). Foi utilizado o pré-tratamento com ácido sulfúrico
diluído antes da hidrólise, para avaliar como esse pré-tratamento interfere na remoção da
hemicelulose. Os resultados relativos a celulose estão na tabela 2.
Para esse trabalho de conclusão de curso, os dados obtidos por Massarin et al., (2011),
Laurito et al., e Santos at el., foram usados para comparar a rentabilidade de cada pré-
tratamento para obtenção de glicose.
Tabela 2. Rendimento de sólidos totais do bagaço recuperado e massas de celulose antes e após o pré-tratamento
ácido (PT significa pré-tratamento) (Dados de Santos et al).
Massa de celulose ( g)
em 100 g de bagaço
Massa de celulose
( g) após PT Amostra Rendimento de
sólidos do PT(%)
Bagaço de Usina* 58,30 45,0 34,6
H140 61,99 38,2 35,3
H321 64,44 40,4 38,0
H89 53,13 40,3 34,2
(*) Bagaço obtido na usina Vale do Rosário - Morro Agudo, SP
Também foi visto no trabalho de Santos et al., que a porcentagem de celulose no
bagaço pré-tratado foi de 64,4%.
Tabela 3. Resultados de hidrólise enzimática após pré-tratamentos alcalino, ácido e sem pré-tratamento no
bagaço de híbridos de cana de açúcar. O tempo de hidrólise foi de 24h e 72h e a conversão de celulose é em
referência a celulose do bagaço pré-tratado. (Dados de Laurito et al., e Santos et al.,).
Pré-tratamento Pré-tratamento
Sem Pré-tratamento
Sulfito Alcalino
10%Na2SO3/5%NaOH Ácido diluído 0,7%H2SO4
Celulose convertida(%) em glicose
Amostra após 24h
hidrólise
após
72h
hidrólise
após 24h hidrólise após
72h
hidrólise
após 24h hidrólise após
72h
hidrólise
MB 51,6 74,7 33 45,4 10,7 12,5
H 140 56,4 68,4 36,3 48,9 10,1 13,0
H 321 66,3 86,3 41,7 54,9 13,4 14,7
H 89 66,2 83,2 54,1 63,1 26,2 32,0
4 SANTOS, F. T. O. Artigo a ser publicado

'
27
2.6 Modelagem e Simulação
Devido a escassez de escala comercial de usinas que processem materiais
lignocelulósicos para produção de etanol e outros produtos, muitas das tecnologias tem sido
testadas apenas em laboratório e em escala piloto. Muitos pesquisadores tem usado
simuladores de processos para produção de etanol a partir da palha de milho ( MURTHY et
al., 2011). Wooley et al.(1996), desenvolveu um modelo de processo usando o software Aspen
Plus para produção de etanol celulósico usando pré-tratamento ácido e hidrólise enzimática, o
que serviu de base para muitos outros estudos e estimativas de custo para produção de etanol
de segunda geração. Um relatório do Laboratório Nacional de Energia Renovável dos USA
(NREL), providenciou um modelo de processo atualizado no qual inclui todos os detalhes da
operação, tais como alimentação dos reatores, recuperação do produto, tratamento de água,
além das principais operações unitárias.
Murthy et al.,(2011) publicou um estudo sobre a comparação de modelagem e
simulação de vários pré-tratamentos para grass straw usando o software SuperPro Designer.
Também foi investigado a viabilidade econômica de cada pré-tratamento, comparado o uso de
energia, vapor, custo de operação entre outros parâmetros. O processo estudado era para uma
planta com 250.000 toneladas métricas de biomassa por ano e os preços dos reagentes
utilizados estão na tabela 4.
Na literatura também há estudos de simulação de processo usando o bagaço da cana-
de-açúcar como matéria- prima para produção de etanol de segunda geração. Foi feito um
estudo de simulação usando o software ASPEN PLUS para avaliação do balanço de massa e
energia para processos integrados, considerando o pré-tratamento do bagaço da cana de açúcar
por explosão a vapor (PALACIOS-BERECHE et al., 2012). As reações utilizadas no pré-
tratamento e na hidrólise enzimática estão na tabela 5.

'
28
Tabela 4. Preços de materiais e reagentes utilizados no SuperPro Designer para processamento de material
lignocelulósico.
Material Custo $/kg
Água* 0,0030
Ácido sulfúrico* 0,0350
Celulase* 0,5170
Hidróxido de Sódio* 0,4500
Sulfito de Sódio** 0,4000
Vapor*** 0,0200
Água de
refrigeração*** 0,0001
Energia elétrica*** 0,1000
(*) Dados obtidos no artigo de Murthy et al., 2011
(**) Dado obtido na internet ( www.Alibaba.com em abril de 2014)
(***) Dados obtidos no banco de dados do software SuperPro Designer
Marina Dias et al. (2011), publicaram um artigo sobre a inclusão da produção de etanol
celulósico nas usinas que produzem etanol de primeira geração. No estudo deles, foi
comparado a implementação da tecnologia que já é estudada hoje, com tecnologias futuras. Na
Figura 6 encontra-se um diagrama simplificado da etapa de pré-tratamento e hidrólise
enzimática do bagaço de cana de açúcar usado no software SuperPro Designer.
Tabela 5 Reações químicas que ocorrem no reator de pré-tratamento e hidrólise enzimática (modificado
BERECHE et al., 2012)
Reação Reagente Produto
C6H10O5 + H2O --> C6H12O6 Celulose Glicose
C5H8O4 + H2O --> C5H10O5 Hemicelulose Xilose
Os equipamentos utilizados por DIAS et al., (2011), foram tanque de agitação para o
pré-tratamento por explosão a vapor, filtro a vácuo rotativo para separação sólido líquido antes
e após hidrólise enzimática, e outro reator de agitação para hidrólise enzimática (figura 6)

'
29
Figura 6 Fluxograma simplificado do processo de pré-tratamento por explosão a vapor e hidrólise enzimática
obtido no SuperPro Designer (adaptado DIAS et al., 2011).
Para cálculos de análise final e comparação entre diferentes pré-tratamentos deste estudo,
usou-se também o conceito de ganho hipotético, sendo esse ganho, a diferença de preço de
compra menos o preço de venda. Segundo definição do livro de matemática básica (Livro da
Matemática Básica, cap 5, Interna Coc educação).
2.7 Tipos de Processos Industriais
As características gerais de uma indústria de processo são bem representadas pela
definição da APICS – American Production and Inventory Control Society - ( FRANSOO;
RUTTEN, 1993, p.48), " Indústrias de processo são aquelas que adicionam valor aos materiais
através de mistura, separação, conformação ou reações químicas. O processamento pode ser
tanto contínuo como em bateladas (lotes) e geralmente requer rígido controle do processo e
alto investimento de capital".
Para melhor entendimento dessa definição, faz-se necessário conceituar também os
termos processo por bateladas e processo contínuo. Novamente de acordo com a APICS,
processamento por bateladas (lotes) " Um processo industrial que prioritariamente programa
curtos ciclos de produção de produtos". Processamento contínuo " Processo no qual as
interrupções são mínimas em qualquer corrida de produção ou entre corridas de produção de

'
30
produtos que exibam características de processo, tais como líquidos, fibras, pulverizados,
gases".
Essa distinção entre processos contínuos e por bateladas é muito usada para análise dos
processos de produção de diferentes setores industriais. Ainda não existe um consenso sobre
uma definição mais rigorosa desses termos. A tabela 6 sintetiza as principais características de
cada uma dessas duas formas de indústrias de processo.
O tempo de processamento por unidade é muito pequeno em processo contínuo, porém
a alta velocidade de produção e o grande tempo gasto com mudanças de set up, impõem que
os pedidos ou ordens de serviço sejam grandes. A baixa complexidade e variedade dos
produtos, aliados ao baixo número de etapas de produção e a grande demanda por estes poucos
produtos, tornam justificáveis altos investimentos em equipamentos de “single purpose” que
operam em regime de 24 horas por dia. A utilização desses equipamentos simplifica a
determinação da disponibilidade de capacidade. Uma vez que a velocidade de produção é
muito alta, os custos de material correspondem a cerca de 60-70% do custo total (FRANSOO;
RUTTEN, 1993).
Já em processo por batelada, ao contrário, o número de etapas de produção é maior e o
nível de complexidade do produto é alto. Em indústrias de química fina, por exemplo, muito
comumente pode se distinguir mais de dez etapas de produção diferentes para um mesmo
produto. O fato de usar um mesmo equipamento para produzir uma maior variedade de
produto, a utilização de um mesmo equipamento torna o controle da produção muito
complexo. Freqüentemente faz-se necessário uma ampla reconfiguração, instalações são
refeitas e reconectadas para proporcionar novas configurações de processo.

'
31
Tabela 6. Características de processo contínuo versus processo por batelada.( Franscico e Rutten (1993)).
Processo Contínuo Processo por batelada
Alta velocidade de produção, pouco
trabalho humano
Tempo de lead time grande, muito trabalho
humano no processo
Clara determinação de capacidade, uma
rotina para todos os produtos
Capacidade não facilmente determinada
(diferentes configurações, rotinas complexas)
Baixa complexidade do produto Produtos mais complexos
Baixo valor agregado Alto valor agregado
Tempos de parada causam grande
impacto Tempos de parada causam menor impacto
Pequeno número de etapas de produção Grande número de etapas de produção
Número limitado de produtos Grande número de etapas de produção
2.7.1 Otimização de processos em batelada
Para processos em batelada, a produtividade anual é igual a produtividade por batelada
multiplicada pelo número de bateladas ou ciclos em um ano de produção. Conseqüentemente,
pode-se aumentar a produtividade anual por meio do aumento da quantidade de material
processado por batelada (tamanho dos reatores), ou pelo aumento de bateladas por ano, ou
pelo aumento dos dois parâmetros. Para tanto, é analisado os gargalos do processo que são
relacionados com os tamanhos dos equipamentos ou dos recursos. Recursos incluem demanda
por equipamentos, matéria prima, trabalhadores, entre outros. (INTELLIGEN, INC)
Os gargalos que limitam o número de bateladas por ano são conhecidos como tempo de
gargalo. Aqueles que limitam a produtividade da batelada são conhecidos com gargalos de
tamanho. Estudos que almejam reduzir o tempo de ciclo do processo e consequentemente o
aumento do número de bateladas do processo e produtividade anual, são conhecidos com
estudos de redução do tempo de ciclo (INTELLIGEN, INC). Um exemplo desse estudo foi o
artigo publicado por Petrides et al. (2011) sobre aumento de bateladas para obtenção de
frascos de 5 mL de um produto farmacêutico. A figura 7 (a) mostra duas bateladas

'
32
consecutivas usando apenas um equipamento para cada etapa do processo, sendo o intervalo
de uma batelada e outra de 4 dias. Foi visto que o equipamento LYO-1, liofilizador, é o
equipamento que mais gasta tempo no processo e onde o processo deve ser melhorado. Já a
figura 7 (b), mostra o mesmo processo mas com o uso de 4 liofilizadores trabalhando em
paralelo, o que resultou em um intervalo de batelada de 1 dia e continuidade no fluxo de
material liofilizado. Adicionando liofilizadores em paralelo, a produtividade anual foi
aumentada quatro vezes. (Petrides et al., 2011)
Figura 7. Gráficos de ocupação dos equipamentos no processo de acabamento de um produto farmacêutico - (a)
duas bateladas consecutivas com um equipamento para cada operação e (b) oito bateladas consecutivas usando 4
liofilizadores. Os equipamentos estão no eixo y e o tempo no eixo x. Cada batelada é representada por uma cor
diferente.( Petrides et al., 2011).

'
33
3. METODOLOGIA
Os dados analisados neste trabalho foram obtidos nos laboratórios do Departamento de
Biotecnologia da Escola de Engenharia de Lorena e estão publicados no artigo Massarin et al.
(2011), ou submetidos para publicação recentemente: Laurito et al. (2014) e Santos et al.
(2014).
Os itens 3.1, 3.2, 3.3 e 3.4 descrevem as metodologias usadas pelos pesquisadores do
Departamento de Biotecnologia para gerar os dados que foram analisados conforme descrito
no itens 3.5, 3.6 e 3.7 (executados nesse trabalho).
3.1 Híbridos de cana -de- açúcar
Um grupo de híbridos de cana-de-açúcar desenvolvido experimentalmente por
pesquisadores da Universidade Federal de Viçosa (projeto CNPq 552741/2007-8, coordenador
Dr. Márcio Barbosa) junto à RIDESA (Rede Interuniversitária para o Desenvolvimento do
Setor Sucroenergético), foi avaliado no presente trabalho. As plantas em questão foram
selecionadas por apresentarem teores diferenciados de lignina e produtividade conforme
mostrado na Tabela 1, levando-se em conta também outros fatores como resposta a hidrólise
enzimática direta das mesmas, conforme apresentado por Masarin et al. (2011). Assim, do
conjunto de 11 híbridos e um cultivar de referência, 5 amostras foram selecionadas para o
presente estudo com tratamento sulfito alcalino e 3 amostras com o pré-tratamento com ácido
sulfúrico diluído. As amostras selecionadas corresponderam ao cultivar de referência e ao
híbrido 140, que apresentam elevado teor de lignina, além dos híbridos 58 e 89 que
apresentam baixo teor de lignina e também os híbridos 321 e 146. Além dessas amostras, uma
amostra de cana-de-açúcar coletada na usina Vale do Rosário - Morro Agudo, foi utilizada
como material de referência (MB).
'
34
3.2 Pré-tratamento do bagaço de cana oriundo dos híbridos de cana-de-açúcar
3.2.1 Sulfito Alcalino
O pré-tratamento foi feito com 20g de bagaço impregnado com licor de sulfito alcalino
na proporção bagaço/licor de 1:11 (m/m). Vácuo foi aplicado no biomassa seca contida num
frasco de Buchner por 30 min. Em seguida, com o auxílio de vácuo, o licor de pré-tratamento
foi deslocado para o interior do frasco que continha o bagaço de cana e mais 15 minutos de
vácuo foi aplicado. As concentrações do licor sulfito alcalino corresponderam a 2,5 ; 3,75 e 5g
de NaOH (por 100g de bagaço seco), combinando com 5, 7,5 e 10g de Na2SO3 (por 100 g de
bagaço seco), respectivamente. A biomassa impregnada foi cozida a 120°C por 120 min. O
material cozido foi filtrado utilizando um filtro de papel e o licor foi descartado. Os sólidos
retidos foram lavados com 1L de água destilada e parte das partículas menores que 0,2 mm
passaram pelo filtro de papel. A recirculação do filtrado permitiu a formação de uma camada
fibrosa sobre o papel de filtro que reteve partículas finas. A recirculação de água foi
interrompida quando a água de lavagem não estava mais turva. Os sólidos retidos foram
misturados com 750 mL de água em um misturador de laboratório por 15 minutos. O
rendimento de sólidos após o pré-tratamento foi calculado medindo a massa inicial e final da
biomassa seca (Laurito et al., 2014 - submetido)
3.2.2 Ácido sulfúrico diluído
O pré-tratamento foi feito com 20g de bagaço impregnado com licor de ácido sulfúrico
na proporção bagaço/licor de 1:20 (m/m). A impregnação do bagaço com licor sob vácuo foi
conduzida conforme descrito no item 3.2.1. A concentração do licor era de 0,7% (p/v) de
ácido sulfúrico (2,66 g H2SO4 e 377,34 g de água, equivalendo a 13,3g de H2SO4/100g de
bagaço). A biomassa impregnada foi cozida a 150°C por 90 min. O material cozido foi filtrado
'
35
conforme descrito no item 3.2.1 e o licor foi descartado. Os sólidos retidos foram misturados
com 750 mL de água em um liquidificador de laboratório por 15 minutos. O rendimento de
sólidos após o pré-tratamento foi calculado medindo a massa inicial e final da biomassa seca
(Santos et al., 2014, submetido)
3.3 Hidrólise enzimática
Para a hidrólise enzimática das diversas biomassas de cana, foram utilizadas enzimas
comerciais: Cellubrix e Novozym 188 (ambas produzidas e comercializadas sob supervisão da
empresa Novozymes, Dinamarca). As amostras de bagaço foram hidrolisadas com 10 FPU de
celulases/g de substrato e 20 U de β-glicosidase/g de substrato. As reações foram realizadas
em tubos Falcon com 1g de bagaço e volume final de reação de 10 mL, com tampão acetato de
sódio 50 mM, pH4,8 contendo 0,01 % de azida sódica. Os experimentos foram realizados sob
agitação de 120 rpm e a 45 °C por 72 h. Durante o processo de sacarificação, as reações foram
amostradas em intervalos regulares entre 4 e 72 h. Os dados de hidrólise gerados após 24 e 72
h de reação foram alvo de análise no presente trabalho. As amostras coletadas foram colocadas
em banho em ebulição por 5 min e centrifugadas, sendo que o sobrenadante foi analisado por
HPLC (Massarin et al., 2011).
3.4 Cálculo do rendimento esperado de glicose a partir de dados de produtividade em
campo dos híbridos de cana de açúcar
A quantidade esperada de glicose, expressa com base na produtividade de campo e nos
dados de pré-tratamento e hidrólise enzimática, foi calculada utilizando as equações 1 e 2:
Rglicose (g/100 g de bagaço seco) = (MglucanaPt (g) x Cgluc-henz (%))/100 eq (1)
0,9
'
36
onde:
Rglicose: rendimento de glicose obtido após o pré-tratamento e a hidrólise enzimática;
MglucanaPt: Massa de glucana recuperada após o pré-tratamento de 100 g de bagaço, sendo
MglucanaPt = % glucana no sólido pré-tratado x rendimento (%) de sólidos após pré-
tratamento/100
Cgluc-henz: % de conversão da glucana do sólido pré-tratado à glicose
Na equação 1 há uma divisão por 0,9, pois quando a glucana é hidrolisada à glicose,
ocorre a incorporação de uma molécula de água em cada uma das ligações glicosídicas
presentes no polissacarídeo (primeira reação da tabela 5). A incorporação da molécula de água
representa o aumento de 18 g/mol em cada molécula de anidroglicose (162 g/mol) presente no
polissacarídeo. Assim, quando a glucana é hidrolisada à glicose, a massa glicose obtida é 10%
maior do que a de glucana originalmente presente na biomassa.
Com os dados de produtividade em campo e o rendimento de glicose (da equação 1)
foram calculados os valores de glicose esperada, expressos em Kg glicose/ha, de acordo com a
equação 2:
Glicose esperada (kg/ha) = [(Rglicose (g/100g de bagaço)/100) x Prod bagaço (g/ha)]/1000 eq (2)
onde:
Rglicose: resultado da equação 1
Prod bagaço: produtividade do bagaço em campo (g/ha)
3.5 Simulação das etapas de pré-tratamento e hidrólise enzimática
A simulação dos processos foi desenvolvida utilizando o software SuperPro Designer
v9 (Intelligen, INc., Scotch Plains, NJ). Estudos publicados de obtenção de etanol a partir de
materiais lignocelulósicos (Murthy et al., 2011; Palacios-Bereche et al., 2012) utilizaram o
processo contínuo para as etapas de pré-tratamento já que o produto final era o etanol (uma
commodity). O mais próximo do real nesse estudo, seria usar também um processo contínuo,
para melhor comparação entre os resultados da literatura e os resultados apresentados para a
etapa de pré-tratamento. Porém, foi usada uma versão limitada do software, em que apenas 5
'
37
equipamentos podiam ser usados, o que limitou o presente trabalho a um desenho de processo
em batelada.
Foram feitas simulações para avaliar o balanço de massa e energia da produção de
glicose a partir do bagaço. Três cenários foram simulados. Cenário I com Pré-tratamento
sulfito/alcalino (licor 10% de Sulfito de Sódio e 5% de NaOH, base bagaço seco) seguido de
hidrólise enzimática. Cenário II com pré-tratamento ácido sulfúrico diluído (licor 13,3% de
H2SO4, base bagaço seco) seguido de hidrólise enzimática e cenário III, apenas com etapa de
hidrólise enzimática, sem pré-tratamento.
Para a etapa de pré-tratamento com sulfito alcalino, o ideal seria o emprego de um
refinador de discos, semelhante ao usado na indústria de polpação quimiotermomecânica que
produz papel e celulose. Porém o software é voltado para processos de engenharia bioquímica,
mais especificamente na área farmacêutica, tendo algumas adaptações para materiais
lignocelulósicos, produção de cerveja, tratamento de efluentes, entre outros. Não há um
refinador de disco no banco de dados do SuperPro Designer, assim foi usado um tanque de
mistura com capacidade de 120 m³. Os equipamentos utilizados foram os mesmos utilizados
por Dias et al (2011) (figura 6).
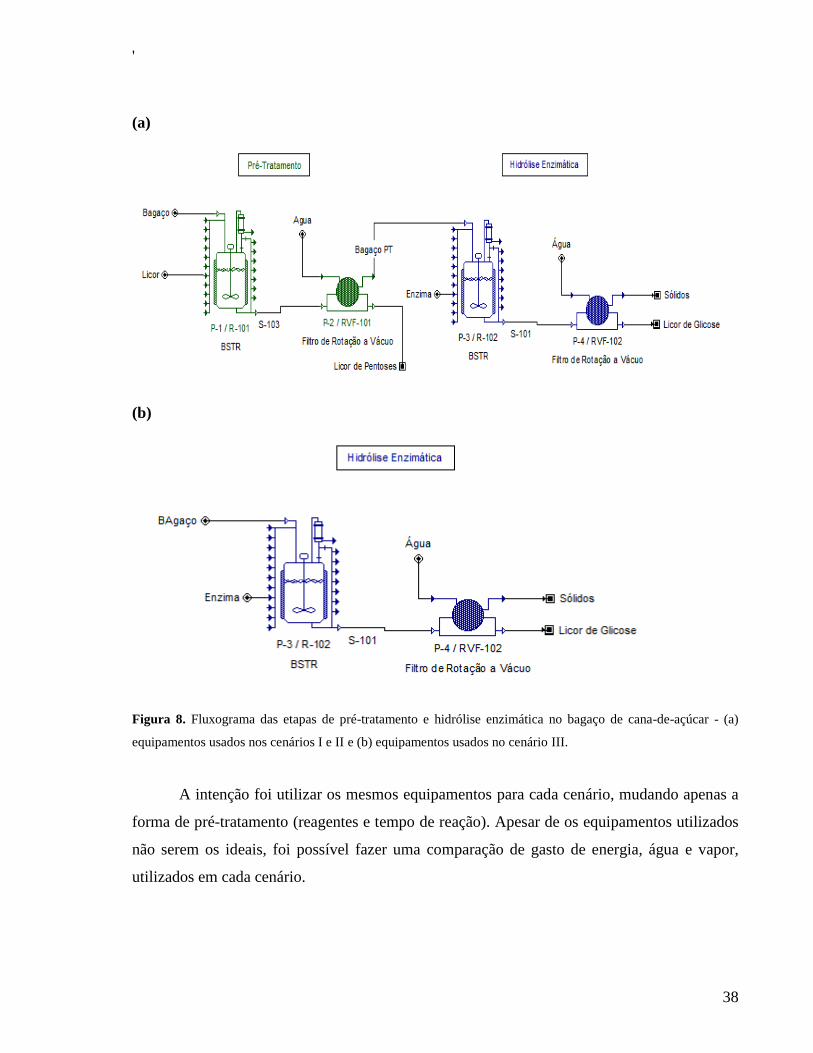
O fluxograma proposto para os cenários I e II encontram-se na figura 8 (a) e para o
cenário III na figura 8 (b).
'
38
(a)
(b)
Figura 8. Fluxograma das etapas de pré-tratamento e hidrólise enzimática no bagaço de cana-de-açúcar - (a)
equipamentos usados nos cenários I e II e (b) equipamentos usados no cenário III.
A intenção foi utilizar os mesmos equipamentos para cada cenário, mudando apenas a
forma de pré-tratamento (reagentes e tempo de reação). Apesar de os equipamentos utilizados
não serem os ideais, foi possível fazer uma comparação de gasto de energia, água e vapor,
utilizados em cada cenário.
'
39
3.5.1 Dados de entrada no SuperPro Designer
Para o reator de pré-tratamento, foram usadas as operações consecutivas:
a) carregamento de Bagaço e Licor ao mesmo tempo, mas em correntes diferentes
(relação s/l 1:10 Cenário I e relação s/l 1:20 Cenário II);
b) aquecimento do reator;
c) reação;
d) agitação (desde o carregamento dos reagentes até o fim da reação);
e) transferência do material para o primeiro filtro a vácuo de rotação.
Para maior simplificação dos rendimentos das etapas tanto de pré-tratamento quanto de
hidrólise enzimática, foi assumido que a massa molar do bagaço é a mesma da celulose, já que
o software não possui o componente bagaço em seu banco de dados. A reação (1) foi utilizada
nos reatores de pré-tratamento. Para o cenário I, foi considerado o rendimento de sólidos
residuais de 60,1% de bagaço (tabela 1), ou 39,9% de conversão de bagaço em licor contendo
lignina e hemicelulose solúveis. Para o Cenário II, foi usado o rendimento de sólidos de
53,3% (tabela 2), ou 46,7% de conversão de bagaço em licor contendo predominantemente
pentoses.
Bagaço + H2O -----> Licor contendo frações solúveis (reação 1)
Para o reator de hidrólise enzimática foram usadas as operações consecutivas:
a) transferência do bagaço pré-tratado do primeiro filtro;
b) resfriamento da mistura a 45°C;
c) carregamento de mistura de enzimas a 45°C;
d) reação por 72 h;
e) agitação desde o carregamento de mistura de enzimas até o fim do tempo de reação;
f) transferência do material para o segundo filtro de rotação a vácuo.
A reação de hidrólise da celulose usada no reator de hidrólise enzimática, foi a reação
C6H10O5 + H2O --> C6H12O6 (tabela 5).
'
40
Na quantidade de sólidos transferidos para o reator de hidrólise enzimática, já está
descontado a porcentagem que foi dissolvida na etapa de pré-tratamento. Para o cálculo do
rendimento de conversão de glucana em glicose no reator de hidrólise enzimática, as
porcentagens de glucana no bagaço pré-tratado, 53,3 % no Cenário I (tabela 1), 64,4% no
Cenário II e 40,3% de glucana no bagaço in natura ( Cenário III, tabela 1), foram
multiplicadas pelos rendimentos de conversão enzimática de glucana em glicose (83,2% ;
63,1% e 32% respectivamente para Cenários I,II e III, tabela 3). A tabela 7 mostra os
resultados dessas multiplicações ( 44,24% para Cenário I, 40,57% para Cenário II e 12,90%
para Cenário III), além de mais detalhes sobre os dados de entrada no software.
O reator de hidrólise enzimática corresponde à etapa limitante quanto ao tempo de
processamento do bagaço até glicose (mais de 72 h de uso). Na tentativa de chegar o mais
próximo a um sistema de produção contínua de glicose, 20 reatores de hidrólise enzimática
foram colocados em paralelo (função "staggered mode" no SuperPro Designer). Com isso
pode-se aumentar a quantidade de bateladas por ano ( Demetri et a., 2011).
Após simulação do processo de cada cenário de obtenção de glicose, o software gera
uma variedade de relatórios. Para esse estudo, foram analisados os relatórios de balanço de
massa e energia e os gráficos de ocupação de equipamentos.
Depois de obtida a relação kg de glicose/hectare de cana plantada e o custo de
obtenção de glicose expresso em R$ /kg de glicose, foi simulado um ganho hipotético de
venda de glicose (equação 3). Assumiu-se o preço de venda da glicose, como o maior dos
preços de produção encontrado, entre os diferentes cenários, para que os resultados
comparativos não fossem negativos.
Ganho hipotético = Preço de venda - Preço de custo (eq 3)

'
41
Tabela 7 Entrada de dados no software SuperPro Designer para os cenários I, II e III de obtenção de glicose a
partir do bagaço de cana de açúcar.
Mistura de enzimas: 1,6% enzimas
98,4 % água
Processo Cenário I Cenário II Cenário III
Pré-tratamento Sulfito Alcalino Ácido Diluído
Sem Pré-
tratamento
Bagaço 4900 kg/batelada
6545
kg/batelada
Licor 98000 kg/batelada
Composição do
Licor 5 % NaOH - -
10 % Na2SO3 0,7% H2SO4 -
85 % H2O 99,3 % H2O -
Tempo de reação 2 h 1,5 h -
Temperatura 120 °C 150 °C -
Rendimento da
reação 40% 47,00% -
Filtração após PT Torta 100 % bagaço 100% bagaço -
Tempo 0,6 h 0,6 h -
Água de lavagem 5 v/vtorta 5 v/vtorta -
Hidrólise
Enzimática
Bagaço pré-
tratado
5999,8
kg/batelada 2597 kg/batelada
6545
kg/batelada
Mistura de
enzimas
59998,04
L/batelada 25970 kg/batelada
65450
kg/batelada
Tempo de reação 72 h 72 h 72 h
Temperatura 45°C 45°C 45°C
Rendimento da
reação 44,23% 40,57% 12,89%
Filtração do
Hidrolisado Torta 100 % bagaço 100% 100%
Tempo 0,38 h 0,16 h 0,41 h
Água de lavagem 1 v/vtorta 1 v/vtorta 1 v/vtorta

'
42
4. RESULTADOS
4.1. Escolha do híbrido de cana de açúcar para a simulação de processo.
4.1.1 Pré-tratamento com sulfito alcalino
Os dados disponíveis de produtividade de cana-de-açúcar de diferentes híbridos
experimentais e da quantidade de bagaço gerado por tonelada de cana plantada (Tabela 1)
(Masarin et al., 2011) permitiu calcular a quantidade de bagaço produzida por hectare (Tabela
8). Foram ainda calculadas as massas de glicose esperadas por hectare de cana plantada com
dados das tabelas 1,2 e uso das equações 1 e 2 (tabela 8).
A partir dos dados da tabela 8 notou-se que os maiores valores para obtenção de
glicose são obtidos após 72 horas de hidrólise enzimática, comparado com o de 24 horas,
como era esperado. A partir dos dados obtidos com 72 h de hidrólise enzimática, foi plotado o
gráfico 1.
Gráfico 1. Comparação da quantidade de glicose obtida a partir de diferentes amostras de cana-de-açúcar
submetidas a diferentes concentrações de licor sulfito alcalino no pré-tratamento e hidrólise enzimática por 72h
horas.
'
43
Observou-se que para a maioria dos bagaços de híbridos de cana, a concentração do
licor de 10% Na2SO4 e 5% NaOH proporcionou a maior eficiência de sacarificação da
celulose e portanto obtenção da glicose (tabela 8 e gráfico 1).
Quanto ao híbrido utilizado, o híbrido 89 foi o que apresentou maiores resultados em
relação a todas as concentrações de reagente sulfito alcalino. Além disso, foi comparado a
obtenção de glicose por hectare de cana plantada a partir do bagaço sem pré-tratamento com
dados das tabelas e 8 e 9 (gráfico 1). No gráfico 1, foi visto que o híbrido 89 sem pré-
tratamento apresentou maiores resultados de conversão de celulose, comparado a todos os
outros híbridos submetidos a pelo menos um tipo de pré-tratamento.

'
44
Tabela 8 Comparação da obtenção de glicose por hectare de cana plantada, considerando diferentes híbridos de
cana, diferentes concentrações de licor sulfito alcalino para pré-tratamento e diferentes tempos de hidrólise
enzimática.
Amostra
Massa
de
bagaço
(kg) por
hectare
Massa
de
celulose
( g) em
100 g de
bagaço
Massa
de
celulose
(kg ) por
hectare
Massa
de
celulose
( g) após
PT
Rendimento
do PT
Conversão
da celulose
em glicose
após PT e
72 h de
hidrólise
Conversão
da celulose
em glicose
após PT e
24 h de
hidrólise
Massa de
glicose
(kg) por
hectare
após PT e
72 h de
hidrólise
Massa de
glicose
(kg) por
hectare
após PT e
24 h de
hidrólise
%
Na2SO3
no Licor
MB 12150
5,0
42 5103 45,6 1,09 0,35 0,3 2159 1616
7,5
42 5103 42 1,00 0,55 0,3 3122 1938
10,0
42 5103 40,8 0,97 0,75 0,5 4115 2844
H 140 15470
5,0
38,2 5910 31,2 0,82 0,30 0,2 1604 1321
7,5
38,2 5910 33,5 0,88 0,45 0,3 2599 1952
10,0
38,2 5910 32,9 0,86 0,68 0,6 3869 3189
H 321 6267
5,0
40,4 2532 36,8 0,91 0,39 0,3 1005 787
7,5
40,4 2532 36,5 0,90 0,63 0,5 1594 1193
10,0
40,4 2532 38 0,94 0,83 0,7 2205 1754
H 89 17811
5,0
40,3 7178 33,9 0,84 0,56 0,3 3750 2214
7,5
40,3 7178 33,4 0,83 0,56 0,5 3676 3255
10,0
40,3 7178 32 0,79 0,832 0,66 5269 4194
H58 12090
5,0
40,9 4945 40 0,98 0,36 0,3 1945 1635
7,5
40,9 4945 41,1 1,00 0,50 0,4 2779 2027
10,0
40,9 4945 39,9 0,98 0,84 0,7 4513 3588
H 146
5,0
40,9 1816 39,6 0,97 0,37 0,3 715 573
7,5
40,9 1816 37,8 0,92 0,505 0,447 942 833
10,0
40,9 1816 37,8 0,92 0,86 0,8 1604 1492
'
45
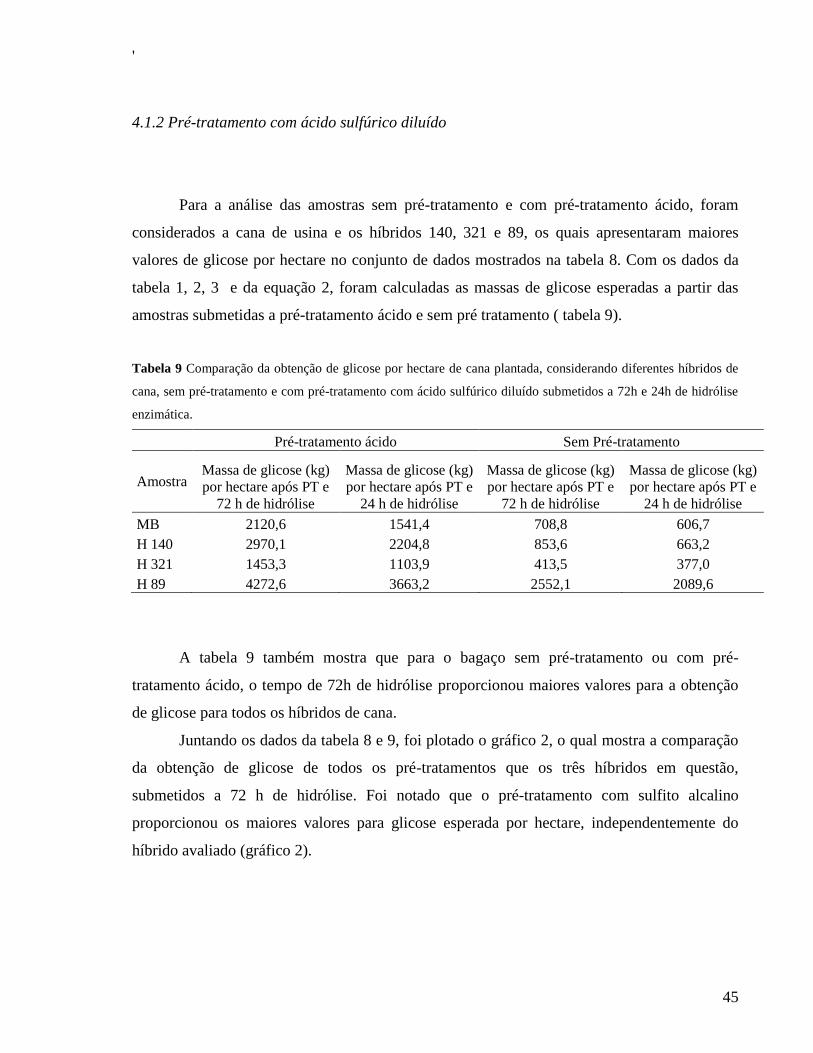
4.1.2 Pré-tratamento com ácido sulfúrico diluído
Para a análise das amostras sem pré-tratamento e com pré-tratamento ácido, foram
considerados a cana de usina e os híbridos 140, 321 e 89, os quais apresentaram maiores
valores de glicose por hectare no conjunto de dados mostrados na tabela 8. Com os dados da
tabela 1, 2, 3 e da equação 2, foram calculadas as massas de glicose esperadas a partir das
amostras submetidas a pré-tratamento ácido e sem pré tratamento ( tabela 9).
Tabela 9 Comparação da obtenção de glicose por hectare de cana plantada, considerando diferentes híbridos de
cana, sem pré-tratamento e com pré-tratamento com ácido sulfúrico diluído submetidos a 72h e 24h de hidrólise
enzimática.
Pré-tratamento ácido Sem Pré-tratamento
Amostra Massa de glicose (kg)
por hectare após PT e
72 h de hidrólise
Massa de glicose (kg)
por hectare após PT e
24 h de hidrólise
Massa de glicose (kg)
por hectare após PT e
72 h de hidrólise
Massa de glicose (kg)
por hectare após PT e
24 h de hidrólise
MB 2120,6 1541,4 708,8 606,7
H 140 2970,1 2204,8 853,6 663,2
H 321 1453,3 1103,9 413,5 377,0
H 89 4272,6 3663,2 2552,1 2089,6
A tabela 9 também mostra que para o bagaço sem pré-tratamento ou com pré-
tratamento ácido, o tempo de 72h de hidrólise proporcionou maiores valores para a obtenção
de glicose para todos os híbridos de cana.
Juntando os dados da tabela 8 e 9, foi plotado o gráfico 2, o qual mostra a comparação
da obtenção de glicose de todos os pré-tratamentos que os três híbridos em questão,
submetidos a 72 h de hidrólise. Foi notado que o pré-tratamento com sulfito alcalino
proporcionou os maiores valores para glicose esperada por hectare, independentemente do
híbrido avaliado (gráfico 2).

'
46
Gráfico 2. Comparação entre amostras de híbridos de cana quanto a obtenção de glicose a partir do bagaço, em
uma mesma área de cana plantada. Amostras foram submetidas a hidrólise enzimática por 72h sem prévio pré-
tratamento, com pré-tratamento alcalino(5% NaOH e 10% Na2SO4) e pré-tratamento ácido (0,7%H2SO4).
O híbrido 89 sem pré-tratamento, apresentou valores superiores de obtenção de glicose
comparado ao híbrido 321 em todas as situações de pré-tratamento e ao bagaço da cana de
usina com pré-tratamento ácido.
Considerando os dados obtidos, o híbrido 89 foi escolhido para avaliar o balanço de
massa e energia para seu processamento em escala industrial usando o software SuperPro
Designer.
4.2 Balanço de massa e energia para o processamento do bagaço do híbrido 89
Foi visto que o reator de pré-tratamento (R-101), sempre esteve funcionando, pois
sempre havia um reator de hidrólise disponível para a chegada de material pré-tratado. Para
tanto, o software calculou o uso de 1 reator para pré-tratamento, 8 filtros de vácuo rotativo
para separar o bagaço pré-tratado do licor de pentose/lignina e 2 filtros para separar o bagaço
hidrolisado do licor de glicose. Há um tempo de inatividade dos tanques de aproximadamente
0
1000
2000
3000
4000
5000
6000
MB H 140 H 321 H 89
kg d
e gli
cose
/hec
tare
Amostras de cana-de-açúcar
Sem PT PT Ácido diluído PT Sulfito Alcalino

'
47
19 horas entre um uso e outro ( por exemplo tanque R-102 na primeira batelada e na vigésima
batelada), porém o processo não para já que outros 19 tanques estão em paralelo( gráfico 3 ).
(Petrides et al., 2011)
Gráfico 3 Gráfico gerado pelo software indicando o tempo de utilização de cada equipamento utilizado no
cenário I. Cada cor representa uma batelada diferente. No eixo x estão as horas de operação e no eixo y os
equipamentos utilizados.
Para o cenário II, o gráfico de ocupação de equipamentos é muito similar ao gráfico 3.
As diferenças são os tempos entre o uso do mesmo reator de hidrólise ( 26 horas) e 9 filtros
para separar o bagaço pré-tratado. Devido a esses fatores e aos diferentes tempos de pré-
tratamento dos cenários I e II, o número de bateladas calculadas para os processos foram
diferentes (tabela 10 ).
Para o cenário III, foram utilizadas dois filtros de vácuo rotativo e os reatores de
hidrólise estavam sempre funcionando (gráfico 4 ). Isso interferiu no cálculo de número de
bateladas para esse cenário, o que foi superior ao calculado para os cenários I e II, já que o
principal reator estava sempre operando.
Se os reatores não estivessem em paralelo, o tempo de uma batelada e outra seria de
mais de 3 dias, já que só o reator de hidrólise fica ocupado por 72h. Com os reatores em
8 16 24 32 40 48 56 64 72 80 88 96 104 112 120 128 136 144 152 160 168 176 184 192 200h
1 2 3 4 5 6 7 8 9day
RVF-102
STG20 » R-102
STG19 » R-102
STG18 » R-102
STG17 » R-102
STG16 » R-102
STG15 » R-102
STG14 » R-102
STG13 » R-102
STG12 » R-102
STG11 » R-102
STG10 » R-102
STG09 » R-102
STG08 » R-102
STG07 » R-102
STG06 » R-102
STG05 » R-102
STG04 » R-102
STG03 » R-102
STG02 » R-102
STG01 » R-102
R-102
RVF-101
R-101
Main
Eq
uip
men
t &
CIP
Sk
ids
8 16 24 32 40 48 56 64 72 80 88 96 104 112 120 128 136 144 152 160 168 176 184 192 200h
1 2 3 4 5 6 7 8 9day
RVF-102
STG20 » R-102
STG19 » R-102
STG18 » R-102
STG17 » R-102
STG16 » R-102
STG15 » R-102
STG14 » R-102
STG13 » R-102
STG12 » R-102
STG11 » R-102
STG10 » R-102
STG09 » R-102
STG08 » R-102
STG07 » R-102
STG06 » R-102
STG05 » R-102
STG04 » R-102
STG03 » R-102
STG02 » R-102
STG01 » R-102
R-102
RVF-101
R-101
Main
Eq
uip
men
t &
CIP
Sk
ids
Legend
B# 1
B# 2
B# 3
B# 4
B# 5
B# 6
B# 7
B# 8
B# 9
B# 10
B# 11
B# 12
B# 13
B# 14
B# 15
B# 16
B# 17
B# 18
B# 19
B# 20
B# 21
B# 22
B# 23

'
48
paralelo, tem-se 6 bateladas por dia, como se os reatores não parassem de produzir (gráficos 3
e 4), o que seria o mais próximo de uma escala industrial se a glicose fosse destinada a
produção de etanol, como o simulado por Murthy et al. (2011) e Palaceos-Bereche et al.
(2012).
Caso a glicose obtida fosse destinada a produção de insumos para indústria
farmacêutica ou alimentícia, o processo em batelada seria considerável, mas os reatores teriam
que ser menores, cerca de 15m³ (Francisco e Rooten 1993).
Gráfico 4 Gráfico gerado pelo software indicando o tempo de utilização de cada equipamento utilizado no
cenário III. Cada cor representa uma batelada diferente. No eixo x estão as horas de operação e no eixo y os
equipamentos utilizados
4.2.1 Análise dos materiais utilizados e produzidos
Para manter os mesmos valores dos volumes dos reatores, as massas inicias de bagaço
introduzias foram diferentes entre os cenários I, II, III. Porém, isso não atrapalhou a análise de
8 16 24 32 40 48 56 64 72 80 88 96 104 112 120 128 136 144 152 160 168 176h
1 2 3 4 5 6 7 8day
RVF-102
STG20 » R-102
STG19 » R-102
STG18 » R-102
STG17 » R-102
STG16 » R-102
STG15 » R-102
STG14 » R-102
STG13 » R-102
STG12 » R-102
STG11 » R-102
STG10 » R-102
STG09 » R-102
STG08 » R-102
STG07 » R-102
STG06 » R-102
STG05 » R-102
STG04 » R-102
STG03 » R-102
STG02 » R-102
STG01 » R-102
R-102
Main
Eq
uip
men
t &
CIP
Sk
ids
8 16 24 32 40 48 56 64 72 80 88 96 104 112 120 128 136 144 152 160 168 176h
1 2 3 4 5 6 7 8day
RVF-102
STG20 » R-102
STG19 » R-102
STG18 » R-102
STG17 » R-102
STG16 » R-102
STG15 » R-102
STG14 » R-102
STG13 » R-102
STG12 » R-102
STG11 » R-102
STG10 » R-102
STG09 » R-102
STG08 » R-102
STG07 » R-102
STG06 » R-102
STG05 » R-102
STG04 » R-102
STG03 » R-102
STG02 » R-102
STG01 » R-102
R-102
Main
Eq
uip
men
t &
CIP
Sk
ids
Legend
B# 1
B# 2
B# 3
B# 4
B# 5
B# 6
B# 7
B# 8
B# 9
B# 10
B# 11
B# 12
B# 13
B# 14
B# 15
B# 16
B# 17
B# 18
B# 19
B# 20
B# 21
B# 22
B# 23

'
49
resultados, pois o SuperPro Designer gera relatórios dos processos informando a quantidade
de matéria ou reagente utilizada por batelada e por ano. Tendo os dados de número de
bateladas e massa de matérias utilizadas por ano em cada cenário, pode-se calcular a relação
de glicose produzida em kg com bagaço consumido em kg (última linha da Tabela 10).
Foi visto que olhando apenas para a relação glicose/bagaço, o cenário I (295,19
kg/ton), parece ser mais favorável a produção industrial. Porém, só essa análise não é
suficiente para comparar os três cenários.
A Tabela 10 mostra também que apesar da quantidade de bagaço utilizada no cenário
II ser quase a metade do quantidade usada no cenário I, essa proporção não é a mesma para o
uso de enzima. Usou-se mais que o dobro de enzimas no cenário I, pois o rendimento de
sólidos residuais do pré-tratamento alcalino (60%) foi maior comparado ao rendimento
mássico do pré-tratamento ácido (53%).
Tabela 10 Parte do relatório de balanço de massa gerado pelo software para os três cenários de obtenção de
glicose analisados.
Material utilizado/produzido Cenário I Cenário II Cenário III
Bagaço(kg)/batelada
9.999,67
4.900,00
6.545,00
Bateladas/ano 1769 1668 2260
Bagaço(kg)/ano
17.689.416,23
8.173.200,00
14.791.700,00
Água (kg/ano)
240.322.229
199.157.056
156.607.991
Enzima (kg/ano)
1.698.185
693.087
2.366.672
Sulfito de Sódio (kg/ano)
17.689.424 - -
Hidróxido de Sódio (kg/ano)
8.844.712 - -
Ácido Sulfúrico (kg/ano) -
1.144.248 -
Glicose(kg)/batelada
2.951,79
1.171,71
938,22
Glicose(kg)/ano
5.221.720,33
1.954.413,08
2.120.377,20
Glicose(kg)/Bagaço(ton)
295,19
239,12
143,35
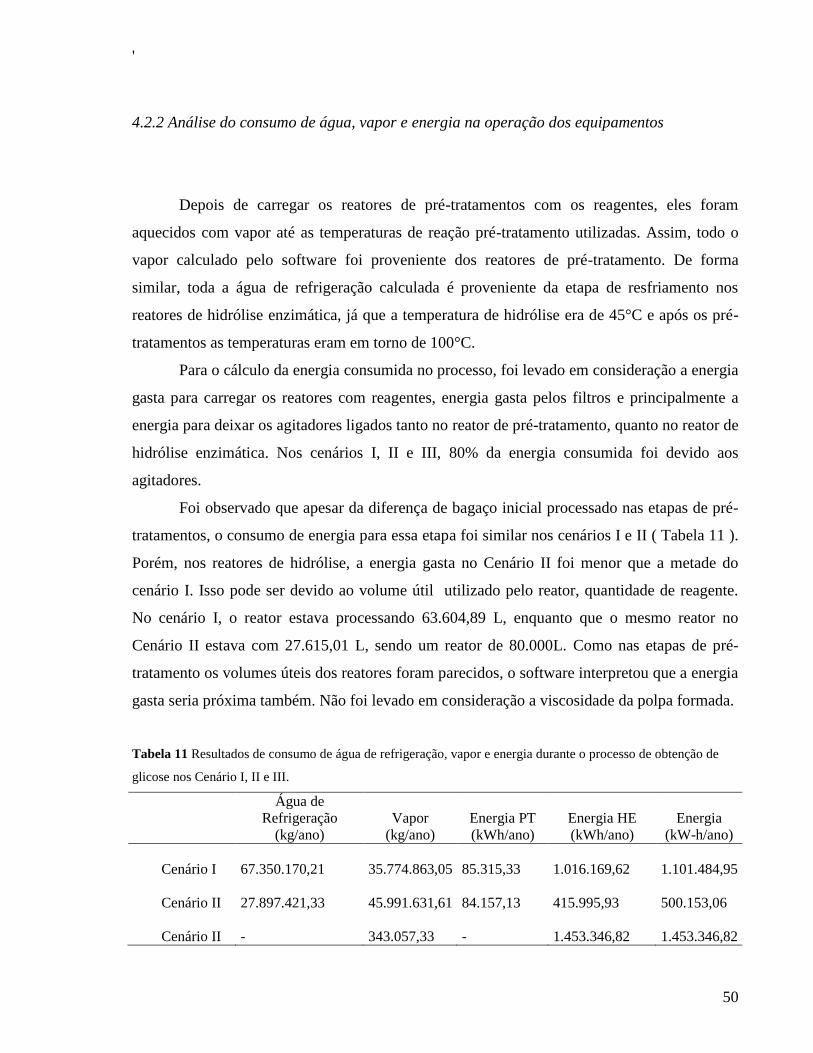
'
50
4.2.2 Análise do consumo de água, vapor e energia na operação dos equipamentos
Depois de carregar os reatores de pré-tratamentos com os reagentes, eles foram
aquecidos com vapor até as temperaturas de reação pré-tratamento utilizadas. Assim, todo o
vapor calculado pelo software foi proveniente dos reatores de pré-tratamento. De forma
similar, toda a água de refrigeração calculada é proveniente da etapa de resfriamento nos
reatores de hidrólise enzimática, já que a temperatura de hidrólise era de 45°C e após os pré-
tratamentos as temperaturas eram em torno de 100°C.
Para o cálculo da energia consumida no processo, foi levado em consideração a energia
gasta para carregar os reatores com reagentes, energia gasta pelos filtros e principalmente a
energia para deixar os agitadores ligados tanto no reator de pré-tratamento, quanto no reator de
hidrólise enzimática. Nos cenários I, II e III, 80% da energia consumida foi devido aos
agitadores.
Foi observado que apesar da diferença de bagaço inicial processado nas etapas de pré-
tratamentos, o consumo de energia para essa etapa foi similar nos cenários I e II ( Tabela 11 ).
Porém, nos reatores de hidrólise, a energia gasta no Cenário II foi menor que a metade do
cenário I. Isso pode ser devido ao volume útil utilizado pelo reator, quantidade de reagente.
No cenário I, o reator estava processando 63.604,89 L, enquanto que o mesmo reator no
Cenário II estava com 27.615,01 L, sendo um reator de 80.000L. Como nas etapas de pré-
tratamento os volumes úteis dos reatores foram parecidos, o software interpretou que a energia
gasta seria próxima também. Não foi levado em consideração a viscosidade da polpa formada.
Tabela 11 Resultados de consumo de água de refrigeração, vapor e energia durante o processo de obtenção de
glicose nos Cenário I, II e III.
Água de
Refrigeração
(kg/ano)
Vapor
(kg/ano)
Energia PT
(kWh/ano)
Energia HE
(kWh/ano)
Energia
(kW-h/ano)
Cenário I
67.350.170,21
35.774.863,05
85.315,33
1.016.169,62
1.101.484,95
Cenário II
27.897.421,33
45.991.631,61
84.157,13
415.995,93
500.153,06
Cenário II
-
343.057,33
-
1.453.346,82
1.453.346,82

'
51
4.2.3 Análise de gastos para obtenção de glicose
Foram feitos cálculos de preços dos processos entre os cenários I, II e III. Para os
gastos dos processos, foram levados em consideração a quantidade de vapor, água de
refrigeração e energia elétrica consumidos (dados da Tabela 12 ), sendo os preços
respectivamente 0,02$/kg, 0,0001$/kg, 0,1 $/kWh ( tabela 4). Para o preço dos reagentes (
Tabela 12 ), foram utilizados os resultados obtidos na Tabela 10 e os preços da tabela 4.
Tabela 12 Gastos dos processamentos do bagaço, do uso de reagentes e gastos totais da obtenção de glicose nos
Cenários I, II e III.
Processo ($/ano) Reagentes ($/ano) Gasto total ($/ano)
Cenário I
832.380,77
12.659.912,89 13.492.293,66
Cenário II
972.637,68
997.925,28 1.970.562,96
Cenário III
152.195,83
1.700.493,41 1.852.689,24
Os gastos apresentados na Tabela 12 não são comparativos, devido a diferente
quantidade de bagaço processado em cada cenário e quantidade de glicose obtida. Mesmo
assim, foi visto um valor muito alto para gastos totais nas condições do Cenário I, o que está
diretamente relacionado com o preço dos reagentes e não do processo. Vale ressaltar que os
gastos são em relação apenas a etapa de pré-tratamento e hidrólise enzimática, sem
reaproveitamento de vapor, água, energia e nem de reagentes.

'
52
4.2.4 Análise comparativa dos gastos no processamento, uso de reagentes e gastos
totais
Para melhor análise comparativa entre os processos, os valores de consumo de água,
vapor e energia ( Tabela 11) foram divididos pelas quantidades de bagaço iniciais em cada
Cenário ( Tabela 10 ). Os resultados se encontram no Gráfico 5.
O uso de água para refrigeração foi bastante próximo para o Cenário I e II. Já para o
cenário III não foi usada a água de refrigeração pois não havia a etapa de pré-tratamento.
Foi usado mais que o dobro de vapor para o Cenário II, comparado ao Cenário I. Isso
provavelmente foi devido a maior temperatura do pré-tratamento no Cenário II (150°C e 90
min), enquanto que no Cenário I era de 120°C em 120 min. Foi visto que apesar de no Cenário
I o tempo de pré-tratamento ser maior (30 min), foi gasto mais vapor para alimentar o reator
com maior temperatura (Cenário II).
Em relação ao consumo anual de energia, o Cenário III apresentou resultados
discrepantes comparado aos Cenários I e II ( Gráfico 5 (a)). Isso se deve pois a energia elétrica
gasta na etapa de hidrólise representa cerca de 92% comparada a etapa de pré-tratamento.
Como no Cenário III, só havia etapa de hidrólise, mais bateladas foram calculadas para esse
cenário e considerando só essa etapa. Nesse caso, há uma maior massa de sólidos sendo
processada no reator de hidrólise enzimática, do que nos cenários I e II.
Palacios-Bereche et al.(2012) e Kumar et al.(2011) fizeram uma análise com energia
gasta em todo o processo de matéria lignocelulósica convertida em etanol, considerando a
etapa de fermentação, destilação, reaproveitamento de energia e água, entre outros. Porém, os
resultados são em relação ao etanol produzido e não em relação a glicose como nesse
trabalho,o que tornou difícil a comparação de resultados obtidos. Além disso, os outros autores
consideraram o reaproveitamento de energia, água, vapor em seus estudos.
Utilizando os dados das tabelas 4, 10, 11 e 12 foi plotado o Gráfico 13 (b). Foi
confirmado o discrepante custo de reagentes para o Cenário I, agora levando em consideração
a quantidade de glicose produzida ou bagaço utilizado no inicio de todos os processos.
Foi visto que o maior impacto nos preços totais para o Cenário I foi devido ao custo
dos reagentes. Para o cenário II os custos de processo e reagentes foram muito próximos
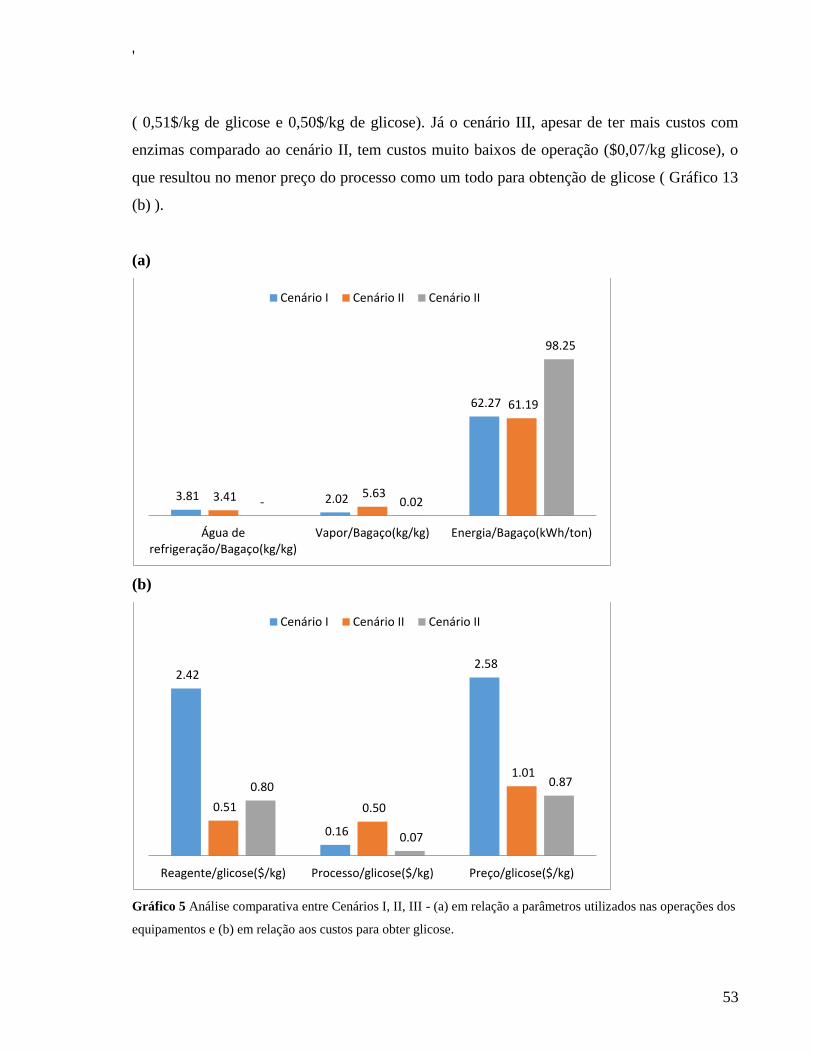
'
53
( 0,51$/kg de glicose e 0,50$/kg de glicose). Já o cenário III, apesar de ter mais custos com
enzimas comparado ao cenário II, tem custos muito baixos de operação ($0,07/kg glicose), o
que resultou no menor preço do processo como um todo para obtenção de glicose ( Gráfico 13
(b) ).
(a)
(b)
Gráfico 5 Análise comparativa entre Cenários I, II, III - (a) em relação a parâmetros utilizados nas operações dos
equipamentos e (b) em relação aos custos para obter glicose.
3.81 2.02
62.27
3.41 5.63
61.19
- 0.02
98.25
Água derefrigeração/Bagaço(kg/kg)
Vapor/Bagaço(kg/kg) Energia/Bagaço(kWh/ton)
Cenário I Cenário II Cenário II
2.42
0.16
2.58
0.51 0.50
1.01 0.80
0.07
0.87
Reagente/glicose($/kg) Processo/glicose($/kg) Preço/glicose($/kg)
Cenário I Cenário II Cenário II

'
54
Porém, para uma análise mais completa, de qual pré-tratamento traria maior ganho
hipotético para uma usina, plantando uma mesma área do híbrido 89, foi usado a equação 3.
Para tanto, assumiu-se que a venda de glicose fosse de $3/kg, já que para o cenário I, o custo
do kilo da glicose é de $2,58. Além disso, foram usados os valores de kg glicose/ hectare
(tabela 8 para cenário I e tabela 9 para cenários II e III), e também os valores do custo de
produção de glicose, (gráfico 5), para obtenção do gráfico 6.
Gráfico 6 Comparação do ganho hipótético de venda de glicose, tratando o bagaço nas condições dos Cenários I,
II, III.
Os valores encontrados de ganho hipótético nos Cenários I, II e III, foram
respectivamente 2.192,52 $/hectare, 8.509,90 $/hectare e 5.426,49 $/hectare. Foi visto que
apesar do custo de produção do cenário III ter sido menor, e a quantidade de glicose por
hectare de cana ser maior para o cenário I, o cenário II apresentou a melhor relação custo/
benefício para obter glicose.
0.00 2000.00 4000.00 6000.00 8000.00 10000.00
1
2
3
$/hectare
Cen
ári
o

'
55
5. CONCLUSÕES
A partir dos resultados deste trabalho e dos outros que serviram de base para este, foi
visto que :
- o bagaço do híbrido de cana de açúcar 89, comparado aos outros híbridos, apresentou
maiores resultados de conversão de celulose usando pré-tratamento alcalino, ácido ou sem
pré-tratamento. Isso torna esse híbrido uma potencial variedade de cana de açúcar a ser utiliza
pelas usinas. Todas as análises relacionadas ao reaproveitamento do bagaço desse híbrido,
apresentaram maiores valores comparados ao bagaço de cana de usina. Se as usinas estiverem
interessadas em processar material lignocelulósico e obter produtos com valores agregados a
partir do bagaço, o bagaço do híbrido 89 pode gerar mais produtos do que o bagaço da cana
usada pela usina;
- fazer o balanço de massa da glicose com base em dados laboratoriais não foram
suficientes para estimar qual tipo de processamento de bagaço para produzir glicose seria mais
economicamente viável. Foi necessário calcular a produtividade do bagaço, dependendo das
características fisiológicas do híbrido,e também o custo de produção de glicose a partir do
híbrido analisado. A análise mais completa se dá quando esses dois fatores são levados em
consideração. Se fossem analisados separadamente, os resultados seriam diferentes.
- Apesar do pré-tratamento com ácido sulfúrico diluído não ser voltado para remoção
de lignina ou manipulação da celulose, foi o cenário que obteve valores intermediários de
produtividade e custo de produção, mas que no balanço final, apresentou maior lucro caso
fosse utilizado. Ao contrário do uso de pré-tratamento com sulfito alcalino, voltado para
obtenção de celulose e glicose, mas que apresentou valores muito altos de reagentes, maior
responsável pelo encarecimento do processo.
- Uma melhor análise seria feita se fosse considerado todos os processos na produção
de glicose. Nesse trabalho só foi contabilizado os gastos para a etapa de pré-tratamento e
hidrólise enzimática, isolados. Se houvesse um reaproveitamento de reagentes ou até mesmo
de energia, vapor e água, os resultados entre os cenários I, II e III poderiam ser diferentes.

'
56
- Foi visto também que o reator de hidrólise operando por 72h consumiu muita energia.
Talvez se o processo fosse realizado a 24h de hidrólise, os resultados poderiam ser diferentes
também.
- Para uma melhor análise também seria interessante focar em uma aplicação da
glicose produzida e analisar as etapas posteriores de recuperação dessa glicose.

'
57
6. REFERÊNCIAS
AGBOR, V.B.; CICEK, N.; SPARLING, R.; BERLIN, A.; LEVIN, D.B. Biomass
pretreatment: Fundamentals toward application. Biotechnology Advances, v. 29, n.6, p
675-685, 2011.
ALVIRA, P.; TOMÁS-PEJÓ, E.; BALLESTEROS, M.; NEGRO, M.J. Pretreatment
technologies for an efficient bioethanol production process based on enzymatic
hydrolysis: A review. Bioresource Technology, v. 101, n. 13, p. 4851–4861, 2010.
BIERMANN C.J. Essentials of Pulping and Paper making. Academic Press, San
Diego, p. 32-48, 1993.
CARPITA, M.C Structure and biogenesis of the cell walls of grasses. Annual Reviews on
Plant Physiology and Plant Molecular Biology, v.47, 9. 445-476, 1996.
CHAPPLE, C.; LADISH, M.; MEILAN, R. Loosening lignin’s grip on biofuel
production. NatureBiotechnology, v.25, p.746–748, 2007.
CHEN, F.; DIXON, R. A. Lignin modification improves fermentable sugar yields for
biofue production. NatureBiotechnology, v.25, p. 759–761,2007.
CONAB, Companhia Nacional de Abastecimento. Acompanhamento da safra brasileira
Cana-de-açúcar Safra 2013/2014 Segundo Levantamento Agosto/2013. Disponível em
<http://www.conab.gov.br/OlalaCMS/uploads/arquivos/13_08_08_09_39_29_boletim_cana_p
ortugues_-_abril_2013_1o_lev.pdf> . Acessado em 12 de maio de 2014.
DIAS, M. O. S; CUNHA, M. P; JESUS, C. D. F; ROCHA, G. J. M; PRADELLA, J. G. C;
ROSSEL, C. E. V; FILHO, R. M; BONOMI, A. Second generation ethanol in Brazil: Can it
compete with electricity production?. Bioresource Technology, v. 102, p. 8964-8971, 2011.
EMBRAPA BIOENERGIA. Do campo para a indústria: matérias primas para
biorrefinarias. Agroenergia em Revista, n. 4 , p. 13 - 28, 2012. Disponível em <
http://www.cnpae.embrapa.br/imprensa/agroenergia-em-
revista/AgroenergiaEmRevista_ed04.pdf> . Acesso em : 12 de maio de 2014.
ERIKSSON, T.; BÖRJESSON, J.; TJERNELD, F. Mechanism of surfactante ffect in
enzymatic hydrolysis of lignocellulose. Enzymeand Microbial Technology, v. 31, p. 353–
364, 2002.
FAOSTAT, Statistical Database of Food and Agricultural Organization of the United Nations.
World ranking: Sugar cane, by Production. Disponivel em <www.faostat.fao.org> Acesso
em : 12 de maio de 2014.
'
58
FENGEL, D.; WEGENER, G. (1989). Wood: chemistry, ultrastructure and reactions.
Walter de Gruyter. 2 ed. Berlin: 613p.
FRANSOO, J. C.; RUTTEN, W. G. M. M., 1994, A Typology of Production Control
Situatinos in Process Industries. International Journal of Operations & Production
Management, v. 14, n. 12, p. 47-57.
GÍRIO, F.; FONSECA, C.; CARVALHEIRO, F.; DUARTE, LS.; MARQUES, S.; BOGEL-
LUKASIK, R. Hemicelluloses for fuel etanol. A review. Bioresource Technology, v. 101, p.
4775-4800, 2010.
GOLDEMBERG J. The Brazilian biofuels industry. BiotechnolBiofuel 2008, 1:6.
GROHMANN, K.. TORGET, R., HIMMEL, M., 1985. Optimization of dilute acid
pretreatment of biomass. Biotechnol. Bioeng. Symp. 15, 59–80.
HAHN-HAGERDAL, B.; GALBE, M. GORWA-GRAUSLUND, <. F.; LIDEN, G.;
ZACCHI, G. Bio-ethanol-the fuel of tomorrow from residues of today. Trends In
Biotechnology. V.24, n.12, p.549-556, 2006
HEDJAZI, S., KORDSAHIA, O., PATT, R., LATIBRAI, A. J., TSCHIRNER, U.
Anthraquinone (AS/AQ) pulping of wheat straw and totally chlorine free (TCF)
bleaching pulps. Industrial Crops and Products. 62(2). 2008
HENDRIKS A. T. W. M.; ZEEMAN, G. Pretreatments to enhance the digestibility of
lignocellulosic biomass. Bioresource Technol, 100:10-18, 2009.
HIMMEL, M. E.; DING, S-H.; JOHNSON, D. K.; ADNEY, W.S.; NIMLOS, M. R; Brady J.
W.; FOUST, T.D. Biomass recalcitrance: engineering plants and enzymes for biofuels
production. Science 2007, 315:804-807.
INTELLIGEN, INC. Cycle Time Reduction and Debottlenecking. Disponível em :
http://www.intelligen.com/debottlenecking.html. Acesso em : 12 de maio de 2014.
INTERNA COC EDUCAÇÃO. Porcentagem - Lucro. Matemática Básica, cap 5.
Disponível em: http://interna.coceducacao.com.br/ebook/pages/2780.htm. Acesso em 12 de
maio de 2014.
JEOH, T.; ISHIZAWA, C.I.; DAVIS, M.F.; HIMMEL, M.E.; ADNEY, W.S.; JOHNSON,
D.K. Cellulase digestibility of pretreated biomassis limited by cellulose accessibility.
Biotechnology and Bioengineering, v. 98, n. 1, p. 112–122, 2007.
KONG, C.R.E.; SOLTES, E.J.F. Effects of cell-wall acetate, xylan backbone, and lignin on
enzymatic hydrolysis of a spenwood. Applied Biochemistry and Biotechnology,v.34-35, p.
23–35,1992.
'
59
KUMAR, D., MURTHY, S.G: Impact of pretreatment and downstream processing
Technologies on economics and energy in cellulosic ethanol production. Biotechnology for
biofuel, 4:27, 2011.
LABAT, G.A.A.; GONÇALVES, A.R. Oxidation in Acidic Medium of Lignings from
Agricultural Residues. Applied Biochemistry and Biotechnology, v. 148, n. 1-3, p. 151-161,
2008.
LAM TBT, IIYAMA, K, STONE, B.A. Hot alkali-labile linkages in the walls of the forage
grass Phalaris aquaticaand Lolium perenneand their relation to in vitro wall
digestibility. Phytochem, 64:603-607, 2003.
LORENZ, A.J.; ANEX, R.P.; ISCI, .; COORS, J. G.; LEON, N.; WEIMER, P. J. X. Forage
quality and composition measurements as predictors of ethanol yield from maize (Zeamays L.) stover. BiotechnolBiofuel, 2:5, 2009.
MASARIN, F.; GURPILHARES, D. B.; BAFFA, D. C. F.; BARBOSA, M. H.
P.;CARVALHO, W.; FERRAZ, A.; MILAGRES, A. M. F. Chemical composition and
enzymatic digestibility of sugarcane clones selected for varied lignin contents.
BiotechnolBiofuels, v.4, n.55, 2011.
MENDES, F. M.; SIQUEIRA, G.; CARVALHO, W.; FERRAZ, A.; MILAGRES, A. M. F.
Enzymatic hydrolysis of chemithermomechanical pretreated sugarcane bagasse
and samples with reduced initial lignin content. Biotechnol Progress,27:395-401, 2011.
MOSIER, N.; WYMAN, C.; DALE, B.; ERLAND, R.; LEE, Y.Y.; HOLTZAPPLE, M.;
LADISCH, M. Features of promising technologies for pretreatment of lignocellulosic
biomass. BioresourceBiotechnology, v. 96, n. 6, p. 673-686, 2005.
PALACIOS-BERECHE, R.; ENSINAS, A.; MODESTO, M.; NEBRA, S.Ethanol
production by enzymatic hysrolysis from surgacane biomass – the integration with the
conventional process, 2012.
PETRIDES, D.; SILETTI, C.; JIMÉNEZ, J.; PSATHAS, P; MANNION, Y. Optimizing the
Design and Operation of Fill-Finish using Process Simulation and Scheduling Tool. The
Official Magazine of ISPE, v. 31, n 2, 2011.
RAMOS, L.P. The chemistry involves in the steam treatment of lignocellulosic materials.
Química Nova, v. 26. P. 863-871, 2003.
RUTTEN, W. G. M. M. Hierarchical Mathematical Programming for
Operational Planning in a Process Industry. European Journal of Operational
Research, v. 64, n. 3, p. 363-369, 1993.
SILVERSTEIN,R.A.; CHEN,Y.; SHARMA-SHIVAPPA,R.R.; BOYETTE, M. D.;
OSBORNE,J. A comparison of chemical pretreatment methods for improving
saccharification of cotton stalks. Bioresource Technology, v.98, p.3000- 3011, 2007.
'
60
STICKLEN, M.B. Plant genetic engineering for biofuel production:towards affordable
cellulosic ethanol. Nat Rev Genet 9: 433–443, 2008
SUN, Y.; CHENG, J. Hydrolysis of lignocellulosic materials for ethano lproduction. A
review. Bioresource Technology, v. 83, n. 1, p. 1-11, 2002
TAHERZADEH, M.J.; KARIMI, K. Enzyme-based hydrolysis processes for ethanol from
lignocellulosic materials. A review. BioResources, v. 2, n. 4, p. 707-738, 2007.
UNICA, União da Indústria de Cana-de-Açúcar. Disponível em: <www.unica.com.br>.
Acesso em: 12/05/2014
VÄLJAMÄE, P.; KIPPER, K.; PETTERSON, G.; JOHANSSON, G. Synnergistic cellulose
hydrolysis can be described in terms of fractal-lie kinetics. Biotechnology and
Bioengineering, v. 84, p. 254-257, 2003.
WACLAWOVSKY, A. J.; SATP, P. M.; LEMBKE, C. G.; MORRE, P. H.; SOUZA, G. M.
Sugarcane for bioenergy production: as assessment of yield and regulation of sucrose
content. Plant Biotechnol J, v.8, p263-276, 2010
WANG, D.L.K.; PATT,R. Alkaline sulfite-antraquinone pulping of bagasse.
Holzforschung, v.43, p. 261-264, 1989.
WOOLEY, R. J.; . PUTSCHE, V. Development of an ASPEN PLUS Physical Property
Database for Biofuels Components. Report No. NREL/MP-425-20685, Golden, Colorado:
National Renewable Energy Laboratory, 1996. See also:
<http://www.p2pays.org/ref/22/21210.pdf>.
WYMAN, C. E.; DALE, B..; , ELANDER, R.T, HOLTZAPPLE, M.; LADISCH, M.R; LEE,
Y. Y. Coordinated development of leading biomass pretreatment technologies.
BioresourceTechnol 2005, 96:1959, 1966.
ZANUTTINI, M.; MOCCHIUTTI, P.; INALBON, M.C. The deacetylation reaction in
Eucalyptus wood: Kinetics and effects on the effective diffusion. Bioresource Technology,
v.100 ,p.2254–2258, 2009
ZHU, J.Y.; PAN, X. J.; WANG, G.S.; GLEISNER, R. Sulfite pretreatment (SPORL) for
robust enzymatic saccharification of spruce and red pine. Bioresource technology, p.2411-
2418, 2009.

'
61
Este relatório foi elaborado por:
Érica Santos Poggi
Orientado e supervisionado por:
Professor Doutor André Luis Ferraz – Supervisor do Trabalho de Conclusão de Curso


















