UNIVERSIDADE DE SÃO PAULO -...
46
UNIVERSIDADE DE SÃO PAULO - USP ESCOLA DE ENGENHARIA DE LORENA ANAMARIA RIZZATO CORRINTHO Ferramentas da qualidade para tratamento de reclamações de SAC de latas e garrafas long neck mal cheias em indústria de bebidas LORENA 2015
Transcript of UNIVERSIDADE DE SÃO PAULO -...

UNIVERSIDADE DE SÃO PAULO - USP
ESCOLA DE ENGENHARIA DE LORENA
ANAMARIA RIZZATO CORRINTHO
Ferramentas da qualidade para tratamento de reclamações de SAC de latas e garrafas long neck mal cheias em indústria de bebidas
LORENA
2015

ANAMARIA RIZZATO CORRINTHO
Ferramentas da qualidade para tratamento de reclamações de SAC de latas e garrafas long neck mal cheias em indústria de bebidas
Trabalho de graduação apresentado à Escola de Engenharia de
Lorena da Universidade de São Paulo para avaliação na
disciplina Trabalho de Conclusão de Curso.
Área de Concentração: Qualidade
Orientador: Prof. Dr. José Roberto Alves de Mattos
Lorena
2015

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Corrintho, Anamaria Rizzato Ferramentas da qualidade para tratamento dereclamações de SAC de latas e garrafas long neck malcheias em indústria de bebidas / Anamaria RizzatoCorrintho; orientador José Roberto Alves de Mattos. Lorena, 2015. 46 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2015Orientador: José Roberto Alves de Mattos
1. Qualidade. 2. Ferramentas da qualidade. 3.Serviço de atendimento ao consumidor. 4. Cartas decontrole. I. Título. II. Mattos, José Roberto Alvesde, orient.

AGRADECIMENTOS
Agradeço aos meus pais, Ailton e Ester, por toda paciência, compreensão e amor
nesses anos de faculdade, sempre me incentivando e apoiando.
Aos meus amigos de Barra Bonita que sempre estiveram ao meu lado,
comemorando as vitórias, ajudando a enfrentar os momentos difíceis e mantendo
a amizade, mesmo longe, constante.
Ao meu orientador Prof. Dr. José Roberto Alves de Mattos pela orientação, guia e
paciência.
Aos meus amigos de faculdade por acompanharem, incentivarem e influenciarem
meu crescimento pessoal e amadurecimento durante os anos compartilhados.
Agradeço aos professores desta conceituada universidade pelos ensinamentos
passados durante esses anos.
Por fim, agradeço aos colegas de profissão pelas orientações sobre o processo
da indústria, bem como por acompanharem e me guiarem para o crescimento
profissional.

“O insucesso é apenas uma oportunidade para recomeçar de novo com mais inteligência.”
Henry Ford

RESUMO
O Serviço de atendimento ao consumidor (SAC) de uma indústria de bebidas
recebe diariamente atualizações sobre as reclamações de clientes. Essas
reclamações são utilizadas para melhorias e correções de falhas em seus
processos, por meio de ferramentas de controle de qualidade. Uma das
reclamações constantes no serviço de atendimento ao consumidor dessa
indústria é de embalagens mal cheias, ou seja, com volume abaixo do esperado.
Nesta monografia serão acompanhadas as reclamações de SAC de latas e
garrafas mal cheias da indústria, relacionando-as com as cartas de controle
colocadas nas enchedoras das linhas de envase, podendo, por fim, aceitar a
efetividade das cartas de controle para esse processo industrial e traçar um plano
de ação através da ferramenta PDCA.
Palavras Chave: Serviço de atendimento ao consumidor, qualidade, cartas de
controle, ferramentas da qualidade.

ABSTRACT
A Brewery’s Helpline Service receives daily updates on costumers complains.
These complains are used on the industry to find improvements that can be done
in the process as well as corrections that need to be taken to eliminate flaws on
their process, using the quality tools in industrial processes management. One of
the constant complains on this industry’s Helpline Service is about problems on
the volume of the product.
On this paper the complains about problem with filling on cans and bottles
registered on the Helpline Service will be analyzed, comparing the results with the
Short Interval Control Charts disposed on the filling equipments, allowing to accept
the effectiveness of the Short Interval Control Charts used in this process and plan
an action log through the PDCA technique.
Key Words: Helpline Service, quality, Short Interval Control Charts, quality tools.

LISTA DE FIGURAS
Figura 1: Típico gráfico de controle ..................................................................... 15
Figura 2: Carta de controle com limites de alerta ................................................ 16
Figura 3: Exemplo de folha de verificação .......................................................... 18
Figura 4: Exemplo de gráfico de Pareto .............................................................. 19
Figura 5: Diagrama de causa e efeito ou espinha de peixe ................................. 20
Figura 6: Ciclo PDCA .......................................................................................... 22
Figura 7: Fluxo de Envase de bebidas para distribuição .................................... 27
Figura 8: Modelo de Carta de controle de mal cheia .......................................... 28
Figura 9: Diagrama de Causa e Efeito da linha 512 ........................................... 33
Figura 10: Diagrama de Causa e Efeito da linha 541 ......................................... 37

LISTA DE GRÁFICOS
Gráfico 1: Reclamações do SAC entre 2013 e início de 2014 ............................. 24
Gráfico 2: Gráfico de Pareto de chamados ao SAC por linha de envase ........... 25
Gráfico 3: Gráfico de Pareto de tipos de reclamações na linha 512 ................... 26
Gráfico 4: Gráfico de Pareto de tipos de reclamações na linha 541 ................... 26
Gráfico 5: Acompanhamento de SAC em 2014 ................................................. 42
Gráfico 6: Número de reclamações da Linha 512 (mês reclamado) ................... 43
Gráfico 7: Número de reclamações da Linha 541 (mês reclamado) ................... 43

LISTA DE TABELAS
Tabela 1: Reclamações do mês de março das linhas foco em mal cheia versus
Carta de Controle ....................................................................... 29 - 30
Tabela 2: Problemas de Volume na linha 512 .................................................... 31
Tabela 3: Problemas de Volume na linha 541 ..................................................... 32
Tabela 4: Priorização das causas prováveis do problema na linha 512 .............. 34
Tabela 5: Priorização das causas prováveis do problema na linha 541............... 38

LISTA DE QUADROS
Quadro 1: 5 Por quês da causa provável 1 – Linha 512 ...................................... 35
Quadro 2: 5 Por quês da causa provável 7 – Linha 512 ...................................... 35
Quadro 3: 5 Por quês da causa provável 9 – Linha 512 ...................................... 36
Quadro 4: 5 Por quês da causa provável 1 – Linha 541 ...................................... 39
Quadro 5: Plano de Ação do PDCA ............................................................. 40 - 41

SUMÁRIO
1. Introdução .................................................................................................... 12
2. Revisão bibliográfica ................................................................................... 14
2.1 Cartas de controle ......................................................................................... 14
2.2 Folha de controle .......................................................................................... 17
2.3 Gráfico de Pareto .......................................................................................... 18
2.4 Diagrama de causa e efeito (Ishikawa) ......................................................... 19
2.5 Ciclo PDCA ................................................................................................... 21
3. Metodologia ................................................................................................. 23
3.1 Dados do SAC entre 2013 e 2014 ................................................................ 23
3.2 Cartas de controle de mal cheia por hora ..................................................... 27
4. Resultados e Discussão ............................................................................. 31
4.1 Utilização do ciclo PDCA para constatação das causas e soluções do
problema........................................................................................................ 31
5. Conclusão .....................................................................................................44
Referências bibliográficas ............................................................................... 46

12
1. Introdução
Desde o ano de 1990 os brasileiros contam com a lei 8.078, conhecida como
código de defesa do consumidor, que protege as relações de consumo da
população, que está cada vez mais exigente. Desde então a qualidade passou a
ser tratada como arma agressiva de concorrência. Conforme Oliveira et al. (2006,
p. 14), “São os clientes e não os departamentos internos que determinam se um
produto é aceitável ou não.”
Nessa linha as empresas, então, criaram ou aperfeiçoaram seus Serviços de
atendimento ao Consumidor (SACs). Atualmente empresas do ramo alimentício
disponibilizam o telefone do seu serviço de atendimento ao consumidor em suas
embalagens e se preocupa sempre em melhorá-lo para que, além de dar respaldo
aos consumidores, possam traçar melhorias em seus produtos ou processos,
garantindo a qualidade dos mesmos.
Afirma, ainda, Oliveira et al. (2006, p. 14) que “As reclamações dos clientes
passam a ter novo papel como valiosa fonte de informação de mercado, sendo
tratadas não como más notícias potencialmente prejudiciais e sim como
informações valiosas.”
Para garantir o controle da qualidade a indústria faz uso de uma série de
ferramentas de gestão da qualidade como Brainstorming, Diagrama de Ishikawa,
árvore dos porquês, fluxogramas, diagramas de Pareto, cartas de controle, entre
outros.
Em meados de 1924 Walter A. Shewhart desenvolveu e aplicou os gráficos de
controles, ou cartas de controle, nos Bell Telephone Laboratories, formalizando o
início do controle estatístico de processos. Esses gráficos eram uma ferramenta
simples para serem utilizadas em chão de fábrica, não necessitando de muito
conhecimento, e começaram a ser usadas em uma infinidade de processos,
porém muitos se tornaram enfeites nas paredes.

13
Segundo Costa, Epprecht e Carpinetti (2004, p. 18) sem se conhecer os conceitos
estatísticos que os gráficos de controle estão baseados e sem um estudo do
processo detalhado e uma intervenção profunda no mesmo “não é possível
transformar o gráfico de controle em uma ferramenta efetiva para o
monitoramento de processos.”. Quanto mais rápido o dispositivo detecta
alterações no processo, mais ele é eficaz.
O objetivo deste trabalho é acompanhar as reclamações de latas e garrafas mal
cheias registradas no SAC de uma empresa de bebidas e analisar as cartas de
controle posicionadas nas enchedoras de garrafas, analisando a eficácia das
cartas de controles dessa empresa e traçando uma proposta de plano de ação,
utilizando as ferramentas da qualidade para correta identificação e tratamento dos
problemas.
A importância dessa pesquisa dá-se à possibilidade de contribuir com a indústria
de bebidas, identificando os principais problemas e causas da anomalia citada e,
com isso, detectar ações que possam colaborar com a diminuição das
reclamações sobre o assunto, bem como prevenir novas ocorrências, visto que as
causas principais serão mapeadas e ações a ser tomadas conhecidas para uso
posterior.
14
2. Revisão Bibliográfica
2.1 Cartas de Controle
Deve-se permanentemente monitorar o processo para que se detectem causas
especiais, podendo investigá-las e eliminá-las. Para esse monitoramento faz-se o
uso das cartas de controle.
Usam-se cartas de controle de Ẋ e R (gráficos da média e da amplitude) para
monitorar processos em que a qualidade de interesse é mensurável: diâmetro,
volume, teor de carbono, entre outras. Monitora-se o processo por análise
periódica de amostras, sendo o valor médio sinalizado na carta de controle.
(COSTA; EPPRECHT; CARPINETTI, 2004)
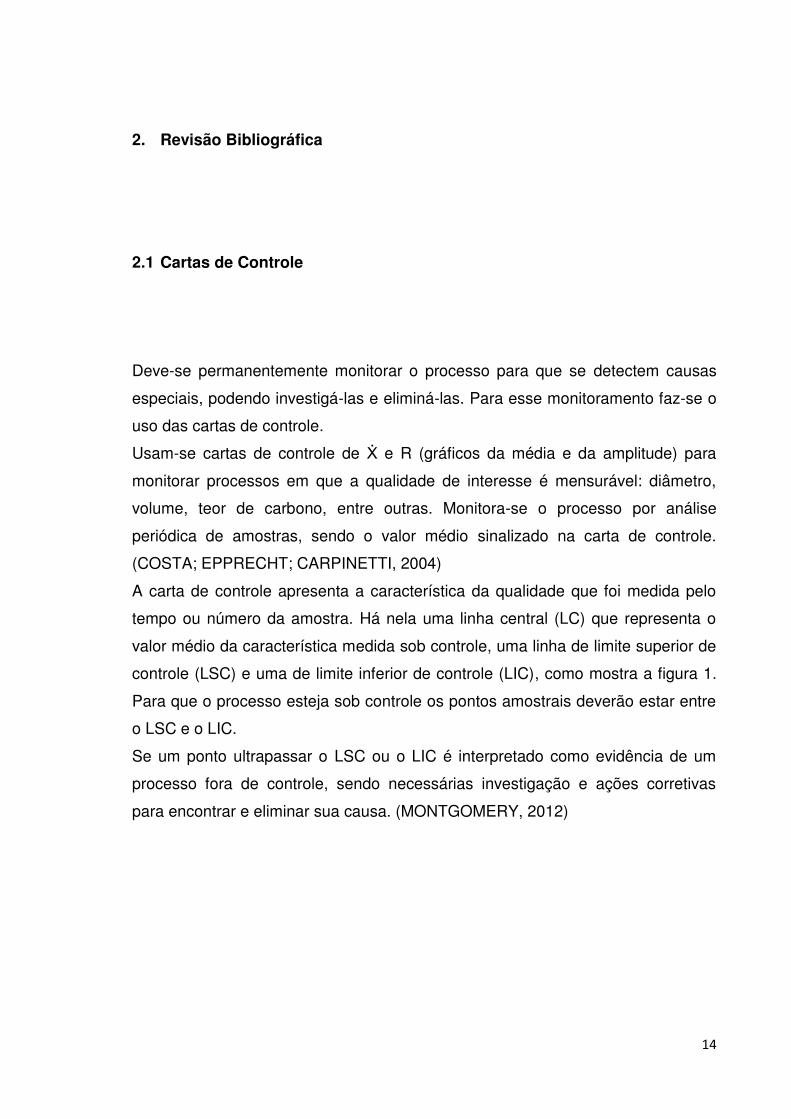
A carta de controle apresenta a característica da qualidade que foi medida pelo
tempo ou número da amostra. Há nela uma linha central (LC) que representa o
valor médio da característica medida sob controle, uma linha de limite superior de
controle (LSC) e uma de limite inferior de controle (LIC), como mostra a figura 1.
Para que o processo esteja sob controle os pontos amostrais deverão estar entre
o LSC e o LIC.
Se um ponto ultrapassar o LSC ou o LIC é interpretado como evidência de um
processo fora de controle, sendo necessárias investigação e ações corretivas
para encontrar e eliminar sua causa. (MONTGOMERY, 2012)

15
Figura 1: Típico gráfico de controle
Fonte: MONTGOMERY, 2012
Supondo que w seja uma estatística amostral que mede a característica da
qualidade de interesse, que sua média seja µw e seu desvio padrão σw, determina-
se LSC e LIC:
LSC = µw + L. σw (1)
Linha Central = µw (2)
LIC = µw - L. σw (3)
Sendo L a distância dos limites de controle à linha central, expressa em unidades
de desvio padrão. (MONTGOMERY, 2012)
Para o controle da qualidade ser maior e mais eficaz muitos analistas sugerem o
uso de dois conjuntos de limites nas cartas de controle, os limites de ação,

16
mostrados anteriormente e os limites de alerta, que são interiores, representados
na figura 2.
Figura 2: Carta de controle com limites de alerta
Fonte: Página Portal Action na internet1
Uma carta de controle que apresenta limite superior de alerta (LSA) e limite
inferior de alerta (LIA) possui três faixas, a vermelha representando a faixa fora de
controle, a verde representando a faixa sob controle e a amarela que representa
uma faixa de segurança que permite tomar ações para que o processo não saia
de controle. Quando um ponto ultrapassa os limites superiores ou inferiores há a
necessidade de ações corretivas, porém ao passar dos limites superiores ou
inferiores de alerta a variável medida ainda se encontra dentro dos padrões
estabelecidos, porém ações preventivas devem ser tomadas para que não exista
o risco de próximos valores estarem fora do controle.
1 Disponível em: <www.portalaction.com.br/content/83-observa%C3%A7%C3%B5es-importantes-sobre-os-
gr%C3%A1ficos-de-pr%C3%A9-controle> Acesso em jan. 2015.

17
A carta de controle é uma ferramenta muito poderosa para solucionar problemas
e melhorar a qualidade de produtos e processos, porém é mais eficaz quando
usado com outras ferramentas da qualidade. (MONTGOMERY, 2012)
2.2 Folha de Controle
No processo de implementação do Controle estatístico de processos usa-se muito
folhas de controle para coletar dados operacionais históricos e atuais do processo
em investigação. Essa folha foi desenvolvida em uma fábrica aeroespacial para
facilitar o resumo mensal dos dados disponíveis sobre os defeitos estudados.
Devem-se especificar claramente no planejamento de uma folha de controle os
dados e informações úteis ao diagnóstico da causa do desempenho fraco, como a
data, analista e problemas verificados. Antes de se gastar esforço em coletas de
dados e se ter certeza que a folha de controle está adequada pode-se realizar
uma “rodada de teste”, validando seu formato e planejamento. (MONTGOMERY,
2012)

18
Figura 3: Exemplo de Folha de Verificação
Fonte: Livro “As Ferramentas da Qualidade no Gerenciamento de Processos”
WERKEMA (1995)
2.3 Gráfico de Pareto
É a distribuição de frequência de dados organizados por categoria em forma de
gráfico (ou histograma). Pode-se pela análise do gráfico identificar rápida e
visualmente os dados mais frequentes. Vale destacar que esta ferramenta não
identifica os dados mais importantes automaticamente, e sim os que ocorrem com

19
maior frequência. Sua importância é pela visualização das principais ocorrências,
possibilitando a concentração de esforços nestas. (MONTGOMERY, 2012)
Figura 4: Exemplo de Gráfico de Pareto
Fonte: Livro “As Ferramentas da Qualidade no Gerenciamento de Processos”
WERKEMA (1995)
2.4 Diagrama de causa e efeito (Ishikawa)
O diagrama de Ishikawa pode ser usado para investigar causas e efeitos de
quase todos os tipos de processo e pode-se fazer a análise juntamente com o
gráfico de Pareto. É uma ótima ferramenta de brainstorming onde o investigador
anota todas as características que possam afetar o processo. É conhecido por

20
Espinha de Peixe por sua forma, tendo a qualidade desejada (ou defeito
estudado) na cabeça e as espinhas do peixe são formadas pelas causas e
eventos que influenciam essa característica. (BANKS, 1989)
Para se construir um diagrama de causa e efeito Montgomery (2012, p. 111)
enuncia 7 passos:
Definir o processo a ser analisado
Formar uma equipe para brainstorming
Desenhar a caixa de efeito e linha central
Especificar as principais categorias de causas potenciais ligando-as à caixa
central
Identificar possíveis causas e classificá-las nas categorias especificadas
anteriormente
Ordenar as causas identificando as mais prováveis de surgir efeitos
Adotar ações corretivas
Figura 5: Diagrama de causa e efeito ou espinha de peixe
Fonte:Próprio Autor

21
2.5 Ciclo PDCA
Ciclo idealizado por Shewhart e divulgado por Deming é uma ferramenta para
planejamento, implantação, melhorias e correções de processos. Segundo
Werkema (1996, p. 1-11) o ciclo é dividido em quatro fases:
P – Plan – Planejar
Através de dados históricos e meta de melhoria percebe-se a falta de
capacidade do processo em gerar produtos que atendam às especificações,
podendo dar origem a uma meta de melhoria, gerando, então, o problema a
ser resolvido pelo ciclo. Depois de identificado o problema é feita uma
observação, analisando fenômenos para que se conheçam suas
características, descobrindo-se as causas fundamentais do mesmo.
Nessa fase faz-se o uso de ferramentas da qualidade para:
- Identificação do problema
- Observação do Problema
- Análise do problema
- Elaboração de Plano de Ação
Para tal são utilizadas ferramentas como folhas de verificação, gráfico de
Pareto, histogramas, gráficos de controle.
D – Do – Fazer
Implementar as ações planejadas anteriormente, modificando os processos.
Nesta fase deve-se coletar dados para verificar, na próxima etapa, se as
medidas tomadas foram efetivas.

22
C – Check – Checar
Fazer o monitoramento e avaliação periódica dos resultados, confrontando
com o planejado, consolidando as informações, confeccionando relatórios e
confirmando a efetividade da contramedida proposta.
A – Act – Agir
Agir como o planejado e eventualmente modificando o plano de ação em
busca de melhorias, até se conseguir o resultado planejado.
Nessa fase são feitas a padronização dos métodos implantados que foram
bem sucedidos e conclusão das tomadas de decisão nas fases anteriores.
Figura 6: Ciclo PDCA
Fonte: Página da Casa da Consultoria na internet2
2 Disponível em: <http://casadaconsultoria.com.br/ciclo-pdca/> Acesso em jan. 2015.

23
3. Método
O presente trabalho teve como objetivo analisar as reclamações de garrafas mal
cheias de uma indústria de bebidas baseado na observação e confecção de
relatórios dos dados do serviço de atendimento ao consumidor da empresa,
confrontadas com as cartas de controle das enchedoras das linhas de envase
com o problema no mesmo dia e horário com que as garrafas mal cheias foram
envasadas, através da numeração de lote e registro dos dados no sistema. Após
a análise das cartas de controle e confirmação do problema um plano de ação foi
traçado para resolução do mesmo através das ferramentas da qualidade.
3.1 Dados do SAC entre 2013 e 2014
Ao passar dos anos as metas dos processos produtivos tendem a ser
reajustadas, de Janeiro de 2013 a Janeiro de 2014 a meta de reclamações ao
Serviço de Atendimento ao Consumidor da indústria estudada diminuiu em mais
de 500 ppb. Analisando os dados recolhidos do SAC da indústria em questão fez-
se claro que, do segundo semestre do ano de 2013 até o início do ano de 2014 as
reclamações aumentaram substancialmente e percebeu-se que para uma meta
acumulada no ano de 1014 ppb a indústria já apresentava um real acumulado de
1274 ppb , como mostra o gráfico 1.

24
Gráfico 1 : Reclamações ao SAC entre 2013 e início de 2014
Fonte: Próprio autor
O reajuste da meta, aliado ao aumento exponencial de reclamações recebidas
gerou uma grande preocupação quanto à qualidade do produto distribuído pela
unidade e a imagem da marca perante os consumidores.
Utilizando-se os dados dos lotes dos produtos que tiveram reclamações e a
técnica da folha de verificação pode-se identificar as linhas de envase com maior
número de reclamações, bem como o tipo de reclamação. Esses dados são
expressos no Pareto do gráfico 2 e mostram que as linhas 512 e 541 são
Responsáveis por 78% das Reclamações dessa indústria.
1503
1056 966
1298
600
800
1000
1200
1400
1600
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez Jan Fev
Re
cla
ma
çõe
s (p
pb
)
2013 - 2014
SAC Meta X Real 2013 - 2014
Meta
Real

25
Gráfico 2 : Gráfico de Pareto de Chamados ao SAC por linha de envase
Fonte: Próprio autor
Já o Gráfico de Pareto das reclamações das duas linhas com maior número de
chamados mostra que, em ambas, a principal queixa ao SAC foi de problemas no
volume do produto, sendo que na linha 512 o problema com volume atingiu 70%
das reclamações e na linha 541 essa valor foi de 50%. Como mostrado nos
gráficos 3 e 4.
541
169
100 68
28
60%
78%
89%
97% 100%
0%
20%
40%
60%
80%
100%
0
200
400
600
L512 L541 L503 L501 L502
Re
cla
ma
çõe
s (p
pb
)
Linhas de Envase
Gráfico de Pareto - Chamados por Linha
Reclamações
% Acumulado

26
Gráfico 3 : Gráfico de Pareto de tipos de reclamações na Linha 512
Fonte: Próprio autor
Gráfico 4 : Gráfico de Pareto de tipos de reclamações na Linha 541
Fonte: Próprio autor
275
101
10 3 1 1
70%
96% 99% 99% 100% 100%
0%
20%
40%
60%
80%
100%
0
100
200
300
Re
cla
ma
çõe
s (p
pb
)
Linhas de Envase
Gráfico de Pareto - Reclamações L512
Reclamações
% Acumulado
39
24
13
1 1 0
50%
81%
98% 99% 100% 100%
0%
20%
40%
60%
80%
100%
0
20
40
Re
cla
ma
çõe
s (p
pb
)
Linhas de Envase
Gráfico de Pareto - Reclamações L541
Reclamações
% Acumulado

27
Essas duas linhas, então, passaram a ser monitoradas e seus resultados
analisados para que o problema fosse corrigido.
3.2 Cartas de controle de Mal Cheia por hora
O processo de envase de bebidas em embalagens descartáveis, caso das linhas
512 e 541 que envasam diariamente o produto em latas de alumínio e garrafas
long neck, respectivamente, acontece segundo o fluxo:
Figura 7: Fluxo de Envase de bebidas para distribuição
Fonte: Próprio autor
Para controlar a quantidade de garrafas e latas mal cheias cada linha de envase
possui uma carta de controle na saída da enchedora. Esta é controlada de hora

28
em hora e possui ações para tomada de decisão, caso o processo esteja saindo
de controle.
As cartas de controle das Enchedoras possuem Limites Superiores de Controle e
Limite superior de Alerta, conhecido na indústria como Gatilho. Nas enchedoras
da indústria estudada o Limite superior de Controle é de 0,3 e o Gatilho é de 0,2.
Esses valores são padronizados em todas as plantas dessa indústria e levam em
conta a diferença entre o volume de bebida produzido e o volume de bebida que é
envasada. Essa diferença é conhecida como DBL. O Limite Superior de Controle
refere-se, então, a 50% da DBL da linha, valor máximo permitido de perda de
volume por mal cheia.
Figura 8: Modelo de Carta de Controle de Mal Cheia
Fonte: Próprio autor

29
As reclamações de embalagens mal cheias provindas das linhas 512 e 541, foco
em perdas de produto por mal cheia, no mês de Março de 2014 foram
monitoradas com suas cartas de controle. Entre as duas linhas foram recebidas
54 reclamações de embalagens mal cheias no período.
Tabela 1: Reclamações do mês de Março das linhas foco em Mal cheia versus Cartas de Controle
Linha Data
Fabricação Data Validade Horário Fabricação
Carta de
Controle
512 01/mar 30/ago 02:34 0,17
512 01/mar 30/ago 02:40 0,17
512 01/mar 30/ago 02:55 0,17
512 01/mar 30/ago 06:47 0,24
512 01/mar 30/ago 06:47 0,24
512 03/mar 01/set 03:40 0,33
512 03/mar 01/set 03:53 0,33
512 04/mar 02/set 22:47 0,72
512 04/mar 02/set 22:47 0,72
512 05/mar 03/set 22:08 0,21
541 06/mar 04/set 16:43 0,32
512 06/mar 04/set 04:29 0,37
512 06/mar 04/set 08:12 0,39
512 07/mar 05/set 10:05 0,23
512 07/mar 05/set 10:05 0,23
512 08/mar 06/set 20:57 0,19
541 08/mar 06/set 17:54 0,22
512 09/mar 07/set 07:51 0,22
512 09/mar 07/set 15:51 0,41
512 10/mar 08/set 09:13 0,36
512 10/mar 08/set 18:32 0,27
512 11/mar 09/set 20:05 0,29
512 11/mar 09/set 01:21 0,48
512 11/mar 09/set 09:36 0,71
512 12/mar 10/set 21:53 0,32
512 13/mar 11/set 23:40 0,8
512 15/mar 13/set 10:20 0,23
512 15/mar 13/set 07:05 0,58
512 16/mar 14/set 23:47 0,25
512 17/mar 15/set 00:54 0,33
512 17/mar 15/set 12:15 0,7
512 18/mar 16/set 19:17 0,22 Continua.

30
Conclusão.
Linha Data Fabricação Data Validade Horário Fabricação Carta de Controle
512 18/mar 16/set 19:17 0,22
512 19/mar 17/set 17:25 0,43
541 20/mar 18/set 06:52 0,26
512 21/mar 19/set 07:05 0,19
512 21/mar 19/set 16:34 0,65
512 22/mar 20/set 09:29 0,27
512 23/mar 21/set 17:24 0,28
512 23/mar 21/set 14:58 0,46
512 24/mar 22/set 11:29 0,49
512 25/mar 23/set 22:16 0,38
512 26/mar 24/set 13:44 0,25
512 26/mar 24/set 13:44 0,25
512 28/mar 26/set 12:38 0,18
512 28/mar 26/set 12:50 0,18
512 29/mar 27/set 20:09 0,19
512 29/mar 27/set 05:34 0,47
541 30/mar 28/set 21:34 0,19
512 30/mar 28/set 09:55 0,77
512 30/mar 28/set 11:56 0,26
512 31/mar 29/set 02:10 0,23
512 31/mar 29/set 10:21 0,32
541 31/mar 29/set 19:24 0,35
Fonte: Próprio autor

31
4. Resultados e Discussão
4.1 Utilização do Ciclo PDCA para constatação das causas e soluções do
problema
Com a análise das reclamações confrontadas com os resultados das cartas de
controle das linhas de envase no dia e horário em que as reclamações foram
feitas percebeu-se que em 46% das reclamações o valor registrado na carta de
controle estava acima do limite superior, conferindo credibilidade ao uso da carta
de controle nas enchedoras com a finalidade de controlar o processo.
Porém percebeu-se também que em 54% dos casos os valores das cartas de
controle estavam abaixo do limite superior de alerta, levando a necessidade de
uma nova análise para se determinar as causas. Uma nova folha de verificação
foi utilizada nos casos e constatou-se que as reclamações de volume
representavam também embalagens avariadas onde o líquido havia vazado.
Tabela 2: Problemas de Volume da linha 512
Problemas de Volume - Linha 512 Reclamações
% Individual
% Acumulado
Mal Cheia, Lacrada e Vazia 268 97% 97%
Vazando 7 3% 100%
Fonte: Próprio autor
32
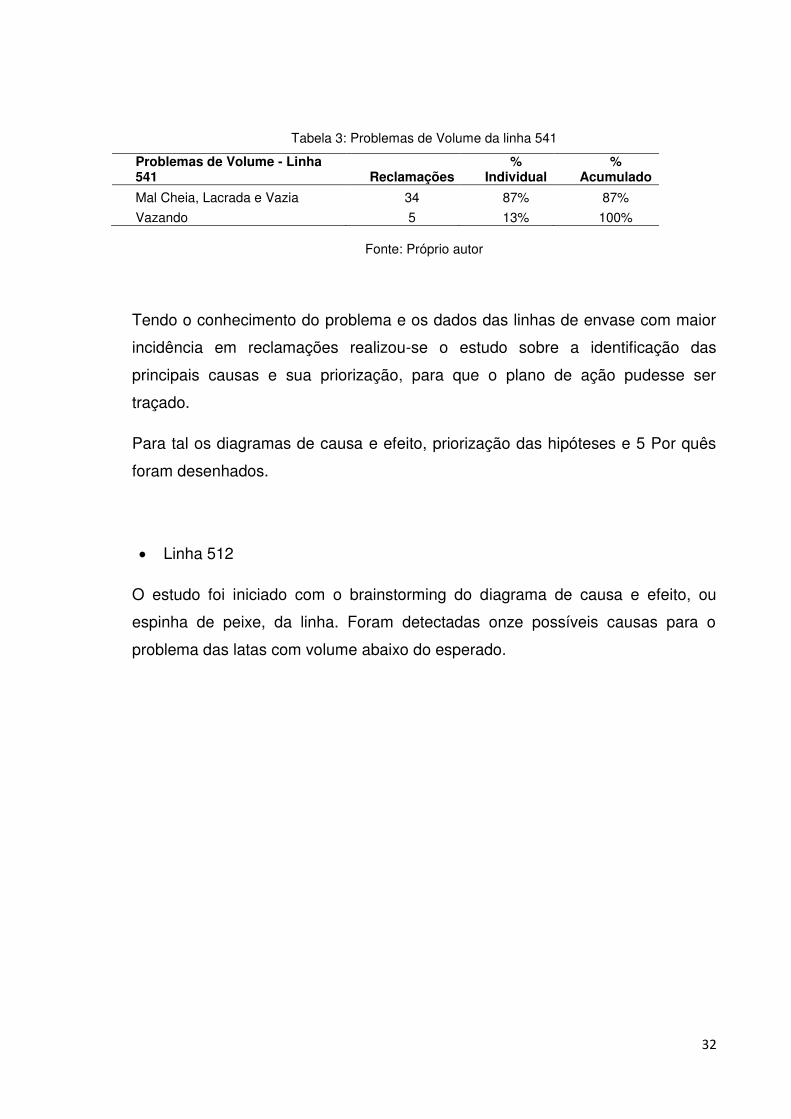
Tabela 3: Problemas de Volume da linha 541
Problemas de Volume - Linha 541 Reclamações
% Individual
% Acumulado
Mal Cheia, Lacrada e Vazia 34 87% 87%
Vazando 5 13% 100%
Fonte: Próprio autor
Tendo o conhecimento do problema e os dados das linhas de envase com maior
incidência em reclamações realizou-se o estudo sobre a identificação das
principais causas e sua priorização, para que o plano de ação pudesse ser
traçado.
Para tal os diagramas de causa e efeito, priorização das hipóteses e 5 Por quês
foram desenhados.
Linha 512
O estudo foi iniciado com o brainstorming do diagrama de causa e efeito, ou
espinha de peixe, da linha. Foram detectadas onze possíveis causas para o
problema das latas com volume abaixo do esperado.

33
Figura 9: Diagrama de Causa e Efeito da linha 512
Fonte: Próprio autor
Após detectadas, as causas prováveis foram pontuadas para priorização nos
critérios impacto sobre o resultado, autoridade sobre a causa e dificuldade de
eliminação. Após a pontuação as principais causas definidas foram:
- Latas danificadas durante transporte na linha
- Latas avariadas no armazenamento/ carregamento
- Vazamento na recravação.

34
Tabela 4: Priorização das causas prováveis do problema na linha 512
Fonte: Próprio autor
Por fim em um novo brainstorming os cinco por quês de cada uma das principais
causas foram traçados e as ações para correção de rota foram definidas.

35
Quadro 1: 5 Por quês da Causa Provável 1 – Linha 512
5 POR QUÊS - Linha 512
Mal cheia, lacrada e vazia, lata amassada e furada
Causa Provável 1
Por Quê?
Latas danificadas durante transporte na linha após enchimento Por
Quê? Transportes causando fragilização das latas. Por
Quê? Perfis, roletes e esteiras danificados. Por
Quê? Falta de priorização na manutenção. Por
Quê? Falta de realização do checklist por trecho Latas danificadas durante transporte na linha após enchimento
Ações
Revisar checklist por trecho de acordo com o layout da linha.
Treinar supervisão da linha na execução com criticidade do checklist .
Aplicar checklist por trecho durante os PCMs.
Fonte: Próprio autor
Quadro 2: 5 Por quês da Causa Provável 7 – Linha 512
5 POR QUÊS - Linha 512
Mal cheia, lacrada e vazia, lata amassada e furada
Causa Provável 7
Por Quê?
Latas avariadas durante armazenamento/carregamento Por
Quê? Empilhadeiras inadequadas para o manuseio de produtos descartáveis Por
Quê? Empilhadeiras sem proteção nos garfos Por
Quê? Falha na criticidade da avaliação das condições das proteções das empilhadeiras
Por Quê?
Latas avariadas durante armazenamento/carregamento
Ações Adequar empilhadeiras usadas para o carregamento de produtos descartáveis
Nivelar criticidade de check da PTL para as condições das empilhadeiras
Fonte: Próprio autor

36
Quadro 3: 5 Por quês da Causa Provável 9 – Linha 512
5 POR QUÊS - Linha 512
Mal cheia, lacrada e vazia, lata amassada e furada
Causa Provável 9
Por Quê?
Vazamento na Recravação Por
Quê? Formação de vinco durante a recravação Por
Quê? Excesso de folga na máquina Por
Quê? Dificuldade de ajuste mecânico Por
Quê? Necessidade de Mão de obra externa Vazamento na Recravação
Ações Listar folgas que não são possíveis de eliminar com mão de obra interna
Realizar manutenção da recravadora para eliminar as folgas
Fonte: Próprio autor
Linha 541
Assim como na linha de envase discutida anteriormente na linha de envase de
garrafas long neck o Diagrama de causa e efeito também foi utilizado, sendo
concluídas dez possíveis causas para o problema nessa linha.

37
Figura 10: Diagrama de Causa e Efeito da linha 541
Fonte: Próprio autor
Ao se discutir sobre a priorização das causas uma hipótese liderou como
principal, a avaria das garrafas após o enchimento.

38
Tabela 5: Priorização das causas prováveis do problema na linha 541
Fonte: Próprio autor
Para tal causa discutiram-se os cinco por quês levando à definição das ações
para tratamento da causa derivada do brainstorming.

39
Quadro 4: 5 Por quês da Causa Provável 1 – Linha 541
5 POR QUÊS - Linha 541
Mal cheia, lacrada e vazia
Causa Provável 1
Por Quê?
Garrafas avariadas após o enchimento Por Quê? Reposição de garrafas tombadas nos transportes
Por Quê? 1- Erro na modulação dos transportes 2- Falha na lubrificação de esteiras
Por Quê? 1- Erro no posicionamento dos sensores 2- Estrutura da malha de lubrificação obsoleta
Por Quê? 1- Falta de conhecimento Garrafas avariadas após o enchimento
Ações Refazer modulação dos transportes, ajustando os sensores
Reestruturar malha de lubrificação
Fonte: Próprio autor
Após a discussão o plano de ação para tratamento das causas e efeitos do
problema discutido foi desenhado e os responsáveis definidos. Uma reunião
quinzenal com membros de todas as áreas da indústria foi definida onde o follow
up do plano de ação é feito, assim como a discussão de novos problemas
relacionados.
Também foi feita a contratação de um monitor de mercado que garante que,
assim como a logística traçou uma meta de melhoria dos estoques dentro da
fábrica, os estoques nos pontos de venda também estejam seguindo as
exigências para evitar avarias.

40
Quadro 5: Plano de Ação do PDCA

41
Fonte: Próprio autor
Após um semestre desde o início do trabalho de melhoria nos resultados de mal
cheia nas linhas de envase mais impactantes os resultados do Serviço de
Atendimento ao Consumidor foram novamente levantados. A meta foi reajustada
pelos meses conforme demanda de mercado por produto.

42
Gráfico 5 : Acompanhamento de SAC em 2014
Fonte: Próprio autor
As reclamações do SAC das linhas estudadas são apresentadas a seguir nos
gráficos 6 e 7.
912
1136
972
1249
600
800
1000
1200
1400
Re
cla
ma
çõe
s
SAC 2014
SAC Meta X Real 2014
Meta Ac.
Real Ac.
Meta
Real

43
Gráfico 6 : Número de reclamações da linha 512 (mês reclamado)
Fonte: Próprio autor
Gráfico 7 : Número de reclamações da linha 541 (mês reclamado)
Fonte: Próprio autor
48 47 49
28
21
33
46
17
27
Jan Fev Mar Abr Mai Jun Jul Ago Set
2013 - 2014
512 - Mal cheia, lacrada vazia, amassada e
furada
Número de Chamados
8
2
5
3
4
7
9
6
1
Jan Fev Mar Abr Mai Jun Jul Ago Set
2013 - 2014
541 - Mal cheia
Número de Chamados

44
Pode-se notar nos gráficos que, logo após o início do trabalho sobre as mal
cheias houve uma queda nas reclamações, seguidas de resultados nos meses de
junho e julho ruins. Ao pesquisarmos a razão para o aumento de chamados
nesses meses foi constatado que houve um aumento nos impostos e aumento no
custo dos produtos, causando a baixa da venda nesses meses.
A produção continuou a abastecer os estoques que, com a baixa quantidade de
produtos vendida, fez com que o estoque de produtos ficasse acima do normal. O
estoque alto levou aos problemas conhecidos de avarias de latas e garrafas,
fazendo com que as reclamações ao SAC aumentassem novamente.
A partir do mês de agosto as vendas voltaram ao normal e o número de
reclamações novamente entrou em declínio.
5. Conclusão
Considera-se que as cartas de controle de processos são ativos importantes e
que seu controle hora a hora é de extrema importância para o controle e
diminuição de mal cheias na linha, porém entendeu-se que os problemas que
causavam as reclamações ao serviço de atendimento ao consumidor não eram
apenas os de envase, e sim também de avarias que ocorreram após esse
processo.
A utilização da ferramenta PDCA representou uma significativa valia. Sua
implementação contribuiu para o entendimento do problema e tomada de ações
necessárias para solução dos mesmos. Com isso os resultados apresentaram
uma melhora que, com o contínuo cumprimento das ações trará um processo
dentro do controle.

45
Referências bibliográficas
AMBROSIO, W. B. Evolução do sistema da qualidade em uma empresa industrial do setor químico. Campinas: UNICAMP, 2000. BANKS, J. Principles of quality control. New York: John Wiley & Sons, 1989. BIGUELINI, C. B. Ferramentas para modelagem e monitoramento de características de qualidade tipo taxa. Porto Alegre: Universidade federal do Rio Grande do Sul, 2012. COSTA, A. F. B.; EPPRECHT, E. K.; CARPINETTI, L. C. R. Controle estatístico de qualidade. São Paulo: Atlas, 2004. MONTGOMERY, D. C. Introdução ao controle estatístico de qualidade 4. Ed. Rio de Janeiro: LTC, 2012. OLIVEIRA, O. J. (Org.). Gestão da qualidade: Tópicos avançados. 1. Ed. São Paulo: Pioneira Thomson Learning, 2006. ROSA, A. F. P. Método para controle estatístico multivariado de processos em batelada. Porto Alegre: Universidade federal do Rio Grande do Sul, 2001. SOUZA, G. R. Implantação do controle estatístico de processo em uma empresa de bebidas. Porto Alegre: Universidade federal do Rio Grande do Sul, 2002. WERKEMA, M. C. C. Como estabelecer conclusões com confiança: Entendendo interferência estatística. Belo Horizonte: QFCO, 1996. WERKEMA, M. C. C., As Ferramentas da Qualidade no Gerenciamento de Processos, 1ª ed., Belo Horizonte, Editora de Desenvolvimento Gerencial, 1995.