Unidade Tematica6
26
Metalurgia da Soldadura II-VI-1 Tratamentos Térmicos do Material de Base e das Juntas Soldadas UNIDADE TEMÁTICA VI – TRATAMENTOS TÉRMICOS DO MATERIAL DE BASE E DAS JUNTAS SOLDADAS ÍNDICE TEMÁTICO • Introdução • Estruturas micrográficas dos aços • Recozimento • Têmpera • Revenido • Tratamentos termoquímicos • Temperabilidade • Tratamentos térmicos de metais não ferrosos • Tratamentos térmicos das soldaduras dos aços • Actividades / avaliação Objectivos Específicos No final desta unidade temática, o formando deve ser capaz de: • Caracterizar os principais tratamentos térmicos aplicados nos aços, dando principal ênfase às alterações metalúrgicas decorrentes dos mesmos. • Enumerar os principais tratamentos termoquímicos bem como os principais objectivos. • Descrever a metodologia a adoptar para determinar a temperabilidade de um aço. • Enumerar os tratamentos térmicos de metais não ferrosos e das soldaduras dos aços.
description
Engenharia da Soldadura - Tratamentos térmicos do material de base e das juntas soldadas
Transcript of Unidade Tematica6
Metalurgia da Soldadura II-VI-1
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
UNIDADE TEMÁTICA VI – TRATAMENTOS TÉRMICOS DO MATERIAL DE BASE E DAS JUNTAS SOLDADAS ÍNDICE TEMÁTICO • Introdução
• Estruturas micrográficas dos aços
• Recozimento
• Têmpera
• Revenido
• Tratamentos termoquímicos
• Temperabilidade
• Tratamentos térmicos de metais não ferrosos
• Tratamentos térmicos das soldaduras dos aços
• Actividades / avaliação
Objectivos Específicos
No final desta unidade temática, o formando deve ser capaz de: • Caracterizar os principais tratamentos térmicos aplicados nos aços, dando principal
ênfase às alterações metalúrgicas decorrentes dos mesmos. • Enumerar os principais tratamentos termoquímicos bem como os principais
objectivos. • Descrever a metodologia a adoptar para determinar a temperabilidade de um aço. • Enumerar os tratamentos térmicos de metais não ferrosos e das soldaduras dos
aços.

Metalurgia da Soldadura II-VI-2
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
Introdução Para o caso dos tratamentos térmicos, são as transformações no estado sólido que terão interesse para analisar e prever os resultados obtidos com estes processos tecnológicos; o estudo da solidificação a partir do material fundido tem interesse na abordagem de outros processos tecnológicos (por ex. fundição). As transformações no estado sólido estão ligadas a mecanismos de difusão, uma vez que a elas corresponde um reordenamento dos elementos e uma nova estrutura cristalina. Na Fig. 1 estão representados esquematicamente os resultados de vários arrefecimentos, partindo de três ligas de composições diferentes e inicialmente na fase austenítica; o arrefecimento é suposto suficientemente lento de modo a conseguir-se atingir as condições de equilíbrio. A compreensão de tais resultados é essencial para o estudo dos tratamentos térmicos.
Fig. 1 Representação esquemática dos processos de transformação quando
do arrefecimento de algumas ligas Fe-C e sua análise quantitativa Estruturas micrográficas dos aços ESTRUTURAS DE EQUILÍBRIO A perlite é um constituinte resultante da transformação eutectóide e forma-se, portanto, no arrefecimento de ligas com uma percentagem de carbono de cerca de 0,8%. A estrutura da perlite corresponde à formação no interior dos próprios grãos de austenite de uma estrutura lamelar em camadas alternadas de ferrite e cementite. Esta disposição diminui grandemente o caminho a percorrer pelos átomos de carbono. Nos aços hipoeutectoides, estes grãos de perlite ficam envoltos por uma matriz ferrítica, enquanto que nos hiper-eutectoides a matriz é constituída por cementite. A ledeburite é o resultado do arrefecimento nas condições de equilíbrio de ligas de composição eutéctica (4,3% de C). A ledeburite é um constituinte composto por cristais
Transformações em estado sólido
Perlite
Ledeburite

Metalurgia da Soldadura II-VI-3
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
austenite e cementite de austenite e cementite aproximadamente iguais que resulta da transformação do líquido, a uma temperatura de 1147ºC. Com o abaixamento da temperatura até aos 727oC, a solubilidade do carbono na austenite vai baixando de tal modo que a esta temperatura já só temos cerca de 40% de austenite que agora tem a composição do ponto eutectóide. O arrefecimento posterior desta austenite vai dar origem a perlite. Todo este processo tem como consequência a obtenção duma estrutura à temperatura ambiente, constituída por cristais de perlite e carbonetos finos profundamente entrelaçados. ESTRUTURAS DE NÃO EQUILÍBRIO A Fig. 2 mostra-nos para o caso dos aços hipoeutectoides, o efeito da velocidade de arrefecimento nas temperaturas de transformação A1 e A3. Nela podemos observar que à medida que a velocidade de arrefecimento aumenta, afastando-nos consequentemente das condições de equilíbrio, menores são o intervalo de temperaturas e o tempo para se processar a precipitação da ferrite.
Fig. 2 Influência da velocidade de arrefecimento no deslocamento dos pontos
de transformação A1 e A3 Numa situação extrema poderá mesmo acontecer que não haja possibilidade de precipitar alguma ferrite, e toda a austenite se transforme numa estrutura lamelar semelhante à da perlite. No entanto, se a velocidade de arrefecimento for suficientemente rápida, as lamelas de ferrite e de cementite tornam-se tão finas que podem não ser resolvidas por microscopia óptica, apresentando neste caso o conjunto um aspecto cinzento claro. Esta estrutura é frequentemente designada por sorbite. Para temperaturas bastante inferiores a 500oC, a difusão do carbono é grandemente prejudicada e já não se forma perlite. A austenite, cuja transformação foi impedida por uma velocidade de arrefecimento suficientemente rápida, deve-se transformar directamente numa estrutura de não equilíbrio que é conhecida por martensite. Distinguem-se dois tipos de martensite: martensite maciça (com estrutura cúbica de corpo centrado, sendo corrente nos aços de baixo teor em carbono, aços maraging, nos aços inoxidáveis, podendo também aparecer nos aços de médio teor em carbono) e martensite acicular (com estrutura tetragonal de corpo centrado que predominam nos aços de alto teor de carbono, normalmente paralelos, não ultrapassando as fronteiras do grão austenítico que a originou). Os cristais da martensite acicular têm uma forma discórde, aparecendo aciculares em corte transversal e ocorrem frequentemente numa matriz de austenite residual.
Martensite
Metalurgia da Soldadura II-VI-4
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
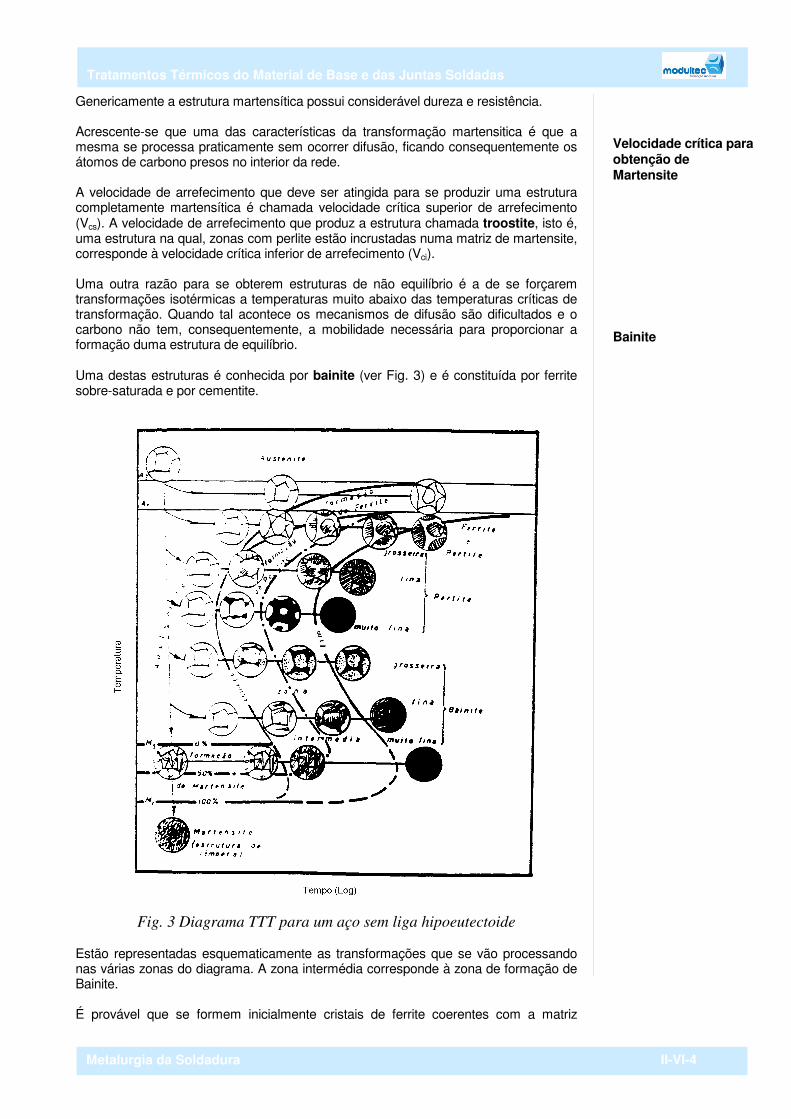
Genericamente a estrutura martensítica possui considerável dureza e resistência. Acrescente-se que uma das características da transformação martensitica é que a mesma se processa praticamente sem ocorrer difusão, ficando consequentemente os átomos de carbono presos no interior da rede. A velocidade de arrefecimento que deve ser atingida para se produzir uma estrutura completamente martensítica é chamada velocidade crítica superior de arrefecimento (Vcs). A velocidade de arrefecimento que produz a estrutura chamada troostite, isto é, uma estrutura na qual, zonas com perlite estão incrustadas numa matriz de martensite, corresponde à velocidade crítica inferior de arrefecimento (Vci). Uma outra razão para se obterem estruturas de não equilíbrio é a de se forçarem transformações isotérmicas a temperaturas muito abaixo das temperaturas críticas de transformação. Quando tal acontece os mecanismos de difusão são dificultados e o carbono não tem, consequentemente, a mobilidade necessária para proporcionar a formação duma estrutura de equilíbrio. Uma destas estruturas é conhecida por bainite (ver Fig. 3) e é constituída por ferrite sobre-saturada e por cementite.
Fig. 3 Diagrama TTT para um aço sem liga hipoeutectoide
Estão representadas esquematicamente as transformações que se vão processando nas várias zonas do diagrama. A zona intermédia corresponde à zona de formação de Bainite. É provável que se formem inicialmente cristais de ferrite coerentes com a matriz
Velocidade crítica para obtenção de Martensite
Bainite

Metalurgia da Soldadura II-VI-5
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
austenítica que vão expulsar parcialmente o carbono; o crescimento de nova estrutura fica controlado, pela difusão deste elemento para os núcleos de cementite que se formam quando o conteúdo em carbono é suficientemente elevado. A transformação bainítica requer, portanto, a nucleação frequente de ferrite e cementite e é consequentemente mais lenta que a transformação perlítica a temperaturas elevadas; no entanto, como necessita de menos difusão de carbono torna-se mais rápida a temperaturas mais baixas. Recozimento Entende-se por recozimento o tratamento térmico que consiste no aquecimento e manutenção da temperatura determinada - temperatura de recozimento - seguido de arrefecimento lento (a velocidade conveniente) através do domínio da transformação perlítica. Tal como se indica na Fig. 4 podem-se efectuar vários tipos de recozimentos, cada um deles com objectivos bem determinados.
Fig. 4 Desenho esquemático dos tratamentos térmicos de recozimento em
aços Obs: A posição das linhas A1, A3 e Acm varia com o teor em Mn, Si, P e a das linhas Ac
Tratamento de Recozimento
Metalurgia da Soldadura II-VI-6
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
e Ar varia também com a velocidade dt
de e com as propriedades do aço
RECOZIMENTO COMPLETO, DE HOMOGENEIZAÇÃO OU DE DIFUSÃO Tem por finalidade melhorar as propriedades das peças tratadas à custa duma melhor distribuição em toda a massa dos componentes químicos e dos constituintes estruturais. A temperatura de recozimento deve ser tão alta quanto possível (1050 a 1200oC) de modo a proporcionar uma alta velocidade de difusão. No entanto, no caso dos aços hipereutectóides (C>0,8%) o aquecimento eleva-se apenas ligeiramente acima de AC1 (e não acima de ACm) para evitar o excessivo crescimento do grão cristalino que se produz a temperaturas muito elevadas. Devido à tendência que existe para o aumento do tamanho do grão, este tratamento é muitas vezes seguido duma normalização. RECOZIMENTO DE NORMALIZAÇÃO Este tratamento consiste no aquecimento de peças a temperaturas 25o a 50oC acima da temperatura crítica de transformação, AC3 para os aços hipoeutectóides e ACm para os hipereutectóides, seguindo--se-lhe após um certo tempo, o arrefecimento do ar. A estrutura final irá depender da forma e dimensão da peça. Com este tratamento pretende-se alcançar uma estrutura homogénea de grão fino, além da eliminação das irregularidades estruturais provocadas por tratamentos mecânicos a quente e a eliminação das tensões residuais. Os aços autotemperáveis exigem que o arrefecimento correspondente à normalização seja feito em forno de temperatura controlada. RECOZIMENTO DE AMACIAMENTO Tem por finalidade dar ao aço a estrutura correspondente à dureza mínima, que corresponde à presença de carbonetos globulares numa matriz ferritica, obtendo-se assim um material com melhor aptidão à deformação plástica. O aquecimento é feito a uma temperatura ligeiramente superior a AC1, seguido de recristalização isotérmica logo abaixo de AC1. Também se podem proporcionar pequenas oscilações de temperatura para cima e para baixo de AC1. Tratamento de Recozimento A velocidade de globulização depende do tamanho da perlite, sendo bastante maior se as lamelas da cementite forem muito finas e agudas. Por esta razão este tratamento é muitas vezes precedido de uma normalização. RECOZIMENTOS SUBCRÍTICOS É um tipo de recozimento em que o aquecimento é levado até uma temperatura abaixo da zona crítica (500 - 600oC) seguido dum arrefecimento a velocidade conveniente. Pode ser aplicado com vários objectivos: • Redução de tensões internas originadas em operações tecnológicas anteriores,
tais como solidificação, operações mecânicas ou soldadura. • Restaurar, pelo menos parcialmente as propriedades físicas ou mecânicas, sem
modificação aparente de estrutura, diminuição da dureza, da resistividade, e do endurecimento a frio.
Recozimento de Normalização
Recozimento de Amaciamento
Recozimentos Subcríticos

Metalurgia da Soldadura II-VI-7
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
• Proporcionar a recristalização, de modo a substituir a estrutura distorcida ou endurecida por uma nova estrutura de grãos não deformados, sem mudança de fase; a temperatura de recozimento tem de ser superior à temperatura de recristalização.
Têmpera A finalidade dos tratamentos de têmpera é dar origem a estruturas do tipo bainítico ou martensítico, estruturas estas que conferem à peça, características mecânicas elevadas. Para que se obtenham os resultados pretendidos é necessário que a peça seja arrefecida a uma velocidade igual ou superior à velocidade crítica de têmpera, evitando-se deste modo, a transformação da austenite no domínio perlítico. A velocidade crítica de têmpera é tanto menor quanto maior for o teor em carbono e a percentagem de elementos de liga (com excepção do cobalto), visto que tanto num como no outro caso as curvas em S dos diagramas TTT se encontram mais deslocadas para a direita, poderá mesmo vir a acontecer (caso dos aços auto-temperantes) que um arrefecimento no ar calmo possa dar origem a estruturas bainíticas ou martensíticas. A temperatura a que se deve aquecer a peça, temperatura de austenização, deve ser cerca de 50oC superior a AC3 para os aços hipo-eutectoides e 50oC superior a ACm para os aços hiper-eutectóides. De modo a reduzir o aparecimento de tensões provocadas por aquecimentos não uniformes em todas as secções das peças e a evitar o sobre-aquecimento das arestas e da superfície, empregam-se muitas vezes aquecimentos em degraus. Se se não tomarem as devidas precauções poderão ainda surgir descarbonizações ou oxidações superficiais. O arrefecimento poderá ser feito em água, em óleo, em banho de metais ou sais fundidos ou mesmo ao ar. A escolha do meio de têmpera depende das seguintes características relativas a: • Fluído arrefecedor: temperatura do fluído, temperatura de ebulição, calor latente de
vaporização, tensão superficial, calor específico, viscosidade e reactividade química.
• Metal a temperar: calor específico, condutividade térmica, forma e dimensões da peça.
TÊMPERA MARTENSÍTICA A têmpera é executada num meio arrefecedor que proporcione uma velocidade de arrefecimento superior à velocidade crítica de têmpera. Obtém-se uma estrutura martensítica que confere à peça a máxima dureza. Velocidade crítica de Têmpera TÊMPERA POR ETAPAS. MARTÊMPERA E TÊMPERA INTERROMPIDA Uma consequência importante da transformação martensítica é o aparecimento de tensões internas que podem chegar a provocar fissuração, devido por um lado à mudança estrutural, e por outro, à contracção térmica decorrente da rápida variação de temperatura. Um modo de reduzir esse problema consiste em efectuar uma têmpera por etapas. Na martêmpera faz-se um arrefecimento rápido até uma temperatura ligeiramente superior
Tratamento de Têmpera
Têmpera Martensítica
Têmpera por Etapas

Metalurgia da Soldadura II-VI-8
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
a Ms e deixa-se o material permanecer a esta temperatura, de modo a homogeneizar a peça no que respeita à temperatura. Ter-se-á que ter o cuidado de não ultrapassar o tempo de incubação (período de tempo ao fim do qual a austenite começa a transformar) a essa temperatura. A segunda etapa de arrefecimento irá provocar a transformação em martensite. Na têmpera interrompida o mecanismo é semelhante, tendo-se como única diferença, que o primeiro arrefecimento é feito em banho de óleo a uma temperatura um pouco abaixo de MS, a que se seguirá um novo arrefecimento em novo banho a uma temperatura mais baixa. TÊMPERA ISOTÉRMICA, AUSTÊMPERA OU TÊMPERA BAINÍTICA A austêmpera consiste num arrefecimento rápido até à temperatura correspondente à transformação bainítica, deixando-se a peça a essa temperatura até que toda a austenite se transforme em bainite. Relativamente à têmpera clássica, este processo permite obter uma peça com uma dureza ligeiramente inferior, mas com um mínimo de tensões residuais ou deformações e uma tenacidade mais elevada. Revenido O objectivo deste tratamento consiste em eliminar a maioria dos inconvenientes produzidos pela têmpera, aliviando ou removendo as tensões internas, corrigindo durezas excessivas e a fragilidade do material e consequentemente, melhora a ductilidade e a tenacidade do aço. Pode também provocar um endurecimento secundário. O tratamento consiste num aquecimento abaixo de A1 seguido de um arrefecimento lento ao ar ou em banho de óleo. Consoante a temperatura do revenido, assim se podem obter vários resultados. REVENIDO ATÉ 200 ºC Confere um pequeno abaixamento de dureza conseguido à custa de uma diminuição do teor em carbono da martensite. REVENIDO ENTRE 200 ºC E 300 ºC Para os aços de baixa liga, caso ocorra austenite residual, verifica-se nesta zona a sua transformação em bainite. Nos aços não ligados e muito macios, este revenido poderá dar origem a uma certa fragilidade, razão pela qual se evitam fazer revenidos nesta zona de temperaturas. REVENIDOS ENTRE 320 ºC E 525 ºC Ao se efectuarem, implicam uma queda acentuada na dureza. Em certos tipos de aço (em geral sem molibdénio) pode aparecer uma certa fragilidade provocada pela precipitação de carbonetos nos limites do grão, tendo-se para a evitar, que recorrer a um revenido a temperatura superior a 500 ºC e a passar rapidamente pela zona perigosa na fase de arrefecimento. ACIMA DE 500 ºC Dá uma queda apreciável de dureza devido à globulização da cementite. Se o aço tem teores elevados de elementos de liga, este revenido pode originar também um
Têmpera interrompida
Tratamento de Revenido
Efeito da Temperatura no tratamento de Revenido

Metalurgia da Soldadura II-VI-9
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
aumento de dureza (proveniente de precipitação desses carbonetos) conhecido por endurecimento ou têmpera secundária. No entanto, poderá ainda ocorrer uma queda de dureza por globulização desses mesmos carbonetos, se a temperatura e o tempo de tratamento forem elevados. Tratamentos termoquímicos Os tratamentos termoquímicos são processos que consistem, além do aquecimento e arrefecimento tal como nos tratamentos térmicos, em modificar também a composição química duma película superficial de peça. Isto é conseguido à custa da difusão de elementos para o interior do material, difusão essa que é favorecida com a criação duma atmosfera rica no elemento em questão e pelo aquecimento do material até uma temperatura conveniente. CEMENTAÇÃO Aquecimento a 870o - 930oC num meio cementante (rico em carbono) seguido duma têmpera dupla ou simples e dum revenido de relaxação de tensões a baixa temperatura (<200o C). É feito com o objectivo de se aumentar a dureza superficial. NITRURAÇÃO Com a nitruração consegue-se à superfície da peça/componente uma dureza máxima e elevada resistência ao desgaste. A nitruração provoca ainda uma dilatação da camada superficial, que a ser contrariada vai aumentar a resistência à fadiga. Consiste num aquecimento entre 500o - 580o C em meio nitrurante (rico em azoto) seguindo-se-lhe um arrefecimento lento e controlado. CARBONITRURAÇÃO Este tratamento combina a cementação e a nitruração, permitindo a obtenção de camadas superficiais muito duras. É um tratamento que pode ser aplicado em qualquer aço. A absorção de azoto provoca um abaixamento da temperatura A1 e consequentemente vai permitir a utilização de mais baixas temperaturas e deste modo reduzir o perigo de deformações e empenos. SULFONIZAÇÃO Este tratamento tem como objectivo aumentar a resistência ao desgaste das peças tratadas, aquecendo-as em banhos de sais de composição determinada a uma temperatura de 565 oC. O tratamento não provoca aumentos de dureza superficial.
Temperabilidade A temperabilidade é a propriedade que alguns materiais têm de transformar profundamente a sua estrutura e propriedades mecânicas, quando arrefecidos mais ou menos rapidamente depois de terem sido aquecidos a uma certa temperatura. No caso dos aços, verifica-se um aumento acentuado da dureza após arrefecimento (têmpera positiva) enquanto que em certos materiais se verifica um certo amaciamento (têmpera negativa). A temperabilidade de um aço é definida principalmente pela penetração da têmpera, embora também se entre em consideração com a dureza obtida. A penetração da têmpera depende principalmente dos elementos de liga que compõem o aço e do tamanho de grão. A adição de elementos de liga e o aumento do tamanho de grão deslocam as curvas em S para a direita (diagrama TTT) e diminuem consequentemente a velocidade crítica de têmpera.
Tratamento Termoquímico
Tratamento de Cementação Tratamento de Nitruração

Metalurgia da Soldadura II-VI-10
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
A determinação da temperabilidade pode fazer-se por meio dos seguintes processos: diagramas de temperabilidade ou curvas em U, diâmetro crítico ideal e ensaio de Jominy. DIAGRAMA DE TEMPERABILIDADE Para se obterem diagramas de temperabilidade temperam-se cilindros de vários diâmetros utilizando um meio de arrefecimento determinado. Após a operação de têmpera, mede-se a dureza (HRC) ao longo do raio numa secção recta dos provetes e faz-se a sua representação. A Fig. 5 mostra vários resultados, sendo aparente a influência do meio arrefecedor e do diâmetro do provete nos resultados obtidos, devido à influência que os dois parâmetros têm nas velocidades de arrefecimento.
Fig. 5 Curvas em U relativas a vários diâmetros do aço 42 Cr Mo 4 após
têmpera na água e no óleo DIÂMETRO DE ARREFECIMENTO Temperando nas mesmas condições uma série de provetes de diferentes diâmetros duma dada qualidade de aço, nota-se que tratando-se de aços não ligados ou de baixa liga, a partir de determinado valor do diâmetro, o núcleo fica sem ser temperado (Fig. 6). Nota-se ainda, que na zona de transição entre a parte temperada e a não temperada há uma queda brusca de dureza sobretudo nos maiores diâmetros. A zona de transição corresponde a 50% de martensite e para o caso do aço não ligado com 0,45% de carbono a dureza correspondente é 45 HRC. Grossman designou esta dureza por dureza crítica ou dureza para 50% de martensite.
Diâmetro de Arrefecimento

Metalurgia da Soldadura II-VI-11
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
Fig. 6 Representação esquemática da fractura ou da superfície atacada (em
cima) e curvas em U (em baixo) relativas a um aço sem liga - CK 45 -
temperado em água fortemente agitada, para vários diâmetros Chama-se diâmetro crítico ao diâmetro dum provete a que corresponde, após têmpera, uma dureza de 45 HRC no eixo. Tal como se pode facilmente compreender, o diâmetro crítico é função do meio arrefecedor utilizado, razão pela qual Grossman introduziu o conceito de intensidade de têmpera (H) que traduz, por meio dum valor numérico, o efeito da têmpera para cada um dos meios de arrefecimento (Quadro 1); a temperabilidade dum aço poderá ser então avaliada pela indicação simultânea do diâmetro crítico e da intensidade de têmpera do meio de arrefecimento. Para se proceder no entanto, a uma melhor comparação dos aços seria necessário referir os diâmetros críticos a um meio de arrefecimento comum que terá que ser necessariamente um meio ideal. O diâmetro crítico ideal será, portanto, o diâmetro crítico correspondente a esse meio de arrefecimento ideal, podendo ser obtido a partir do diâmetro crítico Fig. 7. O valor resultante é apenas função da composição do aço e do tamanho do grão.
Grau de agitação
Meio de Têmpera
Ar Óleo Banho quente a 180 ºC
Água Água Salgada
Nula 0,02 0,25-0,30
0,20-0,25 0,9-1,0 2,0
Fraca - 0,30-0,35
- 1,0-1,1 2,0-2,2
Moderada - 0,35-0,40
- 1,2-1,3 -
Forte 0,05 0,50-0,80
- 1,6-2,0 -
Muito forte - 0,80-1,10
- 4,0 5,0
Boa - 0,40-0,50
- 1,4-1,5 -
Quadro 1 Intensidade de Têmpera segundo Grossman
Diâmetro crítico
Metalurgia da Soldadura II-VI-12
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
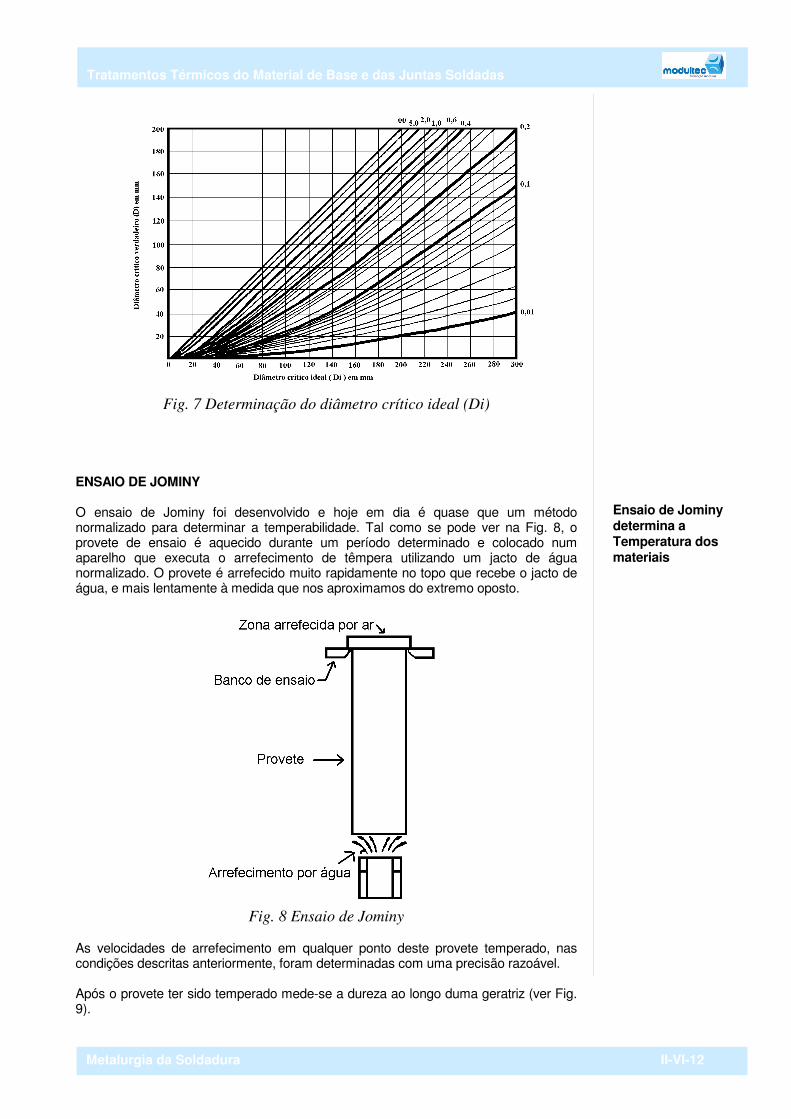
Fig. 7 Determinação do diâmetro crítico ideal (Di)
ENSAIO DE JOMINY O ensaio de Jominy foi desenvolvido e hoje em dia é quase que um método normalizado para determinar a temperabilidade. Tal como se pode ver na Fig. 8, o provete de ensaio é aquecido durante um período determinado e colocado num aparelho que executa o arrefecimento de têmpera utilizando um jacto de água normalizado. O provete é arrefecido muito rapidamente no topo que recebe o jacto de água, e mais lentamente à medida que nos aproximamos do extremo oposto.
Fig. 8 Ensaio de Jominy
As velocidades de arrefecimento em qualquer ponto deste provete temperado, nas condições descritas anteriormente, foram determinadas com uma precisão razoável. Após o provete ter sido temperado mede-se a dureza ao longo duma geratriz (ver Fig. 9).
Ensaio de Jominy determina a Temperatura dos materiais

Metalurgia da Soldadura II-VI-13
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
Fig. 9 Pontos de dureza ao longo do provete do ensaio de Jominy
Estas durezas podem então ser relacionadas com a velocidade de arrefecimento, de modo a permitir a determinação da velocidade de arrefecimento necessária para se obter numa peça uma dureza pré-determinada. É então possível calcular a velocidade máxima de arrefecimento, que se pode obter num componente a ser temperado e, com o auxílio de resultados de ensaios de Jominy, escolher o aço com as características de temperabilidade necessárias de modo a garantir a dureza pré-definida. As curvas de Jominy permitem ainda a obtenção de várias outras informações de interesse, como o diâmetro crítico, a profundidade de têmpera (curvas em U) para secções redonda, quadrada, rectangular e camadas superficiais endurecidas.
Tratamentos térmicos de metais não ferrosos A maior parte dos metais não ferrosos não têm as transformações significativas que encontramos no sistema ferro-carbono e por essa razão o tratamento térmico desses materiais não é tão relevante. Se excluirmos o endurecimento obtido por precipitação, os metais não ferrosos são tratados termicamente com os seguintes objectivos: • Obter uma estrutura uniforme (para eliminar estruturas diferentes entre o núcleo e
a superfície das peças). • Aliviar tensões. • Provocar uma recristalização. No primeiro caso, o tratamento consiste em aquecer moderadamente a peça, mantendo depois a temperatura de modo a favorecer a difusão e a possibilitar uma homogeneização do material. No segundo caso, o tratamento é semelhante, só que agora é feito a temperaturas relativamente baixas. No terceiro caso, teremos que a temperatura a que o material deve ser aquecido depende do próprio material, do grau de deformação a que foi submetido e do tempo destinado à recristalização; cabe aqui
Dados obtidos com o ensaio de Jominy
Tratamentos a Metais não ferrosos Objectivos dos Tratamentos Princípios de actuação dos Tratamentos

Metalurgia da Soldadura II-VI-14
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
recordar que para que haja recristalização é necessário que o material tenha sido deformado plasticamente de uma certa quantidade, sendo além disso a temperatura de recristalização mais baixa se o material se encontrar mais deformado. A refinação do grão em metais não ferrosos só pode ser conseguida à custa duma recristalização. Tratamentos térmicos das soldaduras dos aços OBJECTIVO E UTILIZAÇÃO DOS TRATAMENTOS TÉRMICOS Classificação segundo o objectivo A operação de soldadura traduz-se por modificações metalúrgicas, locais, do material de base e, consoante os processos e modos operatórios, pela criação duma zona fundida, cuja estrutura e propriedades são mais ou menos diferentes das do material de base. Por outro lado, a operação de soldadura estabelece um estado de tensões residuais, cuja repartição e amplitude são, também, função dos processos e modos operatórios. Quer sejam de carácter metalúrgico ou termomecânico, estas modificações são, muitas vezes, toleráveis, face ao comportamento em serviço, e os conjuntos soldados são utilizados no estado bruto de soldadura. Em certos casos, no entanto, é preferível, ou necessário, ou mesmo obrigatório, intervir através de um tratamento térmico após soldadura, cujo objectivo principal pode ser melhorar, ou obter, as propriedades julgadas importantes, face às condições de serviço, onde, eliminar (ou, simplesmente se devem reduzir) as tensões residuais. Na realidade, tendo em conta os múltiplos factores, que joga todo um ciclo de aquecimento e arrefecimento, o primeiro tipo de tratamento térmico, destinado a desempenhar um papel metalúrgico, age também sobre o estado de tensões. O segundo, de finalidade mecânica, tem, no entanto, consequências metalúrgicas. É, portanto, guardando o espírito desta interacção, que se estudará, sucessivamente, a seguir, no caso dos aços, os tipos de tratamentos seguintes, sem entrar em detalhe da natureza das fontes de energia usadas: • Tratamentos de relaxação (ou distensão) e de revenido. • Tratamentos de normalização. • Tratamentos de têmpera e revenido. Modos de Utilização Pode-se classificar e descrever Fig. 10, como se segue, consoante o modo como são praticados, os tratamentos térmicos respeitantes às soldaduras ou aos conjuntos soldados.
Metalurgia da Soldadura II-VI-15
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
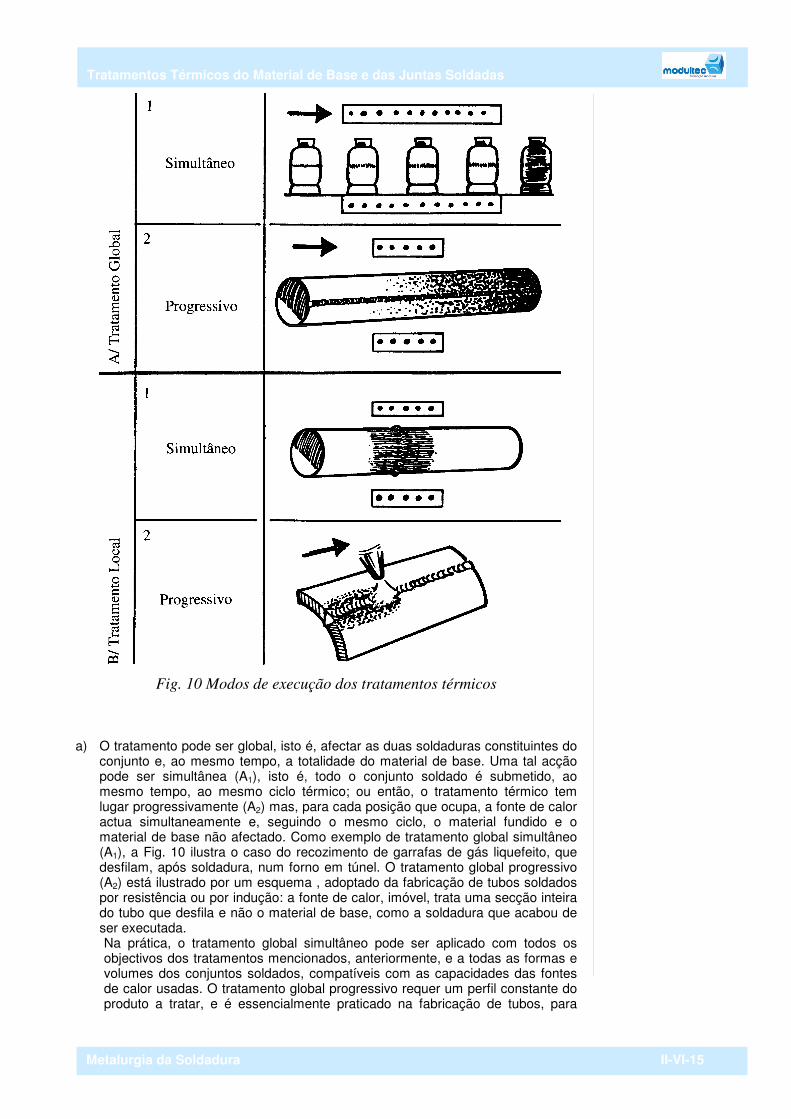
Fig. 10 Modos de execução dos tratamentos térmicos
a) O tratamento pode ser global, isto é, afectar as duas soldaduras constituintes do
conjunto e, ao mesmo tempo, a totalidade do material de base. Uma tal acção pode ser simultânea (A1), isto é, todo o conjunto soldado é submetido, ao mesmo tempo, ao mesmo ciclo térmico; ou então, o tratamento térmico tem lugar progressivamente (A2) mas, para cada posição que ocupa, a fonte de calor actua simultaneamente e, seguindo o mesmo ciclo, o material fundido e o material de base não afectado. Como exemplo de tratamento global simultâneo (A1), a Fig. 10 ilustra o caso do recozimento de garrafas de gás liquefeito, que desfilam, após soldadura, num forno em túnel. O tratamento global progressivo (A2) está ilustrado por um esquema , adoptado da fabricação de tubos soldados por resistência ou por indução: a fonte de calor, imóvel, trata uma secção inteira do tubo que desfila e não o material de base, como a soldadura que acabou de ser executada. Na prática, o tratamento global simultâneo pode ser aplicado com todos os objectivos dos tratamentos mencionados, anteriormente, e a todas as formas e volumes dos conjuntos soldados, compatíveis com as capacidades das fontes de calor usadas. O tratamento global progressivo requer um perfil constante do produto a tratar, e é essencialmente praticado na fabricação de tubos, para
Metalurgia da Soldadura II-VI-16
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
normalização ou hipertêmpera, conforme se trata de um aço “negro” ou de aço inoxidável.
b) O tratamento local simultâneo (B1) consiste em operar, ao mesmo tempo, a totalidade de uma soldadura e da vizinhança e, portanto, somente uma parte do material base, enquadrando a zona termicamente afectada. Este tratamento distingue-se do tratamento progressivo local (B2), no sentido em que este último é praticado por meio de uma fonte de calor, deslocando-se em relação à soldadura, ou inversamente (uma imóvel e a outra móvel), para assegurar, progressivamente, o efeito que se requer no material fundido e uma parte do material de base, incluindo a zona afectada. O tratamento local simultâneo é, essencialmente, destinado a soldaduras circulares, para as quais assegura um efeito metalúrgico (normalização e revenido), bem como relaxação, devido à simetria que o assegura. Tal não é o caso do tratamento térmico local progressivo que, conquanto se assegura uma acção metalúrgica (essencialmente, de normalização), não é aconselhável para a obtenção da relaxação, pois não faz mais do que substituir um estado de tensões, devido à soldadura, por um outro, devido ao próprio tratamento.
No que respeita aos tratamentos térmicos locais, quer sejam simultâneos ou progressivos, só podem ser praticados, sem inconvenientes, se se cumprirem duas condições, qualquer delas relativas ao material de base, sobre as quais se voltará, mais adiante: a) No decurso de tratamentos térmicos de normalização, a velocidade de
arrefecimento, por abrandamento da fonte de calor, deve ser regulada de modo que a zona tratada, que é momentaneamente austenitizada, não tempere.
b) Qualquer tratamento térmico local gere a sua própria ZTA, da soldadura que se trata. Devido ao inevitável gradiente de temperatura que aí reina, esta zona comporta, nos bordos, uma banda onde o tratamento aplicado não foi, integralmente, realizado, mas onde cria uma modificação do material de base, relativamente ao seu estado inicial, em particular um amaciamento, se o material de base estiver, inicialmente, temperado e revenido.
TRATAMENTO DE RELAXAÇÃO DE TENSÕES E/OU REVENIDO Objectivo O tratamento térmico de relaxação de tensões, tem por objectivo anular - ou atenuar - as tensões residuais, presentes num conjunto soldado após conclusão, ou no decurso da fabricação, se for necessário intervir sobre o estado de tensões, antes de prosseguirem as operações de soldadura com segurança. Tendo em conta o domínio da temperatura a que se processa, em qualquer situação inferior ao ponto A1, no qual se pratica o tratamento térmico de relaxação, acarreta também um efeito de revenido, sem que as soldaduras contenham constituintes de têmpera, tanto na zona fundida como na zona termicamente afectada. Este efeito é, por vezes, o objectivo principal do tratamento, que é efectuado, seguindo os mesmos procedimentos. Infelizmente, este papel metalúrgico nem sempre é benéfico, pois podem intervir efeitos desfavoráveis, afectando as propriedades mecânicas, ou provocando o fenómeno de fissuração chamado “no reaquecimento”. Mecanismo de Relaxação A relaxação térmica das tensões residuais obtém-se, graças à diminuição da tensão limite de elasticidade, por elevação da temperatura; resulta, desta diminuição, que qualquer local duma peça reaquecida deste modo, sede de tensões residuais, à temperatura ambiente (evidentemente, tensão elástica), plastifica à medida que se dá o aquecimento, o que favorece o alongamento, necessário à obtenção de uma taxa de relaxação, crescente com a temperatura do tratamento.
Metalurgia da Soldadura II-VI-17
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
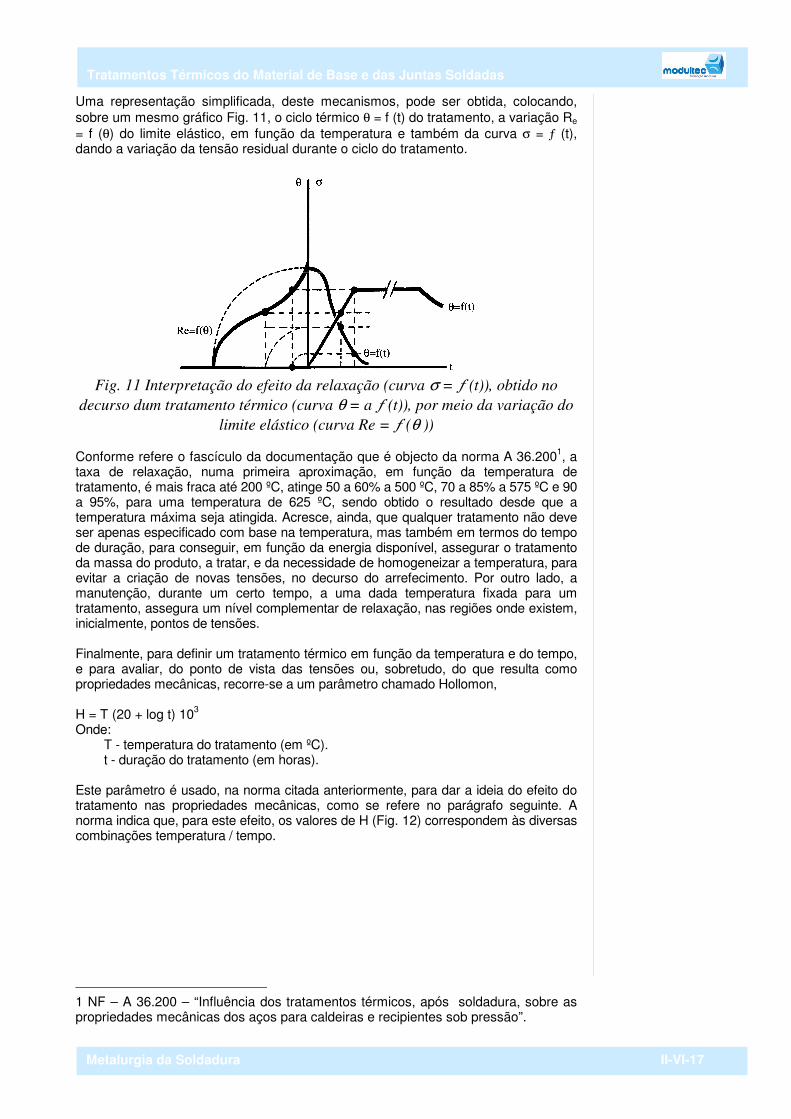
Uma representação simplificada, deste mecanismos, pode ser obtida, colocando, sobre um mesmo gráfico Fig. 11, o ciclo térmico θ = f (t) do tratamento, a variação Re = f (θ) do limite elástico, em função da temperatura e também da curva σ = ƒ (t), dando a variação da tensão residual durante o ciclo do tratamento.
Fig. 11 Interpretação do efeito da relaxação (curva σ = ƒ (t)), obtido no
decurso dum tratamento térmico (curva θ = a ƒ (t)), por meio da variação do
limite elástico (curva Re = ƒ (θ )) Conforme refere o fascículo da documentação que é objecto da norma A 36.2001, a taxa de relaxação, numa primeira aproximação, em função da temperatura de tratamento, é mais fraca até 200 ºC, atinge 50 a 60% a 500 ºC, 70 a 85% a 575 ºC e 90 a 95%, para uma temperatura de 625 ºC, sendo obtido o resultado desde que a temperatura máxima seja atingida. Acresce, ainda, que qualquer tratamento não deve ser apenas especificado com base na temperatura, mas também em termos do tempo de duração, para conseguir, em função da energia disponível, assegurar o tratamento da massa do produto, a tratar, e da necessidade de homogeneizar a temperatura, para evitar a criação de novas tensões, no decurso do arrefecimento. Por outro lado, a manutenção, durante um certo tempo, a uma dada temperatura fixada para um tratamento, assegura um nível complementar de relaxação, nas regiões onde existem, inicialmente, pontos de tensões. Finalmente, para definir um tratamento térmico em função da temperatura e do tempo, e para avaliar, do ponto de vista das tensões ou, sobretudo, do que resulta como propriedades mecânicas, recorre-se a um parâmetro chamado Hollomon, H = T (20 + log t) 103 Onde:
T - temperatura do tratamento (em ºC). t - duração do tratamento (em horas).
Este parâmetro é usado, na norma citada anteriormente, para dar a ideia do efeito do tratamento nas propriedades mecânicas, como se refere no parágrafo seguinte. A norma indica que, para este efeito, os valores de H (Fig. 12) correspondem às diversas combinações temperatura / tempo.
1 NF – A 36.200 – “Influência dos tratamentos térmicos, após soldadura, sobre as propriedades mecânicas dos aços para caldeiras e recipientes sob pressão”.
Metalurgia da Soldadura II-VI-18
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
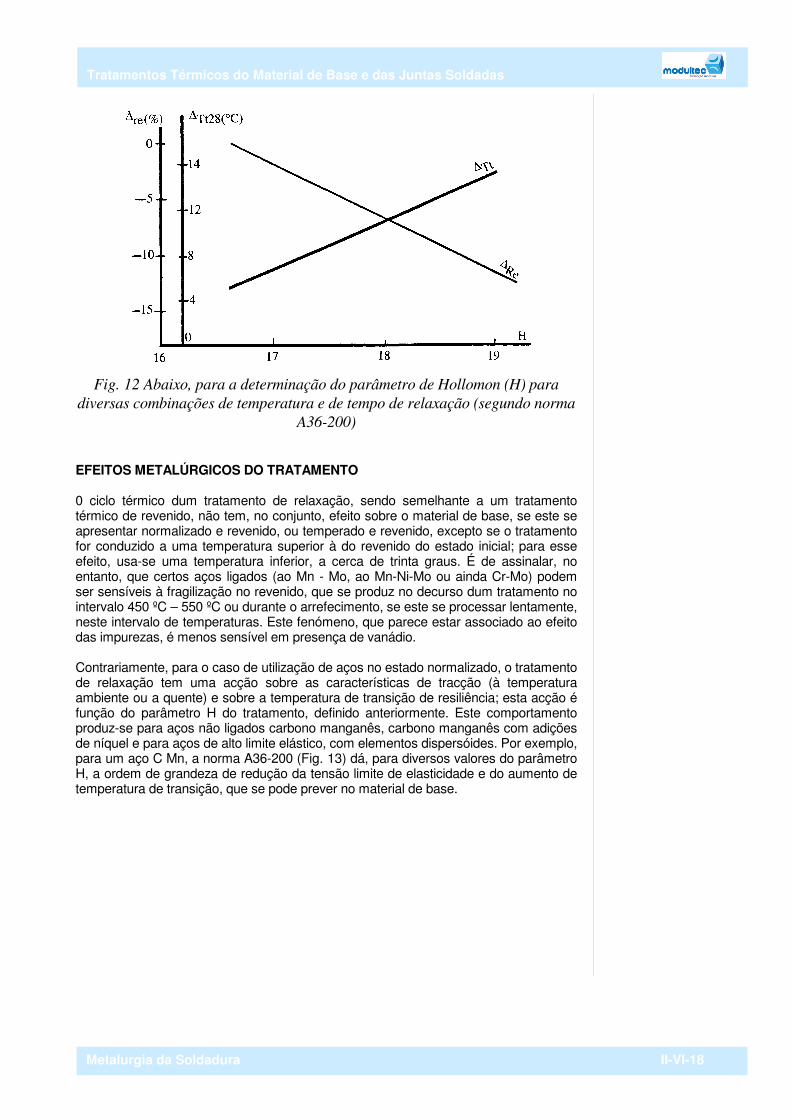
Fig. 12 Abaixo, para a determinação do parâmetro de Hollomon (H) para
diversas combinações de temperatura e de tempo de relaxação (segundo norma
A36-200) EFEITOS METALÚRGICOS DO TRATAMENTO 0 ciclo térmico dum tratamento de relaxação, sendo semelhante a um tratamento térmico de revenido, não tem, no conjunto, efeito sobre o material de base, se este se apresentar normalizado e revenido, ou temperado e revenido, excepto se o tratamento for conduzido a uma temperatura superior à do revenido do estado inicial; para esse efeito, usa-se uma temperatura inferior, a cerca de trinta graus. É de assinalar, no entanto, que certos aços ligados (ao Mn - Mo, ao Mn-Ni-Mo ou ainda Cr-Mo) podem ser sensíveis à fragilização no revenido, que se produz no decurso dum tratamento no intervalo 450 ºC – 550 ºC ou durante o arrefecimento, se este se processar lentamente, neste intervalo de temperaturas. Este fenómeno, que parece estar associado ao efeito das impurezas, é menos sensível em presença de vanádio. Contrariamente, para o caso de utilização de aços no estado normalizado, o tratamento de relaxação tem uma acção sobre as características de tracção (à temperatura ambiente ou a quente) e sobre a temperatura de transição de resiliência; esta acção é função do parâmetro H do tratamento, definido anteriormente. Este comportamento produz-se para aços não ligados carbono manganês, carbono manganês com adições de níquel e para aços de alto limite elástico, com elementos dispersóides. Por exemplo, para um aço C Mn, a norma A36-200 (Fig. 13) dá, para diversos valores do parâmetro H, a ordem de grandeza de redução da tensão limite de elasticidade e do aumento de temperatura de transição, que se pode prever no material de base.

Metalurgia da Soldadura II-VI-19
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
Fig. 13 Aço C-Mn: variação do limite elástico (∆Re) e da temperatura de
transição de resiliência (∆T para 28 KJ), segundo a norma A36-200, por
efeito de um tratamento de relaxação No que respeita ao efeito do tratamento de relaxação, nas propriedades mecânicas do material fundido, é benéfica a restauração, a partir do estado envelhecido, por um efeito tenso-térmico, que se pode encontrar em soldadura multipasse em conjuntos soldados de grande espessura. Pode-se, contrariamente, ter um efeito fragilizante, para determinadas composições sensíveis à fragilização no revenido, essencialmente no decurso dum arrefecimento demasiado lento; a temperatura máxima atingida, e a duração desta, não está implicada neste fenómeno. Concluindo, é claro que se deve, no momento de executar o cálculo duma construção que tenha de ser submetida a um tratamento térmico de relaxação, ter em conta as propriedades reais, tais como as que resultam do efeito metalúrgico deste tratamento. Para este efeito, nos valores H do parâmetro, este tratamento deve ser fixado no mínimo compatível, por um lado, com as condições tecnológicas indicadas anteriormente e, por outro lado, com a taxa de relaxação que se pretende ou que se quer impor, desde que a velocidade de arrefecimento seja regulada, no máximo possível, mantendo a homogeneidade térmica das peças tratadas. Fissuração no reaquecimento A explicação, simplificada, do mecanismo da relaxação, que foi abordada anteriormente, supõe um estado de tensões e um estado estrutural homogéneo. Na realidade, um conjunto soldado, no estado bruto, não é homogéneo em nenhum destes aspectos: por um lado, a zona soldada e as zonas circundantes não têm a mesma estrutura que o material de base e reagem, portanto, diferentemente, para um reaquecimento necessário à relaxação de tensões e, por outro lado, o estado de tensões não é uniforme, devido a esta heterogeneidade estrutural e, também, devido a particularidades geométricas da construção. Por estas duas razões, pode-se crer que o alongamento plástico, necessário à relaxação, seja mal suportado junto às soldaduras, no decurso do reaquecimento, devido à estrutura inicial que aí se verifica e às modificações que o ciclo, aí, gera. Este risco é aumentado, ao nível das zonas onde se manifestam pontos de tensões. Se for tal o caso, o alongamento plástico, imposto, corre o risco de não ser obtido sem o risco de uma fissuração chamada "fissuração no reaquecimento". A fissuração no reaquecimento pode afectar, não somente, as juntas soldadas, mas também peças recarregadas, em particular, superfícies interiores de aparelhos de pressão, revestidos, interiormente, com uma camada austenítica depositada na
Metalurgia da Soldadura II-VI-20
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
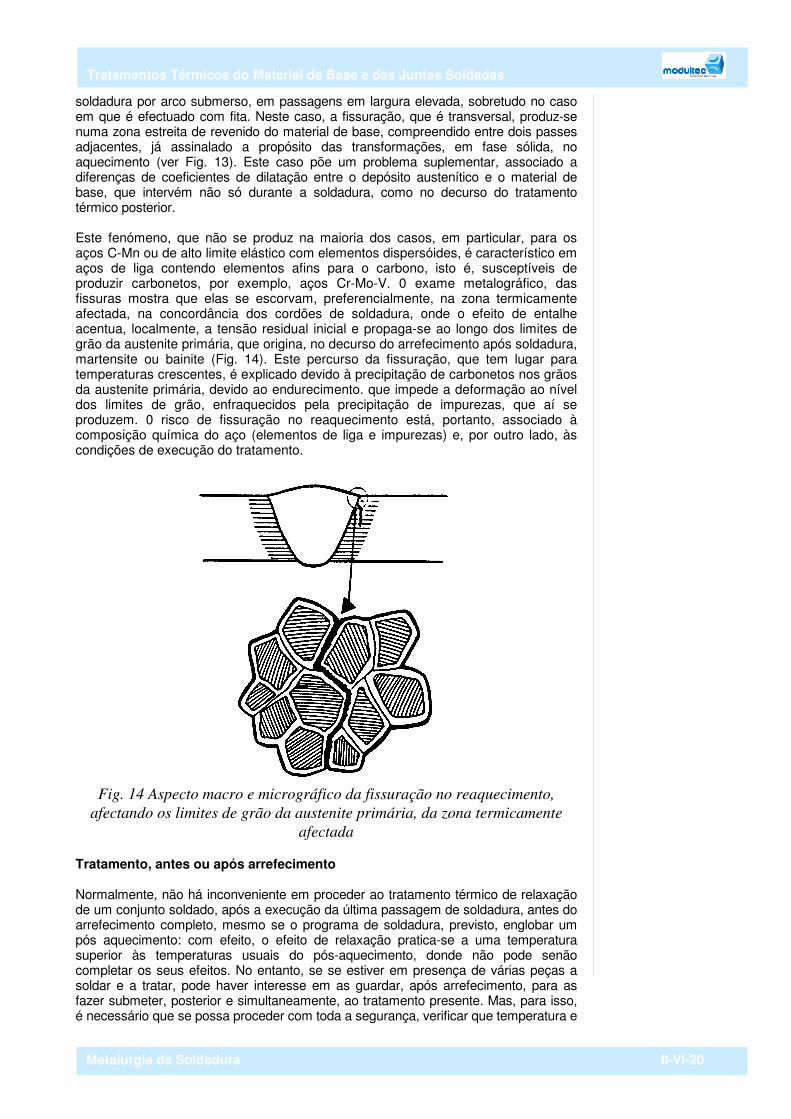
soldadura por arco submerso, em passagens em largura elevada, sobretudo no caso em que é efectuado com fita. Neste caso, a fissuração, que é transversal, produz-se numa zona estreita de revenido do material de base, compreendido entre dois passes adjacentes, já assinalado a propósito das transformações, em fase sólida, no aquecimento (ver Fig. 13). Este caso põe um problema suplementar, associado a diferenças de coeficientes de dilatação entre o depósito austenítico e o material de base, que intervém não só durante a soldadura, como no decurso do tratamento térmico posterior. Este fenómeno, que não se produz na maioria dos casos, em particular, para os aços C-Mn ou de alto limite elástico com elementos dispersóides, é característico em aços de liga contendo elementos afins para o carbono, isto é, susceptíveis de produzir carbonetos, por exemplo, aços Cr-Mo-V. 0 exame metalográfico, das fissuras mostra que elas se escorvam, preferencialmente, na zona termicamente afectada, na concordância dos cordões de soldadura, onde o efeito de entalhe acentua, localmente, a tensão residual inicial e propaga-se ao longo dos limites de grão da austenite primária, que origina, no decurso do arrefecimento após soldadura, martensite ou bainite (Fig. 14). Este percurso da fissuração, que tem lugar para temperaturas crescentes, é explicado devido à precipitação de carbonetos nos grãos da austenite primária, devido ao endurecimento. que impede a deformação ao nível dos limites de grão, enfraquecidos pela precipitação de impurezas, que aí se produzem. 0 risco de fissuração no reaquecimento está, portanto, associado à composição química do aço (elementos de liga e impurezas) e, por outro lado, às condições de execução do tratamento.
Fig. 14 Aspecto macro e micrográfico da fissuração no reaquecimento,
afectando os limites de grão da austenite primária, da zona termicamente
afectada Tratamento, antes ou após arrefecimento Normalmente, não há inconveniente em proceder ao tratamento térmico de relaxação de um conjunto soldado, após a execução da última passagem de soldadura, antes do arrefecimento completo, mesmo se o programa de soldadura, previsto, englobar um pós aquecimento: com efeito, o efeito de relaxação pratica-se a uma temperatura superior às temperaturas usuais do pós-aquecimento, donde não pode senão completar os seus efeitos. No entanto, se se estiver em presença de várias peças a soldar e a tratar, pode haver interesse em as guardar, após arrefecimento, para as fazer submeter, posterior e simultaneamente, ao tratamento presente. Mas, para isso, é necessário que se possa proceder com toda a segurança, verificar que temperatura e

Metalurgia da Soldadura II-VI-21
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
tempo de pós-aquecimento permitem um arrefecimento completo sem risco de fissuração a frio. De igual modo, para o caso de uma soldadura de longa duração, que tenha que ser interrompida, por exemplo, para efeitos de controlo, a que temperatura de pré-aquecimento deve ser mantida, durante um período de tempo suficientemente longo para assegurar um arrefecimento isento de risco, ou então proceder a um tratamento térmico, intermédio, de relaxação. Uma outra solução consiste em proceder a um controlo não-destrutivo, a quente, mas isso implica dificuldades térmicas não negligenciáveis. TRATAMENTOS COMPORTANDO UMA AUSTENITIZAÇÃO Recozimento / normalização No que respeita aos aços, o recozimento, ou a normalização, tem como objectivo obter, através de um aquecimento acima de A3 uma austenitização completa da zona, ou da peça, tratada, seguida dum arrefecimento lento, uma estrutura refinada de ferrite e perlite, que substitui as que tinham na sua constituição, no estado bruto de soldadura. A normalização, que comporta um arrefecimento mais rápido do que o recozimento, produz uma perlite, com um espaço, entre lamelas, mais pequeno que o que se obtém com o recozimento. Para certos aços de baixa liga, a normalização pode produzir uma têmpera, do tipo bainítico, e requer, portanto, posteriormente, um tratamento de revenido. Do ponto de vista de concretização, o tratamento global simultâneo é o mais completo, pois afecta todo o conjunto tratado, sem gradiente de temperatura; ele produz, portanto, uniformemente, o efeito metalúrgico procurado, não só, na zona fundida e zona termicamente afectada, como também no material de base, que beneficia da mesma regeneração térmica, se estiver deformado a frio e a alta temperatura (estampagem a frio ou a quente). Se se trata de um conjunto importante e pesado, o tratamento global pode colocar problemas práticos difíceis, de deformação ou de falta de espaço. Pode-se ser levado a escorvar as peças, para evitar a deformação e, para peças demasiado importantes, normalizar de uma só vez, tais como virolas de grande dimensão; pode-se tratar, sucessivamente, cada uma das metades que se introduzem no forno, enquanto que a outra fica na parte exterior. Pode-se, assim, normalizar, separadamente, cada elemento da virola, em que a soldadura longitudinal, colocada verticalmente no forno, beneficia do tratamento sem risco de deformação; liga-se, em seguida, as virolas, entre elas, e finaliza-se depois com um tratamento de relaxação global, sem normalização das soldaduras circulares. O tratamento gradual (tipo A1 da Fig. 10) não levanta quaisquer reservas, senão no caso de aços que temperam, sob o efeito de um arrefecimento relativamente rápido, o que o caracteriza. O tratamento local simultâneo (B1) não coloca este problema, desde que o arrefecimento possa ser regulado, para compensar o efeito do gradiente de temperatura. Pelo contrário, este gradiente traduz-se, inevitavelmente, pela criação de um e de outro lado, duma zona de austenitização parcial entre A1 e A3, onde se produz um amaciamento, maior ou menor, consoante o estado inicial do material de base. Enfim, o tratamento local gradual não pode ser utilizado senão para soldaduras de aços que não corram o risco de têmpera, durante o arrefecimento posterior. Por outro lado, é acompanhado de tensões residuais que desaconselham a utilização, para aplicações onde possa existir risco de corrosão sob tensão. Caso de soldadura por pontos Como se sabe, existe a possibilidade de fazer suportar um ponto de soldadura, por resistência, a um tratamento térmico, produzido por efeito de Joule, por uma passagem de corrente em que intervém o mesmo equipamento, imediatamente a seguir à
Metalurgia da Soldadura II-VI-22
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
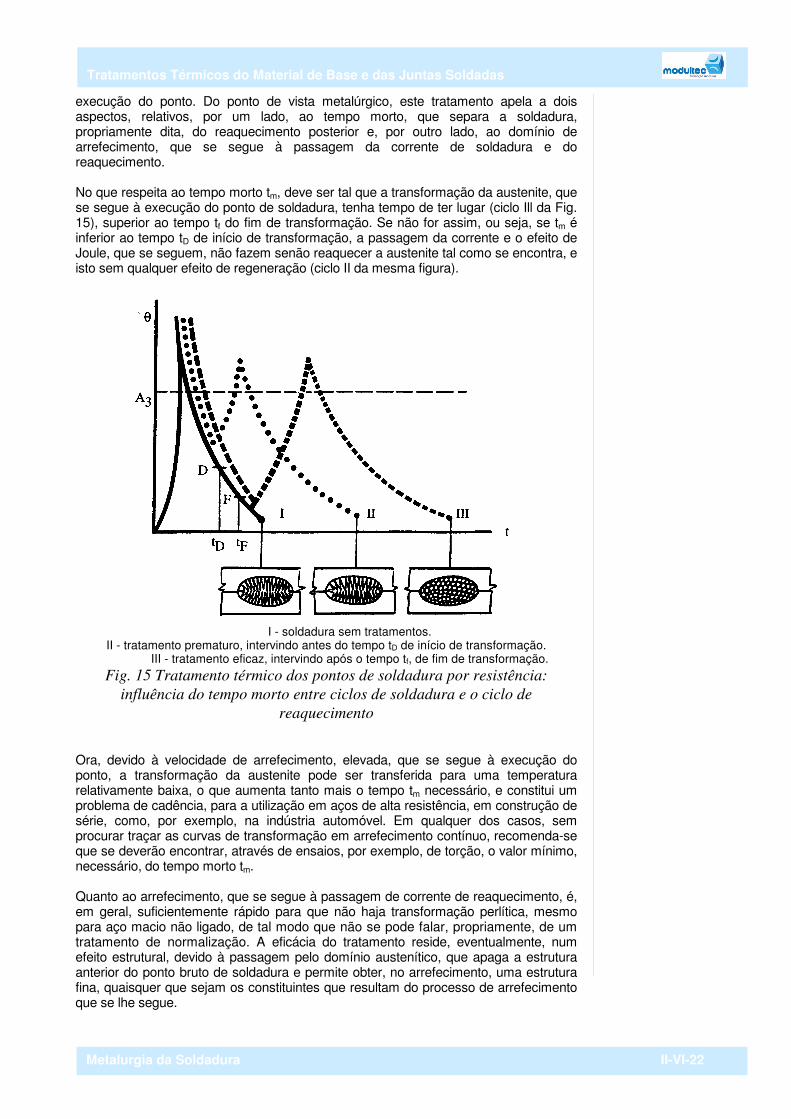
execução do ponto. Do ponto de vista metalúrgico, este tratamento apela a dois aspectos, relativos, por um lado, ao tempo morto, que separa a soldadura, propriamente dita, do reaquecimento posterior e, por outro lado, ao domínio de arrefecimento, que se segue à passagem da corrente de soldadura e do reaquecimento. No que respeita ao tempo morto tm, deve ser tal que a transformação da austenite, que se segue à execução do ponto de soldadura, tenha tempo de ter lugar (ciclo Ill da Fig. 15), superior ao tempo tf do fim de transformação. Se não for assim, ou seja, se tm é inferior ao tempo tD de início de transformação, a passagem da corrente e o efeito de Joule, que se seguem, não fazem senão reaquecer a austenite tal como se encontra, e isto sem qualquer efeito de regeneração (ciclo II da mesma figura).
I - soldadura sem tratamentos.
II - tratamento prematuro, intervindo antes do tempo tD de início de transformação. III - tratamento eficaz, intervindo após o tempo tf, de fim de transformação.
Fig. 15 Tratamento térmico dos pontos de soldadura por resistência:
influência do tempo morto entre ciclos de soldadura e o ciclo de
reaquecimento
Ora, devido à velocidade de arrefecimento, elevada, que se segue à execução do ponto, a transformação da austenite pode ser transferida para uma temperatura relativamente baixa, o que aumenta tanto mais o tempo tm necessário, e constitui um problema de cadência, para a utilização em aços de alta resistência, em construção de série, como, por exemplo, na indústria automóvel. Em qualquer dos casos, sem procurar traçar as curvas de transformação em arrefecimento contínuo, recomenda-se que se deverão encontrar, através de ensaios, por exemplo, de torção, o valor mínimo, necessário, do tempo morto tm. Quanto ao arrefecimento, que se segue à passagem de corrente de reaquecimento, é, em geral, suficientemente rápido para que não haja transformação perlítica, mesmo para aço macio não ligado, de tal modo que não se pode falar, propriamente, de um tratamento de normalização. A eficácia do tratamento reside, eventualmente, num efeito estrutural, devido à passagem pelo domínio austenítico, que apaga a estrutura anterior do ponto bruto de soldadura e permite obter, no arrefecimento, uma estrutura fina, quaisquer que sejam os constituintes que resultam do processo de arrefecimento que se lhe segue.

Metalurgia da Soldadura II-VI-23
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
Tratamento intercrítico Chama-se tratamento intercrítico áquele que é praticado a uma temperatura situada entre A1 e A3 no aço considerado. Observando o diagrama Ferro-Carbono, o aço é constituído, neste domínio, por uma parte de ferrite inicial, isto é, aquela que existia antes do tratamento, e uma austenite resultante da transformação do agregado perlítico inicial. Se se partir dum estado fora do equilíbrio, é em direcção a esta constituição que o tratamento intercrítico faz evoluir o aço. Ao mesmo tempo, os carbonetos e carbonitretos, presentes (aço com elementos dipersóides), sofrem uma dissolução parcial. No arrefecimento (necessariamente lento, por se tratar sempre dum tratamento global), as placas de austenite transformam-se em novos constituintes de ferrite e perlite, mais finos, relativamente aos constituintes iniciais, que foram substituir, e as placas não dissolvidas no aquecimento permanecem intactas. Passa-se o mesmo, para o comportamento dos carbonetos e dos carbonitretos. Este mecanismo, descrito sumariamente, é acompanhado duma melhoria da tenacidade (abaixamento da temperatura de transição) que, sem ser tão importante como a que se consegue com a normalização, é, não obstante, suficientemente sensível para ser interessante, de tal modo que à temperatura que é praticada, o risco de instabilização é bastante menor. No que diz respeito aos conjuntos soldados, o tratamento intercrítico pode ser usado, como complemento do tratamento de normalização, complementando os efeitos, apenas como tratamento bruto de soldadura, essencialmente, para melhorar a tenacidade da zona fundida. Esta melhoria é tanto mais sensível quanto, tendo em conta a composição química, a estrutura inicial mais afastada estiver, do estado de equilíbrio. Enfim, convém assinalar que, apesar das vantagens que comporta, a aplicação do tratamento intercrítico está limitada aos casos de conjuntos soldados constituídos por um aço de base, usado no estado normalizado. Com efeito, tendo em conta a temperatura à qual deve ser praticado, necessariamente superior à do ponto A1 não pode ser aplicado a conjuntos soldados, em aços soldados e revenidos, que não possam, sob pena dum amaciamento inaceitável, ser levados a uma temperatura semelhante. Têmpera e revenido dos conjuntos soldados Se bem que a sua aplicação seja bastante rara, o tratamento de têmpera e revenido, de peças soldadas que intervêm, sobretudo, em construção aeronáutica ou mecânica, merece ser analisado aqui, devido às particularidades que apresenta. O objectivo do tratamento é apagar os efeitos da soldadura, e obter, por têmpera e revenido, as qualidades óptimas das peças soldados, tanto para o material de base (que pode ser soldado num estado inicial recozido, ou já temperado e revenido), como para o material fundido. Tratando-se de um aço destinado a este tipo de tratamento, a sua composição (carbono e elementos de liga) é, necessariamente, a de um aço temperante, ou mesmo auto-temperante, o que cria uma primeira dificuldade, mesmo no decurso da soldadura. Do ponto de vista da fragilidade introduzida pela têmpera, devido ao ciclo térmico de soldadura, assim como o decorrente risco de fissuração a frio, estes dois riscos são acentuados por um elevado teor em carbono, necessário à obtenção de características mecânicas elevadas no estado recozido. Em particular, a fissuração a frio intervém, mesmo para teores em hidrogénio mais baixos, como os que aparecem no material fundido em soldadura TIG ou MIG, com fio nu. Por outro lado, na medida em que estas dificuldades possam ser resolvidas, através de

Metalurgia da Soldadura II-VI-24
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
precauções indicadas, a propósito de têmpera e de fissuração a frio, o sucesso do tratamento requer, ao nível do material fundido, uma "resposta" a este tratamento, idêntica ou comparável à do material de base, de tal modo que não haja descontinuidade da(s) junta(s). É evidente que esta precaução conduz a uma elevação do teor em carbono e, em elementos de liga do material fundido, a um nível comparável ao do material de base, mas esta solução acentua os riscos de fragilidade e de fissuração a frio. Trata-se, portanto, dum problema difícil, que requer, para cada caso, uma experimentação prévia, incluindo ensaios directos, com juntas soldadas, ou então ensaios comparativos das temperabilidades dos materiais de base, e fundido, por exemplo, por meio duma adaptação do ensaio de Jominy, como é descrito pela norma Air 9117. 0 ensaio Jominy consiste em temperar, por meio dum jacto de água, uma das extremidades duma barra cilíndrica austenitizada, e em traçar, após um arrefecimento completo, uma curva dureza / distância à extremidade temperada. A variante, descrita pela norma, consiste em recarregar, previamente, com material de adição a ensaiar, um sector maquinado numa barra. Após soldadura, austenitização e têmpera, numa extremidade, traça-se a curva dureza / distância do material de base e do material fundido, cujas temperabilidades respectivas podem, assim, ser comparadas (Fig. 16).
a) Revestimento da barra. b) Têmpera no topo de uma barra com uma recarga e austenítica c) Comparação das curvas dureza / distância
Fig. 16 Utilização do ensaio Jominy, para a comparação da temperabilidade
do material fundido e do material de base

Metalurgia da Soldadura II-VI-25
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
ACTIVIDADES / AVALIAÇÃO Exercício 1: Em que consiste o tratamento térmico do recozimento? ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Exercício 2: Em que consiste o tratamento térmico do revenido? ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Exercício 3: Qual a finalidade dos tratamentos termoquímicos? ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Exercício 4: Em que consiste e como se realiza a cementação? ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________

Metalurgia da Soldadura II-VI-26
Tratamentos Térmicos do Material de Base e das Juntas Soldadas
BIBLIOGRAFIA Curso de tratamentos térmicos dos aços, Ordem dos Engenheiros, Comissão Cultural de Engenharia Metalúrgica, Lisboa 1981. DIAS LOPES, E. M.; MIRANDA, R.M., Metalurgia da Soldadura Edições Técnicas do ISQ. O Ferro. Diagrama Ferro-carbono. Ligas de Ferro, LNETI-DMM/STFF; MTPMF/1981. SOARES, Pinto, Aços - Características e Tratamentos, 3ª edição, Livraria Linaluz, Porto. GRANJON, H., Bases metalúrgicas da soldadura, Instituto de Soldadura