UCS-PROGRAMAÇÃO MANUAL DE CNC

of 20
-
Upload
renan-ribeiro -
Category
Documents
-
view
255 -
download
0
Transcript of UCS-PROGRAMAÇÃO MANUAL DE CNC
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
1/20
UNIVERSIDADE DE CAXIAS DO SUL
CENTRO DE CINCIAS EXATAS E TECNOLOGIA.
TECNOLOGIA EM AUTOMATIZAO INDUSTRIAL
DICIPLINA: AUTOMATIZAO V
PROFESSOR: CARLOS ALBERTO COSTA
PROGRAMAO MANUAL DE
MQUINA CNC
Integrantes: Andr Bridi
Tiago PeriniVanderlei Bedin
Caxias do Sul, 17 de junho de 2002
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
2/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
Introduo
Este trabalho tem a finalidade de por em prtica o aprendizado construdo sobre
programao em linguagem ISO, bem como adquirir conhecimentos sobre a transmisso de
programas para as mquinas CNC, sobre as diferentes ferramentas de corte utilizadas para o
processo de usinagem, sobre como determinar as referenciais da pea a ser usinada e
ferramentas e, finalmente, como determinar as diferentes maneiras de fixao das peas para
os processos de usinagem.
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
3/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
1. Desenvolvimento
1.1. Definio da pea:
A pea que dever ser usinada ter que apresentar as caractersticas abaixo, sendo quea escolha da geometria da pea foi um comum acordo com os integrantes do grupo:
a) Furos
b) Rampas
c) Raios
d) Contornos Laterais
e) ngulos
f) No mnimo 02 fixaes na morsa para usinagem.
O desenho da pea foi executado no programa SolidWorks, que faz modelagem de
geometria em 3D (3 dimenses) e subseqentemente o desenho 2D partiu do mesmo
programa, a geometria da pea tambm foi definida aps a verificao das ferramentas de
corte que tnhamos disponvel, que nos foram fornecidas atravs de uma lista com suas
determinadas dimenses e caractersticas.
O material que usaramos como matria-prima Nylon, foi determinado em funo de
sua fcil aquisio no mercado, por baixo custo e fcil usinabilidade.
1.2. Fases de Usinagem da pea:
1.2.1. Fase 01O bloco j se encontrava pr-usinado, de acordo com as cotas que constam na Folha de
Matria Prima, que est em anexo.
A maneira que a pea foi fixada na morsa teve que ser bem determinada pelos motivos
de diferentes usinagens da pea.
Foi ento determinado o Ponto Zero da pea, para que a mquina pudesse ter
referencia para a usinagem do bloco. Nesta fase foi usinada o contorno da pea, raios, rampas,
desbastes e acabamento da parte superior, conforme visualizados na Folha de Execuo da
Fase 01.
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
4/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
1.2.2. Fase 02Aps o trmino da Fase 01 a pea rotacionada 180 no eixo X e 90 no eixo Y , est
fase apenas para retirar o excesso de material que restou da Fase 01.
1.2.3. Fase 03Depois da retirada do excesso de massa que estava atrapalhando o processo de
usinagem a pea rotacionada 90 no eixo Y para a realizao da furao na parte frontal da
pea.
1.3. Programao Manual
A seguir a programao manual realizada pelo grupo para a confeco da pea.
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
5/20
Trabalho de Programa
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
6/20
Trabalho de Programao Ma
Prof
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
7/20
Trabalho de Programao Ma
Prof
FOLHA DE MATRIA-PRIMAGRUPO: 05 PROGRAMADORES: Andr B. , Tiago P. e Vanderlei B.
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
8/20
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
9/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
FOLHA DE FERRAMENTASGRUPO: 05 PROGRAMADORES: Andr B. , Tiago P. e Vanderlei B.
CORRETOREST DESCRIO DA FERRAMENTAD H
02 Fresa de Topo Inteiria de Ao Rpido ( FTIA 20 ) D2 H2
05 Fresa Esfrica Inteiria de Metal Duro ( FEIM 12 ) D5 H5
06 Broca de Metal Duro com Revestimento ( BRM 08 ) D6 H6
08 Broca de Metal Duro com Revestimento ( BRM 12 ) D8 H8
DATA: 05/06/02 ASSINATURA:
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
10/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
FOLHA DE PROCESSOS
GRUPO: 05 PROGRAMADORES:Andr B., Tiago P. e Vanderlei B.
FERRAMENTA DESCRIO DO PROCESSO FASE
Fixao da pea na mora conforme Folha de Execuo - Fase 1 01
T02- Fresa deTopo 20mm
Usinagem de limpeza da face superior do material 01
Desbaste de contorno externo com profundidade de 51 mm, naparte frontal com rampas de 45 e raio de 20 mm. Nas faces lateraise traseira da pea apenas limpar e deixar com as medidas finais.
01
Desbaste direito do meio superior para alivio de massa comprofundidade de 15 mm sendo 3 passos de 5 mm, com sobre metalde 2 mm.
01
Desbaste esquerdo do meio superior para alivio de massa comprofundidade de 15 mm sendo 3 passos de 5 mm, com sobre metalde 2 mm .
01
Desbaste frontal sobre o raio de 20 mm com profundidade de 20mm, sendo 4 passes de 5 mm de profundidade.
01
T05 Fresa
Esfrica 12mm
Acabamento superior , rampas esquerda e direita com 45 e um raio
central de 20 mm com subrotina, passes de 0,5 mm.
01
Aps o trmino da Fase 01 a pea rotacionada 180 no eixo X e90 no eixo Y (ver Folha de Execuo - Fase 2).
02
T02- Fresa deTopo 20mm
Usinagem da parte inferior da pea para concluso da espessurafinal da pea e retirando o excesso de material.
02
Ao trmino da Fase 02 a pea rotacionada 90 no eixo Y (verFolha de Execuo - Fase 3)
03
T08 - Broca deMetal de 12mm
Usinar 02 furos frontais, sendo, um a esquerda e outro a direita docentro da pea com uma distancia de 32,5 mm do centro da pea
com profundidade com 5 mm de profundidade da face.
03
T06 Broca deMetal de 8mm
02 Furos frontais, sendo, um a esquerda e outro a direita do centroda pea com uma distancia de 32,5 mm do centro da pea com
profundidade com 20 mm de profundidade da face.
03
DATA: 05/06/02 ASSINATURA:
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
11/20
Trabalho de Programao Ma
Prof
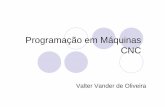
FOLHA DE EXECUOGRUPO: 05 FASE: 01 PROGRAMADORES: Andr Bridi, Vanderlei Bedin e Ti
X
YZ
Fixao para a posio 01
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
12/20
Trabalho de Programao Ma
Prof
FOLHA DE EXECUOGRUPO: 05 FASE: 02 PROGRAMADORES: Andr Bridi, Vanderlei Bedin e Ti
Ponto zero pea
X
YZ
Fixa
na mor
Fixao para a posio 02
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
13/20
Trabalho de Programao Ma
Prof
FOLHA DE EXECUOGRUPO: 05 FASE: 03 PROGRAMADORES: Andr Bridi, Vanderlei Bedin e Ti
Fix
Fixao para a posio 03
Pon
X
YZ
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
14/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
Concluso
A programao foi digitada no modo de notas (exteno.txt ), sendo feita logo aps
uma verificao no Simulador de Usinagem (Vericut). Com base nisto foram constatados
problemas de digitao bem como problemas de programao. nesta etapa que pode-se
visualizar os erros que realizou-se durante a programao.
Embora alguns componentes do grupo possuam um grande conhecimento no ramo de
Programao de mquinas CNC, encontrou-se bastante dificuldade para a realizao da
usinagem, tais como alterao de rotaes e avanos de corte. Um outro imprevistoencontrado foi no material que usinou-se, pois o mesmo possua bolhas em sua estrutura,
comprometendo o acabamento da pea.
Pode-se tambm concluir que apesar de um programa estar devidamente correto,
necessrio o acompanhamento de um operador que possa determinar alteraes que possam
ocorrer e executa-las.
Definir os parmetros de usinagem, a maneira de fixao, as ferramentas a serem
utilizadas e a otimizao das rotinas para reduzir tempos de processo e possveis erros, tornam
o trabalho mais simplificado e no passvel de novos erros, deixando todo o processo
documentado e facilitando usinagens posteriores.
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
15/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
Anexo 1
Programao Manual da Pea
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
16/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
%O5(grupo 5)(Vanderlei bedin)(Andre bridi )
(Tiago e perini )(;SPIANO CONTORNO)G90 G21 G40 G80 G17 G54(;DESBASTE 20 mm diam.)T02 M06 (156 86 60 - 0 86 60)G43 G00 Z20. H02 M03 S1000 M08G90 X-10.9 Y1. D2G91G01 X9.9 Z-20. F1000Z-1.X152.
Y-82.X-152.Y82.Z1.Y9.9 Z19.(;SPIANO CONTORNO DENTRO)G90 G00 X-9.9 Y-3.2 D2Z20.G91 G01 X9.9 Z-20. F1000Z-1.X150.Y-10.X-150.Y-10X150.Y-10.X-150.Y-10X150.Y-10.X-150.
Y-10.X150.Z1.X9.9 Z20.(;DESBASTE CONTORNO EXTERNO1)G90 G00 X0. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20 F1000Z-5.Y-30.
X30. Y-30.X25.
G03 X40. R20.G01 X25.X30. Y30.Y30.X-150.
Z5.X9.9 Z20.(;DESBASTE CONTORNO EXTERNO2)G90 G00 X0. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20 F1000Z-10.Y-30.X30. Y-30.X25.
G03 X40. R20.G01 X25.X30. Y30.Y30.X-150.Z10.X9.9 Z20.(;DESBASTE CONTORNO EXTERNO3)G90 G00 X0. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20 F1000Z-15.Y-30.X30. Y-30.X25.G03 X40. R20.G01 X25.X30. Y30.Y30.X-150.
Z15.X9.9 Z20.(;DESBASTE CONTORNO EXTERNO4)G90 G00 X0. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20 F1000Z-20.Y-30.X30. Y-30.X25.
G03 X40. R20.G01 X25.
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
17/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
X30. Y30.Y30.X-150.Z20.X9.9 Z20.
(;DESBASTE CONTORNO EXTERNO5)G90 G00 X0. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20 F1000Z-25.Y-30.X30. Y-30.X25.G03 X40. R20.G01 X25.
X30. Y30.Y30.X-150.Z25.X9.9 Z20.(;DESBASTE CONTORNO EXTERNO6)G90 G00 X0. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20 F1000Z-30.Y-30.X30. Y-30.X25.G03 X40. R20.G01 X25.X30. Y30.Y30.X-150.Z30.X9.9 Z20.
(;DESBASTE CONTORNO EXTERNO7)G90 G00 X0. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20 F1000Z-35.Y-30.X30. Y-30.X25.G03 X40. R20.G01 X25.
X30. Y30.Y30.
X-150.Z35.X9.9 Z20.(;DESBASTE CONTORNO EXTERNO8)
G90 G00 X0. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20 F1000Z-40.Y-30.X30. Y-30.X25.G03 X40. R20.G01 X25.X30. Y30.Y30.
X-150.Z40.X9.9 Z20.(;DESBASTE CONTORNO EXTERNO9)G90 G00 X0. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20 F1000Z-45.Y-30.X30. Y-30.X25.G03 X40. R20.G01 X25.X30. Y30.Y30.X-150.Z45.X9.9 Z20.(;DESBASTE CONTORNO EXTERNO10)
G90 G00 X0. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20 F1000Z-51.Y-30.X30. Y-30.X25.G03 X40. R20.G01 X25.X30. Y30.Y30.
X-150.Z51.
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
18/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
X9.9 Z20.(;DESBATSE MEIO ESQUERDO 1.1)G90 G00 X30. Y9.9Z20.G91 G41 D2 G01 Y-9.9 Z-20. F1000
Z-5.Y-70.X20.Y70.Z5.Y-9.9 Z20.(;DESBATSE MEIO ESQUERDO 1.2)G90 G00 X30. Y9.9Z20.G91 G41 D2 G01 Y-9.9 Z-20. F1000Z-10.
Y-70.X20.Y70Z10.Y-9.9 Z20.(;DESBATSE MEIO ESQUERDO 1.3)G90 G00 X30. Y9.9Z20.G91 G41 D2 G01 Y-9.9 Z-20. F1000Z-16.Y-70.X20.Y70.Z16.Y-9.9 Z20.(;DESBATSE MEIO ESQ 1.1)G90 G00 X50. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20. F1000Z-5.Y-70.
Z5.Y-9.9 Z20.(;DESBATSE MEIO ESQ 1.2)G90 G00 X50. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20. F1000Z-10.Y-70.Z10.Y-9.9 Z20.(DESBATSE MEIO ESQ 1.3)
G90 G00 X50. Y9.9Z20.
G91 G42 D2 G01 Y-9.9 Z-20. F1000Z-16.Y-70.Z16.Y-9.9 Z20.
(DESBATSE MEIO DIR 1.1)G90 G00 X100. Y9.9Z20.G91 G41 D2 G01 Y-9.9 Z-20. F1000Z-5.Y-70.X20.Y70.Z5.Y-9.9 Z20.(DESBATSE MEIO DIR 1.2)
G90 G00 X100. Y9.9Z20.G91 G41 D2 G01 Y-9.9 Z-20. F1000Z-10.Y-70.X20.Y70.Z10.Y-9.9 Z20.(DESBATSE MEIO DIR 1.3)G90 G00 X100. Y9.9Z20.G91 G41 D2 G01 Y-9.9 Z-20. F1000Z-16.Y-70.X20.Y70.Z16.Y-9.9 Z20.(DESBATSE MEIO DIR 1.1)G90 G00 X120. Y9.9
Z20.G91 G42 D2 G01 Y-9.9 Z-20. F1000Z-5.Y-60.Z5.Y-9.9 Z20.(DESBATSE MEIO DIR 1.2)G90 G00 X120. Y9.9Z20.G91 G42 D2 D2 G01 Y-9.9 Z-20. F1000Z-10.
Y-60.Z10.
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
19/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
Y-9.9 Z20.(DESBATSE MEIO DIR 1.3)G90 G00 X120. Y9.9Z20.G91 G42 D2 G01 Y-9.9 Z-20. F1000
Z-16.Y-60.Z16.Y-9.9 Z20.(DESBATSE FRENTE 1,1)G90 G00 X150. Y-69.9Z20.G91 G41 G01 Y9.9 Z-20. F1000Z-5.X-150.Z5.
Y-9.9 Z20.(DESBATSE FRENTE 1,2)G90 G00 X150. Y-69.9Z20.G91 G41 G01 Y9.9 Z-20. F1000Z-10.X-150.Z10.Y-9.9 Z20.(DESBATSE FRENTE 1,3)G90 G00 X150. Y-69.9Z20.G91 G41 G01 Y9.9 Z-20. F1000Z-15.X-150.Z15.Y9.9 Z20.(DESBATSE FRENTE 1,4)G90 G00 X150. Y-69.9Z20.G91 G41 G01 Y9.9 Z-20. F1000
Z-21.X-150.Z21.Y9.9 Z20.(DESBASTE RAMPA CONTORNOINICIO ATRAS 1,1)G90 G00 Z50.T05 M06(DESB. 14 MM DIAM.)G43 G00 Z20. H05 M03 S1000G90 G00 X-11. Y-0.
G18 Z20.M98 P51 L130
G00 G90 Z30.M09M05M30
%O51G91 Z-25.G01 G42 D5 X11. F1000G01 X10.X20. Z-20.X25.G03 X40. R20.
G01 X25.X20. Z20.X10.G00 G40 Z25.G90 G00 X-11.G91 Y-0.5M99
%O53(;SPIANO CONTORNO)G90 G21 G40 G80 G17 G54T2 M06(;DESBASTE mm diam.)G43 G00 Z20. H02 M03 S1000 M08G90 X-10.9 Y1. D2G91G01 X9.9 Z-20. F1000Z-14.
X82.Y-152X-82.Y152.Z14.Y9.9 Z19.(;SPIANO CONTORNO DENTRO)G90 G00 X-9.9 Y-3.2Z20.G91 G01 X9.9 Z-20. F1000Z-14.
X82.Y-10.
-
8/4/2019 UCS-PROGRAMAO MANUAL DE CNC
20/20
Trabalho de Programao Manual e CAD/CAM, Bridi, Tiago e Vanderlei
Prof. Carlos Alberto Costa (1o
Semestre 2002)
X-82.Y-10X82.Y-10.X-82.
Y-10X82.Y-10.X-82.Y-10.X82.Z14.X9.9 Z20.M09M05M30
%O54(FURO DO BRIDO 8)G90 G21 G40 G80 G17 G55T6 M06G43 G00 H06 M03 S1000 M08G90 G00 Y42.5 X15. Z40.G91G99 G81 Z-45. R65. F800G90 G00 Y107.5 X15.G91G99 G81 Z-45. R65. F800M05(FURO DO BRIDO 12)G90 G21 G40 G80 G17 G54T8 M06G43 G00 Z20. H08 M03 S1000 M08G90 G00 Y42.5 X15. Z40.
G91G99 G81 Z-60. R105. F800G90 G00 Y107.5 X15.G91G99 G81 Z-60. R105. F800M05M30