![D d D d/ W l WK>1 / D/>/d Z K W Z W } ( } Z µ > ] u · d d d d/ w l wk>1 / d/>/d z k w z w } ( } z µ > ] u w } ( x z µ > ] u Á Á Á x p ] } v µ } x } u x ï (txdomr gr judx](https://static.fdocumentos.tips/doc/165x107/5be4031709d3f2d7048c25f3/d-d-d-d-w-l-wk1-dd-z-k-w-z-w-z-u-d-d-d-d-w-l-wk1-dd.jpg)
U N IV E R S ID A D E F E D E R A L D A B - U F B A E S C...
73
UNIVERSIDADE FEDERAL DA BAHIA - UFBA ESCOLA DE ENGENHARIA DEPARTAMENTO DE HIDRÁULICA E SANEAMENTO - DHS II CURSO DE ESPECIALIZAÇÃO EM GERENCIAMENTO E TECNOLOGIAS AMBIENTAIS NA INDÚSTRIA G ERENCIAMENTO A MBIENTAL À PARTIR DO C ONTROLE NA F ONTE FRANCISCO DE ASSIS FREITAS S SALVADOR, BA JANEIRO DE 2001 UNIVERSIDADE FEDERAL DA BAHIA - UFBA ESCOLA DE ENGENHARIA D DE EP PA AR RT TA AM ME EN NT TO O D DE E H HI I D DR RÁ ÁU UL LI I C C A A E E S SA AN NE EA AM ME EN NT TO O - - D DH HS S
Transcript of U N IV E R S ID A D E F E D E R A L D A B - U F B A E S C...
UUNNIIVVEERRSSIIDDAADDEE FFEEDDEERRAALL DDAA BBAAHHIIAA -- UUFFBBAAEESSCCOOLLAA DDEE EENNGGEENNHHAARRIIAA
DDEEPPAARRTTAAMMEENNTTOO DDEE HHIIDDRRÁÁUULLIICCAA EE SSAANNEEAAMMEENNTTOO -- DDHHSSIIII CCUURRSSOO DDEE EESSPPEECCIIAALLIIZZAAÇÇÃÃOO EEMM GGEERREENNCCIIAAMMEENNTTOO EE TTEECCNNOOLLOOGGIIAASS
AAMMBBIIEENNTTAAIISS NNAA IINNDDÚÚSSTTRRIIAA
GGEERREENNCCIIAAMMEENNTTOO AAMMBBIIEENNTTAALL ÀÀ PPAARRTTIIRR DDOO
CCOONNTTRROOLLEE NNAA FFOONNTTEE
FFRRAANNCCIISSCCOO DDEE AASSSSIISS FFRREEIITTAASS
SSAALLVVAADDOORR,, BBAAJJAANNEEIIRROO DDEE 22000011
UUNNIIVVEERRSSIIDDAADDEE FFEEDDEERRAALL DDAA BBAAHHIIAA -- UUFFBBAAEESSCCOOLLAA DDEE EENNGGEENNHHAARRIIAA
DDEEPPAARRTTAAMMEENNTTOO DDEE HHIIDDRRÁÁUULLIICCAA EE SSAANNEEAAMMEENNTTOO -- DDHHSS
2
2
AAGGRRAADDEECCIIMMEENNTTOOSS
AAOOSS MMEEUUSS MMEESSTTRREESS,, OORRIIEENNTTAADDOORREESS
PPEELLOO TTEEMMPPOO DDEEDDIICCAADDOO AA NNÓÓSS AALLUUNNOOSS..AAOOSS CCOOLLEEGGAASS DDEE TTRRAABBAALLHHOO PPEELLOO
IINNCCEENNTTIIVVOO..ÀÀ MMIINNHHAA FFAAMMÍÍLLIIAA:: DDAAIISSII,, DDAANNIIEELLLLEE EE
FFEELLIIPPEE PPEELLOO TTEEMMPPOO QQUUEE DDEEIIXXEEII DDEE LLHHEESS
DDAARR..
3
3
SSUUMMÁÁRRIIOO
AGRADECIMENTOS.....................................................................................................................................2
1-INTRODUÇÃO ............................................................................................................................................3
2-APRESENTAÇÃO ......................................................................................................................................4
3-METODOLOGIA .........................................................................................................................................5
4- DESCRIÇÃO DA FÁBRICA......................................................................................................................6
4.1. LOCALIZAÇÃO DA PETROBRAS –FAFEN -BA .................................................................... 64.2. PLANTAS INDUSTRIAIS....................................................................................................... 74.3. RESUMO DOS PROCESSOS PRODUTIVOS ....................................................................... 74.3.1 AMÔNIA – NH3.................................................................................................................. 74.3.2. URÉIA – NH2CONH2 ....................................................................................................... 114.3.3 ÁCIDO NÍTRICO - HNO3 ............................................................................................... 144.3.4. HIDROGÊNIO - H2 ........................................................................................................ 164.3.5. GÁS CARBÔNICO - CO2............................................................................................... 18
5 – BREVE HISTÓRICO DAS QUESTÕES AMBIENTAIS DA FAFEN-BA ...........................................20
5.1. PERÍODO 1970 – 1977 ....................................................................................................... 205.2. PERÍODO 1978 – 1986 ....................................................................................................... 205.3. PERÍODO 1987 – 1994 ....................................................................................................... 225.4. PERÍODO 1995 – 1997 ....................................................................................................... 24
6 – LANÇAMENTOS AO MEIO AMBIENTE ............................................................................................27
6.1. RESÍDUOS SÓLIDOS ........................................................................................................ 286.2. EMISSÕES ATMOSFÉRICAS ............................................................................................. 306.3. EFLUENTES LÍQUIDOS...................................................................................................... 31
7 – GERENCIAMENTO AMBIENTAL À PARTIR DO CONTRÔLE NA FONTE ...................................39
7.1. A TÉCNICA ......................................................................................................................... 397.2. LEVANTAMENTO DE DADOS E APLICAÇÕES DA TÉCNICA............................................ 40
8 - ANÁLISE ECONÔMICA E AMBIENTAL .............................................................................................63
8.1. ANÁLISE ECONÔMICA E AMBIENTAL............................................................................... 63
CONCLUSÃO...............................................................................................................................................68
BIBLIOGRAFIA............................................................................................................................................70

3
3
11.. IINNTTRROODDUUÇÇÃÃOO
Uma política de gestão dos recursos naturais eficaz e/ou eficiente em
atividades econômicas consiste inicialmente em introduzir uma cultura ambiental nas
empresas trabalhando de fora para dentro apoiado em uma Legislação Ambiental
atualizada, e com as ferramentas do Gerenciamento Ambiental ( Auditorias
Ambientais, Normas Internacionais, etc...), de modo a criar uma consciência
ambiental no corpo técnico, administrativo e gerencial.
A criação de uma coordenação de meio ambiente na PETROBRAS-FAFEN-
BA deu-se em 1987, e desde então vem conseguindo resultados ambientais
significativos, capacitando profissionais e evoluindo à cada ano, no sentido de
implementar o máximo de melhorias ambientais.
Entretanto, é necessário continuar ao longo dos anos o trabalho ambiental
com afinco, pois se trata de conscientização, que sempre é um processo demorado,
não desistir já que algumas vezes o processo produtivo tem a prioridade dos
investimentos.
O êxito de programas ambientais são sempre junto de um trabalho contínuo,
sistemático e participativo, ao longo de anos para quebrar alguns paradigmas,
dentre eles, de que investimentos em projetos ambientais nem sempre geram
economia.
Este trabalho mostra que este paradigma pode ser quebrado.
4
4
O resultado inevitavelmente será uma ação preventiva permanente e eficaz
que refletirá na geração de um ambiente organizacional favorável onde prevalecerá
a segurança e qualidade de vida de todo o corpo funcional e seu entorno.
Importante é sentir que já existe um clima organizacional favorável e que o
balanço final será bom para todos.
À todos, o meio ambiente agradece.
22.. AAPPRREESSEENNTTAAÇÇÃÃOO
Em maio de 1998, meu trabalho na área ambiental consistia em emitir
relatórios, acompanhar resultados, fazer intervenções para melhorias e perseguir
índices ambientais colocados como metas para a organização.
Solicitei participar do curso de Especialização em Gerenciamento
Ambiental e Tecnologias Ambientais na Indústria da UFBA e em março de 1999, na
disciplina “Tecnologias Limpas e Maximização de Resíduos” foi-nos distribuída uma
apostila que serviu de orientação para elucidar os conceitos similares contidos e
para aproximar o processo produtivo da condição de emissão zero ( KIPERSTOK, A
e JUNIOR, J.S.C.S, 1999 ).
Verifiquei que a técnica se aplicava aos problemas atualmente existentes
no meu trabalho na fábrica, vislumbrei algumas possibilidades de realizar trabalhos
quase que imediatamente, só pelo relato das experiências citadas em sala de aula.
A implementação de práticas de prevenção de poluição dependia do conhecimento
de instrumentos técnicos e gerenciais que foram aprendidos ao longo do curso.
Ficou claro que a utilização de tecnologias limpas no processo produtivo,
além das vantagens ambientais contribuía para reduzir os custos econômicos da
produção.
5
5
Na minha visão, era a sistematização necessária para atingir as pessoas
em todos os níveis da empresa (gerentes; engenheiros projetistas, operacionais e de
manutenção; operadores e auxiliares de operação).
O uso da técnica me permitiu agir melhor e vou descrever neste trabalho
as intervenções, nas unidades de produção de amônia, uréia, bióxido de carbono,
hidrogênio e ácido nítrico, executadas em 1999 e o que acontecerá em 2000 através
de fotos; gráficos; fluxogramas; balanços ; análise sobre retorno do investimento e
sobre o meio ambiente, sempre interligando os aspectos teóricos e práticos
utilizados.
33.. MMEETTOODDOOLLOOGGIIAA
A metodologia utilizada contemplou :
ð Levantamento de Dados Históricos do comportamento dos parâmetros
de avaliação ambiental ( gráficos e tabelas) nas plantas;
ð Levantamento de dados operacionais e análise dos dados;
ð Pesquisa via Internet: Acesso a “sites” de órgãos governamentais,
não-governamentais, entidades representativas de segmentos industriais, de
pesquisa, dentre outros;
ð Revisão bibliográfica: utilização de livros técnicos relativos a
Legislação Ambiental, artigos técnicos, parâmetros de controle da CETREL, Manuais
de operação das plantas industriais, Manuais de projeto para aumento da
capacidade das unidades de amônia e uréia, Material didático para Cursos Internos,
trabalhos técnicos citados no curso, “folders” da empresa e do Pólo Petroquímico;
6
6
44.. DDEESSCCRRIIÇÇÃÃOO DDAA FFÁÁBBRRIICCAA
4.1. LOCALIZAÇÃO DA PETROBRAS –FAFEN -BA
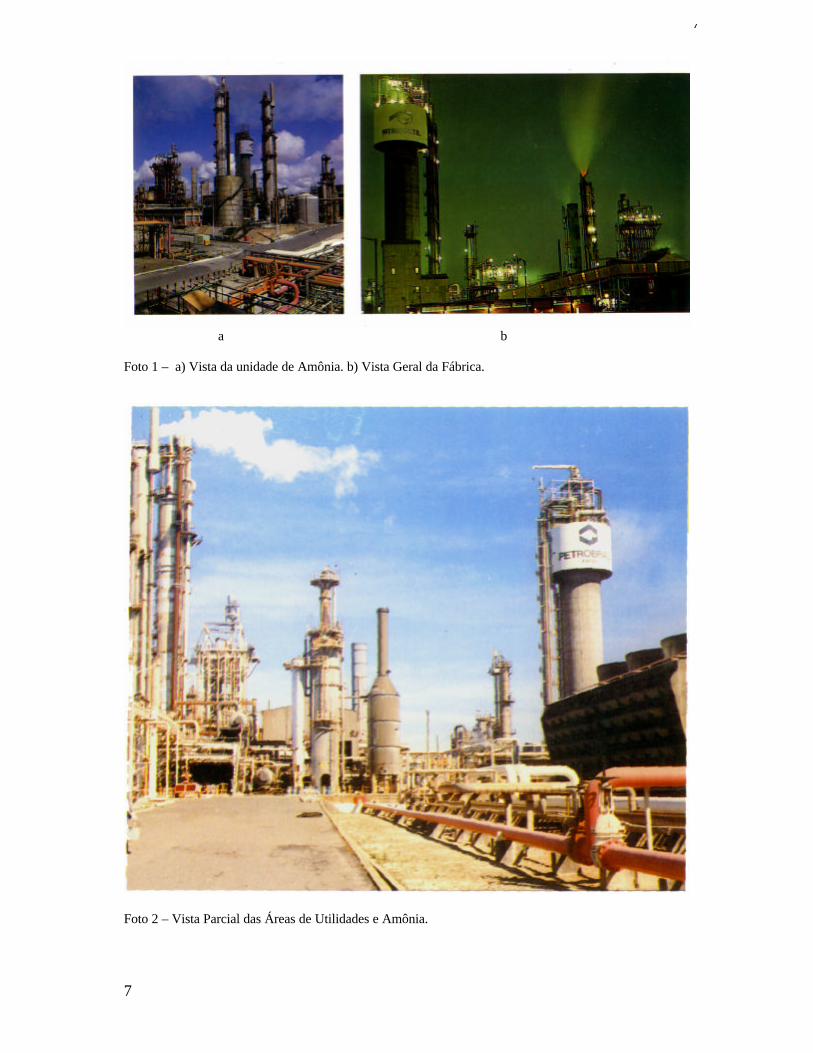
O Pólo Petroquímico de Camaçari apresenta hoje cerca de 36 empresas
de química e petroquímica e de transformação. Emprega em torno de 5.000
funcionários diretos e 7.000 indiretos. Fica localizado a 40km de Salvador e a 4 e
3km das sedes municipais de Camaçari e Dias D’Ávila, respectivamente ( figura 1 ).
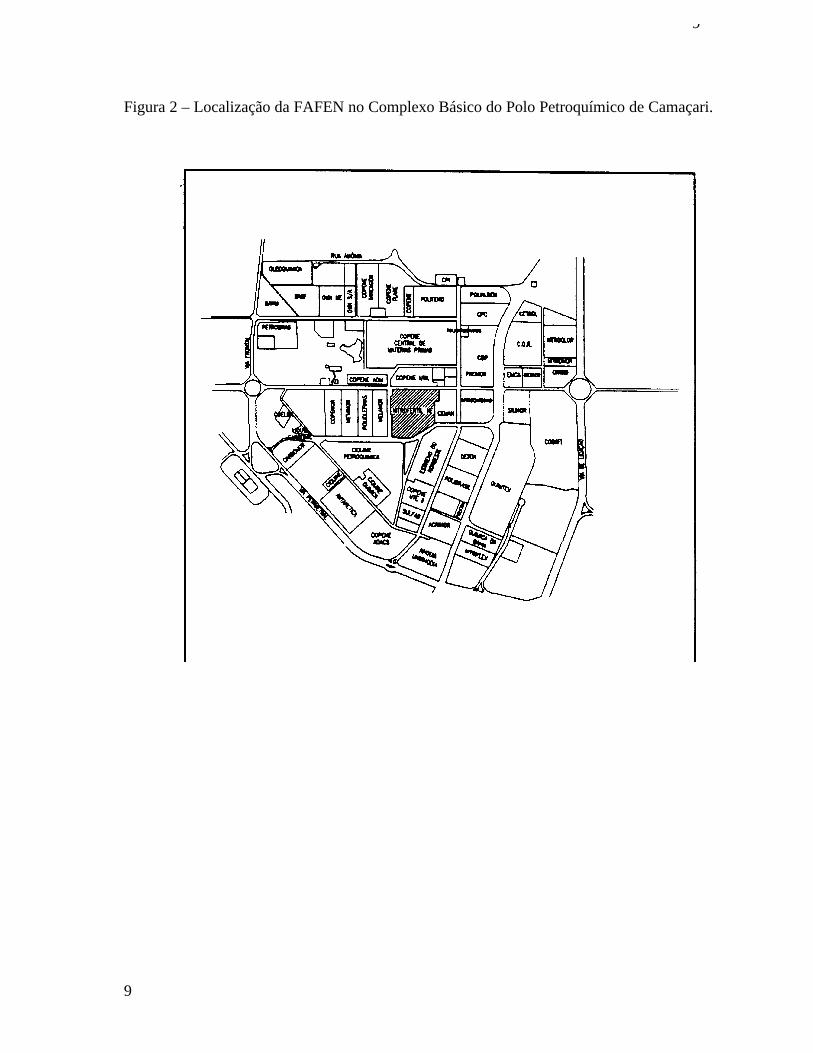
A PETROBRÀS-FAFEN-BA é a Fábrica de Fertilizantes Nitrogenados da
PETROBRÀS S/A, encontra-se localizada no Complexo Básico do Pólo de
Camaçari, região que agrupa as principais empresas de fornecimento de matérias-
primas e utilidades ( figura 2 ). Ocupa uma área de 284.000 m2, possuindo hoje
cerca de 450 funcionários.
As instalações da FAFEN-BA tem a sua vizinhança formada pelas
empresas Companhia Petroquímica do Nordeste S/A - COPENE, Melamina do
Nordeste S/A - MELANOR (desativada), Central de Manutenção S/A - ABB,
Companhia Química do Nordeste S/A – CIQUINE e Estireno do Nordeste S/A - EDN.
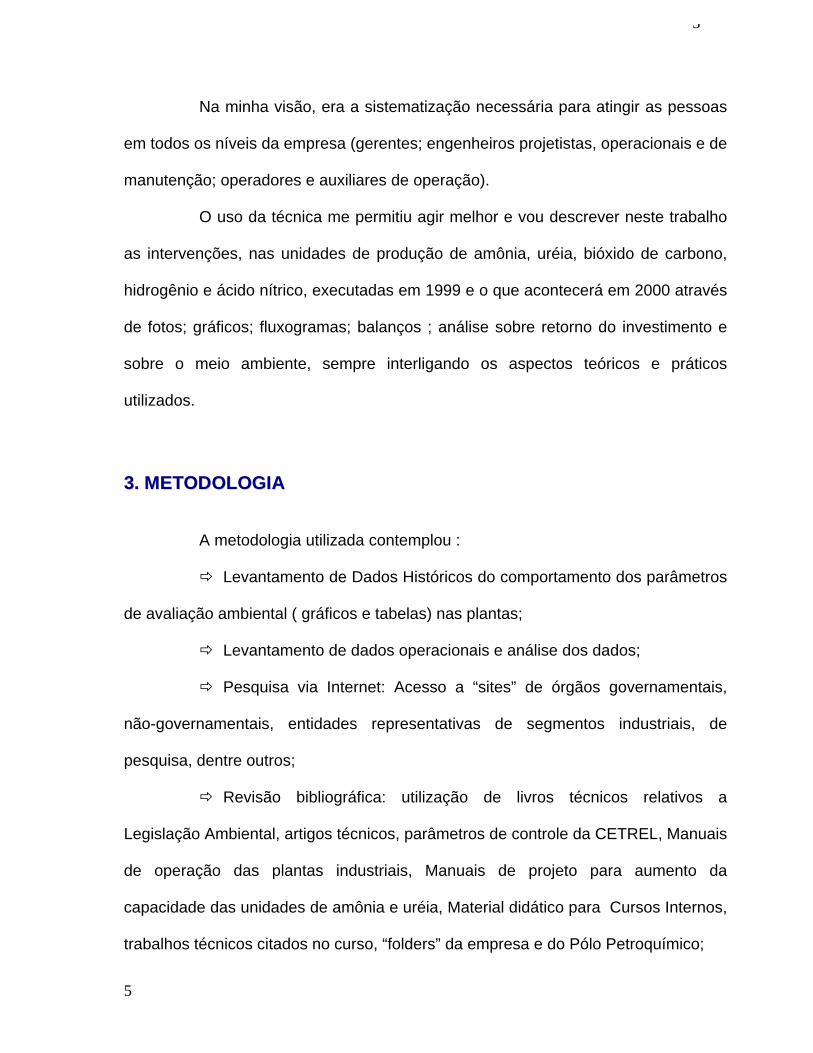
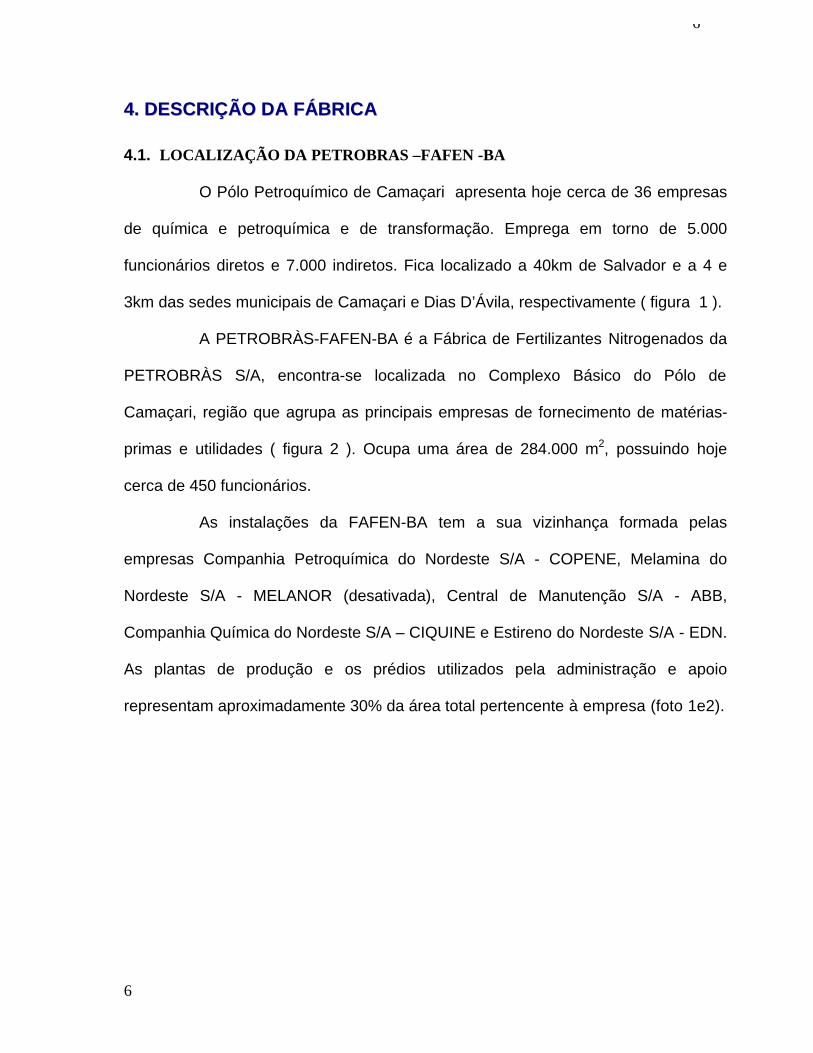
As plantas de produção e os prédios utilizados pela administração e apoio
representam aproximadamente 30% da área total pertencente à empresa (foto 1e2).
7
7
a b
Foto 1 – a) Vista da unidade de Amônia. b) Vista Geral da Fábrica.
Foto 2 – Vista Parcial das Áreas de Utilidades e Amônia.
8
8
Figura 1 - Localização do Complexo Básico do Polo Petroquímico de Camarçari em relaçãoas cidades vizinhas.
9
9
Figura 2 – Localização da FAFEN no Complexo Básico do Polo Petroquímico de Camaçari.

10
10
4.2. PLANTAS INDUSTRIAIS
A atual FAFEN-BA surgiu no final da década de 60, sendo pois uma dassementes do Pólo Petroquímico. Suas primeiras plantas entraram em operação em1970, constituindo o que se denominava àquela época, COPEB – ConjuntoPetroquímico da Bahia, órgão da área industrial da PETROBRAS (Petróleo BrasileiroS/A), cuja incumbência era utilizar o gás natural do Recôncavo Baiano a fim desuprir parte do déficit de fertilizantes nitrogenados da região. Mais tarde, com osurgimento da subsidiária PETROFÉRTIL (PETROBRAS Fertilizantes S/A, em1978), é a ela incorporada como companhia, deixando assim de ser um órgãooperacional (a exemplo das refinarias de petróleo), e passando sua razão social aser NITROFÉRTIL S/A – Fertilizantes Nitrogenados do Nordeste, mantendo-seassim até a extinção da PETROFÉRTIL, fruto da privatização de suas controladas ecoligadas. No final de 1993, decidiu-se pela não privatização da NITROFÉRTIL e simpor sua incorporação à área industrial da PETROBRAS, como na época do seusurgimento, passando sua denominação a ser PETROBRAS-FAFEN.com unidadesna BAHIA e SERGIPE.
A unidade da BAHIA a FAFEN-BA possui hoje:- uma planta de amônia para 1050 ton/dia,- uma planta de uréia para 1100 ton/dia,- uma planta de ácido nítrico diluído e concentrado para 100 ton/dia
cada uma,- uma planta de hidrogênio para 35m3/h de hidrogênio à 85%,- um conjunto de sistemas de utilidades (torres de água de resfriamento,
subestações elétricas, separadores de água-óleo, bacia de efluentes,sistemas de geradores de emergência, dutos e canaletas paraefluentes líquidos),
- um parque de estocagem para amônia e uréia em Camaçari,- um parque de estocagem para amônia e uréia no Terminal Marítimo
de Aratu.
4.3. RESUMO DOS PROCESSOS PRODUTIVOS
4.3.1 AMÔNIA – NH3
Processo Industrial
A primeira produção de amônia, em escala industrial, deu-se em 1913, naAlemanha, utilizando-se o processo Harber-Bosch.
O processo de produção de amônia consiste, essencialmente, na reaçãoentre o nitrogênio e o hidrogênio, sob elevada pressão e temperatura, na presençade catalisador, como indicado na seguinte equação:
N2 + 3H2 → 2NH3
Antes do advento da indústria de amônia sintética, a principal fonte dessederivado nitrogenado era constituída pelos gases provenientes da operação decoqueificação de carvão.

11
11
O nitrogênio utilizado na síntese da amônia é derivado do ar. Uma grandevariedade de fontes é usada para obter o hidrogênio exigido pelo processo.Atualmente as unidades de produção de amônia obtêm o hidrogênio por meio doprocessamento do gás natural ou de derivado de petróleo.
O processamento empregado em instalações industriais de produção deamônia, que utilizam gás natural como fonte de hidrogênio na FAFEN-BA e FAFEN-SE,envolve as seguintes operações ( figura 3 ):
ð conversão dos hidrocarbonetos (metano e etano) em gás de reforma(CO + H2) na presença de catalisador, na etapa denominada ReformaPrimária com vapor d’água e Reforma Secundária com Ar atmosférico
ð conversão do CO a CO2 mediante reação com vapor d’água empresença de catalisador, etapa denominada Conversão Primária eSecundária.
ð remoção do CO2 utilizando solução absorvedora de Carbonato dePotássio na chamada Purificação do Gás de Síntese
ð remoção do CO residual em presença de catalisador: Metanaçãoð reação do H2 com N2, formando amônia, também em presença de
catalisador: Síntese da Amônia
Propriedades Físicas e Químicas
Entre os líquidos, a amônia é o que tem características que mais seassemelham às da água, sendo também um excelente solvente. Sua principal
FIGURA 3 - CROQUI SIMPLIFICADO DO PROCESSO DEPRODUÇÃO DE AMÔNIA
REFORMA REMOÇÃO DE CO2“LOOP” DE SÍNTESE
NH3
GÁSNATURAL
N2 +H2 AR CO2
VAPOR
12
12
diferença em relação à água é a facilidade em dissolver muitas substânciasorgânicas. Por outro lado, entretanto, não dissolve sulfatos, sulfitos, carbonatosalcalinos, oxalatos, hidróxidos de metais alcalinos e alcalino-terrosos.
A amônia em estado gasoso é incolor e mais leve que o ar. Apresenta umodor característico irritante e penetrante. Não é combustível em toda faixa deconcentração. O seu limite de inflamabilidade no ar seco é de 15 a 28 % em volume.A faixa de explosividade é maior se a mistura contiver gases como o hidrogênio ou ooxigênio.
Os produtos da combustão são nitrogênio, água e traços de nitrato deamônio e de óxido de nitrogênio.
NH3 + H2O → NH4OHA amônia, na presença de umidade, transforma-se em hidróxido de
amônio, conforme reação acima, que tem ação alcalina e é o responsável pelacorrosão do cobre, zinco, prata e muitas das suas ligas.
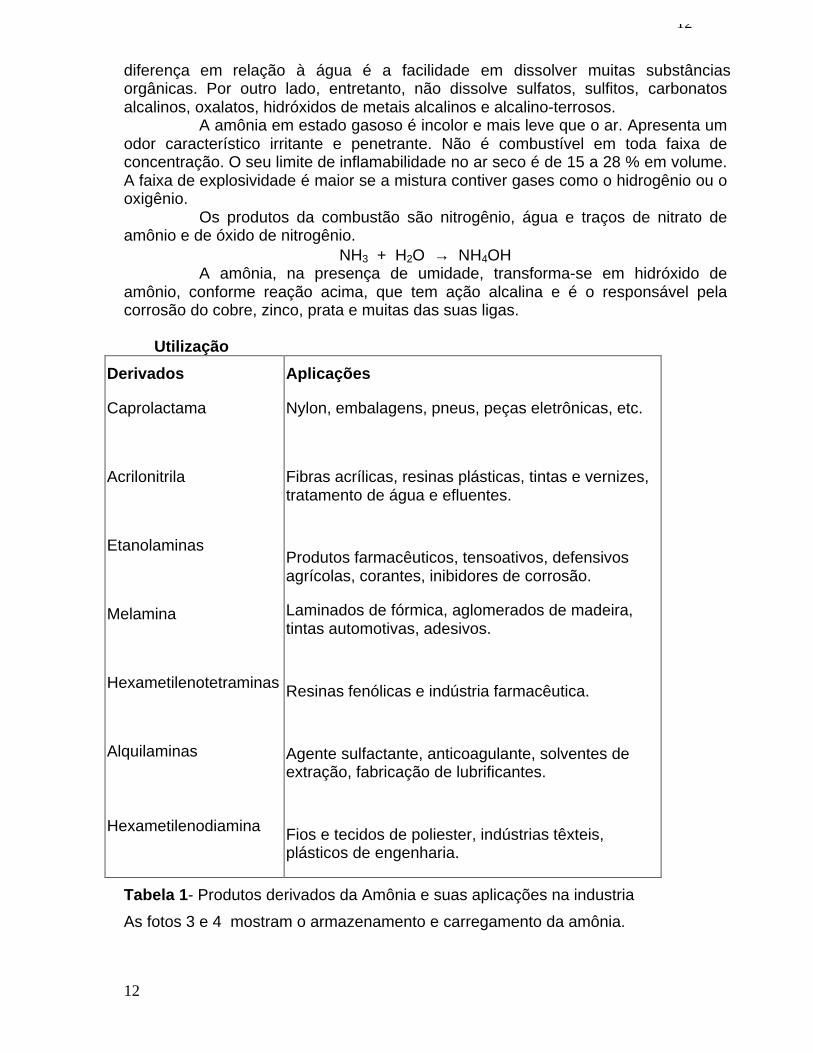
Utilização
Derivados
Caprolactama
Acrilonitrila
Etanolaminas
Melamina
Hexametilenotetraminas
Alquilaminas
Hexametilenodiamina
Aplicações
Nylon, embalagens, pneus, peças eletrônicas, etc.
Fibras acrílicas, resinas plásticas, tintas e vernizes,tratamento de água e efluentes.
Produtos farmacêuticos, tensoativos, defensivosagrícolas, corantes, inibidores de corrosão.
Laminados de fórmica, aglomerados de madeira,tintas automotivas, adesivos.
Resinas fenólicas e indústria farmacêutica.
Agente sulfactante, anticoagulante, solventes deextração, fabricação de lubrificantes.
Fios e tecidos de poliester, indústrias têxteis,plásticos de engenharia.
Tabela 1- Produtos derivados da Amônia e suas aplicações na industria
As fotos 3 e 4 mostram o armazenamento e carregamento da amônia.
11
11
Foto 3 - Esfera de Armazenamento de Amônia Líquida
Foto 4 - Caminhão de Transporte de Amônia Líquida
12
12
4.3.2 URÉIA – NH2CONH2
Introdução
A uréia ou carbamida, é um produto químico que se apresenta em estadosólido, na cor branca, sendo higroscópico e solúvel em água, álcool e benzina.
O produto tem a fórmula química NH2CONH2, podendo ser consideradouma amida do ácido carbâmico (NH2COOH) ou uma diamida do ácido carbônico(HOCOOH). Na natureza a uréia é formada pela decomposição de proteínas, nafase final do metabolismo do nitrogênio e é excretada pela urina. A uréia parece tersido primeiramente identificada por Rouelle, em 1773, que isolou material cristalino(em estado impuro) de resíduo sólido, obtido na evaporação da urina. Proustdeterminou a fórmula química em 1821 e, Wohler, em 1828, realizou a famosasíntese da uréia, reconhecendo-a como um composto orgânico, pela isomerizaçãodo cianato de amônio, que era considerado um material inorgânico. Basarow, em1868, realizou a síntese da uréia a partir da amônia e do bióxido de carbono, rotamais importante comercialmente.
Processo Industrial
Atualmente, a uréia é obtida a partir da síntese da amônia com o gáscarbônico, sob condições de temperatura e pressão elevadas. O processo, emresumo, obedece às seguintes etapas:
- SínteseA valores elevados de temperatura e pressão ocorre a síntese da uréia,
quando fluxos de amônia, bióxido de carbono e solução de reciclo são alimentadosno reator de uréia. A reação acontece em dois estágios, sendo o primeiro altamenteexotérmico e o segundo endotérmico :
NH3 + CO2 → NH2COONH4 carbamato de amônio (reação exotérmica)NH2COONH4 → NH2CONH2 Uréia + H2O (reação endotérmica)
Como a reação não se processa integralmente, na saída do reator deuréia tem-se, além da uréia, carbamato de amônio, água e excesso de amônia, queserão separados da uréia, através de processos de decomposição e recuperaçãosucessivos.
- Decomposição e RecuperaçãoNo processo de purificação, a mistura passa por três torres
decompositoras, que operam a pressões decrescentes. Nas torres, a solução deágua-uréia com uma concentração de 70% é separada e enviada para a seção deconcentração. Os gases (NH3, CO2 e H2O) são, então, absorvidos em soluçãoaquosa de uréia na seção de recuperação e retornam ao reator como solução dereciclo.
- Concentração, Perolação e AcabamentoNa seção de concentração a uréia é concentrada a 83%. Em seguida, o
produto passa por evaporadores e é lançado no topo da torre de perolação(granulação), de onde cai, em forma de pequenas gotas, recebendo o ar em contra-corrente, até atingir o leito fluidizante existente na parte baixa da torre. A uréia, já na
13
13
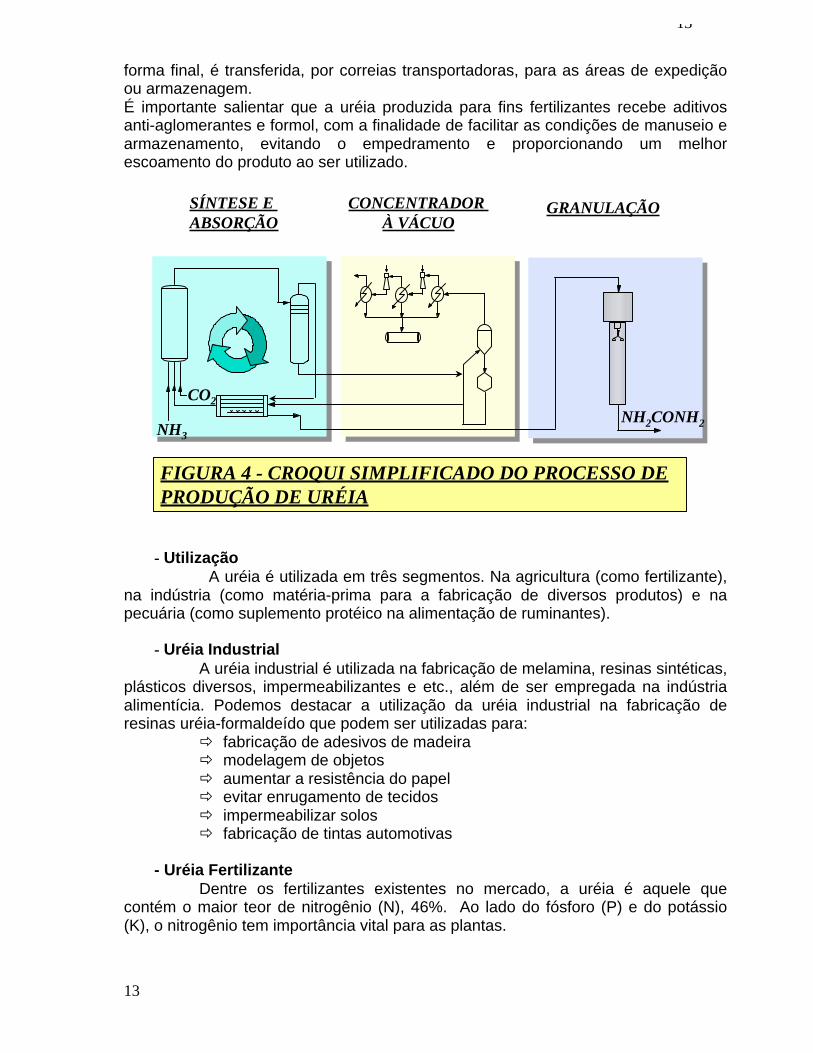
forma final, é transferida, por correias transportadoras, para as áreas de expediçãoou armazenagem.É importante salientar que a uréia produzida para fins fertilizantes recebe aditivosanti-aglomerantes e formol, com a finalidade de facilitar as condições de manuseio earmazenamento, evitando o empedramento e proporcionando um melhorescoamento do produto ao ser utilizado.
- UtilizaçãoA uréia é utilizada em três segmentos. Na agricultura (como fertilizante),
na indústria (como matéria-prima para a fabricação de diversos produtos) e napecuária (como suplemento protéico na alimentação de ruminantes).
- Uréia IndustrialA uréia industrial é utilizada na fabricação de melamina, resinas sintéticas,
plásticos diversos, impermeabilizantes e etc., além de ser empregada na indústriaalimentícia. Podemos destacar a utilização da uréia industrial na fabricação deresinas uréia-formaldeído que podem ser utilizadas para:
ð fabricação de adesivos de madeirað modelagem de objetosð aumentar a resistência do papelð evitar enrugamento de tecidosð impermeabilizar solosð fabricação de tintas automotivas
- Uréia FertilizanteDentre os fertilizantes existentes no mercado, a uréia é aquele que
contém o maior teor de nitrogênio (N), 46%. Ao lado do fósforo (P) e do potássio(K), o nitrogênio tem importância vital para as plantas.
SÍNTESE E ABSORÇÃO
CONCENTRADOR À VÁCUO
GRANULAÇÃO
FIGURA 4 - CROQUI SIMPLIFICADO DO PROCESSO DEPRODUÇÃO DE URÉIA
NH3
CO2
NH2CONH2
14
14
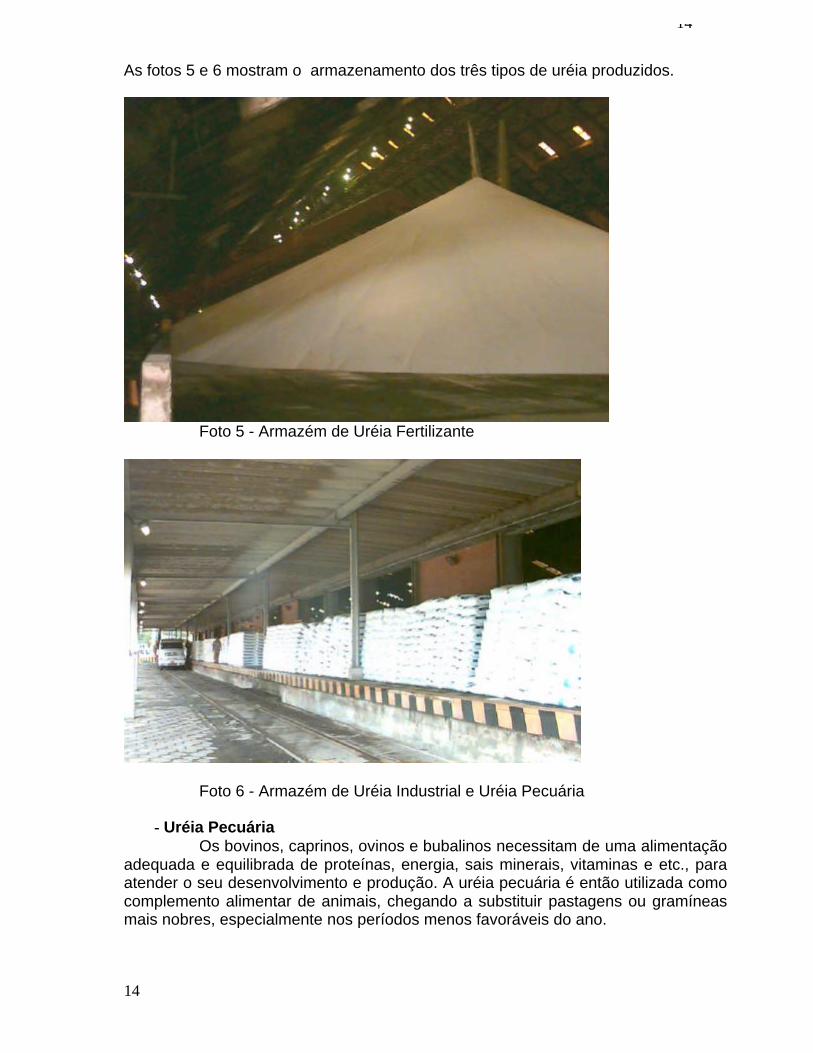
As fotos 5 e 6 mostram o armazenamento dos três tipos de uréia produzidos.
Foto 5 - Armazém de Uréia Fertilizante
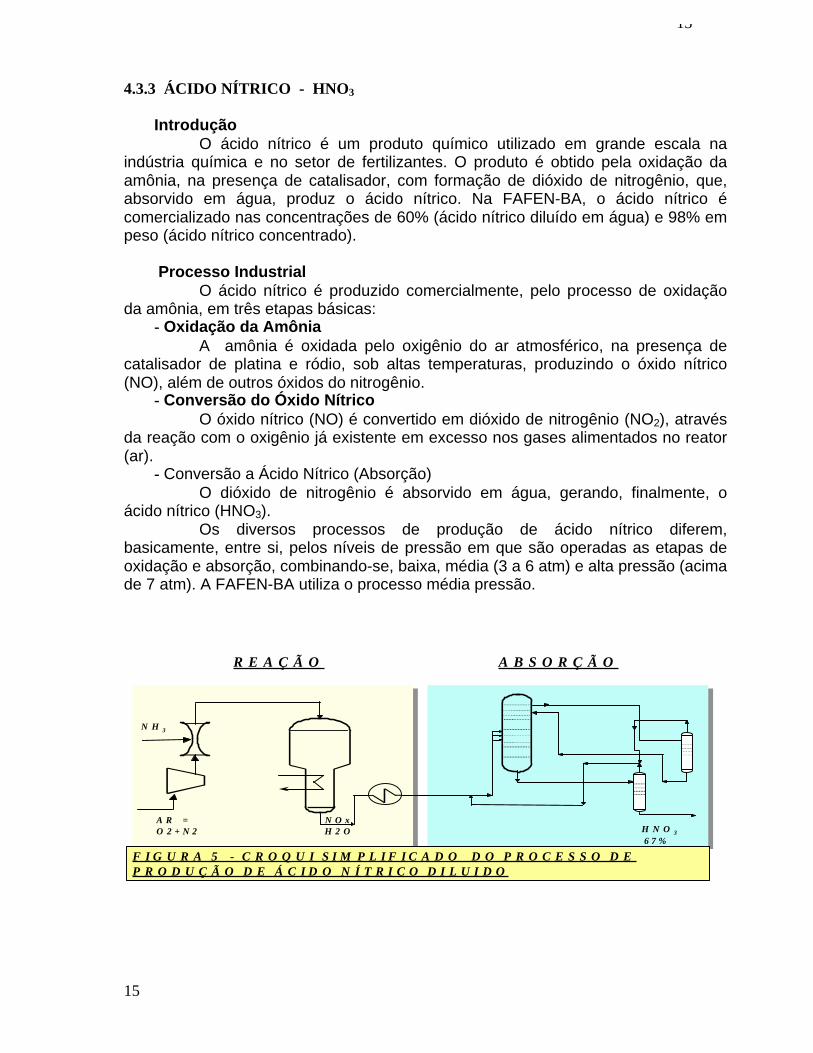
Foto 6 - Armazém de Uréia Industrial e Uréia Pecuária
- Uréia PecuáriaOs bovinos, caprinos, ovinos e bubalinos necessitam de uma alimentação
adequada e equilibrada de proteínas, energia, sais minerais, vitaminas e etc., paraatender o seu desenvolvimento e produção. A uréia pecuária é então utilizada comocomplemento alimentar de animais, chegando a substituir pastagens ou gramíneasmais nobres, especialmente nos períodos menos favoráveis do ano.
15
15
4.3.3 ÁCIDO NÍTRICO - HNO3
IntroduçãoO ácido nítrico é um produto químico utilizado em grande escala na
indústria química e no setor de fertilizantes. O produto é obtido pela oxidação daamônia, na presença de catalisador, com formação de dióxido de nitrogênio, que,absorvido em água, produz o ácido nítrico. Na FAFEN-BA, o ácido nítrico écomercializado nas concentrações de 60% (ácido nítrico diluído em água) e 98% empeso (ácido nítrico concentrado).
Processo IndustrialO ácido nítrico é produzido comercialmente, pelo processo de oxidação
da amônia, em três etapas básicas:- Oxidação da Amônia
A amônia é oxidada pelo oxigênio do ar atmosférico, na presença decatalisador de platina e ródio, sob altas temperaturas, produzindo o óxido nítrico(NO), além de outros óxidos do nitrogênio.
- Conversão do Óxido NítricoO óxido nítrico (NO) é convertido em dióxido de nitrogênio (NO2), através
da reação com o oxigênio já existente em excesso nos gases alimentados no reator(ar).
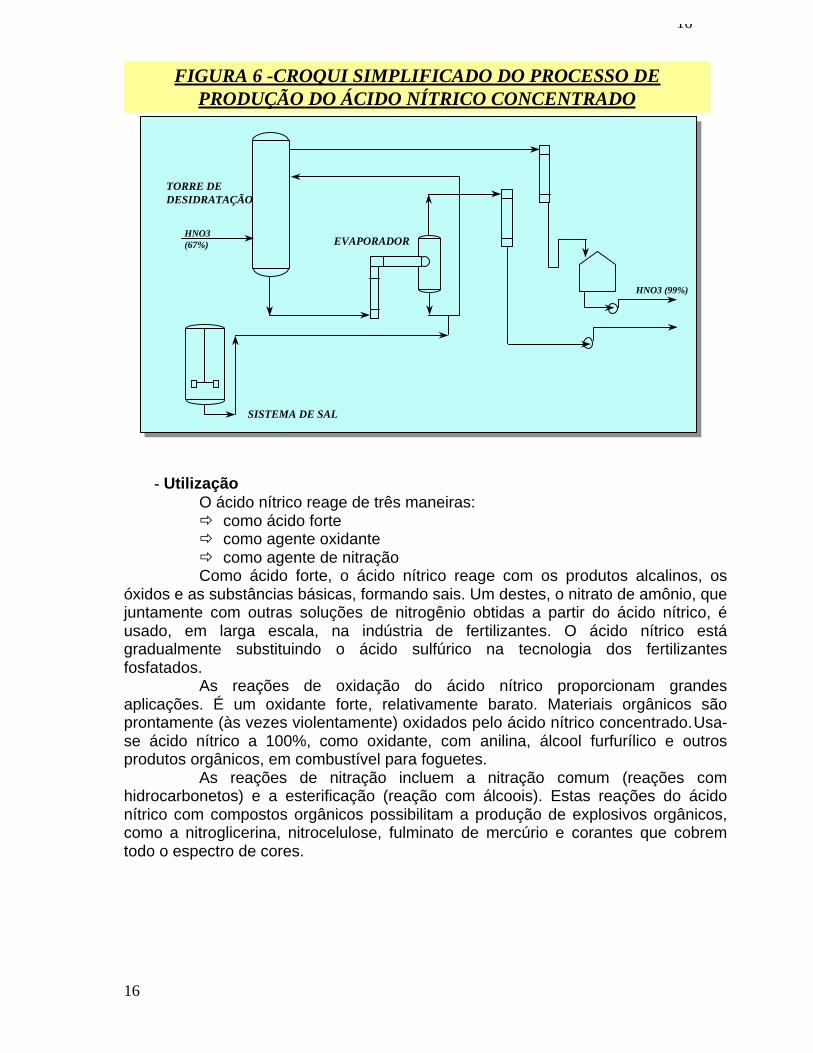
- Conversão a Ácido Nítrico (Absorção)O dióxido de nitrogênio é absorvido em água, gerando, finalmente, o
ácido nítrico (HNO3).Os diversos processos de produção de ácido nítrico diferem,
basicamente, entre si, pelos níveis de pressão em que são operadas as etapas deoxidação e absorção, combinando-se, baixa, média (3 a 6 atm) e alta pressão (acimade 7 atm). A FAFEN-BA utiliza o processo média pressão.
R E A Ç Ã O A B S O R Ç Ã O
A R =O 2 + N 2
N H 3
H N O 3
6 7 %
F I G U R A 5 - C R O Q U I S I M P L I F I C A D O D O P R O C E S S O D EP R O D U Ç Ã O D E Á C I D O N Í T R I C O D I L U I D O
N O xH 2 O
16
16
- UtilizaçãoO ácido nítrico reage de três maneiras:ð como ácido forteð como agente oxidanteð como agente de nitraçãoComo ácido forte, o ácido nítrico reage com os produtos alcalinos, os
óxidos e as substâncias básicas, formando sais. Um destes, o nitrato de amônio, quejuntamente com outras soluções de nitrogênio obtidas a partir do ácido nítrico, éusado, em larga escala, na indústria de fertilizantes. O ácido nítrico estágradualmente substituindo o ácido sulfúrico na tecnologia dos fertilizantesfosfatados.
As reações de oxidação do ácido nítrico proporcionam grandesaplicações. É um oxidante forte, relativamente barato. Materiais orgânicos sãoprontamente (às vezes violentamente) oxidados pelo ácido nítrico concentrado. Usa-se ácido nítrico a 100%, como oxidante, com anilina, álcool furfurílico e outrosprodutos orgânicos, em combustível para foguetes.
As reações de nitração incluem a nitração comum (reações comhidrocarbonetos) e a esterificação (reação com álcoois). Estas reações do ácidonítrico com compostos orgânicos possibilitam a produção de explosivos orgânicos,como a nitroglicerina, nitrocelulose, fulminato de mercúrio e corantes que cobremtodo o espectro de cores.
EVAPORADOR
TORRE DE DESIDRATAÇÃO
SISTEMA DE SAL
HNO3 (99%)
HNO3(67%)
FIGURA 6 -CROQUI SIMPLIFICADO DO PROCESSO DEPRODUÇÃO DO ÁCIDO NÍTRICO CONCENTRADO
17
17
Derivados Aplicações
NitrobenzenoAnilinas, aditivos para borracha, espumas rígidas,síntese orgânica
Nitroclorobenzeno Corantes, inseticidas e fungicidas, fármacos, produtosquímicos para fotografia.
Nitrotolueno Explosivos, poliuretanas, espumas, flexíveis, corantes
Nitroglicerina Explosivos, fármacos
Nitrato de Sódio Fertilizantes, fundentes para metalurgia, produção devidros, explosivos, pirotecnia, conservantes paraalimentos.
Nitrato de ChumboPigmentos para tintas, vidro e porcelana, tingimento,tintas de impressão
Nitrato de Prata Fotografia, galvanização, espelhos, análise delaboratório (reagentes analíticos)
Tabela 2 – Produtos derivados do Ácido Nítrico e suas aplicações na Indústria
4.3.4 HIDROGÊNIO - H2
Processo Industrial
Atualmente, obtemos o hidrogênio a partir do processamento de gásnatural ou de derivados de petróleo.
O hidrogênio é utilizado como reagente na síntese de amônia, bem comonuma infinidade de reações de hidrogenação de compostos orgânicos (a exemplodos derivados do petróleo). Na FAFEN-BA o processo empregado faz uso de gásnatural como matéria prima, sendo enviado para a planta de amônia. Sua obtençãosegue basicamente as mesmas etapas vistas anteriormente na descrição resumidada síntese de amônia:
ð conversão de hidrocarbonetos em gás de reforma (CO + H2).ð conversão de monóxido de carbono em dióxido de carbono e
hidrogênio (CO2 + H2)ð remoção do CO2
ð remoção do CO residualð obtenção do H2 puroA corrente de gás, rica em hidrogênio, pode ser usada para a síntese de
amônia, de metanol ou outra finalidade, bem como pode ser purificada, quandoexigida para fim industrial ou comercial entre as diversas aplicações do hidrogênio,podemos destacar:

18
18
ð Síntese da amônia (a partir do gás de síntese).ð Hidrogenação de gorduras, óleos e graxas.ð Refino de petróleo (hidrotratamento e hidrocraqueamento).ð Propelente para foguetesð Lançamento de foguetes esportivos e de pesquisas espaciais.ð Controle de polimerização.ð Criogeniað Pesquisas físicasð Como produtos derivados do hidrogênio, destacam-se:
Derivado Aplicação
Amônia Fertilizantes, síntese orgânica, óxidos nitrosos,caprolactama, acrilonitrila, alquilaminas.
Metanol Solvente, produção de formol e resinas, uréia,formol, sínteses orgânicas diversas, ácido fórmico.
Anilina Corantes, espumas, fármacos.
Ciclohexano Solvente para lacas, óleos, resinas, elastômeros,desengraxante, ácido adípico.
HidrocarbonetosSaturados
Solventes, combustíveis (gasolina, querosene,diesel), parafina, lubrificantes.
Ácido Clorídrico Limpeza industrial, metalurgia, MVC, DCE,plásticos (PVC), solventes, sínteses orgânicasdiversas, reagentes analíticos.
Hidretos Metálicos Agentes redutores, reagentes para laboratórios,explosivos.
Tabela 3 – Derivados de Hidrogênio e seu uso na Indústria
R E F O R M A R E M O Ç Ã O D EC O 2
G Á SN A T U R A L
H 2
A R C O 2
F I G U R A 7 - C R O Q U I S I M P L I F I C A D O D O P R O C E S S O D EP R O D U Ç Ã O D E H I D R O G Ê N I O
V A P O R

18
18
4.3.5 GÁS CARBÔNICO - CO2
Introdução
O gás carbônico é uma substância química formada por carbono eoxigênio (CO2). Em função de determinadas condições de pressão e temperatura, oCO2 pode se apresentar nas formas sólida, líquida ou gasosa. O gás carbônicorepresenta 0,03% (em volume) da atmosfera terrestre, sendo um elementoindispensável para o metabolismo dos seres vivos.
Além de ser comumente identificado através da fórmula CO2, o gáscarbônico é, também, conhecido como dióxido de carbono, bióxido de carbono eanidrido carbônico.
O CO2 nas condições ambiente é um gás incolor, inodoro e não tóxico,sendo uma vez e meia mais pesado que o ar. Na pressão atmosférica, o CO2 nãoexiste na sua forma líquida. Ao ser resfriado e comprimido, transforma-se em umlíquido incolor, com densidade próxima à da água. Na forma sólida, o bióxido decarbono apresenta-se com a tonalidade branca/opaca. Nesse estado, ele setransforma em gás, sem deixar resíduo, sendo conhecido como gelo seco. Oprocesso de passagem do estado sólido para o gasoso é chamado de sublimação.
Processo Industrial
Existem diversos métodos para a produção de gás carbônico, comdestaque para o processo de obtenção do gás como subproduto em plantas deamônia e a obtenção de gás carbônico a partir da separação dos gases residuais,resultantes da queima de combustíveis.
- Obtenção do gás carbônico, em plantas de amôniaO gás carbônico é fabricado, como subproduto, no processo de obtenção
de amônia. Parte desse gás é utilizada na fabricação de uréia e a restantecomercializada.
O gás carbônico é produzido na reforma com vapor quando CO éconvertido a CO2. O CO2 é, então, removido e com uma concentração em torno de98% pode ser utilizado diretamente na planta de uréia ou é comercializado.
FIGURA 8
R E M O Ç Ã O D E C O 2
H 2 % , N 2 % ,
C H 4 % ,
C O 2 p p m
C O p p m1 0 3 - F
V E N T
C L I E N T E S
UR
ÉIA
-II
H 2 % ,
N 2 % ,
C H 4 % ,
C O 2 % ,
C O p p m
1 1 0 2 - E
1 1 0 1 - E
HID
R.-
I

19
19
- Obtenção do gás carbônico pela separação de gases residuaisResumidamente, o processo consiste na queima de um combustível em
uma caldeira a elevadas temperaturas. O gás residual produzido conterá cerca de 10a 19% de bióxido de carbono. O gás residual é, então, limpo em um lavador degases, fazendo-se uso de água. Do lavador, os gases passam por uma série delavadores de soda cáustica e absorvedores químicos, nos quais o CO2 é separadode outros gases residuais. A solução contendo o gás carbônico é bombeada dosabsorvedores, através de trocadores de calor, onde é aquecida. Daí, a solução éforçada para uma torre de destilação, onde o gás carbônico se desprende dasolução. O CO2, agora livre, passa por um processo de resfriamento, purificação ecompressão. O gás comprimido é resfriado e, finalmente, descarregado em umcondensador onde se liquefaz.
Em suma, o processo consiste, essencialmente, na separação do gáscarbônico dos gases residuais.
- UsosO CO2 tem grande importância na indústria e na agricultura.
- Carbonatação de bebidasO CO2 encontra o seu maior campo de aplicação na indústria do
engarrafamento de bebidas carbonatadas. A maioria dos refrigerantes usa o CO2,que dá efervescência à bebida.
O gás carbônico é ainda usado, em menor quantidade, na carbonataçãode vinhos e licores, sendo, também, um importante ingrediente na fabricação decerveja.
- RefrigeraçãoO CO2 líquido, bem como o gelo seco, tem diversas aplicações,como:ð No transporte e armazenamento de sorveteð Como resfriador na usinagem de metais. A refrigeração com CO2
prolonga a vida da ferramenta de corte.ð No resfriamento rápido de peças na indústria de “blow molding”
(moldagem de plástico a sopro).ð Transportadoras de frios utilizam CO2 líquido ou gelo seco em carros
frigoríficos.ð No congelamento rápido de alimentos nobres.
- Criação de ambiente inerteO CO2 é muito usado como atmosfera inerte, geralmente como preventivo
de oxidação. Em muitos processos de empacotamento, o CO2 é usado para ocuparo espaço interior do pacote ou recipiente. Na inertização de soldas metálicas o usodo CO2 está sendo acentuadamente difundido.
No processamento industrial, notadamente o de pigmentos de tintas eresinas, a sua utilização como inertizante é indispensável.
- Meio pressurizanteComo meio pressurizante o CO2 é largamente empregado na indústria de
aerossóis. Ele pode ser usado ou em mistura com outros gases, como o freon, parareduzir custo de aplicação.
- AgriculturaO CO2 é bastante utilizado na agricultura, como, por exemplo, em
fruticulturas irrigadas, como agente de incremento do processo de fotossíntesevegetal e na horticultura, no enriquecimento das atmosferas de estufas com CO2,permitindo maior rendimento das culturas.

20
20
- Outras aplicaçõesComo outras aplicações do CO2 podemos destacar:ð Endurecimento instantâneo e cura de moldes e machos de areia-
silicato de sódio nas fundições.ð Aumento da recuperação de poços de petróleo pela injeção de CO2
em reservatórios.ð Fabricação de fertilizantes (uréia).ð Fabricação de aspirinas, corantes, salicilato de metila e carbonatos.ð Extração supercrítica, substituindo outros solventes no processo de
extração
55.. BBRREEVVEE HHIISSTTÓÓRRIICCOO DDAASS QQUUEESSTTÕÕEESS AAMMBBIIEENNTTAAIISS DDAA FFAAFFEENN--BBAA
5.1. PERÍODO 1970 – 1977
O COPEB – Conjunto Petroquímico da Bahia (denominação da FAFEN-BA àquela época), possuía uma planta de amônia (200 t/d), uma de uréia (180 t/d) euma central de utilidades (composta de subestação, estação de tratamento de água,parque de tancagem de água, torre de resfriamento, centrais de ar e caldeiras parageração de vapor). Toda a água utilizada na empresa era proveniente de poçosartesianos.
Os efluentes líquidos eram lançados no rio bandeira, afluente doJoanes (que passava ao sul das instalações), enquanto que os gasosos, lançadosna atmosfera. Não havia monitoramento do ar nem do lençol freático.
Soluções absorvedoras de CO2 no processo produtivo de amônia eram àbase de arsênio, metal pesado que somente em meados do período foi eliminado.Como inibidor de corrosão nos sistemas de água de resfriamento utilizava-secromato de sódio, que somente na década de 80 foi proibido no país.
Em meados deste período inicia-se o projeto do Pólo Petroquímico,despertando a preocupação para com efluentes líquidos, em função da instalação daCentral de Tratamento de Efluentes Líquidos - CETREL.
5.2. PERÍODO 1978 – 1986
Em 1978 entraram em operação as primeiras empresas do denominadoPólo Petroquímico do Nordeste, em Camaçari, e, a NITROFÉRTIL S/A (queantecedeu a FAFEN-BA), tendo agregado ao seu complexo uma nova planta deamônia (900 t/d) e outra de uréia (800 t/d).
A concepção do Pólo contemplava Centrais de Matérias-Prima, deUtilidades, de Manutenção e de Tratamento de Efluentes Líquidos.
Em função da Central de Efluentes, foram estabelecidos parâmetrosfísico-químicos de lançamento de efluentes líquidos que deveriam ser seguidospelas empresas, além da segregação de tais efluentes em Orgânico e Inorgânico(hoje denominado Não-Contaminado), sendo o ponto de partida para oacompanhamento mais rigoroso da qualidade e quantidade dos resíduos líquidos esólidos gerados por cada empresa.Era gerado o Relatório de Monitoramento Ambiental enviado mensalmente ao CRA(Centro de Recursos Ambientais), constando basicamente do comportamento dos

21
21
efluentes líquidos. Conforme rezava em Contrato com a CETREL, os principaisparâmetros de monitoramento eram amônia, uréia, óleo, pH, sólidos sedimentáveis,temperatura, matéria orgânica e vazão. No que tange as emissões gasosas, não havia equipamentos para medição dasemanações nem por parte da NITROFÉRTIL nem das demais empresas do Pólo,dispondo-se apenas dos valores de concentração e vazão previstos nos projetos.
Os resíduos sólidos gerados nos processos tinham parte encaminhadapara a CETREL e outra para a Companhia de Limpeza Urbana de Camaçari -LIMPEC.
A água consumida pelas empresas do Pólo tinha como fonte a barragemdo Rio Joanes II. Bombeada, esta passava por tratamentos (clarificação, filtração edesmineralização) na Central de Utilidades da COPENE, sendo posteriormentedistribuída através de uma rede de dutos aos diversos consumidores. Com isso aNITROFÉRTIL desativou seus poços artesianos e sua central de utilidades.
Em 1980 entram em operação as plantas de ácido nítrico diluído (60% deconcentração) e concentrado (98% de concentração). A planta de ácido diluídodestaca-se por ser a semente em termos de acompanhamento de efluentes gasososna empresa, visto que em seu processo produtivo, existe uma chaminé onde sãolançados gases residuais (NOx) não convertidos em ácido (HNO3).
Foto 7 - Planta de Ácido Nítrico Diluído e Concentrado
NOx

22
22
Em 1984 inicia-se a construção de uma nova lagoa pulmão pararecebimento de efluentes industriais fora de especificação, objetivando evitar picosde contaminantes na Estação da CETREL. Neste mesmo ano, é contratada aNATRON Engenharia a fim de realizar estudos de reavaliação do sistema deefluentes líquidos da fábrica que, em períodos de chuvas intensas, apresentavadesvios na sua qualidade em função de transbordamentos do Sistema Orgânicopara o Inorgânico, ocasionados por subdimensionamento do primeiro e dedeficiências na segregação do segundo.
Em 1985, criou-se uma rotina de acompanhamento da qualidade da águado lençol freático através de 04 (quatro) poços piezométricos, além de estreitarrelações com outras empresas do Pólo no que tange ao tema meio ambiente.
5.3. PERÍODO 1987 – 1994
Em 1988, a planta mais nova de amônia passa por um aumento de cargasem “grandes” modificações, ampliando sua capacidade nominal de 900 t/d para1050 t/d. Nesta parada geral da planta, já se adotou cuidados com relação aodescarte de soluções resultantes de limpeza química de equipamentos(normalmente à base de soda cáustica, carbonato de sódio, ácido cítrico, ácidofosfórico e nitrito de sódio), as quais passaram a ser transferidas para uma áreaconfinada da lagoa pulmão de efluentes.Também nesta ocasião já são nítidas aspreocupações com outros resíduos, a exemplo de lamas de separadores água-óleo,catalisadores, sucatas e etc.
Foto 8 - Lagoa Pulmão e Area Confinada para Descartes Especiais

23
23
Neste ano iniciou-se a compressão do Gás Carbônico excedente dasPlantas de Amônia e Hidrogênio, que eram emitidos à atmosfera a razão de 200Ton/dia, e passamos a fornecer à PETROBRAS - E&P para injeção em Poços dePetróleo e recuperação de mais petróleo.
Foto 9 - Compressor de Gás Carbônico ( CO2 )
Em 1993, iniciou-se o reaproveitamento de correntes que antes eramdestinadas ao sistema de efluentes, substituição de materiais em equipamentos (aexemplo de selos de bombas), mudanças de procedimentos e rotinas de drenagensde vasos, criação de rede de “vent”, colocação em operação equipamentos, queantes não operavam, para diminuir as emissões gasosas, dentre outras. Com isso,houve uma queda considerável nos níveis de emissões. Foi criado um banco dedados contemplando as perdas de produtos para o meio ambiente, além dodespertar dos funcionários para uma maior conscientização ambiental.
Ainda em 1993, começou-se a observar nas empresas do PóloPetroquímico significativa cobrança em relação a aspectos relacionados com o meioambiente em suas vizinhanças, caracterizando-se por ações duras, envolvendo nãosó o CRA e a Comissão de Fomento Industrial de Camaçari - COFIC, como tambéma própria CETREL que, já privatizada, passou por ampliação, além de dotar-se deequipamentos de última geração no monitoramento do lençol freático, efluenteslíquidos e gasosos. Na FAFEN (nova denominação da NITROFÉRTIL apósincorporação à PETROBRAS), por exigência da nova legislação Estadual éconstituído o CTGA (Comitê Técnico de Gerenciamento Ambiental), sob acoordenação do Superintendente de Produção e tendo como membros efetivos oschefes das Divisões de Engenharia, Produção e Manutenção, além da Assessoriade Saúde, Segurança e Meio Ambiente. Reunido-se mensalmente, passou a avaliar
24
24
o desempenho da fábrica no tocante a este tema, propondo ações corretivas oumelhorias cabíveis.
Ainda neste ano, é contratada a GEOHIDRO Engenharia objetivandoproceder uma reavaliação completa da rede de efluentes líquidos da fábrica,visando cumprir o estabelecido pela Legislação no tocante à Resoluções CEPRAM300/90 (Padrões de Lançamentos de efluentes líquidos na rede coletora daCETREL) e 620/92 (Licença de Ampliação do Pólo). Tal projeto foi orçado emaproximadamente US$ 1.200.000,00. Nele, foram contemplados: a eliminação depontos de contaminação do Sistema Não-Contaminado pelo Sistema Orgânico;criado o Sistema Contaminado (que recebe águas pluviais, dos primeiros 30 minutosde chuvas, contaminadas nos pátios e ruas com resíduos de produtos de processose transfere-as para a lagoa pulmão de efluentes, e, após este período, desvia-aspara o S.N.
Em junho de 1994, durante planejamento da parada geral das plantas deamônia e uréia, o SEPROL - Setor de acompanhamento de processo e ASSEMA -Assessoria Saúde, Segurança e Meio Ambiente, elaboraram pela primeira vez, porsolicitação do CRA, o Plano de Manejo de Resíduos Sólidos e Líquidos, que foidiscutido internamente e com empresas contratadas.
Em julho de 1994, são dados os primeiros passos no sentido de obtençãoda Certificação pela Norma ISO-9000 do processo produtivo de uréia nas fábricas deCamaçari (BA) e Laranjeiras (SE), este produto já atendia o mercado nacional(centro-sul e nordeste), bem como Estados Unidos, Argentina, Canadá, China e atéalguns países da Europa. Procedimentos operacionais, de manutenção, processo,laboratoriais e comerciais, dentre outros, foram revisados e/ou escritos, requerendotreinamento e maior conscientização dos funcionários. A necessidade depreservação do meio ambiente tornou-se ainda mais evidente, em todas as etapasda busca da certificação.
5.4. PERÍODO 1995 – 1997
Em abril de 1995 entrou em operação o Sistema de Efluentes Líquidosredimensionado pela GEOHIDRO, eliminando, como se propunha, vários “gargalos”de fluxo, bem como de desvios de qualidade físico-química. Além disso, propiciou acriação de procedimentos operacionais nas diversas áreas, sendo visíveis osresultados já no mesmo ano.
Em 1996, por recomendação do CTGA, foi criado um Grupo de Trabalho(com representantes da Operação, Meio Ambiente, Engenharia, Manutenção eAdministração), objetivando fazer uma avaliação dos primeiros resultados daoperação do “novo” sistema de efluentes, bem como de identificar as principaismelhorias necessárias à eliminação de emissões fugitivas e não-fugitivas de gases evapores na fábrica. No desenvolvimento deste trabalho as atividades foram divididasde acordo com o efluente (líquido e gasoso), tendo sido contatadas empresasdetentoras de tecnologia de redução de perdas de produtos em equipamentos,realizadas discussões multidisciplinares, visitas técnicas a complexos semelhantes(ULTRAFÉRTIL S/A, em Cubatão/SP e Araucária/PR), contratado serviços deconsultoria, resultando em mudanças de procedimentos, implementação de projetos,de rotina de acompanhamento de residuais de amônia na atmosfera em pontosestrategicamente determinados, o que resultou numa redução no número denotificações externas e internas.
25
25
A partir de 1997, a Engenharia de Utilidades e Meio Ambiente da área deAcompanhamento de Processos iniciou a maturação de um projeto que, apesar deainda estar em sua fase conceitual devido às características do efluente e tambémdo custo envolvido, tem por objetivo o reciclo de parte das águas residuárias, vistoque o reuso já era praticado na maioria dos processos industriais da FAFEN/BA,principalmente em relação a condensados. Além do aspecto preservação da água,tem-se como meta também a redução de custos com adução e rejeição/descartedeste bem natural.
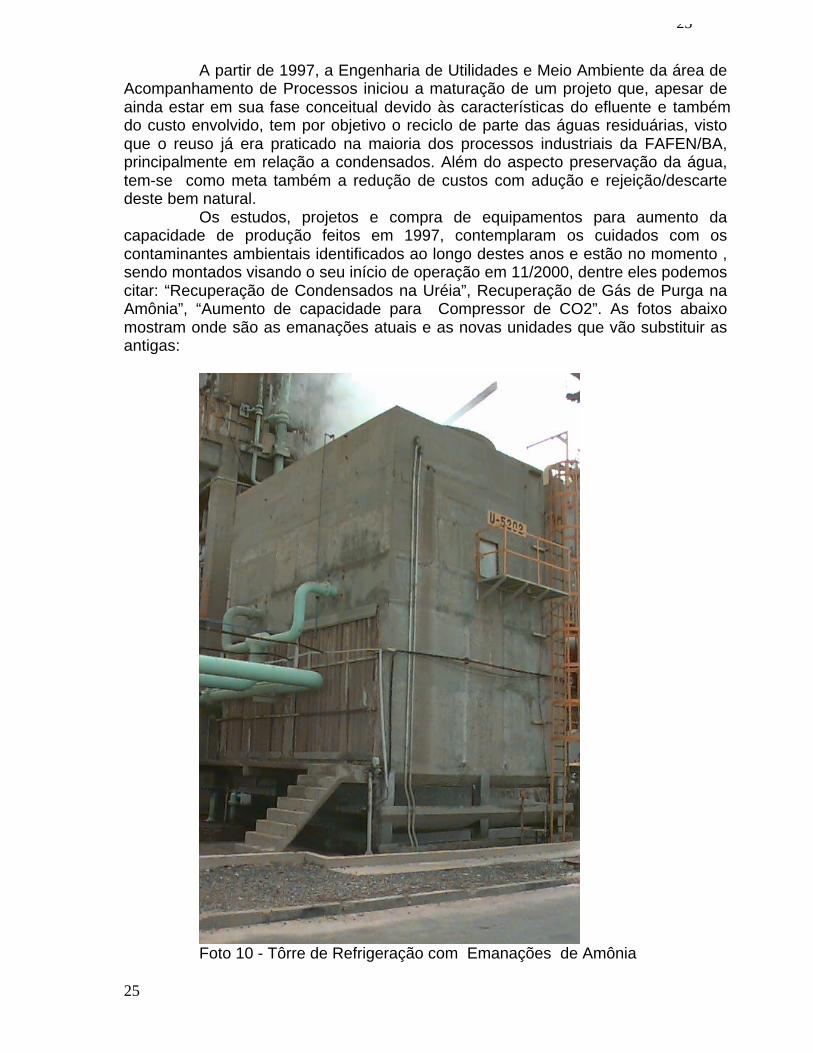
Os estudos, projetos e compra de equipamentos para aumento dacapacidade de produção feitos em 1997, contemplaram os cuidados com oscontaminantes ambientais identificados ao longo destes anos e estão no momento ,sendo montados visando o seu início de operação em 11/2000, dentre eles podemoscitar: “Recuperação de Condensados na Uréia”, Recuperação de Gás de Purga naAmônia”, “Aumento de capacidade para Compressor de CO2”. As fotos abaixomostram onde são as emanações atuais e as novas unidades que vão substituir asantigas:
Foto 10 - Tôrre de Refrigeração com Emanações de Amônia
26
26
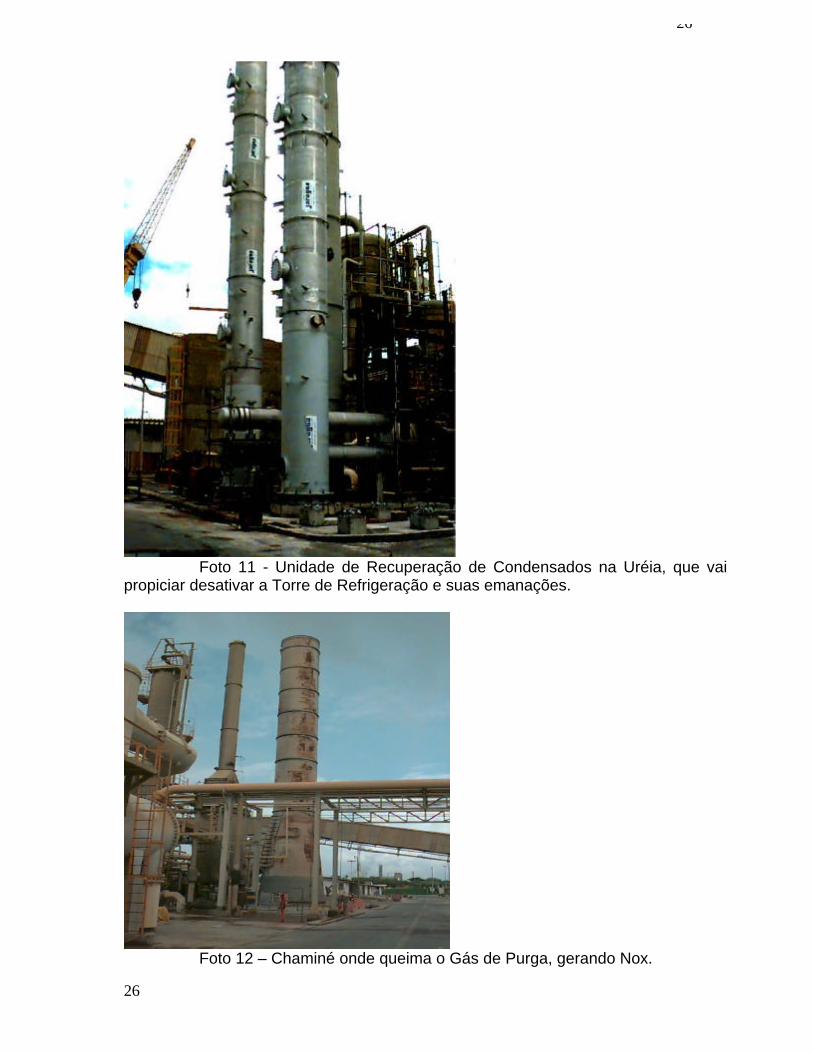
Foto 11 - Unidade de Recuperação de Condensados na Uréia, que vaipropiciar desativar a Torre de Refrigeração e suas emanações.
Foto 12 – Chaminé onde queima o Gás de Purga, gerando Nox.

27
27
Foto 13 - Unidade de Recuperação do Gás de Purga na Amônia
Novas metas desafiadoras ainda devem ser atingidas, a exemplo daCertificação pela Norma ISO-9000 dos processos produtivos de ácido nítrico (os deuréia, amônia e CO2 já o são), Certificação pela Norma ISO-14000 de todos osprocessos da fábrica, o Controle Estatístico de Processo das variáveis mais críticase relacionadas ao meio ambiente, o que levará a um controle pleno das nossasemissões e geração de resíduos.
66.. LLAANNÇÇAAMMEENNTTOOSS AAOO MMEEIIOO AAMMBBIIEENNTTEE
A FAFEN-BA gera, através dos seus processos produtivos eadministrativos, efluentes líquidos (águas industriais, efluentes “domésticos” epluviais), emissões atmosféricas ( fugitivas e descargas previstas nos processos) eresíduos sólidos (lixo industrial e “doméstico”).
6.1. RESÍDUOS SÓLIDOS
Os principais resíduos sólidos de origem industrial são os catalisadoresexaustos (à base de Co-Mo, ZnO, Ni-Al e Fe), isolamentos (à base de silicato dealumínio e cálcio), sucatas (em aço carbono, alumínio e aço inox), terra diatomáceae carvão ativado.
À exceção da terra diatomácea (cuja utilização é feita com troca diáriadeste meio filtrante na planta de uréia) e do lixo doméstico, os demais materiais sãodescartados somente durante paradas para manutenção. Nesta ocasião eles sãoquantificados pelas áreas geradoras e disponibilizados a fim de fazer parte domaterial para alienação ou descarte.
Merece destaque o resíduo constituído por catalisadores exaustos que,por conter metais em sua composição (conforme já citado anteriormente), requer umarmazenamento em tambores protegidos das chuvas e em áreas pavimentadas eisoladas, até ser dado o destino final (normalmente empresas licenciadas osadquirem e os reutilizam para servir de micronutrientes para adubação de solo emagricultura).
28
28
As sucatas e o carvão ativado são vendidos, o lixo doméstico e o materialde isolamento são enviados ao LIMPEC, para serem dispostos em aterros sanitários.
O maior problema da terra diatomácea é o fato da mesma conter resíduosde uréia e óleo oriundos do processo de produção de uréia, requerendo poisdisposição em área específica para posterior encaminhamento à CETREL.
Foto 14 – Pátio de Catalisadores
Os resíduos líquidos não aquosos são manipulados como sendo sólidosentre estes destacam-se o óleo exausto de máquinas (compressores e turbinas), oóleo retirado do SAO ( Separador de Água e Óleo ) do Sistema Orgânico. Ambossão armazenadas em tambores para posterior alienação, sendo geralmenteadquiridas por empresas cadastradas junto ao CRA e que têm autorização parareprocessá-lo. Mensalmente quantifica-se o volume total de óleo exausto e estedado é disponibilizado para alienação.
Foto 15 – Separador de Água e Óleo, Tanques de Estocagem e Pátio de Tambores de Óleo
29
29
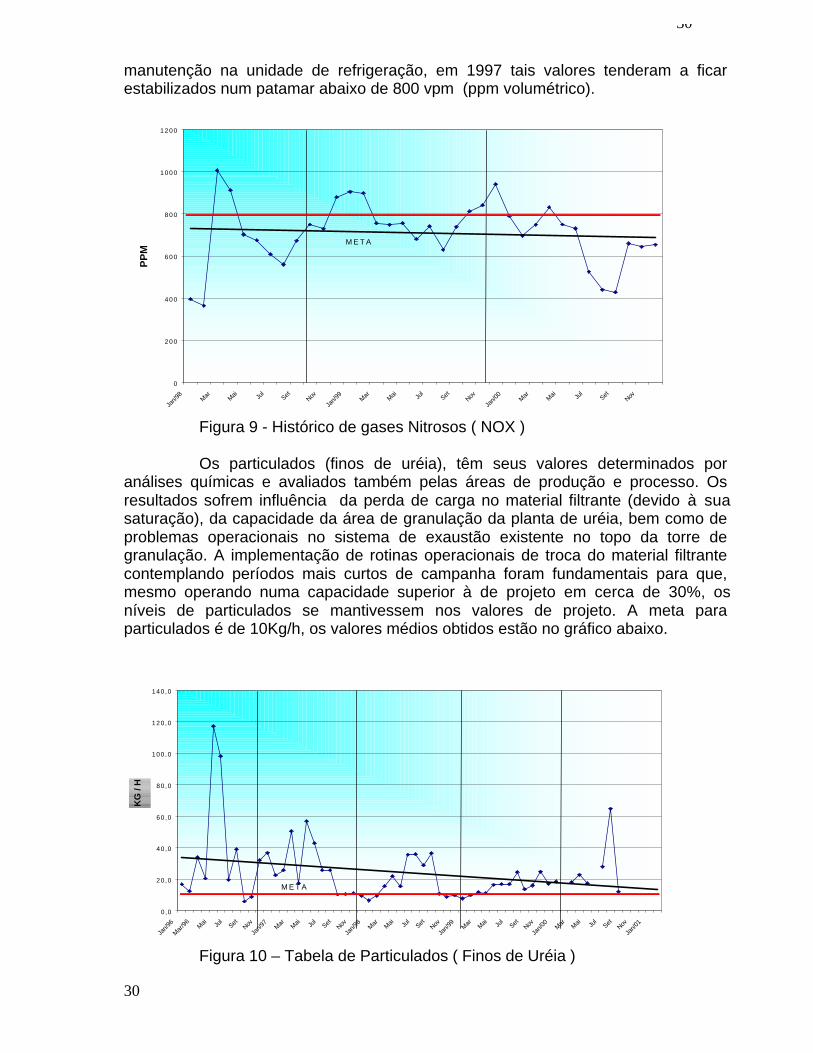
6.2. EMISSÕES ATMOSFÉRICAS
As emissões atmosféricas são constituídas de amônia, monóxido decarbono, dióxido de carbono, vapor d’água (plantas de amônia e hidrogênio), óxidosnitrosos (planta de ácido nítrico), amônia e finos de uréia (planta de uréia).
O perfil das emanações fugitivas bem como sua freqüência deamostragem teve início há 07 (sete) anos e gerou um banco de dados. Assim, umaanálise crítica dos dados permitiu adotar medidas no sentido de, quando nãoeliminar as fontes, ao menos reduzi-las. Esta atividade fica sob a coordenação daAssesoria de Segurança, Saúde e Meio Ambiente - ASSEMA e seus resultados sãodo conhecimento imediato das áreas de Manutenção, Engenharia e Operação. Estemonitoramento é de fundamental importância não só para a comunidade internaFAFEN-BA, como também para as empresas vizinhas, visto que a amônia é um gáscom odor característico e, a depender de sua concentração, torna-se muito irritante,requerendo pois um controle rígido na fonte objetivando sempre a preservação dasaúde do homem e do ambiente. Além disso, em períodos em que há modificaçãona direção preferencial dos ventos na região, pode haver absorção desta amôniapela água das torres de resfriamento com conseqüente contaminação do EfluenteNão-Contaminado.
Foto 16 - Carregamento de Amônia Líquida
Os óxidos de nitrogênio (Nox), liberados na chaminé na planta de ácidonítrico diluído, têm seus valores determinados por análises químicas realizadas porturno, acompanhados pelas áreas de produção e processo. Constitui-se atualmente(juntamente com finos de uréia (particulados)), num dos principais indicadores demetas ambientais da FAFEN-BA. A análise da evolução do comportamento desteparâmetro nos últimos anos mostra que fatores como carga da planta, eficiência dosistema de refrigeração da torre absorvedora de gases nitrosos e continuidadeoperacional são determinantes para que se tenha maiores ou menores valoresdestes gases. Nos gráficos abaixo fica claro que, com a elevação da carga da plantaà partir de 1994 aumentou-se a concentração do Nox na saída da chaminé.Entretanto, à partir da implementação de uma rotina de acompanhamento e
30
30
manutenção na unidade de refrigeração, em 1997 tais valores tenderam a ficarestabilizados num patamar abaixo de 800 vpm (ppm volumétrico).
Figura 9 - Histórico de gases Nitrosos ( NOX )
Os particulados (finos de uréia), têm seus valores determinados poranálises químicas e avaliados também pelas áreas de produção e processo. Osresultados sofrem influência da perda de carga no material filtrante (devido à suasaturação), da capacidade da área de granulação da planta de uréia, bem como deproblemas operacionais no sistema de exaustão existente no topo da torre degranulação. A implementação de rotinas operacionais de troca do material filtrantecontemplando períodos mais curtos de campanha foram fundamentais para que,mesmo operando numa capacidade superior à de projeto em cerca de 30%, osníveis de particulados se mantivessem nos valores de projeto. A meta paraparticulados é de 10Kg/h, os valores médios obtidos estão no gráfico abaixo.
Figura 10 – Tabela de Particulados ( Finos de Uréia )
0
2 0 0
4 0 0
6 0 0
8 0 0
1 0 0 0
1 2 0 0
Jan/
98 Mar M
ai Jul
SetNov
Jan/
99 Mar M
ai Jul
SetNov
Jan/
00 Mar M
ai Jul
SetNov
PP
M M E T A
0,0
20 ,0
40 ,0
60 ,0
80 ,0
100 ,0
120 ,0
140 ,0
Jan/
96
Mar
/96
Mai Ju
lSet
Nov
Jan/
97 Mar M
ai Jul
SetNov
Jan/
98 Mar M
ai Jul
SetNov
Jan/
99 Mar M
ai Jul
SetNov
Jan/
00 Mar M
ai Jul
SetNov
Jan/
01
KG
/ H
M E T A
31
31
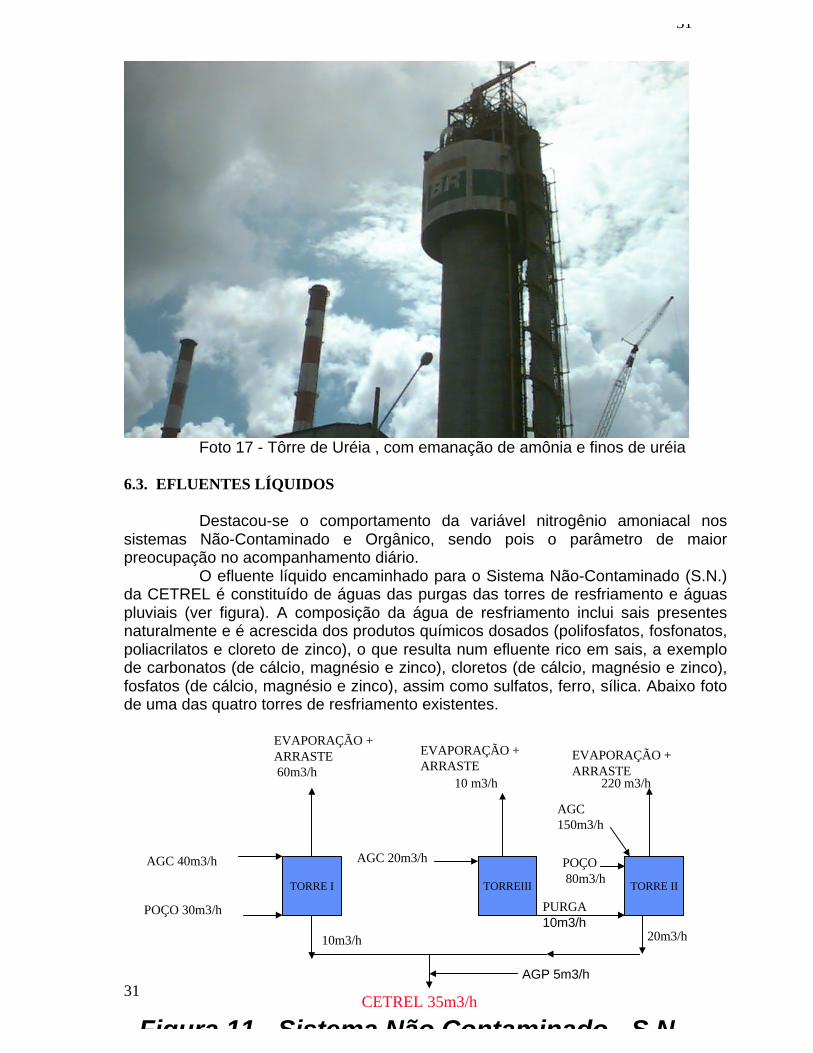
Foto 17 - Tôrre de Uréia , com emanação de amônia e finos de uréia
6.3. EFLUENTES LÍQUIDOS
Destacou-se o comportamento da variável nitrogênio amoniacal nossistemas Não-Contaminado e Orgânico, sendo pois o parâmetro de maiorpreocupação no acompanhamento diário.
O efluente líquido encaminhado para o Sistema Não-Contaminado (S.N.)da CETREL é constituído de águas das purgas das torres de resfriamento e águaspluviais (ver figura). A composição da água de resfriamento inclui sais presentesnaturalmente e é acrescida dos produtos químicos dosados (polifosfatos, fosfonatos,poliacrilatos e cloreto de zinco), o que resulta num efluente rico em sais, a exemplode carbonatos (de cálcio, magnésio e zinco), cloretos (de cálcio, magnésio e zinco),fosfatos (de cálcio, magnésio e zinco), assim como sulfatos, ferro, sílica. Abaixo fotode uma das quatro torres de resfriamento existentes.
TORRE I TORREIII
EVAPORAÇÃO +ARRASTE
10 m3/h
AGC 40m3/h
POÇO 30m3/h
10m3/h
CETREL 35m3/h
AGC 20m3/h
EVAPORAÇÃO +ARRASTE 60m3/h
AGP 5m3/h
Figura 11 - Sistema Não Contaminado - S.N.
TORRE II
20m3/h
EVAPORAÇÃO + ARRASTE
220 m3/h
AGC150m3/h
POÇO 80m3/h
PURGA10m3/h

32
32
Foto 18 - Tôrre de Refrigeração II
Figura 12 – Comportamento do Efluente Não Contaminado (Ntotal no S.N)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
1985 1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
N T
ota
l (p
pm
)
33
33
Foto 19 - Casa de Medição Sistema Não Contaminado
Foto 20 - Canaleta de Medição (Calha Parshal) e pH
34
34
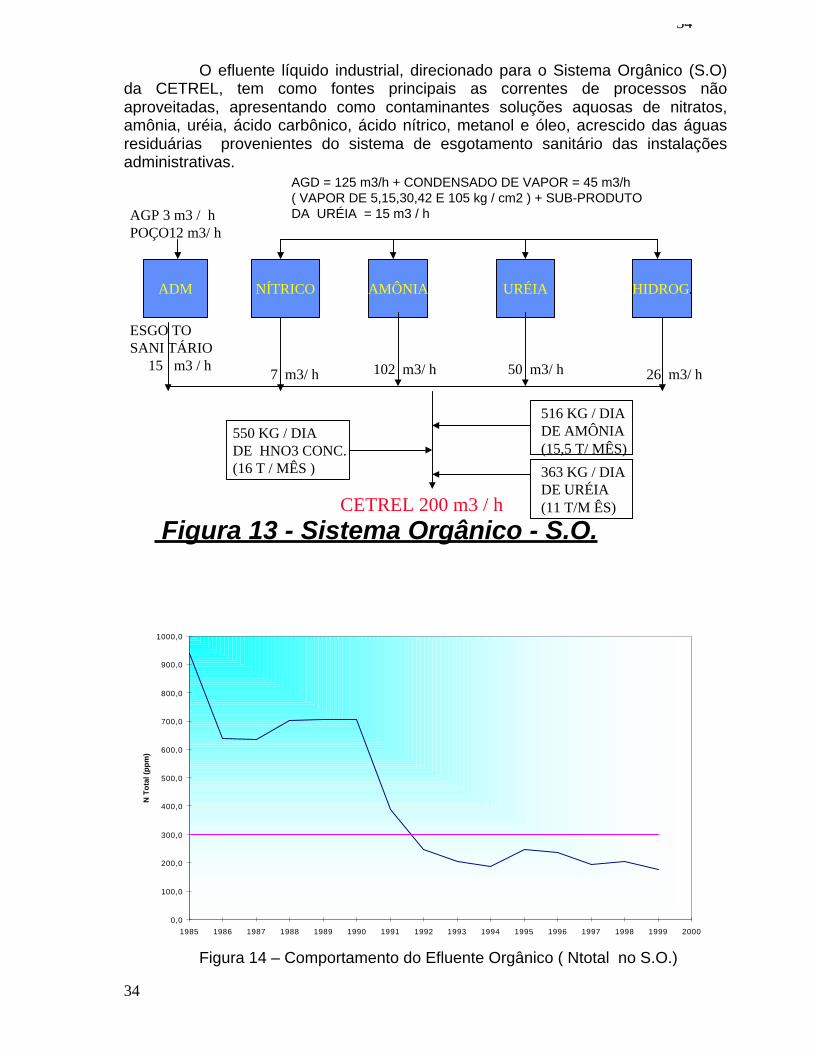
O efluente líquido industrial, direcionado para o Sistema Orgânico (S.O)da CETREL, tem como fontes principais as correntes de processos nãoaproveitadas, apresentando como contaminantes soluções aquosas de nitratos,amônia, uréia, ácido carbônico, ácido nítrico, metanol e óleo, acrescido das águasresiduárias provenientes do sistema de esgotamento sanitário das instalaçõesadministrativas.
Figura 14 – Comportamento do Efluente Orgânico ( Ntotal no S.O.)
ADM NÍTRICO AMÔNIA URÉIA HIDROG.
ESGO TOSANI TÁRIO 15 m3 / h
7 m3/ h 26 m3/ h 50 m3/ h 102 m3/ h
CETREL 200 m3 / h
AGP 3 m3 / hPOÇO12 m3/ h
516 KG / DIADE AMÔNIA(15,5 T/ MÊS)
363 KG / DIADE URÉIA(11 T/M ÊS)
550 KG / DIADE HNO3 CONC.(16 T / MÊS )
Figura 13 - Sistema Orgânico - S.O.
AGD = 125 m3/h + CONDENSADO DE VAPOR = 45 m3/h( VAPOR DE 5,15,30,42 E 105 kg / cm2 ) + SUB-PRODUTODA URÉIA = 15 m3 / h
0,0
100,0
200,0
300,0
400,0
500,0
600,0
700,0
800,0
900,0
1000,0
1985 1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
N T
ota
l (p
pm
)
35
35
Foto 21 - Casa de Medição do Sistema Orgânico
Foto 22 - Canaleta Medição de pH, Temperatura e Vazão
36
36
É possível observar-se que, no período compreendido entre os anos de1986 a 1990, pelo fato das melhorias implementadas nos sistemas terem sido depequena monta e os procedimentos operacionais pouco contemplarem apreocupação com o meio ambiente, os níveis de nitrogênio eram muito elevados noefluente final destinado à CETREL, tendo como conseqüências principais, maiorescustos com o tratamento, multas pelo não atendimento da legislação em algumasocasiões e notificações do Órgão Ambiental (CRA).
Entre 1991 e 1995, nota-se uma queda acentuada nos níveis denitrogênio total devido à implementação de programas de melhorias e maiorconscientização dos funcionários. Esta etapa caracteriza-se pela convivência comproblemas decorrentes da obra de redimensionamento do sistema de efluenteslíquidos, a exemplo de excesso de material suspenso nos efluentes, alagamentos, e,em algumas ocasiões, mistura dos efluentes. As conseqüências foram as mesmasmencionadas no período do parágrafo anterior.
A partir de 1995, começam a aparecer os resultados de todo oinvestimento em pessoal, procedimentos operacionais, obras e equipamentos,passando tanto o efluente Não-Contaminado quanto o Orgânico a manterem-seespecificados durante praticamente todo o tempo de operação das plantas.
37
37
77.. GGEERREENNCCIIAAMMEENNTTOO AAMMBBIIEENNTTAALL AA PPAARRTTIIRR DDOO CCOONNTTRRÔÔLLEE NNAAFFOONNTTEE
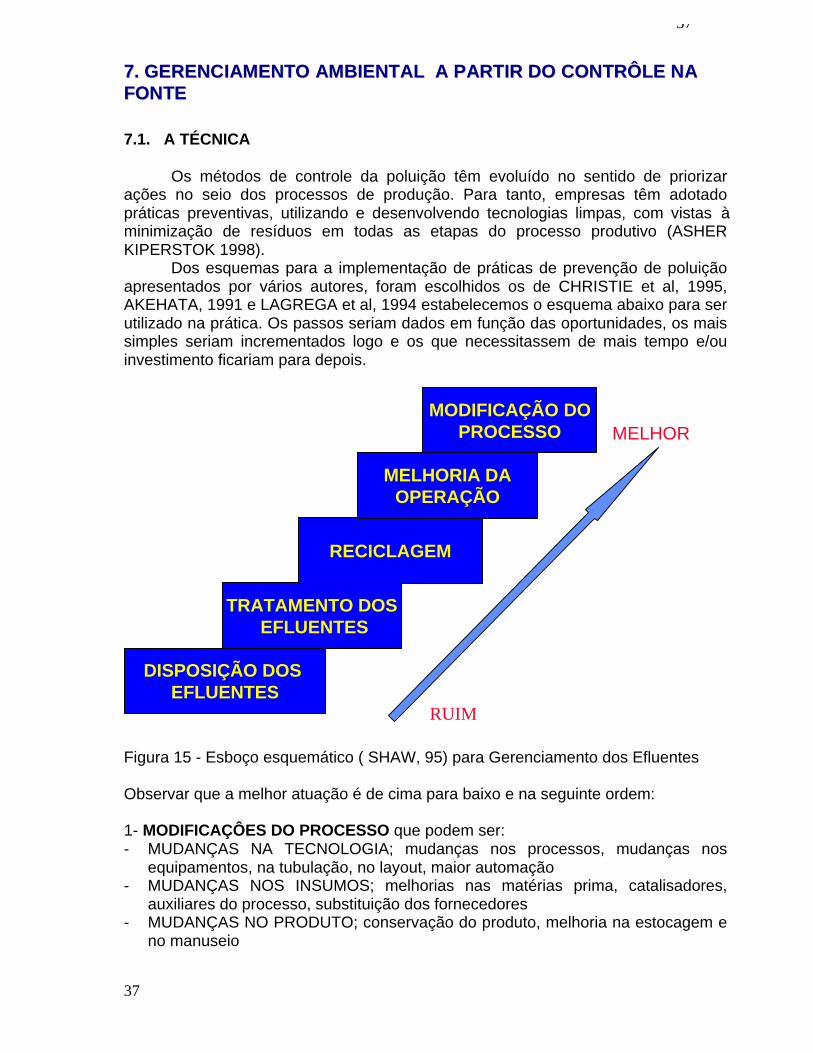
7.1. A TÉCNICA
Os métodos de controle da poluição têm evoluído no sentido de priorizarações no seio dos processos de produção. Para tanto, empresas têm adotadopráticas preventivas, utilizando e desenvolvendo tecnologias limpas, com vistas àminimização de resíduos em todas as etapas do processo produtivo (ASHERKIPERSTOK 1998).
Dos esquemas para a implementação de práticas de prevenção de poluiçãoapresentados por vários autores, foram escolhidos os de CHRISTIE et al, 1995,AKEHATA, 1991 e LAGREGA et al, 1994 estabelecemos o esquema abaixo para serutilizado na prática. Os passos seriam dados em função das oportunidades, os maissimples seriam incrementados logo e os que necessitassem de mais tempo e/ouinvestimento ficariam para depois.
Figura 15 - Esboço esquemático ( SHAW, 95) para Gerenciamento dos Efluentes
Observar que a melhor atuação é de cima para baixo e na seguinte ordem:
1- MODIFICAÇÔES DO PROCESSO que podem ser:- MUDANÇAS NA TECNOLOGIA; mudanças nos processos, mudanças nos
equipamentos, na tubulação, no layout, maior automação- MUDANÇAS NOS INSUMOS; melhorias nas matérias prima, catalisadores,
auxiliares do processo, substituição dos fornecedores- MUDANÇAS NO PRODUTO; conservação do produto, melhoria na estocagem e
no manuseio
DISPOSIÇÃO DOS EFLUENTES
TRATAMENTO DOS EFLUENTES
RECICLAGEM
MELHORIA DAOPERAÇÃO
MODIFICAÇÃO DOPROCESSO
RUIM
MELHOR
38
38
2- MELHORIA DA OPERAÇÃO que podem ser:MUDANÇAS NA OPERAÇÃO; melhoria nas condições operacionais, mudanças nosprocedimentos operacionais, melhoria no manuseio dos materiais, segregação decorrentes
3- RECICLAGEM OU REUSO que podem ser:REGENERAÇÃO E REUSO; retorno ao processo original, substituto da matériaprima de outro processoRECUPERAÇÃO; processamento para recuperação do material, processamentocomo sub-produto
4- TRATAMENTOS DOS EFLUENTES que podem ser:SEPARAÇÃO E/OU CONCENTRAÇÃO; nos resíduos sólidos, líquidos ou gasosossão usadas técnicas de tratamento.RECUPERAÇÃO; da energia ou material contidos
5- DISPOSIÇÔES DOS EFLUENTES que podem ser:-DESCARTE; venda do material para aproveitamento por reciclagem externa,pagamento para incineração, disposição em aterros municipais-LANÇAMENTO NA ATMOSFERA-LANÇAMENTO EM CURSOS D’ÁGUA-LANÇAMENTO NO SOLO
7.2. LEVANTAMENTO DE DADOS E APLICAÇÕES DA TÉCNICA
Em meados de 1998, foram levantados os dados históricos dos principaisIndicadores Ambientais e Consumos das Utilidades adquiridas da COPENE, oobjetivo foi compará-los aos dados dos efluentes da FAFEN-BA de 1996 até 1998,com enfoque principalmente nos Custos, nas Tendências e as Ocorrências, e destaforma poder definir ações à curto, médio e longo prazo para alcançar o objetivo queera reduzir todos os efluentes.A seguir são apresentados os dados atualizados.
7.2.1 LEVANTAMENTO DE DADOS
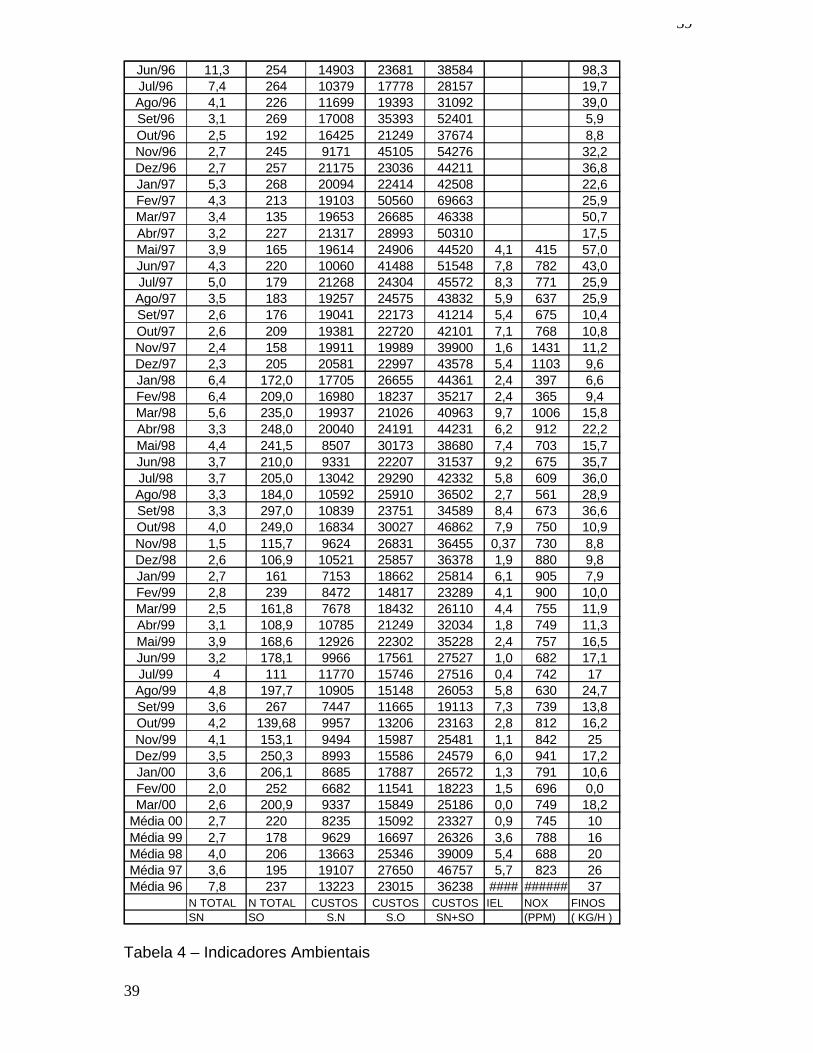
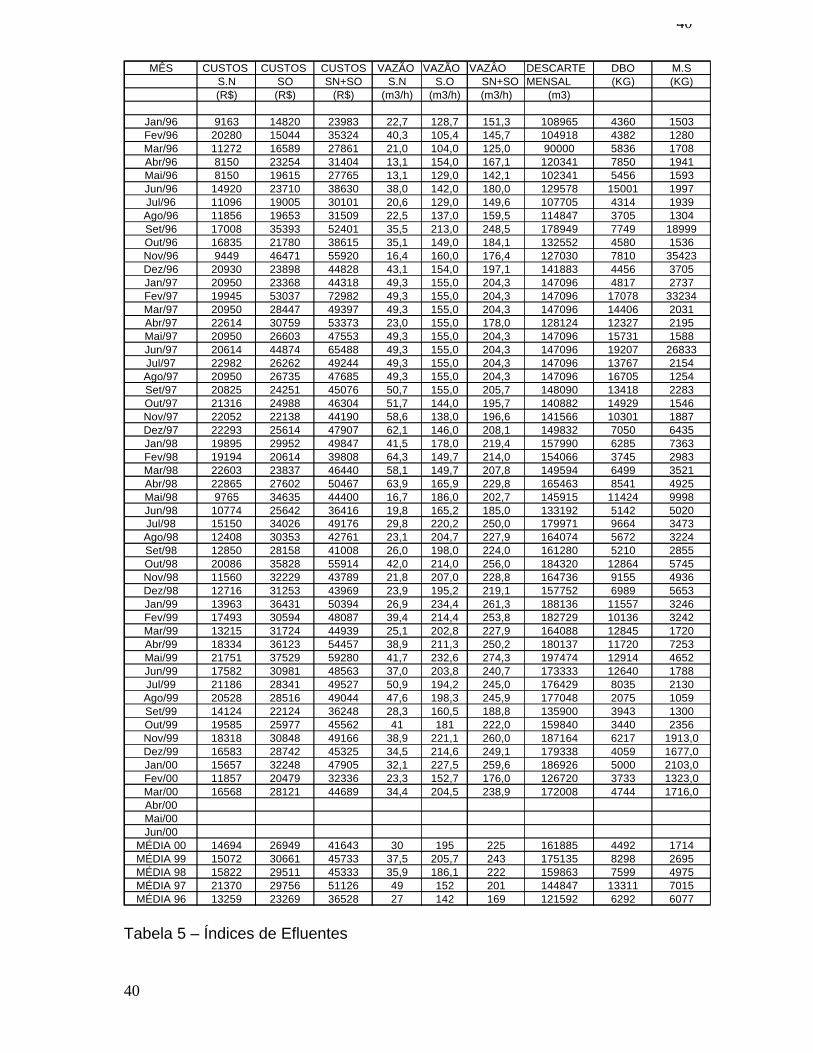
TABELA DOS INDICADORES AMBIENTAIS COM OS CUSTOS DOS EFLUENTES(S.N +S.O) EM DÓLARÍNDICE DE EFLUENTES COM CUSTOS TOTAL DOS EFLUENTES (S.N +S.O) EMREAIS, VAZÕES E CARGAS DE DBO E MATERIAIS SÓLIDOSCONSUMO DA ÁGUAS COPENE ( AGC, AGD, AGP )
39
39
Tabela 4 – Indicadores Ambientais
Jun/96 11,3 254 14903 23681 38584 98,3Jul/96 7,4 264 10379 17778 28157 19,7Ago/96 4,1 226 11699 19393 31092 39,0Set/96 3,1 269 17008 35393 52401 5,9Out/96 2,5 192 16425 21249 37674 8,8Nov/96 2,7 245 9171 45105 54276 32,2Dez/96 2,7 257 21175 23036 44211 36,8Jan/97 5,3 268 20094 22414 42508 22,6Fev/97 4,3 213 19103 50560 69663 25,9Mar/97 3,4 135 19653 26685 46338 50,7Abr/97 3,2 227 21317 28993 50310 17,5Mai/97 3,9 165 19614 24906 44520 4,1 415 57,0Jun/97 4,3 220 10060 41488 51548 7,8 782 43,0Jul/97 5,0 179 21268 24304 45572 8,3 771 25,9Ago/97 3,5 183 19257 24575 43832 5,9 637 25,9Set/97 2,6 176 19041 22173 41214 5,4 675 10,4Out/97 2,6 209 19381 22720 42101 7,1 768 10,8Nov/97 2,4 158 19911 19989 39900 1,6 1431 11,2Dez/97 2,3 205 20581 22997 43578 5,4 1103 9,6Jan/98 6,4 172,0 17705 26655 44361 2,4 397 6,6Fev/98 6,4 209,0 16980 18237 35217 2,4 365 9,4Mar/98 5,6 235,0 19937 21026 40963 9,7 1006 15,8Abr/98 3,3 248,0 20040 24191 44231 6,2 912 22,2Mai/98 4,4 241,5 8507 30173 38680 7,4 703 15,7Jun/98 3,7 210,0 9331 22207 31537 9,2 675 35,7Jul/98 3,7 205,0 13042 29290 42332 5,8 609 36,0Ago/98 3,3 184,0 10592 25910 36502 2,7 561 28,9Set/98 3,3 297,0 10839 23751 34589 8,4 673 36,6Out/98 4,0 249,0 16834 30027 46862 7,9 750 10,9Nov/98 1,5 115,7 9624 26831 36455 0,37 730 8,8Dez/98 2,6 106,9 10521 25857 36378 1,9 880 9,8Jan/99 2,7 161 7153 18662 25814 6,1 905 7,9Fev/99 2,8 239 8472 14817 23289 4,1 900 10,0Mar/99 2,5 161,8 7678 18432 26110 4,4 755 11,9Abr/99 3,1 108,9 10785 21249 32034 1,8 749 11,3Mai/99 3,9 168,6 12926 22302 35228 2,4 757 16,5Jun/99 3,2 178,1 9966 17561 27527 1,0 682 17,1Jul/99 4 111 11770 15746 27516 0,4 742 17Ago/99 4,8 197,7 10905 15148 26053 5,8 630 24,7Set/99 3,6 267 7447 11665 19113 7,3 739 13,8Out/99 4,2 139,68 9957 13206 23163 2,8 812 16,2Nov/99 4,1 153,1 9494 15987 25481 1,1 842 25Dez/99 3,5 250,3 8993 15586 24579 6,0 941 17,2Jan/00 3,6 206,1 8685 17887 26572 1,3 791 10,6Fev/00 2,0 252 6682 11541 18223 1,5 696 0,0Mar/00 2,6 200,9 9337 15849 25186 0,0 749 18,2
Média 00 2,7 220 8235 15092 23327 0,9 745 10Média 99 2,7 178 9629 16697 26326 3,6 788 16Média 98 4,0 206 13663 25346 39009 5,4 688 20Média 97 3,6 195 19107 27650 46757 5,7 823 26Média 96 7,8 237 13223 23015 36238 #### ###### 37
N TOTAL N TOTAL CUSTOS CUSTOS CUSTOS IEL NOX FINOSSN SO S.N S.O SN+SO (PPM) ( KG/H )
40
40
Tabela 5 – Índices de Efluentes
MÊS CUSTOS CUSTOS CUSTOS VAZÃO VAZÃO VAZÂO DESCARTE DBO M.SS.N SO SN+SO S.N S.O SN+SO MENSAL (KG) (KG)(R$) (R$) (R$) (m3/h) (m3/h) (m3/h) (m3)
Jan/96 9163 14820 23983 22,7 128,7 151,3 108965 4360 1503Fev/96 20280 15044 35324 40,3 105,4 145,7 104918 4382 1280Mar/96 11272 16589 27861 21,0 104,0 125,0 90000 5836 1708Abr/96 8150 23254 31404 13,1 154,0 167,1 120341 7850 1941Mai/96 8150 19615 27765 13,1 129,0 142,1 102341 5456 1593Jun/96 14920 23710 38630 38,0 142,0 180,0 129578 15001 1997Jul/96 11096 19005 30101 20,6 129,0 149,6 107705 4314 1939Ago/96 11856 19653 31509 22,5 137,0 159,5 114847 3705 1304Set/96 17008 35393 52401 35,5 213,0 248,5 178949 7749 18999Out/96 16835 21780 38615 35,1 149,0 184,1 132552 4580 1536Nov/96 9449 46471 55920 16,4 160,0 176,4 127030 7810 35423Dez/96 20930 23898 44828 43,1 154,0 197,1 141883 4456 3705Jan/97 20950 23368 44318 49,3 155,0 204,3 147096 4817 2737Fev/97 19945 53037 72982 49,3 155,0 204,3 147096 17078 33234Mar/97 20950 28447 49397 49,3 155,0 204,3 147096 14406 2031Abr/97 22614 30759 53373 23,0 155,0 178,0 128124 12327 2195Mai/97 20950 26603 47553 49,3 155,0 204,3 147096 15731 1588Jun/97 20614 44874 65488 49,3 155,0 204,3 147096 19207 26833Jul/97 22982 26262 49244 49,3 155,0 204,3 147096 13767 2154Ago/97 20950 26735 47685 49,3 155,0 204,3 147096 16705 1254Set/97 20825 24251 45076 50,7 155,0 205,7 148090 13418 2283Out/97 21316 24988 46304 51,7 144,0 195,7 140882 14929 1546Nov/97 22052 22138 44190 58,6 138,0 196,6 141566 10301 1887Dez/97 22293 25614 47907 62,1 146,0 208,1 149832 7050 6435Jan/98 19895 29952 49847 41,5 178,0 219,4 157990 6285 7363Fev/98 19194 20614 39808 64,3 149,7 214,0 154066 3745 2983Mar/98 22603 23837 46440 58,1 149,7 207,8 149594 6499 3521Abr/98 22865 27602 50467 63,9 165,9 229,8 165463 8541 4925Mai/98 9765 34635 44400 16,7 186,0 202,7 145915 11424 9998Jun/98 10774 25642 36416 19,8 165,2 185,0 133192 5142 5020Jul/98 15150 34026 49176 29,8 220,2 250,0 179971 9664 3473Ago/98 12408 30353 42761 23,1 204,7 227,9 164074 5672 3224Set/98 12850 28158 41008 26,0 198,0 224,0 161280 5210 2855Out/98 20086 35828 55914 42,0 214,0 256,0 184320 12864 5745Nov/98 11560 32229 43789 21,8 207,0 228,8 164736 9155 4936Dez/98 12716 31253 43969 23,9 195,2 219,1 157752 6989 5653Jan/99 13963 36431 50394 26,9 234,4 261,3 188136 11557 3246Fev/99 17493 30594 48087 39,4 214,4 253,8 182729 10136 3242Mar/99 13215 31724 44939 25,1 202,8 227,9 164088 12845 1720Abr/99 18334 36123 54457 38,9 211,3 250,2 180137 11720 7253Mai/99 21751 37529 59280 41,7 232,6 274,3 197474 12914 4652Jun/99 17582 30981 48563 37,0 203,8 240,7 173333 12640 1788Jul/99 21186 28341 49527 50,9 194,2 245,0 176429 8035 2130Ago/99 20528 28516 49044 47,6 198,3 245,9 177048 2075 1059Set/99 14124 22124 36248 28,3 160,5 188,8 135900 3943 1300Out/99 19585 25977 45562 41 181 222,0 159840 3440 2356Nov/99 18318 30848 49166 38,9 221,1 260,0 187164 6217 1913,0Dez/99 16583 28742 45325 34,5 214,6 249,1 179338 4059 1677,0Jan/00 15657 32248 47905 32,1 227,5 259,6 186926 5000 2103,0Fev/00 11857 20479 32336 23,3 152,7 176,0 126720 3733 1323,0Mar/00 16568 28121 44689 34,4 204,5 238,9 172008 4744 1716,0Abr/00Mai/00Jun/00
MÉDIA 00 14694 26949 41643 30 195 225 161885 4492 1714MÉDIA 99 15072 30661 45733 37,5 205,7 243 175135 8298 2695MÉDIA 98 15822 29511 45333 35,9 186,1 222 159863 7599 4975MÉDIA 97 21370 29756 51126 49 152 201 144847 13311 7015MÉDIA 96 13259 23269 36528 27 142 169 121592 6292 6077
41
41
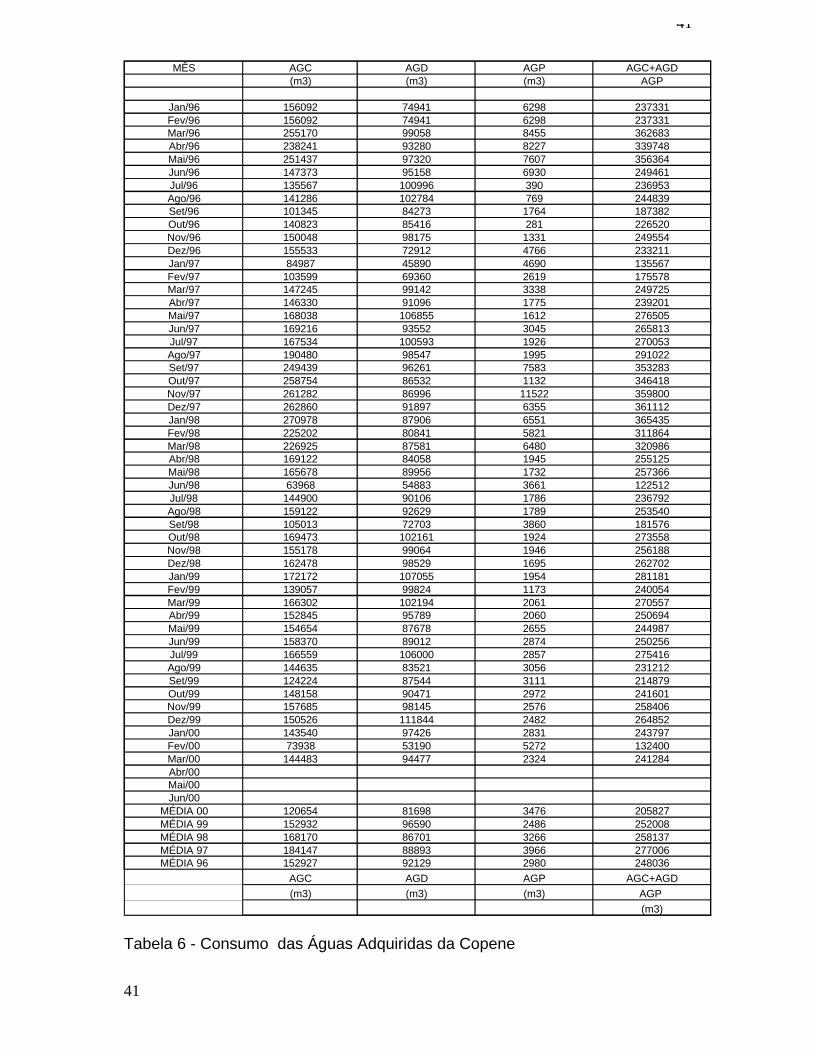
Tabela 6 - Consumo das Águas Adquiridas da Copene
MÊS AGC AGD AGP AGC+AGD(m3) (m3) (m3) AGP
Jan/96 156092 74941 6298 237331Fev/96 156092 74941 6298 237331Mar/96 255170 99058 8455 362683Abr/96 238241 93280 8227 339748Mai/96 251437 97320 7607 356364Jun/96 147373 95158 6930 249461Jul/96 135567 100996 390 236953Ago/96 141286 102784 769 244839Set/96 101345 84273 1764 187382Out/96 140823 85416 281 226520Nov/96 150048 98175 1331 249554Dez/96 155533 72912 4766 233211Jan/97 84987 45890 4690 135567Fev/97 103599 69360 2619 175578Mar/97 147245 99142 3338 249725Abr/97 146330 91096 1775 239201Mai/97 168038 106855 1612 276505Jun/97 169216 93552 3045 265813Jul/97 167534 100593 1926 270053Ago/97 190480 98547 1995 291022Set/97 249439 96261 7583 353283Out/97 258754 86532 1132 346418Nov/97 261282 86996 11522 359800Dez/97 262860 91897 6355 361112Jan/98 270978 87906 6551 365435Fev/98 225202 80841 5821 311864Mar/98 226925 87581 6480 320986Abr/98 169122 84058 1945 255125Mai/98 165678 89956 1732 257366Jun/98 63968 54883 3661 122512Jul/98 144900 90106 1786 236792Ago/98 159122 92629 1789 253540Set/98 105013 72703 3860 181576Out/98 169473 102161 1924 273558Nov/98 155178 99064 1946 256188Dez/98 162478 98529 1695 262702Jan/99 172172 107055 1954 281181Fev/99 139057 99824 1173 240054Mar/99 166302 102194 2061 270557Abr/99 152845 95789 2060 250694Mai/99 154654 87678 2655 244987Jun/99 158370 89012 2874 250256Jul/99 166559 106000 2857 275416Ago/99 144635 83521 3056 231212Set/99 124224 87544 3111 214879Out/99 148158 90471 2972 241601Nov/99 157685 98145 2576 258406Dez/99 150526 111844 2482 264852Jan/00 143540 97426 2831 243797Fev/00 73938 53190 5272 132400Mar/00 144483 94477 2324 241284Abr/00Mai/00Jun/00
MÉDIA 00 120654 81698 3476 205827MÉDIA 99 152932 96590 2486 252008MÉDIA 98 168170 86701 3266 258137MÉDIA 97 184147 88893 3966 277006MÉDIA 96 152927 92129 2980 248036
AGC AGD AGP AGC+AGD
(m3) (m3) (m3) AGP
(m3)

42
42
Após analisar as tabelas, fizemos gráficos e começou-se a levantar o balançohídrico para identificar a origem de cada um deles, priorizando trabalhar paradiminuir aqueles que apresentavam linha de tendência em crescimento.
A auditoria ambiental foi realizada em todas as plantas industriais visandoverificar oportunidades de redução dos efluentes. Nestas visitas verificou-sedesperdícios. Conversou-se com operadores, engenheiros e auxiliares sobreprocedimentos operacionais, estudou-se as partes dos processos geradoras dosefluentes.
Verificou-se que era possível, a partir do esboço esquemático de SHAW,organizar e iniciar os trabalhos.
A seguir, apresentamos como se apresenta cada ocorrência encontrada em1999, inserção de novas idéias em trabalhos que já estavam em andamento,projetos antigos que serão operados em 2000 e futuros trabalhos com seurespectivo encaixe no esboço esquemático usado no Gerenciamento de Efluentes.OBS: Quando falarmos em economia será monetário e ambiental e em customonetário.
7.2.2. APLICAÇOES DA TÉCNICA
a) Projetos antigos, implantados e operados até final de 2000.
-Planta de recuperação de gás de purga (PGRU)O objetivo principal desta planta, de tecnologia recente, é econômico, porém serátambém ambiental, porque ao recuperar o hidrogênio, amônia e metano contidos nacorrente que hoje queima na fornalha, deixará de gerar Nox e CO2 como produtosda combustão. Da vazão, após aumento da capacidade, de 11879 Nm3/h,deixaremos de enviar 7475 Nm3/h (63%) que serão transformados em Amôniaproduto.A economia, se dará na produção de amônia e no descarte de NOx e CO2.
Economia :
2.92 ton/h de NH3 = 70 ton/dia = 2100 ton/mês x 169 US$/ton = 354900,00 US$/mês
77,41 kg/h = 1,86ton/dia de NH3 = 3,28ton/dia de NOx = 98,36ton/mês de NOx
38,57kg/h = 0,92 ton/dia de CH4 = 2,53 ton/dia de CO2 = 75,90 ton/mês de CO2
Total = 354.900,00 US$/mês, 98,36ton/mês de NOx e 75,90 ton/mês de CO2.
-Planta de Tratamento de Condensado na Uréia para Enquadramento àlegislação ambientalO objetivo principal desta planta é ambiental, porém será também econômico,porque deixará de enviar condensado com amônia e uréia ao S.O.Ocorrerá custo com o vapor adquirido da COPENE.A economia, se dará na recuperação de uréia e amônia vai como no descarte aoS.O. e na menor vazão que deixa de ir ao S.O.
43
43
Custo :
2.97ton/hr de vapor =2135,33ton/mês x 8.158US$/ton=17.420,00US$/mês
20m3/h ao S.O = 480m3/dia = 14400m3/mês x 0,1US$/m3 = 1440 US$/mês
Total em custo = 17.420,00–1440,00 = 15.980,00US$/mês e 14.400 m3/mês ao S.O
-Novos produtos no tratamento da água de resfrigeraçãoA utilização de novos produtos no tratamento permitirá fechar a purga das torres derefrigeração e diminuir a vazão do S.N., que hoje está em +/- 36 m3/h para +/- 15m3/h.A economia será no consumo de água clarificada (AGC) e na menor vazão quedeixa de ir ao S.N.
Economia :
21m3/h = 504 m3/dia = 15120 m3/mês x 0,169 US$/m3 = 2555.28 US$/mês de AGC
21m3/h = 504 m3/dia = 15120 m3/mês x 0,392 US$/m3 = 5927.04 US$/mês ao S.N.
Total = 8.482.32 US$/mês e 15.120 m3/mês ao S.N
b) Os ocorrências, os trabalhos implantados e operados em 1999 e 2000.
-Válvulas de fechamento automático Uma das primeiras ocorrências verificou-se nos sanitários masculinos, dos váriosprédios existentes, mictórios com registros que eram deixados abertos após o uso.No sanitário do Armazém de Uréia ensacada, usado pelos carregadores (empreiteirade estivadores), o mictório era único com 4 metros de largura e que ficava abertocontinuamente chegando a 1 m3/h de descarte de água adquirida como potável edescartada como esgoto sanitário ao sistema orgânico (S.O).Solicitou-se compra até agora de 25 válvulas de fechamento automático, sendo que15 já foram instaladas 1999.A economia, , se deu no consumo de água potável ( AGP ) e na redução de vazãodo S.O . Usamos para o cálculo, só a vazão medida do mictório do sanitário doArmazém de Uréia ensacada.
Economia :
1 m3/h em AGP = 24 m3/dia = 720 m3/mês x 0,169 US$/m3 = 121,68 US$/mês
1 m3/h ao S.O = 24 m3/dia = 720 m3/mês x 0,12 US$/m3 = 86,40 US$/mês
Total = 208,08 US$/mês e 720m3/mês ao S.O

44
44
-Resfriamento de linha Verificamos que a água que resfriava o trecho R-101 e P-104, era ÁguaDesmineralizada (AGD) e que depois era descartada ao Sistema Orgânico. O usodeste resfriamento é necessário porque o isolamento interno não consegue sereficiente. A correção definitiva será feita com novo projeto.Analisadas as vazões, temperaturas, dados de projeto e as condições atuaisverificamos que não precisaríamos mais de usar a AGD, trocando por água de purgada Torre de Resfriamento I, a purga de fundo é usada continuamente para controlede sólidos totais.Está mudança fará com que deixemos de usar AGD da COPENE e parte dodescarte da Torre I, que vai ao S.I passará a ir ao S.O com redução nos custos semperda da qualidade no resfriamento do trecho citado.A economia se deu no consumo de água desmineralizada (AGD) e na mudança dosistema de descarte deixando de ir ao S.I e passando a ir ao S.O.
Economia:
2 m3/h = 48 m3/dia = 1440 m3/mês x 0,522 US$/m3 = 751.68 US$/mês em AGD
2 m3/h = 48 m3/dia = 1440 m3/mês x (0,392-0,12) US$/m3 = 391.68 US$/mês =
Total = 1.143.36 US$/mês
Foto 23 - Trecho entre R-101 e P-104, onde ocorre o resfriamento.
45
45
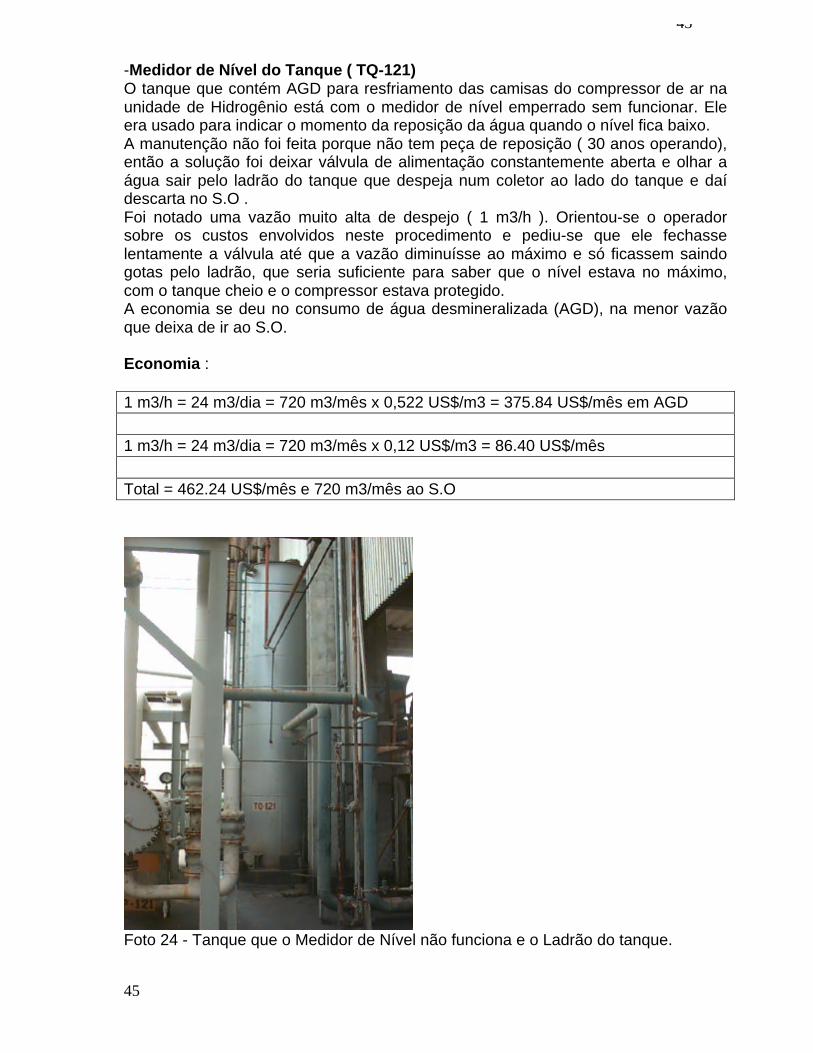
-Medidor de Nível do Tanque ( TQ-121) O tanque que contém AGD para resfriamento das camisas do compressor de ar naunidade de Hidrogênio está com o medidor de nível emperrado sem funcionar. Eleera usado para indicar o momento da reposição da água quando o nível fica baixo.A manutenção não foi feita porque não tem peça de reposição ( 30 anos operando),então a solução foi deixar válvula de alimentação constantemente aberta e olhar aágua sair pelo ladrão do tanque que despeja num coletor ao lado do tanque e daídescarta no S.O .Foi notado uma vazão muito alta de despejo ( 1 m3/h ). Orientou-se o operadorsobre os custos envolvidos neste procedimento e pediu-se que ele fechasselentamente a válvula até que a vazão diminuísse ao máximo e só ficassem saindogotas pelo ladrão, que seria suficiente para saber que o nível estava no máximo,com o tanque cheio e o compressor estava protegido.A economia se deu no consumo de água desmineralizada (AGD), na menor vazãoque deixa de ir ao S.O.
Economia :
1 m3/h = 24 m3/dia = 720 m3/mês x 0,522 US$/m3 = 375.84 US$/mês em AGD
1 m3/h = 24 m3/dia = 720 m3/mês x 0,12 US$/m3 = 86.40 US$/mês
Total = 462.24 US$/mês e 720 m3/mês ao S.O
Foto 24 - Tanque que o Medidor de Nível não funciona e o Ladrão do tanque.
46
46
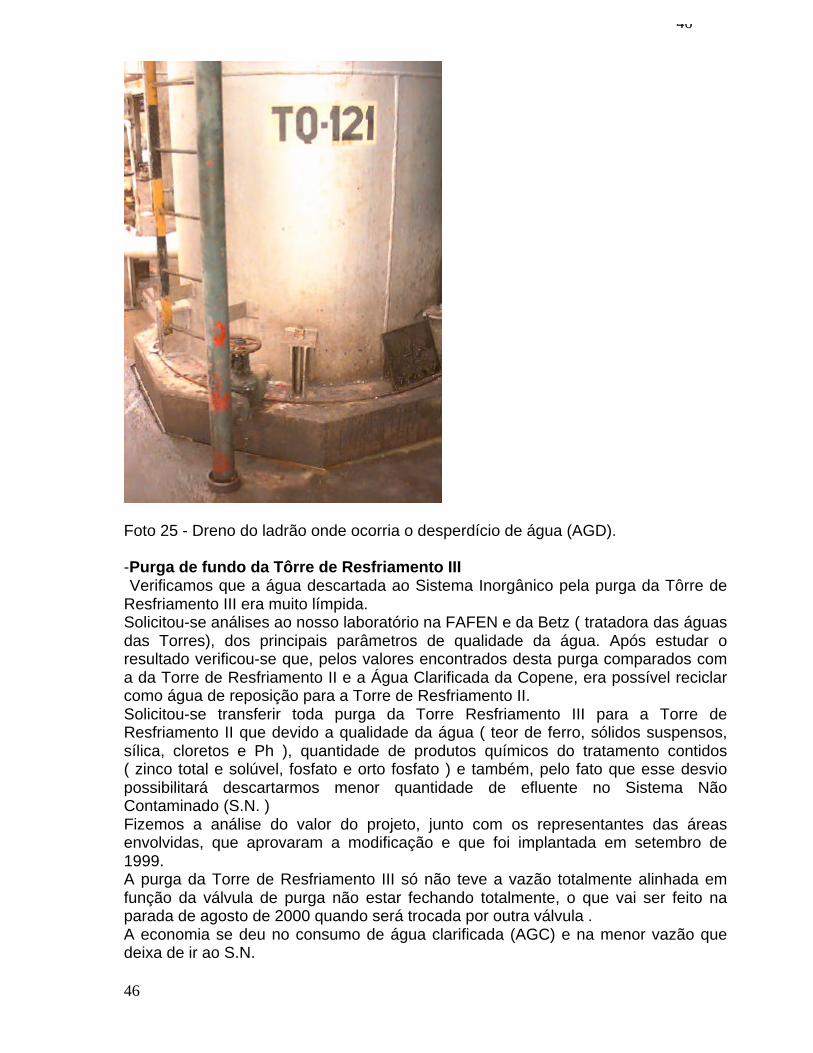
Foto 25 - Dreno do ladrão onde ocorria o desperdício de água (AGD).
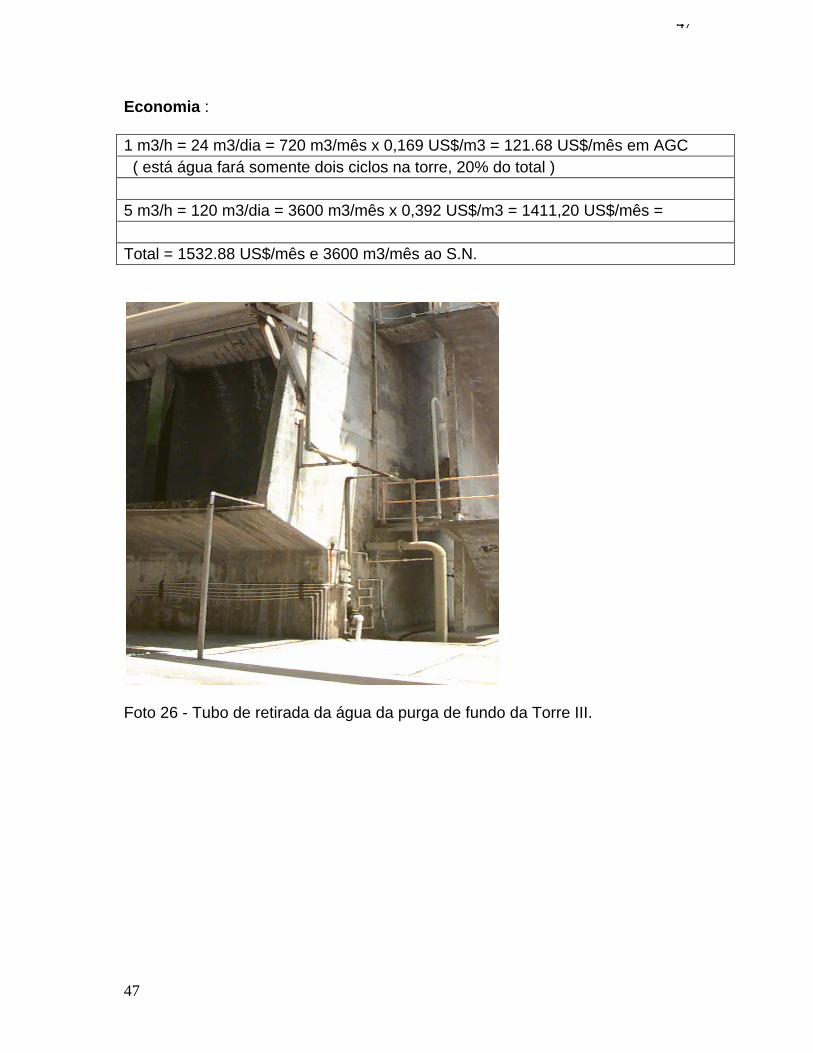
-Purga de fundo da Tôrre de Resfriamento III Verificamos que a água descartada ao Sistema Inorgânico pela purga da Tôrre deResfriamento III era muito límpida.Solicitou-se análises ao nosso laboratório na FAFEN e da Betz ( tratadora das águasdas Torres), dos principais parâmetros de qualidade da água. Após estudar oresultado verificou-se que, pelos valores encontrados desta purga comparados coma da Torre de Resfriamento II e a Água Clarificada da Copene, era possível reciclarcomo água de reposição para a Torre de Resfriamento II.Solicitou-se transferir toda purga da Torre Resfriamento III para a Torre deResfriamento II que devido a qualidade da água ( teor de ferro, sólidos suspensos,sílica, cloretos e Ph ), quantidade de produtos químicos do tratamento contidos( zinco total e solúvel, fosfato e orto fosfato ) e também, pelo fato que esse desviopossibilitará descartarmos menor quantidade de efluente no Sistema NãoContaminado (S.N. )Fizemos a análise do valor do projeto, junto com os representantes das áreasenvolvidas, que aprovaram a modificação e que foi implantada em setembro de1999.A purga da Torre de Resfriamento III só não teve a vazão totalmente alinhada emfunção da válvula de purga não estar fechando totalmente, o que vai ser feito naparada de agosto de 2000 quando será trocada por outra válvula .A economia se deu no consumo de água clarificada (AGC) e na menor vazão quedeixa de ir ao S.N.
47
47
Economia :
1 m3/h = 24 m3/dia = 720 m3/mês x 0,169 US$/m3 = 121.68 US$/mês em AGC ( está água fará somente dois ciclos na torre, 20% do total )
5 m3/h = 120 m3/dia = 3600 m3/mês x 0,392 US$/m3 = 1411,20 US$/mês =
Total = 1532.88 US$/mês e 3600 m3/mês ao S.N.
Foto 26 - Tubo de retirada da água da purga de fundo da Torre III.
48
48
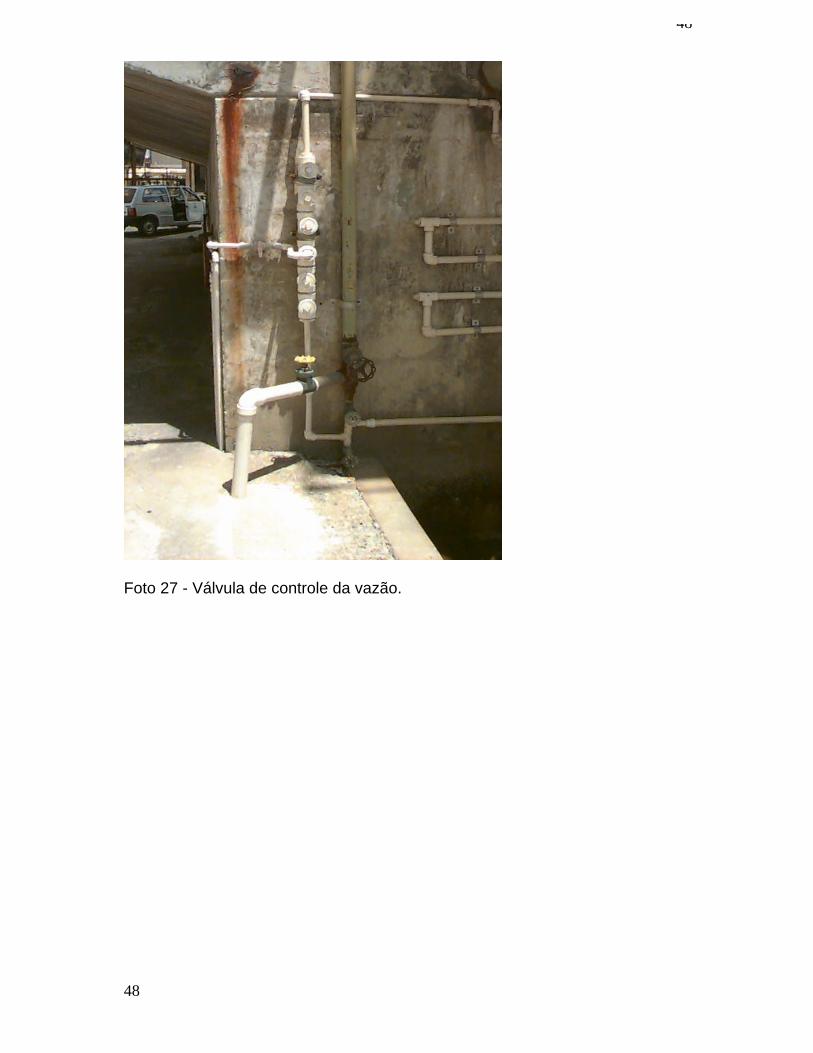
Foto 27 - Válvula de controle da vazão.
49
49
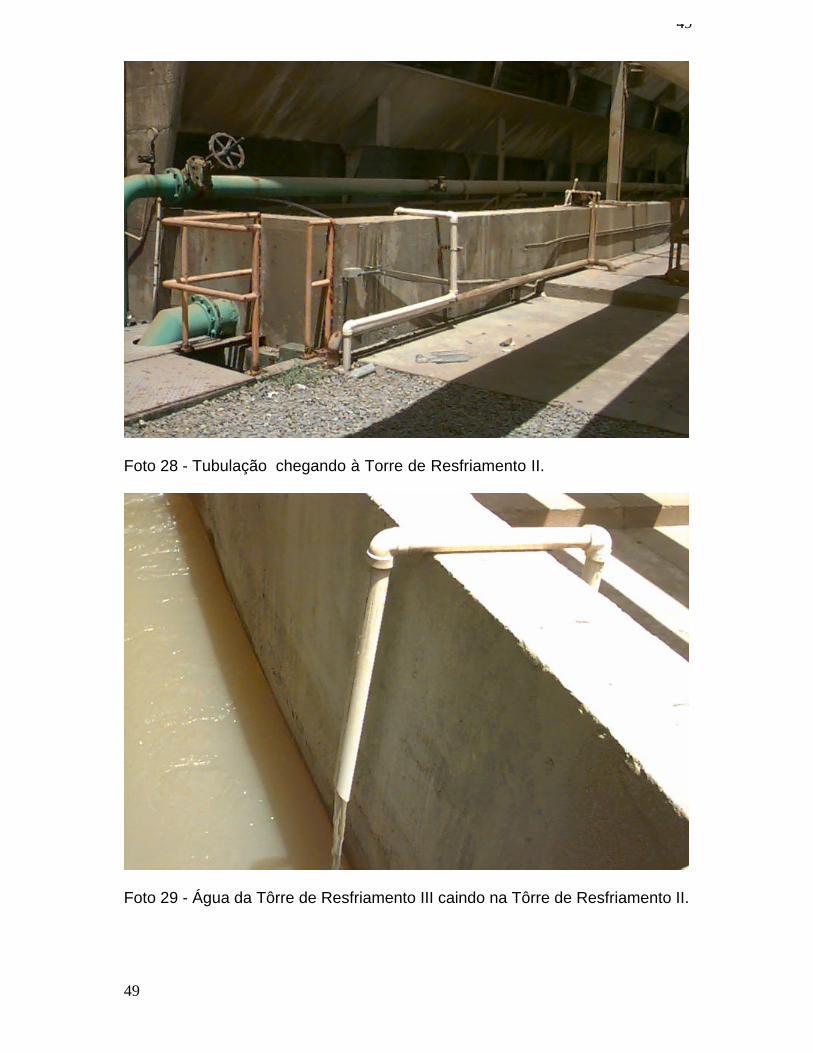
Foto 28 - Tubulação chegando à Torre de Resfriamento II.
Foto 29 - Água da Tôrre de Resfriamento III caindo na Tôrre de Resfriamento II.
50
50
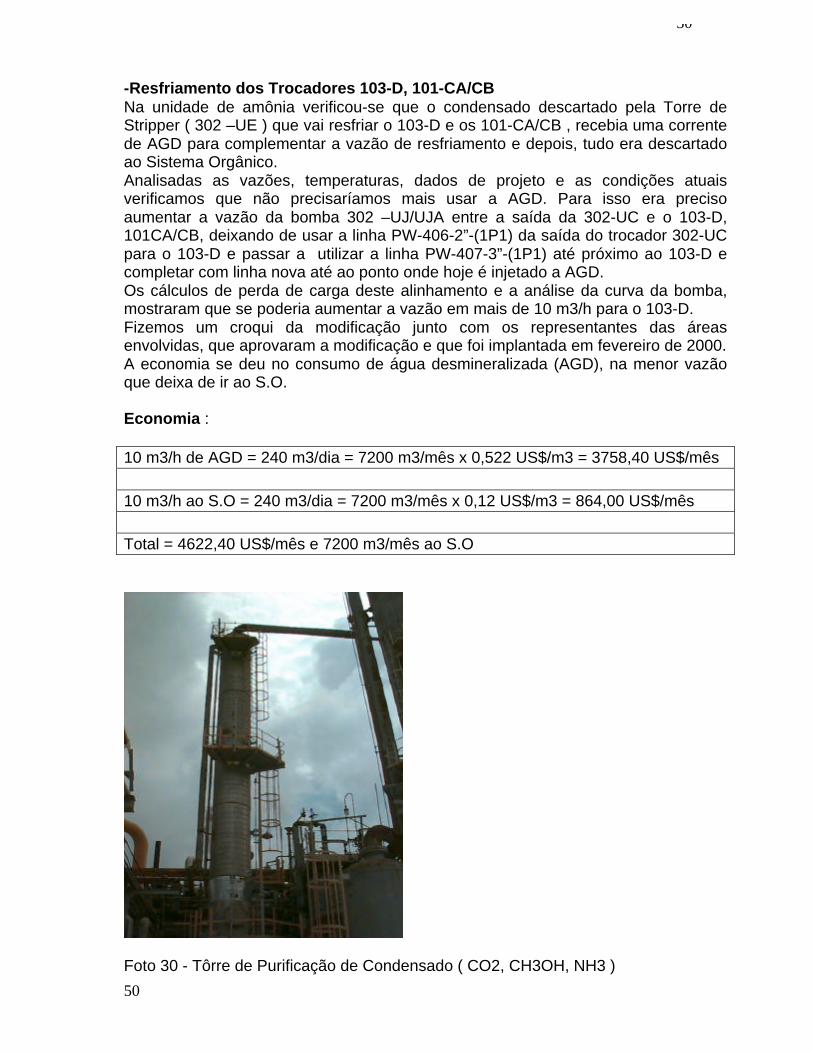
-Resfriamento dos Trocadores 103-D, 101-CA/CBNa unidade de amônia verificou-se que o condensado descartado pela Torre deStripper ( 302 –UE ) que vai resfriar o 103-D e os 101-CA/CB , recebia uma correntede AGD para complementar a vazão de resfriamento e depois, tudo era descartadoao Sistema Orgânico.Analisadas as vazões, temperaturas, dados de projeto e as condições atuaisverificamos que não precisaríamos mais usar a AGD. Para isso era precisoaumentar a vazão da bomba 302 –UJ/UJA entre a saída da 302-UC e o 103-D,101CA/CB, deixando de usar a linha PW-406-2”-(1P1) da saída do trocador 302-UCpara o 103-D e passar a utilizar a linha PW-407-3”-(1P1) até próximo ao 103-D ecompletar com linha nova até ao ponto onde hoje é injetado a AGD.Os cálculos de perda de carga deste alinhamento e a análise da curva da bomba,mostraram que se poderia aumentar a vazão em mais de 10 m3/h para o 103-D.Fizemos um croqui da modificação junto com os representantes das áreasenvolvidas, que aprovaram a modificação e que foi implantada em fevereiro de 2000.A economia se deu no consumo de água desmineralizada (AGD), na menor vazãoque deixa de ir ao S.O.
Economia :
10 m3/h de AGD = 240 m3/dia = 7200 m3/mês x 0,522 US$/m3 = 3758,40 US$/mês
10 m3/h ao S.O = 240 m3/dia = 7200 m3/mês x 0,12 US$/m3 = 864,00 US$/mês
Total = 4622,40 US$/mês e 7200 m3/mês ao S.O
Foto 30 - Tôrre de Purificação de Condensado ( CO2, CH3OH, NH3 )
51
51
Foto 31 - Dreno de saída de água da Tôrre de Stripper ao S.O .
Foto 32 - Saída do Trocador de Calor , linha de 3” que foi aproveitada.
52
52
Foto 33 - Linha nova , ligação entre linha existente e trocadores.
Foto 34 - Trecho de linha de 3” ,nova, instalada para evitar perda de carga.
53
53
-Aproveitamento de Condensado da 302-UEVários estudos há vários anos vem sendo feitos sobre este aproveitamento, atravésde solicitações de análises, estudos de processo, testes de pesquisa, etc.O Setor de Estudos e Projetos ( SEDEP ) resgatou alguns deles, gerou um trabalhoque foi concluído e o projeto está sendo executado.O objetivo é transferir todo o condensado da 302-UE ( hoje uma parte é descartadoao S.O e a outra é usada para resfriar o 103-D e o 101-CA/CB e depois também vaiao S.O ), em torno de 30 m3/h, para substituir a AGD na geração de vapor de baixapressão nas unidades de Hidrogênio, Ácido Nítrico e em outros usos ( ver exemplosabaixo ) onde possa ser aproveitada.Em relação ao trabalho em anexo introduzimos:- Tubulação de 4” no lugar da de 3”, para poder aumentar o fluxo de 20m3/h para
30m3/h.- Recuperação dos internos ( suportes, bandejas, anéis, distribuidores) na parada
de manutenção.- Vazão para a Hidrogênio de 20m3/h para acima de 30m3/h- Aproveitamento do condensado substituindo AGD no resfriamento do trecho de
linha na saída da Fornalha (F-101) e Reformador Secundário (R-101), hoje emtorno de 4 m3/h
- Aproveitamento do condensado substituindo AGC no resfriamento entre o R-101e o Trocador (P-104), hoje em torno de 2 m3/h.
Fizemos a análise junto com os representantes das áreas operacionais, queaprovaram as modificações para ser implantada até dezembro de 2000.A economia se dará no consumo de água desmineralizada (AGD), na menor vazãoque deixa de ir ao S.O.
Economia :
10 m3/h = 240 m3/dia = 7200 m3/mês x 0,522 US$/m3 = 3758,40 US$/mês de AGD
10 m3/h = 240 m3/dia = 7200 m3/mês x 0,12 US$/m3 = 864,00 US$/mês
Total = 4622,40 US$/mês e 7200 m3/mês ao S.O.
OBS: Os cálculos acima são para cada 10m3/h aproveitado, o lucro e a diminuiçãodos efluentes ao S.O será proporcional ao volume usado do condensado, queestimamos poder chegar a 30 m3/h.Estimamos que o condensado chegará em torno de 60 graus Celsius à Hidrogênio,significa que haverá também economia de energia para o processo de geração devapor.
54
54
Foto 35 - Dreno do 101-CA, válvula nova instalada para o trabalho.
Foto 36 - Ponto da Interligação.
55
55
Foto 37 - Drenos dos Pontos 101-CB E 103D
Foto 38 - Vista da Planta de Uréia desativada, onde ficam as linhas eequipamentos que serão aproveitados no trabalho.
56
56
Foto 39 - Tanque e as bombas que serão usados após recuperação
Foto 40 - Vista da Unidade de Hidrogênio onde o condensado vai ser usado.
57
57
-Dreno do Condutivímetro á Torre de Refrigeração IIO dreno de um condutivímetro, que faz medida em três pontos diferentes, mostravauma vazão excessiva de AGD. Pedimos para reduzir para uma vazão mínima quecontinuasse obtendo resposta do aparelho.A redução foi feita, a quantidade de água descartada diminuiu e a que continuarásendo descartada, será enviada à bacia da Torre II.O trabalho valeu por ter economizado uma água que custa R$ 0,90 / m3 e peloensinamento dado aos operadores, com enfoque ambiental.A economia se dará no consumo de água desmineralizada (AGD), na menor vazãoque deixa de ir ao S.O.
Economia :
1 m3/h = 24 m3/dia = 720 m3/mês x 0,522 US$/m3 = 375,84 US$/mês de AGD
1 m3/h = 24 m3/dia = 720 m3/mês x 0,12 US$/m3 = 86,40 US$/mês
Total = 462,24 US$/mês e 720 m3/mês ao S.O.
Foto 41 - CONDUTIVÍMETRO
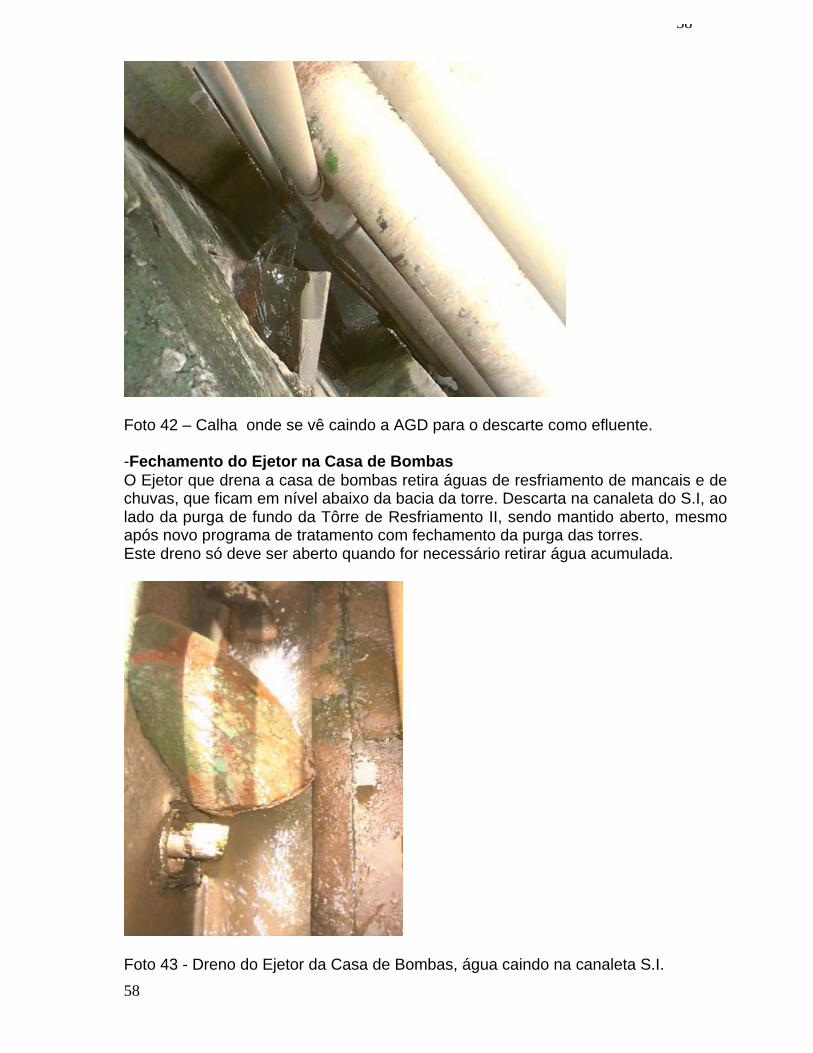
58
58
Foto 42 – Calha onde se vê caindo a AGD para o descarte como efluente.
-Fechamento do Ejetor na Casa de BombasO Ejetor que drena a casa de bombas retira águas de resfriamento de mancais e dechuvas, que ficam em nível abaixo da bacia da torre. Descarta na canaleta do S.I, aolado da purga de fundo da Tôrre de Resfriamento II, sendo mantido aberto, mesmoapós novo programa de tratamento com fechamento da purga das torres.Este dreno só deve ser aberto quando for necessário retirar água acumulada.
Foto 43 - Dreno do Ejetor da Casa de Bombas, água caindo na canaleta S.I.
59
59
-Não usar amônia líquida para neutralizar efluente da planta de ácido nítricoPara neutralizar a água de abatimento dos vapores de ácido nítrico vindos dostanques da unidade de ácido nítrico é usado amônia líquida para aumentar o pH e arcomprimido para agitar a água, ajudando na mistura. Este efluente ácido é recolhidonum tanque durante as 8 hs de cada turno, sendo que nas primeiras 6 hs acumula eneutraliza e nas duas horas restantes ocorre o bombeamento da água jáneutralizada. A neutralização foi necessária por que a tubulação que conduz o S.O éde aço carbono e não resiste ao pH ácido.A idéia gerou um trabalho, já em andamento, que consiste em usar uma bombaenviando continuamente o efluente aproveitando uma linha existente de fibra devidro enviando à Lagoa Pulmão com espalhamento, quando ela estiver com nívelacima de 60 cm ou desviá-la ao SAO onde a canaleta dali em diante é também defibra.Fizemos teste em laboratório do consumo de amônia para a neutralização.A economia se dará no consumo de amônia e de ar comprimido e vai diminuir o teorde Ntotal no S.O.A economia será em Amônia e não quantificamos o ar comprimido.
Economia :
22,92 kg/hr de HNO3 = 6kg/hr de NH3 =144kg/dia =4,3 ton/mês de NH3 =30 ppm Nt
4,3 ton/mês x US$ 169,00/ton = US$ 726,70/mês
Total = US$726,70/mês e 30 ppm de Nt ao S.O.
Foto 44 - Linha de Amônia Líquida e de Ar comprimido usados paraneutralização da água ácida no tanque da Planta de Ácido Nítrico.
60
60
c) Novos projetos
- Catalisador com menor geração de metanol e amônia na seção deconversão do CO, para diminuir envio de metanol e amônia à atmosfera pelaTorre de Stripper.
- Projeto de melhoria da Torre de Stripper de Condensado ( 302-UE ), com oobjetivo de retirar o metanol e a amônia contidos no condensado para aproveitá-lo na geração de vapor de alta pressão e não enviar este efluente ao S.O e nãousar AGD da COPENE.
- Planta de Tratamento dos efluentes, recuperar através de novas técnicas detratamento, no mínimo, 60m3/h dos Efluentes líquidos.
Enquadramento das ocorrências no esquema estabelecido para as técnicas deTecnologias Limpas.
A metodologia do gerenciamento de efluentes, anteriormente mostrado, e queusamos é dividido em:
- MODIFICAÇÃO DO PROCESSO- MELHORIA DA OPERAÇÃO- RECICLAGEM OU REUSO- TRATAMENTO DOS EFLUENTES- DISPOSIÇÃO DOS EFLUENTES
A melhor interferência é modificar o processo. Implica em projetos de engenharia,fabricação e compra de equipamentos e outros, quase sempre é mais dispendiosafinanceiramente e mais demorada, porém, com ganhos ambientais significativos e asvezes ganhos, as vezes custos econômicos.
1-MODIFICAÇÃO DO PROCESSO que podem ser:
MUDANÇAS NA TECNOLOGIA; mudanças nos processos, mudanças nosequipamentos, na tubulação, no layout, maior automação, são exemplos ostrabalhos descritos anteriormente:
Planta de recuperação de gás de purga (PGRU)Planta de Tratamento de Condensado na Uréia para Enquadramento àlegislação ambientalNovo projeto para a Torre de Stripper (302-UE)
MUDANÇAS NOS INSUMOS; melhorias nas matérias prima, catalisadores,auxiliares do processo, substituição dos fornecedores, são exemplos:
Catalisador com menor geração de metanol e amônia na seção de conversãodo CO, para diminuir envio à atmosfera pela Torre de Stripper.Novos produtos no tratamento da água de resfriamento que permitirá fechar apurga das torres e diminuir a vazão do S I.
61
61
MUDANÇAS NO PRODUTO; conservação do produto, melhoria na estocagem e nomanuseio
A melhoria operacional que requer observação, estudo do processo, treinamento,conscientização dos operadores e testes operacionais, tem se mostrado deaplicação rápida e eficiente.
2-MELHORIA DA OPERAÇÃO que podem ser:
MUDANÇAS NA OPERAÇÃO; melhoria nas condições operacionais, mudanças nosprocedimentos operacionais, melhoria no manuseio dos materiais, segregação decorrentes são exemplos:
a) Troca de 25 registros comuns por válvula de fechamento automáticab) Troca da AGD, que resfriava o trecho R-101 e P-104, pela purga da Tôrre de
Resfriamento I (AGC) e depois pelo condensado da Tôrre de Stripper.c) Fechamento da válvula alimentação do TQ-121 com economia no consumo
de AGDd) Fechamento de válvula de AGD para resfriamento do 103-D e 101-CA/CB
por aumento da tubulação e vazão de condensado de resfriamento vindoda Torre de Stripper ( 302 –UE )
e) Fechamento da válvula de dreno do condutivímetro da AGD e desvio àTôrre de Resfriamento II
f) Fechar ejetor de dreno da casa de bombas na Tôrre de Resfriamento IIg) Enviar água ácida ao S.O ou Lagoa, sem neutralizar com amônia.
A reciclagem ou reuso é a utilização de uma corrente efluente em outro lugar doprocesso como matéria prima. Esta utilização requisita estudos, análises químicaspara caracterização e pouco investimento.
3-RECICLAGEM OU REUSO que podem ser:
REGENERAÇÃO E REUSO; retorno ao processo original, substituto da matériaprima de outro processo são exemplos :
a) Purga de fundo da Tôrre de Resfriamento III para a Tôrre Resfriamento IIb) Condensado, após resfriar o 103-D e 101CA/CB será transferido para
substituir a AGD na geração de vapor de baixa pressão e outros usos naunidade de Hidrogênio.
RECUPERAÇÃO; processamento para recuperação do material, processamentocomo sub-produto
O tratamento de efluentes é um recurso que atualmente vem sendo cogitado emfunção do aumento dos custos da matéria prima água e do descarte dos efluenteslíquidos.
62
62
4-TRATAMENTO DOS EFLUENTES que podem ser:
SEPARAÇÃO E/OU CONCENTRAÇÃO; nos resíduos sólidos, líquidos ou gasosossão usadas técnicas de tratamento, é exemplo:a) Planta de recuperação de efluentes líquidos
RECUPERAÇÃO; da energia ou material contidos
A disposição dos efluentes objetiva encontrar uso mais nobre para o descarte demaneira a melhorar o meio ambiente e os custos, já que não se consegue acabarcom o descarte.
5-DISPOSIÇÃO DOS EFLUENTES que podem ser:
DESCARTE; venda do material para aproveitamento por terceiros, pagamento paraincineração, disposição em aterros municipais.
88)) AANNÁÁLLIISSEE EECCOONNÔÔMMIICCAA EE AAMMBBIIEENNTTAALL
As aplicações na área ambiental são vistas como investimento sem retôrnofinanceiro, o que nem sempre é verdade. A seguir mostraremos um resumo queinclui os investimentos, economias e custos na área ambiental e os resultadosmostram que Gerenciamento Ambiental traz economia.Mantivemos a mesma ordem do esquema com objetivo de facilitar o entendimento.
8.1) ANÁLISE ECONÔMICA E AMBIENTAL
- MODIFICAÇÃO DO PROCESSO
a) Planta de recuperação de Hidrogênio ( PRGU ) do gás de purga da síntese.Econômica = Economia de 354.900,00 US$/mês com investimento deUS$1.200.000,00.Ambiental = Deixam de ser enviados à atmosfera, 98,36 ton/mês de NO e225,3 ton/mês de CO2.
b) Planta de Tratamento de Condensado na Uréia para Enquadramento à legislaçãoambiental.Econômica = Custo com uso vapor de 15.980,00 US$/mês com investimentoUS$5.000.000,00.Ambiental = Ganho com disposição de efluentes, 14.400 m3/mês de água.
c) Novo projeto para a Tôrre de Stripper (302-UE), acrescentando um refervedor.Econômica = Custo de investimento de +/- US$ 1.000.000,00.
d) Catalisador com menor geração de metanol e amônia na seção de conversão doCO, para diminuir envio dos contaminantes à atmosfera pela Torre de Stripper.Econômica = Custo de investimento de +/- US$ 200.000,00.
e) Novos produtos no tratamento da água de resfriamento que permitirá fechar apurga das torres e diminuir a vazão do S I.
Econômica = Economia de 8.483,32 US$/mês. Ambiental = Ganhos com disposição de efluentes, 15.120 m3/mês de água.
63
63
- MELHORIA DA OPERAÇÃO
a) Troca de 25 registros comuns por válvula de fechamento automática.Econômica = Economia de 208,08 US$/mês e investimento de US$ 625,00.Ambiental = Ganho com disposição de efluentes, 720 m3/mês de água.
b) Troca da AGD, que resfriava o trecho R-101 e P-104, pela purga da Tôrre deResfriamento I (AGC) e depois pelo condensado da Tôrre de stripper.Econômica = Economia de 1.143,36 US$/mês.
c) Fechamento da válvula alimentação do TQ-121 com economia de AGD.Econômica = Economia de 462,24 US$/mês.Ambiental = Ganho com disposição de efluentes, 720 m3/mês de água.
d) Fechamento de válvula de AGD para resfriamento do 103-D e 101-CA / CBpor aumento da tubulação e vazão de condensado de resfriamento vindo daTôrre de Stripper ( 302 – UE ).Econômica = Economia de 4.622,40 US$/mês e investimento de US$ 1.500,00. Ambiental = Ganho com disposição de efluentes, 7.200 m3/mês de água.
e) Fechamento da válvula de dreno do condutivímetro da AGD.Econômica = Economia de 375,84 US$/mês.Ambiental = Ganho com disposição de efluentes, 720 m3/mês de água.
f) Fechar ejetor de dreno da casa de bombas na Tôrre de Resfriamento II.Não quantificado.
g) Enviar água ácida ao efluente orgânico (S.O) sem neutralizar com amônia.Econômica = Economia de 726,70 US$/mês com investimento de US$ 3.000,00.Ambiental = Deixam de ser enviados 4,3 ton/mês de NH3 ao S.O (30 ppm Nt ).
- RECICLAGEM OU REUSO
a) Purga de fundo da torre de resfriamento III para a torre resfriamento II.Econômica = Economia de 1.532.88 US$/mês e investimento de US$ 1.000,00.Ambiental = Ganho com disposição de efluentes, 3.600 m3/mês de água.
b) Condensado, após resfriar o 103-D e 101CA/CB será transferido parasubstituir a AGD na geração de vapor de baixa pressão na unidade deHidrogênio.Econômica = Economia de 4.622,40 US$/mês, à cada 10m3/h substituído einvestimento de US$ 15.000,00, em linhas, bombas e válvulas novas ou não.Ambiental = Ganho com disposição de efluentes, 7.200 m3/mês de água, à cada10m3/h substituído.
- TRATAMENTO DOS EFLUENTES
a) Planta de recuperação de efluentes líquidosEconômica = Economia de US$ 24.235,20/mês e investimento de US$ 3.000.000,00.Ambiental = Ganho com disposição de efluentes, 43.200 m3/mês de água.

65
65
Tabela 7 - Resultado Econômico dos trabalhosimplantados em 1999 e 2000
PROJETOS INVESTIMENTO ECONOMIA TEMPO DE RETÔRNO EM DÓLARES MENSAL EM EM MESES -MELHORIA DA DÓLARES OPERAÇÃO
a,b,c,d,e,f,g 5.125,00 9.288,00 0,55
-RECICLAGEM E REUSO a,b 16.000,00 6.155,00 2,59
-MODIFICAÇÃO DO PROCESSO a,b,e 6.200.000,00 347.403,00 17,85
Tabela 8 - Resultado Econômico dos trabalhos àimplantar à partir de 2001
PROJETOS INVESTIMENTO ECONOMIA TEMPO DE RETÔRNO EM DÓLARES MENSAL EM EM MESES DÓLARES-MODIFICAÇÃO DO PROCESSO c,d 1.200.000,00
-TRATAMENTO DE EFLUENTE a 3.000.000,00 24.235,00 123,8
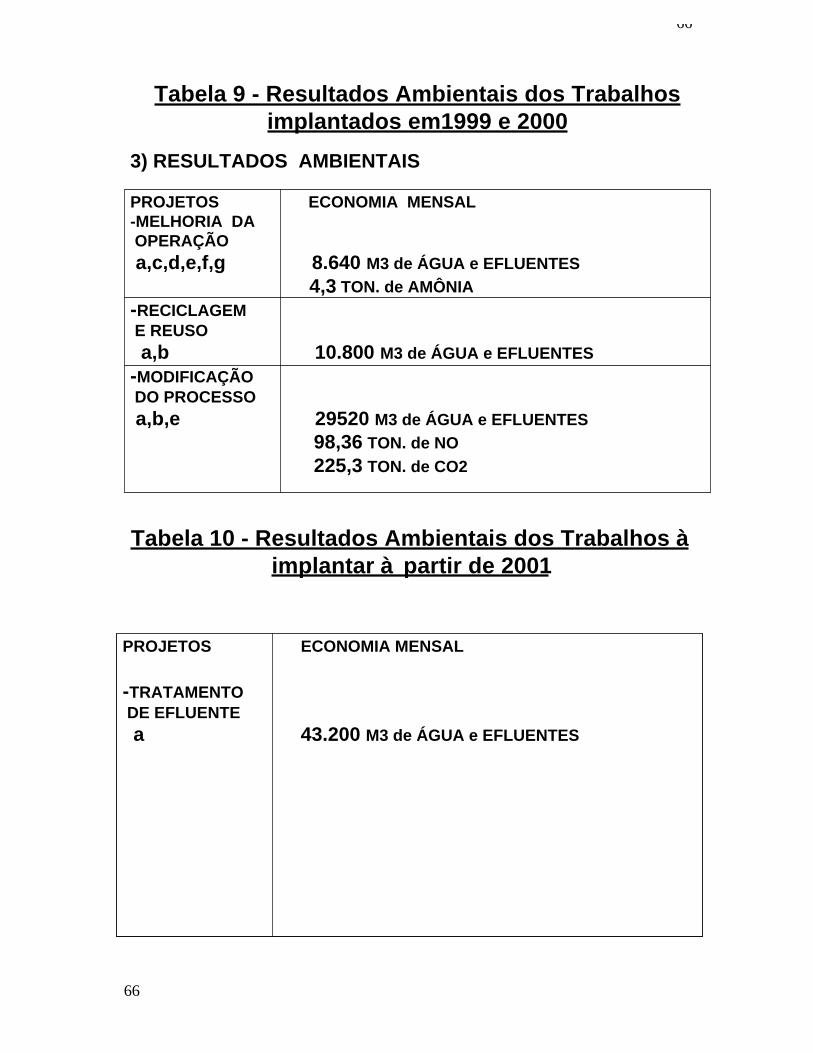
66
66
Tabela 9 - Resultados Ambientais dos Trabalhosimplantados em1999 e 2000
3) RESULTADOS AMBIENTAIS
PROJETOS ECONOMIA MENSAL-MELHORIA DA OPERAÇÃO a,c,d,e,f,g 8.640 M3 de ÁGUA e EFLUENTES 4,3 TON. de AMÔNIA
-RECICLAGEM E REUSO a,b 10.800 M3 de ÁGUA e EFLUENTES
-MODIFICAÇÃO DO PROCESSO a,b,e 29520 M3 de ÁGUA e EFLUENTES 98,36 TON. de NO
225,3 TON. de CO2
Tabela 10 - Resultados Ambientais dos Trabalhos àimplantar à partir de 2001
PROJETOS ECONOMIA MENSAL
-TRATAMENTO DE EFLUENTE a 43.200 M3 de ÁGUA e EFLUENTES
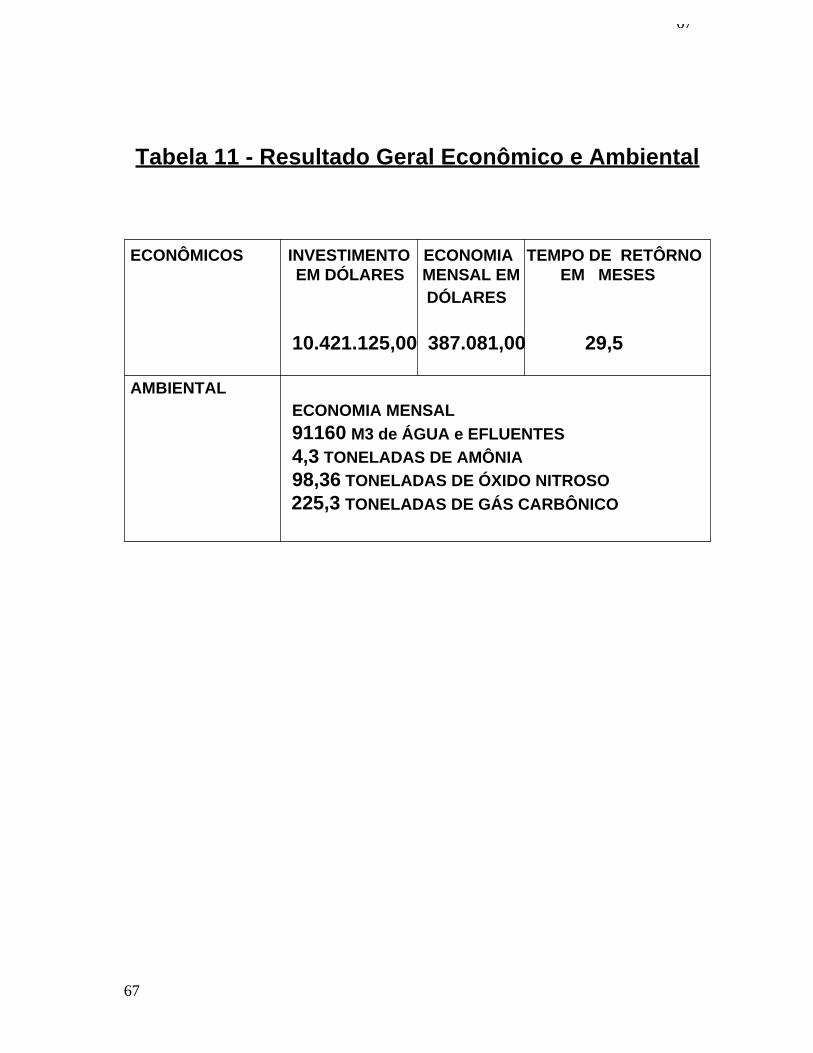
67
67
Tabela 11 - Resultado Geral Econômico e Ambiental
ECONÔMICOS INVESTIMENTO ECONOMIA TEMPO DE RETÔRNO EM DÓLARES MENSAL EM EM MESES DÓLARES
10.421.125,00 387.081,00 29,5
AMBIENTAL ECONOMIA MENSAL 91160 M3 de ÁGUA e EFLUENTES 4,3 TONELADAS DE AMÔNIA 98,36 TONELADAS DE ÓXIDO NITROSO
225,3 TONELADAS DE GÁS CARBÔNICO
68
68
CCOONNCCLLUUSSÃÃOO
O Gerenciamento Ambiental na FAFEN-BA, vem sendo feito de forma
gradativa mas contínua, constituindo-se num passo importante para que sejam
adotadas medidas no sentido que assegurem a formação de profissionais com
conhecimentos mais profundos soluções ambientais, conscientizando os
funcionários internamente, criando procedimentos operacionais e treinando seus
colaboradores levando em conta uma cultura de preservação do meio ambiente,
implantando ou associando-se a programas que visem a melhoria contínua. Os fatos
relatados por si só não teriam o devido valor se não fossem observados os
resultados em termos de minimização dos poluentes líquidos, gasosos e resíduos
gerados nos processos, e de ter-se desenvolvido uma cultura de que sempre deve-
se perseguir melhorias que resultem em benefícios econômicos, sociais e
ambientais, bem como trabalhar pela sua implementação.
À partir de 1999, durante o curso de Especialização em Gerenciamento
Ambiental e Tecnologias Ambientais na Indústria, na matéria de Tecnologias Limpas
e Minimização de Resíduos ( KIPERSTOK, A e JUNIOR, J.S.C.S, 1999 ), o
conhecimento dos modelos de CHRISTIE et al, 1995, AKEHATA, 1991 e LAGREGA
et al, 1994, originou um modelo teórico de Gerenciamento de Efluentes, que após
ser utilizado na prática na FAFEN-BA em 1999 e no início de 2000, mostrou alguns
resultados interessantes à observar. Eles podem ser também estendidos à FAFEN-
SE, em toda PETROBRAS e a outras unidades produtivas:
69
69
- A melhoria da operação e a reciclagem / reuso tem resultados
econômicos e ambientais rápidos, pouco ou nenhum investimento e baixo tempo de
retorno sobre o investimento.
- A modificação de processo é dependente do aparecimento de novas
tecnologias, tendo enorme efeito ambiental, alto investimento e oscilam entre só ter
despesas e às vezes, como no nosso caso, economia. O tempo de retorno sobre o
investimento neste caso é uma incógnita que vai depender das ocorrências.
- O tratamento dos efluentes fica entre as duas anteriores, é dependente
do aparecimento de novas tecnologias, tem alto efeito ambiental, alto investimento,
tem economia, porém, o tempo de retorno sobre o investimento é totalmente
dependente do custo das águas para mostrar se vale a pena ou não o investimento.
Vê-se assim, que, mesmo quando em algumas ocasiões não dispõe-se de
recursos financeiros que possibilitem a implementação das soluções técnicas
desejadas, utilizando-se as mais viáveis.
É necessário determinação, trabalho participativo e criatividade, para
implementação do modelo de Gerenciamento de Efluentes visando sempre que
possível, transpor desafios e quebrar paradigmas.

70
70
BBIIBBLLIIOOGGRRAAFFIIAA
FOSTER, W., Manual de Operação e Processo da Planta de Hidrogênio, 1969.
KELLOGG, T., Manual de Operação e Processo da Planta de Amônia, 1977.
TOYO, T., Manual de Operação e Processo da Planta de Uréia, 1977.
GRAND-PAROISSE, Manual de Operação e Processo da Planta de Ácido Nítrico,1980.
AKEHATA, T. (1991); “Pollution prevention by minimizing waste generation in achemical production process”. Jour. Chem. Eng. Japan 24(3) ,273283.
LAGREGA, MD; BUCKINGHAM, PL; EVANS, JC; “The Environmental ResourcesManagement Group” ,1994; Hazardous waste mangement. 1st ed. McGraw-Hill,Singapore. 1146 pg.
CHRISTIE, I; ROLFE, H; LEGARD, R (1995) ; “Cleaner prodution in Industry,Integrating busines goals and environmental management”. 1 st ed. Policystudies institute, London.
KIPERSTOK, A e SILVEIRA JUNIOR ; “Notas do Curso de EspecializaçãoTecnologias Limpas e Minimização de Resíduos” (1998)
OLIVEIRA, J.S., “Evolução da Gestão Ambiental numa Indústria de FertilizantesNitrogenados”, 1999.
ÁVILA, P. , “Curso de Processo de Amônia” ( 1999 )
TACHIZAWA, T. e MENDES, G., Como Fazer Monografia na Prática, Editora FGV,Rio de Janeiro/RJ, 1999.
ENDEREÇOS ELETRÔNICOS CONSULTADOS
Ministério do Meio Ambiente - http://www.mma.gov.br
Revista Saneamento Ambiental - http://www.profline.com.br
Petróleo Brasileiro S.A - http://www.petrobras.com.br
Revista Química e Derivados - http://www.qd.com.br/pultqude.htm
Centro de Recursos Ambientais - http://www.cra.gov.br/





![Metodologia Perfis 2017-2018 v4 · í ì &/E/ K K KE^hDK D /K / Z/K Z d Z1^d/ K W u ] v } } } v µ u } u ...](https://static.fdocumentos.tips/doc/165x107/5c5fb10209d3f26c398b466e/metodologia-perfis-2017-2018-v4-i-i-e-k-k-kehdk-d-k-zk-z-d-z1d-k.jpg)


![3 Q Q Á Á Á X P ] } v µ } X } u X...YDORU FRQVWDQWH UD]mR D D U QQ u 7HUPR ³Q´ WHUPR UD]mR [ SRVLomR ³Q´ ± Q D D TQ u 7HUPR ³Q´ WHUPR [ UD]mR HOHYDGD D ³Q ´ Q Q Q D D](https://static.fdocumentos.tips/doc/165x107/5f3bc1c56c4daf1ce610581b/3-q-q-x-p-v-x-u-x-ydoru-frqvwdqwh-udmr-d-d-u-qq-u-7hupr.jpg)
![Nota Tecnica 02 COVIDIMETROS ERJ - ufrj.br · E } d v ] µ o ] Ì ] v ( } u v u í } } } Z ] } : v ] } U Z P ] D } } o ] v / // U ] } Z ] }](https://static.fdocumentos.tips/doc/165x107/5f79d41d7a71d5541268c6e4/nota-tecnica-02-covidimetros-erj-ufrjbr-e-d-v-o-oe-v-u-v-u-.jpg)
![Tese Mestrado - Final PT · 2020. 7. 19. · d o d o / t } u } P ( ] } d o / r } u } P ( ] } ! $ ! $](https://static.fdocumentos.tips/doc/165x107/60e2d1a85d884b3bc067cfed/tese-mestrado-final-pt-2020-7-19-d-o-d-o-t-u-p-d-o-r-u-.jpg)


![Flotação lamas de ferro Final - ENTMME · 2019. 11. 22. · D ] } o } U X V } µ } U , X V > ] u U E X V ^ ] o À U < X V & ] U X^ X V o u ] U Z XE d , o $U](https://static.fdocumentos.tips/doc/165x107/6118a39a67fd7140a23b4229/flotaffo-lamas-de-ferro-final-2019-11-22-d-o-u-x-v-u-.jpg)


![í Ñ W Z1K K K X / >/K'Z &/ r ^/ / >/K'Z &/ r } u o u v - IBTEC...K X / >/K'Z &/ r ^/ / >/K'Z &/ r } u o u v ' d ñ ì ì'KE >s ^ U D X X &> DD/E' U X D X U o µ o } U ò Ð ] } U](https://static.fdocumentos.tips/doc/165x107/6088cf1b1b49fb30d242d11b/-w-z1k-k-k-x-kz-r-kz-r-u-o-u-v-k-x.jpg)
