
Trabalho-Processos de Soldagem
6
Click here to load reader
-
Upload
filipe-andrade-vidal -
Category
Documents
-
view
61 -
download
0
Transcript of Trabalho-Processos de Soldagem

1 Processos de Soldagem, Fev 2013
Análise das Características Macroscópicas de Cordões de Solda Depositados em Chapa de Aço Carbono ABNT 1020 pelo Processo Eletrodo Revestido com Eletrodo de Aço Inoxidável AWS 316L-17
Alex Cruz Santos¹, Filipe Andrade Vidal², Lázaro Coutinho da Costa Silva³ [email protected]¹, [email protected]², lazaroccs@gmail. com³
Universidade Federal do Espírito Santo-Ufes, Processos de Soldagem
Resumo O processo de soldagem com eletrodo revestido possui grande versatilidade em termos de ligas soldáveis devido à grande variedade de revestimentos disponíveis para os eletrodos. O custo do equipamento em relação a outros processos é relativamente baixo e a possibilidade de ser usado em campo ou em locais de difícil acesso torna esse processo bastante atrativo. Utilizando metal de base de aço carbono ABNT 1020 e eletrodo revestido de aço inoxidável austenítico AWS 316L-17, foram depositados três cordões em diferentes correntes de soldagem para posterior análise das características macroscópicas referentes às secções transversais dos cordões, para a avaliação dos parâmetros mais relevantes relacionados á geometria do cordão e à produtividade do processo. Os resultados obtidos foram coerentes com o esperado pelos estudos teóricos.
Palavras-chave: Eletrodo revestido, AWS 316L-17, características macroscópicas.
1. Introdução
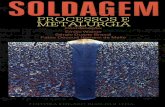
A soldagem a arco com eletrodos revestidos (Shielded Metal Arc Welding-SMAW) é um processo que produz a coalescência entre metais pelo aquecimento destes com um arco elétrico estabelecido entre um eletrodo metálico revestido e a peça que está sendo soldada. O processo é mostrado na figura 1.
Figura 1: Desenho esquemático da soldagem com eletrodo revestido.
O eletrodo revestido consiste de uma vareta metálica, chamada “alma”, trefilada ou fundida, que conduz a corrente elétrica e fornece metal de adição para preenchimento da junta. A alma é recoberta por mistura de diferentes materiais, numa camada que forma o “revestimento” do eletrodo, com diversas funções, cujas principais são estabilizar o arco elétrico, ajustar a composição química do cordão pela adição de elementos de liga e eliminação de impurezas, proteger a poça de fusão e o metal de solda contra contaminação pela atmosfera, através da geração de gases e de uma camada de escória, e conferir características operacionais, mecânicas e metalúrgicas ao eletrodo e à solda.
A grande variedade de revestimentos explica a principal característica deste processo, que é a sua grande versatilidade em termos de ligas soldáveis , características operacionais, mecânicas e metalúrgicas do metal depositado. O custo é relativamente baixo, o equipamento necessário é mais simples se comparados com outros processos e há a possibilidade de uso em locais de difícil acesso ou abertos, sujeitos à ação de ventos.

Análise das Características Macroscópicas de Cordões de Solda Depositados em Chapa de Aço Carbono ABNT 1020 pelo Processo Eletrodo Revestido com Eletrodo de Aço Inoxidável AWS 316L-17
Processos de Soldagem, Fev 2013 2
Quando comparada com outros processos, particularmente com a soldagem com eletrodo consumível e proteção gasosa e com soldagem a arco submerso, a soldagem com eletrodos revestidos apresenta com principal limitação uma baixa produtividade, tanto em termos de taxa de deposição (entre 1,0 e 2,55 kg/h para eletrodos de aço carbono, por exemplo), como em termos do fator de ocupação do soldador (porcentagem total do tempo de soldagem com o arco de soldagem em operação), em geral inferior a 40%. Outras limitações são a necessidade de um treinamento específico para o soldador, que é demorado e oneroso, particularmente para certas aplicações, necessidade de cuidados especiais com os eletrodos, principalmente com os do tipo básico, e o grande volume de gases e fumos gerados no processo, que podem ser prejudiciais à saúde, particularmente em ambientes fechados.
A soldagem com eletrodos revestidos foi o principal processo de soldagem usado industrialmente até os anos 60. A partir daí sua importância vem decrescendo, particularmente nos países mais desenvolvidos. No Brasil também ocorre, embora de forma mais lenta.
A soldagem com eletrodos revestidos é usada na montagem e fabricação de diferentes estruturas e equipamentos, tanto em oficina como no campo, sendo particularmente interessante neste último caso. O processo é usado basicamente como uma operação manual, sendo muitas vezes chamado simplesmente de soldagem manual. Somente uma variação “mecanizada” do processo, a soldagem por gravidade, tem sido utilizada na indústria de forma mais intensa, principalmente em estaleiros.
Os revestimentos dos eletrodos revestidos podem ser classificados em: oxidantes, ácidos, rutílicos,
básicos ou celulósicos. Os eletrodos de aço inoxidável podem ser classificados em cinco grupos quanto às características do seu revestimento, de acordo com a especificação AWS A 5.4, sendo que o utilizado no experimento é da classe E XXX-17, com revestimento rutílico/sílica (potássio), soldável em todas as posições, com corrente CC+ e CA. O eletrodo revestido AWS 316L-17 possui elevada resistência à corrosão em ambientes contendo íons de cloreto devido ao molibdênio em sua composição química, elevada resitência à corrosão intergranular devido ao baixo teor de carbono, sendo utilizável em temperaturas de trabalho entre 185 ºC e 350 ºC. Possui ainda boa soldabilidade, bom acabamento e escória autodestacável.
O presente trabalho tem como objetivo a análise das características macroscópicas de cordões de solda depositados em chapa de aço carbono ABNT 1020 pelo processo eletrodo revestido com eletrodo de aço inoxidável AWS 316L-17. As análises foram feitas em lupa no Laboratório de Microscopia Eletrônica de Varredura (LabMEV) da Universidade Federal do Espírito Santo (Ufes), após a devida preparação das amostras no Laboratório de Tribologia, Corrosão e Materiais (TriCorrMat).
2. Metodologia e Procedimento Experimental
No experimento foram utilizados 3 eletrodos revestidos AWS 316L-17, de diâmetro 3,2 mm, para serem depositados numa chapa de aço carbono ABNT 1020, cujas composições químicas são mostradas na tabela 1.
Tabela 1 – Composição química do metal de base e metal de adição
Material C Mn P S Si Ni Cr Mo
Aço inoxidável AWS 316L-17 < 0,04 1,60 - - 0,60 11,0-14,0 17,0-20,0 2,0-3,0
Aço carbono ABNT 1020 0,18-0,23 0,30-0,60 0,04 0,05 - - - -

Alex Cruz Santos, Filipe Andrade Vidal, Lázaro Coutinho da Costa Silva
3 Processos de Soldagem, Fev 2013
Foram depositados os três cordões na chapa de
aço carbono pelo processo eletrodo revestido, cada um com um valor de corrente elétrica diferente: 100 A, 130 A e 160 A. Os eletrodos foram pesados e medidos antes e depois do processo. A chapa foi pesada antes do processo e também após a deposição de cada cordão de solda. Foram medidos os tempos de soldagem de cada cordão com um cronômetro e
anotou-se os valores médios de tensão obtidos pela fonte de soldagem. Mediu-se, ainda, ao final do processo , o comprimento de cada cordão de solda.
As medições das massas e comprimentos de cada eletrodo estão descritos na tabela 2 e as demais medições descritas acima, relativas aos cordões de solda, com as massas iniciais e finais da chapa, estão na tabela 3.
Tabela 2 – Medições dos eletrodos antes e depois da soldagem
Eletrodo 1 2 3
Comprimento inicial (mm) 343 343 343
Comprimento final (mm) 209 203 209
Comprimento consumido (mm) 134 140 134
Massa inicial (g) 35,79 35,84 35,84
Massa final (g) 21,31 20,60 21,17
Tabela 3 – Correntes e demais medições feitas em cada cordão de solda
Cordão de solda 1 2 3
Corrente (A) 100 130 160
Tensão (V) 24,5 27,0 30,0
Tempo de soldagem (s) 30,6 26,7 21,7
Comprimento do cordão (mm) 68,55 80,40 80,15
Massa inicial da chapa (g) 983,70 993,44 1003,35
Massa final da chapa (g) 993,44 1003,35 1012,73
Após o término desta etapa de deposição dos cordões de solda, o chapa foi levada ao TriCorrMat, onde foi cortada de forma a obter-se uma secção transversal para cada cordão de solda em sua região mais estável (com melhor aspecto visual). Em seguida, procedeu-se com o lixamento das superfícies a serem analisadas, com lixas 220, 320 e 500, respectivamente, com um giro de 90 º da peça a medida que trocava-se a lixa, de modo a deixar as superfícies o mais espelhadas possível, livres das
marcas decorrentes do processo de corte. Feito esse procedimento, as amostras foram atacadas com Nital 10% por 15 segundos para revelar as regiões afetadas pelo processo de soldagem.
A próxima etapa foi levar as amostras para análise através de lupa no LabMEV, onde foram medidos os parâmetros geométricos dos cordões de solda . As fotografias obtidas no LabMEV estão representadas na figura 2, bem como os parâmetros geométricos dos cordões de solda na tabela 4.

Análise das Características Macroscópicas de Cordões de Solda Depositados em Chapa de Aço Carbono ABNT 1020 pelo Processo Eletrodo Revestido com Eletrodo de Aço Inoxidável AWS 316L-17
Processos de Soldagem, Fev 2013 4
Figura 2: Amostras 1, 2 e 3, respectivamente, com as medições dos parâmetros geométricos
Tabela 4 – Medidas dos parâmetros geométricos da secção transversal dos cordões de solda
Cordão de solda 1 2 3
Largura (mm) 9,44 11,68 11,01
Penetração (mm²) 3,50 7,78 13,76
Reforço (mm²) 22,48 21,59 17,39
Largura da ZTA (mm) 11,54 13,84 14,33
Profundidade da ZTA (mm) 2,75 3,90 5,21
De posse das informações obtidas até o
momento, os cálculos dos parâmetros que são o objetivo deste trabalho puderam ser calculados. São eles:

Alex Cruz Santos, Filipe Andrade Vidal, Lázaro Coutinho da Costa Silva
5 Processos de Soldagem, Fev 2013
• Diluição (D):
� =�
����100 [%]
P – Área de penetração em mm² R – Área de reforço em mm²
• Taxa de Deposição (TD):
� =(� ���)
�� [g/s]
mf – Massa final da chapa em g
mi – Massa inicial da chapa g ts – Tempo de soldagem em s
• Taxa de fusão (TF):
� =��.��
�� [g/s]
la – Comprimento do eletrodo consumido em mm da – Densidade linear do eletrodo em g/mm ts – Tempo de soldagem em s • Rendimento do processo (η):
� = ��
�� .100 [%]
• Velocidade de alimentação (Va):
�� = ��
�� [mm/s]
• Velocidade de soldagem (Vs):
�� = �
�� [mm/s]
Lc – Comprimento do cordão de solda • Energia de soldagem (Es):
!� = ".#
"� [J/mm]
V – tensão em V I – Corrente em A
Os resultados dos cálculos estão dispostos na tabela 5 para cada cordão de solda.
3. Resultados e Discussões
Com os resultados obtidos na tabela 5, pode-se verificar a coerência dos resultados em relação ao que é esperado pelos estudos teóricos.
A diluição foi medida tomando-se os valores das áreas de reforço e penetração e seu valor aumentou com o aumento da energia de soldagem. Isso se deve ao maior aquecimento da peça por causa do aumento da corrente, propiciando uma maior fusão da peça. Uma diluição muito alta não é desejado, pois o cordão de solda acaba perdendo muito em porcentagem de elementos de liga para o metal de
base e isso pode acarretar em fragilização e trinca na solda.
A taxa de deposição, a taxa de fusão e a velocidade de alimentação aumentaram devido ao aumento de corrente, causando maior taxa de consumo de eletrodo, sendo que o aumento da velocidade de alimentação foi aumentada para compensar esse maior consumo do eletrodo e controlar a geometria do cordão de solda.
O rendimento do processo, como esperado, diminuiu com o aumento da corrente, pois quanto maior a corrente, mais instável fica a transferência de metal fundido para o metal de base, causando maiores perdas por respingos no processo.
A velocidade de soldagem aumentou porque, com o aumento de corrente, a diminuição do tempo de soldagem foi mais acentuada que as variações de comprimento dos cordões de solda.
Por fim, a energia de soldagem aumentou na medida em que a corrente teve aumentos mais significativos que as variações no comprimento do arco. Com processo manual como é nesse caso, não há como o soldador manter sempre o mesmo comprimento de arco, e essa variação causa variações na corrente e na tensão da fonte de soldagem.

Alex Cruz Santos, Filipe Andrade Vidal, Lázaro Coutinho da Costa Silva
Processos de Soldagem, Fev 2013 6
Tabela 5 – Resultado dos cálculos dos parâmetros finais
Cordão de solda 1 2 3
Diluição (%) 13,47 26,49 44,17
Taxa de deposição (g/s) 0,32 0,37 0,43
Taxa de fusão (g/s) 0,46 0,55 0,65
Rendimento do processo (%) 69,66 67,74 66,99
Velocidade de alimentação (mm/s) 4,38 5,24 6,18
Velocidade de soldagem (mm/s) 2,24 3,01 3,69
Energia de soldagem (J/mm) 1093,65 1165,63 1299,56
4. Conclusões
Ao fim do trabalho, algumas conclusões importantes puderam ser tiradas. São elas: • A diluição aumentou com o aumento da corrente e, consequentemente, da energia de soldagem; • A taxa de deposição, a taxa de fusão e a velocidade de alimentação aumentaram com o aumento de corrente, sendo compensadas com com o aumento da velocidade de soldagem para controlar a geometria do cordão de solda; • O rendimento do processo diminuiu com aumento de corrente devido a perdas por respingos; • A velocidade de soldagem aumentou para controlar a largura e o reforço do cordão de solda; • A energia de soldagem aumentou devido ao aumento de corrente e a pouca variação no comprimento do arco.
Assim, verificou-se a grande importância do
controle dos parâmetros de soldagem para obter as melhores características geométricas e de produtividade para dada aplicação. Como o processo é manual, não há como o soldador manter constantes parâmetros como o comprimento do arco e a velocidade de soldagem, mas deve-se minimizar essas variações na medida do possível. Isso é
adquirido com treinamento e experiência do soldador, um processo que demanda um tempo relativamente alto.
5. Agradecimentos
Os autores deste trabalho agradecem ao monitor do LabMEV e aos monitores do TriCorrMat pelo auxílio e compreensão.
6. Referências Bibliográficas
[1]MARQUES, Paulo Villani; MODENESI, Paulo J.; BRACARENSE, Alexandre Queiroz. Soldagem – Fundamentos e Tecnologia. Belo Horizonte: UFMG, 2009. 393 p.
[2]http://www.lacarolamentos.com.br/catalogos/nicrosol/nicrosol.PDF Pesquisa realizada em 25/02/2013
[3]http://www.braganfer.com.br/lincoln_eletrodo_inox.html Pesquisa realizada em 25/02/2013







![Processos de Soldagem - Eeep [Ceará]](https://static.fdocumentos.tips/doc/165x107/577c7db71a28abe0549fa324/processos-de-soldagem-eeep-ceara.jpg)




![Notas Aula Processos Fabricacao Soldagem Bracarense[1]](https://static.fdocumentos.tips/doc/165x107/55cf9868550346d033977182/notas-aula-processos-fabricacao-soldagem-bracarense1.jpg)