SOLUÇÃO LOGÍSTICA PARA A CADEIA DE SUPRIMENTOS...
20
SOLUÇÃO LOGÍSTICA PARA A CADEIA DE SUPRIMENTOS EM UMA EMPRESA MULTINACIONAL DE HIGIENE Bianca Pereira Ribeiro (UNIFEI) [email protected] Renato da Silva Lima (UNIFEI) [email protected] As indústrias de bens de consumo enfrentam hoje cenários competitivos, marcados pela crescente variabilidade de marcas e produtos. Este cenário obriga as empresas a procurar soluções que reduzam seus custos operacionais e aumentem seu desempenho quanto à disponibilidade de produtos acabados. Em ambos objetivos, os aspectos logísticos ganham relevante importância, uma vez em que as decisões tomadas no gerenciamento da cadeia de suprimentos afetam diretamente os custos e ao mesmo tempo proporcionam diferentes níveis de serviços ao cliente. Nesse contexto, o objetivo do presente trabalho é apresentar a estruturação e padronização do processo logístico de exportação de matéria-prima de uma empresa multinacional de higiene, através da técnica de Mapeamento de Processos conhecida como fluxograma Cross Functional. Através da pesquisa-ação investigou-se a forma ideal pela qual a exportação deveria ocorrer, processo que até então não era planejado pelos fluxos de trabalho do negócio e gerava custos desnecessários além de comprometer a entrega os produtos aos clientes. Procurou-se definir as etapas de trabalho padronizadas e implementá-las aos níveis pertinentes da organização, de forma a analisar os benefícios do processo estruturado. Palavras-chave: : logística, cadeia de suprimentos, mapeamento de processos XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
-
Upload
truongtuyen -
Category
Documents
-
view
216 -
download
0
Transcript of SOLUÇÃO LOGÍSTICA PARA A CADEIA DE SUPRIMENTOS...

SOLUÇÃO LOGÍSTICA PARA A CADEIA
DE SUPRIMENTOS EM UMA EMPRESA
MULTINACIONAL DE HIGIENE
Bianca Pereira Ribeiro (UNIFEI)
Renato da Silva Lima (UNIFEI)
As indústrias de bens de consumo enfrentam hoje cenários
competitivos, marcados pela crescente variabilidade de marcas e
produtos. Este cenário obriga as empresas a procurar soluções que
reduzam seus custos operacionais e aumentem seu desempenho quanto
à disponibilidade de produtos acabados. Em ambos objetivos, os
aspectos logísticos ganham relevante importância, uma vez em que as
decisões tomadas no gerenciamento da cadeia de suprimentos afetam
diretamente os custos e ao mesmo tempo proporcionam diferentes
níveis de serviços ao cliente. Nesse contexto, o objetivo do presente
trabalho é apresentar a estruturação e padronização do processo
logístico de exportação de matéria-prima de uma empresa
multinacional de higiene, através da técnica de Mapeamento de
Processos conhecida como fluxograma Cross Functional. Através da
pesquisa-ação investigou-se a forma ideal pela qual a exportação
deveria ocorrer, processo que até então não era planejado pelos fluxos
de trabalho do negócio e gerava custos desnecessários além de
comprometer a entrega os produtos aos clientes. Procurou-se definir
as etapas de trabalho padronizadas e implementá-las aos níveis
pertinentes da organização, de forma a analisar os benefícios do
processo estruturado.
Palavras-chave: : logística, cadeia de suprimentos, mapeamento de
processos
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
As indústrias de bens de consumo enfrentam hoje cenários competitivos, o que obriga as
empresas a procurar soluções que reduzam seus custos operacionais e aumentem seu
desempenho quanto à disponibilidade de seus produtos. Em ambos objetivos, os aspectos
logísticos ganham relevante importância, quando as decisões tomadas no gerenciamento da
cadeia de suprimentos afetam diretamente os custos e os níveis de serviços ao cliente. Nesse
contexto, o transporte de cargas é o principal componente de custo dos sistemas logísticos das
empresas (WANKE; FLEURY, 2006), e a gestão do estoque de matéria-prima se torna crucial
para garantir flexibilidade à produção, em um ambiente de alta variabilidade de demanda.
Além disso, dentre os bens de consumo de higiene, o nível de disponibilidade dos produtos é
essencial, por serem produtos do tipo conveniência, (aquisição frequente, imediata e que
envolvem mínimo esforço), e portanto não há fidelização por parte do cliente caso o produto
não esteja disponível (PRIDE, 2012).
Com a globalização e a internacionalização das indústrias de bens de consumo a Cadeia de
Suprimentos é estendida, apoiada por acordos políticos que promovem o intercâmbio
comercial. As multinacionais de bens de consumo veem-se assim capazes de integrar seu
planejamento logístico de forma a minimizar custos e garantir o serviço ao cliente quando em
situações de emergência, como baixos níveis de estoque. Nesses casos, para que a cadeia
produtiva não se interrompa, as empresas estão dispostas a pagar altos custos de reposição de
matéria-prima associados a métodos de transportes mais rápidos (CHIANG; GUTIERREZ,
1996).
Analisando uma empresa multinacional de bens de consumo de higiene, observou-se diversas
oportunidades com relação a um de seus processos que, se padronizado, reduziria custos
logísticos e beneficiaria o serviço ao cliente. Este trabalho tem objetivo apresentar a
estruturação do processo logístico de exportação de materiais, identificar os desperdícios,
propor melhorias ao processo, e por fim, implementar as alterações nos diferentes níveis de
organização necessários, quantificando os ganhos.
2. Referencial teórico
2.1. Gerenciamento da Cadeia de Suprimentos
O termo Supply Chain Management (SCM) tem sido definido para reconhecer a natureza
estratégica da coordenação entre empresas e para explicar seus dois principais propósitos:
aumentar a performance de uma organização individual e melhorar o desempenho de toda a

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
cadeia de suprimentos (SUHONG et al, 2006). Dentro da perspectiva de transportes e gestão
logística, Rudberg e Ohager (2003) defendem que SCM é sinônimo de sistema logísticos
integrados, e por isso, possui foco na redução de inventário dentro e ao longo da cadeia de
suprimentos.
A premissa do SCM é que o desempenho de uma única empresa depende cada vez mais da
sua habilidade de manter relacionamentos eficazes e efetivos com seus fornecedores e
clientes. Nesse sentido, a estratégia de suprimentos abordada pelo SCM é mais ampla do que
o sistema da manufatura, por que incorpora interações entre vários membros da cadeia
(CHEN E PAULRAJ, 2004).
Diante à crescente importância da estratégia colaborativa entre os membros da cadeia de
suprimentos, os líderes e gerentes de empresas começam a articular ações que criem um
balanço entre os objetivos da empresa e os atuais níveis de estoque e capacidade (HAMEL;
PRAHALAD, 1994). Além disso, as empresas tendem a formar parcerias estratégicas com
membros de outras cadeias para acessar ou adquirir recursos que lhes faltam ou uma maior
flexibilidade em sua gestão de inventários.
2.2. Logística Internacional
Para aumentar a competitividade dos negócios em um cenário internacional, as empresas
buscam maior eficiência dos processos de planejamento logístico, bem como dos sistemas de
transportes. Em particular, o transporte requer movimentações integradas eficientes e o
melhor uso dos modais disponíveis na zona logística (COYLE et al., 2003).
Segundo Ludovico (2013), na maioria dos países o comércio exterior é realizado por uma
pequena parcela das empresas existentes, devido à complexidade dos negócios internacionais,
que requer organizações cada vez mais sofisticadas, capazes de gerenciar os processos e de
arcar com maiores investimentos.
Diante deste cenário, a procura por melhores desempenhos nas operações logísticas
internacionais é um constante desafio para as empresas. Uma prática que tem se mostrado
produtiva e permite à indústria se concentrar em suas competências principais é a
terceirização dos processos e das soluções logísticas para parceiros, conhecidos como third-
party logistics, ou 3PL (HONG, CHIN E LIU, 2004). Essas empresas recorrem à 3PL com
intuito de tornar sua cadeia de suprimentos mais ágil, eficiente em custos e competitiva
(BANDEIRA, MAÇADA E MELLO, 2010).
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
2.3. Manufatura Enxuta e os Desperdícios
O termo Manufatura Enxuta (ME) é definido por Womack e Jones (1998) como sendo uma
abordagem segundo a qual existe uma forma melhor de organizar e gerenciar os
relacionamentos de uma empresa com os clientes, a cadeia de fornecedores, o
desenvolvimento de produtos e as operações de produção. Segundo Ahlström (1998), a
produção enxuta não se resume às atividades inseridas às funções de manufatura da empresa,
ao contrário, ela está relacionada aos processos que vão desde o desenvolvimento do produto
até a sua distribuição.
A produção enxuta consiste em oito princípios: eliminação de desperdícios, zero defeitos,
sistema puxado, times multifuncionais, organização horizontal, liderança, sistema de
informação vertical e melhoria continua. (KARLSSON E ÅHLSTRÖM,1996).
Com relação ao primeiro princípio, Robinson e Schroeder (1992) afirmam que os desperdícios
podem estar invisíveis aos participantes do sistema produtivo devido a dois motivos: a falta de
conhecimento ou a dificuldade de mudança de perspectiva. Mas, uma vez em que esses
desperdícios são reduzidos ou eliminados no sistema produtivo, estabelece-se um fluxo mais
contínuo, produzindo-se mais com os mesmos recursos, além de permitir a redução do volume
de materiais parados no processo, aumentando a produtividade e reduzindo os custos (SILVA
et al, 2007).
De acordo com JIPM (1996, apud Silva, 2002) um dos métodos da eliminação dos
desperdícios é a otimização e redução de perdas através dos conceitos ECRS que Elimina,
Combina, Reduz, e Simplifica operações e fluxos de trabalho. Kato e Smalley (2011)
mostram que o processo de pensamento baseado no ECRS é uma boa abordagem para focar
em problemas e gerar ideias criativas de melhoria, bem como para as práticas Kaizen
difundidas pela Toyota.
2.4. Mapeamento de Processo
Um processo, para Davenport (1994), é uma ordenação específica das atividades de trabalho
no tempo e no espaço, com um começo, um fim, inputs e outputs claramente identificados,
enfim, uma estrutura para ação.
Segundo Gonçalves (2000), os processos na área fabril são fáceis de se observar, pois o
desperdício e o retrabalho são claramente identificáveis e o fluxo do material é tão importante
que os equipamentos e equipes de trabalho são dispostos ao longo dele. No entanto, o trabalho
nos escritórios segue um fluxo virtual de informações, portanto, não é tão facilmente
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
observável. O autor também afirma que pensar nos processos em termos de coordenação em
vez de fluxos de trabalho ou fluxos físicos de materiais ou produtos, como tem sido a
abordagem predominante na reengenharia e no TQM (Total Quality Management), é
importante para poder identificar e tratar processos não industriais como importantes ativos de
negócio e para poder analisar qualquer tipo de processo.
Visando a melhoria desses fluxos, o mapeamento de processos seria uma ferramenta gerencial
analítica e de comunicação que tem por objetivo melhorar os processos existentes ou
estabelecer uma nova estrutura voltada para processos. Com relação aos recursos do
mapeamento de processos, Fitzsimmons e Fitzsimmons (2000) afirmam que um fluxograma
de processo é um recurso visual utilizado pelos engenheiros de produção ao analisar sistemas
de produção, buscando identificar oportunidades de melhorar a eficiência dos processos.
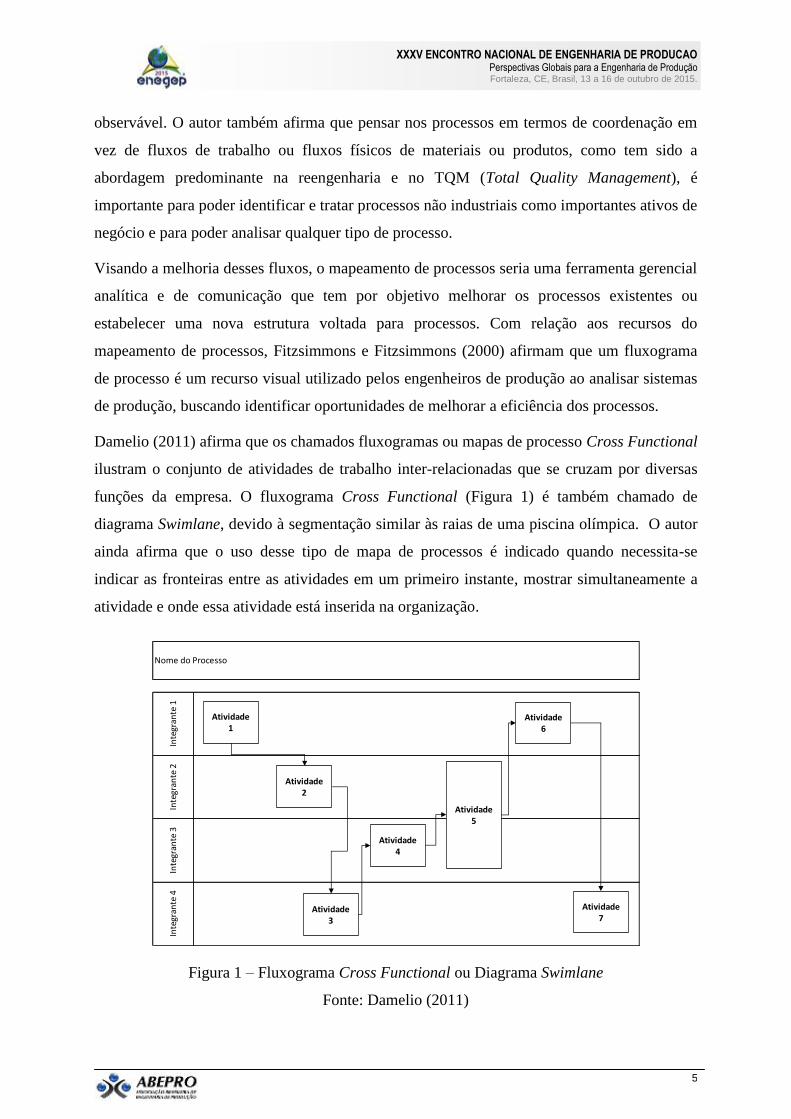
Damelio (2011) afirma que os chamados fluxogramas ou mapas de processo Cross Functional
ilustram o conjunto de atividades de trabalho inter-relacionadas que se cruzam por diversas
funções da empresa. O fluxograma Cross Functional (Figura 1) é também chamado de
diagrama Swimlane, devido à segmentação similar às raias de uma piscina olímpica. O autor
ainda afirma que o uso desse tipo de mapa de processos é indicado quando necessita-se
indicar as fronteiras entre as atividades em um primeiro instante, mostrar simultaneamente a
atividade e onde essa atividade está inserida na organização.
Figura 1 – Fluxograma Cross Functional ou Diagrama Swimlane
Fonte: Damelio (2011)
Inte
gran
te 1
Inte
gran
te 2
Inte
gran
te 3
Inte
gran
te 4
Nome do Processo
Atividade1
Atividade 2
Atividade3
Atividade 5
Atividade6
Atividade7
Atividade4

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
3. MÉTODO DE PESQUISA
De acordo com Mello et al (2012) e Thiollent (2007), a pesquisa-ação é uma estratégia de
pesquisa na engenharia de produção que visa produzir conhecimento e resolver um problema
prático. Este trabalho é definido como pesquisa-ação por ser desenvolvido dentro de uma
empresa, a partir de um problema real.
Para Leal e Pinho (2005), a fase de representação de um processo inicia-se com o
desenvolvimento de uma lista de atividades através da realização de entrevistas
semiestruturadas, que permitam aos participantes exporem abertamente as tarefas
desempenhadas em seus trabalhos diários. Deve-se começar com uma pergunta direta e
essencial: “O que você faz em seu trabalho?”. Ferreira, Almeida e Leal (2012) apontam a
entrevista com os clientes ou participantes, como uma das etapas da análise do processo.
Diversos autores propõem agrupar as informações de modo a facilitar a construção do
mapeamento do processo. O Quadro 1 exemplifica esse agrupamento.
Quadro 1 - Quadro resumo sobre as informações coletadas em entrevistas com os
participantes do processo
Fonte: Osborn (1996 apud Leal, 2003)
Além disso, foram usados conceitos da técnica de Mapeamento de Processos chamada
fluxograma Cross Functional e dos conceitos de Manufatura Enxuta visando a eliminação de
desperdícios de processos.
4. DEFINIÇÃO DO PROBLEMA
O presente trabalho foi realizado em uma empresa multinacional líder no setor de bens de
consumo. Na América Latina, a empresa possui plantas produtivas no Brasil, Argentina, Chile
e Peru, sendo o Brasil o país líder na fabricação de fraldas descartáveis. A principal matéria
prima utilizada nas fraldas é um polímero sintético, adquirido por um fornecedor estrangeiro.
O lead time médio para entrega do material é igual a 90 dias por transporte marítimo.
Atividade Atores Objetivos Recursos/artefatos Contexto
1.
2.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
Quando em situações de emergência, em que há escassez do material e a demanda não pode
ser atendida, as plantas requerem o transporte aéreo, que possui lead time de menos de dois
dias e é mais caro para as empresas. Em um cenário contrário, excessos de material são
gerados devido à grande variabilidade da demanda. Nesses casos, devido ao grande lead time
do fornecedor por via marítima, os pedidos não podem ser cancelados ou postergados, e o
excesso é mantido nos armazéns, gerando custos de estocagem.
A partir desses dois cenários, surgiu a oportunidade de balancear os níveis de estoque dos
países, garantindo o estoque de segurança de uma planta, e reduzindo o estoque em excesso
em outra. Esse novo fluxo de movimentação de material se torna vantajoso para a planta que
recebe o material, à medida em que o transporte se dá por via terrestre, cujos valores de frete
são 5,7 vezes menores em relação ao transporte aéreo. O lead time do transporte terrestre é
igual a 8 dias, tempo suficiente para atender as necessidades da planta com falta de material.
Para a planta com material em excesso, essa movimentação reduz os custos de estocagem e a
ocupação do armazém, como também os custos de descarte de material obsoleto.
Durante o ano de 2013, as plantas do chamado “Cone Sul” (Argentina, Chile, e Brasil)
apresentaram movimentações de matéria-prima interplantas. Em 75% dos processos de
exportação do Brasil para a Argentina e para o Chile, o material chegou atrasado nas fábricas,
comprometendo o planejamento da produção e impactando na disponibilidade de produtos
acabados. Além disso, outros problemas foram observados, como retrabalho dos funcionários
da empresa, devido aos erros de documentação, que gerava esperas do transporte nas
alfândegas, e consequentemente custos extras de transporte. Tinha-se portanto, um processo
desestruturado e sem padrões, cujas tarefas e etapas a serem desenvolvidas dependiam
exclusivamente da experiência do planejador, que designava as ações que achava necessárias
para outros níveis da organização. Outro fator a ser destacado, é a má utilização do recursos
humanos, fazendo com que os funcionários colocassem grandes esforços em tarefas que
poderiam ser simplificadas. O Quadro 2 mostra os desperdícios identificados através de
entrevistas com os participantes.
Quadro 2 – Desperdícios do processo de exportação
Desperdícios Identificados
Linhas de produção paradas à espera da chegada do material
Custos extras de transportes
Extra processamento de documentos
Processos com defeito/Documentos com informações erradas

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
5. APLICAÇÃO
Para o entendimento efetivo do processo de exportação de matéria-prima se fez necessária a
integração direta com o processo de exportação, de forma a garantir a comunicação adequada
com os participantes, como também vivenciar as dificuldades e identificar os desperdícios do
processo. Dessa forma, uma grande compreensão sobre os aspectos logísticos envolvidos ao
se exportar materiais foi desenvolvida, não somente pela observação, mas também pelo
envolvimento direto na execução das etapas do processo. Uma vez dentro do contexto da
movimentação interplanta, foram definidos os integrantes do processo e, a partir das
entrevistas, suas principais atividades, conforme mostra o Quadro 3.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
Quadro 3 - Atividades definidas para o processo de exportação de matéria-prima
Atividades Atores Objetivos Recursos Contexto
1Solicitar o pedido da
exportação Planta estrangeira
Enviar as informações do pedido do material
contendo código, quantidade, data de
recebimento esperada e contatos da 3PL
responsável
Correio eletrônico Ínicio do processo
2Cadastrar o preço do material
para vendasPlanejador do material
Conferir se o material possui cadastro de
vendas, para que possa ser exportado
Sistema Integrado
de GestãoPlanejamento de materiais
3 Separar o material no armazém Recebimento Físico
Separar a quantidade requisitada em uma
posição pallet dedicada, de forma a facilitar a
operação de carregamento do material
Sistema Integrado
de GestãoOperações de armazém
4Criar uma ordem de venda
para o pedidoPlanejador do material
Cria um processo no sistema integrado de
gestão, gerando um número da ordem de
venda
Sistema Integrado
de GestãoPlanejamento de materiais
5Criar um número entrega para
o armazémPlanejador do material
Cria um processo no sistema integrado de
gestão, gerando um número da entrega que
orienta os operadores logísticos na hora do
carregamento do material
Sistema Integrado
de GestãoOperações de armazém
6 Criar um número de embarque Recebimento FísicoCria um processo no sistema integrado de
gestão, gerando um número da embarque
Sistema Integrado
de GestãoOperações de armazém
7Criar um horário na janela de
recebimento do armazémPlanejador do material
Cria uma número ID que especifica a hora da
coleta do material, quando o caminhão será
recebido.
Sistema Integrado
de GestãoOperações de armazém
8
Enviar os documentos de
ordem de coleta e
conhecimento de transporte
3PL
Gera e envia os documentos necessários para
o recebimento fiscal do caminhão na hora da
coleta
Correio eletrônico Operações fiscais
9Coordenar o envio do
caminhão para a planta 3PL
Contrata o serviço de transportadora e envia o
caminhão para a coleta agendadaCorreio eletrônico Operações logísticas
10
Fazer o recebimento do
caminhão e colocar as
informações no sistema
Recebimento Fiscal
Registra a chegada do caminhão, colocando a
informação no sistema para que fique visível
ao armazém
Sistema Integrado
de GestãoOperações de armazém
11 Gerar a nota fiscal Recebimento FiscalGera o processo de criação da nota fiscal e
coloca no sistema
Sistema Integrado
de GestãoOperações de armazém
12Criar os documentos de
exportaçãoPlanejador do material
Cria a fatura e a lista de conteúdo que indica
os materiais a serem exportados
Sistema Integrado
de GestãoOperações logísticas
Uma vez definidas as principais atividades a serem realizadas, foi necessário a padronização
das tarefas, que se mostraram grandes causadoras de retrabalho dos funcionários. Estabeleceu-
se a definição das tarefas específicas para cada atividade. O Quadro 4 mostra o exemplo das
tarefas para a atividade “Cadastro do preço do material para vendas”.
Quadro 4 - Tarefas para cadastrar o preço do material para vendas

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Tarefas
1 Acessar a transação 01 do cadastro de material no sistema integrado de gestão
2 Inserir o código do material
3 Acessar a aba de contabilidade 01
4 Calcular o preço do produto: (Preço padrão/unidade de preço)
5Enviar a solicitação para a pessoa responsável do departamento financeiro informando o
material, o preço, os códigos da planta local e da planta estrangeira.
A partir da estruturação das atividades e suas respectivas tarefas, percebeu-se oportunidades
de melhorias, com relação ao sequenciamento das tarefas, bem como nos procedimentos. A
identificação das melhorias e consequentes propostas foram feitas baseadas nos conceitos de
ECRS (Elimina, Combina, Reduz, e Simplifica). Fonseca, Lima e Queiroz (2013) utilizam em
seu estudo uma Matriz de Oportunidades, que define a prioridade das propostas de melhoria,
de acordo com o seu impacto, a facilidade de implementação e o investimento requeridos,
conforme mostra o Quadro 5.
Quadro 5- Pesos para os critérios da matriz de prioridades
Critério Baixo Médio Alto
Impacto 1 3 5
Facilidade de implementação 1 3 5
Investimento 5 3 1
Fonte: Fonseca, Lima e Queiroz (2013)
Inicialmente várias oportunidades de melhoria foram propostas a partir da experiência de
execução das atividades de exportação. Em seguida, a partir das entrevistas com cada
integrante do processo, estabeleceu-se quais mudanças seriam relevantes. As oportunidades
identificadas foram reunidas em uma matriz de oportunidades que informa o tipo de ação de
acordo com o conceito ECRS, e os pesos para impacto, facilidade de implementação e
investimento. Tais valores foram definidos em conjunto com os integrantes do processo, para
cada tarefa respectiva. A prioridade é calculada pelo produto dos valores de cada peso, cujo
valor mínimo é 1 e o máximo é 125. O Quadro 6 mostra os valores de prioridade para as
oportunidades encontradas, cujas cores são representadas da seguinte forma: vermelho para
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
valores entre 1 e 5, azul para valores entre 9 e 25, amarelo para valores entre 27 e 45, e verde
para valores entre 75 e 125.
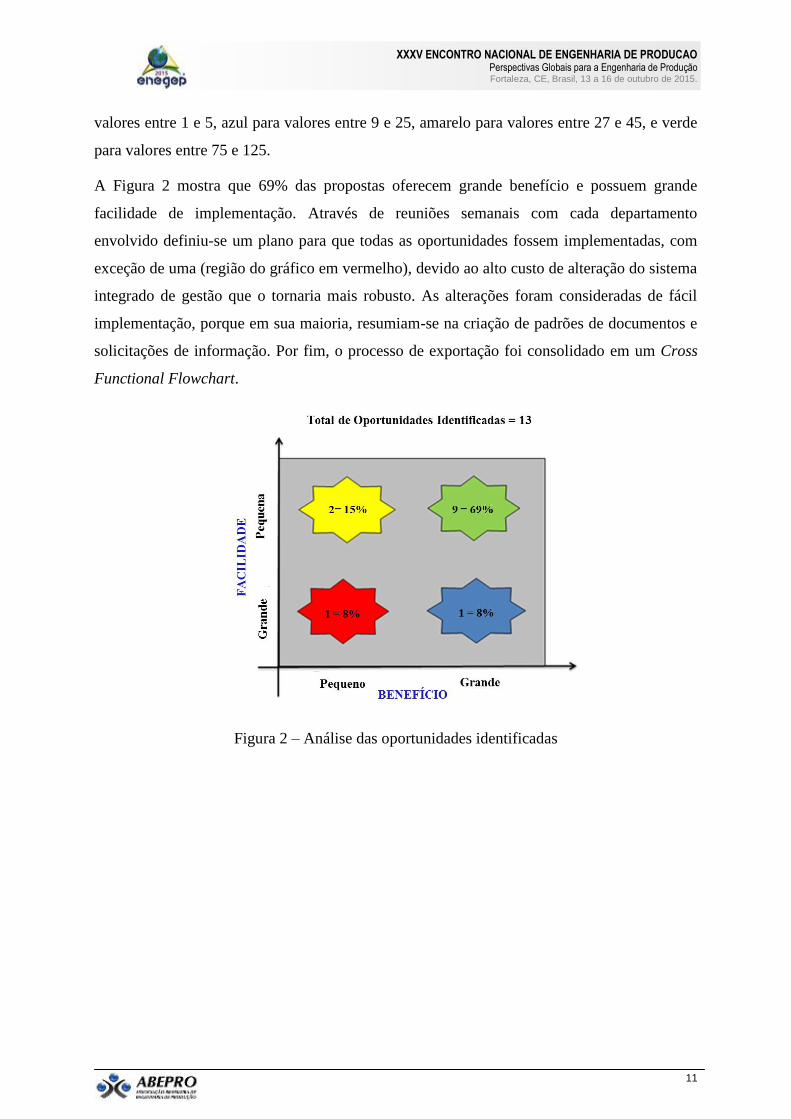
A Figura 2 mostra que 69% das propostas oferecem grande benefício e possuem grande
facilidade de implementação. Através de reuniões semanais com cada departamento
envolvido definiu-se um plano para que todas as oportunidades fossem implementadas, com
exceção de uma (região do gráfico em vermelho), devido ao alto custo de alteração do sistema
integrado de gestão que o tornaria mais robusto. As alterações foram consideradas de fácil
implementação, porque em sua maioria, resumiam-se na criação de padrões de documentos e
solicitações de informação. Por fim, o processo de exportação foi consolidado em um Cross
Functional Flowchart.
Figura 2 – Análise das oportunidades identificadas

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
Quadro 6 – Matriz de oportunidades
Oportunidade ECRS Impacto Facilidade de implementação Investimento Prioridade
Criar um padrão para a solicitação de
separação de material no armazém.
Eliminar/
Simplificar5 5 5 125
Criar um banco de dados com as
informações fiscais das plantas estrangeirasCombinar 3 5 5 75
Criar um procedimento padrão no sistema
para a solicitação de cadastro de preço de
vendas
Eliminar/
Simplificar5 5 3 75
Criar uma ferramenta de auxílio ao uso do
sistema integrado de gestão para os
processos de exportação
Modificar,
Eliminar5 3 5 75
Separar o material a ser exportado em uma
posição dedicada no armazémAdaptar 5 3 3 45
Incluir um item no sistema de criação da
janela de recebimento do armazém de forma a
requerer o número de embarque, que antes
era enviado separadamente
Combinar 5 3 5 75
Alterar o número de dígitos da nota fiscal
para contemplar grandes quantidades de
material, evitando posteriores correções
Eliminar/
Simplificar5 1 1 5
Estabelecer a comunicação do sistema
integrado de gestão do recebimento físico
com o do planejador, de forma que o último
possar acessar as notas fiscais livremente.
Combinar 5 3 3 45
Estabelecer quando a 3PL deve enviar os
documentos e informações do caminhão
para o prosseguimento do recebimento fiscal
Rearranjar 5 5 5 125
Criar um banco de dados com as transações
do sistema integrado de gestão
Eliminar/
Simplificar5 5 5 125
Estabelecer a comunicação dos níveis de
inventário entre duas plantas produtivas, de
forma a otimizar a programação das
exportações
Combinar 3 3 3 27
Criar padrões de documentos de exportaçãoEliminar/
Simplificar5 5 5 125
Estabelecer check de condição básica do
material e embalagem a ser carregado, que
deve ser feito no momento da separação
Combinar 5 3 5 75
MATRIZ DE OPORTUNIDADES – Exportação de Matéria-prima
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
O processo padrão mapeado foi revisado pelos integrantes do processo, e estabelecido como o
fluxo padrão para a exportação de matéria-prima da empresa. Através de uma reunião com os
departamentos e a 3PL definiu-se que o tempo médio de execução das tarefas desde a
solicitação da planta requisitante até o momento em que o caminhão sai do armazém para
iniciar a viagem ao seu destino é igual a 48 horas. Os Anexo 1 e 2 retratam o processo de
exportação na forma de um diagrama Cross Functional.
6. ANÁLISE DOS RESULTADOS
A partir da implementação do processo padronizado observou-se uma mudança na dinâmica
dos acordos de cooperação entre as plantas estrangeiras e a unidade brasileira. Anteriormente,
a exportação de um material era sempre solicitada com emergência, e não havia uma previsão
da disponibilidade do material, bem como do agendamento do seu carregamento. Após as
primeiras exportações executadas conforme o processo padronizado, percebeu-se um maior
estímulo das equipes locais em trabalhar com a atividade. A partir dessa estruturação e
planejamento, a frequência de exportações aumentou consideravelmente. Os benefícios da
implementação da estruturação e padronização da exportação de matéria-prima resumem-se
na eliminação de desperdícios, redução dos custos logísticos e redução do estoque em
excesso.
6.1. Eliminação de desperdícios
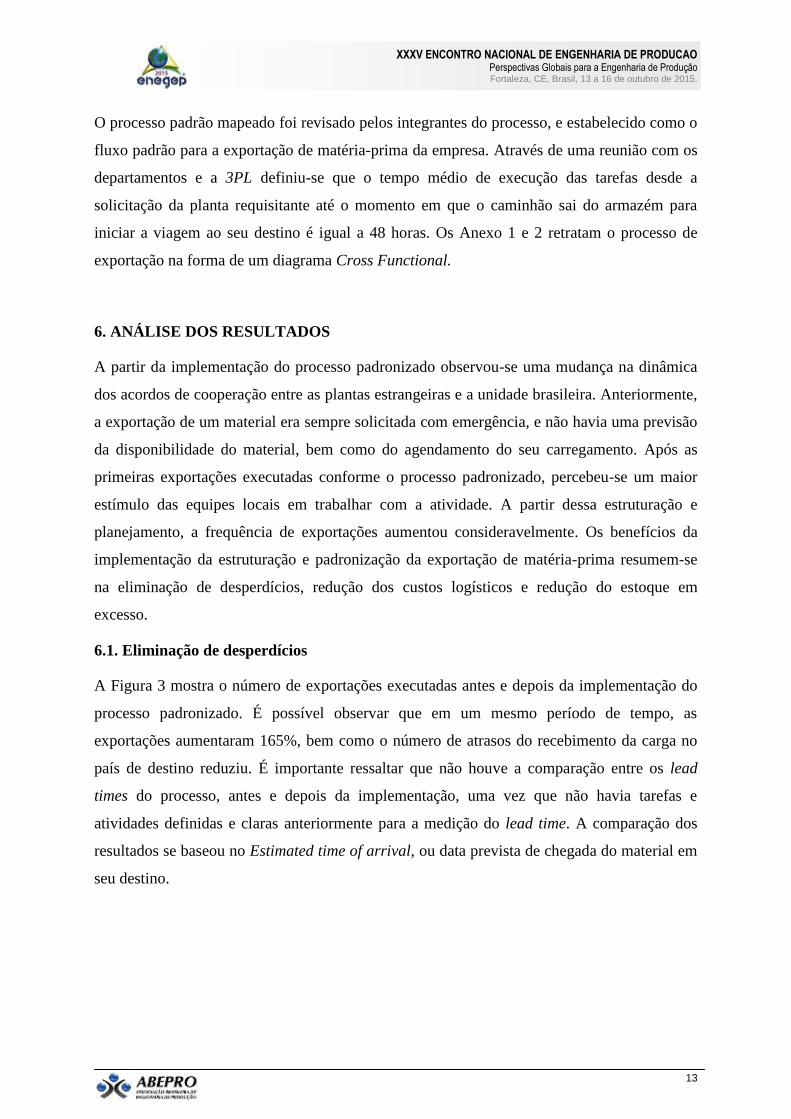
A Figura 3 mostra o número de exportações executadas antes e depois da implementação do
processo padronizado. É possível observar que em um mesmo período de tempo, as
exportações aumentaram 165%, bem como o número de atrasos do recebimento da carga no
país de destino reduziu. É importante ressaltar que não houve a comparação entre os lead
times do processo, antes e depois da implementação, uma vez que não havia tarefas e
atividades definidas e claras anteriormente para a medição do lead time. A comparação dos
resultados se baseou no Estimated time of arrival, ou data prevista de chegada do material em
seu destino.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
Figura 3 – Porcentagem de saídas e chegadas pontuais dos caminhões antes e depois da
implementação
6.2. Custos logísticos
O grande benefício para as plantas estrangeiras ao comprar materiais da unidade do Brasil se
refere a vantagem econômica oferecida pelo frete rodoviário em comparação ao frete aéreo.
Dessa forma, considerando o Material 1, anteriormente citado neste trabalho, a economia em
frete que as plantas estrangeiras tiveram ao comprar da unidade brasileira foi igual a
495.000,00 dólares em um período de seis meses, conforme mostra o Quadro 7.
Quadro 7 – Comparação da economia em frete
Durante esse mesmo período, a quantidade exportada ocuparia cerca de 600 paletes, gerando
custos de armazenagem (aluguel da posição de 1 palete e custos de movimentação) igual a
8,00 reais por palete/mês, totalizando 28.800,00 reais de economia.
6.2. Inventário
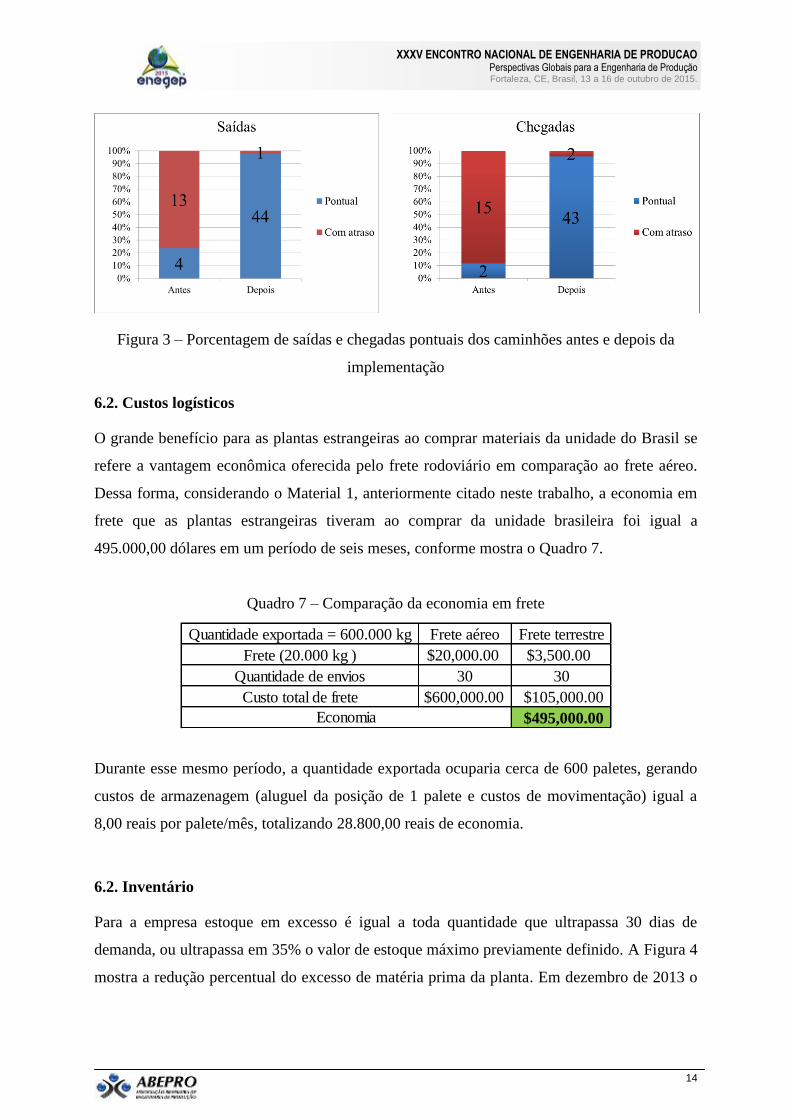
Para a empresa estoque em excesso é igual a toda quantidade que ultrapassa 30 dias de
demanda, ou ultrapassa em 35% o valor de estoque máximo previamente definido. A Figura 4
mostra a redução percentual do excesso de matéria prima da planta. Em dezembro de 2013 o
Quantidade exportada = 600.000 kg Frete aéreo Frete terrestre
Frete (20.000 kg ) $20,000.00 $3,500.00
Quantidade de envios 30 30
Custo total de frete $600,000.00 $105,000.00
$495,000.00Economia
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
estoque em excesso representava 6,68% do estoque total de materiais e em maio, o excesso
correspondia 1.68%, uma redução equivalente a 342.000,00 dólares durante esses seis meses.
Figura 4 – Redução do estoque em excesso
7. CONCLUSÃO
A exportação de matéria-prima possui grande impacto nos resultados de inventário e custos da
empresa, além de ter grande visibilidade pelo departamento de planejamento de materiais. Seu
processo de mapeamento e padronização se deu na forma de entrevistas com todos os
colaboradores bem como na vivência direta com as tarefas necessárias. Dessa forma, foram
definidos os participantes, suas atividades e suas tarefas, de forma a possibilitar a criação de
um fluxograma do tipo Cross Functional, que reúne o fluxo de trabalho do seu início ao fim.
A implementação do processo padronizado nos níveis pertinentes da organização foi realizada
e bem aceita pelos integrantes. Constatou-se que a estruturação do processo trouxe grandes
benefícios para a organização. Primeiramente, houve o estímulo à cooperação entre as plantas
da empresa, e consequente aumento do número de exportações em 165%. Considerando esse
incremento, o percentual de chegadas do material ao seu destino na data esperada, ou seja,
sem atrasos, aumentou de 12% para 98%. Além disso, uma grande economia foi obtida pelas
plantas estrangeiras com relação aos custos de frete, totalizando 495.000,00 dólares em um
período de seis meses. Por fim, os principais ganhos da planta do Brasil foram relacionados à

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
redução do inventário em excesso, equivalente a 342.000,00 dólares, como também redução
dos custos de ocupação de seus armazéns.
As melhorias implementadas no processo estavam diretamente ligadas à comunicação e à
integração dos integrantes de uma cadeia, de forma a direcionar os esforços de cada
participante para o resultado do processo. Essa percepção confirma o que os trabalhos
pesquisados sobre a coordenação da cadeia de suprimentos apontam, no que diz respeito à
importância das parcerias estratégicas de uma empresa com os seus fornecedores, cliente e
colaboradores.
AGRADECIMENTOS
Os autores agradecem ao CNPq e a FAPEMIG, pelo apoio financeiro concedido a diversos
projetos que subsidiaram o desenvolvimento desse trabalho.
REFERÊNCIAS
AHLSTRÖM, P. Sequences in the implementation of lean production. European
Management Journal, v. 16, n. 3, p. 327-334, 1998.
BANDEIRA, R.A.M; MAÇADA, A.C.; MELLO, L.C. Fatores de decisão de terceirização
logística: estudo de caso de uma empresa de gases industriais. XXX ENEGEP, Anais, 2010.
CHEN, I. J.; PAULRAJ, A. Towards a theory of supply chain management: the constructs
and measurements. Journal of Operations Management, v. 22, p.119–150, 2004.
CHIANG, C.; GUTIERREZ, G.J. A Periodic Review Inventory Control System with Two
Supply Modes. European Journal of Operational Research 94, 527-547, 1996.
COYLE, J. J.; BARDI, E. J.; LANGLEY, J. The Management of business logistics. Mason,
OH: Thomson South-Western, 2003
DAMELIO, R. The Basics of Process Mapping. CRC Press, 2ª ed., 2011.
DAVENPORT, T. H. Reengenharia de processo: como inovar na empresa através da
tecnologia da informação. Campus, 1994.
FERREIRA JUNIOR, J.; ALMEIDA, Dagoberto Alves de; LEAL, F. Método particular de
pesquisa-ação para mapeamento de processos e de falhas. In: XV Simpósio de
Administração da Produção, Logística e Operações Internacionais, 2012, São Paulo. XV
Simpósio, 2012.
FITZSIMMONS, J.A.; FITZSIMMONS, M.J. Administração de Serviços: operações,
estratégia e tecnologia da informação. Porto alegre: 2a ed., Bookman, 2000.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
FONSECA, A. G.; LIMA, Renato da Silva; QUEIROZ, J. A. Utilização do mapeamento do
fluxo de valor na logística reversa de uma multinacional de higiene e beleza. In: XXXIII
ENEGEP - Encontro Nacional de Engenharia de Produção, 2013, Salvador, BA. Anais, 2013.
GONÇALVES, J. E. L. As empresas são grandes coleções de processos. Revista de
Administração de Empresas, v. 40, n. 1, p. 7, 2000.
HAMEL, G., PRAHALAD, C.K. Competing for the Future. Free Press, New York, NY,
1994.
HONG, J.; CHIN, A.; LIU, B. Logistics outsourcing by manufacturers in China: a survey of
the industry. Transportation journal, p. 17-25, 2004.
KARLSSON, C.; ÅHLSTRÖM, P. Assessing changes towards lean production.
International Journal of Operations & Production Management, v. 16, n. 2, p. 24-41,
1996.
KATO, I.; SMALLEY, A. Toyota Kaizen Methods: Six Steps to Improvement, CRC Press,
Nova Yorque, 2011.
SUHONG, L.; BHANU, R. N.; RAGU-NATHAN, T.S.; SUBBA RAO, S. The impact of
supply chain management practices on competitive advantage and organizational
performance. Omega, 34(2):p. 107-124, 2006.
LEAL, F.; PINHO, A. Análise comparativa de técnicas de mapeamento de processos
aplicadas a uma célula de manufatura. In: XII Simpósio de Engenharia de Produção, 2005,
Bauru, 2005.
LUDOVICO, N. Logística Internacional: um enfoque em comércio exterior. Saraiva,
20013.
MELLO, C. P.; TURRIONI, J. B.; XAVIER, A. F.; CAMPOS, D. F. Pesquisa-ação na
engenharia de produção: proposta de estruturação para sua condução. Produção, São
Paulo, v. 22, n. 1, 2012.
PRIDE, W.M.; FERREL, O.C. Marketing. South-Western, Cengage Learning. 16° ed. 2012.
ROBINSON, A.G.; SCHROEDER, D.M. Detecting and eliminating invisible waste.
Production and Inventory Management Journal, v. 33, n.4, p.37-42, 1992.
RUDBERG, M.; OLHAGER, J. Manufacturing networks and supply chains: an operations
strategy perspective. OMEGA ;31(1):29–39, 2003.
SILVA, G. M. et al. A manufatura enxuta aplicada no setor de serviços: um estudo de
caso. In: XXVII Encontro Nacional de Engenharia de Produção, Foz do Iguaçu, Brasil, 2007
THIOLLENT, M. Metodologia da pesquisa-ação. 15. ed. São Paulo: Cortez, 2007

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
18
WANKE, P.; FLEURY, P. F. Transporte de cargas no Brasil: estudo exploratório das
principais variáveis relacionadas aos diferentes modais e às suas estruturas de custos. In:
J. A. De Negri e L. C. Kubota (Ed.). Estrutura e dinâmica do setor de serviços no Brasil. Rio
de Janeiro: IPEA, 2006.
WOMACK, J. P.; JONES, D. T. A mentalidade enxuta nas empresas: elimine o
desperdício e crie riqueza. Ed. Campus, 5º Edição, 1998.

ANEXO 1 – Processo de exportação de matéria-prima
Planta RequisitantePlanejador do
Material3PL Recebimento Físico Recebimento Fiscal
1
Sim
4
30
20
3
10
11
6
7
27
22
Não
5
89
1213
14
15
16
18
17
19
21
2324
25
26
28
2
29
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
20
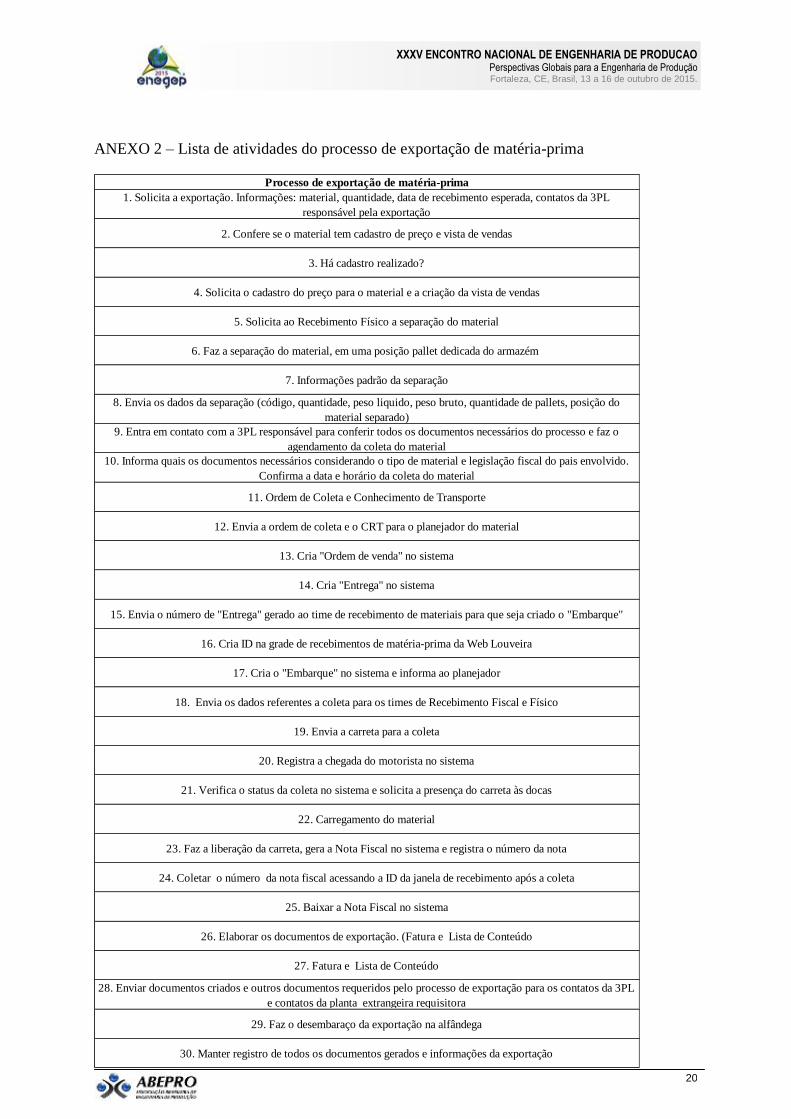
ANEXO 2 – Lista de atividades do processo de exportação de matéria-prima
Processo de exportação de matéria-prima
1. Solicita a exportação. Informações: material, quantidade, data de recebimento esperada, contatos da 3PL
responsável pela exportação
2. Confere se o material tem cadastro de preço e vista de vendas
3. Há cadastro realizado?
4. Solicita o cadastro do preço para o material e a criação da vista de vendas
5. Solicita ao Recebimento Físico a separação do material
6. Faz a separação do material, em uma posição pallet dedicada do armazém.
7. Informações padrão da separação
8. Envia os dados da separação (código, quantidade, peso liquido, peso bruto, quantidade de pallets, posição do
material separado)
9. Entra em contato com a 3PL responsável para conferir todos os documentos necessários do processo e faz o
agendamento da coleta do material
10. Informa quais os documentos necessários considerando o tipo de material e legislação fiscal do pais envolvido.
Confirma a data e horário da coleta do material
11. Ordem de Coleta e Conhecimento de Transporte
12. Envia a ordem de coleta e o CRT para o planejador do material
13. Cria "Ordem de venda" no sistema
14. Cria "Entrega" no sistema
15. Envia o número de "Entrega" gerado ao time de recebimento de materiais para que seja criado o "Embarque"
16. Cria ID na grade de recebimentos de matéria-prima da Web Louveira
17. Cria o "Embarque" no sistema e informa ao planejador
18. Envia os dados referentes a coleta para os times de Recebimento Fiscal e Físico
19. Envia a carreta para a coleta
20. Registra a chegada do motorista no sistema
21. Verifica o status da coleta no sistema e solicita a presença do carreta às docas
22. Carregamento do material
23. Faz a liberação da carreta, gera a Nota Fiscal no sistema e registra o número da nota
24. Coletar o número da nota fiscal acessando a ID da janela de recebimento após a coleta
25. Baixar a Nota Fiscal no sistema
26. Elaborar os documentos de exportação. (Fatura e Lista de Conteúdo
27. Fatura e Lista de Conteúdo
28. Enviar documentos criados e outros documentos requeridos pelo processo de exportação para os contatos da 3PL
e contatos da planta extrangeira requisitora
29. Faz o desembaraço da exportação na alfândega
30. Manter registro de todos os documentos gerados e informações da exportação